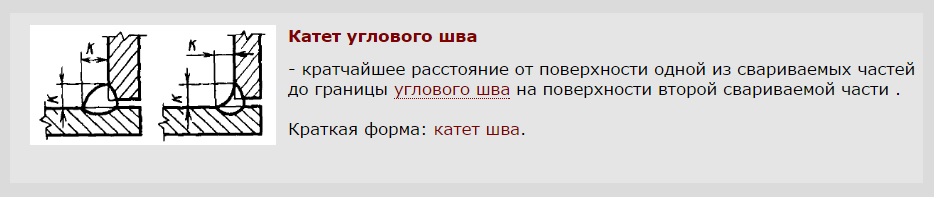
Как рассчитать катет сварного шва
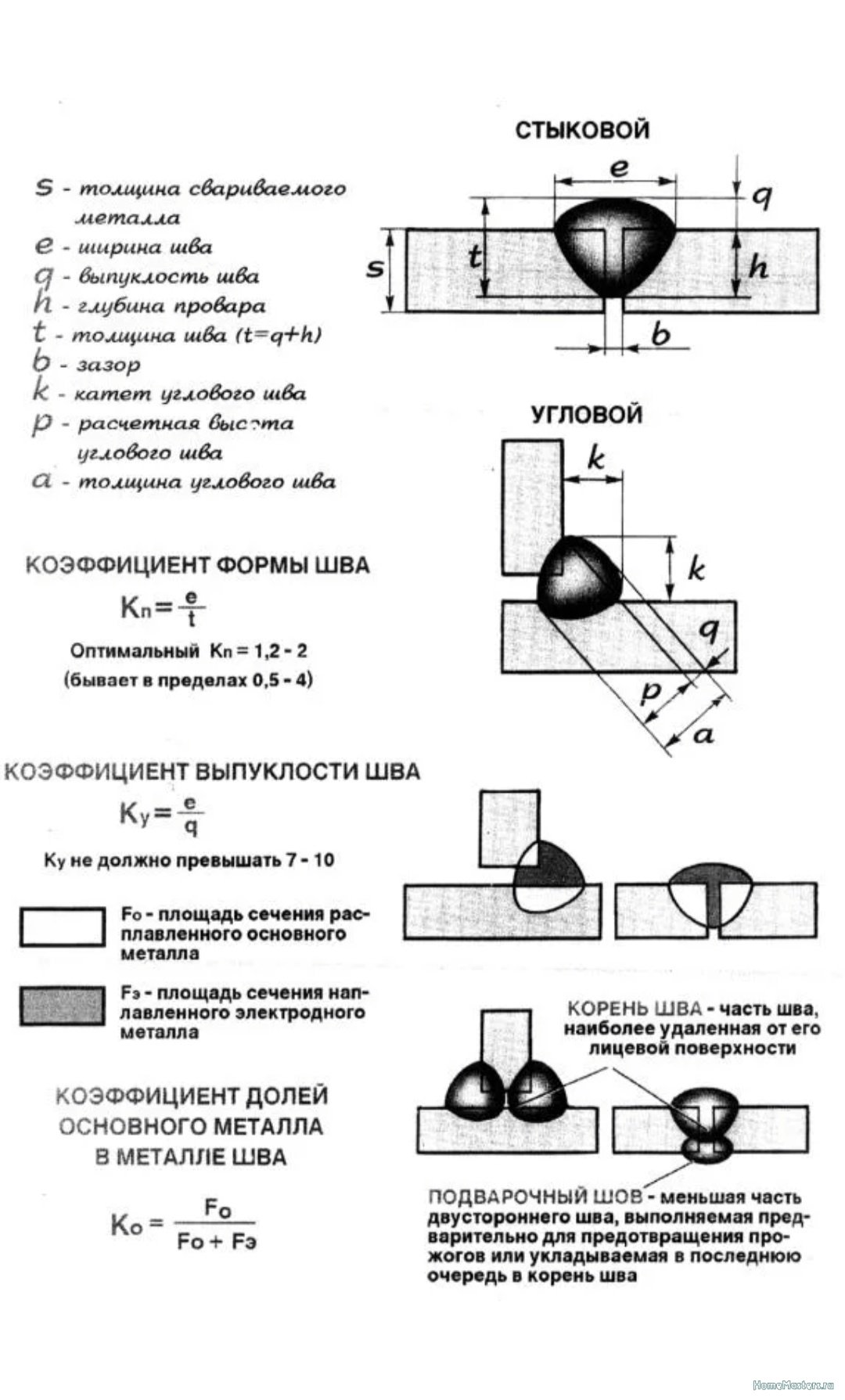
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие.
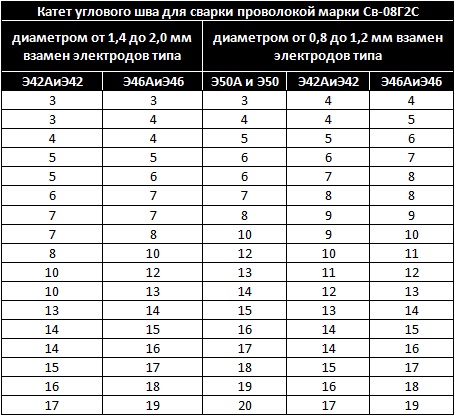
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл.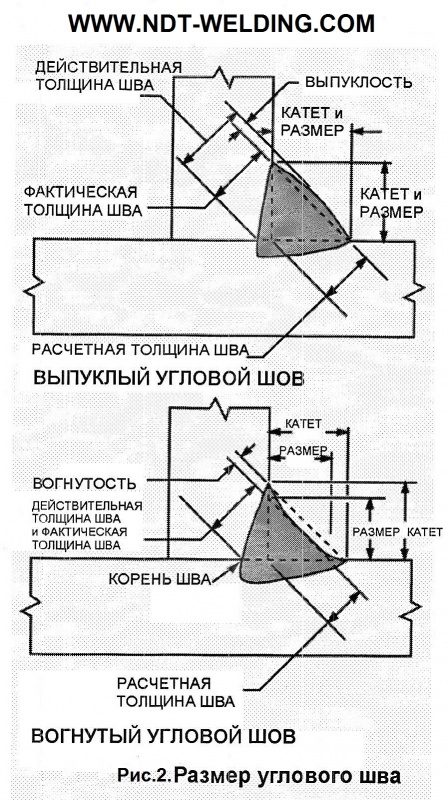
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела. Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в комментариях к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Качество сварочного шва и определение катетаПри сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовокОсновные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности.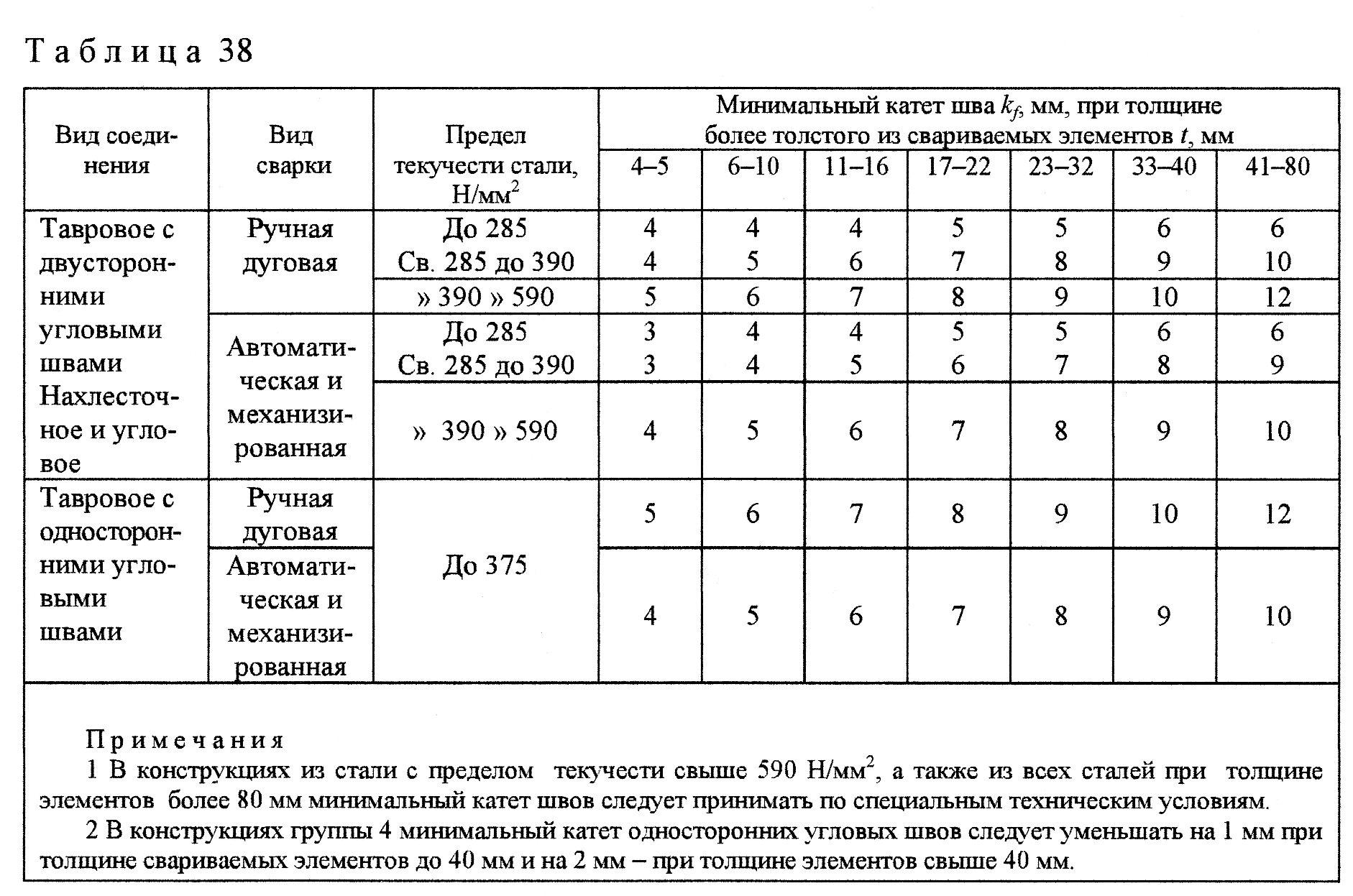 Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.

При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Ошибки при неверном вычислении катета сварного шваНеопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Расчет минимального катета при наименьшей толщине деталей для сваркиПример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Примеры расчета сварных соединений
- Услуги проектирования
- Расчет и конструирование сварных соединений
- Примеры расчета сварных соединений
Расчет сварного соединения с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения шва
Консоль двутаврового профиля прикрепляется угловым швом путем обварки по периметру профиля. < A >= 1,74 cdot 20 cdot 355 / 480 = 26$ мм.
< A >= 1,74 cdot 20 cdot 355 / 480 = 26$ мм.
Далее:
Чертеж стропильной фермы из уголков
Основные правила оформления деталировочных рабочих чертежей
Чертеж воздухонагреватель. Лепесток купола
Технологичность конструкций при монтаже
Инвариантное определение дивергенции
Частные случаи векторных полей
Общие положения оформления чертежей КМД
Чертеж резервуара объемом 25 м3
Соответствие конструктивного решения расчетной схеме
Основные нормативные документы проектирования металлоконструкций
Тематическая подборка для проектирования строительных конструкций
Чертеж блока подкрановых балок
Научно-технический прогресс в проектировании металлоконструкций
Онлайн калькуляторы и программы расчета конструкций
Линейный интеграл и циркуляция векторного поля
Огравление $Rightarrow $
Калибровка шаблона УШС-2 — Калибровка РЦСМ
Универсальный шаблон сварщика УШС-2 (катетомер) состоит из трех лепестков, используется для определения катетов угловых сварочных швов в диапазоне от 4 мм до 14 мм. Каждый из лепестков имеет точно выполненные выточки определенного катета. Контроль катета сварного шва осуществляется методом последовательного соприкосновения (подбора) пластинок и соединенными сварочным швом поверхностями. Размер определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины прилегают к свариваемым поверхностям без видимого зазора, а зазор между дугами пластины и сварного шва является минимальным. При несовпадении ни с одной ступенью размеров в указанном диапазоне значение катета определяется эмпирическим путем. Шаблон УШС-2 изготавливается в полном соответствии с требованиями СТБ 1133-98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования». Контроль катетов сварных швов осуществляется методом ступенчатого перебора до минимального зазора. Калибровка шаблона УШС-2 осуществляется в аккредитованной лаборатории РЦСМ и занимает от 1 до 5 дней.
Метод контроля внешним осмотром и измерениями. Общие требования». Контроль катетов сварных швов осуществляется методом ступенчатого перебора до минимального зазора. Калибровка шаблона УШС-2 осуществляется в аккредитованной лаборатории РЦСМ и занимает от 1 до 5 дней.
Назначение изделия
Набор радиусных шаблонов предназначен для измерения катетов угловых швов в диапазоне 4−14мм. и соответствует требованиям СТБ 1133−98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования», EN 970: 1997 «Неразрушающий контроль сварных швов, выполненных плавлением. Визуальный контроль», РД 03−606−03 «Инструкция по визуальному и измерительному контролю».
Устройство шаблона и проведение измерений
Набор шаблонов состоит из 3-х лепестков с нанесенной на одном из лепестков измерительной линейки со шкалой от 0−50 мм. и 1-го соединительного кольца (рис.1). Каждый из лепестков имеет точно выполненные выточки определенного катета. Для удобства измерений рядом с каждой выточкой выбит размер соответствующего радиусу шва. Измерение катета сварного шва производится путем последовательного соприкосновения (подбора) лепестков с соединенными сваркой деталями. Размер считается установленным, если длинная сторона лепестка и перемычка между катетами лепестка прилегают к деталям без видимого зазора, а зазор между дугами лепестка и шва является минимальным (см. рис.2). При несовпадении ни с одной ступенью размеров в указанном диапазоне значение катета определяется эмпирическим путем.
Универсальные шаблоны сварщика | Сварка своими руками
Шаблон сварщика – это инструмент, позволяющий рабочему производить контроль геометрических параметров сварного шва, а также в некоторых случаях проверять подготовку кромок под сварку и другие характеристики. Измерения с помощью шаблона относятся к визуальному методу исследования, который является частью работы любого сварщика. Необходимо не просто сварить деталь, но и проконтролировать величину катета, отсутствие дефектов (непровар, подрез и т.д.).
Необходимо не просто сварить деталь, но и проконтролировать величину катета, отсутствие дефектов (непровар, подрез и т.д.).
