Центратор для ппу труб: Трубы ППУ компании СТС Изоляция для тепловых сетей. Теплоизолированные трубы для систем теплоснабжения
Содержание
Трубы ППУ компании СТС Изоляция для тепловых сетей. Теплоизолированные трубы для систем теплоснабжения
трубы ППУ и фасонные изделия
краны шаровые
компенсаторы сильфонные
изоляционные материалы
воздуховоды круглые оцинкованные
услуги
прайс-лист
закупка комплектующих материалов
монтаж трубопроводов тепловых сетей
оборудование ППУ изоляции
производство ППУ изоляции
инструкции по монтажу, ГОСТы, техническая литература
технологии теплоизоляции труб
обзор современных трубопроводных систем
мировые лидеры отрасли
выставки, семинары, конференции
архив новостей
Наша продукция
Как заказать трубы ППУ
Размещая заявку на поставку тепловой трубы ППУ в нашей компании каждому Заказчику гарантируется индивидуальный подход, оперативность, точность и четкость исполнения контрактных обязательств.
Поскольку этапы строительства трубопроводов жестко взаимосвязаны с текущей комплектацией, наш клиент должен получить свой заказ с гарантией по качеству, очередности, количеству и точно в срок.
подробнее…
Отправить спецификацию заказа
Наименования номенклатуры изделий, маркировка и иные условные обозначения у разных проектных организаций и производителей могут отличаться, что может потребовать дополнительных уточнений и согласований содержания спецификации заказа между потребителем и офисом продаж. Предлагаем краткие требования к условным обозначениям номенклатуры изделий, используемым на нашем предприятии.
подробнее…
Наши преимущества
Мы исповедуем индивидуальный подход в работе с каждым клиентом, стараясь максимально удовлетворить требования по его заявке на поставку продукции нашего предприятия.
подробнее…
Калькулятор
Специализация компании СТС Изоляция
Наша продукция:
Производим энергоэффективные стальные трубы в ППУ изоляции по технологии вспенивая полиуретана в сборной трехуровневой конструкции «сталь + жесткий пенополиуретан + полиэтилен/оцинкованная сталь» по ГОСТ 30732-2020. На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК.
Наши потребители:
Заказчиками нашей продукции являются строительные, монтажные и сервисные компании коммунальной энергетики, ЖКХ, нефтехимии, а также предприятия нефтегазового сектора и промышленности.
Параметры применения пенополиуретановой теплоизоляции:
Инженерные сети с рабочим давлением до 1,6 МПа и температурой транспортируемого вещества до 140С Цельсия.
Сфера применения нашей продукции:
инженерные сети тепло- и водоснабжения (ГВС и ХВС) тепловых сетей,
нефтегазопроводы, маслопроводы и нефтепродуктопроводы,
системы транспортировки охлажденных веществ и криогенопроводы,
транспортирующие сети иного промышленного назначения.
Наши услуги:
работа по схеме обработки давальческого сырья,
комплектация вспомогательными материалами,
профессиональные консультации,
доставка продукции на объект Заказчика.
География поставок
Продукция предприятия имеет обширную географию поставок и за более чем десятилетнюю историю работы нами была произведена отгрузка широкой номенклатуры изделий на более, чем тысячу предприятий в десятки городов и населенных пунктов РФ. В числе приобретавших трубы в ППУ изоляции нашего производства множество предприятий из таких городов, как Москва (а также Московской области), Ярославль, Рязань, Калуга, Владимир, Тверь, Тула, Вологда, Кострома, Нижний Новгород, Волгоград и потребителей из Казахстана.
Работа склада: 8:00 — 17:00 (пн — пт)
Работа офиса: 9:00 — 18:00 (пн — пт)
Компания СТС Изоляция производит скорлупы фольгированные диаметрами от 25 до 820 мм.
В качестве гидроизоляционного покрытия также поставляются оцинкованные кожуха из оцинкованной стали 0,5 – 1 мм, фольгированный армафол, стеклоткани, а также защитное покрытие краской.
Пенополиуретан (ппу) является надежным, технологичным и экономически эффективным теплоизоляционным материалом. ППУ широко используетсяв современной промышленности и строительстве для теплоизоляции стен, полов, перекрытий, трубопроводов, а также для холодильных установок. Пенополиуретан как пенопласт хорошо держит форму (не провисает и не уплотняется), не разрушается, имеет нейтральный запах, не поражается грибком и гнилью стоек к растворителям, кислотам и щелочам, экологически безопасен.
Жесткий пенополиуретан (ппу), использываемый при изготовлении скорлупы фольгированной, имеет мелкоячеистую закрытопористую структуру, что обеспечивает низкие показатели водопоглащения. Коэффициент теплопроводности пенополиуретана равен 0,019-0,033 Вт/м*К.
Скорлупа фольгированная предназначена для теплоизоляции трубопроводов горячего и холодного водоснабжения, для ремонта поврежденных участков теплосетей, теплоизоляции нефтегазопроводов, продуктопроводов, трубопроводов для перекачки хладореагентов, а также для заделки стыков изолированных пенополиуретаном трубопроводов.
Скорлупа фольгированная, изготавливаемая из пенополиуретана, представляет из себя полуцилиндры длиной 1000 мм соединяющихся в замок. Диапазон диаметров скорлуп ппу по стальной трубе колеблется от 15 до 1220 мм. Толщина теплоизоляционного слоя скорлупы фольгированной зависит от проектного решения для места пролегания изолируемого трубопровода.
Качественные и эксплуатационные характеристики скорлупы фольгированной из пенополиуретана в значительной степени зависят от надежности гидроизоляционного покрытия скорлупы. В качестве таковой чаще всего применяется кашированная фольга, армафол или стеклоткани. Получаемая в результате скорлупа в гидроизоляционной оболочке чаще всего именуется, как скорлупа фольгированная. Защита слоя изоляции из ппу фольгой предотвращает попадание влаги в пенополиуретан, от которой он теряет свои прочностные и со временем теплоизоляционные свойства. Более того, разрушающийся от влаги пенополиуретан усиливает и ускоряет протекание коррозионных процессов на стальной трубе, особенно если она не покрыта антикоррозионным защитным слоем.
Скорлупа фольгированная изготавливается в заводских условиях. Фольга наносится на скорлупы ппу в процессе заливки компонентов ппу в пресс-форму. Раскроенная по диаметру скорлупы фольга прокладывается между внутренней поверхностью стальной пресс-формы и вливаемой двухкомпонентной смесью ппу – полиола и полиизоционата. При расширении и заполнении внутреннего пространства формы пенополиуретан прочно сцепляется с поверхностью гидроизоляционного покрытия, что позволяет перевозить готовые скорлупы фольгированные на большие расстояния до места их крепления и установки на трассе трубопровода.
СМЕНИЛСЯ АДРЕС цеха и складов: ЦЕНТР ТЕПЛОВОЙ ИЗОЛЯЦИИ компании СТС ИЗОЛЯЦИЯ расположен в Раменском районе Московской области.
поставки любых объемов от производителя
ГлавнаяСырье и комплектующие Центраторы
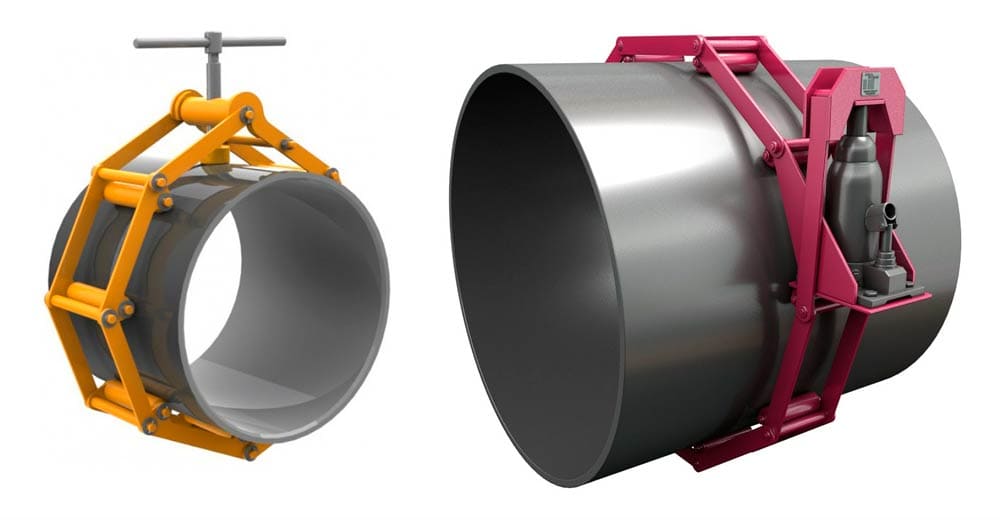
центраторы
64cm; margin-top: 0.49cm; margin-bottom: 0.49cm»> При производстве тройников, переходов,
стальных предизолированных труб,
неподвижных опор, а также иных элементов
трубопроводов в изоляции ППУ (технология
– труба в трубе), для достижения
необходимой жесткости и надежности в
креплении всей конструкции применяются
центраторы, или центрирующие опоры.
