Цвета побежалости стали | Металлургический портал MetalSpace.ru
Словарь металлургических терминов в картинках
- Справочник
- Азбука металлургии
- Справочник
- Азбука металлургии
Определение: радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной плёнки. Толщина плёнки зависит от температуры нагрева стали; плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные цвета побежалости стали (см. табл.). На легированных (особенно высоколегированных) сталях те же цвета побежалости стали появляются при более высоких температурах. До появления пирометров по цвету побежалости стали судили о температуре нагрева стали.
Таблица. Цвета побежалости поверхности железа или нелегированной углеродистой стали
| Цвета побежалости | Температура появления цвета, °С |
|---|---|
| Бледно-желтый | 215 |
| Светло-соломенный | 220 |
| Медно-желтый | 230 |
| Соломенно-желтый | 235 |
| Соломенный | 240 |
| Густо-соломенный | 245 |
| Густо-соломенный с зеленым оттенком | 250 |
| Бурый | 255 |
| Коричневый (кирпично-красный) | 265 |
| Коричнево-пурпурный | 270 |
| Пурпурный | 280 |
| Темно-пурпурный | 285 |
| Голубой | 290 |
| Синий | 300 |
| Темно-синий | 315 |
| Серо-синий | 320 |
| Фиолетовый с зеленым оттенком | 330 |
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
АНАЛИТИКА
Научные статьи и методические материалы о природных и вторичных ресурсах металлов, а также металлургических технологиях
Производство и наука
- Эколого-экономическая эффективность реновации технических изделий июль 22, 2019
- Сжиженный природный газ март 19, 2018
- Ветроэнергетика в России, развитие технологии в ветроэнергетике янв 23, 2018
Методические материалы
- Модернизация барабанных летучих ножниц — Дипломный проект дек 03, 2020
- Схема рециклинга автомобильных катализаторов, содержащих металлы платиновой группы авг 15, 2018
- Историко-реконструкторское движение в России фев 04, 2017
Интерактивный учебник
- Как правильно согнуть металлический квадрат апр 01, 2020
- Сталь с полимерным покрытием янв 04, 2019
- Топливо из ТБО дек 17, 2018
Потенциал Забайкальского .
 ..
..Обработка металлов …
Пластическая деформация …
Металлургические технологии …
Основоположники отечественной …
Основоположники отечественной …
Русская средневековая .
 ..
..Русская средневековая …
ИНТЕРАКТИВ
Интерактивная картина мира металлов на ключевых этапах истории цивилизации
Энциклопедия «Металлургия и время»
- «Дредноуты» и «крупповские пушки» март 10, 2014
- Преимущества получения ферромарганца в электропечах март 09, 2014
Металлургические объекты
- Музей истории МИСиС.
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020 - Доменная печь Лиенсхютте (Lienshytte blast-furnace) авг 28, 2014
- Железоделательный завод Энгельсберг (Engelsbergs bruk) авг 27, 2014
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020Обучающие игры
- Маша и компания — Таланты дек 07, 2014
- Маша и компания — Игры на природе дек 06, 2014
- Легенды огня и металла Часть 3. Мушкет
июнь 19, 2014
 Мушкет
июнь 19, 2014
Мушкет
июнь 19, 2014Copyright © 2011 — 2022 MetalSpace
Я сварщик — Цвета побежалости — дефект сварки?
ЦВЕТА ПОБЕЖАЛОСТИ — ДЕФЕКТ СВАРКИ?
Банк знаний
Опубликовал: Kirill B.
# цвета побежалости зона термического влияния
Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой
поверхности металла или минерала в результате формирования тонкой прозрачной
поверхностной оксидной плёнки (которую называют побежалостью) и интерференции
света в ней. [1]
[1]
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы. [1]
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой. [2]
Интересно про цвета побежалости написано здесь.
Рассмотрим схему участков сварного
соединения и их термический цикл.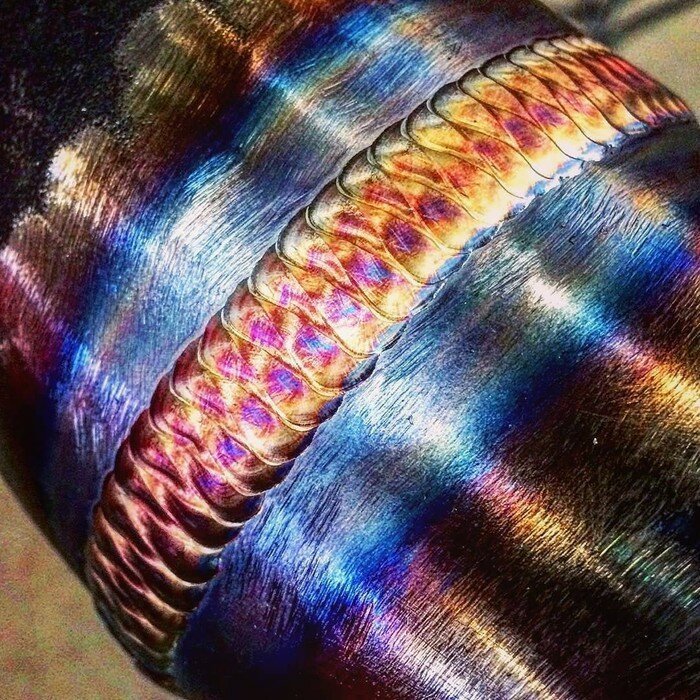 [3]
[3]
Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки. [4, 5]
При сварке нержавеющих
сталей цвета побежалости также проявляют
себя, но в других диапазонах температур.
