Особенности применения порошковых Е-образных сердечников Magnetics в сварочном оборудовании
Автор: Васильева К.Л.
В статье анализируются перспективы применения сердечников из порошковых материалов конфигурации Е с распределенным зазором в источниках питания сварочных инверторов и др. устройств. Рассмотрена методика расчета типовых дросселей, изготовленных из сердечников на основе пермаллоев Magnetics.
Как известно, практически ни один силовой модуль не обходится без моточных изделий. В поисках решений для повышения надежности, уменьшения габаритных размеров и улучшения характеристик разрабатываемого оборудования независимо от его назначения ведущие инженеры и конструкторы компаний-лидеров силовой и радиоэлектроники всегда уделяли особое внимание выбору материалов.
Так, например, при проектировании дросселей и трансформаторов современных устройств подавления помех, сварочных инверторов, а также радиоэлектронных устройств, работающих в диапазоне высоких частот, особый интерес представляют магнитодиэлектрики (пермаллои, распыленное железо и др.
- Kool Mμ Magnetics (Fe-Si-Al), ~ 10% Si, ~7% Al. Данный состав материала выпускается другими производителями под названиями Sendust (Сендаст), альсифер
- карбонильное железо
- пермаллой (с введением молибдена)
 Особенности получения порошковых материалов позволяют им достичь достаточно высоких значений удельного электрического сопротивления (ρ = 10 ÷ 108 Ом·м), что, в свою очередь, обеспечивает низкие динамические потери энергии в переменных электромагнитных полях.
Особенности получения порошковых материалов позволяют им достичь достаточно высоких значений удельного электрического сопротивления (ρ = 10 ÷ 108 Ом·м), что, в свою очередь, обеспечивает низкие динамические потери энергии в переменных электромагнитных полях.Среди компаний, ведущих разработку пермаллоев и выпуск магнитопроводов на основе пермаллоев и распыленного железа, можно выделить такие известные зарубежные предприятия как Micrometals, Magnetics, Arnold и др.
Компаниями выпускается широкая номенклатура кольцевых сердечников на основе пермаллоев (MPP, Kool Mμ, HighFlux и др.), поскольку именно тороидальная конструкция позволяет обеспечить высокую устойчивость к внешним воздействиям электромагнитных полей и наименьшую величину индуктивности рассеяния. Тем не менее, некоторые компании уделяют пристальное внимание выпуску сердечников конфигурации E. Ввиду высокой себестоимости многих сплавов интерес представляют магнитопроводы из менее дорогостоящего материала Kool Mμ (альсифер) и распыленного железа (Iron Powder) (рисунок 1), что является недорогой альтернативой пермаллоям.
| Рисунок 1 – Е-образные сердечники из материала Kool Mμ (Magnetics) [3] |
Так, один из лидеров в области разработки и производства магнитопроводов из пермаллоев, компания Magnetics, выпускает ряд Е-образных сердечников из материала Kool Mμ с проницаемостью 26μ, 40μ, 60μ и 90μ.
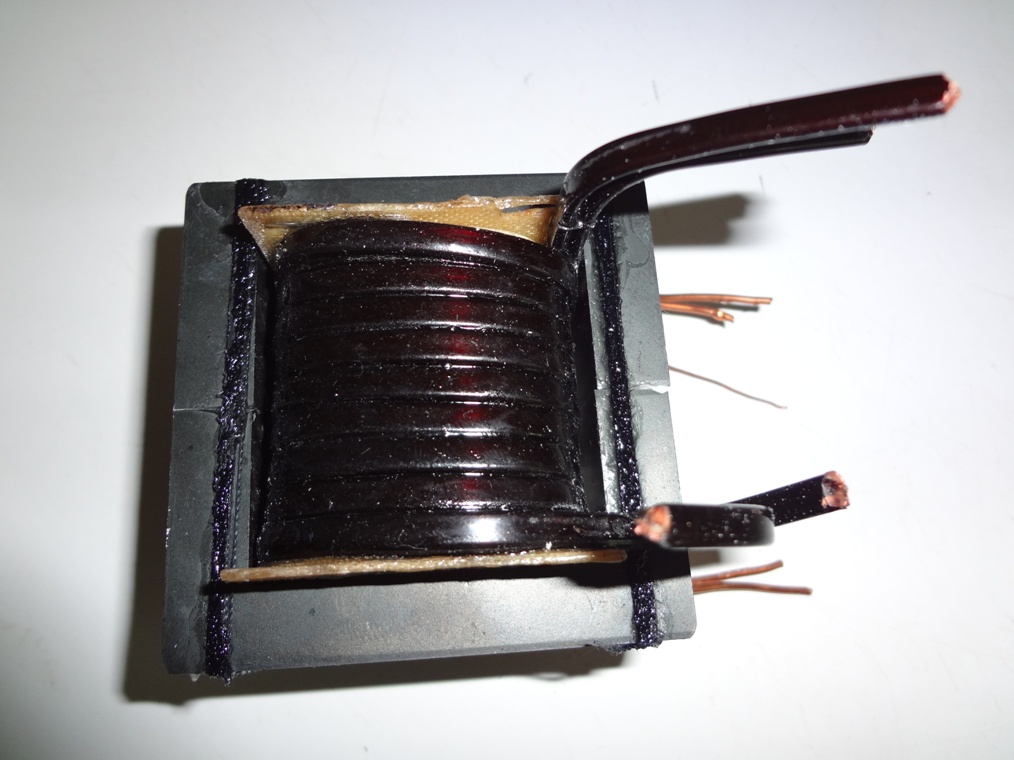
Преимуществом Е-образной конструкции магнитопровода является возможность его применения в сварочном оборудовании, например, в источниках сварочного тока инверторного типа (ИИСТ). Как известно, многие современные модели сварочных инверторов оснащены выходными дросселями [4,5]. При этом дроссель может быть как ключевым звеном сварочного аппарата, использующего в процессе сварки электроды, так и найти применение в составе сварочного полуавтомата. Применение в схемах ИИСТ моточных изделий позволяет не только стабилизировать ток, но и сгладить за счет их магнитного поля пульсирующее напряжение.
При создании ИИСТ также учитывают, что дроссель, изготовленный на Е-образном сердечнике, имеет немагнитный зазор 0,5 — 1,0 мм, позволяющий избежать насыщения и более эффективно управлять индуктивностью. Как показано на рисунке 1 зазор можно создавать одним из трех способов. Первый метод заключается в формировании воздушного зазора на центральном стержне сердечника конфигурации Е за счет уменьшения его высоты. Зазор можно также создавать одновременно в центральном и боковых кернах магнитопровода. Сердечники с дискретным зазором сохраняют высокую индуктивность вплоть до точки перегиба на кривой, что приводит к резкому насыщению. В этой связи, интерес представляет формирование распределенного зазора в Е-образных магнитопроводах из порошковых материалов, который состоит из большого количества малых воздушных зазоров, появляющихся в результате того, что частицы порошка магнитомягкого материала полностью не спекаются в единый состав.![]()
| Рисунок 2 — Сердечник конфигурации Е: а) Ферритовый сердечник Magnetics материал P с начальной проницаемостью 2500 с дискретным зазором по центральному керну б) Ферритовый сердечник Magnetics из материала P с начальной проницаемостью 2500 с дискретным зазором по центральному и боковым кернам в) сердечник из материала Kool Mμ с распределенным зазором [6] |
Поскольку дроссели для ИИСТ, изготовленные на основе порошковых материалов, позволяют повысить не только технологичность готового изделия, уменьшить габаритные размеры и снизить интенсивность полей рассеивания [7], актуальным является сравнить характеристики пермаллоя и распыленного железа, представляющие наибольший интерес для применения в таких схемах.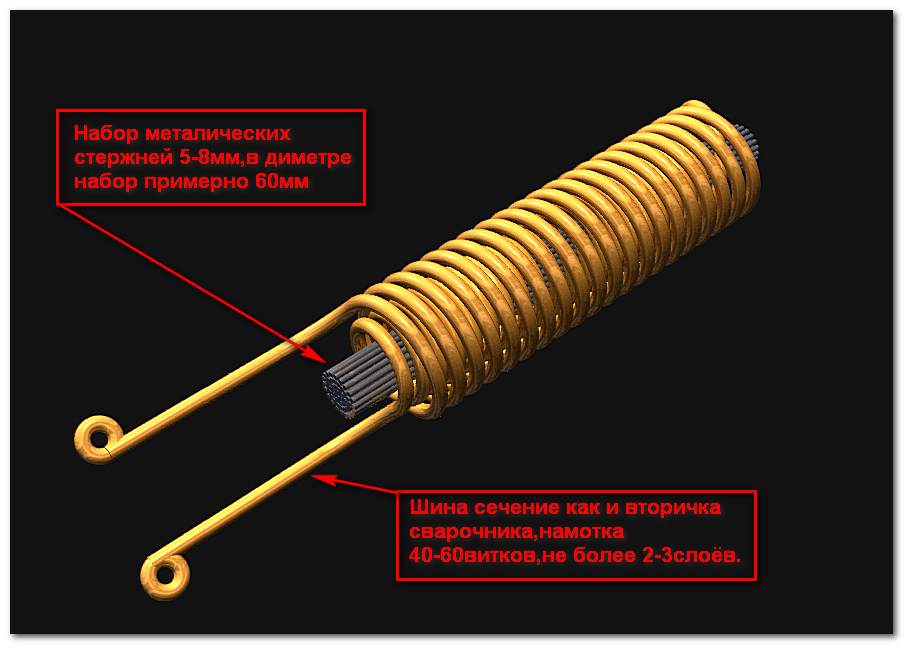
| Материал | Kool Мμ® (Magnetics) | Порошковое железо |
| Состав сплава | Fe Si Al | Fe |
| Потери тока | Низкие | Высокие |
| Начальная магнитная проницаемость | 26…125 | 10…100 |
| Температура Кюри, °С | 500 | 770 |
| Рабочие температуры, °С | -55. ..200 ..200 | -30…75 |
| Индукция насыщения, Тл | 1 | -1,2…-1,5 |
| Рисунок 3 — Зависимость потерь в сердечнике от плотности магнитного потока для порошковых материалов (Kool Мμ® и распыленное железо) |
 Наряду с подмагничиванием, вызванным постоянной составляющей тока, в дросселях импульсных регуляторов также протекает переменный ток. В диапазоне 10кГц-300кГц переменная составляющая может вызывать потери в сердечнике и его нагрев до температуры выше температуры Кюри. Выбор в качестве материала сердечника пермаллоя Kool Мμ® позволяет снизить влияние переменной составляющей и повысить эффективность работы дросселя.
Наряду с подмагничиванием, вызванным постоянной составляющей тока, в дросселях импульсных регуляторов также протекает переменный ток. В диапазоне 10кГц-300кГц переменная составляющая может вызывать потери в сердечнике и его нагрев до температуры выше температуры Кюри. Выбор в качестве материала сердечника пермаллоя Kool Мμ® позволяет снизить влияние переменной составляющей и повысить эффективность работы дросселя.| Рисунок 4 — Зависимость магнитной проницаемости материалов Kool Мμ® (Magnetics) и распыленного железа от подмагничивания постоянным током |

где L – индукция, мГн
N – число витков
Ae – площадь эффективного сечения, мм²
Ie – длина магнитного пути, мм.
Кроме того, на эффект рассеяния также оказывают влияние количество витков, конструкция дросселя, размер и конфигурация сердечника. Так, например, в случае Е-образного магнитопровода с увеличением длины намотки магнитное рассеяние полей будет проявляться в меньшей степени в отличие от других технических исполнений. При определении необходимого количества витков, размера и конфигурации сердечника в ходе проектирования источников питания и других устройств часто возникает необходимость проведения соответствующих расчетов. Некоторые подходы определения параметров дросселя инверторного сварочного источника подробно описаны в литературе [9, 10].
