Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
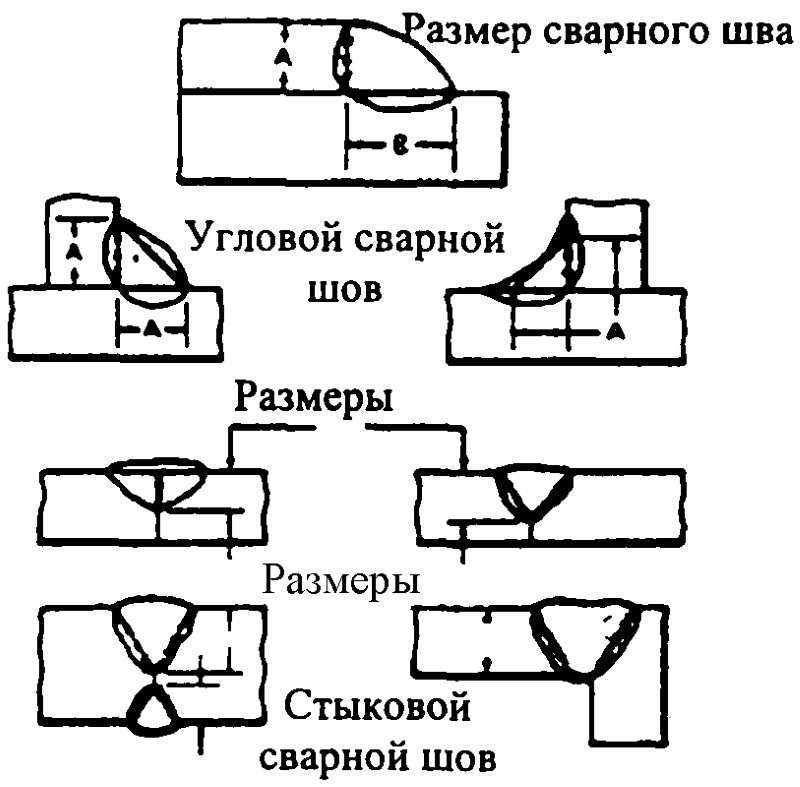
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо.
 Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета; - плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку».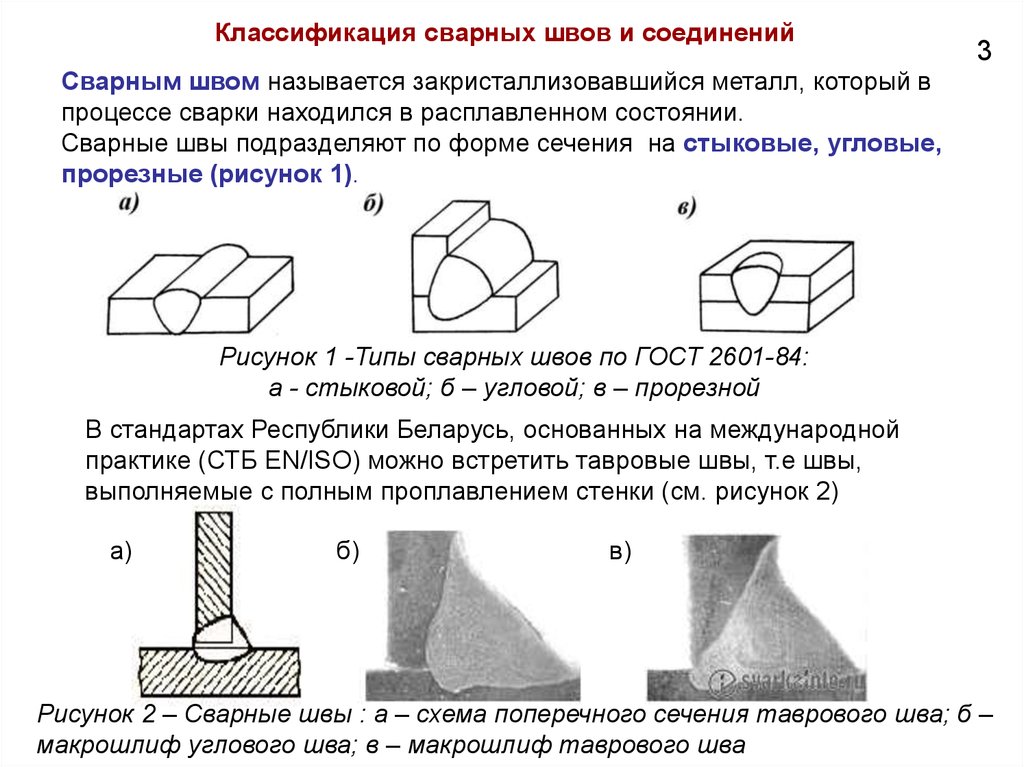 Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава.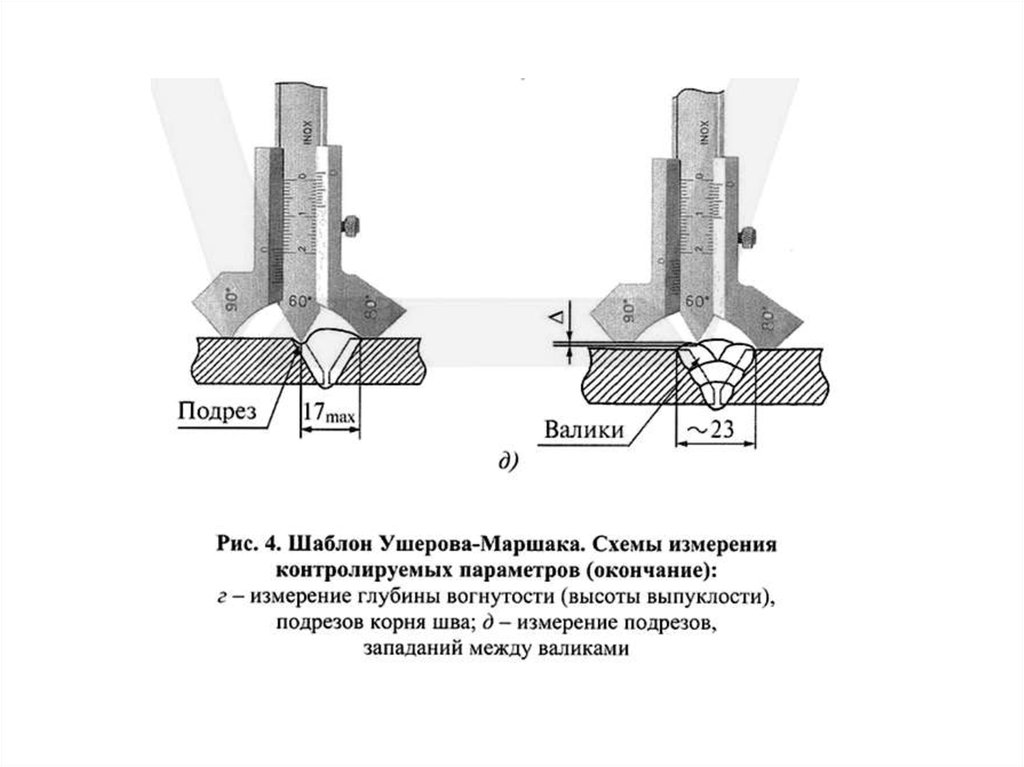
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов.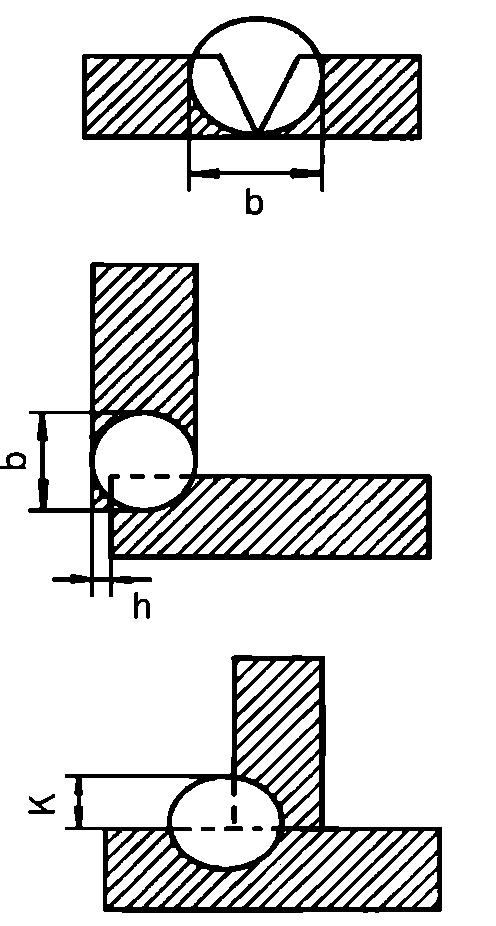
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины.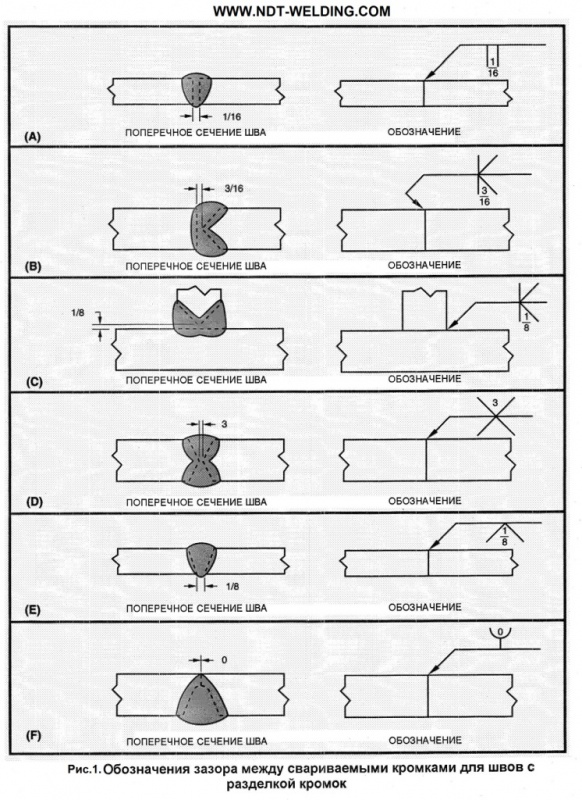 В остальных случаях размер катета составляет примерно 40% от толщины металла.
