Группа 1. Трещины | ||||||
100 | Е | Трещины en cracks fr fissures | Несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок | |||
1001 | Микротрещина en microfissure (microcrack) fr microfissure | Трещина, имеющая микроскопические размеры, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении | ||||
101 | Еа | Продольная трещина en longitudinal crack fr fissure longitudinale | Трещина, ориентированная параллельно оси сварного шва. Она может располагаться: | |||
1011 | в металле сварного шва; | |||||
1012 | на границе сплавления; | |||||
1013 | в зоне термического влияния; | |||||
1014 | в основном металле | |||||
102 | Eb | Поперечная трещина en transverse crack fr fissure transversale | Трещина, ориентированная поперек оси сварного шва. Она может располагаться: | |||
1021 | в металле сварного шва; | |||||
1023 | в зоне термического влияния; | |||||
1024 | в основном металле | |||||
103 | Е | Радиальные трещины en radiation cracks fr fissures rayonnantes | Трещины, радиально расходящиеся из одной точки. | |||
1031 | в металле сварного шва; | |||||
1033 | в зоне термического влияния; | |||||
1034 | в основном металле Примечание — Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины | |||||
104 | Ec | Трещина в кратере en crater cracks fr fissure de cratere | Трещина в кратере сварного шва, которая может быть: | |||
1045 | продольной; | |||||
1046 | поперечной; | |||||
1047 | звездообразной | |||||
105 | Е | Раздельные трещины en group of disconnected cracks fr reseau de fissures marbrees | Группа трещин, которые могут располагаться: | |||
1051 | в металле сварного шва; | |||||
1053 | в зоне термического влияния; | |||||
1054 | в основном металле | |||||
106 | Е | Разветвленные трещины en branching cracks fr fissure ramifiees | Группа трещин, возникших из одной трещины. Они могут располагаться: | |||
1061 | в металле сварного шва; | |||||
1063 | в зоне термического влияния; | |||||
1064 | в основном металле | |||||
Группа 2. Поры | ||||||
200 | А | Газовая полость en gas cavity fr soufflure | Полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов | |||
2011 | Аа | Газовая пора en gas pore fr soufflure spheroidale | Газовая полость обычно сферической формы | |||
2012 | Равномерно распределенная пористость en uniformly distributed porosity fr souflures spheroidales | Группа газовых пор, распределенных равномерно в металле сварного шва. | ||||
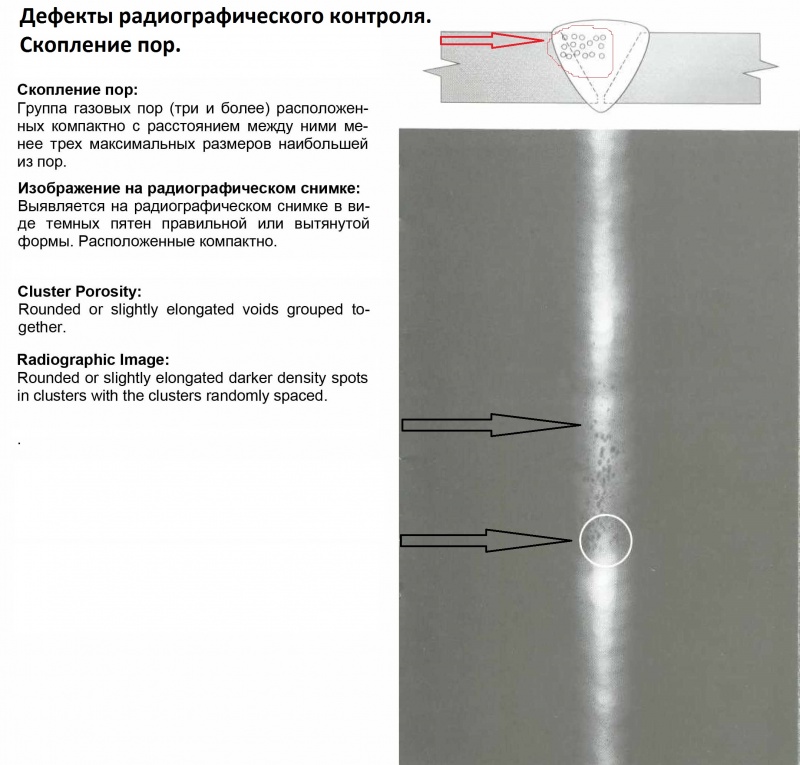
2013 | Скопление пор en localized (clustered) fr nid de soufflures | Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей | ||||
2014 | Цепочка пор en linear porosity fr soufflures allignees (ou en chapelet) | Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор | ||||
2015 | Аb | Продолговатая полость en elongated cavity fr soufflure allongee | Несплошность, вытянутая вдоль оси сварного шва. | |||
2016 | Ab | Свищ en worm-hole fr soufflure vermiculaire | Трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой | |||
2017 | Поверхностная пора en surface por fr piqure | Газовая пора, которая нарушает сплошность поверхности сварного шва | ||||
202 | R | Усадочная раковина en shrinkage fr retassure | Полость, образующаяся вследствие усадки во время затвердевания | |||
2024 | К | Кратер en crater pipe fr retassure de cratere | Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов | |||
Группа 3.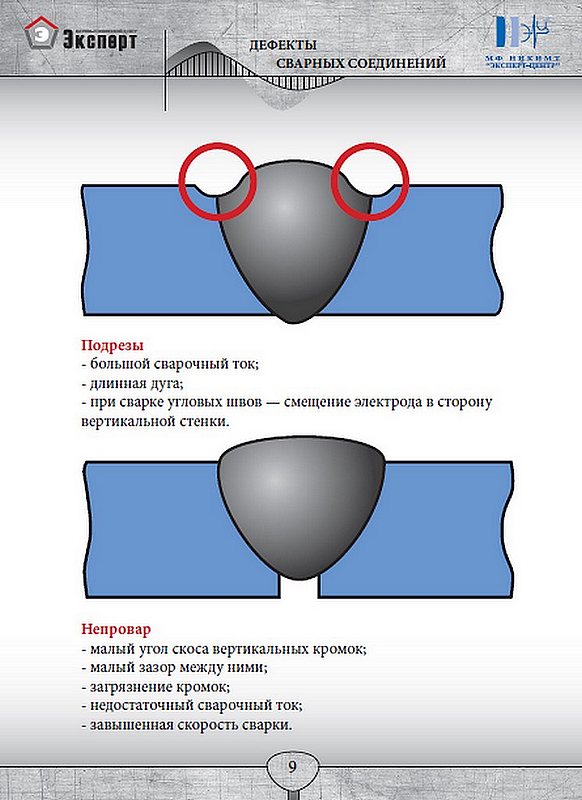 Твердые включения Твердые включения | ||||||
300 | Твердое включение en solid inclusion fr inclusion solide | Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями | ||||
301 | Ва | Шлаковое включение en slag inclusion fr inclusion de laitier | Шлак, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть: | |||
3011 | линейными; | |||||
3012 | разобщенными; | |||||
3013 | прочими | |||||
302 | G | Флюсовое включение en flux inclusion fr inclusion de dlux | Флюс, попавший в металл сварного шва. | См. 3011-3013 | ||
3021 | линейными; | |||||
3022 | разобщенными; | |||||
3023 | прочими | |||||
303 | J | Оксидное включение en oxide inclusion fr inclusion d’oxyde | Оксид металла, попавший в металл сварного шва во время затвердевания | |||
304 | Н | Металлическое включение fr inclusion metallique | Частица инородного металла, попавшая в металл сварного шва. Различают частицы из: | |||
3041 | вольфрама; | |||||
3042 | меди; | |||||
3043 | другого металла | |||||
Группа 4. Несплавление и непровар Несплавление и непровар | ||||||
401 | Несплавление en lack of fusion (incomplete fusion) fr manque de fusion (collage) Примечание — В некоторых странах употребляют термины «collage noir» и «collage blanc» в зависимости от того, имеются или отсутствуют в местах несплавления оксидные включения | Отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавления: | ||||
4011 | по боковой стороне; | |||||
4012 | между валиками; | |||||
4013 | в корне сварного шва | |||||
402 | D | Непровар (неполный провар) en lack of penetration (incomplete penetration) fr manque de penetration | Несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения | |||
Группа 5. Нарушение формы шва Нарушение формы шва | ||||||
500 | Нарушение формы en imperfect shape fr forme defectueuse | Отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения | ||||
5011 | F | Подрез непрерывный en continious undercut fr caniveau continu | Углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке | |||
5012 | F | Подрез непрерывный en intermittent undercut fr morsure: caniveau discontinu | ||||
5013 | Усадочная канавка en shrinkage groove fr caniveau a la racine | Подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления (см. | ||||
502 | Превышение выпуклости стыкового шва en excess weld metal fr surepaisseur excessive | Избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения | ||||
503 | Превышение выпуклости углового шва en excessive convexity fr convexite excessive | Избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения | ||||
504 | Превышение проплава en excessive penetration fr exes de penetration | Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения | ||||
5041 | Местное превышение проплава en local excess penetration fr exces local de penetration | Местный избыточный проплав сверх установленного значения | ||||
505 | Неправильный профиль сварного шва en incorrect weld profile fr default de raccordement | Угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения | ||||
506 | Наплав en overlap fr debordement | Избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним | ||||
507 | Линейное смещение en linear misalignment fr defaut d’alignement | Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне | ||||
508 | Угловое смещение en angular misalignment fr deformation angulaire | Смешение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого | ||||
509 | Натек en sagging fr effondrement | Металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью. | ||||
В зависимости от условий это может быть: | ||||||
5091 | натек при горизонтальном положении сварки; | |||||
5092 | натек в нижнем или потолочном положении сварки; | |||||
5093 | натек в угловом сварном шве; | |||||
5094 | натекание в шве нахлесточного соединения | |||||
510 | Прожог en burn through fr trou | Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве | ||||
511 | Неполностью заполненная разделка кромок en incompletely filled groove fr manque d’epaisseur | Продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке | ||||
512 | Чрезмерная асимметрия углового шва en excessive asymmetry of fillet weld fr defaut de symetrie de soudure d’angle | Чрезмерное превышение размеров одного катета над другим | ||||
513 | Неравномерная ширина шва en irregular width fr largeur irreguliere | Отклонение ширины от установленного значения вдоль сварного шва | ||||
514 | Неровная поверхность en irregular surface fr surface irreguliere | Грубая неравномерность формы поверхности усиления шва по длине | ||||
515 | Вогнутость корня шва en root concavity fr retassure a la racine | Неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки (см. | ||||
516 | Пористость в корне сварного шва en root porosity fr rochage | Наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла | ||||
517 | Возобновление en poor restart fr mauvaise reprise | Местная неровность поверхности в месте возобновления сварки | ||||
Группа 6. Прочие дефекты | ||||||
600 | Прочие дефекты en miscellaneous imperfections fr defauts divers | Все дефекты, которые не могут быть включены в группы 1-5 | ||||
601 | Случайная дуга en stray arc fr coup d’arc | Местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги | ||||
602 | Брызги металла en spatter fr projection (ou perles) | Капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла | ||||
6021 | Вольфрамовые брызги en tungsten spatter fr projection de tungstene | Частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва | ||||
603 | Поверхностные задиры en torn surface fr dechirure locale ou arrachement local | Повреждение поверхности, вызванное удалением временно приваренного приспособления | ||||
606 | Утонение металла en underflushing fr moulage exceessif | Уменьшение толщины металла до значения менее допустимого при механической обработке | ||||
 Они могут быть:
Они могут быть:

 Длина несплошности не менее чем в два раза превышает высоту
Длина несплошности не менее чем в два раза превышает высоту В зависимости от условий образования такие включения могут быть:
В зависимости от условий образования такие включения могут быть: также 512)
также 512)
 также 5013)
также 5013)виды, методы обнаружения и контроля, причины
Надежность конструкции зависит от качества выполненных работ.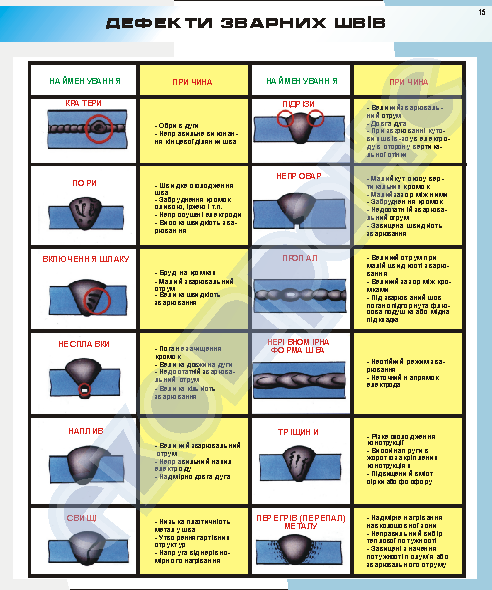 Дефекты сварных креплений не допускаются, иначе изделие может выйти из строя в самый неподходящий момент. Халатность при работе, невысокая квалификация мастера, могут повлечь за собой различные проблемы, технологии работ и оборудование должны применяться в соответствие с ГОСТами. Значения сварных швов могут быть в допуске или напротив, в последнем случае, необходимо заново проделывать работу до достижения требуемого результата.
Дефекты сварных креплений не допускаются, иначе изделие может выйти из строя в самый неподходящий момент. Халатность при работе, невысокая квалификация мастера, могут повлечь за собой различные проблемы, технологии работ и оборудование должны применяться в соответствие с ГОСТами. Значения сварных швов могут быть в допуске или напротив, в последнем случае, необходимо заново проделывать работу до достижения требуемого результата.
Дефекты сварных швов
Содержание
Классификация дефектов сварных швов
При воздействии различных факторов при работе образуются некоторые недопустимые несоответствия шва. Дефекты сварки подразделяются на несколько групп, допуски которых находят подробное описание в ГОСТе:
- Наружные дефекты имеют неравномерную форму конструкции, следствием не соблюдения технологии формирования.
- Согласно ГОСТ-23055, к внутренним бракованным частям принимаются неметаллические либо шлаковые отложения, несплавления и непровары металлических изделий.
 К выявлению данной категории брака применяются приборы контроля сварочного производства.
К выявлению данной категории брака применяются приборы контроля сварочного производства.
 К выявлению данной категории брака применяются приборы контроля сварочного производства.
К выявлению данной категории брака применяются приборы контроля сварочного производства.- Классификация дефектов сварки
- Классификация дефектов сварных швов
Также встречаются сквозные прожоги и трещины, которые недопустимы при эксплуатации материала. Основными недочетами при производстве шва, считаются некачественный металл или оборудование, а также неподготовленный персонал, пренебрегший технологии процесса.
Скачать ГОСТ 23055-78
Трещины
Наиболее опасные дефекты сварного шва являются трещины. Появление данных несоответствий способствует разрушению конструкции, выявляются на линии, рядом располагающихся участках. Дефекты сварных швов образовываются с малым раскрытием после производства соединения, в последующим, в следствии напряжения, размеры увеличиваются.
Классифицируются трещины на:
- Холодные, возникшие после остывания, при температурах ниже 320 °C. Появляются недуги как сразу, так и при эксплуатации устройства. Причиной может являться нарушение технологии сварки, формирования соединения.
- Горячие, формируются при кристаллизации металла на высоких температурах, из-за резкого падения пластических характеристик металла. Способствует дефекту наличие недопустимого количества кремния, водорода, никеля, углерода. Распространение происходит вдоль стыковки либо поперечно, классифицируются на макро и микроскопические трещины.
 Появляются недуги как сразу, так и при эксплуатации устройства. Причиной может являться нарушение технологии сварки, формирования соединения.
Появляются недуги как сразу, так и при эксплуатации устройства. Причиной может являться нарушение технологии сварки, формирования соединения.Продольная трещина на шве
Исправление производится рассверливанием по всей полости, в целях исключения развития, брак удаляется и наваривается новое соединение.
Полости
Произвольная форма, появившееся при результате воздействия газов, называется полостью. Возникает при расплавлении металла, не полном цикле оттеснения излишних газов, не правильного формирования сварочной ванны. Несплошности образовываются к форме продолговатых полостей, к категории относятся кратеры и раковины. Основной разновидностью браковки сварки, являются свищи, появившиеся обстоятельствами:
- пластичность металла не соответствует требованиям;
- закалочные структуры;
- неравномерный нагрев.

Дефекты отличаются по форме, глубине и расположению, которое может находится как на внутри, так и на внешней части шва. Свищи имеют продолговатую трубчатую форму, причиной появления являются газы. Не соблюдение технического регламента, а именно наличие на участке сварки масла, окисления и прочих загрязнений ведут к дефекту конструкции.
Полость в сварном шве
Некачественный инструмент может организовать непоправимые разрушения, так же как и использование вспомогательных материалов в виде флюсов. Повышенная скорость изготовления, нестандартный ход защитных газов неблагоприятно воздействуют на характеристики шва. Поры образуются вследствие применения неисправного инструмента, проволоки, чрезмерно проветриваемого помещения.
При обрыве дуги, либо не верного способа выполнения конечного участка, образуются кратеры. Внешний вид обуславливается видом воронки, которую нужно заварить по обнаружению. Современные агрегаты, изготавливающие сварочный шов, способны устранить несоответсвие путем снижения тока по окончанию соединения.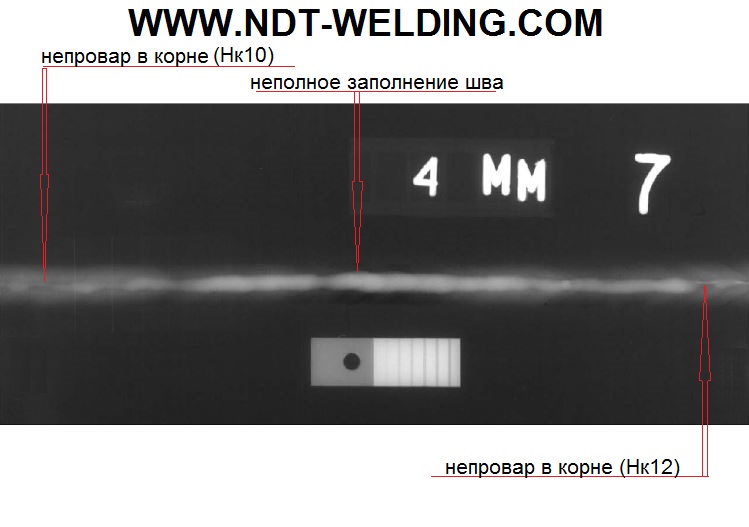
Твердые включения
Инородные вещества любого происхождения являются серьезной проблемой в процессе сварки. Основные ошибки — большая скорость сварки, ток малой силы, загрязненность кромок. Дефекты сварного шва производятся из-за:
- флюсовых остатков;
- шлаковых либо оксидных включений.
Оксидные, образовываются результатом отсутствия зачистки металла, химического воздействия. Шлак, при соблюдении технологии, всплывает на поверхность, однако при некоторых ситуациях остается внутри шва. Защитными газами создается среда, при которой невозможно включения инородного тела. Металлические включения могут быть опасны, т.к. имеют размеры до нескольких десятков миллиметров.
Различные виды включений в сварные швы
Условия возникновения зависят на тип образования:
- разобщенным;
- линейным;
- прочим образованием.
Участок производимых действий по сварки, на котором превышается содержание шлаковых добавок, переваривается. Зачастую включения проявляются на местах стыковки статичного и добавляемого шва, при исполнении многослойных изделий.
Зачастую включения проявляются на местах стыковки статичного и добавляемого шва, при исполнении многослойных изделий.
Несплавления и непровары
Отсутствие стыковки основного металла, или между отдельными элементами называется несплавлением. Различаются на поверхностные, состоящие между вилками, расположенные при основании шва. Основными причинами несплавлений определяют:
- увеличенная длина дуги;
- несоответствующая зачистка кромок;
- уменьшенный сварочный ток;
- повышенная скорость сварки.