Многие компании, выпускающие сердечники из порошковых материалов, наряду с технической документацией предлагают пользователям бесплатное программное обеспечение [9]. В качестве примера можно привести бесплатные программы, разработанные компанией Magnetics, позволяющие по известным параметрам осуществлять расчет дросселей источников питания.
При определении размеров сердечника и количества витков также может быть использована следующая упрощенная методика [11]:
В качестве примера можно привести бесплатные программы, разработанные компанией Magnetics, позволяющие по известным параметрам осуществлять расчет дросселей источников питания.
При определении размеров сердечника и количества витков также может быть использована следующая упрощенная методика [11]:
где L — индуктивность при подмагничивании, вызванном постоянной составляющей тока (мГн),
I – постоянный ток (А)
2) Поиск соответствия расчетного значения LI² коду сердечника в таблице 2.
|
Таблица 2 – Соответствие расчетных данных коду сердечников из материала Kool Мμ® Magnetics [11] | |
| Сердечники конфигурации Е | LI² |
| E5528 | 50-150 |
| E5530 | 75-150 |
| E6527 | 150-350 |
| E8020 | 300-500 |
| LE114 | 500-1600 |
| LE114HT26 | 350-1300 |
| LE130 | 1150-3500 |
| LE160 | 1500-4500 |
— Определение номинального значения коэффициента индуктивности (AL, нГн/виток²) из данных таблицы 3
— Определение отклонения в меньшую сторону от номинального значения коэффициента индуктивности (-8%) ALmin
— Расчет количества витков по формуле:
где L – минимальная индуктивность, мкГн;
ALmin – минимальное значение коэффициента индуктивности, нГн/виток².

— Расчет силы намагничивания (H) согласно выражению [3]:
где N – число витков;
I – сила тока, А;
Le – длина линии магнитной индукции, см.
— Определение падения μ относительно начальной магнитной проницаемости для рассчитанного подмагничивания постоянным током (рисунок 5).
— Увеличение числа витков путем деления определенного ранее количества витков (формула 2) на долю смещения в меньшую сторону магнитной проницаемости позволит получить величину магнитной индукции, близкой к требуемым значениям. При необходимости расчеты повторяются.
| Рисунок 5 — Функциональная зависимость магнитной проницаемости от подмагничивания постоянным током для материала Kool Mμ®[11] |
Таким образом, были рассмотрены основные характеристики пермаллоя Kool Мμ® фирмы Magnetics и особенности применения конфигурации Е в инверторных источниках тока сварочных аппаратов. Представлены сопоставительные данные по свойствам порошковых материалов, таких как Kool Мμ® и распыленное железо. Отмечено, что магнитопроводы на основе пермаллоя Kool Мμ® обладают меньшими потерями в сравнении с распыленным железом (Iron Powder). Применение сердечников конфигурации Е с распределенным зазором в выходных дросселях ИИСТ позволяет не только снизить габаритные размеры и повысить надежность готового изделия, но и снизить интенсивность полей рассеивания.
Представлены сопоставительные данные по свойствам порошковых материалов, таких как Kool Мμ® и распыленное железо. Отмечено, что магнитопроводы на основе пермаллоя Kool Мμ® обладают меньшими потерями в сравнении с распыленным железом (Iron Powder). Применение сердечников конфигурации Е с распределенным зазором в выходных дросселях ИИСТ позволяет не только снизить габаритные размеры и повысить надежность готового изделия, но и снизить интенсивность полей рассеивания.
| Таблица 3 – Характеристика Е-образных сердечников фирмы Magnetics [11] |
Литература
1. Бессонов Л.А. Теоретические основы электротехники. Электрические цепи. – 10-е изд., перераб. и доп. – – М.: Гардарики, 2002. – 638 с.
2. Мишин Д.Д. Магнитные материалы, Учеб. пособие для вузов. 2-е изд., перераб. и доп. М.: Высш. шк., 1991. 384 с.
М.: Высш. шк., 1991. 384 с.
3. http://www.mag-inc.com/products/powder-cores/kool-mu/large-kool-mu-core-shapes
4. С. Петров. Сварочный инвертор начального уровня: пример разработки/ Силовая Электроника.2010 — №5 – С. 82-89
5. С. Петров. Схемотехника промышленных сварочных инверторов/ Современная электроника. 2007 — №8 – С.42-47.
6. Michael W. Leakage flux considerations on kool mμ “E” cores. Bulletin No. KMC-E2
7.Володин В.Я. Моделирование индуктивностей с порошковыми сердечниками при помощи симулятора LTspice. Журнал Силовая электроника — 2010 г. — №2. — С.84-90.
8. В.В. Шкоркин, Ю.М. Казанцев. Cнижение помехоэмиссии силовых дросселей тороидальной конструкции/ Известия Томского политехнического университета. 2010. — Т. 316. № 4. – C.107-110.
9. Володин В.Я. Бесплатные версии программ расчета дросселя с порошковым сердечником/Силовая электроника. 2010 — №3. – С.92-99.
10. Володин В.Я. Инверторный источник сварочного тока. Опыт ремонта и расчёт электромагнитных элементов. Журнал Радио №8, 9, 10 за 2003 год.
Володин В.Я. Инверторный источник сварочного тока. Опыт ремонта и расчёт электромагнитных элементов. Журнал Радио №8, 9, 10 за 2003 год.
11. http://www.mag-inc.com/products/powder-cores/kool-mu/large-kool-mu-core-shapes
|
Сердечники E-образные из материала Kool Mμ выпускаются с проницаемостью 26μ, 40μ, 60μ и 90μ. Преимуществом Е-образной конструкции магнитопровода является возможность его применения в сварочном оборудовании, например, в источниках сварочного тока инверторного типа (ИИСТ). Как известно, многие современные модели сварочных инверторов оснащены выходными дросселями [4,5]. При этом дроссель может быть как ключевым звеном сварочного аппарата, использующего в процессе сварки электроды, так и найти применение в составе сварочного полуавтомата. Применение в схемах ИИСТ моточных изделий позволяет не только стабилизировать ток, но и сгладить за счет их магнитного поля пульсирующее напряжение. Кроме того, дроссель можно использовать как в самодельных сварочных аппаратах, так и аналогичном оборудовании, изготавливаемом на заводе. Кроме того, дроссель можно использовать как в самодельных сварочных аппаратах, так и аналогичном оборудовании, изготавливаемом на заводе. Подробнее ознакомиться с особенностями применения порошковых Е-образных сердечников Magnetics в сварочном оборудовании можно в статье. μ26 E55/28/21 00K5528E026 00 — Код разбраковки по AL (00 — не разбраковывается)
|
|
||||||
 09 21
09 21
 04 21
04 21
Схема установки дросселя в первичной обмотке сварочного. Использование сварочного дросселя. Материалы для изготовления
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток.
 Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя. - Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
 Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI . Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI .
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
- Варианты использования подручных материалов
- Технология изготовления и установка
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать сварочный аппарат своими руками. В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Преимущества, которые дает дроссель для сварочного аппарата
Сварочный дроссель является регулятором силы тока, применяемого для сварки. Непосредственной его задачей является компенсация недостающего сопротивления. Его можно подключить к вторичной обмотке трансформатора. Это позволяет сместить фазы между проходящим током и его напряжением, что облегчает зажигание электрической дуги в начале процесса. Она горит при этом намного более ровно, и это позволяет достичь достаточно высокого качества сварного шва. Без дросселя сила тока всегда будет максимальной, что может создать проблемы в процессе сварки.
Схема сварочного полуавтомата.
Дроссель может входить в конструкцию как сварочного аппарата, который использует в процессе сварки электроды, так и в состав полуавтомата. Сварочный полуавтомат, имеющий его, куда меньше разбрызгивает металл при работе, сам процесс сварки проходит намного мягче, чем при его отсутствии, а сварной шов при этом проваривается на большую глубину. Так что преимущества использования такой детали не вызывают сомнений, и ее можно установить не только на самодельный сварочный аппарат, но и на аналогичный аппарат заводского изготовления. Особенно это касается недорогих моделей, склонных к неполадкам. Это немало облегчит работу на нем и повысит качество сварки.
Сварочный полуавтомат, имеющий его, куда меньше разбрызгивает металл при работе, сам процесс сварки проходит намного мягче, чем при его отсутствии, а сварной шов при этом проваривается на большую глубину. Так что преимущества использования такой детали не вызывают сомнений, и ее можно установить не только на самодельный сварочный аппарат, но и на аналогичный аппарат заводского изготовления. Особенно это касается недорогих моделей, склонных к неполадкам. Это немало облегчит работу на нем и повысит качество сварки.
Вернуться к оглавлению
Чтобы изготовить сварочный дроссель самостоятельно, прежде всего необходимо найти подходящий материал. Для этого вполне подойдут многие электротехнические устройства, отработавшие свой срок службы и выброшенные за ненадобностью. Поскольку он представляет собой просто сердечник с намотанным на него проводом, выбор здесь довольно широк. Вполне может подойти для этой цели трансформатор, когда-то входивший в конструкцию такого аппарата, как ламповый телевизор. Всю обмотку с него придется снять, а освободившийся сердечник использовать для намотки нового провода, длину и сечение которого необходимо рассчитать заранее.
Всю обмотку с него придется снять, а освободившийся сердечник использовать для намотки нового провода, длину и сечение которого необходимо рассчитать заранее.
Для создания дросселя применяются уже использованные электротехнические устройства.
Можно также, если представилась возможность, использовать дроссели, которые стояли на перегоревших лампах уличных фонарей. Старые обмотки при этом придется снять, поскольку они пришли в негодность, но оставить картонные прокладки, которые создавали зазор между основной частью сердечника и замыкающей. При намотке нового провода их нужно будет поставить на прежнее место. В целом же надо отметить, что для намотки дросселя можно использовать любой магнитопроводящий сердечник, имеющий сечение от 10 до 15 см. При этом необходимо сделать между его частями немагнитный промежуток, для чего вставить изолирующую прокладку толщиной от 0,5 до 1 мм.
Вернуться к оглавлению
Алюминиевый или медный провод участвует в создании дросселя.
Для намотки дросселя используется алюминиевый или медный провод.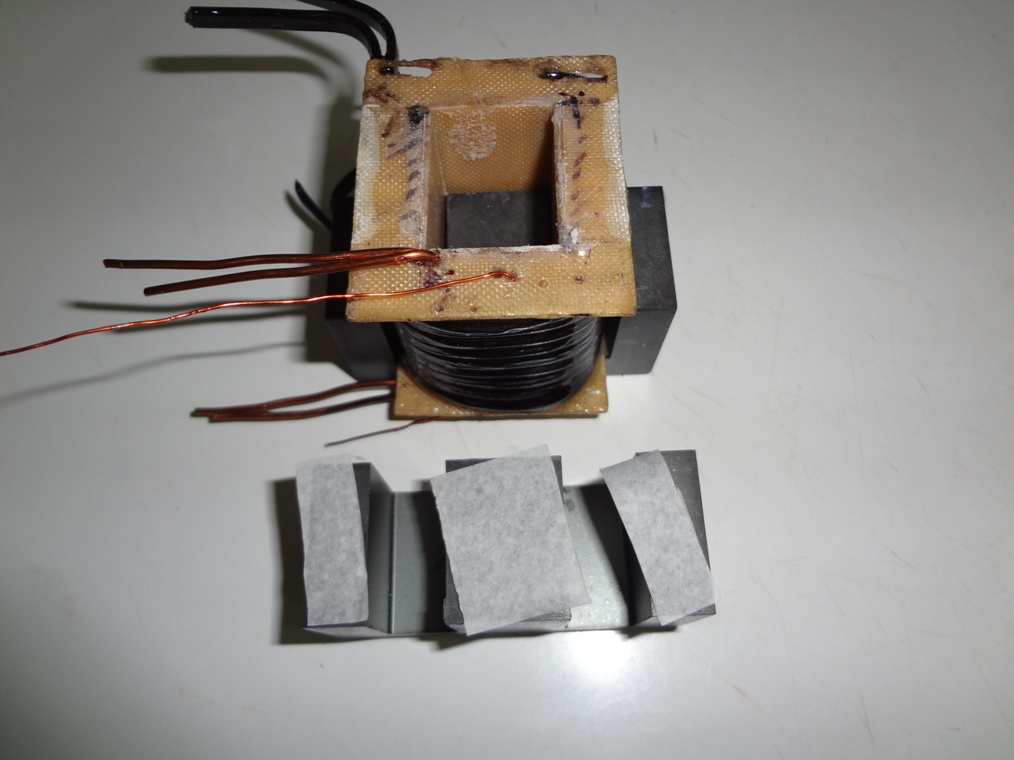 В первом случае его сечение должно составить 35-40 мм, во втором достаточно будет и 25 мм. Можно в качестве замены провода использовать и шину, в частности медную, 4 на 6 мм, или более толстую алюминиевую. При этом провод наматывается в количестве от 25 до 40 витков, а шину надо будет намотать в 3 слоя. Если в качестве сердечника выступает вышеупомянутая деталь от лампы уличного фонаря, то намотка производится только на одну из боковых сторон по всей длине до полного заполнения окна. При этом направление намотки менять нельзя. Каждый слой нужно изолировать от предыдущего путем прокладки хлопчатобумажной ткани, стеклоткани или специального изолирующего картона, которые еще желательно пропитывать бакелитовым лаком.
