Технология сварки
Сеть профессиональных контактов специалистов сварки
Технология сварки в разделе «Технология»:
1. Технологический процесс сварки.Описаны принципы проектирования технологического процесса сварки, основные этапы типового техпроцесса.
2. Технологическая карта на сварочные работы. Приведена форма типовой карты, перечислено содержание её граф, коды сборочно-сварочных операций, вносимых в карту, условные обозначения и значки, примеры заполнения.
3. Нормативно-техническая документация на сварочные технологические процессы. Какие документы спец. назначения применяются при описании технологического процесса, общего назначения и вспомогательные документы. Общие правила заполнения нормативно-технической документации на сварочные работы.
4. Сварка трением с перемешиванием. Отрасли применения технологии сварки трением, в каких изделиях она применяется. Виды применяемого оборудования, его производители. Свойства сварочных соединений.
5. Контактная электрическая сварка. Краткое описание технологии контактной сварки, способы получения сварных швов, параметры силы тока и усилия сжатия.
6. Особенности сварки углеродистых, в том числе литых сталей. Что должна технология сварных соединений на сталях с повыш. содержанием углерода, как выполняется сварка ответственных узлов и ответственных конструкций.
7. Сварка стали с титаном и титановыми сплавами. Особенности применения различных технологий для сварки титановых сплавов со сталью: сварки взрывом, сварки прокаткой, диффузионной сварки, контактной, ультразвуковой.
8. Термитная сварка. Описание технологии. Рассмотрена в качестве примера термитная сварка арматуры.
9. Сварка алюминия и меди. Описание нескольких технологий, применяемых при сварке этих материалов и их сплавов.
10. Плазменная сварка и наплавка Описание и схема технологического процесса, схема плазм. наплавления порошка.
11. Лазерная технология. История развития этого метода. Лазерная сварка, резка, наплавка.
Лазерная сварка, резка, наплавка.
12. Кристаллизация сварочной ванны (кристаллизация металла шва).
13. Образование кристаллизационных трещин.
14. Особенности сварки меди.
15. Особенности сварки углеродистых сталей.
16. Особенности сварки чугуна.
17. Особенности сварки алюминия.
18. Виды сварочных дуг.
19. Повышение производительности сварки. Семь основных факторов повышения производительности.
20. Вольт-амперная характеристика сварочной дуги.
21. Сварка закрытой сжатой дугой — описание разновидности плазменной сварки.
22. Сварка потолочных швов — особенности, общие рекомендации при сварке потоловніх швов, конкретно о крне шва, заполению разделки, сварке лицевого слоя.
23. Сварка вертикальных швов : техника выполнения.
24. Сварка горизонтальных швов — техника выполнения.
25. Холодная сварка — описание возможностей этого вида сварки, технологических схем.
26. Технология холодной сварки. Какие операции эта технология включает в себя, описание подготовки поверхностей, выбора основных параметров режима холодной сварки.
Какие операции эта технология включает в себя, описание подготовки поверхностей, выбора основных параметров режима холодной сварки.
27. Холодная сварка, видео — подборка видеороликов с описанеим холодной сварки.
28. Лазерная сварка.
29. Сварка трением.
30. Виды сварных конструкций (классификация конструкций)
31. Электронно-лучевая сварка.
32. Рельефная сварка. Описание, достоинства и недостатки, какие материалы сваривабтся, какие рельефы используются и т.д.
33.Электрошлаковая сварка — описание метода.
34. Стыковая сварка.
35. Точечная сварка — описание.
36. Шовная сварка.
37. Ультразвуковая сварка.
38. Технология сварки титана.
Технология сварки в разделе «Оборудование»:
1. Применение САПР в сварочном производстве.
Технология сварки в разделе «Аттестация»:
1. Подраздел Аттестация сварочных технологий
Технология сварки в разделе «Нормативная база»:
1. ГОСТ 3.1705-81 Единая система технологической документации Правила записи операций и переходов Сварка.
ГОСТ 3.1705-81 Единая система технологической документации Правила записи операций и переходов Сварка.
2. ГОСТ 2.312-72 ЕСКД Условные изображения и обозначения швов сварных соединений.
3. ГОСТ 2601-84 СВАРКА МЕТАЛЛОВ Термины и определения основных понятий.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Люшинский А.В. Современные технологии сварки. Инженерно-физические основы — Инновационные технологии
Учебное пособие создано на основе опыта работы передовых предприятий ОПК с учетом новейших достижений в мировой практике.Наряду с описанием процессов сварки рассмотрены физические механизмы, приведены характерные значения тепловых и механических параметров.
Для студентов и преподавателей технических университетов, инженеров и технологов промышленности.

Оглавление
Введение
Глава 1.
Основные виды сварки материалов
1.1. Общие сведения и понятия
1.2. Классификация видов сварки
1.3. Образование соединений при сварке в твердой фазе
1.4. Образование соединений при сварке плавлением
Глава 2.
Микроплазменная сварка
2.1. Основные понятия о технологии микроплазменной сварки
2.2. Технологии микроплазменной сварки
Глава 3.
Электронно-лучевая сварка
3.1. Физические основы электронно-лучевой сварки
3.2. Технология электронно-лучевой сварки
3.2.1.Сварка тугоплавких металлов и их сплавов
3.2.2.Сварка титановых сплавов
3.2.3.Сварка конструкционных сталей
3.2.4.Сварка с преломлением электронного луча
3.2.5.Дефекты сварных швов и их исправление
3.3. Оборудование для электронно-лучевой сварки
3.4. Преимущества и недостатки электронно-лучевой сварки
Глава 4.
Контактная сварка
4.1. Точечная сварка
4.2. Шовная сварка
Шовная сварка
4.3.Основы выбора режимов сварки
4.4. Возможные дефекты сварных соединений
Глава 5.
Ультразвуковая сварка
5.1. Общие сведения об акустических колебаниях в твердом теле
5.2. УЗC металлических материалов
5.3. УЗC пластмасс
Глава 6.
Диффузионная сварка
6.1. Теоретические основы диффузионной сварки
соединения
6.1.2.Диффузионная сварка через промежуточные слои
6.1.3.Свойства промежуточных слоев
6.1.4.Основы применения порошков в качестве промежуточных слоев
6.2. Технологии диффузионной сварки
6.2.1. Сварка магнитных материалов
6.2.2. Сварка твердых сплавов со сталями
6.2.3. Сварка неметаллических материалов
6.2.4. Сварка жаропрочных сталей и сплавов
6.2.5. Сварка вольфрама и его сплавов
6.2.6. Сварка в электростатическом поле
6.3. Оборудование и технологическая оснастка
6.4. Масштабный фактор при диффузионной сварке
Глава 7.
Сварка трением с перемешиванием
7.1. Особенности процесса СТП
7.2. Основные параметры процесса
7.3. СТП с применением сдвоенных вращающихся инструментов
7.4. СТП с вращением рабочего инструмента под углом к поверхности
7.6. СТП с раздельным вращением корпуса инструмента и наконечника
7.7. Материалы и конструкции инструмента
Заключение
Рекомендуемый библиографический список
Основы технологии газовой сварки — Технология газовой сварки
Основы технологии газовой сварки
Категория:
Технология газовой сварки
Основы технологии газовой сварки
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять •потолочные швы ввиду стекания вниз капель металла из сварочной ванны; в этом случае сварщик должен удерживать. жидкий металл в шве дутьем газового пламени.
