Чем варить нержавейку
Такой материал, как нержавеющая сталь, более чем востребованный в самых разных отраслях промышленности, от машиностроения до пищевой индустрии. Изделиям из нержавейки не страшна коррозия, они высокопрочные и долговечные, несложные в обработке, соответствуют гигиеническим требованиям.
Вот только к сварке данного материала, из-за его состава и свойств, нужен особый подход. Такими же электродами, как и для черной, низколегированной стали, качественно сварить нержавейку не получится. К тому же для получения высококачественного соединения расплавленный металл нуждается в изоляции от атмосферы, то есть сварку выполняют в среде защитного газа.
В чем сложности сварки нержавеющей стали
В первую очередь особый подход к нержавеющей стали вызван тем, что она высоколегированная – содержит немало дополнительных элементов. Например, хром, никель, марганец, титан, молибден. Да, они, собственно, и делают сталь нержавеющей, но в то же время влияют на ее свариваемость.
Плюс такие свойства:
- Теплопроводность меньше обычной стали;
- Высокое электрическое сопротивление;
- Высокий коэффициент линейного расширения при высокотемпературном воздействии;
- Снижение антикоррозионных свойств при термическом воздействии.
Но с правильным выбором оборудования, его настройкой, строгим следованием проверенной технологии сварка нержавеющей стали вообще не вызовет проблем.
Современные аппараты позволяют формировать аккуратные, высокопрочные швы, за один проход и без последующей механической обработки соединений, с сохранением антикоррозионных свойств.
Выбор подходящего оборудования
Для сваривания нержавеющей стали сегодня выпускаются инверторные источники сварочного тока, как однофазные, так и промышленные трехфазные.
Можно использовать инверторные аппараты:
- MMA-сварки;
- TIG;
- MIG/MAG.


Если не предъявляются строгие требования к качеству, прочности швов, объем работы небольшой, использование аппарата не ежедневное, вполне реально обойтись недорогим инвертором для обычной ручной дуговой сварки MMA.
Только необходимы специальные электроды для нержавеющей стали. Например, марок ЦЛ-11, ОЗЛ-8 или НИИ-48Г.
Для удобства, точности и безопасности работы лучше купить аппарат для сварки нержавейки с функциями антизалипание (Antistick), горячий старт (Hot Start), VRD (снижение напряжения холостого хода), форсаж дуги (Arc Force).
Для профессиональной сварки нержавейки, в свою очередь, не обойтись без функционального аппарата TIG или MIG/MAG.
TIG – сварка под куполом защитного инертного газа аргона. Он изолирует плавящийся металл от негативного воздействия атмосферы. Электрод в данном случае тугоплавкий вольфрамовый, дополнительно применяют присадочную проволоку.
MIG/MAG – полуавтоматическая сварка, выполняется так же, как и TIG, в среде защитного газа. MIG – в среде инертного, MAG – в среде активного, например, углекислого.
MIG – в среде инертного, MAG – в среде активного, например, углекислого.
Однако горелка полуавтоматической сварки не предполагает вольфрамового электрода, вместо него проволока, она подается в зону действия электрической дуги автоматически, за это отвечает механизм подачи.
Таким образом, для формирования соединений больших размеров, когда имеет место длительный сварочный процесс, задействование полуавтоматического оборудования просто идеальное решение. С ним нет необходимости вручную подавать проволоку или следить за состоянием электрода.
В любом случае высокое качество шва на деталях из нержавейки при использовании аппарата MIG/MAG или TIG обеспечивают защитный газ, возможность работы и на постоянном, и на переменном токе, импульсный режим работы, дополнительные функции быстрого и точного старта, контроля сварочной ванны, уменьшения тепловложения и не только.
На производстве нержавеющую сталь варят преимущественно в среде защитного газа.
Почему для нержавейки выбирают Cebora
Синергетические (микропроцессорное) управление, настройка в несколько кликов, устойчивость к перепадам напряжения, функциональность, надежность при ежедневной работе. Все это профессиональные итальянские сварочные аппараты Cebora специально для нержавеющей стали.
Например, Cebora Synstar 270T SRS Edition.
Особенности аппарата:
- Работает в режимах MMA, MIG/MAG, TIG;
- Включает отдельную программу для нержавейки;
- Настраивается в несколько кликов, быстрый выбор параметров исходя из режима сварки и толщины металла;
- Импульсная сварка;
- Цветной яркий дисплей, тачскрин;
- Интуитивно понятное управление, меню на русском языке;
- Продолжительность включения 100 % при токе 180 А;
- Максимальный ток 270 А;
- Для подключения к трехфазной сети.
Cebora выпускает широкий спектр синергетических аппаратов и для однофазной сети — Pocket Pulse, Synstar 200, 250М, MONO STAR и не только. Решение как для гаража, небольшой автомастерской, так и крупного производства.
Решение как для гаража, небольшой автомастерской, так и крупного производства.
Аппараты для нержавейки Cebora уже доступны в России.
Бесплатный тест на производстве до 20 дней!
Заказывайте прямо сейчас!4 способа, как варить нержавейку
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале.
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением. Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых. То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля.
Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически. Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям. Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером. Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники: короткой дугой; со струйным переносом; импульсной. Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами. Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин. При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Как провести сварку нержавейки с черным металлом?
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Блок: 1/3 | Кол-во символов: 1190
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html
Можно ли сварить черный металл с нержавейкой?
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Блок: 2/3 | Кол-во символов: 874
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html
Можно ли сваривать сталь с нержавейкой?
Сварка нержавейки и черного металла в условиях промышленного производства с соблюдением всех технологических особенностей не представляет собой нечто особо сложное. Стоит отметить, что с физической точки зрения подобный процесс является вполне выполнимым.
В условиях домашней сварки это сделать тоже весьма реально, тем более что в этом случае наиболее серьезных требований к качеству сварного соединения не предъявляют. Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
Блок: 2/6 | Кол-во символов: 580
Источник: https://electrod.biz/splav/metall/svarka-nerzhaveyki-s-metallom.html
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.

Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Блок: 2/7 | Кол-во символов: 1522
Источник: https://svarkaed.ru/svarka/svarka-metallov/mozhno-li-svarit-chernyj-metall-i-nerzhavejku. html
html
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Блок: 3/4 | Кол-во символов: 1428
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-chernym-metallom-elektrody.html
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.

Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.
Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
Блок: 3/3 | Кол-во символов: 4372
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
 Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.Блок: 2/4 | Кол-во символов: 2469
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-chernym-metallom-elektrody.html
По какой технологии выполняется сварка
Способ сварки зависит от вида сплава и необходимой прочности швов. В домашних условиях чаще используют традиционную электродуговую постоянным током. Шов, который должно выдерживать давление, большую динамическую нагрузку, варят под облаком защитного газа. Аргон использовать необязательно, достаточно углекислого газа, подаваемого полуавтоматом. Аргоновая сварка экономически нецелесообразна.
Аргон использовать необязательно, достаточно углекислого газа, подаваемого полуавтоматом. Аргоновая сварка экономически нецелесообразна.
Как сваривают нержавейку с черным металлом:
- Способ электродуговой сварки MMA самый распространенный, выбирают электроды, которые применяют для работы с нержавейкой. Легирующие компоненты должны совпадать, только в этом случае образуется надежное соединение.
- Сварка полуавтоматом MIG используется в промышленных условиях. Прочность соединения зависит от марки присадочной проволоки, она должна быть из нержавейки. Марку выбирают под заготовку по химическому составу.
- Способ TIG с использованием тугоплавких электродов применяется для ответственных соединений. При газосварке образуются прочные плотные швы.
Применение нержавеющих присадочных материалов снижает текучесть легированных сплавов почти в три раза, делает жидкий металл вязким.
Блок: 3/6 | Кол-во символов: 1170
Источник: https://svarkaprosto. ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
Как сварить нержавейку с черным металлом?
Приварить нержавейку к черному металлу можно двумя методами:
- Использовать электроды из высоколегированной стали, чтобы заполнить шов. Допускается применять стержни с никелевым покрытием.
- Использование легированный электродов для наплавки кромок из черной стали. После этого шов создается с помощью плакированной стали, которая заполняет шов.
Рекомендации от опытных сварщиков:
- Использовать расходники, изготавливаемые на никелевой основе.
- Перед началом сваривания прокаливать электроды. Оптимальная температура до 210 градусов в течение 1 часа.
- Применять постоянный ток.
- Перед началом работ зачищать металлические поверхности от грязи, налета, палы, ржавчины.
- Если применяется газовая сварка, нельзя выполнять быстрое охлаждение готового шва. Деталь должна остывать самостоятельно.
- Рекомендуется наносить флюс на рабочую зону, чтобы сделать более качественное соединение.
- При использовании вольфрамового стержня, не забывать затачивать его наконечник.
- Сварка в среде защитного газа является предпочтительной, поскольку готовый шов будет более прочным.