На практике сварщики редко используют шаблоны, так как профессионалы своего дела обычно определяют все необходимые характеристики шва и без специального измерительного инструмента. Однако шаблон станет полезной вещью для начинающих сварщиков, для понимания азов сварочного дела и приобретения навыков, которые в дальнейшем позволят человеку стать специалистом, у которого есть знание и понимание базовых вопросов, а не просто тыкать электродом в металл. Шаблон может пригодиться учащимся профтехучилищ, работникам ОТК, он может потребоваться при аттестации, также инструментом может воспользоваться широкий круг заинтересованных лиц (опять –таки в учебных целях).
Шаблоны сварщика отличаются друг от друга как по внешнему виду, так и имеют функциональные различия. Остановимся на некоторых из них более подробно.
УШС-3
Что можно измерить данным инструментом?
- Угол скоса кромок
На изображении представлен односторонний скос кромок. Шаблон устанавливается на деталь, а стрелка поворачивается на угол, который в нашем случае составляет 45о.
- Притупление кромок
Измеряется при помощи нижней шкалы.
Таким образом можно также определить толщину металла.
- Зазор между деталями
Измеряется с помощью шкалы в виде клина, который помещается в зазор. В нашем случае зазор составляет примерно 3,5 мм.
Определяется путем постановки иглы. По соответствующей шкале определяем усиление шва. Таким же методом вы можете измерить межваликовое западание и проверить «разностенность» деталей.
По верхним пазам можно узнать диаметр электрода (4-2 мм) или проволоки для полуавтоматической сварки (1-1,2 мм).
К недостаткам данного шаблона можно отнести невозможность измерения катета шва, для этого придется покупать дополнительно катетомер.
Шаблон Ушерова-Маршака
Как он используется вы можете видеть на картинке. Величина разделки равна 60о. Соответственно, каждая из сторон по 30о.
Кроме угла вы можете измерить притупление кромок, высоту усиления, величину выпуклости-«впуклости» (не путать с катетом).
Ширину шва можно определить приблизительно. Также можно измерить глубину дефектов: межваликового западания, подреза, несплавления кромок.
Источник: MastakSvarka
Универсальный измеритель для сварных соединений WG01
Измеритель WG 01 состоит из шкалы, ползунка и многофункционального указателя. Представляет собой инструмент для контроля сварных швов, позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва,высоту шва, размеры углового шва, глубину подреза и пр. Удобен для контроля качества сварных швов в котлах, мостах, химических аппаратах, машинах, в кораблестроении и сосудах высокого давления. Измеритель сделан из нержавеющей стали, компактен, удобен при использовании.Технические характеристики
| Назначение | Диапазон, мм | Погрешность, мм | |
| Высота шва | Многофункц. указатель | 0-20 | ± 0,3 |
| Ползунок | 0-10-0 | ± 0,2 | |
| Толщина сварной кромки | 0-40 | ± 0,2 | |
| Зазор | 1-3 | ± 0,2 | |
| Размер углового шва | 0°-90° | 30’ | |
 1)
рис. 1 Многофункциональный указатель используется для измерения высоты валика сварного шва. Значение, указанное риской на шкале 0-20 мм, является высотой валика сварного шва. (рис. 2)
рис.2 Ползунок используется для измерения высоты катета углового шва. Значение, указанное ползунком на шкале 0-10-0 мм, является высотой катета углового шва. (рис. 3)
рис.3 Многофункциональный указатель используется для измерения высоты катета углового шва. Значение, указанное риской на шкале 0-20 мм, является высотой катета сварного шва. (рис. 4)
рис.4 Ползунок используется, чтобы измерить высоту валика сварного шва. Значение, указанное ползунком на шкале 0-10-0 мм, является высотой валика углового шва. (рис. 5)
рис.5 Измерение высоты валика углового шва — отражается ползунком на шкале 0-10-0 мм, что соответствует высоте валика углового шва (рис. 6) Измерение угла кромки – измеряется многофункциональным указателем на угловой шкале 0°-60°. (рис. 7)
1)
рис. 1 Многофункциональный указатель используется для измерения высоты валика сварного шва. Значение, указанное риской на шкале 0-20 мм, является высотой валика сварного шва. (рис. 2)
рис.2 Ползунок используется для измерения высоты катета углового шва. Значение, указанное ползунком на шкале 0-10-0 мм, является высотой катета углового шва. (рис. 3)
рис.3 Многофункциональный указатель используется для измерения высоты катета углового шва. Значение, указанное риской на шкале 0-20 мм, является высотой катета сварного шва. (рис. 4)
рис.4 Ползунок используется, чтобы измерить высоту валика сварного шва. Значение, указанное ползунком на шкале 0-10-0 мм, является высотой валика углового шва. (рис. 5)
рис.5 Измерение высоты валика углового шва — отражается ползунком на шкале 0-10-0 мм, что соответствует высоте валика углового шва (рис. 6) Измерение угла кромки – измеряется многофункциональным указателем на угловой шкале 0°-60°. (рис. 7)| рис.6 | рис.7 |
| Универсальный шаблон сварщика тип УШС-3 предназначен для текущего контроля размеров и геометрии элементов разделки под сварной шов, диаметра электродов и размеров элементов сварного шва на предприятиях и в организациях, производящих сварочные работы. Универсальный шаблон сварщика УШС-3 изготовлен из углеродистой стали. Измерительные шкалы прибора имеют высокую четкость, глубокий профиль и нанесены методом лазерной маркировки, что обеспечивает хорошую видимость при эксплуатации даже при истирании поверхностного слоя металла. Состав: |
Универсальный шаблон сварщика УШС-2 состоит из 3-х лепестков (поз. 1) и 1 соединительного кольца (поз. 2). Каждый из лепестков имеет точно выполненные выточки определенного катета. Для удобства контроля рядом с каждой выточкой выбит размер соответствующего радиусу катета шва. Контроль катета сварного шва производиться путем последовательного соприкосновения (подбора) лепестков с соединенными сваркой деталями. Размер считается установленным, если длин-ная сторона лепестка и перемычка между катетами лепестка прилегают к деталям без видимого зазора, При несовпадении ни с одной ступенью размеров в указанном диапазо-не значение катета определяется эмпирическим путем. Особенности шаблона УШС2:
|
Универсальный шаблон Красовского — применяется при проведении визуального и измерительного контроля сварных соединений , служит для контроля тавровых и нахлесточных сварных соединений, стыковых сварных соединений, измерения зазора между кромками свариваемых деталей.  Особенности шаблона УШС2:
|
Универсальный шаблон Ушерова-Маршака (прецизионный нониусный шаблон для сварных швов) предназначен для измерения скоса кромок при подготовке свариваемых деталей ,измерения высоты катета углового шва, измерения высоты валика усиления, измерения выпуклости корня шва стыкового сварного соединения , измерение зазора в соединении при подготовке деталей к сварки. Шаблон Ушерова-Маршака изготовлен из высококачественной нержавеющей стали. Особеннности шаблона Ушерова-Маршака:
|

как пользоваться универсальным шаблоном сварщика? Особенности конструкции
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.

УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
 Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
- Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.
Поверка катетомера, шаблона сварщика (УШС)
Личные сведения и безопасность
Компания Тулбокс гарантирует, что никакая полученная от Вас информация никогда и ни при каких условиях не будет предоставлена третьим лицам, за исключением случаев, предусмотренных действующим законодательством Российской Федерации.
В определенных обстоятельствах компания Тулбокс может попросить Вас зарегистрироваться и предоставить личные сведения. Предоставленная информация используется исключительно в служебных целях, а также для предоставления доступа к специальной информации.