Для нержавеющих сталей изменение цвета при нагреве на воздухе
наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый
(500°C), фиолетово-синий (600°C), синий (700°C). [1]
[1]
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. [6] Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости — неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно,
это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая
защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите
свидетельствует блестящая серебристая поверхность. Появление на шве
желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет
свидетельствует о плохой защите. [7]
[7]
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК «Трансстрой» 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. [8] Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.
Список использованных материалов:
1. https://ru.wikipedia.org
2. http://metallovedeniye.ru
3. В.А.
Лосев, Н.А. Юхин. Иллюстрированное пособие сварщика. Москва: Соуэло, 2004. 59
с.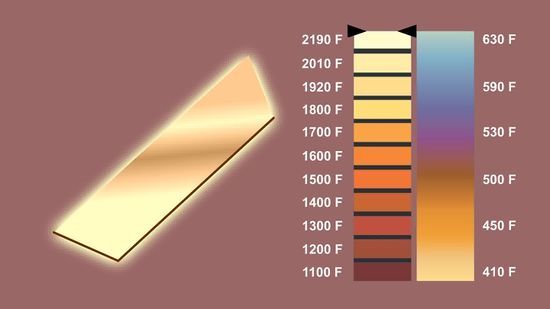
4. Костенко Е.М. Сварочные работы: Практическое пособие для электрогазосварщика.
5. В.А. Чебан. Сварочные работы: учеб. пособие. Изд. 3-е. Ростов-на-дону: Феникс, 2006. 412 с.
6. Ю. П. Солнцев, Е.И. Пряхин. Материаловедение: учебник для вузов. Изд. 4-е, перераб. и доп. Спб.: Химиздат. 2007. 784 с.
7. С.М. Гуревич. Сварка химически активных и тугоплавких металлов и сплавов. Москва: Машиностроение. 1982. 95 с.
8. Р.В. Гольдштейн, В.М. Козинцев, Д.А. Куров, А.Л. Попов, Д.А. Челюбеев. Разработка метода определения сварочных напряжений по цветам побежалости. УДК 539.3+53.082.56 http://vestnik.pstu.ru
Источник фото: @kinetiktrucks
Материал подготовил Антон Чураков
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
ЦВЕТА ПОБЕЖАЛОСТИ — это что такое ЦВЕТА ПОБЕЖАЛОСТИ
Значение слова «ЦВЕТА ПОБЕЖАЛОСТИ» найдено в 17 источниках
найдено в «Большой Советской энциклопедии»
стали, радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей окисной плёнки. Толщина плёнки зависит от температуры нагрева стали; плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные Ц. п. Некоторые Ц. п., характерные для углеродистой стали: соломенный (220 °С), коричневый (240 °С), пурпурный (260 °С), синий (300 °С), светло-серый (330—350 °С). На легированных (особенно высоколегированных) сталях те же Ц. п. появляются при более высоких температурах. На Ц. п. влияют также время выдержки стали при данной температуре, освещение и др. факторы. До появления пирометров и соответствующих контрольно-измерительных приборов по Ц. п. судили о температуре нагрева стали.
Толщина плёнки зависит от температуры нагрева стали; плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные Ц. п. Некоторые Ц. п., характерные для углеродистой стали: соломенный (220 °С), коричневый (240 °С), пурпурный (260 °С), синий (300 °С), светло-серый (330—350 °С). На легированных (особенно высоколегированных) сталях те же Ц. п. появляются при более высоких температурах. На Ц. п. влияют также время выдержки стали при данной температуре, освещение и др. факторы. До появления пирометров и соответствующих контрольно-измерительных приборов по Ц. п. судили о температуре нагрева стали.
Найдено 2 изображения:
PreviousNext
Изображения из описаний на этой странице
найдено в «Большой советской энциклопедии»
ЦВЕТА ПОБЕЖАЛОСТИ стали, радужная
окраска, появляющаяся на чистой поверхности нагретой стали в результате
образования на ней тончайшей окисной плёнки. Толщина плёнки зависит от
темп-ры нагрева стали; плёнки разной толщины по-разному отражают световые
лучи, чем и обусловлены те или иные Ц. п. Нек-рые Ц. п., характерные для
углеродистой стали: соломенный (220 °С), коричневый (240 °С), пурпурный
(260 °С), синий (300 °С), светлосерый (330-350 °С). На легированных (особенно
высоколегированных) сталях те же Ц. п. появляются при более высоких темп-pax.
На Ц. п. влияют также время выдержки стали при данной темп-ре, освещение
и др. факторы. До появления пирометров и соответствующих контрольно-измерит.
приборов по Ц. п. судили о темп-ре нагрева стали.
Толщина плёнки зависит от
темп-ры нагрева стали; плёнки разной толщины по-разному отражают световые
лучи, чем и обусловлены те или иные Ц. п. Нек-рые Ц. п., характерные для
углеродистой стали: соломенный (220 °С), коричневый (240 °С), пурпурный
(260 °С), синий (300 °С), светлосерый (330-350 °С). На легированных (особенно
высоколегированных) сталях те же Ц. п. появляются при более высоких темп-pax.
На Ц. п. влияют также время выдержки стали при данной темп-ре, освещение
и др. факторы. До появления пирометров и соответствующих контрольно-измерит.
приборов по Ц. п. судили о темп-ре нагрева стали.