В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 38, Средняя: 3
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.

Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами.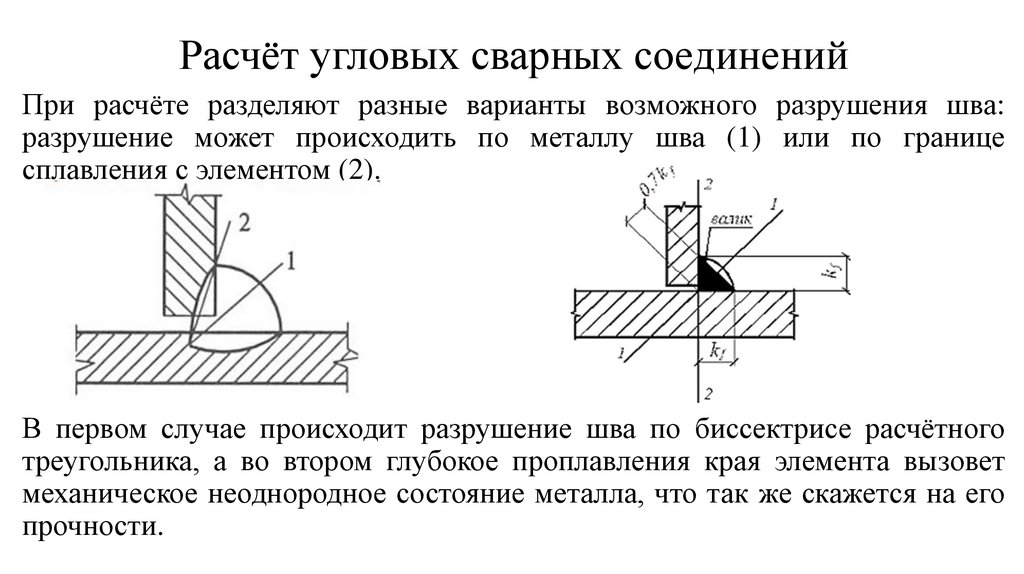 Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 38, Средняя: 3
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.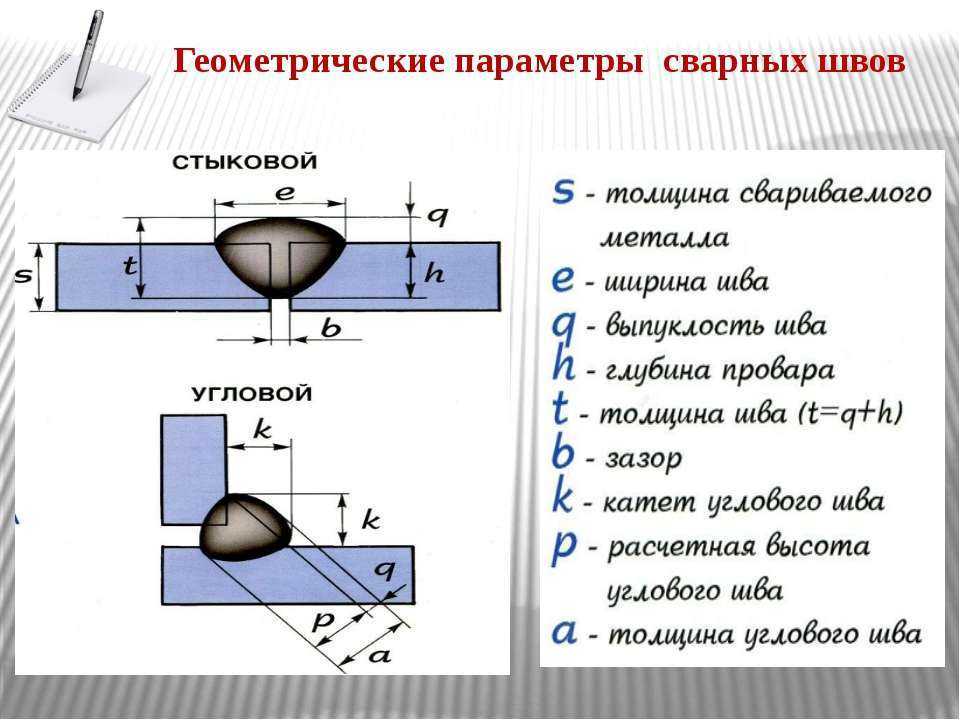
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.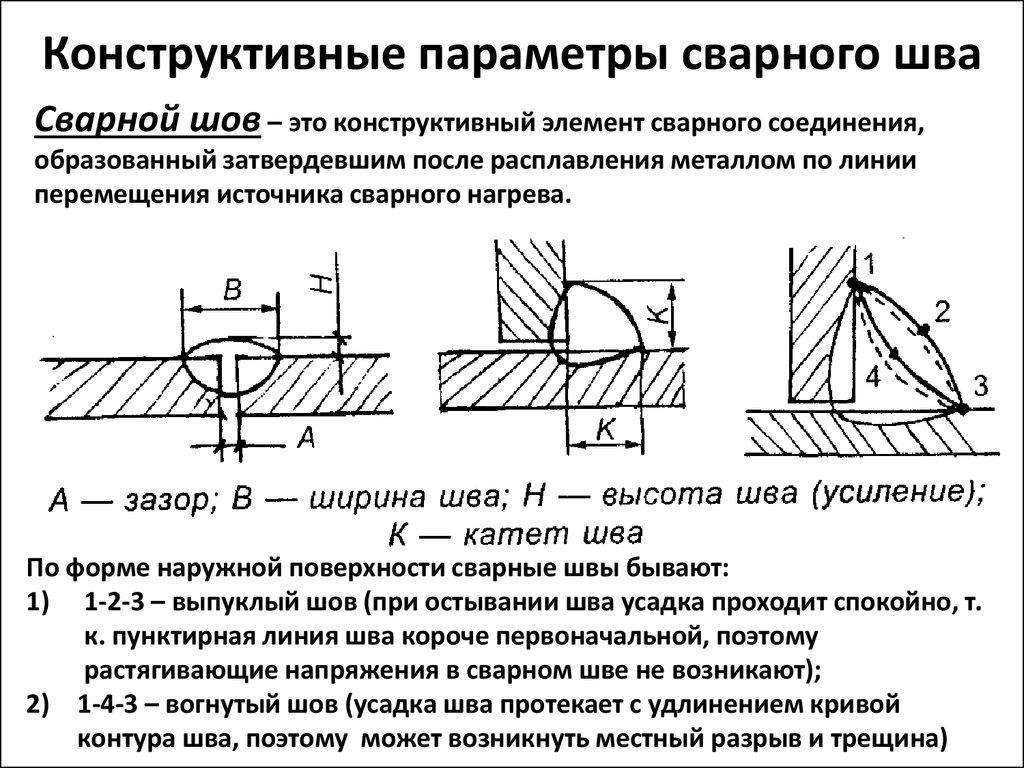
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам.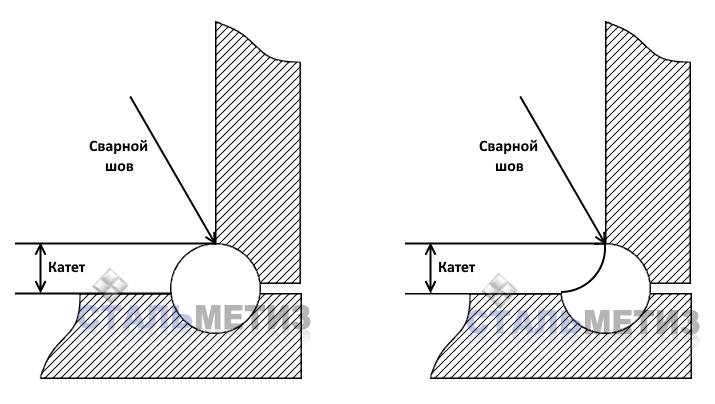 Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры.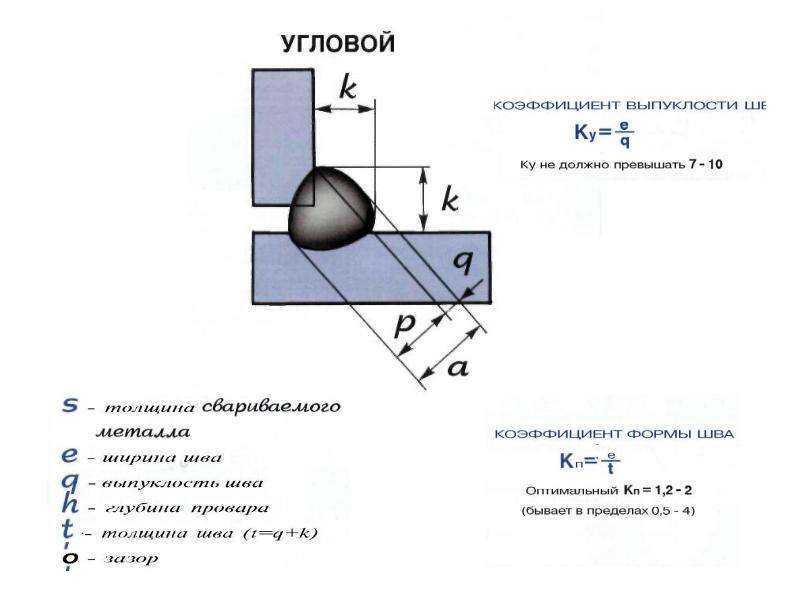 Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 38, Средняя: 3
Катет сварного шва — что это такое и как измерить?