Наружный центратор имеет своей главной
задачей – достижение строгой параллельности
(правильной геометрии) несущей трубы,
или же одного из элементов трубопровода,
снабженного гидроизоляционной защитной
оболочкой из стали или полиэтилена.
Материал защитной оболочки зависит от
типовой прокладки теплопровода.
Центраторы надеваются на фасонные
элементы и трубы на стадии начальной
сборки. Закрепляются они друг от друга
на расстоянии в один метр.
Их фиксация
обеспечивается за счет различных
способов, в числе которых специальный
замок центрирующей опоры. При сборке
труба-оболочка важно не допустить
перекоса в отношении друг друга внутренней
и наружной трубы. Межтрубное пространство
наполняется ППУ (пенополиуретаном).
Перекос может привести к возникновению
недопустимых пустот в теплоизоляции.
Центраторы делают возможным заливку и
сборку труб ППУ-изоляции практически
поточным методом, а также гарантируют
высочайшее качество тепловой изоляции.
Центраторы должны быть обязательно
снабжены парой специальных отверстий
для надежного фиксирования в слое
теплоизоляции проводов ОДК системы.
Жесткие центраторы изготавливаются в
виде цельнолитых (звездочный круговой
тип) или сегментов из полиэтилена или
же полипропилена методикой литья под
высоким давлением на термопластавтоматах.
Увеличивающийся диаметр изолируемого
изделия увеличивает и толщину слоя ППУ,
что ведет, разумеется, к увеличению
высоты центрирующей опоры. Это делает
возможным производство теплоизоляции
ППУ-труб не только стандартных, но также
усиленных типов.
По
поставкам центраторов, ценам и прайс-листу
на данные изделия необходимо обратиться
в отдел сбыта компании «Новатор-ТК» по
телефонам/факсам:
Гидроизоляционные материалы Стальные трубы Полиэтиленовые трубы-оболочки
Сделайте заказ или задайте вопрос
. ..
ПРАВИЛА И РЕКОМЕНДАЦИИ
Информация для клиентов
08.10.2022
Поступление на вспомогательный склад ТРУБЫ ППУ 108Х4 Полиэтиленовая оболочка
07.10.2022
Основной склад ТРУБА-76х4 ГОСТ вгп 20295-85
Вспомогательный склад ТРУБА ППУ 89/160 Оцинкованная оболочка
06.10.2022
Основной склад ТРУБЫ ППУ 108Х4,5/180 Полиэтиленовая оболочка
На основной склад поступили ТРУБЫ ППУ-114/200 Оцинкованная оболочка ГОСТ 30732-2020
Вспомогательный склад ТРУБЫ-57х5 ГОСТ 10704:705
Поступление на вспомогательный склад ТРУБА ППУ 114/200 Оцинкованная оболочка
05.10.2022
Вспомогательный склад ТРУБЫ-108х6 ГОСТ 10704:705
На вспомогательный склад поступили ТРУБЫ ППУ 76х4/140 Оцинкованная оболочка
04.10.2022
На основной склад поступили ТРУБЫ ППУ-273/400 Оцинкованная оболочка ГОСТ 30732-2020
Основной склад ТРУБА 108 х4
Основной склад ТРУБА-76х4 ГОСТ вгп 20295-85
03. 10.2022
Основной склад ТРУБА-426х10 ГОСТ вгп 20295-85
На основной склад трубной продукции поступила ТРУБА 325Х7 ГОСТ10704
Основной склад ТРУБА-219х8 ГОСТ вгп 20295-85
На основной склад поступили ТРУБЫ ППУ-133/225 Оцинкованная оболочка ГОСТ 30732-2020
Основной склад ТРУБЫ ППУ 57/140 Полиэтиленовая оболочка ГОСТ
02.10.2022
Основной склад ТРУБА 89х4,5
01.10.2022
Основной склад ТРУБЫ-530х8 ГОСТ бш. 8732
30.09.2022
Основной склад ТРУБА-325х8 ГОСТ вгп 20295-85
Поступление на склад ТРУБА ППУ ЦЕНА273/400 Полиэтиленовая оболочка
Вспомогательный склад ТРУБЫ-89х4,5 ГОСТ 10704:705
Поступления на основной склад ТРУБЫ ППУ- 76/160 Полиэтиленовая оболочка
29.09.2022
На основной склад поступили ТРУБЫ ППУ-108/200 Оцинкованная оболочка ГОСТ 30732-2020
Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001 в Москве (Арматура трубопроводная)
org/ListItem»>
Россия
Москва
Прочая арматура промышленная трубопроводная
Арматура трубопроводная
Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001 в Москве
Цена: Цену уточняйте
за 1 ед.
Компания Техноком, ООО (Москва) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
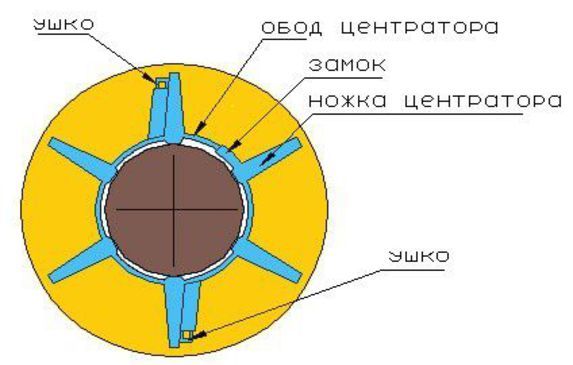
Опора центрирующая ( центратор ) предназначена для центрирования осевых линий стальной трубы и ПЭ оболочки при сборке и заливке в допустимых пределах. Расход: один центратор — на один погонный метр трубы соответствующего диаметра. Материал центратора — литьевые марки полипропилена по ГОСТ-26996 или полиэтилена по ГОСТ-16338. Обод центратора снабжен замком, обеспечивающим быстрое защелкивание и надежное крепление на трубе. На двух диаметрально противоположных ножках расположены ушки для крепления контрольных проводов.
Трубы-оболочки из ПНД Применяются как оболочки для трубопроводов с пенополиуретановой теплоизоляцией типа «труба в трубе» при наземной их прокладке, а также в качестве воздуховодов Центраторы Диаметр труб d,(мм) Толщина стенки е,(мм) Вес 1 п. м.(кг) Размер, сталь/ПНД, мм 75 2,2 0,52 57/125 90 2,2 0,63 76/140 110 2,5 0,88 57/140 125 2,5 1,01 76/160 140 3,0 1,33 89/160 160 3,0 1,53 89/180 180 3,0 1,72 108/180 200 3,2 2,03 108/200 225 3,5 2,52 114/200 250 3,9 3,13 159/225 280 4,4 3,92 133/225 315 4,9 4,88 133/250 355 5,6 6,28 219/315 400 5,6 7,15 219/355 450 5,6 8,19 273/400 500 6,2 10,06 325/400 560 7,0 12,67 325/450 630 7,9 16,12 426/560 оболочка витая (ТУ 2248-008-45726757-05) 530/710 630 10 17 630/800 710 16* 19,5 720/900 800 16* 25,5 Сегмент центратора №1 h 72 900 16* 31,1 Сегмент центратора №2 h 54 1000 19* 39,2 Сегмент центратора №3 h 65 1100 19* 48,9 1200 19,6* 53,2 1420 25 78,8 1600 25 88,7 * — возможно изготовление труб-оболочек с толщиной стенки 16 мм, 19 мм, 25 мм
Товары, похожие на Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001
Вы можете приобрести товар Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001 в организации Техноком, ООО через наш сайт. На данный момент товар находится в статусе «в наличии».
Предприятие Техноком, ООО является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашем портале для удобства, каждой компании присвоен уникальный идентификатор. Техноком, ООО имеет ID 34991. Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001 имеет идентификатор на сайте — 556718. Если у вас появились сложности при взаимодействии с компанией Техноком, ООО – сообщите идентификаторы компании и товара/услуги в нашу службу поддержки пользователей.
