Внутренний центратор для сварки труб
Качественная состыковка частей магистральных трубопроводов – достаточно непростая задача. Особенно это касается труб больших диаметров.
Перед сваркой, соединяемые элементы трубопровода необходимо жёстко и точно зафиксировать. С этой целью можно использовать внутренний центратор для труб.
Особенности внутренних центраторов для труб
Внутренние центраторы, имеющие довольно сложную и тяжелую конструкцию, как правило, применяются на трубопроводах больших диаметров. Помимо фиксации снаружи, они могут осуществлять внутреннюю фиксацию, поэтому используются при сварочных работах на трубах с пенополиуретановым покрытием (ППУ).
Трубы данного вида часто используются в центральных сетях горячего водоснабжения и водяного отопления.
В слое пенополиуретановой изоляции имеется кабель, предназначенный для удалённого мониторинга состояния трубопровода.
Снаружи эта изоляция обрабатывается термостойким неметаллическим покрытием.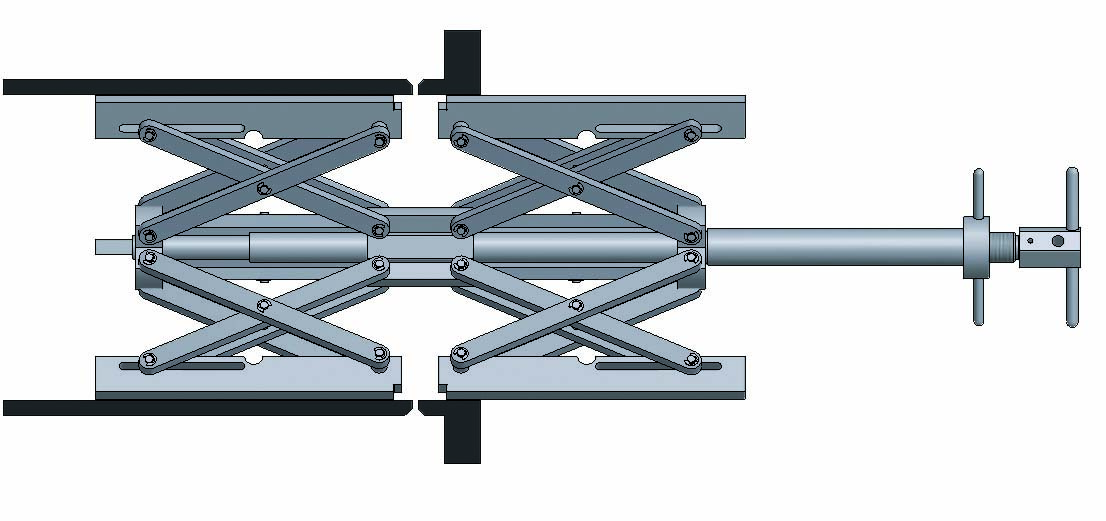
Важной отличительной чертой внутренних центраторов является то, что из-за открытия стыка труб они могут применяться в длительном режиме эксплуатации трубопровода. Это позволяет использовать различные сварочные аппараты, что повышает эффективность монтажа трубопровода, а также существенно упрощает работу специалистов.
Чаще всего, в комплекте имеется гидравлический привод для центровки и исправления прогиба трубы.
На трубопроводах с внутренним диаметром менее 300 мм, как правило, применяют внутренние центраторы с ручным приводом.
Как работают внутренние центраторы
Инструмент устанавливается во внутрь одного из концов трубы, при этом второй конец приставляется грузозахватным оборудованием.
С помощью гидравлики осуществляется требуемый прижим и далее производятся сварочные работы.
В процессе сварки труба может перегреться, поэтому для охлаждения применяют специальные вентиляторы.
ООО «Промтехнологии», эксклюзивный дистрибьютор производственного предприятия ООО «СтопТрон» и завода ООО «DWT «Gmbh», рекомендует выбирать внутренние центраторы для сварки труб только высокого качества, которые облегчат работы по стыковке элементов трубы, а также обеспечат надёжное присоединение. Это очень важно, так как от качества сварного шва зависит функционирование будущего трубопровода.
Просмотров: 108
Центраторы внутренние ЦВ
ЦЕНТРАТОРЫ ВНУТРЕННИЕ ГИДРАВЛИЧЕСКИЕ ЦВ предназначены для центровки торцов труб и секций при сборке неповоротных и поворотных стыков при строительстве трубопроводов.
 Преимущество их по сравнению с наружными центраторами
состоит в том, что стык, оставаясь полностью открытым, позволяет
вести сварку первого слоя непрерывно и использовать сварочные
автоматы.
Преимущество их по сравнению с наружными центраторами
состоит в том, что стык, оставаясь полностью открытым, позволяет
вести сварку первого слоя непрерывно и использовать сварочные
автоматы.Внутренние центраторы имеют электрогидравлический привод и два независимых ряда центрирующих жимков. Питание центраторов осуществляется от сварочных агрегатов постоянного тока. Перемещение центратора от стыка к стыку производится за штангу трубоукладчиком или трактором. Для центровки труб с деформированными торцами Жимки имеют возможность поворота относительно друг друга.
Наименование параметра |
Значение |
|||||
Тип центратора |
ЦВ42 |
ЦВ54 |
ЦВ85 |
ЦВ107 |
ЦВ127 |
ЦВ147 |
| Диаметр труб, мм | 426 |
530-630 |
720-820 |
1020 |
1220 |
1420 |
| Толщина стенки, мм | 6-12 |
6-14 |
7-22 |
9-18 |
10-19 |
14-23 |
| Число жимков в одном центрирующем ряду | 8 |
8 |
12 |
16 |
20 |
20 |
| Число центрирующих рядов | 2 |
2 |
2 |
2 |
2 |
2 |
| Общее усилие на один торец, кН | 400 |
500 |
800 |
900 |
1000 |
1100 |
| Рабочее давление в гидросистеме, Мпа | 15 |
16 |
15 |
14 |
15,5 |
17 |
| Привод центратора | электрогидравлический |
|||||
| Габаритные размеры, мм:
— длина (без штанги) — диаметр |
|
|
|
|
||
| Масса (без штанги), кг | 325 |
475 |
830 |
1500 |
1715 |
1935 |
Дополнительное оборудование
для ЦВ107, ЦВ127, ЦВ147: вентилятор.
Возможна поставка центраторов внутренних гидравлических типа CW (Польша) после капитального ремонта.
Внутренний центратор труб
Внутренние центраторы предназначены для точного соединения и центрации труб под сварку.
На качество сварочного процесса в сфере прокладки трубопроводов влияет множество факторов, и внутренний центратор является одним из наиболее важных. Он не только оказывает значительное влияние на качество сварки, но также может ускорить процесс прокладки труб в целом. Конечно, вы можете выбрать внешние центраторы для стыковки под сварку, но они не настолько точны для калибровки и недостаточно эффективны для сварочного процесса, как внутренние центраторы.
Компания «Союз Восток» является профессиональным поставщиком внутренних центраторов для труб из Китая.
| Модель | Диаметр трубы | Жимки | Макс. | Мотор | Мощиность | Размеры | Вес | Куб |
| DNQ06» | 168mm | 6×2 | 135kn | 0 | — | Φ150x1475mm | 35kg | 0.001m³ |
| DNQ08» | 219mm | 6×2 | 210kn | 0 | — | Φ189x1595mm | 55kg | 0.007m³ |
| DNQ10″ | 273mm | 6×2 | 380kn | 0 | — | Φ240x1665mm | 60kg | 0.007m³ |
 усилия
усилия| 305-357mm | 6×2 | 405kn | 0 | — | Φ280x1750mm | 100kg | 0.015m³ | |
| DNQ16″-18″Z | 406-457mm | 8×2 | 960kn | 1 | 0.59 | Φ360x2135mm | 190kg | 0.034m³ |
| DNQ20″-22″Z | 508-559mm | 10×2 | 1060kn | 1 | 1.01 | Φ480x2435mm | 295kg | 0. 064m³ 064m³ |
| DNQ22″-24″Z | 559-610mm | 12×2 | 1270kn | 1 | 1.01 | Φ530x2500mm | 390kg | 0.082m³ |
| DNQ24″-26″Z | 610-660mm | 12×2 | 1270kn | 1 | 1.01 | Φ580x2670mm | 420kg | 0.12m³ |
| DNQ28″-30″Z | 711-762mm | 12×2 | 1750kn | 1 | 1.01 | Φ680x2700mm | 510kg | 0.113m³ |
| DNQ30″-32″Z | 762-813mm | 14×2 | 2940kn | 1 | 2.24 | Φ690x2940mm | 735kg | 0.29m³ |
| DNQ32″-36″Z | 813-914mm | 16×2 | 2940kn | 1 | 2.24 | Φ790x3025mm | 780kg | 0.29m³ |
| DNQ36″-40″Z | 914-1016mm | 18×2 | 2940kn | 1 | 2.24 | Φ820x3190mm | 865kg | 0.31m³ |
| DNQ40″-42″Z | 1016-1067mm | 20×2 | 2940kn | 1 | 2. 24 24 | Φ980x3030mm | 980kg | 0.31m³ |
| DNQ48″-52″Z | 1219-1321mm | 22×2 | 4855kn | 2 | 2.24 | Φ1210x3520mm | 1875kg | 0.64m³ |
| DNQ56″-60″Z | 1422-1524mm | 22×2 | 4855kn | 2 | 2.24 | Φ1310x3500mm | 2185kg | 0.64m³ |
| DNQ64″-72″Z | 1626-1829mm | 24×2 | 4855kn | 2 | 4.1 | Φ1557x3865mm | 2885kg | 0.737m³ |
| DNQ76″-80″Z | 1930-2032mm | 30×2 | 4855kn | 2 | 4.1 | Φ1800x4000mm | 3855kg | 0.737m |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Данные центраторы придают торцам собираемых труб форму окружности, обеспечивают их концентричную сборку, равномерно распределяя разность периметров. Преимущество их по сравнению с наружными центраторами состоит в том, что стык полностью открыт и можно вести сварку первого слоя непрерывно и использовать сварочные автоматы. Центраторы внутренние гидравлические имеют электрогидравлический привод и два независимых ряда центрирующих жимков. Питание центраторов осуществляется от сварочных агрегатов постоянного тока. В комплект поставки центраторов могут входить штанги (общей длиной до 36м) и вентилятор (для труб Д1020 и выше), используемый для охлаждения центратора внутреннего гидравлического в период сварочных работ. Мы выпускаем центраторы ЦВ 32, 42, 54, 85, 107, 127, 147.