Швы накладываются однослойные и многослойные. При толщине стали 8—10 мм шов выполняют в два слоя. Листы толщиной 10 мм и выше сваривают в 3 слоя и более. Многопроходных швов при газовой сварке не применяют из-за трудности наложения узких валиков.
Многослойной сваркой обеспечивается повышенная прочность металла шва и всего сварного соединения по сравнению с однослойной; получается меньший участок перегретого металла в зоне термического влияния сварного соединения, достигается нормализация (отжиг) нижележащих слоев при наплавке последующих. Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистое строение. Для сварки незакали-вающейся стали толщина слоя многослойного шва составляет 3— 8 мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжечь газовым пламенем без присадочного металла.
Перед наложением каждого слоя нужно очистить поверхность металла предыдущего слоя проволочной щеткой от шлаков и толстой окалины.
Горизонтальные и потолочные швы обычно выполняют правым способом сварки. Вертикальные:и наклонные швы сваривают снизу вверх левым способом.
При газовой сварке углеродистых и низколегированных незакаливающихся сталей применяется сварочная проволока марок Св-08, Св-08А, Св-08АА, Св-08Г, Св-08ГС, Св-12ГС и других по ГОСТ 2246—70.
При правой сварке пользуются сварочной проволокой диаметром, равным половине толщины свариваемого металла, но не более 6 мм. При левой сварке проволоку берут диаметром на 1 мм больше, чем при правой.
В этом случае металл проплавляется на большую глубину и сварка более производительна. Однако следует пользоваться сварочной проволокой, легированной кремнием и марганцем (Св-12ГС, Св-08Г2С и др.) для того, чтобы полнее удалить образующуюся в сварочной ванне закись железа FeO.
Специальные виды газовой сварки.
При толщине листов от 2 до 12 мм кромки не скашивают. Сварку начинают с проплавления отверстия диаметром, равным толщине свариваемых листов.
Рис. 1. Схемы сварки сквозным валиком при толщине S: а — от 2 до 6 мм. б — от 6 до 12 мм, е — от 12 до 20 мм
Мощность горелки подбирается из расчета 60 дм3/ч на 1 мм толщины листа. При сварке листов толщиной более 6 мм применяется вертикальная сварка одновременно с двух сторон. Мощность горелки выбирается из расчета 30 дм3/ч на 1 мм толщины металла.
При сварке труб, расположенных горизонтально, после сборки стыка (обычно на сварочных прихватках, расположенных в зависимости от диаметра трубы в 3—6 местах на равных расстояниях) сварку производят участками, независимо от того, поворотный или неповоротный стык. При сварке с поворотом свариваемый участок обычно находится наверху и занимает положение между вертикальным диаметром и диаметром, наклоненным к нему под углом 45°. Трубы без поворота свариваются участками в нижнем, наклонном и потолочном положениях с соблюдением принципа обратноступенчатой сварки с целью борьбы с деформациями.
При сварке с поворотом свариваемый участок обычно находится наверху и занимает положение между вертикальным диаметром и диаметром, наклоненным к нему под углом 45°. Трубы без поворота свариваются участками в нижнем, наклонном и потолочном положениях с соблюдением принципа обратноступенчатой сварки с целью борьбы с деформациями.
Реклама:
Читать далее:
Техника газовой сварки
Статьи по теме:
Сварщик (ручной и частично механизированной сварки (наплавки)
Фотографии материальной базы
Положения (Локальные нормативные акты)
Приказы (распорядительные акты)
Расписание семестровых экзаменов 2017-2020
Договор о доступе к ЭБС Юрайт-Академия
Расписания ГИА 2017-2019
Расписание занятий
Договора на практику
Перечень учебной литературы
ОПОП 15.01.05 Сварщик (ручной и частично механизированной сварки(наплавки)
Стандарт 15.01.05 Сварщик (ручной и частично механизированной сварки(наплавки)
Учебный план
Пояснительная записка к учебному плану
График учебного процесса
Программа государственной итоговой аттестации
Рабочие программы общепрофессиональных дисциплин
ОП. 01 Основы инженерной графики
01 Основы инженерной графики
ОП.03 Основы электротехники
ОП.04 Основы материаловедения
ОП.05 Допуски и технические измерения
ОП.06 Основы экономики
ОП.07 Безопасность жизнедеятельности
ОП.08 Эффективное поведение на рынке труда
Рабочие программы профессиональных дисциплин и модулей
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
МДК.01.01 Основы технологии сварки и сварочное оборудование
МДК.01.02 Технология производства сварных конструкций
МДК.01.03 Подготовительные и сборочные операции перед сваркой
МДК.01.04 Контроль качества сварных соединений
ПМ.02 Ручная дуговая сварка (наплавка,резка) плавящимся покрытым электродом
МДК.02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
ПМ. 03 Ручная дуговая сварка (наплавка,) неплавящимся электродом в защитном газе
03 Ручная дуговая сварка (наплавка,) неплавящимся электродом в защитном газе
МДК.03.01 Техника и технология ручной дуговой сварки (наплавки) неплавящимся электродом в защитном газе
ПМ.04 Частично механизированная сварка (наплавка) плавлением
МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе
ПМ.05 Газовая сварка (наплавка)
МДК.05.01 Техника и технология газовой сварки (наплавки)
Рабочие программы учебных и производственных практики
Учебные практики
Производственные практики
Комплекты контрольно-оценочных средств
ОП.01 Основы инженерной графики
ОП.03 Основы электротехники
ОП.04 Основы материаловедения
ОП.05 Допуски и технические измерения
ОП.06 Основы экономики
ОП.07 Безопасность жизнедеятельности
ОП. 08 Эффективное поведение на рынке труда
08 Эффективное поведение на рынке труда
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
ПМ.02 Ручная дуговая сварка (наплавка,резка) плавящимся покрытым электродом
ПМ.03 Ручная дуговая сварка (наплавка,) неплавящимся электродом в защитном газе
ПМ.04 Частично механизированная сварка (наплавка) плавлением
ПМ.05 Газовая сварка (наплавка)
Технология сварки — Энциклопедия по машиностроению XXL
ТЕХНОЛОГИЯ СВАРКИ 1А. ВЫСОКОЛЕГИРОВАННЫХ ГЛАВА АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ [c.279]ТЕХНОЛОГИЯ СВАРКИ ГЛАВА ЧУГУНА [c.321]
Необходимо учитывать следующие особенности меди и ее сплавов, влияющие па технологию сварки. [c.343]
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ [c.374]
Более подробные сведения о видах сварки, применяемой аппаратуре и технологии сварки можно получить в специальных курсах. [c.289]
[c.289]
Свариваемость — свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. [c.183]
Г Л Л В А V. ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ [c.229]
Образцы из хромоникелевой стали, испытанные на межкристаллитную коррозию, на которые имеются все данные по материалам, режиму и технологии сварки. [c.86]
Особенности технологии сварки разнородных и двухслойных сталей. [c.88]
Особенности технологии сварки Ti неплавящимся электродом. [c.113]
Изучить технологию сварки Си и ее сплавов. [c.116]
Опыт I. Изучить технологию сварки Си угольной дугой. [c.117]
