Цвета металлических изделий: как выбрать «правильный»
18.03.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Цвета для металлических и других изделий по каталогу RAL
- Цвета металлических изделий: металлик и перламутр
- Лучшие краски для металла
- Краски, которыми можно и нужно окрашивать ржавчину
- Несколько советов по выбору цвета краски для металлических изделий
Цвета металлических изделий могут быть самыми разными. Главное, чтобы они соответствовали общему дизайну помещения или здания. И тут есть одна проблема. Скажем, если загородный дом возводился отдельно, а забор вокруг него ставился спустя какое-то время, то цвет подобрать будет достаточно сложно.
Но решение все же есть. Чтобы выбрать наиболее подходящий оттенок, вам придется обратиться к каталогу RAL. Не все знают что это, но попробуем помочь.
Цвета для металлических и других изделий по каталогу RAL
В начале ХХ века, когда активно развивалась промышленность, в частности, производство красок и лаков, ученые пришли к выводу о необходимости стандартизации цветов. Так появился каталог RAL, используемый по сей день в строительстве, дизайне и производстве.
Так появился каталог RAL, используемый по сей день в строительстве, дизайне и производстве.
RAL – стандарт цветов, который используют чаще всего. Он представляет собой код, в котором имеется префикс RAL и несколько цифр. Данный образец нашел широкое применение в большинстве отраслей промышленности, где для изготовления изделий требуется использовать точный цвет.
Первый из стандартов RAL разработали в Германии. Он имел всего 40 цветов. И в настоящее время институт RAL трудится над созданием все новых вариантов колера, согласно потребностям производителей. На сегодняшний день насчитывается уже несколько тысяч оттенков.
Самым востребованным сейчас является каталог RAL CLASSIC, имеющий 213 цветов. Из них: 2 металлических, 15 перламутровых и 5 люминесцентных. Кодировка в RAL CLASSIC представляет собой обозначение стандарта RAL и числа с четырьмя цифрами, первая из которых – номер оттенка от 1 до 9. При этом 1 – это желтый, 2 – оранжевый, 3 – красный, 4 – фиолетовый, 5 – синий, 6 – зеленый, 7 – серый, 8 – коричневый, 9 – черный, белый. Прочие три цифры раскрывают оттенок первого цвета. Все коды имеют названия на русском языке, например, RAL 1037 определяют как «солнечно-желтый». Однако наименование не полностью раскрывает оттенок и правильнее запомнить только цифры.
Прочие три цифры раскрывают оттенок первого цвета. Все коды имеют названия на русском языке, например, RAL 1037 определяют как «солнечно-желтый». Однако наименование не полностью раскрывает оттенок и правильнее запомнить только цифры.
Наиболее распространенным каталогом, как уже говорилось, является RAL Classic. Кроме него используются:
- RAL Design, состоящий из 1 625 цветов. Каждый имеет семизначную нумерацию, раскрывающую цвет, его насыщенность и яркость.
- RAL Effect, включающий 490 цветов. В его состав входит 70 металлических оттенков и 420 матовых. Все они используются для водно-дисперсионных красок в условиях промышленного производства.
- RAL Plastics – данный каталог применяется для кодировки изделий из пластика.
Выбирая покрытие, необходимо обращать внимание и на его фактуру, а не только на оттенок или цвет. Впрочем, это относится в основном к промышленному покрытию порошковой краской.
Если раньше краска могла быть матовой или глянцевой, то в настоящее время используется несколько иная классификация фактур. За нее отвечает стандарт ISO 2813, где главный показатель – процент глянцевой поверхности:
За нее отвечает стандарт ISO 2813, где главный показатель – процент глянцевой поверхности:
| Для глянца % | Тип фактуры |
| 10–19 | Матовая |
| 20–49 | Полуматовая |
| 50–79 | Полуглянцевая |
| 80–100 | Глянцевая |
Перед выбором того или иного варианта необходимо понять, как изделие будет эксплуатироваться в дальнейшем. Выбирая покрытие для металлоконструкций, стоит обратить внимание на рекомендации специалистов.
Прекрасными декоративными свойствами обладают полуглянцевые и глянцевые краски. Однако они могут доставить дискомфорт своим блеском, отражая лучи солнца или ламп.
Есть и еще один недостаток таких поверхностей – требуют постоянного ухода. Гладкие и блестящие, они делают любую грязь очень заметной. Особенно это относится к влажным отпечаткам пальцев.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Попадая на матовую или полуматовую поверхность, свет рассеивается. Именно поэтому изделия с таким покрытием выглядят сдержаннее. Кроме того, они меньше пачкаются, что делает выбор таких красок более практичным.
Именно поэтому изделия с таким покрытием выглядят сдержаннее. Кроме того, они меньше пачкаются, что делает выбор таких красок более практичным.
Помимо однородных фактур, разработаны иные декоративные покрытия:
- Шагрень. Имеет достаточно крупную текстуру, которая напоминает корочку от апельсина. Обладает высокой износостойкостью и прекрасно маскирует дефекты поверхностей.
- Антик. Покрытие имитирует старый благородный металл. Для этой цели часто используют краски-металлики. Такие покрытия высоко декоративны.
- Муар. Поверхность изделия становится бархатистой с мелкими зернышками. Чрезвычайно стойка к царапинам и иным неглубоким повреждениям.
- Молотковый эффект. Покрытие имитирует чеканный металл, хорошо скрывает неровности изделия, стойко переносит воздействия окружающей среды, легко чистится.
Кроме вышеуказанных, для придания металлическим изделиям декоративных свойств используют и иные фактуры. Самыми популярными считаются те, что придают металлу вид натурального дерева или кожи. Имитацию древесины чаще всего используют для изготовления металлических сайдингов, ламелей для оград. При создании таких покрытий изделия сначала окрашивают в требуемый цвет, а затем делают фактурный рисунок, имитирующий срез дерева. Получаемый результат иногда сложно отличить от деревянных панелей.
Имитацию древесины чаще всего используют для изготовления металлических сайдингов, ламелей для оград. При создании таких покрытий изделия сначала окрашивают в требуемый цвет, а затем делают фактурный рисунок, имитирующий срез дерева. Получаемый результат иногда сложно отличить от деревянных панелей.
Российские стандарты маркировки
Согласно российским стандартам, на стали обозначается маркировка, в которой указывается металлический состав и принадлежность к виду (частично). Если содержание углерода не превышает один процент, то его наличие в маркировке не участвует. В маркировку входят обозначения добавок, чтобы придать сплаву легирующие свойства. Они обозначаются десятыми и сотыми частями процента. Если какого-либо компонента менее полутора процентов, то его наличие отмечают только буквой.
Но не только химический состав присутствует в маркировке. Здесь есть символы, которые указывают на характеристики стального сплава для применения и уровень качества. Так буква «А» говорит о высоком качестве продукта.
Цвета металлических изделий: «металлик» и «перламутр»
Перламутровые и металлические цвета входят в отдельную группу. Они создают декоративные покрытия, имитирующие металл шлифованной, полированной или текстурированной фактуры. Такие краски делают в основном глянцевыми. Однако возможно изготовление красящих веществ с любым процентным содержанием матовости.
Перламутровые и металлические оттенки создаются с помощью особой структуры:
- Практически все они состоят из двух компонентов – связующей основы и красящего пигмента-искры.
- В процессе нанесения краска фиксируется на изделии связующей основой, пигмент же отвечает за блеск и цвет, равномерно прокрашивая поверхность на всю толщину покрытия.
Внешний вид покрытия зависит от:
- Цвета частиц пигмента и типа связующей основы.
- Размера, которые имеют частицы пигмента. В результате покрытие может выглядеть, как металл, или иметь полупрозрачную поверхность с достаточно крупными искрами металла.

- Того, как ориентированы искры пигмента в связующей основе.

С помощью перламутровых и металлических красок значительно повышаются декоративные свойства изделий. Из отрицательных качеств таких покрытий можно отметить: более высокую, по сравнению с аналогами, стоимость, включающую затраты на производство и сложное нанесение, и необходимость в частом уходе.
Как маркируются легирующие добавки
Состав стального сплава маркируется буквами кириллицей, и отвечают названиям химических элементов.
| Химический элемент | Буква |
| кобальт | К |
| никель | Н |
| вольфрам | В |
| молибден | М |
| титан | Т |
| марганец | Г |
| хром | Х |
| медь | Д |
| селен | Е |
| ванадий | Ф |
| ниобий | Б |
| бор | Р |
| цирконий | Ц |
| азот | А |
| алюминий | Ю |
| кремний | С |
В таблице видно, что есть азот и кремний, которые не являются металлами. Не указан углерод, но он присутствует в любом виде стального сплава, поэтому при маркировке просто указывается его процентное содержание.
Не указан углерод, но он присутствует в любом виде стального сплава, поэтому при маркировке просто указывается его процентное содержание.
Лучшие краски для металла
Прежде чем покупать краску, необходимо получить консультацию специалиста. Металл – строительный материал высокой прочности. Из него изготавливают различные конструкции. Это могут быть лестницы или короба для дверей, каркасы для дома. В частных домохозяйствах из металла делают заборы, гаражи и железные ворота. Основным недостатком этого материала является его высокое окисление под воздействием влаги. В результате углеродистая сталь начинает ржаветь.
Соответственно, краска для металла должна иметь хорошее сцепление (адгезию) с поверхностью заготовки, создавая надежное защитное покрытие.
Останавливая свой выбор на той или иной краске для металла, необходимо задуматься не только о цвете, но и об иных характеристиках, важных при окрашивании и последующем использовании изделия.
Рассмотрим ряд параметров, на которые надо обязательно обращать внимание, выбирая краску для металлоконструкций:
- Температура окраски. Она напрямую влияет на то, как будет ложиться краска и насколько равномерно она будет распределяться по поверхности. Температура воздуха для разных составов красящих веществ отличается: от +10 °С до +1 °С.
- Температура эксплуатации. Покрытие может желтеть при достижении окружающей температурой критических значений для данного состава. Полиуретановые краски имеют максимальный показатель – +150 °С, алкидные – +80 °С, акриловые – +120 °С.
- Разбавление. Водорастворимые краски требуют использования воды для их приготовления к нанесению. Они имеют очень важное достоинство – не источают неприятного запаха. Если же краска требует разведения растворителем, то стоимость покраски 1 м2 будет несколько выше, кроме того, она имеет большую токсичность при нанесении.
- Требования, предъявляемые к поверхности. Они значительно различаются в зависимости от вида краски. Какие-то эмали можно наносить только на предварительно очищенное и даже обезжиренное изделие, другие краски ложатся прямо на ржавчину. В состав красящего средства, наносимого на поверхность, уже содержащей коррозийные участки, входят специальные вещества, которые преобразуют ржавчину и останавливают ее продвижение.
- Время, необходимое для сушки. Оно имеет интервал 5–12 часов. От него зависит продолжительность работ и начало использования изделия.
- Способ окраски. При работе с изделиями, имеющими небольшую площадь окраски или сложный контур, практичнее использовать специальные кисти. Существуют краски, которые требуют использования пульверизатора или валика, что ускоряет работу. Они подходят для ровных, больших поверхностей.
- Укрывистость. Это количество квадратных метров изделия, которое можно окрасить 1 л эмали. Данный показатель может быть 7–13 м2.
- Степень блеска. На нее влияют входящие в состав красителя частицы, создающие глянцевый, полуглянцевый, полуматовый или матовый варианты. Что делает изделие по-своему оригинальным.
 Она напрямую влияет на то, как будет ложиться краска и насколько равномерно она будет распределяться по поверхности. Температура воздуха для разных составов красящих веществ отличается: от +10 °С до +1 °С.
Она напрямую влияет на то, как будет ложиться краска и насколько равномерно она будет распределяться по поверхности. Температура воздуха для разных составов красящих веществ отличается: от +10 °С до +1 °С. В состав красящего средства, наносимого на поверхность, уже содержащей коррозийные участки, входят специальные вещества, которые преобразуют ржавчину и останавливают ее продвижение.
В состав красящего средства, наносимого на поверхность, уже содержащей коррозийные участки, входят специальные вещества, которые преобразуют ржавчину и останавливают ее продвижение.Примерные расшифровки
Чтобы было понятно, как расшифровываются разные виды сталей, приведем несколько примеров, которые дают знания о маркировке.
- Р6М5Ф2К8. Данная маркировка указывает, что это сталь быстрорежущая, в ней содержатся компоненты в процентном отношении: молибден 5, ванадий 2, кобальт 8. Такой элемент, как хром есть во всех сталях данного вида, поэтому его не вносят в маркировку. Также здесь есть вольфрам, но его количество может изменяться. В данной маркировке его 6 процентов.
- У10ГА. Маркировка относится к инструментальному стальному сплаву, содержит 10 процентов углерода. Сталь качественная, имеет в своем составе марганец.
- 20ХГСА расшифровывается: углерод – 0,2 % (цифра впереди аббревиатуры). Затем в состав входит хром – Х, марганец – буква Г, кремний с полуторапроцентным содержанием (С). Буква «А» в любом сплаве обозначает высокое качество.
Зная условные обозначения можно легко определить марку стали.
Используемая литература и источники:
- Теоретические основы и технология восстановительной плавки металлов из неокускованного сырья / С.В. Дигонский. — М.: Наука, 2007.
- Московский институт стали и сплавов. Фрагменты истории / В.А. Роменец. — М.: МИСИС, Руда и металлы, 2004.
- Справочник теплоэнергетика предприятий цветной металлургии. — М.: Металлургия, 1982.
- Статья на Википедии
 — М.: Наука, 2007.
— М.: Наука, 2007.Краски, которыми можно и нужно покрывать ржавчину
Все необработанные изделия из металла рано или поздно начинают покрываться ржавчиной, теряя блеск. После первого контакта с влагой начинают происходить процессы, которые постепенно разрушают металл. Остановить уже начавшееся окисление способна специальная эмаль по ржавчине. Она защищает заготовку и делает ее эстетически привлекательной.
Появление коррозии на металле происходит по причине окисления поверхности под воздействием воды и кислорода. Структура металла изменяется, он становится пористым и рыхлым, постепенно теряя свою привлекательность.
Потеря изначального внешнего вида для металла хоть и неприятное явление, но далеко не самое страшное. Гораздо хуже ускорение, с которым идет разрушение. Это происходит по причине накопления рыхлым металлом влаги. Изделие становится все менее прочным, и срок его эксплуатации снижается.
Это происходит по причине накопления рыхлым металлом влаги. Изделие становится все менее прочным, и срок его эксплуатации снижается.
Простые антикоррозионные составы красок хорошо справляются с защитой металла, благодаря наличию непроницаемой для влаги пленки. Однако для лучшего сцепления с поверхностью последнюю необходимо тщательно очистить от ржавчины, покрыть специальной грунтовкой, а уже затем основной краской.
Закалка и отпуск в кустарных условиях – Кузнечное дело
Тема создана для тех кто делает первые шаги в термообработке,сразу хочу предупредить сам не далеко не гуру в термичке,но немножко разбираюсь,просьба сложных вопросов не задавать и в тупик меня не ставить .Итак сначала довольно общие замечания-контроль температуры нагрева ведётся по цветам каления,контролируется “на глаз” при приглушённом дневном освещении,при определённом навыке можно различать разность температур примерно в 50 градусов ,цвета каления начинаются примерно с 550град(но это заметно только в полумраке)Хорошим ориентиром в определении температуры нагрева детали является так же магнитные свойства стали,а именно при температуре в 768гр(и выше) сталь не магнитится,остывая ниже этой точки магнитные свойства возвращаются, так что нагревая деталь и периодически пробуя её магнитом на “прилипаемость” можно понять что температура достигла 768гр,запомнить цвет каления который при этом был и уже увереннее ориентироваться в цветах каления,а можно и дальше пользоваться магнитом ,особенно если освещение или слишком яркое или наоборот слишком темно и цвета воспринимаются не совсем должным образом. Вот примерно так выглядят цвета и так называются.Почему примерно так выглядят? потому что не совсем так как на картинке(точных цветов в сети так и не нашёл) вот пока пара настоящих фото с цветами каления и температурой.но опять же на моём мониторе они выглядят на указанную температуру,у вас возможно будут выглядеть немного иначе.Будет время(и интерес к теме) продолжу.
Вот примерно так выглядят цвета и так называются.Почему примерно так выглядят? потому что не совсем так как на картинке(точных цветов в сети так и не нашёл) вот пока пара настоящих фото с цветами каления и температурой.но опять же на моём мониторе они выглядят на указанную температуру,у вас возможно будут выглядеть немного иначе.Будет время(и интерес к теме) продолжу.