Дата создания модели — 28/08/2013, дата последнего изменения — 15/11/2013. За это время товар был просмотрен 321 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Техноком, ООО цена товара «Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Техноком, ООО по указанным телефону или адресу электронной почты.
Купить центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001 в Москве:
Москва
Центраторы для предварительно гидроизолированных полиэтиленовых труб в ППУ по ГОСТ 30732- 2001
Изготовленные на заказ детали из полиуретана и уретана
Дом
Назад
Полиуретановые изделия
Литые полиуретановые изделия
Компания
Industrial Screen & Maintenance (ISM) поставляет литые полиуретановые изделия и литые полиуретановые футеровки уже более 50 лет. Работа с клиентами по всему миру в различных отраслях промышленности, которые имеют схожие проблемы истирания, приводящие к поломке деталей. ISM понимает износ в высокоабразивных средах, химическую коррозию и повреждения от мусора. Литой уретан — универсальное и экономичное решение. Его можно применять различными способами к новому и старому оборудованию, предотвращая дорогостоящие простои.
Запатентованные уретановые смеси ISM обеспечивают более прочный, универсальный и долговечный продукт, который, как доказано, превосходит другие пластмассы, резину и сталь. Изделия из литого полиуретана, изготовленные по индивидуальному заказу, могут быть разработаны с учетом превосходной стойкости к истиранию и выдерживать воздействие даже самых агрессивных химикатов без растрескивания, разрывов, вздутия или порчи. Доказанная износостойкость в 10 раз выше, чем у обычной легированной стали в некоторых областях применения.
Качественные литые полиуретановые изделия от Industrial Screen экономят ваше драгоценное время и деньги, значительно снижая затраты на замену деталей.
Запросить предложение
Преимущества изделия из литого уретана
Высокая стойкость к истиранию
Высокая прочность на разрыв
Высокая устойчивость к растворителям, топливу и маслу
Высокая термостойкость в сухом состоянии до 225F
Высокая коррозионная стойкость
Доступен в любом цвете
Индивидуальные составы для обеспечения максимально возможной защиты
Подходит для всех отраслей промышленности и приложений; Горнодобывающая промышленность, нефть и газ, дорожное оборудование, водоподготовка, технологические процессы, песок и гравий.
Преимущества использования решений ISM для литья уретана
Полное обслуживание механического цеха
Собственное проектирование и производство пресс-форм
Дюрометры от 25 Шор 00 до 70 Шор D
Возможность ремонта и переделки существующего оборудования
Комплексные услуги по ремонту и механической обработке металла на месте
Качественный литой уретан с 1969 года
Полиуретановые детали ISM
Индивидуальные полиуретановые изделия ISM
Промышленные экраны и техническое обслуживание Уретановые ролики, колеса и шкивы
Преимущества полиуретана по сравнению с другими материалами
Преимущества полиуретанового материала
против пластика
против резины
против металлов
7119122.S.
More flexible and easier to mold
Elastomeric memory
Cut, tear, and high abrasion resistance
Quieter to operate
More durable and impact resistant
Wider hardness range
Abrasion resistance
Стойкость к низким температурам
Стойкость к озону
Легкий и легко формуемый
Стойкость к излучению
Стойкость к излучению
Коррозионная стойкость
Устойчивость к холодному потоку
Отдельный
Устойчивый к удару
Толстая секция.
Типы полиуретановых формованных изделий
Уретановые формованные изделия представляют собой специальные изделия, разработанные для применений, требующих стойкости к истиранию и прочного материала. Наши запатентованные уретановые смеси делают продукт более прочным и универсальным, чем металл, резина и пластик.
Свяжитесь с нами
AbrasionBlock
Абразивный блок
Абразивный блок
Центраторы
Подшипники с уретановым покрытием
Уретановые прокладки
Обшивка желоба
Обшивка желоба
Изнашиваемые накладки
Абразивный блок
Уретановые чугунные колеса для тяжелых условий эксплуатации
Уретановые чугунные колеса для тяжелых условий эксплуатации
Центраторы
Центраторы
Центраторы
Обшивка желоба
Рабочие колеса насоса
Рабочие колеса насоса
Обшивка желоба
Спецификации литого уретана
Формованное изделие из уретана — это специальное изделие, предназначенное для применений, требующих стойкости к истиранию и прочного материала. Наши запатентованные уретановые смеси делают продукт более прочным и универсальным, чем металл, резина и пластик.
Диапазон твердости по Шору
Шор 00
10,20,30,40,50,60,70
Шор А
10,20,30,40,50,60,70,80,90,95
Шор D4 40,50,60,70,80
Зачем работать с ISM?
Сделано в США
Индивидуальные проекты качества
Долговечность более 50 лет
Семейный бизнес
9004
Зачем работать с ISM?
Industrial Screen & Maintenance уже более 50 лет предлагает клиентам по всему миру индивидуальные решения из уретана в различных отраслях промышленности. Посмотрите это видео, чтобы узнать больше о наших возможностях изготовления полиуретана на заказ и общих отраслях, в которых мы работаем:
пищевая промышленность, формование металлов, военная промышленность, высечка, переформовка жидкостных элементов, OEM-производители, судостроение, автоматизация процессов, аэрокосмическая промышленность, санитария, производство картонных коробок, деревообработка, гибкая упаковка, производство пластмасс, металл, выдувная пленка, пивоварни, печать, стекло , текстиль и многие другие.
Свяжитесь с нами
Обзор нашей продукции Видео
Свяжитесь с нами
Industrial Screen and Maintenance является ведущим поставщиком уретановых деталей и компонентов для промышленности по всему миру. Мы отличаемся тем, что максимально быстро реагируем на предложения и запросы.
Узнать больше
CENTRALIZER — TRELLEBORG CRP LTD
Настоящая заявка испрашивает приоритет британской патентной заявки № 05 16041.1, поданной 4 августа 2005 г., которая полностью включена в настоящий документ посредством ссылки.
1. Область изобретения
Настоящее изобретение относится к центраторам и, в частности, но не исключительно, к центраторам для использования с подводными удлиненными элементами, такими как шлангокабели, трубы, стояки и т.п.
2. Уровень техники
В подводных применениях, особенно в нефтегазодобывающей промышленности, часто необходимо прикрепить удлиненный элемент, такой как труба или шлангокабель, к производственной платформе, надводному судну и т. п. Обычно это достигается путем пропускания удлиненного элемента через так называемую «J-образную трубу», которая представляет собой выступающую вниз трубу, прикрепленную к производственной платформе, надводному судну и т.п. Затем удлиненный элемент фиксируется на месте.
Внутренний диаметр J-образной трубки обычно несколько больше, чем проходящий через нее удлиненный элемент. В некоторых случаях J-образная трубка может быть изогнутой. В таких ситуациях, поскольку удлиненный элемент, как правило, имеет ограниченную гибкость, он не может точно повторять изгиб J-образной трубки и, как следствие, имеет тенденцию соприкасаться с внутренней стенкой J-образной трубки на относительно небольшом расстоянии. количество разделенных точек, а не постоянный контакт с J-образной трубкой.
Это приводит к истиранию удлиненного элемента в точках контакта, что требует ремонта или замены, что является дорогостоящим и трудоемким мероприятием.
Таким образом, целью настоящего изобретения является центрирование удлиненного элемента в J-образной трубе и сохранение допустимого минимального радиуса изгиба при устранении или уменьшении до приемлемых уровней контактных нагрузок и истирания.
В соответствии с настоящим изобретением предусмотрен центратор для удлиненного элемента, содержащий множество трубчатых тел, каждый из которых имеет сквозной проход, при этом трубчатые корпуса соединены встык с образованием непрерывного прохода, причем каждый трубчатый корпус содержащее соединительное средство для соединения с соседним трубчатым корпусом, допускающее продольный и/или угловой зазор между соседними трубчатыми телами, и средство крепления для крепления центратора к удлиненному трубчатому элементу, через который проходят соединенные трубчатые тела.
Если такое расположение расположено в изогнутой J-образной трубе, оно центрирует удлиненный элемент в J-образной трубе и поддерживает допустимый минимальный радиус изгиба. Это также устраняет или снижает до приемлемого уровня контактные нагрузки и истирание удлиненного элемента.
Предпочтительно соединительное средство содержит охватывающую соединительную часть на одном конце и охватываемую соединительную часть на противоположном конце, приспособленную для вставки в охватывающую соединительную часть соседнего трубчатого корпуса.
В одном варианте осуществления охватывающая соединительная часть содержит гнездо или выемку, имеющую отверстие, образованное загнутым внутрь периферийным выступом.