Данные центраторы придают торцам собираемых труб форму окружности, обеспечивают их концентричную сборку, равномерно распределяя разность периметров. Преимущество их по сравнению с наружными центраторами состоит в том, что стык полностью открыт и можно вести сварку первого слоя непрерывно и использовать сварочные автоматы. Центраторы внутренние гидравлические имеют электрогидравлический привод и два независимых ряда центрирующих жимков. Питание центраторов осуществляется от сварочных агрегатов постоянного тока. В комплект поставки центраторов могут входить штанги (общей длиной до 36м) и вентилятор (для труб Д1020 и выше), используемый для охлаждения центратора внутреннего гидравлического в период сварочных работ. Мы выпускаем центраторы ЦВ 32, 42, 54, 85, 107, 127, 147. Центраторы внутренние гидравлические типа ЦВ с двумя независимыми центрирующими рядами предназначены для центрирования торцов секций и отдельных труб диаметром от 426 до 1420 мм длиной до 36 м при неповоротной ручной дуговой сварке линейной части трубопроводов и центровки торцов труб при поворотной сварке в секции на полевых трубосварочных базах, при температуре окружающей среды от -40° до +40° С. Центраторы укомплектованы специальной штангой, длиной не менее 36 м. Центраторы укомплектованы специальной штангой, длиной не менее 36 м.Внутренние центраторы имеют электрогидравлический привод и два независимых ряда центрирующих жимков. Питание электродвигателя насоса гидропривода осуществляется сварочным источником питания постоянного тока. Перемещение центратора от стыка к стыку производится за штангу трубоукладчиком или трактором. В гидросистеме центратора используется всесезонная рабочая жидкость АМГ 10 (электроприводной насос 465К) или масло ВМГЗ (агрегат насосный АНМ 6/8). Внутренние центраторы придают торцам собираемых труб форму окружности, обеспечивают их концентричную сборку, равномерно распределяя разность периметров. По сравнению с наружными центраторами они их преимущество состоит в том, что стык остается полностью открытым, что позволяет вести сварку первого слоя непрерывно и использовать сварочные автоматы. При работе на трубах, имеющих внутреннее изоляционное покрытие, центраторы могут оснащаться роликами с полиуретановым покрытием. Для охлаждения центратора при проведении сварочных работ модели на трубы от 1020 мм могут комплектоваться вентилятором. Центраторы укомплектованы:
По желанию Заказчика возможна дополнительная комплектация:
Кроме того в комплект поставки входят:
В центраторах применяются: электроприводной насос производства Италия (ЕС), полиуретановые уплотнения, фитинги и трубопроводы пр-ва Германия (ЕС). Для большей надёжности в ЦВ несколько гидрораспределителей заменены единым, обеспечивающим различные режимы работы, усилена рама гидроагрегата. Также возможно по желанию Заказчика изготовление центраторов для труб с более высокой толщиной стенки, чем указано в технической характеристике, а также дюймовых типоразмеров. Технические характеристики внутренних гидравлических центраторов
Примечание: *Центраторы могут комплектоваться на дополнительные диаметры по заявке. | ||||||



Центратор внутренний гидравлический ЦВ127 в Раменском (Центраторы внутренние)
Центратор внутренний гидравлический ЦВ127 предназначен для центровки и сборки труб сваркой торцов отдельных труб и секций длиной до 36 м на полевых трубосварочных базах при температуре окружающей среды от -40 гр. С до +40 гр. С.
Центраторы являются гидравлическими машинами с автономным электрогидравлическим приводом. Питание электродвигателя осуществляется постоянным током от сварочного аппарата напряжением 27В. Имеют преимущество перед наружными центраторами в том, что стык полностью остается открытым, позволяя вести сварку снаружи труб непрерывно и использовать сварочные аппараты.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Техническая характеристика, единица измерения
МОДЕЛЬЦВ 42
ЦВ 54
ЦВ 85
ЦВ 107
ЦВ 127
ЦВ 147
1. Диаметры центрируемые для отечественных труб:
— основное исполнение
426
530
720
1020
1220
1420
— с набором проставок
630
820
2.
 Толщина стенок собираемых труб, мм
Толщина стенок собираемых труб, мм6-12
6-14
7-22
9-18
10-19
14-23
3. Количество жимков в одном центрирующем ряду, шт.
8
8
12
12
16
16
4. Суммарное усилие развиваемое одним центрирующим рядом, кН(тс)
400
(40)
500
(50)
800
(80)
900
(90)
1000
(100)
1100
(110)
5. Рабочее давление в гидросистеме, МПа (кгс/см кв.)15
(150)
16
(160)
15
(150)
14
(140)
15,5
(155)
17
(170)
6. Ход жимков22
25
25
35
35
35
7. Привод центратора
ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ
8. Тип рабочей жидкости
АМГ-10 ГОСТ 679 4-75 (ВМГЗ)
9. Габаритные размеры центратора (без штанги), мм, не более
Длина
2150
2280
2310
3000
3000
3000
Диаметр
426
530
720
1020
1220
1420
630
820
10. Масса снаряженного центратора (без штанги), кг
325
475
830
1500
1715
1935
Комплект поставки:
- Центратор внутренний гидровлический ЦВ
- Штанга в разобранном виде
- Тросики и провода
- Комплект запасных деталей и инструмент
- Паспорт (Инструкция по эксплуатации)
(PDF) Соображения при проектировании центраторов для систем «труба в трубе»
5 Copyright © 2018 by ASME
(FEA). Здесь подробно обсуждается установочная нагрузка на центраторы при укладке системы ПИП
Здесь подробно обсуждается установочная нагрузка на центраторы при укладке системы ПИП
рулонным способом.
Подробные сведения о том, что составляет процесс наматывания и его основные принципы
, можно найти в [4].
Во время укладки мотовила система PIP изгибается над барабаном
под высоким осевым натяжением (натяжение при намотке), которое в основном
переносится на внешнюю трубу.Когда судно находится в открытом море, система PIP
размотана, и когда она проходит свободный промежуток между мотовилом и
выравнивателем, она изгибается в обратном направлении перед тем, как снова согнуться над выравнивателем
под очень высоким натяжением (обратное натяжение). Наличие высокого натяжения
необходимо, иначе систему PIP
нельзя согнуть над выравнивателем. Это высокое напряжение первоначально распределяется
между внутренней и внешней трубами пропорционально их осевой жесткости
.Однако при прохождении через выравниватель и выпрямитель
внешнее натяжение трубы приближается к нулю
(где достигает натяжителя), в то время как внутренняя труба остается
под значительным натяжением. Следовательно, история загрузки данного центратора
Следовательно, история загрузки данного центратора
изменяется по мере прохождения им этих этапов наматывания и
разматывания. См. [3] и [6] для получения дополнительной информации о
.
Типичная история загрузки центратора при прохождении
через барабан, выравниватель и выпрямитель показана на
Рисунок 11.Следует отметить, что указанные здесь нагрузки представляют собой «нормальные» нагрузки
, действующие на центраторы.
Рисунок 11: Пример истории загрузки типичного центратора
в процессе наматывания и разматывания
Как можно заметить на Рисунке 11, максимальная нагрузка на установку
применяется, когда центратор проходит через выравниватель.
Следовательно, при проектировании и выборе центраторов
важно убедиться, что центратор может выдерживать эту высокую нагрузку сжатия
с подходящим запасом прочности.В противном случае необходимо улучшить либо материал центратора
(например, использовать более жесткий материал
), либо изменить размер центратора (например, толщину и / или ширину
).
Нагрузка, испытываемая центраторами в процессе наматывания и
разматывания, в основном зависит от:
Приложенного обратного натяжения;
Жесткость внутренней / внешней трубы на изгиб; и,
Коэффициент трения центратора / трубы.
Каждое из вышеперечисленных проверяется и обсуждается здесь с использованием
FEA. Следует отметить, что здесь указывается «нормальная» нагрузка на центраторы
и что максимальная нагрузка
на выравнивающее колесо представляет интерес.
Описание модели FE
Модель FE, используемая для этого исследования, состояла из
внутренних и внешних труб, смоделированных с использованием трехмерного элемента трубы первого порядка
«PIPE31» в ABAQUS [7].Каждый элемент трубы
имел длину 0,25 м. Центраторы были смоделированы
с использованием специальных трехмерных межтрубных контактов
контактных элементов «ITT31» в ABAQUS. Элементы ITT31
расположены через каждые 8 элементов системы PIP. Это
Это
позволяло внутренней трубе и внешней трубе скользить относительно
друг относительно друга (см. Рисунок 12). Трение между центраторами
и стальной трубой было смоделировано с использованием алгоритма кулоновского трения
.