В первом случае его сечение должно составить 35-40 мм, во втором достаточно будет и 25 мм. Можно в качестве замены провода использовать и шину, в частности медную, 4 на 6 мм, или более толстую алюминиевую. При этом провод наматывается в количестве от 25 до 40 витков, а шину надо будет намотать в 3 слоя. Если в качестве сердечника выступает вышеупомянутая деталь от лампы уличного фонаря, то намотка производится только на одну из боковых сторон по всей длине до полного заполнения окна. При этом направление намотки менять нельзя. Каждый слой нужно изолировать от предыдущего путем прокладки хлопчатобумажной ткани, стеклоткани или специального изолирующего картона, которые еще желательно пропитывать бакелитовым лаком.
Если для аппарата предусматривается не плавная, а ступенчатая регулировка, то в магнитопроводящем сердечнике дросселя никакого воздушного промежутка не делается, а при намотке через равное количество витков нужно делать отводы. Контакты на них нужно ставить при этом достаточно сильные, поскольку на них будет ложиться большая нагрузка. В целом нужно признать, что установление дросселя положительно влияет на работу любого аппарата для сварки, будь то сварочный полуавтомат или примитивная самоделка. Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
В целом нужно признать, что установление дросселя положительно влияет на работу любого аппарата для сварки, будь то сварочный полуавтомат или примитивная самоделка. Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
Можно также ставить дроссель на аппарат вместе с понижающим трансформатором. Он подсоединяется на вторичную цепь сварочного трансформатора. Это повторяет конструкцию фирменного японского полуавтомата, стоящего больших денег. В этом случае дроссель нужно очень точно рассчитать по формуле, которая опубликована в специальной литературе, и преимущество это даст немалое. Такой аппарат будет иметь трансформатор с хорошим рассеиванием, а характеристики его будут четкими.
http://moiinstrumenty.ru/youtu.be/LvIyLUOzS64
Стоит сразу предупредить, что прежде, чем собрать сварочный аппарат, собранный своими силами, дроссель необходимо правильно настроить. Это можно сделать двумя основными способами: добавляя или отматывая количество витков провода, или меняя размеры воздушного промежутка в сердечнике.
Это можно сделать двумя основными способами: добавляя или отматывая количество витков провода, или меняя размеры воздушного промежутка в сердечнике.
После того как дроселя будут успешно настроены, самодельный аппарат вполне сможет работать не хуже, чем дорогой фирменный полуавтомат.
Он будет соответствовать именно тем требованиям, которые нужны владельцу.
moiinstrumenty.ru
Дроссель для сварочного аппарата своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени. Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу. Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно. Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения. Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода. Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком. В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм. Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.![]() В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока. Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока. Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
svaring.com
Использование сварочного дросселя
Сварочный аппарат есть, практически у каждого мало-мальски уважающего себя хозяина. Как правило, в последнее время приобретаются аппараты относительно невысокого качества, которые, после небольшой и недорогой доработки, совершенно не уступают лучшим фирменным образцам. Одной из таких доработок является установка дросселя для сварки.
Что это дает? Во-первых стабилизируется сварочный ток. При использовании сварочного аппарата переменного тока поджиг электрода возможен только при достижении уровня напряжения, необходимого для поджига и соответствующей синусоиды электрического тока. Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву.
Сварочные дроссели применяются как в сварочных аппаратах, использующих электроды, так и в полуавтоматах. В случае применения в полуавтомате, значительно уменьшается разбрызгивание металла, а работа становится более мягкой, причем шов проваривается более глубоко.
Для изготовления сварочного дросселя своими руками умельцы используют трансформаторы от старых, желательно ламповых, телевизоров. Для начала снимается полностью вся намотка, а на «железо» наматывается провод, исходя из предварительных расчетов.
Стоит отметить, что весьма неплохое качество при изготовлении сварочного дросселя своими руками можно получить, если использовать в качестве заготовки дроссели от сгоревших ламп уличного освещения. Как правило, обмотка содержит от 25 до 40 витков провода, сечением 35-40 мм2, если используется алюминиевый провод и от 25 мм2, в том случае, если удалось раздобыть медный. Неплохо подходит для намотки дросселя шинка — как алюминиевая, так и медная.
Итак, можно ставить дроссель на, практически, любой сварочный аппарат, но специалисты все-таки советуют использовать его совместно с выпрямительным блоком — это относится только к сварочным аппаратам, работающим с переменным током. В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами.
В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами.
Существуют конструкции, в которых дроссель работает в паре с понижающим трансформатором. В этом случае расчет дросселя должен быть более точным и производится по формулам, которые можно найти в специализированной литературе.
При такой реализации конструкции предпочтительное место установки дросселя — вторичная цепь сварочного трансформатора. Стоит заметить, что именно таким образом располагается дроссель в некоторых дорогих сварочных полуавтоматах импортного производства. Преимущества здесь налицо. При таком расположении трансформатор обладает нормальным рассеиванием и весьма жесткой внешней характеристикой.
Регулировка работы дросселя — весьма ответственное дело. Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная.![]()
nanolife.info
Изготовление сварочного дросселя Подскажите пожалуйста, с чего можно намотать сварочный дроссель?) сколько витков и как? для домашней сварки на 200 АВот в этой схеме есть дроссель.. такой бы мне)
Прикрепленные изображения
Изготовление сварочного дросселя Его параметры жеско не закрепляются. Сердечника см на 50-70 достаточно, а провода витков 40-60 примерно, только чтоб ток выдерживали. Можно использовать обмотки дополнительного транса. Если будет очень мало витков, эффекта не будет, если много — дугу гасить замучитесь. Зы.Правда у меня кондёр не используется — и так всё работает.Изготовление сварочного дросселя
Изготовление сварочного дросселя
Берём железо от двигателя 2-4 квт, и разрезаем болгаркой камнем 2- 2,5 мм поперёк одну сторону, это будет магнитный зазор в который на эпоксидку вклеить текстолит,все пазы под предыдущую обмотку надо аырубить железом, если есть металические скобы то удалить, обматать изоляцией и двадцать метров провода 30 кв мм вам в помощ.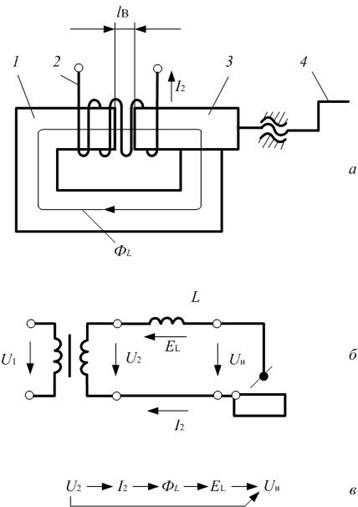
Изготовление сварочного дросселя
FOREvERz (Apr 7 2010, 17:33) писал:
а с чего использовать сердечник?)
Чтоб индуктивность высокая была! Изготовление сварочного дросселя
По отзывам двигатель не катит тоесть работать конечно будет но лучше ТОР. А так поищи разборный транс киловата на 2 и намотать медную шину. У нас на сварочном в аргоне дроссель был равен по габарита ссиловому трансу.
Изготовление сварочного дросселя а можно без дросселя использовать сглаживающий фильтр, состоящий из конденсатора и сопротивления? если да, то какие должны быть параметры конденсатора и сопротивления? Вместо сопротивления можно ли использовать что-то типа реостата? если да, то какой реостат?
Изготовление сварочного дросселя
Может начнем всетаки с лошади……Для какой сварки требуется дроссель? Я делал для сварки в аргоне как потом оказалось вполне можно обойтись и без него..
Изготовление сварочного дросселя для обычной дуговой сварки, поддерживает электроды от 2 до 4 мм. Есть выпрямитель, нету фильтра, нету дросселя. а Хотим варить нержавейкой и т.д. Изготовление сварочного дросселя А в своё время вот такую улитку ставил…
Есть выпрямитель, нету фильтра, нету дросселя. а Хотим варить нержавейкой и т.д. Изготовление сварочного дросселя А в своё время вот такую улитку ставил…
http://www.uralelekt…0bf/rtt_038.jpg
Изготовление сварочного дросселя
Есть выпрямитель, нету фильтра, нету дросселя. а Хотим варить нержавейкой и т.д.
Так всё-таки? Изготовление сварочного дросселя
а можно без дросселя использовать сглаживающий фильтр, состоящий из конденсатора и сопротивления?
Этот фильтр сглаживает не то что нужно, от того при сварке бесполезен. Изготовление сварочного дросселя Дроссель тут не сглаживает! Он поддерживает непрерывность тока, если грубо. Сие есть разные вещи. Вернее те же но, по другому работает.
Изготовление сварочного дросселя 🙁
Прикрепленные изображения
Изготовление сварочного дросселя резистором будет сварочная дуга…, а конденсаторов чем больше тем лучше, напряжение конденсаторов не менее 100в, а ёмкость сколько позволит корпус сварочника и Ваш кошелёк. .. При обвязке конденсаторов учитывайте второй закон Киргофа, либо обвязывайте все толстым проводом… Примерная суммарная ёмкость 200 000 — 500 000 Мкф., хотя резистор воткнуть тоже можно, чтоб конденсаторы заряженные не оставались после отключения, 1кОм.
.. При обвязке конденсаторов учитывайте второй закон Киргофа, либо обвязывайте все толстым проводом… Примерная суммарная ёмкость 200 000 — 500 000 Мкф., хотя резистор воткнуть тоже можно, чтоб конденсаторы заряженные не оставались после отключения, 1кОм.Изготовление сварочного дросселя
А по этой схеме можно будет собрать выпрямитель для сварки? электроды 3 мм примерно. если да, то какие параметры конденсатора и резистора, никто не в курсе?
Собрать можно, но толку, нержавеющим электродом без дросселя варить не получится. Изготовление сварочного дросселя
cimon (Apr 12 2010, 22:10) писал:
Собрать можно, но толку, нержавеющим электродом без дросселя варить не получится.
Я конечно не пробовал, но с осциллятором наверно будет гореть как милый. Четверка УОНИ на переменном токе горела как сумасшедшая, и вроде как 80А стояло. Изготовление сварочного дросселя
Я конечно не пробовал, но с осциллятором наверно будет гореть как милый. Четверка УОНИ на переменном токе горела как сумасшедшая, и вроде как 80А стояло.