- При сваривании нужно захватывать больше черного металла. Это позволит создать более прочный шов на молекулярном уровне.
- Движения должны быть аккуратными, неторопливыми.

Блок: 6/8 | Кол-во символов: 1248
Источник: https://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
Как происходит процесс сварки
Предварительно заготовки нужно подготовить: очистить от грязи и пыли, снять окалину – зачистить до металлического блеска железной щеткой или наждачкой. Затем проводят обезжиривание спиртом или растворителем, наносят на кромки флюс, он выравнивает плавление, обе заготовки прогреваются равномерно.
Сваривать заготовки желательно в нижнем положении, чтобы ванна расплава не растекалась. Движения должны быть точные. Чтобы качественно приварить нержавейку к черному металлу обычным электродом, нужен ток обратной полярности (подключают контакт «+»), держать его нужно ближе к углеродистому черному сплаву, у него ниже текучесть. Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
В качестве источника тока использовать инвертор с дополнительными функциями. При газосварке швы проваривают долго, чтобы образовалась большая ванна расплава. После проверки и очистки швов рабочую зону покрывают пассивирующим слоем.
Блок: 5/6 | Кол-во символов: 1104
Источник: https://svarkaprosto.ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Блок: 5/7 | Кол-во символов: 502
Источник: https://svarkaed.ru/svarka/svarka-metallov/mozhno-li-svarit-chernyj-metall-i-nerzhavejku.html
Как проконтролировать качество соединения?
Когда сварное соединение достигнет приемлемой температуры (хотя бы 40 градусов), приступают к контролированию его прочности и ряда других параметров. Сделать это можно следующим образом:
- При помощи керосина, принцип действия которого базируется на капиллярном проникновении через кристаллическую решетку стали;
- Аммиаком: тут контроль основывается на принципе окрашивания индикаторов при его непосредственном воздействии;
- Гидравлические методы, которые позволяют не только получить сведения относительно надежности шва, но и проверить, насколько прочным он получился.

Если соединение заведомо довольно слабое, то используют разрушающие методы контроля.
Блок: 5/6 | Кол-во символов: 696
Источник: https://electrod.biz/splav/metall/svarka-nerzhaveyki-s-metallom.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html: использовано 3 блоков из 3, кол-во символов 6436 (38%)
- https://svarkaed.ru/svarka/svarka-metallov/mozhno-li-svarit-chernyj-metall-i-nerzhavejku.html: использовано 2 блоков из 7, кол-во символов 2024 (12%)
- https://svarkaprosto.ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu: использовано 2 блоков из 6, кол-во символов 2274 (13%)
- https://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom: использовано 1 блоков из 8, кол-во символов 1248 (7%)
- https://electrod. biz/splav/metall/svarka-nerzhaveyki-s-metallom.html: использовано 2 блоков из 6, кол-во символов 1276 (7%)
- http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-chernym-metallom-elektrody.html: использовано 2 блоков из 4, кол-во символов 3897 (23%)
 biz/splav/metall/svarka-nerzhaveyki-s-metallom.html: использовано 2 блоков из 6, кол-во символов 1276 (7%)
biz/splav/metall/svarka-nerzhaveyki-s-metallom.html: использовано 2 блоков из 6, кол-во символов 1276 (7%)как выполнить качественный шов в домашних условиях?
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Сварка электродом с использованием РДС-инвертора
Эта технология предусматривает использование электрода. Процесс характеризуется тем, что во время плавления стержня создается газошлаковая защита благодаря покрытию. Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Процесс характеризуется тем, что во время плавления стержня создается газошлаковая защита благодаря покрытию. Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
Где используется метод сварки с помощью инвертора
Если вы задались вопросом о том, как варить нержавейку инвертором, то должны знать, что технология может использоваться в любом случае, а пространственное положение на это никак влиять не будет. Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Применение ручной дуговой сварки с помощью покрытых электродов имеет смысл при необходимости создания коротких швов, которые востребованы в мелкосерийном производстве. Этот метод актуален и при установке металлоконструкций при небольшом объеме работ.
Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Особенности сварки нержавейки инвертором
Когда вам известен ответ на вопрос о том, можно ли варить нержавейку, вы можете выбрать метод. Если он заключается в использовании инвертора, то вы должны будете осуществить обработку и подготовку поверхностей к соединению. Она не отличается от той, которая используется в случае с низкоуглеродистой сталью.
С поверхности удаляются загрязнения. Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Если перед вами, как и многими домашними мастерами, встал вопрос о том, как варить нержавейку инвертором в домашних условиях, то вы должны знать, что сварной стык должен обладать пазом. Благодаря этому удастся создать соответствующие условия для оптимальной усадки.
В процессе работы предстоит использовать ток обратной полярности. При выполнении сварки вы должны будете следить за тем, чтобы шов проплавился минимально. Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
При выборе электродов вы должны пользоваться специальной таблицей. Если допустить ошибку, то это станет причиной нарушения герметичности шва и повысит риск возникновения пор, раковин и микротрещин. В качестве причины здесь выступает закипание металла.
Варить сваркой нержавейку необходимо с использованием тока, значение которого на 20 % ниже по сравнению с тем, что используется для низколегированных сталей. Если вы хотите использовать инвертор для эксплуатации в быту или частном строительстве, то можно выставить диапазон вплоть до 160 А. Плавная регулировка позволит добиться максимальной точности тока сварки, что положительно скажется на качестве.
После завершения работы шов оставляется до момента остывания, что позволит высоколегированной стали противостоять коррозионным процессам. Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Как подобрать электроды
Если в работе вы планируете использовать метод ручной дуговой сварки, то должны позаботиться о правильном выборе электродов. Можно применить те, что имеют основное покрытие, среди них следует выделить:
- СЭЗ ЗИО-8 d4,0.
- ESAB FILARC 88S d3,2.
- СЭЗ ЦТ-15 d5,0.
Они подойдут для сварки постоянным током. Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
- Lincoln Electric Omnia 46 D3,0.
- ESAB OK 46.00 d3,0.
- Межгосметиз Omnia 46 d3,0.
Обычно они изготавливаются на основе двуокиси титана и подходят для соединения с помощью переменного и постоянного тока обратной полярности.
Сварка аргоном
Перед вами может возникнуть вопрос о том, как варить нержавейку аргоном. Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Работать вольфрамовыми электродами в инертной среде лучше, если предстоит сваривать трубы, эксплуатирующиеся для перемещения газов и жидкостей под давлением. Сварка осуществляется в среде аргона переменным и постоянным током. В качестве присадочного вещества выступает проволока, которая обладает высоким уровнем легирования, чем отличается от основного металла.
Когда вам уже известно, чем варить нержавейку, следует взять электроды, чтобы выполнить ими работу без колебательных движений. Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
В сварочную ванну не должен попасть вольфрам. По этой причине следует использовать бесконтактный поджиг дуги. Ее зажигание может осуществляться на угольной или графитовой пластине, а после можно произвести перенос на основной металл.
Чем варить нержавейку, вы теперь знаете. Однако важно ознакомиться со всеми тонкостями работы. Прочитав инструкцию, сможете понять, что после завершения процедуры защитный газ не следует выключать сразу же. Это делается для уменьшения расхода вольфрамового электрода. Выключение следует осуществить через некоторое время, примерно через 15 секунд. Это предотвратит окисление электродов, которые будут оставаться горячими после работы. Кроме того, позволит значительно продлить срок службы.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
 Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Свариваемость нержавеющей стали
Теперь вы знаете, как варить нержавейку электродом. Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
- высокое значение линейного расширения;
- сниженная теплопроводность;
- высокое электрическое сопротивление;
- склонность к потере антикоррозионных свойств.
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Ведь это задача, к которой требуется особая подготовка.
Факторы, влияющие на свариваемость
На свариваемость влияет еще нелитейная усадка. Это способствует тому, что в процессе сварки металл деформируется, как и после. Если между деталями внушительной толщины будет отсутствовать зазор, то могут возникнуть трещины. Перед тем как варить нержавейку полуавтоматом, вы должны узнать еще и о теплопроводности, которая значительно снижена с ней по сравнению с низкоуглеродистыми сталями.
Значение меньше в два раза, что вызывает концентрацию теплоты и способствует проявлению металлов в зоне сварки. Из-за этого возникает потребность в уменьшении силы тока на 20 % по сравнению с током для обычной стали.
Нельзя не упомянуть еще и о высоком электрическом сопротивлении, которое провоцирует нагрев электродов из высоколегированной стали. Для уменьшения отрицательного эффекта электроды изготавливаются с хромоникелевыми стержнями, которые обладают длиной не больше 350 мм.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения
процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
[Всего голосов: 0 Средний: 0/5]
Как исключить межкристаллитную коррозию
Если работать предстоит с высокохромистой сталью, то вы должны знать, что она обладает одним важным свойством, выраженным в потере своих антикоррозионных характеристик. Это верно, если в процессе сварки использовать неправильный термический режим или аппарат для сварки. Это явление называется межкристаллитной коррозией, его природа заключается в том, что при температурах больше 500 °C по краям зерен формируется карбид хрома и железа. Они становятся очагами коррозионного растрескивания. С этим явлением борются разными методами. Например, с помощью быстрого охлаждения зоны работы.
