Держак сварочный. Держатель электродов для сварочного полуавтомата
Держак сварочный. Держатель электродов для сварочного полуавтомата- Главная
- Политика конфиденциальности
- Новости и общество
- Знаменитости
- Культура
- Экономика
- Окружающая среда
- Журналистика
- Природа
- Философия
- Политика
- Женские вопросы
- Дом и семья
- Дети
- Пожилые люди
- Генеалогия
- Праздники
- Воспитание
- Домашние животные
- Подростки
- Еда и напитки
- Шоколад
- Кофе
- Советы по приготовлению
- Рецепты
- Десерты
- Напитки
- Низкокаллорийные продукты
- Главный курс
- Отзывы о ресторанах
- Салаты
- Супы
- Чай
- Образование
- Среднее образование
- Колледжи и университеты
- Исторические факты
- Обучение на дому
- Международные исследования
- Языки
- Обучение инвалидов
- Интернет-образование
- Наука
- Репетиторство
- Путешествия
- Кемпинг
- Круизы
- Направления
- Экзотические места
- Отели
- Советы туристам
- Автомобили
- Легковые автомобили
- Классика
- Мотоциклы
- Внедорожники
- Грузовые автомобили
- Спорт
- Аэробика
- Баскетбол
- Экстремальные виды спорта
- Рыбалка
- Фитнес
- Футбол
- Хоккей
- Наращивание мышечной массы
- Пилатес
- Теннис
- Легкая атлетика
- Водные виды спорта
- Снижение веса
- Йога
- Q&A
- Другие рубрики
- Новости и общество
- Знаменитости
- Культура
- Экономика
- Окружающая среда
- Журналистика
- Природа
Самодельный аппарат для точечной сварки из латра.
 Как изготавливать самодельные сварочные аппараты? Держатель электродов из стальных уголков
Как изготавливать самодельные сварочные аппараты? Держатель электродов из стальных уголков1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами,
которые предназначены для сваривания металлов при постоянном или переменном токе.
Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное
напряжение холостого хода U хх до 70…75 В.
Для выпрямления переменного тока, как правило, используют мостовые выпрямители на
мощных диодах с радиаторами охлаждения (Рис.
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно
. Или по ссылке можно скачать справочник по диодам из серии
«В помощь
радиолюбителю № 110»
Или по ссылке можно скачать справочник по диодам из серии
«В помощь
радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1 хх до 0,9U хх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить
ряд условий. Величина выходного напряжения должна быть достаточной для надежного
зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для
безопасности проведения работ более высокое выходное напряжение холостого хода не
рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может
составлять 70. .75 В..
.75 В..
Величина напряжения сварки I св должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки U св может составлять 18…24 В.
Номинальный сварочный ток должен составлять:
I св =KK 1 *d э , где
I св — величина сварочного тока, А;
K 1 =30…40 — коэффициент, зависящий от типа и размера электрода d э , мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
В домашних условиях, как показывает практика, собрать универсальный сварочный
аппарат на токи то 15…20 до 150…180 А достаточно сложно. В связи с этим, конструируя
сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных
токов.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
- Небольшие габариты и вес
- Питание от сети 220 В
- Длительность работы должна составлять не менее 5…7 электродов d э =3…4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для увеличения времени сварочных работ необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
1. 2. Выбор типа сердечника.
Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b , см 2 .
Как показывает практика, не следует выбирать минимальные значения S=25..35 см 2 , поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального
типа имеют электротехнические характеристики в 4. ..5 раз выше, чем у стержневого,
а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием
сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано,
в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при
правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного
трансформаторного железа, свернутого в рулон в форме тора.
..5 раз выше, чем у стержневого,
а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием
сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано,
в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при
правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного
трансформаторного железа, свернутого в рулон в форме тора.
Рис. 4 Магнитопровод тороидального
типа:
Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их с
достаточной точностью можно
определить экспериментально .
Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного
аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать
по формуле P 2 =I св *U св . Если сварка ведется электродом
dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 =160*24=3,5. ..4
кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт .
Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно,
площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6
мм 2 .
..4
кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт .
Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно,
площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6
мм 2 .
На практике площадь сечения провода желательно взять несколько больше, 6…7 мм 2 . Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D 2)/4 или S=3,14*R 2 ; D — диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
Число витков первичной обмотки W1 определяется из формулы:
W 1 =(k 2 *S)/U 1 , где
k 2 — постоянный коэффициент;
S — площадь сечения ярма в см 2
Можно упростить расчет применив для расчета специальную программу Сварочный калькулятор
При W1=240 витков делают отводы от 165,
190 и 215 витков, т. е. через каждые 25 витков. Большее количество отводов сетевой
обмотки, как показывает практика, нецелесообразно.
е. через каждые 25 витков. Большее количество отводов сетевой
обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и U хх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать
65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением
35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод,
например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение
силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой
и надежной. При недостаточном сечении провода возможна намотка в два и даже в три
провода. При использовании алюминиевого провода его сечение необходимо увеличить
в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники
под клеммные болты диаметром 8…10 мм (Рис. 5).
При использовании алюминиевого провода его сечение необходимо увеличить
в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники
под клеммные болты диаметром 8…10 мм (Рис. 5).
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить
в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить
для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью
фиксируют клеем (или лаком) и только после его высыхания наматывают следующий
ряд.


Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б )
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г ). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо
проверить на наличие короткозамкнутых витков и правильность выбранного числа витков.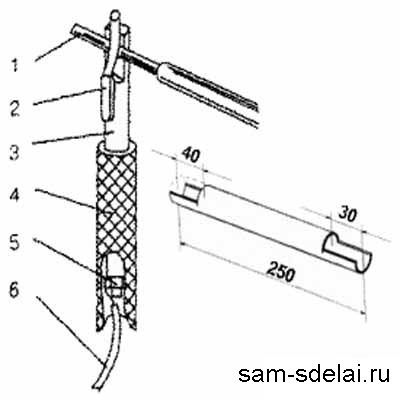 Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и
если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется
— это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо
перемотать, обратив особое внимание на качество изоляции.
Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и
если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется
— это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо
перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника.
По первому способу намотки вторичная обмотка состоит из двух одинаковых половин,
включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом
случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 .
При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток
стороне сердечника наматывается 60. ..65% от общего числа ее витков.
..65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7 ).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Переключение обмоток в сварочных аппаратах проще
сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях
можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив
в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или
слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением
обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель
можно установить в нейтральное положение.
При сварке в различных условиях (сильная или
слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением
обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель
можно установить в нейтральное положение.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8 )
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения
тока сварки — I св
и напряжения сварки U св, которые должны находится
в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет,
дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток
устанавливают требуемые значения, или перераспределяют количество витков вторичной
обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх
сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать,
исходя из следующего соотношения: dэ=(1…1,5)*В, где
В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра
электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется
выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение
длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар
и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга,
тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки
и толщины металла.
Увеличение
длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар
и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга,
тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки
и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под
клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные
соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество
сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм 2 .
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
2. Переносной сварочный аппарат на основе «Латра».
2.1. Особенность конструкции.Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9 ).
Для магнитопровода трансформатора используется ленточное трансформаторное
железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях
трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические
характеристики сварочного аппарата, благодаря использованию сердечника трансформатора
в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
Как известно, в традиционных конструкциях
трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические
характеристики сварочного аппарата, благодаря использованию сердечника трансформатора
в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
Для сердечника трансформатора можно использовать готовый «ЛАТР» типа М2 .
Примечание. Все латры имеют
шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 –
250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них
какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным
железом или, если они исправные, то наматывают шиной вторичные обмотки и после
этого первичные обмотки соединяют параллельно, а вторички последовательно. При
этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда
получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные,
немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку. Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм (Рис. 10 )
Рис. 10 Намотка обмоток сварочного аппарата:
| 1 — первичная обмотка; | 3 — бухта провода; |
| 2 — вторичная обмотка; | 4 — ярмо |
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов
Намотав первичную обмотку, покрывают ее слоем изоляции,
а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит
45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции.
Внутри сердечника провод располагается виток к витку, а снаружи — с небольшим зазором,
что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной
методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного
аппарата приведена на рис. 11.
Вторичная обмотка содержит
45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции.
Внутри сердечника провод располагается виток к витку, а снаружи — с небольшим зазором,
что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной
методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного
аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий «Латр» на 9
А.
Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее
определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно
изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить
при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков
и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте.
Трансформатор в этом случае дает ток 70. ..150 А.
..150 А.
Изготовленный трансформатор помещают на изолированную площадку в прежний кожух,
предварительно просверлив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты кожуха сварочного аппарата на основе «ЛАТРА».
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25.
Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный
конец одного из этих проводов крепится к держателю электрода, а свободный конец
другого — к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности
сварщика. Регулировка тока сварочного аппарата производится включением последовательно
в цепь провода держателя электрода кусков нихромовой или константановой проволоки
d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится
к листу асбеста. Все соединения проводов и балластника производятся болтами М10.
Перемещая по «змейке» точку присоединения провода, устанавливают необходимый ток. Регулировку тока можно производить с использованием электродов различного диаметра.
Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1
dd=1…3 мм.
Регулировку тока можно производить с использованием электродов различного диаметра.
Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1
dd=1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80…185 А — 10 электродов, а с током 70…150 А — 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20).
3. Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии «ЛАТРА», можно сделать и на основе
трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который
предназначен для питания пониженным напряжением электроинструментов или
освещения (рис. 13).
13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1…20 мм.
3.1. Детали.Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10…12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине
просверлить отверстие d 10 мм. Тщательно зачищенные провода
вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта
на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной
наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками
М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы
вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения первичных обмоток трансформатора на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16 ).
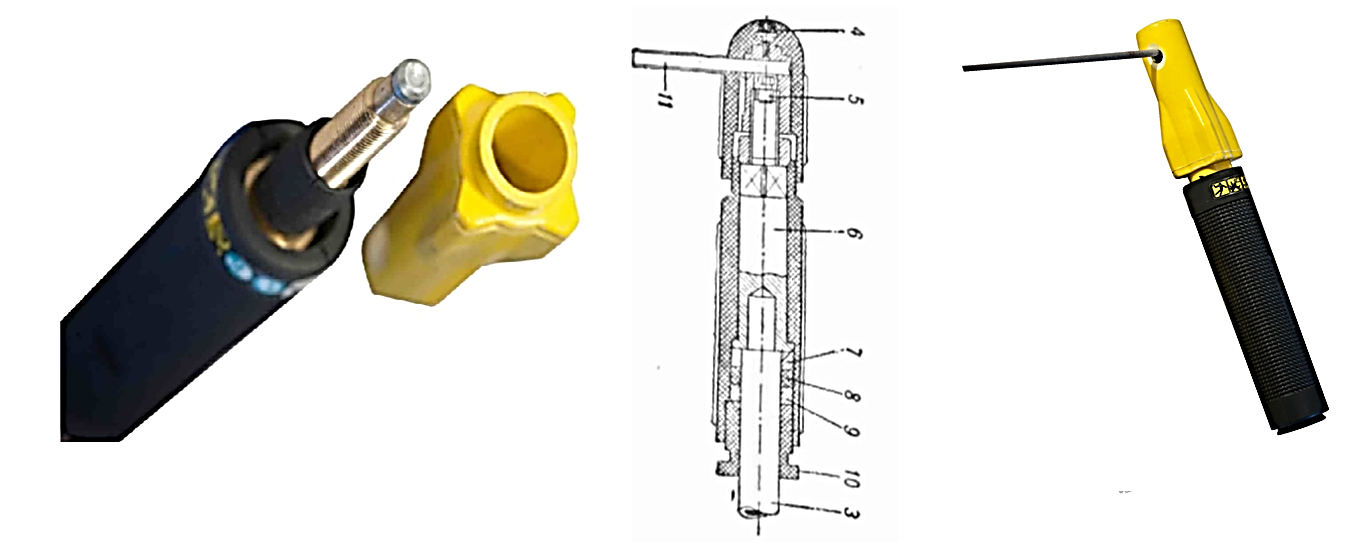
4. Держатель электродов.
4.1. Держатель электродов из трубы d¾».Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾» и длиной 250 мм (рис.17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой
выемки глубиной в половину диаметра трубы (рис. 18 )
18 )
Рис. 18 Чертеж корпуса держателя электродов из трубы d¾»
К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
4.2. Держатель электродов из стальных уголков.Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19 )
Берут два таких уголка длиной около 270 мм и соединяют маленькими
уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм.
В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки
оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной
из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4
мм.
Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается
надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Эту деталь также можно сделать из уголка 25х25х4
мм.
Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается
надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является
возможность регулировки рабочего тока. известны такие способы регулировки тока в
сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов,
изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования,
применение магазинов активных балластных сопротивлений и реостатов. Все эти способы
имеют как свои преимущества, так и недостатки. Например, недостатком последнего
способа, является сложность конструкции, громоздкость сопротивлений, их сильный
нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается,
что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке.
Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку
трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора
сварочного тока на тиристорах. При предельной простоте и доступности элементной
базы этот регулятор прост в управлении и не требует настройки.
При предельной простоте и доступности элементной
базы этот регулятор прост в управлении и не требует настройки.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения
тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению
общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или
уменьшения диапазона регулировки можно изменить сопротивление переменного резистора
R7 в большую или меньшую сторону соответственно.
Для увеличения или
уменьшения диапазона регулировки можно изменить сопротивление переменного резистора
R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя
транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании,
можно заменить современными маломощными высокочастотными транзисторами, имеющими
близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ.
Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Описание других конструкций можно посмотреть на сайте http://irls.narod.ru/sv.htm , однако сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html — много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm то же сайт энтузиаста сварки
При написании статьи использовалась часть материалов из книги Пестрикова В. М. «Домашний электрик и не только.. .»
.» Всего хорошего, пишите to © 2005
При сооружении или ремонте техники или бытовых приборов достаточно часто возникает потребность в сварке каких-либо элементов. Чтобы соединить детали, понадобится использовать сварочный аппарат. Сегодня легко можно приобрести подобную конструкцию, однако следует знать, что можно изготовить и самодельные сварочные аппараты.
Сварочные аппараты бывают постоянного и переменного тока. Последние используются для того, чтобы сваривать на небольших токах заготовки из металла небольшой толщины. Дуга сварки на постоянном токе является более устойчивой, при этом возможно производить сварку на прямой и обратной полярности. В данном случае можно использовать электродную проволоку без обмазки или электроды. Чтобы придать стойкости горения дуги, на небольших токах рекомендуется делать завышенное напряжение холостого хода обмотки сварки.
Чтобы выпрямлять переменный ток, следует использовать обыкновенные мостиковые выпрямители на крупных полупроводниках с охладительными радиаторами. Для того чтобы сглаживать пульсации напряжения, один из выводов нужно подсоединить к держателю электродов через специальный дроссель, который являет собой катушку из нескольких десятков витков шины из меди сечением 35 мм. Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Для того чтобы сглаживать пульсации напряжения, один из выводов нужно подсоединить к держателю электродов через специальный дроссель, который являет собой катушку из нескольких десятков витков шины из меди сечением 35 мм. Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Чтобы выпрямлять и плавно регулировать сварочный ток, следует использовать более сложные схемы с применением крупных тиристоров для управления.
К достоинствам регуляторов неизменного тока можно отнести их универсальность. У них имеется большой спектр конфигурации напряжений, в связи с чем подобные элементы можно использовать не только для постепенной регулировки тока, но и для зарядки батарей аккумуляторов, питания электрических элементов для нагрева и других цепочек.
Сварочные аппараты переменного тока можно использовать для соединения заготовок электродами, поперечник которых более 1,6 мм. Толщина соединяемых заготовок может быть более 1,5 мм. В данном случае имеется большой ток сварки, а дуга пылает стабильно. Могут использоваться электроды, которые изготовлены для сварки исключительно на переменном токе.
В данном случае имеется большой ток сварки, а дуга пылает стабильно. Могут использоваться электроды, которые изготовлены для сварки исключительно на переменном токе.
Устойчивое горение дуги можно получить в случае, если приспособление для сварки будет иметь падающую наружную характеристику, которая определяет зависимость между силой тока и напряжением в цепочке сварки.
Что нужно учитывать в процессе изготовления сварочных аппаратов?
Для ступенчатого перекрытия спектра токов сварки необходима коммутация как первичных обмоток, так и вторичных. Для плавной конфигурации тока в рамках выбранного спектра следует употреблять механические свойства перемещения обмоток. Если удалять обмотку сварки по отношению к сетевой, будут увеличиваться магнитные потоки рассеивания. Следует понимать, что это может привести к снижению сварочного тока. В процессе изготовления самодельной конструкции для сварки не нужно стремиться к полному перекрытию спектра токов сварки. Рекомендуется первым делом собрать для работы с электродами 2-4 мм. Если понадобится в дальнейшем работать на небольших сварочных токах, конструкцию можно дополнить отдельным приспособлением для выпрямления с постепенной регулировкой тока сварки.