0
Опубликовано: 30.04.2017
При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ. Мы подробно расскажем об этом понятии и его влиянии на прочность соединения заготовок.
Оглавление:
- Типы сварочных швов
- Параметры и геометрические характеристики шва
- Катет сварного шва: способы визуального контроля параметров
- Подводим итог
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок. Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.
Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе. Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва. Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.
Сергей Одинцов
tweet
что это такое простыми словами, таблица и измерение
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Содержание
- Виды швов в процессе сварки
- Геометрия шва
- Выбор катета
- Как измерить катет шва?
- Итог
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется . Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Параметры сварного шва.Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При , не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Катет сварного шва.Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Сварной шов с усилением.Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Катеты сварных швов: характеристика и свойства
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Угловые сварные соединения — практический обзор
Угловые сварные соединения, такие как Т-образные, нахлесточные и угловые соединения, являются наиболее распространенными соединениями в сварных конструкциях. В сумме они, вероятно, составляют около 80% всех соединений, выполненных дуговой сваркой.
Вполне вероятно, что в большом проценте других методов соединения также используется та или иная форма углового сварного соединения, включая неплавящиеся процессы, такие как пайка твердым припоем, сварка твердым припоем и пайка. Последние методы выходят за рамки данной статьи.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Несмотря на то, что угловой шов очень распространен, перед выполнением такого шва необходимо учитывать ряд аспектов. В этой статье будет рассмотрен ряд тем, связанных с угловыми сварными соединениями, и есть надежда, что даже самый опытный изготовитель или сварщик в какой-то мере выиграет от этой статьи.
Общие конструкции угловых швов показаны ниже в Рис.1 .
Рис. 1. Общие конструкции соединений для угловых швов
Характеристики угловых швов
BS EN ISO 2553 использует следующие обозначения в качестве Рис. 2 и 3 показать.
a = толщина шва
z = длина участка
s = толщина шва глубокого провара
Угловые сварные швы сверх указанных размеров или угловые сварные швы увеличенного размера
Рис. 4. Размеры сварных швов в зависимости от требуемой длины катетов или толщины шва
Одной из самых больших проблем, связанных с угловыми сварными соединениями, является получение правильного размера шва в зависимости от требуемой длины катетов или толщины шва ( Рис.4 ).
Конструктор может рассчитать размер и учесть «коэффициент запаса прочности», чтобы сварной шов, указанный на производственном чертеже, был больше, чем требуется по соображениям конструкции.
Размер сварного шва указывается с помощью соответствующего символа сварного шва.
В Соединенном Королевстве размер сварного шва часто указывается в соответствии с длиной полки «z» в EN ISO 2553, где число указывает размер сварного шва в миллиметрах, как показано на Рис. 5 .
Рис. 5. Спецификация размера сварного шва (Великобритания)
В Европе более распространена расчетная толщина шва, указанная «а» ( Рис. 6 ).
Рис. 6. Спецификация размера сварного шва (Европа)
После того, как чертеж был передан в цех, обычно сварщик или инспектор также применяет дополнительный коэффициент безопасности. Также часто можно услышать «добавь немного больше, это сделает его сильнее».
В результате получается сварной шов увеличенного размера с длиной стороны, возможно, 8 мм, а не 6 мм, как указано проектировщиком. Эти дополнительные 2 мм означают увеличение объема сварного шва более чем на 80%.
Это в сочетании с уже превышенным размером сварного шва из «фактора безопасности» проектировщика может привести к сварному шву, который в два раза превышает объем углового шва правильного размера.
Сохраняя размер сварного шва, указанный чертежным бюро, можно достичь более высоких скоростей сварки, что повышает производительность, снижает общий вес изделия, потребление и стоимость расходных материалов.
Другим преимуществом является то, что в случае большинства процессов дуговой сварки небольшое увеличение скорости перемещения в большинстве случаев приведет к увеличению провара корня, так что фактическая толщина шва увеличится: дорог в производстве, может не иметь «более высокой прочности», требует расточительного расхода сварочных материалов и может столкнуться с другими производственными проблемами, включая чрезмерную деформацию.
Соединения внахлестку, сваренные угловыми швами.
Как обсуждалось ранее, сварные швы большого размера являются обычным явлением, и соединение внахлестку не является исключением. Конструктор может указать длину ноги, равную толщине материала, как в 9.0011 Рис.7 .
Рис. 7. Соединение внахлестку — спецификация длины полки
Соображения прочности могут означать, что размер углового сварного шва не обязательно должен быть близко к толщине листа. На практике сварной шов может иметь дефекты и по другим причинам, например:
Рис. 8. Пример углового сварного шва меньшего размера, который в некоторых спецификациях часто называют «отсутствием сварного шва»
Из-за оплавления угла сварного шва верхняя пластина ( рис. 8 ), длина вертикальной стойки уменьшена, что означает также уменьшение расчетного горловины; поэтому был создан сварной шов меньшего размера. Поэтому необходимо следить за тем, чтобы угол верхней пластины не расплавился. В идеале сварной шов должен быть на расстоянии 0,5-1 мм от верхнего угла (9).0011 Рис.9 ).
Рис. 9. В идеале сварной шов должен быть на 0,5-1 мм выше верхнего угла
Поэтому проектировщик может указать немного меньшую длину стороны по сравнению с толщиной компонента.
Для компенсации этого уменьшения толщины шва может потребоваться угловой шов с глубоким проплавлением. Это количество дополнительного проникновения должно быть подтверждено соответствующими испытаниями сварки. Во время производственной сварки также могут потребоваться дополнительные средства контроля, чтобы убедиться, что это дополнительное проплавление достигается последовательно.
В дополнение к уменьшению толщины шва возможны дополнительные проблемы, такие как перехлест на кромке сварного шва из-за большего размера сварочной ванны ( Рис. 10 ) или чрезмерно выпуклая поверхность сварного шва и, как следствие, острые надрезы на приварной палец ( рис.11 ).
Рис. 10. Нахлест на стыке шва из-за большего размера сварочной ванны
Рис. 11. Чрезмерно выпуклая поверхность сварного шва и, как следствие, острые надрезы на стыке шва
Обе потенциальные проблемы, показанные на рис. 10 и 11 , могут неблагоприятно повлиять на усталостную долговечность сварного соединения из-за увеличенного угла схождения, который действует как большая концентрация напряжения. Провар корня также обычно уменьшается в однопроходных сварных швах такой формы.
Плохая подгонка также может уменьшить толщину горловины, как в Рис. 12 . Угол вертикального компонента был преувеличенно скошен на эскизе, чтобы проиллюстрировать суть.
Рис. 12. Толщина шва может быть уменьшена из-за плохой подгонки
Резюме
Угловые сварные соединения являются не только наиболее часто используемыми сварными соединениями, но и одними из самых сложных для сварки с любой реальной степенью прочности . Угловые сварные швы требуют более высокого тепловложения, чем стыковые соединения той же толщины, и у менее квалифицированных сварщиков это может привести к непровару и/или дефектам сплавления, которые невозможно обнаружить при визуальном осмотре и других методах неразрушающего контроля.
Угловые сварные соединения не всегда открыты для объемного НК, что может рассматриваться как неоправданное из-за трудностей контроля, таких как доступ для определения местоположения пленки в КТ, и очень трудоемких методов контроля с УЗК, где результаты часто трудно интерпретировать.
Методы контроля, такие как визуальный контроль, магнитный контроль и контроль проникающей жидкости, относятся только к методам контроля поверхности. При визуальном контроле большая часть усилий затрачивается на измерение размера сварного шва, а не на определение других аспектов качества.
Таким образом, угловые сварные соединения гораздо труднее сваривать и контролировать объемно. Часто производимые сварные швы имеют больший размер, чем необходимо, или они могут иметь неправильную форму, что может отрицательно сказаться на их эксплуатационных характеристиках.
Чтобы преодолеть эти трудности, проектировщики должны точно указать наиболее подходящий размер горловины (или длину ноги, или даже оба требования), а сварочный персонал должен с осторожностью стремиться к достижению указанного расчетного размера. Сами сварщики также должны быть соответствующим образом обучены и иметь достаточную квалификацию, чтобы поддерживать приемлемое качество сварки, размер сварного шва и наиболее подходящий уровень мастерства.
Эта статья была написана Mark Cozens CEng FWeldI из Weld-Class Solutions Ltd .
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Измерение размера углового сварного шва… Это просто, верно?
Преамбула : Эта статья была опубликована в выпуске журнала Канадской ассоциации сварщиков за октябрь 2017 года.
В названии этой статьи присутствует некоторый цинизм, так как я часто видел ошибки или упрощения при оценке скромного, повседневного углового шва. Я также намерен пояснить на примерах, как точно измерять угловые сварные швы в зависимости от их размера и формы.
Измеряемые элементы сварных швов
Я должен подчеркнуть, что в этой статье речь пойдет об угловых сварных швах, измеренных по параметру « Длина полки », который является стандартной размерной характеристикой, указанной на инженерных чертежах, по крайней мере, в Северной Америке. Это относится к расстоянию от корня до пальца ноги и должно быть измерено в обоих направлениях. В следующей статье я расскажу, как измерение размера углового сварного шва на основе размера горловины, а не размера катета, может иметь преимущества как для инженеров, так и для повышения производительности.
Чтобы прояснить особенности, указанные в приведенном ниже символе, которые можно проверить, на стороне, указанной стрелкой, требуется угловой сварной шов с размером стороны 1/4 дюйма и конечной длиной 8 дюймов (местоположение может быть отмечено на чертеже ). На другой стороне стыка требуется угловой сварной шов неравной длины, размером 1/4 x 3/8″. размер — это длина сторон воображаемого треугольника, который может быть вписан в реальный сварной шов, как показано элементами L1 и L2 на изображении ниже как для выпуклого, так и для вогнутого углового шва. В случае выпуклого углового шва, показанного на левая, мерная нога (L) эквивалентен размеру (S) . В случае вогнутого галтеля, показанного справа, измеренный участок (L) дает неверное измерение прочности сварного шва, поэтому вместо этого эти сварные швы оцениваются на основе размера поперечного сечения для определения эффективного размера сварного шва (S) . Более подробное обсуждение различных размеров горловины будет приведено в следующей статье.