Наличие дефекта статическими соединениями может быть восполнено дополнительным наплавом. В результате, происходит снижение прочности, возникает концентрация напряжений зоной несплавления.
Непровар на шве
Недостаточное сплавление стыка при зоне сварки именуется непровар. Основными причинами является остатки ржавчины, окисления, окалины, других неблагоприятных воздействий. В следствие уменьшения концентрации, возрастает возможность появления напряжений, отрицательно сказывающихся на конструкции в целом. При отклонениях от допусков, зоны с непроваренным швом зачищаются до основания, операция по сварке происходит заново.
При отклонениях от допусков, зоны с непроваренным швом зачищаются до основания, операция по сварке происходит заново.
Нарушение формы шва
Отклонение от заданных параметров формы поверхности шва, геометрического состояния соединения, обуславливается нарушением формы.
Существуют различные нарушения, каждый из которых возникает вследствие определенных условий.
- Подрезы – по краям сварного шва образуется дефект в виде углублений при продольном расположении. Образуется зачастую при повышенной скорости сварки, результатом чего сварочная ванная затвердевает быстрее, чем положено. Увеличенное расстояние дуги способствует распространению ширины шва по металлу, т.к. при такой схеме теплоотдача дуги остается на прежнем уровне, мощности не хватает для расплавления всей полости металла.
- Избыток наплавленного материала, обнаруженный на внутренней стороне сварного шва – превышение проплава. Дефектами линейного смещения называют состояние, при котором соединяемые детали располагаются на разном уровне, между стыками существует разница в высоте. Существует угловой тип брака, при ситуациях, когда угол асимметричен стыковому элементу.
- Наплав – избыточное количество материала, образованное при процессе стыковки шва. Дефект образуется вследствие излишне длинной дуги, неверного наклона электрода, повышенного сварочного тока.
- Прожог – сквозное отверстие, образованное в результате вытекания металлической составляющей сварочной ванны. Брак образуется результатом использования большого тока при малой скорости движения электродом, плохая подкладка или неверный зазор кромок.
 Дефектами линейного смещения называют состояние, при котором соединяемые детали располагаются на разном уровне, между стыками существует разница в высоте. Существует угловой тип брака, при ситуациях, когда угол асимметричен стыковому элементу.
Дефектами линейного смещения называют состояние, при котором соединяемые детали располагаются на разном уровне, между стыками существует разница в высоте. Существует угловой тип брака, при ситуациях, когда угол асимметричен стыковому элементу.Нарушение формы шва
Также существуют прочие неприятности, связанные с формой, к примеру, вогнутые края шва, образованные со стороны корня соединения. К прочим несоответствиям приравниваются задиры поверхностного типа, случайная дуга, брызги металла, и другие.
Методы обнаружения и контроля
Качественный шов имеет соответствующие показатели маркировки.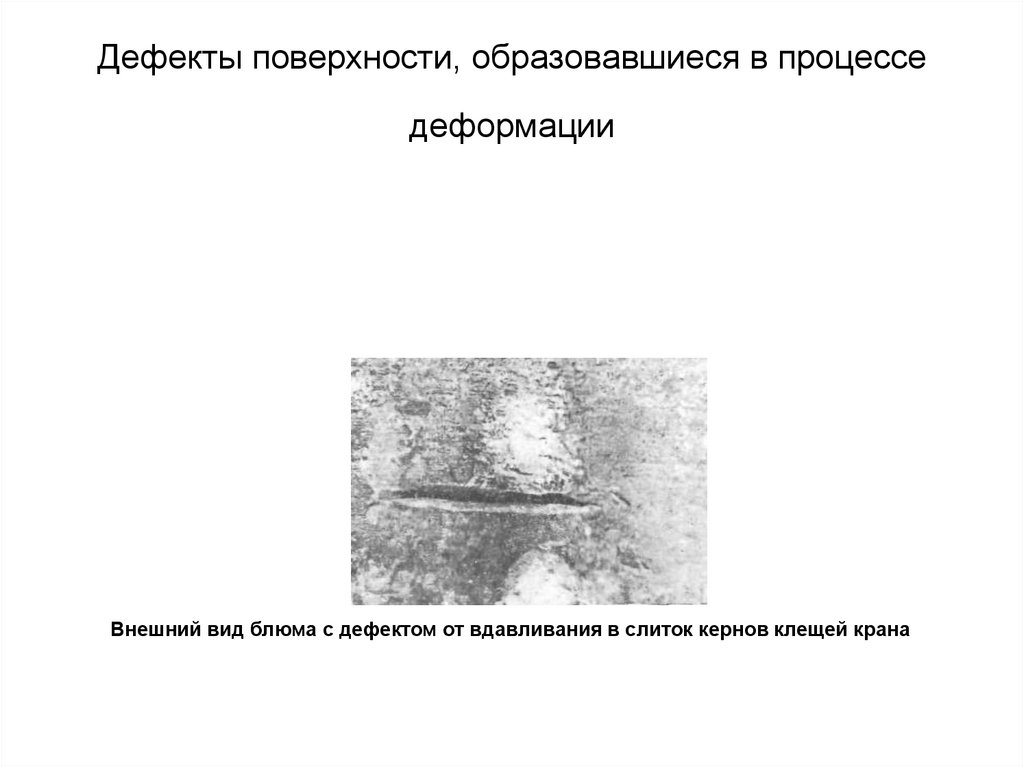 На крупных предприятиях каждый специалист устанавливает определенное клеймо на стыкуемый участок. Для обнаружения дефектов применяются следующие способы:
На крупных предприятиях каждый специалист устанавливает определенное клеймо на стыкуемый участок. Для обнаружения дефектов применяются следующие способы:
- визуальный осмотр;
- цветная дефектоскопия;
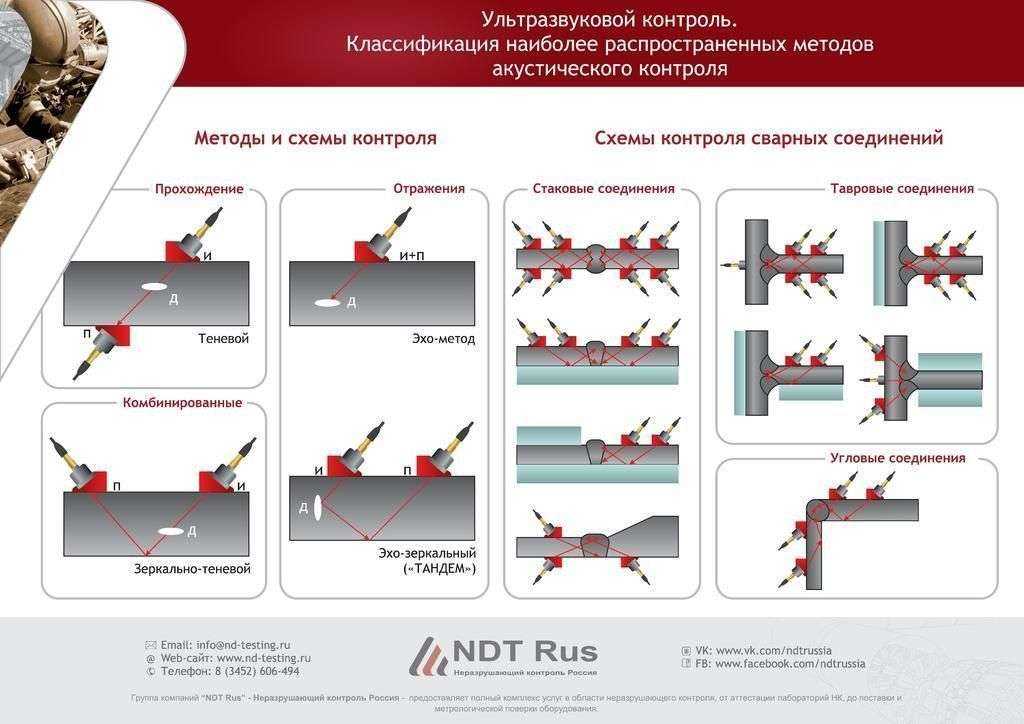
- ультразвуковой метод определения бракованных участков;
- радиационный;
- магнитный метод.
После того, как обнаружен дефект, сотрудником отдела качества определяется дальнейшая судьба детали, в большинстве случаев они отправляются на доработку. Наплывы удаляются с помощью абразивного инструмента, путем механических воздействий. Заварка применяется при дефектоскопии крупных трещин, с предварительным зачищенным местом остаточной сварки.
ТК 364 Сварка и родственные процессы \ КонсультантПлюс
Приказом Росстандарта от 27.10.2020 N 1775 утверждена Программа национальной стандартизации на 2021 год.
ТК 364 Сварка и родственные процессы | |||||||||||
1.2.364-1.028.20 | Система аттестации сварочного производства. Аттестация персонала, выполняющего сварочные работы | Разработка ГОСТ Р | СРО Ассоциация «НАКС» | Средства разработчика | 01.09.2020 | 01.11.2020 | 15.12.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.027.20 | Система аттестации сварочного производства. Аттестация сварочного оборудования | Разработка ГОСТ Р | СРО «Ассоциация «НАКС» | Средства разработчика | 01.09.2020 | 01.11.2020 | 15.12.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1. | Система аттестации сварочного производства. Проверка готовности организаций к применению аттестованных технологий сварки | Разработка ГОСТ Р | СРО Ассоциация «НАКС» | Средства разработчика | 01.09.2020 | 01.11.2020 | 15.12.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.025.20 | Система аттестации сварочного производства. Общие требования | Разработка ГОСТ Р | СРО Ассоциация «НАКС» | Средства разработчика | 01.09.2020 | 01.11.2020 | 15.12.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.026.20 | Система аттестации сварочного производства. | Разработка ГОСТ Р | СРО Ассоциация «НАКС» | Средства разработчика | 01.09.2020 | 01.11.2020 | 15.12.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.012.19 | Сварка трением с перемешиванием. Алюминий. Часть 3. Аттестация сварщиков-операторов | Разработка ГОСТ Идентичен (IDT) ISO 25239-3:2011 | ФГАУ «НУЦСК при МГТУ им. Н.Э. Баумана» | Средства разработчика | 30.06.2019 | 30.08.2019 | 15.10.2020 | 15.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-1.021.20 | Трубы и фитинги пластмассовые. | Пересмотр ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.015.19 | Сварка термопластов. Процедура сварки закладными нагревателями полиэтиленовых труб и соединительных деталей | Разработка ГОСТ Р | Ассоциация сварщиков полимерных материалов | Средства разработчика | 01.07.2019 | 01.09.2020 | 01. | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.018.20 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация | Пересмотр ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.013.19 | Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки | Разработка ГОСТ Идентичен (IDT) ISO 25239-4:2011 | ФГАУ «НУЦСК при МГТУ им. | Средства разработчика | 30.06.2019 | 30.08.2019 | 15.10.2020 | 15.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-1.023.20 | Дефекты сварных соединений термопластов. Классификация | Разработка ГОСТ Р | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.014.19 | Сварка трением с перемешиванием. Алюминий. Часть 5. Требования к качеству и контролю | Разработка ГОСТ Идентичен (IDT) ISO 25239-5:2011 | ФГАУ «НУЦСК при МГТУ им. | Средства разработчика | 30.06.2019 | 30.08.2019 | 15.10.2020 | 15.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-2.007.17 | Сварка и родственные процессы. Подготовка соединений. Часть 2: Сварка дуговая сталей под флюсом | Разработка ГОСТ Идентичен (IDT) ISO 9692-2:1998 | СРО НП НАКС | Средства разработчика | 30.09.2017 | 30.06.2018 | 01.12.2020 | 01.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-2.008.17 | Сварка. Рекомендации по системе группирования металлических материалов | Разработка ГОСТ Идентичен (IDT) ISO/TR 15608:2013 | СРО НП НАКС | Средства разработчика | 30. | 30.06.2018 | 29.06.2020 | 31.10.2018 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-2.002.17 | Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 1. Визуальный контроль | Разработка ГОСТ Р | НП «Ассоциация сварщиков полимерных материалов» | Средства разработчика | 30.06.2017 | 01.05.2020 | 30.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.003.17 | Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 2. Рентгеновский радиографический контроль | Разработка ГОСТ Р | НП «Ассоциация сварщиков полимерных материалов» | Средства разработчика | 30. | 01.05.2020 | 30.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.004.17 | Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 3. Ультразвуковой контроль | Разработка ГОСТ Р | НП «Ассоциация сварщиков полимерных материалов» | Средства разработчика | 30.06.2017 | 01.05.2020 | 30.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.006.17 | Материалы сварочные. Проволоки и направленный металл дуговой сварки плавящимся электродом в защитном газе нелегированных и мелкозернистых сталей. Классификация | Разработка ГОСТ Идентичен (IDT) ISO 14341:2010 | СРО НП НАКС | Средства разработчика | 30. | 30.06.2018 | 01.12.2020 | 01.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-2.010.17 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка | Разработка ГОСТ Идентичен (IDT) ISO 15609-3:2004 | СРО НП НАКС | Средства разработчика | 30.09.2017 | 30.06.2018 | 01.12.2020 | 01.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-2.011.17 | Сварка и родственные процессы. Рекомендации по подготовке соединений. Часть 3. Сварка дуговая плавящимся электродом в инертном газе алюминия и его сплавов | Разработка ГОСТ Идентичен (IDT) ISO 9692-3:2016 | СРО НП НАКС | Средства разработчика | 30. | 30.06.2018 | 01.12.2020 | 01.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-2.012.17 | Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 4. Контроль высоким напряжением | Разработка ГОСТ Р | НП «Ассоциация сварщиков полимерных материалов» | Средства разработчика | 30.06.2017 | 01.05.2020 | 30.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.004.18 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки высокопрочных сталей. Классификация. | Разработка ГОСТ Р Идентичен (IDT) ISO 18275:2018 | — | Средства разработчика | 30. | 30.07.2019 | 08.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.003.18 | Сварка и родственные процессы. Словарь. Часть 1. Общие термины | Разработка ГОСТ Р Идентичен (IDT) ISO 9606-1:2012 | — | Средства разработчика | 30.09.2018 | 30.07.2019 | 30.04.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.009.17 | Технические требования и аттестация процедур сварки металлических материалов. Часть 5. Контактная сварка | Разработка ГОСТ Идентичен (IDT) ISO 15609-5:2011 | СРО НП НАКС | Средства разработчика | 30.09.2017 | 30. | 01.12.2020 | 01.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-1.002.18 | Сварка и родственные процессы. Рекомендации по подготовке соединений. Часть 4. Плакированные стали | Разработка ГОСТ Р Идентичен (IDT) ISO 3580:2017 | — | Средства разработчика | 30.09.2018 | 30.07.2019 | 08.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.007.18 | Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание | Разработка ГОСТ Р Идентичен (IDT) ISO 9692-4:2003 | — | Средства разработчика | 30.09.2018 | 30. | 08.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.001.17 | Материалы сварочные. Проволоки сплошного сечения, порошковые проволоки и комбинации проволока/флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация. | Разработка ГОСТ Идентичен (IDT) ISO 14171:2010 | НП «Национальное промышленное сварочное общество» (НПСО) | Средства разработчика | 30.09.2017 | 30.06.2018 | 01.12.2020 | 01.