Особенности сварки
Перед началом важно решить вопрос не только о том, чем варить нержавейку, но узнать еще и об особенностях проведения работ. Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Важно учитывать еще и тепловое расширение по длине, которое на 50 % больше.
Если вы не знаете, чем варить нержавейку, то должны учитывать, что использоваться могут самые разные методы. Так, если толщина материала больше 1,5 мм, то лучше воспользоваться ручной дуговой сваркой. А вот если речь идет о тонких листах и трубах, то лучше всего применить плавящиеся электроды в инертном газе.
Как сварить нержавейку инвертором начинающему
Как сварить нержавейку инвертором начинающемуСваривание нержавейки — самая трудная задача, поскольку ванна сильно текучая, что заметно усложняет формирование сварных швов. Нержавеющая сталь при нагревании быстро растекается, что вызывает определённые сложности даже со сваркой горизонтальных участков.
По этим причинам для сварки нержавейки требуется опыт, аккуратность и внимательность. Чтобы получить красивый сварной шов, нужно беспрекословно придерживаться данных правил, особенно начинающим сварщикам.
Чтобы получить красивый сварной шов, нужно беспрекословно придерживаться данных правил, особенно начинающим сварщикам.
Способы сварки нержавеющей стали
- Сварка электродами — в основном применяется в том случае, когда нужно варить нержавеющую сталь в домашних условиях. Сварка осуществляется посредством инвертора, который помогает получить качественный и надежный сварной шов.
- Сварка аргоном и вольфрамовыми электродами.
- Полуавтоматическая сварка в газовой среде.
В домашних условиях, как было сказано выше, в основном при сварке нержавейки применяется первый способ. Инверторы есть у многих, а приобрести электроды для сваривания нержавеющей стали не представляет особого труда.
Какими электродами варить нержавейку
Для сварки нержавеющей стали применяются особые электроды, которые отличаются малыми показателями температурных расширений и высоким коэффициентом упругости. Также электроды по нержавейке должны иметь высокую теплопроводность и износоустойчивость, обладать повышенным сопротивлением касательно термической ползучести.
Для сварки нержавейки хорошо зарекомендовали себя электроды ОК 67.60 от всем известной фирмы ESAB. Также для сварки можно использовать ESAB ОК67.60 с рутило-кислым покрытием, которые отличаются легким поджогом и уверенно держат сварочную дугу.
Из отечественных марок электродов по нержавейке, лучше всего использовать электроды ЦЛ-11, либо ОЗЛ-8. Они не такие дорогие по цене, однако, требуют определённой сноровки от сварщика. Часто эти электроды прилипают к металлу и гаснут в процессе сваривания нержавеющей стали.
Как варить нержавейку в домашних условиях
Подготовка поверхностей перед свариванием является главным залогом успеха. Лучше всего заранее удалить с поверхности заготовок любые загрязнения и налёт. После этого их следует протереть растворителем, чтобы избавиться также и от следов жира.
Затем необходимо защитить поверхность нержавейки от налипания сварочных брызг. Для этих целей их следует обработать специальным спреем. Для качественной сварки нержавейки следует запомнить два правила: нельзя перегревать свариваемый металл, и нужно очень требовательно относиться к выбору электродов.
Нюансы сваривания нержавеющей стали:
- Варить нержавейку лучше всего на обратной полярности, когда к электроду подведён плюс от инвертора, а на металл идёт минус.
- Зазор между свариваемыми заготовками должен быть минимальным.
- Нельзя быстро охлаждать сварной шов.
- Для охлаждения шва следует использовать медные подкладки. Аустенитную сталь допускается охлаждать водой.
Сварка нержавейки имеет свои особенности, которых лучше придерживаться, чтобы добиться получения качественного сварного соединения.
Поделиться в соцсетях
Сварка MIG нержавеющей стали с помощью компактных сварочных аппаратов
В: У меня в магазине есть небольшой сварочный аппарат с механизмом подачи проволоки на 120 В, который я использую для сварки МИГ мягкой стали. У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
A: Во-первых, обратите внимание, что марка 304 — это аустенитная нержавеющая сталь. Поэтому в этой статье речь пойдет только об этом типе.Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Поэтому в этой статье речь пойдет только об этом типе.Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: да, вы можете сваривать MIG-сварку тонкой нержавеющей стали в режиме короткого замыкания с помощью компактных сварочных аппаратов MIG с входным питанием 120 В или 230 В (см. пример в , рис. 1 ). Машина будет иметь такую же силу тока и результирующую толщину материала с нержавеющей сталью, как и с углеродистой сталью. Прежде чем ответить на ваш второй вопрос, необходимо кратко обсудить различия некоторых физических и химических свойств нержавеющей стали по сравнению с углеродистой сталью и то, как это влияет на параметры сварки. Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. также имеет более низкую электропроводность (т.е. более высокое электрическое сопротивление). Это означает, что при той же скорости подачи проволоки, что и при использовании углеродистой стали, уровень тока при работе с нержавеющей сталью будет ниже.Кроме того, поддержание постоянного расстояния контакта наконечника до рабочего места (CTWD) более важно для нержавеющей стали, так как отклонения приводят к большей степени изменения уровней тока. | |
 Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной.Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной.Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Теперь переведите эти различия свойств в различные параметры, необходимые для сварки MIG нержавеющей стали. Во-первых, машина должна быть установлена на полярность DC+ (постоянный ток положительная). Что касается настроек скорости подачи проволоки и напряжения, у большинства этих компактных сварочных аппаратов MIG есть таблица рекомендуемых настроек на дверце. Однако в таблице могут отсутствовать настройки для нержавеющей стали. Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Вам не нужны какие-либо специальные приспособления для подачи проволоки (например, рекомендуемый катушкодержатель для алюминиевой проволоки). Однако вам потребуется использовать проволоку MIG из нержавеющей стали. Я бы порекомендовал диаметр 0,030 дюйма на двухфунтовой или десятифунтовой катушке. Для вашего конкретного применения используйте марку 308LSi. Как правило, марка используемой проволоки зависит от типа свариваемого основного материала из нержавеющей стали. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309 и 316.Эти марки проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. , рис. 2, ) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi. Для вашего конкретного применения используйте марку 308LSi. Как правило, марка используемой проволоки зависит от типа свариваемого основного материала из нержавеющей стали. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309 и 316.Эти марки проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. , рис. 2, ) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi. | |
Обратите внимание, что режим переноса металла с коротким замыканием представляет собой процесс с более низкой энергией дуги или меньшим подводом тепла по сравнению с другими процессами дуговой сварки. Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Поэтому рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 90%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной.Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается.
Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Поэтому рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 90%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной.Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
В обеих этих газовых смесях для нержавеющей стали второстепенные газы в смеси необходимы для обеспечения хороших характеристик зажигания дуги. Таким образом, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали. Характеристики дуги будут плохими. Примечание. Не путайте эту рекомендацию с рекомендуемыми защитными газами для дуговой сварки вольфрамовым электродом в среде защитного газа или процесса TIG, которые представляют собой 100 % аргона или 100 % гелия (или их смесь) для любого типа основного металла, включая нержавеющую сталь. .Динамика дуги при сварке TIG совершенно иная, чем при сварке MIG. Кроме того, вы не хотите использовать тот же тип защитного газа, который вы используете с проволокой из углеродистой стали, например, 75%Ar/25%CO2 или 100%CO2. И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
Сварка углеродистой стали с нержавеющей сталью
Нержавеющая стальможет быть предпочтительной сталью для многих применений, но когда дело доходит до тяжелого производства, стоимость создания больших деталей полностью из нержавеющей стали может быть непомерно высокой.
Создание второстепенных деталей и каркаса из более дешевой углеродистой стали может помочь снизить общие затраты на более крупные производственные проекты.
Это дает инженерам возможность использовать нержавеющую сталь только в определенных областях, например, в областях с высокой температурой или коррозией, а затем сопоставлять неуказанные области с мягкой сталью.
Соединение углеродистой стали и нержавеющей стали не совсем уникально, но необходимо особое внимание к деталям нагрева, присадочным материалам и конструкции соединения двух металлов, чтобы сварить их вместе для прочного соединения.
Подготовка и планирование соединения двух разнородных металлов вместе требует опытной команды сварщиков и изготовителей, чтобы убедиться, что все сделано правильно.
Сварка разнородных металлов
Компания Swanton Welding получила заказ на изготовление двух корпусов печей из углеродистой стали A36 и нержавеющей стали 304L.Мы уже работали с этим заказчиком ранее, и они хорошо осведомлены о наших больших производственных возможностях и передовых сварочных способностях нашей команды.
