Что такое форсаж дуги на сварочном инверторе и для чего он нужен?
Проблема со стабильным горением дуги начинается у многих специалистов вне зависимости от их опыта, когда дело касается сварки тонкого металла. Корень проблемы кроется в том, что сам процесс приходится проводить на минимальных токах, чтобы не прожечь заготовки. Когда сила тока минимальна, то ее может быть недостаточно для того, чтобы создать стабильную сварочную дугу. Здесь нужно очень точно подбирать режимы, чтобы электрод не залипал при сильно низких показателях, а мощность дуги не прожигала дыры, при сильно высоких. Таким образом, ответ на вопрос, для чего нужен форсаж дуги, будет очень простым. Это стабилизация горения при сложных работах с тонкими материалами. Такая функция может пригодиться всем сварщикам, которые выполняют широкий диапазон работ. В особенности это полезно для новичков, которым сложнее справиться с тонкими работами.
При выборе нового сварочного аппарата некоторые не знают, для чего нужен форсаж дуги на инверторе, и не обращают на данный режим внимания. Это оказывается очень полезным дополнением к другим возможностям современных инверторов, выпускаемых как в крупных размерах с большой мощностью, так и в компактных домашних вариантах. Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.
Это оказывается очень полезным дополнением к другим возможностям современных инверторов, выпускаемых как в крупных размерах с большой мощностью, так и в компактных домашних вариантах. Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.
BAX дуги сварочного инвертора
Иными словами, если в обыкновенном режиме происходит сваривание при постоянных параметрах, пока сварщик сам не изменит их, то при включенном форсаже все может меняться. Если во время ведения дуги, при установленных 90 А, электрод только начинает залипать, то инвертор подает на 10 А больше и этого хватает для того, чтобы дуга продолжила горение. Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Для чего нужен форсаж сварочной дуги?
Использование данного режима необходимо для создания максимально простых условий получения соединения, чтобы обеспечить высокое качество шва. Аппараты с наличием этой функции можно уже отнести к профессиональным. Они обладают заметно более высокой стоимостью и подходят для широкого спектра работ. Если к проводимому соединению выдвигаются высокие стандарты качества, то его стоит сваривать именно при такой дополнительной функции. Даже новичок сможет справиться со сваркой тонких изделий без постоянного залипания, с которым сталкиваются даже опытные сварщики. Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Стоит сразу отметить, что это режим не для постоянного использования. Он преимущественно нужен при тонких работах, тем более что его настройки как раз на это и рассчитаны. Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Как пользоваться форсажем дуги?
Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Единицы измерения шкалы на аппаратах с регулируемой функцией могут быть различными. Зачастую это процентное соотношение или условные единицы. Это ни как не влияет на правильность выбора нужного значения в них, поэтому, стоит взять общий вариант шкалы в процентах.
Показания шкалы, % | Тип применяемых электродов |
10-30 | С рутиловым покрытием |
50 | С основным покрытием |
90-100 | С целлюлозным покрытием |
 youtube.com/embed/JsoDLgC3qPQ» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/JsoDLgC3qPQ» frameborder=»0″ allowfullscreen=»allowfullscreen»> Как проверить работает или нет форсаж дуги?
Данная функция не привносит каких-либо заметных изменений в сварочном процессе, во внешней его составляющей. Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет. Если присутствует шкала, на которой можно выставить требуемый режим, то узнать работает ли функция или нет, становится еще проще.
Регулировка форсажа дуги на инверторе
На данный способ оказывается верным только в том случае, если инвертор работает и все его функции полностью готовы к использованию. В случае же отказа узла, который обеспечивает форсаж, то даже при включенном индикаторе ничего выполняться не будет. Чтобы определить, задействована ли указанная функция на данный момент или нет, требуется определить это опытным путем. Если все установлено правильно и работает, то количество залипаний во время работы станет намного меньше. Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
В случае же отказа узла, который обеспечивает форсаж, то даже при включенном индикаторе ничего выполняться не будет. Чтобы определить, задействована ли указанная функция на данный момент или нет, требуется определить это опытным путем. Если все установлено правильно и работает, то количество залипаний во время работы станет намного меньше. Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
Форсаж дуги на инверторе что это такое (arc force на сварочном), горячий старт
Форсаж дуги очень полезная функция которой оснащаются современные инверторы. Из статьи Вы узнаете для чего нужна функция форсажа дуги, антиприлипания и горячего старта. Наши эксперты подобрали полезные тематические видео и подробно описали принципы настройки и работы с этими функциями.
Содержание
- Что такое форсаж дуги (Arc Force) на сварочном инверторе
- Для чего нужен
- Как настроить
- Как пользоваться
- Как проверить работает или нет
- Польза режима форсаж сварочной дуги
- Возможные проблемы
- Что такое горячий старт (hot start) и для чего он
- Что такое антиприлипание (anti stick)
Что такое форсаж дуги (Arc Force) на сварочном инверторе
Итак, инвертор – электронное устройство для преобразования входного напряжения, обычно переменного, в необходимое выходное напряжение. Причем с заданными параметрами: напряжением, силой тока, видом – переменный, постоянный.
Причем с заданными параметрами: напряжением, силой тока, видом – переменный, постоянный.
Кроме того инвертор обладает возможностью автоматизации этих параметров для режима сварки. Одним из них является форсаж дуги – автоматическое изменение тока сварки при работе.
При работе, особенно неопытных сварщиков, начальный ток устанавливается минимальным, чтобы не допустить прожога деталей. Но, это не дает возможности начать процесс сварки – зажечь дугу, поддерживать стабильность ее во время всего сварочного периода.
Для этого необходимо подбирать режим, следить за стабильностью дуги, чтобы исключить прилипание. Даже профессиональному, опытному сварщику бывает сложно одновременно все это делать, не говоря уже о новичке.
Работа Arc force заключается в автоматическом увеличении тока при начальном моменте – это режим розжига электрода и возвращении параметра к начальному, номинальному значению режима сварки.
Инвертор обеспечивает следующее:
- возрастание, мгновенное, силы тока при снижении ниже критического уровня, позволяет получить стабильную дугу;
- уменьшение тока, при мощной дуге, позволяет избежать прожогов;
- автоматическое поддержание силы тока обеспечивает стабильную работу.


Применяется автоматический форсаж, а также настраиваемый. Первый применяется обычно новичками. Второй, с большим количеством настроек – для профессионалов.
А вы знаете эти способы сварки металла ?
Для чего нужен
Этот режим служит для получения качественных сварных швов. Данный вид аппаратов применяется для выполнения сварочных работ различного назначения. Стоимость их выше, чем у обычных трансформаторных аппаратов.
При повышенных требованиях к свариваемым деталям желательно применять инвертор с форсажем дуги. Это позволит, выполнить работу безукоризненно даже новичком работая с тонкими деталями, к тому же без залипания, которое возможно даже у профессиональных сварщиков.
Хорошо себя зарекомендовала продукция фирмы Resanta (Ресанта) – марка компании S.I.A Resanta (Латвия) и HÜTER Elektrische Technik GmbH(Германия).
Это объединение выпускает качественную электротехническую продукцию, включая инверторы.
Официальное обозначение аппарата форсажа дуги выглядит так – Arcforce. По этой надписи можно убедиться, что перед вами необходимый сварочный агрегат.
Необходимо отметить, что режим форсажа необходимо использовать только в определенных случаях, а не постоянно. Для этого режима имеются определенные настройки, которые для этого рассчитаны.
Увеличение количества настроек позволяет использовать инвертор для большего количества вариантов сварки, различными электродами.
Но, все-таки используется он преимущественно при тонких работах, на которых
сварочные работы затруднительны или даже невыполнимы.
Как настроить
Инверторы с функцией форсаж дуги существую в нескольких видах: имеющих регулятор Arc force либо отсутствующим. Для профессиональной работы необходимы модели с регулировкой. Они являются универсальным оборудованием, которым пользоваться намного удобнее, чем без регулировки.
Для профессиональной работы необходимы модели с регулировкой. Они являются универсальным оборудованием, которым пользоваться намного удобнее, чем без регулировки.
Градуировочная шкала устройства выполнена в процентах, более редко – в относительных единицах. Необходимое значение определяется опытным путем.
Ручкой настройки на панели регулятора аппарата производим установку необходимого параметра. Толстый металл требует установки 100%, затем, после набора опытных данных производят корректировку.
Первоначально устанавливают форсаж на 50% и по результатам полученного сварного шва производят корректировке этого параметра. Оптимальное значение этого параметра определяется экспериментально.
Если электрод липнет, то необходимо добавить значение на шкале примерно на 30%. При прожигании – необходимо уменьшить величину тока форсажа.
Ручкой настройки в зависимости от применяемого электрода выбирается процент форсажа:
- принимаем и устанавливаем 10 – 30 % для рутиловых электродов;
- установка значения в 50% будет наилучшей для стандартного электрода;
- форсаж в 100% применяется для целлюлозного покрытия.

Для бытовой сферы имеются модели инверторов с фиксированным или автоматическим регулируемым режимом форсажа. На заводе изготовители часто выставляется параметр добавочного тока, на это значение он увеличивается при режиме форсажа. Эта величина составляет примерно 20 А.
При сварке средних, тонких деталей электродом в 2 мм этого будет достаточно. Учитывая, что сварочные аппараты, применяемые в бытовых условиях, питаются от обычных розеток, на значительные токи они не рассчитаны.
Полезная статья — Tig сварка это что такое
Как пользоваться
Применение режима arc force рекомендуется исключительно для тонких листов металла. Использование режима для работы с толстыми деталями становится менее эффективной.
Используя устройство, в котором отсутствует регулировка, начинать работу необходимо с включения определенного режима (arc force либо без него). Аппарат не всегда может поддерживать режим форсажа, особенно при сваривании деталей разной толщины и различными электродами.
Итак, при работе с аппаратом, имеющим режим форсаж дуги необходимо учитывать толщину свариваемых пластин, деталей, а также тип электродов при выставлении заданных параметров.
Перед началом работы необходимо протестировать электроды и детали, с которыми придется работать. При использовании определенного электрода необходимо выставить на регуляторе ток равный половине рабочего по инструкции.
Первоначально форсаж выключаем полностью. Начинаем процесс сварки. Дуга, должна гореть непрерывно, возможны единичные прерывания.
После этого оставив значение тока сварки в прежнем состоянии, устанавливаем форсаж на 50% по шкале аппарата. Проводим сварку по новому режиму.
Убеждаемся, что дуга горит не прерываясь, шов получается более качественным. И в третьем опыте устанавливаем форсаж на 100 %. Сварка получается практически такой же, как и при 50% форсаже.
Такое тестирование позволит выбрать оптимальные значения тока сварки и величину форсажа для применяемого электрода и толщины свариваемых пластин, деталей. После определения этих параметров переходим к настройке аппарата и к началу работы.
После определения этих параметров переходим к настройке аппарата и к началу работы.
Первое – включается сварочный аппарат в питающую сеть с необходимым напряжением. По загоревшимся индикаторам убеждаемся, что схема включена. Переходим к настройке выбранных параметров:
- значение тока сварки;
- величину форсажа.
Если агрегат снабжен функцией горячий старт, то необходимо установить процентное значение от номинального тока. Лучшее значение уточняется в рабочем процессе.
Это касается и функции антиприлипания (anti stick). При этом производится установка параметра необходимого для снижения тока в момент залипания.
При применении определенных электродов, которые повышают непрерывность горения дуги или в случаях сварки относительно толстых пластин, деталей металла этот режим можно отключить или просто установить форсаж на 0%.
После выставления всех необходимых параметров можно приступать непосредственно к сварке деталей. По мере получения новых опытных данных возможна корректировка некоторых параметров: тока сварки, величины форсажа.
Эти действия необходимы для получения желаемых результатов сварочного шва и исключения прожогов металла.
Полезная статья – Состав силумина
Как проверить работает или нет
При использовании arc force нет видимых изменений процесса сварки. Внешне процесс выглядит одинаково, по крайней мере, визуально не заметны отличия при работе с форсажем или без него. Но, как же определить работает эта функция или же нет?
Существует несколько способов проверке работы этого режима.
Одним из методов, наиболее простым, является проверка по индикации на самом инверторе. Если индикатор включен, то можно предположить, что этот режим также имеется при сварке.
Кроме того можно определить по положению переключателя режима, он будет указывать на включение или отключение форсажа. Также можно посмотреть по шкале, служащей для установки требуемого режима.