Охватываемая соединительная часть предпочтительно содержит выступающее ребро, внешний диаметр которого превышает внутренний диаметр загнутой периферийной кромки.
Предпочтительно продольная длина гнезда или выемки превышает продольную длину выступающего ребра вилочной соединительной части.
Предпочтительно, чтобы внутренний диаметр гнезда или углубления превышал внешний диаметр выступающего ребра вилочной части соединителя.
Преимущественно каждый из указанных трубчатых корпусов содержит множество частей и средств для скрепления частей вместе для образования трубчатого корпуса.
Предпочтительно части трубчатого корпуса практически идентичны.
В одном варианте осуществления каждый из трубчатых корпусов состоит из двух частей.
Центратор предпочтительно состоит из множества по существу одинаковых трубчатых корпусов.
Предпочтительно средства крепления содержат средства крепления к одному из указанных трубчатых корпусов.
В одном варианте осуществления средство крепления содержит фланец и средство для крепления фланца к трубчатым корпусам.
Только в качестве примера теперь будет описан конкретный вариант осуществления настоящего изобретения со ссылкой на прилагаемые чертежи, на которых:
РИС. 1 представляет собой вид сбоку варианта осуществления центратора в соответствии с настоящим изобретением;
РИС. 2 — вид с торца центратора, показанного на фиг. 1;
РИС. 3 а и 3 b представляют собой виды в перспективе первого из компонентов и части этого компонента, соответственно, центратора, показанного на ФИГ. 1;
РИС. 4 a и 4 b представляют собой виды в перспективе другого компонента и части этого компонента, соответственно, центратора, показанного на ФИГ. 1; и
РИС. 5 представляет собой вид в разрезе центратора по фиг. 1, показывающий, что он установлен на изогнутой J-образной трубе.
Со ссылкой на фиг. 1 — 4 , центратор 10 содержит полую удлиненную оболочку 12 и крепежный фланец 14 . В одном варианте осуществления полая удлиненная оболочка 12 содержит пять идентичных соединенных между собой трубчатых центрирующих втулок 16 и концевую втулку 18 , все из которых изготовлены из полиуретанового эластомера. Каждая из цилиндрических втулок 16 обычно имеет цилиндрическую форму и состоит из двух одинаковых полувтулок 9.0303 16 и , как показано на РИС. 3, две половины соединены вместе, образуя трубчатую втулку, с помощью шести болтов 20 , которые проходят через совмещенные отверстия 22 в половинках втулки, образуя цилиндрический проход 23 .
Один конец каждой цилиндрической втулки 16 снабжен охватываемой соединительной частью в виде выступающей периферийной кромки 24 , а противоположный конец снабжен охватывающей соединительной частью, образованной внутренней периферийной кольцевой выемкой 26 , который определяется загнутой внутрь выступающей периферийной кромкой 28 на противоположном конце. Внутренний диаметр периферийной выемки 26 немного больше внешнего диаметра периферийной кромки 24 на противоположном конце, а продольная длина кромки 24 немного короче продольной длины периферийной выемки . 26 . Кроме того, торец 30 втулки, примыкающий к периферийной кромке, в одном варианте осуществления наклонен к противоположному концу примерно на 1,5°, хотя этот угол может быть изменен в соответствии с конкретными обстоятельствами, такими как требуемый радиус изгиба. .
В результате периферийная кромка 24 каждой втулки 16 может входить и удерживаться во внутренней периферийной выемке 26 другой втулки, но относительные размеры периферийного ребра и периферийной выемки допускать кольцевой и продольный люфт двух втулок относительно друг друга, как показано на фиг. 5.
Внутренний конец концевой втулки 18 идентичен внутреннему концу части втулки 16 , поскольку он имеет идентичную внутреннюю периферийную выемку 26 . Однако внешний конец торцевой втулки 18 выполнен в виде стенки 29 в форме усеченного конуса и не имеет выступающей периферийной кромки, в отличие от других центрирующих втулок 16 .
При эксплуатации первая втулка 16 надевается на монтажный фланец 32 предохранительной пластины. Затем последовательно закрепляются другие центрирующие фланцы 16 с периферийным ободом 24 каждой предыдущей центрирующей втулки входит во внутреннюю периферийную выемку 26 следующей фиксирующей втулки 16 . Когда все втулки 16 закреплены на месте, концевая втулка крепится к самой внешней втулке 16 , при этом периферийный край 24 последней втулки 16 входит во внутреннюю периферийную выемку 26 . концевой втулки 18 . Центратор 10 затем прикрепляется к фиксирующему фланцу J-образной трубы 36 (фиг. 5) с помощью болтов, проходящих через каждое из шестнадцати отверстий 15 , расположенных на одинаковом расстоянии друг от друга, в крепежном фланце 14 , которые совмещены с соответствующими отверстия в крепежном фланце J-образной трубки.
Как лучше всего видно на фиг. 5, при сборке центрирующего устройства непрерывный проход образован цилиндрическими проходами 23 втулок 16 , 18 . Каждая втулка 16 , 18 может немного поворачиваться относительно втулки или втулок, с которыми она соединена. Как следствие, проход центратора 10 меняет направление ступенчато постепенно. Как показано на фиг. 5, это позволяет центратору повторять контуры изогнутой J-образной трубы 36 , обеспечивая при этом непрерывный централизованный проход, через который может проходить труба, шлангокабель или другой удлиненный элемент.
Изобретение не ограничивается деталями предшествующего варианта осуществления. Например, втулки могут быть изготовлены из материала, отличного от описанного, или из более чем одного материала.
Хотя варианты осуществления изобретения были проиллюстрированы и описаны, не предполагается, что эти варианты осуществления иллюстрируют и описывают все возможные формы изобретения. Скорее, слова, используемые в описании, являются словами описания, а не ограничения, и понятно, что могут быть сделаны различные изменения, не отступая от сущности и объема изобретения.
Патент США на центратор труб и способ формирования Патент (Патент № 7,814,633 выдан 19 октября, 2010)
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к центраторам, крепящимся к трубам, проложенным в скважинах. Изобретение раскрывает способ гидроформовки центраторов и средства их крепления к трубе.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Процессы бурения и заканчивания стволов скважин в грунтовых материалах с использованием трубчатых колонн часто выигрывают, если предотвращается полное отклонение колонны труб от центра и, как правило, контактирование со стенкой ствола скважины или ее укладка на нее. Устройства, обычно называемые центраторами, используются для обеспечения этой функции уменьшения эксцентриситета или центрирования колонны труб в стволе скважины. Эти устройства сконфигурированы для экономичного решения различных задач бурения и заканчивания.
Как раскрыто в заявке на патент Канады 2350681, поданной 15 июня 2001 г. от имени TESCO Corporation, необходимость бурения с обсадной колонной приводит к необходимости в недорогих центраторах обсадной колонны, которые являются прочными, например, устойчивыми к разрушению ребер, сравнительно легкими прикрепляться к обсадной колонне и быть способными выдерживать вращение при бурении, достаточное для завершения по крайней мере одной скважины.
Такие центраторы также могут использоваться не только при бурении обсадных труб.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретен гидроформованный центратор и способ изготовления. Центратор подходит для установки на трубу, например, при бурении ствола скважины и обсадных работах. Настоящее изобретение предлагает металлический центратор, имеющий цилиндрический корпус с выступающими наружу ребрами, гидроформованными в его боковой стенке, которые при соосном размещении над трубой могут удерживаться различными средствами.
Средства, используемые для крепления, могут варьироваться в зависимости от потребностей применения. Например, в таких применениях, как бурение с обсадной колонной, обычно требующих достаточной конструктивной прочности для существенного предотвращения значительного относительного перемещения центратора на трубе, корпус центратора снабжен, по крайней мере, одним цилиндрическим интервалом, подходящим для крепления методом опрессовки, как описано выше. в вышеупомянутой канадской заявке 2350681.
В тех случаях, когда вращение центратора вокруг трубы, на которой он закреплен, допустимо или предпочтительно, но его осевое положение необходимо зафиксировать, гидроформованный центратор может быть установлен между стопорными кольцами, прикрепленными к трубе, как это обычно делается для обсадных труб. Бег. Стопорные кольца могут крепиться к трубе методом опрессовки или другими способами, общеизвестными в промышленности, такими как установочные винты с резьбой, установленные в боковой стенке стопорных колец.