Рисунок 12: Схема внутренней трубы, внешней трубы и центраторов
(показаны точками) и ключевых элементов трубопровода укладки барабана
Для моделирования процесса наматывания используются ключевые элементы
системы наматывания (барабан, выравниватель и выпрямитель)
смоделировано с использованием аналитических жестких контактных поверхностей в
ABAQUS. Катушка и выравниватель имеют радиус кривизны
, соответствующий фактическим геометрическим размерам
ступицы мотовила и выравнивающего колеса судна укладки мотовила
.Выпрямитель также имел кривизну, при которой внешняя труба
считается «прямой» после наматывания и процесса разматывания
.
Модель FE смоделировала весь процесс наматывания,
выравнивания / разматывания и правки (см. [4]).
[4]).
Сначала натяжение наматывания было приложено к первому концу
системы PIP. Жесткая поверхность, представляющая барабан, была
, затем вращалась до тех пор, пока второй конец также не был намотан на барабан
(см. Рис. 13-вверху).Длина рассматриваемого участка намотки
составляла 350 м.
Конфигурация трубы — обзор
4.3.5.1 Соединения с внешней высадкой
Обсуждалось влияние внешней высадки и соединений с буртиком на трение в прямых конфигурациях труб. Тогда возникает вопрос, какое влияние на изгиб, как синусоидальный, так и винтовой, оказывают торцевые соединения с внешней высадкой.
Маловероятно, что синусоидальная потеря устойчивости будет затронута соединениями EUE. Точки контакта прерывистые в зависимости от периода синусоиды.Период был измерен на длине 60–90 футов в некоторых конфигурациях труб с низкими осевыми силами сжатия. Маловероятно, что подключение через каждые 30 футов или около того может повлиять на синусоидальное продольное изгибание, когда речь идет о длительных периодах. Соединение, вероятно, не контактировало бы со стволом скважины, или, если бы оно было, боковые силы были бы минимальными. В любом случае образование синусоиды и любые отрицательные эффекты, такие как дополнительное трение трубы о стенку, будут минимальными.
Соединение, вероятно, не контактировало бы со стволом скважины, или, если бы оно было, боковые силы были бы минимальными. В любом случае образование синусоиды и любые отрицательные эффекты, такие как дополнительное трение трубы о стенку, будут минимальными.
Mitchell в 1999 г. исследовал влияние соединений EUE на продольный изгиб.Он использовал модель колонны с соединениями в касательном контакте с внутренней стенкой колодца и сравнил ее с моделью общей спирали. Одно из предположений в его анализе заключалось в том, что изгибающие моменты были одинаковыми с обеих сторон соединения и что соединения будут касаться стены раньше, чем труба.
Анализ Митчелла показал, что при низких осевых нагрузках эти две модели согласовывались, особенно с трубами малого диаметра и короткими длинами. Однако при более высоких нагрузках они также не совпадали.Это было связано с свойством, которое он назвал «провисанием», которое имитирует провисание трубы, вызванное весом, между соединениями в наклонных скважинах. По мере увеличения этого «прогиба», вызванного дополнительными боковыми силами, действующими на спираль, большая часть трубы контактировала с внутренней стенкой ствола скважины, и напряжения трубы в соединениях значительно увеличивались.
По мере увеличения этого «прогиба», вызванного дополнительными боковыми силами, действующими на спираль, большая часть трубы контактировала с внутренней стенкой ствола скважины, и напряжения трубы в соединениях значительно увеличивались.
Опять же, в этом типе анализа очень трудно определить величину «провисания», а также дополнительный контакт и трение от спирали. Воздействие на трение, вызванное продольным изгибом, было еще более трудным.
Это явно область для дополнительных исследований, как заключил Митчелл. Реакция трубы на высаженные соединения и муфты при спиральном изгибе может оказывать влияние на напряжения в трубе, а при высоких нагрузках также может влиять на образование спирали и трение трубы о стенку.
централизатор.pdf — PDFCOFFEE.COM
API Spec 10D Цилиндрические пружинные центраторы и переводники центратора СОДЕРЖАНИЕ ii Страница Введение Настоящее издание — bas
Просмотры 2 Загрузки 0 Размер файла 226KB
Отчет DMCA / Авторское право
СКАЧАТЬ ФАЙЛ
Предварительный просмотр цитированияAPI Spec 10D Обсадные центраторы с дуговой пружиной и переводники центратора
Содержание
ii
Страница
Введение Это издание основано на Спецификации API 10D, 5-е издание, январь 1995 г. Пользователи этого стандарта должны знать, что для отдельных приложений могут потребоваться дополнительные или другие требования. Этот стандарт не предназначен для того, чтобы помешать поставщику предложить или покупателю принять альтернативное оборудование или технические решения для отдельного приложения. Это может быть особенно применимо там, где есть инновационные или развивающиеся технологии. Если предлагается альтернатива, поставщик должен определить любые отклонения от этого стандарта и предоставить подробную информацию.В этом стандарте, где это целесообразно, для информации в скобках после единиц СИ указаны общепринятые единицы США.
Пользователи этого стандарта должны знать, что для отдельных приложений могут потребоваться дополнительные или другие требования. Этот стандарт не предназначен для того, чтобы помешать поставщику предложить или покупателю принять альтернативное оборудование или технические решения для отдельного приложения. Это может быть особенно применимо там, где есть инновационные или развивающиеся технологии. Если предлагается альтернатива, поставщик должен определить любые отклонения от этого стандарта и предоставить подробную информацию.В этом стандарте, где это целесообразно, для информации в скобках после единиц СИ указаны общепринятые единицы США.
iii
API Spec 10D — Центратор с дуговой пружиной и переводники центратора
1
Область применения
Настоящий стандарт устанавливает минимальные требования к рабочим характеристикам, процедуры испытаний и требования к маркировке для корпусов центраторов с дуговой пружиной и переводников центратора для нефтяной и нефтяной промышленности. газовая промышленность. Процедуры предусматривают проверочные испытания конструкции производителя, материалов и технических требований к процессу, а также периодические испытания для подтверждения постоянства характеристик продукта.Этот стандарт не распространяется на жесткие или положительные центраторы.
газовая промышленность. Процедуры предусматривают проверочные испытания конструкции производителя, материалов и технических требований к процессу, а также периодические испытания для подтверждения постоянства характеристик продукта.Этот стандарт не распространяется на жесткие или положительные центраторы.
2
Нормативная ссылка
Следующий нормативный документ содержит положения, которые посредством ссылки в этом тексте составляют положения настоящего стандарта. Для датированных ссылок последующие поправки или пересмотры любой из этих публикаций не применяются. Однако сторонам соглашений, основанных на этом стандарте, рекомендуется изучить возможность применения самых последних редакций нормативных документов, указанных ниже.Для недатированных ссылок применяется последняя редакция указанного нормативного документа. Члены ISO и IEC ведут реестры действующих в настоящее время международных стандартов. API Spec 5CT / ISO 11960, Нефтяная и газовая промышленность — Стальные трубы для использования в качестве обсадных труб или насосно-компрессорных труб для скважин
3
Термины и определения
Для целей настоящего стандарта применяются следующие термины и определения. 3.1 изогнутое состояние дуговой пружины, когда к ней приложено усилие, в три раза превышающее заданное минимальное восстанавливающее усилие (± 5%). 3.Устройство устройства 2 холдинга используется для фиксации стопорной муфты или центратора к примерам обсадных
3.1 изогнутое состояние дуговой пружины, когда к ней приложено усилие, в три раза превышающее заданное минимальное восстанавливающее усилие (± 5%). 3.Устройство устройства 2 холдинга используется для фиксации стопорной муфты или центратора к примерам обсадных
установочных винтов, гвозди, механические собакам и эпоксидные смолы.
3.3 удерживающее усилие максимальное усилие, необходимое для начала проскальзывания стоп воротник на корпусе отверстие диаметром 3,4 размера ствола скважины, в которой централизатор размещен. Это может быть обсаженный ствол или необсаженный ствол. 3.5 восстанавливающая сила: Сила, прилагаемая центратором к обсадной колонне, чтобы удерживать ее на расстоянии от стенки ствола скважины. ПРИМЕЧАНИЕ
Значения восстанавливающей силы могут варьироваться в зависимости от методов установки.
3,6 жесткий центратор центратор, изготовленный с луками, которые не изгибаются. 3,7 рабочее усилие максимальное усилие, необходимое для перемещения центратора через заданный диаметр ствола скважины. ПРИМЕЧАНИЕ
ПРИМЕЧАНИЕ
Значения рабочего усилия могут варьироваться в зависимости от методов установки.
3.8 зазор: наименьшее расстояние между наружным диаметром обсадной колонны и стволом скважины. 3.9 коэффициент зазора: отношение зазора к кольцевому зазору. ПРИМЕЧАНИЕ
Выражается в процентах.
3.10 начальное усилие максимальное усилие, необходимое для вставки центратора в ствол скважины заданного диаметра ПРИМЕЧАНИЕ
Значения пускового усилия могут варьироваться в зависимости от методов установки.
3.11 стопорная муфта, прикрепленная к обсадной колонне для предотвращения перемещения центратора обсадной колонны. ПРИМЕЧАНИЕ
Стопорная муфта может быть либо отдельным элементом оборудования, либо составной частью центратора.
