Для чего нужен дроссель сварочному аппарату
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.

- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.

Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI.
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.

Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Поделись с друзьями
0
0
1
0
Делаем дроссель для сварочного аппарата постоянного тока своими руками
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Содержание статьи
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
 Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
 Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Изготовление дросселя для сварочного аппарата своими руками
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Вернуться к оглавлению
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом.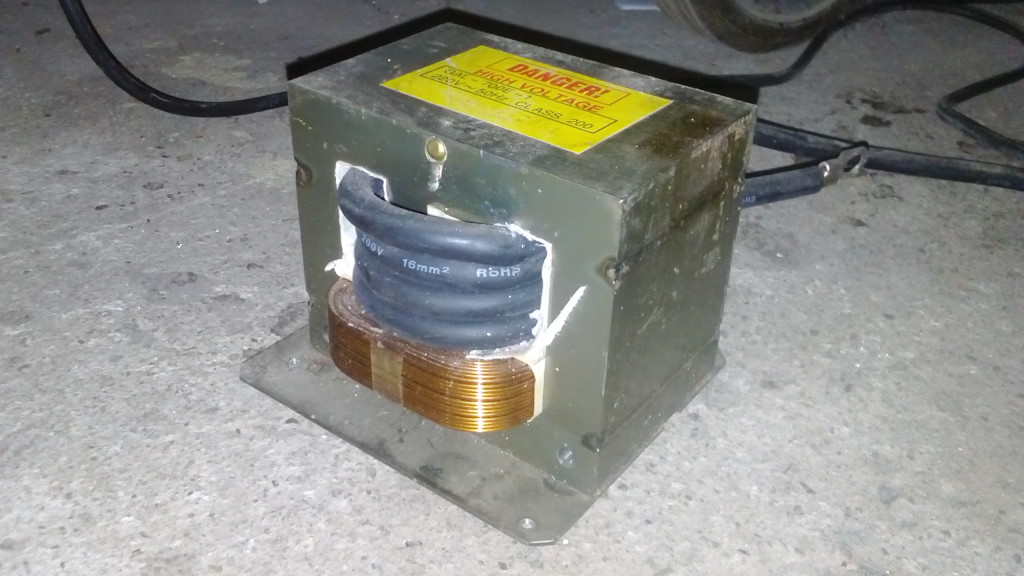 Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Вернуться к оглавлению
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Синергетический сварочный дроссель
Изобретение относится к синергетическому оборудованию для механизированной дуговой сварки на постоянном токе плавящимся электродом в процессах с короткими замыканиями дугового промежутка. Сущность изобретения: дроссель формирует оптимальную по технологическим свойствам форму кривой тока, реализуя соответствующие программы оптимизации в течение цикла и порядок их чередования в процессе сварки в зависимости от действующих возмущений..JPG.97d9c4cf1c027802530daee6f0d2df00.JPG) В сварочном дросселе с сердечником броневого или стержневого типа с зазором силовая обмотка на стержне включена последовательно в сварочную цепь. Сердечник выполнен из двух или более пакетов соответственно броневого или стержневого типа с разъемом в поперечной плоскости стержней. При этом части сердечника установлены с зазорами, которые заполнены немагнитным материалом, причем высота зазоров в пакетах разная, а средние линии всех зазоров совпадают. 3 з.п. ф-лы, 3 ил.
В сварочном дросселе с сердечником броневого или стержневого типа с зазором силовая обмотка на стержне включена последовательно в сварочную цепь. Сердечник выполнен из двух или более пакетов соответственно броневого или стержневого типа с разъемом в поперечной плоскости стержней. При этом части сердечника установлены с зазорами, которые заполнены немагнитным материалом, причем высота зазоров в пакетах разная, а средние линии всех зазоров совпадают. 3 з.п. ф-лы, 3 ил.
Изобретение относится к синергетическому оборудованию для механизированной дуговой сварки на постоянном токе плавящимся электродом.
Известен широко применяемый способ механизированной сварки плавящимся электродом в углекислом газе с периодическими короткими замыканиями (к.з) дугового промежутка при постоянной скорости подачи электродной проволоки. В оборудование поста для этого способа входит источник питания с жесткими или пологопадающими статическими характеристиками, динамические характеристики которого определяются индуктивностью сварочной цепи, выбираемой в зависимости от диаметра электрода. Индуктивность обеспечивает необходимую форму тока в переходных процессах, вызываемых переносом электродного металла в сварочную ванну и, как правило, определяется дросселем, силовая обмотка которого включена в сварочную цепь постоянного тока последовательно, а сердечник-магнитопровод дросселя выполнен с зазором, в который введена немагнитная прокладка. Силовая обмотка снабжена выводами для выбора оптимальной индуктивности при сварке различными диаметрами электродов и на разных режимах. Для повышения стабильности процесса, уменьшения разбрызгивания металла и улучшения формирования шва создаются с помощью дросселя оптимальные скорости нарастания тока для ограничения наибольших амплитуд тока к.з. При диаметрах электрода от 0,8 до 2 мм пределы оптимальных скоростей от 30 до 160 кА/с. Технологическими недостатками такого оборудования сварочного поста являются узкий диапазон режимов сварки, ступенчатая регулировка индуктивности дросселя, затрудняющая выбор оптимальных скоростей нарастания тока к.
Индуктивность обеспечивает необходимую форму тока в переходных процессах, вызываемых переносом электродного металла в сварочную ванну и, как правило, определяется дросселем, силовая обмотка которого включена в сварочную цепь постоянного тока последовательно, а сердечник-магнитопровод дросселя выполнен с зазором, в который введена немагнитная прокладка. Силовая обмотка снабжена выводами для выбора оптимальной индуктивности при сварке различными диаметрами электродов и на разных режимах. Для повышения стабильности процесса, уменьшения разбрызгивания металла и улучшения формирования шва создаются с помощью дросселя оптимальные скорости нарастания тока для ограничения наибольших амплитуд тока к.з. При диаметрах электрода от 0,8 до 2 мм пределы оптимальных скоростей от 30 до 160 кА/с. Технологическими недостатками такого оборудования сварочного поста являются узкий диапазон режимов сварки, ступенчатая регулировка индуктивности дросселя, затрудняющая выбор оптимальных скоростей нарастания тока к. з и необходимость в повышении стабильности процесса, что связано с невозможностью регулирования скоростей нарастания и спада тока на разных стадиях процесса. Известны сварочные источники питания, содержащие дроссели, в которых кроме силовой введена вспомогательная обмотка, регулирующая индуктивность дросселя, а тем самым форму и амплитуду тока в течение к.з. Вспомогательная обмотка питается постоянным током, степень подмагничивания регулируется и может достигать величины, при которой перед началом сварки магнитный сердечник дросселя насыщается. Подмагничивание направлено встречно намагничиванию сердечника сварочным током, проходящим в силовой обмотке. В процессе горения дуги сердечник дросселя также находится в состоянии насыщения. При к.з дугового промежутка каплей жидкого металла происходит резкое нарастание тока в силовой обмотке дросселя, магнитный сердечник выходит из состояния насыщения и наибольшая амплитуда тока к.з снижается на величину, определяемую степенью намагничивания. Такое устройство позволяет регулировать в широких пределах наибольшую амплитуду тока к.
з и необходимость в повышении стабильности процесса, что связано с невозможностью регулирования скоростей нарастания и спада тока на разных стадиях процесса. Известны сварочные источники питания, содержащие дроссели, в которых кроме силовой введена вспомогательная обмотка, регулирующая индуктивность дросселя, а тем самым форму и амплитуду тока в течение к.з. Вспомогательная обмотка питается постоянным током, степень подмагничивания регулируется и может достигать величины, при которой перед началом сварки магнитный сердечник дросселя насыщается. Подмагничивание направлено встречно намагничиванию сердечника сварочным током, проходящим в силовой обмотке. В процессе горения дуги сердечник дросселя также находится в состоянии насыщения. При к.з дугового промежутка каплей жидкого металла происходит резкое нарастание тока в силовой обмотке дросселя, магнитный сердечник выходит из состояния насыщения и наибольшая амплитуда тока к.з снижается на величину, определяемую степенью намагничивания. Такое устройство позволяет регулировать в широких пределах наибольшую амплитуду тока к. з Однако устройство не обеспечивает управление формой тока на разных стадиях процесса. Наиболее близким к изобретению является устройство для стабилизации сварочного тока, содержащее дроссель с силовой и вспомогательной обмотками. Начало вспомогательной обмотки подключается к аноду тиристора, катод которого и конец силовой обмотки подключены к сварочному электроду, а конец вспомогательной обмотки к положительному полюсу дополнительного источника питания, отрицательный полюс которого подключен к изделию и отрицательной клемме сварочного выпрямителя, положительная клемма которого соединена с началом силовой обмотки дросселя. Управляющий электрод и катод тиристора соединены с блоком управления. При к.з дугового промежутка, вызванном переносом металла, тиристор закрыт и нарастание тока в силовой обмотке дросселя определяется параметрами первичного контура. Медленное нарастание тока способствует слиянию капли с ванной. Затем блок управления, который не связан с процессом сварки, выдает импульс на открывание тиристора.