найдено в «Большом энциклопедическом политехническом словаре»
радужная окраска, возникающая на чистой поверхности нагретой стали в результате появления на ней тонкого слоя оксидов. Для углеродистой стали характерны следующие Ц. п.:
Темп-ра, °С | Цвет | Темп-ра, °С | Цвет |
220 | Соломенный | 280 | Фиолетовый |
230 | Золотистый | 300 | Синий (васильковый) |
240 | Коричневый | ||
250 | Красно-коричневый | 320 | Светло-голубой |
330-350 | Светло-серый | ||
260 | Пурпурный |
На легированных сталях эти Ц.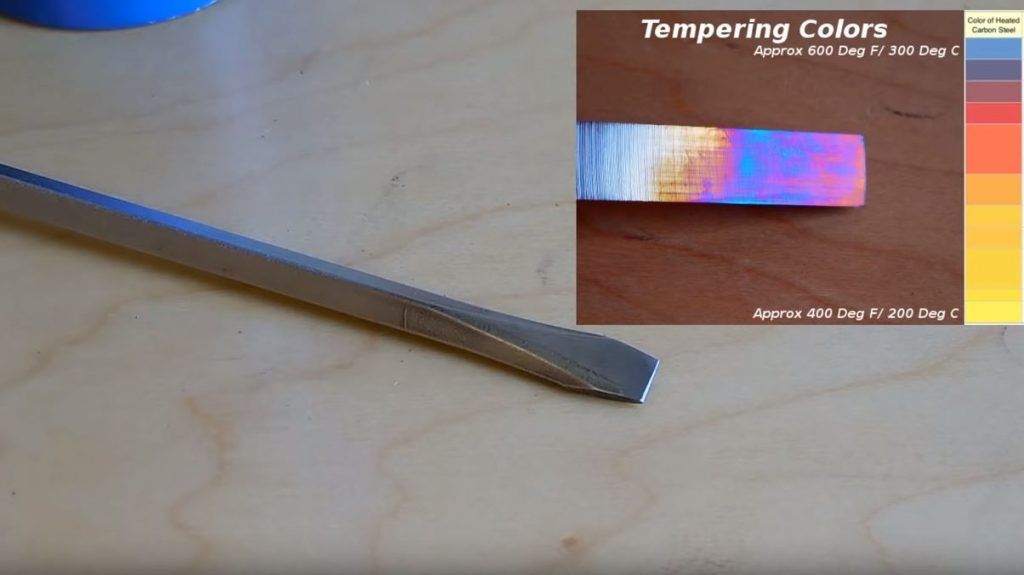 п. появляются при более высоких темп-рах.
п. появляются при более высоких темп-рах.
найдено в «Энциклопедии техники»
- цвета́ побежа́лости
радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной плёнки. Толщина плёнки зависит от температуры нагрева стали: плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные цвета побежалости (см. табл.). На легированных (особенно высоколегированных) сталях те же цвета побежалости появляются при более высоких температурах. До появления пирометров по цветам побежалости судили о температуре стали.
Цвета побежалости на поверхности железа или нелегированной углеродистой стали
Энциклопедия «Техника». — М.: Росмэн.2006.
найдено в «Энциклопедии «Техника»»
Цвета́ побежа́лости — радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной плёнки. Толщина плёнки зависит от температуры нагрева стали: плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные цвета побежалости (см. табл.). На легированных (особенно высоколегированных) сталях те же цвета побежалости появляются при более высоких температурах. До появления пирометров по цветам побежалости судили о температуре стали.
Толщина плёнки зависит от температуры нагрева стали: плёнки разной толщины по-разному отражают световые лучи, чем и обусловлены те или иные цвета побежалости (см. табл.). На легированных (особенно высоколегированных) сталях те же цвета побежалости появляются при более высоких температурах. До появления пирометров по цветам побежалости судили о температуре стали.
Цвета побежалости на поверхности железа или нелегированной углеродистой стали
найдено в «Словаре металлургических терминов»
Oxidized steel surface — Цвета побежалости.
Поверхность, имеющая тонкую оксидную пленку от соломенного до синего цвета, распространяющуюся от края рулона или листа.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.)
найдено в «Современном энциклопедическом словаре»
ЦВЕТА ПОБЕЖАЛОСТИ, радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др. ), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов.
), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов.
найдено в «Большом Энциклопедическом словаре»
ЦВЕТА ПОБЕЖАЛОСТИ — радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов.
найдено в «Энциклопедическом словаре естествознания»
ЦВЕТА ПОБЕЖАЛОСТИ , радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов.
найдено в «Большом энциклопедическом словаре»
ЦВЕТА ПОБЕЖАЛОСТИ, радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов.
найдено в «Большом энциклопедическом словаре»
— радужные цвета (соломенный, золотистый, пурпурный,фиолетовый и др.), возникающие на чистой поверхности нагретой стали, атакже на поверхности некоторых минералов в результате появления тонкогослоя оксидов.
найдено в «Русско-чешском словаре»
• barevný náběh (při ohřevu)
• náběhové barvy
• popouštěcí barvy
АБВГДЕЁЖЗИЙКЛМНОПРСТУФХЦЧШЩЪЫЬЭЮЯ
ABCDEFGHIJKLMNOPQRSTUVWXYZ
Оттеночное травление
Оттеночное травлениеОттеночное травление
В следующей статье описаны теория и техника тонировочного травления. Она была написана Джорджем Вандером Воортом и впервые появилась в марте.
1985 г. выпуск Metal Progress «ежемесячный журнал ASM International»
с 1930 по 1986 год.» Воспроизведено здесь с любезного разрешения Маргарет
Хант, редактор журнала Advanced Materials and Processes .
