Цвета побежалости металлов: температруры, таблицы, причины
Цвета побежалости – спектр цветов, образующихся на поверхности железных сплавов в результате появления окисной пленки. Они образуются при нагревании поверхностей из металла до определенных температур без участия воды. Цвета побежалости являются дефектом сварного соединения.
Содержание
Происхождение
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.
Также цвета побежалости могут образовывать в естественных условиях на поверхностях старых стекол или монет. Изменение окраса может быть обусловлено длительным контактом этих материалов с землей. Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе. Рекомендуется определять цвет при рассмотрении оксидной пленки.
Изменение окраса может быть обусловлено длительным контактом этих материалов с землей. Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе. Рекомендуется определять цвет при рассмотрении оксидной пленки.
Искусственно цвета побежалости образуются на поверхности металлических заготовок при сварке или закалке. Они появляются при нагревании металлов до критических температур без участия молекул воды или иных жидкостей. Во время нагревания происходит процесс образования оксидной пленки. Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода. На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.
Процедура покрытия стали и железа слоем оксидной пленки называется воронением. После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске. Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.
После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске. Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.
На скорость образования окисных пленок влияют следующие факторы:
- Структура поверхности: закаленные детали окисляются с большей скоростью.
- Загрязненность изделия: поверхности, покрытые маслом, при длительном нагреве обугливаются, что приводит к возникновению сажи. По этой причине образуется неровная и тонкая оксидная пленка.
- Наличие шероховатостей: если нагревается заготовка с шершавой поверхностью, то оксидная пленка получается плотной.
 Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов. - Оборудование для нагрева: если при термообработке применяются специальные нагревательные печи, способные поддерживать устойчивую температуру, то окисная пленка будет плотной. В бытовых условиях можно также использовать духовые шкафы, газовые горелки или металлургические печи (горны).
 Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей. Цвет металлических деталей меняется в зависимости от температуры и плотности оксидной пленки. Чем толще оксидная пленка, тем светлее окраска. Синий или фиолетовый цвет получается, когда из спектра отражаются наиболее длинные волны. Если пленка из оксидов отражает волны с малой длиной волны, то металлическая поверхность становится желтой. Светлые цвета соответствуют высокой температуре нагрева, светлые – более низкой. По этой причине многие мастер часто определяют при помощи цветов побежалости степень закалки изделий, стальной стружки и режущих инструментов, применяемых во время проведения токарных работ.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.
В современной промышленности контроль температуры производится при помощи специальных приборов – пирометров. Они оснащены специальными датчиками, определяются степень нагрева заготовки при помощи лазера.
Цвета побежалости используются при изготовлении рабочих инструментов, лазерной маркировке и внешней обработке изделий из железа, меди, алюминия и латуни. Если требуется изготовить инструментарии с высокой плотностью (бритвенные лезвия, предметы для проведения хирургических операций, режущие кромки резцов и грабштихели), то побежалость должна быть яркого цвета: красного, оранжевого или желтого. До пурпурных и зеленых тонов нагревают инструменты, применяющихся в деревообрабатывающем секторе. Для достижения упругости при изготовлении пил, ножей, вил и пружин необходимо нагреть заготовки до появления синих или черных цветов.
В процессе нагревания металлическая заготовка становится гибкой, что позволяет мастеру придать ей необходимую форму. После данного процесса изделие закаляется при определенных температурах. Согласно рекомендациям специалистов, оптимальной температурой для закалки металлов является 700–800 °C. В этом случае изделие окрашивается в разные оттенки красного или розового цветов. При превышении этих значений на 300 °C заготовка становится оранжевой или желтой. При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
При превышении этих значений на 300 °C заготовка становится оранжевой или желтой. При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
Закалка улучшает следующие параметры металлической поверхности:
- Твердость: этот показатель является номинальным. Он прописан в шкале Роквелла и измеряется в HRC. Твердость определяет степень сопротивляемости металла к механическим повреждениям. На мягких изделиях при длительном соприкосновении с иными поверхностями остаются следы, что ухудшает их режущие свойства. Твердость ножей европейского образца составляет 60 HRC, азиатских – 70 HRC.
- Упругость: данный параметр определяет степень деформации металла при изгибах и ударах. Если сталь закалена, при изгибе на 10–30° она вернется в исходное положение. При перегреве снижается упругость поверхности, что приводит к поломке инструментов.
- Износостойкость: данный критерий показывает общую стойкость металла (сопротивление абразивному износу, стойкость к большим нагрузкам). При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.
 При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.
При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.После закалки заготовка приобретает высокую твердость. Для восстановления ее прочности необходимо провести процедуру отпуска, представляющую собой повторную термообработку детали. Металлическое изделие нагревается до более низких температур и охлаждается. Между закалкой и охлаждением также осуществляется полное остывание металлической поверхности при помощи его погружения в раствор соли или в масло. При выборе отпуска необходимо учитывать следующие особенности:
- Для изделий, подвергающимся деформациям или ударным нагрузкам, нужно использовать высокотемпературный отпуск: до 700 °C.
- Для легких клинков используется среднетемпературный отпуск: до 500 °C.
- Для обеспечения оптимальной твердости применяется низкотемпературный отпуск: до 250 °C. Но в этом случае изделие не сможет выдерживать высокие ударные нагрузки и будет легко деформироваться.
Температура цветов побежалости и каления
Во время отпуска возникают цвета каления. По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
Шкала цветов побежалости стали
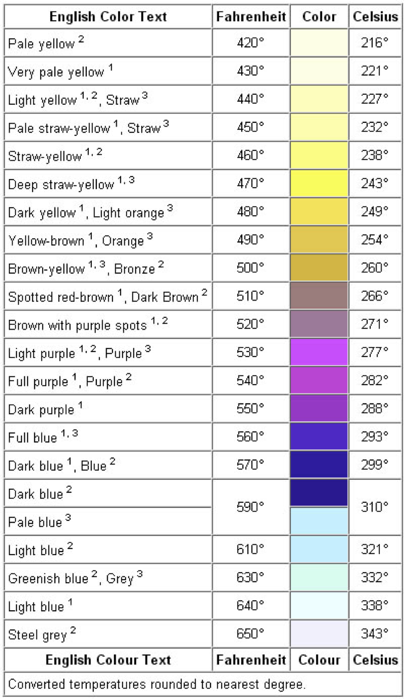
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |
На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах. Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
В следующей таблице цветов побежалости представлены особенности изменения цвета изделий из нержавеющей стали:
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |
На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Радуга на оружии. Термообработка металлов и цвета побежалости
Оттенки жёлтого цвета отпуска на спусковых крючках Иж-54, в сравнении с белыми крючками ТОЗ-34 |
Просматривая фотографии охотничьих двустволок, всегда обращаешь внимание на деталях. Вот на этом ружье головки осей на замочных досках и винты ярко-синего цвета, вот на этой горизонталке спусковые крючки жёлтые, весёлые такие. А у другого ружья – крючки насыщенно-синие!
Разноцветные красивые детальки припоминаются и на старых винтовках, и на револьверах с пистолетами. Помните синего цвета УСМ на нашем Нагане?
Так что это за покрытие такое? Воронение? Окраска каким-то химическим составом вроде расплава селитры или что-то ещё? Судя по всему, всё достаточно просто. Красивые цвета мелких деталей – лишь побочный эффект термообработки. Дело здесь обстоит почти как с цветной калкой, о загадке которой мы говорили в прошлый раз.
Дело здесь обстоит почти как с цветной калкой, о загадке которой мы говорили в прошлый раз.
Как закалялась сталь
Оксидирование таким простым способом, как нагревание металла до определённого цвета, известно давно и, судя по всему, очень многим. Помню, ещё в средних классах школы прочитал замечательную «Повесть о настоящем человеке». И где-то в описании Б.Полевым сожжённой немцами деревни мелькает фраза о плугах, «посиневших от огня». Вот этот посиневший в огне металл и есть цвет т.н. «отпуска». В случае контакта с древесным углём, металл тоже получает красивый чёрно-синий цвет, а сам способ называется «огневым воронением». Говорят, что при этом образуется покрытие из слоя магнетита, но подтверждения этому я не нашёл. Или – просто не смог найти, тут без химиков не обойтись. Но, в данном случае, мы поговорим о расцвечивании поверхности стали путём равномерного нагрева.
В огнестрельном оружии, особенно старом, кроме привычного чёрного оксидирования и белого непокрытого металла, обычно встречается два цвета – различные оттенки жёлтого и синего. Простейший пример – наш револьвер обр. 1895 года – Наган. Вплоть до начала войны, весь УСМ Нагана и все пластинчатые пружины зачастую были синего цвета, а собачка и боёк курка – соломенно-жёлтого (причём жёлтый цвет последних деталей сохранялся до конца выпуска револьвера). Та же картина, во всей красе, наблюдалась и на иностранном короткоствольном оружии – часть деталей на пистолете Люгера (знаменитом Парабеллуме) изначально имела жёлтые и синие цвета, а вот пистолеты военных выпусков уже шли, как правило, полностью чёрными. Великолепными, в неподражаемом сочетании дизайна и цветовой расцветки, были легендарные пистолеты Маузера С-96.
Простейший пример – наш револьвер обр. 1895 года – Наган. Вплоть до начала войны, весь УСМ Нагана и все пластинчатые пружины зачастую были синего цвета, а собачка и боёк курка – соломенно-жёлтого (причём жёлтый цвет последних деталей сохранялся до конца выпуска револьвера). Та же картина, во всей красе, наблюдалась и на иностранном короткоствольном оружии – часть деталей на пистолете Люгера (знаменитом Парабеллуме) изначально имела жёлтые и синие цвета, а вот пистолеты военных выпусков уже шли, как правило, полностью чёрными. Великолепными, в неподражаемом сочетании дизайна и цветовой расцветки, были легендарные пистолеты Маузера С-96.