з Однако устройство не обеспечивает управление формой тока на разных стадиях процесса. Наиболее близким к изобретению является устройство для стабилизации сварочного тока, содержащее дроссель с силовой и вспомогательной обмотками. Начало вспомогательной обмотки подключается к аноду тиристора, катод которого и конец силовой обмотки подключены к сварочному электроду, а конец вспомогательной обмотки к положительному полюсу дополнительного источника питания, отрицательный полюс которого подключен к изделию и отрицательной клемме сварочного выпрямителя, положительная клемма которого соединена с началом силовой обмотки дросселя. Управляющий электрод и катод тиристора соединены с блоком управления. При к.з дугового промежутка, вызванном переносом металла, тиристор закрыт и нарастание тока в силовой обмотке дросселя определяется параметрами первичного контура. Медленное нарастание тока способствует слиянию капли с ванной. Затем блок управления, который не связан с процессом сварки, выдает импульс на открывание тиристора. Тиристор открывается и скорость нарастания тока к.з. резко увеличивается, так как магнитный поток вспомогательной обмотки направлен встречно потоку силовой обмотки, что способствует переходу капли расплавленного металла в ванну, а во вспомогательной обмотке дросселя протекает ток, определяемый напряжением дополнительного источника и электродвижущей силой взаимоиндукции обмоток. После разрыва жидкой перемычки и зажигания дуги токи силовой и вспомогательной обмоток резко уменьшаются. Спад тока вспомогательной обмотки продолжается до нуля и тиристор закрывается. Таким образом, устройство по заранее заданной блоком управления программе, не имеющей связи с процессом сварки, жестко программирует форму сварочного тока: медленное нарастание в начале к.з, резкое возрастание в течение к. з. и резкий спад при зажигании дуги. Такое управление процессом уменьшает разбрызгивание металла, облегчает наложение вертикальных и потолочных швов, однако управление формой сварочного тока по жесткой программе не позволяет дифференцированно воздействовать на постоянно изменяющиеся под действием возмущений основные параметры процесса сварки: длительность, амплитуду, скорость нарастания и спада тока.
Тиристор открывается и скорость нарастания тока к.з. резко увеличивается, так как магнитный поток вспомогательной обмотки направлен встречно потоку силовой обмотки, что способствует переходу капли расплавленного металла в ванну, а во вспомогательной обмотке дросселя протекает ток, определяемый напряжением дополнительного источника и электродвижущей силой взаимоиндукции обмоток. После разрыва жидкой перемычки и зажигания дуги токи силовой и вспомогательной обмоток резко уменьшаются. Спад тока вспомогательной обмотки продолжается до нуля и тиристор закрывается. Таким образом, устройство по заранее заданной блоком управления программе, не имеющей связи с процессом сварки, жестко программирует форму сварочного тока: медленное нарастание в начале к.з, резкое возрастание в течение к. з. и резкий спад при зажигании дуги. Такое управление процессом уменьшает разбрызгивание металла, облегчает наложение вертикальных и потолочных швов, однако управление формой сварочного тока по жесткой программе не позволяет дифференцированно воздействовать на постоянно изменяющиеся под действием возмущений основные параметры процесса сварки: длительность, амплитуду, скорость нарастания и спада тока. Поэтому данное устройство не может создать условия для самонастройки динамической системы сварочного поста на оптимальную форму кривой тока в процессе с к.з при отработке действующих в процессе сварки возмущений. Кроме того, наличие в устройстве дополнительного источника питания, требующего регулировки напряжения при настройке на режим, вспомогательной обмотки дросселя и возникающих перенапряжений в ней, тиристора и блока управления для регулировки момента его включения затрудняют программирование, усложняют конструкцию, снижают эксплуатационную надежность. Целью изобретения является устранение указанных недостатков и повышение качества сварки, производительности и расширение области применения процесса сварки с к.з путем самонастройки дросселя в процессе сварки на оптимальную форму кривой тока. Поставленная цель достигается тем, что в синергетическом сварочном дросселе для сварки на постоянном токе плавящимся электродом с периодическими к. з дугового промежутка, содержащем броневой или стержневой сердечник-магнитопровод с зазором и силовую обмотку на стержне, включенную последовательно в сварочную цепь, сердечник дросселя выполнен из двух или более пакетов соответственно броневого или стержневого типа с разъемом в поперечной плоскости стержней, при этом части сердечника установлены относительно плоскости разъема с зазорами, которые заполнены немагнитным материалом, причем высота зазоров разная, а средние линии всех зазоров совпадают.
Поэтому данное устройство не может создать условия для самонастройки динамической системы сварочного поста на оптимальную форму кривой тока в процессе с к.з при отработке действующих в процессе сварки возмущений. Кроме того, наличие в устройстве дополнительного источника питания, требующего регулировки напряжения при настройке на режим, вспомогательной обмотки дросселя и возникающих перенапряжений в ней, тиристора и блока управления для регулировки момента его включения затрудняют программирование, усложняют конструкцию, снижают эксплуатационную надежность. Целью изобретения является устранение указанных недостатков и повышение качества сварки, производительности и расширение области применения процесса сварки с к.з путем самонастройки дросселя в процессе сварки на оптимальную форму кривой тока. Поставленная цель достигается тем, что в синергетическом сварочном дросселе для сварки на постоянном токе плавящимся электродом с периодическими к. з дугового промежутка, содержащем броневой или стержневой сердечник-магнитопровод с зазором и силовую обмотку на стержне, включенную последовательно в сварочную цепь, сердечник дросселя выполнен из двух или более пакетов соответственно броневого или стержневого типа с разъемом в поперечной плоскости стержней, при этом части сердечника установлены относительно плоскости разъема с зазорами, которые заполнены немагнитным материалом, причем высота зазоров разная, а средние линии всех зазоров совпадают. Для ослабления магнитного влияния пакетов друг на друга между ними введены прокладки из немагнитного материала, а для выравнивания пакетов по высоте в зазоры всех пакетов, кроме пакета с наибольшей по толщине немагнитной прокладкой, введены прокладки из магнитных материалов. Для упрощения программирования силовая обмотка секционирована. В результате проведенного анализа не обнаружено аналогов, содержащих технические решения, сходные с решениями, отличающими предлагаемое от прототипа. На этом основании сделан вывод, что предлагаемое решение обладает существенными отличиями. На фиг. 1 изображен сердечник синергетического сварочного дросселя стержневого типа; на фиг.2 броневого типа; на фиг. 3 осциллограмма процесса сварки с синергетическим управлением. На фиг. 1-2 изображены для наглядности только сердечники синергетических сварочных дросселей без силовых обмоток, которые в дросселе с сердечником стержневого типа обычно расположены на обоих стержнях, а в сердечниках броневого типа полное сечение имеет средний стержень, на котором и располагается обмотка.
Для ослабления магнитного влияния пакетов друг на друга между ними введены прокладки из немагнитного материала, а для выравнивания пакетов по высоте в зазоры всех пакетов, кроме пакета с наибольшей по толщине немагнитной прокладкой, введены прокладки из магнитных материалов. Для упрощения программирования силовая обмотка секционирована. В результате проведенного анализа не обнаружено аналогов, содержащих технические решения, сходные с решениями, отличающими предлагаемое от прототипа. На этом основании сделан вывод, что предлагаемое решение обладает существенными отличиями. На фиг. 1 изображен сердечник синергетического сварочного дросселя стержневого типа; на фиг.2 броневого типа; на фиг. 3 осциллограмма процесса сварки с синергетическим управлением. На фиг. 1-2 изображены для наглядности только сердечники синергетических сварочных дросселей без силовых обмоток, которые в дросселе с сердечником стержневого типа обычно расположены на обоих стержнях, а в сердечниках броневого типа полное сечение имеет средний стержень, на котором и располагается обмотка. Показаны витые ленточные разрезные сердечники с зазорами посередине, возможно применение шихтованных сердечников стержневого и броневого типа с другим расположением зазоров. Сердечники дросселей на фиг. 1 стержневой и фиг. 2 броневой выполнены из двух пакетов 1 и 2. Части сердечника пакетов стержневого или броневого типа по линии разъема разведены и в один зазор введена немагнитная прокладка 3, а в другой 4 разной толщины. Толщина прокладок одного пакета, входящего в состав сердечника-магнитопровода стержневого или броневого типа, одинакова, а сердечник может быть набран из нескольких пакетов с зазорами одинаковой толщины, но в дросселе должны быть также один или несколько пакетов с другой толщиной прокладок. Минимальное количество пакетов сердечника дросселя два с разными зазорами в каждой группе пакетов. Возможно, для расширения диапазона программирования, в витых ленточных разрезных сердечниках броневого типа внутри пакета в каждой его половине стержневого типа устанавливать разные зазоры.