Изменено 16.10.2013 15:44 пользователем sanek66
Несколько советов по выбору цвета краски для металлических изделий
Заканчивая наш обзор, позвольте остановиться на выборе цвета металлических изделий из каталога RAL. В основном, он зависит от предпочтений самого заказчика. Однако стоит прислушаться и к рекомендациям специалиста:
- В таблице сочетаний стоит обратить внимание на белый цвет и все светлые тона (бежевый, молочный или лимонно-желтый), они прекрасно «работают» в помещениях. В то же время снаружи их надо использовать осторожно. На солнце белый неприятно бликует, и затраты на поддержание покрытия в чистоте будут достаточно ощутимы.
- Красный, желтый и оранжевый – теплые цвета. Несмотря на то, что они менее маркие, по сравнению с белым, но все же достаточно тяжелы в уходе. Они будут прекрасно смотреться на северной и западной сторонах фасада, а также внутри помещений.
- Зеленый, синий, коричневый, вишневый цвета – универсальные. Эти оттенки входят в стандартные наборы цветов, что дает возможность сэкономить и в итоге сделать конструкцию дешевле. К тому же, они прекрасно вписываются в современный обиход.
- Серые тона хорошо смотрятся в сдержанном решении интерьера. Но чаще их используют на производственных предприятиях. Окраска помещений большой площади серым колером требует корректировки в сторону осветления, поскольку возможна их чрезмерная мрачность. Фасады, выполненные в светло-серых тонах, необходимо «разбавлять» теплыми цветами.

Плюсы и минусы техники окрашивания бликами
Солнечные блики выглядят романтично, придают прически новый вид. Данный способ окрашивания позволяет освежить внешность без риска состоянию волос.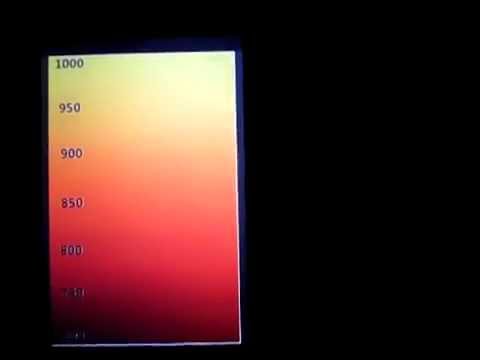 Гармонично подобранные цвета освежают лицо и позволяют визуально сбросить несколько лет.
Гармонично подобранные цвета освежают лицо и позволяют визуально сбросить несколько лет.
Разработка техники Splashlights принадлежит американским колористам, которые попытались усовершенствовать омбре, добавив естественности окрашенным прядям.
В переводе с английского техника означает «брызги света». Эффект солнечных бликов базируется на создании иллюзии падающего света на кончики. В отличие от омбре, где присутствуют резкие переходы от светлого цвета к темному, он предусматривает плавный переход оттенков.
Аккуратно выполнить мелирование бликами под силу только опытным стилистам, которые давно владеют парикмахерским мастерством, имеют богатое воображение и чувство вкуса.
Преимущество техники:
- в процессе работы волосам причиняется минимальный вред;
- перед окрашиванием не требуется обесцвечивание или смывка, база наносится на натуральный цвет;
- применение качественных красок улучшает структуру волос;
- окрашивание подходит женщинам всех возрастов независимо от типа волос и оттенка кожи;
- мягкие контрасты выглядят уместно в любой прическе;
- «брызги света» не нужно часто корректировать, даже после отрастания корни органично вписываются в прическу;
- экспериментируя с укладкой или освещением, окрашиванию легко придать новый облик.

Несмотря на внушительный перечень преимуществ, у техники есть некоторые недостатки. Чтобы клиент остался доволен результатом, колористу придется приложить немало усилий. Мастер должен уметь сочетать цвета, учитывать форму лица, особенности внешности.
Индекс цветопередачи ламп CRI
Способы пайки светодиодных лент
На комфорт пребывания в помещении и производительность труда влияет не только яркость света, но и его оттенок. Не менее важным является соответствие воспринимаемого цвета реальному. Числовое обозначение этого параметра называется индекс или коэффициент цветопередачи. Обозначается он Rа или CRI, от англ. colour rendering index (коэффициент цветопередачи).
Эталонным является дневной свет. Его CRI равен 100. Производители осветительных приборов не стремятся добиться такого качества. Лампы с коэффициентом более 80 не утомляют глаза, а с Ra больше 90 – субъективно не отличаются от эталонных.
Различие в отображении цветов при разном CRI
При определении Ra производится сравнение восьми эталонных цветов (DIN 6169) по методу Международной комиссии по освещению (CIE). При этом отмечается искажение цвета образцов при исследуемом освещении от цвета при эталонном освещении. Лампы с Тс до 5000К сравниваются с эталонным светильником, дающим спектр излучения чёрного тела, а для светильников с более высокой температурой эталоном является дневной свет.
При этом отмечается искажение цвета образцов при исследуемом освещении от цвета при эталонном освещении. Лампы с Тс до 5000К сравниваются с эталонным светильником, дающим спектр излучения чёрного тела, а для светильников с более высокой температурой эталоном является дневной свет.
Средняя величина отклонения вычитается из 100. Результат и есть индекс цветопередачи CRI.
Что такое цветовая температура
Подключение светодиодных ламп
Все тела при нагреве излучают свет: вначале инфракрасный, а затем видимый. По спектру этого излучения можно определить температуру тела. Она измеряется в Кельвинах (К).
И наоборот, каждому оттенку цвета излучения соответствует температура предмета. Поэтому оттенки белого цвета принято обозначать в Кельвинах, чтобы не придумывать определения типа “светло-жёлтый” или “белый с голубым отливом”:
- 0°К – абсолютно чёрное тело, отсутствие любого излучения;
- 800°К (527°С) – тёмно-красный цвет;
- 1300°К (1027°С) – ярко-красный. Так светится нагретый металл;
- 2000°К (1727°С) – оранжевый. Это цвет углей (не пламени) в камине;
- 2700°К – тёплый белый цвет. Так светятся лампочки накаливания;
- 4500°К – нейтральный белый. Цвет пасмурного дня;
- 5000°К – белый. Такой оттенок имеет цвет солнечного полдня;
- 6800°К – холодный белый. Освещение на восходе солнца;
- 9000°К – голубой. Цвет термоядерной реакции.
 Так светится нагретый металл;
Так светится нагретый металл;Цветовая температура в Кельвинах
Цвет металла в зависимости от температуры
Термическая обработка металлов
Визуальное определение температуры нагретого металла
Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо наоборот, сделать металл более мягким, легче поддающимся механической обработке.
В зависимости от температуры нагрева и способа последующего охлаждения различают следующие виды термической обработки: закалка, отпуск и отжиг.
В любительской практике для определения температуры раскаленной детали по цвету можно использовать приведенную таблицу.
| Цвет каления стали | Температура нагрева, °С |
| Темно-коричневый (заметен в темноте) Коричнево-красный Темно-красный Темно-вишнево-красный Вишнево-красный Светло-вишнево-красный Светло-красный Темно-желтый Светло-желтый Ярко-желтый | 530-580 580-650 650-730 730-770 770-800 800-830 830-900 900-1050 1050-1150 1150-1250 1250-1350 |
Закалка стальных деталей
Закалка придаёт стальной детали большую твердость и износоустойчивость.
Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объём материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или в воде (углеродистые стали).
Обычно детали из конструкционных сталей нагревают до 880–900°C (цвет каления светло-красный), из инструментальных – до 750–760°С (цвет темно-вишнево-красный), а из нержавеющей стали – до 1050–1100°С (цвет темно-желтый).
Нагревают детали вначале медленно (примерно до 500°С), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.
В ремонтной практике применяют в основном охлаждение в одной среде (масле или воде), оставляя в ней деталь до полного остывания. Однако этот способ охлаждения непригоден для деталей сложной формы, в которых при таком охлаждении возникают большие внутренние напряжения.
Детали сложной формы сначала охлаждают в воде до 300–400°С, а затем быстро переносят в масло, где и оставляют до полного охлаждения. Время пребывания детали в воде определяют из расчета: 1с на каждые 5–6 мм сечения детали. В каждом отдельном случае это время подбирают опытным путём в зависимости от формы и массы детали.
Качество закалки в значительной степени зависит от количества охлаждающей жидкости. Важно, чтобы в процессе охлаждения детали температура охлаждающей жидкости оставалась почти неизменной, а для этого масса ее должна быть в 30–50 раз больше массы закаливаемой детали. Кроме того, перед погружением раскаленной детали жидкость необходимо тщательно перемешать, чтобы выровнять ее температуру по всему объему.
В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью. Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления.
Отпуск закаленных деталей
Отпуск закаленных деталей уменьшает их хрупкость, повышает вязкость и снимает внутренние напряжения. В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск применяют главным образом при обработке измерительного и режущего инструмента. Закаленную деталь нагревают до температуры 150–250°С (цвет побежалости – светло-желтый), выдерживают при этой температуре, а затем охлаждают на воздухе. В результате такой обработки материал, теряя хрупкость, сохраняет высокую твердость и, кроме того, в нем значительно снижаются внутренние напряжения, возникшие при закалке.
В результате такой обработки материал, теряя хрупкость, сохраняет высокую твердость и, кроме того, в нем значительно снижаются внутренние напряжения, возникшие при закалке.
Средний отпуск применяют в тех случаях, когда хотят придать детали пружинящие свойства и достаточно высокую прочность при средней твердости. Для этого деталь нагревают до 300–500°С и затем медленно охлаждают.
И, наконец, высокому отпуску подвергают детали, у которых необходимо полностью снять все внутренне напряжение. В этом случае температура нагрева еще выше – 500–600°С.
Термообработку (закалку и отпуск) деталей постой формы (валики, оси, зубила, кернера) часто делают за один раз. Нагретую до высокой температуры деталь опускают на некоторое время в охлаждающую жидкость, затем вынимают. Отпуск происходит за счет тепла, сохранившегося внутри детали.
Небольшой участок детали быстро зачищают абразивным брусочком и следят за сменой цветов побежалости на нем. Когда появится цвет, соответствующий необходимой температуре отпуска (220°С – светло-желтый, 240°С – темно-желтый, 314°C – светло-синий, 330°С – серый), деталь вновь погружают в жидкость, теперь уже до полного охлаждения.
Отжиг стальных деталей
Чтобы облегчить механическую или пластическую обработку стальной детали, уменьшают ее твердость путем отжига.
Так называемый полный отжиг заключается в том, что деталь или заготовку нагревают до температуры 900°С, выдерживают при этой температуре некоторое время, необходимое для прогрева ее по всему объему, а затем медленно (обычно вместе с печью) охлаждают до комнатной температуры.
Внутренние напряжения, возникшие в детали при механической обработке, снимают низкотемпературным отжигом, при котором деталь нагревают до температуры 500–600°С, а затем охлаждают вместе с печью. Для снятия внутренних напряжений и некоторого уменьшения твердости стали применяют неполный отжиг – нагрев до 750–760°С и последующее медленное (также весте с печью) охлаждение.
Отжиг используется также при неудачной закалке или при необходимости перекаливания инструмента для обработки другого металла (например, если сверло для меди нужно перекалить для сверления чугуна). При отжиге деталь нагревают до температуры несколько ниже температуры, необходимой для закалки, и затем постепенно охлаждают на воздухе. В результате закаленная деталь вновь становится мягкой, поддающейся механической обработке.
При отжиге деталь нагревают до температуры несколько ниже температуры, необходимой для закалки, и затем постепенно охлаждают на воздухе. В результате закаленная деталь вновь становится мягкой, поддающейся механической обработке.
Отжиг и закаливание дюралюминия
Отжиг дюралюминия производят для снижения его твердости. Деталь или заготовку нагревают примерно до 360°С, как и при закалке, выдерживают некоторое время, после чего охлаждают на воздухе. Твердость отожженного дюралюминия вдвое ниже, чем закаленного.
Приближенно температуру нагрева дюралюминия детали можно определить так. При температуре 350–360°С деревянная лучина, которой проводят по раскаленной поверхности детали, обугливается и оставляет темный след. Достаточно точную температуру детали можно определить с помощью небольшого (со спичную головку) кусочка медной фольги, который кладут на ее поверхность. При температуре 400°С над фольгой появляется небольшое зеленоватое пламя.
Отожженный дюралюминий обладает небольшой твердостью, его можно штамповать и изгибать вдвое, не опасаясь появления трещин.
Закаливание. Дюралюминий можно повергать закаливанию. При закаливании детали из этого металла нагревают до 360–400°С, выдерживают некоторое время, затем погружают в воду комнатной температуры и оставляют там до полного охлаждения. Сразу после этого дюралюминий становится мягким и пластичным, легко гнется и куется. Повышенную твердость он приобретает спустя три-четыре дня. Его твердость (и одновременно хрупкость) увеличивается настолько, что он не выдерживает изгиб на небольшой угол.
Наивысшую прочность дюралюминий приобретает после старения. Старение при комнатной температуре называют естественным, а при повышенных температурах – искусственным. Прочность и твердость свежезакаленного дюралюминия, оставленного при комнатной температуре, с течением времени повышается, достигая наивысшего уровня через пять–семь суток. Этот процесс называется старением дюралюминия.
Отжиг меди и латуни
Отжиг меди. Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличии от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде.
Однако в отличии от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде.
Если медную проволоку или трубку нагреть докрасна (600°С) на огне и затем быстро погрузить в воду, то медь станет мягкой. После придания нужной формы изделие вновь можно нагреть на огне до 400°С и дать ему остыть на воздухе. Проволока или трубка после этого станет твердой.
Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Отжиг латуни позволяет повысить ее пластичность. После отжига латунь становится мягкой, легко гнется, выколачивается и хорошо вытягивается. Для отжига ее нагревают до 500°С и дают остыть на воздухе при комнатной температуре.
Воронение и «синение» стали
Воронение стали. После воронения стальные детали приобретают черную или темно-синюю окраску различных оттенков, они сохраняют металлический блеск, а на их поверхности образуется стойкая оксидная пленка, предохраняющая детали от коррозии.
Перед воронением изделие тщательно шлифуют и полируют. Поверхность его обезжиривают промывкой в щелочах, после чего изделие прогревают до 320–325°С. Ровная окраска поверхности изделия получается только при равномерном его прогреве.
Обработанное таким образом изделие быстро протирают тряпкой, смоченной в конопляном масле. После смазки изделие снова слегка прогревают и вытирают насухо.
«Синение» стали. Стальным деталям можно придать красивый синий цвет. Для этого составляют два раствора: 140 г гипосульфита на 1 л воды и 35 г уксуснокислого свинца («свинцовый сахар») также на 1 л воды. Перед употреблением растворы смешивают и нагревают до кипения.
Изделия предварительно очищают, полируют до блеска, после чего погружают в кипящую жидкость и держат до тех пор, пока не получат желаемого цвета.
Затем деталь промывают в горячей воде и сушат, после чего слегка протирают тряпкой, смоченной касторовым или чистым машинным маслом.
Детали, обработанные таким способом, меньше подвержены коррозии.
Материал для статьи взят из книги «300 практических советов», автор-составитель В.Г. Бастанов, издательство «Московский рабочий, 1986г.»
Источник: www.superhands.ru
Цвета накала и отпуска
Таблица «Цвета накала»
Сталь при нагреве выше 530°С излучает световые лучи различного цвета в зависимости от температуры нагрева (таблица «Цвета накала»).
Наиболее простым, но несовершенным способом является определение температуры нагрева стали по цветам каления и цветам отпуска (побежалости).
В таблице приведены цвета каления стали, соответствующие условиям обычного дневного освещения, и температуры нагрева, соответствующие этим цветам.
При определении температуры нагрева на глаз следует иметь в виду, что окружающие световые условия (дневной яркий свет, слабое искусственное или естественное освещение) в значительной степени искажают действительную температуру нагрева металла. Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов.
При достаточном опыте ошибка не выходит за пределы 25-30 градусов.
Таблица «Цвета отпуска (побежалости)»
При нагреве металла от 200 до 300 градусов на зачищенной наждаком поверхности появляются цвета побежалости (таблица «Цвета отпуска») за счёт образования плёнок окислов различной плотности; каждая из плёнок отражает лучи только определённого цвета.
Сталь бывает углеродистой (группы А, Б, В) и легированной (низколегированная, среднелегированная, высоколегированная).
Источник: cniga.com.ua
Цвета побежалости металлов
Цвета побежалости – спектр цветов, образующихся на поверхности железных сплавов в результате появления окисной пленки. Они образуются при нагревании поверхностей из металла до определенных температур без участия воды. Цвета побежалости являются дефектом сварного соединения.
Происхождение
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.
В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.
Также цвета побежалости могут образовывать в естественных условиях на поверхностях старых стекол или монет. Изменение окраса может быть обусловлено длительным контактом этих материалов с землей. Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе. Рекомендуется определять цвет при рассмотрении оксидной пленки.