Опыт 2, Изучить технологию сварки меди металлическим электродом. [c.117]
[c.117]
Совокупность методов и приемов изготовления машин, выработанных в течение длительного времени и используемых в определенной области производства, составляет технологию этой области. В связи с этим возникли понятия технология литья, технология обработки давлением, технология сварки, технология механической обработки, технология сборки машин. Все эти области производства относятся к технологии машиностроения, охватывающей все этапы процесса изготовления машиностроительной продукции. [c.4]
Сварка — это процесс создания неразъемного соединения деталей путем местного нагрева их до расплавленного состояния с применением или без применения механического усилия. Сваркой соединяются все марки сталей, чугуна, меди, латуни, бронзы, алюминиевых сплавов и термопластические пластмассы (винипласт, капрон, полиэтилен, полистирол, плексиглас и др.). Соединение деталей сваркой занимает одно из ведущих мест в современной технологии. Сварка более экономична, чем клепка. [c.121]
[c.121]
Угловые швы (рис. 244) в поперечном сечении имеют обычно форму прямоугольного треугольника. Выполняются швы нормальными (рис. 244, а), вогнутыми (рис. 244, б) и специальными (рис. 244, в). Специальные швы, имеющие в сечении форму неравнобедренного прямоугольного треугольника, создают плавные переходы между деталями узлов и снижают концентрацию напряжений. Эти швы применяют при действии переменных нагрузок. Значительное снижение концентрации напряжений обеспечивают специальные угловые швы, имеющие в сечении форму неравнобедренного прямоугольного треугольника (рис. 244, в), но технология сварки такими швами несколько сложнее. По указанной причине основное применение находят нормальные швы. [c.387]
На срез принято (также условно) рассчитывать и некоторые сварные соединения. Изготовляя металлические конструкции, как известно, часто применяют сварку электрической дугой. Если выбор конструкции соединения, материалов и технологии сварки сделан
[c. 204]
204]
Технология сварки (вид сварки, сварочные материалы, техника сварки) выбирается в зависимости от основного показателя свариваемости (или сочетаний нескольких показателей) для каждого конкретного материала. [c.40]
Преимуществом технологических проб является возможность моделировать технологию сварки и, следовательно, судить о сопротивляемости образованию трещин в условиях, близких к реальным. Проба представляет собой жесткое сварное соединение. Стойкость материала оценивают качественно по наличию или отсутствию трещин. Примерами проб могут служить крестовая проба и проба Кировского завода (рис. 25). [c.43]
МАТЕРИАЛЫ, ОБОРУДОВАНИЕ, ТЕХНОЛОГИЯ СВАРКИ, НАПЛАВКИ, РЕЗКИ [c.48]
ТЕХНОЛОГИЯ СВАРКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ И ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ [c.121]
Глава 14. ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ И ЧУГУНА
[c. 121]
121]
Технологию сварки выбирают с учетом основного показателя свариваемости и эксплуатационных требований. [c.127]
Высокий коэффициент вязкости и быстрый теплоотвод затрудняют формирование шва, поэтому требуется соблюдение необходимых разделок кромок. Все перечисленные трудности и особенности сварки алюминия требуют тщательной подготовки под сварку и тщательное соблюдение технологии сварки. [c.134]
По указанной причине основное внимание в данном учебнике уделено технологии сварки плавлением, а по сварочному оборудованию приведены только сведения, дополняющие курс источников питания. В разделах по технологии сварки авторы не стремились п ливести все данные о сварочных материалах, режимах ИТ. п., учитывая, что эти данные имеются в справочной литературе, и уделили основное внимание освещению основ выбора технологии. [c.3]
Сталь — это железный сплав, содержащий до 2% С. В углеродистых конструкционных сталях, широко используемых в маши-ност1)оении, судостроении и др. , содержание углерода обычно составляет 0,06—0,9%. Углерод является основным легирующим элементом и определяет механические свойства этой группы сталей. Повышение его содержания в стали усложняет технологию сварки и затрудняет возможности получения равнопрочного сварного соединения без дефектов.
[c.204]
, содержание углерода обычно составляет 0,06—0,9%. Углерод является основным легирующим элементом и определяет механические свойства этой группы сталей. Повышение его содержания в стали усложняет технологию сварки и затрудняет возможности получения равнопрочного сварного соединения без дефектов.
[c.204]
Технология сварки низкоуглеродистых и низколегированных сталей отличается незначительно. Режимы сварки зависят от конструкции соединения, типа шва и техники сварки (табл. 53). Свойства металла околошовной зоны зависят от термического цикла сварки. При сварке угловых однослойных швов и стыковых и угловых швов па толстолистовой стали типа ВСтЗ па режимах с малой погонной энергией в околошовной зоне возможно образование закалочных структур с пониженной пластичностью. Предупредить это можно увеличением сечения швов или применением двухдуговой сварки. [c.225]
В случае химических реакций расплавленного металла с газами, покрытиями, шлаковой ванной состав металла шва определяют с учетом коэффициентов перехода, показывающих, какая доля металла, содержащегося в электродной проволоке, переходит в металл шва Сщ =Софо+т1Св(1—ф ), где т] — коэффициент перехода, он изменяется в широких пределах (0,3—0,95) в зависимости от химической активности элемента, вида сварки, технологии сварки и др. [c.25]
[c.25]
Главными трудностями являются охрупйивание металла при сварке и холодные трещины. Поэтому технология сварки чугуна строится, исходя из этих факторов. Для борьбы с охрупчиванием и холодными трещинами применяют подогрев металла, используют присадочные материалы, обеспечивающие структуру серого чугуна за счет легирования графитизаторами, а также используют специальные электроды с медью и никелем. [c.130]
По своим физико-химическим свойствам многие цветные металлы резко отличаются от стали, что необходимо учитывать при швборе вида и технологии сварки. По химической активности, температурам плавления и кипения, теплопроводности, плотности, мехавиче-ским характеристикам, от которых зависит свариваемость, цветные металлы можно условно разделить на такие группы легкие (алюминий, магний, бериллий) [c.131]
Способы и технологию сварки выбирают с учетом рассмотренных особенностей п трудностей. Одна из главных задач — не допустить образования и нейтрализовать вредное влияние закиси меди СпгО. С этой целью для защиты используют инертный газ, флюсы и по-
[c.136]
С этой целью для защиты используют инертный газ, флюсы и по-
[c.136]
Справочник машиностроителя Том 5 Изд.2 (1955) — [ c.180 , c.181 , c.182 , c.183 , c.184 , c.185 , c.186 , c.187 , c.188 , c.189 , c.190 , c.191 , c.192 , c.193 , c.194 , c.195 , c.196 , c.