Она была написана Джорджем Вандером Воортом и впервые появилась в марте.
1985 г. выпуск Metal Progress «ежемесячный журнал ASM International»
с 1930 по 1986 год.» Воспроизведено здесь с любезного разрешения Маргарет
Хант, редактор журнала Advanced Materials and Processes .
Имеется 11 сопроводительных микрофотографий и таблица, в которой указан 21 травитель для окраски.
| Рис. 1. Примеры окраски латуни, протравленной реактивом Клемма I. Холод обработанная и отожженная альфа-латунь (70 Cu-30 Zn). B, C и D являются альфа-бета латунь (60 Cu-40 Zn), термообработанная тремя различными способами. В: 940 F (505 С), закалка водой. C: 1200 F (650 C), закалка водой. Т: 1550 F (845 C), воздух Круто. Оригинальное увеличение: 100X |
Оттеночные травители были разработаны для цветного травления многих металлов и сплавов.
— чугуны, стали, нержавеющие стали, сплавы на основе никеля, медь
сплавы, молибден, вольфрам, свинец, олово и цинк. Ограниченный успех был
полученные при тонировочном травлении алюминиевых и титановых сплавов.
Ограниченный успех был
полученные при тонировочном травлении алюминиевых и титановых сплавов.
Выбранный список травителей приведен в таблице I; дополнительную информацию можно получить в Ссылка 1 и 2.
Наиболее широко применяемый протравитель для окрашивания – это травитель, разработанный Клеммом. окрашивает феррит в сталях, выявляет перегрев или горение в сталях и развивает зернистая структура меди и многих медных сплавов, а также свинец, олово и цинк.
Некоторые основы травления оттенкаУдовлетворительные травители для окраски или окраски химически сбалансированы для получения устойчивая пленка на поверхности образца. Это противоречит обычному химическому травители, в которых продукты коррозии, образующиеся во время травления, повторно растворяются в травитель. Оттеночные травители делятся на анодные, катодные, или сложные системы в зависимости от характера пленки осадки. 1
Травление – это контролируемый процесс коррозии, основанный на электролитическом воздействии. между участками поверхности с разным потенциалом. Для чистых металлов и отдельных
фазовых сплавов существует разность потенциалов между зернами с разной
ориентации, между границами зерен и внутренностями зерен, между примесями
фаз и матрицы, или при градиентах концентрации в однофазных сплавах.
Для многофазных сплавов также существует потенциал между различными фазами.
подарок. Эти потенциальные различия изменяют скорость атаки, тем самым выявляя
микроструктура при использовании химических травителей.
между участками поверхности с разным потенциалом. Для чистых металлов и отдельных
фазовых сплавов существует разность потенциалов между зернами с разной
ориентации, между границами зерен и внутренностями зерен, между примесями
фаз и матрицы, или при градиентах концентрации в однофазных сплавах.
Для многофазных сплавов также существует потенциал между различными фазами.
подарок. Эти потенциальные различия изменяют скорость атаки, тем самым выявляя
микроструктура при использовании химических травителей.
Для двухфазного сплава потенциал одной фазы больше, чем потенциал другого. При травлении более электроположительная (анодная) фаза подвергается атаке, в то время как более электроотрицательная (катодная) фаза не подвергается атаке заметно. Величина разности потенциалов между двумя фазами больше, чем разность потенциалов, существующая в однофазных сплавах. Следовательно, сплавы с двумя или более фазами травятся быстрее, чем однофазные. металлов и сплавов.
В большинстве химических травителей одна и та же фаза обычно будет анодной или
катодный.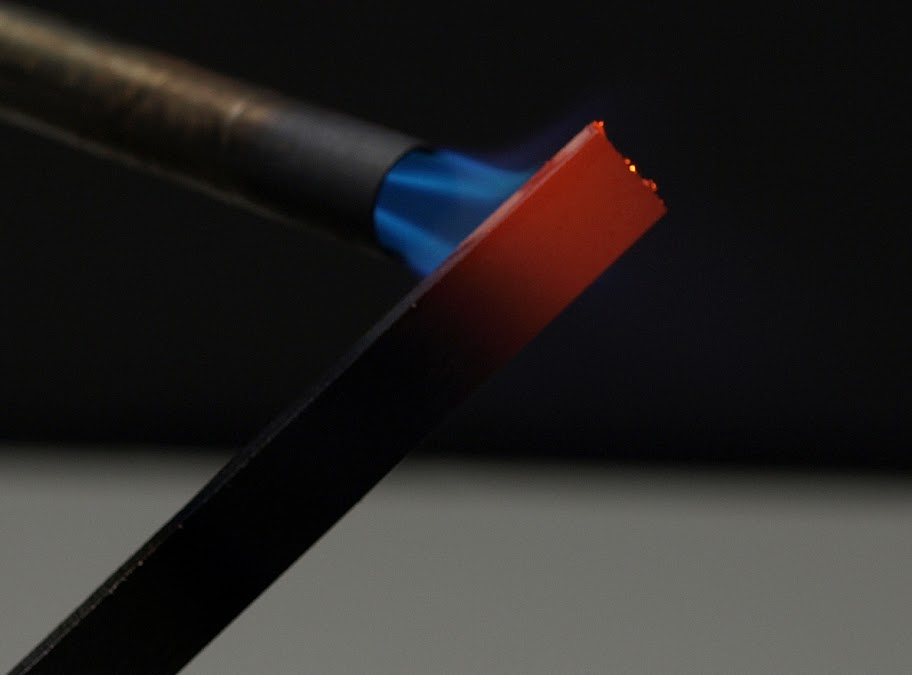 Действительно, со стандартными травителями довольно сложно обратить
атака; то есть сделать анодную фазу катодной. Это было продемонстрировано
Кель и Метлей в исследованиях поведения при травлении альфа-бета-латуни
(Cu-40% Zn) с использованием девяти различных широко используемых травителей. 3 Восьмерка
из этих травителей бета была анодной по отношению к альфа. Только в одном (равных частях
НХ 4 OH, 3% H 2 O 2 и H 2 O)
альфа-фаза анодирует бета-фазу.