Личные сведения можно изменить, обновить или удалить в любое время в разделе «Аккаунт» > «Профиль».
Чтобы обеспечить Вас информацией определенного рода, компания Тулбокс с Вашего явного согласия может присылать на указанный при регистрации адрес электронный почты информационные сообщения. В любой момент Вы можете изменить тематику такой рассылки или отказаться от нее.
Как и многие другие сайты, Тулбокс использует технологию cookie, которая может быть использована для продвижения нашего продукта и измерения эффективности рекламы. Кроме того, с помощь этой технологии Тулбокс настраивается на работу лично с Вами. В частности без этой технологии невозможна работа с авторизацией в панели управления.
Сведения на данном сайте имеют чисто информативный характер, в них могут быть внесены любые изменения без какого-либо предварительного уведомления.
Чтобы отказаться от дальнейших коммуникаций с нашей компанией, изменить или удалить свою личную информацию, напишите нам через форму обратной связи
Как работать с ушс-3
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
 Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
АТЛАС ИНВЕСТ — средства измерений, КИПиА, поверка и калибровка СИ
| о компании | ||
| Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. Мы специализируемся на продаже измерительных приборов, геодезического оборудования, КИПиА, средств неразрушающего контроля, испытательного оборудования, средств контроля в строительстве и т.п. Оказываем услуги по поверке и калибровке средств измерений. подробнее | ||
| новости и статьи | ||
Выходной 04.04.2020 г Уважаемые коллеги! Информируем Вас, что суббота 4 апреля 2020 г. в ОДО «АТЛАС ИНВЕСТ» нерабочий день, отгрузки осуществляться не будут. Приносим извинения за возможные … подробнее в ОДО «АТЛАС ИНВЕСТ» нерабочий день, отгрузки осуществляться не будут. Приносим извинения за возможные … подробнееДоставка товаров Теперь для Вашего удобства возможно приобрести средства измерений с доставкой по РБ. Подробнее смотри здесь. … подробнее Подтверждена квалификация метрологической лаборатории
Услуги по организации поверки и калибровки. «Одно окно» — быстро и удобно Мы рады сообщить о запуске новой услуги — организации поверки, калибровки и аттестации различных измерительных приборов и инструментов, средств контроля. Нередко организации имеют обширную номенклатуру СИ, которая требует проведения поверок или … подробнее Метрологический сервис Уважаемые коллеги, напоминаем, работает сервис по оказанию метрологических услуг. Вы можете заказать поверку или калибровку самых различных СИ, при этом Вам предлагается удобный и простой сервис: Вы можете отследить исполнение Вашей заявки на … подробнее Теперь мы в соцсетях Следуя за временем, теперь мы так же представлены и в социальных сетях, где будем публиковать последние новости, интересные или полезные фотографии и информацию, специальные предложения, акции и т.д. Подписывайтесь, вступайте в наши группы в … подробнее Продлена аккредитация Метрологической лаборатории ОДО «АТЛАС ИНВЕСТ»
ещё новости и статьи… | ||
Влагомер testo 606-1, testo 606-2
Измеритель влажности древесины и строительных материалов (влагомер) testo 606-1, testo 606-2 – современные компактные приборы с очень простым, интуитивно понятным управлением. |
Анемометр с крыльчаткой testo 410-1
|
Нивелир оптический ATLAS KL20, ATLAS KL24, ATLAS KL28, ATLAS KL32
Если Вы хотите купить недорогой и надежный оптический нивелир, то нивелиры серии ATLAS KL — это наилучший выбор Нивелиры ATLAS KL предназначены для измерения превышений методом геометрического нивелирования при нивелировании III и IV классов, а …… подробнее |
Штангенциркуль ШЦ-II 250 0.05, ШЦ-II 300 0.05
Штангенциркули ШЦ-II с диапазонами измерений 0…250 мм и 0…300 мм, с ценой деления 0,05 мм производства КНР. Штангенциркули ШЦ-II 250 0,05 и ШЦ-II 300 0,05 в основном соответствуют ГОСТ 166-89, изготовлены из углеродистой стали. Штангенциркули …… подробнее |
| Стенкомеры индикаторные
|
 Влагомеры служат для определения содержания влаги в материале как в …… подробнее
Влагомеры служат для определения содержания влаги в материале как в …… подробнееКатетомер КМС-3-16
| Набор катетомеров сварщика КМС-3-16 предназначен для контроля катетов сварного шва при ручной электродуговой сварке. КМС-3-16 удобно использовать вместе с шаблоном УШС-4. Пара этих шаблонов обеспечивает контроль всех основных параметров сварных швов и заготовок. Калибровка катетомера проводится собственной метрологической службой по методике МК 12.2017. Данный шаблон сертификацию в системе ГОСТ Р Росстандарта РФ.  Технические характеристики:
Собственное производство. Комплект поставки: набор катетомеров КМС-3-16 с чехлом, паспорт, МС НТЦ «Эксперт» (по заявке). Видео Использование шаблонов сварщика Подпишитесь на наш канал YouTube |
Функции, диапазоны измерения и погрешности шаблонов сварщика российского и зарубежного производства
| Контролируемый параметр | УШС-2 | УШС-3 | УШС-4 | WG-01 | WG-1 | WG-2 | BRIDGE CAM | HI-LO | SINGLE HI-LO | V WAC | FILLET WELD GAUGE | AWS WELD GAUGE | SKEW-T WELD GAGE | Ушерова- Маршака | Катетомер КМС 3-16 | Красовского УШК-1 | ||||||||||||||||
| Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | |
| Угол разделки кромки | 0-45° | ±2,5° | 0-45° | ±2,5° | 90- 155° | ±30’ | 90- 150° | ±2,5° | 80- 160° | ±2,5° | 0-60° | ±2,5° | 37.5° | ±2,5° | ||||||||||||||||||
| Измерение толщины стенки труб и заготовок | 0-45 мм | ±0,2 мм | ||||||||||||||||||||||||||||||
| Измерение внутренней несоостности | 0-30 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | ||||||||||||||||||||||||||||
| Смещение кромок | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-13 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | ||||||||||||||||||
| Размер зазоров | 1-4 мм | ±0,25 мм | 1-4 мм | ±0,25 мм | 0-3,5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | ||||||||||||||||||||
| Измерение угла вертикальной заготовки | 30- 90° | ±2,5° | ||||||||||||||||||||||||||||||
| Высота усиления стыкового шва | 0-5 мм | ±0,5 мм | 0-5 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-12 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-3 мм | ±0,2 мм | 0-10 мм | ±0,1 мм | 0-4 мм | ±0,5 мм | ||||||||||
| Высота углового шва | 0-10 мм | ±0,5 мм | 0-11 мм | ±0,2 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-20 мм | ±0,2 мм | 0-20 мм | ±0,1 мм | 0-15 мм | ±0,5 мм | ||||||||||||||||||
| Высота катета углового шва | 0-20 мм | ± 0,3 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | ||||||||||||||||||||||||
| Измерение высоты катета углового шва > или ˂ 90° | 0-50 мм | ±0,2 мм | ||||||||||||||||||||||||||||||
| Расчет нормативной высоты катета углового шва > или ˂ 90° | Комплект с линейкой сварщика | |||||||||||||||||||||||||||||||
| Радиус катетов | 4-14 мм | ±0,04 мм | 3-25 мм | ±0,02- 0,04 мм | ||||||||||||||||||||||||||||
| Размер катетов | 3-25 мм | ±0,02- 0,04 мм | 3-12 мм | ±0,3 мм | ||||||||||||||||||||||||||||
| Притупление и ширина кромки шва | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-40 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | 0-50 мм | ±0,2 мм | 0-60 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | ||||||||||||||||
| Подрезы, западания, глубина вогнутости | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-7 мм | ±0,1 мм | 0-8 мм | ±0,1 мм | 0-2 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-10 мм | ±0,1 мм | ||||||||||||||||||
Купить шаблоны сварщика УШС-2, УШС-3, УШС-4, ШПС-1, WG1, WG2, Красовского, Ушерова-Маршака можно по цене указанной в прайс-листе.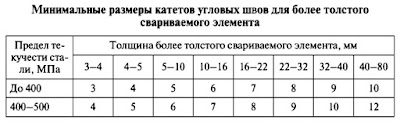 Цена шаблонов сварщика указана с учетом НДС. Смотрите также разделы: Измерительный инструмент, Наборы для визуального контроля, Фотоальбомы дефектов по ВИК, Аттестация специалистов по ВИК, Нормативные документы по визуальному контролю.