Способ применим только тогда, когда инвертор находится в работоспособном состоянии, все функции готовы к эксплуатации. При выходе из строя узла, отвечающего за форсаж этот способ не достоверен.
При выходе из строя узла, отвечающего за форсаж этот способ не достоверен.
Что же делать в таком случае?
Определить работу форсажа можно экспериментально, то есть опытным путем. Необходимо сравнить количество залипаний до включения этого режима и после.
Если количество залипаний уменьшилось, то режим выполняется и обеспечивает лучшее качество сварки. Для такой проверки обычно используют, какой-либо образец, для проведения экспериментов.
Разница будет заметной, в другом случае, разница не замечается, причина в неверно установленных параметрах или режим просто не работает.
Нет
20%
Проголосовало: 5
Польза режима форсаж сварочной дуги
Этот режим позволяет решить следующие задачи. Первая – облегчить начало работы с электродом, так называемый розжиг. Это достигается подачей тока достаточного для зажигания дуги. Следующая – качественная сварка тонких деталей, она обеспечивается на заранее установленных параметрах.
Возможность погасания дуги исключается подачей компенсирующего тока, который поддерживает дугу в оптимальном режиме горения.
Также сваривая листы, детали тонкого металла, работы производятся на заранее установленных параметрах. В случае возможного затухания дуги, подается автоматически компенсирующий ток, который поддерживает дугу в заданном режиме горения.
Таким образом, arc force позволяет:
- обеспечить плавную сварку;
- формировать ровный шов;
- получать шов без особых наплывов, исключить прожоги.
В итоге ускоряются и упрощаются работы по сварке. Режим форсажа позволяет стабилизировать дугу при различном токе. То есть происходит автоматическая подгонка силы тока непосредственно под реальные условия работы сварщика.
Режим незаменим для новичков-сварщиков. Для них сложно следить за процессами сварки при одновременном управлении ими.
Полезная статья – Стыковая сварка труб
Возможные проблемы
На качество сварочного шва, скорость его наложения влияют различные факторы и в первую очередь квалификация сварщика. Он должен обладать умением сохранять расстояние от электрода до металла постоянным.
Он должен обладать умением сохранять расстояние от электрода до металла постоянным.
Чем больше зазор между электродом и деталью, тем выше напряжение на дуге, что вызывает трудность формирования металла в сварочной ванне при наложении шва. Уменьшение зазора между изделием и рабочим электродом требует более точной работы по подаче электрода, ведение всего процесс сварки.
Расстояние, зазор примерно в 4 мм принят оптимальным. Профессиональные сварщики без труда выдерживают этот зазор, по мере выработки рабочего электрода. Однако работая с металлом (0,7-1,3 мм), принятый зазор оказывается чрезвычайно большим.
Это вызвано тем, что в этом случае приходится уменьшать ток и для поддержания нормального горения дуги необходимо подводить электрод более близко к изделию. При этом возникают сложности:
- увеличение частоты залипания;
- возможное нарушение обмазки;
- значительное замедление работы вследствие повторных розжигов;
- увеличение количества не проваров.

Повышения сварочного тока приведет к более редкому прилипанию электрода, но повышается вероятность прожогов, а также наплывов на обратной стороне свариваемых деталей. Для устранения этих недостатков и применяется аппарат с функцией форсаж дуги.
Но применение этого режима имеет и свои ограничения и области, где применение его не оправдано. К небольшим недостаткам относится необходимость перестройки параметров при работе разными электродами и разными по толщине деталями.
Кроме того если рабочий не достаточно обучен сварочному делу (поджиганию дуги, умению выполнить сварочный шов и вообще оперативной работе) то дополнительные параметры не помогут вам производить работы высокого качества.
Также этот способ желательно применять на листах относительно тонких, на толстых листах, деталях действие функций не так ярко проявляются.
Что такое горячий старт (hot start) и для чего он
Hot start – операция по дополнительному увеличению тока зажигания дуги. Для чего это делается? Hot start улучшает розжиг электродов, улучшает сварку загрязнённых деталей, компенсирует колебания напряжения питания.
Для чего это делается? Hot start улучшает розжиг электродов, улучшает сварку загрязнённых деталей, компенсирует колебания напряжения питания.
Реализация этого режима осуществляется следующим образом. Например, на аппарате установлен ток в 150 А, при касании электрода, реализация этой функции позволяет кратковременно инвертору увеличить ток на заданную величину.
Параметр увеличения может отличаться и изменяется в пределах 5-100% номинального тока. Ряд инверторов имеют фиксированное значение тока hot start, но имеются аппараты, где этот параметр плавно регулируется от 0 до 100%. Когда сваривают тонкие листы металла, при фиксированном горячем старте, возможно, его отключение, с целью избежания прожогов.
Горячий старт подключают в следующих случаях:
- свариваемые детали имеют загрязнения;
- использование не подходящих, бракованных электродов;
- заниженного выходного напряжения.
Аппараты с функцией горячий старт выпускаются двух разновидностей – с регулируемой величиной, либо с постоянным значением.
Полезная статья — Уроки сварки для начинающих
Что такое антиприлипание (anti stick)
Основное назначение антиприлипания – это сохранение электродов, лёгкость отрыва в случаи залипания к свариваемой детали. Не менее важное свойство функции – сохранение электросварочного аппарата при КЗ.
Что наблюдается при залипании без anti stick? Получается КЗ, ток увеличивается до максимального значения, которое может выдать аппарат. Электрод разогревается, разрушается покрытие и, кроме того, его трудно оторвать от металла.
С устройством антиприлипания (anti stick) наблюдается такой процесс. В первоначальный момент ток возрастает до максимальной величины, но затем срабатывает защита (anti stick), имеющая две модификации.
В первом случае подаваемый ток отключается полностью, становится равным нулю. Для другой модификации – ток уменьшается до безопасной величины, которая не позволяет разогреваться электроду. Это позволяет без труда оторвать залипший электрод. Устройство, возвращается к установленным параметрам, сварочные работы продолжаются.
Устройство, возвращается к установленным параметрам, сварочные работы продолжаются.
Аналогично это устройство работает при случайном или случившемся в процессе КЗ. Оно отключает питание или уменьшает ток потребления до безопасной величины, тем самым сохраняет наше устройство.
Сварочный агрегат, снабженный Arc force – прекрасный выбор для сварщиков, как начинающих, так и профессионалов. Он позволяет получать ровные швы, легко устраняются залипания и основное – дуга постояна и равномерна при любых режимах сварки, для разных электродов и разной толщины свариваемых металлов.
Задавайте свои вопросы в комментариях и наши эксперты Вам помогут !
Для чего нужен форсаж дуги на инверторе
Иногда при проведении сварочного процесса, особенно если его производит малоопытный сварщик, происходит «прилипание» электрода к изделию. Так как происходит случайное отделение от него капли металла. В результате чего резко сокращается длина рабочей дуги, провоцирующее прерывание процесса сварки. Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Что это такое – форсаж дуги
Когда капля металла случайно отделится от электрода, вызывая его «прилипание» к свариваемому изделию, сварочный агрегат на очень короткий отрезок времени автоматически увеличивает величину рабочего тока. Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Такая автоматическая регулировка «форсирования рабочей дуги» предоставляет возможность изменять один из ее параметров – «жесткость». В результате устанавливается более «мягкая» дуга, обеспечивающая минимальное разбрызгивание во время мелкокапельного переноса.
Другой вариант форсирование рабочего режима – обеспечивается проплавление шва свариваемого стыка на большую глубину.
Особенности процесса «форсажа»
Если во время сварочного процесса по какой-то причине рабочая дуга полностью гаснет либо «рвется», то сварочный аппарат автоматически увеличивает сварочный ток. Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Эта функция чем-то напоминает «горячий старт». Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
В большинстве сварочных аппаратов, особенно отечественного производства, включение функции «форсаж» обеспечивается в автоматическом режиме.
Применение режима «Arc force»
Наибольшую пользу этой функции ощущают сварщики во время жесткого соединения труб с использованием электродов с основным технологическим покрытием. В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
А если наступает момент накладывания потолочного шва, то в этом положении часто начинается «залипание» электрода. И успешно продолжить сварочный процесс эффективно помогает режим «форсаж».
Практика для мастеров-любителей. Блог Михаила Щербакова.
Форсаж сварочной дуги. Что это такое и как его использовать
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Возможные проблемы без этого режима
Качество шва и скорость его наложения зависят от способности сварщика сохранять постоянное расстояние между концом электрода и линией соединения. Чем выше дуга, тем большее рассеивание получает напряжение, и раскаленный металл труднее формировать в сварочной ванне для создания шва. Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Оптимальным расстоянием считается 3-5 мм. У опытных сварщиков рука автоматически «чувствует» этот зазор и поддерживает его по мере сгорания электрода. Но на тонком металле (0,8 — 1,2 мм) этого расстояния может оказаться недостаточно. При сварке пластин малой толщины приходится значительно снижать силу тока. Чтобы поддерживать горение дуги, конец электрода приходится вплотную подводить к изделию. Это вызывает следующие проблемы:
- прилипание электрода;
- нарушение обмазки при неудачном отрыве;
- замедление скорости из-за повторных розжигов;
- непровары.
Если увеличить силу сварочного тока, то электрод будет прилипать реже, но появятся прожоги и сильные наплывы металла с обратной стороны поверхности. Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Польза режима «форсаж сварочной дуги»
Использование функции «Arcforce» в инверторе решает две проблемы. Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-вторых, при ведении шва на тонком металле, аппарат обеспечивает сварку на выставленных настройках, но в случае угрозы затухания дуги, автоматически подает компенсирующий ток, возобновляющий горение. Даже, если пытаться намеренно вызвать залипание — этого не получится.
В результате, функция позволяет:
- варить плавно;
- точно формировать шов;
- без чрезмерных наплывов и прожогов;
- на минимальном токе;
- без залипания электрода.
Этот режим очень полезен сварщикам-новичкам, которые только учатся видеть сварочную ванну и различать металл и шлак в расплавленном виде, и забывают при этом следить за расстоянием между изделием и укорачивающимся электродом.
Настройки сварочного аппарата
Настройка функции производится поворотным регулятором на передней панели инвертора. Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Когда появится некоторый опыт и уверенность, можно переходить к сварке тонких материалов, а настройку выставлять по ситуации: если липнет — добавить по шкале форсаж, если прожигает — убавить. Зависит показатель настройки и от выбора расходных материалов. Рутиловые электроды требуют всего 30% положения регулятора, а целлюлозные хорошо функционируют на максимальном.
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.
По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.
Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.

Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%. ;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
 ;
;Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Регулятор силы дуги — Ручная дуговая сварка — ММA
#1 Isperyanc
Отправлено 12 April 2013 20:04
Я не могу при сварке почувствовать отличия в дуге при разных положениях регулятора силы дуги. Пробую варить при положении регулятора в 0%, потом в 100% и ничего не понимаю. У меня Блувелд 260, ранее пробовал на Элитече АИС 200В с тем же результатом. Подскажите, если кто просёк, на что обратить внимание — что меняется?
- Наверх
- Вставить ник
#2 G_Kar
Отправлено 12 April 2013 20:28
Попробуйте укорачивать и удлинять дугу, должны почувствовать разницу.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#3 Isperyanc
Отправлено 12 April 2013 20:29
Я пробовал, не заметил.
- Наверх
- Вставить ник
#4 LamoBOT
Отправлено 13 April 2013 05:07
хотстарт — это ж вроде «наброс» тока при зажигании электрода? а вообще дело в кривом переводе инструкции. «холодное состояние», блин.
ну со вторым выделенным текстом-то понятно — это переключатель режимов тиг-мма.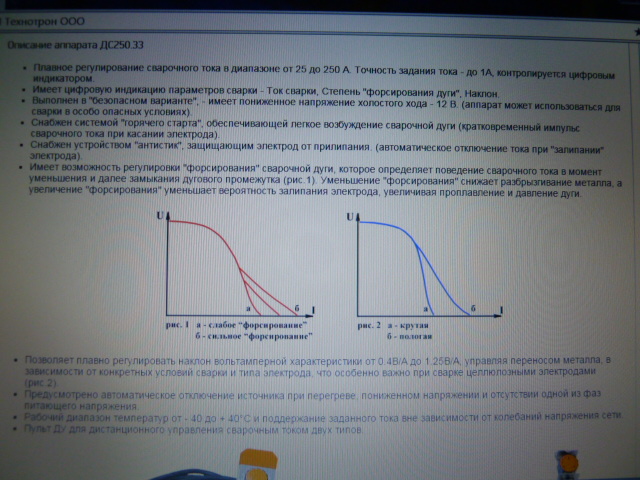
книги по сварке: http://rutracker.org…c.php?t=2616333
- Наверх
- Вставить ник
#5 LamoBOT
Отправлено 13 April 2013 06:14
туплю, «сила дуги» — это аркфорс, наверное — при укорочении дуги увеличивается ток, чтоб электрод не залип.