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-1.001.18 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация | Разработка ГОСТ Р | СРО Ассоциация «НАКС» | Средства разработчика | 30. | 30.07.2019 | 08.06.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.005.18 | Сварка и родственные процессы. Словарь. Часть 4. Дуговая сварка | Разработка ГОСТ Р Идентичен (IDT) ISO/TR 25901-3:2016 | — | Средства разработчика | 30.09.2018 | 30.07.2019 | 30.04.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.006.18 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали | Разработка ГОСТ Р Идентичен (IDT) ISO/TR 25901-4:2016 | — | Средства разработчика | 30.09.2018 | 30.07.2019 | 08. | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.008.18 | Сварка и родственные процессы. Словарь. Часть 3. Сварочные процессы | Разработка ГОСТ Р Идентичен (IDT) IEC 60974-4(2016) | — | Средства разработчика | 30.09.2018 | 30.07.2019 | 30.04.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.010.19 | Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь | Разработка ГОСТ Идентичен (IDT) ISO 25239-1:2011 | ФГАУ «НУЦСК при МГТУ им. Н.Э. Баумана» | Средства разработчика | 30.06.2019 | 30.08.2019 | 15.10.2020 | 15. | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-1.016.20 | Материалы сварочные. Флюсы для дуговой сварки. Классификация | Пересмотр ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы для дуговой сварки. Классификация | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.022.20 | Персонал по сварке пластмасс. Квалификационные испытания сварщиков. Сварные соединения из термопластов | Разработка ГОСТ Р | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01. | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-2.011.19 | Сварка трением с перемешиванием. Алюминий. Часть 2. Конструкция сварных соединений | Разработка ГОСТ Идентичен (IDT) ISO 25239-2:2011 | ФГАУ «НУЦСК при МГТУ им. Н.Э. Баумана» | Средства разработчика | 30.06.2019 | 30.08.2019 | 15.10.2020 | 15.05.2020 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы |
1.2.364-1.017.20 | Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества | Пересмотр ГОСТ Р ИСО 5817-2009 Сварка. | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.019.20 | Материалы сварочные. Технические условия поставки присадочных материалов и флюсов. Вид продукции, размеры, допуски и маркировка | Разработка ГОСТ Р Взамен ГОСТ Р 53689-2009 | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1. | Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением | Пересмотр ГОСТ Р ИСО 6520-2-2009 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01.06.2020 | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
1.2.364-1.024.20 | Дефекты в сварных швов термопластов. Уровни качества | Разработка ГОСТ Р | Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» | Средства разработчика | 01. | 02.11.2020 | 01.06.2021 | Действует | 2 Машиностроение | ТК 364 Сварка и родственные процессы | |
 2.364-1.029.20
2.364-1.029.20 Аттестация сварочных материалов
Аттестация сварочных материалов Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык 12.2020
12.2020 Н.Э. Баумана»
Н.Э. Баумана» Н.Э. Баумана»
Н.Э. Баумана» 09.2017
09.2017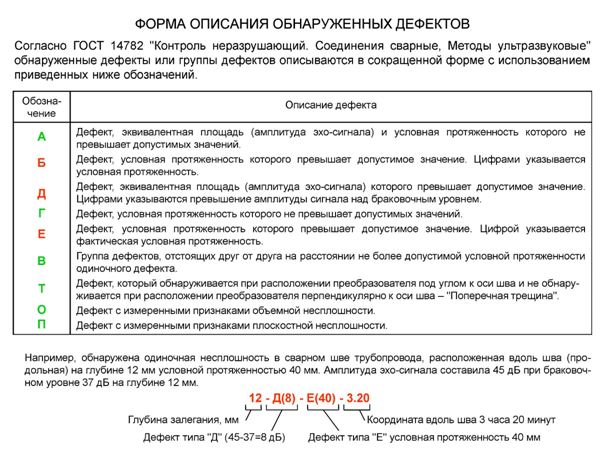 06.2017
06.2017 09.2017
09.2017 09.2017
09.2017 09.2018
09.2018 06.2018
06.2018 07.2019
07.2019 09.2018
09.2018 06.2020
06.2020 05.2020
05.2020 06.2020
06.2020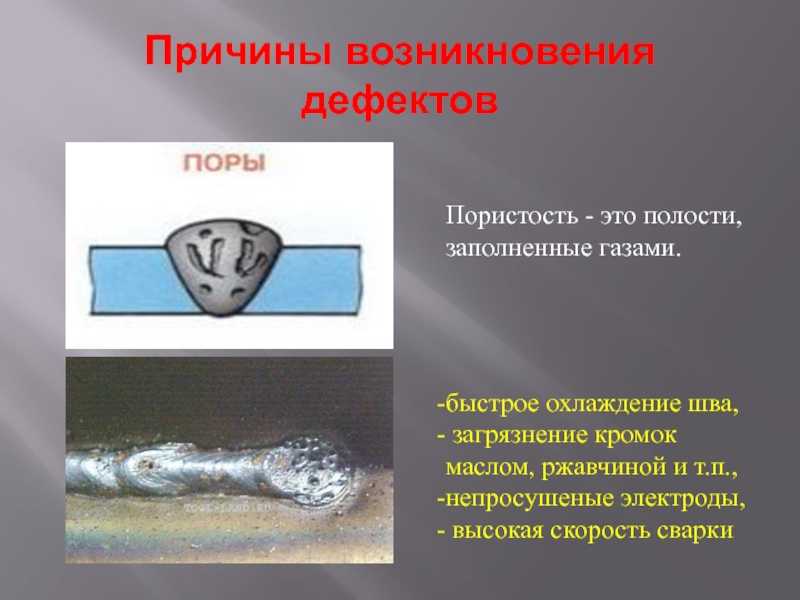 Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества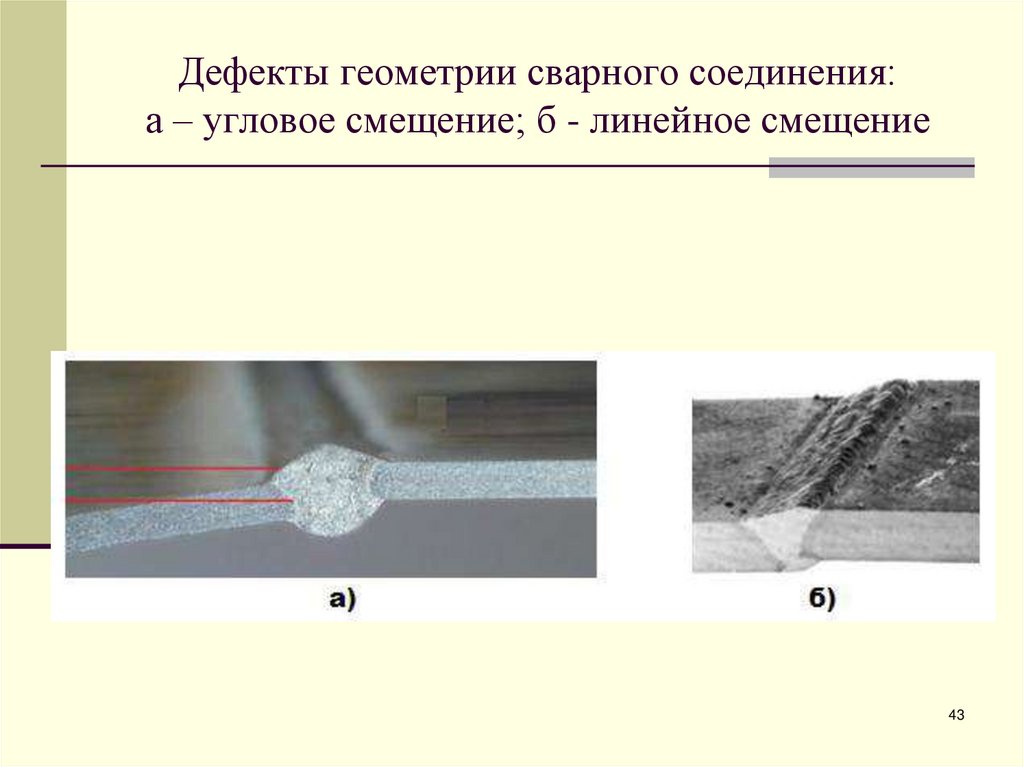 2.364-1.020.20
2.364-1.020.20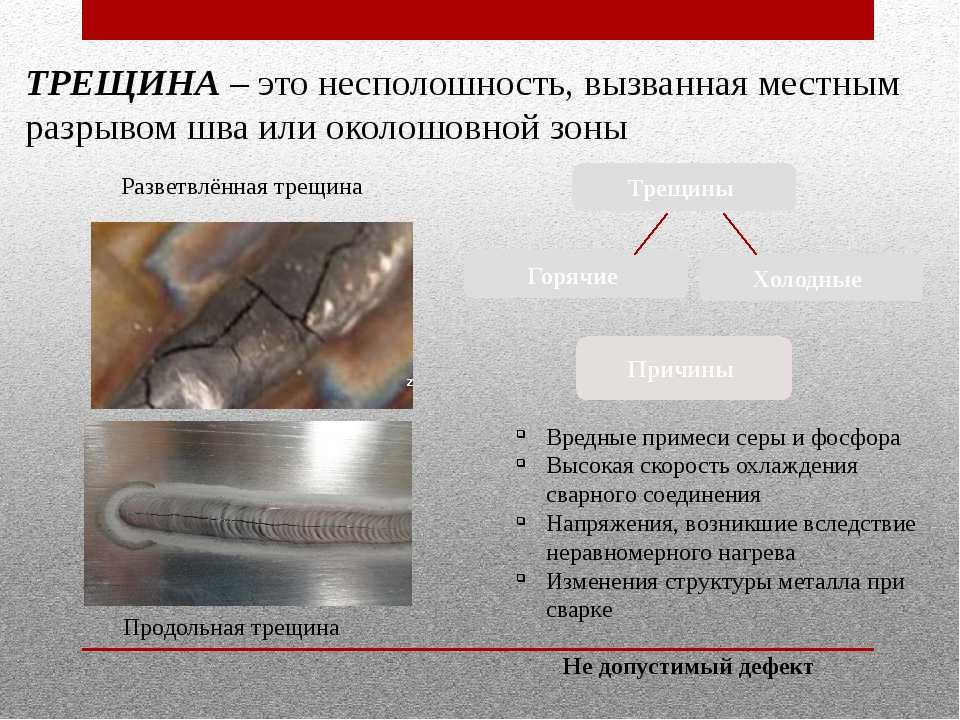 06.2020
06.2020Наиболее распространенные дефекты сварки: причины и способы устранения
Дефект сварного шва — это любой признак сварного шва, который может поставить под угрозу качество сварного шва. Дефект сварки может быть принят или отклонен в зависимости от трех факторов: типа, размера и местоположения дефекта/несплошности. Все сварные швы содержат элементы или разрывы. Только когда разрыв превышает соответствующий стандарт приемки, он становится дефектом.
В Technoweld мы рекомендуем, чтобы для каждого сварочного проекта имелись руководства по спецификациям сварки, созданные под руководством опытных инспекторов по сварке для обеспечения оптимального качества и безопасности. Нажмите здесь для получения дополнительной информации о нашем широком спектре инспекционных услуг.
Неоднородность сварного шва (также известная как несовершенство сварного шва) представляет собой любое нарушение нормального течения конструкции в имеющейся сварке. Это может быть либо в металле сварного шва, либо в соседнем основном металле. Прерывание может быть обнаружено в физических, механических или металлургических характеристиках материала или сварного соединения.
Неровности могут быть определены как неровности, образовавшиеся в данном металле сварного шва из-за неправильных или неправильных схем сварки и т. д. Неоднородность может отличаться от желаемой формы, размера и предполагаемого качества сварного шва. Они могут возникать как снаружи, так и внутри металла сварного шва. Некоторые неоднородности могут не вызывать отбраковки, если они не выходят за допустимые пределы, указанные в применимых правилах или стандартах.
Как только несплошность или группа несплошностей превышают пределы, указанные в применимых правилах или стандартах, они становятся дефектом сварки.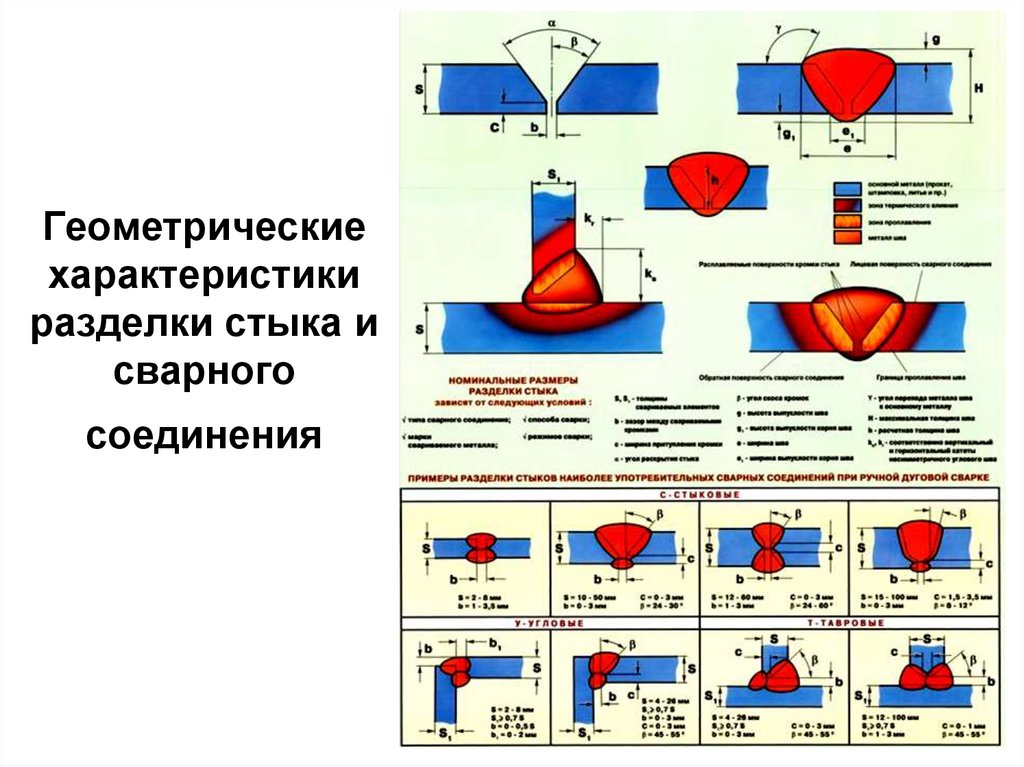 При обнаружении дефекта сварки должно быть произведено соответствующее его устранение.
При обнаружении дефекта сварки должно быть произведено соответствующее его устранение.
Категоризация несплошностей
Неоднородности можно разделить на внутренние и внешние в зависимости от их расположения на сварном шве. Кроме того, они могут быть классифицированы как объемные или плоские в зависимости от их размера, формы и ориентации.
Внутренние разрывы
Неоднородности, расположенные внутри сварного шва и не выходящие на поверхность сварного шва. Эти разрывы не могут быть обнаружены при визуальном осмотре и некоторых видах неразрушающего контроля, таких как цветная дефектоскопия. К этой категории относятся такие дефекты, как твердые включения, внутренние полости и несплавления. Эти неоднородности могут быть обнаружены только методами неразрушающего контроля, такими как радиографический контроль (РТ) и ультразвуковой контроль
Внешние несплошности
Как следует из названия, эти несплошности находятся на поверхности сварного соединения, которые могут быть обнаружены при визуальном осмотре и/или другими методами неразрушающего контроля, такими как жидкие пенетранты (DPI) и магнитопорошковая дефектоскопия (MPI).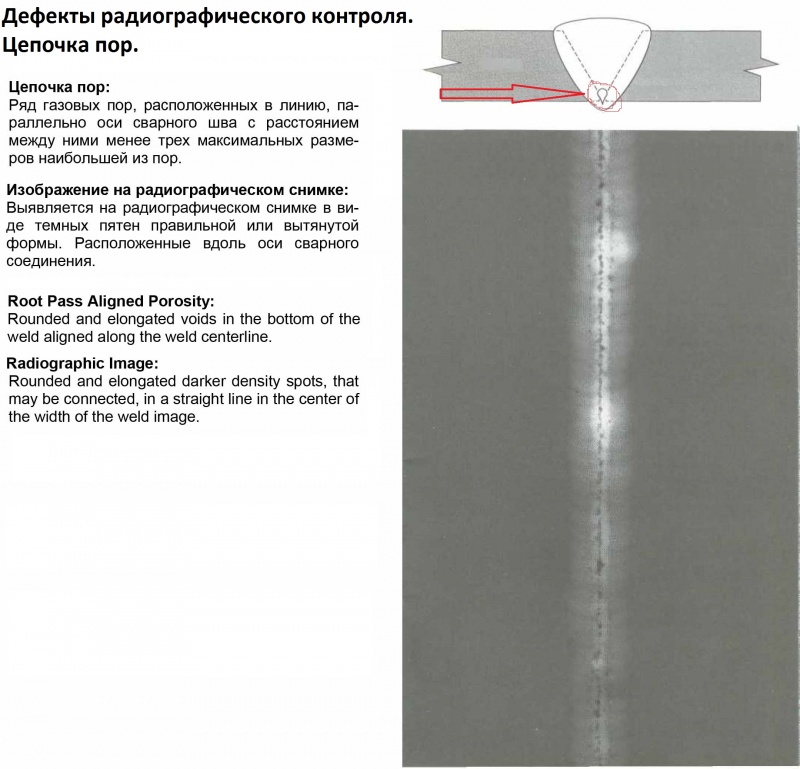
Объемные несплошности
Трехмерные (имеют длину, ширину и толщину), такие как шлаковые включения и пористость.
Плоские разрывы
Это двумерные, то есть лежащие в одной плоскости, такие как несплавления и трещины.
Типы дефектов
Существует несколько типов дефектов сварки, которые могут подпадать под разные классификации в зависимости от их расположения, размера и формы в конкретном случае. Мы можем разделить дефекты сварки на следующие основные категории:
- Включения
- Отсутствие сплавления
- Пористость
- Подрез
- недолив
- Трещины
- Избыточное армирование и избыточное проникновение
- Перекатывание/перекрытие
- Механическое повреждение
Включения
Включение представляет собой твердое постороннее вещество, которое захватывается во время сварки. Это может быть металлическое включение, такое как вольфрам, медь или другой металл, или шлаковое включение, которое может быть линейным, изолированным или сгруппированным. Это также могут быть неметаллические включения, такие как сульфиды и оксиды, которые являются продуктом химических реакций, физических воздействий и загрязнений, происходящих во время сварки. Дефекты включения обычно носят внутренний и объемный характер. Чаще всего они вызваны неправильными параметрами сварки, неправильным обращением оператора с электродом, неправильной межпроходной очисткой или неправильным хранением расходных материалов.
Это также могут быть неметаллические включения, такие как сульфиды и оксиды, которые являются продуктом химических реакций, физических воздействий и загрязнений, происходящих во время сварки. Дефекты включения обычно носят внутренний и объемный характер. Чаще всего они вызваны неправильными параметрами сварки, неправильным обращением оператора с электродом, неправильной межпроходной очисткой или неправильным хранением расходных материалов.
Включение шлака
Внутреннее включение
Issoption of Fusion и incopet incopet incopet ratetration and incopet incopet incopet incopet ratetration
. что может произойти в результате;- Непровар между металлом шва и основным металлом в корне шва, когда требуется полное проплавление
- Отсутствие сплавления боковой стенки, которое происходит между металлом сварного шва и основным металлом в боковом сварном шве за пределами корня сварного шва
- Непровар между соседними слоями металла шва при многопроходных швах
Обычно они обнаруживаются в сварных швах, где используются неправильные параметры сварки и когда оператор сварки неправильно манипулирует электродом.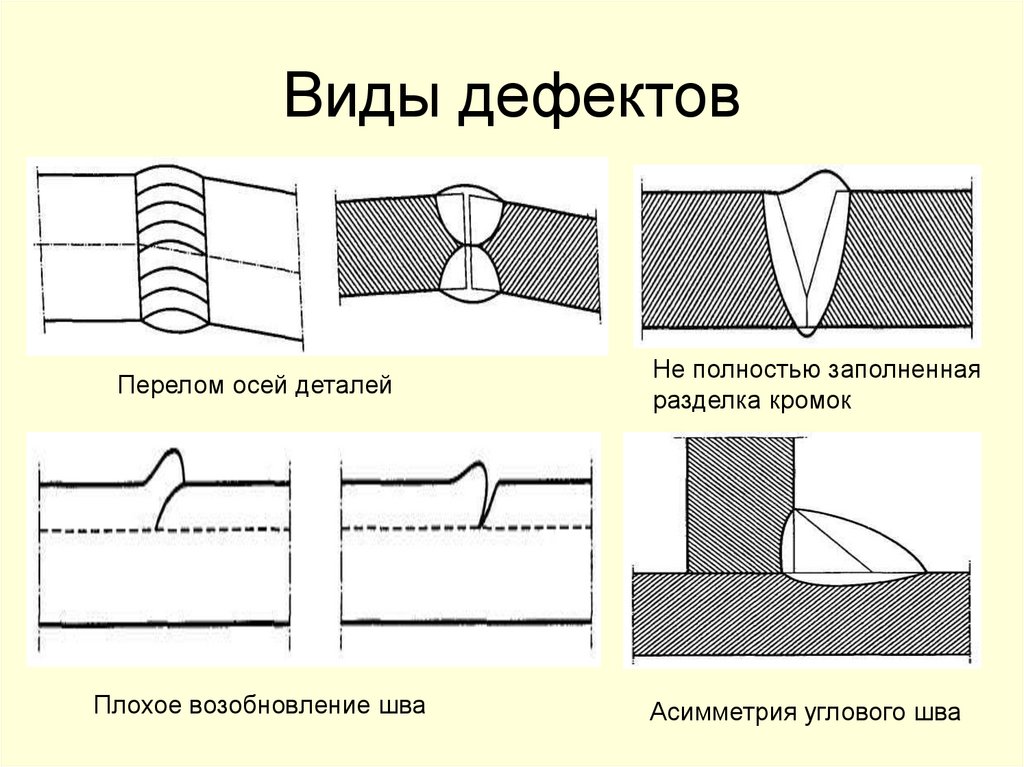 Неправильный дизайн и подгонка сустава также могут привести к проблемам со сращением.
Неправильный дизайн и подгонка сустава также могут привести к проблемам со сращением.
Непровар корня двойной фаски
Непровар
Пористость
Пористость и другие полости, такие как червоточины и дыхала, вызваны захватом газов в сварном шве. Они классифицируются как внутренние и объемные дефекты.
Пористость может быть;
- Линейный – линия газовых пор, по существу параллельная оси сварного шва
- Локализованная — изолированная группа газовых пор
- Поверхностные поры – Газовые поры, которые разрушают поверхность сварного шва, равномерно распределенная пористость
- Ряд газовых пор, распределенных практически беспорядочно, но равномерно по всему металлу сварного шва или червоточине
- Удлиненная или трубчатая газовая полость в металле сварного шва
- Вызвано недостаточным или чрезмерным количеством защитного газа и загрязнением сварного шва маслами, красками и ржавчиной
Поры на поверхности
Пористость
Подрез
Подрез – это локальное уменьшение сечения основного металла вдоль наплавленного металла. Это происходит на кромке сварного шва или на поверхности сплавления многопроходных швов. Они являются внешними и могут быть непрерывными или прерывистыми. Как правило, вызвано слишком высоким сварочным током, слишком высокой скоростью перемещения или неправильной техникой оператора.
Это происходит на кромке сварного шва или на поверхности сплавления многопроходных швов. Они являются внешними и могут быть непрерывными или прерывистыми. Как правило, вызвано слишком высоким сварочным током, слишком высокой скоростью перемещения или неправильной техникой оператора.
Подрез
Подрез
Недостаточное заполнение
Недозаполнение представляет собой продольную непрерывную или прерывистую область на поверхности сварного шва, которая находится ниже прилегающей поверхности основного металла сварить металл. Это внешнее явление, которое легко обнаружить при визуальном осмотре. Высокие скорости сварки и высокие тепловложения могут привести к недоливу.