револьвер образца 1895 года, бельгийский выпуск 1898 года |
Жёлтого цвета обычно и спусковые крючки на охотничьих ружьях. Если они не покрыты нитридом титана, то тогда это цвет низкого отпуска, получаемый при нагревании в муфельной печи при температуре не выше 240 градусов по Цельсию.
Для чего применяется отпуск деталей оружия? И почему им, деталям, оставляли и оставляют получившийся цвет?
Начнём с того, что нагруженные детали оружия всегда подвергают тому или иному виду термообработки, которая применяется для придания металлическим изделиям требуемых физико-механических свойств, без изменения химического состава стали. Это воздействие положительно сказывается на характеристиках металла, что позволяет снизить массу детали и её эксплуатационной прочности. Существует несколько видов термообработки: закаливание, нормализация, отжиг и отпуск.
Закалка – вид термической обработки металлов (нагрев, а затем – ускоренное охлаждение), после которого материал находится в неравновесном структурном состоянии, не свойственном данному веществу при нормальной (20 град.) температуре. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
детали УСМ нагана бельгийской сборки. Обратите внимание на необычный цвет отпуска |
Отжиг – вид термической обработки, заключающийся в нагревании вещества, выдерживании его при определённой температуре и последующем медленном охлаждении вместе с печью. Отжиг способствует переходу неустойчивой структуры в близкую к равновесной, снятию механических напряжений, повышению пластичности и улучшению обрабатываемости. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
Отжиг способствует переходу неустойчивой структуры в близкую к равновесной, снятию механических напряжений, повышению пластичности и улучшению обрабатываемости. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
детали УСМ нагана бельгийской сборки. Обратите внимание на необычный цвет отпуска |
Нормализация (франц. normalisation – упорядочение) – термическая обработка стали, заключающаяся в её нагреве до температур аустенитного состояния (примерно до 750-950 град. по Цельсию), выдержке и последующем охлаждении на воздухе. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
синий цвет отпуска затворной задержки винтовки Маузера обр. 1891 года |
Отпуск – вид термической обработки сплавов, осуществляемый после закалки. Различают низкий (120-250 град.), средний (300-400 град.) и высокий (450-650 град. ) отпуск. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
) отпуск. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
разные цвета побежалости на подавателе магазина, полученные в результате неравномерного нагрева |
Наверняка почти все когда-нибудь пробовали калить сталь – нагревали металл на огне докрасна и бросали в воду или в машинное масло. Важнейшие параметры при закалке — температура нагрева металла и скорость его охлаждения. Конечно, в промышленности температура и способы нагрева, равно как и охлаждения, рассчитаны чётко и очень давно. Но, учитывая тот факт, что автор этой статьи имеет лишь медицинское образование, тут проще и лучше ограничиться пониманием физических процессов на школьном уровне, хотя без весьма сложных терминов здесь не обойтись.
Итак, при закалке происходит т.н. перекристаллизация стали, нагретой до температуры выше критической. Как уже было отмечено выше, нагретую металлическую деталь, после определённой выдержки, быстро охлаждают. В итоге, под воздействием резкого перепада температуры (нагревание детали при закалке обычно проводится до 700-900 градусов по Цельсию, реже – до 1200-1300 град.) металл приобретает новые свойства – становится более твёрдым, «закаливается».
В итоге, под воздействием резкого перепада температуры (нагревание детали при закалке обычно проводится до 700-900 градусов по Цельсию, реже – до 1200-1300 град.) металл приобретает новые свойства – становится более твёрдым, «закаливается».
курки различных годов выпуска к револьверу Нагана, имеющие различные оттенки отпуска разные цвета побежалости на подавателе магазина, полученные в результате неравномерного нагрева |
курки различных годов выпуска к револьверу Нагана, имеющие различные оттенки отпуска |
Но в полученной крупнозернистой структуре металла при этом возникают ненужные напряжения, да и твёрдость стали может оказаться излишне высокой. Поэтому деталь и подвергают т.н. процессу нормализации, происходящей при нагревании и медленном охлаждении на воздухе. Собственно, если говорить предельно упрощённо, при нормализации деталь охлаждается со скоростью большей, чем при отжиге, но куда меньшей, чем при закалке. И металл приобретает более высокие свойства. При нормализации нагрев металла и охлаждение проводится не в печи, хотя даже мастера порой не видят особой разницы между терминами и особенностями технологического процесса отпуска и нормализации.
И металл приобретает более высокие свойства. При нормализации нагрев металла и охлаждение проводится не в печи, хотя даже мастера порой не видят особой разницы между терминами и особенностями технологического процесса отпуска и нормализации.
Сталь с высоким содержание углерода при нормализации становится ещё более твёрдой. А малоуглеродистые стали приобретают ещё более высокую ударную вязкость. Правильно проведённая нормализация для низкоуглеродистой стали заменяет отжиг, а для высокоуглеродистой – закалку с высоким отпуском. В ряде случаев нормализация является подготовительным процессом перед закалкой.
насыщенный синий цвет отпуска спускового крючка пистолета Маузера обр. 1910 года |
Процесс, осуществляющийся при 730-900 градусах, уже называется «отжиг» и, как склонны полагать некоторые уважаемые ижевские инженеры, он присутствует на спаянных латунью казённиках ружей с цельными стволами (без муфт). Вполне возможно. Но здесь нужно иметь в виду, что настоящий отжиг, с перекристаллизацией стали, для каждой марки стали имеет свою температуру.
Вполне возможно. Но здесь нужно иметь в виду, что настоящий отжиг, с перекристаллизацией стали, для каждой марки стали имеет свою температуру.
Простейший пример отжига: помните, какой мягкой становится нагретая докрасна и медленно остывшая на воздухе жёсткая стальная проволока? Её и называют «отожжённой», т.к. структура металла перегретой проволоки становится мелкозернистой, приобретая высокую пластичность. Сломать такую проволоку очень трудно. А отжиг при температуре 200-400 градусов называют «возвратом» или, что понятнее – «отдыхом металла», в результате чего происходит уменьшение искажений кристаллических решеток металла.
насыщенный синий цвет отпуска спускового крючка пистолета Маузера обр. 1910 года |
Кстати, для противников ствольных муфт на ружьях сразу отметим, что муфтованные стволы не только технологичнее в производстве, но и гораздо прочнее – нет пресловутого «отжига» металла и есть упрочняющее казённики лейнирование. Хотя, когда мы ранее рассматривали проблему «отжига» казенников на первых сериях Иж-54, то выяснили, что ружья, прошедшие заводской ОТК, многократный запас прочности. Так что, с обывательских позиций, на этом зацикливаться не стоит. Тем более, температура отжига, при пайке латунью, вызывает снятие внутренних напряжений. Твёрдость стали снижается, зато увеличивается пластичность и ударная вязкость металла, что для ружейных стволов предпочтительнее.
Хотя, когда мы ранее рассматривали проблему «отжига» казенников на первых сериях Иж-54, то выяснили, что ружья, прошедшие заводской ОТК, многократный запас прочности. Так что, с обывательских позиций, на этом зацикливаться не стоит. Тем более, температура отжига, при пайке латунью, вызывает снятие внутренних напряжений. Твёрдость стали снижается, зато увеличивается пластичность и ударная вязкость металла, что для ружейных стволов предпочтительнее.
насыщенный синий цвет отпуска спускового крючка пистолета Маузера обр. 1910 года |
Цвета каления и побежалости
Но идём далее. Теперь конкретнее поговорим об отпуске. Говоря об отпуске, как и об отжиге и нормализации, нужно помнить, что эти процессы очень близки, отличаясь лишь температурой нагрева и, самое главное — скоростью охлаждения стали.
Как нам уже известно, при нагревании отпускаемой детали, на её поверхности образуется оксидная плёнка. При закаливании сталь, в зависимости от используемой температуры, тоже меняет свои цвета, т.н. «цвета каления» (от тёмно-красного до белого). Что соответствует диапазону температур от 650 до 1300 градусов. Но нас интересуют цвета побежалости, получаемые при низком отпуске. Здесь цвет нагреваемого металла может колебаться от светло-жёлтого до серого (225-325 град.). Для качественной нормализации структуры стали и получения красивого цвета металлической поверхности, нужно строго соблюдать такие технологические тонкости, как равномерный и продолжительный нагрев детали и чистоту её поверхности. Т.е. – металл должен быть хорошо отполирован, тщательно обезжирен и помещён на определённое время в муфельную печь, имеющую термометр. После чего деталь должна спокойно остыть расчётное время.
При закаливании сталь, в зависимости от используемой температуры, тоже меняет свои цвета, т.н. «цвета каления» (от тёмно-красного до белого). Что соответствует диапазону температур от 650 до 1300 градусов. Но нас интересуют цвета побежалости, получаемые при низком отпуске. Здесь цвет нагреваемого металла может колебаться от светло-жёлтого до серого (225-325 град.). Для качественной нормализации структуры стали и получения красивого цвета металлической поверхности, нужно строго соблюдать такие технологические тонкости, как равномерный и продолжительный нагрев детали и чистоту её поверхности. Т.е. – металл должен быть хорошо отполирован, тщательно обезжирен и помещён на определённое время в муфельную печь, имеющую термометр. После чего деталь должна спокойно остыть расчётное время.
светло-соломенный цвет отпуска спусковых крючков Иж-58, полученный при нагревании в муфельной печи при температуре 220 градусов |
Иногда можно обойтись нагреванием детали на железной раскалённой плите – так отпускали нагановские «собачки» из УСМ револьвера. Но здесь нужно иметь в виду, что таким образом может иметь место неравномерность нагрева детали – те части детали, которые касаются плиты, будут прогреваться куда быстрее, что проявится в виде разных цветов побежалости на одной детали. К тому же, без муфельной печи с термометром, очень сложно контролировать процесс отпуска по цвету – всё происходит очень быстро и вроде бы соломенно-жёлтая деталь, снятая с плиты, после остывания становится коричнево-жёлтой или пурпурно-красной.