Искусственно цвета побежалости образуются на поверхности металлических заготовок при сварке или закалке. Они появляются при нагревании металлов до критических температур без участия молекул воды или иных жидкостей.
 Во время нагревания происходит процесс образования оксидной пленки. Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода. На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.
Во время нагревания происходит процесс образования оксидной пленки. Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода. На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.Процедура покрытия стали и железа слоем оксидной пленки называется воронением. После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске. Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.
Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.
На скорость образования окисных пленок влияют следующие факторы:
- Структура поверхности: закаленные детали окисляются с большей скоростью.
- Загрязненность изделия: поверхности, покрытые маслом, при длительном нагреве обугливаются, что приводит к возникновению сажи. По этой причине образуется неровная и тонкая оксидная пленка.
- Наличие шероховатостей: если нагревается заготовка с шершавой поверхностью, то оксидная пленка получается плотной. Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
- Оборудование для нагрева: если при термообработке применяются специальные нагревательные печи, способные поддерживать устойчивую температуру, то окисная пленка будет плотной. В бытовых условиях можно также использовать духовые шкафы, газовые горелки или металлургические печи (горны).
Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.

В современной промышленности контроль температуры производится при помощи специальных приборов – пирометров. Они оснащены специальными датчиками, определяются степень нагрева заготовки при помощи лазера.
Цвета побежалости используются при изготовлении рабочих инструментов, лазерной маркировке и внешней обработке изделий из железа, меди, алюминия и латуни. Если требуется изготовить инструментарии с высокой плотностью (бритвенные лезвия, предметы для проведения хирургических операций, режущие кромки резцов и грабштихели), то побежалость должна быть яркого цвета: красного, оранжевого или желтого. До пурпурных и зеленых тонов нагревают инструменты, применяющихся в деревообрабатывающем секторе. Для достижения упругости при изготовлении пил, ножей, вил и пружин необходимо нагреть заготовки до появления синих или черных цветов.
В процессе нагревания металлическая заготовка становится гибкой, что позволяет мастеру придать ей необходимую форму. После данного процесса изделие закаляется при определенных температурах. Согласно рекомендациям специалистов, оптимальной температурой для закалки металлов является 700–800 °C. В этом случае изделие окрашивается в разные оттенки красного или розового цветов. При превышении этих значений на 300 °C заготовка становится оранжевой или желтой. При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
Закалка улучшает следующие параметры металлической поверхности:
- Твердость: этот показатель является номинальным. Он прописан в шкале Роквелла и измеряется в HRC. Твердость определяет степень сопротивляемости металла к механическим повреждениям. На мягких изделиях при длительном соприкосновении с иными поверхностями остаются следы, что ухудшает их режущие свойства. Твердость ножей европейского образца составляет 60 HRC, азиатских – 70 HRC.
- Упругость: данный параметр определяет степень деформации металла при изгибах и ударах. Если сталь закалена, при изгибе на 10–30° она вернется в исходное положение. При перегреве снижается упругость поверхности, что приводит к поломке инструментов.
- Износостойкость: данный критерий показывает общую стойкость металла (сопротивление абразивному износу, стойкость к большим нагрузкам). При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.

После закалки заготовка приобретает высокую твердость. Для восстановления ее прочности необходимо провести процедуру отпуска, представляющую собой повторную термообработку детали. Металлическое изделие нагревается до более низких температур и охлаждается. Между закалкой и охлаждением также осуществляется полное остывание металлической поверхности при помощи его погружения в раствор соли или в масло. При выборе отпуска необходимо учитывать следующие особенности:
- Для изделий, подвергающимся деформациям или ударным нагрузкам, нужно использовать высокотемпературный отпуск: до 700 °C.
- Для легких клинков используется среднетемпературный отпуск: до 500 °C.
- Для обеспечения оптимальной твердости применяется низкотемпературный отпуск: до 250 °C. Но в этом случае изделие не сможет выдерживать высокие ударные нагрузки и будет легко деформироваться.

Температура цветов побежалости и каления
Во время отпуска возникают цвета каления. По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
Шкала цветов побежалости стали
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |
На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах. Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные
В следующей таблице цветов побежалости представлены особенности изменения цвета изделий из нержавеющей стали:
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |
На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Цвета накала и отпуска
Таблица «Цвета накала»
Сталь при нагреве выше 530°С излучает световые лучи различного цвета в зависимости от температуры нагрева (таблица «Цвета накала»).
Наиболее простым, но несовершенным способом является определение температуры нагрева стали по цветам каления и цветам отпуска (побежалости).
В таблице приведены цвета каления стали, соответствующие условиям обычного дневного освещения, и температуры нагрева, соответствующие этим цветам.
При определении температуры нагрева на глаз следует иметь в виду, что окружающие световые условия (дневной яркий свет, слабое искусственное или естественное освещение) в значительной степени искажают действительную температуру нагрева металла. Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов.
Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов.
Таблица «Цвета отпуска (побежалости)»
При нагреве металла от 200 до 300 градусов на зачищенной наждаком поверхности появляются цвета побежалости (таблица «Цвета отпуска») за счёт образования плёнок окислов различной плотности; каждая из плёнок отражает лучи только определённого цвета.
Сталь бывает углеродистой (группы А, Б, В) и легированной (низколегированная, среднелегированная, высоколегированная).
Источник: cniga.com.ua
Что такое цвета побежалости
Цвета побежалости — это окисные пленки на поверхности железных сплавов различной толщины и плотности. Они образуются без участия молекул воды при нагревании до определенных температур. Самое простое представление о тонких пленках можно получить на примере мыльных пузырей или пленках нефтепродуктов на поверхности воды. Для железа цвета побежалости образуются при нагревании, и толщина пленки соизмерима с размерами молекул.
Для железа цвета побежалости образуются при нагревании, и толщина пленки соизмерима с размерами молекул.
Это явление с физической точки зрения объясняется теорией «тонких пленок» и обусловлено оптической интерференцией окисных пленок в зависимости от своей толщины.
Шкала цветов побежалости углеродистых сталейТолщина окисных пленок определяется температурой и временем нагрева, а существующие шкалы цветов побежалости носят довольно условный характер.
- Во-первых, визуальная оценка — очень субъективный процесс, результаты которого определяются освещенностью и практическим опытом.
- Во-вторых, плотность окисной пленки определяется и химсоставом сплава.
Поэтому таблицы соответствия разнятся (для углеродистых, жаростойких, нержавеющих сталей ), и можно говорить только об ориентировочном соответствии. Но усредненная таблица цветов побежалости выглядит следующим образом
Цвета
Температура нагрева, °С
коричнево-желтый до бурого
цвет морской воды
Например, при продолжительном нагреве при 220 °С можно вызвать посинение стали. Или желаемый цвет получается при кратковременном нагреве до температуры, более высокой, чем указанная в таблице. Но для каждого цвета побежалости существует температурный минимум, ниже которого нужный цвет не получится.
Или желаемый цвет получается при кратковременном нагреве до температуры, более высокой, чем указанная в таблице. Но для каждого цвета побежалости существует температурный минимум, ниже которого нужный цвет не получится.
При подготовке регламентов стоит предпочесть более низкие температуры и более продолжительную выдержку, так как пленки в этом случае получаются более прочными и исключается создание дополнительных термических напряжений, которые могут приводить к короблению изделий.
Цвета побежалости используют для отделки поверхности изделий из стали, чугуна и цветных металлов: пряжек, поковок, солнечных коллекторов, холодного оружия и обрабатывающего инструмента. Это и всем известный процесс воронения.
И для закаленной стали и не закаленной образование окисных пленок будет происходить по-разному. На скорость образования окисных пленок значительное влияние оказывают:
- структура. Закаленные стали окисляются медленнее,
- загрязненность поверхности. Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,
- шероховатость поверхности. На полированной поверхности пленка получится тоньше, чем на шершавой при одинаковых условиях.
 Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,
Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,Для получения плотной, равномерной окисной пленки необходимы нагревательные печи, способные удерживать стабильную температуру в течение длительного времени.
В домашних условиях это или горн, или паяльная лампа, или качественная плита с духовкой. И в таком случае режим чернения подбирается для каждого изделия индивидуально. Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
Источник: engitime.ru
Вопросы для самопроверки
Каким требованиям должен отвечать анодный протектор?
2. Условия применения катодной протекторной защиты.
3. Сокращаются ли суммарные потери металла в случае защиты анодным протектором?
4. При каких условиях достигается полная
электрохимическая защита с помощью
анодного протектора?
При каких условиях достигается полная
электрохимическая защита с помощью
анодного протектора?
5. Каков физический смысл понятия «радиус действия протектора»?
6. Основные качественные характеристики работы анодного протектора.
7. Какую роль играет наполнитель для протектора?
8. Преимущества и недостатки катодной протекторной защиты.
Металловедение
Работа 5
Исследование цвета побежалости металлов
При термической обработке
Большинство металлов во время термической обработки при взаимодействии с окислителями покрываются пленкой оксидов.
Когда
металлы взаимодействуют с окислителями
(CO2,
H2O,
O2,
Cl2,
SO2)
начальной стадией является адсорбция
окислителей на поверхности металла.
Между атомами металла и окислителем
сразу возникает сильная ионная связь
– атом металла передает атому кислорода
два электрона. Атом кислорода находится
под воздействием поля, которое создают
атомы металла. На поверхности металла
адсорбируется окислитель, при этом
внутренняя поверхность образовавшейся
адсорбционной пленки заряжена
положительно, а внешняя – отрицательно.
На поверхности металла
адсорбируется окислитель, при этом
внутренняя поверхность образовавшейся
адсорбционной пленки заряжена
положительно, а внешняя – отрицательно.
Распределение атомов окислителя на поверхности металла очень сильно зависит от расположения на поверхности атомов металла [3].
Поверхность металла заполняется хемосорбированным окислителем почти мгновенно и образуется тонкий слой окисляющего вещества. При пониженных температурах после хемосорбированного окислителя за счет ванн-дер-ваальсовых сил может возникнуть и физическая адсорбция молекул окислителя.
Если между металлом и окислителем есть химическое сродство (оксид термодинамически стабильный), то пленка, состоящая из хемосорбированного окислителя, превращается в оксидную пленку. Металл и окислитель в оксидной пленке поддерживают ионную связь.
Следующей
стадией является образование продуктов
коррозии
– химических соединений, которые
образуются
в результате химического взаимодействия
металла и некоторых компонентов
окружающей среды. Продукты коррозии
формируют на поверхности металла пленку,
которая может обладать защитными
свойствами, затрудняя подход окислителей.
Данный процесс протекает с самоторможением
во времени.
Продукты коррозии
формируют на поверхности металла пленку,
которая может обладать защитными
свойствами, затрудняя подход окислителей.
Данный процесс протекает с самоторможением
во времени.
По толщине оксидной пленки на металлах их принято разделять на три группы: толстые, тонкие, средние.
Тонкие оксидные пленки невидимы для человека невооруженным глазом. Их толщина составляет до 40 нм.
Средние оксидные пленки в толщину достигают от 40 до 500 нм и дают цвета побежалости.
Толстые оксидные пленки хорошо видны на поверхности металла. Их толщина составляет свыше 500 нм. Иногда они могут быть достаточно толстыми, как, например, окалина на поверхности стали.
От защитных свойств оксидных пленок зависит жаростойкость металла, законы роста толщины пленки во времени и многое другое.
При
образовании окисной пленки устанавливается
скорость окисления металла, которая
может изменяться во времени.
Радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной плёнки, называется цветом побежалости.
Толщина плёнки зависит от температуры нагрева стали. Плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные цвета побежалости (см. таблицу 5.1). На легированных (особенно высоколегированных) сталях те же цвета побежалости появляются при более высоких температурах.
Таблица 5.1 — Цвета побежалости на поверхности железа
Цвета
побежалости возникают из-за интерференции
белого света
в тонких плёнках на отражающей
поверхности. При этом, по мере роста
толщины плёнки, последовательно возникают
условия гашения лучей с той или иной
длиной
волны.
Сначала из белого света вычитается
фиолетово-синий цвет
(λ ~400 нм),
и наблюдается дополнительный
цвет
— жёлтый.
Далее, по мере роста толщины плёнки, и,
соответственно, увеличения длины волны
«погасившихся» лучей, из непрерывного
солнечного спектра
вычитается зелёный
цвет,
и наблюдается красный,
и т. д.
д.
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они столь же быстро сменяют друг друга в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
Цвет побежалости (а также цвета каления) раньше, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.
Цвета побежалости — не очень точный индикатор. На них влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На
легированных сталях цвета побежалости
обычно появляются при более высоких
температурах, так как нередко легирование
повышает стойкость стали к окислению
на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
температура, режимы, технология, твердость стали после закалки
Возможно, вам не раз приходилось слышать эти термины, когда речь шла о кованых ножах, да и вообще о сталях. Настало время разобраться, что же они означают.
Закалка, по своей сути – это нагрев готового изделия до определенной температуры с последующим охлаждением с определенной скоростью, а отпуск – это следующий за закалкой дополнительный нагрев до более низких температур с иных режимом охлаждения; каким именно, зависит от марки стали. Скорость регулируется т.н. «закалочной средой» – жидкостью, в которой клинок охлаждается с определенной скоростью: машинное масло, солевые растворы, поток воздуха с и т.п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
Чтобы перейти к конкретным цифрам, нужно понять, зачем вообще нужны эти два процесса.
Какие металлы подлежат калению
Закалка металла — это термическая обработка, которой чаще всего подвергаются углеродистые и легированные стали с целью повышения их твердости и улучшения прочностных характеристик. Несколько реже встречается термообработка цветных металлов, в частности отпуск, отжиг и закалка меди, латуни и бронзы, а также сплавов алюминия и титана. Необходимо отметить, что закаливание этих соединений в отличие от углеродистых сталей не всегда приводит к их упрочнению, некоторые сплавы меди после этого, наоборот, становятся более пластичными и мягкими. Гораздо чаще изделия из цветных металлов подвергаются отпуску для снятия напряжения после отливки, штамповки, прокатки или волочения.
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
Свойства стали после закалки
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже).
Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр. ). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Подробно о нагреве металла
Весь процесс закалки условно можно разделить на три этапа:
- нагрев стали;
- выдержка – необходима для завершения всех структурных превращений и сквозного прогрева;
- охлаждение (скорость регулируется).
Если говорить об изделиях, изготовленных из углеродистых сталей, то их закалка осуществляется в камерных печах. При этом не требуется предварительный подогрев, что обусловлено устойчивостью материала к короблению и растрескиванию. Сложные изделия, к примеру резкие переходы и тонкие грани, требуют предварительного подогрева. Это делают:
- в соляных печах с 3-хкратным погружением на 3-4 секунды;
- в отдельных печах при температуре 400-500 градусов по Цельсию.
Нужно понимать, что технология подразумевает равномерный нагрев. Если за один подход это обеспечить нельзя, то необходима выдержка для сквозного прогрева. Чем больше изделий находится в печи, тем дольше необходимо их греть. К примеру, одна дисковая фреза диаметром 2,4 см требует выдержки 13 минут, а десяток таких же изделий, необходимо нагревать уже 18 минут.
Классификация каления стали
Виды закалки сталей классифицируют по типу источника нагрева и способу охлаждения металла. Основным оборудованием для нагрева деталей перед закаливанием по-прежнему являются муфельные печи, в которых можно равномерно разогревать металлические изделия любых размеров. Высокую скорость нагрева при поточной обработке изделий обеспечивает закалка с применением токов высокой частоты (индукционная закалка сталей) (см. фото ниже). Для закаливания верхних слоев стальных изделий применяют довольно недорогую и эффективную газопламенную закалку, главный недостаток которой — невозможность точно задать глубину прогрева. Этих недостатков лишена лазерная закалка, но ее возможности ограничены небольшой мощностью источника излучения. Способы охлаждения закаливаемой детали обычно классифицируют по виду охлаждающей среды, а также совокупностям и циклам рабочих операций. Некоторые из них включают процедуры отпуска, а для других, таких как разные виды изотермической закалки, он не нужен.
Закаливание в одной среде
При таком способе закалки нагретое до заданной температуры изделие из стали помещают в жидкость, где она остается до полного остывания. В качестве закалочной среды для углеродистых сталей используют воду, а для легированных — минеральное масло. Недостаток этого метода заключается в том, что после такого закаливания в металле сохраняются значительные напряжения, поэтому в ряде случаев может потребоваться дополнительная термообработка (отпуск).
Ступенчатая закалка
Ступенчатое закаливание проходит в два этапа. На первом изделие помещается в среду с температурой, превышающей на несколько десятков градусов точку начала возникновения мартенсита. После того, как температура выравнивается по всему объему металла, деталь медленно охлаждается, в результате чего в нем равномерно формируется мартенситная структура.