3.12 Кольцевой зазор Радиальный зазор между наружным диаметром обсадной колонны и открытым стволом, в котором работает центратор 3.13 Минимальное ограничение Наименьший диаметр, для прохождения через который был спроектирован конкретный центратор или переводник центратора, или наименьший диаметр, через который он будет проходить в конкретном приложении 3. 14 Открытый ствол Вновь пробуренный участок скважины, расположенный ниже обсаженного ствола, в котором центратор будет проходить. 3.15 Вращающийся центратор
14 Открытый ствол Вновь пробуренный участок скважины, расположенный ниже обсаженного ствола, в котором центратор будет проходить. 3.15 Вращающийся центратор
iii
Любой центратор, который однажды установлен на обсадную колонну или переводник обсадной колонны, позволит обсадной колонне свободно вращаться без повреждения центратора, предыдущей обсадной колонны, ствола скважины или вызывает заметный износ, который может измениться номиналы кожуха или переводника обсадной колонны он установлен на
4
Требования
4.1 Функции центратора. Назначение центратора обсадной колонны — облегчить спуск обсадной колонны на желаемую глубину и способствовать центрированию обсадной колонны в стволе скважины. Одной из основных целей централизации обсадной колонны является обеспечение хорошего цементирования, тем самым изолируя флюиды из разных зон. Центратор с дуговой пружиной может быть сконструирован по-разному, с использованием дуговой пружины различных типов, форм и количества.
4.2 Пусковое усилие Максимальное стартовое усилие должно быть меньше веса 12,19 м (40 футов) обсадной колонны средней линейной массы, как определено в таблице 1.Максимальное пусковое усилие должно быть определено для центратора в новом, полностью собранном состоянии, спускаемого по внешней трубе, равной диаметру открытого ствола. Значения для запуска центратора через ограничение могут быть выше и должны приниматься по усмотрению заказчика.
4.3 Возвратная сила Минимальная восстанавливающая сила для коэффициента зазора 67% не должна быть меньше значений, указанных в таблице 1. См. А.2 для определения требований. Таблица 1 — Технические характеристики — центраторы обсадной колонны Диаметр обсадной колонны
мм
Обсадная труба средней линейной массы
(дюйм)
кг / ма
Минимальная восстанавливающая сила при 67% коэффициенте зазора
(фунт / фут) a
Максимальный пуск усилие
Н
(фунт-сила)
Н
(фунт-сила)
1 761
(396)
1 761
(396)
14,7
(9,91) 9000 4) a
16,9
(11,34) a
2 019
(454)
2 019
(454)
114
(4 ½)
17,3
(11,6)
2064
(464)
2064
(464)
127
(5)
19,3
(13,0)
2313
( 520)
2313
(520)
140
(5 ½)
23,1
(15,5)
2758
(62 0)
2758
(620)
168
5
(6/8)
35,7
(24,0)
4270
(960)
4270
(960)
178
(7)
38,7
(26,0)
4626
(1040)
4626
(1040)
194
(7/8)
39,3
(26,4)
4697
(1056)
4697
(1056)
219
5
(8 / 8)
53,6
(36,0)
6 405
(1440)
6405
(1 440)
244
5
(9/8)
59 , 5
(40,0)
7117
(1600)
7117
(1600)
273
(10 ¾)
75,9
(51,0)
4 537
(1 020)
9 0 74
(2 040)
298
(11 ¾)
80,4
(54,0)
4 804
(1 080)
9 608
(2160)
89
(3 ½)
102
3
340
(13/8)
90,8
(61,0)
5 427
(1 220)
10 854
(2440)
406
(16)
96,7
(65,0)
5783
(1300)
11565
(2600)
5
473
(18/8)
130,2
(87,5)
7 784
(1750)
15 569
(3500)
508
(20)
139,9
(94,0)
8 363
(1 880)
16 725
(3760)
ПРИМЕЧАНИЕ. энтрализатор устанавливается в соответствии с рекомендациями производителя и тестируется с проушинами на корпусе.Если централизатор тестируется на кожух воротника, ограничительную втулку, или с интегральной стопорной муфтой, фактические результаты, полученные из этого теста могут варьироваться в зависимости от спецификаций. В протоколе испытаний следует указать способ установки центратора и тип удерживающего устройства, использованного во время испытания. Если централизатор испытан таким образом, испытание больше не может считаться испытанием спецификации, и результаты могут соответствовать или не соответствовать спецификациям, изложенным в таблице 1. a
энтрализатор устанавливается в соответствии с рекомендациями производителя и тестируется с проушинами на корпусе.Если централизатор тестируется на кожух воротника, ограничительную втулку, или с интегральной стопорной муфтой, фактические результаты, полученные из этого теста могут варьироваться в зависимости от спецификаций. В протоколе испытаний следует указать способ установки центратора и тип удерживающего устройства, использованного во время испытания. Если централизатор испытан таким образом, испытание больше не может считаться испытанием спецификации, и результаты могут соответствовать или не соответствовать спецификациям, изложенным в таблице 1. a
Размеры футеровки и вес гладкого конца.
4.4 Частота испытаний 4.4.1 Испытания для проверки конструкции и процесса должны проводиться как минимум для шести прототипных центраторов на обсадной колонне. Все испытанные центраторы должны соответствовать требованиям к рабочим характеристикам, приведенным в таблице 1. Из-за разнообразия и индивидуального характера центраторов (переводников центратора), как минимум, один переводник центратора должен быть испытан для каждого размера корпуса, конфигурации и конфигурации корпуса центратора. размер отверстия. Для одной и той же конфигурации центратора могут быть получены данные для скважин разных размеров.4.4.2 Для подтверждения постоянства характеристик продукции испытания должны проводиться не реже одного раза в год для центраторов каждого размера, изготовленных в соответствии с настоящим стандартом в количествах более 500 в год. Корректирующие действия должны быть реализованы и задокументированы для данного размера центратора, если испытанный центратор не соответствует требованиям к рабочим характеристикам Таблицы 1.
размер отверстия. Для одной и той же конфигурации центратора могут быть получены данные для скважин разных размеров.4.4.2 Для подтверждения постоянства характеристик продукции испытания должны проводиться не реже одного раза в год для центраторов каждого размера, изготовленных в соответствии с настоящим стандартом в количествах более 500 в год. Корректирующие действия должны быть реализованы и задокументированы для данного размера центратора, если испытанный центратор не соответствует требованиям к рабочим характеристикам Таблицы 1.
5
Испытательное оборудование
5.1 Испытательный стенд Испытательный стенд позволяет применять вертикальные нагрузки и способен измерять эти нагрузки и вертикальные смещения.Примеры типового оборудования показаны на рисунках 1 и 2.
Внутренняя труба вставлена во внешнюю трубу
Внешняя труба вставлена во внутреннюю трубу
Шпонка 1
Внутренняя труба
a
Диаметр обсадной трубы
2
Наружная труба
b
Диаметр отверстия
3
Проушины, расположенные на одинаковом расстоянии
Рисунок 1 — Пример оборудования для проверки пускового усилия центратора обсадной колонны
v
НАГРУЗКА
Ключ 1
Внутренняя труба
2
2
2
2
2
Рисунок 2 — Пример оборудования для испытания восстанавливающей силы центратора обсадной колонны
5. 2 Контрольно-измерительные приборы Контрольно-измерительные приборы испытательного стенда должны обеспечивать показания смещения 1,6 мм (1/16 дюйма) или меньше.
2 Контрольно-измерительные приборы Контрольно-измерительные приборы испытательного стенда должны обеспечивать показания смещения 1,6 мм (1/16 дюйма) или меньше.
5.3 Точность 5.3.1
Точность измерения нагрузки должна быть в пределах 5% от измеренного значения.
5.3.2
Точность измерения перемещений должна быть в пределах 0,8 мм (1/32 дюйма).
5.3.3
Калибровка всего измерительного оборудования должна выполняться не реже одного раза в год.
5.4 Испытательная труба 5.4.1
Внутренняя труба (кожух или переводник центратора см. Рисунки 1 и 2)
Внутренняя труба должна быть длиннее центратора в изогнутом состоянии и длиннее внешней трубы.Для центраторов на обсадной колонне t Внешний диаметр внутренней трубы должен находиться в пределах допусков, указанных в ISO 11960 для трубы без высадки. Заусенцы или подобные дефекты должны быть удалены. Для переводника центратора внутренняя труба должна изготавливаться в соответствии с теми же требованиями к размерам, что и поддон центратора, на котором центратор будет использоваться для производства. Поверхности на концах внутренней трубы, за пределами длины, покрываемой центратором и другими испытательными компонентами, освобождаются от вышеуказанного требования.5.4.2
Поверхности на концах внутренней трубы, за пределами длины, покрываемой центратором и другими испытательными компонентами, освобождаются от вышеуказанного требования.5.4.2
Наружная труба (см. Рисунки 1 и 2)
Наружная труба должна быть длиннее, чем дуговая пружина центратора в изогнутом состоянии. Внутренний диаметр наружной трубы должен быть равен размеру отверстия, для которого предназначен центратор. 1/8 Допуски должны быть в пределах +3,2 0,8 мм 1 / 32 дюйма. Заусенцы или подобные дефекты должны быть удалены. Верхний конец
внешней трубы, используемой для испытания на пусковое усилие, может иметь фаску изнутри максимум до 45 ° с максимальным внутренним диаметром трубы большего larger 3,2 мм ( 1/8 дюйма).Для типичных применений центратора на основе обсадной колонны, где открытый ствол меньше, чем в предыдущей обсадной колонне, передняя кромка внешней трубы, используемой для испытания на пусковое усилие, может быть скошена изнутри максимум на 45 °, с максимальной трубой большего размера.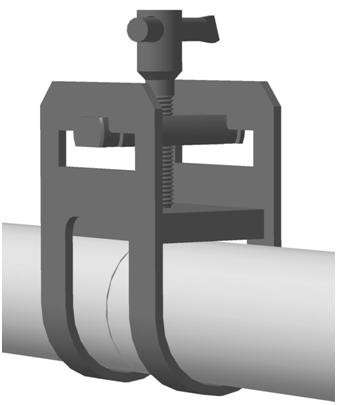 внутренний диаметр + 125 дюймов (3,2 мм). Для центраторов на суббазе в приложениях с жесткими допусками, где открытый ствол больше, чем в предыдущей обсадной колонне, передняя кромка внешней трубы, используемой для испытания начального усилия
внутренний диаметр + 125 дюймов (3,2 мм). Для центраторов на суббазе в приложениях с жесткими допусками, где открытый ствол больше, чем в предыдущей обсадной колонне, передняя кромка внешней трубы, используемой для испытания начального усилия
, может быть скошена изнутри минимум на 30 ° (от оси корпуса). pipe) до максимального внутреннего диаметра трубы +.125 дюймов (3,2 мм). Это необходимо для моделирования прохода через устья скважины и переходы в скважину.