Swanton Welding Company может резать нержавеющую сталь толщиной до 1 ½ дюйма.
Из-за толщины листа мы скосили края, чтобы создать большую поверхность для площади поверхности сварки, чтобы обеспечить прочное соединение между частями проекта.
Нам удалось отрезать необходимый толстый лист из нержавеющей стали, однако мы сотрудничали с другими компаниями, чтобы придать листу желаемую форму.
Торговые инструменты
Для создания проекта было использовано множество макетов и измерительных инструментов. Уровни, угольники, рулетки, прочные линии, зажимы и другие инструменты имели решающее значение для сборки.
Мы также активно использовали наш мостовой кран для перемещения изделий по цеху по мере того, как проект переходил на различные этапы.
Большая часть продукции представляет собой толстый лист, требующий нескольких проходов сварки для достижения требуемого размера сварного шва. Для проекта был выбран процесс сварки FCAW.
Дуговая сварка с флюсовой проволокой (FCAW) представляет собой полуавтоматический процесс сварки, который намного быстрее, чем дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), и обеспечивает более высокую скорость наплавки.
GTAW — это более медленный контролируемый ручной процесс сварки, который не так часто используется на крупных производствах.
Установка температуры
В части проекта соединяются разнородные металлы: аустенитная нержавеющая сталь с мягкой сталью A36. Подготовка шва имеет решающее значение наряду с раскрытием корней, предварительным нагревом и максимальными температурами между проходами.
Подвод тепла к нержавеющей стали необходимо тщательно контролировать. Нагрев необходимо контролировать, а время пребывания в температурном диапазоне сенсибилизации должно быть как можно короче. Слишком много тепла, области, подверженные тепловому воздействию, будут иметь пониженную коррозионную стойкость. Тщательная подготовка и внимание к деталям были необходимы для этого проекта.
Для сварки разнородных металлов также требуются различные присадочные металлы. Используются электроды из нержавеющей стали с более высоким содержанием сплава, поэтому примеси мягкой стали к наплавленному металлу из нержавеющей стали не приводят к образованию неудовлетворительного сплава.Swanton использовал E309, так как это обычно используемый присадочный металл для соединения низкоуглеродистой стали с нержавеющей сталью 304.
Последние штрихи
После сварки конструкция очищается вручную и отправляется на пескоструйную обработку. Опять же, из-за размера, краны Swanton для тяжелого оборудования используются для транспортировки снаряда в камеру дробеструйной обработки.
После пескоструйной обработки он отправляется на покраску для внешней отделки. После завершения проект будет полностью собран для проверки заказчиком.
В Swanton Welding нам нравится, когда нам бросают вызов. Будь то задача сварки различных материалов и металлов или задача крупномасштабного производства, мы готовы удовлетворить потребности вашего следующего проекта.
Мы рекомендуем вам связаться с нами сегодня, чтобы получить предложение по вашему следующему производственному проекту.
5 распространенных ошибок при сварке нержавеющей стали
Большинство типов нержавеющих сталей обладают хорошей свариваемостью и могут быть сварены всеми процессами дуговой сварки (GMAW, FCAW, GTAW, SMAW и SAW). Нержавеющая сталь используется во многих областях благодаря своей прочности, стойкости к истиранию и коррозионной стойкости. К сожалению, многие предполагают, что его можно сваривать так же, как углеродистую сталь.
Нержавеющая сталь используется во многих областях благодаря своей прочности, стойкости к истиранию и коррозионной стойкости. К сожалению, многие предполагают, что его можно сваривать так же, как углеродистую сталь.
На самом деле, это первая и худшая ошибка, которую можно совершить: предположить, что он будет сваривать (и вести себя) как углеродистая сталь.
Существует множество марок нержавеющих сталей с очень разными механическими и химическими свойствами. Получение четкого представления о нержавеющих сплавах, их свойствах, способах их сварки и выборе правильного сплава для данного применения — это наука, которой овладели очень немногие.Этот пост не является попыткой обеспечить ускоренный курс сварки нержавеющих сталей. Вместо этого мы хотим сосредоточиться на 5 наиболее распространенных ошибках при сварке нержавеющей стали. Ошибки, которых вам обязательно следует избегать.
Ошибка №1: Предполагается, что он сваривается так же, как углеродистая сталь.
Нержавеющие стали имеют очень разные физические свойства, чем углеродистые стали. Обладая более высоким тепловым расширением и гораздо более низкой теплопроводностью, чем углеродистая сталь, нержавеющая сталь имеет тенденцию деформироваться, деформироваться и создавать всевозможные проблемы с подгонкой.Если вы впервые свариваете листовой металл из нержавеющей стали, вам определенно придется столкнуться с этой проблемой. Советы по контролю искажений см. в разделах «7 способов контроля искажения» и «4 свойства материалов, влияющих на искажение».
Высокий коэффициент теплового расширения нержавеющей сталии низкая теплопроводность делают ее легко деформируемой при сварке.
Ошибка №2: Использование одних и тех же инструментов как для нержавеющей, так и для углеродистой стали.
Сварка нержавеющей стали должна быть полностью отделена от углеродистой стали.Многие проблемы могут возникнуть, когда оба свариваются на одних и тех же станциях.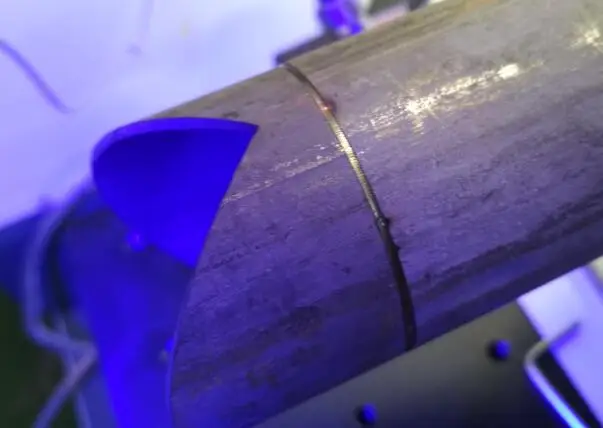 Например, если вы используете щетку для нержавеющей стали на сварных швах из углеродистой стали, а затем используете ее на сварных швах из нержавеющей стали, вы вводите железо в сварной шов из нержавеющей стали. Это приведет к преждевременной коррозии. Лучше иметь отдельные инструменты.
Например, если вы используете щетку для нержавеющей стали на сварных швах из углеродистой стали, а затем используете ее на сварных швах из нержавеющей стали, вы вводите железо в сварной шов из нержавеющей стали. Это приведет к преждевременной коррозии. Лучше иметь отдельные инструменты.
Ошибка №3: Не знать тип/марку нержавеющей стали, которую вы свариваете.
Существует множество марок нержавеющей стали, каждая из которых имеет свои характеристики и механические свойства.Одни легко поддаются сварке, другие склонны к растрескиванию. Использование неправильного присадочного металла может привести к катастрофическим последствиям. Всегда знайте основной материал, чтобы выбрать правильный присадочный металл.
Растрескивание при затвердевании (горячее растрескивание) представляет собой проблему при сварке нержавеющей стали. Очень важен правильный выбор присадочного металла. Вид сверху: 304 приварен к A36 с присадочным металлом 308.