Недостаточное заполнение
Непрерывное недостаточное заполнение
Трещины
Это наиболее серьезные дефекты сварки, поскольку они могут легко привести к разрушению сварной конструкции. В зависимости от направления трещины в сварном шве ее можно классифицировать как продольную или поперечную. Продольный, когда направление параллельно сварному шву, и поперечный, когда направление проходит поперек сварного шва или под углом 90 градусов. Другой тип трещины — кратерная трещина, которая может иметь звездообразную форму. Обычно это происходит на конце сварного шва.
Продольный, когда направление параллельно сварному шву, и поперечный, когда направление проходит поперек сварного шва или под углом 90 градусов. Другой тип трещины — кратерная трещина, которая может иметь звездообразную форму. Обычно это происходит на конце сварного шва.
Трещины плоские и могут быть внутренними или внешними. Трещины могут иметь различные причины в зависимости от типа трещины. Кратерные трещины могут быть вызваны неправильным прекращением дуги и высокими сварочными токами, тогда как осевые трещины могут быть вызваны чрезмерным ограничением шва, соотношением глубины и ширины проходов или неправильным выбором расходных материалов.
Продольная трещина
Трещины
Избыточное армирование или проникновение
Для стыковых швов – превышение металла шва над высотой основного металла или излишки металла шва, выступающие через корневую сторону шва, выполненного с одной стороны соединения.
Для галтелей – превышение металла шва над указанным размером галтели, включая толщину шва.
Избыточное армирование/проникновение может быть вызвано чрезмерным током, слишком низкой скоростью перемещения и неправильной посадкой соединения.
Избыточное армирование
Избыточное армирование/проходка
Накат/нахлест
Это наплавленный металл на кромке сварного шва, который покрывает поверхность основного металла, но не сплавляется с ней. Как правило, вызвано низкой скоростью перемещения и неправильным углом наклона резака.
Накат на угловом шве
Накат на стыковом шве
Механические повреждения сварка, зачистка или обработка. Это может быть вызвано неправильным использованием шлифовальных машин, молотков, отбойных молотков и т. д.
Механическое повреждение – след шлифовальной машины
Механическое повреждение основного материала
Как проверить дефекты сварки
Самый простой способ визуально убедиться в том, что сварочный дефект соответствует допустимому стандарту .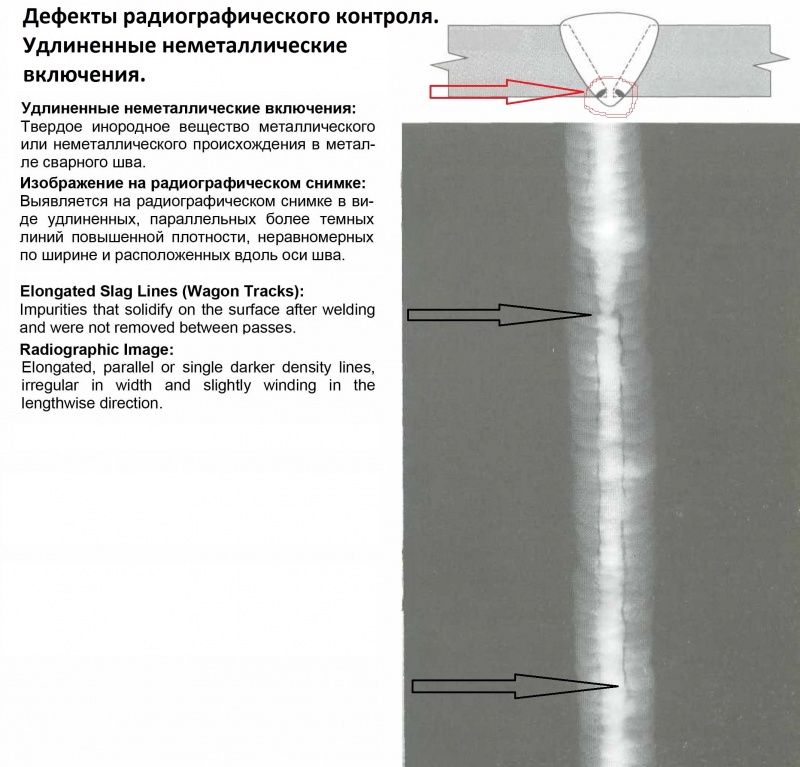 Если вы заметили какую-либо из проблем, описанных выше, вы можете предпринять шаги для их устранения или оценить, не повлияют ли они на качество вашей работы.
Если вы заметили какую-либо из проблем, описанных выше, вы можете предпринять шаги для их устранения или оценить, не повлияют ли они на качество вашей работы.
Сварщику важно обращать пристальное внимание на потенциальные дефекты сварного шва, чтобы не ставить под угрозу работу над более крупным проектом. Большинство дефектов сварки можно исправить при наличии соответствующих знаний, но первым шагом является выявление проблемы. Если вам нужна профессиональная инспекция сварки или другие инспекционные услуги, связанные со сваркой, в Южной Австралии и Новом Южном Уэльсе, свяжитесь с нами в Technoweld по телефону 1300 00 WELD или посетите нашу контактную страницу.
16 Распространенные типы дефектов сварки [Причины, способы устранения] PDF
В этой статье вы узнаете, что такое Дефекты сварки ? Как они появляются ? каковы причины дефектов сварки и способы их устранения? в конце загрузите PDF-файл этой статьи.
Что такое дефект сварки?
Дефекты сварки образованы при сварочных работах из-за слабой или некачественной техники, используемой неопытными или неподготовленными сварщиками, или из-за структурных проблем при сварочных работах.
Или, можно сказать, в процессе сварки размер и форма металлической конструкции меняются. Это может быть связано с неправильным процессом сварки или применением неправильной процедуры сварки.
Идеальный сварной шов или хороший сварной шов должен иметь хорошее проплавление и достаточное плавление между присадочным металлом и подготовкой кромки.
Вы также можете прочитать о различных процессах сварки, таких как плазменная дуговая сварка, лазерная сварка, сварка сопротивлением, газовая сварка и дуговая сварка. Вы можете ознакомиться с ними, щелкнув по ним.
В этой статье давайте обсудим виды сварочных дефектов, которые появляются при сварке.
Виды дефектов сварки
Following are the types of welding defects:
- Porosity and Blowholes
- Undercut
- Weld crack
- Incomplete fusion
- Slag inclusion
- Incomplete penetration
- Spatter
- Distortion
- Hot Tear
- Mechanical повреждение
- Несоосность
- Излишняя арматура
- Перехлест
- Пластинчатый разрыв
- Усы
#1 Пористость и дыра
Пористость представляет собой группу мелких пузырьков, а дыхала представляют собой относительно большие скрытые отверстия или поры.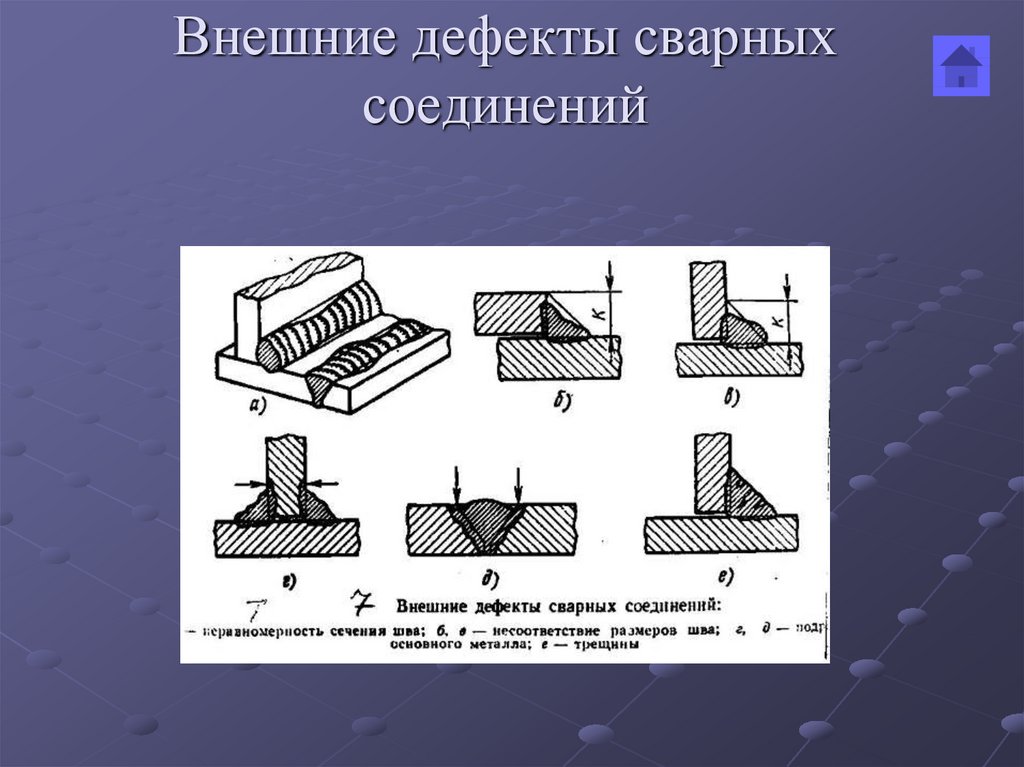 В основном они вызваны захваченными газами. Пористость возникает из-за загрязнения металла шва.
В основном они вызваны захваченными газами. Пористость возникает из-за загрязнения металла шва.
Причины и способы устранения пористости
| Причины пористости | Способы устранения пористости |
| Использование недостаточного электрода-раскислителя. | Выбор подходящих электродных и присадочных материалов. |
| Подача слишком большого потока газа. | Проверка расходомера газа и обеспечение его необходимой адаптации с соответствующими настройками давления и расхода. |
| Использование большей дуги. | Убедитесь, что дуговое расстояние правильное. |
| Наличие влаги в процессе. | Очистка металла перед началом процесса сварки. |
| Неподходящая газовая защита. | Уменьшение скорости сварки позволит выйти газу. |
Грязная рабочая поверхность, т. е. наличие окалины, ржавчины, масла, смазки и т.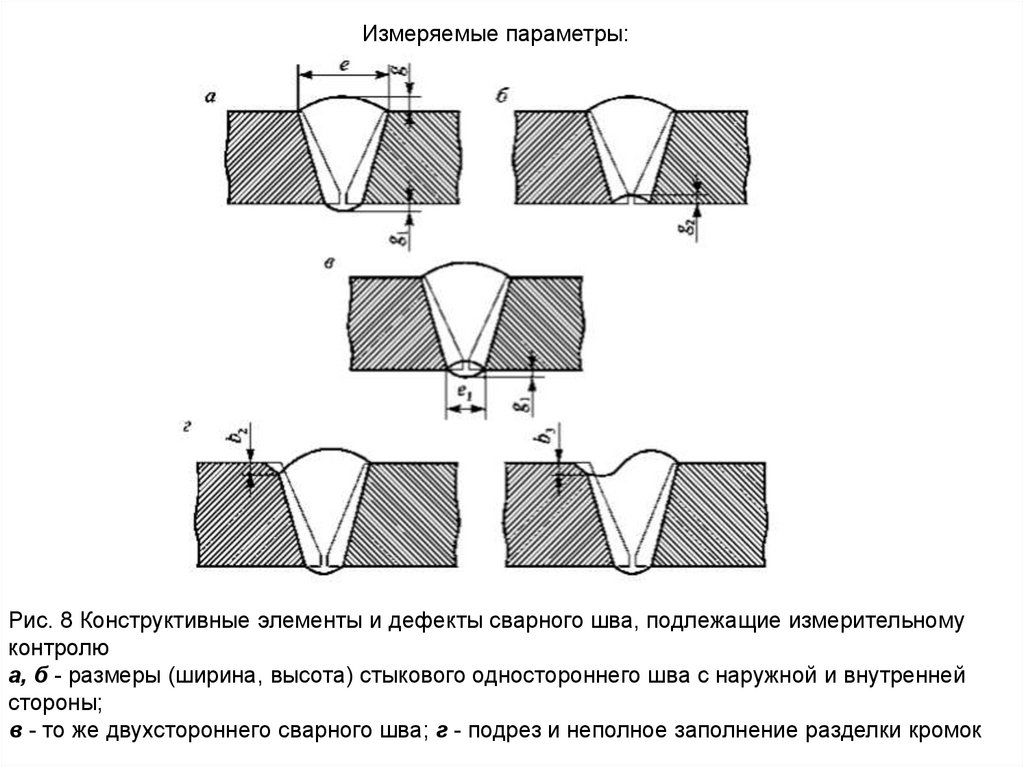 д. на рабочей поверхности. д. на рабочей поверхности. | Индивидуальная очистка и предотвращение попадания загрязнений в зону сварки. |
#2 Подрез
Подрез при сварке образует несовершенство, это образование канавок в носке шва, что уменьшает толщину поперечного сечения основного металла. В результате этого сварной шов и заготовка ослабевают.
Причины и средства устранения подрезов
| Причины подрезов | Способы устранения подрезов |
| Неправильное использование угла, из-за которого к свободным краям будет подаваться больше тепла. | Использование подходящего угла наклона электрода с передачей большего количества тепла к более толстым компонентам. |
| Из-за слишком высокой скорости сварки. | Уменьшение скорости перемещения электрода, но не слишком медленное. |
| Использование некачественных методов сварки. | Применение многопроходной методики. |
| Использование неправильной газовой защиты и присадочного металла. | Выберите защитный газ с правильной структурой для свариваемого материала. |
| Слишком большой сварочный ток. | При приближении к тонким участкам и свободным краям используйте соответствующий поток для их уменьшения. |
| Использование электродов большего диаметра. | Уменьшение длины дуги. |
#3 Трещина сварки
Это наиболее опасные типы дефектов сварки. Практически не допускается всеми нормами в производстве. Он может появиться на поверхности, в металле шва или в зоне воздействия сильного тепла.
Существуют различные типы трещин, возникающие при сварке, в зависимости от температуры.
1. Горячие трещины
Горячие трещины возникают в процессе сварки или в процессе кристаллизации сварного соединения. Температура в этой точке может превышать 10000С.
2. Холодные трещины
Эти трещины появляются после создания сварного шва и снижения температуры металла. Они также могут быть изготовлены через несколько часов или дней после сварки стали. В основном это происходит, когда деформация производится в стальной конструкции.
Они также могут быть изготовлены через несколько часов или дней после сварки стали. В основном это происходит, когда деформация производится в стальной конструкции.
3. Кратерные трещины
Эти трещины появляются в конце процесса сварки до того, как оператор завершит сварку соединения. Обычно их делают ближе к концу процесса.
При остывании и замерзании сварочной ванны объем сварного шва должен быть достаточным для преодоления усадки металла. В противном случае образуется кратерная трещина.
Причины и средства устранения трещин в сварных швах
| Причины возникновения трещин в сварных швах | Средства устранения трещин в сварных швах | Использование подходящих металлов. |
| Применение низкого тока с высокой скоростью сварки. | Использование подходящей скорости и тока сварки. |
| Плохая концепция дизайна. | Использование надлежащих концепций дизайна. |
| Отсутствие предварительного нагрева перед началом сварки. | Предварительный подогрев металла перед началом сварки. |
| Загрязнение основного металла. | Очистка поверхности металла перед сваркой. |
| Затвердевание при остаточном напряжении вследствие усадки. | Обеспечивает хорошее охлаждение зоны сварки. |
| Высокое содержание серы и углерода в металле. | Использование правильной смеси серы и углерода в металле. |
| Неправильное заполнение кратера при сварке. | Убедитесь, что кратер правильно заполнен, чтобы предотвратить появление трещин. |
#4 Неполное сплавление
Эти типы дефектов сварки возникают, когда не хватает подходящего сплавления между металлом и сварным швом. Он также может быть виден между соседними валиками сварного шва. Это создает зазор внутри соединения, который не заполнен расплавленным металлом.
Это создает зазор внутри соединения, который не заполнен расплавленным металлом.
| Причины неправильного сплавления | Способы устранения неправильного сплавления |
| Загрязнение поверхности металла. | Очистка зоны сварки поверхности металла перед сваркой. |
| С низким подводом тепла. | Использование надлежащего подвода тепла для сварки. |
| Диаметр электрода не соответствует толщине свариваемого материала. | Используйте правильный диаметр электрода, соответствующий толщине свариваемого материала. |
| Неправильный угол электрода. | Убедитесь, что угол наклона электрода подходит для сварки. |
| Слишком высокая скорость движения. | Уменьшение скорости движения дуги. |
Сварочная ванна очень большая и движется впереди дуги.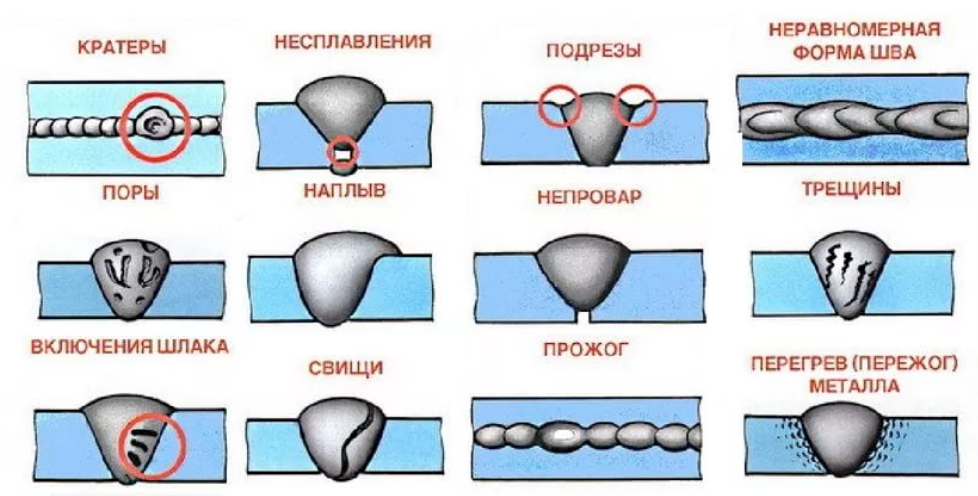 | Убедитесь, что используемая сварочная ванна соответствует движению дуги. |
#5 Шлаковые включения
Шлаковые включения – это дефекты сварки, которые обычно видны в сварных швах. Шлак представляет собой опасное вещество, образующееся в результате сварки электродом, дуговой сварки под флюсом и дуговой сварки под флюсом.
Это может произойти, когда флюс, представляющий собой твердый защитный материал, наносимый при сварке, плавится в сварном шве или на поверхности зоны сварки. Включение шлака снижает прочность соединения и, следовательно, делает его более слабым.
Причины и способы устранения шлакового включения
| Причины шлакового включения | Средства устранения шлакового включения | 1 | С помощью проволочной щетки очистите поверхность сварного шва перед нанесением следующего слоя. |
Из-за неправильного угла наклона электрода. | Регулировка угла наклона электрода. |
| Слишком низкий сварочный ток. | Увеличение плотности тока. |
| Недостаточно места для ванны расплавленного металла сварного шва. | Изменение конструкции соединения для обеспечения достаточного пространства для надлежащего использования ванны расплавленного металла сварного шва. |
| Возможно охлаждение очень быстрое. | Уменьшение быстрого охлаждения. |
| Очистка металла может быть неправильной. | Надлежащая очистка металла перед сваркой. |
| Скорость сварки высокая. | Снижение скорости сварки. |
#6 Неполное проплавление
В этих типах дефектов сварки проплавление определяется как расстояние от самой верхней поверхности базовой пластины до максимального размера сварного шва.