Показаны витые ленточные разрезные сердечники с зазорами посередине, возможно применение шихтованных сердечников стержневого и броневого типа с другим расположением зазоров. Сердечники дросселей на фиг. 1 стержневой и фиг. 2 броневой выполнены из двух пакетов 1 и 2. Части сердечника пакетов стержневого или броневого типа по линии разъема разведены и в один зазор введена немагнитная прокладка 3, а в другой 4 разной толщины. Толщина прокладок одного пакета, входящего в состав сердечника-магнитопровода стержневого или броневого типа, одинакова, а сердечник может быть набран из нескольких пакетов с зазорами одинаковой толщины, но в дросселе должны быть также один или несколько пакетов с другой толщиной прокладок. Минимальное количество пакетов сердечника дросселя два с разными зазорами в каждой группе пакетов. Возможно, для расширения диапазона программирования, в витых ленточных разрезных сердечниках броневого типа внутри пакета в каждой его половине стержневого типа устанавливать разные зазоры. Если необходимо, чтобы в дросселе высота всех пакетов была одинаковой, тогда в зазор с меньшей по толщине прокладкой вводят прокладки из магнитного материала, симметрично расположенные относительно немагнитной прокладки. Между пакетами 1 и 2, у которых прокладка 3 тоньше 4, введена немагнитная прокладка 5, ослабляющая магнитное влияние пакетов друг на друга. Синергетический сварочный дроссель работает следующим образом. При сварке плавящимся электродом с периодическими к.з дугового промежутка на процесс действуют возмущения по параметрам режима, состоянию сварочных материалов, геометрии сварного соединения, расположению сварочной горелки относительно соединения, поэтому при сохранении периодичности процесса с циклом «короткое замыкание горение дуги», его параметры постоянно изменяются, поэтому изменяются энергия плавления конца электрода и размеры капель жидкого металла, переносимых с конца электрода в сварочную ванну, действие электродинамических сил во время к.з и газодинамический удар от электрического взрыва при разрыве перемычки между электродом и сварочной ванной, оказывающий основное воздействие на сварочную ванну, околошовные выплески металла сварочной ванны, формирование шва и разбрызгивание металла.
Если необходимо, чтобы в дросселе высота всех пакетов была одинаковой, тогда в зазор с меньшей по толщине прокладкой вводят прокладки из магнитного материала, симметрично расположенные относительно немагнитной прокладки. Между пакетами 1 и 2, у которых прокладка 3 тоньше 4, введена немагнитная прокладка 5, ослабляющая магнитное влияние пакетов друг на друга. Синергетический сварочный дроссель работает следующим образом. При сварке плавящимся электродом с периодическими к.з дугового промежутка на процесс действуют возмущения по параметрам режима, состоянию сварочных материалов, геометрии сварного соединения, расположению сварочной горелки относительно соединения, поэтому при сохранении периодичности процесса с циклом «короткое замыкание горение дуги», его параметры постоянно изменяются, поэтому изменяются энергия плавления конца электрода и размеры капель жидкого металла, переносимых с конца электрода в сварочную ванну, действие электродинамических сил во время к.з и газодинамический удар от электрического взрыва при разрыве перемычки между электродом и сварочной ванной, оказывающий основное воздействие на сварочную ванну, околошовные выплески металла сварочной ванны, формирование шва и разбрызгивание металла. Поэтому для оптимизации сварки необходима такая динамическая система сварочного поста, которая реагировала бы на текущие параметры процесса, воздействовала на процесс и приводила его к вынужденной организации по определенной вероятностной моделе. Функции организации процесса по вероятностной модели выполняет синергетический сварочный дроссель, делая оборудование сварочного поста и сварку синергетическими. Для этого осуществляют программирование дросселя. В рассматриваемых на фиг. 1-2 конструкциях сердечники дросселей выполнены из двух пакетов это минимальное количество пакетов, позволяющих осуществлять синергетическое управление процессам сварки по двум программам. Программы задаются толщиной немагнитной прокладки между частями сердечника в каждом пакете, сечением сердечника пакета и числом витков силовой обмотки дросселя. Для расширения диапазона программируемых токов, например при увеличении диаметра электродной проволоки при сварке, необходимо увеличить сечение сердечников пакетов 1 и 2 выбором большего сечения стержня сердечника-магнитопровода в пакете или увеличением числа пакетов для части сердечника дросселя с немагнитной прокладкой одинаковой толщины.
Поэтому для оптимизации сварки необходима такая динамическая система сварочного поста, которая реагировала бы на текущие параметры процесса, воздействовала на процесс и приводила его к вынужденной организации по определенной вероятностной моделе. Функции организации процесса по вероятностной модели выполняет синергетический сварочный дроссель, делая оборудование сварочного поста и сварку синергетическими. Для этого осуществляют программирование дросселя. В рассматриваемых на фиг. 1-2 конструкциях сердечники дросселей выполнены из двух пакетов это минимальное количество пакетов, позволяющих осуществлять синергетическое управление процессам сварки по двум программам. Программы задаются толщиной немагнитной прокладки между частями сердечника в каждом пакете, сечением сердечника пакета и числом витков силовой обмотки дросселя. Для расширения диапазона программируемых токов, например при увеличении диаметра электродной проволоки при сварке, необходимо увеличить сечение сердечников пакетов 1 и 2 выбором большего сечения стержня сердечника-магнитопровода в пакете или увеличением числа пакетов для части сердечника дросселя с немагнитной прокладкой одинаковой толщины. Рассмотрим процесс программирования синергетических сварочных дросселей, имеющих стержневой или броневой типы сердечников и собранных из двух пакетов, фиг. 1-2. 1. Ограничивают по максимуму диапазон длительностей кратковременных к.з для осуществления переноса капель малых размеров при оптимальной форме кривой сварочного тока. С этой целью устанавливают в одном из пакетов сердечника стержневого или броневого типа, например пакете 1, малую величину зазора, в который вводят тонкую немагнитную прокладку 3 и программируют параметры процесса: низкие скорости нарастания тока к.з; наибольшую амплитуду тока кратковременных к.з; низкие скорости спада тока горения дуги после к.з. Толщину прокладки 3 выбирают такой, чтобы обеспечить насыщение пакета 1 при наибольшей амплитуде тока к.з, начиная с момента превышения верхнего предела максимальной длительности кратковременных к.з. В этом случае полная индуктивность дросселя в диапазоне кратковременных к.з будет наибольшей. 2. Ограничивают по максимуму диапазон длительностей длительных к.
Рассмотрим процесс программирования синергетических сварочных дросселей, имеющих стержневой или броневой типы сердечников и собранных из двух пакетов, фиг. 1-2. 1. Ограничивают по максимуму диапазон длительностей кратковременных к.з для осуществления переноса капель малых размеров при оптимальной форме кривой сварочного тока. С этой целью устанавливают в одном из пакетов сердечника стержневого или броневого типа, например пакете 1, малую величину зазора, в который вводят тонкую немагнитную прокладку 3 и программируют параметры процесса: низкие скорости нарастания тока к.з; наибольшую амплитуду тока кратковременных к.з; низкие скорости спада тока горения дуги после к.з. Толщину прокладки 3 выбирают такой, чтобы обеспечить насыщение пакета 1 при наибольшей амплитуде тока к.з, начиная с момента превышения верхнего предела максимальной длительности кратковременных к.з. В этом случае полная индуктивность дросселя в диапазоне кратковременных к.з будет наибольшей. 2. Ограничивают по максимуму диапазон длительностей длительных к. з для осуществления переноса капель больших размеров при оптимальной форме кривой сварочного тока. Для этого устанавливают в пакете 2 большую величину зазора, в который вводят более толстую по сравнению с 3 немагнитную прокладку 4 и программируют параметры процесса: низкие скорости нарастания тока к.з, по п. 1; повышенные скорости нарастания тока к.з; наибольшую амплитуду тока длительных к.з; повышенные скорости спада тока горения дуги после к.з; низкие скорости спада тока горения дуги, по п. 1, после повышенных. Толщину прокладок 4, при заданном количестве витков силовой обмотки дросселя, выбирают такой, чтобы пакет 2 не насыщался при сварке во всем диапазоне амплитуд тока выбранного диапазона длительных к.з. В этом случае индуктивность дросселя определяется наибольшей амплитудой тока длительных к. з и будет зависеть от параметров процесса сварки и изменяться от наибольшей на начальной стадии к.з до наименьшей на второй стадии к.з и на начальной стадии при спаде тока после зажигания дуги, с последующим переходом к наибольшей индуктивности дросселя в процессе горения дуги.