 197
,
c.198
,
c.199
,
c.200
,
c.201
,
c.202
,
c.203
,
c.204
,
c.205
,
c.206
,
c.207
,
c.208
,
c.209
,
c.210
,
c.211
,
c.212
,
c.213
,
c.214
,
c.215
,
c.216
,
c.217
,
c.
197
,
c.198
,
c.199
,
c.200
,
c.201
,
c.202
,
c.203
,
c.204
,
c.205
,
c.206
,
c.207
,
c.208
,
c.209
,
c.210
,
c.211
,
c.212
,
c.213
,
c.214
,
c.215
,
c.216
,
c.217
,
c. 218
,
c.219
,
c.220
,
c.221
,
c.222
,
c.223
,
c.224
,
c.225
,
c.226
,
c.227
,
c.228
,
c.229
,
c.231
]
218
,
c.219
,
c.220
,
c.221
,
c.222
,
c.223
,
c.224
,
c.225
,
c.226
,
c.227
,
c.228
,
c.229
,
c.231
]
Сварка Резка Контроль Справочник Том1
(2004) — [
c.0
,
c.180
,
c.181
,
c.182
,
c.183
,
c.184
,
c.185
,
c. 186
,
c.187
,
c.188
,
c.189
,
c.190
,
c.191
,
c.192
,
c.193
,
c.194
,
c.195
,
c.196
,
c.197
,
c.198
,
c.199
,
c.200
,
c.201
,
c.202
,
c.203
,
c.204
,
c.205
,
c.206
,
c.
186
,
c.187
,
c.188
,
c.189
,
c.190
,
c.191
,
c.192
,
c.193
,
c.194
,
c.195
,
c.196
,
c.197
,
c.198
,
c.199
,
c.200
,
c.201
,
c.202
,
c.203
,
c.204
,
c.205
,
c.206
,
c. 207
,
c.208
,
c.209
,
c.210
,
c.211
,
c.212
,
c.213
,
c.214
,
c.215
,
c.216
,
c.217
,
c.218
,
c.219
,
c.220
,
c.221
,
c.222
,
c.223
,
c.224
,
c.225
,
c.226
,
c.227
,
c.
207
,
c.208
,
c.209
,
c.210
,
c.211
,
c.212
,
c.213
,
c.214
,
c.215
,
c.216
,
c.217
,
c.218
,
c.219
,
c.220
,
c.221
,
c.222
,
c.223
,
c.224
,
c.225
,
c.226
,
c.227
,
c. 228
,
c.229
,
c.231
]
228
,
c.229
,
c.231
]
9781605252568: Основы технологии сварки — AbeBooks
С задней обложки : Основы технологии сварки охватывает оборудование и методы, связанные с процессами сварки и резки, которые сегодня наиболее широко используются в промышленности.Эти процессы включают: кислородно-газовую сварку и резку, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку с флюсовой проволокой, дуговую сварку вольфрамовым электродом в среде защитного газа и контактную сварку. Также включена техническая информация о проверке и испытаниях сварных швов, квалификации сварщиков и сварочных символах, а также обновленная информация по технике безопасности, касающаяся пожарной и электрической опасности. Текст состоит из восьми разделов, которые можно изучать независимо или последовательно. В дополнение к легкому для понимания формату, этот текст подробно иллюстрирован и включает множество таблиц и диаграмм для выбора переменных, необходимых для качественного сварного шва.
Также включена техническая информация о проверке и испытаниях сварных швов, квалификации сварщиков и сварочных символах, а также обновленная информация по технике безопасности, касающаяся пожарной и электрической опасности. Текст состоит из восьми разделов, которые можно изучать независимо или последовательно. В дополнение к легкому для понимания формату, этот текст подробно иллюстрирован и включает множество таблиц и диаграмм для выбора переменных, необходимых для качественного сварного шва.
Goodheart-Willcox — ведущий издатель журнала Technical, Trades, and Technology; Семейные и потребительские науки; и бизнес, маркетинг и профессиональное образование. Продукция Goodheart-Willcox предназначена для обучения всех, от студентов до практикующих профессионалов. Наши книги и приложения содержат огромное количество информации о новейших теориях, методах, инструментах и операциях в этих предметных областях. Независимо от того, идет ли речь об автомобилях или уходе за детьми, в наших учебниках вы найдете множество функций, облегчающих обучение. Высококачественная презентация, авторитетный контент, продуманная последовательность тем, обилие иллюстраций, включающих педагогику, примеры из реального мира и удобочитаемость — отличительные черты продуктов Goodheart-Willcox.
Продукция Goodheart-Willcox предназначена для обучения всех, от студентов до практикующих профессионалов. Наши книги и приложения содержат огромное количество информации о новейших теориях, методах, инструментах и операциях в этих предметных областях. Независимо от того, идет ли речь об автомобилях или уходе за детьми, в наших учебниках вы найдете множество функций, облегчающих обучение. Высококачественная презентация, авторитетный контент, продуманная последовательность тем, обилие иллюстраций, включающих педагогику, примеры из реального мира и удобочитаемость — отличительные черты продуктов Goodheart-Willcox.
«Об этом заголовке» может принадлежать другому изданию этого заглавия.
9781590704059: Основы технологии сварки — AbeBooks
С задней обложки : Основы технологии сварки охватывает оборудование и методы, связанные с процессами сварки и резки, которые сегодня наиболее широко используются в промышленности. Эти процессы включают: кислородно-газовую сварку и резку, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку с флюсовой проволокой, дуговую сварку вольфрамовым электродом в среде защитного газа и контактную сварку. Также включена техническая информация о проверке и испытаниях сварных швов, квалификации сварщиков и сварочных символах, а также обновленная информация по технике безопасности, касающаяся пожарной и электрической опасности. Текст состоит из восьми разделов, которые можно изучать независимо или последовательно. В дополнение к легкому для понимания формату, этот текст подробно иллюстрирован и включает множество таблиц и диаграмм для выбора переменных, необходимых для качественного сварного шва.
Эти процессы включают: кислородно-газовую сварку и резку, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку с флюсовой проволокой, дуговую сварку вольфрамовым электродом в среде защитного газа и контактную сварку. Также включена техническая информация о проверке и испытаниях сварных швов, квалификации сварщиков и сварочных символах, а также обновленная информация по технике безопасности, касающаяся пожарной и электрической опасности. Текст состоит из восьми разделов, которые можно изучать независимо или последовательно. В дополнение к легкому для понимания формату, этот текст подробно иллюстрирован и включает множество таблиц и диаграмм для выбора переменных, необходимых для качественного сварного шва.
Goodheart-Willcox — ведущий издатель журнала Technical, Trades, and Technology; Семейные и потребительские науки; и бизнес, маркетинг и профессиональное образование. Продукция Goodheart-Willcox предназначена для обучения всех, от студентов до практикующих профессионалов. Наши книги и приложения содержат огромное количество информации о новейших теориях, методах, инструментах и операциях в этих предметных областях. Независимо от того, идет ли речь об автомобилях или уходе за детьми, в наших учебниках вы найдете множество функций, облегчающих обучение. Высококачественная презентация, авторитетный контент, продуманная последовательность тем, обилие иллюстраций, включающих педагогику, примеры из реального мира и удобочитаемость — отличительные черты продуктов Goodheart-Willcox.