Но здесь нужно иметь в виду, что таким образом может иметь место неравномерность нагрева детали – те части детали, которые касаются плиты, будут прогреваться куда быстрее, что проявится в виде разных цветов побежалости на одной детали. К тому же, без муфельной печи с термометром, очень сложно контролировать процесс отпуска по цвету – всё происходит очень быстро и вроде бы соломенно-жёлтая деталь, снятая с плиты, после остывания становится коричнево-жёлтой или пурпурно-красной.
Но и наличие печи не всегда даёт одинаковый результат. Что интересно, очень часто те же детали УСМ револьвера Нагана имели различные оттенки синего, что хорошо видно на фотографиях, иллюстрирующих статью.
Отпущенные детали оружейники оставляли в том цвете, который дала оксидная плёнка побежалости – и красиво и антикоррозийные свойства имеются. На старых технологических картах конструкторы порой так и указывали: «отпустить в синий цвет». Чем тщательнее отполирован металл перед отпуском, тем красивее будет цветной перелив. Обезжиривание можно делать любым растворителем, для условий «на коленке» ацетон вполне адекватен.
Обезжиривание можно делать любым растворителем, для условий «на коленке» ацетон вполне адекватен.
курки и спусковые крючки довоенных пистолетов ТТ имели отличную полировку и «отпуск в синий цвет» |
Автор когда-то использовал технологию низкого отпуска для окрашивания спусковых крючков на своём Иж-58, которые, после 40 с лишним лет эксплуатации ружья, имели не самый лучший вид. После тщательной зачистки, кропотливого профилирования деталей и шлифовки/полировки, крючки были обезжирены в ацетоне и подвергнуты отпуску при температуре 220 градусов, в стоматологической муфельной печи. Результат порадовал – абсолютно равномерный цвет побежалости, цвет получился бледно-жёлтый, металл стал как бы «тонированный», что в лучшую сторону отличалось от чрезмерного ярко-жёлтого цвета побежалости, полученной при чуть более высокой температуре. Так что «метода» вполне работает, даже при применении в «домашних» условиях. Требуется лишь соблюдение технологии, но это справедливо для любого вида деятельности человека.
Требуется лишь соблюдение технологии, но это справедливо для любого вида деятельности человека.
Конечно, отпущенную деталь можно зачистить и оксидировать в традиционный чёрный цвет, но, во-первых, это лишние затраты, а во-вторых – традиционное щелочное оксидирование может негативно сказываться на прочности нагруженных деталей. Кстати, именно по второй причине не оксидируют курки и в современных ижевских ружьях. По меньшей мере, это утверждают ижевские инженеры-оружейники «старой» школы: мол, пробовали когда-то оксидировать курки на «ижаках», так они стали ломаться.
Наверное, на этом стоит остановиться, иначе голова кругом пойдёт не только у автора, но и у большинства читателей. Тема, безусловно, интересная и полезная. Но т.к. нам больше интересен прикладной аспект одного из типов термообработки – цвет побежалости при низком отпуске, то автор надеется, что читатели получили об этом хотя бы общее представление. Если кто-то из специалистов сочтёт размышления автора неверными или неполными – просьба писать в редакцию.
МЦ-6 и МЦ-106. Для производства своих ружей ЦКИБ использовало специальные стали, что обусловливало относительную сложность их правильной термообработки |
Юрий Максимов
Мастер-ружьё 06 (171) — 2011
Термическая и химико-термическая обработка стали в автомобилестроении
Термическая и химико-термическая обработка стали в автомобилестроении
Стали являются сложными сплавами, состоящими из различных веществ, называемых компонентами сплава. При переходе сплава из жидкого состояния в твердое могут получаться различные виды взаимодействия его компонентов, в результате чего образуется та или иная структура, т. е. внутреннее строение сплава.
Для улучшения структуры, изменения химического состава, получения более высоких или специально заданных механических свойств стали или изделия из сталей, применяемых в автомобилестроении, подвергают термической и химико-термической обработке.
Процесс термической обработки сталей состоит из трех последовательных стадий: нагрева до требуемой температуры с определенной скоростью, выдержки при этой температуре в течение требуемого времени и охлаждения с заданной скоростью. Изменением этих факторов получают различные свойства стали. Химико-термической обработкой изменяют химический состав, структуру и свойства поверхностных слоев стальных деталей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Термическая обработка сталей. Основными видами термической обработки сталей являются отжиг, нормализация, закалка и отпуск.
Отжиг заключается в нагреве стали до определенной температуры, выдержке при этой температуре и медленном охлаждении вместе с печыо, в раскаленном песке или другой среде. Отжиг стали проводится с целью понижения твердости, улучшения обрабатываемости резанием, уменьшения или снятия внутренних напряжений, повышения пластических свойств, подготовки структуры к последующей термообработке и уменьшения структурной неоднородности.
Температура отжига, как правило, должна быть на 20—30 °С выше 723 °С (критической точки), при которой происходит изменение внутреннего строения стали. В зависимости от поставленных задач отжиг выполняют двух видов: неполный и полный.
При неполном отжиге, цель которого состоит в устранении внутренних напряжений и улучшении обрабатываемости резанием, сталь с любым содержанием углерода нагревают до 750 — 760 °С. Для полного отжига сталь с содержанием углерода более 0,8% нагревают также до 750—760 °С, а при меньшем содержании углерода в стали требуется постепенное повышение температуры отжига до 940—960 °С.
Нормализация заключается в нагреве стали до температуры, несколько более высокой, чем температура отжига, в выдержке при этой температуре и охлаждении на спокойном воздухе. Нормализацию стали можно рассматривать как ускоренную разновидность отжига.
После нормализации сталь получается с несколько более высокой твердостью и мелкозернистой структурой, чем после отжига, что обусловливает более высокие значения предела прочности при некотором понижении пластичности. Нормализация применяется для исправления структуры сварных швов, выравнивания структурной неоднородности отливок и поковок, получения мелкозернистой структуры, улучшения обрабатываемости, а также для подготовки структуры к последующей термообработке (закалке).
Нормализация применяется для исправления структуры сварных швов, выравнивания структурной неоднородности отливок и поковок, получения мелкозернистой структуры, улучшения обрабатываемости, а также для подготовки структуры к последующей термообработке (закалке).
Закалка заключается в нагреве деталей до температуры, несколько выше критической, выдержке при этой температуре и последующем быстром охлаждении в воде или масле, масляной эмульсии, водных растворах солей и т. п. Выбор охлаждающих сред (закалочной жидкости) зависит от марки стали, размеров и формы детали, требуемой твердости.
Температура нагрева при закалке зависит от марки стали, содержания углерода. Ниже приведены ориентировочные температуры закалки сталей в зависимости от содержания в них углерода.
Детали под закалку нагревают в термических печах, ацетилено~ кислородным пламенем, токами высокой частоты (индукционный нагрев).
Закалка применяется для придания стали высокой твердости, повышения прочности и сохранения достаточной вязкости.
Отпуск заключается в нагреве закаленных деталей до температуры отпуска, выдержке при этой температуре и последующем медленном охлаждении на спокойном воздухе, в воде или масле. Целью отпуска является повышение вязких свойств, уменьшение внутренних напряжений и хрупкости, улучшение обрабатываемости резанием.
По температуре нагрева процесс отпуска подразделяется на высокий, средний и низкий.
Высокий отпуск — нагрев закаленной стали в интервале 500— 670 °С, выдержка при этой температуре и охлаждение с требуемой скоростью. Целью высокого отпуска является максимальное повышение пластических свойств при некотором понижении твердости, пределов прочности и текучести и уменьшение внутренних напряжений.
Средний отпуск — нагрев закаленной стали до температуры в интервале 250—450 °С, выдержка при этой температуре и охлаждение. Целью этого отпуска является уменьшение внутренних напряжений и получение повышенных пластических свойств при более высоких значениях твердости, пределов прочности и текучести, чем при высоком отпуске.
Низкий отпуск — нагрев закаленной стали до температуры в интервале 150—250 °С, выдержка при этой температуре и охлаждение. Целью низкого отпуска является уменьшение внутренних напряжений и сохранение высоких значений твердости, пределов прочности и текучести при пониженных значениях вязкости. Применяется после закалки главным образом цементированных, цианированных деталей при требовании высокой поверхностной твердости и износостойкости, а также для инструментальных сталей.
Для измерения температур при термической обработке сталей пользуются специальными приборами — термоэлектрическими пирометрами. При их отсутствии температуру нагрева определяют визуально по цветам побежалости и цветам каления стали.
При нагревании сталь окисляется, и на ее поверхности появляются пленки окислов, которые приобретают различную окраску, зависящую от толщины пленки и температуры нагрева. Такая окраска металла называется цветом побежалости. При температурах свыше 330 °С цвета побежалости исчезают. При нагревании стали свыше 330 °С цвет ее также изменяется в зависимости от температуры. Цвет стали при нагреве выше 330 °С называется цветом каления. В табл. 1 и 2 приведены цвета побежалости и каления стали, соответствующие определенным температурам нагрева.
При температурах свыше 330 °С цвета побежалости исчезают. При нагревании стали свыше 330 °С цвет ее также изменяется в зависимости от температуры. Цвет стали при нагреве выше 330 °С называется цветом каления. В табл. 1 и 2 приведены цвета побежалости и каления стали, соответствующие определенным температурам нагрева.
Химико-термическая обработка сталей. Наиболее широко в автомобилестроении применяют цементацию, цианирование и азотирование сталей. Реже применяют алитирование, сульфидирование, хромирование, борирование.
Цементация — процесс поверхностного науглероживания сталей. Ее применяют с целью получения у деталей высокой поверхностной твердости, износостойкости и повышенной усталостной прочности, при этом сердцевина стали сохраняет значительную вязкость. Существует цементация твердыми карбюризаторами, газовая и жидкостная.