Если понадобится в дальнейшем работать на небольших сварочных токах, конструкцию можно дополнить отдельным приспособлением для выпрямления с постепенной регулировкой тока сварки.
Самодельные конструкции должны удовлетворить некоторые требования, основными из которых являются следующие:
- Сравнительная компактность и небольшой вес. Подобные параметры можно снизить путем уменьшения мощности конструкции.
- Достаточная продолжительность работы от электросети 220 В. Повысить ее можно с помощью использования стали с высокой магнитной проницаемостью термостойкой изоляции проводов для обмотки.
Подобные требования можно с легкостью выполнить, если знать основы сооружения сварочных конструкций и придерживаться технологии их изготовления.
Вернуться к оглавлению
Как выбрать тип сердечника для изготавливаемой конструкции?
В процессе изготовления подобных конструкций используются стержневые магнитные проводы, они являются более технологичными. Сердечник набирается из пластин электротехнической стали любой конфигурации, толщина материала должна составлять 0,35-0,55 мм. Элементы понадобится стянуть шпильками, которые покрыты изоляционным материалом.
Сердечник набирается из пластин электротехнической стали любой конфигурации, толщина материала должна составлять 0,35-0,55 мм. Элементы понадобится стянуть шпильками, которые покрыты изоляционным материалом.
В процессе выбора сердечника следует учитывать размеры “окна”. В конструкцию должны помещаться обмотки элементов. Не рекомендуется использовать сердечники с поперечным сечением 25-35 мм, так как в таком случае изготавливаемая конструкция не будет обладать необходимым припасом мощности, в результате чего качественную сварку будет произвести достаточно сложно. В данном случае также нельзя исключать перегрев устройства. Сердечник должен быть сечением 45-55 мм.
В некоторых случаях производятся сварочные конструкции с тороидальными сердечниками. Данные устройства имеют более высокие электротехнические показатели и низкие электропотери. Изготавливать подобные приспособления гораздо сложнее, так как обмотки нужно будет размещать на торе. Следует знать, что намотку в данном случае выполнять достаточно сложно.
Сердечники изготавливаются из ленточного трансформаторного железа, которое сворачивается в рулон в форме тора.
Чтобы увеличить внутренний диаметр тора, с внутренней стороны нужно отмотать часть ленты из металла, после чего намотать ее на наружную сторону сердечника.
Вернуться к оглавлению
Как правильно выбрать обмотку конструкции?
Для первичной обмотки рекомендуется использовать провод из меди, который покрыт изоляционным материалом из стеклоткани. Можно использовать и провода, которые покрыты резиной. Не допускается использовать шнуры, которые покрыты полихлорвиниловой изоляцией.
Большое количество отводов сетевой обмотки не рекомендуется делать. За счет снижения количества витков первичной обмотки будет возрастать мощность аппарата для сварки. Это приведет к увеличению напряжения горения дуги и ухудшению качества соединения заготовок. Путем изменения количества витков первичной обмотки достигнуть перекрытия спектра токов сварки без ухудшения свойств сварки не получится. Для этого надо будет предусмотреть переключение витков вторичной обмотки сварки.
Вторичная обмотка должна содержать 67-70 витков шины из меди сечением 35 мм. Можно использовать многожильный сетевой кабель или гибкий многожильный шнур. Изоляционный материал обязательно должен быть теплостойким и надежным.
Вернуться к оглавлению
Самодельный аппарат для сварки из автотрансформатора
Сварочное устройство работает от электросети 220 В. Конструкция обладает отличными электротехническими показателями. Благодаря использованию новой формы магнитного провода вес приспособления составляет порядка 9 кг при размерах 150х125 мм. Это достигается применением ленточного железа, которое сворачивается в рулон в форме тора. В большинстве случаев используется стандартный пакет пластинок Ш-образной формы. Электротехнические показатели трансформаторной конструкции на магнитном проводе приблизительно в 5 раз выше, чем у подобных пластинок. Электропотери будут минимальными.
Элементы, которые будут нужны для того, чтобы изготовить сварочный аппарат своими руками:
- магнитный провод;
- автотрансформатор;
- электрокартон или лаковая ткань;
- провода;
- деревянная рейка;
- изоляционный материал;
- трансформатор;
- кабель;
- кожух;
- выключатель.
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе. Рис.1.
Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе. Рис.1.
Самодельный сварочный аппарат на основе ЛАТРа. Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги. Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу. Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру. Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением. Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания. Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе. При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением. Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания. Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе. При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2. На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А). Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм). Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А). Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм). Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать». Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности. И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара.
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности. И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении. Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу). Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами.
Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении. Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу). Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами.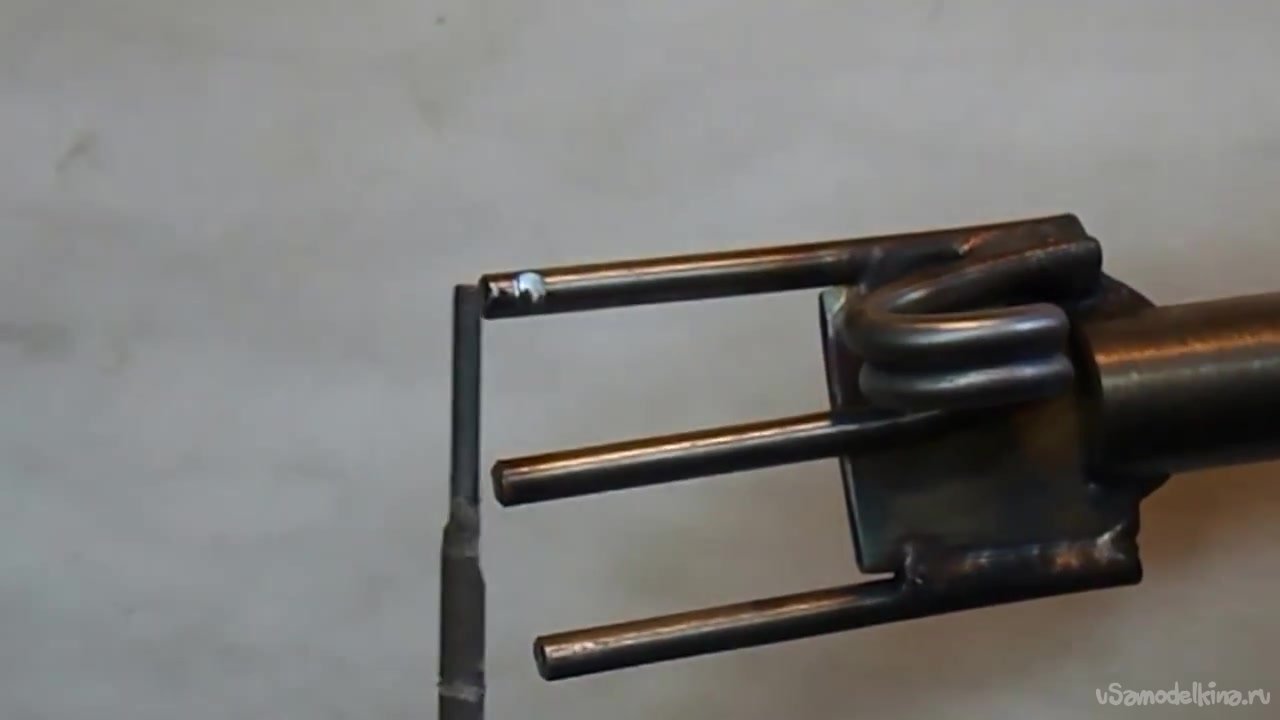 Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение. В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм). Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение. В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм). Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером). Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером). Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем». Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
Самодельная схема сварочного аппарата собрана на основе девяти амперного лабораторного регулируемого автотрансформатора. В его конструкции имеется возможность регулировки сварочного тока. Наличие в схеме данного сварочного аппарата диодного моста позволяет осуществлять сварку постоянным током.
Режим работы сварочного устройства устанавливается переменным сопротивлением R5. Тиристоры VS1 и VS2 открываются только в свой полупериод попеременно благодаря фазовому сдвигу, на радиокомпонентах R5, С1 и С2.
Благодаря этому, имеется возможность менять на первичной обмотке входное напряжение в диапазоне от 20 до 215 вольт. В результате преобразования на вторичной обмотке будет пониженное напряжение, позволяющее с легкостью зажечь сварочную дугу на контактах X1 и X2 при сварке переменным током и на контактах X3 и X4 при сварке в режиме постоянного тока. Подсоединение сварочного аппарата к переменной сети осуществляется стандартной штепсельной вилкой. В роли тумблера SA1 можно применить спаренный автомат на 25А.
Для начала с автотрансформатора осторожно снимают защитный кожух, электросъемный контакт и отвинчивают крепление. Далее на имеющуюся обмотку 250 вольт накручивают хорошую изоляцию, на которую наматывают 70 витков вторичной обмотки медным проводом с площадью сечения 20 мм 2 .
Если такого провода под рукой нет можно осуществить намотку из нескольких проводов с меньшего сечения. Модернизированный автотрансформатор размещают в самодельном корпусе с вентиляционными отверстиями. Там же необходимо уместить схему регулятора, пакетник, а так же контакты для сварки постоянным и переменным током.
Там же необходимо уместить схему регулятора, пакетник, а так же контакты для сварки постоянным и переменным током.
В случае отсутствия автотрансформатора, его можно сделать своими руками, намотав обе обмотки на сердечник из трансформаторной стали.
На выходе вторичной обмотки в соответствии со схемой сварочного устройства подключают диодный мост состоящий из мощных выпрямительных диодов. Диоды обязательно должны быть установлены на самодельные радиаторы.
Для данной схемы сварочника желательно использовать медный многожильный провод в резиновой изоляции с сечением не менее 20 мм 2 .
Сварочное оборудование своими руками
В основе этого аппарата — легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР 2 и самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять U св на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -U св позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Схема превращающая ЛАТР в сварочный аппарат
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм 2 . Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм 2 . Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см 2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см 2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно,
подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от U св зависит ширина шва: с ростом напряжения она увеличивается.
Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от U св зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -U св) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм 2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Можно воспользоваться и автомобильным «прикуривателем».
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
М.ВЕВИОРОВСКИЙ, Московская обл.
Моделист-конструктор 2000 №1
Тематические материалы:
Обновлено: 14.05.2020
103583
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Простой самодельный сварочный аппарат из ЛАТРа
Простой самодельный сварочный аппарат из ЛАТРа
При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому. В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме.
Купить сварочный аппарат не совсем просто, а сделать самому. В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме.
Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125 х 150 мм. Это достигнуто использованием ленточного трансформаторного железа, свернутого в рулон в форме тора, вместо традиционного пакета Ш-образных пластин. Электротехнические характеристики трансформатора на тормагнитопроводе примерно в 5 раз выше, чем у Ш-образного, а электропотери минимальные.
Чтобы избавиться от поисков дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормагнитопровод от сгоревшего лабораторного трансформатора. Для этого снимают ограждение, арматуру и удаляют сгоревшую обмотку. Освобожденный магнитопровод должен быть изолирован от будущих слоев обмотки электрокартоном или двумя слоями лакоткани.
Сварочный трансформатор имеет две самостоятельные обмотки. В первичной применен провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства работы можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на который предварительно намотан весь провод. Между обмотками помещают слой изоляции. Вторичная обмотка — медный провод в хлопчатобумажной или стекловидной изоляции — имеет 45 витков поверх первичной. Внутри провод располагают виток к витку, а с внешней стороны с небольшим зазором — для равномерного расположения и лучшего охлаждения.
Работу удобнее выполнять вдвоем: один осторожно, не задевая за соседние витки, чтобы не повредить изоляцию, протягивает и укладывает провод, а помощник удерживает свободный конец, предохраняя от его скручивания. Сварочный трансформатор, изготовленный таким способом, будет давать ток 50 — 185 А.
Если вы приобрели «Латр» на 9 А и при осмотре оказалось, что его обмотка в сохранности, то дело значительно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, дающий ток 70 — 150 А. Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
Трансформатор самодельного сварочного аппарата: 1 — первичная обмотка, 2 — вторичная обмотка, 3 — бухта провода, 4 — ярмо.
Электрическая схема сварочного аппарата
Собранный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции. Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи необходимо предусмотреть отключающий автоматический выключатель.
Выводы вторичной обмотки соединяют с гибкими изолированными проводами ПРГ, к одному из них крепится держатель электродов, а к другому — свариваемая деталь. Этот же провод для безопасности сварщика заземляется.
Этот же провод для безопасности сварщика заземляется.
Регулировка тока предусматривается включением последовательно в цепь провода держателя электродов балластника — нихромовой или констатановой проволоки диаметром 3 мм и длиной 5 м, свернутой змейкой, которая крепится к асбестоцементному листу. Все соединения проводов и балластника — с помощью болтов М10. Методом подбора, перемещая по змейке точку присоединения провода, устанавливают требуемый ток. Возможен вариант регулировки тока использованием электродов различного диаметра. Для сварки применяются электроды типа диаметром 1 — 3 мм.
Все необходимые материалы для сварочного трансформатора можно приобрести в торговой сети. А человеку, знакомому с электротехникой, сделать такой аппарат не представляет трудностей.
При работе во избежание ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательны также головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 — 185 А — 10 электродов, а с током 70 — 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут.
Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 — 185 А — 10 электродов, а с током 70 — 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут.
По материалам electrik.info
Самодельный электрододержатель для точечной сварки. Выбор электрододержателя для ручной дуговой сварки. Держатель своими руками. Основные типы сварочного оружия
В процессе изготовления конструкций активно используется такой способ соединения, как сварка. Его используют не только в промышленности, но и в бытовых условиях. При выполнении сварочных работ используется держатель для сварочного оборудования. Чтобы избежать трудностей при сварке, необходимо уделять большое внимание всем компонентам сварочного оборудования, в том числе держателю.
Какой держатель выбрать
За время своего существования сварочные аппараты постоянно совершенствовались. Результатом этого является то, что рынок в настоящее время предлагает большой выбор модификаций и комплектующих, предназначенных для сварочных аппаратов. Специализированные магазины предлагают большое количество различных сварочных держателей. Этим во многом объясняется сложность выбора подходящего держателя для сварочного аппарата.
Специализированные магазины предлагают большое количество различных сварочных держателей. Этим во многом объясняется сложность выбора подходящего держателя для сварочного аппарата.
Для выполнения профессиональной сварки необходимо использовать специальный держатель …Также без него не обходятся сварочные работы, проводимые дилетантами в быту. При выполнении сварочных работ большое значение имеет правильный выбор режима. Это влияет на качество сварного соединения в конце шва.
При выполнении работ большое значение имеет соблюдение техники безопасности. От этого зависит жизнь и здоровье специалиста. Для этого необходимо очень серьезно отнестись к выбору сварочных принадлежностей.
При выборе держателя для сварки следует обратить внимание на наличие возможности фиксации на держателе электродов различного диаметра.Они должны быть надежно закреплены, а само устройство должно быть прочным.
Типы и характеристики держателей
Как было сказано выше, на рынке представлено большое количество модификаций сварочных держателей . Наиболее распространенными являются следующие:
При выполнении сварочных работ приходится держать сварочный зажим в руках в различных условиях:
- удары;
- охлаждение;
- сильная вибрация;
- высокая влажность.
По этой причине держатели электродов подпадают под действие специального набора требований .
- Ручка должна быть удобной для сварщика.
- В качестве основного материала изготовления должен выступать пластик необходимой толщины. Это обеспечивает оптимальные изоляционные свойства держателя и необходимую прочность конструкции.
Зажим
Если говорить о самом распространенном типе сварочных держателей, то это прищепочный зажим. Востребованность данного типа сварочного аппарата обусловлена его простотой, а также низкой ценой … Кроме того, данный аппарат имеет множество преимуществ.К основным из них относятся следующие:
- совместимость с большим количеством типов сварочных аппаратов;
- простота конструкции;
- простота использования;
- надежность удержания электродов;
- отсутствие неизолированных участков токоприемника на держателе.

Вилка трезубец
Востребованность держателя данного типа во многом обусловлена тем, что при проведении сварочных работ специалисты используют именно такую модификацию этого приспособления … Во многих странах мира профессиональные сварщики используют при работе именно такой держатель. Но использование вилки трезубца также имеет много преимуществ. Наиболее важные из них перечислены ниже:
- зажигание сварочной дуги автоматизировано;
- при использовании такого держателя потребление электроэнергии снижается на 60%;
- швы получаются качественные.
Недостатки трезубца вилки
Вилка-трезубец — выбор многих сварщиков.Однако использование этого типа держателя запрещено во многих странах. Это связано с тем, что при его использовании наносится серьезный вред здоровью специалистов, а также людям, находящимся в непосредственной близости от сварочного аппарата. Статистика показывает, что сварщики, использовавшие данный тип держателя при работе , получили ожоги или травмы от поражения электрическим током. Основная опасность при использовании этого держателя связана с тем, что он имеет большое количество оголенных частей, находящихся под высоким напряжением.