Цена шаблонов сварщика указана с учетом НДС. Смотрите также разделы: Измерительный инструмент, Наборы для визуального контроля, Фотоальбомы дефектов по ВИК, Аттестация специалистов по ВИК, Нормативные документы по визуальному контролю.
Катетомер КМС-3-16 в наличии на складе. Заказать доставку шаблонов можно до двери либо до терминалов транспортной компании в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Как использовать шаблон УШС-1
Это самый простейший шаблон, который только и может быть у сварщика. Изготавливался он для контроля катетов создаваемого шва. Состоит шаблон из трёх пластин.
Причём каждая пластина на конце располагает различными скосами. Они пронумерованы. Благодаря этому приложив шаблон к шву, становится понятно, насколько качественно он выполнен.
Стоит ли говорить о том, что любая работа сварщика проходит многократный контроль. Наиболее распространёнными видами контроля являются: визуальный осмотр специалистом (для этого и нужны шаблоны, строго говоря), магнитографика, рентгеноскопия, ультразвук.
Все вышеозначенные методики, кроме первой, используются уже на финишном этапе, когда изделие проходит отдел технического контроля. Сварщик же контролирует создание шва во время работы и сразу по завершению.
Описание
Принцип работы шаблонов — механический.
Шаблон состоит из основания, на котором с помощью оси установлен движок с неподвижно закрепленном на нем указателем. Движок может поворачиваться относительно основания на оси. Движок выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка нанесена шкала для контроля зазора между свариваемыми деталями. На клиновом конце движка нанесена риска, являющаяся индексом для измерения глубины разделки до корневого слоя, превышения кромок, высоты усиления шва. Также на основании выполнены пазы, позволяющие контролировать диаметры используемых электродов. Измерения высоты притупления, ширины шва производятся с помощью шкалы, нанесенной на основании шаблона. На основании шаблона нанесена также шкала для измерений угла скоса кромок.
Общий вид шаблона представлен на рисунке 1.
Рисунок 1 — Общий вид шаблона сварщика универсального УШС-3 Пломбирование шаблонов сварщика универсальных УШС-3 не предусмотрено.
Технические характеристики
Таблица 1 — Метрологические характеристики
| Наименование характеристики | Значение |
| Диапазон измерений | |
| — глубины дефекта шва, мм | от 0 до 15 |
| — высоты усиления стыкового шва, мм | от 0 до 5 |
| — высоты притупления и ширины шва, мм | от 0 до 50 |
| — зазора между свариваемыми деталями, мм | от 1 до 4 |
| — угла разделки (скоса кромки),0 | от 0 до 45 |
| Наименование характеристики | Значение |
| Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
| Цена деления шкалы | |
| — глубины дефекта шва, мм | 1,0 |
| — высоты усиления стыкового шва, мм | 1,0 |
| — высоты притупления и ширины шва, мм | 1,0 |
| — зазора между свариваемыми деталями, мм | 0,5 |
| — угла разделки (скоса кромки),0 | 5,0 |
| Пределы допускаемой абсолютной погрешности | |
| измерений | |
| — глубины дефекта шва, мм | ±0,5 |
| — высоты усиления стыкового шва, мм | ±0,5 |
| — высоты притупления и ширины шва, мм | ±0,15 |
| — зазора между свариваемыми деталями, мм | ±0,25 |
| — угла разделки (скоса кромки),° | ±2,5 |
| Пределы допускаемого отклонения от номинального | |
| значения, мм: | |
| — ширины паза контролируемого диаметра | |
| электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
| — ширины паза контролируемого диаметра | |
| электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
| Наименование характеристики | Значение |
| Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
| Масса, кг, не более | 0,18 |
| Условия эксплуатации: | |
| — температура окружающей среды, °С | от +15 до +35 |
| — относительная влажность, % | от 45 до 80 |
| — атмосферное давление, кПа | от 84 до 106,7 |
| Срок службы, лет, не менее | 5 |
Проверка и проверка углового сварного шва размером
Рисунок 1 При прикосновении к поверхности сварного шва цифровая шкала показывает фактическое расстояние от корня сварного шва до лицевой поверхности, которое представляет собой фактическую длину сварного шва.
Woolf Aircraft Products Inc., Ромулус, штат Мичиган, производит трубные узлы с 1942 года. Имея предприятие площадью 100 000 квадратных футов и 125 сотрудников, мы изгибаем трубы от 0,125 дюйма до 7 дюймов в диаметре с выбором более 450 радиус умирает.Обычно изготавливаемые материалы включают нержавеющую сталь, сплав INCONEL®, углеродистую сталь, хромомолибден, алюминий и титан, а также магний, HASTELLOY® X, AL-6XN® и другие экзотические сплавы.
Задача
Многие из размеров сварных швов, которые мы должны произвести, составляют менее 0,125 дюйма, а некоторые — всего 0,040 дюйма. Проверка и проверка размеров этих сварных швов с помощью традиционного калибра углового шва неэффективна, и заказанные нами специальные калибры настолько малы, что их трудно использовать.
Кроме того, при составлении отчетов о проверке размеров у нас возникли трудности с получением фактических показаний. Большинство датчиков, которые используются для измерения сварных швов, по своей природе являются атрибутами (годен / не годен), что означает, что они проводят сравнение только с шаблоном. Некоторые манометры обеспечивают измерение по отпечатанной шкале, чтобы дать оценку размера, но эти манометры не откалиброваны и не предлагают переменные показания, которые могут быть отслежены Национальным институтом стандартов и технологий (NIST) — требованием нашего ISO. 9001: 2000 и регистрации AS9100B.
Другая причина, по которой мы хотели получить переменные показания, заключалась в том, чтобы мы могли получить фактическое значение измерения, которое дало бы нам точное определение фактических характеристик углового шва. Мы работаем с различными сварочными спецификациями, относящимися к контролю сварных швов. Можно назвать конкретный размер вместе со спецификацией, которая определяет допустимые атрибуты — размер сварного шва, выпуклость и вогнутость — углового сварного шва. Нам нужно было иметь возможность точно проверить эти атрибуты сварного шва.
Решение
Задача, стоящая перед нашей компанией по решению этой проблемы, возникла в производственном отделении, где выполняются определенные проекты клиентов. Представители администрации, инженеров и цеха работали вместе, чтобы разработать решение.