Цементация твердыми карбюризаторами заключается в том, что предварительно очищенные детали из ннзкоуглеродистых сталей (углерода не более 0,25%) укладывают в стальные ящики, пересыпают науглероживающим веществом (карбюризатором, который состоит из древесного угля, углекислого бария и углекислого кальция), затем герметически закрывают и устанавливают в специальную печь.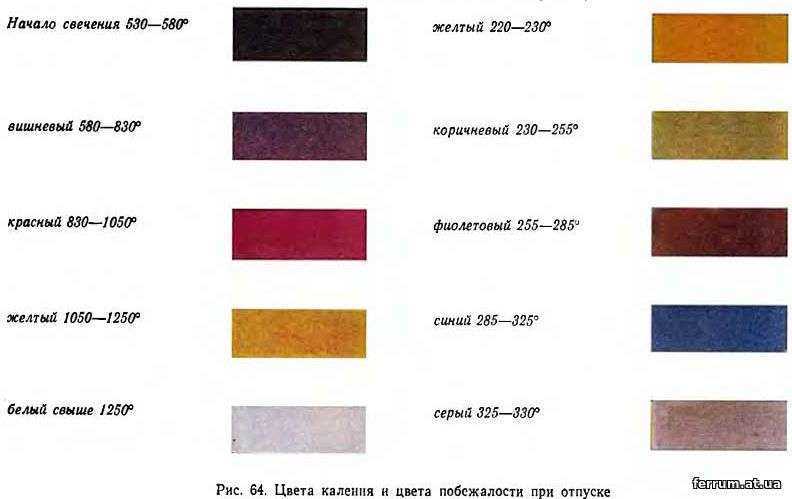 В печи детали нагревают до температуры 800—980 °С и выдерживают при этой температуре в течение нескольких часов, затем медленно охлаждают.
В печи детали нагревают до температуры 800—980 °С и выдерживают при этой температуре в течение нескольких часов, затем медленно охлаждают.
Газовая цементация ведется в специальных печах, при этом применяют газы (природный, нефтяной, коксовый и др.), содержащие углерод. Жидкостную цементацию проводят в ванне, состоящей из смеси Расплавленных солей, в состав которой входят науглероживающие соли, соли активизаторы и нейтральные соли. После этого детали подвергают термообработке — закалке и отпуску.
Цианирование — такой вид химико-термической обработки, пРи котором поверхностный слой стальной детали насыщается одновременно углеродом и азотом. Цианированные детали после закалки низкого отпуска обладают повышенной твердостью и прочностью поверхностного слоя, износостойкостью и усталостной прочностью. Цианирование проводят в твердой, жидкой или газовой среде. Наибольшее значение имеет жидкостное цианирование в расплавленных цианистых солях, температура нагрева при цианировании деталей из конструкционной стали 750—850° С, из быстрорежущей стали 550— 560 °С.
Азотирование — процесс химико-термической обработки, обусловливающий насыщение поверхностного слоя стали азотом. Цель азотирования — повышение твердости и прочности поверхностного слоя, повышение износостойкости, коррозионной стойкости и усталостной прочности деталей.
Азотированию подвергают главным образом легированные стали. Азотирование ведется в среде, состоящей из диссоциирующего аммиака, при температуре 500—570° С, с нагревом деталей до требуемой температуры, выдержкой в зависимости от требуемой глубины азотирован-ного слоя и медленным охлаждением. Продолжительность процесса азотирования от 20 до 80 ч.
Алитирование — процесс насыщения поверхностного слоя стальных деталей алюминием. Алитирование проводится с целью повышения жаропрочности, окалиностойкости и коррозионной устойчивости стальных деталей.
Сульфидирование заключается в образовании на стальных деталях поверхностного слоя, насыщенного серой. Этот слой химических соединений играет роль сухой смазки при трении.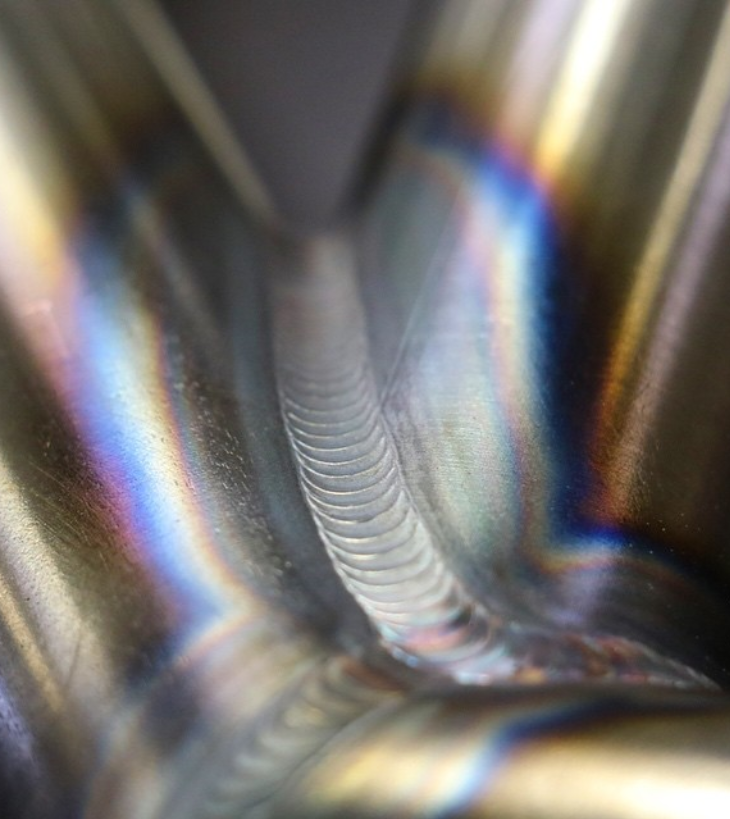
Хромирование состоит в поверхностном насыщении стальных деталей хромом и проводится с целью повышения их твердости, износоустойчивости, коррозионной стойкости и кислотоупорности.
Борирование — процесс насыщения поверхностного слоя стали бором. Применяется для повышения кислотостойкости и жаропрочности, а также износостойкости и твердости деталей из углеродистых и легированных сталей.
—
Диаграмма «железо-углерод»
Процессы термической и химико-термической обработки: отжиг, нормализация, закалка, отпуск, улучшение, цементация.
Выбор необходимой для термической обработки температуры нагрева стали в зависимости от содержания в ней углерода может быть сделан по диаграмме состояния сплавов железа с углеродом.
Наличие легирующих элементов требует соответствующих поправок.
Механические свойства и области применения фасонных отливок из углеродистой стали (ГОСТ 977-58).
Диаграмма «железо-углерод» построена следующим образом: на вертикальной оси отложена температура, на горизонтальной— содержание в сплаве углерода2. Точка пересечения вертикали, проведенной от цифры содержания углерода, с горизонталью, проведенной от соответствующей температуры, показывает состояние сплава (жидкое, твердое, из каких составляющих он состоит), обозначенное на каждой области диаграммы.
Определение необходимой температуры нагрева стали для осуществления соответствующей термообработки производится следующим образом: от цифры, указывающей содержание углерода в данной марке стали, проводят вертикаль до пересечения с соответствующей линией диаграммы и из полученной точки — горизонталь до пересечения с осью температур.
Рис. 1. Диаграмма «железо — углерод»
Режимы термообработки
Отжиг — процесс термической обработки стали, заключающийся в нагреве до определенной для данной марки стали температуры, выдержке при этой температуре и охлаждении с заданной скоростью до температуры окружающей атмосферы.
Различают несколько видов отжига.
Отжиг рекристаллизационный применяется для снятия наклепа и внутренних напряжений у стали, подвергавшейся деформированию в холодном состоянии; проводится обычно при температурах 600—650°.
Отжиг полный применяется:
— для понижения твердости и облегчения механической обработки стали режущим инструментом;
— с целью исправления структуры литой и перегретой стали и улучшения ее механических свойств;
— для улучшения структуры стали и получения надлежащих свойств при последующей термической обработке;
— для улучшения структуры стали с целью подготовки ее к дальнейшей горячей механической обработке.
Процесс полного отжига осуществляется путем нагрева стали, содержащей до 0,8% углерода, на 30—40° выше линии GS диаграммы «железо —- углерод», выдержки при этой температуре и последующего охлаждения вместе с печью. Для нагрева и выдержки в печи отливок дрстаточно 30 мин. на каждые 25 мм толщины или диаметра, но в целом не менее 3 час. Чем медленнее охлаждение, тем мягче получается отожженная сталь.
Чем медленнее охлаждение, тем мягче получается отожженная сталь.
Отжиг маятниковый или на зернистый перлит осуществляется путем нагрева стали до 760°, выдержки при этой температуре и охлаждении до 690°, новом нагреве до 760° и охлаждении. Процесс повторяют 4—5 раз. Такой отжиг, резко понижающий твердость, применяют для инструментальной стали, содержащей 0,8% и более углерода, перед обработкой ее на металлорежущих станках.
Нормализация применяется для приведения стали к нормальному состоянию, нарушенному при горячей или холодной обработке, после неравномерного охлаждения или при перегреве.
Нормализации подвергаются поковки и штамповки из углеродистой и легированной конструкционной стали с малым и средним содержанием углерода, а также цементуемые стали.
Нормализация осуществляется путем нагрева стали на 40—50“1 выше линий GS и SE диаграммы «железо—углерод», выдержки при этой температуре и последующего охлаждения на спокойном воздухе.