Основная опасность при использовании этого держателя связана с тем, что он имеет большое количество оголенных частей, находящихся под высоким напряжением.
Еще одним недостатком вилки-трезубца является высокий риск лучевых ожогов глаз. Случаи, когда при использовании такого держателя специалисты получали ожоги глаз, происходили достаточно часто. У этого хомута есть плюс, но только один. Он заключается в его низкой стоимости.
А вот с держателем-прищепкой в ручном и в обычном исполнении ситуация совсем другая. При его использовании исключен вред для специалиста. Поэтому для безопасной работы лучше всего использовать прищепку.
Держатель, резьбовой , является самым надежным элементом для сварки, который к тому же может служить долго.Одним из его преимуществ является то, что он позволяет выбирать уровень наклона электрического катода, который может располагаться под любым углом.
Сварщики с большим опытом работы не считают качество и цену несущественным фактором при выборе держателя. Их необходимо учитывать наряду с другими при выборе этого устройства. Не стоит выбирать недорогой держатель для сварки. Но вам также не нужно много тратить на устройство с высокой стоимостью. Особенно, если держатель необходим для выполнения работ в бытовых условиях.
Их необходимо учитывать наряду с другими при выборе этого устройства. Не стоит выбирать недорогой держатель для сварки. Но вам также не нужно много тратить на устройство с высокой стоимостью. Особенно, если держатель необходим для выполнения работ в бытовых условиях.
Если человек решил приобрести держатель по цене 500 рублей, то на долговременную работу можно не надеяться. Для профессиональной сварки не годится, но для разовых работ по соединению конструкций сваркой — отличное решение. Если ваш выбор пал на дорогую сварочную струбцину, то необходимо убедиться в хороших качественных характеристиках приспособления. Профессиональные сварщики должны приобретать аппарат по высокой цене – около 3000 рублей.
При выборе держателя необходимо отдавать предпочтение тем устройствам, которые обеспечивают возможность фиксации электродов с учетом величины тока, необходимого для работы оборудования.Если работа специалиста-сварщика связана с выездом на природу, то необходимо рассмотреть замену сварочной скобы . .. Экономить на этом приспособлении не лучшая идея. Часто необходимо выполнять профессиональные сварочные работы в условиях высоких нагрузок. Выбрав качественный товар, специалист может, не испытывая никаких проблем, пользоваться им длительное время.
.. Экономить на этом приспособлении не лучшая идея. Часто необходимо выполнять профессиональные сварочные работы в условиях высоких нагрузок. Выбрав качественный товар, специалист может, не испытывая никаких проблем, пользоваться им длительное время.
Если специалист остановил свой выбор на держателе для аппарата, который рассчитан на 200 А, то при работе в режиме 300 А сварочного аппарата хватит всего на 2 дня работы.При сварке можно быстро заметить появление запаха пластика, который начинает гореть при нагреве электрододержателя. Его сгорание также происходит из-за слабого контакта прибора с электродом. Все это приводит к тому, что при сварке обгорает хомут … Довольно скоро он выходит из строя и становится абсолютно непригодным для дальнейшего использования.
При выборе держателя для сварки следует также учитывать его нагрузку в амперах, на которую он рассчитан.Она может увеличиваться в зависимости от веса и размеров сварочного оборудования. Для удобства работы нужно правильно подобрать держатель. Когда для сварки требуется сила тока, близкая к силе тока сварочного генератора, то необходимо выбирать устройства, рассчитанные на нагрузку в диапазоне от 200 до 500 А. сварка. В магазинах эти товары предлагаются в большом ассортименте … Правильно подобрав сварочный зажим, вы сможете обеспечить эффективность сварки и, в то же время, безопасность специалиста при сварке.
Когда для сварки требуется сила тока, близкая к силе тока сварочного генератора, то необходимо выбирать устройства, рассчитанные на нагрузку в диапазоне от 200 до 500 А. сварка. В магазинах эти товары предлагаются в большом ассортименте … Правильно подобрав сварочный зажим, вы сможете обеспечить эффективность сварки и, в то же время, безопасность специалиста при сварке.
Нет возможности выйти на работу. Даже такая, казалось бы, незначительная деталь, как держатель для сварочного аппарата, должна обеспечивать качественное удержание электрода и удобство.
Для сварочных аппаратов можно использовать следующие конструкции.
Пин
Электрододержатель данной конструкции (пружинный или рычажный) является наиболее распространенным и простым изделием.
Цена держателя прищепки самая низкая по сравнению с деталями других конструкций. Использование данного типа держателя позволяет быстро и безопасно выполнять сварочные работы, при этом качество сварного шва всегда будет на высоком уровне.
Вилка трезубца
Простое приспособление, с помощью которого легко зафиксировать любой диаметр.
Следует соблюдать большую осторожность при использовании трезубца из-за большой неизолированной площади изделия.
Основным преимуществом держателя данной конструкции является возможность самостоятельного изготовления.
Цанга
Используется исключительно для сварки металла в среде защитного газа.
Прибор имеет длительный срок службы и при правильном использовании позволяет выполнять работу максимально качественно.
Безрамочный держатель
Вариант устройства позволяет выполнять работы практически со 100% использованием длины сварочного электрода. Безрамочный держатель состоит из цилиндрической ручки (2), в которую с одной стороны вставлен металлический штифт (1).
Электрод крепится привариванием его торцевой части к контактному штифту.
Винт
Винтовые электродержатели хорошо фиксируют расходные материалы, имеют хороший контакт и бесперебойное питание.
Контактные поверхности защищены от коррозии. При правильном использовании устройство прослужит долгие годы.
Как правильно выбрать электрический домкрат
При выборе держателя следует обратить внимание на следующие характеристики:
- Размер и вес устройства.Вес и габариты рукоятки очень важны. При многочасовой работе лишние 50 грамм устройства будут ощущаться. В этом случае лучше приобрести компактную и легкую конструкцию. Если у вас есть выбор, отдайте предпочтение легким и мелким деталям при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведет к перегоранию контактной части. Если контакты подгорели, дальнейшее использование устройства будет невозможно.Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменную часть изделия.
- Качество изоляционного материала. Для обеспечения безопасного выполнения работ следует выбирать хват с качественной изолированной ручкой. В качестве диэлектрика практически во всех деталях используется пластик достаточной толщины, чтобы надежно защитить оператора сварочного аппарата от воздействия электрического тока.
- Цена.Купить держатель для сварочного аппарата можно от 100 рублей, но качество дешевой модели не будет отличаться. Фирменные экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости покупать грипсы по такой цене. Достаточно приобрести изделие средней ценовой категории, чтобы обеспечить себя на долгое время качественным инструментом для сварки металлов.
 В качестве диэлектрика практически во всех деталях используется пластик достаточной толщины, чтобы надежно защитить оператора сварочного аппарата от воздействия электрического тока.
В качестве диэлектрика практически во всех деталях используется пластик достаточной толщины, чтобы надежно защитить оператора сварочного аппарата от воздействия электрического тока.Недорогое устройство можно приобрести в качестве запчасти. В случае выхода из строя основного устройства, при наличии дополнительного держателя можно продолжить работу без серьезной задержки по времени.
Лучшие модели держателей
Чтобы приобрести электрододержатель к сварочному аппарату и не разочароваться в его качестве, следует выбирать модели, которые давно используются сварщиками и не вызывают у них отрицательных эмоций.
Отрицательные отзывы чаще всего бывают о товарах китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, не снижающиеся в течение всего рекомендованного производителем срока. Продукт произведен в Швеции, поэтому вы можете рассчитывать на европейское качество.
Handy 200 весит 550 грамм, но с учетом хорошего изолирующего покрытия и качественного хомута небольшое увеличение веса рукоятки по сравнению с другими моделями вполне оправдано. Handy 200 — это держатель для винтов, который позволяет выполнять сварку эффективно и безопасно.
При использовании аппарата можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость продукта на российском рынке составляет около 500 рублей.
2. Сибртех 500А – недорогой, но качественный прибор отечественного производства, который можно использовать до 500 А.
Держатель 500А Sibrtech
представляет собой устройство зажимного типа, в котором можно быстро произвести замену рабочего электрода.Изделие имеет надежную пластиковую изоляцию, способную защитить оператора от воздействия электрического тока.Купить его можно за 300 руб.
3. ЭСАБ 500 является владельцем известной шведской компании, которая производит высококачественную продукцию более 100 лет. Электрододержатель esab можно использовать для сварки до 500 А.
Главным преимуществом изделий ESAB 500 является их сверхлегкий вес, который составляет всего 200 грамм. Стоимость продукта на российском рынке составляет около 3000 рублей.
4. Германия тип 300 А — идеально подходит для сварки током до 300 А и диаметром электрода 2 — 4 мм.Благодаря особой рифленой конструкции ручки устройства удается добиться надежного удержания в руке. Модель отличается качественной пластиковой изоляцией и относительно небольшим весом.
Сварка является неотъемлемой частью производственного процесса, а также достаточно востребована в быту. Любому сварочному аппарату требуется электрододержатель, которому, как и остальным принадлежностям, необходимо уделить достаточно внимания.
Любому сварочному аппарату требуется электрододержатель, которому, как и остальным принадлежностям, необходимо уделить достаточно внимания.
Аксессуары для сварочного оборудования постоянно совершенствуются.В результате сегодня в продаже имеется достаточно большой ассортимент различных принадлежностей для сварки. Одним из таких является сварочный держатель, модификаций которого тоже довольно много. Поэтому многим людям, не имеющим достаточного опыта сварочных работ, сложно сделать правильный выбор при покупке данного инструмента. Одних отпугивает высокая стоимость, других безопасность.
Безопасность сварки требует особого внимания:
- о качестве комплектующих сварочного оборудования;
- за их компактность, простоту использования.
Держатель сварочный Используется при проведении сварочных работ профессиональными сварщиками, любителями. Правильный выбор режима сварки с учетом совокупности всех требований качественного выполнения сварки является важным критерием.
При выборе держателя для сварки необходимо учитывать в первую очередь:
- надежность фиксации электродов любого диаметра;
- продолжительность эксплуатационного периода.
Не обязательно искать в магазине наиболее подходящий держатель для сварочных работ, его можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности различных самодельных держателей.
Трезубец
Этот инструмент является классикой сварки. Нет такого электросварщика, который хотя бы раз не использовал в процессе работы самодельную «вилку» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой отрезок резинового шланга или велосипедная ручка.Редко использовалась обычная тряпичная лента.
Особенности работы трезубца:
- Конструкция инструмента достаточно проста, но не очень удобна и безопасна в процессе выполнения работ. Главный недостаток – проблемы с добычей огарка;
- при использовании такого держателя практически полностью расходуется электрод — это, конечно, всегда приветствовалось. Заглушка в этом случае удалялась пассатижами или молотком.Часто можно было наблюдать, как сварщик стучит обоймой об асфальт, выбивая при этом огарок;
- одним из недостатков этого инструмента является плохой контакт. Сварщики часто списывали некачественный шов на некачественные электроды, но на самом деле причиной тому были окислы на арматуре, в результате чего были потери тока. При использовании такого электрододержателя под рукой всегда должен быть файл.
 Заглушка в этом случае удалялась пассатижами или молотком.Часто можно было наблюдать, как сварщик стучит обоймой об асфальт, выбивая при этом огарок;
Заглушка в этом случае удалялась пассатижами или молотком.Часто можно было наблюдать, как сварщик стучит обоймой об асфальт, выбивая при этом огарок; Более надежная конструкция – брусок, приваренный к металлическому уголку.Такое приспособление имеет хороший контакт и надежно удерживает электрод. Недостаток аналогичен трезубцу – избавиться от остатка использованного электрода проблематично.
Пружина трезубца
Это модернизированная версия трезубца. Инструмент изготовлен из качественной стали. Для максимально надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью этой конструкции является то, что палец, расположенный по центру, подпружинивает электрод – это значительно облегчает замену использованного электрода.
Недостатком такого держателя является то, что используемые материалы более дорогие, но стоимость значительно ниже изделия, изготовленного на заводе.
Резьбовой цанговый электрододержатель
Подобный самодельный сварочный держатель делается из любого подручного материала, сам процесс довольно хлопотный. Сам инструмент достаточно надежен и прост в использовании. Главное в этом случае – обеспечить надежный контакт кабеля.
Цанговый зажим для электродов
Это аналог предыдущего инструмента, только в этом случае вместо резьбового соединения используется пружинный зажим.Основным преимуществом продукта является простота замены использованных электродов. Следует учитывать один нюанс: чем мощнее пружина, тем больше усилий потребуется при ее замене. Но тогда надежность контакта возрастает, соответственно сила тока.
Рекомендации опытных сварщиков по выбору электрододержателя
- Опытные сварщики советуют при выборе держателя обращать внимание на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и самые дорогие выбирать тоже не стоит (особенно когда держатель планируется использовать для разовых работ дома).
- Самый надежный инструмент — это резьбовой держатель с самым долгим сроком службы. Этот инструмент позволяет выбрать необходимый угол наклона электрического катода.
- Лучше отдать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
- Если сварочные работы связаны с выездами на разные объекты, то стоит позаботиться о запасном держателе.В данном случае экономия не имеет значения.
- Если вы решили купить сварочный рукав за 500 рублей, то на его длительную работу можно не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовых работ, но не для профессиональной сварки.
- Если же вы приобретаете дорогой инструмент, то вам необходимо тщательно проанализировать его качественные характеристики. Сварочные зажимы для профессиональной сварки стоят примерно 3 тысячи рублей.
- Также при выборе держателя нужно обращать внимание на то, на какую нагрузку он рассчитан в амперах.В зависимости от параметров, веса сварочного инвертора увеличивается токовая нагрузка. Если требуется сварочный ток, примерно равный току генератора, то рекомендуется приобретать держатели, способные выдерживать токовые нагрузки в 200-500 ампер.
- Если вы приобретете сварочный рукав на 200 ампер для своего сварочного оборудования и будете выполнять сварку на 300 ампер, инструмент прослужит не более двух рабочих дней. В процессе сварки очень быстро чувствуется запах горелого пластика при нагреве электрододержателя.Также это может происходить из-за плохого контакта электрода с фиксатором. В результате зажим инструмента сгорает при сварке и очень быстро выходит из строя, то есть становится совершенно непригодным для дальнейшей эксплуатации.
 Не рекомендуется приобретать самые дешевые изделия, но и самые дорогие выбирать тоже не стоит (особенно когда держатель планируется использовать для разовых работ дома).
Не рекомендуется приобретать самые дешевые изделия, но и самые дорогие выбирать тоже не стоит (особенно когда держатель планируется использовать для разовых работ дома).
В производстве, строительстве и быту это очень важный процесс. Наряду с выбором сварочного аппарата необходимо обратить внимание на электрододержатель для. На данный момент существует огромное количество хомутов, которые отличаются друг от друга конструкцией, весом и так далее.Как вариант, можно сделать сварочный держатель самостоятельно. В этой статье мы поговорим о том, как сделать хват своими руками.
На данный момент существует огромное количество хомутов, которые отличаются друг от друга конструкцией, весом и так далее.Как вариант, можно сделать сварочный держатель самостоятельно. В этой статье мы поговорим о том, как сделать хват своими руками.
Держатель электрода является очень важным компонентом, хотя его конструкция достаточно проста. Вот некоторые из требований:
- должна быть обеспечена адекватная диэлектрическая и тепловая изоляция;
- провод должен быть надежно закреплен;
- должно быть обеспечено надежное удержание стержней;
- огарок должен быть легко заменен новым сердечником.
Заводские модели фиксаторов
Прежде чем рассматривать самодельный электрододержатель, следует ознакомиться с заводскими моделями. Их существует несколько видов.
Цанга
Очень удобный тип фиксатора, легкий и компактный. Здесь электрод можно легко заменить на новый. Захват цангового патрона устойчив к электрическим и температурным воздействиям. К недостаткам можно отнести высокую стоимость, ограниченность по рабочей силе тока.Также не оставляйте короткую заглушку, так как это может повредить ручку.
К недостаткам можно отнести высокую стоимость, ограниченность по рабочей силе тока.Также не оставляйте короткую заглушку, так как это может повредить ручку.
Важно помнить, что по мере уменьшения длины электрода уменьшается и ток, проходящий через него.
Штифт
Самый распространенный тип фиксации. В зависимости от силы рабочего тока и диаметра держатель может быть разных размеров. Прищепку можно использовать при работе практически с любым значением тока. Контакт со стержнем хороший, а с помощью ручки можно легко избавиться от нагара.К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)
В настоящее время таких держателей нет в продаже, их можно найти только на вторичных рынках. Вилка отличается от предыдущих типов своей простой конструкцией. Почти весь электрод отходит, разрезы очень короткие. Но, пожалуй, это все достоинства трезубца. Трезубец не совпадает, что приводит к высокому уровню травмоопасности.Для того чтобы снять шток с вилки, нужно использовать дополнительные инструменты, например, молоток или пассатижи.
Держатели для самостоятельной сварки. Как сделать сварочный держатель?