Продукция Goodheart-Willcox предназначена для обучения всех, от студентов до практикующих профессионалов. Наши книги и приложения содержат огромное количество информации о новейших теориях, методах, инструментах и операциях в этих предметных областях. Независимо от того, идет ли речь об автомобилях или уходе за детьми, в наших учебниках вы найдете множество функций, облегчающих обучение. Высококачественная презентация, авторитетный контент, продуманная последовательность тем, обилие иллюстраций, включающих педагогику, примеры из реального мира и удобочитаемость — отличительные черты продуктов Goodheart-Willcox.
«Об этом заголовке» может принадлежать другому изданию этого заглавия.
| 1-й курс | ||||||||
| 1-й семестр | ||||||||
| Префикс | Номер | Название курса | Тип курса | Еженедельный курс | часовчасов WeeklyLab | Внешние часы | ContHrs | CredHrs |
| ВЛДГ | 1425 | Введение в газокислородную сварку и резку | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ВЛДГ | 1428 | Введение в дуговую сварку металлическим электродом в среде защитного газа (SMAW) | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ВЛДГ | 1430 | Введение в дуговую сварку металлическим газом (GMAW) | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ХХХХ | Х3ХХ | ЛЮБОЙ БЛИННСКИЙ КОЛЛЕДЖ ОСНОВНОЙ УЧЕБНЫЙ КУРС ПО АМЕРИКАНСКОЙ ИСТОРИИ, ГОСУДАРСТВЕННОМУ УПРАВЛЕНИЮ/ПОЛИТИЧЕСКИМ НАУКАМ, ВКЛЮЧАЯ ПЕРЕЧИСЛЕННЫЕ: HIST 1301, 1302, 2301; Правительство 2305, 2306 | Академический выборный | 3 | 0 | 0 | 48 | 3 |
| ХХХХ | Х3ХХ | или ЛЮБОЙ ОСНОВНОЙ УЧЕБНЫЙ КУРС BLINN COLLEGE ПО СОЦИАЛЬНЫМ И ПОВЕДЕНЧЕСКИМ НАУКАМ, В ТОМ ЧИСЛЕ ПЕРЕЧИСЛЕННЫХ: ANTH 2302, 2346, 2351; ЭКОН 2301, 2302; ГЕОГ 1302, 1303, 2312 | Академический выборный | 3 | 0 | 0 | 48 | 3 |
| ХХХХ | Х3ХХ | или ЛЮБОЙ ОСНОВНОЙ УЧЕБНЫЙ КУРС BLINN COLLEGE ПО СОЦИАЛЬНЫМ И ПОВЕДЕНЧЕСКИМ НАУКАМ, В ТОМ ЧИСЛЕ ПЕРЕЧИСЛЕННЫХ: PSYC 2301, 2308, 2319; СОКИ 1301, 1306, 2301 | Академический выборный | 3 | 0 | 0 | 48 | 3 |
| Итоги 1-го семестра | 12 | 9 | 0 | 336 | 15 | |||
| 2-й семестр | ||||||||
| Префикс | Номер | Название курса | Тип курса | Еженедельный курс | часовчасов WeeklyLab | Внешние часы | ContHrs | CredHrs |
| ВЛДГ | 1313 | Введение в чтение чертежей для сварщиков | ОРЭМ (Щ) | 2 | 2 | 0 | 64 | 3 |
| ВЛДГ | 2443 | Усовершенствованная дуговая сварка защитным металлом (SMAW) | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ВЛДГ | 2447 | Усовершенствованная дуговая сварка металлическим электродом в среде защитного газа (GMAW) | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ККТК | 1446 | Испытательные и инспекционные системы | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| Итоги 2-го семестра | 11 | 11 | 0 | 352 | 15 | |||
| 2-й год | ||||||||
| 1-й семестр | ||||||||
| Префикс | Номер | Название курса | Тип курса | Еженедельный курс | часовчасов WeeklyLab | Внешние часы | ContHrs | CredHrs |
| ВЛДГ | 1434 | Введение в дуговую сварку вольфрамовым электродом (GTAW) | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ВЛДГ | 1435 | Введение в сварку труб | ОРЭМ (Щ) | 3 | 3 | 0 | 96 | 4 |
| ВЛДГ | 2288 | Стажировка — Технология сварки/Сварщик | ОРЭМ (Щ) | 0 | 0 | 12 | 192 | 2 |
| Итоги 1-го семестра | 6 | 6 | 12 | 384 | 10 | |||
| Итоги программы | 29 | 26 | 12 | 1072 | 40 | |||
Технология сварки | Технологический институт озера Вашингтон
Программа «Технологии сварки» Технологического института Лейк-Вашингтон предлагает студентам
новейшие сварочные процессы и методы, необходимые для начала успешной карьеры в
высокооплачиваемая, востребованная отрасль сварки. Студенты могут получить навыки в
одна или несколько основных областей: аэрокосмическая промышленность, производство, сварка труб, сварка конструкций и листов.
Студенты могут получить навыки в
одна или несколько основных областей: аэрокосмическая промышленность, производство, сварка труб, сварка конструкций и листов.
Уроки сварки обычно проводятся ежедневно с понедельника по пятницу. Вы выбираете с утра (с 7:00 до 11:50), днем (с 12:00 до 16:50) или вечером (с 17:00 до 21:50). п.м.) классы. Эти занятия включают в себя теорию, технику безопасности и практическую практику. сварочная мастерская в кампусе Киркланда. Запишитесь здесь на экскурсию по кампусу, если хотите увидеть сварочную мастерскую в восточном корпусе.
Учитесь у экспертов отрасли
Студенты будут обучаться практическим занятиям у инструкторов с разным опытом и
опыт, которым нравится делиться своим реальным опытом в учебной среде.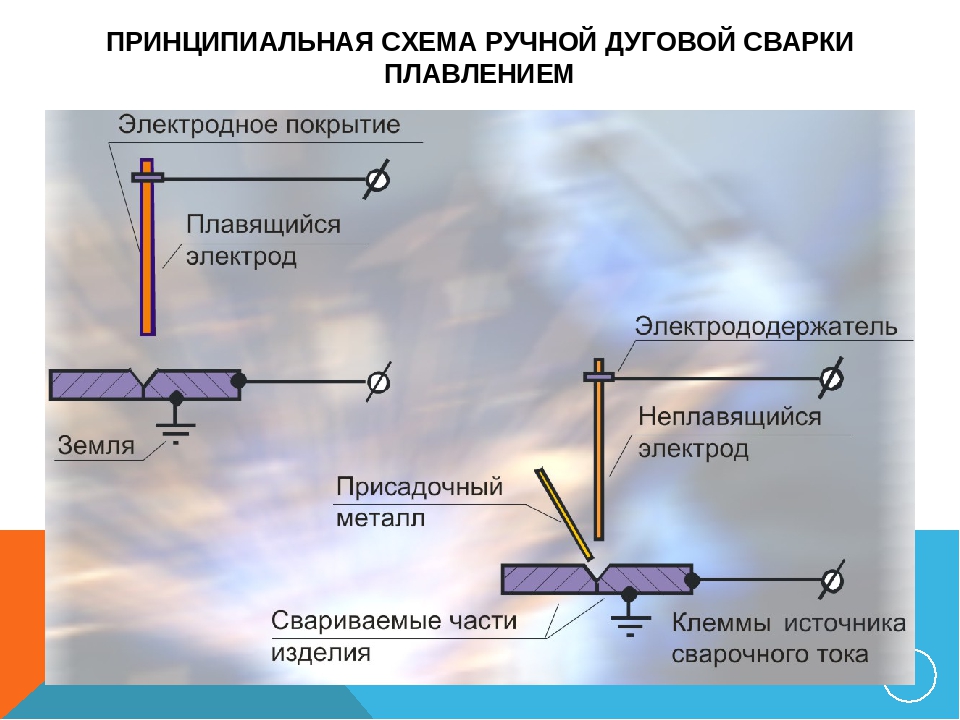 Сварка
студенты LWTech:
Сварка
студенты LWTech:
- Понимание основ сварки.