Калибры
В большинстве случаев для проверки соответствия длины полки указанному размеру используется стандартный набор калибров для угловых сварных швов. Эти датчики могут не измерять точный размер, но вместо этого проверяют, что указанный размер был достигнут. Стандартный набор показан ниже вместе с некоторыми другими калибрами, которые можно использовать. В случаях, когда указаны более крупные или нестандартные размеры галтелей, выходящие за пределы возможностей калибра, могут потребоваться специальные калибры.
При использовании стандартного комплекта угловых сварных швов сначала необходимо визуально осмотреть сварной шов, и если он кажется плоским или выпуклым, его следует оценивать только по длине катета, как показано ниже. На изображении ниже показан угловой сварной шов, который проверяется для проверки указанного размера ноги 3/8″. поверхность сварного шва.
Вогнутость
В следующем сценарии измеренная длина стороны снова составляет 3/8 дюйма, но сварной шов следует отклонить как слишком малый из-за его вогнутого профиля, что приводит к эффективному размеру сварного шва всего 1/4 «, как показано справа внизу. Черные линии, которые вы видите на датчике, указывают на эффективный носок воображаемого треугольного скругления.
Выпуклость
В то время как приведенный выше пример показывает, как следует тщательно проверять вогнутые профили скругления, выпуклые скругления также могут быть отклонены из-за профиля или формы. На первый взгляд, это скругление кажется приемлемым, исходя из указанной длины полки 1/4 дюйма. Однако при осмотре его профиля очевидна заметная выпуклость. На изображении ниже приведены критерии выпуклости из одного свода правил сварки конструкций, которые следует использовать для оценить этот сварной шов
Критерий выпуклости : Выпуклость С сварного шва или отдельного поверхностного валика не должна превышать 0,07 фактической лицевой ширины сварного шва или отдельного валика, соответственно, плюс 1,6 мм (1/16 дюйма).
Приведенный выше критерий особенно важен для приложений с циклическими нагрузками, так как повышенная выпуклость усиливает эффект концентратора напряжения или надреза на носке галтели, который может быть местом зарождения трещины. В то время как многие инспекторы могут делать выводы, основываясь на опыте или предположении, на изображении ниже показано, как следует оценивать выпуклое скругление 1/4 дюйма, чтобы определить, является ли выпуклость чрезмерной. некоторые математические расчеты. Как показано, максимальный размер горловины будет 0,264 дюйма на основе этого расчета. Для оценки соответствия этому критерию следует использовать надлежащий калибр, измеряющий фактический размер горловины.
Зазоры
И последнее… это фактически должно было быть первым, что инспектор должен был сделать перед сваркой. Если между соединяемыми элементами есть зазор, уже упомянутые методы измерения могут не указывать эффективный размер сварного шва. Ниже перечислены критерии из одного свода правил сварки конструкций, которые ограничивают зазоры между деталями, соединяемыми угловыми сварными швами. В некоторых случаях измеренный зазор будет вычтен из измеренного углового участка, в то время как зазоры, превышающие 3/16, могут вызвать полную отбраковку.
Критерии сборки угловым сварным швом : Части, которые должны быть соединены угловым сварным швом, должны быть приведены в максимально возможный контакт. Расстояние между деталями обычно не должно превышать 5 мм (3/16 дюйма), за исключением случаев, когда используются фасонные детали и пластины толщиной 75 мм (3 дюйма) или более, когда после правки и сборки зазор не может быть закрыт в достаточной степени для соблюдения этого допуска. . В таких случаях максимальный зазор может составлять 8 мм (5/16 дюйма) при условии, что для предотвращения проплавления используется герметизирующий сварной шов или подходящий материал подложки*. Если зазор составляет 2 мм (1/16 дюйма) или более, катет углового сварного шва должен быть увеличен на величину зазора.
При проверке сборки и подготовки инспекторы, заметившие зазоры между соединяемыми деталями, должны использовать соответствующий калибр для измерения величины зазора.
В случае углового сварного шва, измеренного с длиной патрубка 1/4 дюйма, как показано слева внизу, сварной шов будет отклонен как заниженный на основании критериев, перечисленных выше. На основании измеренного зазора 5/64 дюйма измеренное колено 21/64 дюйма приведет к эффективному размеру скругления 1/4 дюйма.
В своей следующей статье я более подробно рассмотрю, как можно оценить угловые сварные швы по размеру шва, и подчеркну важные преимущества, которые это может дать. А пока убедитесь, что у вас есть свежие батарейки в фонарике, надлежащий набор датчиков в вашем инспекционном наборе и усердный настрой, когда вы выполняете свои инспекционные обязанности.
Прямо в горло сварщика
Запутались в сварке? Вам неясны различные элементы символа сварки? Что это на самом деле означает в отношении применяемого сварного шва? Следующее предназначено для того, чтобы ответить на некоторые вопросы, с которыми сталкиваются инженеры, когда дело доходит до спецификации сварных швов, в частности, угловых швов .
Терминология углового сварного шва Термины:- Основной материал – детали, соединяемые сварным швом.
- Носок – внешняя кромка сварного шва, где встречаются основной материал и материал сварного шва.
- Поверхность сварного шва – внешняя поверхность сварного шва.
- Корень – точка, противоположная поверхности сварного шва, где встречаются материал сварного шва и основной материал.
- Горловина – Расстояние между поверхностью сварного шва и корнем сварного шва. Теоретическая щель сварного шва предполагает плоскую поверхность сварного шва, в то время как фактическая щель, как правило, больше.
- Ножка – Расстояние от одной поверхности исходного материала до противоположного носка
- Глубина проплавления – расстояние, на которое сварной шов проникает в основной материал.
Угловые сварные швы используются для тройниковых, нахлесточных и угловых соединений. Они также используются для соединения труб с пластинами, а также в сочетании со сварными швами с разделкой кромок или скошенными кромками в качестве защитного шва.
Эти соединения приводят к перпендикулярным или почти перпендикулярным поверхностям основного материала. Угловые сварные швы являются наиболее распространенным типом сварных швов, поскольку они являются наиболее простыми в изготовлении и проектировании. Эти типы соединений предпочтительны по той же причине.
Символ сварки Объяснение?Символы сварки используются для определения места сварки, ее размера и типа. Американское общество сварщиков публикует полное определение этих символов в AWS A2.4 «Символы для сварки, пайки и неразрушающего контроля». Здесь мы рассмотрим только основы этих символов в отношении угловых сварных швов.
Базовый угловой сварной шов
Ниже показан простейший пример символа углового сварного шва. Символ закругления НИЖЕ линии указывает на то, что сварной шов применяется к одной и той же стороне соединения. Инвертирование символа (помещение его НАД линией) означает, что сварка выполняется с противоположной стороны соединения:
Double-Sided Fillet Weld
If обе стороны соединения должны быть сварены, символ должен быть изменен. Добавление символа скругления над горизонтальной линией означает, что сварной шов должен быть добавлен на стороне, противоположной стрелке.
Fillet Saint Объединение кольца Угловой сустав . должен быть включен слева от символа скругления.Универсальный символ
Если требуется сварка по окружности трубы или с каждой стороны соединения. Следует добавить символ «все вокруг».
Длина сварного шва и интервал:
Сварка соединения по всей длине может занять много времени, дорого и может привести к деформации. В зависимости от применения прерывистая сварка или сварка «стежком» может стать жизнеспособной альтернативой. Шовная сварка определяется как несколько сварных швов меньшей длины через определенный интервал вдоль стыка. Для определения стежкового сварного шва необходимо указать длину и расстояние между центрами. Эти параметры размещаются справа от символа скругления и разделяются дефисом (промежуток длины). В приведенном ниже примере показаны угловые сварные швы длиной 2 дюйма, расположенные через каждые 4 дюйма в центре:
При шовной сварке с обеих сторон стыка (двухсторонний угловой шов) целесообразно располагать швы в шахматном порядке. По существу это означает, что сварные швы не противостоят друг другу, а сварные швы на одной стороне стыка — пространствам на другой. Эта практика часто используется для стабилизации суставов и уменьшения деформации. Символ напоминает двусторонний угловой шов, но в этом случае символы углового шва смещены, как показано ниже:
Статическая нагрузка
В условиях статической нагрузки угловые сварные швы без дефектов, скорее всего, разрушатся при сдвиге вдоль горловины сварного шва. Это остается верным независимо от типа нагрузки, растяжения, сжатия или кручения. Напряжение в сварном шве определяется путем деления статической нагрузки на эффективную площадь. Эффективную площадь можно рассчитать, умножив длину сварного шва на теоретическую ширину шва:
В типичных стальных сварных швах присадочный материал обычно имеет более высокую текучесть и предел прочности, чем основной материал. По этой причине рассматривается только отказ основного материала. Имейте в виду, что приведенное выше относится к ТОЛЬКО для условий статической нагрузки!
Усталостная нагрузка
В усталостных ситуациях, когда применяется циклическая или периодическая нагрузка (например, транспортное средство для американских горок, моторная рама, мост с движением или любая сварная конструкция/компонент, где нагрузка является переменной), сварные швы анализируются с использованием значительно более низких допустимых значений. напряжения, чем используется в статический анализ . Усталостное растрескивание обычно начинается у носка или корня сварного шва. Разрушение начинается на стыке сварного шва из-за особенностей концентрации напряжений, возникающих как побочный продукт процесса сварки. Разрушение происходит в корне сварного соединения из-за наличия «трещины», созданной нерасплавленной частью сварного соединения. Угловые сварные швы, как правило, не полностью проникают в сварной шов:
Подход к горячей точке
Определение напряжения в кромке сварного шва затруднено из-за неравномерности кромки. Это затрудняет определение эффекта конкретных концентраций напряжения. Один подход, известный как метод Hot-Spot, использует напряжение, оцениваемое в двух точках, близких к зоне сварки. Затем на основе этих расчетов/измерений экстраполируется напряжение на кромке сварного шва. В анализе методом конечных элементов Анализ методом конечных элементов (FEA) Геометрия сварного шва обычно не включается. Вместо этого расчетные напряжения при анализе, где будет возникать выступ шва, на основе указанного размера сварного шва, считаются пиковыми, а те, которые находятся в пределах зоны сварки, не учитываются как нереальные.