Вот чего не пробовал, так это варить нержавеющим электродом с осциллятором, переменкой, и даже не слышал, возможно и будет, почему нет. Только мучает один вопрос, почему все варят постоянкой, а не переменкой с осциллятором? Осциллятор сделать значительно легче и дешевле, чем постоянку. Напрашиваются два варианта ответа: 1. либо варить с осциллятором, ММА сваркой, шипко опасно, не будешь ведь бегать каждый раз отключать осцилятор, при смене электрода. 2. либо качество шва страдает. Изготовление сварочного дросселя
А по этой схеме можно будет собрать выпрямитель для сварки? электроды 3 мм примерно. если да, то какие параметры конденсатора и резистора, никто не в курсе?
Примерная суммарная ёмкость 200 000 — 500 000 Мкф
Только не удивляйтесь если после первого чирка электродом по детали в ней образуется кратер, а сам электрод ровным слоем брызг осядет на маске… Изготовление сварочного дросселя Был задан конкретный вопрос, как самому изготовить сварочный дроссель. Думаю, вопрос представляет интерес для многих, в тч и для меня. По форуму читал, что дроссель можно изготовить из старого ЛАТРа, мотора от стиральной машины, старого транса, а может и еще из чего подручного… Хотелось бы не разводить флейм и не уходить от темы куда-то в бездны Галактики, а все-таки узнать, как и кто делал самодельный дроссель (с эскизами чертежей, фото, а не просто-сделай пропил и вклей текстолит…где пропил, куда клеить?). Также поточнее привести моточные данные — чем и как мотать, как изолировать. Все-таки 30 квадратов, это не 0.75мм. Как внешне оформить дроссель? Чтобы можно было тем, кто захочет собрать дроссель своими силами, выбрать подходящий материал и повторить. Если жалко делиться своими нау-хау, то лучше ничего вообще не писать. А желающим обсудить чего в голову клюнет, но не по данной теме, просьба перейти в другие соответствующие подразделы.
Думаю, вопрос представляет интерес для многих, в тч и для меня. По форуму читал, что дроссель можно изготовить из старого ЛАТРа, мотора от стиральной машины, старого транса, а может и еще из чего подручного… Хотелось бы не разводить флейм и не уходить от темы куда-то в бездны Галактики, а все-таки узнать, как и кто делал самодельный дроссель (с эскизами чертежей, фото, а не просто-сделай пропил и вклей текстолит…где пропил, куда клеить?). Также поточнее привести моточные данные — чем и как мотать, как изолировать. Все-таки 30 квадратов, это не 0.75мм. Как внешне оформить дроссель? Чтобы можно было тем, кто захочет собрать дроссель своими силами, выбрать подходящий материал и повторить. Если жалко делиться своими нау-хау, то лучше ничего вообще не писать. А желающим обсудить чего в голову клюнет, но не по данной теме, просьба перейти в другие соответствующие подразделы.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0. 8 мм
8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.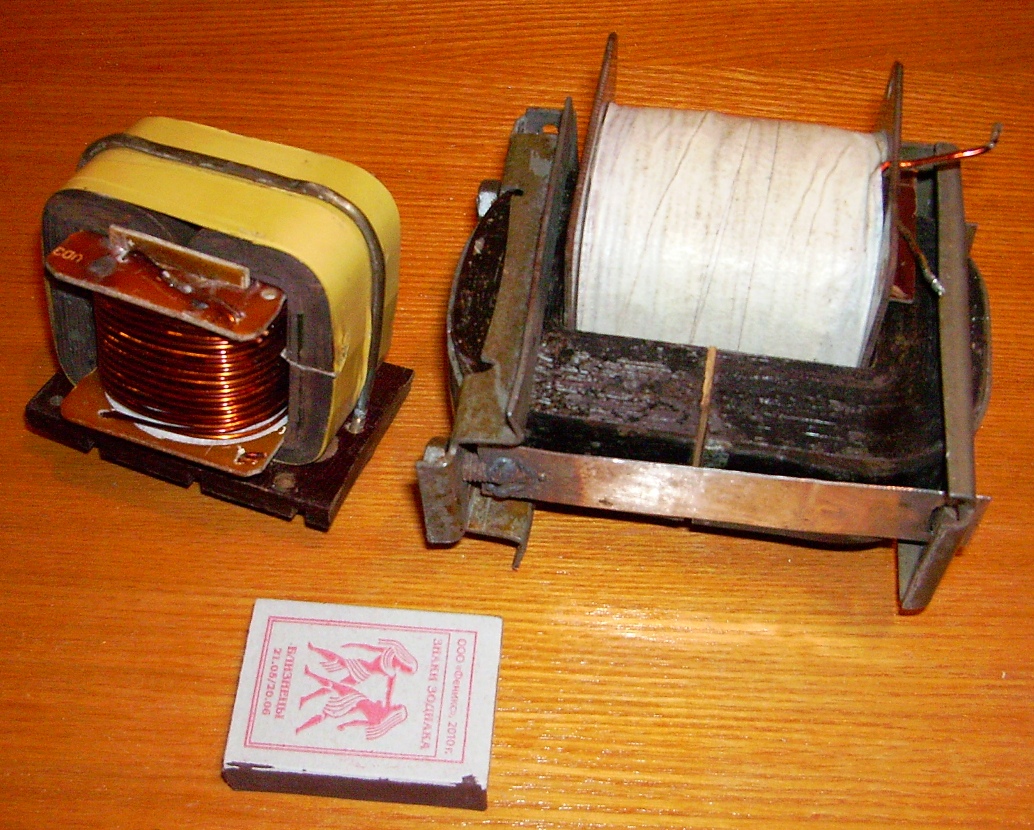
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани.
 Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.![]()
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим , который выдает всего 48 В в режиме холостого хода.
Выходной дроссель для сварки может существенно облегчить работу с этим , который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
 Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока
. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать . В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Преимущества, которые дает дроссель для сварочного аппарата
Сварочный дроссель является регулятором силы тока, применяемого для сварки. Непосредственной его задачей является компенсация недостающего сопротивления. Его можно подключить к вторичной обмотке трансформатора. Это позволяет сместить фазы между проходящим током и его напряжением, что облегчает зажигание электрической дуги в начале процесса. Она горит при этом намного более ровно, и это позволяет достичь достаточно высокого качества сварного шва. Без дросселя сила тока всегда будет максимальной, что может создать проблемы в процессе сварки.
Схема сварочного полуавтомата.
Дроссель может входить в конструкцию как сварочного аппарата, который использует в процессе сварки электроды, так и в состав полуавтомата. Сварочный полуавтомат, имеющий его, куда меньше разбрызгивает металл при работе, сам процесс сварки проходит намного мягче, чем при его отсутствии, а сварной шов при этом проваривается на большую глубину. Так что преимущества использования такой детали не вызывают сомнений, и ее можно установить не только на , но и на аналогичный аппарат заводского изготовления. Особенно это касается недорогих моделей, склонных к неполадкам. Это немало облегчит работу на нем и повысит качество сварки.
Так что преимущества использования такой детали не вызывают сомнений, и ее можно установить не только на , но и на аналогичный аппарат заводского изготовления. Особенно это касается недорогих моделей, склонных к неполадкам. Это немало облегчит работу на нем и повысит качество сварки.
Вернуться к оглавлению
Варианты использования подручных материалов
Чтобы изготовить сварочный дроссель самостоятельно, прежде всего необходимо найти подходящий материал. Для этого вполне подойдут многие электротехнические устройства, отработавшие свой срок службы и выброшенные за ненадобностью. Поскольку он представляет собой просто сердечник с намотанным на него проводом, выбор здесь довольно широк. Вполне может подойти для этой цели трансформатор, когда-то входивший в конструкцию такого аппарата, как ламповый телевизор. Всю обмотку с него придется снять, а освободившийся сердечник использовать для намотки нового провода, длину и сечение которого необходимо рассчитать заранее.
Для создания дросселя применяются уже использованные электротехнические устройства.
Можно также, если представилась возможность, использовать дроссели, которые стояли на перегоревших лампах уличных фонарей. Старые обмотки при этом придется снять, поскольку они пришли в негодность, но оставить картонные прокладки, которые создавали зазор между основной частью сердечника и замыкающей. При намотке нового провода их нужно будет поставить на прежнее место. В целом же надо отметить, что для намотки дросселя можно использовать любой магнитопроводящий сердечник, имеющий сечение от 10 до 15 см. При этом необходимо сделать между его частями немагнитный промежуток, для чего вставить изолирующую прокладку толщиной от 0,5 до 1 мм.
Вернуться к оглавлению
Технология изготовления и установка
Алюминиевый или медный провод участвует в создании дросселя.
Для намотки дросселя используется алюминиевый или медный провод. В первом случае его сечение должно составить 35-40 мм, во втором достаточно будет и 25 мм. Можно в качестве замены провода использовать и шину, в частности медную, 4 на 6 мм, или более толстую алюминиевую. При этом провод наматывается в количестве от 25 до 40 витков, а шину надо будет намотать в 3 слоя. Если в качестве сердечника выступает вышеупомянутая деталь от лампы уличного фонаря, то намотка производится только на одну из боковых сторон по всей длине до полного заполнения окна. При этом направление намотки менять нельзя. Каждый слой нужно изолировать от предыдущего путем прокладки хлопчатобумажной ткани, стеклоткани или специального изолирующего картона, которые еще желательно пропитывать бакелитовым лаком.
При этом провод наматывается в количестве от 25 до 40 витков, а шину надо будет намотать в 3 слоя. Если в качестве сердечника выступает вышеупомянутая деталь от лампы уличного фонаря, то намотка производится только на одну из боковых сторон по всей длине до полного заполнения окна. При этом направление намотки менять нельзя. Каждый слой нужно изолировать от предыдущего путем прокладки хлопчатобумажной ткани, стеклоткани или специального изолирующего картона, которые еще желательно пропитывать бакелитовым лаком.
Если для аппарата предусматривается не плавная, а ступенчатая регулировка, то в магнитопроводящем сердечнике дросселя никакого воздушного промежутка не делается, а при намотке через равное количество витков нужно делать отводы. Контакты на них нужно ставить при этом достаточно сильные, поскольку на них будет ложиться большая нагрузка. В целом нужно признать, что установление дросселя положительно влияет на работу любого аппарата для сварки, будь то сварочный полуавтомат или примитивная самоделка. Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
Можно также ставить дроссель на аппарат вместе с понижающим трансформатором. Он подсоединяется на вторичную цепь сварочного трансформатора. Это повторяет конструкцию фирменного японского полуавтомата, стоящего больших денег. В этом случае дроссель нужно очень точно рассчитать по формуле, которая опубликована в специальной литературе, и преимущество это даст немалое. Такой аппарат будет иметь трансформатор с хорошим рассеиванием, а характеристики его будут четкими.
Стоит сразу предупредить, что прежде, чем собрать сварочный аппарат, собранный своими силами, дроссель необходимо правильно настроить. Это можно сделать двумя основными способами: добавляя или отматывая количество витков провода, или меняя размеры воздушного промежутка в сердечнике.
После того как дроселя будут успешно настроены, самодельный аппарат вполне сможет работать не хуже, чем дорогой фирменный полуавтомат.

Он будет соответствовать именно тем требованиям, которые нужны владельцу.
Изготовление дросселя в Санкт-Петербурге
Трансформаторы и моточные изделия
Дроссель – элемент электрической цепи, который на сегодняшний момент используется практически в любой электрической схеме. Предназначен он для подавления переменной составляющей тока в цепи, регулирования силы тока и ограничения сигналов различной частоты. Простыми словами, это прибор, уменьшающий напряжение. В отличие от обычных резисторов это элемент имеет значительные преимущества, так как значительно экономит электроэнергию и сильно не нагревается.
Для постоянного тока дроссель не является ни регулирующим элементом, ни сопротивлением. В цепи переменного тока дроссель выступает ограничителем или индуктивным сопротивлением. В импульсных блоках питания этот элемент призван блокировать резкие всплески от трансформатора, пропуская сглаженное напряжение. Также этот элемент электрической схемы используют в электрических сетях, но в случае с последними, дроссели выполняют роль реакторов. Таким образом, по величине напряжения существует несколько видов дросселей:
Таким образом, по величине напряжения существует несколько видов дросселей:
- низковольтные;
- высоковольтные
- токоограничивающие реакторы (приборы, которые ограничивают ток короткого замыкания).
