Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Содержание страницы
- 1 Особенности сварки меди
- 2 Ручная дуговая сварка медных сплавов
- 2.1 Полезные советы
- 3 Ручная аргонодуговая сварка
- 4 Сваривание угольными и графитовыми электродами
- 5 Сварка меди и алюминия
- 6 Сварка меди со сталью
Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым.
 Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Резкий переход от одной стадии в другую становится причиной образования внутри дефектов. - Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину.
 Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V-образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V-образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).

Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко.
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности.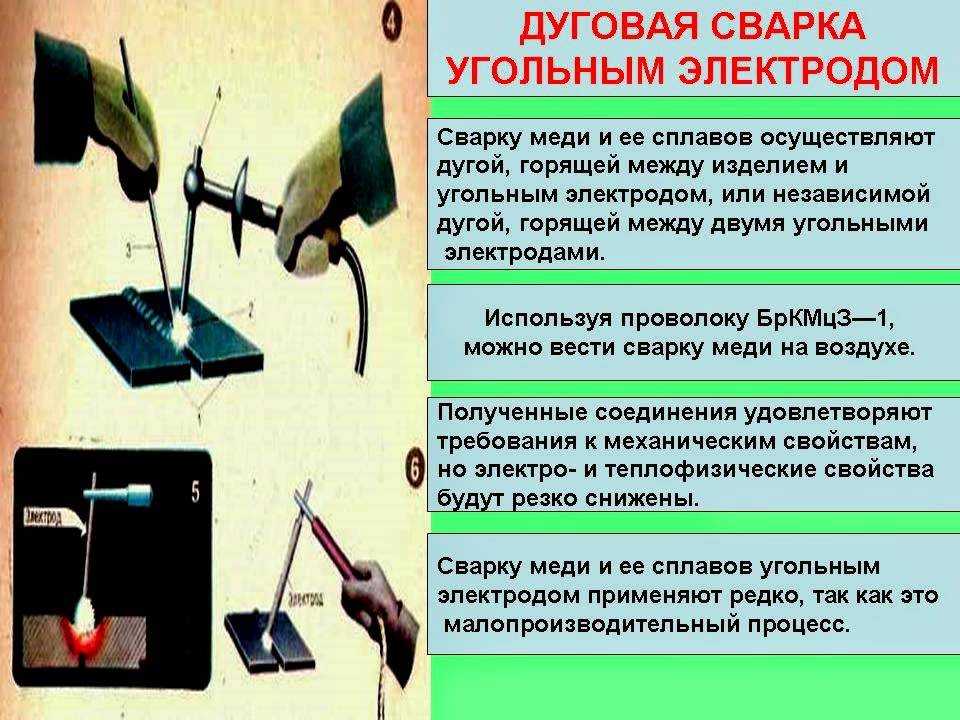 Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Сварка меди в домашних условиях, как варить медь инвертором?
Опубликовано: 18.04.2017
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.
Оглавление:
- Технология газовой сварки меди
- Некоторые советы опытных сварщиков
- Рекомендации
- Аргонно-дуговая сварка медных образцов
- Сварка меди: область применение технологии
- Что необходимо знать об электродах, используемых для сваривания медных деталей
- Сваривание латунных конструкций
- Основные требования, предъявляемые при сварке латуни
Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.

Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.

На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.
При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.

Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
 Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Сергей Одинцов
tweet
Как варить медь? — Технологии и документации
#1 maxidrom1507
Отправлено 29 November 2012 22:50
Здравствуйте, уважаемые сварщики!
Полистав форум так и не нашел темы про медь. Интересует следующее: как варить листовую медь полуавтоматом?
Интересует следующее: как варить листовую медь полуавтоматом?
Толщина 1-2 мм, надо варить баки. Я сварщик-самоучка, электродами более-менее варю, полуавтоматом тоже (им проще собственно)) какой надо газ для меди? Какую проволоку? В какой баллон заправлять этот газ?Каковы особенности сварки меди? Пока знаю только, что проволока очень редкая (по крайней мере в моем городе о проволоке 0.6 мало кто слышал), и дорогая по идее надо менять подающий канал и ролики. Медь проводит тепло и электричество раз в 6 больше и быстрее, чем сталь. Медь намно-оо-ого легче прожечь. У нас мало кто варит медь\нержу\алюминь, вот и есть идея заполнить эту нишу хотя бы чуть-чуть. Ну и + самому надо пару баков из меди\нержи. Аппарат у меня «спец 135», газ\но газ. варю кузовщину проволокой 0.6 итальянской(другой нету в городе))) газ СО2 100%
далеко не фонтан, но покупать лучший пока не вижу смысла, ибо пока не знаю куда этот-то пристроить трудиться).И, кстати, что дороже листовая пищевая нержа или медь?
Заранее спасибо за ответы.
- Наверх
- Вставить ник
#2 ARGONIUS
Отправлено 30 November 2012 00:23
В углекислоте или смеси вы её точно не заварите, нужен аргон. ТИГ-ом ёмкость из листовой меди я варил, довольно нудно, кипит если присадка неподходящая поры лезут, ну и корёжит её здорово. Еле одолел это дело в импульсном режиме. А полуавтоматом получить герметичный шов на листовой меди как бы ещё геморней чем ТИГ-ом не оказалось. Что то мне кажется п/а сварка меди это больше производственно-заводская тема нежели гаражно-мастерская.
Вроде бы tig у нас работал то ли с бронзовой, то ли с медной проволокой на п/а, может он чего подскажет.
Кстати, МИГ-пайкой бронзовой проволокой возможно и получится.
http://argonius52. ru/
ru/
- Наверх
- Вставить ник
#3 blazen79
Отправлено 30 November 2012 18:37
http://www.ventsvar….45.html?id=1602
Цены можно «погуглить» и обратную сторону листа защитить бы.
- Наверх
- Вставить ник
#4 BelaZZ
Отправлено 30 November 2012 18:59
По ссылке в рекламном ролике (на третьей минуте) сваривают медь,довольно-таки неплохо идёт процесс.
- Наверх
- Вставить ник
#5 tig
Отправлено 30 November 2012 20:06
Все верно, газ аргон, проволока CuSi3, ролики и канал менять не нужно-проволока и так жесткая. Обычно продается на катушках по 15 кг (на Украине меньшей фасовки не видел) стоит примерно 500-700 гривен за 1 кг (50-70 евро). Для нормальной, качественной сварки нужен П/А с импульсом и хорошим запасом по мощности. Бытовой П/А слабый. Я варил на Kemppi Pro 510. проволока 0.8, ток уже не помню, примерно 200-230А. И это усредненное значение, в импульсе там токи побольше будут.
Обычно продается на катушках по 15 кг (на Украине меньшей фасовки не видел) стоит примерно 500-700 гривен за 1 кг (50-70 евро). Для нормальной, качественной сварки нужен П/А с импульсом и хорошим запасом по мощности. Бытовой П/А слабый. Я варил на Kemppi Pro 510. проволока 0.8, ток уже не помню, примерно 200-230А. И это усредненное значение, в импульсе там токи побольше будут.
Варили нержавейку 2мм и оцинковку 1 мм. Швы конечно изумительные по качеству, на оцинковке даже цинк не обгорал-он становился темным в околошовной зоне но ржавчины не было. Жалко что только раз это было-на фабрике где я работал хотели варить некоторые изделия из оцинковки, но себестоимость оказалась слишком высокой как раз из-за проволоки. И пришлось ее варить точечной, а нержавейку по старинке П/А и ТИГ
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#6 ARGONIUS
Отправлено 30 November 2012 21:46
Ага, там на оцинковке, в околошовной зоне медь с цинком сплавляется и получается как слой латуни на стали. Из за того зона шва коррозии не поддаётся.
Из за того зона шва коррозии не поддаётся.
http://argonius52.ru/
- Наверх
- Вставить ник
#7 maxidrom1507
Отправлено 01 December 2012 05:33
большое спасибо за ответы и разъяснения! очень хороший, добрый и отзывчивый форум!ломает стереотипы о сварщиках)))В общем суть проблемы была в том, чтоб варить баки и котлы для пивоварения и самогоноварения, погуглив цены на медь и нержу вопросов осталось мало) из меди мб будут только теплоотводные элементы, да и то варить, а точнее паять буду пропаном и припоем, и п\а свой выкину пойду) китайская хрень все-таки не самое лучшее звено в уравнении п\а+гаражная сеть+сварщик самоучка=изделие нормальное
P.S. Посоветуйте, пожалуйста, п/а который не особо чувствителен к просадкам сети, варить мах 3мм ну и в пределах 15 т. р.
р.
Знаю что тем много… , в частности интересуют модели Ресанта, как они вообще?
- Наверх
- Вставить ник
#8 ARGONIUS
Отправлено 01 December 2012 14:04
Наши п/а «форсаж-200» неплохо собираются, и варят от 140-150 V, но стоят под 30 тыр. Иномарки типа Меркле или Пикомиг тоже варят от просаженых до 130-140 V сетей, но цены кусаются. А от 190-200 V наверно немало моделей будет варить, тот же п/а Тритон например, и качеством неплохой и цены гуманные.
Про Ресанту ничего не знаю, но себе бы не взял, брэнд не нравится.
Насчёт отзывчивости форумчан вы правы, народ здесь доброжелательный, но и куснуть могут крепко, особенно когда из-за лени поискать в теме «выбор полуавтомата» задают вопрос «что выбрать» в других темах Но у вас то конечно не этот случай, я понимаю
http://argonius52. ru/
ru/
- Наверх
- Вставить ник
#9 АВН
Отправлено 02 December 2012 23:19
Первый раз, я тоже понимаю.
- Наверх
- Вставить ник
#10 morgmail
Отправлено 03 December 2012 03:33
Наши п/а «форсаж-200» неплохо собираются, и варят от 140-150 V
При такой напруге, ни один сварочник варить не будет, ну акромя как от ЛАТРа подключенному к очень хорошей сети. Аппарат сохраняет работоспособность при падение напряжения во время нагрузки на дохлой сети, например с 220В до 160В. соответственно и выходной ток падает, даже на ЛАТРе. А любое видео с ЛАТРом, это от лукавого, что бы впарить, даже если Пико подключить к сети, в которой всего 160В, в лучшем случае он будет только искры выдавать, так как при нагрузке, напряжение будет падать ещё сильнее.
Аппарат сохраняет работоспособность при падение напряжения во время нагрузки на дохлой сети, например с 220В до 160В. соответственно и выходной ток падает, даже на ЛАТРе. А любое видео с ЛАТРом, это от лукавого, что бы впарить, даже если Пико подключить к сети, в которой всего 160В, в лучшем случае он будет только искры выдавать, так как при нагрузке, напряжение будет падать ещё сильнее.
- Наверх
- Вставить ник
#11 tehsvar
Отправлено 03 December 2012 07:06
P.S. Посоветуйте, пожалуйста, п/а который не особо чувствителен к просадкам сети, варить мах 3мм ну и в пределах 15 т.р.
Посмотрите на Циклон ВУДИ — 201. Он в пределах 15.
А Ресанту я что — то недолюбливаю.
Удачи!
- Наверх
- Вставить ник
#12 Лепило
Отправлено 03 December 2012 17:17
Не плохо бы фото увидеть. Чего там получилось.
- Наверх
- Вставить ник
#13 Sedoj
Отправлено 05 December 2012 14:38
Начальник попросил заварить сборку из меди,тонко листовой прокат.Алюминий варил,представление имею как он варится,а с медью не сталкивался.Кто знает,будьте добры подскажите,как лучше и красивее заварить.
- Наверх
- Вставить ник
#14 Andrew
Отправлено 05 December 2012 15:09
Сварка листовой меди полуавтоматом
- Наверх
- Вставить ник
#15 AMBIVERT42
Отправлено 09 December 2012 06:38
Начальник попросил заварить сборку из меди,тонко листовой прокат.Аллюминий варил,представление имею как он варится,а с медью не сталкивался.Кто знает,будьте добры подскажите,как лучше и красивее заварить.

Неплохо бы ещё рассказать,какое оборудование есть под рукой,что за сборка (назначение,виды соединений листов и т.д.).А то что-то маловато информации.В любом случае,вне зависимости от технологии электросварки (П\А,РАДС),ток надо делать больше,чем,скажем,для стали.Ибо,медь обладает большей теплопроводностью.Если,к примеру,будут угловые соединения,провариваемые снаружи угла,или с отбортовкой кромок,то тут лучший результат даст РАДС,причём,даже без присадки.Если внахлёст,тавровые,то и П\А.Насчёт режимов сварки ничего предметного не подскажу,т.к.,в сообщении не указано ни толщины листа,ни то,отожжённый он,или нет.
- Наверх
- Вставить ник
#16 Isperyanc
Отправлено 09 December 2012 15:55
При такой напруге, ни один сварочник варить не будет
Ошибаетесь. Сейчас сварочники имеют импульсный источник питания, который работает иначе, чем обычный трансформаторный. Импульсный блок питания в своём составе имеет не железный, а ферритовый сердечник, который работает на высокой частоте. Частоту определяет генератор переключающий транзисторы, которые выпрямленный ток сетевого напряжения подают на определённое время (называемое шириной импульса) в первичную обмотку ферритового транса. Чем дольше ширина импульса, тем большая энергия передаётся на вторичную обмотку. За соответствием сварочного тока заданному следит цепь управления, которая обеспечивает положительную или отрицательную обратную связь на ширину импульса. При низком сетевом напряжении будет просто широкий импульс и сварочник всё равно возьмёт своё произведение потребляемого тока на входное напряжение (т.е. мощность). Поэтому потребляемая мощность аппаратом при колебаниях сетевого напряжения всегда одинакова (при сварке на выставленном токе). При высоком напряжении он будет потреблять меньший ток, а при низком — большой.
Сейчас сварочники имеют импульсный источник питания, который работает иначе, чем обычный трансформаторный. Импульсный блок питания в своём составе имеет не железный, а ферритовый сердечник, который работает на высокой частоте. Частоту определяет генератор переключающий транзисторы, которые выпрямленный ток сетевого напряжения подают на определённое время (называемое шириной импульса) в первичную обмотку ферритового транса. Чем дольше ширина импульса, тем большая энергия передаётся на вторичную обмотку. За соответствием сварочного тока заданному следит цепь управления, которая обеспечивает положительную или отрицательную обратную связь на ширину импульса. При низком сетевом напряжении будет просто широкий импульс и сварочник всё равно возьмёт своё произведение потребляемого тока на входное напряжение (т.е. мощность). Поэтому потребляемая мощность аппаратом при колебаниях сетевого напряжения всегда одинакова (при сварке на выставленном токе). При высоком напряжении он будет потреблять меньший ток, а при низком — большой.
- Наверх
- Вставить ник
#17 Sedoj
Отправлено 09 December 2012 19:07
Я пока ещё сам не знаю,чего икак это будет.Оборудование есть и аргон и п/автомат.
- Наверх
- Вставить ник
#18 Сергейб3
Отправлено 10 December 2012 08:31
При высоком напряжении он будет потреблять меньший ток, а при низком — большой.
Это из каких первоисточников такое умозаключение?
Частоту определяет генератор переключающий транзисторы, которые выпрямленный ток сетевого напряжения подают на определённое время (называемое шириной импульса)
Ну вот, из крайности в крайность.
Схема если мостовая, то регулировка осуществляется частотой, а когда косой мост, тогда скважностью импульса (по Вашему шириной).
На таких токах, частота имеет ограничение (примерно в 100кГц) их за магнитных свойств феррита.
Скважность то же не резиновая. Больше 50% быть не может.
- Наверх
- Вставить ник
#19 Isperyanc
Отправлено 10 December 2012 11:05
Это из каких первоисточников такое умозаключение?
Первоисточники сами по себе уже являются умозаключением определённых лиц. По импульсным источникам питания коммерческие первоисточники не у нас, у нас не сложилось. Коммерческим — продукт, в моём понимании, становится тогда, когда я по своим убеждениям и возможностям (финансовым и предложению в продаже) могу его купить. Когда в 91 году из-за низкого сетевого напряжения отечественные телевизоры несли в ремонт, то у них был оплавлен дроссель платы фильтра питания. При низком напряжении, не предусмотренном по паспорту, входной ток был больше расчётного для дросселя и он перегревался, а потреблял телевизор при этом одинаковую мощность, как и при нормальном сетевом напряжении.
Когда в 91 году из-за низкого сетевого напряжения отечественные телевизоры несли в ремонт, то у них был оплавлен дроссель платы фильтра питания. При низком напряжении, не предусмотренном по паспорту, входной ток был больше расчётного для дросселя и он перегревался, а потреблял телевизор при этом одинаковую мощность, как и при нормальном сетевом напряжении.
Ну вот
Я себе вроде как не противоречу, пытался объяснить, что регулировка осуществляется в зависимости от выставленного тока, вы тоже пишите про регулировку. Если варить одним электродом и не крутить регулятор, то мощность на дуге будет одинакова (если не впадать конечно в крайности — ток до упора и напругу на входе на колени). У меня инвертор варит 130-140 А при 140 В на входе без проблем. А какая схема конкретно в нём схема — значения для меня не имеет, мне главное чтобы он работал.