Таким образом, в соответствии с широким аспектом настоящего изобретения предлагается центратор, содержащий: обычно трубчатый корпус, имеющий центральное отверстие, достаточно большое для того, чтобы позволить вставить через него выбранную трубу, имеющую внешний диаметр; боковую стенку по существу одинаковой толщины, включающую обращенную внутрь поверхность, направленную к центральному отверстию, и обращенную наружу поверхность, на которой сформировано множество выступающих наружу ребер посредством гидроформовки боковой стенки.
В соответствии с другим широким аспектом предложен способ изготовления центратора, включающий этапы: размещения отрезка металлической трубчатой заготовки, имеющей боковую стенку и центральное отверстие, внутрь ограничивающей поверхности состоящие из элементов формы, причем элементы формы включают в себя полости, расположенные на расстоянии друг от друга и имеющие форму желаемых центрирующих ребер боковой стенки, при этом элементы формы поддерживаются, по существу, против расширения в радиальном направлении наружу от их положения вокруг трубчатой заготовки; прикладывание достаточного давления к боковой стенке через внутреннее отверстие, чтобы оттеснить трубчатую боковую стенку в радиальном направлении наружу к ограничивающей поверхности и в полости литейной формы и, таким образом, пластически деформировать боковую стенку с образованием центрирующих ребер на боковой стенке; и удаление трубчатой заготовки с ограничивающей поверхности.
В соответствии с другим широким аспектом предложен способ изготовления центратора для трубы, включающий: получение трубчатой заготовки, выбранной для формования в центратор, имеющий центральное отверстие, определяющее внутренний диаметр, и боковую стенку, имеющую внутренний диаметр. лицевая поверхность, направленная к центральному отверстию, и обращенная наружу поверхность; обеспечение пресс-формы, включающей в себя множество элементов, вместе образующих внутреннюю поверхность, определяющую, по существу, цилиндрическое ограничивающее пространство и полости, образованные на внутренней поверхности, расположенные и сконфигурированные таким образом, чтобы соответствовать положению и конфигурации ребер, которые должны быть сформированы на центраторе; размещение трубчатой заготовки и элементов формы таким образом, чтобы трубчатая заготовка находилась внутри по существу цилиндрического ограничивающего пространства, образованного элементами формы; закрепление элементов пресс-формы вокруг трубчатой заготовки; прикладывание достаточного давления жидкости к боковой стенке, чтобы оттеснить боковую стенку к элементам формы и в полости элементов формы для образования центратора с ребрами, выступающими наружу
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дальнейшее подробное описание изобретения, кратко описанное выше, следует со ссылками на следующие чертежи конкретных вариантов осуществления изобретения. Эти чертежи изображают только типичные варианты осуществления изобретения и поэтому не должны рассматриваться как ограничивающие его объем. На чертежах:
РИС. 1 представляет собой вид в перспективе центратора согласно настоящему изобретению;
РИС. 2 — вид сбоку центратора, показанного на фиг. 1;
РИС. 3 представляет собой разрез по линии А-А на фиг. 2;
РИС. 4 — аксонометрический разрез стенки гидроформовочного аппарата с установленной в нем соосно трубчатой заготовкой — заготовкой центратора. На изображении показаны элементы пресс-формы и внутренняя оправка в том виде, в каком они были бы до применения давления гидроформинга;
РИС. 5 представляет собой вид в перспективе элементов пресс-формы, составляющих часть устройства для гидроформования, показанного на фиг. 4;
РИС. 6 представляет собой сечение всей стенки узла, показанного на фиг. 4, как это выглядело бы до приложения формовочного давления;
РИС. 7 представляет собой сечение всей стенки узла, показанного на фиг. 4, каким он будет после приложения формовочного давления;
РИС. 8 представляет собой вид в перспективе центратора, размещенного на стыке обсадной колонны, как он может выглядеть перед сборкой в колонну, устанавливаемую в стволе скважины; и
РИС. 9 — вид в перспективе центратора, показанного на фиг. 1 размещается на стыке обсадной трубы между двумя стопорными кольцами, как это может показаться до сборки в колонну, устанавливаемую в стволе скважины.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ВАРИАНТА
В соответствии с настоящим изобретением предусмотрен гидроформованный центратор, как показано на фиг. 1-3, для размещения на трубе, как показано на фиг. 9.
На фиг. 1-3 центратор 1 в предпочтительном варианте осуществления имеет металлическую боковую стенку 6 корпуса, образующую внутренний канал 2 , цилиндрические концы 3 , 4 , а также участок основного корпуса, в который выступают наружу гидроформованные ребра 7 формируются. Пока показаны три ребра, на центраторе может быть сформировано любое количество ребер. В его предпочтительном варианте осуществления один или оба цилиндрических конца 3 , 4 могут иметь промежутки, подходящие для обжатия, если желательно, чтобы центратор можно было установить для обжатия.
Ребра 7 могут быть равномерно распределены по интервалу основного корпуса, и в этом проиллюстрированном варианте осуществления каждое ребро проходит по крайней мере по части длины центратора по спирали, как это обычно известно в отрасли. Ребра могут иметь подходящую форму, соответствующую конструктивным требованиям и требованиям потока, встречающимся в стволах скважин, и выдерживать основную цилиндрическую поверхность и концы 9.0193 3 , 4 со стенки скважины. Таким образом, ребра образуют опорную поверхность 8 на своих верхних границах. Количество, длина и шаг спиралей ребер могут быть подобраны таким образом, чтобы начальное положение по окружности каждого ребра перекрывало конечное положение по окружности по меньшей мере одного соседнего ребра.
В тех случаях, когда центратор вращается вместе с трубой, например, при бурении с обсадной колонной, опорные поверхности 8 могут быть снабжены износостойким покрытием, например наплавкой для защиты ребер 7 от износа стенки скважины.
В тех случаях, когда допускается вращение центратора на корпусе, внутреннее отверстие 2 может изнашиваться относительно трубы. Таким образом, в таких применениях поверхность, определяющая внутреннее отверстие, может быть полностью или частично покрыта подходящим снижающим трение покрытием 2 a , таким как, например, полиуретан.
Размещение ребер 7 в трубчатой стенке поддерживается за счет обеспечения процесса гидроформования. Как показано в разрезе А-А на фиг. 2, процесс гидроформинга позволяет разместить ребра в боковой стенке центратора 1 с некоторым утончением боковины в районе ребра. Особый метод формирования расширяет ребро наружу, ограничивая остальную часть трубы. Таким образом, объем материала в области ребра остается постоянным, и должно происходить некоторое утончение, чтобы приспособиться к большей площади поверхности/длине периметра ребра по сравнению с исходной стенкой трубы. Величина утончения, реально возможная без разрушения материала, зависит от различных свойств материала, используемого для изготовления центратора. Например, при использовании стали утонение составляет примерно 25%, так что сформированная толщина стенки составляет 75% исходной толщины стенки.
Внутренняя поверхность боковой стенки также деформирована и имеет углубления 5 , практически повторяющие конфигурацию наружных ребер. Ребра могут быть образованы с плавными, постепенными, а не резкими поверхностными переходами в основании и на всем протяжении ребер.
В одном варианте осуществления процесс гидроформования включает размещение отрезка металлической трубчатой заготовки, имеющей боковую стенку. Материал трубчатой заготовки выбирается таким образом, чтобы он выдерживал пластическую деформацию и в значительной степени сохранял эффекты гидроформования, при этом его можно было использовать в скважинных условиях. В одном варианте центратор выполнен из пластичных металлов, таких как, например, сталь. Для гидроформования центратора толщина стенки в сочетании с прочностью материала должна обеспечивать достаточную прочность, чтобы реагировать на эксцентриковые и, возможно, боковые силы бурения, с которыми сталкивается трубчатый элемент. Эти силы значительно различаются в зависимости от размера трубы, геометрии отверстия, положения в отверстии, сверления или спуска и т. д. Обычно, например, при использовании стали толщина стенки материала для формирования центратора превышает примерно 1/16 дюйма. . При анализе затрат и выгод верхний предел толщины стальных стенок составляет около ½ дюйма для нефтяных или даже геотермальных применений. В одном варианте осуществления материал представляет собой сталь с толщиной стенки 1/4 дюйма.