Изготовление дросселя осуществляется строго по техническому заданию в соответствии с проектной документацией и ГОСТами. Визуально дроссель выглядит в виде обычной катушки из провода, намотанного на сердечник с магнитопроводом (или, в случае высоких частот – без корпуса) и работает по принципу электрического трансформатора. От трансформатора дроссель отличается количеством обмоток и наличием магнитного зазора.
Где применяется дроссель
Дроссели имеют широкое применение в самых различных устройствах и приборах. Как правило, дроссели используются в сглаживающих фильтрах и различных селективных цепях. Изготовление дросселя выполняется с учетом множества характеристик, например, требуемого значения индуктивности, максимального тока катушки и т. д. Конструкция дросселя зависит от свойств материала магнитопровода, его конфигурации и числа витков катушки.
д. Конструкция дросселя зависит от свойств материала магнитопровода, его конфигурации и числа витков катушки.
В качестве примера применения дросселя можно привести осветительные приборы. Без дросселя не будет работать ни один бытовой светильник, офисная лампа или уличный фонарь. Этот элемент отвечает за их включение и нормальную работу. В различных электрических приборах дроссель ограничивает напряжение, которое попадает в колбу газоразрядной лампы. Кроме того, дроссель создаёт пусковое напряжение, которое требуется для образования электрического разряда между электродами. По такой схеме зажигается люминесцентный источник света.
Изготовление дросселей на заказ
На нашем предприятии вы можете заказать разработку и производство дросселей различного предназначения с любыми характеристиками по техническому заданию заказчика.
В процессе изготовления дросселей осуществляется обязательная пропитка производимого оборудования современными полимерными компаундами.
Высокая квалификация специалистов и многолетний опыт работы предприятия позволяют выполнять заказы на изготовление дросселей различных конфигураций, как в штучных экземплярах, так и в рамках серийного производства.![]()
Оснащению оборудования на предприятии уделяется повышенное внимание. Выпускаемая продукция ПАО «Прибой» является одной из самых надежных в России, также не уступает по качеству и безопасности иностранным аналогам.
Мы работаем только с лучшими материалами и проверенными поставщиками.
Преимущества изготовления дросселей на заказ на производственном предприятии «Прибой»:
- гарантия качественного, долговечного и безопасного оборудования, которое будет использоваться многие годы;
- в работе используем высокоточные станки с программным управлением;
- полная безопасность производимого оборудования, соответствие ГОСТам;
- производство оборудования, совместимого со всеми типами преобразователей частоты;
- возможность производства нестандартных габаритов;
- производство любого количества продукции – от индивидуальных заказов до серийных тиражей;
- оптимальные цены, индивидуальный подход и оперативность при исполнении заказа.
ИМПУЛЬСНЫЙ СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ Вашему вниманию представлена схема сварочного аппарата импульсного типа, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
Трансформатор намотан на феррите Ш7х7 или 8х8
СИЛОВОЙ ТРАНСФОРМАТОР СВАРОЧНОГО АППАРАТА Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора. Трансформатор на 41кгц — два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе. Намотка трансформатора Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Конструкция Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Настройка Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле. Ни какого шума быть не должно иначе выйдут из строя IGBT! Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт. Ниже вы можете СКАЧАТЬ ПЕЧАТНЫЕ ПЛАТЫ В ФОРМАТЕ LAY. Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail. Статья взята с сайта ПАЯЛЬНИК.
Адрес администрации сайта: [email protected]
|
 2мм
2мм
 Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.  Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
 Если он есть — убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если он есть — убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо. Ток больше — ширина больше, ток меньше — ширина меньше.
Ток больше — ширина больше, ток меньше — ширина меньше.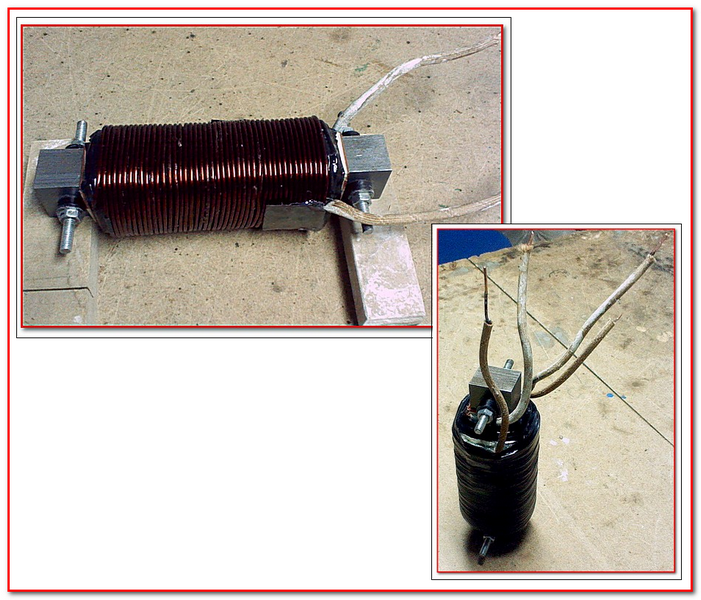 Вентилятор через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Вентилятор через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.Power Electronics • Просмотр темы
vladimir30 писал(а):
аппараты с дросселями переменного тока описаны везде
а такое читали?
http://radikal.ru/F/s40.radikal.ru/i089 … c.jpg.html
вот текст
Источник питания для электродуговой сварки (ИПЭС) включает сварочный трансформатор с отдельными магнитопроводами. Первичная обмотка свароч-ного трансформатора одной клеммой подключена к выводной клемме сети через встречно включенную обмотку вспомогательного трансформатора.

Сварочный трансформатор имеет магнитопровод 1 (рис.1), на котором разме-щены первичная обмотка 2 и вторичная обмотка 6. Вспомогательный трансформатор имеет магнитопровод 4, на котором размещены первичная обмотка 5 и вторичная обмотка 3. Первичная обмотка 2 сварочного трансформатора одним выводом под-ключена встречно к выводной клемме вторичной обмотки 3 вспомогательного транс-форматора. Первичная обмотка 5 вспомогательного трансформатора последова-тельно соединена с вторичной обмоткой 6 сварочного трансформатора через электрод 7 и сварочное изделие 8.
При подключении ИПЭС к сети напряжение V1 прикладывается к первичной обмотке 2 сварочного трансформатора и вторичной обмотке 3 вспомогательного транс-форматора.
При наличии большего сопротивления между электродом 7 и свариваемым изделием 8 по первичным обмоткам 2 и 3 протекает ток холостого хода 0,5 А и создаваемый им магнитный поток индуктирует в первичной обмотке 2 сварочного трансформатора ЭДС Е1, а во вторичной обмотке 6 ЭДС Е2, равную V2.

Падение напряжения на вторичной обмотке 3 вспомогательного трансфор-матора составляет 0,5 В вследствие того, что магнитопровод 4 выполнен с воздушным зазором 2-4 мм. Уменьшается индуктивность вспомогательного трансформатора в режиме холостого хода.
Вспомогательный трансформатор выполняет функцию дросселя как в первич-ной, так и во вторичной цепи сварочного трансформатора.
При первоначальном подключении сварочного трансформатора к сети через вторичную обмотку 3 вспомогательного трансформатора с магнитопроводом 4, выпол-няющих функцию дросселя, увеличивается активное и индуктивное сопротивление пер-вичной цепи, уменьшается насыщение магнитной цепи и, соответственно, уменьшается пусковой ток.
После подключения дуги между электродом 7 и сварочным изделием 8 во вто-ричной цепи сварочного трансформатора протекает ток (рис.2).
Коэффициент трансформации сварочного трансформатора выполняется мень-ше коэффициента трансформации вспомогательного трансформатора в 3-5 раз.
 Сварочный трансформатор с ферритовым сердечником
Сварочный трансформатор с ферритовым сердечникомдля сертифицированных продуктов Better Illumination
$ 1,00- $ 30,00 / шт.
100,0 шт. (Минимальный заказ)
Основные свойства: & amp; middot; Высокая индукция насыщения уменьшает объем трансформаторов & amp; middot; Высокая проницаемость и низкая коэрцитивность повышают эффективность, & amp; middot; снизить возбуждающую мощность и уменьшить потери в меди & amp; middot; Низкие потери в сердечнике снижают повышение температуры трансформаторов & amp; middot; Превосходная термическая стабильность при температуре эксплуатации -55C-130C в течение длительного времени & amp; middot; НАИМЕНЬШАЯ ПОТЕРЯ СЕРДЕЧНИКА: P & amp; lt; 6 Вт / кг при 20 кГц, 0.5T, P & amp; lt; 9 Вт / кг при 20 кГц, 1T, P & amp; lt; 5 Вт / кг при 35 кГц, 0,5T, P & amp; lt; 14 Вт / кг при 35 кГц, 1T & amp; middot; Высокий Bs = 1,4 Тл, низкий Br & amp; lt; 10 мТл, низкий Hc & amp; lt; 1 А / м, u = 10000 Базовый параметр Нанокристаллический сердечник Ферритовый сердечник Насыщение Магнитострикционная индукция Bs (T) 1,25 0,5 Плотность остаточного магнитного поля Br (T) (20 кГц) & amp; lt; 0,20 0,2 Потери в сердечнике (20 кГц, 0,2 Тл) (Вт / кг) & amp; lt; 3,4 7,5 Потери в сердечнике (20 кГц, 0,5 Тл) (Вт / кг) & amp; lt; 35 Не может использоваться Потери в ядре (20 кГц, 0. 3T) (Вт / кг) & amp; lt; 40 Не может использоваться Проницаемость (20 кГц) (Ge // Oe) & amp; gt; 2×10 4 2×10 3 Коэрцитивная сила (А / м) & amp; lt; 1,60 6 Коэффициент насыщения магнитострикцией & amp; lambda; s & amp; lt; 2×10 -6 4×10 -6 Сопротивление (& amp; микро; & amp; Омега; см) 80 1X10 6 Температура Кюри (& amp; deg; C) 570 & amp; lt; 200 Эффективность занятия & amp; gt ; 0.70 — Основное приложение: & amp; bull; Инверторные сварочные аппараты и бык; Источники питания для источников рентгеновского излучения и лазеров & amp; bull; Источники питания связи и бык; Системы высокочастотного отопления & amp; bull; Электролитические и гальванические источники питания Не только сердечники силовых трансформаторов, но и трансформаторы, на которых мы специализируемся.Сердечники силового трансформатора для сварочного аппарата стандартного размера на рынке, детали, как показано ниже: Больше магнитных компонентов для сварочного аппарата: Наш партнер: Ведущий поставщик для ценных клиентов: Производство: Сертификаты: Безопасный Пакет: Адрес: Номер.
3T) (Вт / кг) & amp; lt; 40 Не может использоваться Проницаемость (20 кГц) (Ge // Oe) & amp; gt; 2×10 4 2×10 3 Коэрцитивная сила (А / м) & amp; lt; 1,60 6 Коэффициент насыщения магнитострикцией & amp; lambda; s & amp; lt; 2×10 -6 4×10 -6 Сопротивление (& amp; микро; & amp; Омега; см) 80 1X10 6 Температура Кюри (& amp; deg; C) 570 & amp; lt; 200 Эффективность занятия & amp; gt ; 0.70 — Основное приложение: & amp; bull; Инверторные сварочные аппараты и бык; Источники питания для источников рентгеновского излучения и лазеров & amp; bull; Источники питания связи и бык; Системы высокочастотного отопления & amp; bull; Электролитические и гальванические источники питания Не только сердечники силовых трансформаторов, но и трансформаторы, на которых мы специализируемся.Сердечники силового трансформатора для сварочного аппарата стандартного размера на рынке, детали, как показано ниже: Больше магнитных компонентов для сварочного аппарата: Наш партнер: Ведущий поставщик для ценных клиентов: Производство: Сертификаты: Безопасный Пакет: Адрес: Номер. 1 JiShan BuXia Lu, район TianHe, город Гуанчжоу, Китай Тел: + 86-20-85649266 Факс: + 86-20-85649263 Электронная почта: sales2 @ Skype: sales2 @ whatsapp / Wechat: +8615018791976
1 JiShan BuXia Lu, район TianHe, город Гуанчжоу, Китай Тел: + 86-20-85649266 Факс: + 86-20-85649263 Электронная почта: sales2 @ Skype: sales2 @ whatsapp / Wechat: +8615018791976
трансформатор с ферритовым сердечником и сварочный трансформатор для сварочного аппарата GREWIN на продажу — Производитель трансформатора из Китая (104583299).