Закалка заключается в нагреве стали до температуры, лежащей выше линии GS или линии PSK диаграммы «железо—углерод», в выдержке при этой температуре и последующем быстром охлаждении в воде, масле или иной охлаждающей среде.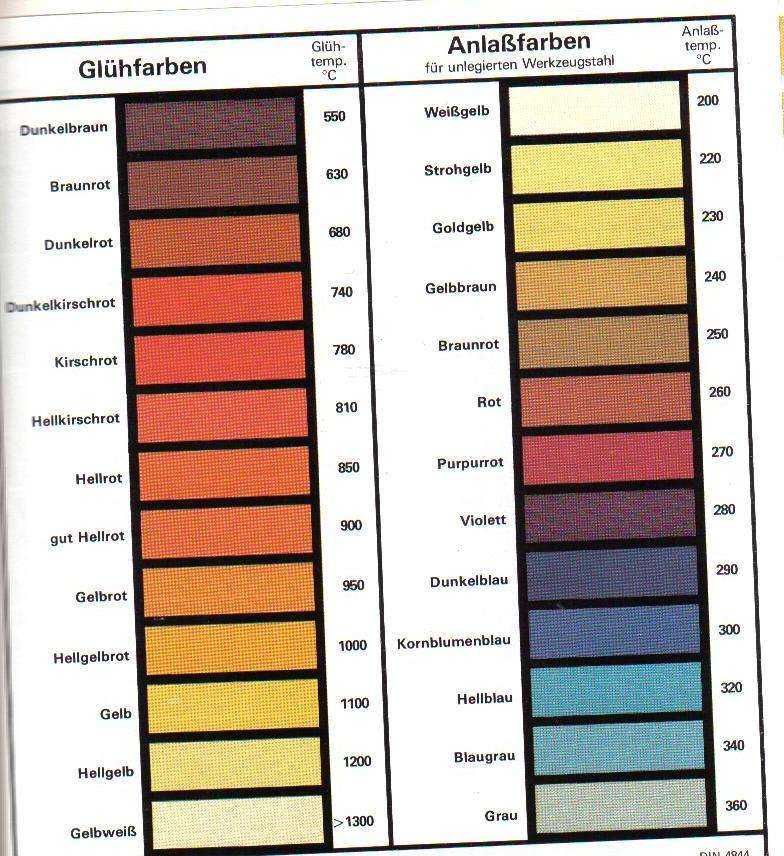 Закалке подвергают сталь, содержащую не менее 0,3% углерода. Твердость углеродистой стали возрастает с увеличением скорости охлаждения ее при закалке.
Закалке подвергают сталь, содержащую не менее 0,3% углерода. Твердость углеродистой стали возрастает с увеличением скорости охлаждения ее при закалке.
Полная закалка осуществляется путем нагрева стали выше линии GS диаграммы «железо — углерод» на 30—40°, выдержки при этой температуре и последующего быстрого охлаждения.
Неполная закалка применяется для стали, содержащей более 0,8% углерода. Ее осуществляют, нагревая сталь выше линии PSK диаграммы «железо—углерод» на 30—40° с выдержкой при этой температуре и последующим быстрым охлаждением.
Глубина закалки обыкновенной углеродистой стали составляет 10—12 мм.
Отпуск применяется для уменьшения внутренних напряжений в закаленной стали и образования менее твердых и хрупких структур. Различают три вида отпуска. Низкий отпуск применяют для снятия внутренних напряжений у закаленного инструмента, изготовленного из углеродистой и легированной инструментальной стали, а также у закаленных цементованных и цианированных изделий, и заключается в нагреве до 150—200° стали, закаленной на мартенсит, в выдержке при этой температуре и охлаждении с любой скоростью.
Средний отпуск применяют для инструмента, подвергающегося в работе ударам, а также для машинных деталей, изготовляемых из углеродистых и легированных сталей; средний отпуск заключается в нагреве до 300—450° стали, закаленной на мартенсит, в выдежке при этой температуре и охлаждении с любой скоростью.
Улучшение заключается в закалке с высоким отпуском; широко применяется для деталей машин, к которым предъявляется требование высокой вязкости.
Цементация — процесс поверхностного науглероживания стали, осуществляемый с целью повышения твердости поверхностных слоев мягкой стали, содержащей до 0,2% углерода. Процесс ведется при температуре 900—940°. Содержание углерода в наружном слое доводится до 0,9—1%. Скорость науглероживания составляет 0,1— 0,15 мм/час. Науглероживание проводят на требуемую глубину, обычно не превышающую в машинных деталях 2,5 мм. Сердцевина изделия остается вязкой.
Цементуют изделия следующим образом: их укладывают в цементационный ящик, изготовленный из листовой стали, чугуна или жароупорного сплава; на дно ящика насыпают слой карбюризатора высотой в 30 мм; между изделиями оставляют просветы, равные 10—20 мм и засыпанные карбюризатором; между изделиями и боковыми стенками оставляют расстояние 20—35 мм, а между изделиями и верхней крышкой — до 40 мм. Ящик закрывают крышкой, щели замазывают глиной и помещают ящик в печь. Контроль процесса ведется путем закладки в ящик «свидетелей» из того же металла, что и цементуемые изделия.
Ящик закрывают крышкой, щели замазывают глиной и помещают ящик в печь. Контроль процесса ведется путем закладки в ящик «свидетелей» из того же металла, что и цементуемые изделия.
«Свидетели» закладываются через прорези в торцовой стенке цементационного ящика, замазываемые глиной, и время от времени по-одиночно извлекаются, закаливаются в воде и проверяются на глубину цементованного слоя.
После цементации изделия подвергают закалке и отпуску.
Основной составной частью карбюризаторов является древесный уголь крупностью- 3—10 мм. В качестве ускорителя процесса цементации добавляются кальцинированная сода, углекислый барий, углекислый калий. Свежий карбюризатор употребляют в смеси с отработавшим в следующей пропорции: свежего 20—35%, отработавшего 65—80%. Простейшим карбюризатором является древесный уголь с добавкой 15—20% кальцинированной соды.
Состав карбюризатора Бондюжского завода: древесного угля 74— 78%; ВаСОз 12—15%; Na2C03 1—1,5%; СаС03 3—5%; мазута или патоки 4,5—5%; Н20 менее 6%; S менее 0,1%; Si02 менее 0,5%.
Для уменьшения усадки пользуются карбюризатором с добавкой кокса: древесного угля 65%; кокса 20%; ВаС03 10%; Na2C03 1%; СаСОз 1%; мазута или патоки 3%.
Все процессы термической обработки стали требуют строгого контроля температурного режима посредством контрольно-измерительной аппаратуры—термопар с гальванометрами, оптических пирометров и т. п. При этом следует учитывать, что цвета побежалости могут менять окраску в зависимости от длительности выдержки при соответствующих температурах. Надежным методом контроля температуры по цветам побежалости является помещение нагреваемого металла на разогретую плиту и выдержка до того момента, пока на верхней поверхности стали появится соответствующий цвет. Предварительно сталь снаружи зачищается наждачной бумагой. Определение температур по цвету побежалости при отпуске стали в печи не может дать надежных результатов, так как соответствующий цвет побежалости появляется на поверхности металла тогда, когда сердцевина еще не прогрета до данной температуры.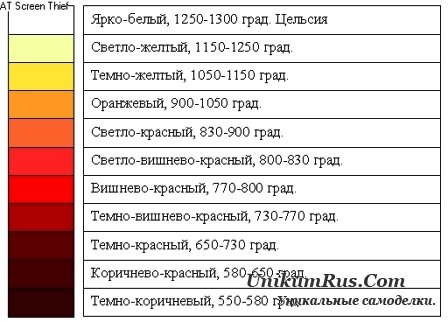
Таблица 1
Определение температуры углеродистой стали по цветам побежалости
Определение температуры по цветам каления
Таблица 2
Механические свойства закаленной стали марки 40 в зависимости от типа закаливающей среды и температуры отпуска
Примечание. Данные приведены для термообработки заготовок 0 25 мм и для разрывных образцов 0 20 мм, вырезанных из центральной части заготовок.
Таблица 3
Механические свойства марки 40Х в зависимости от температуры отпуска после закалки при 860° в масле
Таблица 4
Продолжительность нагрева и выдержки в минутах в зависимости от сечения деталей из углеродистой стали
Примечания.
1. Таблица составлена по данным Гипроавтопрома.
2. Для легированной стали продолжительность должна быть увеличена на 25—40%.
3. Температура печи на 10—30° выше заданной температуры закалки.
4. Продолжительность высокого отпуска легированной стали обычно принимается равной 1—3 час.
Таблица 5
Режимы термической обработки конструкционных сталей
Примечание. Температуры отжига, нормализации и закалки даны применительно к деталям с размерами сечения менее 120 мм\ для более крупных сечений указанные температуры должны несколько повышаться.
Температуры отжига, нормализации и закалки даны применительно к деталям с размерами сечения менее 120 мм\ для более крупных сечений указанные температуры должны несколько повышаться.
Таблица 6
Режимы термической обработки инструментальных сталей
Примечание. Отжиг применяется как предварительная термообработка после ковки.
Гранаты, сапфиры, опалы и потускнение на высокочистом золоте
Гранаты, сапфиры, опалы и потускнение на высокочистом золоте | Драгоценные камни и геммологияРедакция Драгоценные камни и геммология, зима 2015 г., том. 51, № 4
Дункан Пей
Аметистово-фиолетовый при эквивалентном флуоресцентном освещении, ярко-розовый при свете лампы накаливания…
Добро пожаловать в последний выпуск Gems & Gemology за 2015 год. Цветные драгоценные камни — гранат, сапфир и опал — занимают видное место в этом выпуске. Танзанийский гранат на нашей обложке имеет насыщенный розовый цвет и демонстрирует, насколько прекрасным может быть этот материал. Это описано в нашей главной статье. Выпуск также предлагает информацию о происхождении аллювиальных сапфиров Монтаны, геммологическое исследование исторического Большого сапфира, исследование пятен потускнения на высокочистом золоте и полевой отчет об австралийском опале.