- Получите опыт работы на ультрасовременном сварочном предприятии LWTech.
- Научитесь читать чертежи и символы сварки.
- Используйте надлежащие и безопасные методы изготовления изделий.
- Наслаждайтесь небольшими группами и персонализированным обучением.
Карьерные возможности
Когда вы закончите программу сварки LWTech, вы будете готовы обеспечить динамическую
карьера в сфере строительства, производства, промышленности, технического обслуживания, креативного металла
работа и многие другие интересные отрасли.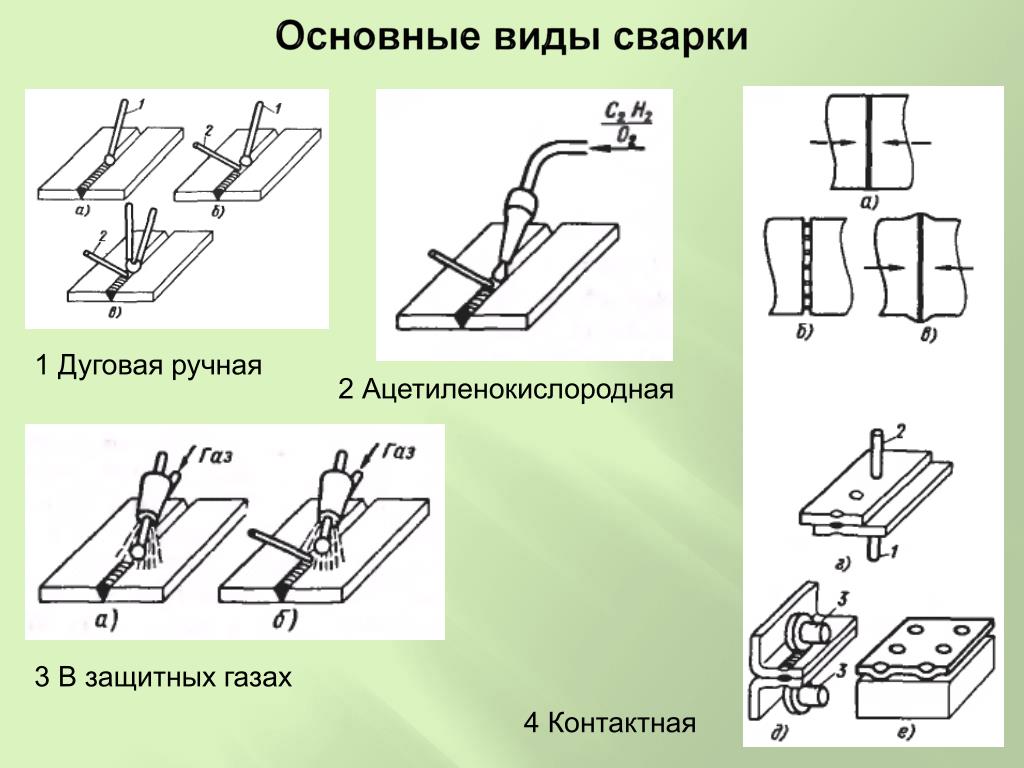 Те, кто ищет карьерный рост, могут найти
Работа в сфере образования, консалтинга и надзора. По окончании программы студенты
готовы пройти тест Вашингтонской ассоциации строительных чиновников, а также соответствовать отраслевым стандартам Американского общества сварщиков. Выпускники LWTech по сварке имеют очень успешный опыт
размещение в районе Сиэтла и за его пределами.
Те, кто ищет карьерный рост, могут найти
Работа в сфере образования, консалтинга и надзора. По окончании программы студенты
готовы пройти тест Вашингтонской ассоциации строительных чиновников, а также соответствовать отраслевым стандартам Американского общества сварщиков. Выпускники LWTech по сварке имеют очень успешный опыт
размещение в районе Сиэтла и за его пределами.
Сварочный сертификат
Сертификация сварщика, хотя и не требуется, рекомендуется, чтобы предоставить больше возможностей в отрасли.Единой сертификации для всех процессов, металлов и/или позиций не существует, но
хотя бы один вид аттестации может расширить возможности сварщика. Сертификация
экзамены предлагаются в LWTech и проводятся преподавателями LWTech. Узнать больше
о том, как получить сертификат сварщика, посетите страницу сертификации сварщиков.
Узнать больше
о том, как получить сертификат сварщика, посетите страницу сертификации сварщиков.
Требования к поступающим
Для участия в этой программе необходимо заполнить приемную заявку.
Принципы сварки | Что такое сварка? | Основы автоматизированной сварки
На этой странице в качестве примеров объясняются принципы сварки плавлением, сварки давлением и пайки/пайки с помощью дуговой сварки, контактной точечной сварки и пайки твердым припоем.
Обязательна к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок. Скачать
Скачать Сварка плавлением является наиболее распространенным методом сварки.
Сварка плавлением представляет собой процесс сварки путем плавления одного или обоих основного материала и присадочного материала.
Дуговая сварка является распространенным примером сварки плавлением. Дуговая сварка и лазерная сварка обычно используются для автоматической сварки с использованием манипуляторов роботов. В сложных линиях сборки изделий, таких как автомобильные детали, в зависимости от характеристик или условий процесса используется роботизированная и человеческая сварка.