Действительно, со стандартными травителями довольно сложно обратить
атака; то есть сделать анодную фазу катодной. Это было продемонстрировано
Кель и Метлей в исследованиях поведения при травлении альфа-бета-латуни
(Cu-40% Zn) с использованием девяти различных широко используемых травителей. 3 Восьмерка
из этих травителей бета была анодной по отношению к альфа. Только в одном (равных частях
НХ 4 OH, 3% H 2 O 2 и H 2 O)
альфа-фаза анодирует бета-фазу.
Только потенциостатическим методом возможно селективное травление фаз в того же электролита путем изменения приложенного напряжения.
Оттеночные травители обычно окрашивают либо анодную, либо катодную фазы.
Некоторые успехи были достигнуты в разработке травильных растворов для окраски сталей, которые
селективны к фазам, которые обычно являются катодными. Большинство красящих травителей,
однако окрашивают анодные фазы. Травильные вещества для окрашивания обычно представляют собой кислые растворы. с использованием воды или спирта в качестве растворителя. Они были разработаны для
наносить тонкую пленку, обычно толщиной от 40 до 500 нм, из оксида, сульфида,
комплексный молибдат, элементарный селен или хромат на поверхности образца.
с использованием воды или спирта в качестве растворителя. Они были разработаны для
наносить тонкую пленку, обычно толщиной от 40 до 500 нм, из оксида, сульфида,
комплексный молибдат, элементарный селен или хромат на поверхности образца.
Цвета проявляются интерференцией так же, как и при тепловом окрашивании. или вакуумное напыление. Травильные вещества для окрашивания действуют погружением, а не мазком. так как это предотвратит образование пленки. Внешние потенциалы не использовал.
Толщина пленки определяет получаемые цвета. По мере увеличения толщины пленки интерференция создает цвета (в белом свете) в обычной последовательности: желтый, красный, фиолетовый, синий и зеленый. В анодных системах образуется пленка только над анодной фазой, но толщина этой пленки может варьироваться в зависимости от кристаллографическая ориентация фазы.
Для катодных систем толщина пленки на катодной фазе обычно равна
постоянным, так что получается только один цвет. Этот цвет, однако, будет варьироваться
так как эта пленка растет в процессе травления. Следовательно, чтобы каждый раз получать один и тот же цвет,
время травления должно поддерживаться постоянным. Обычно это достигается за счет времени
травления и наблюдая за макроскопическим цветом образца во время
окрашивание
Этот цвет, однако, будет варьироваться
так как эта пленка растет в процессе травления. Следовательно, чтобы каждый раз получать один и тот же цвет,
время травления должно поддерживаться постоянным. Обычно это достигается за счет времени
травления и наблюдая за макроскопическим цветом образца во время
окрашивание
Компания Beraha разработала травильные составы для окрашивания, которые осаждают тонкую сульфидную пленку на широкий спектр металлов: чугуны, стали, нержавеющие стали, никелевая основа сплавы, медь и медные сплавы. 4 Производство сульфидных пленок двумя способами. Для реагентов, содержащих метабисульфит калия или натрия, катион железа, никеля или кобальта в сульфидной пленке поступает из образца а анион сульфида поступает из реагента после разложения.
Пленка второго типа производится комплексом тиосульфата металла в
реактив, состоящий из водного раствора тиосульфата натрия,
лимонная кислота (органическая кислота) и либо ацетат свинца, либо хлорид кадмия (металл
соль). В таких травителях образец действует как катализатор и образующаяся пленка
либо сульфид свинца, либо сульфид кадмия. Эти реагенты окрашивают анод
только составные части, т. е. пленка не образуется на катоде.
Особенности.
В таких травителях образец действует как катализатор и образующаяся пленка
либо сульфид свинца, либо сульфид кадмия. Эти реагенты окрашивают анод
только составные части, т. е. пленка не образуется на катоде.
Особенности.
Компания Beraha также разработала травильные составы для окрашивания, в которых используется восстановление молибдата.
ион. 5 Молибдат натрия используется. Молибден в молибдате
ион, MoO 4 -2 , имеет валентность +6. В присутствии
подходящими восстанавливающими соединениями его можно частично восстановить до +4. Разбавленный
(1%) водный раствор молибдата натрия подкисляют (pH от 2,5 до 4,0)
добавлением небольшого количества азотной кислоты с образованием молибденовой кислоты,
Н 2 МоО 4 . Добавление сильного восстановителя, например
SnCl 2 окрашивает раствор в синий цвет, в то время как более слабое восстановление
агент, такой как FeSO 4 , окрасит раствор в коричневый цвет.
Когда 1% водный раствор молибдата натрия, подкисленный азотной кислотой, применяется для окрашивания травления сталей, молибдат восстанавливается при катодном цементите фаза, дающая цвет от желто-оранжевого до коричневого в зависимости от времени травления. При добавлении небольшого количества бифторида аммония карбиды окрашиваются. красно-фиолетовый, а феррит окрашен в желтый цвет.