- Наверх
- Вставить ник
#20 Сергейб3
Отправлено 10 December 2012 11:45
При низком напряжении, не предусмотренном по паспорту, входной ток был больше расчётного для дросселя и он перегревался,
Про телевизоры, можете рассказывать например на форуме Monitor. Там как раз говорят про маломощные импульсные блоки питания имеющие обратные связи, для стабилизации выходного напряжения, вне зависимости от входного напряжения.Сварочный инвертор, это чуть другое.
Там как раз говорят про маломощные импульсные блоки питания имеющие обратные связи, для стабилизации выходного напряжения, вне зависимости от входного напряжения.Сварочный инвертор, это чуть другое.
У сварочного инвертора, падающая вольт-амперная характеристика.Ни о какой стабилизации выходного напряжения и речи быть не может.Упало сетевое напряжение в два раза, во столько же раз упадет и выходное.
У меня инвертор варит 130-140 А при 140 В на входе без проблем
Ой ли.
- Наверх
- Вставить ник
Технология сварки меди и ее сплавов
Сварка меди и сплавов на ее основе требует особого подхода, обусловленного невысокой температурой плавления и другими особенностями металла. Существует много вариантов соединения медных заготовок. Они отличаются в зависимости от условий работы и состава материала.
СОДЕРЖАНИЕ
- Технология сварки меди
- Способы сварки меди
- Ручная дуговая сварка электродами
- Подготовительные работы
- Электроды
- Режимы
- Техника выполнения
- Качество
- Сварка медных труб
- Ручная сварка графитовым или угольным электродом
- Ручная дуговая сварка с аргоном
- Сварка автоматом и полуавтоматом под флюсом
- Подготовка
- Присадка
- Флюсы плавленые и неплавленые
- Режимы
- Техника
- Качество
- Сварка газовой горелкой
- Подготовка
- Присадочная проволока
- Технология
- Качество
- Контактная сварка меди
- Сварка меди инвертором
- Аппараты для сварки меди
- BUDDY TIG 160 от ESAB
- RENEGADE ES 300i ESAB
- Для сварки электродами
- Для сварки проволокой
- Для сварки проводов
В настоящее время существует несколько технологий сварки меди. Они активно применяются в разных сферах производства и жизнедеятельности. Усовершенствованные технологические процессы дают возможность исключить образование большинства дефектов, включая появление пор и трещин. Выполняются работы привычным для любого сварщика инвертором в среде защитного газа; расходные материалы – проволока и электроды.
Они активно применяются в разных сферах производства и жизнедеятельности. Усовершенствованные технологические процессы дают возможность исключить образование большинства дефектов, включая появление пор и трещин. Выполняются работы привычным для любого сварщика инвертором в среде защитного газа; расходные материалы – проволока и электроды.
Технология сварки меди
Перед началом работы с медью и ее сплавами требуется подготовка. Заготовки вырезаются и подгоняются под размер болгаркой, с помощью фрезерного или токарного станка. Если заготовка имеет толщину кромок 6-18 мм, то предварительно их необходимо подготовить. Их срез делается V- или X-образным. Большое количество деталей сложно подготовить вручную. Оправдано будет приобретение специального кромкореза-фаскоснимателя.
Стыки очищаются от краски, окислов, жиров и грязи. Для получения качественного сварного соединения нужно рабочую зону защитить от атмосферного воздуха. Иногда заготовки нужно предварительно прогреть. Соединяется медь плавящимися электродами на короткой дуге. Длина разряда не должна превышать 4-5 миллиметров. Идеально для этих целей подходит технология импульсно-дуговой сварки. Она выполняется в защищенной среде (как правило, в аргоне) и позволяет сваривать даже тонкие листы металла, формировать шов в любом пространственном положении, в том числе на потолке.
Длина разряда не должна превышать 4-5 миллиметров. Идеально для этих целей подходит технология импульсно-дуговой сварки. Она выполняется в защищенной среде (как правило, в аргоне) и позволяет сваривать даже тонкие листы металла, формировать шов в любом пространственном положении, в том числе на потолке.
Способы сварки меди
Для сваривания медных заготовок используется различное оборудование – инверторы, аргоновые и газовые аппараты, полуавтоматы. В качестве расходников применяются плавящиеся и неплавящиеся электроды, флюс и присадки. Для работы хорошо подходит дуговая технология соединения металлов.
Для соединения толстых заготовок м толщиной полок 30-35 миллиметров используется электрошлаковый метод. Инвертор хорошо сочетается с угольным электродом. Хорошие результаты дает сваривание меди графитовыми электродами.
Ручная дуговая сварка электродами
Дуговая сварка плавящимися электродами имеет свои достоинства и технико-экономические преимущества, что обусловило целесообразность ее применения. Очень важное преимущество метода заключается в высокой производительности. Вторая – вариативность. Заключается в том, что ручная дуговая сварка выполняется в разных условиях – ручным аппаратом, полуавтоматом; в защитной среде и под флюсом.
Очень важное преимущество метода заключается в высокой производительности. Вторая – вариативность. Заключается в том, что ручная дуговая сварка выполняется в разных условиях – ручным аппаратом, полуавтоматом; в защитной среде и под флюсом.
Подготовительные работы
Если толщина полок составляет 6-12 мм, то предпочтительней выполнить V-образную разделку кромок. Угол раскрытия должен составлять 60-70 градусов. В ситуации, когда планируется сформировать с внешней стороны подварочный шов, то угол можно уменьшить до 50 градусов.
Сварочные листы предварительно следует расположить под углом относительно друг друга. Угол должен составлять примерно 2,5% длины стыка.
В противном случае рекомендуется заготовки прихватить короткими стежками (до 30 миллиметров) по всей длине через равные промежутки. Прихваты следует делать электродами меньшего диаметра, а между листами оставить зазор шириной 2-4 мм. Если сваривать листы впритык, то высока вероятность перегрева металла, что неизбежно приведет к образованию горячих трещин.
Делая прихваты, сварщик должен отчетливо понимать, что повторный нагрев провоцирует появление в металле трещин. Поэтому, формируя основной шов, перед прихватами делают паузу, вырубают временное соединение и зачищают стык. Такая предохранительная мера позволяет избежать образования трещин и занимает немного времени.
Метал толщиной более 12 мм следует варить после Х-образной разделки кромок. Естественно, что придется проваривать стык с обеих сторон. Прихватки делаются с обратной стороны и зачищаются перед формированием постоянного шва. В исключительных ситуациях, когда сделать Х-образную разделку не представляется возможным, выполняют V-образную. Недостаток такого решения заключается в увеличении расхода электродов (примерно, в полтора раза) и времени на выполнения работы.
Сваривание деталей без предварительной подготовки кромок или же с V-образной разделкой делается на подкладках. Они плотно прижимаются к стыку. Если это невозможно сделать, то под низ насыпается подушка из флюса. Кромки предварительно рекомендуется прогревать до температуры 300-400 градусов Цельсия.
Кромки предварительно рекомендуется прогревать до температуры 300-400 градусов Цельсия.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Электроды
Для ручной дуговой сварки меди используются покрытые электроды, поскольку непокрытые приводят к появлению дефектов, окислению шва; а их горение нестабильно. Чаще всего стержни расходников делаются из легированной марганцем или кремнием медной проволоки.
Такие электроды оказывают раскисляющее действие. Покрытие подбирается с таким составом, чтобы обеспечить стабильное горение дуги и образование шлака. В результате шов хорошо формируется, а качество сварного соединения высокое.
Режимы
Для выполнения работ требуется подключение к источнику постоянного тока с обратной полярностью. Переменный ток используется в виде исключения, поскольку не позволяет обеспечить равномерное и непрерывное горение дуги. Использование источника переменного тока оправдано в случаях, когда в составе защитного покрытия расходника есть железо. В такой ситуации сила тока повышается на 40-50%. Сварщику важно учесть, что переменный ток помимо всего прочего способствует разбрызгиванию расплава. Ниже в таблице приведены ориентировочные режимы сварки.
В такой ситуации сила тока повышается на 40-50%. Сварщику важно учесть, что переменный ток помимо всего прочего способствует разбрызгиванию расплава. Ниже в таблице приведены ориентировочные режимы сварки.
| Толщина меди, мм | 2 | 3 | 4 | 5 | 6 | 7-8 | 9-10 |
|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 5-7 | 6-7 | 6-8 |
| Сила тока, А | 100-120 | 120-160 | 160-200 | 240- 300 | 260-340 | 380-400 | 300-420 |
| Рабочее напряжение, В | 25-27 | 25-27 | 25-27 | 25-27 | 26-28 | 26-28 | 28-30 |
Производительность составляет 15-18 метров сварного шва за час работы. Чтобы увеличить производительность, нужно использовать бронзовые электроды. Поскольку сплав меди имеет более низкую температуру плавления, то формирование шва занимает меньше времени.
Чтобы увеличить производительность, нужно использовать бронзовые электроды. Поскольку сплав меди имеет более низкую температуру плавления, то формирование шва занимает меньше времени.
В случае работы с заготовками толщиной более 10 миллиметров и диметра расходного материала 6-8 мм, нужно увеличить силу тока до 500 ампер. Тавровые заготовки соединяются в таком же режиме, как и стыковые. Формирование шва выполняется способом «в лодочку».
Техника выполнения
Детали с толстыми кромками свариваются за несколько проходов. Каждый уложенный слой зачищается перед формированием последующего. Тонкие и средней толщины заготовки желательно соединять за один проход. Выполняется операция обратноступенчатым способом. Длина отдельных участков составляет 20-30 см.
Стык делится на два неравных участка: один длиной 2/3 от общей и другой – 1/3. Первым заваривается участок большей длины по направлению к меньшему. После этого приходит черед короткого отрезка. Такая техника выполнения заметно снижает вероятность образование трещин в соединении.
Сварочные работы выполняются в нижнем положении углом вперед, то есть стержень наклоняется на 15-20 градусов в противоположную от сварки сторону. Если не выдержан оптимальный зазор между кромками, то высока вероятность их вспучивания. Тогда шов периодически нужно подравнивать молотком. Поэтому нельзя использовать графитовые подкладки (они расколются), а лучше брать стальные или медные.
Качество
Посредством ручной дуговой сварки формируются качественные соединения. Проковка стыка улучшает его прочность примерно на 10-20%. Обратная сторона медали: после проковки снижается пластичность.
Сварка медных труб
Для работы подходят электроды «Комсомолец-100». Выполняется процесс на обратной полярности с подключением к источнику постоянного тока. Плотность сварочного тока составляет 50А/мм.
Предварительно рабочую зону нужно прогреть до температуры 250-300 градусов Цельсия. Трубы диаметром до 50 мм греют полностью, а в случае соединения магистралей большего диаметра ограничиваются местным прогревом. Предварительно делают прихватки. По ходу наложения основного шва прихватки удаляются, поскольку повторный нагрев приводит к увеличению числа пор. Нормативная производительность труда при таких работах составляет 15 метров шва за час работы. Нужно избегать перегрева металла свыше 350 градусов Цельсия.
Предварительно делают прихватки. По ходу наложения основного шва прихватки удаляются, поскольку повторный нагрев приводит к увеличению числа пор. Нормативная производительность труда при таких работах составляет 15 метров шва за час работы. Нужно избегать перегрева металла свыше 350 градусов Цельсия.
Ручная сварка графитовым или угольным электродом
Данный способ применятся для соединения малоответственный изделий. Угольные электроды применяются в работе с медью толщиной до 15 мм. Заготовки с более толстыми стенками свариваются графитовыми расходниками. В каждом из вариантов требуется подключение к источнику постоянного тока прямой полярности. Плотность тока варьируется в диапазоне 200-400А на квадратный сантиметр.
Присадку не погружают в расплав, а держат на удалении 5-7 мм под углом 30 градусов. Электрод наклоняют незначительно: угол составляет примерно 75-85 градусов. Сварной шов от окисления защищают при помощи флюса, состоящего из плавленой буры (96%) и магния (4%). Предварительно смоченный в жидком стекле флюс наносится на край электрода.
Предварительно смоченный в жидком стекле флюс наносится на край электрода.
При толщине металла больше 5 мм требуется предварительная разделка кромок. Общий угол составляет 70-90 градусов. Заготовки располагают с зазором до 0,5 мм. В качестве подкладки может служить графитовая или асбестовая пластина. Электрод ведется углом вперед. Заготовки толщиной до 5 мм проковывают без подогрева, а детали с более толстыми стенками предварительно разогреваются до температуры 800 градусов, после чего быстро охлаждают. Желательно сваривать за один проход, поскольку в этом случае обеспечиваются наилучшие эксплуатационные характеристики соединения.
Ручная дуговая сварка с аргоном
Соединение меди в среде защитного газа выполняется вольфрамовыми электродами при прямом подключении к источнику постоянного тока. Металл толщиной свыше 4 миллиметров предварительно прогревается до температуры 800 градусов Цельсия. Для присадки используется пруток из меди, бронзы или медно-никелевого сплава.
При толщине металла свыше 6 мм рекомендована V-образная разделка кромок с углом раскрытия до 70 градусов. Сваривание деталей выполняется углом вперед, стержень удерживается под углом 80-90 относительно заготовки, а присадочный материал – под углом 10-15 градусов.
Сварка автоматом и полуавтоматом под флюсом
Для повышения производительности и улучшения качества сварного соединения в промышленном производстве применяются автоматические и полуавтоматические сварочные аппараты. Соединение деталей из меди небольшой толщины выполняют успешно выполняют под флюсом неплавящимися электродами.
Подготовка
Кромки зачищаются, а заготовки располагаются на удалении 1-1,5 миллиметра. Если толщина полок превышает 6-8 мм, то рекомендуется предварительная V-образная разделка кромок, с суммарным углом 60 градусов. При этом детали можно расположить впритык, без технологического зазора.
Планируя сварку заготовок с зазором, нужно позаботиться о наличии подкладки. В противном случае расплав будет вытекать. Лучше всего использовать флюсовые подкладки, но не стоит слишком сильно прижимать их к заготовкам. Ведь в таком случае ухудшается качество корня сварочного шва.
Лучше всего использовать флюсовые подкладки, но не стоит слишком сильно прижимать их к заготовкам. Ведь в таком случае ухудшается качество корня сварочного шва.
Сваривать медные детали желательно с предварительным подогревом рабочей области. Если полки небольшой толщины, то можно ограничиться местным подогревом. Толстые стенки необходимо прогревать на протяжении всего процесса сварки. Точно так же следует поступить и при работе с длинными стыками. Температура подогрева составляет 250-300 градусов Цельсия.
Присадка
Для сварки используется медная проволока. Тонкую проволоку предварительно нужно нагартовывать. Если сделать это по каким-либо причинам невозможно, то желательно тонкую медную проволоку заменить на более толстую бронзовую. При этом нужно иметь ввиду, что использование бронзы увеличивает вероятность образования трещин.
Автоматическая сварка заготовок с присадкой из тонкой медной проволоки подразумевает использование специальных протяжных механизмов для автоматизации подачи материала в рабочую зону..jpg) Помимо тонкой можно использовать проволоку толщиной 3 и больше миллиметра. Проволоку толще 5 мм для сваривания меди не применяют, поскольку в этом случае требуются специальные источники тока.
Помимо тонкой можно использовать проволоку толщиной 3 и больше миллиметра. Проволоку толще 5 мм для сваривания меди не применяют, поскольку в этом случае требуются специальные источники тока.
Флюсы плавленые и неплавленые
Из числа плавленых флюсов наибольшее распространение получили:
- марганцевые высококремнистые – АН-348, АН348А, ОСЦ-45;
- марганцевые низкокремнистые – ПН-10, АН-51;
- безмарганцевые низкокремнистые – АН-20.
Не менее популярны керамические флюсы, позволяющие легировать расплав и добавлять в его состав раскислители. Состав наиболее востребованных марок таких флюсов приведен в таблице.
| Компоненты | Марка флюса | |
|---|---|---|
| К-13 | ЖМ-1 | |
| Глинозем | 20 | — |
| Кварцевый песок | 8-10 | — |
| Магнезит | 15 | — |
| Мел | 15 | — |
| Бура безводная | 20 | — |
| Плавиковый шпат | 15-19 | 8 |
| Алюминиевый порошок | 3-3,5 | 0,8 |
| Борный шпат | — | 3,5 |
| Мрамор | — | 28 |
| Полевой шпат | — | 57,5 |
| Древесный уголь | — | 2,2 |
Основное достоинство керамических флюсов заключается в том, что они позволяют работать с источниками переменного тока. Самым активным является флюс марки ЖМ-1. Он обеспечивает стабильные результаты. При его использовании содержание расплава получается максимально чистым. Результаты исследований приведены в таблице.