Изотермическая закалка
При изотермическом закаливании изделие также выдерживается в закалочной ванне при температуре, превышающей точку мартенсита, но несколько дольше. В результате этого аустенит трансформируется в бейнит — одну из разновидностей троостита. Такая сталь сочетает в себе повышенную прочность с пластичностью и вязкостью. Кроме того, после изотермической закалки в изделии снижаются остаточные напряжения.
Закалка с самоотпуском
Этот вид термообработки используется для закаливания ударного инструмента, который должен обладать твердым поверхностным слоем и вязкой серединой. Его особенность заключается в том, что изделие извлекается из закалочной емкости при неполном охлаждении. В этом случае его внутренняя часть еще содержит достаточное количество тепла, чтобы прогреть весь объем металла до температуры отпуска. Так как повторный нагрев изделия осуществляется без внешнего воздействия за счет внутренней тепловой энергии, такой вид термической обработки называют закалкой с самоотпуском.
Светлая закалка
Светлая закалка применяется для стальных изделий, поверхности которых при термообработке не должны подвергаться окислению. При такой термообработке сталь нагревается в вакуумных печах (см. фото ниже) или в инертных газовых средах (азот, аргон и пр.), а охлаждается в неокисляющих жидкостях или расплавах. Этим способом закаливают изделия, которые не должны подвергаться дальнейшей шлифовке, а также детали, критичные к содержанию углерода в поверхностном слое.
Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют. Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.
Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск. Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.
Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
После каждого этапа, на котором появляются продукты окисла (цвета побежалости), изделие следует охлаждать в соленой воде или масле. В чистой воде заготовку не следует охлаждать ни после закаливания, ни во время отпуска – из-за слишком высокой скорости охлаждения изделие может дать трещины. Ни вода, ни масло полностью не соответствуют необходимым требованиям к закалке углеродной стали: быстрое охлаждение до 550 °С и более медленное с 300 °С до 200 °С. Поэтому воду используют в комбинации с маслом: сперва в воду, а потом в масло. Такой способ применяют на инструментальных сталях и именуют «в масло через воду». А вот легированные стали можно закалять только в масле.
Цвета побежалости на клинке коллекционного ножа «Зомби»– неудаленные после отпуска окислы
Оборудование для термообработки сталей
Основное оборудование, на котором проводится термическая обработка изделий из сталей и цветных металлов, состоит из двух основных групп: установок для нагрева заготовок и закалочных ванн. Нагревательные устройства включают в себя следующие виды оборудования:
- муфельные термопечи;
- устройства индукционного нагрева;
- установки для нагрева в расплавах;
- газоплазменные установки;
- аппараты лазерной закалки.
Первые три вида могут выполнять прогрев всего объема изделия до требуемой температуры, а последние — только поверхностного слоя металла. Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа.
Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки.
Охлаждающие жидкости
Несложно догадаться, что в качестве основной жидкости для охлаждения стальных изделий используют воду. При этом, добавляя соль или мыло, можно изменять скорость охлаждения детали. Были зарегистрированы случаи, когда закалочный бак использовался не по назначению, скажем для мытья рук. Количество попавшего мыла было достаточно для того, чтобы процесс охлаждения прошел не так, и изделие не получило требуемых свойств.
Чтобы деталь охлаждалась равномерно по всей поверхности, температура в баке не должна быть меньше 20 и выше 30 градусов. Кроме того, нельзя использовать проточную воду. Есть существенные недостатки такого охлаждения, которые заключаются в растрескивании и короблении изделия. Поэтому водяное охлаждение чаще всего используют для несложных неответственных деталей и инструментов, или имеющих цементированное покрытие. Под водяным охлаждением проходит закалка углеродистой стали.
Температура для закалки
Нормативная температура нагрева стали при ее закалке напрямую зависит от массовой доли углерода и легирующих добавок. В целом наблюдается следующая зависимость: чем меньше содержание углерода, тем выше температура закалки. При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей.
| Марка стали | Температура, С | ||
| закалки | отжига | отпуска | |
| 15Г | 800 | 780 | 200 |
| 65Г | 815 | 790 | 400 |
| 15Х, 20Х | 800 | 870 | 400 |
| 30Х, 35Х | 850 | 880 | 450 |
| 40Х, 45Х | 840 | 860 | 400 |
| 50Х | 830 | 830 | 400 |
| 50Г2 | 805 | 830 | 200 |
| 40ХГ | 870 | 880 | 550 |
| ОХ13 | 1050 | 860 | 750 |
| 3Х13 | 1050 | 880 | 450 |
| 35ХГС | 870 | 860 | 500 |
| 30ХГСА | 900 | 860 | 210 |
| У7, У7А | 800 | 780 | 170 |
| Р9, Р12 | 1250 | 860 | 580 |
| Р9Ф5, Р9К5 | 1250 | 860 | 590 |
| Р18Ф2 | 1300 | 900 | 590 |
| ШХ15 | 845 | 780 | 400 |
| 9ХС | 860 | 730 | 170 |
| Р18К5Ф2 | 1280 | 860 | 580 |
| 1Х14Н18Б2БРГ | 1150 | 860 | 750 |
| 4Х14Н1482М | 1200 | 860 | 750 |
Определение температуры нагрева в промышленном производстве осуществляется посредством контактных и бесконтактных пирометров. В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам.
Какие стали можно закаливать?
Процедурам закалки и отпуска не подвергается прокат и изделия из него, изготовленные из малоуглеродистых сталей типа 10, 20, 25. Этот вид термообработки эффективен для углеродистых сталей (45, 50) и инструментальных, у которых в результате твердость увеличивается в три-четыре раза.
Таблица режимов закалки и областей применения для некоторых видов инструментальных сталей
| Марка стали | Для какого инструмента используется | Температура закалки, °C | Температура отпуска, °C | Охлаждающая среда для закалки | Охлаждающая среда для отпуска |
| У7 | Молотки, кувалды, плотницкий инструмент | 800 | 170 | Вода | Вода, масло |
| У7А | Зубила, отвертки, клейма, топоры | 800 | 170 | Вода | Вода, масло |
| У8, У8А | Пуансоны, матрицы, стамески, пробойники, ножовочные ручные полотна | 800 | 170 | Вода | Вода, масло |
| У10, У10А | Деревообрабатывающий инструмент, керны, резцы строгальные и токарные | 790 | 180 | Вода | Вода, масло |
| У11 | Метчики | 780 | 180 | Вода | Вода, масло |
| У12 | Надфили | 780 | 180 | Вода | Вода, масло |
| Р9 | Метчики, ножовочные полотна станочные, сверла по металлу, фрезы | 1250 | 580 | Масло | Воздух в печи |
| Р18 | Ножовочные полотна станочные, сверла по металлу, фрезы | 1300 | 580 | Масло | Воздух в печи |
| ШХ6 | Напильники | 810 | 200 | Масло | Воздух |
| ШХ15 | Ножовочные полотна станочные | 845 | 400 | Масло | Воздух |
| 9ХС | Плашки, сверла спиральные по дереву | 860 | 170 | Масло | Воздух |
Технология каления металла
Технология закалки сталей требует соблюдения ряда требований к процессам нагрева и охлаждения закаливаемых деталей. В первую очередь это относится к скорости разогрева и охлаждения металла. Экономические показатели термического процесса требуют максимально быстрого повышения температуры до номинальной, т. к. при этом расходуется меньше энергии. Однако скоростной нагрев приводит к большому перепаду температур между поверхностным слоем и сердцевиной изделия, что может привести к его деформации и возникновению трещин. Поэтому прогрев на всю глубину детали до полного ее разогрева должен проходить плавно, а его время определяется технологом-термистом с помощью эмпирических формул и табличных значений.
От скорости и температурных параметров охлаждения стали, разогретой выше критической точки, напрямую зависит процесс формирования структуры и состава закаленного металла. К примеру, при быстром охлаждении в воде с комнатной температурой можно получить углеродистую сталь с мартенситной структурой, а при охлаждении в масле или горячей воде получается троостит. Каждой марке стали соответствуют свои характеристики и температурные режимы закалки, которые, помимо прочего, зависят от размера и формы детали. Поэтому на производстве термическая обработка деталей проводится в соответствии с маршрутной технологией и операционными картами, разрабатываемыми для каждого изделия.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Способы охлаждения
Охлаждая сталь до разных температур и с разными скоростями, можно получить различные структуры ее кристаллической решетки с элементами разного размера и формы. Совокупность этих характеристик с химическим составом определяет такие ее эксплуатационные качества, как твердость, хрупкость, вязкость, прочность, упругость и пр. Поэтому существует множество технологий охлаждения и их разновидностей, среди которых можно выделить следующие технологические группы:
- Охлаждение в одном компоненте. Изделие погружается в жидкость и остается в ней до полного остывания.
- Прерывистая закалка в двух охладителях. Изделие сначала помещают в быстроохлаждающую жидкость, а после достижения заданной температуры переносят в среду с медленным охлаждением.
- Струйное охлаждение. Разогретая деталь интенсивно орошается потоком охладителя (см. фото ниже).
- Обдув. Поверхность изделия обдувается потоком воздуха или инертного газа.
При практическом применении закалки все эти виды охлаждений могут иметь различные вариации или комбинироваться друг с другом.
Среды охлаждения
В качестве охлаждающих жидкостей при закалке углеродистых сталей обычно используют воду: как чистую, так и в виде водных растворов (солевых и щелочных). Легированные стали требуют меньшей скорости охлаждения, поэтому для них применяют минеральные масла и воздух. При ступенчатой и изотермической закалке охлаждающей средой служат расплавы солей, щелочей и металлов. При некоторых видах закалки для получения требуемой структуры стали среды охлаждения чередуются.
| № | Структура | Среда охлаждения | Твердость (HBW) |
| 1 | Мартенсит | Холодная вода | 500÷750 |
| 2 | Троостит | Масло | 350÷500 |
| 3 | Сорбит | Воздух | 250÷350 |
| 4 | Перлит | С остыванием печи | 150÷250 |
Влияние скорости охлаждения на конечный результат
При закалке стали охлаждение должно идти со скоростью, предотвращающей распад аустенита на феррит и карбид железа, которое начинает происходить при температуре ниже 650 °C. Дальнейшее снижение температуры следует проводить медленнее, т. к. такая скорость обеспечивает уменьшение внутренних напряжений стали. Быстрое и полное охлаждение в холодной воде позволяет получить мартенсит, который обладает максимальной твердостью, но довольно хрупок. При быстром понижении температуры на 200÷300 °C распад аустенита прекращается, а дальнейшее более медленное охлаждение формирует в стали фазовые состояния с меньшей твердостью, но обладающие повышенной прочностью и износостойкостью. Скорость охлаждения регулируется видом используемой закалочной среды и ее температурой (см. таблицу ниже).
| № | Среда охлаждения | Скорость охлаждения (град/сек) |
| 1 | Воздух | 5 |
| 2 | Минеральное масло | 150 |
| 3 | Вода при комн. t° | 700 |
| 4 | Вода при 80 °C | 1400 |
| 5 | 10%-й р-р хлористого натрия | 2100 |
| 6 | 10%-й р-р едкого натра | 1600 |
Термическая обработка (термообработка) — это технологический процесс изменения структуры сталей, сплавов и цветных металлов посредством широкого диапазона температур: поэтапных нагреваний и охлаждении с определенной скоростью. Такая обработка очень сильно изменяет свойства сталей, сплавов, металлов в сторону улучшения показателей, но при этом не изменяя их химический состав. Можно сказать, что основная цель термической обработки – это улучшение свойств и характеристик изделий из него.
Виды (стадии) термической обработки стали
Отжиг — термическая обработка (термообработка) металла, представляющая собой процесс нагревания до заданной температуры, а затем процесс медленного охлаждения. Отжиг бывает разных видов в зависимости от уровня температур и скорости процесса.
Нормализация — термообработка, принципиально похожая на отжиг. Основное отличие в том, что процесс отжига предполагает печь, а при нормализации охлаждение стали проходит на воздухе.
Закалка — этап термообработки, основанный на нагревании сырья до такого уровня температуры, который является выше критического (перекристаллизация стали). После выдержки в такой температуре в заданном интервале времени происходит охлаждение, быстрое, с заданной скоростью. Закаленной стали (сплавам) свойственна неравновесная структура и поэтому применяется такой вид термообработки как отпуск.
Отпуск — стадия термообработки, необходимая для снятия в стали и сплавах остаточного напряжения или максимального его снижения. Снижает хрупкость и твёрдость металла, увеличивает вязкость. Проводится после стадии закалки.
Старение — иначе еще называется дисперсионное твердение. После стадии отжига металл опять нагревают, но до более низкого уровня температур и с медленной скоростью остужают. Цель такой термообработки в получении особенных частиц упрочняющей фазы.
От степени необходимой глубины обработки различают термообработку поверхностную, которая затрагивает лишь поверхность изделий, и объемную, когда термическому воздействию подвергается весь объем сырья.
В отраслевой промышленности, в частности – в машиностроении, термическую обработку чаще всего проходит сталь следующих марок:
— сталь 45 (замещаемость 40Х, 50, 50Г2)
— сталь 40Х (замещаемость 38ХА, 40ХР, 45Х, 40ХС, 40ХФ, 40ХН)
— сталь 20 (замещаемость 15, 25)
— сталь 30ХГСА (замещаемость 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА)
— сталь 65Г
— сталь 40ХН
— сталь 35
— сталь 20Х13
Термообработка стали 45
Конструкционная углеродистая. Этап предварительной термической обработки называется нормализация, проходит на воздухе, а не в печи. довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например, типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После закалки, которая является конечной стадией термообработки, детали достигают высокого уровня прочности и отличных показателей износостойкости. Подвергаются шлифовке. Высокое содержание углерода (0,45%) обеспечивает хорошую закаливаемость и, соответственно, высокую твёрдость поверхности и прочность изделия. Сталь 45 калят «на воду», когда после калки деталь охлаждают в воде. После охлаждения деталь подвергается низкотемпературному отпуску при температуре 200-300 градусов по Цельсия. При такой термообработке стали 45 достигает твердость порядка 50 HRC.
Изделия: Кулачки станочных патронов, согласно указаниям ГОСТ, изготовляют из сталей 45 и 40Х. Твёрдость Rc = 45 -50. В кулачках четырёх-кулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
Расшифровка марки стали 45: марка 45 означает, что в стали содержится 0,45% углерода,C 0,42 — 0,5; Si 0,17 — 0,37;Mn 0,5 — 0,8; Ni до 0,25; S до 0,04; P до 0,035; Cr до 0,25; Cu до 0,25; As до 0,08.
Термообработка стали 40Х
Легированная конструкционная сталь. Для деталей повышенной прочности такие как оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и прочих деталей повышенной прочности. Сталь 40Х также часто используется для производства поковок, штампованных заготовок и деталей трубопроводной арматуры. Однако последние перечисленные детали нуждаются в дополнительной термической обработке, заключающейся в закалке через воду в масле или просто в масле с последующим отпуском в масле или на воздухе.
Расшифровка марки стали 40Х. Цифра 40 указывает на то, что углерод в стали содержится в объеме 0,4 %. Хрома содержится менее 1,5 %. Помимо обычных примесей в своем составе имеет в определенных количествах специально вводимые элементы, которые призваны обеспечить специально заданные свойства. В качестве легирующего элемента в данном случае используется хром, о чем говорит соответствующая маркировка.
Термообработка стали 20
Термообработка стали 20 — сталь конструкционная углеродистая качественная. Широкое применение в котлостроении, для труб и нагревательных трубопроводов различного назначения, кроме того промышленность выпускает пруток, лист. В качестве заменителя стали 20 применяют стали 15 и 25.
По требованиям к механическим свойствам выделяют пять категорий.
— I категория: сталь всех видов обработки без испытания на ударную вязкость и растяжение.
— II категория: образцы из нормализованной стали всех видов обработки размером 25 мм проходят испытания на ударную вязкость и растяжение.
— III категория: испытания на растяжение проводят на образцах из нормализованной стали, размером 26-100 мм.
— IV категория: образцы для испытаний на растяжение и ударную вязкость изготавливают из термически обработанных заготовок размером не более 100 мм. Требования третьей и четвертой категории предъявляют к калиброванной, горячекатаной и кованной качественной стали.
— V категория. Испытания механических свойств на растяжение проводят на образцах из калиброванных термически обработанных (высокоотпущенных или отожженных) или нагартованных сталей.
Химический состав стали 20: углерод (C) — 0.17-0.24 %, кремний (Si) — 0,17-0,37%, марганец (Mn) — 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не более 0,25%, мышьяка (As) — не более 0,08%, серы (S) — не более 0,4%, фосфора (Р) — 0,035%. Структура стали 20 представляет собой смесь перлита и феррита. Термическая обработка стали 20 позволяет получать структуру реечного (пакетного) мартенсита. При таких структурных преобразованиях прочность возрастает, и пластичность уменьшается. После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
Технологические свойства стали 20: Температура начала ковки стали 20 составляет 1280° С, окончания — 750° С, охлаждение поковки — воздушное. Сталь 20 нефлокеночувствительна и не склонна к отпускной способности. Свариваемость стали 20 не ограничена, исключая детали, подвергавшиеся химико-термической обработке. Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.