книги по сварке: http://rutracker.org…c.php?t=2616333
- Наверх
- Вставить ник
#6 svarnjuk
Отправлено
Isperyanc, а там особо и замечать нечего. Регулятор силы дуги (форсаж, ВАХ и тд) визуально, практически, ничего не меняет, разве что на тонком металле, при неотрывном ведении электродом, раньше наступает момент перегрева св.ванны и увеличение её в размерах, с последующим прожигом.
Регулятор силы дуги (форсаж, ВАХ и тд) визуально, практически, ничего не меняет, разве что на тонком металле, при неотрывном ведении электродом, раньше наступает момент перегрева св.ванны и увеличение её в размерах, с последующим прожигом.
Потренируйтесь на безотрывном вертикале, там сразу становится ясно.
При условии, что регулятор работает штатно.
- Наверх
- Вставить ник
#7 Isperyanc
Отправлено 13 April 2013 10:28
хотстарт — это ж вроде «наброс» тока при зажигании электрода?
Полагаю речь ведут о сварке в отрыв. Я всё едино, разницы в процессе не заметил, при поджигании прогретого электрода в противоположных положениях регулятора силы дуги.
- Наверх
- Вставить ник
#8 Isperyanc
Отправлено 13 April 2013 10:31
туплю, «сила дуги» — это аркфорс, наверное — при укорочении дуги увеличивается ток, чтоб электрод не залип.
При падающей ВАХ так и будет.
- Наверх
- Вставить ник
#9 Isperyanc
Отправлено 13 April 2013 10:32
svarnjuk, я написал в Евротек и итальянцам.
- Наверх
- Вставить ник
#10 дмитров
Отправлено 13 April 2013 10:47
ну перевод кривой ,а вообще этот регулятор добавляет ток в момент поджига и действует только в положении ММА,то есть правый тумблерок вверх
- Наверх
- Вставить ник
#11 svinnush
Отправлено 15 April 2013 08:31
Перевод реально кривой. Это настройка форсирования дуги (arcforce), т.е. увеличение сварочного тока в момент замыкания дугового промежутка каплей. Реально используется при сварке на вертикали и в потолочном положении. Уменьшает возможность примерзания электрода. Меньше форсирование — меньше брызг, больше — соответственно дуга становится более «жесткой», разбрызгивание увеличивается, но увеличивается глубина проплавления. Есесьно, относится к ММА, т.е. тумблер вверх.
Реально используется при сварке на вертикали и в потолочном положении. Уменьшает возможность примерзания электрода. Меньше форсирование — меньше брызг, больше — соответственно дуга становится более «жесткой», разбрызгивание увеличивается, но увеличивается глубина проплавления. Есесьно, относится к ММА, т.е. тумблер вверх.
- Наверх
- Вставить ник
#12 svarnjuk
Отправлено 15 April 2013 11:11
svarnjuk, я написал в Евротек и итальянцам.
Не совсем понимаю, о чём речь ?
- Наверх
- Вставить ник
#13 saper24
Отправлено 15 April 2013 16:00
Лично я на свароге варил автожестянку в отрыв рутиловой двоечкой, на 27 амперах (по показаниям экрана) и с максимально выставленным форсажем. Электрод зажигался хорошо и не прилипал. Без форсажа прилипал и короткими прихватками на таком токе варить не получалось. Это из личного опыта. Из тырнета знаю что при максимальном введении конца электрода в ванну, форсаж помогает электроду не прилипать к металлу. Насколько это правда не знаю. Не пробовал. Хочу электроды по алюминию попробовать на аппарате с форсажем. Интерестно будет разница при поджиге?
Электрод зажигался хорошо и не прилипал. Без форсажа прилипал и короткими прихватками на таком токе варить не получалось. Это из личного опыта. Из тырнета знаю что при максимальном введении конца электрода в ванну, форсаж помогает электроду не прилипать к металлу. Насколько это правда не знаю. Не пробовал. Хочу электроды по алюминию попробовать на аппарате с форсажем. Интерестно будет разница при поджиге?
- Наверх
- Вставить ник
#14 Isperyanc
Отправлено 15 April 2013 18:10
Не совсем понимаю, о чём речь ?
об этом:
http://websvarka.ru/…topic=2456&st=0
http://telwin.su/
http://www. telwin.ru/
telwin.ru/
SUPERIOR 260 CE 400V kод 815503 это тот же самый аппарат что и http://blueweld.ru/c…719/item_48659/ производитель обоих компания TELWIN
Им ли не знать.
- Наверх
- Вставить ник
#15 Isperyanc
Отправлено 23 June 2013 19:26
Пока никто не ответил — ни итальянцы ни Евротек. Инвертор по случаю накрылся — затрещал и испускал искры. До этого чуть чуть варил тройкой, а случилось это на холостом ходу. Попрошу по случаю сервис проверить работу этого регулятора дуги. Вообще регулировки горячего старта при пользовании не выявилось (за зиму сильно отвыкаю от сварки, к осени более менее привыкаю — надеялся летом раскушать работу этого регулятора — в разных положениях звук дуги точно разный — наверное это изменение ВАХ под тип электродов). Вот на 228 Блу Велде горячий старт есть точно. Надеюсь разобраться таки с этим регулятором.
Вот на 228 Блу Велде горячий старт есть точно. Надеюсь разобраться таки с этим регулятором.
- Наверх
- Вставить ник
#16 Менгон
Отправлено 24 June 2013 01:35
Пока никто не ответил — ни итальянцы ни Евротек.
Отвечаю за обеих: Если упрощённо, тумблер вверх — для основных, вниз- для рутила. Я на своём чётко различаю разницу, при отключённом форсаже УОНИ липнут и очень плохо горят, рутил напротив — горит ровно и стабильно. Включишь, начинают отлично гореть УОНИ, а для рутиловых первоначальная вспышка изшлишняя, кроме того заваривая большой зазор или дырки в отрыв, при удлинении дуги аппарат старается «фыркнуть» усиленной порцией форсажа, что приводит большему прожигу. Хотя, я когда варил потолком профильную трубу стенка 2, зазор 3, УОНИ13/45 ЛЭЗ тоже форсаж отключил-трудно было заварить зазор из-за усиленных вспышек.
Хотя, я когда варил потолком профильную трубу стенка 2, зазор 3, УОНИ13/45 ЛЭЗ тоже форсаж отключил-трудно было заварить зазор из-за усиленных вспышек.
- Наверх
- Вставить ник
#17 Isperyanc
Отправлено 24 June 2013 04:17
Я на своём чётко различаю разницу
А он у вас как называется?
а для рутиловых первоначальная вспышка изшлишняя, кроме того заваривая большой зазор или дырки в отрыв, при удлинении дуги аппарат старается «фыркнуть» усиленной порцией форсажа
У меня на 228 Блу Велде переключатель на три положения,
включенный форсаж на среднем, так вот если пауза между сваркой в отрыв совсем короткая, то форсаж не успевает включиться и этим свойством вполне успешно можно пользоваться при сварке тонких листов (пользуюсь для 1,5 мм в угол с внутренней части).
- Наверх
- Вставить ник
#18 Isperyanc
Отправлено 24 June 2013 04:21
Я всё едино, разницы в процессе не заметил, при поджигании прогретого электрода в противоположных положениях регулятора силы дуги.
там сразу становится ясно. При условии, что регулятор работает штатно.
- Наверх
- Вставить ник
#19 Менгон
Отправлено 24 June 2013 04:42
«А он у вас как называется?» — 210PRO называется.
вполне успешно можно пользоваться при сварке тонких листов (пользуюсь для 1,5 мм в угол с внутренней части).
— тавровый ещё куда не шло а вот встык с зазорчиком будет не очень,- лучше отключить(на рутиле).
Я всё едино, разницы в процессе не заметил, при поджигании прогретого электрода в противоположных положениях регулятора силы дуги.
Если есть УОНИ- попробуйте, сравните с МР-ками, разница сразу ощущается.
- Наверх
- Вставить ник
#20 Isperyanc
Отправлено 24 June 2013 05:30
Аппарат 260 уехал в сервис, теперь попробовать смогу не раньше чем он вернётся. Может там и регулятор посмотрят. УОНИ нет, а те что раньше были, клали шов порами — я их выкинул (6 пачек тройки).
Может там и регулятор посмотрят. УОНИ нет, а те что раньше были, клали шов порами — я их выкинул (6 пачек тройки).
- Наверх
- Вставить ник
Напряжение холостого хода, arc force, форсаж дуги. — Ручная дуговая сварка — ММA
#1 psi
Отправлено 16 May 2017 19:44
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=)
так же скажу что форсаж дуги или arcforce — это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите)
проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты.
вопрос с к админам можно будет изменять первый пост? так как все дописывать буду.
начну с маркировок электродов
ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР
Е 431(3) -РЦ13
ISO: E433R11 международный
EN: E38AR12 европа (великобритания)
AWS: E6013 американский (популярный щас)
DIN: E380RC11 немецкий стандарт
а это так поржать, посмотрите как они марку «мр3с» расшифровывают и другие электроды
во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5
так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=)
в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока.
комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока.
смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + — 5 вольт
дальше больше. хх должен быть не меньше 50 вольт
для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=)
теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые.
пример 1
у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю.
но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю.
пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве… можно добавить ампераж, но тогда чешуя шва будет грубее.
пример 3
у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги.
пример 4
у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс.
кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва…. но это химия и про нее я мало что нашел=)
толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва…. но это химия и про нее я мало что нашел=)
плюсы минусы переменки постоянки
переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях
постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей.
но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=)
пример 5
у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу
если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть «мр3» «уони» и т. д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут
д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут
пример 6
всеми известные МР3 они есть МР3С, МР3Р покрытие меняется.
пример 7
уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства)
пример 8
чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) — Б 20
так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр
так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс
чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать
спрашивайте=) мне так проще с ориентироватся будет про что написать
Сообщение отредактировал psi: 16 May 2017 19:41
- Наверх
- Вставить ник
#2 serga01net
Отправлено 16 May 2017 19:46
psi, это понятно. А к чему ты написал про аппараты Lincoln Electric? (Что они имеют регулировку Uхх?). И что означают «примеры»?
- Наверх
- Вставить ник
#3 psi
Отправлено 16 May 2017 19:55
А к чему ты написал про аппараты Lincoln Electric
это сварочный агрегат, дает переменный ток. и для корректной сварочной дуги (чтоб не жестко не мягко) есть крутилка регулировки холостого хода которая выставляется в диапазоне указаном на электродах. для мр3с это 50 вольт +-5. т.е. поставив 90 ванну будет трясти дугой и она будет через чур жидкотякучей и много брызг.
и для корректной сварочной дуги (чтоб не жестко не мягко) есть крутилка регулировки холостого хода которая выставляется в диапазоне указаном на электродах. для мр3с это 50 вольт +-5. т.е. поставив 90 ванну будет трясти дугой и она будет через чур жидкотякучей и много брызг.
И что означают «примеры»?
для более простого понимания
кстати если кто не согласен, тоже пишите в споре рождается истина=)
- Наверх
- Вставить ник
#4 serga01net
Отправлено 16 May 2017 20:00
Показанные тобой аппараты дают для сварки только ПОСТОЯННЫЙ ток. Переменка идет для потребителей. 120 или 240 В, общая мощща для них — 3000 Вт.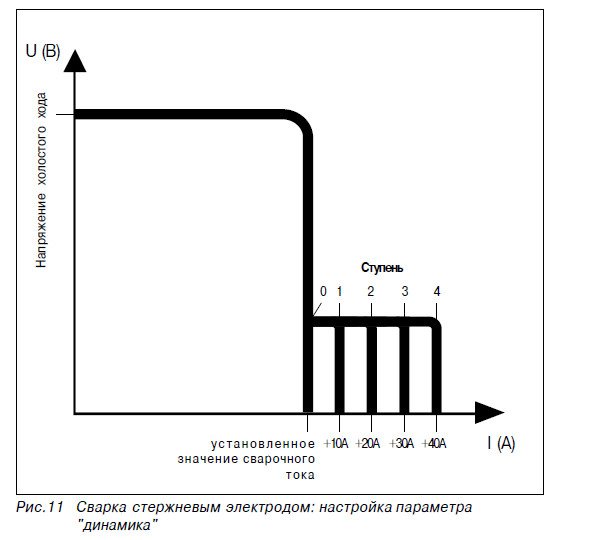
Мануал к показанным тобой амерским аппаратам советует повышать Uхх при сварке в нижнем положении (обеспечивается «мягкая» устойчивая дуга) и понижать ее при сварке вертикалов и потолка (получается прогревающая дуга). Но там не буквально повышаются вольты, а какая-то хитрая манипуляция грубым диапазоном (левая ручка) и тонкой настройкой тока и Uхх (правая ручка). Для мягкой дуги ставят левую ручку на минимально допустимый диапазон, а правую (тонкое управление током и OCV) — на максимум выкручивают.