Самым активным является флюс марки ЖМ-1. Он обеспечивает стабильные результаты. При его использовании содержание расплава получается максимально чистым. Результаты исследований приведены в таблице.
| Металл | Содержание компонентов, % | |||||
|---|---|---|---|---|---|---|
| Cu | Fe | Al | Si | Мп | Прочие | |
| Основной | 99,76 | 0,016 | 0,008 | Следы | — | 0,2 |
| Электродной проволоки М2 | 99,68 | 0,016 | 0,006 | Следы | — | 0,3 |
| Шва | 99,92 | 0,048 | 0,004 | 0,009 | Следы | 0,02 |
Режимы
Чаще всего медь сваривают постоянным током с обратной полярностью под флюсом. Исключение составляет только вариант с использованием флюса ЖМ-1, которому необходим переменный ток. Рекомендованные режимы сварки указаны в таблице.
Исключение составляет только вариант с использованием флюса ЖМ-1, которому необходим переменный ток. Рекомендованные режимы сварки указаны в таблице.
Режимы сварки под плавлеными флюсами
| Толщина меди, мм | Подготовка кромок | Марка проволоки | Диаметр проволоки, мм | Сила тока, А | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч |
|---|---|---|---|---|---|---|
| 2 | Нет | М1,М2,М3 | 1,4 | 140-160 | 120 | 25 |
| 3 | Нет | М1,М2,М3 | 2 | 190-210 | 140 | 20 |
| 4 | Нет | М1,М2,М3 | 2 | 250-280 | 170 | 20 |
| 5 | Нет | М1,М2,М3 | 2 | 310-320 | 210 | 20 |
| 6 | Нет | М1,М2,М3 | 2 | 330-340 | 220 | 20 |
| 4 | Нет | М1,М2,М3 | 3 | 370-390 | 150 | 38-42 |
| 5 | Нет | М1,М2,М3 | 3 | 380-400 | 160 | 30-35 |
| 6 | Нет | М1,М2,М3 | 3 | 460-470 | 175 | 30-35 |
| 81 | V-60°, притупление | М1,М2,М3 | 3 | 360-380 | 150 | 20 |
| 82 | V-60°, притупление | М1,М2,М3 | 3 | 390-410 | 160 | 20 |
| 101 | V-60°, притупление | М1,М2,М3 | 3 | 470-490 | 200 | 20 |
| 102 | V-60°, притупление | М1,М2,М3 | 3 | 540-560 | 220 | 20 |
| 121 | V-60°, притупление | М1,М2,М3 | 3 | 510-530 | 200 | 20 |
| 122 | V-60°, притупление | М1,М2,М3 | 3 | 580-600 | 240 | 20 |
| 122 | V-60°, притупление | М1,М2,М3 | 4 | 500-510 | 120 | 20 |
| 122 | V-60°, притупление | М1,М2,М3 | 4 | 570-580 | 140 | 20 |
| 14 | V-60°, притупление | М1,М2,М3 | 4 | 530-540 | 130 | 20 |
| 12 | V-60°, притупление | М1,М2,М3 | 4 | 600-610 | 150 | 20 |
| 16 | V-60°, притупление | М1,М2,М3 | 4 | 570-580 | 140 | 20 |
| 16 | V-60°, притупление | М1,М2,М3 | 4 | 650 | 160 | 20 |
| 3 | Нет | БрКМц3-1 | 2 | 340-350 | 250 | 70-75 |
| 4 | Нет | БрКМц3-1 | 2 | 350-370 | 260 | 60-70 |
| 5 | Нет | БрКМц3-1 | 2 | 380-420 | 270 | 45-55 |
| 6 | Нет | БрКМц3-1 | 2 | 450-470 | 300 | 26-32 |
Примечание. Значение индексов: 1 — первый слой; 2 — второй слой. Значение индексов: 1 — первый слой; 2 — второй слой. |
||||||
Режимы сварки под керамическим флюсом ЖМ-1
| Толщина меди, мм | Диаметр проволоки, мм | Сила тока, А | Рабочее напряжение, В | Скорость сварки, м/ч |
|---|---|---|---|---|
| 4 | 4 5 |
490 550 |
22-24 22-24 |
42 37 |
| 6 | 4 5 |
580 640 |
26-28 26-28 |
32 28 |
| 8 | 4 5 |
650 710 |
30-32 30-32 |
26 22 |
| 10 | 4 5 |
710 780 |
34-36 34-36 |
22 18 |
Режимы сварки под керамическими флюсами К-13
| Толщина меди, мм | Диаметр проволоки, мм | Рабочее напряжение, В | Сила тока, А | Скорость сварки, м/ч |
|---|---|---|---|---|
| 2 | 2 | 26-27 | 160-180 | 21 |
| 5-6 | 2-3 | 28-30 | 400-450 | 21 |
| 7-8 | 3 | 35-45 | 550 | 18 |
Режимы автоматической сварки под флюсом нахлёсточных соединений меди
| Марка флюса | Толщина листов, мм | Рабочее напряжение, В | Сила тока, А | Скорость сварки, м/ч | Скорость подачи проволоки, м/ч | Характер тока |
|---|---|---|---|---|---|---|
| АН-348А | 3 | 30-35 | 220-240 | 25 | 170 | Постоянный |
| АН-348А | 4,5 | 30-35 | 300-340 | 25 | 230 | Постоянный |
| ЖМ-1 | 4 | 30 | 400-450 | 32 | 81 | Переменный |
| ЖМ-1 | 6 | 30 | 500-525 | 25 | 87 | Переменный |
| ЖМ-1 | 8 | 30 | 600-625 | 23 | 95 | Переменный |
| ЖМ-1 | 10 | 30 | 775-800 | 18 | 103 | Переменный |
| К-13 | 6 | 30 | 400-450 | Постоянный |
Техника
Методики соединения стали и меди имеют незначительные отличия. Полки толщиной до 8 мм желательно соединять за один проход. Во время работы с толстыми заготовками, для сваривания которых требуется несколько проходов, каждый шов перед наложением нового нужно тщательно зачищать.
Полки толщиной до 8 мм желательно соединять за один проход. Во время работы с толстыми заготовками, для сваривания которых требуется несколько проходов, каждый шов перед наложением нового нужно тщательно зачищать.
В автоматической и полуавтоматической сварке используется тонкая присадочная проволока из меди. Детали со стенками толщиной свыше 6 мм предварительно разделываются с общим углом раскрытия 90 градусов. Чтобы уменьшить количество пор, сваривают детали без поперечных колебательных движений.
Для сварки заготовок со стенками толщиной 10+ мм полуавтоматом применяется проволока толщиной 2 мм. Желательно работу выполнить за один проход. Рекомендованные настройки: напряжение – 30В; сила тока – 300А; производительность – 10 метров за час. Нужно обеспечить колебательные движения держателя в поперечном направлении.
Многопроходная сварка требует от специалиста внимательности и аккуратности. Чтобы избавиться от шлака в расплаве, нужно соблюдать порядок наплавления валиков. После формирования корневого шва валики наплавляются по сторонам. Порядок выполнения работы показан на рисунке.
После формирования корневого шва валики наплавляются по сторонам. Порядок выполнения работы показан на рисунке.
Качество
Прочность сварного соединения во многом зависит от режима сварки и расходных материалов. в таблице приведены усредненные данные различных соединений, выполненных на оптимальных режимах.
| Марка флюса | Марка электродной проволоки | Механическая прочность | |||
|---|---|---|---|---|---|
| сварного соединения, МПа | металла шва, МПа | Угол загиба, град | относительное удлинение шва | ||
| ЖМ-1 | М2 | 177,5 | 180,4 | 180 | 41,4 |
| ОСЦ-45 | М2 | 168,7 | 174,5 | 180 | 26,3 |
| К-13 | М1 | 258,9 | — | — | 43 (13)* |
| АН-26 | М3 | 207,9 | 203,0 | 180 | 33,8 |
| АН-348А | М1 | 192,2 | 178,5 | 180 | 41,6 |
| АН-348А | БрКМц3-1 | 234,4 | 307,9 | 180 | 33,0 |
Прмечание. Прочность основного металла 213,8МПа Прочность основного металла 213,8МПа*В скобках даны результаты испытаний плоских образцов |
|||||
Согласно приведенных в таблице данных можно сделать вывод, что прочность сварного соединений не уступает основному металлу.
Сварка газовой горелкой
Листы толщиной до 10 мм свариваются пламенем мощностью 150 литров за час работы из расчета на 1 мм металла. Нельзя варить науглероживаючим пламенем. Это чревато образованием трещим в сварном шве. Работы выполняются за один проход, поскольку повторный разогрев ранее сформированного шва спровоцирует появление трещин.
Подготовка
Заготовки необходимо очистить от загрязнений, пятен, оксидов и т.п. Ширина чистого участка по длине составляет 30 см в каждую сторону от стыка. Очищать можно вручную, а можно на специальном оборудовании, оснащенном абразивными рабочими органами.
Как показывает практика, наиболее часто медь варится встык. Другие способы соединения – тавровый и внахлест – применяются намного реже. В первом случае очень часто возникают подрезы, а во втором – высока вероятность непроваров. Поэтому вместо соединения внахлест детали свариваются в торец.
В первом случае очень часто возникают подрезы, а во втором – высока вероятность непроваров. Поэтому вместо соединения внахлест детали свариваются в торец.
Когда возникает необходимость сварить детали внахлест, то важно следовать простому правилу. Оно гласит, что варить шов нужно по толстому листу со стороны тонкого. В противном случае высока вероятность прожога тонкого металла. На рисунке изображены два варианта исполнения – правильное и ошибочное.
Перед сваркой меди толщиной 1,5-2 мм нужно выполнить отбортовку заготовок по всей длине стыка. Разделка заготовок с полками до 3 мм не проводится. Детали варятся встык с зазором 1,5-2 мм. Чтобы провар был максимально качественным используются подкладки с желобом. Без разделки можно сваривать и более толстые листы – до 8 мм включительно. Но только в том случае, если есть возможность сформировать швы с обеих сторон. Технологический зазор при сборке конструкции составляет 3 мм.
Перед свариванием листов меди толщиной 3-10 мм желательно выполнить скос кромок. Угол скоса составляет 45 градусов, а зазор между заготовками – 3 миллиметра. Если толщина полок превышает 10 мм, то выполняется V-образная разделка кромок с углом раскрытия 90 градусов. Более толстые заготовки соединяются с использованием двух горелок одновременно при вертикальном расположении стыка.
Угол скоса составляет 45 градусов, а зазор между заготовками – 3 миллиметра. Если толщина полок превышает 10 мм, то выполняется V-образная разделка кромок с углом раскрытия 90 градусов. Более толстые заготовки соединяются с использованием двух горелок одновременно при вертикальном расположении стыка.
Присадочная проволока
Для изготовления малоответственных конструкций применяется проволока, состав которой соответствует основному металлу. А вот в случаях, когда требуется высококачественное соединение, лучше взять проволоку с раскислителем. Присадочная проволока, предназначенная для сваривания меди толщиной до 10 мм в своем составе имеет фосфор, а расходный материал для более толстых заготовок содержит кремний.
Не рекомендуется использовать присадочную проволоку из оловянистой бронзы. Она имеет температуру плавления ниже по сравнению с медью на 150 градусов Цельсия. Поэтому хороший провар обеспечить не получится.
Что касается выбора диаметра, то, как показывает практика, не нужно брать расходный материал тоньше 1,5 и толще 8 мм. В таблице приведены рекомендуемые размеры проволоки в зависимости от толщины заготовок.
В таблице приведены рекомендуемые размеры проволоки в зависимости от толщины заготовок.
| Диаметр проволоки, мм | Толщина свариваемых медных деталей, мм |
|---|---|
| 1,5 | до 1,5 |
| 2,0 | 1,5-2,5 |
| 3,0 | 2,5-4,0 |
| 4,0 | 4,0-6,0 |
| 5,0 | 6,0-8,0 |
| 6,0 | 8,0-15,0 |
| 8,0 | свыше 15 |
Технология
При работе с медными листами, толщина которых составляет 5 мм, желательно устанавливать их под углом 7-10 градусов относительно горизонта. В этом случае наполнение разделки будет наиболее полным. Горелку перемещают в сторону подъема, удерживая ее под углом 40-50 градусов по отношению к листу металла. Проволока держится под углом 30-40 градусов к листу.
При сварке металла толщиной 15 и больше миллиметров лист нужно располагать вертикально. Работы выполняются с двух сторон одновременно. То есть нужны две горелки. Они удерживаются под прямым углом относительно рабочей поверхности. Если толщина листа свыше 20 мм, то стык нужно проварить таким же способом, но раздели на отрезки длиной до 15 см. делают небольшие перерывы для проковки швов.
Работы выполняются с двух сторон одновременно. То есть нужны две горелки. Они удерживаются под прямым углом относительно рабочей поверхности. Если толщина листа свыше 20 мм, то стык нужно проварить таким же способом, но раздели на отрезки длиной до 15 см. делают небольшие перерывы для проковки швов.
Когда сварка выполняется с прихватами, то основной шов нужно формировать не от начала, а отступив от края примерно треть общей длины стыка. Важно обратить внимание на то, что 2/3 варятся многоступенчатой проходкой в одном направление, тогда как оставшаяся часть – в обратном. Такая техника рекомендована для всех способов сварки медных листов.
Качество
Насколько хорошо будет сделана работа зависит не только от мастерства специалиста. Качество определяется также режимом сварки, составом присадки и флюса, типом сварного соединения.
Газосварка меди характеризуется сравнительно невысокой производительностью. Хорошего качества при тавровом соединении добиться очень сложно. Даже у специалистов с большим опытом выполнения подобных операций нередко случается брак. Сложно выдержать оптимальную температуру сварочной ванночки. А при малейшем перегреве образуется большое количество пор.
Даже у специалистов с большим опытом выполнения подобных операций нередко случается брак. Сложно выдержать оптимальную температуру сварочной ванночки. А при малейшем перегреве образуется большое количество пор.
Улучшается качество сварного шва посредством проковки, но не всегда. От нее не будет толку, если толщина листа меньше 4 миллиметров. В результате проковки соединение становится хрупким и создаются внутренние напряжения.
Контактная сварка меди
Технология применяется повсеместно для сварки труб, проволоки, лент, прутков. Но больше всего способ востребован для соединения сплавов меди.
Точечная или шовная разновидности контактной сварки не получили широкого распространения. Соединение встык тоже используется нечасто из-за технологических трудностей, а именно: необходимости удержания расплавленного металла на торцах заготовок. Еще один недостаток заключается в том, что стыки приходится прогревать на большую глубину, а это в конечном итоге приводит к усадке металла.
Наиболее качественное соединение получается в том случае, когда выполнять осадку стыка под током. С помощью такого способа удается получить сварной шов, по своей прочности не уступающий основному металлу. На практике часто контактная сварка применяется для соединения медной проволоки с помощью разряда конденсатора. Рекомендованные режимы работы приведены в таблице.
Ориентировочные режимы стыковой контактной сварки медных заготовок определенного сортамента
| Параметры режима сварки | Пруток, диаметром 10 мм | Труба 9,5х1,5 мм | Лента 44,5х10 мм |
|---|---|---|---|
| Установочная длина, мм | 20 | 20 | — |
| Припуск на оплавление, мм | 12 | — | — |
| Припуск на осадку, мм | 8 | — | — |
| Скорость оплавления, мм/сек | 8 | — | — |
| Скорость осадки, мм/сек | 200 | — | — |
| Удельное давление осадки, МПа | 372,2 | 284,4 | 215,7 |
| Удельная мощность, кВт/мм2 | 2,6 | 2,66 | 1,35 |
| Сила сварочного тока, кА | 33 | 20 | 60 |
| Вторичное напряжение, В | 6 | 5 | 10 |
Примерные режимы стыковой контактной сварки медной проволоки с помощью разряда конденсатора
| Диаметр проволоки, мм | Емкость конденсатора, мкФ | Напряжение заряда, В | Начальное расстояние в стыке, мм | Усилие осадки, Н |
|---|---|---|---|---|
| 1,6 | 256 | 900 | 14 | 1373 |
| 2,0 | 380 | 1000 | 15 | 1373 |
| 2,8 | 380 | 1400 | 16 | 1471 |
| 3,0 | 440 | 1500 | 16 | 1569 |
| 3,0 | 1200 | 1000 | 9 | 1177 |
| 3,0 | 1200 | 800 | 5 | 1177 |
| 3,0 | 550 | 1400 | 5 | 1471 |
| 3,0 | 540 | 1300 | 8 | 1569 |
| 3,0 | 540 | 1500 | 12 | 1569 |
| 3,2 | 550 | 1500 | 14 | 1765 |
Сварка меди инвертором
Оборудование разработано для подачи постоянного тока прямой или обратной полярности. Использовать аппарат рекомендуется с небольшими перерывами. Свариваются небольшие участки длиной до 4 сантиметров. После нужно дать им остыть естественным путем. Электрод во время работы удерживать под углом 10-20 градусов.
Использовать аппарат рекомендуется с небольшими перерывами. Свариваются небольшие участки длиной до 4 сантиметров. После нужно дать им остыть естественным путем. Электрод во время работы удерживать под углом 10-20 градусов.
Хорошие результаты показал инвертор в сочетании с угольными электродами. Для их плавления необходима температура, в три раза превышающая порог плавления меди. из-за этого их расход очень небольшой. Но для работы с такими стержнями нужно иметь опыт. Результат характеризуется высокой устойчивостью к окислению, плотность, прочностью и хорошим качеством. Во время выполнения работ электрод наклоняют под углом 30 градусов относительно рабочей поверхности. Силу тока устанавливают в зависимости от толщины полки. Она может варьироваться в диапазоне 35-130 ампер. Инвертор в сочетании с угольными электродами чаще всего применяется для сварки скруток и проводов.