Напряжения в корне сварного шва трудно определить при осмотре. Использование метода горячей точки (определенного выше) предполагает, что напряжения в корне сварного шва ниже, чем в носке. Тем не менее, там, где существуют высокие усталостные нагрузки, сплошные швы с проникающим швом (CJP) являются хорошей идеей. Это устранит «трещину» на границе раздела между двумя соединенными элементами, исключив корень как возможную точку возникновения отказа. Сварные швы CJP имеют более высокий запас прочности, но, как правило, более дорогие, требующие специального неразрушающего контроля и контроля.
Кривые долговечности сварных элементов под напряжением можно найти в Спецификации AISC 360-16 для зданий из конструкционной стали. Рисунок C-A-3.1 Кривые сопротивления усталости.
Объяснение категорий напряжений можно найти в таблице A-3.1 AISC 360-16. Резюме этой таблицы в отношении сварных соединений показано ниже. В дополнение к пороговому диапазону напряжений для бесконечной долговечности также дается коэффициент усталости, который можно использовать для определения усталостной долговечности, если напряжение превышает предел усталости с использованием этого уравнения.
Термины:- η СР – количество циклов нагружения до отказа
- C f – постоянная усталости
- Δσ – разница между максимальной периодической нагрузкой и минимальной периодической нагрузкой
Как измерить угловой шов с помощью калибра
Что такое угловой шов?
Угловая сварка означает сварное соединение, которое возникает, когда две пластины или другие формы привариваются перпендикулярно/или под углом друг к другу.
Для угловых швов возможны различные комбинации сварных швов, такие как Т-образный шов, шов внахлестку, кромочное соединение и крестообразный шов.
Типы угловых швовУгловой шов имеет треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика и параметров сварки.
Судя по внешнему виду, угловые сварные швы бывают следующих типов:
- Вогнутое скругление,
- Выпуклое скругление и
- Сварной шов под углом.
Угловые сварные швы и преимущественно используемые типы сварных соединений в строительстве, конструкционном и общем производстве, хотя они не используются в критических местах сварных соединений.
Получите сварочные манометры со скидкой онлайн Ознакомьтесь с этими специально отобранными сварочными манометрами по лучшей цене (со скидкой) для каждого инспектора и сварщика.
| Image | Product | Details | Price |
|---|---|---|---|
| Taper Gage 1/64”-5/8” Stainless Taper Welding Gauge Test Ulnar Дюймовый и метрический стандарт | Конический сварочный калибр 1/64”-5/8” (1–15 мм) Дюймовый и метрический стандарт Изготовлен из нержавеющей стали | ПРОВЕРИТЬ ЦЕНУ | |
| 7piece Fillet Weld Set Gage RL Gauge Welding Inspection Test | 7piece Fillet Weld Set Gage Metric Unit Stainless Steel Brand: RIVERWELD | CHECK PRICE | |
| Калибровочный манометр Сварной угловой калибр | Манометр мостовой кулачковый Измеритель сварочного углового стыка, длина ноги, измерение угла наклона. Stainless Steel body | CHECK PRICE | |
| V-Wac Gage Single Welding Gauge Inspection Metric Stainless Steel (Pit Gauge) | V-Wac Gage Inch / Метрический стандарт Изготовлен из нержавеющей стали | КОНТРОЛЬ ЦЕНЫ | |
| Автоматический калибр для угловых и стыковых сварных швов | Automatic Weld Size Fillet Weld Butt Weld Gauge Metric Unit Stainless Steel Brand: RIVERWELD | CHECK PRICE | |
| Hi-Lo Welding Gauge Gage | Сварочный манометр Hi-Lo Дюймовый и метрический Корпус из нержавеющей стали | ПРОВЕРИТЬ ЦЕНУ | |
| Adjustable Fillet Weld Gauge | Adjustable Fillet Weld Gauge, Measure of Leg Sizes | CHECK PRICE | |
| Automatics Fillet Weld Gauge | Fast & надежный сварочный манометр. Автоматическое считывание Для измерения размера углового шва | ПРОВЕРИТЬ ЦЕНУ |
Угловой сварной шов определяется размером, известным как Размер горловины (обозначается как а) или Длина катета (обозначается как z).
Измерение размера горловины используется в стандартах инспекции ISO и Великобритании, а длина ноги используется в стандартах инспекции сварки AWS (американцы) и CSA (канадцы).
Так как же определить размер углового шва?
Как измерить угловой шов?Измерение длины ноги используется в основном в американских и канадских нормах и стандартах, таких как AWS D1.1, CSA W59.и коды ASME.
Как использовать калибры для сварки галтелей?
Пожалуйста, включите JavaScript
Как пользоваться датчиками угловых швов?
Измерение филе с использованием размера горловины используется в основном в кодах ISO, стандартах BS и EN (например, ISO 5817). Таким образом, инспектор по сварке AWS-CWI будет измерять сварные швы, используя длину катета (z), в то время как инспекторы CSWIP или IWIP будут обучены измерять угловые сварные швы, используя размер горла (a).
На приведенном выше рисунке представлена теоретическая концепция заполняющего шва, представленного равносторонним треугольником. Вы заметите, что настоящий угловой шов трудно получить с этим профилем, если только поверхность углового шва не подвергается внешней шлифовке или механической обработке.
Фактический угловой шов будет иметь либо выпуклый, либо вогнутый профиль шва.
При проектировании угловых сварных швов расчет напряжения сдвига основывается на размере горловины (a) углового сварного шва. мы можем преобразовать размер ноги (z) в размер горла (a), используя следующее простое уравнение:
a = z/√2
Нажмите здесь, чтобы узнать, как узнать минимальный и максимальный размер филе сварка.
Измерение размера углового шва Длина голени относится к расстоянию от корня до носка и должна измеряться в обоих направлениях с помощью калибра-галтели. Измерения углового сварного шва выполняются с использованием двух подходов:
- Измерение длины полки: Где длина полки (z) означает размер от точки корня до края сварного шва. Таким образом, для углового сварного шва показаны две длины катетов, показанные на рисунке ниже как L1 и L2. Эти длины ветвей обычно обозначаются как Z1 и Z2 в коде или стандартах.
- Измерение размера шва: Где шов (а) — это измерение от самой глубокой точки любого проплавления (углового сварного шва) (обычно основано на поперечном сечении).
Подгонка сварных соединений и окончательные сварные швы проверяются на правильный размер, форму, высоту армирования, несоосность и геометрию с помощью предварительно определенных шаблонов, называемых Сварочные калибры.
Для измерения угловых сварных швов используется несколько различных типов сварочных калибров.
В сертификатах AWS-CWI измерения углового сварного шва преподаются с использованием набора стандартных калибров для угловых сварных швов для наиболее часто используемых размеров сварных швов, скажем, от 1/8 дюйма до 1 дюйма, как показано на рисунке ниже.
Здесь каждый калибр имеет свой вырез для максимального и минимального размера данного сварного шва.
Одна сторона шаблона используется для выпуклого сварного шва, а другая сторона используется для вогнутого углового шва.
Перед измерением сварных швов угловым калибром проведите визуальный осмотр и определите тип углового шва для:
- Вогнутый шов или
- Выпуклый шов
- Плоский угловой шов
Далее необходимо выбрать стандартный размер углового шва, который будет использоваться для измерений углового шва.
Как вы можете видеть на рисунке ниже, сварной шов имеет выпуклый размер, поэтому для измерения используется выпуклая сторона датчика. Здесь размер сварного шва (длина ноги) составляет 3/8 дюйма или 9,5 миллиметра.
Угловой сварной шов Измерение и проверка длины ветвей Принимая во внимание другие сценарии, когда сварной шов кажется вогнутым, размер сварного шва должен оцениваться с использованием другой стороны калибра для сварки, где требуется, чтобы центральный выступ касался поверхности сварного шва.
Вы также можете использовать автоматический измеритель угловых швов для измерения и проверки длины катетов угловых швов, как показано на рисунке ниже.
Проверка угловых швов и измерение размеров Измерение вогнутости угловых швовВ этом примере показан сварной шов с требуемой длиной катета (z), но сварной шов следует отклонить из-за чрезмерной вогнутости, что приводит к уменьшению фактической длины катета.
Размер ноги измеряется как 3/8 дюйма, но при измерении размера вогнутой части эффективный размер сварного шва составляет только 1/4 дюйма.
Вертикальная черная линия (рисунок слева), видимая на датчике, указывает эквивалентную длину ноги в горизонтальном направлении для справки.
На другом корпусе справа показано измерение вогнутого углового шва.
Две черные линии, видимые на манометре (справа), указывают на эффективную кромку сварного шва воображаемого треугольника для соответствующего углового шва, основанного на вогнутом угловом шве.
Измерение вогнутого углового шва с помощью автоматического калибра углового шва показано в приведенном ниже примере.
Измерение выпуклости углового шваВыпуклость Измерение угловых швов выполняется с помощью калибра для угловых швов путем измерения длины катетов (z). Скругления могут иметь чрезмерную выпуклость, что может быть причиной брака сварного шва.
AWS D1.1 или ASME B31.3 менее строги в отношении чрезмерной выпуклости углового шва, но стандарты ISO, такие как ISO 5817, очень строги и определяют правила чрезмерной выпуклости.
На первом рисунке ниже видно, что сварной шов имеет достаточную длину катета 1/4 дюйма, но при проверке профиля сварного шва видно, что он имеет большую выпуклость.