з для осуществления переноса капель больших размеров при оптимальной форме кривой сварочного тока. Для этого устанавливают в пакете 2 большую величину зазора, в который вводят более толстую по сравнению с 3 немагнитную прокладку 4 и программируют параметры процесса: низкие скорости нарастания тока к.з, по п. 1; повышенные скорости нарастания тока к.з; наибольшую амплитуду тока длительных к.з; повышенные скорости спада тока горения дуги после к.з; низкие скорости спада тока горения дуги, по п. 1, после повышенных. Толщину прокладок 4, при заданном количестве витков силовой обмотки дросселя, выбирают такой, чтобы пакет 2 не насыщался при сварке во всем диапазоне амплитуд тока выбранного диапазона длительных к.з. В этом случае индуктивность дросселя определяется наибольшей амплитудой тока длительных к. з и будет зависеть от параметров процесса сварки и изменяться от наибольшей на начальной стадии к.з до наименьшей на второй стадии к.з и на начальной стадии при спаде тока после зажигания дуги, с последующим переходом к наибольшей индуктивности дросселя в процессе горения дуги. 3. Для ослабления магнитного влияния пакетов друг на друга необходимо, чтобы средние линии прокладок 3 и 4 совпадали, а между пакетами 1 и 2 целесообразно ввести прокладку 5 из немагнитного материала. 4. Диапазоны длительностей к.з и соответствующие параметры процесса по п. 1 и 2 зависят от толщин прокладок 3 и 4, сечения сердечника пакетов, числа витков силовой обмотки дросселя. Желательно обмотку секционировать, что упрощает программирование на оптимальный режим сварки. Грубое программирование нецелесообразно проводить выбором сечения сердечника пакетов и числа витков силовой обмотки с последующим точным программированием параметров процесса сварки толщинами прокладок 3 и 4. Вероятностная модель вынужденной организации процесса сварки с периодическими к.з дугового промежутка следующая. Когда горит дуга, образуется капля жидкого металла на конце электрода и электрод с каплей приближается к сварочной ванне, при этом перед касанием капли с ванной в сварочной цепи, как правило, самые минимальные токи горения дуги, которые могут быть в цикле, и при таких токах синергетический дроссель запрограммирован на большую индуктивность и обеспечивает низкие скорости нарастания тока к.
3. Для ослабления магнитного влияния пакетов друг на друга необходимо, чтобы средние линии прокладок 3 и 4 совпадали, а между пакетами 1 и 2 целесообразно ввести прокладку 5 из немагнитного материала. 4. Диапазоны длительностей к.з и соответствующие параметры процесса по п. 1 и 2 зависят от толщин прокладок 3 и 4, сечения сердечника пакетов, числа витков силовой обмотки дросселя. Желательно обмотку секционировать, что упрощает программирование на оптимальный режим сварки. Грубое программирование нецелесообразно проводить выбором сечения сердечника пакетов и числа витков силовой обмотки с последующим точным программированием параметров процесса сварки толщинами прокладок 3 и 4. Вероятностная модель вынужденной организации процесса сварки с периодическими к.з дугового промежутка следующая. Когда горит дуга, образуется капля жидкого металла на конце электрода и электрод с каплей приближается к сварочной ванне, при этом перед касанием капли с ванной в сварочной цепи, как правило, самые минимальные токи горения дуги, которые могут быть в цикле, и при таких токах синергетический дроссель запрограммирован на большую индуктивность и обеспечивает низкие скорости нарастания тока к.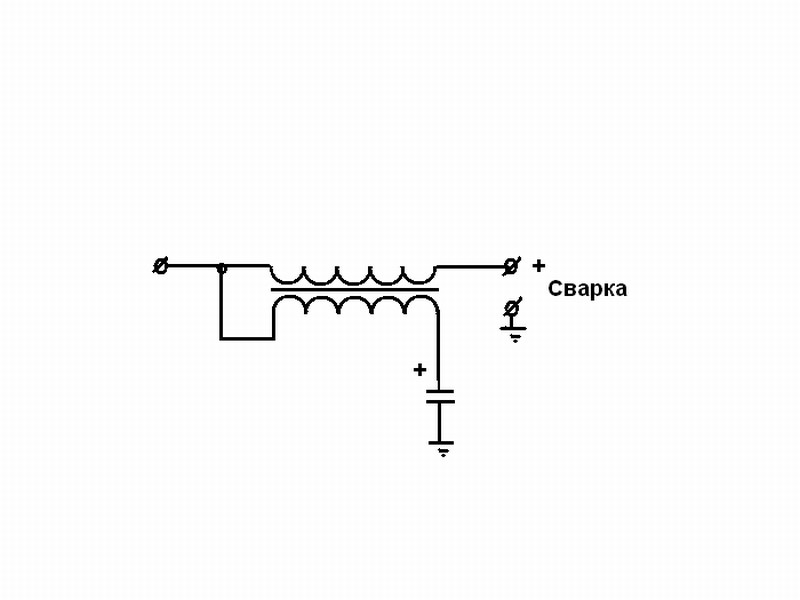 Так как наибольшие амплитуды тока к.з невелики и незначительно, в этом случае, отличаются от минимальных токов горения дуги, то энергетические характеристики электрического взрыва перемычки также малы и процесс проходит спокойно и стабильно. 2-й путь. При горении дуги образовалась большая капля. Тогда амплитуду тока к.з на начальной стадии дроссель наращивает до максимума по программе, рассмотренной в 1-м пути, но ток мал для разрыва перемычки, а время становится больше наибольшего времени кратковременных к.з, т.е. длительность к.з затягивается. С этого момента в синергетическом дросселе предусмотрена для таких длительных к.з другая программа изменения тока с целью оптимизировать форму кривой сварочного тока на этой стадии и не затягивать время к.з (п.2 программирования). Осуществляется самонастройка дросселя на другую программу это происходит в тот момент, когда наибольшая амплитуда тока к.з превышает запрограммированную наибольшую амплитуду тока кратковременных к.з и сердечник пакета 1 с тонкой немагнитной прокладкой 3 войдет в режим насыщения, следовательно индуктивность дросселя уменьшится и будет определяться толщиной прокладки 4 и сечением сердечника пакета 2.
Так как наибольшие амплитуды тока к.з невелики и незначительно, в этом случае, отличаются от минимальных токов горения дуги, то энергетические характеристики электрического взрыва перемычки также малы и процесс проходит спокойно и стабильно. 2-й путь. При горении дуги образовалась большая капля. Тогда амплитуду тока к.з на начальной стадии дроссель наращивает до максимума по программе, рассмотренной в 1-м пути, но ток мал для разрыва перемычки, а время становится больше наибольшего времени кратковременных к.з, т.е. длительность к.з затягивается. С этого момента в синергетическом дросселе предусмотрена для таких длительных к.з другая программа изменения тока с целью оптимизировать форму кривой сварочного тока на этой стадии и не затягивать время к.з (п.2 программирования). Осуществляется самонастройка дросселя на другую программу это происходит в тот момент, когда наибольшая амплитуда тока к.з превышает запрограммированную наибольшую амплитуду тока кратковременных к.з и сердечник пакета 1 с тонкой немагнитной прокладкой 3 войдет в режим насыщения, следовательно индуктивность дросселя уменьшится и будет определяться толщиной прокладки 4 и сечением сердечника пакета 2. Произойдет программное увеличение скорости нарастания тока к. з с ограничением по максимуму времени перехода больших капель с электрода в ванну и амплитуды тока к.з. После чего зажигается дуга, параметры горения которой аналогично программируются дросселем за счет изменения его индуктивности при спаде сварочного тока: на начальной стадии резко снижается амплитуда тока горения дуги за счет большой скорости спада тока, близкой по величине повышенной скорости его нарастания и переводится горение дуги на меньшие токи и скорости его спада, близкие по величине низким скоростям нарастания. Порядок чередования программ в синергетическом сварочном дросселе в процессе сварки заранее не определен и будет зависеть от характера возмущений при сварке. Запрограммированный для выбранных режимов сварки синергетический сварочный дроссель, являясь частью динамической системы сварочного поста при сварке с к.з, задает алгоритм работы системы, причем на каждой стадии процесса сварки алгоритм определен однозначно, т.
Произойдет программное увеличение скорости нарастания тока к. з с ограничением по максимуму времени перехода больших капель с электрода в ванну и амплитуды тока к.з. После чего зажигается дуга, параметры горения которой аналогично программируются дросселем за счет изменения его индуктивности при спаде сварочного тока: на начальной стадии резко снижается амплитуда тока горения дуги за счет большой скорости спада тока, близкой по величине повышенной скорости его нарастания и переводится горение дуги на меньшие токи и скорости его спада, близкие по величине низким скоростям нарастания. Порядок чередования программ в синергетическом сварочном дросселе в процессе сварки заранее не определен и будет зависеть от характера возмущений при сварке. Запрограммированный для выбранных режимов сварки синергетический сварочный дроссель, являясь частью динамической системы сварочного поста при сварке с к.з, задает алгоритм работы системы, причем на каждой стадии процесса сварки алгоритм определен однозначно, т. е. детерминирован, и есть результативность алгоритма. Органами регулирования режима синергетического оборудования сварочного поста, также как и в обычном оборудовании, являются ручки настройки сварочного тока и напряжения, средние величины которых остаются при сварке неизменными, а запрограммированный синергетический сварочный дроссель формирует для выбранных режимов сварки оптимальную форму кривой сварочного тока, обеспечивая технологические преимущества на различных стадиях процесса в цикле и стабильность для всего процесса сварки. Таким образом, в межэлектродном промежутке в процессе сварки запрограммированный синергетический сварочный дроссель формирует оптимальную по технологическим свойствам форму кривой тока, реализуя соответствующие программы оптимизации в течение цикла и порядок их чередования в процессе сварки в зависимости от действующих в текущий момент возмущений, что и определяет вероятностную модель вынужденной организации процесса сварки. Пример вынужденной организации процесса сварки с периодическими к.