Мы начали с разбора проблемы. На самом деле эту проблему было очень легко решить, если рассматривать ее как проблему проверки, а не как проблему сварки. Аспект проверки заключался в том, что мы должны были иметь возможность измерить ногу треугольника с углом 45 градусов и получить фактическое значение.По этой причине мы решили использовать цифровые штангенциркуль. У них есть стержень, который можно использовать для измерения глубины, а цифровую шкалу можно установить на ноль в любом месте шкалы.
Следующее, что нам нужно было сделать, это отшлифовать наконечник под углом 45 градусов на штоке, а также углы под углом 45 градусов на концах суппортов. Это позволяет нам вставить кончик стебля в корень под углом 90 градусов. Мы сделали переходник, чтобы обеспечить большую площадь поверхности для больших деталей.
После того, как мы закончили прототип, мы сделали видео и отправили его нескольким людям для просмотра и предложений — в большей степени, чтобы оспорить действительность приложения.Мы получили положительные отзывы от всех, кому мы его отправили, от клиентов до должностных лиц AWS и местных колледжей и органов профессионального образования.
Как работает инструмент
В конце концов, мы разработали инструмент контроля, который можно использовать для измерения длины участка, а также фактического диаметра сварного шва. Используя эти два известных измерения, мы можем определить фактический размер, а также выпуклость и вогнутость углового шва.
Мы сделали адаптер для крепления к цифровому штангенциркулям, который был разработан для установки непосредственно в угол под углом 90 градусов.Затем цифровая шкала устанавливается на ноль и аналогичным образом используется для углового шва. При прикосновении к поверхности сварного шва цифровая шкала показывает фактическое расстояние от корня (угла) сварного шва до поверхности, которое является фактической длиной сварного шва (см. , рисунок 1, ).
Используя аналогичную технику для измерения длины ноги, мы можем определить длину каждой ноги. Для этого измерения мы используем традиционный штангенциркуль (см. Рисунок 2 ).
Зная две переменные — фактическую длину горловины и длину плеча, мы можем сделать множество определений, касающихся размера сварного шва (см. , рис. 3, ).Система позволяет рассчитать теоретическую длину, выпуклость и вогнутость горловины.
Эта система обеспечивает переменные измерения, которые прослеживаются до NIST и соответствуют ожиданиям различных систем качества. Для получения измерений нет необходимости в резке и травлении; мы можем делать определения, не разрушая продукт, и проводить их столько раз на любом количестве сварных швов или деталей, сколько необходимо.
| модель | Фото | описание | ||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Линейка для контроля сварки WG 01 | Использование, диапазон измерения и технические параметры сварочных штангенциркуля указаны в таблице ниже.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Линейка для контроля сварки WG 1 | Использование, диапазон измерения и технические параметры сварочных штангенциркулей указаны в таблице ниже.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный сварочный калибр WG 2 | Позволяет измерять: смещения, угол кромки, корневой зазор, угловой X-образный стык, высокий стык, угловой стык, высокий угловой стык (длина стойки), ширину сварного шва, глубину подготовки.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Калибр сварочный WG3 | Предназначен для измерения выпуклости сварного угла, подготовка кромок соединяемых деталей угловых и стыковых швов, скоса кромок при подготовке сварных швов деталей, измерения высоты плеча углового шва, измерения высоты зазора между роликами, измерения зазора в сочетании с подготовка
детали для сварки. диапазон — 0-20 мм разрешение — 0,01 мм углы — 60/70/80/90 C Детали | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Цифровой сварочный манометр WG3 Digital | Предназначен для измерения выпуклости сварного угла, подготовка кромок соединяемых деталей угловых и стыковых швов, скоса кромок при подготовке сварных швов деталей, измерения высоты плеча углового шва, измерения высоты зазора между роликами, измерения зазора в сочетании с подготовка
детали для сварки. С ЖК-дисплеем удерживает либо нулевую настройку, либо измеренное значение в любом положении для дифференциальных измерений. диапазон — 0-20 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Сварочный манометр HI-LO (WG4) | Измеряет внутреннее выравнивание трубы после подгонки / выравнивания, обрезает рентгеновские дефекты Измеряет внутреннее смещение трубы до и после отслеживания Измерения, считываемые по стандарту с одной стороны и метрические с противоположной стороны
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Экономичный одноцелевой сварочный манометр Hi-Lo | • Пространство корневого сварного шва • Устранение брака — Повышение производительности • Внутреннее смещение • Диапазон 0–30 мм, шкала 1 мм (отметка 1 соответствует 0 мм, отметка 4–3 мм) • Точность ± 0,15 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Сварочный манометр WG5 | Набор шаблонов для ног углового контроля сварных швов, а также для измерения выпуклости и вогнутости шва. Диапазон измерения — 3,2 — 25,4 мм Точность: ± 0,1 мм / ± 0,005 « Количество шаблонов — 7 шт. Материал — нержавеющая сталь В каждом шаблоне имеется точно сделанная подточка на определенной ножке. Для удобства контроля рядом с каждой выемкой размер выбитого отверстия соответствует радиусу Соединение опор Сварка контрольной опоры производится последовательным контактом (подбором) лепестков, соединенных приваркой деталей. Размер считается установленным, если длинный боковой выступ и перемычка между соседними ножками лепестка до детали без видимого зазора, а зазор между дугами и швом лепестка минимален. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Сварочные контрольные лапы WG 6 | Изделие в основном состоит из основной линейки, ползунка и наклонного калибра. Это специальный измерительный прибор, используемый для измерения угла канавки сварного изделия, а также ширины, высоты и зазора сварного шва.Линейка применима к изделиям и деталям с повышенными требованиями к качеству сварки, таким как котлы, сосуды высокого давления и т. Д. Изготовленный из нержавеющей стали, изделие имеет разумную конструкцию, хороший внешний вид, удобство в использовании и широкое применение, и является необходимым измерительным инструментом для сварщика.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Автоматический калибр сварного шва WG7 | Используйте для: • Проверка армирования • Проверка углового сварного шва • Определение размера участка углового сварного шва Имеет 4 шкалы: МАКС.-МИН — 0–3 мм МАКСИМАЛЬНАЯ Вогнутость — 0-20 мм МАКСИМАЛЬНАЯ ВЫПУСКНОСЬ — 0 -20 мм ДЛИНА НОЖКИ — 0-20 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Мост Cam Gage | Возможны следующие размеры в дюймах или миллиметрах. • Угол подготовки, 0 ° — 60 ° • Избыточный металл сварного шва (размер покрытия) • Глубина выточки • Глубина точечной коррозии • Размер горловины углового сварного шва • Длина углового сварного шва • Несоосность (высокий / низкий)
Детали | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Регулируемый калибр угловой сварки WG8 | Используйте для: • Измерение углового шва • Измерение толщины сварного шва Размер 87х57 мм
Детали | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный сварочный калибр WG 9 | Предназначен для измерения углового шва: высоты стыка, полки углового шва. Калибр изготовлен из нержавеющей стали, состоит из двух частей: подвижной пластины с тремя нелинейными шкалами и измерительными цепями, пластины с окном для считывания. Три нелинейных шкалы: ABC с разрешением 0,1 мм