Неполный провар происходит, когда канавка металла заполнена не полностью, что означает, что металл шва не полностью распространяется по толщине соединения.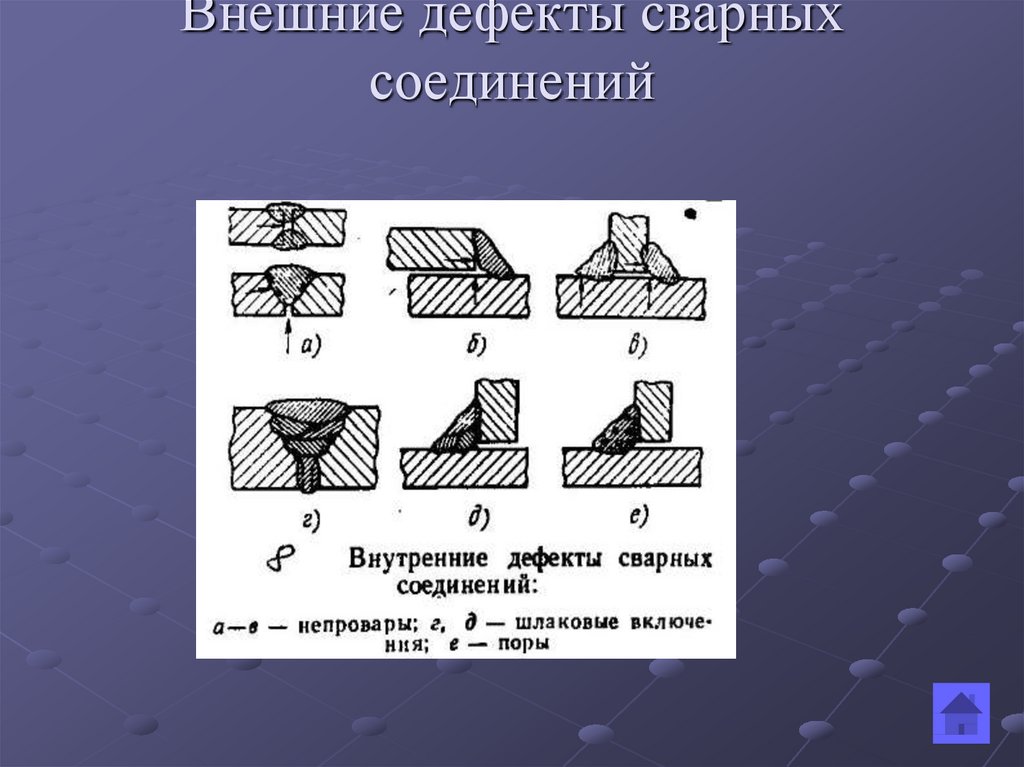
Причины и средства правовой защиты неполного проникновения
| Причины неполного проникновения | Средства неполного проникновения |
| , где там было многое, так и на многое. | Убедиться, что поверхность гладкая. |
| Вы перемещаете буртик слишком быстро, что не позволяет достаточному количеству металла накапливаться в соединении. | Уменьшение скорости движения дуги. |
| Вы используете очень малую силу тока, в результате чего сила тока недостаточна для плавления металла. | Выбор приемлемого сварочного тока. |
| Использование неподходящих соединений. | Улучшение конструкции соединения. |
| Неправильное положение электрода. | Убедитесь, что положение электрода очень точное. |
| Использование электрода большего диаметра. | Необходимо использовать электроды соответствующего диаметра, подходящего для вашей сварки. |
#7 Брызги
Брызги представляют собой мельчайшие частицы металла, которые выбрасываются из дуги во время сварки и скапливаются на основном металле по всей длине сварного шва. Это особенно часто случается при дуговой сварке газ-металл.
Причины и способы устранения разбрызгивания
| Причины разбрызгивания | Средства устранения разбрызгивания |
| Загрязнение металлической поверхности. | Очистка металлических поверхностей перед сваркой. |
| Рабочий угол электрода значительно более жесткий. | Уменьшение длины дуги и увеличение угла электрода. |
| Использование слишком высокого амперного тока и слишком низкого напряжения. | Соблюдение полярности и регулировка сварочного тока. |
| Использование дуги большего размера и мокрого электрода. | Убедитесь, что используются правильные дуга и электрод в соответствии со сваркой. |
#8 Деформация
Деформация – это разница в размере и местоположении между положениями двух металлических пластин до и после сварки из-за температурного класса, присутствующего в нескольких точках вдоль сварных швов.
Или, другими словами, вы можете сказать, что искривление происходит из-за неравномерного удлинения и уменьшения металла шва, и что все виды деформации увеличиваются с увеличением количества наплавок металла.
Причины и способы устранения искажений
| Причины искажений | Способы устранения искажений |
| Использование неправильных заказов сварки. | Убедитесь, что используется правильный порядок сварки. |
| Использование большого количества проходов электродами малого диаметра. | Использование соответствующего количества проходов сварки. |
Из-за высоких остаточных напряжений в свариваемом листе. | Убедитесь, что вы используете соответствующее количество металла сварного шва в соответствии с требованиями соединения. Это уменьшит силу сжатия. |
| Из-за низкой скорости движения дуги. | Сохранение скорости движения дуги. |
| Не использовать какой-либо измерительный прибор для измерения. | При необходимости можно использовать измерительный инструмент, чтобы точность размеров была точной. |
| Слишком много времени уходит на процесс сварки. | Уменьшение времени процесса сварки, чтобы объем вокруг металла даже не расширялся. |
#9 Горячий разрыв
При этих типах дефектов сварки в наплавленном металле начинают развиваться трещины с близлежащей кромки, что приводит к затвердеванию трещины.
Из-за разрыва границ зерен металла шва до того, как он застынет и металл еще находится в пластическом состоянии. Поэтому его также называют растрескиванием при затвердевании.
Причины и способы устранения горячего разрыва
| Причины горячего разрыва | Способы устранения горячего разрыва |
| Толщина электрода может быть неправильной. | Использование электрода правильной толщины в соответствии со свариваемым основным металлом. |
| Неподходящий сварочный ток. | При необходимости используйте подходящий сварочный ток. |
| Это связано с неправильным выбором материалов. | Использование подходящего материала для электрода. |
#10 Механическое повреждение
Механическое повреждение – это вмятина на поверхности основного металла или сварного шва, вызванная повреждением во время сварки. Это произошло из-за неправильного использования сварочных инструментов, таких как молотки, шлифовальные машины и другие инструменты, используемые при сварке.
Причины и средства устранения механических повреждений
| Причины механических повреждений | Средства устранения механических повреждений |
|---|---|
Это связано с дополнительным усилием, приложенным во время измельчения. | Этого можно легко избежать, правильно используя сварочные инструменты. |
| Из-за неправильного обращения с электрододержателем. | После сварки следите за тем, чтобы другая часть не попала на свариваемый металл. |
| Неэффективное использование кофемолки. | Процесс забивания при использовании должен быть умеренным. |
| Это также вызвано отсутствием контакта дуги с металлическими частями. | Перед сваркой необходимо зажечь дугу. |
#11 Несоосность
Иногда в сварном соединении происходит разложение присадочного металла, вероятно, от несоосности. Его можно распознать как волнистый или извилистый на поверхности.
Причины и способы устранения смещения
| Причины смещения | Способы устранения смещения |
|---|---|
| Этот тип дефекта сварки вызван быстрым процессом сварки. | Во избежание этого применяйте медленный или равномерный процесс сварки. |
| Из-за неквалифицированного сварщика или неправильной проверки во время сварки. | Использование квалифицированных сварщиков и проведение надлежащих проверок перед сваркой. |
| Сварочная проволока не встроена или размещена неправильно. | Поддержание сварочной проволоки на линии или проверка ее расположения. |
#12 Избыточное армирование
Это также распространенный дефект сварки, который иногда возникает. В отличие от дефектов недоливки, это происходит, когда в сварном шве слишком много присадочного материала. Кроме того, избыточная арматура получается неровной и рваной.
Причины и способы устранения избыточного армирования
| Причины избыточного армирования | Способы устранения избыточного армирования |
|---|---|
| Поддерживайте правильную скорость резака. | |
| Из-за большего тока и тепла. | Правильно установите ток и избегайте перегрева.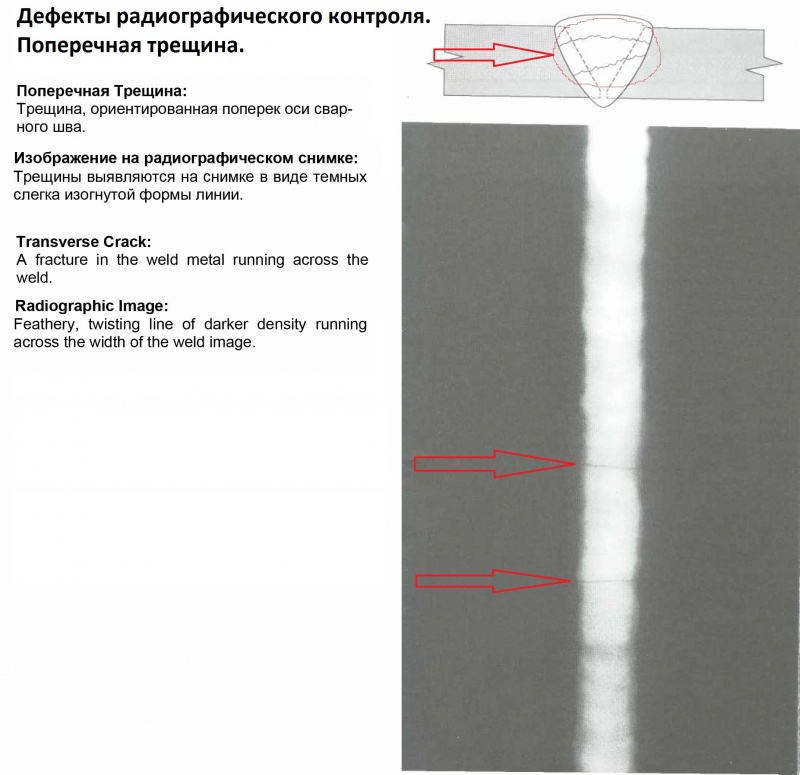 |
| Из-за переменного напряжения, которое в основном низкое. | Отрегулируйте напряжение, чтобы оно не было слишком низким. |
| Оставляя большой зазор между свариваемыми деталями. | Выровняйте детали, чтобы зазор не был слишком большим. |
#13 Перекрытие
Нахлест — это дефект сварки, при котором присадочный материал на кромке сварного шва покрывает основной металл без сцепления. Другими словами, это избыточное течение металла шва.
Причины и способы устранения нахлеста
| Причины нахлеста | Способы устранения нахлеста |
|---|---|
| Основной причиной этого дефекта является применение неправильной технологии сварки. | Улучшение методов сварки. |
| Из-за изменения угла горелки. | Соблюдение правильного угла наклона горелки. |
Использование электродов большого размера при сварке. | Не используйте электроды большого размера. |
#14 Пластинчатый разрыв
Это дефект растрескивания, который возникает в нижней части сварного шва и в основном встречается при изготовлении листов из катаной стали. Разрыв всегда происходит в пределах основного листа, часто вне зоны термического влияния и обычно происходит параллельно границе сплавления шва.
Причины и средства устранения разрыва пластин
| Причины разрыва пластин | Средства устранения разрыва пластин |
|---|---|
| Благодаря оптимальному сцеплению металла на поверхности сварного шва. | Это предотвращается за счет сварки на конце. |
| Из-за неправильной ориентации сварки и выбора материала. | Использование правильной ориентации при сварке и выбор материалов самого высокого качества. |
#15 Усы
В случае сварки MIG короткие отрезки электродной проволоки проклеиваются через сварной шов на корневой стороне соединения, это известно как Усы. Это связано с тем, что электродная проволока выступает из передней кромки сварочной ванны.
Причины и способы устранения усов
| Причины усов | Способы устранения усов |
|---|---|
| Увеличение скорости подачи электродной проволоки. | Этого можно избежать, уменьшив скорость подачи электродной проволоки. |
| Из-за чрезмерной скорости движения. | Поддерживайте оптимальную скорость движения и избегайте слишком быстрого движения. |
#16 Прожигание насквозь
При сильном нагреве во время сварки в металле может образоваться сквозное отверстие. Этот дефект называется прогаром. Это распространенный дефект сварки при сварке тонких деталей толщиной менее 1/4 дюйма.
Причины и способы устранения прожога
| Причины прожога | Способы устранения прожога |
|---|---|
| Это может произойти с толстой заготовкой, если настройки сварочного аппарата слишком высоки. | Не допускайте слишком сильного увеличения тока. |
| Если зазор между деталями значительно велик. | Избегайте чрезмерных зазоров между пластинами. |
| Недостаточное количество металлических прижимов и зажимов. | Используйте соответствующие металлические прижимы и зажимы. |
| Из-за очень медленного момента факела. | Убедитесь, что ваша скорость движения не слишком низкая или слишком высокая. |
Загрузить эту статью в формате PDF
Щелкните здесь, чтобы загрузить
Я надеюсь, что развеял все ваши сомнения относительно « Типы дефектов сварки ». Если у вас есть еще какие-либо сомнения по этой теме, вы можете в комментариях. Вот спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями.
Наконец, подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых статьях.
Адрес электронной почты
Узнайте больше о сварке в нашем блоге:
- В чем разница между сваркой TIG и MIG?
- Как работает подводная сварка? Скачать PDF бесплатно
- Как работает электронно-лучевая сварка? Изображения и PDF
7 Наиболее распространенные дефекты сварки, причины и способы устранения
Дефекты распространены при любом производстве, в том числе при сварке. В процессе могут быть отклонения формы и размеров металлоконструкции. Это может быть вызвано использованием неправильного процесса сварки или неправильной техникой сварки. Итак, ниже мы узнаем о 7 самых распространенных дефектах сварки, их типах, причинах и способах устранения.
Трещина сварки
Наиболее серьезным типом дефекта сварки является трещина сварки, и она не допускается почти всеми стандартами в отрасли. Он может появиться на поверхности, в металле сварного шва или в зоне воздействия сильного тепла.
Существуют различные типы трещин в зависимости от температуры, при которой они возникают:
- Горячие трещины. Это может происходить в процессе сварки или в процессе кристаллизации сварного соединения. Температура в этот момент может подняться более чем на 10000С.
- Холодные трещины. Эти трещины появляются после завершения сварки и снижения температуры металла. Они могут образоваться через несколько часов или даже дней после сварки. В основном это происходит при сварке стали. Причиной этого дефекта обычно являются деформации в структуре стали.
- Трещины кратера. Это происходит в конце процесса сварки до того, как оператор закончит проход сварного соединения. Обычно они образуются ближе к концу сварного шва. Когда сварочная ванна остывает и затвердевает, она должна иметь достаточный объем, чтобы преодолеть усадку металла шва. В противном случае образуется кратерная трещина.
Причины появления трещин:
- Использование водорода при сварке черных металлов.
- Остаточное напряжение, вызванное усадкой при затвердевании.
- Загрязнение основного металла.
- Высокая скорость сварки, но малый ток.
- Нет предварительного нагрева перед началом сварки.
- Плохая конструкция соединения.
- Высокое содержание серы и углерода в металле.
Способы устранения:
- Предварительно нагрейте металл по мере необходимости.
- Обеспечить надлежащее охлаждение зоны сварки.
- Используйте правильную конструкцию соединения.
- Удаление загрязнений.
- Используйте подходящий металл.
- Убедитесь, что сварка имеет достаточную площадь сечения.
- Используйте правильную скорость сварки и силу тока.
- Чтобы предотвратить появление трещин в кратере, убедитесь, что кратер правильно заполнен.
Пористость
Пористость возникает в результате загрязнения металла шва. Захваченные газы создают заполненный пузырьками сварной шов, который становится слабым и со временем может разрушиться.
Причины пористости:
- Недостаточный раскислитель электрода.
- Использование более длинной дуги.
- Наличие влаги.
- Неправильный газовый щит.
- Неправильная обработка поверхности.
- Использование слишком большого расхода газа.
- Загрязненная поверхность.
- Наличие ржавчины, краски, смазки или масла.
Способы устранения:
- Очистите материалы перед началом сварки.
- Используйте сухие электроды и материалы.
- Используйте правильное дуговое расстояние.
- Проверьте расходомер газа и убедитесь, что он оптимизирован в соответствии с требованиями с правильными настройками давления и расхода.
- Уменьшите скорость перемещения дуги, что позволит выйти газам.
- Используйте правильные электроды.
- Используйте правильную технику сварки.
Подрез
Этот дефект сварки представляет собой образование канавки на кромке сварного шва, уменьшающую толщину поперечного сечения основного металла. Результатом является ослабление сварного шва и заготовки.
Причины:
- Слишком большой сварочный ток.
- Слишком высокая скорость сварки.
- Использование неправильного угла, который будет направлять больше тепла на свободные края.
- Электрод слишком большой.
- Неправильное использование газовой защиты.
- Неправильный присадочный металл.
- Неправильная техника сварки.
Способы устранения:
- Используйте правильный угол наклона электрода.
- Уменьшить длину дуги.
- Уменьшите скорость перемещения электрода, но она не должна быть слишком медленной.
- Выберите защитный газ с правильным составом для типа материала, который вы будете сваривать.
- Использование правильного угла наклона электрода, при котором больше тепла направляется на более толстые компоненты.
- Использование правильного тока, уменьшая его при приближении к более тонким областям и свободным краям.
- Выберите правильную технику сварки, которая не требует чрезмерного переплетения.
- Использовать многопроходный метод
Неполное сплавление
Этот тип дефекта сварки возникает при недостаточном сплавлении между основным металлом и металлом сварного шва. Он также может появиться между соседними валиками сварного шва. При этом в стыке образуется зазор, не заполненный расплавленным металлом.
Причины:
- Низкое тепловложение.
- Поверхностное загрязнение.
- Неправильный угол наклона электрода.
- Диаметр электрода не соответствует толщине свариваемого материала.
- Скорость движения слишком высока.
- Сварочная ванна слишком большая и движется впереди дуги.
Способы устранения:
- Используйте достаточно большой сварочный ток с соответствующим напряжением дуги.
- Перед началом сварки очистите металл.
- Не допускайте заливки сварочной дуги лужей расплава.
- Используйте электроды правильного диаметра и угла.
- Уменьшить скорость осаждения.
Неполное проплавление
Неполное проплавление происходит, когда канавка металла заполнена не полностью, что означает, что металл шва не полностью проходит через толщину соединения.
Причины:
- Слишком большое расстояние между свариваемыми металлами.
- Вы перемещаете буртик слишком быстро, что не позволяет достаточному количеству металла попасть в соединение.
- Вы используете слишком низкую силу тока, из-за чего сила тока недостаточна для плавления металла.
- Большой диаметр электрода.
- Несоосность.
- Неправильное соединение.
Способы устранения:
- Используйте правильную геометрию соединения.
- Используйте электрод подходящего размера.
- Уменьшить скорость перемещения дуги.
- Выберите правильный сварочный ток.
- Проверьте правильность выравнивания.
Шлак Включение
Шлаковые включения являются одним из дефектов сварки, которые обычно хорошо видны в сварном шве. Шлак представляет собой стеклообразный материал, который возникает как побочный продукт сварки электродом, дуговой сварки с флюсовой проволокой и дуговой сварки под флюсом. Это может произойти, когда флюс, который является твердым защитным материалом, используемым при сварке, плавится в сварном шве или на поверхности зоны сварки.
Причины:
- Неправильная очистка.
- Слишком высокая скорость сварки.
- Сварочный проход не очищается перед началом нового.
- Неправильный угол сварки.
- Сварочная ванна остывает слишком быстро.
- Слишком низкий сварочный ток.
Способы устранения:
- Увеличить плотность тока.
- Уменьшить быстрое охлаждение.
- Отрегулируйте угол наклона электрода.
- Удалите шлак с предыдущего валика.
- Отрегулируйте скорость сварки.
Брызги
Брызги образуются, когда мелкие частицы сварного шва прилипают к окружающей поверхности. Это особенно распространено при дуговой сварке металлическим газом. Как бы вы ни старались, полностью избавиться от него не получится. Тем не менее, есть несколько способов свести его к минимуму.