Ингредиенты Tint Etchants Обычные ингредиенты травильных растворов для окрашивания включают: метабисульфит натрия.
(Na 2 S 2 O 5 ), метабисульфит калия
(K 2 S 2 O 5 ) и тиосульфат натрия
(Na 2 S 2 O 3 · 5H 2 O). Это
используется с водой в качестве растворителя и обычно окрашивает анодные фазы. Тонировать
к более кислотостойким металлам добавляют соляную кислоту. Оттеночные травители, содержащие
эти соединения образуют сульфидные пленки. Во время использования запах диоксида серы
можно обнаружить сероводород. Хотя это всего лишь небольшая неприятность,
травление следует проводить под вытяжкой.
Во время использования запах диоксида серы
можно обнаружить сероводород. Хотя это всего лишь небольшая неприятность,
травление следует проводить под вытяжкой.
Подкрашивающие травители на основе любой селеновой кислоты (H 2 SeO 4 ) или молибдат натрия (Na 2 MoO 4 · 2H 2 O) обычно цветной катодный компоненты, такие как цементит в чугунах и сталях. Селеновая кислота довольно опасная кислота в обращении, и ее использование должно быть ограничено теми, знание техники обращения с опасными материалами. К счастью, реагенты на основе молибдата натрия относительно безопасны в применении и довольно эффективно. Некоторые реагенты содержат небольшую добавку бифторида аммония. (НХ 4 ФХФ). С этим следует обращаться очень осторожно.
Инструкции по смешиванию реагентов Для большинства химических травителей точное соблюдение указанной формулы
не требуется. Однако при использовании оттеночных травителей формула травления обычно должна
внимательно следить.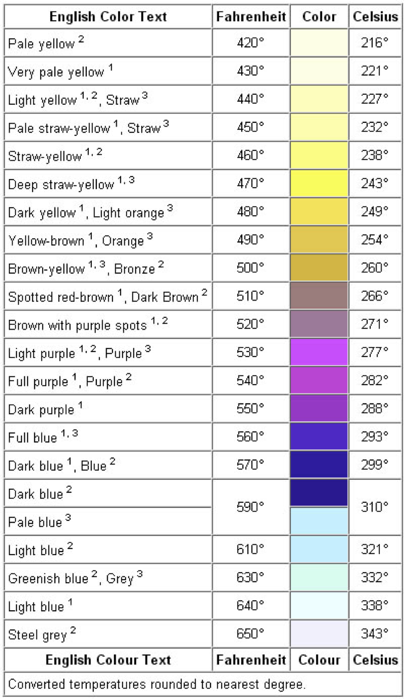 Для некоторых порядок смешивания различных компонентов травления
также является критическим. Лучше всего следовать рекомендациям разработчика
близко.
Для некоторых порядок смешивания различных компонентов травления
также является критическим. Лучше всего следовать рекомендациям разработчика
близко.
Многие протравители для красок могут поставляться в количестве от 500 до 1000 мл на складе. решения. В некоторых случаях один ингредиент не используется до тех пор, пока не будет получено необходимое количество. для травления наливают в стакан. Затем добавляют активирующий агент. Таким образом можно использовать реактив Клемма I. Однако после смешивания это реагент можно сохранить в течение многих дней, просто плотно закрыв стакан алюминиевой фольгой для предотвращения испарения (если это произойдет, кристаллы форму, которую очень трудно растворить). Когда требуется бифторид аммония для добавления в краску для травления используйте полиэтиленовый стакан.
Подготовка образцов для окрашивания Чтобы получить максимальную отдачу от оттенка, требуются очень тщательно подготовленные образцы. травители. Борьба с царапинами является наиболее сложной задачей, особенно
для сплавов, таких как латунь. Нередко можно наблюдать довольно плотную царапину
рисунок после травления подкрашивания таких сплавов, даже если они казались без царапин
перед полировкой. Это характерная проблема методов, использующих
интерференционные эффекты для создания изображения.
травители. Борьба с царапинами является наиболее сложной задачей, особенно
для сплавов, таких как латунь. Нередко можно наблюдать довольно плотную царапину
рисунок после травления подкрашивания таких сплавов, даже если они казались без царапин
перед полировкой. Это характерная проблема методов, использующих
интерференционные эффекты для создания изображения.
Микрофотографии, показанные в этой статье, были подготовлены с использованием автоматического техники полировки. Все образцы были смонтированы; тип крепления нет критично, если только края не должны быть проверены. Метилметакрилат (Du Pont Co.’s Lucite) обычно избегают из-за его плохой химической стойкости к некоторым используемых растворителей.
Образцы шлифовали и полировали на станке Struers Abrapol в
следующей последовательности: SiC зернистостью 120, 240, 320, 400 и 600 с водой в качестве
смазка/охлаждающая жидкость; Алмаз 6 микрон на холсте и бриллиант 1 микрон на холсте.
синтетическая ткань со средним ворсом, использующая алмазную наполнительную смазку Struers. алмаз наносился через аэрозольные баллончики с периодической подзарядкой во время полировки.
Прикладываемые давления и время были скорректированы в соответствии с исследуемым образцом.
готовый.
алмаз наносился через аэрозольные баллончики с периодической подзарядкой во время полировки.
Прикладываемые давления и время были скорректированы в соответствии с исследуемым образцом.
готовый.