Высокая выпуклость сварного шва, добавление концентраторов напряжения или эффект надреза на носке углового сварного шва. Эти точки могут быть начальными точками разрушения сварного шва и могут привести к растрескиванию сварного шва.
Такие условия очень критичны для компонентов, работающих в условиях циклических нагрузок, и, следовательно, должны быть устранены для обеспечения надежности компонентов.
ISO 5817 или AS 1554.1 укажите максимально допустимую выпуклость угловых швов.
Щелкните здесь, чтобы загрузить советы AWS по использованию сварочных калибров.
Измерение угловых швов с помощью калибра-перемычкиИзмеритель-перемычка представляет собой универсальный сварочный калибр, используемый для измерения длины катета углового сварного шва (z) и толщины шва (a), высоты усиления сварного шва, глубины подреза, угла скоса или подготовки и смещения сварного шва.
Кулачковый калибр моста также называют Кембриджским калибром.
Измеритель кулачкового моста использует как британскую, так и метрическую шкалу для измерения сварных швов.
Что может измерять ПРИБОР BRIDGE CAM GAUGE?Вы можете использовать манометр Bridge Cam Gauge для измерения ряда измерений, включая:
- Угол подготовки фаски или проверка угла любой поверхности .
- Избыточное усиление шва/ металл шва/ Чрезмерное проплавление корня.
- Глубина поднутрения , Точечная коррозия/эрозия .
- Измерение w Размер стыка (a)
Визуальный осмотр угловых швов должен подтверждать отсутствие какого-либо нахлеста, несплавления, пористости, чрезмерной вогнутости/выпуклости, чрезмерной асимметричной длины катетов и отсутствия трещин.
Подробное визуальное руководство для различных сценариев применения профиля углового сварного шва для визуального контроля сварных швов приведено в приведенном ниже примере.
Критерии приемлемости углового сварного шва Критерии визуального осмотра углового сварного шва можно найти в AWS D1.1, таблицах 8. 1 и 10.15, а также в стандарте ISO 5817. Эти два стандарта являются наиболее часто используемыми стандартами приемки сварки, где вам нужны подробные инструкции по проверке.
Похожие сообщения
- Символы филе сварки, филе сварки сварки
- .
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка Размер и прочность углового шва
29.04.2016 # 26
Re: размер и прочность углового шва
Первоначально Послано DSW
Это своего рода то, что он говорит.
Он предлагает использовать 3/8-дюймовую ножку на угловом соединении на 1/4-дюймовом заготовке.Меня учили, что МАКСИМАЛЬНЫЙ размер ноги равен толщине самого тонкого материала в моем классе инженерных сооружений. Это предполагало базовую мягкую сталь A36, а не высокопрочные сплавы. Существуют таблицы для минимальных размеров опор, основанные на толщине заготовки, но нам сказали, что для основных простых расчетов просто используйте скругление, равное или 1/16 дюйма под толщину заготовки, как самый простой способ определить расчеты нагрузки с использованием базовых таблиц.
Нас также учили не просто сваривать одну сторону элемента, если он не поддерживается. И корневая сторона всегда будет ахиллесовой пятой.Сварка типа «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
30.04.2016 # 27
Re: размер и прочность углового шва
Первоначально написал Daniel-B
Вау. У меня болит голова. Я убегаю отсюда.
Так что я не единственный, у кого голова болит от чтения сообщений wnytom. Хороший.Первоначально написал Мистер Смит
Эти черты развились в его ранние годы работы телеграфистом.
ААА, это все объясняет! Заглавные буквы и знаки препинания не требовались. Интерпретируйте точки, разделяющие абзацы, как «СТОП».Ryan
Miller Multimatic 200 Tig/Spool Gun/Wireless Direte
Millermatic 350p, Bernard/XR Python Guns
Dynasty Dynasty 350, Coolmate 3.5 и беспроводной remote
CKE WF1 Dyn -Cireder 9097 и беспроводной remote
CKE WF1 Dyn -Cireder 9097 и беспроводной remote
CKE WF1 Dyn -Cireder 9097 и беспроводной remote
CKE WF1 Dyn -Cireder 9097 и беспроводной remote
CKE WF1 Dyger 9097 и беспроводной remote
. Miller Digital Elite
Сварочная маска MillerОтветить с цитатой
30.04.2016 # 28
Re: размер и прочность углового шва
Ну дерьмо.
Я напечатал хорошее длинное объяснение, и мне не хочется печатать все это снова. В значительной степени он частично прав, но это действительно зависит от нагрузки и конструкции сустава. Действительно, при правильно спроектированном соединении можно обойтись меньшим сварным швом. А что касается того, что металл сварного шва не такой прочный, как основной металл, лучше, чтобы он был.. A36 имеет предел прочности на растяжение 36 тысяч фунтов на квадратный дюйм, а предел текучести ER70 составляет около 65 тысяч фунтов на квадратный дюйм (предел текучести и предел прочности на растяжение сильно различаются). Я украл эти картинки из старого домашнего задания, когда я учился в школе, из моего курса проектирования машин. А затем я немного подправил их для этого поста. Я понимаю, что это для соединения внахлест, я думаю, что большинство из вас имеет в виду Т-образное соединение. Но в любом случае это будет зависеть от конструкции сустава и от того, под какими нагрузками он находится.Итак, это пластина толщиной 5/16″, приваренная по всему периметру с валиком 5/16″.
В нижней части последнего рисунка показаны усилия, необходимые для разрушения сварного шва и основного материала. Конечно, при сварке по всему периметру в первую очередь выходит из строя основной материал. При сварке только с двух сторон основной металл выходит из строя первым. С одной стороны сварной шов выйдет из строя. Таким образом, в первых двух случаях больший валик сварного шва не поможет (не то, чтобы в этом случае вы могли бы сделать валик большего размера..)Если вы замените его на пластину толщиной 1 дюйм, сваривайте три стороны с 5/ Для галтелей диаметром 16 дюймов требуется 57 400 фунтов для разрушения сварного шва и 36 000 фунтов для разрушения основного материала. Это лучший пример, когда увеличение филе абсолютно бесполезно.
Кроме того, я, возможно, где-то ошибся, я не специалист в этом, и я давно не имел дело с этими расчетами. Это только то, что я узнал и что я понимаю.
Вот фото:
Последний раз редактировалось andyh29; 30.
04.2016 в 00:57.Ответить с цитатой
30.04.2016 # 29
Re: размер и прочность углового шва
Прикрепленные изображенияПервоначально Послано DSW
Это своего рода то, что он говорит. Он предлагает использовать 3/8-дюймовую ножку на угловом соединении на 1/4-дюймовом заготовке.
Меня учили, что МАКСИМАЛЬНЫЙ размер ноги равен толщине самого тонкого материала в моем классе инженерных сооружений. Это предполагало базовую мягкую сталь A36, а не высокопрочные сплавы.
. Существуют таблицы для минимальных размеров опор, основанные на толщине заготовки, но нам сказали, что для основных простых расчетов просто используйте скругление, равное или 1/16 дюйма под толщину заготовки, как самый простой способ определить расчеты нагрузки с использованием базовых таблиц.
еще раз скажу тройник приварен только с одной стороны тройник приварен только с одной стороны
.
, поэтому вам нужен размер сварного шва, в 1,4 раза превышающий толщину материала, или сварной шов 3/8 для пластины 1/4, если тройник приварен только с одной стороны.
.
, если угловой шов таврового соединения приварен с ОБЕИХ сторон, его толщина в 0,7 раза больше толщины материала 0,25 = длина сварного шва 0,18 дюйма с каждой стороны тройникового стыка для обеспечения соответствующей прочности. сварка ОБЕИХ сторон да 3/16 сварного шва для 1/4 пластины хорошо, если приварены с ОБЕИХ сторон
.
тройник, сваренный с одной стороны, является обычным явлением. возьмите стальную трубу 3×3 на 1/4 стенки, приваренную к тройнику. требуется сварной шов 3/8 с 2 сторон, чтобы соответствовать прочности материала стенки 1/4. 2 другие стороны представляют собой стыковое соединение. проплавление и плохая посадка соединения влияют на прочность. по-другому, если у меня есть соединение трубы с зазором 1/4 и я заполню зазор сварным швом, будет ли соединение труб таким же прочным, как правильно выполненное соединение с надлежащим полным проплавлением до корня. Конструкционная труба такая же. Плохое соединение с большим зазором при заполнении сварным швом, вы не можете рассчитывать на проплавление, если что-нибудь эффект надреза заполненный шов будет концентрировать напряжение в нижней части плохо подогнанного шва, заполненного сварным швом.0975 .
Я показываю изображение обычного калибра сварных швов, и он выгравирован в соответствии с размером ноги, хотя вы также проверяете вогнутый сварной шов, но размер указан в размере ноги. неравномерный размер ноги вы выбираете наименьшую сторону ноги и наименьший размер вогнутого сварного шва. Этот тип сварочного калибра у меня был более 36 лет, так как он измеряет угловые сварные швы внахлестку. не требует длинного тройника. Я не претендую на звание эксперта-сварщика, но я легко сварил более 1000 тонн стали и проштамповал свой сертификат сварки на своих сварных соединениях в течение многих десятилетий сварки. На первом курсе сварки я научился читать размер углового сварного шва, и меня научили определять размер сварного шва для полнопрочного конструкционного соединения.
.
это не ракетостроение. полезно прочитать несколько книг по сварке.
.