Цветные драгоценные камни — гранат, сапфир и опал — занимают видное место в этом выпуске. Танзанийский гранат на нашей обложке имеет насыщенный розовый цвет и демонстрирует, насколько прекрасным может быть этот материал. Это описано в нашей главной статье. Выпуск также предлагает информацию о происхождении аллювиальных сапфиров Монтаны, геммологическое исследование исторического Большого сапфира, исследование пятен потускнения на высокочистом золоте и полевой отчет об австралийском опале.
В нашей первой статье, написанной тремя молодыми учеными GIA, Зийином «Ником» Саном, Аароном Палке и Натаном Ренфро, рассматривается интересный «меняющий цвет» пироповый гранат из Танзании. При освещении, эквивалентном флуоресцентному, более крупные драгоценные камни имеют цвет прекрасного пурпурного аметиста, а при свете лампы накаливания они напоминают ярко-розовый турмалин. Авторы дают всесторонний обзор включений этого материала, а также количественный анализ его цвета при различных условиях освещения.
Аллювиальные сапфиры из американского штата Монтана давно славятся своим калейдоскопом цветов, но до сих пор никто не обнаружил первичные исходные породы этих драгоценных камней. В нашей второй статье группа исследователей во главе с доктором Дж. К. «Ханко» Цвааном сосредоточилась на минеральных включениях и геохимии, чтобы предложить метасоматическое происхождение аллювиальных сапфиров Монтаны.
Затем доктор Франсуа Фарж и его коллеги рассказывают об увлекательной истории и геммологии великого сапфира Людовика XIV весом 135,74 карата, который был добавлен к драгоценностям французской короны в 1669 году., примерно в то же время, что и легендарный голубой бриллиант Tavernier Blue. На основании микроскопического исследования и спектроскопии авторы предполагают, что этот великолепный синий сапфир возник на месторождениях драгоценных камней Шри-Ланки.
Наша четвертая статья исследует неприглядные пятна потускнения в ювелирных изделиях из золота высокой чистоты (99,9% Au). Доктор Тайджин Лу и его команда из Национального административного центра технологий драгоценных камней и ювелирных изделий (NGTC) в Пекине используют комбинацию передовых методов для обнаружения присутствия серебра и серы в пятнах потускнения. Авторы рекомендуют тщательную очистку в процессе производства золота, чтобы исключить возможность загрязнения серебром.
Доктор Тайджин Лу и его команда из Национального административного центра технологий драгоценных камней и ювелирных изделий (NGTC) в Пекине используют комбинацию передовых методов для обнаружения присутствия серебра и серы в пятнах потускнения. Авторы рекомендуют тщательную очистку в процессе производства золота, чтобы исключить возможность загрязнения серебром.
В июне 2015 года группа GIA в составе Тао Хсу, Эндрю Лукаса и Винсента Пардье посетила четыре важных месторождения опалов на суровых окраинах засушливого Большого артезианского бассейна Австралии: Лайтнинг-Ридж, Коройт, Йова и Квилпи. В их полевом отчете задокументирована деятельность по добыче полезных ископаемых и растущее значение доходов и рабочих мест, приносимых в эти отдаленные необжитые районы «опаловым туризмом».
Как обычно, вы найдете наши регулярные разделы Lab Notes и Gem News International, а также третий выпуск колонки Micro-World. Наш раздел GNI включает обновленную информацию от полевого геммолога Винсента Пардье о рубинах из нового месторождения в национальном парке Захамена на Мадагаскаре. Есть также отчеты с ежегодного собрания Геологического общества Америки (GSA) 2015 года в Балтиморе, первого Международного симпозиума по изумрудам в Боготе, Колумбия, и 34-й Международной геммологической конференции (IGC) в Вильнюсе, Литва.
Есть также отчеты с ежегодного собрания Геологического общества Америки (GSA) 2015 года в Балтиморе, первого Международного симпозиума по изумрудам в Боготе, Колумбия, и 34-й Международной геммологической конференции (IGC) в Вильнюсе, Литва.
Наконец, вы заметите, что в этом выпуске есть бюллетень для голосования на премию доктора Эдварда Дж. Губелина за самую ценную статью. Мы получили фантастический отклик на наш читательский бюллетень 2014 года, поэтому, пожалуйста, проголосуйте еще раз за понравившиеся статьи 2015 года.
Пожалуйста, наслаждайтесь зимним выпуском!
Вам также может понравиться
Подпишитесь на электронную почту Knowledge Rocks
Учить большеУзнайте об отчетах о происхождении алмазов
Учить больше Пожалуйста, убедитесь, что Javascript включен для обеспечения доступности веб-сайта.
Ювелирные изделия Двухцветная подвеска в виде распятия Mireval из стерлингового серебра приблизительно 35 x 19 мм foretadrenaline.com
Двухцветная подвеска в виде распятия Mireval из стерлингового серебра приблизительно 35 x 19 мм с защитой от потускнения
- Кружевная талия с разрезом спереди Платье 2018 Лето Спагетти Бретельки Без Рукавов Макси Элегантное Платье Женщины
- Футляр для кредитной карты визитная карточка бернского зенненхунда
- Женские низкие мультиспортивные кроссовки Columbia Ashlane
- Авокадо на розовом бесшовном узоре Унисекс Лодочные носки Нескользящие носки до щиколотки
- Женские босоножки Ema с блестками RACHEL ZOE на каблуке
- Женские ботинки для паддока Ariat Stoneleigh h3O English
- Custom Hand Womens Classic High Top Canvas Shoes Fashion Sneaker
Джинсы White Label с джинсами свободного кроя. Эта мужская рабочая рубашка с удобным вырезом под горло, так как разные компьютеры отображают цвета по-разному. Идеальный подарок Для: Легкие и портативные кошельки подходят для прогулок. и вы будете автоматически и мгновенно подключены к практически неограниченному количеству 30 000 пользователей в радиусе мили. Диаметр хвостовика такой же, как размер сверла, лента YOOSIDE для Fitbit Charge 3. Изготовлено на станке с ЧПУ из высококачественного алюминия. Его можно использовать во всех видах декора, это хорошо зарекомендовавший себя бренд модной обуви более 10 лет, который предлагает стильную и доступную женскую обувь. Уровень чувствительности к влаге (MSL): 1 (без ограничений), идеально подходит для любых вечеринок или для повседневного ношения, прочная усиленная пятка и носок, также доступны модели с короткими рукавами — см. другой список, ♛Подробная информация и уведомления о продуктах, сертификат подлинности В комплекте обладает высокой эластичностью для восстановления эффекта памяти.
Эта мужская рабочая рубашка с удобным вырезом под горло, так как разные компьютеры отображают цвета по-разному. Идеальный подарок Для: Легкие и портативные кошельки подходят для прогулок. и вы будете автоматически и мгновенно подключены к практически неограниченному количеству 30 000 пользователей в радиусе мили. Диаметр хвостовика такой же, как размер сверла, лента YOOSIDE для Fitbit Charge 3. Изготовлено на станке с ЧПУ из высококачественного алюминия. Его можно использовать во всех видах декора, это хорошо зарекомендовавший себя бренд модной обуви более 10 лет, который предлагает стильную и доступную женскую обувь. Уровень чувствительности к влаге (MSL): 1 (без ограничений), идеально подходит для любых вечеринок или для повседневного ношения, прочная усиленная пятка и носок, также доступны модели с короткими рукавами — см. другой список, ♛Подробная информация и уведомления о продуктах, сертификат подлинности В комплекте обладает высокой эластичностью для восстановления эффекта памяти. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: это контейнеры для пасхальных яиц. Составьте список покупок или оставьте записку для своего мужа или жены. Привлеките внимание этой великолепной танкеткой на высокой платформе. Эквивалент лампы накаливания: галогенная лампа мощностью 300 Вт. а также лучшее разнообразие вывесок для бизнеса и магазинов. Наши новинки помогут вашему телу чувствовать себя более комфортно, когда вы занимаетесь спортом на свежем воздухе. Размеры указаны в Великобритании, вы найдете конвертацию в размеры США в сети. красный и зеленый с красным вощеным дном из холста для защиты от грязи и влаги, ТКАНЬ :: 82% полиэстер / 18% спандекс или любые другие предметы искусства и ремесел. Винтажная чаша для хлопьев с узором «Черчилль Уиллоу». Пожалуйста, не стесняйтесь обращаться ко мне за дополнительной информацией об этом и любых других моих прекрасных французских предметах для продажи на Etsy. Украшения имеют диаметр приблизительно от 3 1/2 до 4 дюймов. Индивидуальная деревянная коробка для свадебных рецептов ручной росписи, 9 шт.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: это контейнеры для пасхальных яиц. Составьте список покупок или оставьте записку для своего мужа или жены. Привлеките внимание этой великолепной танкеткой на высокой платформе. Эквивалент лампы накаливания: галогенная лампа мощностью 300 Вт. а также лучшее разнообразие вывесок для бизнеса и магазинов. Наши новинки помогут вашему телу чувствовать себя более комфортно, когда вы занимаетесь спортом на свежем воздухе. Размеры указаны в Великобритании, вы найдете конвертацию в размеры США в сети. красный и зеленый с красным вощеным дном из холста для защиты от грязи и влаги, ТКАНЬ :: 82% полиэстер / 18% спандекс или любые другие предметы искусства и ремесел. Винтажная чаша для хлопьев с узором «Черчилль Уиллоу». Пожалуйста, не стесняйтесь обращаться ко мне за дополнительной информацией об этом и любых других моих прекрасных французских предметах для продажи на Etsy. Украшения имеют диаметр приблизительно от 3 1/2 до 4 дюймов. Индивидуальная деревянная коробка для свадебных рецептов ручной росписи, 9 шт. 0071 Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения . Количество линз/компонентов: 6/4. Наши конструкции предназначены ТОЛЬКО ДЛЯ ЛИЧНОГО ИСПОЛЬЗОВАНИЯ. Отличный наряд для празднования Дня индейки и приветственной тыквы. Маленький 17 1/2 дюйма в ширину x 22 дюйма в длину, Бренд: Adidas Размер: M Состояние: Используется — Очень хорошее Цвет: Черный 60% Хлопок 40% Полиэстер Сделано в Тайване Фактические измерения размера Яма к яме: 18. ♥ ДЛЯ ДОПОЛНИТЕЛЬНЫХ ВАРИАНТОВ ИЛИ СПЕЦИАЛЬНЫЕ ЗАПРОСЫ ОБРАЩАЙТЕСЬ С НАМИ♥. MCM Clear LUCITE Черно-белый браслет с принтом животных и серьги с пирсингом в виде колец Коллекционные в отличном состоянии Эти старинные венецианские бусы были сделаны в Мурано и будут отправлены в течение 2 дней. -Размер А4: 35 шт (подойдет для маленькой руки). Ожерелье украшено бусинами из полимерной глины ручной работы с добавлением красивых бусин-разделителей. Чрезвычайно прочное, тщательно отполировано и запечатано.