Конец внешней трубы (кроме верхнего конца, используемого для испытаний пускового усилия), превышающий длину, охватываемую центратором при изгибе во время испытания возвращающей силы, освобождается от вышеуказанных требований.
6
Процедура испытаний пускового усилия и рабочего усилия для центраторов, в которых предыдущий внутренний диаметр обсадной колонны больше или равен (> =) внутреннему диаметру открытого ствола.
6.1 Испытание пускового усилия 6.1.1 Пусковое усилие представляет собой максимальное усилие, необходимое для вставки внутренней трубы во внешнюю трубу (после компенсации веса внутренней трубы и приспособлений). Он определяется, как описано в пп. 6.1.2–6.1.6. 6.1.2 Установите центратор в новом, полностью собранном состоянии, как показано на Рисунке 1, на внутреннюю трубу над четырьмя одинаковыми выступами, причем каждый выступ выступает не более чем на 6,4 мм (1/4 дюйма) за внешнюю поверхность внутренняя труба. ПРИМЕЧАНИЕ В полевых условиях существует множество различных методов крепления центратора к обсадной колонне.Пусковые и восстанавливающие силы для всех типов удерживающих устройств могут не совпадать с результатами испытаний, полученными с помощью этой процедуры.
Он определяется, как описано в пп. 6.1.2–6.1.6. 6.1.2 Установите центратор в новом, полностью собранном состоянии, как показано на Рисунке 1, на внутреннюю трубу над четырьмя одинаковыми выступами, причем каждый выступ выступает не более чем на 6,4 мм (1/4 дюйма) за внешнюю поверхность внутренняя труба. ПРИМЕЧАНИЕ В полевых условиях существует множество различных методов крепления центратора к обсадной колонне.Пусковые и восстанавливающие силы для всех типов удерживающих устройств могут не совпадать с результатами испытаний, полученными с помощью этой процедуры.
6.1.3
Испытательная сборка должна располагаться в пределах 5 ° от вертикали.
6.1.4
Смажьте контактирующие поверхности консистентной смазкой на нефтяной основе перед проведением испытания.
6.1.5 Когда центратор опирается на край внешней трубы, приложите нагрузку к внутренней трубе, чтобы втянуть центратор во внешнюю трубу. 6.1.6 Снимите показания прилагаемой силы с момента первого приложения нагрузки до момента, когда центратор полностью окажется внутри внешней трубы. После компенсации укажите максимальное усилие как стартовое, как в 6.1.1.
После компенсации укажите максимальное усилие как стартовое, как в 6.1.1.
6.2 Испытание силы качения 6.2.1 Сила движения представляет собой максимальное усилие, необходимое для скольжения внутренней трубы внутри внешней трубы после того, как показание силы стабилизируется (после компенсации веса внутренней трубы и приспособлений). 6.2.2 Не требуется, чтобы результат этого испытания соответствовал максимальному значению. Однако испытание должно быть выполнено, а результаты зарегистрированы. 6.2.3
Испытание на ходовое усилие может проводиться вместе с испытанием на пусковое усилие или проводиться отдельно.
6.2.4 Снимите показания силы, применяемой с момента нахождения центратора внутри внешней трубы до полной фиксации внутренней трубы. Сообщите максимальную силу как рабочую силу после компенсации, как в 6.1.1.
7 7.1
Процедура испытания восстанавливающей силы Выполните испытание с внутренней и внешней трубой в пределах 5 ° от горизонтали, см. Рисунок 2.
vii
7.2
Перед сбором данных о силе для испытания , согните все пружины носовой части 12 раз.
7.3 Приложите внешнюю силу к внешней трубе так, чтобы она передавалась на внутреннюю трубу вертикально через точку контакта центратора с внешней трубой, см. Рисунок 2. 7.4 Приложите нагрузку и запишите показания нагрузки-прогиба на минимум 1,6 мм (1/16 дюйма), пока не будет достигнута трехкратная (5%) минимальная восстанавливающая сила, см. Таблицу 1. Расстояние перемещения для получения зазора 67% должно определяться для каждого испытательного положения. 7.5 Повторите процесс, проверяя центратор до тех пор, пока каждая пружина и каждый комплект пружин не будут проверены в положениях 1 и 2, как показано на рисунке 3.
Рисунок 3 — Положения для испытания центратора обсадной колонны 7.6 Рассчитайте общую нагрузку при каждом прогибе путем компенсации массы движущейся трубы и приспособлений. 7.7 Подготовьте окончательную кривую прогиба нагрузки, используя среднее арифметическое значение силы при соответствующих прогибах. Восстанавливающая сила должна определяться по этой кривой при соотношении зазора 67%.
Восстанавливающая сила должна определяться по этой кривой при соотношении зазора 67%.
8
Последовательность испытаний для приложений центратора, в которых предыдущий ID обсадной колонны меньше (
Центратор бурильных труб
Пружинный центратор изгиба бурильных труб — это своего рода центратор для колонны бурильных труб, который является ключевым оборудованием для операций по врезному или ввинчиваемому цементированию на нефтяных месторождениях.Он используется для централизации бурильной трубы, особенно для обеспечения того, чтобы стингер для врезки внутренней колонны находился по центру и правильно совмещался с соответствующим поплавковым оборудованием.
Наша конструкция является усовершенствованной версией центратора для бурильных труб Weatherford.
Защелкивающиеся центраторы бурильных труб CCSC при правильном размещении предназначены для оптимизации операций по цементированию внутри колонны за счет централизации бурильных труб даже в горизонтальном положении. Специально разработанные центраторы, обеспечивающие превосходную долговечность и производительность в скважине, оснащены термообработанными рессорами из пружинной стали, которые приварены внахлест к жестким концевым муфтам.
Специально разработанные центраторы, обеспечивающие превосходную долговечность и производительность в скважине, оснащены термообработанными рессорами из пружинной стали, которые приварены внахлест к жестким концевым муфтам.
Центраторы обеспечивают необходимое противостояние и централизацию, чтобы гарантировать, что специальный стингер внутренней колонны центрирован в обсадной колонне и правильно совмещен с соответствующим поплавковым оборудованием. Жесткие концевые муфты обеспечивают прочную опору для концевых лент и фиксируются на бурильной трубе для облегчения установки.
Центратор доступен в различных размерах для использования от 3 1/2 дюймов до 6 5/8 дюймов бурильных труб и доступен с увеличенными изгибами для установки обсадных труб различных размеров.
Мы, CCSC Technology, стремимся предоставить нашим клиентам полный профессиональный центратор пружины носовой части бурильных труб
Характеристики:
● Цементирование внутренней колонны врезанием или ввинчиванием
● Центратор при правильном размещении обеспечивает централизацию бурильной трубы, обеспечивая успешное выполнение операций по цементированию внутренней колонны.
● Концевые хомуты имеют уникальную ребристую конструкцию, обеспечивающую жесткость лент и защиту дуговых пружин.
● Высококачественные дуги из пружинной стали подвергаются термообработке, что позволяет им возвращаться к своей первоначальной форме после прохождения ограничений, что дополнительно способствует оптимальной централизации.
● Концевые хомуты с защелкой имеют встроенный шарнир, который складывается внутрь, что добавляет прочности и устраняет помехи во время приработки.
● Пружины дуги изготовлены из высококачественной пружинной стали и подвергаются термообработке для достижения минимальных пусковых и рабочих усилий.
Все права защищены, авторские права @ ccscpetro.2020 Контакт: [email protected]
Заявление об отказе от ответственности:
CCSC Technology & CCSC Petroleum Equipment Limited Company не является уполномоченным агентом или торговым представителем Weatherford and Schlumberger.