Аппараты для сварки меди
Для соединения меди применяются разные сварочные аппараты: инверторы, автоматы, полуавтоматы, TIG. Самыми популярными торговыми марками являются ESAB, СПЕЦЭЛЕКТРОМАШ, TESLA.
Самыми популярными торговыми марками являются ESAB, СПЕЦЭЛЕКТРОМАШ, TESLA.
BUDDY TIG 160 от ESAB
Горелка включается в двух- и четырехконтактном режимах. Аппарат совместим с любыми генераторами. Помимо меди используется для сварки иных металлов, в том числе и нержавеющей стали.
RENEGADE ES 300i ESAB
Наделен встроенной памятью, сохраняющей несколько наборов настроек. Самостоятельно настраивает параметры пуска в зависимости от силы тока. Небольшой и легкий с виду аппарат обладает большой мощностью. Инвертеры применяются для сварки прутков. Они генерируют ток в пределах 60-110 ампер. Отлично работают с медными и угольными электродами.
Для сварки электродами
Наиболее подходят для соединения медных пластин. Как пример – аппарат Orion 150s или 250s обладает небольшим весом и достаточной мощностью. Надежно сваривает медь вольфрамовыми электродами в защитной среде (чаще всего – аргон).
Инвертор Ресанта САИ-220 может подключаться к сети 140-220 вольт. Устройство укомплектовано принудительной системой охлаждения, поэтому не перегревается. Удобный вариант для выездной работы.
Устройство укомплектовано принудительной системой охлаждения, поэтому не перегревается. Удобный вариант для выездной работы.
Для сварки проволокой
Сварку меди проволокой выполняют инверторным полуавтоматом Энергомаш СА-97ПА20. Его вес составляет 13 килограмм и дает возможность работать с проволоками толщиной от 0,6 до 0,9 миллиметров.
Модель Shyuan MIG/MMA-290 плавно подает расходный материал в рабочую зону. Скорость подачи можно регулировать в диапазоне от 2,5 до 13 метров за минуту. Может работать с электродами.
Инверторный полуавтомат Союз САС-97ПА195 наделен функцией холостого хода 60В. Рабочее напряжение регулируется в диапазоне от 15 до 23 вольт. Для работы подходит проволока 0,8-1 мм. Аппарат удобен, надежен и весит всего лишь 10 кг.
Для сварки проводов
Аппарат ТС-700-2 сваривает медные жилы сечением до 22 мм квадратных. Компактный агрегат имеет небольшой вес – 4 килограмма. Энергопотребление составляет 1 кВт. Угольного электрода достаточно для семисот сварок. Для сваривания медных скруток лучше всего использовать универсальные инверторы марок Сварог, Ресанта, QUATTRO, FUBAG и других. Модель Сварог ARC 160 Easy Z213 H имеет бесступенчатый регулятор тока. Он удобен в использовании, поскольку кабель переключается через особые разъемы.
Для сваривания медных скруток лучше всего использовать универсальные инверторы марок Сварог, Ресанта, QUATTRO, FUBAG и других. Модель Сварог ARC 160 Easy Z213 H имеет бесступенчатый регулятор тока. Он удобен в использовании, поскольку кабель переключается через особые разъемы.
Процесс значительно облегчается, если аппарат наделен функциями горячего старта, сглаживания перепадов силы тока, защиты от залипания. Для домашнего использования достаточно оборудования мощностью до 4 кВт. Оно генерирует силу тока в 160 ампер, которой будет достаточно для сварки металлов толщиной 5 миллиметров.
Как правильно сварить медь с медью
Медь и ее сплавы (латунь, бронза и т.п.) широко применяются в различных сферах промышленности (особенно в электротехнике и при изготовлении труб) в качестве конструкционных материалов.
Медь широко используется в промышленности ввиду того, что она хороший проводник тепла и тока.
Медь хорошо проводит электрический ток и тепло, прекрасно сопротивляется коррозии, обладает высокой пластичностью и эстетичностью. Каждый, кому часто приходится работать с металлами, должен знать, как варить медь.
Особенности сварки меди
Процесс работы с медными изделиями во многом зависит от наличия в ее составе различных примесей (свинца, серы и т.п.). Чем меньший процент таких примесей будет содержаться в металле, тем лучше он будет свариваться. При работе с медью необходимо учитывать следующие ее особенности:
Характеристики меди.
- Повышенная окисляемость. При термической обработке данного металла с кислородом в околосварной зоне возникают трещины и хрупкие зоны.
- Поглощение газов в расплавленном состоянии меди приводит к образованию некачественного шва. Например, водород, соединяясь с кислородом при кристаллизации металла, образует водяной пар, вследствие чего в зоне термической обработки возникают трещины и поры, уменьшающие надежность шва.
- Большая теплопроводность. Это свойство меди приводит к тому, что ее сварку необходимо осуществлять с применением источника нагрева повышенной мощности и с большой концентрацией тепловой энергии в области сварного шва. Из-за быстрого ухода тепла снижается качество формирования шва и увеличивается возможность образования в нем наплывов, подрезов и т.п.
- Большой коэффициент линейного расширения вызывает значительную усадку металла при затвердевании, вследствие чего могут образоваться горячие трещины.
- При возрастании температуры выше 190°C уменьшается прочность и пластичность меди. В других же металлах при повышении температуры снижение прочности происходит с одновременным увеличением пластичности. При температурах от 240 до 540°C пластичность меди достигает наименьшего показателя, в результате чего на ее поверхности могут образовываться трещины.
- Большая жидкотекучесть делает невозможным осуществить качественную одностороннюю сварку на весу. Для этого нужно дополнительно использовать прокладки с обратной стороны.


Вернуться к оглавлению
Влияние примесей на свариваемость меди
Марки меди.
Примеси, находящиеся в меди, оказывают на ее свариваемость и эксплуатационные характеристики различное влияние. Некоторые вещества способны облегчить процесс сварки и повысить качество сварного шва, а некоторые – снизить. Для производства различных изделий из меди наиболее популярной является листовая медь марок М1, М2, М3, которые в определенном количестве содержат серу, свинец, кислород и т.п.
Наибольшее отрицательное влияние на процесс сварки оказывает О2: чем его больше, тем труднее будет добиться качественного шва. В медных листах М2 и М3 допускается концентрация О2 не более 0,1%.
Небольшая концентрация свинца при нормальной температуре не оказывает негативного влияния на характеристики металла. При увеличении температуры наличие свинца в том же количестве вызывает красноломкость.
Висмут (Bi) в твердом металле практически не растворяется. Он обтягивает зерна меди хрупкой оболочкой, вследствие чего сварочный шов становится хрупким как в горячем, так и в холодном состоянии. Поэтому содержание висмута должно быть не более 0,003%.
Он обтягивает зерна меди хрупкой оболочкой, вследствие чего сварочный шов становится хрупким как в горячем, так и в холодном состоянии. Поэтому содержание висмута должно быть не более 0,003%.
Самой вредной примесью после кислорода является сера, потому что она образует сульфид, который, находясь на границах зерен, значительно уменьшает эксплуатационные характеристики меди и делает ее красноломкой. При термической обработке меди с большой концентрацией серы она вступает в химическую реакцию, что приводит к появлению серного газа, который при остывании делает шов пористым.
Фосфор считается одним из наилучших раскислителей. Его содержание в медной заготовке не только не снижает прочностные характеристики шва, но и улучшает их. При этом его содержание не должно превышать 0,1%, потому что в противном случае медь становится хрупкой. Это следует учитывать при выборе присадочного материала. Фосфор также уменьшает свойство меди поглощать газы и увеличивает ее жидкотекучесть, а это может повысить скорость свариваемых работ.
Вернуться к оглавлению
Основные способы сварки меди
Основные способы сварки меди.
Сварить медь можно различными способами, самыми популярными из которых являются:
- газовая сварка;
- автоматическая под флюсом;
- аргонодуговая;
- ручная сварка.
Какой бы способ ни был выбран, перед началом работ необходимо правильно подготовить свариваемые поверхности. Перед тем как сварить медь, бронзу, латунь и другие сплавы, необходимо свариваемые кромки и присадочную проволоку очистить от загрязнений и окислений до металлического блеска, а затем обезжирить. Кромки зачищаются с помощью щеток по металлу или наждачной бумагой. При этом применять крупнозерновую наждачку не рекомендуется.
Травление кромок и проволоки можно проводить в растворе кислот:
- серной – 100 см3 на 1 л воды;
- азотной – 75 см3 на 1 л воды;
- соляной – 1 см3 на 1 л воды.
После процедуры травления заготовки промываются в воде и щелочи с последующей их сушкой горячим воздухом. Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Вернуться к оглавлению
Газовая сварка медных изделий
Схема газовой сварки меди.
С помощь сварки меди газовой сваркой и при соблюдении технологии выполнения работ можно получить качественный шов с хорошими эксплуатационными характеристиками. При этом максимальная прочность места соединения будет составлять около 22 кгс/мм2.
В связи с тем, что медь обладает большой теплопроводностью, для ее сварки необходимо использовать следующий расход газа:
- 150 л/ч при толщине изделия не более 10 мм;
- 200 л/ч при толщине более 10 мм.
Чтобы снизить процесс образования закиси меди и уберечь изделие от возникновения горячих трещин, сварку следует проводить как можно быстрее и без перерывов. В качестве присадки применяется проволока из электротехнической меди или меди с содержанием кремния (не более 0,3%) и фосфора (не более 0,2%). Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр – 8 мм.
В качестве присадки применяется проволока из электротехнической меди или меди с содержанием кремния (не более 0,3%) и фосфора (не более 0,2%). Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр – 8 мм.
При осуществлении сварки распределять тепло необходимо так, чтобы присадочный материал плавился чуть раньше заготовки.
Для раскисления металла и очищения его от шлака применяются флюсы, которые вносятся в сварочную ванную. Ими также обрабатываются концы проволоки и кромки свариваемых пластин с обеих сторон. Для измельчения зерен наплавленного металла и увеличения прочности шва после окончания работ его проковывают. Если толщина заготовки равна не более 5 мм, проковку осуществляют в холодном состоянии, а при толщине более 5 мм – при температуре около 250°C. После проковки швы отжигают при температуре 520-540°C с быстрым охлаждением водой.
Вернуться к оглавлению
Автоматическая сварка под флюсом
Схема автоматической сварки под флюсом.
Данный метод сварки производится обычным сварочным автоматом на постоянном токе обратной полярности. Если используется керамический флюс, то работать можно и на переменном токе. Чтобы сварить медь толщиной не более 1 см, можно применять обычные флюсы. Если же толщина является больше 1 см, то нужно использовать флюсы сухой грануляции.
В большинстве случаев всю работу осуществляют за 1 проход, применяя проволоку из технической меди. Если шов не должен иметь высокие теплофизические показатели, то для увеличения его прочности соединение бронзы и меди осуществляют бронзовыми электродами. Для того чтобы расплавленный металл не растекался и при этом формировался шов на обратной стороне заготовки, используются флюсовые подушки и графитовые подкладки.
Сварка латуни осуществляется под небольшим напряжением, потому что со снижением силы дуги уменьшатся вероятность испарения цинка. Сварку бронзы производят постоянным током обратной полярности. Высоту флюса ограничивают или используют флюс крупной грануляции (до 3 мм).
Вернуться к оглавлению
Аргонодуговая сварка меди
Принципиальная схема аргонодуговой сварки.
Аргонодуговая сварка широко используется для изготовления медных конструкций различной сложности. Для получения надежного соединения в качестве защитного газа применяется аргон высшего сорта или его смесь с гелием. В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
Аргонодуговая сварка вольфрамовым электродом осуществляется при постоянном токе обратной полярности. Электрод должен быть сориентирован строго в полости стыка. Если заготовка имеет толщину более 5 мм, то ее предварительно разогревают до 320-420°C. Медь меньшей толщины можно варить без предварительного подогрева. Некоторые режимы аргонодуговой сварки приведены в таблице.
| Толщина заготовки, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Расход газа, л/мин |
| 1,0 | 0,8-1,2 | 80-110 | 18-20 | 7-9 |
| 2-3 | 0,8-1,6 | 140-210 | 19-23 | 8-10 |
| 5-6 | 1,0-1,6 | 250-320 | 23-26 | 10-12 |
| 8,0 | 2,0-3,0 | 350-550 | 32-37 | 14-18 |
Вернуться к оглавлению
Ручная сварка изделий из меди
Схема ручной сварки.
Данный процесс выполняется на постоянном токе обратной полярности. Заготовки толщиной не более 4 мм можно сваривать без разделки кромок, до 1 см – с разделкой с одной стороны. При большей толщине специалисты рекомендуют использовать Х-образную разделку.
Для сварки бронзы и латуни используются электроды марок ММ3-2, ЦБ-1, МН-4 и др. Большую популярность имеют электроды с покрытием «Комсомолец-100». Теплопроводность шва при сварке покрытыми электродами значительно уменьшается. При использовании такой проволоки в шов проникает часть легирующих компонентов, что уменьшает его электропроводность в несколько раз.
Ручная дуговая сварка латуни используется довольно редко. Это обусловлено интенсивным испарением в процессе работ цинка. При сварке латуни заготовку предварительно подогревают. Сварку бронзы покрытыми электродами производят постоянным током обратной полярности как с подогревом, так и без него. При этом используются токи от 160 до 280 А.
Сварка меди: особенности и технология
Екатерина
Сварка меди и ее сплавов — сложный, но вместе с тем интересный опыт, после которого вы сможете работать с любыми металлами. Дело в том, что медь обладает несколькими свойствами, существенно усложняющими ее сварку. По этой причине существует множество методов соединения деталей из этого металла: точечная сварка меди, сварка меди угольным электродом, газовая сварка меди, дуговая сварка меди, контактная сварка меди и т.д. Также возможна комбинированная сварка, например, сварка меди с нержавейкой, меди с железом и сварка меди со сталью.
Что касается оборудования, тот вам доступна и сварка меди инвертором, и сварка меди полуавтоматом, и сварка с применением иных термических или механических сварочных приспособлений. В этой статье в нашем фокусе именно сварка меди аргоном с применением полуавтомата, как самый распространенный способ соединения медных, медно-никелевых или иных других сплавов. Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Содержание статьи
- Особенности сварки меди
- Подготовительные мероприятия
- Настройка режима сварки
- Технология сварки
- Вместо заключения
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется. Давайте перечислим основные нюансы, на которые нужно обратить внимание.
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз.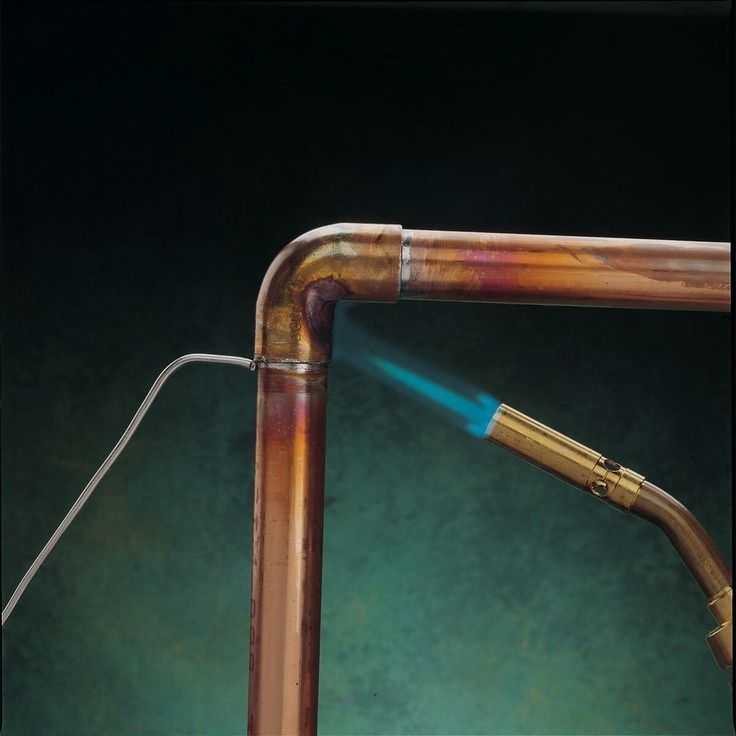 Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.
Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.
В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Подготовительные мероприятия
Для сварки или для пайки меди нужно соблюсти еще и правила подготовки металла перед сваркой, чтобы результат вас не разочаровал. В зависимости от рода детали (труба, лист, заготовка и т.д.) ее предварительно разрезают на отдельные части, если это необходимо. Медь можно разрезать с помощью шлифмашинки, трубореза или станка. Также возможна плазменно-дуговая резка. Не используйте болгарку или иные подобные инструменты.