ИБП
power EC35 импульсный трансформатор питания -LME- Lai Maner трансформатор индуктивности ER-
чип ERLMESMD
SMD трансформатор тока
Трансформатор зарядного устройства для электромобилей EC36-LME — индуктивность трансформатора китайского производства
Вертикальный трансформатор индуктивности EC42 высокочастотный трансформатор LME — китайское производство
EC40 ультразвуковой силовой трансформатор индуктивность трансформатора инвертора LME — китайское производство
зарядные устройства индуктивность трансформатора EC28 высокочастотная трансформатор LME- китайское производство
EC35 импульсный блок питания трансформатор инверторный индуктивность трансформатора LME китайское производство
Медицинское оборудование ER39 индуктивность приводного трансформатора трансформатора LME Ch inese Manufacturing
Зарядное устройство для электромобилей EC35 индуктивность силового трансформатора LME Китайское производство
Power EC34 индуктивность высокочастотного трансформатора трансформатора LME Китайское производство
LED Slim ER2810 специализированный высокочастотный трансформатор ER11.![]() 5 LME китайский трансформатор индуктивность производство трансформаторов
5 LME китайский трансформатор индуктивность производство трансформаторов
EC40 защищенный медный трансформатор с внешним экраном EC42 EC39 EC28 EC35 индуктивность трансформатора зарядного устройства LME китайское производство
инверторный силовой трансформатор EC40 EC34 EC36 EC35 LED LCD модуль LME китайский индуктивность трансформатора при производстве трансформаторов
EI19 аудио мощность трансформатор
EI19 продвигает трансформатор
EI16 импульсный трансформатор
EI19 плита трансформатор
аудио трансформатор EI16
EI10 высокочастотный силовой коммутационный трансформатор
EI14 аудио трансформатор
EE22-9000 адаптер питания EI22 9 Инверторный трансформатор EEL22
Силовой трансформатор дисплея EEL25
Силовой трансформатор EE55-laimaner-LME
Двухжильный силовой трансформатор EE110
Лазерный силовой трансформатор EE85
Индуктор силового фильтра EE110
Питающий высокочастотный повышающий трансформатор Mosquito
Высокочастотный повышающий трансформатор EEL16
Силовой трансформатор для светодиодного освещения EFD25
Силовой трансформатор EFD20 Shop help
EFD20 Трансформатор силового привода транспортного средства
Компания (LME), специализирующаяся на производстве силовых трансформаторов, звуковых трансформаторов, импульсных трансформаторов, трансформаторов постоянного напряжения, трансформаторов связи, автотрансформаторов, разделительных трансформаторов, сетевых трансформаторов, трансформаторов связи, горных трансформаторов, коммутирующих трансформаторов, трансформаторов высокого напряжения, ступенчатых трансформаторы, трансформаторы тока, индукторы, бусинки, индукторы, дроссели, индуктивности трансформаторов другие! Разнообразие, доступные цены, быстрая доставка, надеемся на сотрудничество с вами!
трансформатор с ферритовым сердечником и сварочный трансформатор для сварочного аппарата от GREWIN Images |
Направляющая для ферритовых бусин, гильз и сердечников | Центр знаний
3. 5
минут | 17 декабря 2019
5
минут | 17 декабря 2019
При разработке электронного оборудования контроль EMI (электромагнитных помех) в устройстве необходим для защиты компонентов, а часто и внешнего оборудования, от повреждений, вызванных уровнями высокочастотного шума.
Электромагнитные помехи (EMI) возникают, когда одно электромагнитное поле мешает другому, вызывая искажение обоих полей.
Некоторыми распространенными причинами электромагнитных помех являются импульсные источники питания, аппараты для дуговой сварки, втулки двигателя и электрические контакты.Все это может вызвать проблемы не только в самом оборудовании, но и в другом электронном оборудовании в окрестностях.
Эффект от случайных электромагнитных помех варьируется от незначительного до катастрофического. Например, источники питания создают низкочастотные электромагнитные помехи в шкафах данных и корпусах электрических кабелей. Если кабели не установлены и не защищены должным образом, возможны скачки высокого напряжения, вызывающие электрические помехи.![]() Эти скачки могут повредить оборудование, часто приводя к повреждению данных. Это может нарушить работу бизнеса на многих уровнях.
Эти скачки могут повредить оборудование, часто приводя к повреждению данных. Это может нарушить работу бизнеса на многих уровнях.
Чтобы противодействовать этим рискам, ферритовые растворы используются во многих областях — они даже используются в качестве частей промышленных генераторов. Ферриты состоят из керамических соединений с оксидами железа, интегрированными с соединениями никеля, цинка и марганца.
Ферритовые шарики и сердечники используются в конструкции оборудования для подавления и рассеивания высокочастотных шумов, вызываемых электромагнитными устройствами. Ферритовые компоненты используются для ослабления электромагнитных помех и могут быть чрезвычайно эффективными.
Конечно, использование правильно установленных и заземленных экранированных кабелей помогает подавить электромагнитные помехи. Однако может потребоваться установка ферритовых сердечников и на кабелях. Тип фильтра с ферритовым сердечником, используемого для подавления электромагнитных помех, зависит от нескольких факторов, в том числе:
- Где используется феррит (например, индуктивный фильтр с ферритовым шариком может быть припаян непосредственно к печатной плате)
- Когда установлен подавитель электромагнитных помех (например, подавитель электромагнитных помех кабеля с ферритовым сердечником может быть установлен после того, как оборудование уже используется)
Как уже упоминалось, правильно установленные экранированные силовые кабели и кабели управления являются одним из вариантов устранения проблем, вызывающих повреждение электромагнитных помех. Однако ферритовые гильзы и ферритовые бусины — другие полезные решения, снижающие уровень электромагнитных помех от устройств. Они предотвращают работу кабеля как антенну для других источников, ответственных за электромагнитные помехи, и являются очень экономичным решением.
Однако ферритовые гильзы и ферритовые бусины — другие полезные решения, снижающие уровень электромагнитных помех от устройств. Они предотвращают работу кабеля как антенну для других источников, ответственных за электромагнитные помехи, и являются очень экономичным решением.
Доступно несколько типов ферритовых материалов, ферритовых сердечников и валиков различной формы, каждая из которых предназначена для конкретного применения. Большинство из них действуют как «мягкие магниты», то есть они создают только те магнитные свойства, которые необходимы для подавления паразитных электромагнитных помех, когда они находятся под напряжением.
Характеристики ферритового сердечника обычно относятся к значениям относительной проницаемости ферритового сердечника. Эти значения определяются потребностями вашего конкретного приложения. Производители перечисляют эти значения вместе с другой необходимой информацией в таблицах, прилагаемых к спецификации продукта. Эта информация будет включать в себя таблицу насыщения ферритового сердечника, которая поможет вам рассчитать типы ферритовых материалов и продукты, необходимые для вашего проекта.
При работе с компонентами индуктивности ферритового борта калькулятор индуктивности ферритового борта используется для определения значений, необходимых для подавления электромагнитных помех, присутствующих в электронных компонентах вашей конструкции.
В некоторых приложениях электромагнитные помехи можно подавить с помощью трансформатора с ферритовым сердечником. Сам трансформатор построен с использованием магнитного сердечника, в котором обмотки катушки (индуктора) выполнены на компоненте ферритового сердечника.
Перед проектированием трансформатора проверьте свои требования и точное применение, включая входное напряжение, выходное напряжение, ток и рабочую частоту.
Гильзы и жилы часто используются в силовых и управляющих кабелях электронных и электрических устройств.Гильзы обычно устанавливают после того, как подсоединены все кабели.
Для круглой разводки часто используется квадратная пластиковая ферритовая втулка.![]() Сердечник заключен в шарнирный пластиковый кожух, который открывается, позволяя вставить кабель, а затем защелкивается, чтобы закрепить ферритовый сердечник A5 вокруг кабеля для подавления электромагнитных помех.
Сердечник заключен в шарнирный пластиковый кожух, который открывается, позволяя вставить кабель, а затем защелкивается, чтобы закрепить ферритовый сердечник A5 вокруг кабеля для подавления электромагнитных помех.
Другой вариант — использовать ферритовую гильзу с сердечником и круглым пластиковым кожухом, размер которого соответствует используемому кабелю.Ферритовые сердечники с квадратным и круглым корпусом ослабляют любую форму излучения электромагнитных помех и часто используются либо в качестве модернизации, либо в целях тестирования при расчете технических характеристик фильтров с ферритовым сердечником и требований к конструкции.
Чтобы начать выбор правильного типа ферритового сердечника, борта или гильзы, необходимого для ваших проектов, используйте предлагаемые ферритовые изделия из этой удобной таблицы.
Вам также могут понравиться следующие статьи:
Загрузите бесплатные CAD-файлы и попробуйте перед покупкой
Для большинства решений доступны бесплатные САПР, которые вы можете скачать бесплатно. Вы также можете запросить бесплатные образцы, чтобы убедиться, что выбранные вами решения именно то, что вам нужно. Если вы не совсем уверены, какой продукт лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас.
Вы также можете запросить бесплатные образцы, чтобы убедиться, что выбранные вами решения именно то, что вам нужно. Если вы не совсем уверены, какой продукт лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас.