Сталь 20 применяют для производства малонагруженных деталей ( пальцы, оси, копиры, упоры, шестерни) , цементуемых деталей для длительной и весьма длительной службы (эксплуатация при температуре не выше 350° С) , тонких деталей, работающих на истирание. Сталь 20 без термической обработки или после нормализации используется для производства крюков кранов, вкладышей подшипников и прочих деталей для эксплуатации под давлением в температурном диапазоне от -40 до 450°С . Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни) . Широко применяют сталь 20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т. д.
Термообработка стали 30ХГСА
Относится к среднелегированной конструкционной стали. Сталь 30ХГСА проходит улучшение – закалку с последующим высоким отпуском при 550-600 °С, поэтому применяется при создании улучшаемых деталей (кроме авиационных деталей это могут быть различные корпуса обшивки, оси и валы, лопатки компрессорных машин, которые эксплуатируются при 400°С, и многое другое), рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Сталь 30ХГСА обладает хорошей выносливостью, отличными показателями ударной вязкости, высокой прочностью. Она также отличается замечательной свариваемостью.
Сварка стали 30ХГСАтоже имеет свои особенности. Она осуществляется с предварительным подогревом материала до 250-300 °С с последующим медленным охлаждением. Данная процедура очень важна, поскольку могут появиться трещины из-за чувствительности стали к резким перепадам температуры после сварки. Поэтому по завершении сварных работ горелка должна отводиться медленно, при этом осуществляя подогрев материала на расстоянии 20-40 мм от места сварки. Также, не более, чем спустя 8 часов по завершении сварки сварные узлы стали 30ХГСА нуждаются в закалке с нагревом до 880 °С с последующим высоким отпуском. Далее изделие охлаждается в масле при 20-50 °С. Отпуск осуществляется нагревом до 400 — 600 °С и охлаждением в горячей воде. Сварку же необходимо выполнять максимально быстро, дабы избежать выгорания легирующих элементов.
После прохождения термомеханической низкотемпературной обработки сталь 30ХГСА приобретает предел прочности до 2800 МПа, ударная вязкость повышается в два раза (в отличии от обычной термообработки стали 30хгса), пластичность увеличивается.
Термообработка стали 65Г
Сталь конструкционная рессорно-пружинная. Используют в промышленности пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. (заменители: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2).
Термообработка стали 40
Сталь конструкционная углеродистая качественная. Использование в промышленности: трубы, поковки, крепежные детали, валы, диски, роторы, фланцы, зубчатые колеса, втулки для длительной и весьма длительной службы при температурах до 425 град.
Термообработка стали 40ХН
Сталь конструкционная легированная Используется в отраслевой в промышленности: оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, с предъявляемыми требованиями повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Термообработка сталь 35
Сталь конструкционная углеродистая качественная. Используется в отраслевой промышленности. Это детали невысокой прочности, подвергающиеся невысокому уровню напряжения: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали.
Термообработка стали 20Х13
Сталь коррозионно-стойкая жаропрочная. Используется в энергетическом машиностроении и печестроении; турбинные лопатки, болты, гайки, арматура крекинг-установок с длительным сроком службы при температурах до 500 град; сталь мартенситного класса Сталь марки 20Х13 и другие стали мартенситного класса: жаропрочные хромистые стали мартенситного класса применяют в различных энергетических установках, они работают при температуре до 600° С. Из них изготовляют роторы, диски и лопатки турбин, в последнее время их используют для кольцевых деталей больших толщин. Существует большое количество марок сталей данного класса. Общим для всех является пониженное содержание хрома, наличие молибдена, ванадия и вольфрама. Они эффективно упрочняются обычными методами термообработки, которая основана на у — a-превращении и предусматривает получение в структуре мартенсита с последующим улучшением в зависимости от требований технических условий. (заменители: 12Х13, 14Х17Н2)
Пресс-служба группы компаний ВоКа
17 сентября 2020г
Отличия закаливаемости от прокаливаемости
Каждая марка стали обладает определенной закаливаемостью, которая характеризуется ее способностью приобретать при закалке требуемую твердость. Основные факторы, влияющие на закаливаемость стали, — это процентные доли углерода и легирующих добавок. Нижний предел содержания углерода, после которого сталь не воспринимает закалку, равен 0.2 %. Прокаливаемость характеризуется глубиной проникновения в объем металла закаленной структуры (полностью мартенситной или состоящей из троостита и мартенсита). Легирующие добавки в виде молибдена, хрома, никеля и пр. увеличивают как закаливаемость, так и прокаливаемость, а добавление кобальта их понижает.
Факторы, влияющие на положение с-кривых:
— Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
— Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
— Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
— Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Дефекты при закаливании стали
Причиной возникновения дефектов при закалке стали является ряд физических и химических факторов, возникающих при отклонении от заданных параметров термического процесса или из-за неоднородности закаливаемой заготовки. Неравномерный нагрев или охлаждение изделия может привести к его деформации и возникновению внутренних трещин. Эта же причина может вызвать неодинаковость фазовых превращений в различных частях изделия, в результате чего металл будет иметь неоднородную по составу и твердости структуру. Пережог стали происходит вследствие проникновения кислорода в поверхностный слой металла, что приводит к возникновению окислов, разъединяющих его структурные элементы и изменяющих физические свойства поверхностного слоя. Причиной обезуглероживания при закалке стали является выгорание углерода при попадании в печь избыточного количества кислорода. Эти виды дефектов неисправимы, а единственный способ борьбы с ними — это проверка герметичности печи или закалка в вакууме и инертных газах.
Окалины и критическое снижение концентрации углерода при калении
Даже небольшая концентрация кислорода в закалочной печи приводит к появлению поверхностной окалины, которая является следствием окисления металла при его термообработке. Эта же причина может вызвать уменьшение количества углерода в поверхностном слое заготовки. Полностью избавиться от таких явлений можно только путем применения вакуумных печей, обеспечивающих так называемую светлую закалку, а также при нагреве изделия в среде азота или аргона. Для минимизации окисления и обезуглероживания закалочная печь должна быть максимально герметичной, что в какой-то мере ограничивает приток кислорода в ее рабочее пространство.
Для закалки металлов рекомендуют использовать трансформаторное или индустриальное масло И-20. Частнику достать его непросто, поэтому хотелось бы услышать в комментариях к этой статье ваше мнение о возможности использования для закаливания стали отработанного автола или другого автомобильного масла.
Охлаждение конструкционной и легированной стали
Конструкционная сталь более качественная, а большая часть изделий имеет сложную конфигурацию. Для охлаждения используют 50% раствор каустической соды, которую предварительно разогревают до температуры 50-60 градусов. После закалки в таком растворе детали будут иметь светлый цвет, что говорит о том, что технология была соблюдена. Важно не перегреть раствор каустической соды выше 60 градусов.
Легированная сталь закаляется в минеральном масле. Это же касается и очень тонких изделий из углеродистой стали, например кромок режущих инструментов. Ключевой особенностью данного метода является то, что скорость охлаждения не зависит от температуры масла. Так, процесс будет протекать одинаково как при 20, так и при 120 градусах.
Закалочные среды [ править | править код ]
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650—400 °C, то есть в том интервале температур, в котором аустенит менее всего устойчив и быстрее всего превращается в ферритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Читать также: Паровой инжектор принцип работы
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения — стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Зависимость твердости мартенсита от содержания углерода
Твердость стали после закалки зависит от твердости мартенсита, которая в свою очередь зависит от содержания углерода. С увеличением содержания углерода увеличивается и твердость после закалки стали. Графическая зависимость приведена на рисунке.
График зависимости твердости мартенсита от содержания углерода
§ 20. Общие сведения о термической обработке стали
Главная сайта | В меню | § 20. Общие сведения о термической обработке стали
Как вы считаете, можно ли улучшить механические свойства стальных изделий, например хрупкость? Предложите способ снижения хрупкости стальной заготовки или инструмента.
Свойства стали зависят от её химического состава: количества углерода, легирующих элементов и вредных примесей. Свойства стали можно изменить ещё одним способом: воздействием на полуфабрикаты или готовые изделия теплом. Этот способ называется термической обработкой.
Термическая обработка стали — изменение её механических свойств путём нагревания, выдержки и охлаждения. При нагревании металла до определённых температур происходит перегруппировка его молекул, из-за чего изменяются механические свойства стали. Температуры, при которых происходит изменение свойств стали — 723, 770, 910, 1390 и 1535 °C, — называют критическими.
Низкоуглеродистые стали при термообработке почти не изменяют свои свойства, а высокоуглеродистые (инструментальные) изменяют их существенно.
Существуют следующие виды термообработки стали.
Отжиг — нагрев стали до температуры 750—880 °C и последующее медленное охлаждение. Отжиг применяется для уменьшения твёрдости стали для её механической обработки.
Нормализация отличается от отжига более быстрым охлаждением металла на воздухе.
Закалка применяется для повышения твёрдости и прочности стали. Сталь нагревают до температуры выше критической (в пределах 750—810 °C), выдерживают при этой температуре и затем быстро охлаждают в воде или масле. Выбор закалочной среды зависит от марки стали. Углеродистые стали охлаждают в воде, большинство легированных сталей — в минеральных маслах. Закалке подвергают стали, содержащие более 0,3% углерода.
Отпуск — это повторный нагрев стали после закалки до температуры 200, 400 и 600 °C с последующим охлаждением на воздухе, в воде или масле. Его используют для уменьшения хрупкости закалённой стали.
Температуру нагрева стали определяют по диаграмме железоуглеродистых сплавов (рис. 4.46).
Рис. 4.46. Диаграмма железоуглеродистых сплавов
На горизонтальной оси диаграммы указано содержание углерода (%), на вертикальной — температура нагрева стали (°C). Заштрихованные участки диаграммы показывают оптимальные температурные интервалы нагрева стали при различных видах термообработки.
Для определения температуры нагрева стали при закалке используют специальные приборы — термоэлектрические пирометры. Кроме того, это можно сделать и на глаз, пользуясь таблицей цветов каления и побежалости (табл. 4.2).
Таблица 4. 2
Определение температуры нагрева стали по цвету
| I. Цвет каления | Температура, °C |
| Тёмно-коричневый | 550 |
| Коричнево-красный | 700 |
| Вишнёвый | 770 |
| Ярко- и светло-вишнёвый | 800 |
| Светло-красный | 850 |
| Ярко-красный | 900 |
| Сине-красный | 950 |
| II. Цвет побежалости | Температура, °C |
| Светло-жёлтый | 220 |
| Жёлтый | 230 |
| Тёмно-жёлтый | 240 |
| Коричневый | 255 |
| Коричнево-красный | 265 |
| Фиолетовый | 285 |
| Тёмно-синий | 295—310 |
| Светло-синий | 315—325 |
| Серый | 330 |
В школьных учебных мастерских для нагрева стали используют муфельную печь (рис. 4.47).
Puc. 4.47. Муфельная печь:
1 — кожух; 2 — дверца; 3 — подставка; 4 — сигнальный фонарь; 5 — муфель; 6 — переключатель
Её основной элемент — керамический муфель (камера) 5 с намотанным на него нагревательным элементом. Муфель помещён в кожух 7, установленный на подставке 5, кожух закрывается дверцей 2. Пространство между муфелем и корпусом заполнено теплоизоляционным материалом с низкой теплопроводностью. Переключатель 6 служит для включения и выключения печи, а также для переключения ступеней мощности. На подставке есть сигнальный фонарь 4.
Правила разогрева печи и контроля температуры указаны в её техническом паспорте. Для загрузки и выгрузки обрабатываемых деталей используют специальные клещи.
Правила безопасной работы при термической обработке стали
1. Выполнять термообработку можно лишь с разрешения учителя и в его присутствии.
2. Рабочее место для термической обработки должно быть оборудовано вытяжной вентиляцией, пол покрыт огнестойким материалом и резиновым ковриком.
3. Работу следует выполнять в специальной одежде (халат, берет, брезентовые рукавицы) и защитных очках.
4. Загружать детали в муфельную печь и вынимать их надо клещами с длинными ручками.
5. Клещи периодически следует охлаждать в воде.
Практическая работа № 18
«Закалка и отпуск зубила»
Цель работы: отработать технологию подготовки муфельной печи и материалов к закалке и последовательность закалки и отпуска зубила.
Оборудование и материалы: муфельная печь, клещи, защитные очки, ведро с водой, резиновый коврик, ящик с песком, заготовки, слесарные тиски, напильники, таблицы цветов каления и цветов побежалости.
Порядок выполнения работы
Все работы выполняются под руководством и с участием учителя.
1. Подготовьте рабочее место, инструменты, оборудование. Наденьте специальную одежду, очки, рукавицы.
2. Закрепите в тисках незакалённое зубило и проведите по его рабочей части 3—5 раз напильником. Что наблюдаете?
3. Вместе с учителем включите муфельную печь. C помощью клещей положите зубило в муфельную печь. Закройте дверцу.
4. Определите температуру нагрева для закалки зубила по диаграмме железоуглеродистых сплавов.
5. По таблице цветов каления или с помощью термоэлектрического пирометра определите требуемую температуру.
6. При достижении необходимой температуры с помощью учителя клещами достаньте зубило из муфельной печи; держа его вертикально, быстро опустите в воду рабочую часть на глубину 15—20 мм, перемещайте его вверх и вниз не вынимая из воды.
7. Протрите охлаждённое зубило. Закрепите его в тисках и проведите по его рабочей части 3—5 раз напильником. Сделайте вывод о роли закалки.
8. Произведите отпуск зубила. C помощью клещей положите его в муфельную печь. Закройте дверцу.
9. Нагрейте муфельную печь до температуры 300 °C (средний отпуск). Уровень нагрева определите по таблице цветов побежалости или с помощью термоэлектрического пирометра.
10. При достижении необходимой температуры в печи с помощью учителя клещами достаньте зубило и охладите в воде.
Полезная информация
Определение температуры закалки зубила. Марка стали является инструментальной с содержанием углерода 0,7%. По горизонтальной оси диаграммы (рис. 4.46) находим соответствующую этой цифре точку. Из неё восстановим перпендикуляр до пересечения с графиком. Из точки пересечения проводим параллельную горизонтальной оси линию до пересечения с вертикальной осью. По этой точке определяем необходимую температуру нагрева. Она по графику равна примерно 730 °C. Учитывая, что температура закалки должна быть на 30—50 °C выше установленной по графику, определяем необходимый нагрев при закалке: 760—780 °C.
По окончании термообработки необходимо измерить твёрдость металла. На производстве для этого используют специальные устройства. В условиях школьной мастерской проверка результатов термообработки заключается в пробе детали напильником или методом сравнения её твёрдости до и после термообработки. Для этого молотком по кернеру наносят по одному удару одинаковой силы по «сырой» детали и по детали, прошедшей термообработку. Сравнив глубину и диаметр отпечатков, делают вывод об изменении твёрдости металла.
Применение современных технологий в термической обработке стали. Поверхностная лазерная термообработка стали или сплавов включает в себя следующие методы: закалку (термоупрочнение), отжиг и отпуск. Лазерная поверхностная закалка применяется для повышения срока службы деталей, которые в процессе работы подвергаются износу, что улучшает многие эксплуатационные показатели — теплостойкость, коррозийную и износостойкость в несколько раз.
Основные понятия и термины:
термическая обработка, закалка, отжиг, нормализация, отпуск, муфельная печь, термоэлектрические пирометры, цвета каления, цвета побежалости, лазерная термообработка.
Вопросы и задания:
1.Перечислите основные виды термической обработки.
2. C какой целью производят закалку и отпуск стали?
3. Для чего производят отжиг и нормализацию стали?
4. Какими способами можно определить температуру нагрева стали в муфельной печи?
Задание
Используя Интернет и другие источники информации, подберите материал и сделайте сообщение или презентацию на тему «Термист на установках тока высокой частоты (ТВЧ)».
1
Первый слайд презентации
Презентация «Термическая обработка стали»
Изображение слайда
2
Слайд 2: Влияние режимов термообработки на свойства сталей
Термическая обработка заключается в нагреве, выдержке при температуре нагрева и последующим охлаждении. Металл имеет зернистое строение. Размер и форма зёрен зависит от расположения молекул внутри зерна. Крупные зёрна придают сплаву хрупкость, мелкие — вязкость и прочность. Было замечено, что подвергая сталь нагреву и охлаждая её разным способом можно изменять размер зёрен тем самым изменяя её свойства.