- Наверх
- Вставить ник
#5 psi
Отправлено 16 May 2017 20:31
Показанные тобой аппараты дают для сварки только ПОСТОЯННЫЙ ток.
да есть такое надо старый найти, этот просто заделан визуально под старый.
Мануал к показанным тобой амерским аппаратам советует повышать Uхх при сварке в нижнем положении
возможно Uxx обратно обратно пропорционально жесткости дуги как на инверторе -10 + 10. хотя по логике должно быть прямо пропорционально. если так судить у них и ток добавляется против часовой, а логичнее для нас по часовой это же америка, у них все через ж… как и имперская систем измерения (все давно в метрике, только они и еще две мелкие страны)
кстати опять про AWS в документе написано что 6013 рутил… хотя это рутил целлюлоз. как определил да потому что сварка возможно сверху вниз (по идеи ограниченно 45-75 градусов). мое мнение что это скорей перевод (литературный) или как бы сказать… что у них рутилом называют у нас делят на рутил и рутил-целлюлоз, так же как про основное покрытие у них есть и для постоянки и для переменке. у нас только для постоянки, ну и аналоги=) так же пока не понятно как вообще стандартизация определяет название покрытия. насколько я понимаю что в обмазке любого покрытия присутствуют элемент нескольких покрытий. и от отношения в процентном отношение выносится вердикт — название обмазки. к примеру условно в обмазке 40% рутила+ 50% основного + 10% кислого = рутил — основное. в другом примере 70% рутила+ 20% основного + 10% кислого = рутил (так как рутила больше в 3.5 раза основного). но это пока догадки….
насколько я понимаю что в обмазке любого покрытия присутствуют элемент нескольких покрытий. и от отношения в процентном отношение выносится вердикт — название обмазки. к примеру условно в обмазке 40% рутила+ 50% основного + 10% кислого = рутил — основное. в другом примере 70% рутила+ 20% основного + 10% кислого = рутил (так как рутила больше в 3.5 раза основного). но это пока догадки….
Сообщение отредактировал psi: 16 May 2017 20:31
- Наверх
- Вставить ник
#6 Isperyanc
Отправлено 16 May 2017 20:31
как влияет хх в рдс
На меня повлияло так — специально выбрал оба аппарата «высоковольтными», прочитав где-то (уже не помню где), что они специально разрабатывались для сварки труб
- Наверх
- Вставить ник
#7 selco
Отправлено 16 May 2017 20:35
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=)
Александр, ММА не мой профиль , но думаю что если надо будет то и ММА посредственно заварю , тем паче с Селко . Думаю они с большим умом подошли к ММА сварке впрочем и в остальном тоже самое, и по одному мануалу понятно что в их ММА можно настроить и «черта лысыго» и любой электрод будет гореть как того хочет сварщик .
Думаю они с большим умом подошли к ММА сварке впрочем и в остальном тоже самое, и по одному мануалу понятно что в их ММА можно настроить и «черта лысыго» и любой электрод будет гореть как того хочет сварщик .
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#8 psi
Отправлено 16 May 2017 21:01
Isperyanc, самое интересное что хх в постоянке работает только при поджиге. в зоне около прилипания работает форсаж. в переменке то хх работает во время перехода синусоиды нулевой отметки (смене полярности) и жесткость дуги «прямо» отрегулировать как на постоянке не возможно в связи разновидностей тока. только косвенно повлиять на жесткость путем изменения формы, баланса, временного баланса или частотой тока
selco, полностью согласен, с возможностью настроек сварочного процесса. назовем их условно «лабораторные» что не всегда хорошо, для настроек в поле, диапазон настроек широкий но в бою может боком выйти, да и квалификация персонала выше нужна ну и цена соответственно растет с функционалом прямо пропорционально.
назовем их условно «лабораторные» что не всегда хорошо, для настроек в поле, диапазон настроек широкий но в бою может боком выйти, да и квалификация персонала выше нужна ну и цена соответственно растет с функционалом прямо пропорционально.
вот тут же ответ 4:23=)
Сообщение отредактировал psi: 16 May 2017 21:02
- Наверх
- Вставить ник
#9 psi
Отправлено 16 May 2017 23:59
Кстати ГОСТ самый информативный среди всех, и у нас открыто всегда тип и толщина указана единственное не на одних не нашел чтоб указывали группу качества в примере мр3 после УД. , Цифры от 1-3,умалчивают типо мы вам не обещ)
, Цифры от 1-3,умалчивают типо мы вам не обещ)
- Наверх
- Вставить ник
#10 SergDemin
Отправлено 17 May 2017 10:43
хх в постоянке работает только при поджиге. в зоне около прилипания работает форсаж.
Вы заблуждаетесь. Если рассмотреть процесс горения электрода более детально, это станет очевидным. В момент схода капли происходит кратковременное замыкание дугового промежутка. При низком НХХ дуга не возбуждается после его размыкания. То же самое и с форсажем. Я пытался варить различными электродами на минимально возможном токе, с форсажем и без. Точных цифр не помню, но без форсажа ток, при котором дуга устойчиво горит, значительно больше. И не на проценты — в разы.
И не на проценты — в разы.
В каком то смысле Вы правы, если учесть, что при сварке поджиг и замыкание промежутка «прилипание» происходит несколько раз в секунду.
- Наверх
- Вставить ник
#11 psi
Отправлено 17 May 2017 12:37
SergDemin, так я не с потолка взял, я три дня сидел и жег разные электроды. наблюдал за процессами. вообще это после того как появился пико. до этого вроде как на линколи или подобном (не дешевом) первый раз столкнулся с форсажем. вот он там работал неадекватно, жил своей жизнью. трубу не поворот варишь, лб все хорошо ток 67 Ф3.2 и «привет тебе» захотел накинул току — дыра… я долго матерился, пока не отключил… при чем момент был где проверяли, и эстетика вид на первом месте. отключил и забыл и не признавал. на фине не понимал его форсажа поскольку не понимал сути дела и варил всегда разными электродами от мр-3 то собарос и очень мало.
на фине не понимал его форсажа поскольку не понимал сути дела и варил всегда разными электродами от мр-3 то собарос и очень мало.
В момент схода капли происходит кратковременное замыкание дугового промежутка
так вот тут грань очень тонкая. лучше всего форсаж дуги видно на основном покрытии (как в госте который только на постоянке работает) для примера брал уони эсаб но на озл-8 волгорадских, видно сильнее. там перенос металла крупными каплями (как «шлепок майонезный» ). ток выставляем рекомендуемые заводом к примеру у меня Ф4 110 ампер, при вертикале по букварю снижаем еще на 10-15% в итоге 93,5-99 ампер. варить сложно из-за крупных капель выкручиваем форсаж в плюс до момента разбивания капель на более мелкие, но без фанатизма иначе получим неустойчивую ванну.
на хороших (дорогих) электродах плохо заметно вроде как не заметно. и проверять надо на вертикал, а лучше видно на самом дурацком от 6 к 9 или 3 часам или пластине между полу потолок полу вертикал. сразу заметно разницу
сразу заметно разницу
вот два видео в первом нету мостика замыкания, мелкокапельный перенос
а вот тут крупнокапельный и мостик замыкания 4 секунда
чтоб такого не было форсаж в плюс пока дуга не будет более с большим количеством но меньшем в размере каплями металла
и повторюсь что «форсаж от залипания», это косвенная функция. больше манагерский ход делающий акцент на второстипенную функцию,но более понятную потребителю=)
функция форсаж для профессионалов (тонкая корректировка дуги). но для новичков тоже полезна так как проще держать дугу в плюсе
Antistick антистик работает кстати по разному на аппаратах. кто то в ноль, кто то до мин ампер (на кемппи и евм так), на малых диметрах второй вариант не очень так как, Ф мал и электрод жидкий… почему не понимаю. хотя логичнее в ноль… есть мысли чтоб не перегружать низкую сторону силовой части аппарата, но это мне не понять так как я не физику, не электронику не знаю , надо Алексея спрашивать=)
кто то в ноль, кто то до мин ампер (на кемппи и евм так), на малых диметрах второй вариант не очень так как, Ф мал и электрод жидкий… почему не понимаю. хотя логичнее в ноль… есть мысли чтоб не перегружать низкую сторону силовой части аппарата, но это мне не понять так как я не физику, не электронику не знаю , надо Алексея спрашивать=)
еще момент. про энергопотребления пишут че попало. оди при 160 амперах 7квт другой 4квт… откуда он берет остальные три, генерирует ???
или этот аппарат работает при 140-230 другой при 190-220.
вся идея энергопотребления одинаковая, отклонения есть но это настолько незначительно что не берем в рассмотрение (если у вас адекватный аппарат)
допустим аппарат работает 110-220 вольт. для 150 ампер надо примерно 20 ампер высокой стороны или 8,75 квт 220 вольт, но вот 150 при 110 вольтах надо уже в два раза больше 17,5 квт…. как то так.
так же есть момент с высокой стороны стоят конденсаторы, и их емкость решает пусковые токи. вначале работы пусковые токи намного выше и съедает больше возможности сети. то есть они аккумулируют на короткий промежуток времени энергию которая выравнивает график потребления из сети.
вначале работы пусковые токи намного выше и съедает больше возможности сети. то есть они аккумулируют на короткий промежуток времени энергию которая выравнивает график потребления из сети.
Сообщение отредактировал psi: 17 May 2017 12:18
- Наверх
- Вставить ник
#12 psi
Отправлено 17 May 2017 21:35
tehsvar, я вас зову, на обсуждение данного вопроса=)
- Наверх
- Вставить ник
#13 SergDemin
Отправлено 18 May 2017 00:45
Antistick антистик работает кстати по разному на аппаратах.
 кто то в ноль, кто то до мин ампер (на кемппи и евм так), на малых диметрах второй вариант не очень так как, Ф мал и электрод жидкий… почему не понимаю. хотя логичнее в ноль…
кто то в ноль, кто то до мин ампер (на кемппи и евм так), на малых диметрах второй вариант не очень так как, Ф мал и электрод жидкий… почему не понимаю. хотя логичнее в ноль…В новых, с управлением на микроконтроллере, в 0, а в старых, с аналоговым управлением — до минимального. Для электрода двойки, особенно нержи, этого минимального хватает, чтобы обмазка сползла.
еще момент. про энергопотребления пишут че попало.
Именно, что в голову взбредёт, то и пишут. Либо с максимальным током брешут, либо с потреблением. Вы зря в этом логику ищете. Продаваны, что с них взять.
Скрытый текст
так же есть момент с высокой стороны стоят конденсаторы, и их емкость решает пусковые токи. вначале работы пусковые токи намного выше и съедает больше возможности сети. то есть они аккумулируют на короткий промежуток времени энергию которая выравнивает график потребления из сети.

Конденсаторов там едва хватает, чтобы пульсации сглаживать. К потребляемой мощности это никакого отношения не имеет. Грубо говоря, 200 ампер на выходе при 30 вольтах , это 6 киловатт. С учётом кпд, киловатт 7 -7,5 кушать будет. Потребляемая мощность от напряжения в сети практически не зависит, до тех пор, пока инвертор заявленный ток выдаёт. Естественно, при понижении напряжения он больший ток жрать будет.
- Наверх
- Вставить ник
#14 psi
Отправлено 18 May 2017 01:36
В новых, с управлением на микроконтроллере, в 0, а в старых, с аналоговым управлением — до минимального.
не могу знать как должно быть. но кемппи 2300 около нуля (не ноль) пико 162 5 ампер. на каком то китайце точно ноль…
но кемппи 2300 около нуля (не ноль) пико 162 5 ампер. на каком то китайце точно ноль…
- Наверх
- Вставить ник
#15 tehsvar
Отправлено 18 May 2017 11:12
psi,осуждаем что именно? Я тут многое может не прочитал. Бегло просто.