Далее нужно разделать кроки у детали. Делается это механическим методом. Также нужно очистить металл и проволоку от окисной пленки и грязи, деталь должна в буквальном смысле блестеть. Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Не используйте слишком жесткую щетку или наждачку с крупным зерном, иначе повредите металл. Также рекомендует выполнить травление присадочной проволоки и детали. Травление выполняется в специальном растворе, который можно приготовить самостоятельно. В качестве основного компонента может выступать азотная, серная или соляная кислота. Кислота смешивается с водой и в раствор помещаются заготовки с проволокой. После травления все нужно промыть в воде и просушить горячим воздухом.
Если деталь имеет толщину более 1 сантиметра, то ее нужно предварительно прогреть в печи или с помощью газовой горелки. Далее детали нужно состыковать друг с другом. Между деталями должен оставаться небольшой зазор, его размер не должен меняться при повторной стыковке. Чтобы точно состыковать детали можно использовать прихватки. Сами прихватки тоже должны быть очищены, чтобы не образовались трещины.
Иногда в процессе сварки используются дополнительные приспособления. Например, графитовые или медные подкладки, а также съемные экраны. Подкладки незаменимы при сварке нижних швов (или увеличивают теплоотвод), а съемные экраны понадобятся при сварке меди на улице (они защитят сварочную зону от ветра).
Настройка режима сварки
Для пайки медных труб и для сварки нужно правильно установить режим. Первое, что вам нужно запомнить — сварка меди осуществляется на постоянном токе и с прямой полярностью. А вот значение сварочного тока меняется. Чтобы узнать, какое значение сварочного тока будет оптимальным, умножьте толщину металла (в миллиметрах) на 100. Вы получите лишь ориентировочное значение тока, более точная настройка станет вам доступна с опытом.
Сварка меди полуавтоматом осуществляется в среде защитного газа. Можно использовать аргон, азот, гелий или смеси из этих газов. Если варите с применением аргона или гелия, то дуга должна быть короткой, до 3 миллиметров. Если варите с азотом, то дуга должна быть 10-12 миллиметров. Существуют отдельные нормы расхода газа. Так, при сварке меди полуавтоматом вы должны расходовать не более 10 литров аргона в минуту, не более 20 литров гелия в минуту и не более 20 литров азота в минуту.
Если варите с азотом, то дуга должна быть 10-12 миллиметров. Существуют отдельные нормы расхода газа. Так, при сварке меди полуавтоматом вы должны расходовать не более 10 литров аргона в минуту, не более 20 литров гелия в минуту и не более 20 литров азота в минуту.
Скорость сварки никак не регламентируется и подбирается индивидуально, исходя из навыков сварщика и типа шва. Если деталь имеет толщину не более 6 миллиметров, то ее можно без проблем варить аргоном без предварительного нагрева. Если деталь толще, то рекомендуем заменить аргон на азот или гелий. Также для сварки меди большей толщины деталь нужно прогреть (температуры от 200 до 300 градусов будет достаточно).
Технология сварки
Сварка меди полуавтоматом должна вестись углом вперед, допускается выпуск электрода не более чем на 7 миллиметров. Электрод может быть графитовым или угольным. Вольфрамовые электроды лучше не использовать при сварке меди, поскольку они слишком быстро расходуются. Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Присадочную проволоку нужно подавать с краю сварочной зоны. Это необходимо для того, чтобы расплавленный металл не попадал на электрод. Что касается режима сварки, то тут подойдут наши рекомендации, которые мы писали выше. Ниже таблица с ориентировочными режимами сварки меди в аргоне.
Как видите, технология сварки меди и ее сплава не так уж сложна. Практикуйтесь как можно больше, прежде чем приступить к ответственной работе.
Вместо заключения
Похожие публикации
Руководство по приготовлению пищи с медной посудой
Подготовьте кухню своей мечты.
По всей вероятности, есть остров или, по крайней мере, прилавки, растянувшиеся на мили, на которых вы рубите, режете и перемешиваете. (Вы устанавливаете отдельные станции для каждого, просто потому, что можете. ) Есть приборы и инструменты, готовые для вас на любую вашу прихоть смешивания и взбивания, места для выпечки, а затем для охлаждения всех ваших последних творений. А где-то — может быть, над печкой, может быть, около нее — наверняка стоят медные котелки, красивые, блестящие и готовые кипеть.
) Есть приборы и инструменты, готовые для вас на любую вашу прихоть смешивания и взбивания, места для выпечки, а затем для охлаждения всех ваших последних творений. А где-то — может быть, над печкой, может быть, около нее — наверняка стоят медные котелки, красивые, блестящие и готовые кипеть.
Магазин «История»
Но медные кастрюли и сковородки предназначены не только для мечтаний, для мысленных фильмов о готовке вместе с Джулией Чайлд и приготовлении собственного идеального омлета. Есть причина, по которой для некоторых это сливки посуды. Для тех из вас, кому посчастливилось владеть ими, или для тех, кто просто хотел бы правильно обращаться с ними на кухне своей мечты, мы говорим о меди.
Почему вам может понадобиться готовить на основе меди
Медь не только делает вашу плиту стильной, но и протягивает вам руку помощи во время готовки. Как металл медь является одним из лучших проводников тепла: Он быстро нагревается и остается теплым, обеспечивая равномерное распределение тепла и, что самое приятное, равномерное приготовление пищи. Это означает, что больше нет пригоревших пятен, нет больше ошпаривания. У вас больше контроля над всем. Видеть? Рука помощи.
Это означает, что больше нет пригоревших пятен, нет больше ошпаривания. У вас больше контроля над всем. Видеть? Рука помощи.
И пока у нас есть вы, слух, который мы хотели бы развеять: Медь на 100% безопасна для приготовления пищи, если она покрыта другим, нереактивным металлом (как и большинство медной посуды). Чаще всего вы найдете накладки из никеля, олова или нержавеющей стали. Бросьте все и вся в эти кастрюли; металлическая подкладка защитит вас и вашу еду.
Толстая медь, как и эти отреставрированные старинные круглые тарелки для пирога, обеспечит равномерное приготовление пищи.
Исключение: существуют определенные виды посуды из меди, такие как миски для взбивания яичного белка и кастрюли для варенья, которые фактически используют реактивные свойства меди для более эффективного выполнения своей работы — стабилизации белков в яичных белках и быстрого реагирования на изменения температуры. , для большей точности при приготовлении джема соответственно. По этой причине они не будут облицованы нереакционноспособным металлом, но их можно безопасно готовить в соответствии с указаниями.
По этой причине они не будут облицованы нереакционноспособным металлом, но их можно безопасно готовить в соответствии с указаниями.
Очистка и уход за медной посудой
Будьте бережны к своей медной посуде. Доверься своей меди. Медь — десятиборец среди металлов — она готова сделать почти все, что вы от нее попросите, без особых усилий. Поскольку он чрезвычайно эффективен при нагревании, обычно нет необходимости использовать сильное пламя или предварительно нагревать перед приготовлением. Держите огонь умеренным, а остальную работу сделает сковорода.
Если вы случайно проявите нетерпение при нагревании и зажжете пламя, может произойти обесцвечивание. Если это произойдет, не волнуйтесь, в вашем будущем будет только очиститель меди Райта (или Брассо) и немного локтя.
До вас дошли слухи об очистке меди, и это так:
Неправда! Один из главных мифов о медной посуде заключается в том, что за ней сложно ухаживать. Мы рассеиваем это прямо здесь и сейчас. Медные кастрюли созданы на века — созданы для того, чтобы кипятить, жарить и тушить в лучших из них — и выходить с другой стороны живыми. Самое главное, что большинство боевых шрамов, которые они получают, могут быть успешно излечены с помощью всего лишь кладовой и небольшого терпения.
Медные кастрюли созданы на века — созданы для того, чтобы кипятить, жарить и тушить в лучших из них — и выходить с другой стороны живыми. Самое главное, что большинство боевых шрамов, которые они получают, могут быть успешно излечены с помощью всего лишь кладовой и небольшого терпения.
Следуйте этим простым советам и домашним средствам, и ваша медная посуда прослужит долго:
- Вымойте и высушите как обычно: После очистки теплой водой с мылом обязательно тщательно высушите медные горшки. Любая остаточная вода может привести к более быстрому потускнению меди.
- Отполируйте потускневшие пятна очень мягким абразивом: Разрежьте лимон пополам (или используйте выдавленную половинку выжатого лимона, как это делает Panfusine), и посыпьте срез одной половинки поваренной солью. Теперь руб! Соль спасает положение, действуя как мягкий абразив. Чтобы повысить ставку, вы можете добавить в смесь кукурузный крахмал: смешайте равные части соли и нейодированного кукурузного крахмала с достаточным количеством лимонного сока, чтобы получилась паста. Протрите медный горшок мягкой тканью, промойте теплой водой и вуаля! Как новый. (Наш местный эксперт по восстановлению меди Бет Суини советует не использовать Bar Keeper’s Friend для полировки меди, так как это может быть немного тоже абразив; она советует использовать кусок шерсти из хозяйственного магазина и моющее средство для особенно темных пятен.)
- Вы даже можете использовать пищевую соду: Приготовьте зелье из равных частей пищевой соды и лимонного сока и протрите потускневшие пятна мягкой тканью. Просто посмотрите — это похоже на волшебство.
 Протрите медный горшок мягкой тканью, промойте теплой водой и вуаля! Как новый. (Наш местный эксперт по восстановлению меди Бет Суини советует не использовать Bar Keeper’s Friend для полировки меди, так как это может быть немного тоже абразив; она советует использовать кусок шерсти из хозяйственного магазина и моющее средство для особенно темных пятен.)
Протрите медный горшок мягкой тканью, промойте теплой водой и вуаля! Как новый. (Наш местный эксперт по восстановлению меди Бет Суини советует не использовать Bar Keeper’s Friend для полировки меди, так как это может быть немного тоже абразив; она советует использовать кусок шерсти из хозяйственного магазина и моющее средство для особенно темных пятен.)Восстановленные старинные медные угощения из нашего магазина: Слева: форма для выпечки 20-го века; справа, английская кастрюля середины XIX века.
- Полироль с уксусом: Мы не рекомендуем использовать ваш лучший бальзамический уксус, но немного белого уксуса отлично справляется с медью. Просто смочите в нем тряпку и протрите поверхность кастрюли, периодически переходя на новый участок ткани, а затем улыбнитесь — крышка кастрюли, теперь невероятно блестящая, в крайнем случае становится зеркалом.
- Или позвоните в помидоры: Кислота в помидорах творит чудеса с медью. Покройте поверхность кастрюли томатной пастой, оставьте на несколько минут, а затем смойте водой с мылом. Или, если у вас нет томатной пасты, кетчуп играет решающую роль. Нанесите небольшое количество на горшок тряпкой и промойте.

Если покрытие не треснуло или не отслаивается, обнажая медь под ним, естественно изношенная и покрытая патиной сковорода совершенно безопасна для приготовления пищи. Если футеровка изношена, чтобы обнажить медь под ней, сделайте то, что делает Бет Суини из компании Coppermill Kitchen, и отправьте ее на профессиональное повторное лужение. Наши читатели порекомендовали некоторых профессионалов: East Coast Tinning, LJ Gonzales и Brooklyn Copper Cookware.
Этот пост изначально был опубликован в 2012 году (винтаж!), но мы его украсили (включив несколько дополнительных советов и несколько ваших из комментариев!) и поделились им заново, чтобы помочь всем, кто ухаживает за медной посудой в этом сезоне. .
.
Вы готовите на меди? Поделитесь своими лучшими советами по полировке и уходу в комментариях (и купите их здесь).
Начало работы с медью – винтажная французская медь
Впервые с настоящая медь ? Давайте начнем.
Поздравляем — вы вложили деньги. Настоящие медные сковороды, то есть медные с тонким внутренним покрытием из олова, стали, никеля, серебра или алюминия, прекрасно подходят для приготовления пищи. У них также есть история: некоторые из них являются антиквариатом 19-го века.го и начала 20-го века, некоторые из них относятся к эпохе расцвета Джулии Чайлд и Чака Уильямса, а некоторые представляют собой современные изделия, изготовленные вручную ремесленниками, которые придерживаются старых методов. Какая бы кастрюля или сковорода у вас ни была, вы балуете себя посудой, известной своими превосходными кулинарными свойствами.
Если вы впервые используете медную посуду, перед тем, как начать ее использовать, стоит кое-что узнать о своей кастрюле.
Какая подкладка на вашей сковороде?
То, как вы готовите и чистите свою медь, зависит от того, чем она покрыта, так что это первое, что вам нужно знать о предметах, которые у вас есть.
Передняя кастрюля покрыта сталью, а кастрюля сзади луженая.Медные кастрюли для приготовления пищи на плите имеют внутреннее покрытие, в котором пища находится в кастрюле. Это связано с тем, что металлическая медь при прямом контакте с некоторыми пищевыми кислотами будет производить некоторые химические соединения, которые могут вызвать у вас тошноту. (Плохой состав — это ярко-зеленая зеленая зелень, которую очень легко заметить.) Подкладка предотвращает этот контакт, и важно, чтобы она была целой и неповрежденной на варочной поверхности.
- Олово — традиционная облицовка для античной меди. Он имеет множество преимуществ, но при этом является наиболее требовательным в уходе видом футеровки. Со временем он может изнашиваться, и его необходимо обновлять, этот процесс называется повторным лужением.
- Серебро стало доступно в качестве подкладки в начале 20-го века. Он нанесен гальваническим способом на медь.
- Нержавеющая сталь , никель и алюминий появились в 1960-х и 1970-х годах, когда была разработана технология их соединения с медью. Эти металлы тверже олова и не так легко изнашиваются (а в случае со сталью вообще!).
- Некоторые кастрюли из голой меди по конструкции: большие кастрюли для варенья для варки фруктов и ягод для варенья и кастрюли поменьше с носиком и конической металлической ручкой для плавления сахара в карамель. При выполнении этих задач по приготовлению пищи не образуются пищевые кислоты, которые вступают в реакцию с медью, поэтому кастрюли не нуждаются в защитном покрытии.

Щелкните здесь, чтобы просмотреть краткое визуальное руководство по различным накладкам.
Вот различные накладки, как показано на фотографиях из онлайн-листингов, которые я купил в прошлом. Нажмите на фотографии, чтобы увидеть их крупным планом.
Нажмите на фотографии, чтобы увидеть их крупным планом.
| Это совершенно новая жестяная облицовка. Он яркий и блестящий. Следы протирки хорошо видны. | |
| Это совершенно новая жестяная облицовка от другого консервного завода, и она имеет другой вид. Нужно присмотреться, чтобы увидеть следы от салфеток. | |
| Это старая обшивка, но еще есть блестящая жесть. Следы вытирания легче увидеть. | |
| Это олово, которое использовалось для приготовления пищи. Жестяная банка прореагировала (безвредно) с пищей и потемнела. Я бы переделал эту подкладку, прежде чем готовить на ней. | |
| Жестяная обшивка изношена и требует замены. Это небезопасно для приготовления пищи и требует замены. |
Если обшивка не оловянная, то второй вариант — серебряная.
Это луч надежды. Серебро ярче и имеет более голубой оттенок, чем олово. Серебро нанесено на медь гальванопокрытием, поэтому следов от стирания не останется. Серебро ярче и имеет более голубой оттенок, чем олово. Серебро нанесено на медь гальванопокрытием, поэтому следов от стирания не останется. |
Если футеровка не оловянная или серебряная, то это биметалл, приклеенный непосредственно к меди. Три варианта: нержавеющая сталь, никель или алюминий.
| Это нержавеющая сталь, отполированная на круглом шлифовальном станке до получения линий, напоминающих виниловую пластинку. | |
| Это нержавеющая сталь, отполированная до зеркального блеска. | |
| Это нержавеющая сталь, обработанная дробеструйной обработкой для получения однородной поверхности. | |
| Это никелированная футеровка. Он очень похож на нержавеющую сталь, и многие продавцы меди не знают, что изделие, которое они продают, не из нержавеющей стали! Как отличить никель от нержавеющей может помочь вам распознать никель. | |
Алюминиевая накладка. Алюминий является довольно активным металлом, и алюминиевые накладки очень легко накапливают ямки и обесцвечивают поверхность. Алюминий является довольно активным металлом, и алюминиевые накладки очень легко накапливают ямки и обесцвечивают поверхность. |
Надеюсь, это поможет вам идентифицировать подкладку! Вот несколько более подробных сообщений, если вы хотите больше примеров.
- Купретам, купринокс и купронил
- Как отличить никель от нержавейки
- Как отличить серебряную подкладку от олова
Чем отличается медь?
Первое, что нужно усвоить, это то, что вам не нужно нагревать медные кастрюли так интенсивно, как другие кастрюли . Медь настолько термически эффективна, что улавливает и распространяет тепло быстрее и шире, чем сталь или чугун. В первый раз, когда вы готовите с новой медью, ограничьте себя наполовину шкалой вашей варочной панели и наблюдайте, как она работает. Когда я начал использовать медь, я обнаружил, что могу достичь хорошей температуры быстрого обжаривания при гораздо более низком уровне нагрева, чем раньше. Если мне нужно немного больше тепла, я немного подталкиваю шкалу и наблюдаю — обычно я вижу изменение в течение нескольких секунд.