Цель термообработки – придание сплавам таких свойств, которые требуются в процессе эксплуатации изделий.
Изображение слайда
3
Слайд 3
Исследованиями в этой области занимался учёный – металлург Дмитрий Константинович Чернов. Он получил график изменения свойств стали. На горизонтальной оси указано содержание углерода (в %), а на вертикальной — температура нагрева стали. Разным цветом показаны оптимальные температуры при различных видах термообработки.
Изображение слайда
4
Слайд 4: Виды термообработки стали
Закалка Отпуск Отжиг Нормализация
Изображение слайда
5
Слайд 5: Закалка
Закалка состоит из нагрева стали до температуры выше на 30. .50 С линии GSK с последующим быстрым охлаждением в воде, масле, водных растворах солей.
Цель закалки – придание стали более высокой твёрдости и прочности. Но при закалке также повышается и хрупкость.
Чтобы снизить хрупкость стали после закалки применяют отпуск.
Изображение слайда
6
Слайд 6: Температура нагрева металла
Температуру нагрева изделия можно также определить по цветам побежалости и каления. При нагревании защищенного изделия на его поверхности образуется пленка окисла.
При увеличении температуры и длительности нагрева толщина слоя пленки возрастает и цвет ее изменяется. Цвета окисных пленок на стальных изделиях при нагревании от 220⁰ до 350⁰ называются цветами побежалости.
При нагревании стали выше 530⁰ сталь начинает светиться. С повышением температуры свечение стали меняется. Цвета, принимаемые сталью при нагревании выше 530⁰, называются цветами каления.
Изображение слайда
7
Слайд 7: Таблица «Цвета каления и цвета побежалости»
Изображение слайда
8
Слайд 8: Отпуск
Отпуск заключается в нагреве уже закалённой стали до температур ниже линии PSK (ниже 727 ⁰) выдержке при этих температурах и охлаждении сразу после закалки на воздухе или в масле. Твердость стали несколько уменьшается, так как структура ее изменяется и она становится более вязкой. Меняя температуру отпуска, можно получить разные механические свойства. При нагреве стали на воздухе ее поверхность окрашивается в различные цвета, называемые цветами побежалости. Каждый цвет побежалости соответствует вполне определенной температуре и может служить указателем для определения степени нагрева при отпуске стали.
Изображение слайда
9
Слайд 9: Отжиг
ОТЖИГ заключается в нагревании изделия до определенной температуры, выдержки при этой температуре и медленном охлаждении (вместе с печью). Отжиг улучшает обрабатываемость стали, снимает внутренние напряжения, возникающие от неравномерного охлаждения заготовок при ковке, сварке и литье.
Выбор температуры нагрева при отжиге зависит от марки стали, формы и размеров изделия и от цели отжига.
Отпуск выполняется следующим образом: закаленную деталь, покрытую слоем окалины, зачищают и кладут на песок, насыпанный в металлическую плоскую коробку. Песок вместе с коробкой медленно нагревают и ждут появления на поверхности детали цвета побежалости, соответствующего определенной температуре отпуска. Сначала поверхность стали окрасится в бледно-желтый цвет, который по мере нагревания песка перейдет в желтый, коричневый и т. д. Так, например, пружины отпускают до фиолетового цвета, инструмент, требующий по сравнению с пружиной большей твердости, обычно отпускают до соломенно-желтого цвета.
Изображение слайда
10
Слайд 10: Нормализация
Нормализация заключается в нагреве до температур на 30…50 С выше линии GSE, выдержке при этих температурах с последующим охлаждением на воздухе. Цель нормализации – снятие внутренних напряжений в металле. После нормализации сталь имеет более мелкозернистую структуру, более высокую прочность и твердость, чем после отжига, но меньшую пластичность.
Изображение слайда
11
Слайд 11: Оборудование для термообработки в школьной мастерской
Муфельная печь
Изображение слайда
12
Слайд 12: Примеры обрабатываемых деталей
Изображение слайда
13
Слайд 13: Правила безопасности
1) Пол должен быть покрыт огнестойким материалом;
2) Должна работать вытяжка;
3) Работать в спецодежде: фартук, рукавицы, очки;
4) Помещать и вынимать заготовку из печи специальными клещами;
5) Соблюдать меры пожарной и электробезопасности.
Изображение слайда
14
Слайд 14: Практическая работа «Закалка стали»
1) Закрепите в тиски образец из незакалённой стали и проведите по ней несколько раз напильником. Сделайте вывод об обрабатываемости незакалённой стали. 2) Пользуясь диаграммой, определите необходимую температуру нагрева для закалки детали. 3) Нагрейте электропечь до выбранной температуры и поместите в неё закаливаемую деталь. ( муфельную печь включить за 30-40 мин. до начала занятия) 4) Выдержать деталь в печи при заданной температуре 15-20 минут, а затем вынуть её и быстро погрузить в продольно-вертикальном положении в бачёк с водой. 5) Выньте деталь из воды и проверьте её твёрдость напильником. Сделайте вывод об обрабатываемости стали. Пункты 3 и 4 выполняет учитель.
Изображение слайда
15
Слайд 15: Закрепление нового материала
1) Что такое термическая обработка стали? 2) Что такое отжиг? Его цель? 3) Что такое нормализация? Её цель? 4) Что такое закалка? Её цель? 5) Что такое отпуск? Его цель? 6) Как определить температуру нагрева при термообработке?
Изображение слайда
16
Последний слайд презентации: Презентация «Термическая обработка стали»: Домашнее задание
Прочитать §16,стр. 79-82.
Найти в Интернете описания других видов термообработки.
Изображение слайда
Полное руководство по тонированию окон
Большинство окон окрашены в стандартный темно-серый цвет, но другие цвета также могут быть весьма удачными. Получите полное руководство по цветам тонировки окон здесь.
Существует множество причин, по которым стоит задуматься об инвестировании в оконные тенты. Например, тонировка окон делает здания и транспортные средства более энергоэффективными. Высококачественные услуги по тонировке окон могут заблокировать до 99 % вредных ультрафиолетовых лучей от проникновения в ваши окна.
Некоторые тонировочные пленки могут даже сделать ваши окна более долговечными с помощью защитной пленки. Эта черта делает оконные пленки очень любимым активом для автолюбителей.
Однако некоторые люди опасаются, что тонировка окон может ухудшить внешний вид их окон. Этот страх часто возникает из-за убеждения, что единственными цветами тонировки окон являются оттенки черного.
К счастью, это далеко не так. Существует множество видов цветов тонировки окон, чтобы соответствовать вашим эстетическим предпочтениям. Они также могут принести практические преимущества для ваших окон, независимо от того, тонируете ли вы автомобильные, жилые или коммерческие окна.
Звучит интересно? Если да, то давайте сразу!
Цвета автооттенка окон
Когда вы изучаете варианты цвета для окон, вы обычно видите три варианта цвета. Первый из них – классический угольный или серый оттенок. Этот тонирующий цвет является наиболее универсальным, особенно для тонировки авто.
Эти оттенки служат практическим целям; они помогают защитить ваш автомобиль или здание от чрезмерной яркости. При этом они также обеспечивают вам дополнительную конфиденциальность.
Эта конфиденциальность поможет защитить вашу собственность. Когда ваши окна кристально чисты, потенциальные грабители и взломщики получают отличный обзор ваших ценностей. Если вас интересует такая тонировка для автомобилей, попробуйте нашу автомобильную тонировку для стекол FormulaOne.
Еще один вариант цвета для транспортных средств — золотой. Хотя это менее распространенный вариант, чем угольные оттенки, большинство магазинов включают его в свой ассортимент. Однако получить светоотражающие золотые оттенки может оказаться непросто.
Местные законы имеют различные уровни ограничений на то, насколько отражающей может быть тонировка вашего окна. Они также ограничивают, какие части вашего автомобиля вы можете тонировать. Например, хотя большинство ветровых стекол имеют несколько дюймов синего оттенка, в большинстве штатов не разрешается использовать полностью тонированные синие ветровые стекла.
Варианты тонировки окон для зданий
В то время как у автомобильных стекол есть много ограничений на выбор тонировки, у зданий гораздо больше свободы. В зависимости от местных законов и кодексов ТСЖ, вы можете украсить свои жилые окна гораздо более декоративными цветами.
Оформление окон в жилых помещениях
Цветные оттенки для жилых помещений часто бывают двух видов: цветные пленки с рисунком и полупрозрачные цветные пленки. Узорчатые оттенки часто имитируют витражи. Вы часто будете видеть их узоры, называемые витражами, хотя в строгом понимании это неверно.
Некоторые общие варианты с использованием рисунка пленок включают в себя:
- витражных цветов
- Цветные квадраты
- Персидские узоры
- Венецианские витражи
- Окрашенные в така
- . Также варианты. Также варианты. Также варианты. Также другие варианты. Также варианты. Также другие варианты. Также варианты. Также другие варианты. Также другие варианты. Также другие варианты. Также варианты. Также другие варианты. Также другие варианты. Также другие варианты. Также другие варианты. стеклянные конструкции. Эти декоративные окна идеально подходят для создания атмосферных штрихов в домашнем кабинете, библиотеке или художественной комнате.
Однако витражные узоры не всем соответствуют личным эстетическим предпочтениям. Если идея узорчатых окон вас не волнует, подумайте о полупрозрачных пленках.
Полупрозрачные пленки придают более утонченный вид, но в то же время придают вашему интерьеру вспышку цвета. Это несколько стандартных вариантов цвета для полупрозрачных пленок:
- Blue
- RED
- PINK
- Orange
- Желтый
- Green
- Turquoise
- Teal
, если вы ищете лучшие назоб попробуйте нашу пленку для окон Vista Home. Он предлагает первоклассные преимущества, привнося нотку красоты в ваш дом.
Коммерческая тонировка окон
Тонировка окон дает много преимуществ и для промышленных зданий. Они могут помочь предотвратить появление бликов на экранах вашего компьютера, уменьшить тепловыделение и повысить энергоэффективность.
При рассмотрении вариантов тонировки вашего коммерческого здания вы можете начать с более металлических оттенков. К ним относятся нержавеющая сталь, бронза и серый цвет. Эти оттенки сохраняют качество света, а также обеспечивают профессиональный и однородный вид ваших окон.
Другим вариантом, который используют многие корпоративные здания, является светоотражающая тонировка. Этот оттенок обеспечивает тот же профессиональный вид, а также сохраняет конфиденциальность вашего офиса. Эта конфиденциальность также обеспечивает безопасность.
Ведь оргтехника часто стоит дорого. Взломщики, которые увидят незащищенное оборудование через ваши окна, могут воспользоваться возможностью, чтобы получить прибыль.
Однако у вашего бизнеса может быть другая эстетика. Если вы подчеркиваете свой бренд с помощью таких функций, как логотип вашей компании, вам могут понравиться полупрозрачные варианты пленки.
Предприятия часто решают украсить свои передние окна цветами своего логотипа. Если вы хотите, чтобы ваш бизнес выделялся, декоративные оттенки окон могут обеспечить идеальный вид. Примеры вариантов коммерческой тонировки можно найти в нашей коммерческой оконной пленке Vista.
Как выбрать лучшее тонированное окно
Теперь у вас есть полный обзор вариантов тонировки.
Теперь все, что вам нужно сделать, это выбрать лучшую тонировку для вашего автомобиля, дома или бизнеса. В этом разделе мы дадим вам несколько советов, которые помогут вам принять решение.Во-первых, рассмотрите ваш контекст; осмотрите комнату, в которой вы будете устанавливать тонировку окон. Какие цвета вы используете в этой комнате? Есть ли акцентные цвета или все пространство использует один цвет?
Если у вас есть акцентные цвета, выбор соответствующих оконных оттенков даст шикарные результаты. Если у вас однотонные комнаты, вы можете предпочесть использовать стандартную угольную или черную тонировку.
Другой вариант — использовать аналогичные цвета. Это цвета, которые расположены рядом друг с другом на цветовом круге. Использование цветов, расположенных так близко друг к другу, создает ощущение непрерывности ваших цветов.
Эта непрерывность часто имеет эффект увеличения, делая вашу комнату более открытой. Этот вариант является идеальным выбором для комфортного отдыха в доме.
Наконец, рассмотрите дополнительные цвета. Этот вид часто лучше всего подходит для автомобильной тонировки. Например, если вы водите кобальтово-синий «Мустанг», вы можете оснастить окна ярким угольным оттенком для получения ошеломляющих результатов.
Найдите лучшую тонировку для окон сегодня
Выбор цвета тонировки для окон может преобразить что угодно. Это может создать более теплую эстетику для вашей гостиной. Это может придать вашему бизнесу более профессиональный вид или стильно обновить ваш автомобиль.
Все, что вам нужно сделать сейчас, это выбрать наиболее подходящую тонировку для окон. Для этого попробуйте наши услуги по окрашиванию! Компания Window Kote of Largo является дилером SelectPro, которому особенно доверяют такие высококачественные оттенки, как оконная пленка LLumar. Доверьте свои окна нам, и вы получите отличный результат!
Понимание оттенков и цветов тонировки автомобильных стекол
Представьте себе: вы только что приобрели новый автомобиль или грузовик у дилера.
Они вымыли его, побрызгали прекрасным ароматом новой машины, повесили на капот большой красный бант или поместили корзину с вкусностями в багажник или багажное отделение. Вы подписали бумаги, и вы отправляетесь в свою первую поездку. Многие из нас заходили в дом к членам семьи или друзьям, чтобы дать им возможность проверить наш новый хлыст. Для других первым шагом является персонализация автомобиля. Мы слышали сотни, если не тысячи историй о том, как владельцы новых автомобилей направляются прямо в свой любимый магазин автомобильных тонировщиков для обновления. Если вы не являетесь ветераном модернизации автомобилей, выбор лучшей тонировки стекол для вашего автомобиля требует определенных знаний и планирования. Какой оттенок вы хотите? Какие параметры безопасности и комфорта важны для вас? Давайте посмотрим на оттенок автомобильного стекла и цветовые соображения.Зачем тонировать окна автомобиля?
Существует четыре основные причины, по которым потребители могут захотеть затонировать стекла своего автомобиля или грузовика.
Во-первых, это может улучшить внешний вид автомобиля. Красивый темный оттенок на белом или черном автомобиле может быть очень драматичным. Вторая причина, по которой люди покупают тонировку окон, — это комфорт. Новейшие тонировочные пленки для окон могут блокировать до 67% инфракрасной тепловой энергии солнца. Третья причина — безопасность. Даже легкая тонирующая пленка поможет скрыть предметы, оставленные на сиденье или полу автомобиля. Наконец, и, возможно, самое главное, все оконные пленки премиум-класса блокируют от 97 и 99 вредных ультрафиолетовых лучей солнца. Эта УФ-энергия может повредить вашу кожу и ускорить выцветание кожи, винила, ковров и обивки вашего автомобиля. Ваш местный продавец аксессуаров для мобильных устройств может помочь вам выбрать серию пленок, обеспечивающую комфорт и защиту, которые вы хотите.Знакомство с оттенками окон
Начнем с теста. График ниже представляет собой спектрографический анализ энергии, исходящей от солнца. Перед датчиком на спектрометре ничего не было.
Спектрографический анализ световой энергии, исходящей от солнца в ясный день.Горизонтальная ось на графике представляет длину волны света в нанометрах. Длина волны обратна частоте. Мы приближаемся к ультрафиолетовому диапазону в левой части диаграммы, где цвет пурпурный или фиолетовый. Крайний справа у нас темно-красный и мы приближаемся к инфракрасному диапазону. Вертикальная шкала представляет собой интенсивность, измеряемую в микроваттах на квадратный сантиметр. Более высокое значение по оси Y представляет больше света на этой конкретной длине волны. Маленькая красная линия на графике указывает на длину волны, которая была наиболее интенсивной (самой яркой) для этого измерения. Самым ярким в этом измерении было 480 нанометров, что соответствует сине-зеленому цвету.
Прежде чем мы начнем измерять тонировочные пленки, нам нужно измерить кусок стекла. Я позвонил в несколько местных стекольных магазинов, и Clegg Glass в Берлингтоне, Онтарио, смогла предоставить мне кусок стекла размером 12 на 12 дюймов и толщиной 1/8 дюйма за меньшее время, чем мне понадобилось, чтобы доехать до него.
их объект. Должен любить быстрое обслуживание!Несмотря на то, что через него легко видеть, вы, вероятно, знаете, что стекло не прозрачное, хотя оно близко. Большинство стекол имеют светло-зеленый оттенок, который виден, когда вы смотрите на край. Прозрачное стекло, как в окне дома, блокирует небольшое количество света, обычно обеспечивая пропускание видимого света (VLT) около 89.%. Если вы думали, что мы не начнем эту статью с их тестирования, значит, вы читали недостаточно статей на BestCarAudio.com!