- Дуговая сварка
Сварку давлением можно разделить на три типа: сварка трением использует свойство, согласно которому, когда материал деформируется под действием определенной силы, деформация сохраняется даже при снятии силы (пластичность). Газовая сварка соединяет два основных материала, приводя их в контакт под давлением и нагревая газом. Точечная сварка сопротивлением соединяет два основных материала, удерживая их вместе и проводя электрический ток для их нагрева теплом, выделяемым электрическим сопротивлением.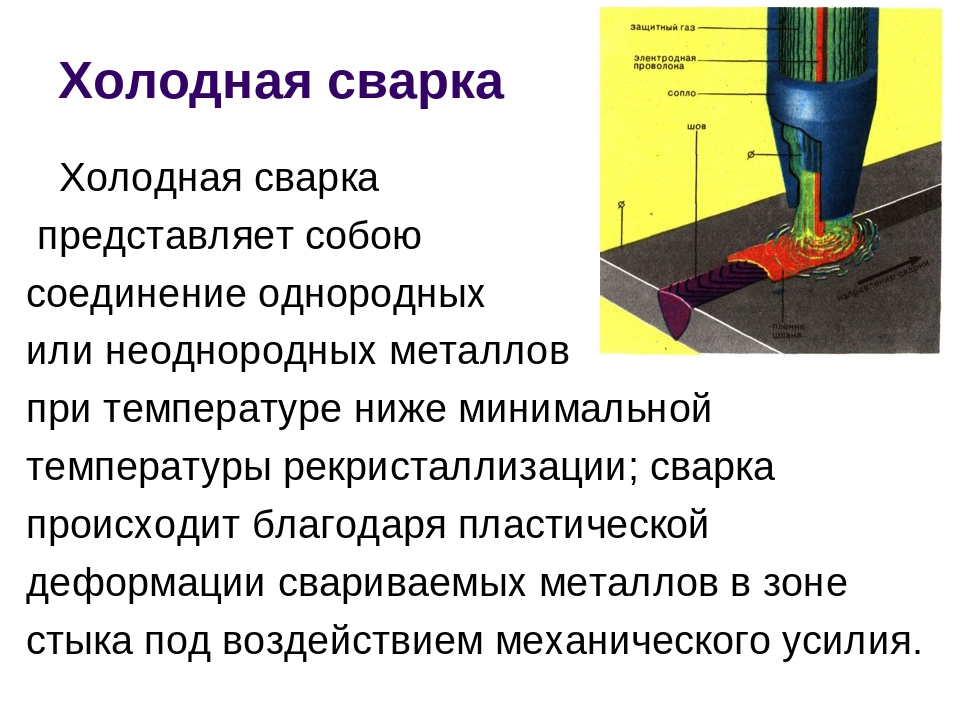
Поскольку точечная сварка трением и сопротивлением может быть автоматизирована без участия человека, они широко используются в автоматических сварочных машинах давлением на объектах FA (заводская автоматизация).
- Точечная контактная сварка
- Сила давления
- Поток электрического тока
- Электроды
- Сварочные материалы
Пайка/пайка – это метод соединения основных материалов с использованием наполнителя (паяльной пасты), который имеет более низкую температуру плавления (точку плавления).Материалы наполнителя были смешаны с флюсом, чтобы предотвратить плавление основного материала и обеспечить надлежащие соединения с основным материалом.
Присадочные материалы должны не только иметь температуру плавления ниже, чем температура плавления основного материала, но и обеспечивать высокое сродство для обеспечения атомных связей между расплавленным присадочным материалом и основными материалами.
В зависимости от соединяемых материалов используются различные наполнители, такие как алюминий, серебро, медь, фосфор и латунь.Мягкие присадочные материалы с низкой температурой плавления, такие как цинк, свинец, олово и сплав олова со свинцом, обычно называют припоями.
Поскольку пайка твердым припоем позволяет легко соединять металлы, она широко используется в производстве товаров, изобразительного искусства и ремесел, а также в стоматологии. Пайка, в которой используется проводимость присадочных материалов, используется для электронных схем или других устройств в различных отраслях промышленности, от бытовой техники до авиации, атомной энергетики и химического оборудования.
- Присадочный материал или припой
- Присоединенная секция
Дом
Технология сварки
Программа сварки предназначена для подготовки студентов с углубленной подготовкой и навыками
для работы начального уровня в самых разных профессиях в качестве сварщика в легких или тяжелых
изготовление, строительство и производство. Обучение сосредоточено на теории и
приложение для обеспечения необходимых навыков в области дуговой сварки защищенным металлом (SMAW), газа
Дуговая сварка металлическим электродом (GMAW), дуговая сварка порошковой проволокой (FCAW) и дуговая сварка вольфрамовым электродом в среде защитного газа
(GTAW) обрабатывает во всех положениях, используя плиту и трубу. Студенты также получат
знание компоновки и изготовления, а также чтение чертежей для сварщиков, техника безопасности
и металлургия.Программа предлагается только в кампусе Уортона.
Обучение сосредоточено на теории и
приложение для обеспечения необходимых навыков в области дуговой сварки защищенным металлом (SMAW), газа
Дуговая сварка металлическим электродом (GMAW), дуговая сварка порошковой проволокой (FCAW) и дуговая сварка вольфрамовым электродом в среде защитного газа
(GTAW) обрабатывает во всех положениях, используя плиту и трубу. Студенты также получат
знание компоновки и изготовления, а также чтение чертежей для сварщиков, техника безопасности
и металлургия.Программа предлагается только в кампусе Уортона.
Учащиеся получат опыт работы в (4) сварочных процессах: Дуговая сварка в защитном металле
Сварка (SMAW), газовая дуговая сварка вольфрамовым электродом (GTAW), газовая дуговая сварка металлическим электродом и порошковая проволока
Дуговая сварка (FCAW) во всех положениях: галтели, пластины и трубы.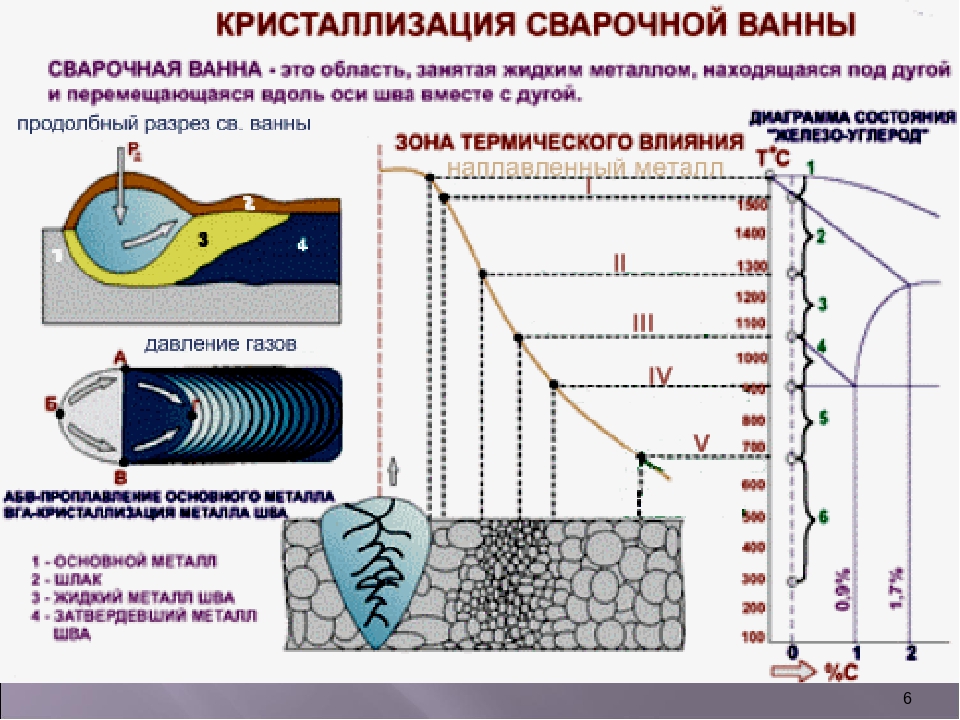 Строжка углеродной дугой,
Будет преподаваться кислородно-ацетиленовая резка/скашивание кромок, плазменная дуговая резка/скашивание кромок и резка.