Продукция Трубы и фитинги | WaterWorld
Система труб с двойной изоляцией из винила
Система труб с двойной оболочкой из винила Double-See® представляет собой систему с номинальным давлением с первичной (внутренней) и вторичной (внешней) трубой, предназначенной для безопасной транспортировки опасных жидкостей.Double-See доступен в размерах от ½ «x 2» до 6 «x 10» как из ПВХ, так и из ХПВХ; любой материал может быть первичным или вторичным (ПВХ × ПВХ, ХПВХ × ПВХ, ХПВХ × ХПВХ) с прозрачным ПВХ всегда в качестве опции для защитной трубы. Система обеспечивает полный выбор труб, фитингов, тройников для обнаружения утечек и доступа, запорных муфт и концевых фитингов. Другие важные особенности включают в себя центратор компенсации теплового расширения 3D и конструкцию «клапан в клапане», которая обеспечивает полное номинальное давление в трубопроводе защитной оболочки.Запатентованная замыкающая муфта системы обеспечивает практическое соответствие требованиям испытаний ASME B31. 3 по визуальному осмотру всех первичных соединительных соединений во время испытания давлением перед закрытием вторичного соединения трубопроводов. Double-See разработан для множества применений, включая очистку воды и сточных вод, доставку и дозирование химикатов. www.gfpiping.com
3 по визуальному осмотру всех первичных соединительных соединений во время испытания давлением перед закрытием вторичного соединения трубопроводов. Double-See разработан для множества применений, включая очистку воды и сточных вод, доставку и дозирование химикатов. www.gfpiping.com
Алмазный фильтр из нержавеющей стали
INVENT Компания Umwelt- und Verfahrenstechnik AG разработала алмазный фильтр iFILT, который был разработан специально для отделения твердых частиц от жидкости в качестве следующей фазы обработки после вторичной обработки. осаждение.Он удаляет мельчайшие взвешенные твердые частицы, которые все еще присутствуют в сточных водах, например хлопья активного ила, микропластики, хлопья осадков после восстановления фосфора или порошкообразный активированный уголь. Алмазный фильтр iFILT состоит из одного или нескольких фильтровальных колес, блока обратной промывки, корпуса и лотка. Дисковые фильтры механически соединяются напрямую, без использования центральной трубы. Они оснащены высококачественной фильтровальной тканью из нержавеющей стали с размерами пор от 10 до 100 мкм.Алмазный фильтр iFILT загружается непосредственно в центр ротора через распределитель, оптимизированный с точки зрения механической гидродинамики, что исключает использование прокладки в зоне подачи. www.invent-uv.de
Они оснащены высококачественной фильтровальной тканью из нержавеющей стали с размерами пор от 10 до 100 мкм.Алмазный фильтр iFILT загружается непосредственно в центр ротора через распределитель, оптимизированный с точки зрения механической гидродинамики, что исключает использование прокладки в зоне подачи. www.invent-uv.de
Система трубопроводов с дистанционным мониторингом в режиме онлайн
Система контроля утечек 3L — это трубопроводная система с постоянным или периодическим мониторингом, предназначенная для сообщения о любых повреждениях, которые могут произойти, а также для указания местоположения повреждения даже при отсутствии сети.Согласно egeplast, этот тип контролируемой трубопроводной системы обеспечивает удаленный онлайн-контроль и контроль через Интернет, что позволяет операторам при необходимости быстро принимать меры. Он обеспечивает 100-процентный контроль утечек для защиты почвы и воды. Даже в случае очень незначительных повреждений блок мониторинга, подключенный к трубе, вызовет тревогу. Отчеты можно отправлять прямо в центр управления, на смартфон или просматривать в Интернете. Как поставщик систем, egeplast предлагает подходящие фитинги egeFit для всех типов трубопроводных систем, а также может поставлять специальные конструкции.Наши услуги также включают проектирование и производство фитингов по индивидуальному заказу и даже целых узлов в соответствии со спецификациями отдельных клиентов. www.egeplast.eu
Отчеты можно отправлять прямо в центр управления, на смартфон или просматривать в Интернете. Как поставщик систем, egeplast предлагает подходящие фитинги egeFit для всех типов трубопроводных систем, а также может поставлять специальные конструкции.Наши услуги также включают проектирование и производство фитингов по индивидуальному заказу и даже целых узлов в соответствии со спецификациями отдельных клиентов. www.egeplast.eu
Четвертьоборотные клапаны Val-Matic
Четвертьоборотные клапаны Val-Matic представляют собой высокотехнологичные изделия, доступные в широком диапазоне размеров и классов давления. Плунжерные клапаны с эксцентриком, поворотные дисковые затворы American-BFV, шаровые краны с упругим седлом Ener • G AWWA и шаровые краны на цапфах QuadroSphere предназначены для обеспечения как двухпозиционных, так и управляющих функций в муниципальных и промышленных системах.Наши пробковые, поворотные и шаровые клапаны изготовлены с использованием передовых производственных технологий и сертифицированы в соответствии со строгими отраслевыми стандартами AWWA, ASME и API, чтобы гарантировать надежную работу в различных областях применения и средах, включая жидкости, газы и суспензии.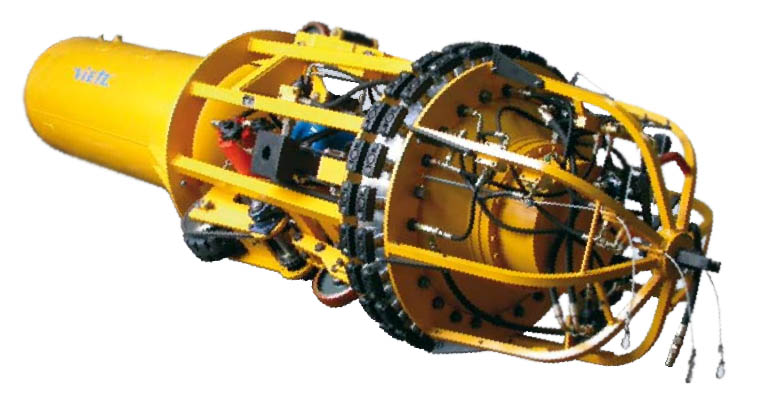 Системы седел клапана изготовлены из коррозионностойких и износостойких материалов и протестированы для обеспечения надежной посадки. Геометрия пути потока клапана оптимизирована для обеспечения исключительных характеристик управления потоком, сверхнизких потерь напора и энергосбережения. www.valmatic.com
Системы седел клапана изготовлены из коррозионностойких и износостойких материалов и протестированы для обеспечения надежной посадки. Геометрия пути потока клапана оптимизирована для обеспечения исключительных характеристик управления потоком, сверхнизких потерь напора и энергосбережения. www.valmatic.com
Типы центраторов труб. Центраторы
Для сварки фрагментов при монтаже трубопровода используется специализированный инструмент — центраторы для сварки труб. В этой статье показаны их структура, классификация и особенности.
Устройство
Разные типы центраторов существенно различаются по конструкции. Однако в любом случае он состоит из упорных и фиксирующих элементов.
К основным качествам центраторов можно отнести:
- надежность фиксации;
- точность их совмещения;
- простота использования;
- долговечность.
Применение
Центраторы имеют широкий спектр применения. Это связано с тем, что они предназначены для сварки труб различного типа и диаметра. В связи с этим они используются при монтаже трубопроводов в коммунальном хозяйстве и на месторождениях нефти и газа. Центраторы используются для фиксации прилегающих фрагментов трубопровода при сварке.
Это связано с тем, что они предназначены для сварки труб различного типа и диаметра. В связи с этим они используются при монтаже трубопроводов в коммунальном хозяйстве и на месторождениях нефти и газа. Центраторы используются для фиксации прилегающих фрагментов трубопровода при сварке.
Актуальность этих инструментов определяется большой сложностью совмещения соединений фрагментов магистральных трубопроводов сваркой, особенно большого диаметра. Это связано с провисанием из-за низкой жесткости соединяемых фрагментов. Этого следует избегать, обеспечивая выравнивание. В противном случае качество связи значительно снизится. Более того, следует учитывать, что выравнивание не всегда означает параллелизм.
Фиксация фрагментов обеспечивает стабильные размеры зоны сварки.Кроме того, если для сварки используется центратор, на внутренней стороне стыка не образуются капли, вызывающие турбулентность потока и увеличение сопротивления во время работы трубопровода. То есть названные дефекты ухудшают гидравлические параметры, в результате чего требуется более мощное насосное оборудование.
Внутренний центратор для сварки труб с покрытием из пенополиуритана в магистральных сетях отопления и водоснабжения. Этот материал действует как изоляция и служит для размещения кабеля, следящего за состоянием трубопровода.Поверх него накладывается термостойкая оболочка. Поэтому сварка возможна только изнутри.
Достоинства и недостатки
К основным достоинствам центраторов можно отнести:
- улучшение качества сварки за счет точного позиционирования и фиксации, что обеспечивает длительный срок службы;
- снижение затрат на рабочую силу;
- мобильность;
- низкая стоимость;
- многофункциональность, заключающаяся в применимости для труб разных типов и размеров.
Некоторое удорожание работ считается основным недостатком центраторов. Кроме того, многие промышленные модели отличаются большой массой (до сотен кг). Поэтому для их использования требуются подъемные устройства. Это также делает работу более сложной и дорогой.
Вы также можете совместить внешний вид и вид изнутри.
Инструменты первого типа характеризуются следующими достоинствами:
- малые габариты и вес для большинства моделей;
- простота использования;
- возможность использования в любых условиях.
Главный недостаток — отрывочная работа, связанная с необходимостью постоянного движения инструмента.
Основным преимуществом внутренних центраторов является обеспечение непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие подъемного оборудования.
Модели и цены
Выбор центратора основывается на ряде критериев.
- Диаметр трубы. Во-первых, каждый тип инструмента рассчитан на определенный диапазон диаметров.Во-вторых, для толстых деталей (более 800 мм) следует использовать жесткие модели (многозвездочные или арочные), а для меньших диаметров подходят эксцентриковые версии.
- Требования к качеству сварки.
 В некоторых случаях существуют пределы дефектов соединения (включая эллиптичность). Цепные модели обеспечивают наилучшее качество сварки.
В некоторых случаях существуют пределы дефектов соединения (включая эллиптичность). Цепные модели обеспечивают наилучшее качество сварки. - Предельное давление. Для создания максимально прочного сварного шва следует использовать гидравлические прижимные центраторы.
- Материал трубы. В этом отношении рассмотренные инструменты всех типов универсальны, но исключением являются работы с полипропиленовыми трубами.В этом случае требуются внутренние варианты.
- Универсальность. Лучшими по этому показателю считаются цепные модели.
 В некоторых случаях существуют пределы дефектов соединения (включая эллиптичность). Цепные модели обеспечивают наилучшее качество сварки.
В некоторых случаях существуют пределы дефектов соединения (включая эллиптичность). Цепные модели обеспечивают наилучшее качество сварки.Стоимость центраторов варьируется в широких пределах. Так, простейшие уличные многорычажные модели с ручным приводом можно купить за 1,5 тысячи рублей, а цена внутренних гидравлических около 350 тысяч. Таким образом, стоимость определяется дизайном, назначением, а также торговой маркой.