При желании можно сделать самодельный сварочный держатель. Возможно, самодельные модели уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели являются достаточно дешевым аналогом дорогим заводским моделям. Здесь мы рассмотрим конструкции различных видов самодельных держателей.
Trident
О фиксаторе этого типа мы говорили выше при описании заводских моделей удерживающих устройств.Такую модель легко сделать самому. Трезубец состоит из трех кусков арматуры, сваренных между собой особым образом. Для того, чтобы обезопасить себя от поражения электрическим током, на ручку можно надеть кусок резинового шланга.
Несмотря на простоту конструкции, пользоваться самодельным держателем нужно с особой осторожностью, так как есть риск получить травму при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо очищать, чтобы получить качественную.Окалина влияет на потери тока, тем самым ухудшая контакт и делая процесс сварки менее эффективным.
Из-за того, что арматура постоянно покрывается окалиной, ее необходимо очищать, чтобы получить качественную.Окалина влияет на потери тока, тем самым ухудшая контакт и делая процесс сварки менее эффективным.
Металлический уголок и арматура
Этот вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно сказывается на . Но самодельный держатель для электродов такого типа имеет тот же недостаток, что и вилка – электрод трудно извлечь.
Пружинная вилка
Модернизированная версия вилки.Трезубец (вилка) с пружиной должен быть изготовлен качественно, что улучшит качество процесса сварки. Самодельный держатель такой конструкции вместо одного якоря имеет подпружиненный палец, что облегчает замену огарка целым электродом.
Сварочное дело развивается семимильными шагами: оборудование нового типа делает сварку доступной, полезной и интересной для новичков и профессионалов. Добавим еще одно слово — «комфортный» бизнес.
Что значит работать «комфортно»? Это значит удобно, приятно и эффективно. Такой комфорт добавляют различные современные компоненты. К ним, конечно же, относятся электрододержатели, новые и разнообразные формы которых появились на рынке в большом количестве.
Что он делает? Короче говоря, он управляет электродом во время сварки: фиксирует его и подает сварочный ток. Отсюда желаемые свойства.
Держатель самодельный.
Функции и технологические свойства, которыми должен обладать сварочный держатель:
- обеспечивает надежную фиксацию электрода с переменным углом выхода электрода;
- обеспечивает надежный и полный электрический контакт;
- долговечность работы;
- с возможностью быстрой замены;
- должен быть легким, чтобы рука не уставала.Обычный вес держателя около 350 г. На ток 500 А устройство мощнее и может весить до 750 г;
- необходимая эргономика: удобное положение в руке, легкость.

Один из классических стереотипов – покупать более крупный и мощный аппарат с несбыточной мечтой в голове, чтобы он работал дольше и качественнее. На самом деле этого не происходит. Это также относится к сварочному держателю.
Классификация электрических держателей
Вообще говоря, эти устройства делятся на две большие группы: специализированные и универсальные, регламентированные ГОСТами.
Самодельный электрододержатель.
Наиболее популярные типы универсальных держателей:
- Держатель прищепки зажимного типа может быть представлен в двух вариантах: пружинном и рычажном. Это устройство, которое можно назвать электродным зажимом, имеет предельно простую конструкцию и невысокую стоимость. Он совместим практически со всеми сварочными аппаратами. Он дает отличные характеристики: хорошее зажигание дуги, высокое качество шва и, что немаловажно, энергосбережение.
- Вилка трезубец, пожалуй, самый распространенный вариант среди профессиональных сварщиков. Есть некоторые нюансы, связанные с этими ручными дуговыми электрододержателями. Дело в том, что в традиционном виде он плохо защищен: многие детали находятся под напряжением, что несет в себе высокий риск причинения вреда здоровью. Помимо поражения электрическим током существует риск радиационного поражения. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
- Держатель представляет собой зажимную цангу, используемую в узком направлении: только в горелках TIG.
- Винтовой держатель в нескольких вариантах: хомут может быть прямым или изогнутым с разным направлением резьбы — как левым, так и правым.
- Беспламенный патрон работает по другому принципу. В соответствии со своим названием предотвращает образование гари и сокращает время фиксации расходного материала, который не зажимается, а приваривается к концу электрода, так что он в итоге расплавится при сварке.После этого берется следующий расходный материал.
 Есть некоторые нюансы, связанные с этими ручными дуговыми электрододержателями. Дело в том, что в традиционном виде он плохо защищен: многие детали находятся под напряжением, что несет в себе высокий риск причинения вреда здоровью. Помимо поражения электрическим током существует риск радиационного поражения. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
Есть некоторые нюансы, связанные с этими ручными дуговыми электрододержателями. Дело в том, что в традиционном виде он плохо защищен: многие детали находятся под напряжением, что несет в себе высокий риск причинения вреда здоровью. Помимо поражения электрическим током существует риск радиационного поражения. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
Размеры (редактирование)
Электрододержатель Аникина.
Что стоит за концепцией эргономики? Это компактность и подходящие размеры под конкретную руку мастера, малый вес. Если у вас есть линейка сварочных рукавов с такими же техническими характеристиками, выбирайте тот, который легче и меньше по размеру.
Если вы выезжаете на разные точки работы, приобретите второй запасной экземпляр сварочного держателя.
Степень надежности
Надежность приборов проверяется в нестандартных условиях эксплуатации. Держатели под сварку должны стабильно и без потери своих качеств работать при критических температурах, повышенной влажности, запыленности и т. д. Пластик ручки должен быть прочным с хорошей изоляцией.
Лучше, если хомут литой и массивный. Очень надежны и очень надежные винтовые электрододержатели с жесткой резьбовой фиксацией. Они наиболее долговечны в эксплуатации и, кроме того, позволяют изменять угол наклона торца катода.
Цена
Диапазон цен впечатляет: от ста рублей до пятнадцати тысяч. Конечно, самые дешевые модели по определению не могут считаться безопасными или надежными. Если вы не собираетесь покупать одноразовую технику, вам нужно обратить внимание на модели средней ценовой категории.
Дорогие варианты предназначены для профессиональной работы большого объема, эти тоже вряд ли вам подойдут. Если вы решили приобрести дорогую модель, самым тщательным образом проанализируйте ее характеристики.Струбцины для профессиональных работ не могут стоить меньше трех тысяч рублей.
Электрический держатель своими руками
Разновидности самодельных держателей.
Трезубец
Чаще всего умельцы изготавливают самодельный электрододержатель в виде всем известного трезубца. Более подробно делают самый простой вариант трезубца, который сложно найти в продаже из-за опасности для здоровья.
Типы держателей для сварки.
При всем при этом трезубец можно сделать полностью безопасным по следующему алгоритму действий:
- Арматура своими руками или металлический прут из стали после гибки выступает в качестве основы для держателя.Диаметр прутка должен быть не менее 8 мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая обжимает кабель без изоляции.
- В качестве изолятора может использоваться кусок армированного шланга. Тщательность его установки – самое ответственное дело; от этого будет зависеть безопасность устройства. Не допускайте расшатывания изолятора, для этого можно использовать специальный анаэробный фиксатор резьбы Done Deal.
Модель винта
Как создать винтовую модель держателя:
- Из медной трубки можно сделать отличный винтовой держатель.Обрезки медных труб можно найти в изобилии у установщиков кондиционеров. Обычно это труба с наружным диаметром 19 мм.
- Ручка может быть изготовлена из металлопластиковой трубы наружным диаметром 26 мм. Лучшим вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью ее закрывала.
- Рукоятку необходимо обернуть куском куртки или перчатками, чтобы она не скользила в руках.
- Завершающее действие — вклеить болт М12 со сквозным отверстием в крышку пластиковой бутылки.Ваш самодельный электрододержатель готов.
 Лучшим вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью ее закрывала.
Лучшим вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью ее закрывала.Электрододержатели как для ручной дуговой сварки, так и для аргонодуговой сварки — отличное подспорье мастерам для удобства работы и повышения качества продукции. Эти приспособления можно купить, а можно сделать самому. Основными критериями во всех случаях являются безопасность, стабильность и надежность.
Правильный способ хранения сварочного оборудования
У вас может быть сварочная техника, прибитая к тройнику, но вы разочаруетесь в качестве своей работы, если не будете правильно хранить свое оборудование.Здесь вы найдете подробное руководство по правильному хранению сварочного оборудования.
Как правильно хранить сварочное оборудование? Надлежащее хранение сварочного оборудования включает в себя практику защиты основного оборудования от элементов рабочей среды. Усилия по хранению должны включать план содержания сварочного оборудования в чистоте и сухости. Расходные материалы должны как можно меньше подвергаться воздействию воздуха. Вот несколько основных примеров правильного хранения сварочного оборудования:
| Номер наконечника. | Сварочное оборудование |
|---|---|
| 1 | сварочный аппарат |
| 2 | газовые баллоны |
| 3 | MIG расходные материалы |
| 4 | Шланги и кабели |
| 5 | Магазин сварочных масок |
| 6 | Сварочная одежда |
| 7 | Сварочные перчатки |
хранить сварочные электроды. Если вы путешествуете сварщиком, вам особенно пригодится раздел о том, как организовать свой грузовик.
Если вы путешествуете сварщиком, вам особенно пригодится раздел о том, как организовать свой грузовик.
Как хранить сварочное оборудование
Сварочное оборудование включает сварочные аппараты, шланги, кабели, газовые баллоны и другое приспособление. Надлежащее хранение этого оборудования имеет важное значение для выполнения вашей работы. Мероприятия по хранению должны включать усилия по предотвращению попадания на оборудование избыточной грязи, мусора и влаги. Использование правильных методов хранения значительно продлит срок службы вашего сварочного оборудования.
Как хранить сварочные аппараты
Периодически может наступать момент, когда нужно найти место для хранения своего сварочного аппарата или самого сварочного аппарата. Существует способ правильного хранения сварочного аппарата, который предотвратит попадание на него пыли и мусора, пока он стоит в углу.
Выберите место в магазине для сварщика, где он не будет потревожен или случайно опрокинут. Убедитесь, что все циферблаты выключены или установлены на ноль, а кабели и шланги удалены. Затем накройте машину небольшим одеялом или брезентом , чтобы в машине не скапливалась пыль, пока она стоит.
Убедитесь, что все циферблаты выключены или установлены на ноль, а кабели и шланги удалены. Затем накройте машину небольшим одеялом или брезентом , чтобы в машине не скапливалась пыль, пока она стоит.
Как безопасно хранить газовые баллоны для сварки
Надлежащее хранение газовых баллонов абсолютно необходимо для обеспечения безопасности вашего рабочего места. Это также гарантирует бесперебойную работу вашего сварочного оборудования. Необходимо следить за тем, чтобы баллоны все еще могли регулировать давление после длительного хранения.
Чтобы обеспечить безопасность рабочего места, выполните следующие действия:
- Закрывайте клапан каждый раз, когда заканчиваете работу
- Никогда не пытайтесь перемещать газовые баллоны, не убедившись предварительно, что клапаны закрыты
- Баллоны с кислородом и ацетиленом должны находиться на расстоянии не менее 20 футов друг от друга или разделены брандмауэром
- Держите баллоны как можно дальше от огня, горячего шлака и пламени
Все регуляторы, шланги и другие подобные компоненты должны храниться в сухом, чистом и хорошо проветриваемом помещении, когда они не используются . Избыток влаги потенциально может привести к ржавчине металлических компонентов системы подачи газа.
Избыток влаги потенциально может привести к ржавчине металлических компонентов системы подачи газа.
Хранение расходных материалов для сварки MIG
Расходные материалыMetal Inert Gas (MIG) для сварочной горелки, контактных наконечников, сопел, вкладышей и газовых диффузоров. Эти детали должны храниться надлежащим образом, чтобы предотвратить их повреждение пылью, мусором, влагой и маслами, находящимися в мастерской.
Если пыль, мусор и другие потенциальные загрязняющие вещества попадут в узел сварочного пистолета, , это может привести к снижению прочности самого сварного шва. Также следует учитывать уровень влажности в магазине. Во многих районах большую часть года это не вызывает серьезной озабоченности, но влажный климат юга Соединенных Штатов требует особого внимания.
Хранение сварочных горелок MIG
Никогда не оставляйте горелки MIG и расходные материалы лежать на столе, особенно между рабочими днями. Сварщики часто принимают меры, которые, по их мнению, защитят горелку MIG от повреждений. Иногда усилия, предпринятые для защиты расходных деталей MIG, могут фактически привести к непреднамеренному повреждению компонентов.
Сварщики часто принимают меры, которые, по их мнению, защитят горелку MIG от повреждений. Иногда усилия, предпринятые для защиты расходных деталей MIG, могут фактически привести к непреднамеренному повреждению компонентов.
При попытке защитить расходные материалы MIG :
совершается несколько распространенных ошибок.- Плотное размещение горелки MIG в трубе, когда она не используется
- Этот шаг повреждает узел горелки MIG из-за надреза сопла
- Подвешивание горелки MIG за курок
- Это приводит к тому, что курок становится менее чувствительным оператору сварки
Как правильно хранить сварочные горелки MIG:
- Сверните горелку MIG и намотайте ее в небольшую петлю
- По возможности используйте подвеску или держатель сварочной горелки
- Убедитесь, что сварочная горелка висит рядом с рукояткой и что гусиная шея узла горелки направлена вверх, а не вниз
Прежде чем продолжить чтение, вот статья, которую мы написали о том, как увеличить ожидаемый срок службы сварочного аппарата MIG
Как хранить контактные советы
Контактный наконечник — это часть сварочного аппарата MIG, отвечающая за передачу тока на электродную проволоку. Это деталь, которую можно легко и дешево заменить. Однако контактный наконечник — это компонент, о котором необходимо заботиться, чтобы не нарушить целостность сварного шва.
Это деталь, которую можно легко и дешево заменить. Однако контактный наконечник — это компонент, о котором необходимо заботиться, чтобы не нарушить целостность сварного шва.
Один из способов заботиться о контактном наконечнике — хранить его в оригинальной упаковке до тех пор, пока он вам не понадобится , предотвращая износ, который может быть микроскопическим. Вы можете дополнительно поддержать целостность продукта, поместив его в герметичный пластиковый пакет, оставив его в оригинальной упаковке, пока он находится в оригинальном контейнере.
Как хранить сопла MIG
Сопло — это часть сборки MIG, отвечающая за направление сварочной ванны и защиту контактного наконечника от расплавленного металла в сварочной ванне. Надлежащее хранение сопла MIG необходимо для контроля направления сварки.
Рекомендуется хранить сопло MIG примерно так же, как и контактный наконечник. Убедитесь, что храните насадку в оригинальной упаковке как можно дольше . Если вам необходимо вынуть насадку из упаковки перед использованием, рекомендуется по крайней мере хранить контактный наконечник в герметичном пластиковом пакете.
Если вам необходимо вынуть насадку из упаковки перед использованием, рекомендуется по крайней мере хранить контактный наконечник в герметичном пластиковом пакете.
Связанное чтение: Из чего сделаны металлические сварочные сопла? | Общие сведения о соплах для сварки MIG
Где хранить лишние шланги/кабели?
Сварочный кабель является электрическим проводником сварочного тока. При неправильном хранении кабельные вводы вашего сварочного аппарата могут выйти из строя.В самом худшем случае они станут угрозой безопасности , как это было в случае с одним фермером, которого ударило током после наблюдения за использованием неизолированных кабелей.
Хотя случай с фермером, которого убило током, является скорее примером вопиющей небрежности, чем что-либо еще, эта история служит суровым напоминанием об опасностях, связанных со сварочными аппаратами, о которых не заботятся должным образом. Кабели и шланги должны храниться в свободно свернутом виде.
Причина слабого охлаждения кабеля заключается в том, чтобы предотвратить его натяжение. Согласно OSHA, даже небольшие царапины и потертости могут стать угрозой безопасности. Небольшие участки изношенного кабеля также можно отремонтировать с помощью электроизоляционной или резиновой изоляционной ленты. Тем не менее, такие виды ремонта сигнализируют о том, что срок службы кабеля подходит к концу, возможно, преждевременно.
Вы можете защитить свои сварочные кабели и шланги от износа, обернув их вокруг шлангового колеса . В качестве альтернативы вы можете аккуратно обмотать кабели вручную и повесить их на магазинный крючок, когда они не используются.
Колесо для шланга часто предпочтительнее использования универсального крюка, поскольку оно позволяет легко перемещать кабели из одного места в другое без особых хлопот. Трудно сказать, насколько удобно это маленькое колесо, когда вам нужно доставить сварочное оборудование за пределы вашего цеха.
Связанное чтение : Какой цвет кислородного шланга при сварке?
Где хранить сварочную маску?
Сварщики обычно откладывают свои сварочные маски на верхнюю часть рабочего места в конце рабочего дня или убирают защитные очки на приборную панель грузовика в перерывах между работами. Надлежащий уход за сварочной маской требует больших усилий по хранению масок в месте, где они не будут быстро изнашиваться.
Качественная сварочная маска может стоить дорого, храните свои маски в местах, где их линзы не будут истираться. Сумки для касок сварщиков бывают разных типов и по разным ценам.