, и с практической точки зрения, если сварщик использует стержень диаметром 1/8 для сварки листов толщиной 1/4 в тройнике, сваренном только с одной стороны, трудно, если вообще возможно, получить размер сварного участка 3/8 за один проход, особенно если приваривается не в том положении. как правило, я бы использовал 3 прохода сварки, чтобы получить размер сварного шва 3/8 на тройнике толщиной 1/4, если сваривать не в том положении, как вертикально вверх. как любой, кто сварил стальную трубу 4×4 на 1/4 стенки на большой конструкции, знает, что вы не можете все время переворачивать соединение и должны сваривать не в том месте на большой конструкции, что требуется время, чтобы сделать достаточно большие сварные швы. и ко мне приходил мастер со своим сварочным калибром, и мне приходилось объяснять основной размер сварного шва, необходимый для сварного тройника только с одной стороны. если косметический шов, конечно, вы можете использовать сварные швы меньшего размера. если у вас есть тонны на стыках, хотя вам нужны сварные швы подходящего размера, если вы хотите, чтобы конструкция выдерживала тоннаж веса.Последний раз редактировалось WNY_TomB; 30.04.2016 в 09:40.
Ответить с цитатой
30.
04.2016
#30Re: размер и прочность углового шва
Первоначально Послано xryan
Так что я не единственный, кто получает головную боль, читая посты wnytom. Хороший.
ААА, это все объясняет!
И вот все эти годы я думал, что хорошо разбираюсь в этом вопросе. Он меня так запутал, что я начинаю задаваться вопросом, как мне вообще удалось пройти тест CWI.Ответить с цитатой
30.
04.2016
#31Re: размер и прочность углового шва
Первоначально Послано HT2-4956
И вот все эти годы я думал, что хорошо разбираюсь в этом вопросе. Он меня так запутал, что я начинаю задаваться вопросом, как мне вообще удалось пройти тест CWI.
.
, если вас смущает минимальный размер сварного шва, необходимый для полной прочности тройникового соединения, сваренного ТОЛЬКО с одной стороны, то любое обучение сварке, которое вы прошли, очевидно, было неадекватным, или вы спали в классе в тот день.
.
большая разница в минимальном сварном шве, необходимом для тройника, сваренного ТОЛЬКО с одной стороны, и тройника, сваренного с ОБЕИХ сторон. математически сварной шов ТОЛЬКО с одной стороны должен быть в 2 раза больше, чем швы, необходимые для тройникового соединения, сваренного с ОБЕИХ сторон.Последний раз редактировалось WNY_TomB; 30.04.2016 в 10:41.
Ответить с цитатой
30.04.2016 #32
Re: размер и прочность углового шва
wnywelder—- подобен человеку, который смотрит на одно дерево и объявляет его лесом.
Я еду на ВЧ, чтобы обновить свой сварочный арсенал, заменю свой Miller syncrowave 250Последний раз редактировалось rick9345; 30.04.2016 в 10:48.
Эверласт 250EX
Миллер 250 Syncrowave
Вертикальная мельница Sharp LMV
Токарный станок Такисава TSL-800-D
Grob 18 в ленточной пиле
Отрезная пила Greenlee
плоскошлифовальный станок Sanford
Точильно-фрезерный станок в стиле Deckel
и 40+ лет и т. д. и т. д.Ответить с цитатой
30.04.2016 #33
Re: размер и прочность углового шва
Первоначально Послано rick9345
wnywelder—- подобен человеку, который смотрит на одно дерево и объявляет его лесом.
. Я еду на ВЧ, чтобы обновить свой сварочный арсенал, заменю свой Miller syncrowave 250
, на самом деле я продал свой Miller Synchrowave 250 и заменил его на ВЧ-сварочный аппарат за 200 долларов. он у меня уже 6 месяцев и я очень доволен им. приятно нести сварочный аппарат одной рукой на задний двор и просто использовать удлинитель 10ga 50 футов. также приятно просто положить сварочный аппарат в свой грузовик, неся его одной рукой, конечно, с удлинителем, и сваривать в других домах.
.
я делал это много раз. работает очень хорошо. За более чем 36 лет сварки я должен сказать, что ВЧ-сварщик — самый удобный сварочный аппарат, который я когда-либо использовал.Последний раз редактировалось WNY_TomB; 30.04.2016 в 10:55.
Ответить с цитатой
30.
04.2016
#34Re: размер и прочность углового шва
Мистер Том, если вы не возражаете, я вставлю несколько слов новичкам-сварщикам, которые приходят сюда за советом. Это особенно адресовано тем, кто может начать работать в сфере мобильной сварки. Ссылаясь на комментарий, сделанный в нескольких сообщениях о том, что это математически жизнеспособный вариант сделать большой сварной шов с одной стороны Т-образного соединения, это может быть правдой, когда дело доходит до математической стороны проблемы. Однако, когда соединение, подобное предложенные неудачи, это не будет математик, который заплатит или пересварит неисправность.
(если только математик не является также сварщиком!!) Я не говорю, что КАЖДОЕ соединение, подобное обсуждаемому, выйдет из строя. Но в некоторых приложениях это не удастся. Итак, хорошо подумайте о путях ваших и будьте мудры!! Опять же, я не суперученый — я просто деревенский кузнец!!Последний раз редактировалось villageblacksmith; 30.04.2016 в 12:21.
Ответить с цитатой
30.04.2016 #35
Re: размер и прочность углового шва
Первоначально Послано shovelon
Нас также учили не просто сваривать одну сторону элемента, если он не поддерживается.
Меня тоже этому учили. И корневая сторона всегда будет ахиллесовой пятой.В основном сводится к гипотетическому одностороннему сварному шву (с изнаночной стороны), которого я избегаю.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
30.04.2016 #36
Re: размер и прочность углового шва
Первоначально Послано MinnesotaDave
Меня тоже этому учили.
В основном сводится к гипотетическому одностороннему сварному шву (с изнаночной стороны), которого я избегаю.
Или, по-другому, можно сказать, что корень углового шва не подвергается натяжению. Пример… в большинстве случаев при догинге и заклинивании вы накладываете угловой сварной шов только на одну сторону собачки, чтобы ее было легче оторвать. Важно, чтобы угловой шов располагался на той же стороне собачки, с которой вы будете вбивать клин.Ответить с цитатой
30.04.2016 #37
Re: размер и прочность углового шва
Вся эта ветка заставляет меня вспомнить эту старую поговорку о том, что если вы не можете ослепить их блеском, сбейте их с толку ерундой! И если ни один из этих вариантов не работает, просто смешивайте их с фактами.
Ответить с цитатой
30.04.2016 #38
Re: размер и прочность углового шва
Прикрепленные изображенияПервоначально Послано HT2-4956
Или по-другому можно сказать, что вы не подвергаете корень углового сварного шва натяжению. Пример… в большинстве случаев при догинге и заклинивании вы накладываете угловой сварной шов только на одну сторону собачки, чтобы ее было легче оторвать.
хт2; это может быть еще один пример. я мог сварить опорную плиту по всей длине с одной стороны и отломить ее одним или двумя толчками с незаваренной стороны. Важно, чтобы угловой шов располагался на той же стороне собачки, с которой вы будете вбивать клин.и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
30.04.2016 #39
Re: размер и прочность углового шва
Первоначально Послано docwelder
ht2; это может быть еще один пример.
Это довольно хороший пример того, чего я хотел добиться. я мог сварить опорную плиту по всей длине с одной стороны и отломить ее одним или двумя толчками с незаваренной стороны.Чтобы сделать еще один шаг… сторона, которую вы не хотели бы сваривать, находится там, где я нарисовал красную линию, потому что усилие от затягивания зажима приведет к возникновению корня углового сварного шва. с той стороны в напряжении. Вместо того, чтобы прижимать нужную деталь, зажим просто откатывается назад до тех пор, пока не разорвется сварной шов.
Ответить с цитатой
30.04.2016 #40
Re: размер и прочность углового шва
Первоначально Послано HT2-4956
Это довольно хороший пример того, что я пытался получить.
Чтобы сделать еще один шаг… сторона, которую вы не стали бы приваривать, находится там, где я нарисовал красную линию, потому что усилие от затягивания зажима поместит корень галтели. приварить с этой стороны на растяжение. Вместо того, чтобы прижимать нужную деталь, зажим просто откатывается назад до тех пор, пока не разорвется сварной шов.0003 Вздор. Вы упускаете суть. Все, что вам нужно сделать, это сделать сварной шов в два раза больше с помощью 6013, используя инвертор Harbour Freight на конце 50-футового удлинителя. Том посчитал за тебя.
-Крис
Ответить с цитатой
30.04.2016 #41
Re: размер и прочность углового шва
Итак, если вы хотите, чтобы удвоил размером с угловой шов 1/4 дюйма, вы бы сделали его угловым швом 3/8 или 1/2 дюйма?
Ответить с цитатой
30.
04.2016
#42Re: размер и прочность углового шва
Первоначально написал HT2-4956
Итак, если бы вы хотели, чтобы удвоил размером 1/4-дюймового углового сварного шва, вы бы сделали его 3/8 или 1/2-дюймовым угловым швом?
Да, именно так. Дух.-Крис
Ответить с цитатой
30.
04.2016
#43Re: размер и прочность углового шва
Первоначально Послано rick9345
wnywelder—- подобен человеку, который смотрит на одно дерево и объявляет его лесом. Я еду на ВЧ, чтобы обновить свой сварочный арсенал, заменю свой Miller syncrowave 250
.Отправлено с моего SM-G900V с помощью Tapatalk
Местный IAMAW 330
Airco 300 AC/DC Heliwelder
Airco Dip-Pak 200 с пистолетом Profax
Powr-Kraft AC225
Everlast PowerArc 200st
Сверлильный станок Buffalo Forge No. 21
Спидглас 9100xx
Горелки Airco, Oxweld, Purox, Victor
Линкольн Рейнджер 8Ответить с цитатой
30.04.2016 #44
Re: размер и прочность углового шва
ооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооо одностороннее скругление с размером ноги 75% от основного материала.
сохраняют слегка выпуклую форму.сделайте еще один с ножками в 2 раза толще материала (или в 10 раз для прикола) и посмотрите разницу в силе их сломать.
для справки, насколько мне известно, ни одно одностороннее скругление не будет иметь приличных характеристик разнонаправленной нагрузки, если только мы не говорим о Т-образном соединении, где пересекающаяся часть скошена для обеспечения полного проникновения.