Ошибка №4: Использование защитного газа, используемого для углеродистой стали.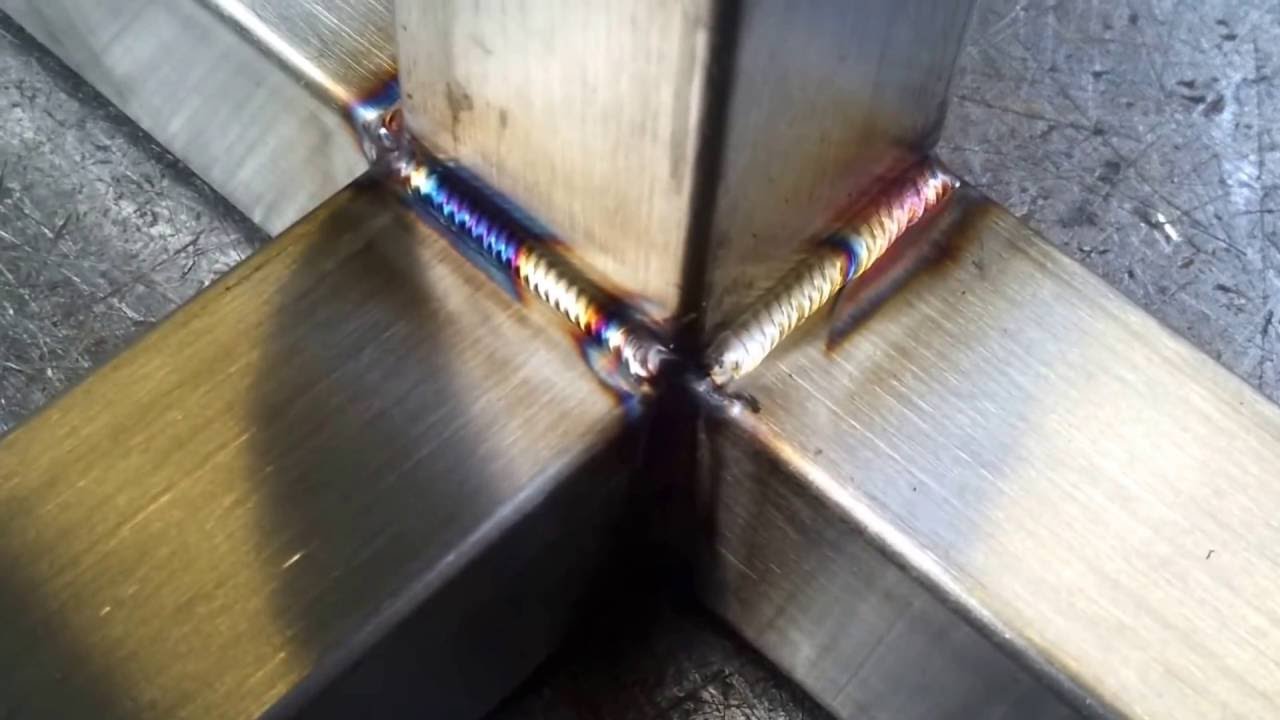
Хотите верьте, хотите нет, но это очень распространенное явление.При сварке нержавеющих сталей мы хотим убедиться, что содержание углекислого газа и/или кислорода не превышает 2-3%. Многие мастерские будут использовать газ, который они используют для углеродистой стали (например, 90% аргона/10% углекислого газа при сварке MIG) для нержавеющей стали. Что скрывает эту проблему, так это то, что он хорошо сваривается и выглядит нормально. Но такое высокое содержание углекислого газа приведет к преждевременной коррозии. Хуже всего то, что он пройдет визуальный осмотр и покинет ваш магазин, но через несколько недель или месяцев вам позвонит ваш покупатель и скажет, что сварные швы ржавеют.
Ошибка №5: Сварка слишком горячая.
Особенно это заметно при сварке методом TIG. Когда вы свариваете слишком жарко, вы существенно снижаете уровень хрома. Хром — это то, что обеспечивает коррозионную стойкость, поэтому вы получите преждевременную коррозию, если не будете контролировать свои процедуры. Это особенно верно для аустенитных нержавеющих сталей (например, серии 300). Сварка с очень высокой входной мощностью приводит к низкой скорости охлаждения, что увеличивает время, проводимое в диапазоне чувствительности.Эта проблема иногда создает необходимость закалки после сварки. К счастью, нержавеющие стали серии 300 не подвержены охрупчиванию, как углеродистые стали. При сварке нержавеющей стали старайтесь свести к минимуму тепловложение.
Это особенно верно для аустенитных нержавеющих сталей (например, серии 300). Сварка с очень высокой входной мощностью приводит к низкой скорости охлаждения, что увеличивает время, проводимое в диапазоне чувствительности.Эта проблема иногда создает необходимость закалки после сварки. К счастью, нержавеющие стали серии 300 не подвержены охрупчиванию, как углеродистые стали. При сварке нержавеющей стали старайтесь свести к минимуму тепловложение.
Ссылка: Металлы и способы их сварки
Практические советы и советы – Сделай из металла
За последние несколько лет использование аппарата для сварки с флюсовой сердцевиной (или безгазовой MIG, как некоторые любят их называть) стало намного проще. На самом деле вы можете получить несколько достаточно хороших сварных швов с очень простой машиной.
Если вы хотите быстро и без труда узнать основы сварки нержавеющей стали методом FCAW, вам сюда:
Купите 308LFC у Blue Demon и отправляйтесь в город. Это не слишком сложно, и вы, вероятно, сможете понять это, немного потренировавшись.
Это не слишком сложно, и вы, вероятно, сможете понять это, немного потренировавшись.
Это будет работать с подавляющим большинством нержавеющей стали серии 300 и марки 430. Если вы не знаете, с чем работаете, обязательно ознакомьтесь с моим руководством о том, как определить различные марки нержавеющей стали.
Если вам нужны советы и рекомендации, а также то, чего ожидать, я думаю, стоит потратить несколько минут вашего времени на прочтение этого поста.
Плюсы и минусы дуговой сварки с флюсовым сердечником из нержавеющей стали
Прежде чем зайти слишком далеко, полезно знать, почему вы хотели бы и почему вы не хотели бы использовать нержавеющую сталь FCAW (обычно ошибочно называемую «безгазовой MIG»).
Веские причины для использования FCAW на нержавеющей стали:
- Вы любитель и нечасто работаете с нержавеющей сталью.Не слишком дорого приобрести меньший рулон порошковой проволоки для небольших работ, и вам не нужно менять цилиндры. Газ для сварки нержавеющей стали MIG отличается от газа, используемого для сварки углеродистой стали.
- Вам необходимо сваривать нержавеющую сталь на улице в ветреную погоду, и вы против использования дуговой сварки. При сварке FCAW у вас часто будет меньше брызг.
- У вас есть только станок FCAW.
 Газ для сварки нержавеющей стали MIG отличается от газа, используемого для сварки углеродистой стали.
Газ для сварки нержавеющей стали MIG отличается от газа, используемого для сварки углеродистой стали.Недостатки использования FCAW для сварки нержавеющей стали:
- Очень сложно найти сварочную проволоку, подходящую для вертикальной сварки, почти вся она предназначена только для плоской/горизонтальной сварки.Это означает, что это полная боль для таких работ, как выхлопные трубы, где вам нужно сваривать во всех положениях. МИГ лучше по всем позициям.
- Если ваш сварочный аппарат ДЕЙСТВИТЕЛЬНО дешевый, у вас может быть только вариант с отрицательным электродом, который используется для сварки углеродистой стали. Для нержавеющей стали обычно необходимо приваривать положительный электрод.
- Как и в любом процессе FCAW, вы получите шлак, защищающий сварной шов. Дело не только в очистке шлака, но и в повышенном риске попадания шлаковых включений в металл.
- Очевидно, что он далеко не такой чистый, красивый и прочный, как хороший сварной шов TIG.
 Дело не только в очистке шлака, но и в повышенном риске попадания шлаковых включений в металл.
Дело не только в очистке шлака, но и в повышенном риске попадания шлаковых включений в металл.Чем сварка нержавеющей стали FCAW отличается от MIG
Одна из вещей, которую вы сразу заметите, это то, что дуга полностью отличается от FCAW.
Каждый раз, когда я это делал, получалось очень хреново. Дуга не такая ровная и устойчивая, как при сварке MIG. На мой взгляд, это похоже на то, как если бы вы запускали MIG без защитного газа.
На самом деле, попытка наблюдать за расплавленной лужей, скорее всего, просто отвлечет вас и заставит вас все испортить.Если вы попытаетесь контролировать лужу, вы, скорее всего, будете двигаться слишком медленно, и сварной шов будет некрасивым.
Я бы порекомендовал просто наложить несколько пробных бусин, чтобы освоиться, прежде чем приступать к настоящей сварке. Положите несколько дюймов бисера, затем остановитесь, чтобы посмотреть, как он выходит.
Тогда вы научитесь понимать, где должен быть провод, а не бассейн.
Моей первой реакцией на FCAW из нержавеющей стали было: «Вау, это все неправильно!»… но потом, когда я посмотрел на буртик, я был удивлен, что на самом деле он довольно хорош.
Потом я преодолел ужасный звук, который он издавал, и понял, что это довольно крутой и простой способ сварки нержавеющей стали.
Набор номера в настройках
Вот некоторые основные настройки сварки и то, как они влияют на ваши сварные швы FCAW из нержавеющей стали:
Всегда проверяйте рекомендуемую полярность провода, который вы используете для нержавеющей стали FCAW
Низкая скорость подачи проволоки: Будет чрезмерное разбрызгивание.
Высокая скорость подачи проволоки: При сварке проволока будет загибаться и толкаться.
***Примечание: скорость подачи проволоки напрямую зависит от силы тока. Более высокая сила тока обеспечивает более высокую скорость проволоки, меньшая сила тока означает более низкую скорость проволоки.
Более высокая сила тока обеспечивает более высокую скорость проволоки, меньшая сила тока означает более низкую скорость проволоки.
Медленное перемещение сварного шва: Ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: Сварной шов получится очень вязким, а сварной шов будет слишком узким.
Слишком короткое рабочее расстояние от наконечника: Флюс не будет достаточно предварительно нагрет, и вы получите плохое покрытие флюсом. Подобно низкой скорости перемещения, ваш сварной шов, вероятно, будет темным сверху, и у вас, вероятно, будут проблемы с пористостью.
Наконечник до рабочего расстояния слишком большой: Будет сложнее контролировать сварной шов, и вы увидите рябь на сварном шве.