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Трубный калибр WG10 | Модель G.AL Pipe Pit Gage прослужит долгую жизнь в полевых условиях или на заводе. • Диапазон составляет 0-12,7 мм. • Рычаг может фиксироваться на месте при любом размере • Полностью нержавеющая сталь • Датчик помещается в карман рубашки и входит в комплект a Pocket Protector • Имеются удобные формулы на лицевой стороне и десятичные эквиваленты на спине • Размерный размер — 68,3х133,3х4,8 мм • Вес — 227 г | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный калибр WG11 | Универсальный калибр — это новый тип многофункциональных измерительных сварочных изделий.В основном используется для измерения сосудов высокого давления и сварных труб. Тестовые элементы включают угол кромки, смещение, гладкость поверхности, кривизну дуги по глубине коррозионной ямки и прямолинейность плоскости, миллион калибра может заменить почти сто штук образца. Обладает преимуществами удобной переноски, простоты управления, интуитивно понятного считывания, реальных данных, точных характеристик; это производство сосудов под давлением, идеальное обнаружение и президент сварочных инструментов. Этот продукт изготовлен из нержавеющей стали, имеет хорошую жесткость, легкий вес, новую структуру, красивую форму. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Калибр для угловых сварных швов Skew-T WG12 | Используйте для: • Проверка угла вертикального стержня • Проверка острой стороны сварного шва • Проверка тупой стороны сварного шва • • КАЛЬКУЛЯТОР • • Удобный набор математических соотношений между длиной опоры, горловиной, углами перекоса и контрольными размерами.Обязательно для дизайнеров и инспекторов. Идеальный компаньон для G.A.L. Калибр для угловых сварных швов Skew-T, входящий в комплект поставки. Детали | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Коническая шкала WG13 | Коническая шкала WG13 для контрольных отверстий состоит из конической части из нержавеющей стали. С одной стороны нанесена метрическая шкала, с обратной стороны — дюймовая шкала. Диапазон измеряемых отверстий — 0-15 мм Точность — ± 0,1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Манометр одинарный «V-WAC» | • Проверяет поднутрение • Проверяет высоту коронки • Проверяет пористость • Проверяет ямки • Вся нержавеющая сталь Подробные сведения | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Калибр для сварных швов «Mini Sub» | • Проверить размеры горловины • Проверить длину ножки • Проверить всю спецификацию труб • Все детали из нержавеющей стали | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Карманный мост Cam Gauge | • Угол подготовки, 0-60 ° • Избыточный металл сварного шва (размер покрытия) • Глубина выточки на 1/32 дюйма • Глубина точечной коррозии на 1/32 дюйма • Размер горловины углового сварного шва (1/64 дюйма или .5 мм, теоретическое и фактическое) • Длина ветви углового сварного шва • Несоосность (высокое-низкое) Детали | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Углы колеи WG14 | Ковкий чугун 180 градусов |
Сварочный манометр (со схемой) | Металлургия
В этой статье приведены примечания к калибру сварного шва.
После сварки сварные швы проверяются на размер и форму с помощью сварочных манометров. Это металлические пластины или толстолистовые листы с вырезами, соответствующими поперечному сечению данного размера и типа сварного шва.
Другой прибор, простой по конструкции, показан на рис. 7.11 для измерения толщины сварного шва углового шва. Показания толщины горловины показаны на изгибе датчика. Датчик удерживают, как показано на рисунке, до тех пор, пока точка изгиба датчиков не коснется центра поверхности сварного шва, а изгиб датчика также не упрется в две стороны, образующие тройник.
В точке B толщина горловины углового сварного шва составляет 5-6 мм, что представляет собой точку на щупе, касающуюся центра лицевой поверхности сварного шва.
На каждом калибре выбиты цифры, обозначающие толщину заготовки в миллиметрах для стыковых швов, и ножку в миллиметрах для угловых швов. Таким образом, трудно поддерживать размер сварного шва в точных пределах — каждый калибр имеет разрезы для максимального и минимального размера данного сварного шва. Набор калибров для наиболее часто используемых размеров сварных швов (6-14 мм) зажимается кольцом или болтом (рис.7.11).
Толщина горловины углового шва :
Толщина горловины углового соединения может быть рассчитана — она равна длине ножки, умноженной примерно на 0. 7. На рис. 7.13 показаны длина ножки, толщина горловины, поверхность основания и т. Д.).
Их можно разделить на две части:
1. Общая толщина горловины:
Общая толщина в горловине углового сварного шва — это расстояние, взятое на линии, которая делит пополам угол, образованный основным металлом, от проплавления за корень шва до вершины контура сварного шва.
2. Фактическая толщина горловины:
Фактическая толщина в горловине выпуклого и углового сварного шва под углом — это расстояние от точки проплавления корня до центра прямой линии, соединяющей тройники (взятой на линии, которая делит пополам угол, образованный основным металлом). В случае вогнутого углового шва расстояние составляет от точки проплавления корня до поверхности контура.
Подготовка кромки углового соединения :
В зависимости от положения сварного шва в угловом шве может потребоваться подготовка кромки.
В зависимости от применения соединения, филе можно разделить на следующие типы:
1. Скругление внахлестку:
Нахлест с одинарным и двойным скруглением требует только квадратных кромок. Его преимущество состоит в том, что практически не требуется никакой обработки для подгонки кромок. Подходит для сварки листов любой толщины.
2. Скругление углов:
Эти угловые соединения можно разделить на три типа:
(a) Угловой шарнир с закрытым углом:
Используется под листовой металл 12 калибра.Для подгонки перед соединением подготовка кромок не требуется.
(b) Полуоткрытый угловой шарнир:
Используется на листах толщиной от 12 до 5 мм. Этот тип соединения образует канавку и обеспечивает хорошее проникновение сварного шва до корня и хороший внешний вид. Никакого проникновения не требуется.
(c) Полностью открытый угловой шарнир:
Может использоваться на листах любой толщины. При сварке с обеих сторон он подходит для очень тяжелых нагрузок, а также имеет очень хорошее распределение напряжений.Требуются квадратные края. Требуется больше присадочного металла. Подгонка несколько сложна. Для правильной сварки необходимы подходящие зажимные и сварочные устройства.
3. Тройник-угловое соединение:
В промышленности используются различные типы тройников:
(a) Тройник гладкий:
Используется для листов толщиной до 12 мм. Подготовка пластины не требуется, установка может быть быстрой и экономичной. Плиту можно сваривать как с одной, так и с двух сторон.
(b) Тройник с одинарной конической головкой:
Этот тип соединения способен выдерживать более серьезные нагрузки, чем простой тройник. Применяется для листа толщиной 10-16 мм. Вертикальный элемент должен быть обработан или подготовлен под углом 35 ° 45 ° с торцевой поверхностью.
(c) Тройник с двойным скосом:
Используется для толстых листов толщиной до 12 мм. Вертикальный элемент должен быть подготовлен с обеих сторон под углом 35 ° -45 ° относительно поверхности корня.Используется при сильных нагрузках. При этом стоимость электрода меньше, чем у одиночного тройника.
(d) Соединение с одинарным тройником:
Обычно используется на листах толщиной 12 мм и более или более тяжелых профилях. Если он сварен с одной стороны, следует позаботиться о том, чтобы обеспечить хорошее проникновение корня. Вертикальный элемент должен иметь форму ‘J’, как показано на рис. 7.14. Стоимость такого соединения выше, чем у соединения Bevel Tee.