После 1-микронной алмазной полировки легкий круговой рисунок царапин присутствует, что должно быть удалено окончательной полировкой. Для достижения желаемого качество окончательной полировки, два типа автоматических систем окончательной полировки могут использоваться. Для некоторых показанных сплавов использовалась агрессивная полировка.
Вибрационное полирование с помощью устройства типа Syntron производства FMC.
Подразделение погрузочно-разгрузочного оборудования корпорации. может быть трудоустроен. Другой подходящий
Устройство, которым я пользовался, — это автоматическая полировальная машина Fini-Pol компании Leco Corp.
вложение. Полировка этим устройством выполняется быстрее, чем вибрационным.
полировка и результат отличный. Поскольку чаша пластиковая, нежелательно
реакции не происходят во время полировки атаки.
Все образцы, показанные здесь, были окончательно отполированы с использованием коллоидного кремнезема. также известный как Syton, разработанный Monsanto. Сайтон доступен через расходные материалы. Ltd., 6 и называется раствором для окончательной полировки. Коллоидный кремнезем также предлагается Buehler Ltd. как Mastermet 7 и Struers как ОП-С. 8
Синтетическая ткань со средним ворсом использовалась для покрытия чаши Fini-Pol и коллоидной ткани. диоксид кремния и дистиллированную воду, примерно в равных частях, добавляли только к покрыть тканью. Образцы помещали в удерживающие приспособления и вставляли внутри чаши. Крепления вращаются против роликов, пока колесо медленно вращается. Использовалась довольно низкая скорость.
Для всех медных сплавов показано несколько миллилитров 1% водного раствора железа.
в полировальный раствор добавляли нитрат. Это должно слегка окрасить
это бледно-желтый. Слишком большое количество раствора для агрессивной полировки приводит к чрезмерному травлению. При небольшом опыте получаются превосходные результаты.
При небольшом опыте получаются превосходные результаты.
Коллоидный диоксид кремния сам по себе обеспечивает отличные результаты окончательной полировки. для большинства металлов. Это особенно полезно для черных сплавов. Две меры предосторожности однако необходимо соблюдать.
Во-первых, никогда не позволяйте ткани высохнуть после использования. Если это произойдет, силикагель частицы выпадают в осадок и царапают любые образцы, которые впоследствии полируются. После полировки прополощите тряпку.
Во-вторых, прежде чем выливать полировальный раствор из емкости, протрите
сверху, чтобы удалить любые частицы, которые могли осаждаться в результате предыдущего использования.
Поверхности, отполированные коллоидным кремнеземом, кажутся более блестящими, чем те, которые
полируется другими абразивами. Полирующий раствор можно использовать для введения
незначительное облегчение в двухфазных структурах в зависимости от применяемого
давление и время полировки. Незначительное травление наблюдалось у некоторых двух
фазовых сплавов, что в ряде случаев позволяет обойтись без химического травления.
Незначительное травление наблюдалось у некоторых двух
фазовых сплавов, что в ряде случаев позволяет обойтись без химического травления.
Травка нужного оттенка смешивается по формуле (см. Таблица I или ссылка 1 и 2), либо исходный раствор выливают в химический стакан и активируют в указанным образом. Обычно я использую небольшой стеклянный или полиэтиленовый стакан. и около 100-200 мл раствора. Правильно подготовленный образец должен быть тщательно очистить перед травлением, потому что любой остаток на поверхности будет препятствуют образованию пленки. Поскольку для многих травильных растворов требуется от 60 до 90 с погружение, образец помещается на дно стакана, лицом вверх. Затем осторожно взболтайте раствор, стараясь не расплескать его по коже. Руки.
Примерно через 20–40 с, в зависимости от образца и раствора,
поверхность начинает окрашиваться. В этот момент стакан держат неподвижно до тех пор, пока
поверхность окрашена от красного до фиолетового. Образец извлекают, промывают под
теплой водой, опрыскивают этанолом и сушат.
Образец извлекают, промывают под
теплой водой, опрыскивают этанолом и сушат.
Не прикасайтесь к поверхности образца. Для оттеночных травителей, которые работают довольно быстро, образец удерживается в растворе щипцами и осторожно встряхивается до тех пор, пока поверхность затемнена. Для этих травителей макроскопический цвет поверхности обычно серо-черного цвета.
Образец экзамена: как он проводится Теперь образцы готовы для просмотра в прямом (или инвертированном) микроскопе.
и для фотографирования. Совет по выравниванию образца: размещение папиросной бумаги
над протравленным образцом, когда он находится на кусочке глины на предметном стекле микроскопа
могут оставить кусочки папиросной бумаги на поверхности и поцарапать пленку. К
чтобы избежать этой проблемы, возьмите алюминиевый корпус диаметром 1 или 1,25 дюйма (25 или 32 мм).
сформируйте кольцо и слегка приплюсните его в тисках. Это может быть размещено поверх
смонтированный образец, опирающийся только на монтажные материалы, чтобы сгладить
образец в ручном прессе. Если используется инвертированный микроскоп, будьте осторожны в
размещение образца, чтобы не поцарапать пленку.
Если используется инвертированный микроскоп, будьте осторожны в
размещение образца, чтобы не поцарапать пленку.
Образцы исследуются сначала при ярком освещении без использования фильтров. кроме типов нейтральной плотности для управления яркостью. Использование дополнительного цветной фильтр в некоторых случаях может усилить контраст между фазами. Во многих В некоторых случаях окраску можно усилить, используя скрещенные или почти скрещенные поляризованный свет.