е. детерминирован, и есть результативность алгоритма. Органами регулирования режима синергетического оборудования сварочного поста, также как и в обычном оборудовании, являются ручки настройки сварочного тока и напряжения, средние величины которых остаются при сварке неизменными, а запрограммированный синергетический сварочный дроссель формирует для выбранных режимов сварки оптимальную форму кривой сварочного тока, обеспечивая технологические преимущества на различных стадиях процесса в цикле и стабильность для всего процесса сварки. Таким образом, в межэлектродном промежутке в процессе сварки запрограммированный синергетический сварочный дроссель формирует оптимальную по технологическим свойствам форму кривой тока, реализуя соответствующие программы оптимизации в течение цикла и порядок их чередования в процессе сварки в зависимости от действующих в текущий момент возмущений, что и определяет вероятностную модель вынужденной организации процесса сварки. Пример вынужденной организации процесса сварки с периодическими к. з дугового промежутка при синергетическом управлении иллюстрирует фиг. 3. Первому к.з на осциллограмме предшествует горение дуги, при котором сформировалась капля на конце электрода малых размеров, поэтому дроссель реализует 1-ю программу развития процесса для кратковременных к.з и обеспечивает низкие скорости нарастания тока к.з и спада тока горения дуги при небольшой амплитуде тока к.з. Второму к.з предшествует горение дуги, при котором сфоpмиpовалась капля на конце электрода больших размеров, поэтому дроссель реализует 2-ю программу развития процесса для длительных к.з и обеспечивает низкие скорости нарастания тока к. з по 1-й программе, переходящие в повышенные, формирует наибольшую амплитуду тока к.з в момент разрыва перемычки и после зажигания дуги обеспечивает большие скорости спада тока, переходящие в низкие по 1-й программе с соответствующим уменьшением амплитуды тока горения дуги. При третьем и четвертом к.з синергетический дроссель сформировал кривую тока по 1-й программе, так как соответствующие длительности к.
з дугового промежутка при синергетическом управлении иллюстрирует фиг. 3. Первому к.з на осциллограмме предшествует горение дуги, при котором сформировалась капля на конце электрода малых размеров, поэтому дроссель реализует 1-ю программу развития процесса для кратковременных к.з и обеспечивает низкие скорости нарастания тока к.з и спада тока горения дуги при небольшой амплитуде тока к.з. Второму к.з предшествует горение дуги, при котором сфоpмиpовалась капля на конце электрода больших размеров, поэтому дроссель реализует 2-ю программу развития процесса для длительных к.з и обеспечивает низкие скорости нарастания тока к. з по 1-й программе, переходящие в повышенные, формирует наибольшую амплитуду тока к.з в момент разрыва перемычки и после зажигания дуги обеспечивает большие скорости спада тока, переходящие в низкие по 1-й программе с соответствующим уменьшением амплитуды тока горения дуги. При третьем и четвертом к.з синергетический дроссель сформировал кривую тока по 1-й программе, так как соответствующие длительности к. з и капли жидкого металла были меньше запрограммированных максимальных значений для этой программы. При пятом к.з процесс формирования оптимальной формы кривой тока изменился и вернулся по программе ко второму к.з. Таким образом, самонастройка дросселя, в зависимости от действующих в процессе сварки возмущений, проявляется в реализации различных программ, порядке их чередования, изменении величин наибольших амплитуд токов к.з при переходе от к.з к горению дуги при программировании их по максимуму. Рассмотренная в примере вероятностная модель вынужденной организации процесса сварки, например при механизированной сварке в углекислом газе тонколистовых конструкций электродной проволокой диаметром 0,8 мм, получена при использовании синергетического дросселя, стержневой сердечник которого состоит из двух пакетов, фиг. 1. Параметры синергетического дросселя: сечения магнитопроводов пакетов одинаковые по 10 см2 (2х5), большая толщина прокладки одного пакета 1,5 мм, малая толщина прокладки другого 0,2 мм, силовая обмотка размещена на обоих стержнях двух пакетов, индуктивность дросселя в ненасыщенном состоянии 3,5х10-3 Гн для формирования низких скоростей нарастания и спада тока и 0,8х10-3 Гн для формирования повышенных скоростей нарастания и спада тока.
з и капли жидкого металла были меньше запрограммированных максимальных значений для этой программы. При пятом к.з процесс формирования оптимальной формы кривой тока изменился и вернулся по программе ко второму к.з. Таким образом, самонастройка дросселя, в зависимости от действующих в процессе сварки возмущений, проявляется в реализации различных программ, порядке их чередования, изменении величин наибольших амплитуд токов к.з при переходе от к.з к горению дуги при программировании их по максимуму. Рассмотренная в примере вероятностная модель вынужденной организации процесса сварки, например при механизированной сварке в углекислом газе тонколистовых конструкций электродной проволокой диаметром 0,8 мм, получена при использовании синергетического дросселя, стержневой сердечник которого состоит из двух пакетов, фиг. 1. Параметры синергетического дросселя: сечения магнитопроводов пакетов одинаковые по 10 см2 (2х5), большая толщина прокладки одного пакета 1,5 мм, малая толщина прокладки другого 0,2 мм, силовая обмотка размещена на обоих стержнях двух пакетов, индуктивность дросселя в ненасыщенном состоянии 3,5х10-3 Гн для формирования низких скоростей нарастания и спада тока и 0,8х10-3 Гн для формирования повышенных скоростей нарастания и спада тока. Приведенные параметры синергетического дросселя позволяют получить стабильный процесс сварки во всех пространственных положениях тонколистовых конструкций, например толщиной 0,5-0,8 мм на токах от 15 до 50 А. Нижний предел возможных токов при сварке электродной проволокой диаметром 0,8 мм в процессах с к.з без использования синергетического сварочного оборудования, когда еще возможна сварка и не нарушается стабильность процесса, составляет 50-60 А. Таким образом, синергетическое управление процессом сварки с к.з позволяет, например при сварке проволокой диаметром 0,8 мм снизить в 4 раза минимально возможные токи при сварке тонколистовых конструкций, что расширяет область применения сварки тонкими электродными проволоками. Синергетический сварочный дроссель по сравнению с прототипом обеспечивает: повышение качества и расширение области применения сварки с к.з, благодаря увеличению стабильности процесса, уменьшению разбрызгивания металла и улучшению формирования шва, путем самонастройки динамической системы поста на оптимальную форму кривой сварочного тока за счет реализации дросселем соответствующих программ оптимизации в течение цикла (от двух и более) и порядка их чередования в процессе сварки в зависимости от действующих возмущений;
Приведенные параметры синергетического дросселя позволяют получить стабильный процесс сварки во всех пространственных положениях тонколистовых конструкций, например толщиной 0,5-0,8 мм на токах от 15 до 50 А. Нижний предел возможных токов при сварке электродной проволокой диаметром 0,8 мм в процессах с к.з без использования синергетического сварочного оборудования, когда еще возможна сварка и не нарушается стабильность процесса, составляет 50-60 А. Таким образом, синергетическое управление процессом сварки с к.з позволяет, например при сварке проволокой диаметром 0,8 мм снизить в 4 раза минимально возможные токи при сварке тонколистовых конструкций, что расширяет область применения сварки тонкими электродными проволоками. Синергетический сварочный дроссель по сравнению с прототипом обеспечивает: повышение качества и расширение области применения сварки с к.з, благодаря увеличению стабильности процесса, уменьшению разбрызгивания металла и улучшению формирования шва, путем самонастройки динамической системы поста на оптимальную форму кривой сварочного тока за счет реализации дросселем соответствующих программ оптимизации в течение цикла (от двух и более) и порядка их чередования в процессе сварки в зависимости от действующих возмущений;повышение производительности сварки, что достигается ограничением наибольшего времени длительных к.
 з путем форсирования перехода капли электродного металла в сварочную ванну, а также возможностью замены сварки тонколистовых конструкций неплавящимся электродом на сварку плавящимся электродом с синергетическим управлением;
з путем форсирования перехода капли электродного металла в сварочную ванну, а также возможностью замены сварки тонколистовых конструкций неплавящимся электродом на сварку плавящимся электродом с синергетическим управлением;надежность в работе, простоту конструкции и программирования при различных сварочных токах, так как для получения любого большого поперечного сечения сердечника дросселя его необходимо набирать из отдельных пакетов.
Формула изобретения
 2. Дроссель по п.1, отличающийся тем, что между пакетами введены прокладки из немагнитного материала. 3. Дроссель по п.1, отличающийся тем, что в зазоры всех пакетов, кроме пакета с наибольшей по толщине немагнитной прокладкой, введены прокладки из магнитных материалов, симметрично расположенные относительно немагнитных прокладок. 4. Дроссель по п.1, отличающийся тем, что силовая обмотка секционирована.
2. Дроссель по п.1, отличающийся тем, что между пакетами введены прокладки из немагнитного материала. 3. Дроссель по п.1, отличающийся тем, что в зазоры всех пакетов, кроме пакета с наибольшей по толщине немагнитной прокладкой, введены прокладки из магнитных материалов, симметрично расположенные относительно немагнитных прокладок. 4. Дроссель по п.1, отличающийся тем, что силовая обмотка секционирована.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3Функционал дросселя на TIG? Перемотка, теперь проблемы на AC
Я радиолюбитель из Великобритании, и я «скрипач» на гоночных машинах. У меня. пожилой сварщик TIG переменным / постоянным током, имеющий большую сентиментальную ценность, поскольку он использовал
принадлежать моему покойному отцу. Используется дроссель между основной сетью и
. трансформатор низкого напряжения и два управляющих тиристора. Машина
Датский и уважаемый, и у меня есть полная схема. Дроссель
закорочен внутри, и замена более не доступна из
производитель, Migatronic.