Причины:
- Слишком высокая рабочая сила тока.
- Заданное напряжение слишком низкое.
- Рабочий угол электрода слишком крутой.
- Поверхность загрязнена.
- Дуга слишком длинная.
- Неправильная полярность.
- Нестабильная подача проволоки.
Способы устранения:
- Очистите поверхности перед сваркой.
- Уменьшить длину дуги.
- Отрегулируйте сварочный ток.
- Увеличьте угол наклона электрода.
- Соблюдайте правильную полярность.
- Убедитесь, что у вас нет проблем с кормлением.
Итак, мы перечислили 7 наиболее распространенных дефектов сварки, их причины и способы устранения. При их обнаружении важно удалить их, чтобы предотвратить потерю свойств и прочности материала. Здесь вы также можете ознакомиться с нашим руководством по устранению дефектов сварки MIG.
Доля:
Механическая оценка дефектов сварных соединений: морфологическая классификация и обобщение данных | Журнал математики в промышленности
- Исследования
- Открытый доступ
- Опубликовано:
- Хьюго Лоне 1 ,
- Франсуа Вийо ORCID: orcid.org/0000-0003-1544-6550 2 ,
- Дэвид Райкелинк 1 и
- …
- Жак Бессон 12 1
886 доступов
1 Цитаты
Сведения о показателях
Ангуло Дж., Мейер Ф. Морфологическое исследование пространств форм. В: 9-й международный симпозиум по математической морфологии и ее приложениям к обработке сигналов и изображений. Конспект лекций по информатике. об. 5720. Гронинген: Springer; 2009. с. 226–37.
Глава Google ученый
Лакур Л., Рикелинк Д., Форест С., де Ранкур В., Флурио С. Гиперредуцированное прямое численное моделирование пустот в сварных соединениях с помощью моделирования на основе изображений. Int J Numer Methods Eng. 2020;121(11):2581–99.
MathSciNet Статья Google ученый
Рикелинк Д., Гессель Т., Нгуен Ф. Механическое неподобие дефектов в сварных соединениях с помощью многообразия Грассмана и машинного обучения.
CR, мех. 2020; 348 (10–11): 911–35.Google ученый
Остерридер П., Бадде Л., Фридли Т. Умная фабрика как ключевой элемент индустрии 4.0: систематический обзор литературы. Int J Prod Econ. 2020;221:107476.
Артикул Google ученый
Кусяк А. Умное производство. Int J Prod Res. 2018;56(1–2):508–17.
Артикул Google ученый
Руб Дж., Бахемия Х. Обзор литературы по внедрению умных фабрик. Опубликовано: Международная конференция IEEE по инженерии, технологиям и инновациям (ICE/ITMC), 2019 г. 2019. с. 1–9.
Google ученый
Ван Б., Чжун С., Ли Т.Л., Фэнси К.С., Ми Дж. Неразрушающий контроль и оценка композитных материалов/конструкций: современный обзор. Adv Mech Eng.
2020;12(4):1687814020- 1.
Google ученый
Ван Дж., Йе Л., Гао Р., Ли С., Чжан Л. Цифровой двойник для диагностики неисправностей вращающегося оборудования в интеллектуальном производстве. Int J Prod Res. 2019;57(12):3920–34.
Артикул Google ученый
Гунасегарам Д., Мерфи А., Мэтьюз М., Деброй Т. Пример использования цифровых двойников в аддитивном производстве металлов. J Phys, Mater. 2021;4(4):040401.
Артикул Google ученый
Мураками Ю. Дефекты материалов как основа расчета на усталость. Int J Усталость. 2012;41:2–10.
Артикул Google ученый
Мураками Ю., Эндо М. Влияние дефектов, включений и неоднородностей на усталостную прочность. Int J Усталость.
1994;16(3):163–82.Артикул Google ученый
Сан Бьяджо М., Бельтран-Гонсалес С., Джунта С., Дель Буэ А., Мурино В. Автоматическая проверка авиационных компонентов. Mach Vis Appl. 2017; 28:1–15.
Артикул Google ученый
Эскобар С., Моралес Менендес Р. Методы машинного обучения для контроля качества в производственной среде с высокими требованиями. Adv Mech Eng. 2018;10:168781401875551.
Артикул Google ученый
Лаюни М., Хамди М., Тахар С. Обнаружение и определение размеров дефектов потери металла в нефте- и газопроводах с использованием вейвлетов, адаптированных к шаблону, и машинного обучения. Приложение Soft Comput. 2017;52:247–61.
Артикул Google ученый
Динда С., Варнетт Дж., Уильямс М., Рой Г., Срирангам П. Трехмерное изображение и количественная оценка пористости в соединениях разнородной стали и сплава Fe-Al, сваренных электронным лучом, с помощью рентгеновской томографии. Матер Дес. 2016;96:224–31.
Артикул Google ученый
Лин С., Шамс С., Чой Х., Азари Х. Ультразвуковая визуализация многослойных бетонных конструкций. НК E Междунар. 2018;98:101–9.
Артикул Google ученый
Милтон ГВ. Теория композитов. Кембридж: Издательство Кембриджского университета; 2003.
Google ученый
Allaire G, Bonnetier E, Francfort G, Jouve F. Оптимизация формы методом гомогенизации. Числовая математика. 1997;76(1):27–68.
MathSciNet МАТЕМАТИКА Статья Google ученый
Жиков В.В., Козлов С.М., Олейник О.А. Усреднение дифференциальных операторов и интегральных функционалов. Берлин: Спрингер; 2012.
Google ученый
Торквато С. Случайно-неоднородные материалы: микроструктура и макроскопические свойства. об. 16. Нью-Йорк: Спрингер; 2013.
МАТЕМАТИКА Google ученый
Тартар Л. Общая теория гомогенизации: персональное введение.
об. 7. Берлин: Спрингер; 2009.МАТЕМАТИКА Google ученый
Лю Л. Решения гипотез Эшелби. Proc R Soc A, Math Phys Eng Sci. 2008;464(2091): 573–94.
MathSciNet МАТЕМАТИКА Google ученый
Грабовский Ю., Кон Р.В. Микроструктуры, минимизирующие энергию двухфазного эластичного композита в двух пространственных измерениях. II: микроструктура Вигдергауза. J Mech Phys Solids. 1995;43(6):949–72.
MathSciNet МАТЕМАТИКА Статья Google ученый
Мантич В., Баррозу А., Парис Ф. Сингулярные упругие решения в анизотропных углах из нескольких материалов: приложения к композитам. В: Мантич В, редактор. Математические методы и модели в композитах. Лондон: Издательство Имперского колледжа; 2014. с. 425–95.
МАТЕМАТИКА Google ученый
Мошовидис З., Мура Т. Двухэллипсоидальные неоднородности методом эквивалентного включения. J Appl Mech. 1975; 42(4):847–52.
МАТЕМАТИКА Статья Google ученый
Fond C, Riccardi A, Schirrer R, Montheillet F. Механическое взаимодействие между сферическими неоднородностями: оценка метода, основанного на эквивалентном включении. Eur J Mech A, Solids. 2001;20(1):59–75.
МАТЕМАТИКА Статья Google ученый
Бессон Дж. Влияние формы включения и объемной доли на уплотнение дисперсных композитов. Мех Матер. 1995;19(2–3):103–17.
Артикул Google ученый
Райс Дж. Интеграл, не зависящий от траектории, и приближенный анализ концентрации деформации по выемкам и трещинам. J Appl Mech. 1968;35(2):379–86.
Артикул Google ученый
Надай А. Теория течения и разрушения твердых тел. об. 2. Нью-Йорк: Макгроу-Хилл; 1963 год.
Google ученый
Wang H, Pietrasanta A, Jeulin D, Willot F, Faessel M, Sorbier L, Moreaud M. Моделирование микроструктуры мезопористого оксида алюминия с помощью трехмерных случайных моделей тромбоцитов. Дж Микроск. 2015;260(3):287–301.
Артикул Google ученый
Абдалла Б., Уиллот Ф., Джеулин Д. Морфологическое моделирование трехфазных микроструктур анодных слоев с использованием изображений sem. Дж Микроск. 2016;263(1):51–63.
Артикул Google ученый
Каэшаммер Э., Борн Л., Уиллот Ф., Докладал П., Белон С. Морфологическая характеристика и упругая реакция гранулированного материала. Компьютерные науки. 2021;190:110247.
Артикул Google ученый
Веласко-Фореро С., Ангуло Дж. Статистическое моделирование формы с использованием морфологических представлений. В кн.: 20-я международная конференция по распознаванию образов. Нью-Йорк: IEEE; 2010. с. 3537–40.
Google ученый
Килиан М., Митра Н.
Дж., Поттманн Х. Геометрическое моделирование в пространстве форм. Трансграф ACM. 2007; 26:64.Артикул Google ученый
Собственные функции Леви Б. Лапласа-Бельтрами к алгоритму, который «понимает» геометрию. В: Международная конференция IEEE по моделированию формы и приложениям 2006 (SMI’06). 2006. с. 13.
Глава Google ученый
Джейкобсон Д., Надирашвили Н., Тот Дж. Геометрические свойства собственных функций. Russ Math Surv. 2001;56(6):1085.
MathSciNet МАТЕМАТИКА Статья Google ученый
Шен Л., Фарид Х., МакПик М. Моделирование трехмерных морфологических структур с использованием сферических гармоник. Эволюция, Int J Org Evolution 2009; 63 (4): 1003–16.
Артикул Google ученый
Гериг Г., Стайнер М., Шентон М., Либерман Дж. Форма по сравнению с размером: улучшенное понимание морфологии структур головного мозга. В: Международная конференция по обработке медицинских изображений и компьютерному вмешательству. 2001. с. 24–32.
Google ученый
Feinauer J, Spettl A, Manke I, Strege S, Kwade A, Pott A, Schmidt V. Структурная характеристика систем частиц с использованием сферических гармоник. Материнский персонаж. 2015;106:123–33.
Артикул Google ученый
Daniel T, Casenave F, Akkari N, Ryckelynck D. Снижение порядка модели с помощью глубоких нейронных сетей (ROM-net).
Adv Model Simul Eng Sci. 2020;7(1):1–27.Артикул Google ученый
Пан С., Ян К. Опрос по трансферному обучению. IEEE Trans Know Data Eng. 2010;22(10):1345–59.
Артикул Google ученый
Lacourt L. Étude numérique de la nocivité des défauts dans les soudures [докторская диссертация]. Mines ParisTech — Университет PSL; 2019.
Лакур Л., Форест С., Рикелинк Д., Уилло Ф., Флурио С., де Ранкур В. Численное исследование дефолтов в судах (Прескиль де Жьен), Ассоциация вычислительной строительной механики, 2019. Национальный коллоквиум по расчету конструкций, Жьен, Франция, 13–17 мая 2019 г. https://hal.archives-ouvertes.fr/hal-02412756.
Launay H, Besson J, Ryckelynck D, Willot F. Алгоритм сверхуменьшенной длины дуги для анализа устойчивости в упругопластичности.
Int J Solids Struct. 2021; 208–209: 167–80.Артикул Google ученый
Fauque J, Ramiere I, Ryckelynck D. Гибридное гиперредуцированное моделирование для задач контактной механики. Int J Numer Methods Eng. 2018;115(1):117–39.
MathSciNet Статья Google ученый
Уилло Ф. Схемы на основе Фурье для расчета механического отклика композитов с точными локальными полями. C R, мех. 2015;343(3):232–45.
MathSciNet Статья Google ученый
Gasnier J, Willot F, Trumel H, Jeulin D, Besson J. Термоупругие свойства поликристаллов с микротрещинами. Часть I: адекватность методов Фурье для упругих тел с трещинами. Int J Solids Struct. 2018; 155: 248–56.
Артикул Google ученый
Москера Р., Хамдуни А., Эль Хамиди А., Аллери С. Базисная интерполяция POD с помощью обратного взвешивания расстояния на многообразиях Грассмана. Дискретный Contin Dyn Syst, Ser S. 2018; 12 (6): 1743–59..
MathSciNet МАТЕМАТИКА Google ученый
Шигенака Р., Райчев Б., Тамаки Т., Канеда К. Распознавание последовательности лиц с использованием расстояний Грассмана и ядер Грассмана. В: Международная совместная конференция по нейронным сетям 2012 г. (IJCNN). Нью-Йорк: IEEE; 2012. с. 1–7.
Google ученый
Йе К., Лим Л.Х. Многообразия Шуберта и расстояния между подпространствами разных размерностей.
SIAM J Matrix Anal Appl. 2016;37(3):1176–9.7.MathSciNet МАТЕМАТИКА Статья Google ученый
Гарбоци Э. Трехмерный математический анализ формы частиц с использованием рентгеновской томографии и сферических гармоник: применение к заполнителям, используемым в бетоне. Cem Concr Res. 2002;32(10):1621–38.
Артикул Google ученый
Шен Л., Фарид Х., МакПик М. Моделирование трехмерных морфологических структур с использованием сферических гармоник. Эволюция. 2009 г.;63(4):1003–16.
Артикул Google ученый
Park H, Jun C. Простой и быстрый алгоритм кластеризации K-medoids. Приложение Expert Syst. 2009;36(2, часть 2):3336–41.
Артикул Google ученый
Борг И.
, Гроенен П. Современный многомерный скейлинг: теория и приложения. Берлин: Спрингер; 2005.МАТЕМАТИКА Google ученый
Mines Paris, PSL Research University, Centre des Matériaux, CNRS UMR 7633, 63-65 rue Henri-Auguste Desbruères, BP 87,
, Hugo Lay03,, Évry, France David Ryckelynck & Jacques Besson Mines Paris, Исследовательский университет PSL, Центр математической морфологии, 35 rue St Honoré, 77300, Фонтенбло, Франция
François Willot
- Hugo Launay
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- François Willot
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- David Ryckelynck
Просмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Академия
- Жак Бессон
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Contributions
FW, DR и JB предложили идею исследования и сформулировали модельную задачу.
Численные расчеты и анализ данных были выполнены HL. Рукопись была составлена HL, а затем расширена и отредактирована FW. Все авторы прочитали и одобрили окончательный вариант рукописи.Автор, ответственный за переписку
Переписка с Франсуа Вилот.
Заявление об этике
Конкурирующие интересы
Авторы заявляют об отсутствии конкурирующих интересов.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы указываете соответствующие права на оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала.
Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.Перепечатки и разрешения
Об этой статье
Дефекты сварки
Неоднородность сварного шва определяется Американским обществом сварщиков как «нарушение типичной структуры материала, такое как отсутствие однородности в его механических, металлургических, или физические характеристики». Дефекты сварки — это тип несплошности, который ставит под угрозу полезность сварного соединения, что может привести к тому, что оно не сможет соответствовать минимальным применимым стандартам/спецификациям приемки. Дефекты сварки могут быть связаны с процессом/процедурой сварки или связаны с химическим составом или металлургией свариваемого(ых) сплава(ов).
Пористость металла сварного шва представляет собой полостной дефект сварки, образующийся в результате захвата газа при затвердевании в результате загрязнения некоторыми газами, такими как водород, кислород или азот. Пористость, вызванную поглощением водорода, можно свести к минимуму, если в зоне сварного шва и присадочном металле не будет углеводородных загрязнителей и влаги. Чтобы избежать пористости, вызванной кислородом и азотом, важно, чтобы сварочная ванна была должным образом защищена за счет использования защитных газов высокой чистоты, а также использовались достаточные скорости потока защитного газа. Хотя в сварных соединениях HASTELLOY® и HAYNES® может возникать пористость, они не особенно подвержены пористости, поскольку большинство сплавов содержат значительное количество Cr, который имеет естественное сродство с газами, образующимися во время сварки.
Включения металла сварного шва могут образовываться в результате попадания оксидов в сварочную ванну. Это может происходить из-за прочной оксидной пленки, которая образуется на поверхности большинства сплавов.
Поскольку температура плавления поверхностных оксидов обычно намного выше, чем у основного металла, они с большей вероятностью останутся твердыми во время сварки и попадут в сварочную ванну. Таким образом, особенно важно, чтобы поверхностные оксиды были удалены перед сваркой и между проходами при многопроходной сварке. Во время GTAW, если вольфрамовый электрод случайно соприкоснется с расплавленной сварочной ванной или если есть чрезмерный сварочный ток, в металле сварного шва могут образоваться вольфрамовые включения. Элементы с сильным сродством к кислороду, такие как алюминий или магний, могут соединяться с кислородом с образованием оксидных включений в металле сварного шва. Включения шлака связаны с процессами на основе флюса, такими как SMAW, SAW и FCAW. Эти включения образуются в металле сварного шва, когда остаточный шлак попадает в полости или карманы, которые образуются из-за недостаточного перекрытия сварных швов, чрезмерной подрезки на кромке сварного шва или неровного профиля поверхности предшествующего сварного шва. Таким образом, важным фактором в процессах на основе флюса является легкость удаления шлака между проходами сварки. Включения должны быть удалены из сварного шва, иначе они будут преждевременно инициировать разрушение, что может отрицательно сказаться на механических свойствах и эксплуатационных характеристиках.Другими часто встречающимися дефектами, связанными с технологическим процессом, являются подрезы, неполное сплавление/провар и деформация. Эти дефекты обычно связаны с неправильным методом сварки и/или параметрами сварки. Подрез — это канавка, которая вплавляется в основной металл, обычно в основании или на концах сварного шва, и может возникнуть из-за чрезмерного сварочного тока. Этот разрыв создает надрез на периферии сварного шва и может значительно ослабить прочность сварного соединения. Дефектам неполного сплавления способствует «вялый» характер расплавленного металла шва на основе Ni/Co и их плохие характеристики провара.
Характеристики деформации сплавов HASTELLOY® и HAYNES® аналогичны характеристикам углеродистой стали с меньшей тенденцией к деформации, чем сварные соединения из аустенитной нержавеющей стали, благодаря более низкому коэффициенту теплового расширения.
Кондукторы, крепления, поперечные опоры, распорки, а также размещение и последовательность сварных швов помогут свести искажения к минимуму. Там, где это возможно, сбалансированная сварка вокруг нейтральной оси поможет свести деформацию к минимуму. Правильная фиксация и зажим узла облегчают операцию сварки и сводят к минимуму коробление и деформацию тонких профилей. Предлагается, где это возможно, допускать дополнительный запас к общей ширине и длине. Затем можно удалить излишки материала для достижения окончательных размеров. Деформация сварного шва для различных конструкций соединений показана на рис. 3.9.0003При обычном производстве сплавов HASTELLOY® и HAYNES® растрескивание сварных швов происходит редко, и следует ожидать изготовления больших сложных компонентов с небольшим количеством случаев растрескивания. Наиболее распространенным типом сварного растрескивания является горячее растрескивание, связанное с наличием жидкости в микроструктуре. Горячее растрескивание может возникать в металле шва и в околошовной зоне сварного шва и обычно возникает из-за жидких пленок вдоль границ зерен.
Эти неустойчивые к деформациям микроструктуры временно возникают при повышенных температурах в пределах диапазона плавления и затвердевания всех сплавов. Из-за своего номинального химического состава некоторые сплавы более подвержены горячему растрескиванию, чем другие сплавы. В целом, горячее растрескивание является более распространенным явлением для жаропрочных сплавов из-за более высокого содержания в них легирующих элементов. Элементы-примеси, такие как сера и фосфор, и незначительные легирующие добавки, такие как бор и цирконий, могут оказывать сильное влияние на склонность к растрескиванию, даже если они присутствуют в очень низких концентрациях.В дополнение к восприимчивой микроструктуре уровень растягивающего напряжения в сварном шве является критическим фактором для образования горячих трещин. Развитие напряжений при сварке неизбежно из-за сложных термических напряжений, которые создаются при затвердевании и охлаждении металла. Частично это связано с неотъемлемым ограничением сварного соединения из-за геометрии и толщины сварного соединения.