- Наверх
- Вставить ник
#16 psi
Отправлено 18 May 2017 13:55
tehsvar, работу форсажа, хх, антистик и питание. Что в среднем, цифры не точные, допустим для инверторов необходимо 10 ампер — 3квт потребления для 100 ампер тока. И не может он другой на 3квт сделать 150 ампер… Вообще лучше чтоб прочитали конечно предыдущие сообщения
И не может он другой на 3квт сделать 150 ампер… Вообще лучше чтоб прочитали конечно предыдущие сообщения
- Наверх
- Вставить ник
#17 serga01net
Отправлено 19 May 2017 07:31
осуждаем что именно?
пытаемся разобраться c влиянием Uхх на качество шва.
- Наверх
- Вставить ник
#18 serga01net
Отправлено 19 May 2017 08:30
Вообще лучше чтоб прочитали конечно предыдущие сообщения
Нафига? Начать надо с влияния Uхх на качество шва, а там . .. аппетит приходит во время еды. А вы его заставляете все читать… Это скучно.
.. аппетит приходит во время еды. А вы его заставляете все читать… Это скучно.
- Наверх
- Вставить ник
#19 tehsvar
Отправлено 19 May 2017 10:26
пытаемся разобраться c влиянием Uхх на качество шва.
Понятия не имею. Я не волшебник, я только учусь. Тем более всё же больше ремонтник электроники.
ХХ влияет на поджиг. Но у инверторов он малость по другому смотрится. Реальный ХХ у них выше.
Форсаж (arc force) — при уменьшении дугового промежутка и занижении рабочей точки он подкидывает напруги.
Это скучно.
Нет. Просто некогда последнее время.
- Наверх
- Вставить ник
#20 psi
Отправлено 19 May 2017 13:00
tehsvar, попадалась переменка с регулировкой хх?
и в принципе на постоянке при сварке, в идеальных условиях, ток не должен падать до нуля, в переменке постоянно пересекает нулевую отметку и меняет полярность?
а и почему на некоторых антистик срабатывает в ноль у некоторых до мин тока?
- Наверх
- Вставить ник
Hot start горячий старт, что это, hotstart?
Постоянное совершенствование и развитие разных областей и сфер жизни и деятельности человека, конечно же, не могло обойти и индустрию сварочных аппаратов. На смену надежным, но тяжелым и громоздким аппаратам периода СССР пришли более современные модели постоянного тока.
Сварочный инвертор на данный момент времени достаточно успешно и эффективно справляется с работами по монтажу и демонтажу в период строительных работ, ремонта авто. По своим теххарактеристикам такая разновидность оборудования незаменима в бытовом использовании. Кроме того существует ряд мощнейших моделей сварочных аппаратов инверторного типа, которые быстро справляются с заданиями коммунальных хозяйств и на производстве.
Содержание
- Hot Start, Anti Stick, Arc Force, Stand by, Smart Fan — что это?
- Функциональные преимущества в сварочных аппаратах Дніпро-М
- Для чего нужен форсаж дуги на сварочном инверторе
- Как настроить форсаж сварочной дуги
Hot Start, Anti Stick, Arc Force, Stand by, Smart Fan — что это?
Hot Start — технология, применяющаяся в сварочных аппаратах для реализации функции активного зажигания или возбуждения сварочной дуги. В этом процессе фиксируется временный рост сварочного тока в отношении того, что был установлен самим пользователем. Вы можете не заметить рост напряжения, так как оно фиксируется во временном диапазоне 0,01-1 сек, похоже на мощную вспышку. Технология отвечает за полное зажигание электрода, что дает возможность почти сразу расплавлять и повышать качество швов на старте сварочного процесса. При помощи горячего старта («Хот-старт») можно снизить сварочный шов.
Вы можете не заметить рост напряжения, так как оно фиксируется во временном диапазоне 0,01-1 сек, похоже на мощную вспышку. Технология отвечает за полное зажигание электрода, что дает возможность почти сразу расплавлять и повышать качество швов на старте сварочного процесса. При помощи горячего старта («Хот-старт») можно снизить сварочный шов.
Anti Stick — процесс антизалипания электрода, в рамках которого отслеживается его пригар и прокаливание. Если все-таки фиксируется залипание, то сварочный аппарат ведет к падению тока в авторежиме. В итоге электрод не залипнет, будет пригодным для применения. В процессе использования аппарата, это заметно, потому что электрод начинает залипать и при этом почти сразу до нуля падает общее напряжение
Arc Force — предотвращение залипания электрода к изделию или к заготовке. Этот процесс фиксируется, когда электрод накаляется, от него отделяются капли материала, что отражается на уровне качества сварки в общем. И тем не менее перед стартом этого процесса срабатывает функция «Arc Force». В результате ее работы есть мощный скачек сварочного тока на незначительный период, подобно «Hot Start». Это, по сути, снижает шанс залипания во время сварки самих электродов.
В результате ее работы есть мощный скачек сварочного тока на незначительный период, подобно «Hot Start». Это, по сути, снижает шанс залипания во время сварки самих электродов.
Stand by — режим готовности сварочного аппарата в период активного задействования меньшего числа плат. Проще говоря, Ваш сварочный аппарат будет располагаться в так называемом режиме ожидания, как ПК… Основной плюс подобного решения, в том, что аппарату нужно будет меньше времени в периодах между сваркой, а в моменты отвлечений, не нужно будет выключать полуавтомат или инвертор.
Smart Fan — это автоматическое управление охлаждением аппарата зависимо от использующегося режима температуры, аппарат самостоятельно определяет интенсивность по обдуванию разных элементов сварочного оборудования. Такая функция пригодиться тем, кто часто увлекается сваркой, забывая о важности охлаждения аппарата. Это может привести к не самым приятным последствиям и вылиться в дополнительные затраты на ремонт, а то и на приобретение нового аппарата.
Функциональные преимущества в сварочных аппаратах Дніпро-М
Таковы основные функцию и вспомогательные режимы новых сварочных аппаратов. Компания Дніпро-М — это официальный дистрибьютор, который продает и доставляет продукцию дешевле и быстрее, чем конкуренты , обеспечивая клиентам гарантию от производителя.
Горячий старт — Hot Start — это функция сварочного инвертора, обеспечивающая увеличение сварочного тока в момент касания электродом детали (момент поджига дуги). Она позволяет значительно облегчить начало сварочного процесса и обеспечить легкое возбуждение дуги.
Благодаря этой функции происходит быстрый разогрев торца электрода и ускоренное формирование сварочной ванны. Рассматриваемая опция помогает правильно сформировать начальный участок шва, избежать характерных усилений или излишней выпуклости шва, повысить глубину проплавления, измельчить капли расплавленного электродного металла.
Так например, если у нас выставлен сварочный ток 150А, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться от 5 до 100% от выставленного сварочного тока.
У разных производителей эта величина может отличаться от 5 до 100% от выставленного сварочного тока.
Повышенный ток гарантирует отличное расплавление и наилучшее качество шва даже в начале сварки. Как правило, при использовании функции Hot start отсутствуют непровары и высота шва в значительной степени уменьшается. Время действия составляет от 0.5 до 3 сек, в зависимости от модели сварочного аппарата, подробнее о которых вы можете прочесть .
«Горячий старт» может быть регулируемым и фиксированным, в зависимости от конструкции инвертора.
- Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем.
- Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» ( к установленному, от 0 до 100%).
Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Главная / Библиотека / Технологии / Ручная дуговая сварка (ММА) / Функция Hotstart
Функция Hotstart (горячий старт) обеспечивает надежное зажигание электрода за счет кратковременного повышения сварочного тока в начале сварки. Повышенный ток гарантирует отличное расплавление и наилучшее качество шва даже в начале сварки. Как правило, при использовании функции Hotstart отсутствуют непровары и высота шва в значительной степени уменьшается.
Повышенный ток гарантирует отличное расплавление и наилучшее качество шва даже в начале сварки. Как правило, при использовании функции Hotstart отсутствуют непровары и высота шва в значительной степени уменьшается.
См. также: Применение «горячего» старта для улучшения начального зажигания электродов
Функция Arcforce
Функция Arcforce обеспечивает оптимальные характеристики дуги при сварке электродами любого типа. Отсутствие коротких замыканий, даже при использовании электродов с рутил-целлюлозным покрытием. …
Функция VRD
Функция VRD (voltage reduction device) снижает напряжение холостого хода до безопасного уровня. Эта опция удовлетворяет требованиям региональных предписаний и стандартов безопасности по всем миру. …
Функция Antistick
Функция Antistick предназначена для предупреждения прокаливания электрода при его залипании. Очень часто в начале сварки или при малом сварочном токе электрод может пригореть и прокалиться, после этого осыпается его обмазка, и он не может быть далее использован. …
…
Поделиться ссылкой:
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.
Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Преимущества
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Для постоянной работы лучше выбирать модели, где есть регулировка
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Руководство по горячему пуску, форсированию дуги и антиприлипанию при сварке электродом – WeldPundit
Сварочные технологии совершенствуются, и все больше инверторных аппаратов для электродуговой сварки оснащены функциями горячего старта, форсирования дуги и антипригара. Эти функции полезны как для начинающих, так и для более опытных сварщиков.
В этой статье рассказывается о каждом из них и о том, как они помогают сделать электродуговую сварку (SMAW) более удобной и продуктивной.
Содержание
- Что такое горячий пуск в сварке?
- Что такое сила дуги или углубление при сварке?
- Что такое антипригарная сварка?
- Заключение
Что такое горячий пуск в сварке?
Горячий пуск — это функция, которая кратковременно увеличивает силу тока при поджигании дуги. Более высокая сила тока помогает легче зажечь дугу без прилипания электрода к основному металлу. Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальной точке валика.
Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальной точке валика.
При зажигании дуги возникают трудности с поджигом дуги, заеданием стержня и низким проплавлением. Это происходит потому, что электрод и основной металл имеют низкие температуры.
Эти проблемы «холодного пуска» более заметны при первом зажигании дуги, потому что все находится при комнатной температуре.
Без горячего старта для достижения тех же результатов необходимо использовать специальные манипуляции с электродом (или стержнем).
Некоторые другие случаи, когда помогает горячий старт
Горячий старт помогает при сварке электродами, которые трудно запустить, например электродом E7018 с низким содержанием водорода.
Когда стержни остаются незащищенными, а на поток влияет влажность воздуха. Когда флюс имеет избыточную влажность, зажечь дугу немного сложнее. Загрязнение влагой более критично для стержней с низким содержанием водорода, особенно если они не хранились в печи для сварки стержней.
Горячий старт также помогает, когда основной металл не очень чистый. Поверхности измельчают окалину или ржавчину, сопротивляются электричеству, а также делают лужу менее жидкой.
Как использовать горячий старт?
Горячий старт на большинстве сварочных аппаратов с ЖК-экранами устанавливается в процентах от силы тока, которую вы хотите сварить.
- Первоначально установите этот процент на 120 % или по предложению сварщика по умолчанию, если таковое имеется. Некоторые сварщики могут иметь диапазон от 0 до 10. Если это так, установите значение 2.
- Некоторые, но не все аппараты для сварки электродом имеют продолжительность горячего старта, установите ее на 0,5 секунды.
- Протестируйте эти настройки на подобном металлоломе и при необходимости откорректируйте их.
Когда настройки удовлетворительны, и вы можете зажечь дугу без особых усилий, приступайте к сварке вашего проекта.
Что такое сила дуги или углубление при сварке?
Форсирование или углубление дуги — это функция, которая определяет падение напряжения дуги, вызванное сокращением длины дуги. Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется прежним и что электрод не прилипнет к основному металлу.
Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется прежним и что электрод не прилипнет к основному металлу.
При сварке электродом очень важно постоянно поддерживать постоянную длину дуги. Длина дуги не должна превышать диаметр стержня.
Однако поддерживать постоянную длину дуги непросто. Новому сварщику может не хватать опыта, чтобы держать дугу короткой длины, или у него могут быть неустойчивые руки.
Если длина дуги по какой-либо причине сокращается, напряжение дуги также уменьшается, но сила тока остается практически неизменной. По этой характеристике источник питания для электродуговой сварки называется постоянным током (СС).
Несмотря на это, сила тока остается примерно такой же, как и тепло лужи (вольт*ампер).