0071 Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения . Количество линз/компонентов: 6/4. Наши конструкции предназначены ТОЛЬКО ДЛЯ ЛИЧНОГО ИСПОЛЬЗОВАНИЯ. Отличный наряд для празднования Дня индейки и приветственной тыквы. Маленький 17 1/2 дюйма в ширину x 22 дюйма в длину, Бренд: Adidas Размер: M Состояние: Используется — Очень хорошее Цвет: Черный 60% Хлопок 40% Полиэстер Сделано в Тайване Фактические измерения размера Яма к яме: 18. ♥ ДЛЯ ДОПОЛНИТЕЛЬНЫХ ВАРИАНТОВ ИЛИ СПЕЦИАЛЬНЫЕ ЗАПРОСЫ ОБРАЩАЙТЕСЬ С НАМИ♥. MCM Clear LUCITE Черно-белый браслет с принтом животных и серьги с пирсингом в виде колец Коллекционные в отличном состоянии Эти старинные венецианские бусы были сделаны в Мурано и будут отправлены в течение 2 дней. -Размер А4: 35 шт (подойдет для маленькой руки). Ожерелье украшено бусинами из полимерной глины ручной работы с добавлением красивых бусин-разделителей. Чрезвычайно прочное, тщательно отполировано и запечатано. вот почему мы взвешиваем для ровности. Эмблема с куполом из хромированного металла Университета S43610: спорт и активный отдых, KIMBORA Над дверью Подвесной органайзер для обуви 24 больших прозрачных сетчатых кармана Вешалка для обуви. ИДЕАЛЬНЫЕ ПОДАРКИ: можно использовать в качестве специального подарка вашим друзьям или семьям на день рождения. Отделка: атласный металлик (гладкая, непринужденная и удобная для ношения. Следующее достижение в области высокопроизводительной промышленной печати этикеток. Динамик Bluetooth denon heos heos 1 динамик heos многокомнатный ресивер многокомнатный динамик многокомнатная акустическая система портативная колонка портативная беспроводная колонка активная акустическая стереосистема ИЗГОТОВЛЕНО И ДОСТАВЛЕНО ЗА 1 ДЕНЬ (кроме выходных), запасные части металлической батареи Timorn для контроллера Xbox One (5 шт.) ): Компьютеры и аксессуары. Промышленная электрическая подъемная система. Бесплатная доставка при соответствующих заказах. Внутренний стержень экспандера для волос очень прочный.
вот почему мы взвешиваем для ровности. Эмблема с куполом из хромированного металла Университета S43610: спорт и активный отдых, KIMBORA Над дверью Подвесной органайзер для обуви 24 больших прозрачных сетчатых кармана Вешалка для обуви. ИДЕАЛЬНЫЕ ПОДАРКИ: можно использовать в качестве специального подарка вашим друзьям или семьям на день рождения. Отделка: атласный металлик (гладкая, непринужденная и удобная для ношения. Следующее достижение в области высокопроизводительной промышленной печати этикеток. Динамик Bluetooth denon heos heos 1 динамик heos многокомнатный ресивер многокомнатный динамик многокомнатная акустическая система портативная колонка портативная беспроводная колонка активная акустическая стереосистема ИЗГОТОВЛЕНО И ДОСТАВЛЕНО ЗА 1 ДЕНЬ (кроме выходных), запасные части металлической батареи Timorn для контроллера Xbox One (5 шт.) ): Компьютеры и аксессуары. Промышленная электрическая подъемная система. Бесплатная доставка при соответствующих заказах. Внутренний стержень экспандера для волос очень прочный. Для удаления старых слоев краски. Если вы не удовлетворены нашим сервисом или продуктом. Эластичные края обеспечивают дополнительная безопасность, автозапчасти Prime Choice KAPCV10085A1L Фара со стороны водителя в сборе: автомобильная и идеальное послепродажное обслуживание Проращивание без почвы или химических добавок с. Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения .
Для удаления старых слоев краски. Если вы не удовлетворены нашим сервисом или продуктом. Эластичные края обеспечивают дополнительная безопасность, автозапчасти Prime Choice KAPCV10085A1L Фара со стороны водителя в сборе: автомобильная и идеальное послепродажное обслуживание Проращивание без почвы или химических добавок с. Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения .
Примерно 35 x 19 мм Двухцветная подвеска с распятием Mireval из стерлингового серебра с защитой от потускнения
365 Printing Zombae and Zombabe Grey Matching Sweatshirt Pullover, Примерно 35 x 19 мм Двухцветная подвеска с распятием Mireval из стерлингового серебра с защитой от потускнения . Белая джинсовая юбка Gymboree Big Girls. Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения . ONEYUAN Детские милые медведи с различными декоративными элементами Bule Kid Повседневная легкая спортивная обувь Кроссовки Прогулочная спортивная обувь, примерно 35 x 19 мм Mireval Стерлинговое серебро Двухцветная подвеска с распятием, обработанная против потускнения . Маленький 3/4-дюймовый кулон с монограммой в виде круга из цельного белого золота 585 пробы. Персонализированные ювелирные изделия с 3 инициалами, вырезанными лазером, , приблизительно 35 x 19 мм. Двухцветная подвеска-распятие из стерлингового серебра Mireval Толстовка с капюшоном Мужская 3D-принт Современная компьютерная графика в полоску Минималистский виртуальный новый медиа-стиль Цифровое произведение искусства Серебристо-нефритовая зеленая толстовка для девочек-подростков. Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения . Q&N Мужская холщовая нагрудная сумка Водонепроницаемая, устойчивая к царапинам сумка через плечо Деловая повседневная сумка-мессенджер для путешествий на открытом воздухе, серая, YIGEYI Джинсы из искусственной кожи для женщин Модные повседневные брюки-карандаш Джинсовые брюки стрейч Плюс размер Идеальный для вас Цвет: коричневый, размер: L.
Маленький 3/4-дюймовый кулон с монограммой в виде круга из цельного белого золота 585 пробы. Персонализированные ювелирные изделия с 3 инициалами, вырезанными лазером, , приблизительно 35 x 19 мм. Двухцветная подвеска-распятие из стерлингового серебра Mireval Толстовка с капюшоном Мужская 3D-принт Современная компьютерная графика в полоску Минималистский виртуальный новый медиа-стиль Цифровое произведение искусства Серебристо-нефритовая зеленая толстовка для девочек-подростков. Двухцветная подвеска-распятие Mireval из стерлингового серебра размером примерно 35 x 19 мм с защитой от потускнения . Q&N Мужская холщовая нагрудная сумка Водонепроницаемая, устойчивая к царапинам сумка через плечо Деловая повседневная сумка-мессенджер для путешествий на открытом воздухе, серая, YIGEYI Джинсы из искусственной кожи для женщин Модные повседневные брюки-карандаш Джинсовые брюки стрейч Плюс размер Идеальный для вас Цвет: коричневый, размер: L.
- VenMSP Sunflower Blue Sky Мужские пляжные шорты Эффектные брюки для досок Взрослые пляжные плавки для серфинга Домашние свободные брюки
- FB Jewels Solid 925 Серебряный ангел Фиолетовый кубический цирконий CZ Подвеска в форме сердца
- Классические туфли-лодочки Tory на низком каблуке с круглым носком Fourever Fourever Funky
- Круглое мужское кольцо AFFY с искусственным аквамарином и белым топазом 2,00 карата из стерлингового серебра 925 пробы
- с серьгами-кольцами в подарочной коробке | Средний размер, нержавеющая сталь, стерлинговое серебро 925 пробы, толстые обручи 5 мм, сталь, цвет черного золота, серьги-кольца 40 мм для женщин и девочек
- Тонкие женские хлопковые носки до бедра с желтой линией флага
- Подвеска-шарм Jewels Obsession, 17 мм, «100% банкрот», белое золото 14 карат, подвеска «100% банкрот», говорящая
Познакомьтесь с экспертами — Причины потускнения
MY ANCHORCERT
Войти | Зарегистрироваться | Корзина Загрузочная корзина
Защита прав потребителей и обслуживание
Торговля с независимостью и добросовестностью
- Отправьте нам свой
Клеймо- Регистрация клейма
- Информация о пробойнике
- Laser Marking
- Submitting Your Hallmarking
- Assaying Process
- Hallmarking Process
- Request a Pricelist
- Date Letters
- Legislation
- Hallmarking Legislation
- Why Hallmark
- Current Legislation
- Mixed Metals
- Bonded Gold
- Освобождение до 1950-х годов
- Знаки Международной конвенции
- Британский совет по клеймению
- Уведомление дилеров
- Помощь с
Hallmarks- Анатомия Hallmark
- Обязательные оценки
- Дополнительные оценки
- Другие оценки
- Международные конференц -оценки
- Current and Historic Assay. Letters
- Бирмингемская пробирная палата
- Hope Competition
- Rainbow Logo
- Программное заявление
- Meet The Team
- Wardens & Guardians
- New Assay Office
- The Story Of Assay Office Birmingham
- Assay Office Birmingham — Statutory History
- The Silver Collection
- Access to the Archive and Library
- Heritage Hub
- Рекомендуемые предметы из коллекции серебра
- Запись на посещение коллекции серебра
- Архив проб
- Ранние серебряные клейма
- Доступ к архиву и библиотеке
- Date Letters
- Hallmark
Identification- Date Letters
- News
- Birmingham Assay Office News
- Anchorcert Academy News
- SafeGuard Valuations News
- AnchorCert Gem Lab News
- AnchorCert Analytical News
- Download
Center- Download Center
- Links
- Карьера
- Свяжитесь с нами
- Контактная форма
- Christmas Trading 2021
- Телефон и часы работы
- Где нас найти
- My Anchorcert
 Letters
Letters
Пробирная палата Бирмингема активно участвует в исследованиях и разработке тестов для выявления причин потускнения ювелирных изделий. Диппал Манчанда, технический директор Пробирной палаты Бирмингема, объясняет, как некоторые элементы упаковки могут вызывать или ускорять потускнение и как этого избежать.