Самый доступный вариант — сумки на шнурке, такие как этот рюкзак для шлема.На другом конце спектра находятся комплекты снаряжения, такие как этот и , предлагающие несколько отдельных пакетов для всего вашего защитного сварочного оборудования.
Любой вид рюкзака или снаряжения, безусловно, является значительным улучшением по сравнению с оставлением сварочного шлема на верстаке, на полу или приборной панели вашего грузовика. Комплекты редукторов — отличный вариант для мобильных сварщиков, которые большую часть дня проводят в разъездах с места на место.
Комплекты редукторов — отличный вариант для мобильных сварщиков, которые большую часть дня проводят в разъездах с места на место.
Вы также можете найти защитные футляры для защитных очков, в том числе футляры с защитной войлочной подкладкой внутри.Слишком легко поцарапать и поцарапать защитные очки. Качественный защитный чехол продлит срок службы ваших защитных очков или защитных очков, чтобы вам не приходилось постоянно заменять их новыми парами.
Хранение одежды сварщика
Вам рекомендуется выделить место в вашем магазине, где вы можете хранить всю свою защитную одежду, включая перчатки, сварочные куртки, сварочные фартуки и комбинезоны. Это поможет вам не потерять защитную одежду.
Возможно, вам также следует избегать слишком частого переноса сварочного оборудования домой, так как одежда может выделять заметные, а иногда и неприятные испарения. Правильное хранение всей вашей сварочной одежды должно помочь предотвратить ненужный износ в результате образования складок. Организованность также поможет вам выглядеть более профессионально.
Организованность также поможет вам выглядеть более профессионально.
Фартуки, куртки, комбинезоны и другие предметы одежды следует подвешивать на крючках в специально отведенном месте. Вы можете приобрести настенную вешалку для своего сварочного цеха или установить горизонтальную штангу, на которую можно повесить вешалки для одежды.
Хранение сварочных перчаток
Сварочные перчатки должны быть сухими. В противном случае они утратят способность защищать кожу от сильного жара, а также УФ и инфракрасного излучения. Вода передает тепло лучше, чем воздух, поэтому вы также обожжетесь, если будете использовать влажную или мокрую прихватку, чтобы вытащить что-то из духовки.
Перчатки можно повесить на вешалку, например на вешалку для одежды, упомянутую в разделе выше. Другой вариант — хранить перчатки в герметичном контейнере, таком как контейнер для хранения под кроватью Sterlite. Вы также можете хранить перчатки в специальном ящике в ящике для инструментов.
Как хранить сварочные электроды
Надлежащее место хранения сварочных электродов зависит от множества факторов, включая химический состав электрода, использование электрода и предполагаемый срок службы электрода.
Стержневые электроды
Стержневые электроды включают любые электроды, которые используются в дуговой сварке металлическим электродом в среде защитного газа (SMAW). Тот факт, что эти электроды являются расходными материалами, может создать у вас ложное впечатление, что их хранение не имеет большого значения. Нет ничего более далекого от правды. Стержневые электроды требуют особого ухода, чтобы гарантировать, что они работают должным образом.
Это особенно касается некоторых специальных электродов, таких как электроды с низким содержанием водорода или чугунные электроды, которые обязательно должны быть сухими, если вы ожидаете, что они будут работать должным образом.Не все стержневые электроды созданы одинаково. Рекомендуемые методы хранения различаются для разных электродов в зависимости от типа покрытия электрода.
Держатель стержня TIG для сварочного стола >> Посмотрите видео ниже
Электроды с низким содержанием водорода – печь для сварки электродов
Электроды с низким содержанием водорода включают электроды, имеющие последнюю цифру 5, 6 или 8 в системе классификации Американского общества сварщиков (AWS).Например, электроды E7015, E7016 и E7018 будут примерами электродов с низким содержанием водорода.
Эти электроды необходимо хранить в сухом месте , так как они особенно уязвимы к влаге. Электроды с низким содержанием водорода начинают поглощать влагу, как только вы открываете упаковку с электродами. Электроды с низким содержанием водорода обычно поставляются либо в герметичных банках, либо в вакуумной упаковке.
Электроды с низким содержанием водорода обычно поставляются либо в герметичных банках, либо в вакуумной упаковке.
Надлежащий метод хранения электродов с низким содержанием водорода включает их хранение в печи, температура которой будет поддерживаться в диапазоне от 225 до 300 градусов по Фаренгейту после вскрытия запечатанной упаковки, согласно инструкциям многих производителей.
Вы можете хранить открытые электроды с низким содержанием водорода в печи для сварки электродов, такой как портативная печь Keen K-10L для электродов. Эта печь, безусловно, является выгодным вложением средств для профессиональных сварщиков. Электроды из мягкой стали, такие как E6010 и E6011, можно хранить при температуре воздуха без повреждений. Другие электроды, например, чугунные, также необходимо хранить в такой печи, как эта.
Стоит ли печь со сварочным электродом?
Сварщики, особенно независимые подрядчики с небольшим капиталом, иногда задают вопрос о том, действительно ли стоит печь для сварки электродов .
Ответ на этот вопрос действительно зависит от вашего использования. Если вы сварщик-любитель , , то вам, скорее всего, не понадобится сварочная печь , при условии, что вы не живете в слишком влажном климате. Некоторые типы электродов подвержены повреждению от влаги.
Если вы являетесь профессиональным подрядчиком , который регулярно использует электроды с низким содержанием водорода, электроды из нержавеющей стали или чугуна, , то печь для сварочных электродов будет выгодным вложением для обеспечения соблюдения строгих стандартов производительности.Вам также необходимо учитывать, насколько быстро вы запускаете пакеты.
Вы будете удивлены, насколько быстро электроды с низким содержанием водорода могут выйти из строя во влажной среде . Если упаковки электродов с низким содержанием водорода вскрыты, то лучше всего для предотвращения их повреждения хранить их в печи, где они соответствуют рекомендуемым требованиям к температуре хранения.
Если эти электроды не хранятся в сухом и теплом месте, они могут получить различные повреждения, в том числе:
- Внутренняя и внешняя пористость, отмеченная трещинами и трещинами в сварном шве
- Растрескивание под валиком
- Повреждения, которые могут быть невидимы невооруженным глазом
Связанное чтение: Что такое горячий старт в сварке? Цель сварки горячим пуском?
Чугун, нержавеющая сталь
Рекомендуется также хранить электроды из чугуна и нержавеющей стали в печи для сварочных электродов так же, как и электроды с низким содержанием водорода.Рекомендуемая температура для электродов из чугуна составляет от 215 до 230 градусов по Фаренгейту, а диапазон температур для электродов из нержавеющей стали составляет от 225 до 260 градусов по Фаренгейту.
Электроды для замораживания заполнения
Сварочные электроды E6012 и E6013 относятся к классу сварочных электродов, называемых электродами «заливной заморозки» или «прямой полярности». Для лучшей производительности их следует хранить при температуре 100-150 градусов по Фаренгейту.
Для лучшей производительности их следует хранить при температуре 100-150 градусов по Фаренгейту.
Электроды из целлюлозы из мягкой стали
Не помещайте «быстрозамерзающие электроды из мягкой стали», включая E6010 и E6011, в печь для сварки электродов.Если бы вы поместили эти электроды в духовку, , вы, вероятно, смогли бы заметить падение производительности электрода. Высыхание целлюлозного электрода может привести к чрезмерному разбрызгиванию, пористости и нарушению направления дуги в зоне сварки.
Электроды из мягкой стали можно хранить в коробке в прохладном, сухом помещении. Для дополнительной защиты вы можете найти герметичные защитные контейнеры, такие как этот контейнер для хранения сварки Hobart. Такие контейнеры не только сохраняют ваши электроды сухими, но и являются отличным способом поддерживать порядок в вашей мастерской. Этот конкретный контейнер разделен на четыре отдельные секции. Он займет на вашем столе меньше места, чем четыре разных комплекта электродов.
Он займет на вашем столе меньше места, чем четыре разных комплекта электродов.
Хранение расходных материалов для сварки MIG
При неправильном хранении расходных материалов для проволоки MIG они могут быть повреждены пылью, грязью и маслом. Эти загрязняющие вещества могут препятствовать потоку газа, что может привести к заметной потере производительности. Воздействие избыточной влаги может привести к коррозии расходных материалов для сварки MIG.
По этой причине главной целью хранения проволоки для сварки MIG является защита проволоки от воздействия влаги. Вы увидите специальные инструкции по проводу, которые будут указывать инструкции по хранению, используя такой язык:
- Температура 17-27°C, относительная влажность 60%
Сварочные стержни и катушки, такие как проволока MIG, обычно позволяют хранить электрод вне упаковки в течение двух недель при работе в нормальных условиях мастерской. Пока вы не используете провод, его можно хранить в оригинальной упаковке до тех пор, пока он не подвергается воздействию относительной влажности, превышающей пороговое значение, указанное на упаковке.
Пока вы не используете провод, его можно хранить в оригинальной упаковке до тех пор, пока он не подвергается воздействию относительной влажности, превышающей пороговое значение, указанное на упаковке.
Если ваш магазин расположен либо в районе с особенно влажным климатом, либо в климате с резкими перепадами температуры, , рекомендуется использовать герметичный контейнер для провода. Запираемый контейнер для хранения, найденный здесь, является одним из таких вариантов герметичного контейнера для сварочных проводов, когда вы их не используете.Контейнер для хранения бывает разных размеров.
Хранение порошковой проволоки
Электроды с порошковой проволокой следует хранить таким же образом, как и проволоку MIG. Не открывайте упаковку электродов, пока не собираетесь использовать катушку, чтобы избежать загрязнения грязью, маслом и влагой.
Вы также должны хранить провод в пластиковом пакете и в герметичном контейнере для дополнительной страховки. Порошковая проволока подвержена ржавчине, если она подвергается воздействию влаги в течение длительного периода времени. В связи с этим рекомендуется принять дополнительные меры предосторожности, чтобы убедиться, что проволока не заржавеет, пока она находится внутри сварочной горелки.
Порошковая проволока подвержена ржавчине, если она подвергается воздействию влаги в течение длительного периода времени. В связи с этим рекомендуется принять дополнительные меры предосторожности, чтобы убедиться, что проволока не заржавеет, пока она находится внутри сварочной горелки.
Если вы планируете не использовать сварочный аппарат в течение длительного периода времени (несколько дней или более), обязательно удалите проволоку из сварочного пистолета. Это особенно важно, если вы живете во влажном климате. Если порошковая проволока заржавеет, пока она еще находится в сварочной горелке, вам в конечном итоге придется заменить всю втулку сварочной горелки.
Связанные материалы: Испортится ли проволока с флюсовым сердечником | Советы по предотвращению последствий загрязнения влагой
Хранение электродов для сварки TIG
Вольфрамовые электроды для инертного газа (TIG) имеют такие же требования к хранению, как и многие другие электроды. Метод хранения электродов TIG должен минимизировать воздействие влаги и колебаний температуры. Быстрые перепады температуры могут привести к образованию конденсата на электроде.
Метод хранения электродов TIG должен минимизировать воздействие влаги и колебаний температуры. Быстрые перепады температуры могут привести к образованию конденсата на электроде.
Прутки для сварки TIG неплавящиеся, то есть электроды не расходуются в процессе сварки. Вы можете найти в Интернете герметичные держатели для сварки, которые предотвратят повреждения от влаги и конденсата. Вы можете выбрать держатели сварочных электродов, такие как этот, который представлен в широком ассортименте цветов, чтобы помочь вам организовать свой набор электродов для сварки TIG.
Организация вашего сварочного грузовика
Многие из вас, возможно, не проводят много времени в специализированном сварочном цеху, потому что вы работаете мобильным сварщиком. Поддержание порядка в рабочем грузовике — лучший способ произвести впечатление на ваших клиентов. Нет ничего более разочаровывающего, чем подрядчик, который прибывает на объект, а затем тратит добрых 30 минут, пытаясь отследить оборудование.
Неорганизованные сварщики могут поучиться у спасателей, которые должны уметь находить спасательные средства за доли секунды. Существует множество способов содержать свой сварочный автомобиль в порядке. Вам просто нужно быть достаточно дисциплинированным, чтобы создавать, а затем следовать своим собственным правилам.
Получите служебную коробку
Многие сварочные грузовики представляют собой грузовые автомобили с двумя бортовыми платформами, в которых сварочный аппарат устанавливается прямо за кабиной грузовика.Некоторые используют пикапы с переносным сварочным аппаратом в кузове. Возможно, наиболее эффективными являются грузовые автомобили с большим количеством встроенного грузового пространства.
Сварочная тележка Начните с приобретения качественного универсального кузова для своего грузовика, если у вас нет универсального грузовика. Вы можете приобрести вспомогательную коробку в дилерском центре или заказать коробку передач в Интернете и установить ее самостоятельно. Одним из самых популярных служебных ящиков является служебный ящик Dee Zee Red Label Utility Chest.Этот универсальный ящик включает в себя пластиковый лоток, в который вы можете положить мелкие инструменты.
Одним из самых популярных служебных ящиков является служебный ящик Dee Zee Red Label Utility Chest.Этот универсальный ящик включает в себя пластиковый лоток, в который вы можете положить мелкие инструменты.
Связанное чтение: Сколько весит средний сварочный аппарат Lincoln?
Наклейте этикетки на ящики для мелочей
Возможно, вы являетесь владельцем грузового автомобиля или у вас есть несколько служебных ящиков на кузове вашего грузовика. В любом случае, мы настоятельно рекомендуем маркировать все коробки . Ранее мы подчеркивали важность наличия определенного места для каждого предмета.
Эти этикетки, безусловно, не должны быть чем-то более продвинутым, чем клейкие буквы алфавита. Это обычная практика для компаний с несколькими сотрудниками, которые хотят, чтобы сотрудники знали, где должны располагаться все инструменты. Эта практика может быть полезна и для независимых подрядчиков. Это показывает вашим клиентам, что вы хорошо организованы.
Получить катушку для сварочного шланга
Вам также следует приобрести катушку для сварочного шланга, например, ручное колесо для шланга Weldcote Materials.Эта катушка способна вручную собрать до 100 футов сварочного шланга или кабеля. Крайне важно иметь такую систему, чтобы ваши сварочные шланги и кабели не начали повреждаться.
Самодельный аппарат для точечной сварки латра. Как сделать самодельные сварочные аппараты? Держатель электродов из стальных уголков
1.1. Общий.
В зависимости от вида тока, используемого для сварки, различают сварочные аппараты постоянного и переменного тока.Сварочные аппараты на малых постоянных токах применяют при сварке тонкого металла, в частности кровельной и автомобильной стали. Сварочная дуга в этом случае более стабильна и при этом сварка может происходить как на прямой, так и на обратной полярности, подводимой к постоянному напряжению.
На постоянном токе можно варить электродную проволоку без покрытия и электроды, предназначенные для сварки металлов на постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь повышенное ударное напряжение в сварочной обмотке U до 70 В… 75 В. Для выпрямления переменного тока применяют, как правило, мостовые выпрямители на мощных диодах с охлаждающими радиаторами (рис. 1).
Для придания горения дуги на малых токах желательно иметь повышенное ударное напряжение в сварочной обмотке U до 70 В… 75 В. Для выпрямления переменного тока применяют, как правило, мостовые выпрямители на мощных диодах с охлаждающими радиаторами (рис. 1).
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата с указанием полярности при сварке тонкого металла
Для сглаживания пульсаций напряжения один из выводов С подключен к электрододержателю через Т-образный фильтр, состоящий из дросселя Л1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от среднего сечения S = 50 мм 2 , намотанную на сердечник, например, от понижающего трансформатора ОСО-12, или более мощного .Чем больше гладильный дроссель железа, тем больше вероятность того, что его магнитная система войдет в насыщение. При использовании магнитной системы в режиме насыщения на больших токах (например, с подсечкой) резко снижается индуктивность дросселя и, соответственно, сглаживания тока не произойдет. При этом дуга будет гореть нестабильно. КОНДАКТОР С1 — батарея конденсаторов типа МБМ, МБГ или аналогичных емкостью 350-400 мкФ на напряжение не ниже 200 В
При этом дуга будет гореть нестабильно. КОНДАКТОР С1 — батарея конденсаторов типа МБМ, МБГ или аналогичных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно.Или по ссылке можно скачать справочник по диодам из «В помощь Радиодоктору №110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1хх до 0,9Uхх. Помимо сварочных работ, эти регуляторы можно использовать для заряда аккумуляторов, питания ТЭНов и других целей.
В сварочных аппаратах переменного токаиспользуются электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм.5 мм. В процессе сварки сила тока достигает десятков ампер, а дуга достаточно стабильна. В таких сварочных аппаратах используются специальные электроды, предназначенные только для сварки переменным током..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата U хх = 60…65В. Для безопасности работы более высокое выходное напряжение на холостом ходу не рекомендуется, в промышленных сварочных аппаратах для сравнения U xx может быть 70..75 В ..
Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата U хх = 60…65В. Для безопасности работы более высокое выходное напряжение на холостом ходу не рекомендуется, в промышленных сварочных аппаратах для сравнения U xx может быть 70..75 В ..