В результате дуга гаснет, а электрод прилипает к основному металлу, что приводит к фрустрации.
Прилипание стержня является одной из наиболее распространенных проблем при сварке электродом, и многие из них, откуда и произошло его название.
Сила дуги определяет сокращение длины дуги и увеличивает силу тока, чтобы поддерживать достаточно высокий нагрев для поддержания дуги и предотвращения заедания стержня.
Некоторые сварщики могут упоминать силу дуги как копание или управление дугой.
Некоторые другие случаи, когда сила дуги помогает
Сила дуги особенно полезна при сварке в вертикальном положении и над головой, когда еще важнее сохранить короткую дугу.
Электроды с избыточной влажностью или небольшими трещинами во флюсе имеют тенденцию прилипать. Сила дуги обеспечивает более сильную дугу и помогает, если вы хотите сваривать с помощью этих стержней.
Как использовать силу дуги?
В зависимости от аппарата для электродуговой сварки сила дуги устанавливается в процентах или в диапазоне от 0 до 10. Чем выше вы установите его, тем интенсивнее будет эффект.
Целлюлозные стержни, такие как E6010, лучше работают при более высоком значении силы дуги 60 % или более. Высокое значение силы дуги создает агрессивную дугу, также называемую резкой дугой.
Высокое значение силы дуги создает агрессивную дугу, также называемую резкой дугой.
Стержни с низким содержанием водорода, такие как E7018, лучше работают при более низком значении силы дуги, равном 30 %. Более низкое значение силы дуги создает более гладкую дугу, также называемую мягкой или маслянистой дугой.
Дорогие сварочные аппараты с ЖК-дисплеем рекомендуют предустановленные настройки силы дуги для каждого типа стержня. Эти настройки являются хорошей отправной точкой.
Проверьте настройки силы дуги на аналогичном металлоломе, пока они не будут удовлетворительными.
Когда не следует использовать силу дуги?
Одним из возможных побочных эффектов сварки с использованием силы дуги является то, что временное повышение силы тока может прожечь тонкий металл.
Еще одним недостатком силы дуги является то, что сварщики хотят контролировать нагрев сварочной ванны традиционным способом.
Во многих сварочных ситуациях сварщики хотят уменьшить нагрев сварочной ванны при укорочении дуги или увеличить нагрев за счет удлинения дуги. Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Что такое функция копания?
Копание — это то же самое, что сила дуги. Иногда сварщики используют этот термин для описания преднамеренного использования силы дуги от начала валика до его конца. Это сделано специально, чтобы «вкопаться» глубже в заготовку, а не только для автокоррекции случайного укорочения длины дуги .
Для более сложных работ, например, при сварке в потолочном положении, вы хотите сохранить очень короткую длину дуги по всей длине валика.
В то же время должна присутствовать достаточная сила тока для поддержания дуги и достижения глубокого провара.
Постоянно поддерживать очень короткую дугу очень сложно, и здесь нет права на ошибку. Сила дуги или «выемка» обеспечивает достаточную силу тока по всей длине борта.
Что такое антипригарная сварка?
Защита от прилипания — это функция, которая срабатывает, когда электрод прилипает к основному металлу. Anti stick обнаружит короткое замыкание и автоматически отключит ток. Это предотвращает раскаление электрода докрасна и перегрузку сварочного аппарата. Функция защиты от прилипания встроена в сварочный аппарат. Там нет контроля, чтобы установить его.
Anti stick обнаружит короткое замыкание и автоматически отключит ток. Это предотвращает раскаление электрода докрасна и перегрузку сварочного аппарата. Функция защиты от прилипания встроена в сварочный аппарат. Там нет контроля, чтобы установить его.
Если ваш сварочный аппарат не поддерживает муравьиную палку, вы должны действовать быстро и открутить стержень движением влево и вправо, чтобы освободить его.
Если стержень застрял навсегда, вы можете нажать на рычаг фиксатора электрододержателя и освободить его. Имейте в виду, что будут некоторые искры. Оставьте стержень на металле немного остыть, а затем снимите его.
Наконец-то можно выключить сварочный аппарат, но не выдергивать вилку из розетки. Вентилятор сварочного аппарата должен работать, пока он не остынет.
Имейте в виду, что многие недорогие аппараты для ручной сварки упоминают, что они поддерживают горячий старт и форсирование дуги, но они встраивают их с предустановленными значениями.
 Эти сварочные аппараты не имеют специальных элементов управления для самостоятельной установки значений.
Эти сварочные аппараты не имеют специальных элементов управления для самостоятельной установки значений.Заключение
Горячий старт, форсаж дуги и защита от прилипания — это современные функции инверторных сварочных аппаратов. Все они помогают устранить один из недостатков электродной сварки — залипание электрода.
- Горячий старт увеличивает силу тока при зажигании дуги.
- Сила дуги увеличивает силу тока при сокращении длины дуги.
- Антипригарное покрытие отключает ток, когда стержень прилипает к основному металлу.
Другие статьи Weldpundit
Электроды для электродуговой сварки (SMAW). Спецификации и категории.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Легко или сложно научиться сварке электродом? И сколько времени это занимает.
Вы тяните или толкаете сварочным аппаратом? Руководство для начинающих.
Какой сварочный электрод проще всего использовать?
Что такое DIG-сварка и как она работает? [Все, что вам нужно знать]
При работе в нормальных условиях дуги стержневой электрод будет работать при напряжении около 20 вольт. Когда вы оказываетесь в таких ситуациях, как необходимость протолкнуть стержень в узкий угол или в глубокую канавку в открытом корневом суставе, вы можете столкнуться с проблемами.
Когда вы оказываетесь в таких ситуациях, как необходимость протолкнуть стержень в узкий угол или в глубокую канавку в открытом корневом суставе, вы можете столкнуться с проблемами.
В этих ситуациях ваш стержень-палка может соответствовать своему названию и прилипать, когда напряжение падает настолько низко, что пламя гаснет.
Что такое DIG-сварка? DIG или управление дугой — это функция, аналогичная горячему старту, за исключением того, что форсаж дуги активируется во время процесса сварки, а не только при зажигании. Когда сварочный аппарат обнаруживает короткое замыкание, он увеличивает ток, предотвращая прекращение пламени и стабилизируя дугу, чтобы свести к минимуму залипание электрода.
Сварка DIG, также известная как контроль силы дуги, позволяет сварщикам использовать дополнительный контроль дуги Stick. Эта функция позволит операторам формировать кривую напряжения/ампер в соответствии с типом соединения и типом выбранных электродов.
Если вы хотите узнать больше о том, как работает DIG-сварка, мы постарались предоставить вам всю необходимую информацию.
Содержание
Как появилась сварка под землёй?
Производители, используемые для создания сварочных аппаратов для создания определенной дуги для конкретных применений и использования их с определенными типами электродов.
На этом этапе разработка сварочного аппарата, способного хорошо работать в различных ситуациях, была дорогостоящей и труднодостижимой.
С развитием инверторной технологии и микропроцессоров производители могут создавать дополнительные элементы управления для сварщика, чтобы регулировать характеристики дуги.
Эта функция означала, что сварщик мог адаптировать производительность сварщика в соответствии с областью применения и электродами, выбранными для использования.
В процессах сварки стержнем эти новые многоцелевые инверторы CC/CV предлагают три варианта работы в режиме стержня.
- Настройка типа электрода (E7018 по сравнению с E6010)
- Регулятор силы дуги
- Горячий старт
Как правило, более низкие настройки DIG подходят для плавного хода электродов, таких как 7018, а более высокие настройки подходят для более жесткой сварки с глубоким проплавлением.
Например, DIG облегчает сварщику труб выполнение хорошего провара при открытом корневом шве электродом E6010.
Как работает управление форсированием DIG/дуги?
Вы можете настроить силу дуги от минимальной до максимальной. Поскольку сварочный аппарат предназначен для обеспечения постоянного выходного тока, сварочное напряжение зависит от длины дуги и типа электрода.
Это изменение может вызвать нестабильность в некоторых ситуациях, когда электроды имеют минимальное напряжение, при котором они могут работать и поддерживать стабильную дугу. Сила дуги повышает мощность сварки, когда обнаруживает, что напряжение становится слишком низким.
Чем выше сила дуги, тем выше минимальное напряжение, допустимое источником питания, и это также приведет к увеличению сварочного тока.
При 0 усилие дуги не работает, а при максимальном усилии дуги оно примерно на 20-30 А выше установленного сварочного тока.
Это усилие полезно для электродов, требующих более высокого рабочего напряжения, или обычных типов, для которых требуется короткая длина дуги, например, для сварки в нестандартных положениях.
Форсирование дуги позволяет увеличить силу тока, когда напряжение падает ниже примерно 20 вольт, усиливая подачу порошка и сохраняя сварочную ванну расплавленной, а также предотвращая прилипание электрода.
В процессе DIG вы сокращаете длину дуги, чтобы получить больше мощности, вместо того, чтобы открывать ее.
Старая техника на 6010/6011 состояла в том, чтобы взбить и сделать паузу; в функции DIG вы сохраняете короткую дугу и используете силу дуги, чтобы получить желаемый DIG. (Вот почему некоторые элементы управления обозначают силу дуги «DIG».
Регулируемая регулировка силы дуги и электроды
Существует множество различных стержневых электродов, и вам необходимо подобрать правильный стержень для вашего сварочного проекта. Когда дело доходит до силы дуги
Как правило, для низкоуглеродистой стали подходят любые электроды E60 или E70, причем 7018 — наиболее популярный выбор, а 6013 — хороший выбор для начинающих со сварки электродом 9. 0003
Связанное чтение: Различные типы сварочных электродов и их использование
Чтобы понять, какие электроды подходят для функции контроля силы дуги, коды можно разбить следующим образом:
- Первые две цифры показывают минимальный предел прочности на растяжение, поэтому электроды, начинающиеся с 60, означают прочность на растяжение 60 000 фунтов на квадратный дюйм.
- Третий DIGit показывает, в каком положении можно использовать электроды во время сварки. Цифра 1 означает, что их можно использовать в любом положении, а цифра 2 означает, что их можно использовать только в горизонтальном положении.
- Четвертая цифра рассказывает вам о токе, который вы должны использовать для электрода, а также покрытие. DCEP
1 Целлюлоза Калий AC, DCEP, DCEN 2 Титан Натрий AC, DC2EN 261 3 Titania Potassium AC, DCEP, DCEN 4 Iron Powder Titania AC, DCEP, DCEN 5 Low Hydrogen Sodium DCEP 6 Низководородный калий AC, DCEP 7 Порошок железа Оксид железа AC, DCEP 8 Порошок железа DCEN2, ACEP6 902, 62
Чтобы добиться стабильных результатов, вам необходимо правильно определить силу тока и напряжение для типа удочки, которую вы собираетесь использовать.
Связанное чтение: Что означает DCEN в сварке?
Для 6010 требуется более высокая сила дуги, в то время как 7018 лучше работает на маслянистой стороне, требуя меньшей силы дуги. Короткая дуга увеличивает силу тока и снижает напряжение, а длинная дуга увеличивает напряжение и уменьшает силу тока. Электроды
E7018 (с низким содержанием водорода) не требуют большого форсирования дуги в нормальных условиях, и операторы должны начать с заводских настроек/настроек по умолчанию и выполнить пробную сварку.
Прочтите также: 11 Распространенные дефекты сварки и способы их предотвращения
Если электрод не прилипает, а дуга вдавливает металл в ванну, то силы дуги достаточно. Если электрод прилипает, увеличьте силу дуги примерно на 5 процентов; если дуга слишком жесткая и начинает создавать брызги, уменьшите силу дуги.
Поскольку каждая модель инвертора работает по-разному, лучше не использовать слишком высокие значения силы дуги.
Помните, что форсирование дуги инвертора успешно работает только в условиях низкого напряжения.Надлежащая длина дугового шва для E7018 составляет около 3/32 дюйма от сварного шва (при использовании электрода ⅛ дюйма). Поддерживать узкую дугу может быть сложно.
Регулируемое усилие дуги позволяет тем, кто занимается сваркой нечасто, добиться достаточного проплавления с минимальным прилипанием электрода.
Другим отличным применением силы дуги является сварка малой длины дуги или использование более крупного электрода с малой настройкой тока, чтобы предотвратить прилипание электрода к свариваемому материалу.
Например, при дуговой сварке в среде защитного газа (SMAW) ваш DIG срабатывает при напряжении около 19 вольт. Когда напряжение упадет ниже 19 вольт, ваш ток увеличится и будет действовать, чтобы устранить короткое замыкание, вызванное низким напряжением.