 У меня была оригинальная перемотка, но теперь я обнаружил, что они сделали
У меня была оригинальная перемотка, но теперь я обнаружил, что они сделали не следовать оригинальной спецификации абсолютно. Они использовали немного другой
шириной медной ленты и необходимо добавить дополнительную массу на каждую шпульку, как
более широкая лента не допускает достаточного количества витков между верхом и низом
«щеки» удушья. Также есть швеллер стальной сварной под воздух
зазор в верхней части сердечника, заменяющий некоторые ламинаты.
Этот воздушный зазор находится не в центре верхней части сердечника, а смещен на один
катушка.То, как они его перемотали, оставляет «пробел» рядом с
. другая катушка. Попробую по-другому, назовем два бифилярных
намотанные катушки 1 и 2. Первоначально трансформатор питался катушкой 1 и той
был последовательно соединен с катушкой 2, питающей тиристоры. Воздушный зазор составлял
первоначально рядом с катушкой 1, теперь рядом с катушкой 2. Медь
ленты «поводки» не позволяют мне повернуть ее, не растягивая.
 Мне говорят, что положение воздушного зазора не имеет значения…. Хм.
Мне говорят, что положение воздушного зазора не имеет значения…. Хм. Теперь он работает нормально в режиме постоянного тока, но AC
Форма волны, которая настраивается на панели для баланса переменного тока, кажется искаженной.
Ручка баланса должна быть полностью повернута по часовой стрелке, чтобы максимально использовать
рудиментарная сварка на переменном токе, что-либо меньшее, и вольфрамовый электрод разрушает
и сварка на переменном токе невозможна. До того, как дроссель закоротил, взяв с собой несколько компонентов на плате управления, машина отлично работала как в режимах переменного, так и в постоянном токе. Я также попробовал другой якобы хороший блок управления с проблемами, похожими на отремонтированный блок.Мой вопрос (наконец …): будет ли
дроссель (я считаю, что в США он имеет другое название, когда используется в
сварщики, «реактор») смогут искажать форму волны переменного тока более положительно или отрицательно, если
намотаны немного иначе, или если воздушный зазор заканчивался противоположным
обмотка? Или эта функция положительного или отрицательного смещения формы волны переменного тока осуществляется исключительно под контролем времени тиристора? Я много погуглил, но не могу найти
что-нибудь подробное.
У меня есть ссылка на zip-файл, в котором показан лист производителя с описанием предполагаемой функции дросселей, основная схема, фотография оригинального дросселя, показывающая размещение воздушного зазора, и информация о заводской обмотке дросселя, которую я, к сожалению, получил * после * перемотки. свое собственное дело
Ссылка здесь, если изображения слишком велики для показа в сообщении:
http://www.chriswilson.tv/tig.zip
Спасибо, что посмотрели, любые подсказки оценены, я далеко мой
зона комфорта здесь, и, разумеется, перемотчики дросселей говорят
это проблема цепи управления, и различия не имеют значения.Может, это правда, может, это отговорка.
Дроссельная катушка Mig 400A по 4900 рупий / штука | Дроссельная катушка
О компании
Год основания 1995
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Годовой оборот Rs. 5-10 крор
5-10 крор
Участник IndiaMART с января 2007 г.
GST27AABPU4522E1ZV
Основанная в году 1995 в Махараштре, Индия, “Shriram Electricals” является индивидуальной фирмой, участвующей в качестве оптового торговца и производителя сварочного аппарата , трансформатора MIG и т. Д. Продукт Линия включает в себя сварку CO2 / MIG, тиристорную сварку TIG / MIG, плазменную резку, аппараты для точечной сварки и т. д. для различных мощностей по току.Мы также производим управляющие трансформаторы, дроссельные катушки и т. Д., Которые будут использоваться вместе с главными трансформаторами. Мы заработали репутацию производителя высококачественных материалов / сырья, таких как обмоточные провода, листы CRGO, изоляционные лаки / эпоксидные смолы и т.д. В течение нескольких лет мы поставляем нашу продукцию по всей стране многим известным производителям сварочного оборудования, и мы получаем регулярные повторные заказы от этих компаний. Наша ассоциированная компания M / s Indo Weld с гордостью сообщает о своей последней разработке в виде уникального компактного сварочного аппарата для массового рынка. Его цена конкурентоспособна, что делает его доступным для конечного пользователя. Для требований рынка запчастей мы можем изготовить любые типы запасных трансформаторов по образцам ведущих производителей оборудования со 100% гарантией работоспособности. Мы будем рады выполнить все требования вашей компании, будучи уверенными в том, что наши продукты будут соответствовать строгим стандартам вашей организации и что у нас могут быть длительные и взаимовыгодные отношения.
Наша ассоциированная компания M / s Indo Weld с гордостью сообщает о своей последней разработке в виде уникального компактного сварочного аппарата для массового рынка. Его цена конкурентоспособна, что делает его доступным для конечного пользователя. Для требований рынка запчастей мы можем изготовить любые типы запасных трансформаторов по образцам ведущих производителей оборудования со 100% гарантией работоспособности. Мы будем рады выполнить все требования вашей компании, будучи уверенными в том, что наши продукты будут соответствовать строгим стандартам вашей организации и что у нас могут быть длительные и взаимовыгодные отношения.
Изготовление пульта управления воздушной заслонкой из нержавеющей стали для наземных целей — Crow Corporation
Crow регулярно изготавливает консоли под ключ для дома.
 . .
. .. . . Устройства для измерения давления, расходомеры и / или гидравлические регуляторы для нефтяной, газовой и энергетической промышленности.
Изготовленные металлические детали обеспечивают приборам длительный срок службы и надежную работу, особенно потому, что корпуса должны выдерживать разрушительные воздействия окружающей среды.
Эта коробка (также известная как «управление штуцером») предназначена для обслуживания береговых буровых работ. . .
. . . .И поэтому он начался как лист из нержавеющей стали 304 и прошел через следующие процессы изготовления металла:
- Пластина для лазерной резки
- Сформованы в высокопроизводительные листогибочные прессы
- Сварные панели для формирования 28 дюймов в длину, 32 дюйма в ширину и 41.Корпус высотой 5 дюймов
- Пескоструйная обработка
- Окончательная сборка всех комплектующих
Во время производственного и окончательного контроля качества был подтвержден необходимый допуск ± «.
Итак, если вы хотите контролировать и контролировать подобные ящики из своего уютного места за пределами площадки, вы сокращаете время выполнения заказа, приобретая свои экстремальные погодные устройства здесь, в Crow.
На самом деле, узнайте, как получить коробки в этом месяце , когда вы свяжетесь с нами сегодня .
Описание продукта | Ящик | ||
Применяемые возможности / процессы |
| ||
Оборудование, используемое для производства Деталь | Лазер, листогибочный пресс, сварной | ||
Габаритные размеры детали | 28 дюймов x32 дюйма x41½ дюйма | ||
Максимальные допуски | ± « | ||
Используемый материал | Нержавеющая сталь 304 | ||
Выполняются испытания / проверки | Контроль размеров, визуальный осмотр | ||
Промышленность для использования | Нефть и энергетика | ||
Объем | 4 | ||
Срок поставки / выполнения работ | 10 рабочих дней | ||
Место доставки | Хьюстон, Техас | ||
Соответствие стандартам | Технические условия заказчика, 2D-чертеж САПР |
Дроссельная катушка для сварочного аппарата постоянного тока.
 Дроссель PFC для преобразователя постоянного тока в постоянный
Дроссель PFC для преобразователя постоянного тока в постоянныйВойти. Присоединиться бесплатно. Корзина запросов. Получите приложения. Опубликовать запрос на поставку. Аньхой, Китай. Бизнес Диапазон :. Основные продукты:. Зарегистрированный капитал :. Тип собственности :.
Подписаться на RSS
Общество с ограниченной ответственностью. Сертификация системы менеджмента :. Образец доступен. Посетите мою фабрику. Бриллиантовый член с прошедшего аудит поставщика. Распечатайте эту страницу. Избранное Избранное Поделиться. Получить последнюю цену.
Закупка шт. Порт: Шанхай, Китай. Связаться сейчас.Индивидуальный запрос. Скачать каталог продукции. Вам тоже может понравиться.
Jessica bruno kfor instagram Основная информация. Модель №. Описание продукта. Область применения. Типичные вопросы о продуктах Поддерживает ли этот продукт индивидуальную настройку? Как вы отгружаете продукцию? Данная заявка на патент является продолжением заявки Ser. Настоящее изобретение относится к выходному дросселю для D. Эта индуктивность устраняет пульсации сварочного тока.
Эта индуктивность устраняет пульсации сварочного тока.