Величина сварочного напряжения I. ст. Должен обеспечивать устойчивое горение дуги в зависимости от диаметра электрода. Величина сварочного напряжения u св может быть 18…24 В.
Номинальный сварочный ток должен быть:
I СВ = КК 1 * Д е где
I. — величина сварочного тока, а;
К 1 = 30…40 — коэффициент в зависимости от типа и размера электрода d Э. мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35 %.
Замечено, что стабильное горение дуги возможно, если сварочный аппарат имеет падающую внешнюю характеристику, определяющую соотношение между током и напряжением в сварочной цепи. (Рис.2)
(Рис.2)
Рис.2 Падение внешней характеристики Сварочный аппарат:
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи, 15 …20 на 150…180 довольно сложно. В связи с этим при проектировании сварочного аппарата не следует добиваться полного перекрытия диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, при необходимости работы на малых сварочных токах, дополнить его отдельным выпрямительным устройством с плавная регулировка сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые необходимо выполнять при их изготовлении:
- Небольшие размеры и вес
- Питание 220 В
- Продолжительность работы должна быть не менее 5 … 7 электродов D э = 3…4 мм
Вес и габариты устройства напрямую зависят от мощности устройства и могут быть уменьшены за счет уменьшения его мощности. Продолжительность работы сварочного аппарата зависит от материала жилы и термостойкости изоляции проводов обмотки. Для увеличения времени сварки необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
Продолжительность работы сварочного аппарата зависит от материала жилы и термостойкости изоляции проводов обмотки. Для увеличения времени сварки необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
Для изготовления сварочных аппаратов применяют в основном магнитопроводы стержневого типа, так как они более технологичны в исполнении.Сердечник сварочного аппарата может быть набран из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и зачищен шпильками, изолированными от сердечника (рис. 3).
Рис. 3. Тип стержня с магнитным сердечником:
При подборе сердечника необходимо учитывать размер «окна» для размещения обмоток сварочного аппарата, и площадь поперечного сечения сердечника (Ярма) S = A*B , см. 2.
Как показывает практика, не стоит выбирать минимальные значения S=25..35 см 2 , так как у сварочного аппарата не будет необходимого блока питания и получить качественную сварку будет сложно. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно быть s = 45..55 см 2 . Хотя сварочный аппарат будет несколько тяжелее, но работать будет надежно!
А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно быть s = 45..55 см 2 . Хотя сварочный аппарат будет несколько тяжелее, но работать будет надежно!
Следует отметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электрические характеристики 4 … в 5 раз выше, чем у стержня, а отсюда и мелкие электрогончары. Сделать сварочный аппарат с сердечником тороидального типа сложнее, чем с сердечником стержневого типа. В основном это связано с размещением обмоток на торе и сложностью самой обмотки. Однако при правильном подходе они дают хорошие результаты. Сердечники изготовлены из ленточного трансформаторного железа, свернутого в рулон в виде тора.
Рис. 4 Магнитопровод тороидального типа:
Для увеличения внутреннего диаметра тора («окон») изнутри часть стальной ленты наматывают и наматывают на внешнюю сторону сердечника (рис. 4). После перемотки Тора эффективное сечение магнитопровода уменьшается, поэтому он будет частично просушен тором с железом от другого автотрансформатора до сечения s, равного не менее 55 см 2 .
4). После перемотки Тора эффективное сечение магнитопровода уменьшается, поэтому он будет частично просушен тором с железом от другого автотрансформатора до сечения s, равного не менее 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их можно определить экспериментально с достаточной точностью.
1. 3. Выбор провода обмотки. Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклоленточной изоляции.Удовлетворительную термостойкость имеют также провода в резиновой или резиновой изоляции. Не рекомендуется применять для работы при повышенной температуре проводов в полихлорвиниловой (ПКВ) изоляции из-за возможного оплавления, течи из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов следует либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо не снимать вовсе, а намотать провод поверх изоляции.
При выборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2.Мощность вторичной обмотки можно рассчитать по формуле P 2 = i s * u sv . Если сварку вести электродом ДЭ = 4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 = 160*24 = 3,5…4 кВт , а мощность первичной обмотки с учетом потерь составит около 5 … 5,5 кВт . Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. . Следовательно, площадь поперечного сечения первичной обмотки S 1 должна быть не менее 5.0,6 мм 2.
На практике площадь поперечного сечения желательно брать несколько больше, 6…7 мм2. Для обмотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции . Площадь поперечного сечения провода обмотки в мм2 вычисляют по формуле: S = (3,14*d 2)/4 или s = 3,14*R 2 ; D — диаметр неизолированного медного провода, мм. При отсутствии провода нужного диаметра намотку можно вести двумя проводами подходящего сечения. При использовании алюминиевой проволоки ее сечение необходимо увеличить в 1,6…1,7 раза.
При использовании алюминиевой проволоки ее сечение необходимо увеличить в 1,6…1,7 раза.
Число витков первичной обмотки W1 определяют по формуле:
Вт 1 = (К 2 *S)/U 1 где
к. 2 — постоянный коэффициент;
С. — Площадь сечения ярмы в см 2
Упростить расчет можно применив для расчета специальный сварочный калькулятор
При W1 = 240 витки делают отводами от 165, 190 и 215 витков, т.е.е. каждые 25 оборотов. Больше сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что при уменьшении числа витков первичной обмотки снижается как мощность сварочного аппарата, так и U хх, что приводит к увеличению напряжения горения дуги и ухудшению качества сварки. Изменяя только количество витков первичной обмотки, перекрыть диапазон сварочных токов без ухудшения качества сварки. При этом необходимо обеспечить коммутацию витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать 65. ..70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Гибкий многожильный провод подходит и для намотки вторичной обмотки, например, сварочной, и трехфазного силового кабеля. Главное, чтобы усилие силовой обмотки было не меньше требуемого, а изоляция провода была термостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода.При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно прокатывают через медные наконечники под клеммные болты диаметром 8…10 мм (рис. 5).
Следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производиться по изолированной ярме и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем ватной изоляции (стеклоткани, электрокарты, баки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток прослушиваются, маркируются, скрепляются хлопчатобумажной оплеткой, а на выводы сетевой обмотки надеваются хлопчатобумажные кембрики.
- При некачественной изоляции проводов намотку можно производить двумя проводами, один из которых х/б шнур или х/б рыбный. После намотки одного слоя обмотку хлопчатобумажной нитью закрепляют клеем (или лаком) и только после его просушки следующие ряды.

Сетевая обмотка на стержневом магнитопроводе может располагаться двумя основными способами.Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка состоит из двух одинаковых обмоток W1, W2, расположенных по разные стороны сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток имеются отводы, попарно закрывающиеся ( рис. 6 А, Б )
Рис. 6. Способы намотки СА на сердечник стержневого типа:
Второй способ наматывания первичной (сетевой) обмотки представляет собой намотку проводов на одну сторону сердечника ( рис.6 В, г ). При этом сварочный аппарат имеет холодную характеристику, готовит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить наличие короткозамкнутых витков и правильность выбранного количества витков. Сварочный трансформатор включают в сеть через предохранитель (4…6 А) и при наличии амперметра переменного тока.Если предохранитель горит или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо переработать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что количество витков первичной обмотки занижено и необходимо использовать еще несколько витков. Хороший сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичная обмотка сварочного аппарата всегда наматывается с двух сторон сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 . При намотке вторичной обмотки по второму способу в начале стороны сердечника 60.. 65% от общего числа его витков намотано на стороне сердечника.
6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 . При намотке вторичной обмотки по второму способу в начале стороны сердечника 60.. 65% от общего числа его витков намотано на стороне сердечника.
Эта обмотка служит в основном для поджога дуги, и при сварке из-за резкого увеличения рассеяния магнитного потока напряжение на ней падает на 80…90%. Оставшееся количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывают поверх первичной. Являясь силовым, он поддерживает в необходимых пределах сварочное напряжение, а следовательно, и сварочный ток. Напряжение на нем падает в режиме сварки на 20…25 % относительно холостого хода.
Намотка обмотки сварочного аппарата на сердечник тороидального типа также может быть выполнена несколькими способами ( рис. 7. ).
Способы намотки обмоток сварочных машин на тороидальный сердечник.
Коммутационные обмотки в сварочных аппаратах легче выполнять с медными наконечниками и клеммами. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив провода или впаяв в них провода. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий питающий кабель, его сечение и т.) Переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, после чего переключатель можно установить в нейтральное положение.
Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив провода или впаяв в них провода. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий питающий кабель, его сечение и т.) Переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, после чего переключатель можно установить в нейтральное положение.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверить качество сварки электродами различного диаметра. Процесс настройки выглядит следующим образом. Для измерения сварочного тока и напряжения потребуются: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180 Ом… 200 А. Схема подключения измерительных приборов Показана на ( Рис. 8 )
Рис. 8 Схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения сварочного тока — I и сварочного напряжения УБ, которые должны находиться в необходимых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга нестабильна), то в этом случае коммутация первичной и вторичной обмоток устанавливается на требуемые значения, либо количество витков вторичной обмотки (без их увеличения) перераспределяются на увеличение числа витков, намотанных по сетевой обмотке.
Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга нестабильна), то в этом случае коммутация первичной и вторичной обмоток устанавливается на требуемые значения, либо количество витков вторичной обмотки (без их увеличения) перераспределяются на увеличение числа витков, намотанных по сетевой обмотке.
После сварки необходимо проверить качество сварки: глубину края и толщину слоя металла шва. Для этого кромки свариваемых изделий зачищают или подпиливают. По результатам измерений желательно составить таблицу. Анализируя полученные данные, подбирать оптимальные режимы сварки электродами различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электроды диаметром 2 мм можно разрезать, т.к. сварка 30… 25%.
Подключение сварочного аппарата к сети должно осуществляться проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода в зависимости от толщины свариваемого металла можно выбирать, исходя из следующего соотношения: ДЭ = (1. ..1,5)*В, где В — толщина свариваемого металла, мм . Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0.5…1,1) ДЭ. Сварку рекомендуется выполнять короткой дугой 2…3 мм, напряжение которой 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, увеличению потери на добровольце и напылении, для уменьшения глубины прорыва основного металла. Чем длиннее дуга, тем выше сварочное напряжение. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
..1,5)*В, где В — толщина свариваемого металла, мм . Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0.5…1,1) ДЭ. Сварку рекомендуется выполнять короткой дугой 2…3 мм, напряжение которой 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, увеличению потери на добровольце и напылении, для уменьшения глубины прорыва основного металла. Чем длиннее дуга, тем выше сварочное напряжение. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подключается к деталям, а минус (катод) — к электроду.Если необходимо, чтобы в детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. Он не только обеспечивает меньший нагрев свариваемой детали, но и ускоряет процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода крепятся к сварочному аппарату через медные наконечники для клеммных болтов с внешней стороны сварочного аппарата.Плохие контактные составы снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание.
При небольшой длине сварочных проволок (4..6 м) площадь их поперечного сечения должна быть не менее 25 мм 2 .
При проведении сварочных работ необходимо соблюдать правила пожарной безопасности, а при наладке устройства и электробезопасности — при проведении измерений электроприборов. Сварку следует вести в специальной маске с защитным стеклом марки С5 (для токов до 150… 160 а) и варежки. Все переключения в сварочном аппарате необходимо производить только после отключения сварочного аппарата от сети.
2. Портативный сварочный аппарат на базе «Латра».
2.1. Особенности дизайна. Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование магнитного трубопровода необычной формы, благодаря чему вес всего аппарата составляет всего 9 кг, а размеры 125×150 мм ( Рис.9 ).
Для трансформаторного магнитопровода применяют ленточное трансформаторное железо, свернутое в рулон в виде тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из W-образных пластин. Электрические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, и минимальными потерями.
2.2. Доработка «Латра».Для сердечника трансформатора можно использовать готовый Латр типа М2.
Примечание. Все решетки имеют номинал и напряжение: на входе 0-127-220, а на выходе 0-150-250. Бывают двух типов: большие и малые, и называются латр 1м и 2м. Какой из них не помню. Но, для сварки нужна большая латра с вскрытым железом или, если они рабочие, то наматываются вторичные обмотки и затем параллельно соединяются первичные обмотки, а вторичные последовательно. При этом необходимо учитывать совпадение направлений токов во вторичной обмотке. Потом получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае сначала снимают ограждение, арматуру и снимают с латра сгоревшую обмотку. Очищенный магнитопровод при необходимости можно перемотать (см. выше), изолировать электрокартон или два слоя лакетки и намотать обмотки трансформатора.Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки отрезок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм ( рис. тен )
Рис. десятка Обмотка обмотки сварочного аппарата:
| 1 — первичная обмотка; | 3 — отсек провода; |
| 2 — вторичная обмотка; | 4 — Юммо |
Обмоточные провода для удобства предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако можно для большего удобства изготовить простое устройство для намотки тороидальных силовых трансформаторов.
Однако можно для большего удобства изготовить простое устройство для намотки тороидальных силовых трансформаторов.
Намотать первичную обмотку, покрыть ее слоем изоляции, а после намотать вторичную обмотку трансформатора. Вторичная обмотка содержит 45 витков и намотана медным проводом в хлопчатобумажной или стекловидной изоляции. Внутри сердечника провод идет витком к витку, а снаружи — с небольшим зазором, который необходим для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80 … 185 А. Принципиальная схема сварочного аппарата показана на рис. 11.
Рис. 11 Автоматический выключатель Concept.
Работа несколько упростится, если успеете приобрести рабочий Латр на 9 А. Затем снимите ограждение, бегунок токоотвода и крепежную арматуру. Далее определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно изолируют и временно прижимают к магнитопроводу, чтобы не повредить их при намотке новой (вторичной) обмотки. Новая обмотка содержит те же витки и той же марки, и того же диаметра провода, что и в вышеописанном варианте. Трансформатор в этом случае выдает ток 70…150 А.
Новая обмотка содержит те же витки и той же марки, и того же диаметра провода, что и в вышеописанном варианте. Трансформатор в этом случае выдает ток 70…150 А.
Изготовленный трансформатор размещают на изолированной площадке в бывшем кожухе, предварительно забив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты корпуса сварочного аппарата на базе Latra.
Первоначальные выводы обмотки подключаются в сеть 220 к кабелю КВРП или ВРП, при этом в эту цепь необходимо поставить отключающий автомат АП-25.Каждый вывод вторичной обмотки соединен с гибким изолированным проводом ПрС. Свободный конец одной из этих проволок крепится к электрододержателю, а свободный конец другой — к привариваемой детали. Этот же конец провода должен быть заземлен для безопасности сварщика. Регулировка тока сварочного аппарата производится включением в цепь держателя электрода отрезков нихромовой или константановой проволоки D = 3 мм и длиной 5 м, свернутой «змейкой». «Змейка» крепится к листу асбеста.Все соединения проводов и балласта выполнены болтами М10. Двигая «змейкой» точку подключения провода, установите требуемый ток. Регулировка тока может производиться с помощью электродов различного диаметра. Для сварки в таком аппарате используются электроды типа Э-5Руония-13/55-2,0-dd1 dd = 1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо использовать щиток защитный волокнистый, снабженный светофильтром Е-1, Е-2. Обязательным является головной убор, комбинезон и рукавицы.Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом D = 3 мм: для трансформаторов на ток 80…185 А — 10 электродов, а на ток 70…150 А — 3 электрода. После использования указанного количества электродов аппарат отключают от сети не менее чем на 5 минут (а лучше около 20).
3. Сварочный аппарат от трехфазного трансформатора.
Сварочный аппарат при отсутствии «латра» может быть выполнен на базе трехфазного понижающего трансформатора 380/36 В, мощностью 1. .2 кВт, который предназначен для питания пониженным напряжением электроинструмента или освещения (рис. 13).
.2 кВт, который предназначен для питания пониженным напряжением электроинструмента или освещения (рис. 13).
Рис. тринадцать Общий вид сварочного аппарата и его ядра.
Есть даже экземпляр с одной выделенной обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и электродами диаметром до 4 мм, позволяет сваривать металл толщиной 1…20 мм.
3.1. Подробности.Клеммы для выводов вторичной обмотки можно выполнить из медной трубки Д 10 …12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Клеммная конструкция вторичной обмотки сварочного аппарата.
С одной стороны следует вскрыть в полученной плите просверлить отверстие D 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают ударами молотка. Для улучшения контакта на поверхности концевой трубки можно сделать насечки с сердечником. На панели, расположенной в верхней части трансформатора, заменить штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. Они присоединяются к выводам вторичной обмотки.
Новые винты и гайки желательно использовать медные. Они присоединяются к выводам вторичной обмотки.
Для выводов первичной обмотки изготавливаем дополнительную плату из листового текстолита толщиной 3мм ( рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате просверлить 10…11 отверстий d=6мм и вставить в них винты М6 с двумя гайками и шайбами.После этого плата закрепляется в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения первичной обмотки трансформатора на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указывается)
При питании устройства от сети 220 на две его крайние первичные обмотки подключаются параллельно, а средняя обмотка подключается к ним последовательно ( рис.16. ).