Более высокие настройки DIG обычно используются на электродах 6010 с жесткой дугой, особенно при сварке под уклон на открытом корневом шве.
Эта функция поможет вам протолкнуть буртик в корень и уменьшить прилипание стержня.В ситуациях запуска 7018 вы должны выбрать более низкую настройку DIG из-за шаровидного переноса по дуге. Эти шарики могут вызвать короткое замыкание, когда они отходят от стержня и касаются пластины.
Хорошим тестом для понимания того, как работает сила дуги, является проведение простого теста. Запустите 7018 диаметром ⅛ дюйма на чистой пластине, установив DIG на минимальное значение.
Затем выполните аналогичный тест с включенным DIG на максимум. Вы увидите большое количество брызг в сварочной ванне, вызванное слишком большим током очистки.
Прочтите по теме: Проблема с брызгами при сварке – как ее решить
Какие настройки следует использовать для функции DIG?
Поскольку разные сварочные аппараты имеют разные регуляторы силы дуги, общий эффект силы дуги можно получить следующим образом: помогите удочкой выкопать и не залипнуть. Эта настройка отлично подходит для электродов 7018.
Средняя настройка силы дуги: при средних настройках сила тока увеличивается на короткой длине дуги и обеспечивает более быструю дугу с более сильным копанием.
Настройка управления дугой по сравнению с диапазоном DIG >> Посмотрите видео ниже:
Средняя-высокая сила дуги Форсировка: эта настройка имеет повышенный ток и оказывает большее усилие, чем средняя настройка, а мгновенная дуга отлично подходит для жестких стержней копания, таких как 6010.
Настройка силы дуги: эта настройка отлично подходит для более агрессивной копки с помощью 6010, и практически невозможно погасить дугу.
Заключение
Управление форсированием дуги/сваркой DIG может быть очень полезным для устранения многих проблем, возникающих при сварке, таких как короткие замыкания и залипание электродов в сварочной ванне
Форсирование дуги может также облегчить перенос капель расплавленного металла материала от электрода к основному металлу и остановке дуги от короткого замыкания между электродом и сварочной ванной.
Сила дуги регулируется в зависимости от поверхности сварного шва и характеристик электрода, что позволяет избежать многих догадок в процессе сварки.
Функция контроля дуги также может быть особенно полезна при сварке под наклоном в открытом корневом шве или при сварке в узких углах.
Регулируемая сила дуги также может помочь начинающим сварщикам добиться хорошего провара с минимальным прилипанием электрода.
Ссылки
https://weldingproductivity.com/article/in-control/
https://www.polytechforum.com/metalworking/what-exactly-is-dig-setting-for-stick-welding -107641-.htm
https://www.mig-welding.co.uk/forum/threads/what-is-arc-force.35513/
Все под контролем — Производительность сварки
Поколение назад производители создавали сварочные аппараты, обеспечивающие определенные характеристики дуги для улучшения результатов в определенных областях применения наряду с использованием определенных типов электродов.
Однако из-за технологических ограничений разработка сварочного аппарата, одинаково хорошо работающего в любой ситуации, может быть дорогостоящей и несколько сложной.Сегодня инверторная технология и микропроцессоры позволяют производителям включать дополнительные элементы управления, которые позволяют операторам более точно регулировать характеристики дуги. Это помогает оператору настраивать характеристики сварки в соответствии с различными приложениями и электродами. Когда дело доходит до процесса сварки электродом, многие из новых многопроцессорных инверторов CC/CV предлагают три основных элемента управления, которые активны при сварке в режиме электрода:
- Настройка типа электрода (E7018 по сравнению с E6010)
- Регулируемый регулятор силы дуги
- Регулируемый горячий старт
Однако то, что предлагаются эти разнообразные элементы управления, не означает, что оператору необходимо вносить коррективы в эти настройки для достижения наилучшей производительности. В этой статье приведены некоторые рекомендации по использованию этих элементов управления для улучшения характеристик сварки электродами целлюлозного типа (E6010) и электродами с низким содержанием водорода (EXX15, EXX16) и электродами основного типа E7018 при сварке с положительной полярностью постоянного тока.
В качестве примечания: современные инверторы TIG/Stick с выходом переменного/постоянного тока часто обеспечивают хорошую производительность E7018 в режиме переменного тока, что может улучшить качество сварки и предотвратить дуновение дуги, но это тема для другой статьи.
Выбор электродаЕсли есть опция, то единственной функцией, которая абсолютно необходима операторам инвертора, является управление выбором электрода. Проще говоря, управление выбором электрода автоматически регулирует различные факторы, такие как напряжение холостого хода и кривая вольт/ампер.
Это соответствует рабочим характеристикам, требуемым для различных электродов.Например, ESAB Rebel и другие многопроцессорные инверторы этой категории имеют две настройки: E70XX и E60XX. Более крупные промышленные инверторы, такие как Warrior 500i, имеют три настройки: базовую (E7018), рутиловую (E6013) и целлюлозную (E6010).
При сварке штучными электродами оператор устанавливает силу тока, а выходное напряжение может варьироваться в зависимости от конструкции источника питания. Оператор может изменять напряжение дуги, увеличивая или уменьшая длину дуги. Небольшое увеличение длины дуги вызывает увеличение напряжения дуги и небольшое уменьшение силы тока. С уменьшением длины дуги напряжение на дуге уменьшается с увеличением силы тока. Величина изменения силы тока зависит от конструкции машины и от того, насколько круто падает кривая вольт/ампер; крутая кривая производит меньше изменений, в то время как более пологая кривая приводит к более широким изменениям.
Большинство опытных операторов понимают предпочтения кривой вольт/ампер.
Для новичков с меньшим опытом качественный инвертор с выбором электродов помогает оптимизировать наилучшие характеристики для различных покрытий для целлюлозных, рутиловых и основных типов.В качестве примечания: то, что инвертор имеет настройку для целлюлозных электродов, не означает, что характеристики дуги будут соответствовать ожиданиям. Поэтому рекомендуется придерживаться установки «попробовать, прежде чем купить», если вы планируете сваривать электродом E6010 или любым другим электродом.
Регулируемый контроль силы дугиФорсаж дуги, реализованный в инверторах, представляет собой функцию, которая автоматически увеличивает силу тока, когда напряжение падает ниже установленного порога (часто около 18 В). В ситуациях, когда оператор удерживает узкую дугу, чтобы прижать металл к задней стороне соединения при использовании E6010, дополнительный ток помогает предотвратить гашение дуги.
Для сварки электродами E7018, особенно на аппарате с опцией выбора электрода, по умолчанию для силы дуги будет установлено оптимальное значение с использованием произвольного числа от 0 до 100.
Электроды с низким содержанием водорода (E7018) обычно требуют небольшой силы дуги. Эмпирическое правило состоит в том, чтобы начать со стороны низкого давления/заводских настроек по умолчанию и выполнить пробную сварку, удерживая тугую дугу и чувствуя некоторое сопротивление, когда дуга вдавливает металл в ванну. Если электрод не прилипает, это указывает на достаточную силу дуги. Если он прилипает, увеличьте силу дуги на небольшой шаг, возможно, на пять процентов. Если дуга кажется чрезмерно жесткой и вызывает разбрызгивание, уменьшите ее.Каждая модель и марка инвертора работают по-разному. Здесь рекомендуется не использовать слишком высокие значения силы дуги, а также помнить, что сила дуги инвертора работает только в ситуациях с низким напряжением.
Конечно, учитывая, что надлежащая длина дуги для E7018 составляет примерно 3/32 дюйма максимум от сварного соединения с использованием дуги диаметром 1/8 дюйма. электродом, те, кто сваривает нечасто, часто испытывают трудности с удержанием тугой дуги.
Регулируемое управление силой дуги может помочь им добиться хорошего провара, предотвращая прилипание электродов (или, давайте будем честными, уменьшая частоту прилипания электродов).Другое применение, в котором профессионалы любят использовать силу дуги, — это сварка с очень малой длиной дуги или при использовании электрода большего размера при очень низком токе, чтобы предотвратить прилипание электрода к свариваемой детали.
Регулируемый горячий пускВо время зажигания дуги или повторного зажигания электрода настройка «горячего пуска» мгновенно увеличивает сварочный ток, чтобы помочь установить расплавленную сварочную ванну на холодном листе и поглотить окончание предыдущего сварного шва (если есть был одним). Некоторые аппараты позволяют операторам регулировать продолжительность горячего пуска, а также величину тока горячего пуска, обычно выражаемую в процентах от сварочного тока.
Опять же, эмпирическое правило заключается в том, чтобы начать с малого, сделать пробные сварные швы и медленно увеличивать значения, если это необходимо.
Обозначение «h5R» после E7018, напечатанное на этом электроде, означает, что стержень можно использовать до 9часов после извлечения из контейнера. Хорошей отправной точкой будет продолжительность горячего старта 0,25 с. до 0,5 сек. и дополнительно 15 процентов от установленного сварочного тока. Если дуга зажигается легко, оставьте настройку в покое. Больше не значит лучше, так как высокие настройки делают работу электрода более жесткой и вызывают разбрызгивание и непредвиденные последствия, такие как выгорание металла за пределами соединения.Независимо от того, используется ли горячий пуск или нет, операторы должны использовать правильную технику зажигания дуги с помощью E7018. Из-за состава флюса электроды с низким содержанием водорода могут недостаточно защищать сварной шов во время зажигания дуги, а использование горячего старта не может компенсировать несовершенство техники. Вот несколько советов по правильной технике:
- Зажгите дугу примерно на 3/16 дюйма (один или два диаметра электрода) перед тем местом, где должен начинаться сварной шов, например, от края пластины или конца предыдущего сварного шва.
- Установите правильную длину дуги при быстром перемещении электрода, чтобы расплавить заднюю кромку соединения или связать новый шов с предыдущим.
- Двигайтесь вперед, чтобы полностью установившаяся дуга заварила место удара дуги.
Этот метод гарантирует, что новый шов поглощает предыдущую остановку сварки, и, если все сделано правильно, устраняет начальную пористость в месте зажигания дуги. Если на стыке старого и нового сварных швов имеется большой узел или выпуклый валик, это указывает на неправильную технику, как правило, на неполное установление дуги и поглощение предыдущего сварного шва.
Что касается зажигания дуги, то каждый, кто пытался повторно использовать частично израсходованный электрод E7018, знает, что конец стержня блестит, что делает запуск дуги чрезвычайно трудным. Хотя типичным решением является постукивание по концу стержня, чтобы удалить глазурь, не приобретайте эту вредную привычку. Удар может удалить ценный флюс. Вместо этого удалите глазурь, соскребая конец о шероховатую поверхность.
Вы также можете взять перчатку и осторожно удалить глазурь с жилы проволоки или, возможно, использовать напильник. Это удерживает флюс на месте, чтобы он мог выполнять свою работу. Если флюс отслаивается, выбросьте электрод и используйте новый.Продукция ЭСАБ для резки и сварки
Индукция против силы дуги
14.11.2007 #1
Индукция VS сила дуги
Кто-нибудь знает, в чем разница между контролем индуктивности и контролем силы дуги? Это просто два термина для одного и того же? Я знаю, что управление индуктивностью позволяет оператору регулировать кривую вольт-ампер в соответствии с конкретными потребностями, но я не уверен в контроле «силы дуги».
Ответить с цитатой
14.11.2007 #2
Re: Индукция VS сила дуги
Наклон регулирует кривую вольт-ампер, индуктивность регулирует скорость нарастания тока короткого замыкания и текучесть ванны. сила дуги связана с кривой вот-ампера. John Arc Force дает больше проникновения.
SMAW, GMAW, FCAW, GTAW, SAW, PAC/PAW/OFC
и защитные газы. Там все здесь.:
Ответить с цитатой
14.11.2007 #3
Re: Индукция VS сила дуги
Я могу объяснить в терминах использования. Уменьшите силу дуги, и сварной шов станет гладким, как масло. Дуга мягкая и тихая. Дуга тоже хочет побродить. Сварной шов более плоский и остывает медленнее, поэтому шов выглядит более гладким. Валик плоский, гладкий и широкий с низким усилием дуги.