Нанокристаллических сердечников для высокочастотных трансформаторов, инверторного сварочного аппарата — King Magnetics
Нанокристаллический сердечник трансформатора имеет очень высокую проницаемость, высокую индукцию насыщения, низкую коэрцитивную силу и низкие потери в сердечнике.-6): <2
Удельное сопротивление (мкОм.см): 90
Толщина ленты: 25 мкм
Формы сердечника: Тороидальный сердечник
Высокая плотность потока насыщения — вы можете уменьшить объем трансформаторов по сравнению с традиционным ферритом
Высокая проницаемость — повысить эффективность, снизить мощность возбуждения и уменьшить потери в меди
Низкая коэрцитивная сила и низкие потери в сердечнике — низкий рост температуры
Превосходная термическая стабильность — рабочая температура -40 — 130 ℃
Приложения
>> Инверторные сварочные аппараты
>> Источники питания для электролитического покрытия
>> Источники питания для лазеров высокой мощности
>> Источники питания для высокоскоростных железных дорог
>> Системы высокочастотного нагрева
>> Высокочастотные и высокомощные импульсные источники питания поставка
Сравнение характеристик
| Свойства | Нанофосфатные ядра | Ферритовые сердечники |
| Насыщение Плотность потока (Тл) | 1. 25 25 | 0,5 |
| Остаточная намагниченность (T) (20 кГц) | <0,3 | 0,2 |
| Потери в сердечнике (20 кГц / 0,2 зуб.) (Вт / кг) | <3,4 | 7,5 |
| Потери в сердечнике (20 кГц / 0,5 зуб.) (Вт / кг) | <30 | не может использовать |
| Потери в сердечнике (50 кГц / 0,3 Тл) (Вт / кг) | <40 | не может использовать |
| Проницаемость (20 кГц) | > 20 000 | 2000 |
| Коэрцитивная сила (А / м) | <2.6 | |
| Температура Кюри (℃) | 560 | <200 |
| Фактор суммирования | > 0,75 | н / д |
Размеры сердечника и мощность
| Деталь № | Размеры сердечника | Размеры корпуса | Эффективная поперечная секция | Средняя длина пути Длина | Вес | Мощность @ 20 кГц | Тип корпуса * | ||||
| од | id | ч | OD | ID | H | AFe | лФе | мFe | -П, | ||
| мм | мм | мм | мм | мм | мм | см2 | см | г | кВт | ||
| KMN503220T | 50 | 32 | 20 | 53. 8 8 | 28,5 | 24 | 1,40 | 12,9 | 131 | 0,5–1 | O |
| KMN644020T | 64 | 40 | 20 | 68,2 | 37 | 23,5 | 1,87 | 16,3 | 222 | 1-3 | O |
| KMN805025T | 80 | 50 | 25 | 83,5 | 47,2 | 28.8 | 2,93 | 20,4 | 433 | 3-5 | O |
| KMN805025S | 80 | 50 | 25 | 83,5 | 47,2 | 28,8 | 2,93 | 20,4 | 433 | 3-5 | Ом |
| KMN1006020T | 100 | 60 | 20 | 106 | 55 | 25 | 3,12 | 25.1 | 568 | 5-7 | O |
| KMN1006020S | 100 | 60 | 20 | 106 | 55 | 25 | 3,12 | 25,1 | 568 | 5-7 | Ом |
| KMN1207020T | 120 | 70 | 20 | 125 | 65 | 25 | 3,90 | 29,8 | 843 | 7-10 | O |
| КМН1207020С | 120 | 70 | 20 | 125 | 65 | 25 | 3. 90 90 | 29,8 | 843 | 7-10 | Π |
| KMN1207030T | 120 | 70 | 30 | 125 | 65 | 36 | 5,85 | 2,98 | 1265 | 10-15 | O |
| KMN1207030S | 120 | 70 | 30 | 125 | 65 | 36 | 5,85 | 2,98 | 1265 | 10-15 | Π |
| KMN1308040T | 130 | 80 | 40 | 136 | 75 | 46 | 7.80 | 33,0 | 1864 | 15-20 | O |
| KMN1308040S | 130 | 80 | 40 | 136 | 75 | 46 | 7,80 | 33,0 | 1864 | 15-20 | H |
| KMN1308050T | 130 | 80 | 50 | 136 | 75 | 56 | 9,75 | 33,0 | 2331 | 20-25 | O |
| KMN1308050S | 130 | 80 | 50 | 136 | 75 | 56 | 9.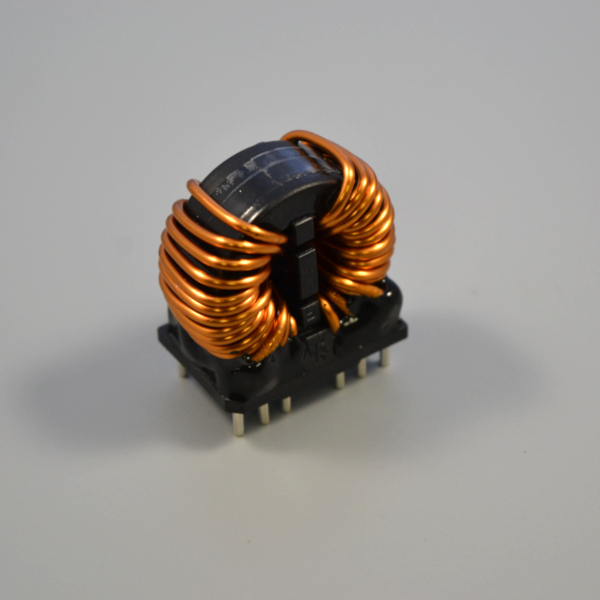 75 75 | 33,0 | 2331 | 20-25 | H |
Мощность при 20 кГц только для справки, фактическая выходная мощность будет зависеть от вашей конструкции.
Возможны другие технические характеристики по желанию заказчика.
* Примечания к типу корпуса:
О — нанокристаллическое ядро тороидального типа;
Ом — Тороидальный нанокристаллический сердечник с двумя ветвями.
Π — Тороидальный нанокристаллический сердечник с двумя ножками.
H — Тороидальный нанокристаллический сердечник с четырьмя ветвями.
Нанокристаллические сердечники для синфазных дросселей EMC: http://www.kingmagnetics.com/nanocrystalline-core.html
Китай Самая дешевая фабрика Сварочный трансформатор 380 В — Радиальный индуктор с ферритовыми шариками со скидкой — Завод и поставщики Getwell
Высокое качество Самое первое, и Shopper Supreme — это наш ориентир, чтобы предложить нашим клиентам наиболее выгодную компанию. В настоящее время мы надеемся стать одним из ведущих экспортеров в нашей области, чтобы удовлетворить потребности потребителей, дополнительные потребности в широкополосном дросселе смещения, полой осевой катушке небольшого индуктора, индукторах с стержневым сердечником. Мы надеемся на создание долгосрочного бизнеса. отношения с вами. Мы очень ценим ваши комментарии и предложения.
В настоящее время мы надеемся стать одним из ведущих экспортеров в нашей области, чтобы удовлетворить потребности потребителей, дополнительные потребности в широкополосном дросселе смещения, полой осевой катушке небольшого индуктора, индукторах с стержневым сердечником. Мы надеемся на создание долгосрочного бизнеса. отношения с вами. Мы очень ценим ваши комментарии и предложения.Самый дешевый заводской сварочный трансформатор на 380 В — Радиальный индуктор с ферритовыми шариками с большой скидкой — Getwell Detail:
За последние несколько лет наша фирма усвоила и усвоила сложные технологии как дома, так и за рубежом.Между тем, наша организация укомплектовывает группу экспертов, посвященных росту радиальных индукторов с ферритовыми шариками Big Discount почта может быть высоко оценена.
За последние несколько лет наша фирма вобрала и усвоила передовые технологии как дома, так и за рубежом. Между тем, в нашей организации работает группа экспертов, занимающихся развитием индукторов с ферритовыми шариками, индукторов с ферритовыми шариками, радиальных индукторов. У нас более 8 лет опыта в этой отрасли, и мы имеем хорошую репутацию в этой области.Наши продукты и решения получили признание клиентов по всему миру. Наша цель — помочь клиентам реализовать свои цели. Мы прилагаем большие усилия для достижения этой беспроигрышной ситуации и искренне приветствуем вас присоединиться к нам.
Радиальные индукторы Характеристика и характеристика:
◆ Малогабаритный радиальный вывод.
◆ Требуется небольшое монтажное пространство.
◆ Отличные характеристики для High Q.
◆ Минимальная распределенная емкость, следовательно, высокий SRF.
◆ Специальная конструкция выводного провода предотвращает сбои в цепи с разрывом цепи.
◆ Покрытие из ПВХ или трубки UL.
◆ Доступен с лентой для автоматической вставки.
Применение радиального индуктора:
◆ Телевизоры и аудиотехника.
◆ Телекоммуникационные устройства.
◆ Зуммеры и сигнализация.
◆ Импульсные источники питания.
◆ Системы, требующие Band и High Q.
◆ Другие фильтры шумов.
Характеристики радиального индуктора
| Тип | Индуктивность (мкГн) | Q (мин) | Измерение частоты | SRF МГц (мин.) | DCR (Ом) (макс.) | Номинальный ток (мА) (макс.) |
| RP0912-100K | 10 ± 10% | 110 | 2.52 МГц | 24 | 0,040 | 2800 |
| RP0912-120K | 12 ± 10% | 110 | 18 | 0,040 | 2700 | |
| RP0912-150K | 15 ± 10% | 110 | 11 | 0,050 | 2300 | |
| RP0912-180K | 18 ± 10% | 90 | 8,4 | 0,060 | 2100 | |
| RP0912-220K | 22 ± 10% | 90 | 9.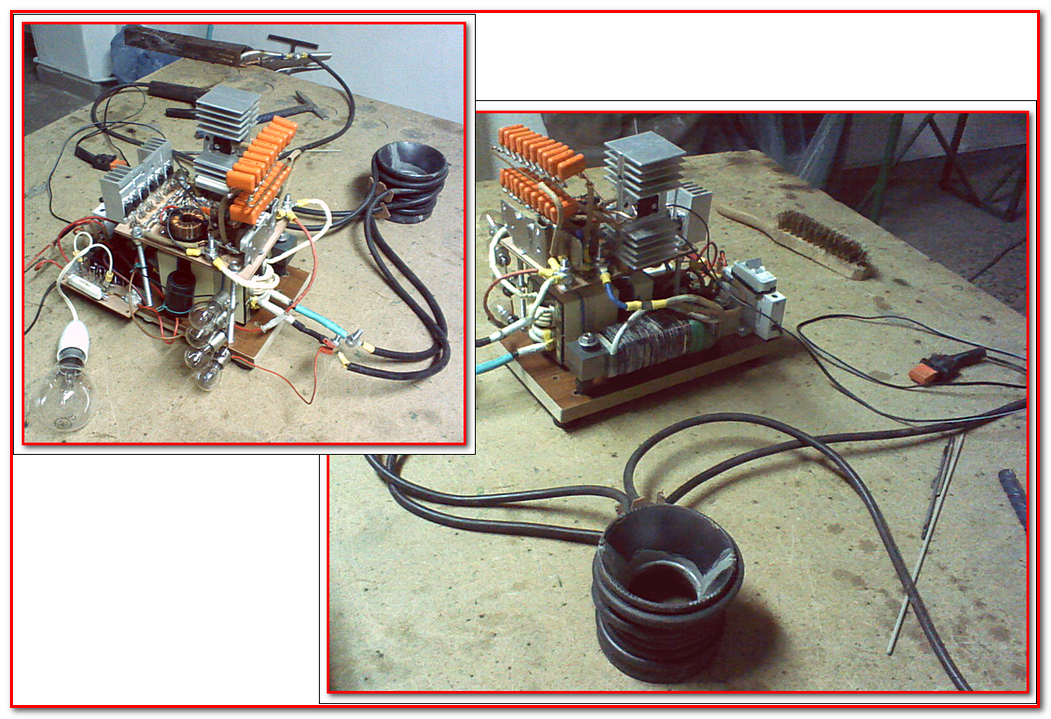 2 2 | 0,070 | 2000 | |
| RP0912-270K | 27 ± 10% | 90 | 7,1 | 0,100 | 1700 | |
| RP0912-330K | 33 ± 10% | 90 | 7,1 | 0,120 | 1500 | |
| RP0912-390K | 39 ± 10% | 80 | 6,9 | 0,120 | 1400 | |
| RP0912-470K | 47 ± 10% | 70 | 6.0 | 0,130 | 1300 | |
| RP0912-560K | 56 ± 10% | 70 | 5,7 | 0,140 | 1200 | |
| RP0912-680K | 68 ± 10% | 60 | 5,4 | 0,150 | 1000 | |
| RP0912-820K | 82 ± 10% | 50 | 4,6 | 0,160 | 900 | |
| RP0912-101K | 100 ± 10% | 60 | 796 кГц | 4. 0 0 | 0,25 | 700 |
| RP0912-121K | 120 ± 10% | 60 | 3,6 | 0,28 | 700 | |
| RP0912-151K | 150 ± 10% | 55 | 3,1 | 0,32 | 700 | |
| RP0912-181K | 180 ± 10% | 55 | 2,8 | 0,47 | 600 | |
| RP0912-221K | 220 ± 10% | 55 | 2.5 | 0,53 | 500 | |
| RP0912-271K | 270 ± 10% | 50 | 2,4 | 0.60 | 450 | |
| RP0912-331K | 330 ± 10% | 50 | 2,0 | 0,85 | 400 | |
| RP0912-391K | 390 ± 10% | 50 | 2,1 | 0,95 | 350 | |
| RP0912-471K | 470 ± 10% | 40 | 1.9 | 1,10 | 350 | |
| RP0912-561K | 560 ± 10% | 30 | 1,8 | 1,20 | 300 | |
| RP0912-681K | 680 ± 10% | 30 | 1,7 | 1,30 | 250 | |
| RP0912-821K | 820 ± 10% | 30 | 1,5 | 1,40 | 200 | |
| RP0912-102K | 1000 ± 10% | 70 | 252 кГц | 1. 1 1 | 2,00 | 200 |
| RP0912-122K | 1200 ± 10% | 70 | 1,0 | 2,30 | 180 | |
| RP0912-152K | 1500 ± 10% | 70 | 1,0 | 2,90 | 150 | |
| RP0912-182K | 1800 ± 10% | 70 | 0,9 | 3,30 | 120 | |
| RP0912-222K | 2200 ± 10% | 70 | 0.7 | 4,50 | 110 | |
| RP0912-272K | 2700 ± 10% | 70 | 0,7 | 5,50 | 90 | |
| RP0912-332K | 3300 ± 10% | 60 | 0,6 | 5,70 | 80 | |
| RP0912-392K | 3900 ± 10% | 60 | 0,6 | 6,50 | 80 | |
| RP0912-472K | 4700 ± 10% | 60 | 0.6 | 7,20 | 60 | |
| RP0912-562K | 5600 ± 10% | 60 | 0,5 | 9,50 | 50 | |
| RP0912-682K | 6800 ± 10% | 60 | 0,5 | 11,00 | 50 | |
| RP0912-822K | 8200 ± 10% | 50 | 0,4 | 13,00 | 50 | |
| RP0912-103K | 10000 ± 10% | 120 | 79. 6 кГц 6 кГц | 0,3 | 16,00 | 40 |
| RP0912-123K | 12000 ± 10% | 120 | 0,3 | 18,00 | 40 | |
| RP0912-153K | 15000 ± 10% | 110 | 0,3 | 21,00 | 40 | |
| RP0912-183K | 18000 ± 10% | 110 | 0,3 | 23,00 | 40 | |
| RP0912-223K | 22000 ± 10% | 110 | 0.2 | 33,00 | 35 | |
| RP0912-273K | 27000 ± 10% | 100 | 0,2 | 37,00 | 35 | |
| RP0912-333K | 33000 ± 10% | 90 | 0,2 | 42,00 | 35 | |
| RP0912-393K | 39000 ± 10% | 90 | 0,2 | 45,00 | 30 | |
| RP0912-473K | 47000 ± 10% | 80 | 0. 2 2 | 52,00 | 30 |
Примечание:
1. Допуск (J: 5%, K: 10%, L: 15%, M: 20%)
2. Технические характеристики клиента приветствуются.