Неправильная полярность: У вас будет невероятное количество крупных брызг. Некоторые люди называют это дробью. Если вы используете провод, который я рекомендовал выше, вам необходимо запустить DCEP (прямая полярность)
Сварочные наконечники из нержавеющей стали
Со шлаком таскаешься. Это общий совет для любого вида сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и обеспечить надлежащее покрытие. В противном случае у вас могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно работает нормально.
Подрезайте кончик проволоки каждый раз, когда накладываете бусину. Если вы не обрежете провод, на его кончике часто будет силиконовая капля, которая может испортить ваш старт.
Литейный цех из нержавеющей стали
Можно ли сваривать отливки?
Мир сварки плавлением затронул многие отрасли и производственные возможности по всему миру. Бесчисленное количество промышленных изделий собирается с использованием огромного количества различных методов сварки, регулируемых многочисленными правилами, кодексами и нормами.Сварка для улучшения литья — это очень специализированная серия операций. Процесс литья предлагает уникальную возможность, поскольку литье является экономичной заготовкой. Обновление сварки неотъемлемо от процесса. В этой статье исследуются технологические последовательности, необходимые для выполнения сварки литых нержавеющих сталей и других сплавов.
Бесчисленное количество промышленных изделий собирается с использованием огромного количества различных методов сварки, регулируемых многочисленными правилами, кодексами и нормами.Сварка для улучшения литья — это очень специализированная серия операций. Процесс литья предлагает уникальную возможность, поскольку литье является экономичной заготовкой. Обновление сварки неотъемлемо от процесса. В этой статье исследуются технологические последовательности, необходимые для выполнения сварки литых нержавеющих сталей и других сплавов.
Неудобная правда – сварка отливок
Мы должны спросить себя, почему отливка? Кастинг — это многое для многих людей. Во-первых, отливка – это экономичная заготовка.Под этим я подразумеваю
, что это форма, сделанная из песка или инвестиционная форма. Многие формы можно сделать только с помощью этого процесса. Возьмем сложный корпус насоса с множеством проходов и глухих отверстий, а также с тонким водоотводом; эти элементы не могут быть экономично изготовлены из ковки или из кованого стального блока. Отливка лучше благодаря своей равноосной структуре зерна и гораздо более устойчива к коррозии, чем кованый материал аналогичной формы.
Отливка лучше благодаря своей равноосной структуре зерна и гораздо более устойчива к коррозии, чем кованый материал аналогичной формы.
Важным преимуществом литого изделия является то, что оно поддается сварке по сравнению с другими технологиями производства.Недостатком является то, что отливка может не иметь такой же прочности или износостойкости, как поковка или другая форма. Пока конструкция соответствует применению, качественная отливка может быть выгодной в качестве экономичной преформы (экономия времени и затрат на механическую обработку из более крупной формы, а также затрат на дорогостоящий инструмент). Модернизация сварных швов является частью процесса производства отливок высокой прочности, а также коммерческих изделий.
Обычные методы сварки используются в литейном производстве для сварки дефектов литья, таких как включения песка, усадочная пористость или другие литейные дефекты.Сварочные процессы, такие как дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка с флюсовой проволокой (FCAW), являются одними из наиболее часто используемых методов (таблица 1).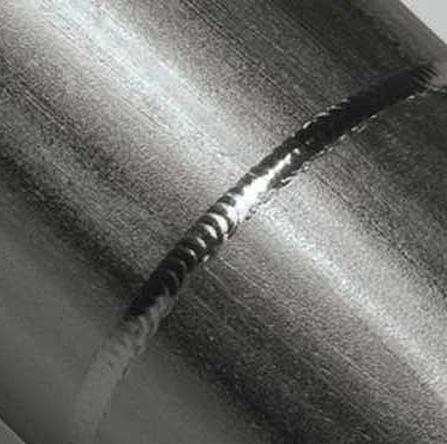
Коды сварки
Сварка разрешена и одобрена практически всеми кодами материалов. Все американские коды материалов, такие как ASTM A351, A487 и A995, например, разрешают мелкую и крупную сварку отливок. Европейские коды материалов, такие как EN10213, имеют допуски на сварку для ремонта или модернизации.Сварка, являющаяся инженерно-ориентированным процессом, требует контролируемого надзора за ремонтом или модернизацией отливок посредством технических норм и спецификаций.
В кодексах Американского общества инженеров-механиков (ASME) есть существенные, дополнительные существенные и несущественные переменные. Американское общество испытаний материалов (ASTM) также устанавливает условия сварки, которые необходимо соблюдать. Европейские нормы по сварке содержат требования к испытаниям на прочность на растяжение и свариваемость, например, к сварным изгибам.Многие из этих тестов являются общими для американских и европейских агентств по спецификациям. Вместе они создают проверки и соответствия для обеспечения безопасности, металлургической целостности и стандартизированного процесса.
Вместе они создают проверки и соответствия для обеспечения безопасности, металлургической целостности и стандартизированного процесса.
Квалификация персонала для сварщиков и операторов сварки тесно связана с кодексами и нормами, которые регулируют надлежащую практику и технику сварки.
Во многих случаях сварщики должны пройти эксплуатационные испытания, прежде чем им будет разрешено выполнять сварку и ремонт отливки, чтобы убедиться в их эффективности.Рентгенография, визуальный осмотр и/или свариваемость, как правило, являются стандартными тестами, которые выполняются для всех норм сварки.
Инструменты и методы ремонта сварных швов
После осмотра отливки и маркировки дефектных участков эти места необходимо раскопать. Для качественного сварного шва область сварки необходимо обрезать или отшлифовать до прочного металла. На рис. 2 показаны некоторые инструменты, используемые для очистки и подготовки котлована под сварку. Одним из наиболее полезных инструментов для раскопок является гелиаровая горелка. Интересующую область можно очистить от дефектов, закапывая до тех пор, пока не будет получен чистый металл. Другой используемый метод — это абразивный круг, который шлифует карман дочиста. Дополнительные инструменты, которые могут быть полезны, включают твердосплавные боры и абразивные камни. Все это отполирует котлован и подготовит его к сварке.
Интересующую область можно очистить от дефектов, закапывая до тех пор, пока не будет получен чистый металл. Другой используемый метод — это абразивный круг, который шлифует карман дочиста. Дополнительные инструменты, которые могут быть полезны, включают твердосплавные боры и абразивные камни. Все это отполирует котлован и подготовит его к сварке.
Чтобы продолжить чтение, перейдите по ссылкам ниже или загрузите здесь.
Если вы хотите поговорить с кем-нибудь из компании Stainless Foundry and Engineering о вашем следующем проекте, свяжитесь с нами сегодня, нажав здесь.
Как безопасно сваривать нержавеющую сталь
Работа с нержавеющей сталью
Нержавеющая сталь — это прочный, долговечный, антибактериальный, устойчивый к ржавчине универсальный сплав на основе железа. В наши дни он используется для широкого спектра приложений в различных отраслях промышленности.Неудивительно, что нержавеющая сталь является высококачественным материалом с высокими эксплуатационными характеристиками и является популярным материалом среди сварщиков во всем мире.
В наши дни он используется для широкого спектра приложений в различных отраслях промышленности.Неудивительно, что нержавеющая сталь является высококачественным материалом с высокими эксплуатационными характеристиками и является популярным материалом среди сварщиков во всем мире.
Благодаря своей универсальности и долговечности нержавеющая сталь широко используется во многих производственных приложениях, особенно в строительстве и автомобильной промышленности, часто требуется сварка нержавеющей стали. Однако было доказано, что сварка нержавеющей стали опасна для здоровья человека из-за канцерогенных паров, которые образуются при ее сварке.
Сварка нержавеющей стали может выполняться несколькими способами. Независимо от того, каким образом вы работаете с нержавеющей сталью, необходимо знать об опасности сварки, которая может возникнуть при работе с этим материалом.
Производство нержавеющей стали требует использования хроматных химикатов, которые оставляют следы в конечном продукте, а во время сварки хроматные химикаты превращаются в соединения «шестивалентного хрома». Эти соединения очень токсичны и могут вызывать рак.Разные производители используют разные химические вещества или соединения хромата; поэтому большая часть нержавеющей стали выделяет пары соединений хрома.
Эти соединения очень токсичны и могут вызывать рак.Разные производители используют разные химические вещества или соединения хромата; поэтому большая часть нержавеющей стали выделяет пары соединений хрома.
Чтобы воспользоваться преимуществами работы с нержавеющей сталью и получить идеальный конечный результат, вы должны сначала сделать все возможное, чтобы свести к минимуму эти потенциальные риски безопасности, чтобы избежать болезней, травм и, возможно, даже смерти.
Лучший способ сварки нержавеющей стали — сделать это безопасно, поэтому ниже мы собрали всю необходимую информацию.
Почему здоровье и безопасность так важны?
Несоблюдение техники безопасности при работе с нержавеющей сталью будет стоить вам не одного.