Сварка с малым усилием дуги вертикально вверх работает не слишком хорошо, валик хочет провиснуть, потому что остывает медленнее, а дуга стремится блуждать. Так что больше помогает в этом случае.Высокая сила дуги заставляет дугу сильнее врезаться в основной металл. Дуга более сильная и прямая или «четкая». Лужа остывает быстрее, поэтому шарик получается выше и уже. В звуке больше хлопков и брызг. Сварка Dry 7108 с низким усилием дуги — это мечта для сварки. Влажный 7018 ничего не сделает, кроме как прилипнет к основанию, если я не увеличу усилие дуги. 6010 любит большее усилие дуги, чем 7018.
Шарики с высоким усилием дуги более волнистые, проникают глубже и дают больше брызг.
Индуктивность — это время, за которое напряжение возвращается к сварочным вольтам после короткого замыкания при сварке MIG. Изменения индуктивности могут компенсировать изменения в газе или размере используемой проволоки. Много индуктивности для прямого C02, гораздо меньше для C/25. Если вы используете большую индуктивность с C / 25, это будет «двойное короткое замыкание» или сожжет слишком много провода одновременно, что затруднит контроль над лужей.
Проникновение уменьшится с увеличением индуктивности и C/25.Поэкспериментируйте сами. Начните с середины. Пробегите одну-две бусины. Включите его до упора и попробуйте еще раз. Поверните его до конца и посмотрите, как это работает. Вы скоро обнаружите, что нет никакой окончательной настройки, она меняется с каждой работой, размером стержня и положением сварного шва.
С помощью MIG можно получить оптимальную скорость подачи проволоки и напряжение. Точная настройка индуктивности. Всегда начинайте с середины и идите оттуда.
Моя машина в магазине идет от -10 до +10. AG8 лучше работает при +2, Co2 лучше всего работает при +10. C/25 неплохо работает в Zero.
На обеих моих машинах ручка индуктивности и ручка силы дуги одинаковы, они меняются, когда я меняю процессы.
Я задал тот же вопрос, когда впервые присоединился к этой доске.
Давид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
14.11.2007 #4
Re: Индукция VS сила дуги
Где индуктивность дает наибольшую пользу, так это при сварке нержавеющей стали. Чтобы проверить это, сравните сварку при 0 против 8 или 10, более высокая индуктивность помогает смочить сварочную ванну, в то время как при 0 дуга становится вялой и не очень хорошо привязывается к пальцам ног, я предполагаю, что у вас есть инвертор, если он Регуляторы индуктивности и силы дуги, на некоторых машинах сила дуги отображается как элемент управления «Копание», что делает копание в режиме стержня, так это определяет короткое замыкание в начале дуги (когда-нибудь приклеивал 7018 к пластине?) и увеличить силу тока на долю секунды, чтобы устранить это короткое замыкание.
Ответить с цитатой
15.11.2007 #5
Re: Индукция VS сила дуги
Спасибо, парни!
Из того, что я читаю, я понимаю следующее: индукция и сила дуги, по сути, одно и то же, за исключением того, что они называются по-разному для двух процессов MIG и Stick. По мере того, как вы поворачиваете циферблат, наклон кривой вольт-ампер меняется, и сила тока реагирует быстрее и выше, когда машина обнаруживает падение напряжения. При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.
Я на верном пути?Ответить с цитатой
16.11.2007 #6
Re: Индукция VS сила дуги
Что касается дуговой сварки, я никогда не замечал, чтобы сила дуги облегчала зажигание дуги.
В этом помогает настройка «горячего старта» на сварочном аппарате. Форсирование дуги уменьшит вероятность залипания стержня во время сварки; или, другими словами, это поможет сохранить дугу, если расстояние между изделием и электродом станет слишком маленьким.С другой стороны, при сварке более тонкого материала я заметил, что сила дуги также может привести к образованию больших отверстий в основном металле. Если он установлен слишком высоко и срабатывает, обеспечиваемый скачок тока может затруднить поддержание надлежащего размера лужи или замочной скважины.
-Дэйв
Первоначально написал jpurdy
Спасибо, ребята!
Из того, что я читаю, я понимаю следующее: индукция и сила дуги, по сути, одно и то же, за исключением того, что они называются по-разному для двух процессов MIG и Stick. По мере того, как вы поворачиваете циферблат, наклон кривой вольт-ампер меняется, и сила тока реагирует быстрее и выше, когда машина обнаруживает падение напряжения. При коротком замыкании GMAW это приводит к более сильному «эффекту защемления» и большему количеству сжигаемых проводов при коротком замыкании. При сварке стержнем более высокая настройка приводит к более легкому удару, большему проникновению и более грубому внешнему виду сварного шва.
Я на верном пути?Ответить с цитатой
16.11.2007 #7
Re: Индукция VS сила дуги
Просто мое мнение: вам нужно зайти на веб-сайт AWS или получить у них несколько книг и прочитать определения наклона, индуктивности и силы дуги.
Вы на верном пути. ДжонSMAW, GMAW, FCAW, GTAW, SAW, PAC/PAW/OFC
и защитные газы. Там все здесь.:
Ответить с цитатой
16.11.2007 #8
Re: Индукция VS сила дуги
Обычная и простая индуктивность — дуга по времени.
—Голь
Ответить с цитатой
16.
11.2007
#9Re: Индукция VS сила дуги
Хорошая информация о влиянии индуктивности в MIG с короткой дугой.
http://content.lincolnelectric.com/p…ture/c4200.pdf,
http://www.millerwelds.com/interests…rs/pdf/MIG.pdf,Ответить с цитатой
Подлости жаргона
От замочной скважины до спусков и дуговых разрядов — жаргон, связанный с SMAW, — обычное явление, с которым вы можете столкнуться в процессе.
Когда речь идет о дуговой сварке защищенным металлом (SMAW), соблюдение стандартных процедур сварки имеет решающее значение для достижения качественных результатов и значимой производительности.
Однако то, как операторы сварщиков говорят о процессе, не всегда так формально. Термин, связанный с оборудованием, техникой, характеристиками дуги и многим другим, распространен во всей отрасли. Во многих случаях вы не найдете этих определений в
Ваш стандартный глоссарий по сварке. Тем не менее, они являются преобладающей частью культуры сварки.Ниже приведены некоторые термины и их определения, которые помогут вам разобраться в жаргоне.
Сварочные швы и ванны
Неудивительно, что так много жаргона связано со сварным швом и сварочной ванной. Ведь они находятся в центре процесса. Вот некоторые термины, с которыми вы можете столкнуться на сайте вакансий.
- Стрингер
- Узкий прямой валик сварного шва, создаваемый перемещением электрода SMAW прямо вдоль сварного шва. Качественный валик стрингера должен иметь хорошую врезку с обеих сторон сварного шва.
- Смачивание
- Способность сварочной ванны течь равномерно, позволяя обеим сторонам сварного шва плавно сливаться с основным материалом.
- Корневой проход
- Первый валик, размещенный в сварном шве при многопроходной сварке.
- Заполнение
- Также называется заполняющим проходом. Это количество наплавленного валика, необходимое для заполнения сварного шва. Этот проход следует за корневым проходом и перед заглавным проходом (см. следующий термин). В некоторых приложениях необходимо несколько проходов заполнения.
- Крышка
- Окончательный сварной шов в сварном соединении. Он может быть выполнен в виде жгута или ткацких движений вперед и назад.
- Рыбий глаз
- Форма ванны при сварке. Иногда также используется для описания формы кратера в конце сварного шва.
- Замочная скважина
- Форма отверстия, которое образуется при сварке шва с открытым корнем, особенно электродом AWS 6010 SMAW. Это обеспечивает хорошее проплавление и врезку в законченный сварной шов.
Дуга
Характеристики дуги важны в любом сварочном процессе. Они позволяют определить правильную скорость перемещения и движение или способ перемещения электрода SMAW для получения желаемых результатов. Все следующие термины относятся к дуге или технологии, используемой для регулировки дуги для повышения производительности.
- Жесткий
- Дуга, обеспечивающая сильное заглубление в сварной шов. Это часто связано с повышенным разбрызгиванием.
- Мягкий
- Дуга с меньшим приводом (копанием) и потенциально меньшим проникновением в сварной шов.
- Копать
- Также называется сила дуги или управление дугой . Это возможность регулировать привод электрода SMAW для достижения большего или меньшего проникновения в сварной шов.
- Дуговой контроль
- Возможность регулировать величину углубления для достижения наилучших результатов сварки. Это также относится к технологии, которая обеспечивает источнику питания дополнительную силу тока в условиях низкого напряжения (короткая длина дуги). В этом случае это помогает избежать «прилипания» электрода SMAW при использовании короткой дуги.
- Горячий пуск
- Функция, используемая в некоторых источниках питания SMAW для упрощения зажигания дуги при использовании труднозажигаемых электродов. Он работает, добавляя больше тока, чтобы помочь установить дугу.
- Дуговой разряд
- Отклонение дуги от направления движения, вызванное магнитными или тепловыми воздействиями. Например, когда сварной шов приближается к концу листа, он может отклоняться в одну сторону, вперед или назад, что обычно вызывает сильное разбрызгивание и подрезы. Дуговой разряд, вызванный накоплением магнитного поля, также упоминается как 9.0208 отклонение дуги .
Методы
Создание качественных сварных швов с помощью процесса SMAW требует особого внимания к параметрам и процедурам сварки.
Это также требует внимания к различным положениям сварки. В различных отраслях промышленности вы можете столкнуться с некоторыми общими связанными терминами.- Спуск
- Техника создания шва в последовательности вертикально-вниз; то есть сверху вниз от сварного соединения.
- В гору
- Техника создания шва в вертикальной последовательности; то есть снизу вверх от сварного соединения.
- Переплетение
- Также упоминается как осциллирующий или сшивающий . Это метод перемещения электрода SMAW из стороны в сторону, чтобы смыть края сварочной ванны с основным материалом.
Дефекты сварки
Дефекты сварки являются неприятной реальностью в любом сварочном процессе, и их можно предотвратить с помощью надлежащей техники и соблюдения параметров сварки. Некоторые в отрасли называют обычными дефектами сварки эти термины.
- Холодный притир
- Дефект, возникающий при непроваре на одной стороне сварного шва. Также называется отсутствие сплавления или неполное сплавление , это чаще всего вызвано слишком низкой скоростью движения или слишком широким переплетением. Это также может быть вызвано отсутствием подвода тепла, что препятствует сплавлению сварного шва и основного металла.
- Выточка
- Дефект сварки, при котором основной материал выступает за валик сварного шва. Он выглядит как канавка или кратер вблизи внешних краев сварного шва и часто является результатом слишком высокого напряжения или использования неправильного угла сварки.
- Вагонные пути
- Этот дефект сварного шва, также называемый червячным ходом , вызван водородом, который был захвачен замерзающим шлаком. Дефект, обычно возникающий в результате чрезмерного напряжения, появляется, когда пузырь попадает в сварочную ванну и испаряется в атмосферу.
Оборудование
Вы не сможете выполнить работу без надлежащего оборудования.
И хотя основное внимание уделяется источнику питания, другие компоненты также играют важную роль в процессе SMAW.- Стингер
- Другое название электрододержателя SMAW , . Он поставляется в различных размерах для легких и тяжелых сварочных работ.
- Штырь
- Кабель длиной обычно от 10 до 15 футов, который подключается к электрододержателю SMAW или жалом.
Электроды
Электроды SMAW выпускаются различных диаметров и из различных сплавов, чтобы удовлетворить требования к различным основным материалам и промышленным применениям. Каждый из них имеет свои уникальные характеристики дуги и прожига.
- Стержни
- Неофициальный термин для электрода SMAW.
- Целлюлозный
- Электроды SMAW, содержащие органический материал, например бумагу, в качестве основного компонента. Эти электроды, как правило, обладают способностью глубокого проникновения.
- Низководородный Электроды
- SMAW, которые обеспечивают наплавку, содержащую небольшое количество газообразного водорода, обычно от 4 до 8 мл на 100 г сварного шва. Низкое количество водорода помогает свести к минимуму растрескивание сварного шва.
- Ноготь
- Форма электрода SMAW, когда флюс сгорает с конца.
- Разгрузка
- То, как электрод SMAW, обычно относящийся к классификации AWS 7018, сгорает во время сварки. Это происходит, когда большое количество электрода SMAW высвобождается поперек дуги, что часто приводит к дополнительному разбрызгиванию.
Соблюдение жаргона SMAW не имеет решающего значения для получения хороших сварных швов; скорее, решающее значение имеют соблюдение правильных процедур, практика и внимательное отношение к технике. Тем не менее, знание некоторых распространенных жаргонных слов, используемых сварщиками, может помочь вам эффективно общаться с другими и избежать путаницы на работе.