Трубчатая заготовка располагается внутри ограничивающей поверхности, состоящей из элементов пресс-формы, имеющих полости, расположенные на расстоянии друг от друга и имеющие форму желаемых выступающих ребер боковой стенки. Ограничивающая поверхность может быть, как правило, цилиндрической и располагаться так, чтобы в целом совпадать со средней частью трубчатой заготовки. Ограничивающая поверхность может быть выполнена с возможностью поддержки посредством цилиндрического ограничения, противоположного концевым участкам трубчатой заготовки. Ограничивающая поверхность находится внутри опоры, которая удерживает элементы пресс-формы на месте. Опора может представлять собой ограничивающую трубку, которая удерживает элементы формы от перемещения в радиальном направлении наружу от трубчатой заготовки. Как только трубчатые элементы расположены вокруг трубчатой заготовки, достаточное внутреннее давление может быть приложено к внутренней поверхности боковой стенки, чтобы заставить, например, путем надувания, трубчатую боковую стенку радиально наружу прижимать к ограничивающей поверхности и в полости формы и, таким образом, пластически образуют выступы или ребра, выступающие наружу из боковой стенки трубчатой заготовки. Давление создается как давление жидкости, например, за счет использования жидкостей, содержащихся под высоким давлением, воздействующих на боковую стенку. Ребра сформированы при существенном сохранении первоначальной длины трубы. После формирования ребер сформированный центратор может быть удален из формующего устройства вместе с ограничивающей поверхностью и ее опорой. Для снятия элементов пресс-формы с их опоры может потребоваться некоторое усилие из-за их плотного заклинивания в ней во время гидроформования. Снятие может быть облегчено за счет использования плотно прилегающей конической втулки между опорой и элементами пресс-формы и средств для осевого смещения втулки в направлении, допускающем радиальное расширение. При желании центратор можно затем обработать различными способами, такими как обрезка, механическая обработка или нанесение покрытий для повышения износостойкости или уменьшения трения.
Обратимся теперь к фиг. 4 размещение таких ребер в трубчатой стенке поддерживается за счет наличия устройства 100 , позволяющего осуществлять специализированный процесс гидроформования. Устройство включает в себя сборку плотно прилегающих в основном цилиндрических компонентов, размеры которых позволяют разместить их внутри и вокруг обрабатываемой трубчатой заготовки. Этими компонентами, начиная с самого внутреннего и продвигаясь наружу, являются: оправка 101 , пресс-форма в сборе 103 , состоящая из элементов 107 , 108 , цанга с внешним конусом 104 , состоящая из набора губок 105 и ограничивающего опорного сосуда или раструба 106 , сужающегося внутри для сопряжения с цангой. Могут быть предусмотрены средства для приложения осевого смещения между цангой 104 и раструбом 106 , такие как гидравлический привод двойного действия (не показан). Как должно быть понятно специалисту в данной области техники, осевое смещение преобразуется в радиальное с помощью цанговых губок 9.0193 105 перемещается в контакте с раструбом 106 , облегчая установку и снятие плотно прилегающих деталей.
Для гидроформовки трубчатая заготовка 102 , из которой должен быть сформирован центратор, располагается между оправкой 101 и пресс-формой в сборе 103 .
Обратимся теперь к фиг. 5, в одном варианте осуществления пресс-форма в сборе 103 состоит из двух элементов 107 , 108 , сопрягающихся по линии разделения 9.0193 112 и с тремя спиральными полостями 109 , обычно имеющими форму, противоположную требуемой геометрии ребра. Полости могут быть закрыты или открыты через форму, как показано на рисунке. Форма полостей диктует форму ребер, которые будут сформированы из формы. Например, полости могут быть выполнены с резкими краями, чтобы ребра (фиг. 8) резко выступали с краями меньшего радиуса из цилиндрической поверхности боковой стенки. Понятно, что из-за пластической деформации, которая происходит во время гидроформования, более острые кромки могут быть получены легче, когда деформация заставляет материал заготовки изгибаться вокруг угла, а не в угол. В качестве альтернативы, полости могут иметь более плавные боковые стенки (фиг. 5) с большими закругленными краями, чтобы ребра (фиг. 1) имели плавный переход от цилиндрической поверхности боковой стенки.
Удаление элементов пресс-формы из формованного центратора после гидроформовки может быть облегчено с помощью прорезей 113 , которые служат для придания кольцевой податливости. Кроме того, каждый элемент пресс-формы может образовывать часть полости, так что элементы не входят в зацепление с центрирующим устройством за счет выступа ребра в полость.
Обратимся теперь к фиг. 6, оправка 101 снабжена внутренними уплотнениями 110 , размер которых соответствует внутреннему отверстию 2 заготовки заготовки 102 и входное отверстие для жидкости 111 , открытое на внешней поверхности оправки между уплотнениями 110 . Когда заготовка 102 расположена вокруг оправки, любая жидкость, подаваемая через порт 111 , таким образом, удерживается заготовкой, оправкой 101 и уплотнениями 110 , причем все эти компоненты находятся в уплотняющем соединении. Это позволяет прикладывать давление жидкости к внутренней поверхности заготовки 9.0193 102 с помощью подходящих средств, таких как вода, газ под высоким давлением, эластомеры или гидравлическая жидкость. Следует понимать, что текучая среда, используемая для приложения давления гидроформинга, может представлять собой любую текучую среду, способную передавать давление с относительно небольшим сопротивлением от напряжения сдвига.
Давление, необходимое для гидроформования, зависит, например, от прочности формируемого материала и радиуса кривизны, до которой формируется стенка. В одном варианте давление составляет от 100 до 200 МПа (от 15000 до 30000 фунтов на кв. дюйм). Уплотнения 110 и т. д. должны выдерживать такое давление.
Обратимся теперь к фиг. 7, приложение достаточного давления жидкости через порт 111 заставляет заготовку 102 расширяться и пластически деформироваться, если это не ограничивается контактом с внутренней поверхностью содержащей форму, таким образом раздувая боковую стенку заготовки 1 в полости формы 109 . Это образует ребра 7 в заготовке, тем самым образуя центратор из заготовки. Часть силы давления, на которую реагирует пресс-форма 103 , в свою очередь, входит через цангу 104 в раструб 106 . Из-за сужающегося интерфейса между цангой 104 и раструбом 106 цанга 104 может проскальзывать в раструбе 106 под нагрузкой давления, что приводит к нежелательному расширению заготовки 102 . Это движение можно легко предотвратить, приложив осевую нагрузку или другие подходящие средства ограничения между цанговыми губками 105 и звонок 106 . После снятия формовочного давления оправка 101 легко снимается, однако между заготовкой 102 и формой 103 может существовать остаточное радиальное напряжение или помехи, препятствующие извлечению заготовки и формы из цанги. 104 . Это радиальное напряжение снимается соответствующим смещением цанги относительно раструба, что позволяет снять заготовку 102 вместе с элементами пресс-формы 9.0193 107 , 108 , так как сформированные ребра 7 сцепляются с полостями пресс-формы 109 после формования. После извлечения из формующего устройства 100 элементы формы 107 , 108 могут быть удалены из центратора, сформированного из заготовки 102 .
Гидроформованный центратор можно установить с помощью различных средств на трубу для использования в стволе скважины. Например, средства крепления корпуса центратора на металлической трубе могут обеспечить свободное вращение гидроформованного центратора на металлической трубе. При желании средства крепления могут ограничивать диапазон осевого перемещения центратора. В таком варианте монтаж может включать размещение центратора на металлической трубе между двумя поверхностями, смещенными относительно внешнего диаметра металлической трубы в достаточной степени для прилегания к концам корпуса центратора. Примыкающие поверхности обычно образованы заплечиками стопорных колец, размещенных коаксиально на трубе по обе стороны от центратора, при этом стопорные кольца крепятся к металлической трубе с помощью установочных винтов, приклеивания или опрессовки. Способы обжатия стопорных колец могут соответствовать указаниям, приведенным в Cdn. Приложение. 2350681. Выбранная металлическая труба может быть, например, обсадной для бурения или футеровки скважины или бурильной трубы.
В качестве другого примера, гидроформованный центратор может быть установлен для обеспечения передачи осевой нагрузки и крутящего момента путем закрепления центратора с возможностью вращательного и осевого перемещения вместе с трубой, на которой он закреплен.
На фиг. 8, в одном варианте осуществления внутреннее отверстие 2 формованного корпуса центратора 1 может быть выполнено с возможностью свободной посадки, по крайней мере, на одном конце трубы, показанной как резьбовое соединение 9 кожуха. Это позволяет легко разместить центратор где-нибудь по длине стыка обсадной колонны 9.0193 9 . Когда стык обсадной колонны собран в колонну, центраторы могут свободно вращаться и вынуждены скользить между муфтами, соединяющими стыки обсадных труб, и этот способ включения центраторов в колонну хорошо известен в промышленности.