Если мне нужно немного больше тепла, я немного подталкиваю шкалу и наблюдаю — обычно я вижу изменение в течение нескольких секунд.
Исключение? Кипящая вода. Вода поглощает тонну тепла, прежде чем закипит, поэтому можно включить подогрев. (Здравый смысл: не позволяйте сковородке выкипеть!) Олово, серебро, никель и алюминий мягче нержавеющей стали, поэтому стальные ложки и шпатели могут поцарапать эти накладки. Для этих сковородок используйте деревянные, пластмассовые, силиконовые или покрытые специальным покрытием ложки и шпатели. Для меди со стальной футеровкой вам подойдут стальные инструменты.
Что самое худшее может случиться?
По моему перегрев . Медь известна своими свойствами управления теплом, которые помогают избежать пригорания и пригорания, но если вы нагреете ее так, как если бы это была чугунная плита, все это тепло сожжет вашу еду. Еще раз, когда вы начнете готовить с медью, ограничьтесь наполовину циферблатом и посмотрите, насколько горячей она нагреет вашу сковороду.
Второе предостережение по поводу тепла применяется, если вы используете медь с луженым покрытием . Олово имеет относительно низкую температуру плавления — около 450 ° F (230 ° C) — и при температурах выше его точки плавления оно начинает размягчаться и пузыриться, эффект, называемый «размазыванием». Это не конец света — эффекты обычно представляют собой просто косметические прикосновения к олову или маленькие пузырьки — но размазывание олова обычно является признаком того, что вы слишком сильно нагреваете сковороду. (Имейте в виду, что 450°F/230°C довольно жарко и для еды — выше точки возгорания оливкового масла!)
Исключение, опять же: кипяток. Как и выше, воде требуется много тепловой энергии, чтобы закипеть. Совершенно безопасно, даже с луженой медью, поставить наполненную водой кастрюлю на конфорку, чтобы она быстрее закипела. (Опять же, напоминание о здравом смысле — не позволяйте сковородке выкипеть. )
)
Как вы за ней ухаживаете?
Перво-наперво: Медь нельзя мыть в посудомоечной машине. Я имею в виду, что это ваша кастрюля, и вы можете делать с ней все, что хотите, но процесс мытья посуды может вызвать химические реакции, которые разъедают медь. Ваша кастрюля не растворится или что-то в этом роде, но поверхность со временем станет тусклой и потребует профессиональной полировки, чтобы снова стать блестящей.
Используйте средство для мытья посуды, горячую воду и нецарапающуюся губку, чтобы вымыть сковороду внутри и снаружи. Не бойтесь использовать твердые прикосновения к еде, прилипшей к подкладке, но чего вы хотите избежать, так это царапать — надавливать так сильно, что вы начинаете изнашивать сам металл подкладки.
Прежде чем использовать абразивный очиститель , например Comet, Ajax, Bon Ami или Bar Keeper’s Friend, изучите свою подкладку. Эти чистящие средства могут чертовски поцарапать медь, олово, алюминий, никель и серебро — единственная поверхность, которую они вряд ли поцарапают, — это нержавеющая сталь.
Замочите подкладку, а не форму. Если пища удаляется с трудом, наполните лоток водой, чтобы покрыть поверхность, и дайте ей размякнуть. Не погружайте всю кастрюлю в раковину, полную воды, потому что вода попадет в щели ручки, и их будет трудно удалить.
Вымойте и высушите область вокруг ручки, , особенно для сковород с железной ручкой. Вода и пищевые масла неизбежно попадают в щели, но вы можете замедлить это с помощью плановой уборки. А если у вас есть сковорода с железной ручкой, содержание этой области в чистоте и сухости поможет предотвратить ржавчину.
Подводя итог…
- Знай свою подкладку! Сковороды с покрытием из олова, серебра, никеля и алюминия требуют более мягкого прикосновения, чем сковороды со стальным покрытием.
- Ограничьте нагрев до половины шкалы , пока вы не почувствуете, как ваша кастрюля справляется с нагревом на плите.
- Используйте деревянную, пластиковую, силиконовую или стальную посуду с покрытием , если только ваша кастрюля не покрыта нержавеющей сталью.
- Мыть вручную с помощью средства для мытья посуды и губки, не царапающей.
- Замочите подкладку, а не форму. Вместо того, чтобы чистить труднодоступные места, наполните сковороду водой и дайте ей отстояться, чтобы остатки пищи размягчились.
- Вымойте и высушите рукоятку , чтобы она оставалась чистой и не ржавела.

Готовы к большему?
Дополнительные сообщения см. в разделах «Приготовление пищи из старинной меди» и «Уход за старинными медными секциями».
10 вещей, которые вам нужно знать о медных кастрюлях и сковородках
Покупка посуды может оказаться сложной задачей. Существует так много вариантов — эмалированные, чугунные, из нержавеющей стали, углеродистой стали, алюминиевые, с антипригарным покрытием, медные — и все они имеют совершенно разные области применения и цены. Когда дело доходит до медной посуды, стоимость может быть пугающей, особенно если вы не понимаете, как использовать медь на кухне.
Если вы думаете о покупке медной посуды и добавлении этих великолепных и полезных предметов в свою коллекцию, вот некоторые вещи, которые вам нужно знать и учитывать.
Медные кастрюли идеально подходят для растапливания шоколада и изготовления конфет, так как легко контролировать температуру. — Фото предоставлено Getty Images / VieCreative
Медь быстро нагревается . Он очень быстро нагревается, поэтому, в отличие от чугуна, медную посуду не нужно предварительно нагревать. На самом деле, рекомендуется не нагревать пустую сковороду. Медь — единственный металл, в котором у вас должно быть что-то готово, прежде чем вы начнете готовить.
Медь равномерно нагревается
Благодаря своим теплопроводным свойствам медь также равномерно нагревается. Так что вам не нужно беспокоиться о горячих точках. Медная посуда отлично подходит, когда вам нужно контролировать и поддерживать постоянную температуру.
Но не нагревайте слишком сильно!
Поскольку медь быстро нагревается и равномерно распределяет тепло, это означает, что вам не нужно использовать столько тепла, чтобы приготовить ее. Если рецепт требует средне-высокой температуры для вашей обычной посуды, используйте средне-низкую температуру для медных изделий.
Если рецепт требует средне-высокой температуры для вашей обычной посуды, используйте средне-низкую температуру для медных изделий.
Да, медь довольно эффективна, но вы не хотите использовать слишком много тепла, потому что, в зависимости от того, используется ли покрытие посуды из мягкого металла, вы можете расплавить покрытие!
Медь быстро остывает
Медь так же быстро нагревается, как и быстро остывает. Вот почему так много кондитеров и шоколатье используют медные кастрюли и сковороды. Это идеальный материал для приготовления сладостей (где необходимо контролировать температуру), а также для деликатных белков, таких как рыба и соусы.
Поскольку медь является химически активным материалом, большая часть медной посуды облицована нереакционноспособным металлом — фото предоставлено Getty Images / FabrikaCr
Медная посуда облицована
Медь — химически активный металл. В большинстве случаев это означает, что у него будет химическая реакция на то, что вы готовите, что приведет к проникновению металлического привкуса в пищу. За исключением сковородок для варенья и мисок для взбивания яичного белка, которые зависят от реакционной способности меди, большинство медных кастрюль и сковородок облицованы нереакционноспособным металлом.
За исключением сковородок для варенья и мисок для взбивания яичного белка, которые зависят от реакционной способности меди, большинство медных кастрюль и сковородок облицованы нереакционноспособным металлом.
Знайте, чем покрыта ваша медная посуда
Прежде чем приступить к приготовлению пищи, вы должны понять, чем покрыта ваша медная посуда. Если вы работаете с более новыми изделиями, они, скорее всего, будут облицованы нержавеющей сталью, которая прочна и может выдерживать более абразивную посуду и чистящие средства.
Но если вы покупаете старые, бывшие в употреблении изделия из меди на распродаже или в комиссионном магазине, возможно, вы имеете дело с более мягким металлическим покрытием, таким как олово. Олово дает вашей меди отличную антипригарную поверхность для работы, но у нее есть несколько недостатков. Он имеет температуру плавления около 450 ° F, что является еще одной причиной, по которой вам не следует использовать слишком много тепла.
Олово также легко царапается и трескается металлической посудой и жесткими щетками. Это не только обнажает медь под футеровкой, но также может привести к тому, что маленькие кусочки олова попадут в вашу еду. При работе с медной посудой с жестяным покрытием лучше всего использовать деревянные ложки и более мягкую посуду.
Это не только обнажает медь под футеровкой, но также может привести к тому, что маленькие кусочки олова попадут в вашу еду. При работе с медной посудой с жестяным покрытием лучше всего использовать деревянные ложки и более мягкую посуду.
Немного кислотности помогает сохранить блеск
Если вы покупаете старую медную посуду или хотите украсить свою коллекцию, вы можете сделать так, чтобы ваша медная посуда выглядела как новая, слегка подкислив ее. Немного лимонного сока или уксуса может оживить блеск вашей меди.
Очень прочные
Ухаживать за медью так же просто, как пользоваться деревянной посудой при приготовлении пищи, чтобы не поцарапать облицовку; не использовать слишком много тепла при приготовлении пищи; и время от времени протирая его небольшим количеством кислоты.
Несмотря на требуемый бережный уход, медь может быть очень прочной. Если в ней нет дырок, относительно легко вернуть вашей медной посуде былую славу.
Медные кастрюли и сковородки — яркие акценты на кухне — Фото любезно предоставлено Getty Images / therry
Их легко реанимировать
В большинстве случаев металлы, используемые для облицовки медной посуды, очень прочны и устойчивы к коррозии. Но если у вас медь с оловянным покрытием, как бы хорошо вы за ней ни ухаживали, со временем она изнашивается. Если вы заметили повреждение оловянной облицовки, вы всегда можете при необходимости повторно залудить медные кастрюли и сковородки.
Но если у вас медь с оловянным покрытием, как бы хорошо вы за ней ни ухаживали, со временем она изнашивается. Если вы заметили повреждение оловянной облицовки, вы всегда можете при необходимости повторно залудить медные кастрюли и сковородки.
Прекрасно оформленные произведения искусства.
Медные кастрюли и сковородки не только очень полезны на кухне, но и просто великолепны. Не прячьте кастрюли в шкаф. Повесьте их с гордостью и продемонстрируйте свою коллекцию медной посуды. Они оживляют вашу кухню, а также являются отличным предметом для разговора.
Плюсы и минусы медной посуды
Сразу к делу
Если вы хотите инвестировать в медную посуду, ищите кастрюли или сковороды толщиной от 2,5 до 3 мм, что является оптимальным диапазоном как для чувствительности к теплу, так и для равномерного нагрева. Такие бренды, как Mauviel и De Buyer, являются хорошим выбором.
Мы потратили годы здесь, в Serious Eats, на создание сборника информации о посуде, охватывающего почти все, что вам нужно знать о покупке, уходе и приготовлении пищи во всем, от чугуна и углеродистой стали до современных кастрюль и сковородок с антипригарным покрытием и нержавеющей стали. Но есть один классический материал, о котором мы почти ничего не писали: медь. Причина не должна удивлять тех, кто думал о покупке медной кастрюли, а затем увидел ценник. Это дерьмо дорогое!
Но есть один классический материал, о котором мы почти ничего не писали: медь. Причина не должна удивлять тех, кто думал о покупке медной кастрюли, а затем увидел ценник. Это дерьмо дорогое!
И все же это стоит посмотреть, точно так же, как роскошный спортивный автомобиль представляет интерес практически для любого автолюбителя, независимо от того, есть ли у них деньги, чтобы купить его или нет. Аналогия с автомобилем особенно уместна, поскольку медь действительно является модным спортивным автомобилем в мире посуды. Это ярко, быстро и недешево. Хотя, если честно, он продается намного дешевле, чем любой автомобиль, даже самый простой, и у большинства людей есть хотя бы один из них, верно?*
Я, человек, ничего не смыслящий в автомобилях и не получивший водительских прав до 29 лет.лет, не имеете права писать автомобильные аналогии. В КОМНАТА, В КОМНАТА!!
Медные кастрюли 101
Учитывая историческую важность меди на кухне и ее продолжающееся использование в дорогих французских ресторанах и некоторых домах, полезно немного понять о ней.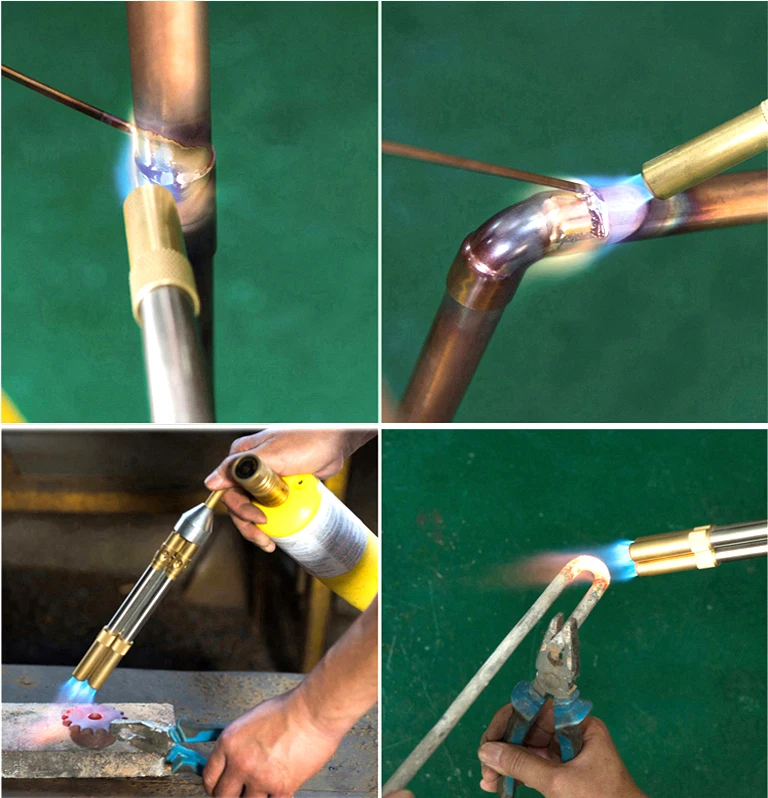 Здесь мы рассмотрим медную посуду, чтобы выяснить ее сильные и слабые стороны, и постараемся помочь вам решить, хотите ли вы углубиться, инвестируя в некоторые из них.
Здесь мы рассмотрим медную посуду, чтобы выяснить ее сильные и слабые стороны, и постараемся помочь вам решить, хотите ли вы углубиться, инвестируя в некоторые из них.
Поскольку Serious Eats является медиа-компанией, а не инвестиционным банком, у нас, к сожалению, нет таких средств, которые позволили бы нам купить большую коллекцию медной посуды, чтобы получить тонны личного опыта. Чтобы восполнить некоторые пробелы в наших знаниях, мы направились в Ист-Гринвич, штат Род-Айленд, чтобы навестить Джима Хаманна в промышленном комплексе, где он управляет двумя своими компаниями по производству медной посуды: East Coast Tinning (занимается реставрацией старинной медной посуды) и Duparquet. Медная посуда (где он делает собственную линию медных кастрюль и сковородок).
Джим устроил нам экскурсию по своей фабрике, ответил на множество моих медных вопросов, позволил мне покрутить с ним пару кастрюль и позволил нам заснять его в действии.
Зачем использовать медь для посуды и стоит ли это того?
Serious Eats / Вики Васик
Медь была первым металлом, обработанным руками человека, и эта история уходит в далекое прошлое — около 11 000 лет. Это делает отношения человека с медью такими же старыми, как сельское хозяйство, хотя в течение нескольких тысячелетий мы мало что делали с ней, кроме как придавая ей форму декоративных предметов. Спустя несколько тысяч лет, но еще за некоторое время до того, как египтяне возвели свои пирамиды, наши предки придумали, как забивать медные листы в чаши и другие сосуды. Ко времени римлян, если не раньше, мы использовали его для изготовления посуды.
Это делает отношения человека с медью такими же старыми, как сельское хозяйство, хотя в течение нескольких тысячелетий мы мало что делали с ней, кроме как придавая ей форму декоративных предметов. Спустя несколько тысяч лет, но еще за некоторое время до того, как египтяне возвели свои пирамиды, наши предки придумали, как забивать медные листы в чаши и другие сосуды. Ко времени римлян, если не раньше, мы использовали его для изготовления посуды.
Медь славится своей способностью проводить тепло и электричество — не случайно именно медь, а не железо проходит через электрические провода в наших стенах — и именно это качество делает ее таким интересным металлом для приготовления пищи. Во многих отношениях медь находится на противоположном конце спектра проводимости и сохранения тепла, чем чугун, что делает их двумя совершенно разными, но дополняющими друг друга материалами для приготовления пищи.