односторонние галтели на листе (например, 16ga или меньше) могут быть относительно прочными, потому что «провар корня» может быть близок к толщине материала, что делает сварной шов способным выдерживать нагрузки во всех направлениях.
сварные швы на листе никогда не будут прочными при изгибе в сторону сварного шва, потому что независимо от размера (не делая сварной шов таким большим, как косынка), проникновение корня будет номинальным, поэтому, естественно, между пересекающиеся пластины, которые будут распространяться либо в сварной шов, либо, что более вероятно, рядом с ним (учитывая электроды с низким содержанием водорода).
галтели с одной стороны становятся «петлями», но реальной гибкости у них нет, что приводит к поломкевещи боссов:
первопроходец 325
maxstar 200мои вещи:
са 200
Транспондер Fronius 180
Линкольн на 100 ампер ж/ф
97 f350 ДИТКевин
Ответить с цитатой
30.04.2016 #45
Re: размер и прочность углового шва
Первоначально Послано HT2-4956
Или по-другому можно сказать, что вы не подвергаете корень углового сварного шва натяжению.
Пример… в большинстве случаев при догинге и заклинивании вы накладываете угловой сварной шов только на одну сторону собачки, чтобы ее было легче оторвать. Важно, чтобы угловой шов располагался на той же стороне собачки, с которой вы будете вбивать клин.Первоначально Послано docwelder
ht2; это может быть еще один пример. я мог сварить опорную плиту по всей длине с одной стороны и отломить ее одним или двумя толчками с незаваренной стороны.
Очень хорошие очки.Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
30.
04.2016
#46Re: размер и прочность углового шва
«Открытие — это видеть то, что видели все остальные, и думать так, как никто другой не думал» — Альберт Сент-Дьёрдьи
Ответить с цитатой
30.
04.2016
#47Re: размер и прочность углового шва
Первоначально Послано andyh29
Ну дерьмо. Я напечатал хорошее длинное объяснение, и мне не хочется печатать все это снова. В значительной степени он частично прав, но это действительно зависит от нагрузки и конструкции сустава. Действительно, при правильно спроектированном соединении можно обойтись меньшим сварным швом. А насчет того, что металл шва не такой прочный, как основной металл, то лучше бы… A36 имеет предел прочности на растяжение 36 тысяч фунтов на квадратный дюйм, а предел текучести ER70 составляет около 65 тысяч фунтов на квадратный дюйм (предел текучести и предел прочности на разрыв сильно различаются).
Я украл эти картинки из старого домашнего задания, когда я учился в школе, из моего курса проектирования машин. А затем я немного подправил их для этого поста. Я понимаю, что это для соединения внахлест, я думаю, что большинство из вас имеет в виду Т-образное соединение. Но в любом случае это будет зависеть от конструкции сустава и от того, под какими нагрузками он находится.Итак, это пластина толщиной 5/16″, приваренная по всему периметру с валиком 5/16″. В нижней части последнего рисунка показаны усилия, необходимые для разрушения сварного шва и основного материала. Конечно, при сварке по всему периметру в первую очередь выходит из строя основной материал. При сварке только с двух сторон основной металл выходит из строя первым. С одной стороны сварной шов выйдет из строя. Таким образом, в первых двух случаях наличие большего валика сварного шва не помогло бы (хотя в этом случае вы не могли бы иметь больший валик ..)
Если вы замените его на пластину толщиной 1 дюйм, для сварки трех сторон с галтелями 5/16 дюйма потребуется 57 400 фунтов для разрушения сварного шва и 36 000 фунтов для разрушения основного материала.
Это лучший пример, когда увеличение филе абсолютно бесполезно.Кроме того, я мог где-то ошибиться, я не специалист в этом, и я давно не имел дело с этими расчетами. Это только то, что я узнал и что я понимаю.
…………………………..
На самом деле в спецификации для A36 указано, что он должен иметь минимальный предел прочности на растяжение 58 000 р си. Минимальный предел текучести для него составляет 36 000 p si. Предполагается, что наполнитель классаER70 должен иметь минимальное сопротивление растяжению 70 000 фунтов на квадратный дюйм в состоянии после сварки.
Ответить с цитатой
30.04.2016 #48
Re: размер и прочность углового шва
Первоначально Послано wnywelder
Не хотите подробнее рассказать об этом приятеле?
Отправлено с моего SM-G900V с помощью Tapatalk
wnywelder,Я думаю, что «rick9345», скорее всего, имел в виду адресовать этот комментарий «WNY_TomB», а не вам.
Ответить с цитатой
30.04.2016 #49
Re: размер и прочность углового шва
Я тоже так думал, но хотел проверить.
Отправлено с моего SM-G900V с помощью Tapatalk
Местный IAMAW 330
Airco 300 AC/DC Heliwelder
Airco Dip-Pak 200 с пистолетом Profax
Powr-Kraft AC225
Everlast PowerArc 200st
Сверлильный станок Buffalo Forge No.21
Спидглас 9100xx
Горелки Airco, Oxweld, Purox, Victor
Линкольн Рейнджер 8Ответить с цитатой
30.
04.2016
#50Re: размер и прочность углового шва
Мне нечего добавить, кроме того, что видео Джо Уолша — единственное, что делает этот тред терпимым.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
1.6: Символы угловых сварных швов — Workforce LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 5152
Угловые сварные швы являются одним из наиболее распространенных типов сварных швов в промышленности. Этот сварной шов используется, когда в соединении два элемента соединяются вместе, образуя пересечение обычно 90 градусов. Эти сварные швы могут быть нанесены под разными углами, но это будет наиболее заметным.
Символ углового сварного шва может использоваться со стрелкой со стороны (ниже контрольной линии), другой стороны (над контрольной линией) или с обеих сторон (обе стороны контрольной линии). Когда требуется угловой сварной шов с обеих сторон контрольной линии линии его называют двойным угловым швом. Вертикальная сторона символа всегда будет располагаться слева, независимо от того, в какую сторону указывает стрелка.
Угловые сварные швы могут иметь связанный с ними размер. Этот размер указывается в левой части символа перед вертикальной стороной. Размер указывает на длину ноги сварного шва. Если указывается один размер, это означает, что сварной шов должен иметь равные размеры катетов. Если это угловой сварной шов с равными участками, обычно не указывается его размер на распечатке, как показано ниже в демонстрационных целях.
Если вызывается двойной угловой шов, размер будет показан для обеих сторон соединения, в зависимости от детали эти сварные швы могут различаться по размеру, поэтому необходимо предоставить эту информацию.
Бывают случаи, когда неравнополочные угловые сварные швы вызываются. В этой ситуации размер детали должен быть рассчитан для того, чтобы применить правильный размер полки к правому свариваемому элементу. Это может включать только одну из двух длин ног. Если бы не было указания, какая из сторон какая, деталь могла бы быть приварена неправильно.
Иногда угловые сварные швы не отображаются с указанием размера, а вместо них в хвостовой части символа имеется примечание, в котором содержится необходимая информация о размере. Это обычное дело, когда все угловые сварные швы имеют одинаковый размер.
В случае длины сварного шва он может иметь или не иметь связанный с ним размер. Если сварной шов не имеет размера, сварной шов будет представлять собой непрерывную длину соединения. Независимо от того, имеет ли деталь длину 2 дюйма или 60 дюймов, если она не имеет размеров, сварной шов будет проходить по всей длине соединения. Сварку можно выполнять только на определенной длине соединения. Это должно быть показано в символе сварки для передачи информации между людьми. Длина сварного шва будет указана справа от символа углового шва.
Здесь показан угловой сварной шов диаметром 6 дюймов, который необходимо наложить на сторону, указанную стрелкой.
Могут быть случаи, когда на детали указывается длина, а место сварки указывается с размером для достижения правильного положения.
Штриховые линии могут использоваться для обозначения длины сварного шва вместо использования размера на самом символе сварного шва.
Бывают случаи, когда сварной шов может изменить направление из-за геометрии детали. Если это произойдет, он будет вызван с помощью нескольких стрелок от одной опорной линии.
Если не требуется, чтобы сварной шов был непрерывным, обычно применяют прерывистый шов. Это означает, что между окончанием одного сварного шва и началом следующего есть промежутки. Они называются сегментами сварки. В промышленности их обычно называют пропускными сварными швами.
При использовании прерывистой сварки указывается длина сварного шва, а также применяемый шаг. Когда это показано на правой стороне символа и называется длиной сегмента дефисом, а затем шагом сварных швов. Шаг сварного шва измеряется от центра к центру следующего сегмента. (Пример 1-2)
Иногда, когда сварные швы есть с обеих сторон соединения, и они прерывистые, теперь это становится цепной прерывистой сваркой. Это можно увидеть на длинных участках тройникового соединения, которые не находятся под большим напряжением.
Если прерывистый угловой шов не является цепным швом, он будет называться ступенчатым прерывистым угловым швом. Сварные швы будут располагаться с обеих сторон стыка, но со смещением друг относительно друга. Это смещение также отображается на опорной линии. Он может быть смещен в любом направлении на опорной линии. Размеры этих сварных швов должны быть указаны по обе стороны от исходной линии.
Если сварной шов должен быть только прерывистым с одной стороны и непрерывным с другой стороны, размер символа должен определяться индивидуально.
Не все поля будут одинаковыми или обязательно общими. Вы должны быть в состоянии рассчитать расстояние между точками сварки и началами сварки, чтобы применить правильные сварные швы к спецификации. Простой способ найти это расстояние — просто вычесть шаг из длины сварного шва (сегмента).
7 дюймов (шаг) – 3 дюйма (длина сегмента) = 4 дюйма (расстояние между сварными швами)
Иногда используется смесь непрерывной и прерывистой сварки. Если это произойдет, расстояние между этими сегментами будет одинаковым.
Если возникает эта комбинация, символы сварки должны указывать на непрерывную и прерывистую сварку на одной и той же стороне соединения. Они также часто имеют размеры.