Как правило, сварные соединения с увеличенной толщиной шва более подвержены горячему растрескиванию. Кроме того, «каплевидная» сварочная ванна, образующаяся из-за высокой скорости перемещения, имеет тенденцию к увеличению склонности к растрескиванию, поскольку она образует четкую осевую линию сварного шва, где усиливается сегрегация элементов, а поперечные напряжения могут быть высокими. Большие вогнутые валики сварного шва, которые создают напряжение на поверхности сварного шва, имеют тенденцию способствовать растрескиванию при затвердевании, и их следует избегать. Дополнительную информацию о механизмах образования трещин при сварке и металлургии сварки сплавов на основе никеля можно найти в следующем учебнике:Дж.Н. DuPont, J.C. Lippold и S.D. Kiser, Welding Metallurgy and Weldability of Nickel-Base Alloys, John Wiley & Sons, Inc., 2009.
Распечатать страницу
Дефекты сварки — пошаговые причины и меры профилактики Weld World
Дефекты сварных швов, которые могут возникнуть в обычной конструкции, имеют большое значение для инженеров-проектировщиков.
Многие дефекты сварки или несплошности сварки, обычно наблюдаемые в сварных соединениях, следующие: Table of Contents
Common welding defects- Lack Of Penetration (Insufficient Or Incomplete Penetration)
- Lack Of Fusion (Incomplete Fusion)
- Undercut
- Inclusion (Slag включения, включения вольфрама)
- Пористость (равномерно рассеянная, скопление, линейная, трубчатая)
- Дыхание
- Трещина (Продольная, поперечная, кратерная, горловина, подножка, корень , горячий, холодный или с задержкой)
- Размер и профиль неисправного сварного шва. Недолив
- Перекрытие
- Несоосность
- Concavity Or Convexity
- Arc Strikes
- Excessive Reinforcement
- Improper Enforcement
- Defects In Heat Affected Zone
- Spatter
- Burn Through
- Surface Irregularity( Перекрытие)
- Включение вольфрама
- Дуговые кратеры
- Ламеллярный разрыв
- Расслоения и расслоения
- Пластины и швы
- Армирование
- Несоосность типа Ленье
- Угловая несоосность
Как мы можем видеть, некоторые виды сварочных работ связаны с металлом, а другие связаны с сварочными операциями, которые наблюдаются в металле сваривать металлы.
Описание дефектов сваркиНепровар
Непровар определяется как неполный провар в прикорневой зоне, когда поверхности сплавления прикорневой зоны полностью не проплавлены. Его можно классифицировать как неполное проникновение и неполное корневое проникновение. Основной причиной этого дефекта является неправильная очистка, низкий сварочный ток, высокая скорость движения дуги, короткая длина дуги и отсутствие предварительного нагрева при работе с более толстыми металлами. Предупреждение: Этот дефект сварки можно предотвратить, устранив вышеуказанную первопричину. Непровар
Непровар
Этот дефект возникает, когда металл шва не проплавляет границы основного металла или боковых стенка основного металла,
Этот дефект может возникать в боковой стенке основного металла или между промежуточной и корневой зонами, соответственно называется Непровар боковой стенки, Недостаток проплавления между проходами и Недостаток проплавления корня.
Основной причиной этого дефекта является неправильная очистка, низкий сварочный ток, высокая скорость движения дуги, короткая длина дуги и отсутствие предварительного нагрева более толстых металлов.Предотвращение: Этот дефект можно предотвратить, устранив вышеупомянутую основную причину.
Дефекты сварки ПодрезПодрез обычно возникает при слишком высоком сварочном токе или при использовании большой длины дуги. Этот дефект также может появиться, если соединение заржавело. Это можно увидеть как своего рода канавку, вырезанную в области сварного носка и оставленную незаполненной. Для устранения этого дефекта необходимо очистить соединение перед началом сварочных работ, контролировать длину дуги и сварочный ток. Критерии приемки : Обычно подрез имеет допустимый предел в соответствии с различными нормами и стандартами сварки. Для трубы оно не должно превышать 5% толщины листа или 1/32 дюйма или около 0,75 мм.
Дефекты сварки Включения Применяется любое минимальное значение.В металле сварного шва встречаются два типа включений: шлаковые и вольфрамовые. Шлаковые включения : Шлаковые включения представляют собой тип захвата шлака между слоями сварного шва или между основным металлом и металлом сварного шва, особенно в процессе многослойной сварки, но иногда это может происходить и при однопроходной сварке. Включение шлака происходит при использовании шлакового материала, такого как SMAW или SAW. процесс ручной сварки, при котором вольфрам используется в качестве электрода, как GTAW. Плазменная дуга . Причина: Низкий сварочный ток, наличие грязи, ржавчины, прокатной окалины, использование поврежденного электрода
Предупреждение: Этот дефект устраняется использованием соответствующего сварочного тока, правильной очисткой каждого слоя после окончания сварки, предварительным подогревом шов
Для ремонта данного дефекта необходимо тщательно удалить шлак со шлифовкой и заново заварить.
Дефекты сварки Зажигание дугиЭтот тип дефекта фактически представляет собой локальную коалесценцию за пределами зоны сварки или на основном металле в любом месте и может возникнуть из-за невнимательности сварщика или потери связи с точкой заземления. Этот дефект можно предотвратить правильным использованием противопожарного одеяла, плотным соединением заземляющих хомутов и аккуратной сваркой.
Когда в основном металле возникает дуговой разряд, температура этой части внезапно становится слишком высокой и снова очень быстро падает. В результате этого действия микроструктура металла этой детали может измениться, что может привести к хрупкому излому или трещине.
Для ремонта, этот дефект необходимо глубоко зашлифовать до полного удаления, а затем сварить.
Дефекты сварки ТрещиныРазличные типы трещин возникают в сварном соединении и могут быть классифицированы как продольные, поперечные, кратерные, горловины, носки, корень, под валиком, зона термического влияния, горячие, холодные или замедленные) Подробнее
Дефекты сварки Недостаточное заполнениеВ основном этот вид дефекта возникает на поверхности металла шва или под поверхностью сварного шва, когда поверхность сварного шва выпячивается на прилегающую поверхность основного металла.
Несоосность из-за неправильных методов сварки и параметров сварки. Для ремонта, этот дефект требует применения надлежащих методов сварки и параметров сварки. Просто шов должен быть немного шлифован и правильно заполнен тем же процессом сваркиНесоосность в основном возникает из-за соединения двух разных или разной толщины, также этот дефект возникает из-за небрежности. Этот тип дефекта также называется hi-low, и его трудно исправить внутри трубы или трубки. Существует два типа несоосности:
Для ремонта этого дефекта необходимо отшлифовать дефектную часть соединения и снова подготовить требуемую форму.
Вогнутость или выпуклостьЭти виды дефектов возникают, когда металл сварного шва превышает или недостаточен для указанного допустимого предела сварки из-за сварочного тока и скорости перемещения.
Предотвращение: это можно предотвратить, контролируя ход дуги и сварочный ток. Для ремонта, этот дефект требует шлифовки лишнего металла шва, если он находится в выпуклой деформации или необходимо наварить больше вогнутости (недостаточное количество металла шва). В случае вогнутости корня предпочтительна обратная сварка
IS
Арматура дефекты сварки?Следует отметить, что армирование является неотъемлемой частью операции сварки в связи с требуемой прочностью сварного соединения. Но в случае избыточного или меньшего армирования это будет считаться дефектом сварки. его можно классифицировать как чрезмерное армирование, недостаточное армирование. Этот дефект возникает из-за отсутствия сварочного тока или медленного хода дуги.
дефекты сваркикак правило, возможны только 1/16” в трубе и 1/8” в пластине. И этого можно избежать, используя правильный сварочный ток и скорость перемещения дуги. Для всасывания или недостаточного армирования допустимое значение составляет 5% от толщины металла или не превышает около 0,75 мм, в зависимости от того, какое минимальное значение следует учитывать.
Нахлест Для ремонта, данный дефект необходимо зашлифовать лишний металл шва. или использовать обратный шов в случае недостаточного армированияНахлест, как правило, происходит из-за того, что он выходит за пределы носка шва, и он не допускается при любом количестве металла шва. Его можно контролировать с помощью правильной техники сварки и скорости перемещения дуги. Для ремонта, этот дефект необходимо зашлифовать дефектной частью соединения. Прожог
Дефекты сварки ПрожогПрожог – это нежелательное отверстие, которое проплавляется насквозь в основном металле и может оставаться внутри сварного шва, в основном это происходит из-за чрезмерного сварочного тока или низкой скорости движения дуги, и его можно предотвратить, уменьшив погонную энергию или тепло. так как может также использоваться для уменьшения тепловложения.
Сварка
БрызгиБрызги, вероятно, представляют собой мелкие частицы металла сварного шва, которые выбрасываются при сварке из-за использования сильного тока и большой длины дуги.
4 Журнал математики в промышленности том 11 , номер статьи: 18 (2021) Процитировать эту статью
Abstract
Мы разрабатываем методологию классификации дефектов на основе их морфологии и индуцированной механической реакции. Предлагаемый подход является довольно общим и основан на морфологических операторах (Ангуло и Мейер на 9-м международном симпозиуме по математической морфологии и ее приложениям к обработке сигналов и изображений, стр. пор и на расстоянии Грассмана, оцененном на основе вычислений на основе БПФ (Willot in C. R., Méc. 343(3):232–245, 2015), для прогнозируемого упругого отклика. Мы реализуем и детализируем наш подход на наборе захваченных газовых пор, наблюдаемых при рентгеновской томографии сварных соединений, которые значительно изменяют механическую надежность этих материалов (Лакур и др. в Int. J. Numer. Methods Eng. 121 (11). ): 2581–2599, 2020). Пространство морфологических и механических ответов сначала разбивается на кластеры с использованием критерия «k-medoids» и связанных с ним функций расстояния. Во-вторых, мы используем многослойные нейронные сети персептрона, чтобы связать дефект и соответствующее морфологическое представление с его механической реакцией. Установлено, что метод обеспечивает точные механические прогнозы, если обучающие данные содержат достаточное количество дефектов, представляющих каждый механический класс. Для этого мы дополняем исходный набор дефектов методами увеличения данных. Искусственно созданные формы пор получаются с использованием разложения по сферическим гармоникам и разложения по сингулярным числам, выполняемого на преобразовании расстояния со знаком пор. Мы обсуждаем возможные применения настоящего метода и то, как медоиды и связанные с ними механические реакции могут быть использованы для обеспечения естественной основы для моделей пониженного порядка и методов гиперредукции, в которых механические эффекты дефектов и структур декоррелированы (Ryckelynck et al. др. в CR, Méc. 348 (10–11): 911–935, 2020).
Введение
Наши возможности по проектированию и производству материалов с заданными свойствами значительно улучшились, и мы обычно объединяем датчики, управление, данные моделирования и компьютерные прогнозы (см. обзоры в [4–6]). Эти методы сочетают в себе визуализацию материалов [7] и системы цифровых двойников [8] для производства и оценки свойств материалов. В механике многочисленные приложения касаются контроля, обнаружения дефектов и аномалий [9] или расчета материалов на усталость [10, 11]. Алгоритмы машинного обучения, в частности, были предложены в авиационной области [12], в процессе изготовления [13] или в приложениях для трубопроводов [14] и были объединены с численными расчетами для изучения дефектов в шарикоподшипниках [15]. Методы машинного обучения на основе моделирования, основанные на существующих механических моделях, особенно привлекательны, поскольку они позволяют избежать явной параметризации моделируемых дефектов. Тем не менее, оценка и сертификация механических свойств структур, содержащих дефекты, требует усовершенствованных микромеханических моделей, а также неразрушающих методов визуализации, таких как рентгеновская томография [16] или ультразвуковые измерения [17].
Это связано с признанием того факта, что композитные (или, если уж на то пошло, пористые) микроструктуры часто демонстрируют широко варьирующиеся эффективные отклики, как показано в теориях гомогенизации [18, 19] и в задачах оптимального проектирования [20]. Широкий диапазон механических свойств может быть достигнут за счет адаптации внутреннего геометрического расположения микроструктур, как показано, например, в [21–23]. Помимо нескольких строгих результатов, полученных для конкретных геометрий, например. включений Эшелби [24] или Вигдергауза [25], влияние формы пор на общую механическую реакцию трудно количественно оценить даже для линейно-упругих сред, и обычно для этого требуются сложные математические инструменты. При плоской деформации наличие углов [26], вплоть до предельного случая вершины трещины [27], узких мест [28, 29], а высокие пропорции, как известно, являются механически определяющими факторами, что подчеркивается исследованиями, основанными на конформных отображениях [30] или методах преобразования радона [31].
Хотя эти строгие и (полу-) аналитические результаты полезны в качестве руководства, они ограничены линейными средами при плоской деформации или напряжении, с заметными исключениями [32, 33]. Они не позволяют исследовать связи между морфологией и механическим откликом, важные в промышленных задачах. Последние часто включают в себя обратные задачи проектирования в пределах данного класса микроструктур или морфологий, что является результатом производственных ограничений [34, 35]. Например, в энергетических гранулированных материалах форма и размер частиц зависят от кристаллографии и могут в некоторой степени контролироваться обработкой поверхности [36]. Кроме того, одного общего отклика материала, характеризуемого эффективным тензором жесткости, недостаточно для определения полного механического отклика. Необходимо учитывать локальный отклик, чувствительный к расположению внутренней микроструктуры данной материальной системы. Локализация повреждений, приводящих к хрупкому или вязкому разрушению в композиционных материалах, определяется локальным напряженным состоянием в микроструктуре, которое само по себе является сложным результатом распределения нагрузки внутри материала.
В последнее время была разработана статистика форм, основанная на морфологических операторах [1, 37], и так называемые пространства форм [38] привлекли внимание как универсальный метод количественной оценки форм, рассматриваемых как точки в многомерном метрическом пространстве, представляющие Фурье. расширения на основе. На сфере собственные функции Лапласа–Бельтрами имеют явный вид в терминах сферических гармоник [39, 40], который затем можно использовать для представления непрерывных форм [41], рассматриваемых как деформация сферы или как отображение между сферой и произвольной формы. Это разложение особенно полезно для моделирования данных на регулярной сетке (то есть на изображениях), в компьютерной графике [42], анализе медицинских изображений [43] или материаловедении [44]. В контексте механики сложные подходы к анализу изображений, основанные на методах машинного обучения, уже использовались для обнаружения и, в более общем смысле, классификации «критических» дефектов, как показано в нескольких промышленных задачах [13, 14]. Другие подходы пытались вывести механический отклик материалов с использованием температурных полей [45]. Эти методы могут быть дополнены трансферным обучением [46] и методами исследования формы для определения механически релевантных критериев для оценки влияния или критичности дефектов.
Настоящая работа преследует двоякую цель. Во-первых, разрабатывается методология для исследования и классификации дефектов на основе формы и механической реакции с использованием морфологических преобразований, сферических гармоник и расстояния Грассмана. Чтобы проиллюстрировать наш подход, в качестве модельной задачи анализируется набор дефектов, ранее наблюдаемых на томографических изображениях сварных соединений. Во-вторых, используются методы машинного обучения для сравнения и корреляции полученных классификаций. Обсуждается адекватность метода обнаружения критических дефектов и другие возможные приложения, а также будущие работы, например, исследования зависимости наших результатов от выбранных метрик.
Настоящая статья организована следующим образом. В разделе 2 представлен набор дефектов, использованных в качестве основы для настоящего исследования, тогда как в разделе 3 относится к различным расстояниям, используемым для кластеризации, включая механические расчеты полного поля. Наши основные результаты, касающиеся основанной на механике группировки форм, приведены в разд. 4. Эти результаты сравниваются с результатами, полученными после увеличения данных исходного набора дефектов в разд. 5. Мы заключаем в разд. 6.
Набор данных дефектов и цель настоящей работы
Настоящая работа основана на наборе данных о дефектах, полученных в диссертации Л. Лакура [47]. Эти дефекты были извлечены из сегментированного рентгеновского томографического изображения сварных соединений, см. [2]. Всего набор данных состоит из 1288 дефектов, каждый из которых содержит от 500 до \(100\text{,}000\) вокселей. Меньшие дефекты, присутствующие в исходном изображении, в настоящем исследовании не учитывались. Чуть более половины дефектов близки к сферическим, тогда как остальные имеют различную выпуклую и невыпуклую форму (рис. 1), см. [48]. После сегментации каждый дефект помещается в ограничительную рамку в 3D с краями, выровненными по оси (\(\mathrm{e}_{1}\), \(\mathrm{e}_{2}\), \ (\mathrm{e}_{3}\)) декартовой системы координат. {3}\) вокселей. Соответственно, формы имеют разные объемные доли, но одинаковый диаметр по отношению к их ограничивающей рамке. Это делается для того, чтобы трещины или поры с очень высоким соотношением сторон можно было дискретизировать с одинаковым разрешением.
Виды в трех измерениях трех несферических дефектов, сегментированные из томографического изображения сварных соединений двухмасштабный метод гиперредукции, предложенный в [2] для утомления. В этом методе, схематично представленном на рис. 2, влияние общей структуры и дефектов не связано, тогда как взаимодействие между ними учитывается дальним полем [49]., 50]. На практике для конструкции без дефекта вычисляется приведенный базис, а для дефекта — другой. Затем вычисляется «глобальный редуцированный базис» путем переноса обоих редуцированных базисов на реальную сетку, содержащую дефект, и их конкатенации. Используя эту уменьшенную основу, выполняется «гиперуменьшенное» моделирование в уменьшенной области интегрирования (рис. 2, оранжевые и серые области). Таким образом, численные расчеты проводятся на нормальной структуре без пор и на изолированных дефектах, а не на всей структуре, содержащей дефекты. Вообще говоря, метод наиболее эффективен при работе со сложными и трудоемкими конститутивными законами. Ускорение до 10 2 и 10 3 получены при усталости в механике, для упругопластического поведения и около 10 в линейно-упругих случаях [3].
Схематическое изображение метода гиперредукции. Структура и дефекты рассматриваются отдельно. Оранжевый: зона слияния; серый: основной металл. Области, выделенные белым цветом, не объединены в сетку. В классическом методе [2] численные расчеты проводятся для каждого нового дефекта (прямоугольник a ). В предлагаемом подходе используется заранее рассчитанный механический отклик ближайшего дефекта (прямоугольник b )
Полноразмерное изображение
Хотя гиперредуцированный метод улучшает стандартные методы конечных элементов, вычисление редуцированного базиса дефектов может занять много времени. Этот момент необходимо учитывать в промышленных приложениях, где влияние дефектов должно оцениваться количественно почти в реальном времени. Часто форма пор является случайной, но следует определенному распределению вероятностей, которое необходимо оценить. Механические реакции близких друг к другу форм, как правило, не нужно вычислять дважды. Однако, как отмечено в разд. 1, в то время как различные формы могут давать одинаковую механическую реакцию, небольшие различия, такие как наличие углов, могут вызывать разные механические реакции. Цель этой работы — исследовать, можно ли выбрать подходящую приведенную основу для дефекта, изучив механические реакции набора других дефектов и то, как они соотносятся с их формой. Для этого механические расчеты полей вокруг дефекта (прямоугольник а, рис. 2) заменяются статистическим обучением с использованием предварительно вычисленных механических полей, используемых в качестве обучающих данных (прямоугольник b, рис. 2). Полная схема на рис. 2 в настоящей работе реализована не будет. Вместо этого мы сосредоточимся на задаче в прямоугольнике (b) того же графика и рассмотрим линейную эластичность как доказательство концепции нашего подхода.