Энергия света от солнца (красный) и энергия света после прохождения через 1/8-дюймовое стекло (зеленый).На приведенной выше диаграмме показано, сколько энергии света проходит через стекло по сравнению с прямыми показаниями от солнца. Разница незначительна. Разница между прямым измерением энергии света и светом через кусок стекла.
Третий график показывает, сколько энергии и на какой длине волны блокирует стекло. Стекло достаточно равномерно пропускает все длины волн.
Мы видим, что он останавливает некоторую голубую энергию на 450 нанометрах больше, чем на других длинах волн. Есть всплеск на 380 нанометрах, где он блокирует больше энергии, приближающейся к ультрафиолетовому диапазону.Тестирование светопропускания автомобильной тонировочной пленки
Мы связались с Майком из Mobile Edge в Лехайтоне, штат Пенсильвания, чтобы получить несколько образцов автомобильных пленок 3M для стекол. Они любезно прислали квадраты размером 2 на 2 дюйма из 11 различных пленок, которые были у них на складе в то время. Мы начнем наше объяснение оттенков пленки с измерения характеристик светопропускания серии Ceramic IR, поскольку они прислали образцы 70, 35, 25, 15 и 5%.
На графике показано, сколько световой энергии захватил спектрометр после прохождения через различные кусочки краски, прикрепленные к нашему стеклу. Ceramic IR 70 с 70% VLT — это верхняя синяя кривая. Неудивительно, что Ceramic IR 35 (желтый) пропускает примерно вдвое меньше световой энергии, чем CIR70.
Конечно, CIR 5 — самый темный из оттенков и пропускает очень мало световой энергии.Из этих измерений следует отметить несколько интересных моментов: Все пленки отлично блокируют низковолновую энергию в фиолетовом диапазоне. Это потому, что они предназначены для обеспечения отличной защиты от ультрафиолета. 3M говорит, что они блокируют более 99% ультрафиолетовой энергии солнца. Второе, на что следует обратить внимание, это то, что пленки имеют нисходящий конус пропускания на более высоких длинах волн. Керамическая тонировочная ИК-пленка обеспечивает хорошее отражение тепловой энергии, поэтому имеет смысл пропускать меньше инфракрасной энергии.
Тонировочные шторы для окон
Следующим испытанием являются три различных пленки с рейтингом VLT 35%. У меня были образцы Ceramic IR, Premium Series FX-HP и оттенка Color Stable. Вот как эти пленки показали себя на нашем образце стекла. Сравнение передачи энергии пленок 3M Ceramic IR, Color Stable и Premium FX-HP.
Вы, вероятно, заметили, что FX-HP и Color Stable пропускают больше энергии в более высоких длинах волн.
Эти пленки не позиционируются как предназначенные для блокирования значительного количества тепла. Далее вы заметите, что FX-HP имеет большой провал около 69.0 нанометров (красный) по сравнению с пленкой Color Stable. Различный баланс передачи световой энергии не только заставит объекты, видимые через пленку, выглядеть немного по-другому, но и придаст самой пленке другой оттенок. Поскольку керамическая ИК-пленка пропускает больше синей и зеленой энергии, она имеет слегка сине-зеленый оттенок. Пленка Color Stable имеет относительно нейтральные характеристики пропускания, поэтому выглядит нейтрально и просто серовато. Наконец, FX Premium блокирует больше желтых и красных длин волн, поэтому имеет очень легкий коричневый оттенок. Как видно по провалу в левой части графика, все пленки отлично блокируют УФ-излучение.Выбор лучшей тонировки для вашего автомобиля или грузовика
Специалист по продуктам в магазине аксессуаров для мобильных устройств, устанавливающий тонировку вашего автомобиля, может помочь вам сориентироваться в доступных вам вариантах.
Если вам нужен отвод тепла, Ceramic IR — лучший выбор. Если вам нужна пленка, которая соответствует оттенку заводских стекол задних боковых окон, то Color Stable остается популярным вариантом. Если вас беспокоит цена, но вам нужна качественная пленка, то FX-HP — отличный выбор.Какие варианты цвета тонировки автомобильных стекол у вас есть?
Хотите знать, какой оттенок тонировки лучше всего подойдет для стекол вашего автомобиля? Нажмите здесь, чтобы узнать о некоторых из лучших вариантов тонировки автомобильных стекол на рынке сегодня.
Цвет — это способ подчеркнуть вашу личную эстетику. А когда дело доходит до автомобиля, которым вы управляете, цвет может изменить все впечатление от него.
Но вы не ограничены вариантами цвета кузова вашего автомобиля. Если вы хотите, вы также можете попробовать некоторые варианты тонировки автомобильных стекол. Тонированные окна могут придать вам суперпрофессиональный вид, веселую атмосферу и многое другое — стиль решаете вы!
Просто убедитесь, что вы соблюдаете местные законы о тонировке стекол, и что вы в золотом цвете (какими могут быть ваши окна).
Вот наш путеводитель по самым популярным, а также наиболее ограниченным цветам тонировки окон:
1. Классический уголь или серый
Это самый распространенный из возможных цветов тонировки окон. Вы могли видеть, что это называется серым или древесным углем. Это не самый яркий тип тонировки окон, но он хорошо справляется со своей задачей.
Эти оттенки защитят вас от излишней яркости и придадут вам немного уединения. И если вы считаете, что конфиденциальность на окне автомобиля заходит слишком далеко, знайте, что это также может повысить безопасность и предотвратить взлом.
Когда вы паркуете машину, любой может заглянуть в ваши окна и посмотреть, что там. Если вы случайно оставили сумку или другой ценный предмет на сиденьях, это может сделать вас объектом ограбления.
И, наконец, хорошая тонировка стекол снизит температуру в автомобиле, когда на улице жарко. Ограничивая солнечные лучи, тонировка может обеспечить гораздо большую защиту, чем прозрачное стекло.
2. Золото
Вот вариант, менее стандартный, чем базовый серый, но все же довольно распространенный в мире стандартных оттенков. Многие магазины будут включать золотые оттенки как часть обычного выбора, и вам не придется прилагать особых усилий, пытаясь их получить.
С чем у вас могут возникнуть проблемы, так это с отражающим золотым оттенком. Как мы объясним ниже, законы штата имеют ограничения на то, насколько отражающей может быть тонировка стекол автомобиля.
Имейте это в виду, когда выбираете цвет, потому что отражающее золото сильно отличается от неотражающего золота. Отражательная способность — это то, что придаст ему металлический блеск.
3. Синий
Возможно, вы уже привыкли к одному типу синего оттенка: верхние 6 дюймов или около того лобовых стекол многих автомобилей имеют синий оттенок для защиты от солнца. Имейте в виду, однако, что вы не сможете расширить оттенки ниже самой верхней части ветрового стекла, если вы не живете в Огайо и Северной Дакоте.
В других штатах тонировка лобового стекла запрещена, и даже в Огайо и Северной Дакоте действуют жесткие ограничения на то, насколько тяжелой может быть тонировка.
На момент написания этой статьи синие оттенки запрещены в двух штатах, Калифорнии и Техасе. Так что, если вы живете в этих штатах, вам придется выбрать что-то другое. Мы объясним запрещенные цвета более подробно ниже.
4. Ограничения на тонировку стекол автомобиля
Существует довольно много вариантов тонировки стекол, но выбор не безграничен. В зависимости от того, в каком штате вы живете, могут быть ограничения на определенные оттенки. Проверьте свои местные законы, прежде чем получить оттенок, чтобы не получить что-то, из-за чего вас остановят.
Красный
В некоторых штатах, например в Джорджии, красный цвет запрещен для тонировки стекол автомобилей. На самом деле, красный цвет является одним из наиболее часто запрещенных цветов для тонировки окон.
Существует не так много официальной информации, объясняющей, почему определенные цвета, включая красный, запрещены, но некоторые люди говорят, что эти цвета могут сделать вашу машину похожей на машину скорой помощи.
Другая возможность заключается в том, что определенные цвета могут мешать вашей способности видеть важные знаки на дороге, такие как стоп-сигналы и светофоры.Янтарный и желтый
Янтарный — еще один цвет, который иногда запрещен в качестве тонировки окон. А желтый запрещен в меньшем количестве штатов, но на момент написания этой статьи это число все еще равно 10.
К этому моменту вам может быть интересно, что происходит, когда вы едете в другой штат. Например, что, если янтарные оттенки разрешены в вашем штате, но не в следующем?
Обычно вы должны соблюдать правила дорожного движения штата, в котором находитесь, независимо от того, откуда вы. Но в случае законов о тонировке вы не можете точно переключать окна в зависимости от того, в каком штате вы едете.
Ответ здесь заключается в том, что местные правоохранительные органы не должны штрафовать вас, если ваши оттенки соответствуют законам вашего штата. Однако они все равно могут остановить вас, так что будьте готовы.
Черный
Вы можете подумать, что черные оттенки должны быть разрешены, так как они очень похожи на серые или угольные оттенки. Но они запрещены в штатах Вашингтон и Орегон.
Граница между черным и серым, особенно если вы соблюдаете законы о передаче света в вашем штате, может быть немного размытой. Поговорите со специалистом по тонировке окон, чтобы убедиться, что вы находитесь в пределах своих правовых ограничений.
Светоотражающие оттенки
Если вы заинтересованы в светоотражающих тонах, сначала ознакомьтесь с законами вашего штата, чтобы узнать, каковы правила. Часто существует правило, запрещающее отражательную способность свыше определенной величины. И эти пределы отражательной способности будут относиться к боковым окнам, а не к лобовому стеклу.
Для лобового стекла вашего автомобиля вам необходимо выбрать неотражающий оттенок.
Возьми любимого
Варианты тонировки стекол автомобиля могут иметь некоторые каверзные ограничения, но пока вы придерживаетесь их, вы сможете продемонстрировать свой стиль, одновременно повысив конфиденциальность и безопасность.
. Итак, поговорите с профессиональной колеровочной службой, например,
Enterprise Window Tinting, узнайте свои местные законы, и вы будете готовы отправиться в путь на своем недавно модернизированном автомобиле.Чтобы бесплатно оценить, сколько это будет стоить (и сколько вы сможете сэкономить), просто заполните некоторую информацию и вперед!
XPEL | Оконная пленка | Автомобильная тонировка PRIME | СР ПЛЮС | СР | HP
Высокоэффективная тонировка окон сверху вниз
По мере того, как люки и люки становятся все более распространенными, их также необходимо учитывать при тонировании автомобиля. В этом видео показан GMC Acadia с керамической тонировкой XPEL PRIME XR PLUS, которая блокирует 99% ультрафиолетовых лучей и 98% инфракрасного тепла.
ПОСМОТРИТЕ ВИДЕО, ЧТОБЫ УВИДЕТЬ УСТАНОВКУ PRIME XR PLUS В ДЕЙСТВИИ, ИЛИ ПРОВЕРЬТЕ СИМУЛЯТОР НИЖЕ
View Simulator
поднимите комфорт и защиту
на новый уровень для вашего автомобиля никогда не было проще. От новейших, первоклассных нанокерамических, высокоэффективных металлических гибридов и даже традиционных окрашенных оконных тонировочных материалов — пленка PRIME ™ найдется для любого применения. Он превосходит другие типы тонировки, чтобы обеспечить вам комфорт и защиту. На всю тонировку окон PRIME распространяется пожизненная передаваемая гарантия.КАКОЙ ОТТЕНОК ВАМ НУЖЕН? УЗНАЙТЕ, ЧТО МОЖЕТ ПРЕДЛОЖИТЬ PRIME™
НАНО-КЕРАМИЧЕСКАЯ ОТТЕНКА ДЛЯ ОКОН
Если вы ищете максимальную эффективность и защиту от тонировки окон, обратите внимание на нанокерамическую оконную пленку, такую как PRIME XR PLUS. Керамическая тонировка предназначена для блокировки максимально возможного инфракрасного тепла, отражая при этом вредные ультрафиолетовые лучи, чтобы обеспечить вашу безопасность. Независимо от оттенка, керамическая тонировка окон дает ожидаемые результаты.
УЗНАТЬ БОЛЬШЕ
ОТТЕНОК ДЛЯ ОКОН МЕТАЛЛИЧЕСКИЙ
Оптимальным выбором является гибридный оттенок металлик для окон, такой как PRIME HP BLACK.
По сравнению с классической окрашенной оконной тонировкой, металлическая оконная тонировка обеспечивает надежную защиту от ультрафиолетовых лучей и отвод тепла, с истинно нейтральным, «затемненным» внешним видом для уровня конфиденциальности, который выглядит прямо с завода.УЗНАТЬ БОЛЬШЕ
ОКРАШЕННАЯ ОТТЕНКА ОКНА
Не позволяйте названию обмануть вас — тонировка крашенных окон вряд ли ушла в прошлое. Со всеми достижениями в области современных пленочных технологий, PRIME CS BLACK изменит ваше представление о окрашенных тонах, обеспечивая защиту от ультрафиолета и внешний вид, который сохранится на всю жизнь.
УЗНАТЬ БОЛЬШЕ
НАНО-КЕРАМИЧЕСКИЙ ОТТЕНОК ДЛЯ ОКОН
Вершина высокоэффективного тонирования. Период.
Нет лучшего места для начала, чем вершина. Если вы хотите получить максимальную отдачу от вашего следующего приложения для тонировки окон, пришло время присмотреться к вариантам нанокерамической пленки от XPEL. Разработан для максимальной защиты от ультрафиолета и отвода тепла.
Эта тонировка стекол может сделать ваш автомобиль более прохладным и комфортным, куда бы вы ни направлялись.ДОСТУПНЫЕ НАНОКЕРАМИЧЕСКИЕ ПЛЕНКИ
- PRIME XR PLUS — VLT: 5, 15, 20, 30, 35, 45, 55. 70
- PRIME XR BLACK — VLT: 5, 15, 20, 30, 35, 45, 55, 70
- PRIME XR BLUE — VLT: 70, 80
Фонд рака кожи рекомендует PRIME XR PLUS, XR BLACK и XR BLUE™ Window Tint в качестве эффективного средства защиты от УФ-излучения.
НАЙТИ УСТАНОВЩИКАСТАНЬТЕ ПРОДАВЦОМ
- См. нашу спецификацию
Отличительные особенности
Технология керамических частиц
Содержит запатентованную смесь керамических частиц, которые действуют как прочный барьер для инфракрасного тепла, сохраняя при этом простоту установки в конструкции толщиной 1,5 мил.
Превосходное отражение тепла
Наша многослойная технология нанокерамических частиц блокирует до 98% инфракрасного тепла.
Защита от ультрафиолетовых лучей
Нанокерамическая пленка, такая как PRIME XR PLUS, обеспечивает защиту SPF 1000, которая эффективно блокирует более 99% вредных ультрафиолетовых лучей, которые могут привести к многочисленным видам рака кожи, преждевременному старению и повреждению клеток кожи.
Повышенная четкость
В прошлом для сохранения прохлады требовался более темный оттенок оттенка. Многослойная нанокерамическая конструкция обеспечивает сверхвысокую производительность без снижения внешней видимости.
Кристально чистый сигнал
В цифровом мире ключевое значение имеет четкое общение. Конструкция Ceramic Window Tint не будет мешать сигналам радио, сотовой связи или Bluetooth.
ОТТЕНОК ДЛЯ ОКОН МЕТАЛЛИЧЕСКИЙ
Гибридная технология для красоты и комфорта
Металлическая тонировка стекол XPEL, такая как PRIME HP BLACK, изготовленная из гибридного металла и красителя, может придать вашему автомобилю желаемый внешний вид без больших затрат. Обеспечивая мощную защиту от ультрафиолетового излучения и полный спектр VLT, металлическая тонировка стекол является отличным вариантом пленки для автомобилей всех типов.
ДОСТУПНЫЕ МЕТАЛЛИЧЕСКИЕ ПЛЕНКИ
- PRIME HP BLACK — VLT: 5, 15, 20, 35, 50
Фонд рака кожи рекомендует PRIME HP BLACK ™ Window Tint в качестве эффективного средства защиты от ультрафиолета.
НАЙТИ УСТАНОВЩИКАСТАНЬТЕ ПРОДАВЦОМ
- Ознакомьтесь с нашим листом спецификаций
Характерные особенности
Гибридная конструкция из окрашенного металла
Металлическая оконная тонировка обеспечивает более высокую светоотражающую способность по сравнению с традиционными пленками для отражения тепла.
Защита от УФ-излучения
Наша технология керамических частиц блокирует большую часть солнечного тепла, вызывающего инфракрасное излучение, сохраняя прохладу в салоне и повышая эффективность использования топлива.
Crystal Clear Signal
Несмотря на то, что тонировка Metallic Window Tint содержит металлизированный слой, мы специально разработали нашу гибридную конструкцию, чтобы она не мешала радио-, сотовым сигналам или сигналам Bluetooth.