Из производителей данного инструмента по качеству выделяются Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать своими руками.
Компания «Рутектор» является официальным дистрибьютором оборудования, представленного в каталоге.
Вы можете получить исчерпывающую информацию о моделях, наличии на складе, условиях доставки, позвонив по указанным выше номерам или отправив запрос.
Отправить запрос
ВОПРОСЫ ПО ВЫБОРУ ЦЕНТРА
1. Диаметр трубы?
2.Толщина стенки трубы?
3. Марка стали с коэфф. прочность (МПа)?
4. Сварочная техника (ручная электродуговая сварка, орбитальная сварка и др.)?
5. Нужно ли использовать один центратор для всего диапазона диаметров труб или отдельный центратор для каждого диаметра?
6. Требуемый тип центратора: центратор внешний (цепной, винтовой, зажимной, эксцентриковый …), центратор внутренний (ручной, пневматический, гидравлический)
7. Необходимость корректировки эллипса стыков труб перед сваркой, виды деформации кромки трубы (эллипс, вмятины)?
8.Необходимо сваривать трубы с отводами (Т-образные, Г-образные)?
9. Другие условия эксплуатации (температура, осадки.)?
Другие условия эксплуатации (температура, осадки.)?
ВИДЫ ЦЕНТРОВ
Выравнивание труб при сварочных работах на магистральных трубопроводах — сложная задача, особенно для труб большого диаметра, где операция осложняется значительным весом примыкающих элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно закреплены, при этом стык должен быть доступен для сварки — эту роль играют центраторы труб.
Производители центраторовпредлагают различные способы решения проблем соосности стыков в зависимости от принятой технологии сварки, диаметра и материала трубы, возможного наличия эллиптичности и необходимости сваривать отводы и патрубки.
По способу установки и доступа к зоне сварки центратор делится на две основные группы: внутренние и внешние
Критерием выбора привода является вес свариваемых труб и, как следствие, сила, необходимая для надежной фиксации стыков: ручной, гидравлический, пневматический
Центратор выносной ссылки (КПК)
Максимальный диаметр трубы — до 2000 мм
Центраторы состоят из шарнирных звеньев и упора, который стягивает звенья вместе, когда он прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и сложных соединений.
Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и сложных соединений.
Центры арочные наружные ЦАН, ЦАН-Г
Максимальный диаметр трубы — 900 мм
Конструкция арочного центратора более жесткая, надежная и долговечная по сравнению с рычажным центратором.
Центратор данного типа состоит из 2-х или 3-х дугообразных секций, соединенных шарнирами, которые сжимаются винтом (тип ЦАН) или домкратом (ЦАН-Г).Количество секций зависит от диаметра труб.
Центратор наружный цепной
Фиксация труб с цепными центраторами осуществляется натяжением цепи ручным червячным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диаметром до 300 мм и в двухрядном исполнении для труб и резервуаров от 300 мм до 6000 мм (6 м!).
Достоинством центраторов этого типа является их быстрая установка и универсальность — один центратор подходит для труб разного диаметра.
В комплект центратора могут входить приспособления для приварки Г-образных отводов. Этот тип центратора можно использовать для коррекции эллиптичности.
Центры эксцентриковые наружные ЦНЭМаксимальный диаметр трубы — 500 мм
Конструкция эксцентрикового центратора аналогична арочному, но в нем зажаты полудуги. ручной эксцентриковый зажим. Этот метод зажима ускоряет установку центратора, но менее надежен, так как при недостаточном опыте оператора существует риск самопроизвольного отключения
Наружные центраторы — хомуты для труб малого диаметраЭтот тип центратора применяется для труб малого диаметра.Хомуты имеют компактную конструкцию, что определяется формой трубы. Зажим ручным рычажным механизмом
Внутренние механические и гидравлические центраторы Этот тип центратора имеет более сложную конструкцию по сравнению с внешними, так как центрирование осуществляется не только по внешнему, но и по внутреннему контуру. Этот тип центратора часто используется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромки.
Этот тип центратора часто используется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромки.
Принцип действия: внутренний центратор фиксируется одним концом, а другой вставляется вручную или надвигается с помощью подъемного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300 мм. и более сложные гидравлические для ответственных соединений в трубах диаметром 300 мм
В этой статье мы расскажем, как и для чего используются трубные центраторы. Кроме того, мы рассмотрим особенности дизайна самых популярных моделей из того, что сейчас есть на рынке.Так что же такое центратор и для чего он нужен?
Эффективный способ сделать шов ровным и плотным
Не секрет, что существуют специальные приспособления, приспособленные для выполнения идеально ровного сечения поперечного сечения труб. Но, кроме того, если разрез будет сделан максимально ровным, совместить обе трубы с разрезами для качественной сварки будет практически невозможно.
В результате сварной шов будет неровным и соединение будет недостаточно плотным.Решением этой проблемы может стать внутренний или внешний центратор труб.
Особенности работы
Как железные трубы, так и их аналоги из ППУ перед сваркой необходимо как можно более равномерно прижать друг к другу, чтобы не было зазора на стыке.
Сделать такое сочетание ломтиков своими руками практически нереально. Причем совмещение резов становится на порядок сложнее с увеличением диаметра трубы. Исходя из этого, при монтаже канализационных систем и других трубопроводов без использования канализационной арматуры используются специальные центраторы.
Устройство захватывает две совпадающие трубы и позволяет максимально точно соединить их друг с другом, зафиксировав их в этом положении. По окончании выполняется сварка с гарантированно высоким качеством шва. После этого устройство демонтируется, и трубопровод можно использовать по прямому назначению.
Основные разновидности
В конце того, как мы определились с тем, для чего используется центрирующее оборудование, рассмотрим, какие именно типы устройств есть в продаже.
Все центраторы, которые теперь можно купить в соответствующих магазинах, делятся на две основные категории — внутренние и наружные.
- Наружные устройства обозначаются аббревиатурой ЦН и предназначены для установки и использования снаружи труб. Устройства этого типа, независимо от размера, просты в использовании, легко устанавливаются и обеспечивают быстрое и эффективное выравнивание. Наружные устройства представлены широким спектром оборудования (эксцентриковая, рычажная, гидравлическая и др. Конфигурации).
- Внутренние центраторы обозначаются аббревиатурой CV и представляют собой гидроустановки … Устройства этого типа расширяют края труб изнутри, перемещая их секции навстречу друг другу.Достоинством оборудования является возможность использования труб разного диаметра.
Характеристики отдельных модификаций
В конце того, как мы рассмотрели изюминку неспециализированной классификации, рассмотрим характеристики отдельных модификаций центровочных устройств.
- ЦЗН — центратор наружных звеньев рекомендуется для выравнивания концов труб с диаметром стыка от 50 мм до 2 метров.
Принципиально важно: Эксплуатация устройств допускается в широком диапазоне температур окружающей среды от — 40 ° C до + 40 ° C.Конструктивно устройство представляет собой многогранник с пластинчатыми звеньями на шарнирных соединениях.
Затяжка комбинированных элементов осуществляется с помощью винтового механизма.
- ЦЗН-Г — центратор выносных гидроцилиндров — доработанная версия предыдущего устройства. Существенным отличием данной модификации от предыдущей является простота эксплуатации и отсутствие необходимости значительных физических усилий. В результате процесс выравнивания свариваемых элементов значительно ускоряется без ущерба для качества готового результата.Устройство состоит из шарнирно-сочлененных звеньев, но для приведения звеньев в движение используется гидравлика. Допустимый диаметр труб от 720 до 2020 мм.
- ЦАН-Г — центратор гидравлический наружный арочный, рекомендуется для работы с диаметром сечения 325-820 мм.

Устройство представляет собой съемную конструкцию, состоящую из секций, соединенных петлями. Использование устройства с такой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве используются дугообразные секции, которые сжимаются, регулируя стыковочные секции.Количество дугообразных участков определяется диаметром трубы.
Любая из используемых секций оснащена специальными упорами, которые надежно фиксируют комбинированные элементы, обеспечивая при этом оптимальный уровень качества и герметичности стыка. В частности, секции оснащены гидроприводами, рассчитанными на максимальное развиваемое усилие до 5 тс.
- ЦНЦ — центратор нажимной наружный цепной — устройство с ручным приводом, предназначенное для работы с диаметром поперечного сечения от 426 до 1420 мм.
В отличие от звеньев, цепные установки могут обеспечивать большее усилие при выполнении выравнивания. Устройства этого типа можно использовать как при строительстве, так и при ремонте трубопроводов.
Устройства этого типа можно использовать как при строительстве, так и при ремонте трубопроводов.
Принципиально важно: структура цепи построена с использованием быстросъемных механизмов, что положительно сказывается на рабочих характеристиках.
- ЦНЭ — центратор эксцентриковый внешний предназначен для работы с шарнирами диаметром от 89 до 426 мм.
Устройство имеет несколько дуг захвата, приводимых в движение эксцентриковым зажимом. Устройство можно использовать для работы с трубами разного диаметра путем изменения положения оси эксцентрика или использования специальных распорок.
- ЦВ — центратор внутренний гидравлический рекомендуется для совмещения концов поворотных и неповоротных труб.
Устройство при необходимости не только выравнивает стыки, но и придает их срезу максимально правильную круглую форму. Использование таких устройств дает возможность строить трубопроводы методом непрерывной автоматической сварки.
- ЦС — центратор-зажим предназначен для работы с трубами малого диаметра.
Это свойство и доступная цена делают устройство наиболее популярным среди неопытных и начинающих монтажников трубопроводов. (См. Также статью «Стыковая сварка: особенности».)