4.Держатель электродов.
4.1. Держатель электродов из трубы D¾». Наиболее простой является конструкция кондуктора из трубы D¾» и длиной 250 мм ( рис. 17 ).
17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее концов вырубают ножовочным шкивом на половину диаметра трубы ( рис.18. )
Рис. восемнадцать Чертеж корпуса держателя электродов из трубы D¾»
Отрезок стальной проволоки D = 6 мм приваривается к трубе по большому углублению.С противоположной стороны держателя сверлится отверстие d=8,2 мм, в которое вставляется винт М8. Винт присоединяется к клемме от кабеля, идущего к сварочному аппарату, зажимающему гайку. Поверх трубы с подходящим внутренним диаметром надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
4.2. Держатель электродов из стальных уголков.Удобный и простой по конструкции электрододержатель можно изготовить из двух стальных уголков 25х25х4 мм ( рис.19 )
Возьмите два таких уголка длиной около 270 мм и соедините их маленькими уголками и болтами с гайками М4. В итоге получается коробка сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси зажимов и электродов. Замок состоит из рычага и ключа, изготовленного из листа толщиной 4 мм. Этот элемент также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на фиксирующей оси его надевают на пружину, а рычаг соединяют с корпусом контактного провода.
В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси зажимов и электродов. Замок состоит из рычага и ключа, изготовленного из листа толщиной 4 мм. Этот элемент также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на фиксирующей оси его надевают на пружину, а рычаг соединяют с корпусом контактного провода.
Ручка полученного держателя покрыта изоляционным материалом, в качестве которого используется резиновая накладка шланга. Электрический кабель от сварочного аппарата крепится к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. Существуют такие способы регулирования тока в сварочных трансформаторах: шунтирование с помощью дросселей всех видов, изменение магнитного потока за счет подвижности обмоток или магнитное шунтирование, применение активных балластных накопителей и перехватов сопротивления. Все эти методы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Все эти методы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, путем изменения числа витков, например, подключением к разрядам, производимым при намотке вторичной обмотки трансформатора. Однако этот способ не позволяет регулировать ток в широких пределах, поэтому им обычно пользуются для регулировки тока.Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае через устройство управления проходят значительные токи, что является причиной увеличения его габаритов. Для вторичной цепи практически невозможно подобрать мощные штатные выключатели, которые бы поддерживали ток до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то окажется, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Напрашивается идея разместить регулятор сварочного тока в первичной обмотке трансформатора, применив для этой цели тиристоры. На рис. 20 показана схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот контроллер прост в управлении и не требует настройки.
Напрашивается идея разместить регулятор сварочного тока в первичной обмотке трансформатора, применив для этой цели тиристоры. На рис. 20 показана схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот контроллер прост в управлении и не требует настройки.
Контроль мощности происходит при периодическом отключении на фиксированный период первичной обмотки сварочного трансформатора на каждом полупроводнике тока.Среднее значение тока уменьшается. Основные элементы регулятора (тиристоры) включены в сборе и параллельно друг другу. Они поочередно открывают импульсы тока, формируемые транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрываются, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения пробоя транзистора, последний открывается, и через него протекает разрядный ток подключенного к нему конденсатора.Вслед за транзистором открывается соответствующий тиристор, который подключает нагрузку к сети.
Изменяя сопротивление резистора R7, можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению полного тока в первичной обмотке сварочного трансформатора Т1 . Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, входящие в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21. Принципиальная схема замены транзистора динистерным резистором, в цепи регулятора тока сварочного трансформатора.
аноды динтеров следует подключить к крайним выводам резистора R7, а катоды к резисторам R3 и R4. Если регулятор собран на динисторе, то лучше использовать приборы КН102А.
В качестве ВТ1, ВТ2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, но эти транзисторы при желании можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2 и постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не ниже 400 В.
Переменный резистор типа СП-2 и постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не ниже 400 В.
Все детали прибора с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1 … 1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, в том числе и радиаторы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока специальной настройки не требует, необходимо только убедиться в лавинообразном включении транзисторов или, при использовании динисторов, в их стабильном включении.
Описание других конструкций можно найти на http://irls.narod.ru/sv.htm, но сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html — много гостей, схемы как самодельные аппараты так и заводские
http://www.y-u-r.narod.ru/svark/svark.htm Тот же сайт Welding Enthusiast
При написании статьи часть материалов из книги Пестиковой В. М. «Бытовая электротехника и не только…»
М. «Бытовая электротехника и не только…» Всем добра пишите с на © 2005.
При сборке или ремонте оборудования или бытовой техники Довольно часто возникает необходимость сварки каких-либо элементов.Для соединения деталей потребуется использовать сварочный аппарат. Сегодня приобрести подобную конструкцию несложно, но следует знать, что можно изготовить и самодельные сварочные аппараты.
Аппараты сварочные постоянного и переменного тока. Последние используются для сварки на малых токах заготовки небольшой толщины. Сварочная дуга постоянного тока более стабильна, можно производить сварку на прямой и обратной полярности. В этом случае можно использовать электродную проволоку без покрытия или электродов.Для придания сопротивления горению дуги на малых токах рекомендуется делать завышенный ход сварочной обмотки.
Для выпрямления переменного тока используйте обычные свадебные выпрямители на больших полупроводниках с охлаждающими радиаторами. Для сглаживания пульсаций напряжения один из выводов необходимо подключить к держателю электрода через специальный дроссель, представляющий собой катушку из нескольких десятков витков шины сечением 35 мм. Такую шину можно заправить до любого сердечника, лучше всего использовать сердечник от магнитного пускателя.
Для сглаживания пульсаций напряжения один из выводов необходимо подключить к держателю электрода через специальный дроссель, представляющий собой катушку из нескольких десятков витков шины сечением 35 мм. Такую шину можно заправить до любого сердечника, лучше всего использовать сердечник от магнитного пускателя.
Для выпрямления и плавной регулировки сварочного тока следует применять более сложные схемы с применением в управлении больших тиристоров.
К преимуществам регуляторов постоянного тока относится их универсальность. Они имеют большой спектр конфигурации напряжения, в связи с чем такие элементы могут использоваться не только для плавной регулировки тока, но и для заряда батарей аккумуляторов, питания электрических элементов нагревательных и других цепей.
Сварочные аппараты переменного тока могут применяться для соединения заготовок электродами, диаметр которых более 1,6 мм. Толщина комбинированных заготовок может быть более 1,5 мм. В этом случае наблюдается высокий сварочный ток, а дуга устойчива к дефектам. Можно использовать электроды, предназначенные для сварки исключительно на переменном токе.
Можно использовать электроды, предназначенные для сварки исключительно на переменном токе.
Устойчивое горение дуги можно получить в том случае, если сварочный аппарат будет иметь падающую наружную характеристику, которая определяет соотношение между мощностью тока и напряжением в сварочной цепи.
Что следует учитывать при изготовлении сварочных аппаратов?
Для ступенчатого перекрытия спектра сварочных токов нужна коммутация как первичной обмотки, так и вторичной. Для плавной настройки тока в пределах выбранного спектра следует использовать механические свойства подвижных обмоток. Если убрать сварочную обмотку по отношению к сети, увеличатся потоки магнитной дисперсии. Следует понимать, что это может привести к снижению сварочного тока.В процессе изготовления самодельной конструкции для сварки не нужно стремиться к полному перекрытию спектра сварочных токов. Рекомендуется первым набрать 2-4 мм для работы с электродами. При необходимости работы на малых сварочных токах конструкцию можно снабдить отдельным устройством для правки с плавной регулировкой сварочного тока.
Самодельные конструкции должны удовлетворять ряду требований, основными из которых являются следующие:
- Сравнительная компактность и небольшой вес.Такие параметры можно уменьшить, уменьшив мощность конструкции.
- Достаточную продолжительность эксплуатации 220 В. Увеличить ее за счет применения стали с высокой магнитной проницаемостью термостойкой изоляции проводов для обмоток.
Подобные требования легко выполнить, если знать основы построения сварочных конструкций и придерживаться технологии их изготовления.
Вернуться в категорию
Как выбрать тип сердечника для выпускаемой конструкции?
В процессе изготовления таких конструкций используются стержневые магнитопровода, они более технологичны.Сердечник набирают из пластин электротехнической стали любой конфигурации, толщина материала должна быть 0,35-0,55 мм. Элементы понадобятся со шпильками, которые покрыты изоляционным материалом.
В процессе выбора ядра следует учитывать размеры «окна». Оформление элементов должно быть размещено в дизайне. Не рекомендуется использовать жилы сечением 25-35 мм, так как в этом случае изготовленная конструкция не будет иметь необходимого электроснабжения, вследствие чего качественную сварку произвести будет достаточно сложно.В этом случае также нельзя исключать перегрев устройства. Сердечник должен быть сечением 45-55 мм.
Оформление элементов должно быть размещено в дизайне. Не рекомендуется использовать жилы сечением 25-35 мм, так как в этом случае изготовленная конструкция не будет иметь необходимого электроснабжения, вследствие чего качественную сварку произвести будет достаточно сложно.В этом случае также нельзя исключать перегрев устройства. Сердечник должен быть сечением 45-55 мм.
В некоторых случаях изготавливаются сварные конструкции с тороидальными сердечниками. Эти устройства имеют более высокие электрические показатели и низкие электроснадобья. Делать такие устройства намного сложнее, так как обмотки нужно будет размещать на Торе. Следует знать, что намотку в этом случае выполнить достаточно сложно.
Сердечники изготовлены из ленточного трансформаторного железа, переходящего в рулон в виде тора.
Для увеличения внутреннего диаметра Тора, с внутренней стороны, необходимо очистить часть ленты от металла, после чего производится ее намотка на наружную сторону сердечника.
Вернуться в категорию
Как выбрать расчетную обмотку?
Для первичной обмотки рекомендуется использовать провод из меди, который покрыт изоляционным материалом из стекловолокна. Можно использовать провода, покрытые резиной. Не допускается использование шнуров, покрытых полихлорвиниловой изоляцией.
Большое количество отводов сетевой обмотки делать не рекомендуется. За счет уменьшения числа витков первичной обмотки мощность сварочного аппарата увеличится. Это приведет к увеличению напряжения горения дуги и ухудшению качества заготовок. Изменяя число витков первичной обмотки, перекрыть спектр сварочных токов без ухудшения сварочных свойств не получается. Для этого необходимо будет обеспечить коммутацию витков вторичной сварочной обмотки.
Вторичная обмотка должна содержать 67-70 витков шины сечением 35 мм. Можно использовать многожильный сетевой кабель или гибкий натяжной шнур. Теплоизоляционный материал обязательно должен быть термостойким и надежным.
Вернуться в категорию
Самодельный аппарат для сварки из автотрансформатора
Сварочный аппарат работает от сети 220 В. Конструкция имеет отличные электрические показатели. Благодаря использованию магнитного провода новой формы Вес устройства составляет около 9 кг при размерах 150х125 мм.Это достигается применением ленточного железа, переходящего в рулон в виде тора. В большинстве случаев используется стандартный пакет пластин Ш-образной формы. Электрические показатели конструкции трансформатора на магнитопроводе примерно в 5 раз выше, чем у аналогичных пластин. Электропотоки будут минимальными.
Элементы, которые понадобятся для того, чтобы сделать сварочный аппарат своими руками:
- магнитопровод; автотрансформатор
- ;
- электрокартон или лакоткань;
- провода;
- деревянная рейка; изоляционный материал
- ; трансформатор
- ; кабель
- ; корпус
- ; переключатель
- .

От компактного и в то же время достаточно надежного, дешевого и простого в изготовлении «сварщика» не откажется ни один мастер, домовладелец. Особенно, если он узнает, что в основе этого устройства лежит несложная модернизация 9-амперного (знакомого всем со школьных уроков физики) лабораторного автотрансформатора ЛАТР2 и самодельного тиристорного мини-регулятора с выпрямленным мостом. Они позволяют не только безопасно подключать к потребительской сети освещения переменного тока напряжением 220В, но и изменять УСВ на электроде, а значит, выбирать нужное значение сварочного тока.Режимы работы задаются с помощью потенциометра. Объединенные конденсаторы С2 и С3 образуют фазосдвигающие цепочки, каждая из которых, срабатывая в течение своего полупериода, открывает соответствующий тиристор на некоторый интервал времени. В результате первичная обмотка сварочного Т1 получается регулируемой 20-215 В. Преобразовывая во вторичной обмотке требуемый -УСВ позволяет легко зажигать дугу для сварки на переменном (клеммы х2, х3) или выпрямленный (х4,х5) ток. Рисунок 1.
Рисунок 1.
Самодельный сварочный аппарат на базе латера.Сварочный трансформатор на базе распространенного Латр2 (А), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и график напряжения, поясняющий работу транзисторного регулятора режим горения колебаний. Резисторы R2 и R3 шунтируют цепи управления тиристорами VS1 и VS2. КОНДЕНСАТОРЫ С1, С2 снижают до допустимого уровня радиопереговоры, сопровождающие дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую сеть, используется неоновая лампочка с токоограничивающим резистором R1.
Для подключения «сварщика» к квартирной электропроводке подойдет обычная вилка Х1. Но лучше использовать более мощное электричество, которое в быту называют «Евровалка-Евророзетка». А в качестве выключателя SB1 подойдет «пакет» HP25, рассчитанный на ток 25 А и позволяющий разблокировать сразу оба провода. Как показывает практика, на сварочном аппарате смысла нет, на сварочном аппарате нет. Вот и приходится сталкиваться с такими токами, если вы превысили защиту сети в квартире обязательно сработает.Для изготовления вторичной обмотки с цоколем латр2 удаляют ограждающий кожух, токоползун и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надежную изоляцию (например, из лакейной ткани), поверх которой укладывают вторичную (нижнюю) обмотку. А это 70 витков изолированной медной или алюминиевой шины диаметром 25 мм. Допустимо выполнение вторичной обмотки из нескольких параллельных проводов с одинаковым общим сечением.Намотку удобнее выполнять вдвоем. Пока один, стараясь не повредить изоляцию соседних витков, аккуратно натягивает и укладывает провод, другой придерживает свободный конец будущей обмотки, предохраняя его от скручивания. Модернизированный ЛАТР2 размещен в защитном металлическом кожухе с вентиляционными отверстиями, имеющими монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным переключателем SB1, тиристорным регулятором напряжения (с резистором R6), СПЭО HL1, включающим устройство к сети и выходные клеммы для сварки на переменном (Х2, х3) или постоянном (х4, х5) токе.
Вот и приходится сталкиваться с такими токами, если вы превысили защиту сети в квартире обязательно сработает.Для изготовления вторичной обмотки с цоколем латр2 удаляют ограждающий кожух, токоползун и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надежную изоляцию (например, из лакейной ткани), поверх которой укладывают вторичную (нижнюю) обмотку. А это 70 витков изолированной медной или алюминиевой шины диаметром 25 мм. Допустимо выполнение вторичной обмотки из нескольких параллельных проводов с одинаковым общим сечением.Намотку удобнее выполнять вдвоем. Пока один, стараясь не повредить изоляцию соседних витков, аккуратно натягивает и укладывает провод, другой придерживает свободный конец будущей обмотки, предохраняя его от скручивания. Модернизированный ЛАТР2 размещен в защитном металлическом кожухе с вентиляционными отверстиями, имеющими монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным переключателем SB1, тиристорным регулятором напряжения (с резистором R6), СПЭО HL1, включающим устройство к сети и выходные клеммы для сварки на переменном (Х2, х3) или постоянном (х4, х5) токе. При отсутствии основного латра2 его можно заменить самодельным «сварщиком» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичный ничем не отличается от того, что используется в модернизированном ЛАТР2. На выходе обмотки низкого напряжения установлен блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Кроме этих вентилей вполне допустимы более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).Силовые диоды и тиристоры устанавливаются на радиаторы теплоотвода, площадь каждого из которых не менее 25 см2. За пределы кожуха выведена ось подстроечного резистора R6. Под рукояткой разместили шкалу с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом — таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и диаметра сварочного электрода (0,8-1,5 мм).Конечно, допустимы самодельные электроды из углеродистой стали «рода» диаметром 0,5-1,2 мм.
При отсутствии основного латра2 его можно заменить самодельным «сварщиком» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичный ничем не отличается от того, что используется в модернизированном ЛАТР2. На выходе обмотки низкого напряжения установлен блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Кроме этих вентилей вполне допустимы более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).Силовые диоды и тиристоры устанавливаются на радиаторы теплоотвода, площадь каждого из которых не менее 25 см2. За пределы кожуха выведена ось подстроечного резистора R6. Под рукояткой разместили шкалу с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом — таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и диаметра сварочного электрода (0,8-1,5 мм).Конечно, допустимы самодельные электроды из углеродистой стали «рода» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставляя незащищенными 40-мм концы, необходимые для соединения со сварочным аппаратом. Покрытие тщательно просушивают, иначе оно начнет «стрелять» при сварке. Хотя для сварки можно использовать как переменный (клеммы х2, х3), так и постоянный (х4, х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого.Более того, полярность играет далеко не последнюю роль. В частности, при подаче «плюса» на «массу» (свариваемый объект) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Характеризуется выделением большего количества тепла, чем при обратной полярности, когда электрод подключен к плюсовому выводу выпрямителя, а «масса» к минусовому. Обратная полярность используется, если необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов.Почти вся выделяющаяся энергия идет на образование сварного шва, в связи с чем глубина его проплавления на 40-50 процентов больше, чем при токе того же значения, но прямой полярности.
Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставляя незащищенными 40-мм концы, необходимые для соединения со сварочным аппаратом. Покрытие тщательно просушивают, иначе оно начнет «стрелять» при сварке. Хотя для сварки можно использовать как переменный (клеммы х2, х3), так и постоянный (х4, х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого.Более того, полярность играет далеко не последнюю роль. В частности, при подаче «плюса» на «массу» (свариваемый объект) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Характеризуется выделением большего количества тепла, чем при обратной полярности, когда электрод подключен к плюсовому выводу выпрямителя, а «масса» к минусовому. Обратная полярность используется, если необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов.Почти вся выделяющаяся энергия идет на образование сварного шва, в связи с чем глубина его проплавления на 40-50 процентов больше, чем при токе того же значения, но прямой полярности. И еще несколько очень важных функций. Увеличение тока дуги при постоянной скорости сварки приводит к увеличению глубины провинции. Причем, если работа ведется на переменном токе, последний из этих параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности.Напряжение сварки влияет на глубину провинци. А вот ширина шва зависит от УСВ: с увеличением напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуговое) напряжение. Дуга должна поддерживаться минимально короткой, тогда электрод расходуется равномерно, а глубина регулирования свариваемого металла максимальна.Сам шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься мелом близлежащую поверхность (капли будут скатываться, не сталкиваясь с металлом).
И еще несколько очень важных функций. Увеличение тока дуги при постоянной скорости сварки приводит к увеличению глубины провинции. Причем, если работа ведется на переменном токе, последний из этих параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности.Напряжение сварки влияет на глубину провинци. А вот ширина шва зависит от УСВ: с увеличением напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуговое) напряжение. Дуга должна поддерживаться минимально короткой, тогда электрод расходуется равномерно, а глубина регулирования свариваемого металла максимальна.Сам шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься мелом близлежащую поверхность (капли будут скатываться, не сталкиваясь с металлом). Возбуждение дуги производится (предварительной подачей на электрод и «массой» соответствующих -нас) двумя способами. Суть первого в легком прикосновении электрода к свариваемой детали с последующим отклонением на 2-4 мм в сторону.Второй способ напоминает чирканье спичкой коробком: скользя электродом по свариваемой поверхности, он тут же удаляется на небольшое расстояние. В любом случае нужно поймать момент возникновения дуги и только потом, плавно перемещая электрод по шву сразу, поддерживать ее спокойное горение. В зависимости от вида и толщины свариваемого металла выбирают тот или иной электрод. Если есть, например, стандартная сортировка для листа СТ3, подойдет толщина 1 мм при диаметре 0.8-1 мм (в основном это просчитано конструкцией). Для сварочных работ на 2-мм стальной стали желательно иметь «сварщик» помощнее, а электрод потолще (2-3 мм). Для сварки украшений из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие металлы, используя защиту углекислым газом.
Возбуждение дуги производится (предварительной подачей на электрод и «массой» соответствующих -нас) двумя способами. Суть первого в легком прикосновении электрода к свариваемой детали с последующим отклонением на 2-4 мм в сторону.Второй способ напоминает чирканье спичкой коробком: скользя электродом по свариваемой поверхности, он тут же удаляется на небольшое расстояние. В любом случае нужно поймать момент возникновения дуги и только потом, плавно перемещая электрод по шву сразу, поддерживать ее спокойное горение. В зависимости от вида и толщины свариваемого металла выбирают тот или иной электрод. Если есть, например, стандартная сортировка для листа СТ3, подойдет толщина 1 мм при диаметре 0.8-1 мм (в основном это просчитано конструкцией). Для сварочных работ на 2-мм стальной стали желательно иметь «сварщик» помощнее, а электрод потолще (2-3 мм). Для сварки украшений из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклоненным вперед или назад. Но искушенные профессионалы утверждают: при сварке уголком вперед (между электродом и готовым швом острый угол) обеспечивается более полное обеспечение и меньшая ширина самого шва.Сварка одного и того же угла рекомендуется только для комбинации двадцаток, особенно когда приходится иметь дело с прокатом профиля (уголка, спирта и штробореза). Важная вещь — сварочный кабель. Для рассматриваемого аппарата подходит медная жила (общее сечение около 20 мм2) в резиновой изоляции. Количество составляет два одноразовых отрезка, каждый из которых должен быть снабжен тщательно обжатым и развальцованным концевым наконечником для подключения к «сварщику». Для непосредственной связи с «массой» используют мощный зажим типа «крокодил», а электрод представляет собой держатель, напоминающий трехрядку.Можно использовать автомобильный «прикуриватель». Также необходимо позаботиться о личной безопасности.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклоненным вперед или назад. Но искушенные профессионалы утверждают: при сварке уголком вперед (между электродом и готовым швом острый угол) обеспечивается более полное обеспечение и меньшая ширина самого шва.Сварка одного и того же угла рекомендуется только для комбинации двадцаток, особенно когда приходится иметь дело с прокатом профиля (уголка, спирта и штробореза). Важная вещь — сварочный кабель. Для рассматриваемого аппарата подходит медная жила (общее сечение около 20 мм2) в резиновой изоляции. Количество составляет два одноразовых отрезка, каждый из которых должен быть снабжен тщательно обжатым и развальцованным концевым наконечником для подключения к «сварщику». Для непосредственной связи с «массой» используют мощный зажим типа «крокодил», а электрод представляет собой держатель, напоминающий трехрядку.Можно использовать автомобильный «прикуриватель». Также необходимо позаботиться о личной безопасности. При электродуговой сварке старайтесь обезопасить себя от искр, а тем более — от брызг расплавленного металла. Рекомендуется носить водительскую одежду свободного кроя, защитные рукавицы и использовать маску, предохраняющую глаза от жесткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Конечно, нельзя забывать о «правилах техники безопасности при выполнении работ на электрооборудовании в сетях напряжением до 1 кВ».Электричество беспечности не прощает!
При электродуговой сварке старайтесь обезопасить себя от искр, а тем более — от брызг расплавленного металла. Рекомендуется носить водительскую одежду свободного кроя, защитные рукавицы и использовать маску, предохраняющую глаза от жесткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Конечно, нельзя забывать о «правилах техники безопасности при выполнении работ на электрооборудовании в сетях напряжением до 1 кВ».Электричество беспечности не прощает!
Самодельная схема сварочного аппарата собрана на базе девятиамперного лабораторного регулируемого автотрансформатора. Его конструкция заключается в возможности регулировки сварочного тока. Наличие в схеме этого сварочного аппарата диодного моста позволяет производить сварку постоянным током.
Режим работы сварочного аппарата задается переменным сопротивлением R5. Тиристоры VS1 и VS2 открываются только в свои полупериоды попеременно за счет фазового сдвига, на радиодеталях R5, С1 и С2.
Благодаря этому возможно изменение входного напряжения на первичной обмотке в диапазоне от 20 до 215 вольт. В результате преобразования на вторичной обмотке будет пониженное напряжение, позволяющее слегка зажечь сварочную дугу на контактах Х1 и Х2 при сварке переменным током и на контактах х3 и х4 при сварке на постоянном токе. Подключение сварочного аппарата к переменной сети осуществляется штатным штекером. В роли Тумблара SA1 можно применить спаренный автомат на 25а.
В результате преобразования на вторичной обмотке будет пониженное напряжение, позволяющее слегка зажечь сварочную дугу на контактах Х1 и Х2 при сварке переменным током и на контактах х3 и х4 при сварке на постоянном токе. Подключение сварочного аппарата к переменной сети осуществляется штатным штекером. В роли Тумблара SA1 можно применить спаренный автомат на 25а.
Для начала осторожно снимите с автотрансформатора защитный кожух, контакт электроподавления и открутите крепление. Далее на имеющуюся обмотку 250 вольт накрутить хорошую изоляцию, на которую намотать 70 витков вторичной обмотки медным проводом площадью сечения 20 мм 2 .
Если такого провода нет под рукой с намоткой из нескольких проводов меньшего сечения. Модернизированный автотрансформатор помещен в самодельный корпус с вентиляционными отверстиями.Туда же необходимо поместить схему регулятора, пакет, а также контакты под приварку постоянным и переменным током.
За неимением автотрансформатора его можно изготовить своими руками, намотав обе обмотки на сердечник из трансформаторной стали.
На выходе вторичной обмотки в соответствии со сварочным агрегатом подключен диодный мост, состоящий из мощных выпрямляющих диодов. На самодельные радиаторы необходимо установить диоды.
Для данной схемы сварочного аппарата желательно использовать медный многожильный провод в резиновой изоляции сечением не менее 20 мм 2 .
Сварочное оборудование своими руками
Основой этого устройства является легко модернизируемый 9-амперный лабораторный автомобиль Латра 2 и самодельный тиристорный минирегулятор с выпрямительным мостом. Они позволяют не только безопасно подключать к потребительской сети освещения переменного тока напряжением 220В, но и менять ущ на электроде, а значит, выбирать нужное значение сварочного тока.
Режимы работы задаются с помощью потенциометра.Объединенные конденсаторы С2 и С3 образуют фазосдвигающие цепочки, каждая из которых, срабатывая в течение своего полупериода, открывает соответствующий тиристор на некоторый интервал времени. В результате первичная обмотка сварочного Т1 получается регулируемой 20-215 В. Преобразовывая во вторичной обмотке необходимое -у св позволяет легко зажечь дугу для сварки на переменном (выводы х2, х3) или выпрямленный (х4, х5) ток.
В результате первичная обмотка сварочного Т1 получается регулируемой 20-215 В. Преобразовывая во вторичной обмотке необходимое -у св позволяет легко зажечь дугу для сварки на переменном (выводы х2, х3) или выпрямленный (х4, х5) ток.
Схема превращает латру в сварочный аппарат
Сварочный трансформатор на базе распространен Латр2 (А), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и график напряжения, поясняющий работу транзисторного регулятора режим горения колебаний.
Резисторы R2 и R3 шунтируют цепи управления тиристорами VS1 и VS2. КОНДЕНСАТОРЫ С1, С2 снижают до допустимого уровня радиопереговоры, сопровождающие дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую сеть, используется неоновая лампочка с токоограничивающим резистором R1.
Для подключения «сварщика» к квартирной электропроводке подойдет обычная вилка Х1. Но лучше использовать более мощное электричество, которое в быту называют «Евровалка-Евророзетка».А в качестве выключателя SB1 подойдет «пакет» HP25, рассчитанный на ток 25 А и позволяющий разблокировать сразу оба провода.
Но лучше использовать более мощное электричество, которое в быту называют «Евровалка-Евророзетка».А в качестве выключателя SB1 подойдет «пакет» HP25, рассчитанный на ток 25 А и позволяющий разблокировать сразу оба провода.
Как показывает практика, на сварочном аппарате смысла нет, на сварочном аппарате нет. Вот и приходится сталкиваться с такими токами, если вы превысили защиту сети в квартире обязательно сработает.
Для изготовления вторичной обмотки с цоколем латр2 снимают ограждающий кожух, токоползун и крепежную арматуру.Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надежную изоляцию (например, из лакейной ткани), поверх которой укладывают вторичную (нижнюю) обмотку. А это 70 витков изолированной медной или алюминиевой шины диаметром 25 мм 2 . Допустимо выполнение вторичной обмотки из нескольких параллельных проводов с одинаковым общим сечением.
Обмотку удобнее выполнять вдвоем. Пока один, стараясь не повредить изоляцию соседних витков, аккуратно натягивает и укладывает провод, другой придерживает свободный конец будущей обмотки, предохраняя его от скручивания.
Модернизированный ЛАТР2 размещен в защитном металлическом кожухе с вентиляционными отверстиями, имеющими монтажную плату из 10 мм гетинакса или стеклотекстолита с пакетным переключателем SB1, тиристорным регулятором напряжения (с резистором R6), HL1 SPEO включения устройство к сети и выходные клеммы для сварки на переменном (Х2, х3) или постоянном (х4, х5) токе.
При отсутствии основного латра2 его можно заменить самодельным «сварщиком» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см 2 ).Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичный ничем не отличается от того, что используется в модернизированном ЛАТР2.
На выходе обмотки НН установлен блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Кроме этих вентилей вполне допустимы более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливаются на радиаторы теплоотвода, площадь каждого из которых не менее 25 см 2 . За пределы кожуха выведена ось подстроечного резистора R6. Под рукояткой разместили шкалу с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
За пределы кожуха выведена ось подстроечного резистора R6. Под рукояткой разместили шкалу с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Конечно, допустимы самодельные электроды из углеродистой стали «рода» диаметром 0,5-1,2 мм.Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставляя незащищенными 40-мм концы, необходимые для соединения со сварочным аппаратом. Покрытие тщательно просушивают, иначе оно начнет «стрелять» при сварке.
Хотя для сварки можно использовать как переменный (клеммы х2, х3), так и постоянный (х4, х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Более того, полярность играет далеко не последнюю роль.В частности, при подаче «плюса» на «массу» (свариваемый объект) и, соответственно,
подключение электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Характеризуется выделением большего количества тепла, чем при обратной полярности, когда электрод подключен к плюсовому выводу выпрямителя, а «масса» к минусовому. Обратная полярность используется, если необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов. Почти вся выделяющаяся энергия идет на образование сварного шва, в связи с чем глубина его проплавления на 40-50 процентов больше, чем при токе того же значения, но прямой полярности.
Характеризуется выделением большего количества тепла, чем при обратной полярности, когда электрод подключен к плюсовому выводу выпрямителя, а «масса» к минусовому. Обратная полярность используется, если необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов. Почти вся выделяющаяся энергия идет на образование сварного шва, в связи с чем глубина его проплавления на 40-50 процентов больше, чем при токе того же значения, но прямой полярности.
И еще несколько очень важных функций. Увеличение тока дуги при постоянной скорости сварки приводит к увеличению глубины провинции. Причем, если работа ведется на переменном токе, последний из этих параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение сварки влияет на глубину провинци. А вот ширина шва зависит от U SVA: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжение.
Дуга должна поддерживаться минимально короткой, тогда электрод расходуется равномерно, а глубина регулирования свариваемого металла максимальна. Сам шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься мелом близлежащую поверхность (капли будут скатываться, не сталкиваясь с металлом).
Возбуждение дуги производится (предварительная подача на электрод и «масса» соответствующего -У СВ) двумя способами.Суть первого в легком прикосновении электрода к свариваемой детали с последующим отклонением на 2-4 мм в сторону. Второй способ напоминает чирканье спичкой коробком: скользя электродом по свариваемой поверхности, он тут же удаляется на небольшое расстояние. В любом случае нужно поймать момент возникновения дуги и только потом, плавно перемещая электрод по шву сразу, поддерживать ее спокойное горение.
В зависимости от вида и толщины свариваемого металла выбирают тот или иной электрод.Если есть, например, стандартная сортировка для листа СТ3, подойдет толщина 1 мм при диаметре 0,8-1 мм (в основном это просчитано конструкцией). Для сварочных работ на 2-мм стальной стали желательно иметь «сварщик» помощнее, а электрод потолще (2-3 мм).
Для сварки украшений из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклоненным вперед или назад. Но искушенные профессионалы утверждают: при сварке уголком вперед (между электродом и готовым швом острый угол) обеспечивается более полное обеспечение и меньшая ширина самого шва. Сварка одного и того же угла рекомендуется только для комбинации двадцаток, особенно когда приходится иметь дело с прокатом профиля (уголка, спирта и штробореза).
Важная вещь — сварочный кабель. Для рассматриваемого аппарата подходит медная жила (общее сечение около 20 мм 2 ) в резиновой изоляции. Количество составляет два одноразовых отрезка, каждый из которых должен быть снабжен тщательно обжатым и развальцованным концевым наконечником для подключения к «сварщику». Для непосредственной связи с «массой» используют мощный зажим типа «крокодил», а электрод представляет собой держатель, напоминающий трехрядку. Можно использовать автомобильный «прикуриватель».»
Также необходимо позаботиться о личной безопасности. При электродуговой сварке старайтесь обезопасить себя от искр, а тем более — от брызг расплавленного металла. Рекомендуется носить водительскую одежду свободного кроя, защитные рукавицы и использовать маску, предохраняющую глаза от жесткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Конечно, нельзя забывать о «правилах техники безопасности при выполнении работ на электрооборудовании в сетях напряжением до 1 кВ».Электричество беспечности не прощает!
М.Веворовский, Московская область
Модельер-конструктор 2000 №1
Обновлено: 14.