Выглядит хорошо
Черный цвет наших тонированных металлических окон прекрасно сочетается со стеклом OEM и остается неизменным на протяжении многих лет.
Сочетание качества и ценности
Тонировка для металлических окон — это идеальное сочетание качества и производительности.
ДОПОЛНИТЕЛЬНЫЕ ПРЕДЛОЖЕНИЯ ОКОННЫХ ПЛЕНОК PRIME™
PRIME X-SERIES
Следующее поколение высококачественных ИК-пленок, разработанных специально для китайского рынка. Серия PRIME X выходит за рамки производительности, она сочетает в себе уровень безопасности с пленкой, защищающей от ультравысокого инфракрасного излучения.
PRIME AP
PRIME AP специально разработан в соответствии с требованиями рынка Китая за счет использования уникальной смеси красителей и металлических частиц. PRIME AP доступен с 15%, 30% и 70% VLT, и на него распространяется наша пожизненная передаваемая гарантия.
PRIME GL
PRIME GL — идеальная тонировка стекол начального уровня для любого автомобиля. PRIME GL обеспечивает существенный отвод тепла для обеспечения комфорта, а также защиту от ультрафиолетового излучения.
Кроме того, нейтральная черная отделка PRIME GL отлично смотрится на любом автомобиле!PRIME XP / ST
Благодаря технологии Multi-Layer Smart, эта пленка была разработана специально для тонировки автомобильных стекол в Китае (XP) и Азии (ST). Он пропускает до 72 % видимого света через стекло, задерживая при этом до 92% инфракрасного тепла и снижения внутренней температуры.
УЗНАТЬ БОЛЬШЕ О ДРУГОЙ ПРОДУКЦИИ XPEL
Оконная пленка VISION™ Home & Office
СМОТРЕТЬ БОЛЬШЕ
Стабильный оттенок окна Что такое Color Stable Window Tint?
Когда средний автовладелец покупает новый автомобиль, одним из первых пунктов в списке обновлений является добавление тонированных стекол. Тонировка автомобильных стекол бывает разных оттенков, материалов и уровней технологии, каждый из которых увеличивает стоимость для клиента. В последние год-два одной из самых популярных благодаря доступной стоимости и долговечности является цветостойкая тонировка окон.
Автомобильная тонировочная пленка для стекол со стабильной цветопередачей — это первоклассная тонировочная пленка для окон начального уровня. Технология, внедренная в эту пленку, гарантирует, что оттенок не обесцвечивается и не становится пурпурным, что происходит в течение нескольких лет с большинством окрашенных оконных пленок на рынке из-за воздействия вредных ультрафиолетовых лучей.
Однако существует вводящая в заблуждение или просто неточная информация о тонировочной пленке для стекол, в частности о плюсах и минусах цветостойкой пленки. Сегодня здесь будут изгнаны эти мифы и городские легенды. В приведенной ниже информации мы узнаем всю правду о цветостойком оттенке.
Мы объясним, что означает этот термин, чем автомобильная пленка со стабильной цветопередачей отличается от стандартной окрашенной тонировки стекол, и расскажем, почему некоторые профессиональные установщики автомобильной тонировки считают ее лучшей в индустрии тонировки стекол.
youtube.com/embed/gcijljWiBYg?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=1&rel=0&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
Содержание
Что такое тонировка окрашенных окон?Чтобы добраться до основного определения стабильного цвета и его отношения к оттенкам окон, важно сначала понять, для чего он был создан. Есть несколько сортов или типов оконной пленки для автомобилей. «Начальный» уровень – это изделия из окрашенной оконной пленки.
Обычные окрашенные пленки в основном предназначены для защиты салона автомобиля от солнечного света. Это делается путем нанесения на пленку нескольких слоев красителя — во многом аналогично тому, как изготавливаются футболки с помощью трафаретной печати.
Он не очень хорошо отводит солнечное тепло, что является основной причиной его неудачи.Помимо блокировки видимого солнечного света, этот тип пленки не обеспечивает дополнительной защиты или отвода тепла. Но это отличный вариант, если ваша основная цель — сделать автомобиль, грузовик, внедорожник или другое транспортное средство темнее.
Какие существуют другие типы тонировки стекол для автомобилей?Если вашей целью является защита от УФ-лучей и инфракрасного теплового излучения (или тепла внутри автомобиля), существуют более высокие сорта тонировки стекол, которые помогут обеспечить эти качества. Профессиональные установщики автомобильной тонировки обычно предлагают множество вариантов — некоторые из них перечислены ниже.
Металлизированная тонировка для оконВ этом типе тонировки для окон используются металлические чешуйки для блокировки УФ-лучей. Целостность металлизированной оконной тонировки также придает окну прочность, что снижает вероятность разрушения во время аварии или удара по окну.
Гибридный краситель и металлизированная пленкаГибридная тонировка окон пригодится, если вы хотите обеспечить защиту от ультрафиолетового излучения, а также улучшить прозрачность. Эта пленка сделана из титановых хлопьев и серых красителей, что делает ее хорошей смесью темного цвета с уменьшенными отражающими свойствами.
Углеродная пленкаТочкой входа для блокировки ПЧ или инфракрасного излучения является тонирующая пленка с добавлением углерода. Эта матовая оконная тонировка может блокировать до 40 процентов IF, а также блокировать большой процент ультрафиолетового излучения. Эти атрибуты помогают защитить интерьер вашего автомобиля, такие как кожаные сиденья, приборная панель и элементы отделки.
Кристаллическая оконная тонировкаЕсли вы предпочитаете оконную пленку, которая менее темная, чем другие, но обладает отличными свойствами блокировки инфракрасного излучения, кристаллическая оконная тонировка является прекрасной альтернативой.
Тонировка окон керамическая Кристаллическая тонировка окон, как правило, прозрачная или имеет легкий оттенок и предназначена в первую очередь для уменьшения проникновения инфракрасного света, из-за которого салон вашего автомобиля нагревается в часы солнечного света.Верхний слой тонировки окон – керамическая пленка. В нем используются непроводящие микроскопические керамические частицы, которые помогают блокировать УФ и ИК-излучение, не уменьшая излучение электронных передач. Это означает, что предыдущие проблемы с мобильными телефонами, подключением Bluetooth® и Wi-Fi устранены и решены. Включение нанокерамической технологии снижает вероятность появления царапин или повреждений.
Каковы проблемы с тонировкой окрашенных окон?Как и большинство средств защиты начального уровня, тонировка тонированных стекол предназначена для обеспечения единственного преимущества – затемнения окон. Основным недостатком этого типа пленки является то, что она производится довольно дешево.
Из-за этого факта, а также из-за агрессивности УФ- и ИК-излучения, он не выдерживает воздействия со временем. Его неспособность обеспечить высокий отвод тепла создает дополнительную тенденцию к преждевременному износу.Это приводит к обесцвечиванию или обесцвечиванию тонировки окон – от черного, блокирующего солнце, до фиолетового цвета. При длительном воздействии оконная пленка начинает разрушаться, в результате чего она сморщивается, трескается и отслаивается от окна. На данный момент тонировка бесполезна и должна быть удалена и заменена.
Основная проблема крашеных оконных тонировок – ненадежность и недолговечность, а также неспособность сохранять стабильность цвета. Многие профессиональные автосервисы, занимающиеся тонировкой автомобилей, предпочтут более дорогие продукты просто из-за непредсказуемости и ненадежности большинства тонированных окон.
Что означает стабильный цвет?Нестабильность пленки и повреждение окрашенных оконных тонировок начинаются с разрушения красителя.
Если эту проблему удастся решить, срок службы самой пленки увеличится. Это концепция цветостойкой тонировки окон. Большинство цветоустойчивых оттенков основаны на платформе окрашенной пленки с добавлением наноуглеродных полиэфирных материалов и запатентованного производственного процесса.Цветостойкая оконная пленка блокирует ультрафиолетовое и инфракрасное излучение, но, что наиболее важно, не позволяет вредным лучам разрушать материал. Это обеспечивает максимальный отвод тепла, что уменьшает блики от ослепляющего солнечного света, продлевает срок службы изделия и придает дополнительную прочность заводскому стеклу.
Кроме того, он не содержит металлических волокон или материалов, что означает, что сигнал сотовой связи или спутника не ослабевает. Он может поддерживать процент оттенка или поддерживать «стабильный» цвет оттенка окна.
Как действует цветостойкая тонировка для окон?Это может показаться противоречащим логике, но выдающаяся стабильность цвета лучше всего достигается за счет поглощения большего количества вредных УФ- и ИК-лучей, но есть одна загвоздка.
Сама пленка сделана совсем иначе, чем стандартная красящая пленка. Обычная окрашенная оконная тонировка — это просто слой красителя на листе полиэстера. На самом деле в этом процессе не так уж много целостности или творчества, поэтому обычные крашеные окна не служат долго.Цветостойкая пленка производится с помощью процесса, называемого экструзией. Сырье, из которого изготавливаются цветостойкие оконные оттенки, расплавляют и растягивают по вертикали и горизонтали, а не просто наносят на лист. Это создает более прочный базовый материал, позволяющий ему поглощать лучи, не повреждая пленку.
После создания пленки в нее добавляют блокаторы УФ-излучения, которые отражают вредные ультрафиолетовые лучи. Цвет тонировки будет поглощать энергию солнца непосредственно на стекле — в отличие от самой пленки (которая наносится на внутреннюю часть стекла). Это позволяет меньшему количеству вредных лучей проникать в оконную пленку и, таким образом, продлевает срок службы цветостойкой оконной тонировки.
Имеет смысл? На самом деле, чем темнее цветоустойчивая пленка или чем выше уровень оттенка, тем лучше она работает. Он может блокировать до 45% тепловых лучей и до 95% видимого света.
Каковы преимущества цветостойкой тонировки окон?Если вы можете уменьшить повреждение тонировки стекол, не влияя на производительность и не делая ее слишком дорогой, это приравнивается к отличной тонировке стекол для автомобилей. Это концепция, лежащая в основе стабильного оттенка. По сути, цветостойкая пленка является лучшей альтернативой крашенным оконным тонировкам. Когда вы принимаете решение обратиться к дилеру оконных пленок рядом с вами, чтобы применить краску со стабильным цветом, это дает множество преимуществ.
PRO : Не исчезает. Как упоминалось выше, цветостойкая оконная тонировка предназначена для устранения самого большого недостатка окрашенных пленок — преждевременного износа из-за потери цвета. Передовая технология, внедренная в устойчивые к цвету оттенки, позволяет им выдерживать постоянное воздействие ультрафиолетового и инфракрасного излучения.
PRO: Без ослабления сотового или радиосигнала. Для сохранения стабильности цвета большинству пленок требуется металлический или керамический материал. Недостатком этого является не только значительное повышение цен, но и снижение мощности сотового, радио- или спутникового сигнала. Это не часто происходит с керамическим оттенком, но это главный недостаток металлических пленок. Эта неметаллизированная оконная пленка не содержит металлических хлопьев или частиц, что означает, что ваш мобильный телефон не будет иметь нечеткой силы сигнала из-за оттенка.
PRO : Доступная альтернатива продуктам более высокого качества. Как правило, чтобы получить преимущества пленок со стабильной цветопередачей, вы должны заплатить дополнительную цену. Это не относится к пленкам со стабильной цветопередачей. На самом деле, они предлагают большую отдачу, чем большинство оттенков премиум-класса. Он также обеспечивает высокий отвод тепла наряду с дополнительной защитой от ультрафиолетового излучения, что сохраняет прохладу в салоне вашего автомобиля и значительно уменьшает блики.
PRO: Увеличенный срок службы. Цветостойкая пленка просто держится дольше, чем большинство красок. На самом деле, есть несколько производителей тонировки окон, которые предоставляют гарантию на свою продукцию.
Итак, есть ли минусы в использовании цветостойкой пленки? Не совсем. Во всяком случае, важно уточнить, что цветостойкая тонировка предназначена для того, чтобы предложить среднему автовладельцу доступную и более качественную альтернативу другим пленкам с устаревшей технологией. Тем не менее, они не блокируют 100% ИК- или тепловыделяющих инфракрасных технологий.
Если это является вашим главным приоритетом, то важно узнать у местного установщика тонировочных материалов о продуктах, предназначенных для этого атрибута, например о тонировочных составах с керамическим покрытием. Но за эти деньги цветостойкая оконная пленка — отличный вариант.
Как удалить нагар с нержавеющей стали?
Спросите Кугартрона | Очистка сварных швов | Среда, 18 апреля 2018 г.
Спросите у Cougartron, часть 4: Как удалить термокраски с нержавеющей стали?
За последний месяц к нам поступило много вопросов, связанных с обесцвечиванием и тепловыми оттенками, возникающими на сварных швах из нержавеющей стали после изготовления (сварки).
Итак, мы посвятили совершенно новый эпизод в нашем Спросите Cougartron Серия вопросов/ответов на эту проблему, с которой сталкиваются многие профессионалы отрасли.
ВАШ ВОПРОС: Как убрать нагар, появившийся после сварки?
Гарри — один из наших экспертов по очистке сварных швов — сначала объясняет , как и почему создаются тепловые оттенки , а затем подробно рассказывает о том, как успешно решить проблему .
Более подробное объяснение проблемы см. ниже.
Что такое тепловые оттенки и как они создаются?
Тепловые пятна, возникающие после сварки нержавеющей стали, являются обычным явлением в промышленности.
Промышленная терминология признает множество родственных терминов, обозначающих одно и то же явление — обесцвечивание, оксидный налет и эффект радуги — это лишь некоторые из популярных примеров.
Все они указывают на изменение цвета верхнего слоя нержавеющей стали – вокруг валика шва и в ЗТВ (зоне термического влияния).
Сварка термическим отпускомСочетание цветов в значительной степени зависит от количества тепла, используемого во время сварки – более темные цвета (коричневый, синий и пурпурный) обычно образуются при более высоких температурах (> 370 °C или 698 °F).
Цвета, которые могут образовываться на нержавеющей стали 304 при нагревании на воздухе. Источник: www.bssa.org.ukСкорость сварки и защита также являются важными факторами, которые следует учитывать при обсуждении мер предосторожности .
Но что вызывает симптоматическое изменение цвета?
Как объяснялось в одной из предыдущих статей, нержавеющая сталь является «нержавеющей» благодаря богатому хромом составу и пассивному внешнему слою, который помогает ей успешно бороться с коррозией.
Во время сварки изменяется структура стали, и происходит химическая реакция (окисление), которая отделяет хром от металлической основы, одновременно выталкивая его к внешнему слою. При большем количестве хрома и кислорода внешний слой стали становится толще и теряет прозрачность. Характерный цветовой спектр является лишь визуальным проявлением этого процесса.
Является ли изменение цвета только косметической проблемой?
Привлекательный внешний вид нержавеющей стали, несомненно, ухудшается, если на ее поверхности появляется изменение цвета.
Однако реальная проблема касается нижележащего обедненного хромом слоя сплава , который становится восприимчивым к коррозии и ржавчине.
Таким образом, мы имеем дело с двойной проблемой.
Восстановление пассивного состояния нержавеющей стали невозможно без предварительного удаления закаленной оксидной окалины.
Но как это правильно сделать?
Правильное удаление термического окрашивания
Для удаления обесцвечивания нержавеющей стали после сварки обычно используется несколько методов.
- Электрохимическая очистка
- Химическое травление
- механическое шлифование и проволочная щетка (только некоторые из них)
Нажмите, чтобы узнать больше об этих методах
Однако выбор метода во многом зависит от масштаба проблемы.
Обычно обесцвечивание более светлых (желтых) оттенков удалить намного легче, так как оно образуется под воздействием более низких температур во время сварки.
Электрохимический метод чрезвычайно эффективен в этих случаях, поскольку он успешно удаляет оксиды с поверхности , а восстанавливает антикоррозионный пассивный слой . Очистка кистью и шлифование также могут удалить обесцвечивание, но невозможно гарантировать, что произойдет надлежащая (повторная) пассивация.
Травильная паста широко используется. Однако химического травления определенно следует избегать из-за вредного воздействия азотной и фтористоводородной кислот. Здесь мы объяснили все важные причины для здоровья и безопасности.
А как насчет темных оттенков?
Электрохимическая очистка и пассивация также обеспечивают отличные результаты при более темном обесцвечивании. Тем не менее, мощность используемой машины также является важным фактором, который следует учитывать.
Мы предлагаем различные машины для очистки сварных швов, разработанные для успешного удаления различных оттенков и обесцвечивания сварных швов.
Очистители сварных швов Cougartron эффективно удаляют все следы обесцвечиванияВ маломощных системах процесс удаления оксидной накипи может усложниться.
В некоторых случаях необходимо использование различных методов, но электролитическая очистка в большинстве случаев является лучшим решением.