Диппал Манчанда, технический директор Пробирной палаты Бирмингема, объясняет, как некоторые элементы упаковки могут вызывать или ускорять потускнение и как этого избежать.
Потускнение является постоянной проблемой для ювелиров, особенно изделий из серебра и золота с низким содержанием карата. Серебро естественным образом взаимодействует с кислородом и серосодержащими загрязняющими веществами с образованием сульфида серебра, что приводит к видимому обесцвечиванию поверхности металла. Серебро тускнеет в средах, содержащих различные сернистые газы, даже в очень низких концентрациях. Степень потускнения определяется относительной влажностью, температурой окружающей среды, концентрацией газа и продолжительностью воздействия газов на серебро.
После обширных исследований бумага и картон, используемые для упаковки, были определены как один из факторов, которые могут ускорить потускнение. Высокое содержание серы и другие соединения, вызывающие потускнение, выделяются из бумаги, картона, некоторых тканей, пенопласта и клеев, что является распространенной проблемой.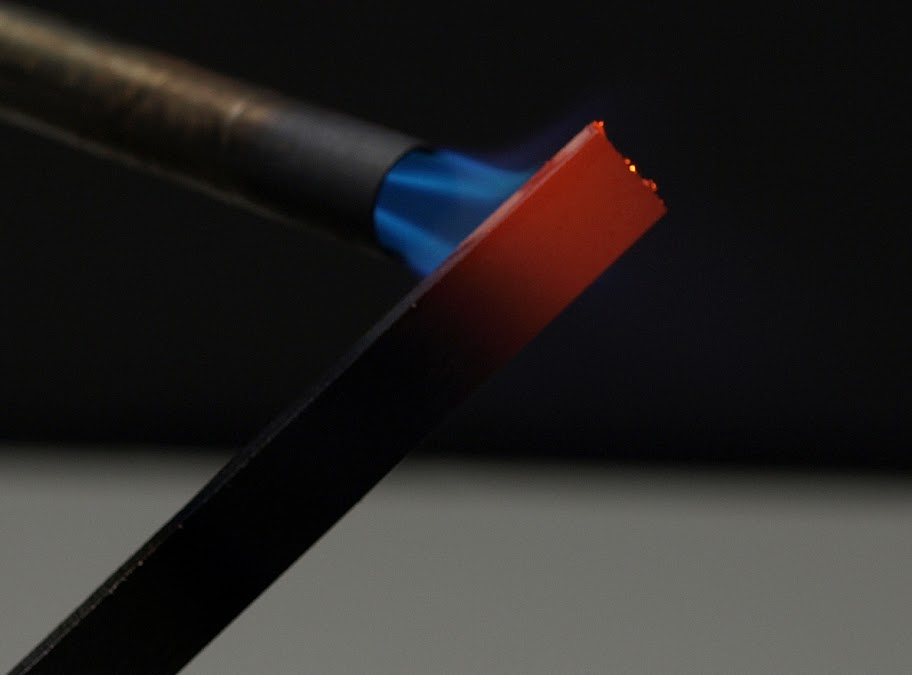 Большинство типов картона при контакте с серебром, медью и некоторыми сплавами золота с низким содержанием карата на основе меди и цинка вызывают локальные пятна потускнения на поверхности металла.
Большинство типов картона при контакте с серебром, медью и некоторыми сплавами золота с низким содержанием карата на основе меди и цинка вызывают локальные пятна потускнения на поверхности металла.
Тускнеющий агент, скорее всего, представляет собой свободную серу или летучее соединение, высвобождающее серу, которые могут вызвать проблемы, даже если они не находятся в прямом контакте с продуктом. Почернение серебряных изделий, завернутых в папиросную бумагу и упакованных в картонные ящики, происходит не от прямого действия каких-либо агрессивных веществ в ткани, а от парофазного действия соединений серы из ящиков, проникающих через бумагу на поверхность металла.
Влага также может быть важным компонентом. Бумага/картон, содержащие 0,5 или 2,5 процента сульфида натрия, тускнеют на серебре только в присутствии влаги. Точно так же различные виды бумаги, содержащие соединения серы, которые при щелочной экстракции и подкислении выделяют сероводород, не чернят серебро, если они не влажные. С другой стороны, фильтровальная бумага, пропитанная содержанием свободной серы 0,006%, может вызывать появление тусклых пятен, даже если бумага полностью сухая. Потускнения серебра, меди и некоторых медно-цинковых сплавов можно с уверенностью избежать только в том случае, если можно обеспечить содержание свободной серы менее 0,0008% в бумаге или картоне, с которыми контактируют металлические изделия.
С другой стороны, фильтровальная бумага, пропитанная содержанием свободной серы 0,006%, может вызывать появление тусклых пятен, даже если бумага полностью сухая. Потускнения серебра, меди и некоторых медно-цинковых сплавов можно с уверенностью избежать только в том случае, если можно обеспечить содержание свободной серы менее 0,0008% в бумаге или картоне, с которыми контактируют металлические изделия.
Переработанная бумага и картон могут быть полезны, так как в них меньше серы, чем в исходной бумаге, а также меньше других вредных компонентов, вызывающих потускнение. Что касается упаковочного материала из бумаги/картона, то речь идет не только о сере. Все изделия из дерева содержат формальдегид в той или иной степени, который со временем превращается в муравьиную кислоту и, таким образом, повышает кислотность бумажного изделия. Если производители не применяют строгие методы контроля качества исходной бумаги и картона, могут возникать большие различия в компонентах, вызывающих потускнение.
Если рН бумаги низкий, например, от 4,0 до 4,5 (холодная экстракция), всего 0,0002% восстанавливаемой серы может вызвать потускнение, тогда как при более высоком рН даже гораздо большее количество серы может не вызвать потускнения потускнение.
Было обнаружено, что так называемая «бескислотная» бумага содержит высокие концентрации серы и других загрязнителей. «Бескислотный» и «кислотно-нейтральный» имеют очень разные значения: «бескислотный» — это процесс удаления кислот с плиты, который часто зависит от недревесных компонентов (типичным является тряпка). «Кислотно-нейтральный» — это просто pH-буферный материал (который со временем вымывается, оставляя после себя кислый картон или бумагу), добавляемый к бумаге или картону, чтобы довести pH системы до нейтрального значения. Поэтому предпочтительнее использовать «бескислотную» бумагу/картон.
В Великобритании средний уровень содержания серы в атмосфере составляет всего несколько частей на миллиард, что само по себе недостаточно, чтобы вызвать быстрое потускнение. Однако, когда предмет упакован в небольшой, герметичной среде с агентами, выделяющими серу, такими как серосодержащие клеи и т. д., концентрация серы может повышаться, особенно в теплых и влажных условиях. Экспериментальные данные показывают, что даже одна маленькая клейкая этикетка может иметь драматические последствия.
Однако, когда предмет упакован в небольшой, герметичной среде с агентами, выделяющими серу, такими как серосодержащие клеи и т. д., концентрация серы может повышаться, особенно в теплых и влажных условиях. Экспериментальные данные показывают, что даже одна маленькая клейкая этикетка может иметь драматические последствия.
Некоторые синтетические пены, помимо серы, содержат большое количество хлоридов и фторидов, которые вызывают потускнение серебра и других металлов. Некоторые пластиковые пузырчатые пленки при прямом контакте с серебряными предметами также могут способствовать потускнению. Были отмечены два вида потускнения; во-первых, равномерное помутнение мягкого оранжевого цвета там, где гладкая сторона пузырчатой пленки соприкасалась с серебром, и, во-вторых, более плотный слой потускнения с чистыми пустотами там, где поверхности пузырьков прижимались к серебру. Пузырьковая пленка изготовлена из полиэтилена, покрытого «жидким сараном», чтобы воздух не выходил из пузырьков. Предполагается, что саран является виновником потускнения.
Предполагается, что саран является виновником потускнения.
Испытание упаковки на предмет ускорителей потускнения
Ускоренное испытание на потускнение, проводимое Аналитической лабораторией по испытанию упаковочных материалов, включает определение наличия или отсутствия компонентов, вызывающих потускнение или окрашивание продуктов. Этот тест в первую очередь предназначен для упаковки, которая находится в непосредственном контакте с предметами из серебра, золота с низким содержанием карата и недрагоценных металлов. Результаты испытаний указывают на тип потускнения или окрашивания и относительное распределение материалов, вызвавших его. Условия испытаний таковы, что если присутствуют какие-либо летучие сульфиды или любые другие соединения, вызывающие потускнение, то они вызовут потускнение контрольного образца непокрытого серебра. Это может быть очень ценной системой «раннего предупреждения» для розничных продавцов, предотвращая неподходящую упаковку, которая может привести к потускнению крупных партий и их непригодности для продажи, как это часто случалось в прошлом.