Штифт радиальный вывод индуктора изображения
Дроссель 2ух радиальный
Дроссель с радиальными выводами
Катушка магнитного сердечника радиального индуктора
Фотографии продукта:
Соответствующее руководство по продукту:
Электросеть Калифорнии: Может ли штат оставить свет включенным, когда он вступает в дивный новый мир энергетики? | Цветовая кодировка индуктора
Лучшая в мире радионяня теперь использует научные данные, чтобы помочь вашему ребенку лучше спать | Индуктор мощности Smd
Каждый член нашей большой группы по повышению эффективности прибылей ценит требования клиентов и организационное взаимодействие для самого дешевого заводского сварочного трансформатора на 380 В — радиального индуктора с ферритовыми шариками с большой скидкой — Getwell, продукт будет поставляться во все страны мира, такие как: Чили, Армения, Детройт, Наша миссия состоит в том, чтобы предоставлять нашим клиентам и их клиентам неизменно высшую ценность.
 Это обязательство пронизывает все, что мы делаем, побуждая нас постоянно развивать и улучшать наши продукты и процессы для удовлетворения ваших потребностей.
Это обязательство пронизывает все, что мы делаем, побуждая нас постоянно развивать и улучшать наши продукты и процессы для удовлетворения ваших потребностей.220v 110v EPC высокочастотный трансформатор 3000w / сварочный трансформатор с высокочастотным ферритовым сердечником / электрической катушкой от китайского производителя
WORKING
000
000000Преимущество:
Трансформаторы HangTung имеют многолетний опыт производства трансформаторов, и мы можем поставить трансформаторы в соответствии с вашим дизайном и спецификацией.
Доставим вовремя и у нас есть все необходимое. после службы.
Мы можем предложить вам самые конкурентоспособные цены на материковой части Китая.
Мы всегда будем рады Вашим запросам!
Импульсный силовой трансформатор Применения:
1. VCRS, копировальный аппарат, аудиооборудование, игровые автоматы;
2. Телевизоры, микрокомпьютерное оборудование
Телевизоры, микрокомпьютерное оборудование
3. Оборудование для управления коммуникациями
4. Принтеры, терминалы
5. Хорошая форма магнитного экрана и небольшие помехи.
Приложения:
v Телевизоры, микрокомпьютерное оборудование, принтеры, терминалы
v Зарядка
v ИБП, VCD / DVD-плееры, аудио и видео оборудование
v осветительное оборудование
v Медицинская электроника
v Источники питания
v метр и оборудование продукт.
В контроль тока и отвод тепла
Почему выбирают нас?
² Высокое качество и лучшие услуги.
² У нас есть сертификаты RoHS и REACH.
² Наши продукты имеют систему изоляции UL.
² Наша компания прошла ISO9001: 2008 и ISO 14001: 2004
Примечание:
² MOQ: 1000PCS
² Срок поставки: 10-12 дней или в зависимости от количества клиента
² Условия оплаты: 50 % Предоплата от общей суммы авансом, а остальное после просмотра B / L, T / T.
² Образцы бесплатны, но сбор за фрахт должен быть оплачен получателем.
² Порт:
гонконгских долларов² Упаковка: В соответствии с требованиями заказчика
Мы будем признательны, если вы предоставите параметры продукта или фото товара.
Все продукты размера, электрические характеристики могут быть спроектированы
в соответствии с требованиями заказчика в исследованиях и разработках.
Не стесняйтесь обращаться к нам, если кто-то заинтересован в нашей продукции.
Заголовок | Помогите вам быстро завершить весь процесс создания нового продукта в течение 3 дней от проектирования производства до доставки. |
Основание права собственности | Весь процесс завершается внутренним, чтобы гарантировать, что вы можете получить более быструю службу доставки, чем от любого другого поставщика. |
Мы постоянно внедряем самые передовые технологии, чтобы соответствовать самым строгим стандартам качества , каждый продукт тестируется, а коэффициент возврата <0,01%, так что мы можем удовлетворить потребности покупателей из более чем 70 страны. | |
Другие преимущества | 1, Полная сертификация и стандарты: UL; ISO 9001; ISO 14001; SGS; ДОСТИГАТЬ; RoHS |
2, Заводская площадь: 7000 квадратных метров | |
3, Производственная мощность: 30 000 000 штук трансформаторов, индукторов, катушек | |
4, Сервис: предоставить клиентам наиболее удовлетворительное услуга по решению проблемы продукта | |
5, «3 быстрых»: быстрый ответ; Предлагая пост; Быстрая доставка | |
Профиль компании | Dongguan HangTung Electronics Technology Co., Ltd. была основана в 1987 году и представляет собой высокотехнологичную компанию , которая объединяет производство, дизайн, исследования и разработки и продажу. We-HangTung специализируется на разработке многих видов электронных компонентов. Включает в себя электронные трансформаторы , питание SMD , катушки индуктивности, фиксированные индукторы, тороидальные катушки, синфазные дроссели, и адаптеры Мы сертифицированы по ISO 9001 и ISO 14001, и наши продукты поставляются с UL, RoHS и SGS Метки. Для получения более подробной информации свяжитесь с нами без колебаний. |


Информация о компании
Guangdong HangTung electronic co., LTD., Основанная в 1987 году, специализируется на исследованиях и разработках, производстве и продаже высокочастотных трансформаторов, низкочастотных трансформаторов, индукторов, фильтров , импульсный источник питания, источник питания светодиодного драйвера и т. д.
HangTung является официальным поставщиком TDK LAMBDA — трансформатора, а также обеспечивает OEM-обработку для импульсных источников питания серии TDK LAMBDA — CS, SWS.
HangTung занимается управлением стандартизацией. Согласно требованиям ROHS, производство экологически чистых продуктов и основных продуктов прошло сертификацию ISO9001, ISO14001, UL, CE, TUV.
Каждое звено разработки, проектирования, производства и контроля качества продукции осуществляется в строгом соответствии со стандартом.
HangTung может также спроектировать в соответствии с вашими параметрами и рассчитывать на долгосрочное взаимовыгодное сотрудничество с нашими клиентами.
Китай Производитель Ep с ферритовым сердечником с сухим типом Инверторный дроссель Вертикальный сварочный трансформатор для мощных электромагнитных плит Производители, поставщики — Прямая оптовая продажа с фабрики
В то время как используя философию организации «Ориентация на клиента», строгий процесс управления высочайшим качеством, высокоразвитые производственные устройства и мощный штат научно-исследовательских и опытно-конструкторских работников, мы обычно предоставляем высококачественную продукцию, выдающиеся решения и агрессивную плату за сварочный аппарат переменного тока BX1-200C, сварочный аппарат MIG. С отдельным устройством подачи проволоки, сварочным аппаратом MOS MIG с тремя печатными платами.Мы сочетаем нашу собственную научную и гуманную системы управления и стабилизировали динамичную команду предприятия. На протяжении многих лет мы прилагаем постоянные усилия, чтобы соответствовать требованиям времени и укреплять доверие клиентов. Нет никаких сомнений в том, что по той же цене, конечно, покупатели покупают продукцию более высокого качества. Мы способны предложить нашим клиентам экономичные, разумные и современные решения. Мы стремимся доставлять заказы быстрее и надежнее, чем кто-либо другой в нашем бизнесе, и надеемся на сотрудничество с вами!
С отдельным устройством подачи проволоки, сварочным аппаратом MOS MIG с тремя печатными платами.Мы сочетаем нашу собственную научную и гуманную системы управления и стабилизировали динамичную команду предприятия. На протяжении многих лет мы прилагаем постоянные усилия, чтобы соответствовать требованиям времени и укреплять доверие клиентов. Нет никаких сомнений в том, что по той же цене, конечно, покупатели покупают продукцию более высокого качества. Мы способны предложить нашим клиентам экономичные, разумные и современные решения. Мы стремимся доставлять заказы быстрее и надежнее, чем кто-либо другой в нашем бизнесе, и надеемся на сотрудничество с вами!
Краткие сведения
Тип: сварочный аппарат Arc 200
Ток дуги: 80-200 A
Частота импульсов: 50/60 Гц
Контрольный ток дуги: 80-200 A
Номинальный рабочий цикл: 10%
Тип двигателя: Двигатель переменного тока
Размеры: 35 * 22 * 29 см
Использование: Сварка
Напряжение: можно настроить
Мощность (Вт): 5. 2-9,6 кВА
2-9,6 кВА
Сертификация: RoHS CE GS Emc TUV ISO: 9001 CCC
Гарантия: 1 год
Предоставленное послепродажное обслуживание: онлайн-поддержка, возможна сторонняя поддержка за рубежом
Применимые отрасли: Строительные работы
Входные данные Напряжение: 230 В
Частота: 50/60 Гц
Класс изоляции: H
Возможности поставки
Возможности поставки: 50000 штук / штук в месяц
Упаковка и доставка
Подробная информация об упаковке
Коробка
Порт
Порт Нинбо
ФУНКЦИИ И ХАРАКТЕРИСТИКИ
1.Небольшой портативный аппарат для дуговой сварки для хобби с ручкой, компактный, однофазный переменного тока, с вентиляторным охлаждением. Трансформатор Дуговой сварочный аппарат
2. Anti-Stick Arc-Force, простая конструкция, высокая эффективность, простой в эксплуатации и обслуживании
3. Алюминий спиральный трансформатор, экономичный для любительского и семейного использования.