также.
Строжка углеродной дугой,
Будет преподаваться кислородно-ацетиленовая резка/скашивание кромок, плазменная дуговая резка/скашивание кромок и резка.
также.
В дополнение к сертификату об окончании курса WCJC выпускники покидают программу с (16) дополнительными сертификатами Американского общества сварщиков (AWS).
- Сертификат об окончании курса комбинированной сварки, выданный WCJC
- Code Testing — демонстрирует развитие навыков и понимание за каждый семестр обучения. обучение (в соответствии с AWS D1.1 сварочный код/управляется сторонним CWI)
- Испытание на излом филе — первый семестр (WLDG 1428)
- Испытание пластины на изгиб — второй семестр (WLDG 1457)
- Испытание трубы на изгиб — III семестр (WLDG 2453)
- (12) Сертификаты AWS по темам, связанным со сваркой, от Американского общества сварщиков
Интернет-библиотека
- Наука неразрушающего контроля
- Безопасность при сварке
- Основы сварки I
- Основы сварки II
- Основы сварки III
- Символы сварки
- Металлургия I
- Металлургия II
- Математика изготовления I
- Математика изготовления II
- Разрушающий контроль
- Экономика сварки
Входные требования:
- Необходимо подать заявление и выполнить все требования для поступления в младший колледж округа Уортон https://www.
 wcjc.edu/Admissions/index.aspx
wcjc.edu/Admissions/index.aspx - Вступительное тестирование в колледж (TSI) НЕ требуется для поступления на программу
- Студенты должны будут предоставить свои собственные инструменты и средства индивидуальной защиты
 wcjc.edu/Admissions/index.aspx
wcjc.edu/Admissions/index.aspxПлата за обучение в округе $5380
Плата за обучение за пределами округа $7420
Сметная стоимость расходных материалов/оборудования 500 долл. США
Оценка книг 250 долл. США
*цены действительны на осень 2020 г.
Справочник ASM, Том 6A: Основы и процессы сварки
Справочник ASM, Том 6A: Основы и процессы сварки представляет собой целенаправленный пересмотр информации о сварочном процессе в томе 6 1993 года: Сварка, пайка и пайка. Новый том расширяет фундаментальные принципы сварки, включая теплопередачу, затвердевание, остаточное напряжение и деформацию, и содержит совершенно новый раздел по моделированию и моделированию сварочных процессов. Статьи охватывают все сварочные процессы, от рабочих методов дуговой и контактной сварки до более новых методов, таких как сварка трением с перемешиванием и лазерная сварка, и специальных методов, таких как сварка взрывом и ультразвуковая сварка. Треть статей полностью новые, а статьи по сварке из издания 1993 года были обновлены и дополнены, что делает этот том наиболее полным справочным источником по основам и процессам сварки.Все статьи написаны экспертами и проходят рецензирование.
Новый том расширяет фундаментальные принципы сварки, включая теплопередачу, затвердевание, остаточное напряжение и деформацию, и содержит совершенно новый раздел по моделированию и моделированию сварочных процессов. Статьи охватывают все сварочные процессы, от рабочих методов дуговой и контактной сварки до более новых методов, таких как сварка трением с перемешиванием и лазерная сварка, и специальных методов, таких как сварка взрывом и ультразвуковая сварка. Треть статей полностью новые, а статьи по сварке из издания 1993 года были обновлены и дополнены, что делает этот том наиболее полным справочным источником по основам и процессам сварки.Все статьи написаны экспертами и проходят рецензирование.
Эта книга представляет собой исчерпывающий ресурс для оценки и выбора методов сварки, работы с поставщиками, понимания того, как параметры обработки влияют на результаты сварки, и многого другого.
Аудитория
Поскольку сварка используется в самых разных отраслях, материалов и приложений, эта книга будет полезна инженерам-строителям, специалистам по сварке, менеджерам, специалистам по продажам, преподавателям, студентам, мастерам-сварщикам и любителям. .
.
Восемь основных разделов:
Восемь основных разделов:
- Основы сварки сварки
- Основы твердотельных сварки
- Процессы сварки дуговой сварки
- Сопротивление Сварочные процессы
- Высокоэнергетические электронные луча и сварка лазерного луча
- Процессы твердотельных сварки
- Основы, моделирование сварного шва
- Безопасность
440
также включает
- Издатель: ASM International
- Опубликовано: 31 октября 2011 г.
- Страницы: 920
- ISBN: 978-1-61503-133-7
Электронная загрузка документов
Многие наши продукты доступны через электронную загрузку.Чтобы получить доступ к электронному (PDF) документу, который был куплен, документ появится в содержании. (Вы должны войти на веб-сайт, чтобы получить доступ к купленному контенту).
Вы также можете получить доступ к купленному документу, выполнив поиск и нажав кнопку «Загрузить» на странице сведений о продукте.
Стоимость доставки
ASM International гордится тем, что UPS является нашим официальным курьером. Все товары отправляются с использованием наземной службы UPS для внутренних перевозок и международной службы UPS для всех остальных отправлений.Это позволяет нам предоставлять нашим членам и клиентам самую экономичную, надежную и отслеживаемую доставку, доступную на рынке.
Все заказы физической продукции (книги, наборы DVD и т. д.) включают стоимость доставки, которая рассчитывается на основе веса и вашего географического положения. ASM International получает скидку от UPS из-за объема доставки, которую мы осуществляем, и эта скидка передается вам напрямую.
Внутренние отправления обычно доставляются в течение 3-5 рабочих дней; международные поставки занимают примерно 2-4 недели в зависимости от вашего конкретного местоположения.
Мы можем предложить услуги по ускоренной доставке продуктов, которые доставляются напрямую, если возникнет такая необходимость. Пожалуйста, свяжитесь с Центром обслуживания участников ASM International по телефону 440-338-5151, доб. 0 или по электронной почте [email protected] для получения дополнительной информации.
Кроме того, если у вашей компании есть корпоративный счет для доставки в UPS или FedEx, мы будем рады использовать ваш номер счета для доставки вашей продукции. Чтобы получить помощь по этому варианту, обратитесь в международный центр обслуживания участников ASM.
Обработка заказов
Заказы, размещенные до 14:00. По восточному времени США обычно отправляются в тот же день. Пожалуйста, подождите от трех до четырех недель для книг других издателей.
Политика возврата
Возвраты принимаются в течение 30 дней после даты выставления счета для внутренних заказов и 90 дней после даты выставления счета для международных заказов.