Механические и морфологические расстояния
Далее мы используем схему на основе Фурье с повернутым дискретным оператором Грина [51] для выполнения механических вычислений. В методе используются периодические граничные условия, относящиеся к квазиизолированным дефектам, и было обнаружено, что он эффективен по сравнению с методом конечных элементов как с точки зрения вычислений в памяти, так и с точки зрения точности и времени процессора [52]. Для каждого дефекта шесть расчетов БПФ с заданной общей деформацией ε , соответствующие шести независимым деформациям, в нашем случае \(E_{i}=\langle \varepsilon _{i}\rangle \), (\(i=xx\), xy , xz , yy , yz , zz ) с \(E_{j}=0\) (\(j\neq i\)). Соответственно, данные состоят из тензорного поля четвертого порядка, обозначаемого тензором локализации в теориях гомогенизации, которое имеет как минорную, так и большую симметрию. На рис. 3 в качестве примера показаны две составляющие деформации, полученные при одноосном растяжении. Флуктуации поля деформации внутри поры зависят от выбора оператора Грина и не имеют физического смысла, кроме среднего значения деформации в поре. Соответственно, во всех механических расчетах поле деформации внутри поры заменяется ее средним значением.
2D-срез двух компонентов продольной деформации и деформации сдвига \(\varepsilon _{yy}\) ( a ) и \(\varepsilon _{yz}\) ( b ) для среднего дефекта на рис. 1 с осью \(\text{e}_{y}\) и \(\text{e}_{z}\) вертикально и нормально к рисунку. Макроскопическая деформационная нагрузка: \(E_{yy}=\langle \varepsilon _{yy}\rangle =1\)% (цветовая шкала в процентах)
Полноразмерное изображение
В остальной части этого исследования используются расстояние Грассмана [53, 54], схематично представленное на рис. 4, для оценки различий между механическими реакциями. {3}\) — количество компонентов деформации во всех вокселах для заданного загрузка. Расстояние Грассмана между \(V_{1}\) и \(V_{2}\) определяется как: 9{N}\) — ортогональные матрицы. Расстояние (1) измеряет несходство между двумя дефектами, рассматривая подпространства (многообразия Грассмана), генерируемые набором деформационных откликов для каждой нагрузки на два дефекта [55]. Расстояние подходит для механических реакций при одинаковом количестве приложенных нагрузок. В более общем случае изменяющихся во времени нагрузок с разным количеством временных шагов для каждого дефекта вместо этого можно использовать расстояние Шуберта [56].
Гистограммы (псевдо)расстояний Грассмана между 400 дефектами представлены на рис. 5(а). Распределение расстояний для псевдорасстояния Грассмана, рассчитанное с использованием ∂ Ω сильно отличается от расстояния Грассмана, указывая на то, что первое нельзя заменить вторым. Однако это не так для псевдограссманового расстояния, вычисленного для всей подобласти Ω, которое близко к результатам, полученным для расстояния Грассмана, см. рис. 5(b). Соответственно, в остальной части этого исследования расстояние Грассмана оценивается только в подобласти Ω. Рисунок 5 Гистограммы расстояний Грассмана для дефектов 1–400 ( a ) и соответствующее представление облака точек ( b ). Расстояние оценивается с использованием объема окружающего ящика Ω, граней ∂ Ω окружающего ящика или вычисляется с использованием всей области
Полноразмерное изображение
Форма дефектов количественно определяется двумя способами: морфологическим и спектральным разложение. {c}, \\ -d(x,\partial \mathcal{P}) & \text{if } x \in \mathcal{P}, \end{cases} $$ 9{m}(\mathcal{P}_{1}, \mathcal{P}_{2})= \Vert F_{1}-F_{2} \Vert _{2}, $$
(4)
где \(\|\cdot \|_{2}\) — евклидово расстояние.
Мы также определяем расстояние на основе спектрального разложения для разложения Лапласа–Бальтрами [44, 57]. Это разложение удобно записать в терминах сферических гармоник в случае сферы [58]. Последние составляют основу функций, интегрируемых с квадратом на единичной сфере, и, соответственно, это разложение может быть использовано для характеристики звездообразных дефектов. Кратко напомним, как оценивается это спектральное разложение на цифровых изображениях (за подробным обсуждением читатель отсылается к [58]). Разложение читается в сферических координатах ( 9{im\phi }, $$
(5)
где P — полиномы Лежандра, а \(x_{k}\) — координаты (\(k=1\), 2, 3) точек вдоль поверхность дефекта. На практике набор \(25\x 25\) пикселей выбирается вдоль поверхности объекта, равномерно распределенных по всем направлениям от центра, обеспечивая значения для \(x_{k}(\theta ,\phi ) \). {m}\). Последние используются для определения расстояния: 9{м} _ {\ ell} \). Две формы и связанное с ними восстановление показаны на рис. 6. Различие между ними является следствием усечения спектрального разложения и способа выбора точек интерполяции на поверхности, т. е. равномерно распределенных по всем направлениям на сфере. а не равномерно распределены по поверхности объекта. Эта реконструкция несовершенна и отражает только некоторые особенности каждой формы.
Две формы и их реконструкция с использованием сферических гармоник (справа). ( а ) Куб. ( b ) Средний дефект на рис. 1
Полноразмерное изображение
Кластерный анализ
В этом разделе мы рассмотрим алгоритм кластеризации k -medoids, который предоставляет нам набор классов, а также самая центральная точка («медоид») в каждом классе, присутствующем в наборе данных. Алгоритм классификации, минимизирующий расстояния до медоидов, основан на матрице расстояний между точками и не требует координат каждой точки [59]. ]. Кроме того, поскольку в наборе данных присутствует медоид, его предварительно вычисленный редуцированный базис можно использовать в гиперредуцированных методах для учета дефектов, принадлежащих к известному механическому классу.
Мы разделили набор данных на две группы: обучающий набор из 936 дефектов и тестовый набор, содержащий 508 дефектов. Обучающая выборка соответствует данным, собранным на двух третях сварного соединения, и получена на двух томографических изображениях. Данные испытаний соответствуют остальной части сварного соединения и были получены с помощью третьей томографии. Соответственно, данные в двух наборах не берутся случайным образом из набора дефектов, а вместо этого получаются из разных источников, как можно было бы ожидать в промышленных приложениях. Наши результаты показаны на рис. 7 для расстояния Грассмана, а также для двух расстояний формы. Представление облака точек в трех измерениях получается путем многомерного масштабирования [60]. Частично перекрывающиеся кластеры в этом представлении могут фактически быть разделены при рассмотрении дополнительных измерений. В этом представлении с уменьшенным размером данные образуют непрерывное облако точек. Медоиды (справа) имеют сферическую, сплюснутую и невыпуклую форму. Количество информации, содержащейся в многомерном масштабировании, представлено как функция измерения на рис. 8 (а) в случае расстояния Грассмана, показывающее сильное уменьшение количества неизвестной информации до \(d\приблизительно 8 \) и после этого более медленное уменьшение. Влияние количества кластеров показано на рис. 8(b), который представляет собой расстояние внутри кластеров, то есть сумму расстояний от каждой формы до ее медиоида. Это расстояние уменьшается с увеличением количества кластеров. «Типичное» количество кластеров, соответствующих этому уменьшению, составляет около 5, и в этой точке кривая показывает изгиб.
Кластеризация, обеспечиваемая алгоритмом k -medoids с использованием расстояний Грассмана, морфологических и сферических гармоник. Медоиды справа
Полноразмерное изображение
Рисунок 8 ( a ) Объем информации, восстановленной многомерным масштабированием, в зависимости от количества измерений для расстояния на основе Грассмана (см. рис. 7). ( b ) Расстояние внутри кластеров в зависимости от количества кластеров
Полноразмерное изображение
Кластеризация форм, определенная с помощью анализа k -mdeoids, не может быть использована напрямую для сопоставления дефекта с его механическим кластером, как показано на рис. 9. На этом рисунке представлена матрица путаницы, которая суммирует количество форм, принадлежащих заданному механическому кластеру и к кластеру, основанному либо на морфологическом расстоянии, либо на расстоянии сферических гармоник. Метки кластеров такие же, как на рис. 7. Цветовая шкала указывает на концентрацию форм из геометрического кластера в конкретный механический кластер. Присвоение механического кластера форме на основе его морфологического кластера или кластера сферических гармоник приведет к 74% и 87% ошибочной маркировки соответственно. Вместо этого мы рассматриваем классификатор на основе плотных нейронных сетей (рис. 10). Входными данными для сети являются расстояния до медоидов на основе морфологического расстояния. Сеть обучена предсказывать метку кластера, соответствующую расстоянию Грассмана. Он содержит три скрытых слоя по 15 нейронов в каждом и оптимизирован по функции логарифмических потерь: 9{j}_{i}\) — прогнозируемая вероятность того, что наблюдение j относится к классу i . Функция активации представляет собой выпрямленную линейную функцию. Обучающие данные разделены на два разных набора: стандартный обучающий набор для подбора параметров, представляющий 90 % исходного набора, и проверочный набор, представляющий оставшиеся 10 % исходного набора данных. Набор проверки обеспечивает критерий остановки. Кривые потерь и точности, рассчитанные по (7), показаны на рис. 11.
Матрица путаницы, показывающая количество форм в кластерах на основе Грассмана по отношению к кластерам на основе морфологического расстояния (слева) и расстояния сферических гармоник (справа)
Полноразмерное изображение
Рисунок 10 size image Рисунок 11Функция потерь и точность в зависимости от количества эпох для обучения нейронной сети с ( b , d ) и без ( a , c ) аугментация данных и использование морфологических ( a , b ) и сферических гармоник ( b , d ) расстояний
предсказанные и истинные метки, которые обобщают назначение сетью механического кластера для различных форм либо в обучающих, либо в тестовых наборах. Процент ошибочно классифицированных фигур по кластерам указан в правом столбце. Чтобы количественно оценить эти результаты, мы определяем ошибку на обучающем наборе \(\mathrm{e}_{\mathrm{tr}}=M_{\mathrm{tr}}/N_{\mathrm{tr}}\) как отношение правильных прогнозов меток \(M_{\mathrm{tr}}\) к общему количеству прогнозов \(N_{\mathrm{tr}}\) в обучающем наборе. Аналогичным образом рассмотрим аналогично определенную ошибку \(\mathrm{e}_{\mathrm{te}}\) для тестовой выборки. Мы также вводим второй критерий ошибки \(\mathrm{e}’_{\mathrm{tr}}\), равный среднему значению доли неправильно классифицированных форм в каждом (непустом) механическом кластере для обучающих данных, и аналогично \(\mathrm{e}’_{\mathrm{te}}\) для тестового набора. Эти различные ошибки подчеркивают неоптимальные характеристики \(\mathrm{e}_{\mathrm{tr}}=13\%\), \(\mathrm{e}’_{\mathrm{tr}}=10\ %\) для обучающих данных, а также \(\mathrm{e}_{\mathrm{te}}=18\%\) и \(\mathrm{e}’_{\mathrm{te}}= 26\%\) для тестового набора. Более высокие ошибки \(\mathrm{e}_{\mathrm{tr}}=16\%\), \(\mathrm{e}’_{\mathrm{tr}}=19\%\), \(\mathrm{e}_{\mathrm{te}}=29\%\) и \(\mathrm{e}’_{\mathrm{te}}=34\%\) наблюдается при использовании сферических гармоник вместо морфологического расстояния (рис. 12, ряды 3 и 4). Эти результаты можно объяснить небольшим количеством дефектов в некоторых классах, которые будут исследованы в следующем разделе. Рисунок 12 Левый столбец: матрицы путаницы для обучающих (строки a , c ) и тестовых наборов (строки b , d ) между кластеризацией Грассмана (истинная метка) и меткой, предсказанной методом плотная нейронная сеть с использованием подписанного (строки a , b ) и расстояния по сферическим гармоникам (строки c , d ). Справа: процент ошибочно классифицированных форм в каждом кластере 5, мы фокусируемся на увеличении данных. И морфологические, и сферические гармонические расстояния определяются как евклидовы расстояния векторов в многомерных пространствах. Как показано в [1], эти типы представлений также можно использовать для интерполяции данных. Рассмотрим линейные интерполяции (\(0\leq s\leq 1\)): 9{m}(\mathcal{P}_{i})\) для всех дефектов \(\mathcal{P}_{i}\). Рассматривая в качестве примера первые три сингулярных значения, новую форму можно представить как точку в трехмерном пространстве. Замостив это пространство набором точек, можно создать новые дефекты, которые интерполируются между формами, соответствующими трем сингулярным значениям. Набор точек, представляющих формы в системе координат, соответствующей первым трем сингулярным значениям, представлен на рис. 14 (а). На рис. 14(b) показаны случайные формы, сгенерированные в этом пространстве.
Интерполяция между двумя формами. ( a ) Морфологическое расстояние. ( b ) Расстояние сферических гармоник
Изображение в полный размер
Рисунок 14( a ) Формы в пространстве трех первых сингулярных компонент. ( b ) Примеры форм в пространстве трех первых сингулярных компонентов
Полноразмерное изображение
Теперь мы создадим 3128 искусственных форм с помощью вышеуказанных методов увеличения данных. Метод линейной интерполяции в уравнении. (8) предпочтительно используется для набора форм, принадлежащих механическим кластерам с несколькими формами. Затем мы классифицируем фигуры в соответствии с k — метод medoids, как описано в разд. 4. Результаты, соответствующие кластеризации механических, морфологических и сферических гармоник, показаны на рис. 15. Облако точек гораздо более плотное и однородное по сравнению с теми же результатами, полученными без увеличения данных (рис. 7), и предполагает, что скрытое пространство лучше представлены. Несмотря на это, механические кластеры нельзя предсказать с помощью кластеризации ни по морфологическим, ни по сферическим гармоникам (рис. 16): их соответствующие ошибки равны \(e_{\mathrm{te}}=77\)% и \(e_{\mathrm{ тэ}}=67\)%. 9Рисунок 15 Медоиды справа
Полноразмерное изображение
Рис. 16Матрицы путаницы, показывающие количество фигур в кластеризации на основе расстояния Грассмана, а также на основе морфологического ( a ) и сферического гармоник ( b ) расстояния , после аугментации данных
Полноразмерное изображение
Опять же, используется классификатор, основанный на плотной нейронной сети, которая обучена прогнозировать механический кластер, используя расстояния до медоидов. На рисунке 17 показана матрица путаницы, полученная для обучающей и тестовой выборок, когда учитываются расстояния либо по морфологическим, либо по сферическим гармоникам. Доля неправильно классифицированных фигур по кластерам показана справа. В случае морфологического расстояния ошибки для обучающей выборки читаются как \(e_{\mathrm{tr}}=6\)%, \(e’_{\mathrm{tr}}=5\)% и \ (e _ {\ mathrm {te}} = 6 \)%, \ (e’_ {\ mathrm {te}} = 19\)% для тестовой выборки. При учете сферических гармоник ошибки несколько выше. Они читают \(e_{\mathrm{tr}}=8\)%, \(e’_{\mathrm{tr}}=8\)% для обучающих данных и \(e_{\mathrm{te}} =9\)%, \(e’_{\mathrm{te}}=27\)% для тестового набора (см. сводку различных ошибок в Таблице 1. В любом случае эти ошибки значительно ниже, чем полученные без увеличения данных (рис. 12), подчеркивая преимущества увеличения данных. Кроме того, ошибки нейронной сети чаще всего заключаются в предсказании метки, которая является соседом правильного механического кластера с аналогичным механическим откликом. Это материализуется в ленточно-диагональная структура для матриц путаницы.
Левый столбец: матрицы путаницы для обучающей (строки 1, 3) и тестовой выборки (строки 2, 4), показывающие истинную метку кластеризации Грассмана по сравнению с меткой, предсказанной нейронной сетью с использованием морфологической (строки 1) , 2) и расстоянием по сферическим гармоникам (строки 3, 4). Справа: процент неправильно классифицированных форм в каждом кластере после увеличения данных
Полноразмерное изображение
Таблица 1 Процент неправильно присвоенных меток, усредненный по всем формам или по механическим кластерам, для обучающих данных с морфологическими или сферическими гармониками расстояния, используя увеличение данныхПолноразмерная таблица
В любом случае эти ошибки значительно ниже, чем ошибки, полученные без дополнения данных (рис. 12), что подчеркивает преимущества дополнения данных. Кроме того, ошибки нейронной сети чаще всего заключаются в предсказании метки, которая является соседом правильного механического кластера с аналогичным механическим откликом. Это материализуется в ленточно-диагональную структуру для матриц путаницы.
Заключение
В настоящей работе предложены методы анализа данных и кластеризации для классификации механических свойств пористых дефектов. Хотя этот подход ограничен линейной упругостью, он довольно общий и может быть адаптирован к нелинейным или зависящим от времени механическим реакциям. Хотя мы используем обычные инструменты кластеризации и анализа данных, методы основаны на расстояниях, определенных в пространстве механических откликов дефектов (т.е. трехмерном тензорном поле), и на геометрических расстояниях, основанных на морфологическом преобразовании и спектральном разложении. Такие расстояния позволяют нам исследовать широкий спектр дефектов и выполнять аугментацию данных без необходимости явной параметризации форм. Наша методика детализирована на наборе дефектов, наблюдаемых в сварных соединениях. Обнаружено, что для надежных результатов кластеризации требуется большое количество форм в каждом механическом классе. Кроме того, простая нейронная сеть смогла с удовлетворительной точностью связать механические и геометрические кластеры в пространстве дефектов, близком к наблюдаемому в сварных соединениях. Тем не менее, метод применим к произвольной форме и может быть распространен на другие типы дефектов. Эти результаты должны быть полезны, в частности, для усовершенствованного двухмасштабного метода гиперредукции, как указано во введении, где механические свойства дефектов могут выбираться на лету, без решения уравнений баланса.
Возможные улучшения и будущие работы включают иерархическую кластеризацию, распространение разложения по сферическим гармоникам на дефекты незвездообразной формы и дополнение данных экстраполяцией формы вместо интерполяции. В частности, разложение по сферическим гармоникам обеспечивает естественную основу для увеличения данных, а также для механической кластеризации.
Наличие данных и материалов
Данные для настоящей работы в настоящее время недоступны.
Ссылки
Соби С., Фрейтас С., Николай М. Машинное обучение на основе моделирования: классификация неисправностей подшипников. Сигнальный процесс Mech Syst. 2018;99: 403–19.
Артикул Google ученый
Милтон ГВ. Некоторые открытые вопросы теории композитов. Philos Trans R Soc Lond A. 2021;379(2201):20200115.
MathSciNet Google ученый
Уильямс мл. О распределении напряжений в основании стационарной трещины. J Appl Mech. 1957; 24: 109–14.
MathSciNet МАТЕМАТИКА Статья Google ученый
Франциози П., Барбура С., Чарльз Ю. Аналитические средние операторы зеленого цвета/тензоры Эшелби для шаблонов коаксиальных конечных длинных или плоских цилиндров в изотропных матрицах. Int J Solids Struct. 2015; 66:1–19.
Артикул Google ученый
Чжоу К., Бао Х., Ши Дж. Трехмерная поверхностная фильтрация с использованием сферических гармоник. Компьютерный Des. 2004;36(4):363–75.
Артикул Google ученый
Амсаллем Д., Фархат С. Метод интерполяции для адаптации моделей пониженного порядка и применения к аэроупругости. AIAA J. 2008; 46 (7): 1803–13.
Артикул Google ученый
Скачать ссылки
Благодарности
Авторы выражают благодарность Л. Лакуру за предоставление изображений дефектов, использованных в настоящем исследовании, и Ф. Н’Гуйену за помощь в сегментации числовых изображений, а также Европейскому консорциуму за Математика в промышленности (ECMI) для покрытия расходов на публикацию. Ф. Уилло и Х. Лоне благодарны Дж. Ангуло за плодотворные обсуждения.
Финансирование
Это исследование финансировалось за счет гранта Mines Paris.