Последовательно с дуговым разрядником сварочного аппарата предусмотрен большой дроссель, способный выдерживать большие токи более 50 ампер и используемый для регулирования протекания тока для стабилизации дуги.По мере изменения скорости подачи электрода к заготовке и длины дуги сварочный ток меняется.
В прошлом большой выходной дроссель, включенный последовательно с дугой, имел фиксированный воздушный зазор в сердечнике, чтобы контролировать постоянное значение индуктивности при изменении тока.
Однако, когда дроссель испытывал высокие сварочные токи, сердечник насыщался, и индуктивность резко снижалась. По этой причине ширина воздушного зазора в сердечнике была увеличена, чтобы обеспечить постоянную индуктивность во всем диапазоне рабочего тока сварочного аппарата.Дроссель был выбран для определенного диапазона рабочих токов.
Однако этот диапазон будет изменяться для разных сварочных операций. Таким образом, воздушный зазор дросселя был выбран для большинства сварочных работ.
Таким образом, воздушный зазор дросселя был выбран для большинства сварочных работ.
В стандартном дросселе небольшой воздушный зазор обеспечивает высокую индуктивность, но насыщается при относительно низких токах. Чтобы увеличить пропускную способность дросселя по току, воздушный зазор был увеличен, чтобы уменьшить величину индуктивности для конкретного размера дросселя. По этим причинам дроссель был сделан довольно большим с проволокой большого диаметра для пропускания сварочного тока и сердечником с большим поперечным сечением для предотвращения насыщения.Зазор был большим, чтобы выдерживать широкий диапазон сварочных токов. Такие штуцеры были дорогими и резко увеличивали вес сварщика.
Кроме того, дроссель создавал постоянную индуктивность до точки насыщения или перегиба, даже несмотря на то, что идеальная дуговая сварка реализуется с индуктивностью, которая обратно пропорциональна сварочному току. Чтобы облегчить эти проблемы, было предложено, чтобы воздушный зазор мог иметь две или три разные ширины. Это предложение обеспечивало высокую индуктивность до тех пор, пока небольшой воздушный зазор не насыщался.После этого будет реализована более низкая индуктивность до тех пор, пока не будет насыщен больший воздушный зазор.
Это предложение обеспечивало высокую индуктивность до тех пор, пока небольшой воздушный зазор не насыщался.После этого будет реализована более низкая индуктивность до тех пор, пока не будет насыщен больший воздушный зазор.
Используя эту концепцию двух или, возможно, трех ступенчатых воздушных зазоров, размер дросселя может быть уменьшен, а диапазон тока, регулируемого дросселем, может быть увеличен. Кроме того, отношение тока к индуктивности было обратным.
Концепция использования ступенчатого воздушного зазора в сердечнике выходного дросселя позволила получить дроссель меньшего размера; однако существовала одна или несколько точек перегиба. Когда скорость подачи электрода или длина дуги изменяются для работы в области точек перегиба, D.Стандартный поворотный дроссель не был решением, потому что сварочный ток слишком сильно менялся, чтобы воздействовать на колено насыщения.
Как собрать дроссель для сварочного аппарата
Кроме того, такие качающиеся дроссели предназначались для устройств с малым током. Использование фиксированного выходного дросселя для D. Такой дроссель большой, и рабочая точка находится в линейной части индуктивности, что предотвращает резкое снижение выходной индуктивности сварочного аппарата.
Использование фиксированного выходного дросселя для D. Такой дроссель большой, и рабочая точка находится в линейной части индуктивности, что предотвращает резкое снижение выходной индуктивности сварочного аппарата.
Такой дроссель дорогой и тяжелый. Посредством процедуры ступенчатого воздушного зазора размер дросселя может быть уменьшен, а рабочий диапазон тока увеличен; однако точка перегиба при насыщении одного зазора сделала сварочный аппарат менее надежным и восприимчивым к колебаниям при определенных длинах дуги и скоростях подачи.
Следовательно, эта предложенная модификация не была коммерчески приемлемой. В соответствии с изобретением выходной дроссель для D.
Таким образом, воздушный зазор постепенно увеличивается от краев. Механизм «дросселирования» регулирует величину тока или силы тока, протекающего через аппарат для дуговой сварки. Сварщики используют постоянный ток, а не переменный. Если сварочный аппарат хорошо сконструирован, мощность, протекающая через аппарат для дуговой сварки, будет «чистой», то есть относительно стабильной и постоянной.
Таким образом, основным средством управления мощностью аппарата для дуговой сварки является дроссельный механизм. Разберите имеющийся сварочный аппарат. Если вы восстанавливаете сварочный аппарат, вы сможете увидеть дроссельный механизм.
Дроссельный механизм — это просто металлический стержень, который проходит через отверстие в катушке с проволокой. Ток движется по проводам к точкам дуги. Если вы создаете аппарат для дуговой сварки с нуля, представьте, что вы создаете металлический палец и направляете его через отверстие в бублике из медной проволоки, по конструкции, аналогичной конструкции электрического магнита или звукоснимателя гитары.Обмотка изолирована медным проводом без изоляции в форме пончика, оставляя отверстие в центре, достаточно большое для металлического сердечника.
Установите термостойкий непроводящий барьер, чтобы защитить стержень датчика от физического контакта с катушкой. Проденьте стержень из ферромагнитного железа через центр катушки. Именно движение этого стержня через катушку изменяет силу тока, пропускаемую дросселем.
Припаяйте или иным образом прикрепите изолированную головку к сердечнику из ферромагнитного железа.Эта ручка перемещает сердечник вперед и назад внутри катушки, регулируя силу тока. Подумайте о добавлении емкости в систему после выпрямителя, которая поможет сгладить шероховатость, остающуюся в процессе преобразования переменного тока в постоянный.
Убедитесь, что катушка с проводом достаточно прочна, чтобы выдерживать ток от источника питания. В Соединенных Штатах вы можете ожидать, что мощность, генерируемая стенами, будет составлять V переменного тока. За рубежом это может быть переменный ток В. Однако при дуговой сварке на постоянном токе мощность будет проходить через выпрямитель до того, как достигнет дросселя, который может изменять напряжение.Однако, если проводов в катушке недостаточно для напряжения, дроссель может выйти из строя.
Не пытайтесь изготавливать электрические устройства без серьезной подготовки в области электричества и электробезопасности. Лесли МакКлинток. Лесли МакКлинток профессионально пишет с тех пор, как. Лицензированный агент по страхованию жизни и здоровья, МакКлинток имеет B. Дроссельный механизм управляет током, подаваемым на сварочный аппарат. Шаг 1. Сначала я хочу построить полный мостовой выпрямитель с использованием усилительных диодов с радиатором и банкой.
Лесли МакКлинток. Лесли МакКлинток профессионально пишет с тех пор, как. Лицензированный агент по страхованию жизни и здоровья, МакКлинток имеет B. Дроссельный механизм управляет током, подаваемым на сварочный аппарат. Шаг 1. Сначала я хочу построить полный мостовой выпрямитель с использованием усилительных диодов с радиатором и банкой.
Это у меня нет проблем. Я хочу добавить дроссель индуктора, для которого я видел план использовать железный сердечник длиной 6 дюймов и диаметром 2 дюйма с 5 слоями магнитной проволоки 4awg.
Doten NC cut У меня проблемы с приобретением 4awg здесь, в Великобритании, поэтому могу ли я использовать что-нибудь еще, например, медную нагревательную трубку 8 мм или тройную 22 мм. Какая индуктивность была бы в исходной спецификации Генри? Как насчет использования схемы lc и какие конденсаторы потребуются. Лучше всего использовать индуктор, сделанный из старого сердечника трансформатора зарядного устройства. HID балластный сердечник или сердечник трансформатора для микроволновой печи.
Вторые две обычно довольно легко разделить и перемотать новые катушки. Чтобы получить медную обмотку нужного размера, просто используйте несколько нитей любого магнитного провода, который вы можете достать. Вы можете купить его недорого в любой мастерской по ремонту электродвигателей. В строке есть диаграммы, которые показывают размер поперечного сечения различных проводов, так что вы можете легко вычислить, сколько проводов меньшего размера вам потребуется параллельно, чтобы они равнялись одному проводу большего размера.
Итак, что вы предлагаете — это проложить, скажем, 5 параллельных жил по одному проводу, подключенному на каждом конце? Составляя площадь 22 мм квадратных оригинальных 4 AWG.Они будут прямыми или скрученными, или это не имеет значения? Прямой будет плотнее, но скрученный даст вам больше воздушного пространства, что поможет с охлаждением.
Увеличенная индуктивность сделает сварочную ванну более влажной и улучшит текучесть, поэтому в зависимости от того, какой диапазон и тип сварки вы выполняете чаще всего, может потребоваться немного проб и ошибок, чтобы найти, какое количество работает лучше всего, не превышая его. Моя коробка — это Linde, но все маленькие сварщики похожи на них. То, что вы здесь делаете, действительно зависит от того, чего вы от этого хотите! Если вы просто хотите отсечь пики тока, подойдет все, что угодно.
Моя коробка — это Linde, но все маленькие сварщики похожи на них. То, что вы здесь делаете, действительно зависит от того, чего вы от этого хотите! Если вы просто хотите отсечь пики тока, подойдет все, что угодно.