Для применений, требующих конструктивного крепления центратора 1 к корпусу 9 для передачи крутящего момента, центратор можно закрепить на корпусе путем обжатия одного или обоих концевых промежутков 3 a , 4 a на корпус, как описано в Cdn. Приложение. 2350681. Для таких применений материал корпуса центратора 1 в одном или обоих концевых интервалах 3 a , 4 a может быть выбран так, чтобы его предел упругости был меньше, чем у корпуса соединение 9 .
В качестве альтернативного метода крепления, обеспечивающего передачу осевой нагрузки и крутящего момента, один или оба концевых интервала центратора могут быть снабжены установочными винтами (не показаны). После установки на трубу установочные винты затягиваются, чтобы зафиксировать центратор на месте, этот метод крепления хорошо известен в отрасли. Точно так же центратор может быть закреплен с помощью сварки или путем введения цементного раствора или другого клея на поверхность раздела между отверстием центратора и корпусом, этот способ крепления центраторов также известен в данной области техники.
В другом варианте осуществления, для применений, требующих контроля осевого положения центратора на трубе, но допускающих вращение без передачи значительного крутящего момента, на РИС. 9 показаны цилиндрические стопорные кольца 10 , предусмотренные и размещенные на трубе для фиксации центратора 1 между ними. Стопорные кольца 10 прикреплены к корпусу таким образом, чтобы предотвратить осевое скольжение. В одном варианте стопорные кольца снабжены установочными винтами 11 и прикреплены к трубе способом, хорошо известным в отрасли.

 На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК.
На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК.





 ..
.. 10.2022
10.2022 org/ListItem»>
Россия
org/ListItem»>
Россия
 Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи. м.(кг)
м.(кг) На данный момент товар находится в статусе «в наличии».
На данный момент товар находится в статусе «в наличии». Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Техноком, ООО по указанным телефону или адресу электронной почты.
Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Техноком, ООО по указанным телефону или адресу электронной почты.
 Литой уретан — универсальное и экономичное решение. Его можно применять различными способами к новому и старому оборудованию, предотвращая дорогостоящие простои.
Литой уретан — универсальное и экономичное решение. Его можно применять различными способами к новому и старому оборудованию, предотвращая дорогостоящие простои.


 Наши запатентованные уретановые смеси делают продукт более прочным и универсальным, чем металл, резина и пластик.
Наши запатентованные уретановые смеси делают продукт более прочным и универсальным, чем металл, резина и пластик.
 п. Обычно это достигается путем пропускания удлиненного элемента через так называемую «J-образную трубу», которая представляет собой выступающую вниз трубу, прикрепленную к производственной платформе, надводному судну и т.п. Затем удлиненный элемент фиксируется на месте.
п. Обычно это достигается путем пропускания удлиненного элемента через так называемую «J-образную трубу», которая представляет собой выступающую вниз трубу, прикрепленную к производственной платформе, надводному судну и т.п. Затем удлиненный элемент фиксируется на месте.


 1, показывающий, что он установлен на изогнутой J-образной трубе.
1, показывающий, что он установлен на изогнутой J-образной трубе. Внутренний диаметр периферийной выемки 26 немного больше внешнего диаметра периферийной кромки 24 на противоположном конце, а продольная длина кромки 24 немного короче продольной длины периферийной выемки . 26 . Кроме того, торец 30 втулки, примыкающий к периферийной кромке, в одном варианте осуществления наклонен к противоположному концу примерно на 1,5°, хотя этот угол может быть изменен в соответствии с конкретными обстоятельствами, такими как требуемый радиус изгиба. .
Внутренний диаметр периферийной выемки 26 немного больше внешнего диаметра периферийной кромки 24 на противоположном конце, а продольная длина кромки 24 немного короче продольной длины периферийной выемки . 26 . Кроме того, торец 30 втулки, примыкающий к периферийной кромке, в одном варианте осуществления наклонен к противоположному концу примерно на 1,5°, хотя этот угол может быть изменен в соответствии с конкретными обстоятельствами, такими как требуемый радиус изгиба. . Однако внешний конец торцевой втулки 18 выполнен в виде стенки 29 в форме усеченного конуса и не имеет выступающей периферийной кромки, в отличие от других центрирующих втулок 16 .
Однако внешний конец торцевой втулки 18 выполнен в виде стенки 29 в форме усеченного конуса и не имеет выступающей периферийной кромки, в отличие от других центрирующих втулок 16 .
 Скорее, слова, используемые в описании, являются словами описания, а не ограничения, и понятно, что могут быть сделаны различные изменения, не отступая от сущности и объема изобретения.
Скорее, слова, используемые в описании, являются словами описания, а не ограничения, и понятно, что могут быть сделаны различные изменения, не отступая от сущности и объема изобретения. Эти устройства сконфигурированы для экономичного решения различных задач бурения и заканчивания.
Эти устройства сконфигурированы для экономичного решения различных задач бурения и заканчивания.


 Эти чертежи изображают только типичные варианты осуществления изобретения и поэтому не должны рассматриваться как ограничивающие его объем. На чертежах:
Эти чертежи изображают только типичные варианты осуществления изобретения и поэтому не должны рассматриваться как ограничивающие его объем. На чертежах: 7 представляет собой сечение всей стенки узла, показанного на фиг. 4, каким он будет после приложения формовочного давления;
7 представляет собой сечение всей стенки узла, показанного на фиг. 4, каким он будет после приложения формовочного давления; Пока показаны три ребра, на центраторе может быть сформировано любое количество ребер. В его предпочтительном варианте осуществления один или оба цилиндрических конца 3 , 4 могут иметь промежутки, подходящие для обжатия, если желательно, чтобы центратор можно было установить для обжатия.
Пока показаны три ребра, на центраторе может быть сформировано любое количество ребер. В его предпочтительном варианте осуществления один или оба цилиндрических конца 3 , 4 могут иметь промежутки, подходящие для обжатия, если желательно, чтобы центратор можно было установить для обжатия.
 Особый метод формирования расширяет ребро наружу, ограничивая остальную часть трубы. Таким образом, объем материала в области ребра остается постоянным, и должно происходить некоторое утончение, чтобы приспособиться к большей площади поверхности/длине периметра ребра по сравнению с исходной стенкой трубы. Величина утончения, реально возможная без разрушения материала, зависит от различных свойств материала, используемого для изготовления центратора. Например, при использовании стали утонение составляет примерно 25%, так что сформированная толщина стенки составляет 75% исходной толщины стенки.
Особый метод формирования расширяет ребро наружу, ограничивая остальную часть трубы. Таким образом, объем материала в области ребра остается постоянным, и должно происходить некоторое утончение, чтобы приспособиться к большей площади поверхности/длине периметра ребра по сравнению с исходной стенкой трубы. Величина утончения, реально возможная без разрушения материала, зависит от различных свойств материала, используемого для изготовления центратора. Например, при использовании стали утонение составляет примерно 25%, так что сформированная толщина стенки составляет 75% исходной толщины стенки. Материал трубчатой заготовки выбирается таким образом, чтобы он выдерживал пластическую деформацию и в значительной степени сохранял эффекты гидроформования, при этом его можно было использовать в скважинных условиях. В одном варианте центратор выполнен из пластичных металлов, таких как, например, сталь. Для гидроформования центратора толщина стенки в сочетании с прочностью материала должна обеспечивать достаточную прочность, чтобы реагировать на эксцентриковые и, возможно, боковые силы бурения, с которыми сталкивается трубчатый элемент. Эти силы значительно различаются в зависимости от размера трубы, геометрии отверстия, положения в отверстии, сверления или спуска и т. д. Обычно, например, при использовании стали толщина стенки материала для формирования центратора превышает примерно 1/16 дюйма. . При анализе затрат и выгод верхний предел толщины стальных стенок составляет около ½ дюйма для нефтяных или даже геотермальных применений. В одном варианте осуществления материал представляет собой сталь с толщиной стенки 1/4 дюйма.
Материал трубчатой заготовки выбирается таким образом, чтобы он выдерживал пластическую деформацию и в значительной степени сохранял эффекты гидроформования, при этом его можно было использовать в скважинных условиях. В одном варианте центратор выполнен из пластичных металлов, таких как, например, сталь. Для гидроформования центратора толщина стенки в сочетании с прочностью материала должна обеспечивать достаточную прочность, чтобы реагировать на эксцентриковые и, возможно, боковые силы бурения, с которыми сталкивается трубчатый элемент. Эти силы значительно различаются в зависимости от размера трубы, геометрии отверстия, положения в отверстии, сверления или спуска и т. д. Обычно, например, при использовании стали толщина стенки материала для формирования центратора превышает примерно 1/16 дюйма. . При анализе затрат и выгод верхний предел толщины стальных стенок составляет около ½ дюйма для нефтяных или даже геотермальных применений. В одном варианте осуществления материал представляет собой сталь с толщиной стенки 1/4 дюйма.