Чугун, напомню, плохо проводит тепло. Он медленно нагревается и склонен к перегреву, но как только он нагревается, он очень хорошо держит это тепло. Это делает его отличным для таких вещей, как обжаривание толстых стейков, так как вам нужно, чтобы сковорода разогрелась до 9 градусов.0026 остаются горячими , когда на них попадает холодное мясо, что гарантирует, что стейк подрумянится настолько эффективно, насколько это возможно. Отличное удержание тепла чугуна также делает его идеальным для медленного приготовления блюд, требующих устойчивого и равномерного нагрева, таких как рагу и тушение, особенно при помещении в духовку, где посуда нагревается со всех сторон.
Это делает его отличным для таких вещей, как обжаривание толстых стейков, так как вам нужно, чтобы сковорода разогрелась до 9 градусов.0026 остаются горячими , когда на них попадает холодное мясо, что гарантирует, что стейк подрумянится настолько эффективно, насколько это возможно. Отличное удержание тепла чугуна также делает его идеальным для медленного приготовления блюд, требующих устойчивого и равномерного нагрева, таких как рагу и тушение, особенно при помещении в духовку, где посуда нагревается со всех сторон.
Serious Eats / Вики Васик
Медь инвертирует эти правила. Нагревается быстро и равномерно, но так же быстро и теряет тепло. Эта отзывчивость придает ему ловкость и ловкость, которые могут быть очень полезны для деликатных белков, таких как рыба и морепродукты, а также соусов, карамели и шоколада — снимите медную кастрюлю с нежным соусом с огня, и ее температура быстро упадет, уменьшая шансы, что соус переварится или сломается от воздействия тепла, оставшегося в металле.
Если вы позволите этому автомобильному невежеству еще раз вернуться к моей автомобильной аналогии, вы можете думать о меди как о спортивном автомобиле мира посуды, а о чугуне — как о пикапе. Они оба полезны для определенных — часто очень разных — задач.
Во всяком случае, это простое объяснение. Поместите горстку кулинаров в комнату, и разговор нагреется быстрее, чем медь на огне. Вспыхивают споры о том, достаточно ли хороша медь, чтобы оправдать ее стоимость, и действительно ли ее относительные достоинства выделяют ее достаточно далеко от толпы более доступной посуды.
Кто-то из команды Modernist Cuisine мог бы указать, что непревзойденная проводимость меди — это не полная картина. Они утверждают, что размер горелки и толщина металла являются столь же важными факторами, отмечая, что кусок алюминия толщиной 7 мм нагревается так же равномерно, как кусок меди толщиной 2,5 мм.
Неизбежно кто-то еще будет опровергать это, утверждая, что команда модернистов смотрела только на равномерность нагрева и не учла отзывчивость меди — насколько быстро он нагревается и остывает при подаче на него большего или меньшего количества тепла. С алюминиевым поддоном толщиной 7 мм можно добиться ровности меди, скажут они, но при этом вы потеряете ее отзывчивость.
С алюминиевым поддоном толщиной 7 мм можно добиться ровности меди, скажут они, но при этом вы потеряете ее отзывчивость.
Инженер, стремящийся сохранить мир, любезно подытожит плюсы и минусы основных металлов посуды, объяснив простыми словами такие важные понятия, как теплопроводность, теплоемкость, удельная теплоемкость и температуропроводность. В процессе он убедительно докажет, что у меди есть много преимуществ. Но затем все разваливается, когда ставятся под сомнение конкретные кастрюли и сковородки, и в конечном итоге все просто начинают троллить всех остальных, и мы ничего не добьемся.
И это действительно проблема: относительную производительность кастрюли — любой кастрюли — может быть чрезвычайно сложно оценить, учитывая различия в массе, толщине, форме, размере и материале от одной конструкции к другой. Не говоря уже о том, что эффективность любой сковороды зависит от того, что в ней готовится, и от опыта рук, использующих рассматриваемые инструменты.
Я приглашаю всех, кто готов к этому, попробовать углубиться в более продвинутую физику, чтобы посмотреть, не смогут ли они найти более определенный ответ, чем тот, который уже есть, но вот где я оказался: медь — уникальный металл с уникальные свойства, которые делают эту посуду одной из самых ловких и эффективных на кухне. Другие варианты, включая простой алюминий и нержавеющую сталь с толстой алюминиевой сердцевиной, могут конкурировать (или приближаться) к меди во многих, но, возможно, не во всех отношениях. Медь, конечно, проигрывает по стоимости, но выигрывает за счет того, что выглядит чертовски здорово, если внешний вид имеет для вас значение.
Serious Eats / Вики Васик
Итак, вам нужна медная посуда ? Нет, не больше, чем человеку, который ездит на , нужна спортивная машина (или любая другая очень дорогая машина). Я работаю профессиональным поваром уже 15 лет в ресторанах и ресторанах, и редко использую медь. Большинство профессиональных поваров редко используют медь, и вы можете приготовить отличные блюда, даже не поднимая ее.
Но стоит ли отказываться от меди? Нет, не больше, чем автолюбителю следует избегать покупки спортивного автомобиля. Если вы хотите спортивную машину, если вы хотите получить опыт вождения спортивной машины, если вы можете себе позволить и готовы платить за спортивную машину, то да, конечно, приобретайте себе спортивную машину!
Я хочу добавить, что лично я нахожу хорошо сделанную медную кастрюлю предметом красоты на кухне, подобно великолепному куску старинного чугуна, и что эстетическое качество может иметь ценность само по себе. Его драгоценность может напомнить вам уделять больше внимания приготовлению пищи и, следовательно, может помочь вам готовить лучше. По крайней мере, так оно и есть, если вы находите смысл в форме объекта, а не только в его способности выполнять задачу.
Особенности меди: понимание ее реакционной способности и необходимость футеровки
Медная сковорода с жестяным покрытием.Serious Eats / Вики Васик
Одна из ключевых вещей, которые нужно знать о меди, это то, что она реактивна. Кислоты, такие как уксус и помидоры, могут выделять медь в пищу; со временем прием меди внутрь может быть вредным. По этой причине большая часть медной посуды облицована. То, чем она облицована, является одним из основных соображений, которые следует учитывать при покупке медных кастрюль и сковородок.
Традиционно медь футеровалась оловом. Олово — чистый элемент, как и медь, и обладает некоторыми фантастическими свойствами. Во-первых, и что наиболее важно для его роли в качестве подкладки, он абсолютно инертен — олово не вступает в реакцию с кислотами или чем-либо еще, что вы готовите на нем.
Во-вторых, и это очень важно, олово само по себе впечатляет антипригарностью, без какой-либо необходимости в приправах, которые мы все стремимся создать на чугуне. Вы можете пожарить яйцо, приготовить блины или слегка поджарить на нем кусок рыбы, и в большинстве случаев еда не прилипнет.
Как чистить медную посуду и ухаживать за ней
Недостатком является то, что олово имеет низкую температуру плавления, около 450 ° F (230 ° C), до которой может быстро дойти кастрюля, если ее оставить над пламенем без присмотра и пустой. По этой причине медь с оловянным покрытием никогда не следует предварительно нагревать в пустом состоянии, и ее никогда не следует использовать для обжига при очень высокой температуре (приберегите для этого чугун).
Олово также несколько мягкое, и со временем его можно стереть или повредить металлической посудой и абразивной щеткой (я признаю, что иногда я был немного безрассудным и использовал для этого тонкий металлический шпатель). При осторожном обращении оловянная футеровка может прослужить много-много лет, но со временем даже самые популярные медные кастрюли с оловянной футеровкой потребуют повторного лужения. Хотя это редкое событие, вы должны учитывать это при покупке меди с оловянным покрытием, так как это дополнительные расходы в течение всего срока службы кастрюли.
Однако в наши дни наиболее распространенной облицовкой медных кастрюль является нержавеющая сталь. Футеровка меди нержавеющей сталью — гораздо более новое изобретение, поскольку соединить эти два металла чертовски сложно. Преимущество, которое предлагает нержавеющая сталь, заключается в долговечности, как и у любой другой сковороды из нержавеющей стали. Недостатком является то, что он абсолютно никудышный с точки зрения клейкости: еда любит, когда прилипает к нержавеющей стали.
Также плохо то, что, хотя и редко, если что-то пойдет не так с футеровкой из нержавеющей стали (скажем, футеровка отсоединяется от медной оболочки), вам, вероятно, не повезло. В отличие от повторного лужения, нет простого способа починить треснувшую медную кастрюлю с облицовкой из нержавеющей стали.
Иногда вы увидите медь, покрытую никелем, — практика, которая была популярна в 90-е годы, но с тех пор потеряла популярность. Что еще более экстравагантно, некоторые медные кастрюли покрыты серебром. Серебро, как оказалось, является еще лучшим проводником тепла, чем медь (не то, чтобы проводимость имеет большое значение для этих ультратонких покрытий), и оно предположительно очень антипригарное, хотя, учитывая цену, я не ожидаю, что когда-нибудь смогу это сделать. подтвердите это воочию.
В некоторых избранных случаях медные сосуды вообще ничем не облицованы. Банки для варенья, например, сделаны из чистой меди, так как в варенье достаточно сахара, чтобы фруктовые кислоты не вступали в реакцию с металлом. Также есть простая медная чаша для смешивания, предназначенная исключительно для взбивания яичных белков: медь предотвращает слишком плотное связывание атомов серы в белках, помогая сохранить целостность пенистых пиков.
Из чего делают хорошую медную сковороду и где ее найти
Купить на Амазоне
Купить на Амазоне
Помимо материала покрытия медной сковороды, другой наиболее важной характеристикой, влияющей на качество, является толщина меди. Это может существенно повлиять на работу сковороды. Общепринято, что медная посуда должна быть толщиной от 2,5 до 3 мм. Чуть толще, и вы начнете терять слишком большую часть быстрой реакции меди на тепло; любой тоньше, и он не будет нагреваться так равномерно, как должен.
Вы вряд ли найдете медь намного толще 3 мм, учитывая ее стоимость, а также плотность (медь тяжелая, поэтому добавление большего количества металла, чем необходимо, только усложняет использование кастрюли), но вы, вполне вероятно, найдите медь толщиной менее 2,5 мм. Вы, вероятно, в порядке до 2 мм, но если меньше, вы попадаете на территорию декоративного горшка: он может хорошо выглядеть на вашей кухне, но не будет хорошо работать. Именно здесь многие компании пытаются сэкономить, поэтому обязательно подтвердите, насколько толстая медь, прежде чем передавать свою кредитную карту.
Наконец, метод, используемый для производства медной посуды — будь то медное волокно, штампованная медь или катаная медь — не является определяющим для ее качества, даже если прядение меди, как это делает Джим Хаманн, требует значительных навыков. Кроме того, для тех, кто интересуется медной посудой, на которой есть следы от молотка, хотя практика ковки меди когда-то использовалась для укрепления металла, сегодня эти следы от молотка почти всегда наносятся машиной в качестве декоративного жеста. В основном это дело вкуса, а не показатель качества.
Если вам нужны советы о том, где найти качественную медную посуду, посмотрите на выбор Hamann с оловянной и серебряной подкладкой на Duparquet; кастрюли и сковородки с жестяным покрытием от Brooklyn Copper Cookware; и известные производители старой школы, такие как Mauviel и De Buyer, которые теперь сосредоточены на кастрюлях с облицовкой из нержавеющей стали.
Быстрая грунтовка для винтажной медной посуды
Serious Eats / Вики Васик
Какой бы дорогой ни была медь, иногда вы можете найти выгодную сделку при покупке винтажных товаров (я видел одного парня в Интернете, который купил кастрюлю стоимостью в сотни долларов всего за 14 долларов). Главное — знать, что искать. Во-первых, как упоминалось выше, это толщина меди: в идеале она должна быть от 2,5 до 3 мм (хотя можно и до 2 мм; большие кастрюли часто тоньше из-за их размера и веса).
Если изделие винтажное, нет никаких шансов, что оно облицовано нержавеющей сталью, так как это гораздо более поздняя разработка. Никель и серебро возможны, но есть вероятность, что старое изделие будет покрыто оловом. Олово могло потемнеть — со временем оно естественным образом темнеет, и вы можете использовать его без каких-либо побочных эффектов — но если оно изношено до меди под ним, его нужно будет заново залудить.
Старые медные кастрюли могут быть привезены из многих уголков мира, но если вы находитесь в Соединенных Штатах, велика вероятность, что посуда прибыла из США, Великобритании или Франции. Есть некоторые ключевые детали, которые могут помочь вам определить, из какой страны это сделано.
Слева — горшок из Великобритании с остроугольной ручкой; справа французская кастрюля с насадкой в виде закругленного треугольника; в центре — американский горшок с удлиненной штангообразной насадкой. Во-первых, это форма ручки в том месте, где она крепится к кастрюле. Медные горшки из Великобритании можно узнать по острой треугольной форме крепления ручки горшка, а французские горшки имеют закругленный треугольник. Американские медные горшки, как правило, имитируют французский округлый треугольник, но имеют более вытянутую форму, которая может начать напоминать стержень (иногда это очень похож на бар). Американские горшки также часто имеют более короткие заклепки, чем их европейские аналоги.
Вы можете получить больше подсказок с конца ручки, где находится петля для подвешивания. Французская петля выглядит как капля, тогда как в Великобритании это скорее замочная скважина или арка. В очередной раз американские производители (многие из которых приехали из Франции) со слезами на глазах повторили французскую практику.
Serious Eats / Вики Васик
Помимо ручек, вы должны искать клеймо производителя, которое может дать четкую информацию о том, кто сделал сковороду и где она была сделана. (Джим Хаманн из Duparquet получил название своей компании, зарегистрировав старый заброшенный товарный знак американской компании по производству медной посуды, которая прекратила свою деятельность в 1930-х годах. )
Каким бы грязным ни выглядел старый медный котел, помните, что, если не считать серьезного повреждения (скажем, дырки в нем), его можно починить, как новый. После повторного лужения и полировки то, что могло выглядеть как кусок мусора, легко могло стать предметом удивительной красоты и ценности. Конечно, это не Porsche, но удачи вам в поисках грязного, но отлично функционирующего одного из них на местной свалке.
Часто задаваемые вопросы
Как чистить медную посуду?
У нас есть подробное руководство о том, как чистить медную посуду, но подведем итог: вы можете чистить внутреннюю часть медных кастрюль и сковородок почти так же, как и любую другую — горячей мыльной водой и мягкой щеткой с минимальным абразивом. Внешнюю поверхность вашей медной посуды — собственно медную часть — в большинстве случаев можно оставить в покое для образования естественной патины. Вытрите или смойте любые разливы или капли, но нет необходимости религиозно полировать медную посуду, если вы не предпочитаете, чтобы она блестела как новая.
Как лучше всего хранить медную посуду?
Поскольку на медную посуду так приятно смотреть, вы можете выставить свою на подвесной стойке или в качестве постоянного приспособления на варочной панели. Если ваша медная посуда будет складываться в ящик или шкаф, обязательно используйте защитные приспособления для кастрюль и сковородок, чтобы предотвратить появление царапин. И, конечно же, всегда следите за тем, чтобы ваша посуда была чистой и тщательно высушенной перед хранением.
Стоит ли покупать набор медной посуды?
По правде говоря, мы не рекомендуем покупать большинство наборов посуды. Лучше использовать свои деньги (и пространство на кухне), чтобы выбрать отдельные предметы, которые наилучшим образом удовлетворят ваши потребности. Но стоит ли медная посуда того? Да, если вас привлекает эстетика и легендарная история. Медь прекрасно проводит тепло (11 000 лет, когда люди готовили с медью, безусловно, подтверждают заявления об эффективности этого материала!), но она не удерживает тепло так, как чугун или углеродистая сталь. Он также реактивный и суетливый, а это значит, что вам нужно обратить внимание на покрытие вашей медной посуды (жесть, нержавеющая сталь и т. д.) и готовить соответственно. С оловом вам нужно помнить о температуре, чтобы избежать достижения его низкой точки плавления, а с нержавеющей сталью вам придется иметь дело с вероятностью прилипания пищи. Короче говоря, медь прекрасна и имеет свои преимущества, но она не является идеальным универсальным средством для большинства домашних поваров.
Часто задаваемые вопросы
Как чистить медную посуду?
У нас есть подробное руководство о том, как чистить медную посуду, но подведем итог: вы можете чистить внутреннюю часть медных кастрюль и сковородок почти так же, как и любую другую — горячей мыльной водой и мягкой щеткой с минимальным абразивом. Внешнюю поверхность вашей медной посуды — собственно медную часть — в большинстве случаев можно оставить в покое для образования естественной патины. Вытрите или смойте любые разливы или капли, но нет необходимости религиозно полировать медную посуду, если вы не предпочитаете, чтобы она блестела как новая.
Как лучше всего хранить медную посуду?
Поскольку на медную посуду так приятно смотреть, вы можете выставить свою на подвесной стойке или в качестве постоянного приспособления на варочной панели. Если ваша медная посуда будет складываться в ящик или шкаф, обязательно используйте защитные приспособления для кастрюль и сковородок, чтобы предотвратить появление царапин. И, конечно же, всегда следите за тем, чтобы ваша посуда была чистой и тщательно высушенной перед хранением.
Стоит ли покупать набор медной посуды?