(e) Соединение с двойным тройником:
Используется для пластин толщиной 12 мм и более тяжелых профилей.Хорошее проникновение корней и поверхностное сплавление необходимы для предотвращения разрушения при сильных нагрузках. Вертикальный элемент должен быть подготовлен с обеих сторон в виде буквы «J». Они не имеют одинаковых размеров. Подготовка швов выше, чем у соединений с V-образным тройником и одиночных J-образных соединений. Все сечения показаны на рис. 7.14.
|
Сварочные манометры, такие как Bridgecam Gauge, цифровой сварочный манометр, регулируемый калибр углового сварного шва, 7-элементный калибр углового сварного шва, позволяют быстро и легко точно проверять сварные швы различных размеров. В зависимости от выбранного калибра вы можете измерять толщину сварного шва, стыковые угловые швы, длину сварного шва, перекосы (высокий-низкий) и многое другое. Наши измерительные приборы для сварных швов наверняка прослужат вам долгие годы как в магазине, так и в полевых условиях.
| |
| Цифровой сварочный манометр Кат. № 18 С ЖК-дисплеем будет удерживать либо настройку нуля, либо измеренное значение в любом положении для дифференциальных измерений. | |
| Регулируемый калибр угловой сварки Кат. № 3 Функция измерения неравных ног Измерение толщины углового шва и сварного шва | |
| Автоматический калибр сварного шва Кат. № 6 Для точной калибровки стыковых швов углового типа | |
| Bridge Cam Gage Кат. № 4 Возможны следующие измерения в дюймах или миллиметрах: угол подготовки, излишек металла шва, глубина выточки, глубина точечной коррозии, размер сварного шва и т. Д. | |
| Комбинированный циферблат 0–10 дюймов / глубиномер Кат. № 13 Точность соответствует или превосходит Федеральные спецификации | |
| Экономичный одноцелевой сварочный манометр Hi-Lo Кат. № 2 Устраняет брак — повышает производительность, доступен в стандартной или метрической системе | |
| Сварочный манометр HI-LO Кат. № 1 Измеряет внутреннее выравнивание, новый тонкий дизайн на 30% легче | |
| Калибр для сварки внахлест «Mini Sub» Кат. № 14 Проверка размеров горловины, проверка всей спецификации труб, вся нержавеющая сталь | |
| Глубиномер карьера Кат. № 5a канавок / ям до 1/2 дюйма с шагом 1/32 дюйма.Проверьте поднутрения / ямки, пористость, всю нержавеющую сталь. | |
| Трубный калибр Кат. № 17 Диапазон составляет от 0 до 1/2 дюйма с шагом 1/64 дюйма и 0,020, рычаг может быть зафиксирован на месте в любом размере, полностью нержавеющая сталь | |
| Карманный мостик, эксцентрик Кат. № 4a Проверьте угол подготовки, лишний металл сварного шва, глубину выточки, глубину точечной коррозии и т. Д. | |
| Калибр для угловых швов с перекосом T с калькулятором Кат. № 9c Проверить угол вертикального элемента, острая сторона сварного шва, сторона сварного шва тупая | |
| Односварной манометр «V-WAC» Кат. № 5 канавки / ямки до 1/4 дюйма, коронки до 1/4 дюйма с шагом 1/64 дюйма.Проверьте поднутрения / ямы, пористость, коронки, всю нержавеющую сталь. | Внешний вид кейса может отличаться |
| Внешний вид кейса может отличаться | Одинарный сварочный манометр «V-WAC» Кат. № 5d Поднутрения / ямки до 0,240, коронки до 0,240 с шагом 0,020. Проверьте поднутрения / ямы, пористость, коронки, всю нержавеющую сталь. |
| Односварной манометр «V-WAC» Кат. № 5 м Поднутрения / ямки до 6 мм, коронки до 6 мм на 0.Шаг 5 мм. Проверьте поднутрения / ямы, пористость, коронки, всю нержавеющую сталь. | Внешний вид кейса может отличаться |
| Внешний вид кейса может отличаться | Глубиномер Кат. № 5f Поднутрения / ямки до 0–2 мм с шагом 0,2 мм. Проверьте поднутрения / ямы, вся нержавеющая сталь. |
| Глубиномер Кат. № 5g Поднутрения / ямки до 0.08 мм, корона до 0,04 мм с шагом 0,005 мм. Проверьте поднутрения / ямки, коронки, всю нержавеющую сталь. | Внешний вид кейса может отличаться |
Как использовать сварочные манометры
Существует несколько типов датчиков, используемых для измерения сварных швов и сварочных дефектов, включая, помимо прочего, пористость, поднутрение, недостаточное заполнение и вогнутость. Двумя наиболее часто используемыми типами являются стандартный калибр углового шва и калибр AWS (автоматический калибр размера сварного шва).Эта статья покажет вам, как правильно использовать оба датчика.
Калибр углового шва — один из самых простых в использовании, он полезен для проверки сварных швов на размер углового шва и вогнутость. Мы всегда хотим, чтобы наши сварные швы были от плоских до слегка выпуклых. Измеритель углового сварного шва сообщит вам, является ли ваш сварной шов вогнутым. Этот тип датчика обычно включает 7 или более штук.
Например, вот несколько инструкций по использованию углового шва 1/2 ″:
Просто сдвиньте датчик так, чтобы верхний конец упирался в вертикальную деталь.Этот конец должен находиться точно на верхнем крае сварного шва, чтобы получился угловой шов 1/2 дюйма. Если у вас есть зазор между калибром и носком сварного шва, то сварной шов имеет меньший размер. У нижнего края филе больше места, что позволяет использовать ножки большего размера. Это особенно полезно для больших угловых швов, когда сила тяжести имеет тенденцию увеличивать нижнюю стойку. Вертикальная линия покажет, где должен быть нижний палец.
После того, как вы определили, что размер сварного шва составляет 1/2 дюйма, проверьте его на вогнутость или выпуклость.
Обычно сварные швы никогда не должны быть вогнутыми. Выступ в середине калибра должен касаться сварного шва, подтверждая, что сварной шов не является вогнутым. Если между лицевой стороной сварного шва и этим концом калибра есть дневной свет, сварной шов будет вогнутым и больше не будет приемлемым угловым швом 1/2 дюйма.
AWS Gauge, однако, более универсален, чем Standard Fillet Gauge. Он может измерять несколько параметров:
Размер углового шва
Поместите калибр напротив носка сварного шва и сдвиньте указатель вниз к нижней части свариваемой конструкции.Размер углового шва будет обозначен калибром.
Допуск на выпуклость
Используя конец калибра со сторонами под углом 45 градусов, поднесите калибр к обеим свариваемым деталям. Сдвиньте указатель вниз, на этот раз, пока он не коснется поверхности сварного шва. Датчик покажет, слишком много арматуры.
Допуск на вогнутость и недозаполнение
На этот раз вы делаете то же самое, что и при проверке допустимой выпуклости.Калибр покажет, есть ли вогнутый сварной шов.
Допуск арматуры
Стыковой сварной шов иногда имеет максимально допустимое усиление. Чтобы измерить арматуру стыкового шва, установите датчик под углом 45 градусов.
Это только два из нескольких доступных типов датчиков. Другие типы могут измерять поднутрение, смещение, величину пористости и угол препарирования.
В PCES имеется ряд сварочных калибров, подходящих для различных целей.Эти приборы для контроля и сварки имеют высочайшее качество и позволяют быстро и легко измерять сварные швы. Это поможет вам добиться точных результатов.
Имеющиеся в наличии калибры сварных швов позволяют измерять смещение, размер горловины углового сварного шва, длину углового сварного шва, угол подготовки, глубину подрезки и глубину ямки.
Для получения дополнительной информации о нашем ассортименте доступных толщиномеров, свяжитесь с нами по телефону 01902 713402, напишите нам по адресу [email protected] или посетите наш веб-сайт www.pces.uk.com
.