От снижения производительности из-за плохих условий труда до болезни работника. Отгулы и компенсация, репутация бренда, высокая текучесть кадров и, к сожалению, гибель людей.
Внедрение правил техники безопасности не только обеспечивает здоровье и радость вам и вашим работникам, но также важно, чтобы ваша мастерская соответствовала всем стандартам и рекомендациям по безопасности.
Австралийский код сварочных процессов
Этот загружаемый PDF-файл от Safe Work Australia был создан, чтобы помочь работодателям и работникам контролировать воздействие сварочных процедур на здоровье.
В документе излагаются юридические требования для всех предприятий, подпадающих под действие закона WHS. Все предприятия, где проводятся сварочные работы, должны соблюдать этот кодекс, чтобы работать безопасно и избежать болезней, травм или крупных штрафов.
Пределы воздействия переносимых по воздуху загрязняющих веществ
Это еще один важный документ и загружаемый PDF-файл от Safe Work Australia, в котором объясняются пределы воздействия и стандарты, связанные с переносимыми по воздуху загрязнителями.То, что имеет решающее значение для безопасности при сварке любого материала, не говоря уже о нержавеющей стали.
Здесь подробно описано все, от того, к кому применяются эти стандарты и какие обязанности они несут, до значений ключевых терминов, мониторинга воздействия, единиц для стандартов воздействия и полного списка самих стандартов воздействия.
Среди множества других мер предосторожности самое важное, на что должен обратить внимание сварщик, — это вдыхание опасных газов и паров. Это естественная часть процесса сварки, однако, если вы ознакомитесь с этими рекомендациями, это не должно стать угрозой для здоровья и безопасности окружающих.
На какие признаки и симптомы следует обращать внимание?
Пары хрома являются известным канцерогеном для человека, что подвергает большинство сварщиков риску развития рака. Традиционно нержавеющая сталь сваривается с помощью сварки TIG (вольфрамовый инертный газ), однако метод сварки MIG (металлический инертный газ) становится распространенным средством сварки нержавеющей стали и, как правило, производит много видимого дыма в процессе сварки. Процессы сварки FCAW и MMA, как правило, также приводят к заметному содержанию дыма.
В результате сварщики могут быть недостаточно осторожными при сварке нержавеющей стали, тем самым подвергая себя воздействию невидимых канцерогенов сварочного дыма.
Опасности при сварке нержавеющей стали, возникающие из-за несоблюдения техники безопасности, могут быть острыми, а иногда и краткосрочными, в зависимости от воздействия, однако многие из них представляют собой хронические и долгосрочные риски для здоровья.
Вне зависимости от того, проникают ли частицы и пары нержавеющей стали через кожу или дыхательные пути, они могут причинить вред человеческому организму различными способами.
Эти опасности для здоровья нельзя воспринимать легкомысленно. Хотя некоторые симптомы кажутся незначительными, а для появления других может потребоваться время, ко всем из них следует относиться серьезно, поскольку они часто опасны для жизни.
Большое количество паров хрома, которые они вдыхают или вступают в контакт с ними, может привести к нескольким заболеваниям, включая следующие:
Рак легких, носа или придаточных пазух носа
Носовое и респираторное раздражение
Застой в легких
Повреждение глаз
Повреждение органов
Профессиональная астма
Кожный дерматит
Носовое кровотечение
Эти заболевания и проблемы со здоровьем могут быть обширными или трудно поддающимися лечению, любой пострадавший может стать серьезно истощенным в результате непринятия адекватных мер контроля, и им может потребоваться длительный отпуск для восстановления сил с риском навсегда потерять здоровье или доход и способность работать. Любой бизнес пострадает в результате несоблюдения обязанности заботиться о себе и своих сотрудниках.
Любой бизнес пострадает в результате несоблюдения обязанности заботиться о себе и своих сотрудниках.
Крайне важно, чтобы все сварщики понимали последствия сварки нержавеющей стали без защитных мер, чтобы они активно защищали себя и своих коллег. Помните о рисках, с современными технологиями больше нет оправдания невежеству. Безопасность имеет приоритет.
Какие факторы способствуют возникновению этих опасностей для здоровья?
Сварка нержавеющей стали, если она выполняется в безопасной среде с соблюдением всех необходимых мер предосторожности, не должна быть опасной задачей.
Отличный способ эффективно свести к минимуму потенциальную опасность для здоровья — это знать, какие факторы способствуют, как они могут усугубить состояние и риски и как их можно контролировать.
Рабочее место
Ваша сварочная мастерская всегда должна быть оборудована и спроектирована таким образом, чтобы оптимизировать безопасность всех, кто работает в помещении. В мастерской должна быть надлежащая вентиляция. Это может быть также с помощью стационарных экстракционных машин местных экстракторов. Вентиляция является ключевым фактором в безопасной сварке нержавеющей стали.
В мастерской должна быть надлежащая вентиляция. Это может быть также с помощью стационарных экстракционных машин местных экстракторов. Вентиляция является ключевым фактором в безопасной сварке нержавеющей стали.
Alphaweld Supply Group предлагает широкий спектр оборудования для удаления дыма и пыли, которое поможет вам обеспечить безопасность и хорошую вентиляцию ваших рабочих мест.
Покрытия
Часто сталь может быть покрыта или оцинкована другими материалами. Покрытие на вашем металле может представлять серьезную опасность для здоровья, если его не удалить перед сваркой. Если покрытие не удалено, а пары выделяются, вы можете заболеть лихорадкой металлического дыма. В других случаях сталь, покрытая краской, также может привести к вредным отравлениям, поскольку в процессе сварки выделяются химические пары.Прежде чем приступить к работе с каким-либо материалом, важно знать, чем он покрыт, и связанные с этим риски. Всегда шлифуйте, шлифуйте или растворяйте любые внешние покрытия в областях, которые вам нужно сварить, прежде чем начать.
Процессы
При сварке нержавеющей стали существует несколько способов. Независимо от того, выбираете ли вы сварочные процессы MIG или TIG, оба они сопряжены с риском, но оба могут быть совершенно безвредными, если принять надлежащие меры предосторожности.
Сварка TIG, напротив, обычно не производит столько видимого дыма, как сварка MIG, но, тем не менее, она никоим образом не менее опасна, а на самом деле часто даже хуже, поскольку видимый эффект сварочного дыма намного меньше.Сварка TIG производит наименьшее количество видимого дыма, но при этом выделяется значительное количество озона и закиси азота, которые также являются раздражителями.
СваркаTIG также может испускать вредное ультрафиолетовое излучение, которое может серьезно повредить глаза и кожу. Также важно соблюдать осторожность при работе с электричеством при сварке TIG, так как неправильное выполнение может привести к поражению электрическим током.
Признание рисков и шаги по минимизации опасностей
Знать риски, связанные со сваркой нержавеющей стали, — это одно, однако крайне важно также знать, как контролировать и минимизировать эти риски. На приведенной ниже диаграмме показана иерархия управления рисками. Шаги, которые следует предпринять, от наиболее эффективных к наименее эффективным описаны и объяснены.
На приведенной ниже диаграмме показана иерархия управления рисками. Шаги, которые следует предпринять, от наиболее эффективных к наименее эффективным описаны и объяснены.
Какие меры предосторожности следует принять?
СИЗ
Наиболее распространенный метод для рабочих — носить защитное снаряжение, закрывая себя с головы до ног. Основными элементами средств индивидуальной защиты (СИЗ) сварщиков являются защитные сварочные жилеты, сварочные каски, респираторы, средства защиты органов слуха, сапоги и перчатки.Сварочная маска абсолютно необходима для защиты сварщиков от вдыхания канцерогенных паров и искр во время сварки. Сварщики должны иметь респиратор или, что еще лучше, сварочный шлем PAPR (респиратор с принудительной очисткой воздуха), такой как система Speedglas или RPB, чтобы избежать вдыхания сварочного дыма. Любой вентилятор должен быть хорошо подогнан, чтобы пары не могли проникнуть внутрь. Сварочная маска RPB Z4 специально разработана с учетом растительности на лице. (Знаете ли вы, что роста волос на лице за одну смену может быть достаточно, чтобы сломать плотно прилегающий респиратор?)
(Знаете ли вы, что роста волос на лице за одну смену может быть достаточно, чтобы сломать плотно прилегающий респиратор?)
Экстракторы
Вытяжка дыма – лучший друг сварщика! В некоторых случаях в зоне дыхания сварщиков можно использовать локальные вытяжные машины для удаления и удержания вредных паров.На больших площадях могут быть установлены стационарные системы для вытяжки и вентиляции больших площадей, что даже дает возможность фильтровать чистый воздух обратно в здание.