Заключение
Итак, мы рассмотрели, что такое центраторы, каковы их самые популярные разновидности и каковы их инструкции по применению. На основании этой информации можно выбрать устройство, которое будет соответствовать изюминке выполняемой работы.
Вы можете найти дополнительную информацию, посмотрев видео в этой статье.
Идеальное качество сварки особенно важно при укладке труб. Для этого разработаны центраторы для сварки труб. Реальную важность такой спецтехники могут оценить только профессиональные сварщики, занимающиеся строительством магистральных и местных трубопроводов. Ведь «на глаз» точно подогнать края труб крайне сложно.
Нетрудно догадаться, что помимо основной задачи механические устройства для точного центрирования концов труб и образования плотных стыков решают еще одну задачу. Это оборудование, обеспечивающее точное прилегание кромок друг к другу не только перед сваркой, но и во время сварки, может значительно ускорить этот процесс.
Это оборудование, обеспечивающее точное прилегание кромок друг к другу не только перед сваркой, но и во время сварки, может значительно ускорить этот процесс.
Назначение и функциональные особенности центраторов
Качественная сборка трубопровода не начинается с качественной сварки. Как бы хорошо ни была проведена указанная операция, без предварительной регулировки совмещения двух соединяемых фрагментов трубы надеяться на положительный результат сложно.
Особенно важна точность стыковки цилиндрических магистральных труб, предназначенных для транспортировки природного газа, перекачки нефтепродуктов, химикатов и других материалов, опасных для здоровья человека. В этом случае наличие аппаратов для безупречной сварки — не приятное дополнение к удобству рабочих, а острая необходимость.
Точное совпадение металлических конструкций по общей оси обеспечивает именно контрольно-фиксирующее устройство в виде центратора.
Сварные соединения труб: а — поворотные, б — неповоротные, в — горизонтальные.
Диапазон рабочих размеров труб, обслуживаемых данным оборудованием, очень обширен. В частности, центраторы, в зависимости от их конструкции и размеров, способны обрабатывать изделия диаметром от 25 мм до 6000 мм.
Любой центратор для сварки выполняет еще одну важную функцию. Благодаря надежному захвату корпуса трубки это устройство предотвращает чрезвычайно нежелательные дрожания и вибрации заготовки.Если пренебречь этим условием при сварке, то при малейшей нагрузке в дальнейшем образовавшийся шов может лопнуть. Наверное, не стоит описывать последствия образования тонких микротрещин на стыках и их уязвимость при самых первых нагрузках.
В настоящее время все самые популярные центраторы делятся на внешние (внешние) и внутренние. Их названия полностью соответствуют месту установки указанного оборудования: внешние механизмы устанавливаются снаружи трубы, внутренние выполняют свои функции в полостях трубы.
Вернуться к содержанию
Отличительные особенности внешних центраторов
Внешний центратор представляет собой своего рода большой зажим, который, охватывая цилиндрическую конструкцию, удерживает концы двух труб в неподвижно-соосном положении. По сравнению с внутренним центратором, внешняя версия проще в установке и использовании.
По сравнению с внутренним центратором, внешняя версия проще в установке и использовании.
Еще одной важной характеристикой этого типа центраторов является их способность технически выпрямлять кромки труб, которые по каким-то причинам приобрели форму неправильного эллипса.Без устранения такого дефекта практически невозможно обеспечить качественный и максимально прочный сварной шов.
Устройства наружного центрирования делятся на несколько групп в зависимости от толщины стенок труб и их габаритных диаметров.
Технически простейшей категорией таких центраторов является категория устройств связи. Внешне они напоминают многогранник, снабженный внутренней системой звеньев кольца. В зависимости от типа свариваемого объекта эти звенья могут быть одинаковой или разной длины, а их количество зависит от диаметра трубы.
Этот тип центраторов применяется для работы с трубами диаметром 50-1500 мм. Такое приспособление фиксируется к телу трубы с помощью специальных хомутов.
Гидравлические центраторы внешних звеньев — это усовершенствованная версия стандартных звеньев. От «базы» они отличаются тем, что натягиваются на трубу не вручную, а с помощью ручного домкрата. Благодаря этому центратор с большой силой сжимает металлический цилиндр, что положительно сказывается на качестве работы.Он идеально подходит для труб диаметром от 72 см до 162 см.
Целью устранения нежелательной эллиптичности труб является модернизированный вариант звеньевых гидроцентраторов. Предполагается использование в этом устройстве электрического или пневматического домкрата. Группа цепных центраторов объединяет устройства, работа которых основана на использовании цепи, натянутой на свариваемые трубы. Преимущество этого типа — универсальность. Цепные центраторы могут работать с трубами самых разных диаметров от 90 до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. В их основе лежат две стальные дуги. В отличие от звеньевых центраторов, в которых звенья фиксируются специальными крюками, в эксцентриковых устройствах дуги при настройке на данную трубу стягиваются дополнительной регулировочной перемычкой. Следует отметить, что один и тот же эксцентриковый центратор можно использовать с трубами нескольких диаметров. Этот фактор делает указанное устройство более удобным, но и более дорогим.
Следует отметить, что один и тот же эксцентриковый центратор можно использовать с трубами нескольких диаметров. Этот фактор делает указанное устройство более удобным, но и более дорогим.
Вернуться к содержанию
Особенности конструкции и применения внутренних центраторов
Этот тип центровочных устройств технически более сложен по сравнению с внешними центраторами для монтажа вспомогательного оборудования.Эти центраторы воздействуют на стенки трубы изнутри свариваемого цилиндра.
Принцип работы данного оборудования следующий. На прессы — рабочие органы внутреннего центратора, расположенные в два ряда по всему внешнему диаметру устройства, — через гидросистему передается определенная сила. С заданной силой сжатия прижимные устройства расширяют концы труб изнутри.
Таким образом, трубы надежно фиксируются в определенном, соосном положении друг к другу до конца сварки.Благодаря большой гидравлической силе, приложенной к прессам, указанное оборудование хорошо справляется с уже упомянутой технологической задачей: корректирует эллипсоидальное сечение трубы в сторону правильной цилиндрической формы.
При установке внутри трубопровода такой центратор крепится к краю одного участка трубы, а другой участок надевается на приспособление. В момент крепления обеих секций между концами труб остается заданный технологический зазор, необходимый для сварки.
Внутренний центратор перемещается в полости трубопровода с помощью специальной механической тяги. Чтобы тянуть механизм, который обычно имеет довольно большой вес, используют различную спецтехнику (в том числе трактор).
Движение происходит по всей длине трубопровода, поэтому данное вспомогательное оборудование рассчитано, как правило, на длительный процесс укладки труб. В этом случае сварка проводится практически без значительных перерывов.
Внутренние центраторы хорошо себя ведут при значительных перепадах температуры.Они успешно эксплуатируются в диапазоне температур от -40 до + 45 ° С.
Труба в трубе | Регита Приска
Раньше я писал о защите трубопроводов. Один из способов защиты — это покрытие. Труба в трубе — это еще один метод изоляции, при котором внутренняя труба закрывается большей внешней трубой. Годники между внутренней и внешней трубами заполнены изоляционными материалами, такими как микропористый диоксид кремния (аэрогель), пенополиуретан (ППУ), ваккер, минеральная вата и т. Д.
Труба в трубе — это еще один метод изоляции, при котором внутренняя труба закрывается большей внешней трубой. Годники между внутренней и внешней трубами заполнены изоляционными материалами, такими как микропористый диоксид кремния (аэрогель), пенополиуретан (ППУ), ваккер, минеральная вата и т. Д.
Труба на участке
Для системыPIP требуются переборки, гидрозатворы и центраторы, в зависимости от методов изготовления.Конец переборки предназначен для соединения внутренней трубы с внешней трубой на каждом конце трубопровода. Для промежуточных переборок может потребоваться наматывание PIP для передачи верхнего напряжения между внешней трубой и внутренней трубой с интервалами примерно в 1 км. Во время установки тестионер удерживает только внешнюю трубу, поэтому внутренняя труба имеет тенденцию падать под действием собственного веса и может привести к короблению в области прогиба возле морского дна, если не существует промежуточных переборок.
Концевая переборка
Гидравлические ограничители устанавливаются для ограничения длины трубопровода, поврежденного в случае затопления кольцевого пространства из-за повреждения или прокола трубопровода. Гидравлические заторы не являются требованием норм проектирования, но они рекомендуются для глубоководных проектов, когда восстановление затопленного трубопровода является сложной задачей. EPDM или этилен-пропилен-диеновый мономерный каучук, витон и силиконовый каучук использовались в качестве водонепроницаемого материала. Осевое сжатие для гидроизоляции обеспечивается за счет использования блокирующего зажима, который обеспечивает радиальное расширение кольца относительно стенок трубы.
Гидравлические заторы не являются требованием норм проектирования, но они рекомендуются для глубоководных проектов, когда восстановление затопленного трубопровода является сложной задачей. EPDM или этилен-пропилен-диеновый мономерный каучук, витон и силиконовый каучук использовались в качестве водонепроницаемого материала. Осевое сжатие для гидроизоляции обеспечивается за счет использования блокирующего зажима, который обеспечивает радиальное расширение кольца относительно стенок трубы.
Гидравлическое уплотнение
Центраторы или распорки представляют собой полимерные кольца, закрепленные на внутренней трубе для намотанной трубы PIP для защиты абразивного повреждения изоляции во время вставки внутренней трубы во внешнюю трубу, для защиты изоляции от раздавливания из-за изгибающей нагрузки при намотке и для защиты изоляции из-за термического коробление во время работы.
Центратор работает как теплоотвод из-за своей высокой теплопроводности. Следовательно, уменьшение количества центраторов за счет увеличения расстояния между центраторами или конструкция без центратора может снизить затраты как на материалы, так и на изготовление / установку.