Черно-белые или цветные фотографии любого желаемого типа и формата могут получить. Если используется черно-белая пленка, помните, что ортохроматическая виды не чувствительны к красному цвету. Чтобы запечатлеть истинные цветовые контрасты на черно-белой пленке используйте панхроматические пленки. В некоторых случаях ортохроматическая пленка может оказаться весьма полезной даже при наличии красного цвета. они будут казаться довольно темными на отпечатке.
Для цветной фотографии можно использовать множество пленок. прозрачные пленки или отпечатки.
прозрачные пленки или отпечатки.
из нержавеющей стали | Оттенок Небеса
Пленки сериииз нержавеющей стали — это широко распространенное решение для защиты от солнечных лучей в зданиях по всему миру. Эти пленки серого цвета с низким коэффициентом отражения, что делает их естественным дополнением к большинству цветовых схем интерьера и экстерьера. Металл из нержавеющей стали, ламинирующий клей и устойчивое к царапинам покрытие, используемые в этой серии пленок, обеспечивают высокую производительность, прочность и долговечность, что делает ее предпочтительным выбором для многих.
Изделия из нержавеющей стали имеют нейтральный серый оттенок, который дополняет любую цветовую гамму. Они являются идеальным решением для улучшения отвода тепла без создания «зеркального» вида.
Ключевые преимущества
- Нейтральный тон повышает конфиденциальность жильцов без существенного изменения внешнего вида здания
- Меньшая видимая отражательная способность обеспечивает обзор снаружи
- Высокий отвод тепла повышает комфорт в помещении
- УФ-блокаторы защищают людей и имущество от вредных УФ-лучей
Варианты пленки и характеристики
| Название продукта | Коэффициент пропускания видимого света | Внешний отражатель видимого света | Общая солнечная энергия отклонена |
|---|---|---|---|
| Нержавеющая сталь 50 | 48% | 13% | 43% |
| Нержавеющая сталь 35 | 42% | 15% | 47% |
| Нержавеющая сталь 30 | 34% | 20% | 54% |
| Нержавеющая сталь 20 | 24% | 28% | 62% |
| Нержавеющая сталь 10 | 9% | 43% | 75% |
Информация о гарантии
| Информация о гарантии | Срок проживания | Коммерческий термин | Гарантия на изменение цвета |
|---|---|---|---|
| Гарантия на изделия из нержавеющей стали | Ограниченный срок службы | Десять [10] лет | Да |
Переходник «папа-мама», шестигранник, прозрачный хромат цинка с голубым оттенком, сталь, № 6-32, длина корпуса 3/4 дюйма
Идентификатор части: СТ6981-0.
 750-34
750-34Технические характеристики
| Материал Марка (сплав): | Сталь 12L14 (QQ-S-637, ASTM-A-108) 1215 (QQ-S-637, ASTM-A-108) |
|---|---|
| Профиль | Шестнадцатеричный |
| Внешний диаметр | 1/4 дюйма |
| Длина корпуса | 3/4″ |
| Наружная резьба | Размер нити: #6-32 Длина резьбы: 0,25 |
|---|---|
| Внутренняя резьба | # 6-32 |
| Отделка Описание (Спецификация) | Цинковый прозрачный хромат с голубым оттенком (ASTM-B633) |
| Соответствует | RoHS, WEEE, REACH, DFARS, конфликтные минералы |
Описание продукта
Стойки «папа-мама» используются для разделения, позиционирования или соединения компонентов в сборке. Они по-прежнему широко используются в компьютерах и электронном оборудовании для разделения печатных плат для воздушного потока и обеспечения зазора для установленных компонентов. Однако, поскольку они бывают самых разных размеров и с резьбой, почти во всех отраслях промышленности они использовались в качестве резьбовых адаптеров, прокладок и соединителей среди других уникальных приложений. Шестигранная форма обеспечивает больший крутящий момент, так как плоские стороны позволяют затягивать гаечным ключом. Сталь недорога, ее легко удовлетворить более высоким требованиям к качеству поверхности, и она обеспечивает относительно высокие прочностные характеристики. Доступны несколько вариантов покрытия для повышения коррозионной стойкости материала и изменения его внешнего вида.
Они по-прежнему широко используются в компьютерах и электронном оборудовании для разделения печатных плат для воздушного потока и обеспечения зазора для установленных компонентов. Однако, поскольку они бывают самых разных размеров и с резьбой, почти во всех отраслях промышленности они использовались в качестве резьбовых адаптеров, прокладок и соединителей среди других уникальных приложений. Шестигранная форма обеспечивает больший крутящий момент, так как плоские стороны позволяют затягивать гаечным ключом. Сталь недорога, ее легко удовлетворить более высоким требованиям к качеству поверхности, и она обеспечивает относительно высокие прочностные характеристики. Доступны несколько вариантов покрытия для повышения коррозионной стойкости материала и изменения его внешнего вида.
Запасы и время выполнения заказа
| Наличие на складе | 1 109 | В тот же день |
| Припуск на пластину | 0 | 1-2 недели |
| Срок изготовления | 12-13 | недель |
Цена указана за прозрачный хромат цинка с синим оттенком
| Количество | Цена онлайн |
|---|---|
| 100 | 2,456 |
| 250 | 1,317 |
| 500 | 0,882 |
| 1000 | 0,599 |
| 2 500 | 0,425 |
| 5000 | 0,332 |
| 10 000 | 0,285 |
| 25 000 | 0,261 |
| 50 000 | 0,245 |
| 100 000 | 0,228 |
Если вы хотите увидеть цены дистрибьютора, войдите или создайте учетную запись и запросите подтверждение
в качестве дистрибьютора.