По правде говоря, мы не рекомендуем покупать большинство наборов посуды. Лучше использовать свои деньги (и пространство на кухне), чтобы выбрать отдельные предметы, которые наилучшим образом удовлетворят ваши потребности. Но стоит ли медная посуда того? Да, если вас привлекает эстетика и легендарная история. Медь прекрасно проводит тепло (11 000 лет, когда люди готовили с медью, безусловно, подтверждают заявления об эффективности этого материала!), но она не удерживает тепло так, как чугун или углеродистая сталь. Он также реактивный и суетливый, а это значит, что вам нужно обратить внимание на покрытие вашей медной посуды (жесть, нержавеющая сталь и т. д.) и готовить соответственно. С оловом вам нужно помнить о температуре, чтобы избежать достижения его низкой точки плавления, а с нержавеющей сталью вам придется иметь дело с вероятностью прилипания пищи. Короче говоря, медь прекрасна и имеет свои преимущества, но она не является идеальным универсальным средством для большинства домашних поваров.
Лучшие чугунные сковороды 2022 года
Стоимость, уход и многое другое, что нужно знать перед покупкой
- Медная посуда пользуется популярностью у профессионалов, поскольку она быстро нагревается и равномерно готовит нежные продукты.
- Это дорогое вложение: один банк обычно стоит от 100 долларов.
- Этот материал требует особого ухода и требует ручной стирки и частой полировки для предотвращения окисления.
Классический материал для посуды – это медь. Это вечное шоу-шоу, любимое профессиональными поварами и кулинарными легендами, украшает стены культовой кухни Джулии Чайлдс и сияет на потолочной стойке для кастрюль Марты Стюарт. Учитывая неизменную популярность меди и красивую патину, домашним поварам может быть интересно узнать о ее использовании, стоимости и уходе — все важные факторы, которые в конечном итоге помогут определить, подходит ли розовая посуда для их кухни.
Что такое медная посуда?
Медь — это встречающийся в природе металл с высокой проводимостью, который очень чувствителен к изменениям температуры. По словам шеф-повара Киши Харрис из сервиса персонализированной кулинарии SCHOP!, его проводимость в два раза выше, чем у алюминия, и в 10 раз выше, чем у нержавеющей стали.
Чувствительность и электропроводность делают медную посуду идеальной для приготовления блюд, требующих постоянного нагрева и точного контроля температуры, таких как сильное обжаривание или быстрое кипение. Подумайте: деликатные белки, такие как рыба, отделочные соусы, карамель и эмульсии.
Подсказка: Если вы хотите инвестировать в медную посуду, Insider Reviews отобрал лучшие наборы для любого бюджета.
Происхождение медной посуды
Медь использовалась для изготовления инструментов — для приготовления пищи и других целей — на протяжении тысячелетий. Есть свидетельства того, что он использовался на Ближнем Востоке более 10 000 лет назад, заменив камень в качестве предпочтительного материала для посуды из-за его пластичности. Примеры медной посуды также были найдены в Китае, Египте и Месопотамии, и она имеет сильные кулинарные корни в Испании (сковороды для паэльи), Мексике (cazo de cobre) и Индии (kadhais).
Французский бренд Mauviel — один из самых известных производителей медной посуды — был основан в Нормандии в 1800-х годах. Популярность медной посуды во Франции резко возросла, поскольку гибкость позволила поварам создавать специализированное кухонное оборудование (batterie de kitchen) для удовлетворения конкретных блюд и рецептов. Медь попала в США благодаря Чаку Уильямсу — да, торговцу кухонной утварью Williams-Sonoma — который после Второй мировой войны забрел в парижский магазин посуды и влюбился в светящиеся медные кастрюли.
Почему так дорого?
Медь ценится больше, чем нержавеющая сталь, из-за высокого спроса и ограниченного предложения. Обычно они изготавливаются вручную и чеканятся, что повышает их цену. Очень немногие профессиональные кухни имеют медные кастрюли из-за их цены; если они используются, они обычно находятся в ресторанах высокой кухни, поскольку одна кастрюля обычно стоит не менее 100 долларов. Цена медного набора посуды или полноценного кухонного набора может достигать нескольких тысяч долларов.
Безопасна ли медная посуда?
Есть — при правильном использовании. Медь реагирует на кислые продукты и требует повышенного внимания при приготовлении пищи, чтобы не повредить покрытие. Вы же не хотите поцарапать ее или отколоть внутреннюю часть медной сковороды и обнажить медь под ней, которая затем может вступить в реакцию с вашей едой.
В чем разница между медью с футеровкой и без футеровки?
Один из частых вопросов, который возникает при покупке медных кастрюль и сковородок: голые или облицованные? Из-за своего роскошного вида медь часто используется на внешней стороне посуды, «либо в качестве тонкого декоративного слоя, либо в качестве более толстого функционального слоя, особенно на дне кастрюли», — говорит Харрис.
Традиционно для облицовки медной посуды используют олово, потому что оно пластичное, в основном антипригарное и не вступает в реакцию с кислой пищей. Существует также вариант облицовки из нержавеющей стали для дополнительной прочности.
«Винтажные и классические французские бренды покрыты оловом внутри, и со временем при многократном использовании их необходимо повторно лужить или окрашивать, чтобы предотвратить попадание меди в пищу», — говорит Палак Патель, шеф-повар ресторана. Институт кулинарного образования.
Необлицованная или «голая» медная посуда часто используется в виде мисок для смешивания, поскольку медь помогает в таких задачах, как стабилизация яичных белков. Этот вариант считается наименее затратным.
Итак, вы уже очарованы красотой медной посуды, но стоит ли она своей цены? Мы проконсультировались с кулинарами о качествах, благодаря которым медная посуда стоит вложений, а также о некоторых вещах, которые следует учитывать при принятии решения о добавлении в корзину.
Плюсы медной посудыШоколад в медном горшочке Лаура Рид / Getty Images
- Позволяет равномерно готовить. Вы когда-нибудь замечали, что пища иногда может оказаться наполовину готовой в ваших кастрюлях? Медь быстро нагревается и равномерно распределяет тепло, поэтому нет ни горячих, ни холодных участков. И в отличие от чугуна, он также быстро остывает, когда вы снимаете его с плиты; медь передает тепло в пять раз эффективнее железа.
- Помогает при деликатном приготовлении пищи. Медь обеспечивает равномерный температурный контроль и проводимость, которые нравятся профессиональным поварам, но она также отлично подходит для энтузиастов или серьезных домашних поваров, которые часто готовят нежные белки и соусы, склонные к расслаиванию. «Шеф-повара ресторанов изысканной кухни хвалят медную посуду, потому что при разумном использовании она способна приготовить нежные блюда, такие как рыба, пикантные соусы и карамель, лучше, чем любой другой материал», — говорит пекарь из Бруклина Эрин Эмметт из Sweet Pistachio.
- Натуральное противомикробное средство. Медь устойчива к микробам, поэтому микробы и бактерии не могут выжить на поверхности. Жестяная или стальная облицовка внутри создает защитный барьер между пищей и внешней средой, что делает медь безопасной для нагрева.
- Выглядит гламурно. Нельзя отрицать — медная посуда вызывает восхищение. Тот простой факт, что она великолепна и эстетична, является популярной причиной, по которой потребители покупают медную посуду. Многие любят хвастаться ими на своих столешницах или подвешивать к кухонным потолкам.
Посуда из состаренной меди REVNATE / Getty Images
- Это дорого. Один банк обычно стоит не менее 100 долларов, а полный набор может легко обойтись вам в тысячи. «Я рекомендую инвестировать в одну или две медные детали, чтобы завершить набор посуды, а не покупать полный набор», — говорит Патель. «Универсальность является ключевым моментом при покупке посуды».
- Это не повседневная сковорода. Медь не идеальна для повседневного приготовления пищи. По той же причине одни повара любят медь, а другие нет: поскольку медные сковороды быстро нагреваются и остывают, удержание тепла становится проблемой для многих рецептов. Например, шеф-повар Трент Блоджетт из Spice Tribe говорит, что они не идеальны для обжаривания стейков и мяса, потому что температура может упасть при добавлении более холодных ингредиентов.
- Это сложный ремонт. Очистка медной посуды — это любимое дело — как и чугун, ее нельзя просто промыть в посудомоечной машине. Он нуждается в надлежащем обслуживании, которое требует времени, терпения и ноу-хау. Это означает очистку и полировку после каждого использования, чтобы он не окислялся и не зеленел, как старый пенни. «Вам понадобится немного жира, чтобы они снова выглядели красивыми и блестящими после приготовления в них. Их нужно мыть вручную в уксусе и пищевой соде», — говорит шеф-повар Николь Гаджадхар.
Советы инсайдеров
Хотя медь может не поместиться в бюджете каждого и требует любви и внимания, она может прослужить не одному поколению, если о ней хорошо заботиться. Из-за высокой цены на медные кастрюли и сковороды Блоджетт советует приобрести их, если ваш бюджет позволяет, в качестве дополнительной кастрюли или сковороды к вашему арсеналу. Они лучше всего подходят для профессиональных или серьезных домашних поваров, а не для начинающих шеф-поваров, и могут добавить немного драмы на вашу кухню.
Марисель Салазар
Марисель Салазар – нью-йоркский писатель и повар, специализирующийся на латиноамериканских блюдах. Она является членом Национальной ассоциации латиноамериканских журналистов, Женского пресс-клуба Нью-Йорка и Международной ассоциации кулинаров-профессионалов. Салазар родом из Панамы, жил на Гавайях, в Японии и Мадриде. Она является ведущей в сетях Spirits Network, MSG Networks и других, а также руководит собственным небольшим креативным агентством Due West.
ПодробнееПодробнее
Интересные факты о медных кастрюлях и медной посуде
ООО «Ромефорт трейдинг»
14.02.2020 12:10:00 / Интересные факты
Опытные повара уже давно знают, что с использованием медной посуды любое блюдо можно приготовить идеально и бережно. Это лучшие кастрюли и сковороды для приготовления пищи и жарки. В частности, это связано с тем, что медь обладает превосходными свойствами материала. Медь является идеальным проводником тепла. Тепло будет равномерно распределяться по посуде и распределяться точно. Профессионалы и амбициозные повара-любители во всем мире знают, чего стоит это качество. Минимальный риск пригорания и значительная экономия энергии являются приятными побочными эффектами.
В этой статье вы найдете информацию о
► положительных свойствах меди,
► различных видах медной посуды,
► Уход за медной посудой.
Положительные свойства меди при приготовлении пищи
Приготовление пищи с использованием медной посуды
Медь использовалась и лелеялась около 9 лет.,000 лет. Кастрюли из меди являются идеальными проводниками тепла; материал прочен, гигиеничен и устойчив к коррозии. Прежде всего, отличная теплопроводность делает медь идеальным материалом для изготовления кастрюль и сковородок. Широко известно, что медь проводит тепло в пять раз лучше, чем железо, и даже в двадцать раз лучше, чем нержавеющая сталь. Благодаря превосходным свойствам теплопроводности тепло распространяется в медной посуде более равномерно, чем в традиционных кастрюлях и сковородках. Это также снижает опасность пригорания, поскольку температуру легче регулировать. В результате можно готовить с меньшими затратами энергии. Поскольку медь очень хорошо сохраняет тепло, блюда, приготовленные в медных кастрюлях, остаются теплыми дольше, чем блюда, приготовленные в традиционных кастрюлях.
Медная посуда и гигиена — медь антибактериальна
Медная посуда обладает антибактериальным эффектом, так как микробы и бактерии не могут выжить на меди. Для этих микроорганизмов медь токсична, но для человека материал не представляет никакой опасности. По этой причине водопроводные трубы и дверные ручки в больницах часто делают из меди. Как следствие, можно избежать передачи микробов.
Различные типы медной посуды
На открытом рынке медная посуда, которая продается под этим названием, не всегда изготовлена из чистой меди. Убедитесь, что ваш медный горшок состоит как минимум из 90% меди, а не алюминиевая кастрюля из нержавеющей стали с пленочным медным покрытием, которое служит только эстетическим целям, но не имеет ни теплопроводности, ни аутентичности оригинального продукта. Мы выбрали двух поставщиков, BAUMALU и de Buyer, чтобы предложить вам лучшую медную посуду.
Медная посуда с луженым покрытием от BAUMALU
Медные кастрюли часто покрываются оловом, которое используется для предотвращения прямого контакта между пищей и медью и позволяет оставить пищу остывать в медной кастрюле. Однако лужение со временем меняет цвет – становится более или менее серым. Причина этого в том, что пища распределяется неравномерно по всей поверхности кастрюли. Тем не менее, такое обесцвечивание является нормальным явлением и не представляет угрозы для вашего здоровья. Не пытайтесь удалить пятна с медной посуды абразивной губкой, так как вы разрушите оловянное покрытие. Медные луженые кастрюли никогда нельзя нагревать пустыми на плите. Поскольку температура плавления олова составляет около 230 ° C, покрытие будет сильно повреждено. Для продуктов, предназначенных для жарки или обжаривания, идеально подходит железная сковорода Mineral B Element от de Buyer, которую мы также предлагаем вам на сайте gourmet-web.de.
Поскольку олово — мягкий материал, с лужеными медными горшками следует обращаться осторожно. Не используйте жесткую посуду, а только деревянные кухонные ложки.
Медная посуда без покрытия
Кастрюли для варенья из чистой меди
Медные кастрюли без покрытия особенно подходят для приготовления варенья. Баночки для варенья и так называемые «Poêlon à Confiseur», которые кондитеры используют для приготовления сиропа, карамели, шоколада и т. д. из-за их отличной теплопроводности, не луженые. Температура плавления сахара превышает 180 °C и может повредить оловянные покрытия. Во избежание образования зелени продукты после приготовления следует вынимать из непокрытой медной кастрюли и не оставлять в ней остывать.
Медная посуда с керамическим покрытием
Ceracuivre с керамическим покрытием
В качестве современной альтернативы медной посуде с покрытием из олова или нержавеющей стали компания BAUMALU создала новую коллекцию Céracuivre в сотрудничестве с немецким производителем Weilburger. Благодаря своей исключительной прочности специальное пленочное керамическое уплотнение не чувствительно к царапинам, его очень легко чистить, и оно при этом придает посуде все хорошие характеристики традиционной медной кастрюли.
Медная посуда с облицовкой из нержавеющей стали
Совершенство в меди — Prima Matera от De Buyer
Медные кастрюли и сковороды, покрытые нержавеющей сталью, более износостойкие, чем луженая медная посуда. Во время приготовления пищи вы также можете использовать металлические приспособления, такие как венчики, не повреждая кастрюлю. Компания de Buyer предлагает медные кастрюли Inocuivre Induction коллекции Prima Matera, которые оснащены специальным запатентованным ферромагнитным дном и благодаря этому подходят для вашей индукционной плиты. Серия B’Chef от Baumalu также совместима с индукционными плитами и состоит из 80 % меди и 20 % нержавеющей стали.
Важные замечания по приготовлению пищи и обращению с медной посудой
Медная посуда существенно отличается от традиционной посуды из нержавеющей стали. Например, дно медных кастрюль не такое плоское, как у заводских кастрюль из нержавеющей стали, и склонно к деформации, что особенно характерно для тонкостенных медных кастрюль BAUMALU. Это не производственный брак, а типичная характеристика мягкого материала меди. Если изогнутая часть кастрюли направлена внутрь, кастрюля стоит ровно. Если изогнутая часть направлена наружу, достаточно ударить кулаком по перевернутому горшку, чтобы он снова стал ровным. Ковка меди укрепляет материал и, кроме того, обеспечивает устойчивость вашего медного горшка.
В принципе, медные кастрюли и медные сковороды можно использовать на плитах любого типа, кроме индукционных плит. Если у вас плита с керамической варочной панелью, желательно использовать кастрюли и сковороды из толстостенной меди, так как они менее склонны к деформации при воздействии тепла и, как следствие, всегда обеспечивают контакт между кастрюлей и плита. Если у вас есть газовая плита, вы также можете использовать тонкостенные медные кастрюли, так как тепло газового пламени распределяется равномерно, несмотря на то, что материал может немного деформироваться. Если на вашей кухне есть индукционная плита, вам особенно подойдут медные кастрюли и сковороды из коллекции «Prima Matera» от de Buyer, поскольку они имеют специальное ферромагнитное дно и являются единственными, которые можно использовать на индукционных плитах. .
Если у вас есть индукционная плита, подойдут медные кастрюли и сковороды серии B’Chef от Baumalu или «Prima Matera» от de Buyer. Они имеют специальную ферромагнитную основу и являются единственными, которые можно использовать для индукционных плит.
Цвет меди
При нагревании медь меняет цвет на разные оттенки. Медная посуда со временем покрывается патиной. Это полностью естественный процесс, не оказывающий вредного воздействия на пищу, приготовленную в медных кастрюлях и медных сковородках.
Уход за медной посудой и медными кастрюлями
Поскольку медь — очень мягкий материал, она чувствительна к царапинам. Перед продажей производитель BAUMALU полирует медную посуду, чтобы добиться зеркального блеска. Поскольку медные кастрюли изготавливаются вручную, возможны небольшие дефекты, которые, тем не менее, подчеркивают характер этой высококачественной ручной работы и не оказывают отрицательного влияния на свойства медной посуды для приготовления и жарки.