Наиболее эффективной формой контроля при сварке нержавеющей стали является шаг номер 1, который заключается в устранении, устранение проблемы в источнике является наиболее эффективной мерой контроля дыма. Горелки с отводом дыма обеспечивают меру номер один (НАИБОЛЕЕ ЭФФЕКТИВНУЮ), уменьшая воздействие сварочного дыма на сварщика не менее чем на 90–95 % в источнике дуги.Их разработка началась в 1970-х годах, но вскоре приобрела негативную репутацию из-за того, что эргономика более ранних горелок была намного тяжелее и очень жесткая, что приводило к снижению производительности, а также из-за всасывания защитного газа устройством захвата, вызывающего пористость сварного шва и недостаточный захват. эффективность.
эффективность.
Однако недавние разработки, а именно горелки марки Sumig, многое сделали для устранения этих недостатков с помощью более легкой и гибкой горелки MIG, которая чрезвычайно эффективна при удалении дыма из источника риска.Компания Alphaweld провела всесторонние испытания и продемонстрировала эти резаки в сочетании с портативной системой пылеудаления Allclear и гордится тем, что может предложить их в качестве шага номер 1 в качестве премиальной меры контроля. Они эффективно и быстро удаляли пары, не влияя на защитный газ, а управление оператором было простым. Затраты на приобретение этого комплекта вытяжной горелки оправдывают затраты на защиту любого сварщика от сопутствующих заболеваний при сварке нержавеющей стали.
В Alphaweld Supply Group мы не только заинтересованы в снабжении вашей мастерской высококачественными расходными материалами, но и гарантируем, что вы всегда сможете работать в безопасности.Если вы ищете высококачественное оборудование для обеспечения безопасности, просмотрите наш ассортимент продукции или поговорите с одним из наших экспертов.
Сварка MIG из нержавеющей стали – советы и рекомендации
Нержавеющая сталь обычно используется в производстве потребительских товаров. Это прочный, устойчивый к коррозии материал, который существует уже более века.Наиболее популярным процессом сварки этого типа металла является сварка MIG.
Нержавеющая сталь является привлекательным металлом для сварки MIG. Тем не менее, он может легко обернуться из-за тепла. Здесь вы получите ценную информацию о наконечниках для сварки MIG из нержавеющей стали.
Обзор
Нержавеющая сталь
сталь популярна для сварки, поскольку она обладает высокой устойчивостью к коррозии. То
Основная причина в том, что он содержит более высокий процент хрома по сравнению с
другие металлы. Использование стали для сварки MIG немного сложнее.Однако это будет
дают качественный срез по сравнению с другими металлами, оставляющими шлак.
Есть нержавеющая сталь — единственный металл для сварки MIG? Нет. Углеродистая сталь является альтернативой; однако он не популярен, так как подвержен ржавчине.
В то время как сварка MIG для углеродистой стали проста, этого нельзя сказать о нержавеющей стали. Здесь мы рассмотрим сварку нержавеющей стали и способы качественного реза. Продолжайте читать
Пока мы разбираем сварку нержавеющей стали MIG, мы рассмотрим, почему этот замечательный металл требует особой осторожности.Мы также рассмотрим меры предосторожности для получения качественной резки.
Все любят металл из нержавеющей стали в основном из-за его блеска и гладкости, которые придают ему эстетическую привлекательность. Для лучшего сварочного аппарата глянец может быть не так важен, если вы получаете хороший результат. Нержавеющую сталь можно использовать для ремонта и создания новых проектов.
Учебное пособие по сварке нержавеющей стали
Какая нержавеющая сталь лучше всего подходит для сварки MIG?
Возможно
главный вопрос, который у вас на уме, будет заключаться в том, какой тип нержавеющей стали лучше
для сварки МИГ? Существует несколько типов стали, и каждый из них имеет
разные качества.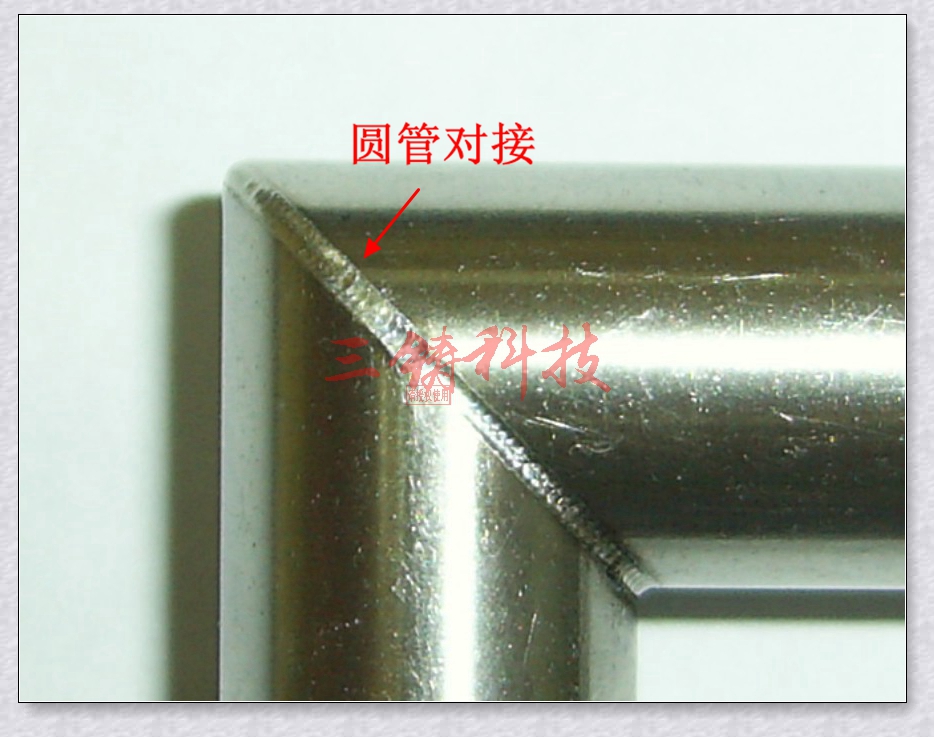
Имеет ли значение тип? да. Вот ответ. Вам нужно тщательно выбрать лучший тип нержавеющей стали, который даст отличные результаты.
- Популярна аустенитная сталь, так как она содержит большое количество хрома и никеля. Это отличается от ферритных и мартенситных типов, которые имеют высокое содержание углерода, что делает их магнитными. Металл с сильным магнитным полем по-прежнему будет давать искры.
- Вам понадобятся фильтрующие металлы, аналогичные основным металлам. Для достижения наилучших результатов сварки фильтрующий материал должен иметь тот же состав, что и основной металл.
Проблема коробления нержавеющей стали
- У большинства сварщиков, особенно начинающих, возникают проблемы со сваркой стали из-за высокого удержания тепла, что может привести к накручиванию.
- В процессе также образуется много шлаков, что затрудняет охлаждение металла. (Подробнее о Lincoln Handy MIG Review).
Почему сварка MIG?
Преимуществом сварки MIG является быстрота и простота обучения. Кроме того, внутри находится присадочная проволока, и стыки быстро остывают.Он идеально подходит для домашнего использования или проектов «сделай сам».
Кроме того, внутри находится присадочная проволока, и стыки быстро остывают.Он идеально подходит для домашнего использования или проектов «сделай сам».
Как использовать сварку MIG для соединения металлов
Самое главное, чтобы нержавеющая сталь не сворачивалась во время сварочный процесс. Убедитесь, что ваше рабочее место чистое.
Существуют различные методы предотвращения деформации металла из нержавеющей стали. Вы можете скрепить металлические соединения или распределить тепло.
Статья по теме: Обзор лучших малых и мини-сварщиков
Как скрепить соединения
Место металл из нержавеющей стали над столом и крепко держите с помощью зажима.Ты также можно поместить деревянную доску между стыками, чтобы убедиться, что они отделены друг от друга.
Затем соедините металлы с помощью сварки MIG. Однако при работе с большими листами металла вам потребуется больше распорок. В этом случае лучше всего подходит сварка TIG.
Хитрость заключается в том, чтобы идеально зафиксировать сустав для достижения наилучших результатов. Этим способом,
тепло распространяется, и это сводит к минимуму искажение вашего металла.
Этим способом,
тепло распространяется, и это сводит к минимуму искажение вашего металла.
Возможно Вам может быть интересно, как вы распределяете тепло?
Это довольно простая процедура, когда вы шатаетесь или делаете шаг назад во время сварки.Это более например, потянуть сварной шов и дать ему остыть, а затем продолжить сварка.
Поскольку нержавеющая сталь нагревается очень быстро, сварочный аппарат MIG можно использовать длительное время. Это не похоже на углеродистую сталь, которую вы держите только в течение короткого периода времени.
Какой газ следует использовать?
Для достижения отличных результатов вам понадобится защитный экран из аргона и углекислого газа. Предпочтительно использовать соотношение 2,5% для углекислого газа и 90% для гелия и 7,5% для аргона.
Сварка нержавеющей стали методом MIG в среде чистого аргона
Заключение
Из нашего обсуждения сварки нержавеющей стали методом MIG становится очевидным, что металл является хрупким и требует особой осторожности при сварке.