 В качестве альтернативы, полости могут иметь более плавные боковые стенки (фиг. 5) с большими закругленными краями, чтобы ребра (фиг. 1) имели плавный переход от цилиндрической поверхности боковой стенки.
В качестве альтернативы, полости могут иметь более плавные боковые стенки (фиг. 5) с большими закругленными краями, чтобы ребра (фиг. 1) имели плавный переход от цилиндрической поверхности боковой стенки. Это позволяет прикладывать давление жидкости к внутренней поверхности заготовки 9.0193 102 с помощью подходящих средств, таких как вода, газ под высоким давлением, эластомеры или гидравлическая жидкость. Следует понимать, что текучая среда, используемая для приложения давления гидроформинга, может представлять собой любую текучую среду, способную передавать давление с относительно небольшим сопротивлением от напряжения сдвига.
Это позволяет прикладывать давление жидкости к внутренней поверхности заготовки 9.0193 102 с помощью подходящих средств, таких как вода, газ под высоким давлением, эластомеры или гидравлическая жидкость. Следует понимать, что текучая среда, используемая для приложения давления гидроформинга, может представлять собой любую текучую среду, способную передавать давление с относительно небольшим сопротивлением от напряжения сдвига. Это образует ребра 7 в заготовке, тем самым образуя центратор из заготовки. Часть силы давления, на которую реагирует пресс-форма 103 , в свою очередь, входит через цангу 104 в раструб 106 . Из-за сужающегося интерфейса между цангой 104 и раструбом 106 цанга 104 может проскальзывать в раструбе 106 под нагрузкой давления, что приводит к нежелательному расширению заготовки 102 . Это движение можно легко предотвратить, приложив осевую нагрузку или другие подходящие средства ограничения между цанговыми губками 105 и звонок 106 . После снятия формовочного давления оправка 101 легко снимается, однако между заготовкой 102 и формой 103 может существовать остаточное радиальное напряжение или помехи, препятствующие извлечению заготовки и формы из цанги.
Это образует ребра 7 в заготовке, тем самым образуя центратор из заготовки. Часть силы давления, на которую реагирует пресс-форма 103 , в свою очередь, входит через цангу 104 в раструб 106 . Из-за сужающегося интерфейса между цангой 104 и раструбом 106 цанга 104 может проскальзывать в раструбе 106 под нагрузкой давления, что приводит к нежелательному расширению заготовки 102 . Это движение можно легко предотвратить, приложив осевую нагрузку или другие подходящие средства ограничения между цанговыми губками 105 и звонок 106 . После снятия формовочного давления оправка 101 легко снимается, однако между заготовкой 102 и формой 103 может существовать остаточное радиальное напряжение или помехи, препятствующие извлечению заготовки и формы из цанги. 104 . Это радиальное напряжение снимается соответствующим смещением цанги относительно раструба, что позволяет снять заготовку 102 вместе с элементами пресс-формы 9.0193 107 , 108 , так как сформированные ребра 7 сцепляются с полостями пресс-формы 109 после формования. После извлечения из формующего устройства 100 элементы формы 107 , 108 могут быть удалены из центратора, сформированного из заготовки 102 .
104 . Это радиальное напряжение снимается соответствующим смещением цанги относительно раструба, что позволяет снять заготовку 102 вместе с элементами пресс-формы 9.0193 107 , 108 , так как сформированные ребра 7 сцепляются с полостями пресс-формы 109 после формования. После извлечения из формующего устройства 100 элементы формы 107 , 108 могут быть удалены из центратора, сформированного из заготовки 102 . Примыкающие поверхности обычно образованы заплечиками стопорных колец, размещенных коаксиально на трубе по обе стороны от центратора, при этом стопорные кольца крепятся к металлической трубе с помощью установочных винтов, приклеивания или опрессовки. Способы обжатия стопорных колец могут соответствовать указаниям, приведенным в Cdn. Приложение. 2350681. Выбранная металлическая труба может быть, например, обсадной для бурения или футеровки скважины или бурильной трубы.
Примыкающие поверхности обычно образованы заплечиками стопорных колец, размещенных коаксиально на трубе по обе стороны от центратора, при этом стопорные кольца крепятся к металлической трубе с помощью установочных винтов, приклеивания или опрессовки. Способы обжатия стопорных колец могут соответствовать указаниям, приведенным в Cdn. Приложение. 2350681. Выбранная металлическая труба может быть, например, обсадной для бурения или футеровки скважины или бурильной трубы. Это позволяет легко разместить центратор где-нибудь по длине стыка обсадной колонны 9.0193 9 . Когда стык обсадной колонны собран в колонну, центраторы могут свободно вращаться и вынуждены скользить между муфтами, соединяющими стыки обсадных труб, и этот способ включения центраторов в колонну хорошо известен в промышленности.
Это позволяет легко разместить центратор где-нибудь по длине стыка обсадной колонны 9.0193 9 . Когда стык обсадной колонны собран в колонну, центраторы могут свободно вращаться и вынуждены скользить между муфтами, соединяющими стыки обсадных труб, и этот способ включения центраторов в колонну хорошо известен в промышленности.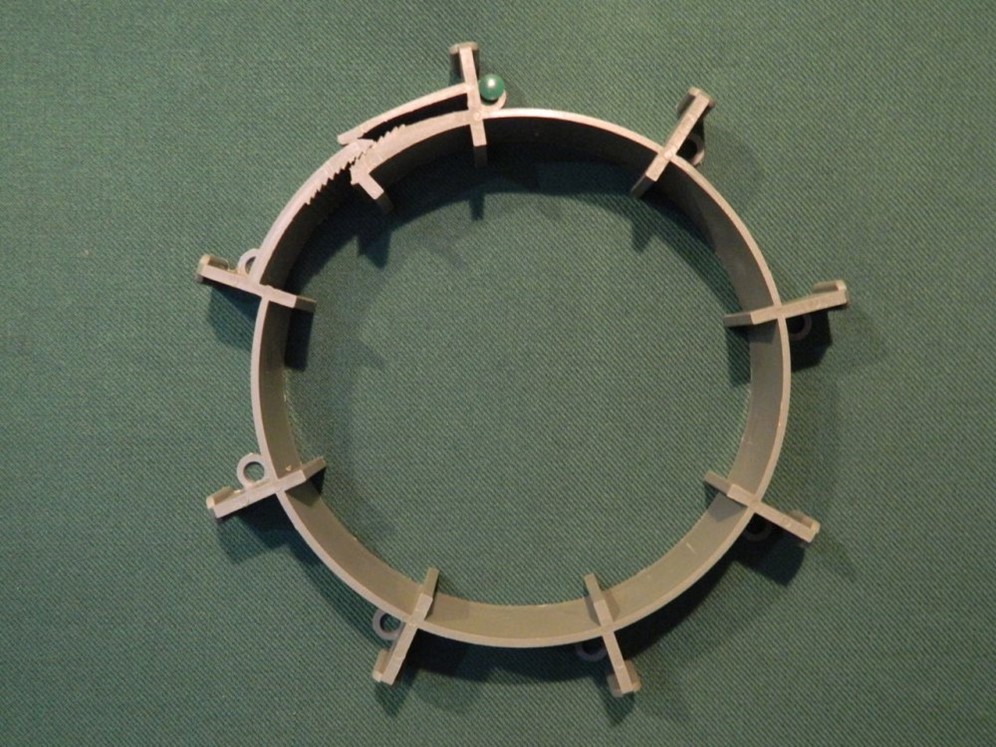 После установки на трубу установочные винты затягиваются, чтобы зафиксировать центратор на месте, этот метод крепления хорошо известен в отрасли. Точно так же центратор может быть закреплен с помощью сварки или путем введения цементного раствора или другого клея на поверхность раздела между отверстием центратора и корпусом, этот способ крепления центраторов также известен в данной области техники.
После установки на трубу установочные винты затягиваются, чтобы зафиксировать центратор на месте, этот метод крепления хорошо известен в отрасли. Точно так же центратор может быть закреплен с помощью сварки или путем введения цементного раствора или другого клея на поверхность раздела между отверстием центратора и корпусом, этот способ крепления центраторов также известен в данной области техники.