Когда я сделал это много лет назад, он все еще находится в гараже и время от времени используется, я использовал сердечник размером примерно в половину трансформатора и намотал его слоем 2. В результате получилась красивая гладкая дуга с хорошим зажиганием и непрерывным. Текущий.
Если я правильно понимаю, ваш источник постоянного тока и колпачок просто поддерживают напряжение, повышая уровень пульсаций на выходе? Что касается конструкции катушки, да, использование двух параллельных проводов аналогично использованию одного эквивалента. Другой менее распространенный вариант для намотки ваших собственных сильноточных индукторов — это использование сердечника электродвигателя или автомобильного генератора переменного тока в качестве типа индуктора с большим железным сердечником.
Их легко найти и легко намотать, к тому же из-за их приблизительной формы тороида настройка ваших обмоток с помощью нескольких отводов для изменения отношения индуктивности — это совсем несложно! Просто сначала убедитесь, что вы скруглили острые края напильником или шлифовальной машиной, а затем покрыли всю сердцевину стекловолокном или эпоксидной смолой для защиты обмоток.
Также, если вы ищете сплошной медный провод большого диаметра, обратитесь в электрический отдел местного хозяйственного магазина. Медный провод большого диаметра обычно используется для заземления в новых электрических сетях, и довольно часто его можно встретить сечением до 2-го калибра.Конечно, это голая медь, но растянуть ее, очистить и нанести на нее эмалевое покрытие распылением довольно просто.
Как вы сделали дроссель меньшего размера? Какой был сердечник, сколько обмоток? Насколько я понимаю, конденсатор емкостью 10 мкФ поддерживал напряжение во время нулевого участка волны постоянного тока?
New Post. Формат комментариев :. Подпишитесь на обсуждение:. CR4 позволяет вам «подписаться» на обсуждение, чтобы получать уведомления о новых комментариях к обсуждению по электронной почте. Рейтинг Голосовать :.Оценка 1 Оценка 2 Оценка 3 Оценка 4 Оценка 5. Добавить голос. Последние проекты Образование. JavaScript отключен.
Формат комментариев :. Подпишитесь на обсуждение:. CR4 позволяет вам «подписаться» на обсуждение, чтобы получать уведомления о новых комментариях к обсуждению по электронной почте. Рейтинг Голосовать :.Оценка 1 Оценка 2 Оценка 3 Оценка 4 Оценка 5. Добавить голос. Последние проекты Образование. JavaScript отключен.
Для удобства, пожалуйста, включите JavaScript в своем браузере, прежде чем продолжить. Конденсаторы и дроссели для сварщика — помощь в проектировании? Автор этой темы buffumjr Дата начала 29 мар, Искать по форуму Новые сообщения. Автор темы buffumjr Присоединился к 24 марта. У меня есть аппарат для дуговой сварки переменного тока Lincoln amp «tombstone». Я бы хотел добавить к нему сварку постоянным током. На нескольких веб-сайтах говорится, что все, что мне нужно сделать, это вставить мостовой диод в выход, включить его и сварить.
Глядя на чертеж теоретического выходного сигнала, вместо положительного лепестка и отрицательного лепестка у вас теперь есть два положительных лепестка. Первоначальная проблема, которую это было призвано решить, заключалась в уменьшении и падении до нуля между лепестками. Мне нужно что-то сгладить вывод, чтобы он никогда не приближался к нулю. Теоретически это дает более гладкий сварной шов с меньшим разбрызгиванием. Выходной ток в амперах составляет около 35 вольт. Когда я играл с импульсными источниками питания, использование конденсатора значительно сглаживало выходной сигнал.
Первоначальная проблема, которую это было призвано решить, заключалась в уменьшении и падении до нуля между лепестками. Мне нужно что-то сгладить вывод, чтобы он никогда не приближался к нулю. Теоретически это дает более гладкий сварной шов с меньшим разбрызгиванием. Выходной ток в амперах составляет около 35 вольт. Когда я играл с импульсными источниками питания, использование конденсатора значительно сглаживало выходной сигнал.
Ну, это были 12В и 5В, возможно, 20А. Найти конденсаторы для работы с этим было несложно. Можете ли вы посоветовать мне, что мне следует учитывать? Нужен ли мне и дроссель, и конденсатор, только дроссель, только конденсатор, и каких значений? Свяжитесь с нами. Форумы по электронике. Ответить в теме.
Поиск по форуму Последние сообщения. Прокрутите, чтобы продолжить содержимое. 28 декабря, 1 декабря. Я купил один из тех дешевых китайских сварочных аппаратов, он много брызгает и работает немного нестабильно. Я снял корпус, чтобы найти только трансформатор и два диода.
Могу ли я сделать какие-либо другие улучшения для стабилизации вывода? Помогут ли крышки фильтра? 28 декабря, 2. 29 декабря, 3. 29, 4.
Масштаб разрешения 1440p29 декабря, 5. 29 декабря, 6. 29 декабря, 7. 29 декабря, 8. 2, 9 января. Спасибо за все ответы. , я нашел выброшенный 3-х фазный сварочный аппарат на постоянном токе и спас стопку из трех индукторов, они не выглядят такими большими, поэтому я предполагаю, что для фильтрации трех фаз требуется столько же индуктивности, сколько и однофазных. Я планирую попробовать один, затем последовательно добавить два, затем три, чтобы получить достаточную индуктивность.Мой вопрос в том, могу ли я поместить индуктор в заземляющий провод или мне нужно вставить его в горячий провод.
Vtkunstructuredgrid python У меня есть жужжалка для тяжелых вещей, я купил этот дешевый Mig, чтобы помочь с тонким металлом. 2 января, 3 января у меня проблема с катушкой индуктивности, это сильноточный ВЧ-дроссель, сделанный из 6 или 8 квадратных медных проводов того же размера, что и круглый алюминиевый провод на выходе моего трансформатора, поэтому я знаю, что он достаточно тяжелый, но его воздушный сердечник так Мне нужно добавить какой-то сердечник, чтобы увеличить индуктивность.
Проблема в его 2 «I.
Конденсаторы и дроссели для сварщика — Помощь в проектировании?
Во-вторых, сложно вставить дроссель в горячую линию, идущую к гибкому питающему шлангу МиГС, поэтому для экспериментов было бы то же самое, если бы я вставил дроссель в заземляющий провод? Вы должны войти или зарегистрироваться, чтобы ответить здесь. Показать игнорируемый контент. Задать вопрос Хотите ответить на эту тему или задать свой вопрос?
Вам нужно будет выбрать имя пользователя для сайта, что займет всего несколько минут. Используя наш сайт, вы подтверждаете, что прочитали и поняли нашу Политику конфиденциальности и Условия использования.Electric Engineering Stack Exchange — это сайт вопросов и ответов для профессионалов в области электроники и электротехники, студентов и энтузиастов. Регистрация займет всего минуту.
найдите дроссельную катушку для источника постоянного тока на 50/60 Гц или другую частоту. (основы) youtube.com/embed/dn-CDTy7cg4″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/dn-CDTy7cg4″ frameborder=»0″ allowfullscreen=»»/> Купил мостовой выпрямитель на ампер и вольт. Я собираюсь использовать два конденсатора мкФ и дроссельную катушку на стороне постоянного тока. Мне нужно построить индуктор дроссельной катушки, чтобы отфильтровать для него высокие сигналы переменного тока.Есть идеи, как это построить? Зарегистрируйтесь, чтобы присоединиться к этому сообществу. Лучшие ответы голосуются и поднимаются наверх.
Главная Вопросы Теги Пользователи без ответа. Нужен индуктор дроссельной катушки для сварочного аппарата постоянного тока Задайте вопрос. Спросил 2 года 7 месяцев назад. Последняя активность 2 года 7 месяцев назад. Просмотрено 2k раз. Могу ли я использовать железный сердечник с обмотанным вокруг него изолированным проводом №4? Terry Miller Terry Miller 11 2 2 бронзовых знака. Возможно, вам удастся ослабить компонент переменного тока с помощью огромного большого дросселя. Я чувствую проблему XY.Активные самые старые голоса. Зарегистрируйтесь или войдите в систему. Зарегистрируйтесь с помощью Google. Зарегистрируйтесь через Facebook.
Зарегистрируйтесь или войдите в систему. Зарегистрируйтесь с помощью Google. Зарегистрируйтесь через Facebook.
Зарегистрируйтесь, используя электронную почту и пароль. Опубликовать как гость Имя. Электронная почта обязательна, но не отображается. Блог Overflow.
Часто задаваемые вопросы по газовым кузням
Достигнут ли эти кузницы тепла кузнечной сварки?Да! 2300 градусов по Фаренгейту принимается за температуру кузнечной сварки
. Обе кузницы нагреваются на несколько сотен градусов выше.
Сколько пропана будут использовать эти кузницы?
Это зависит от давления, при котором работают горелки.
Горелки могут эффективно работать в диапазоне давления от 3 до 20 фунтов на квадратный дюйм.
Нагреет ли нагнетатель эти кузницы?
№ Это атмосферные кузницы, для которых не требуется воздуходувка.
Горелки для этих кузниц безнаддувные и не будут нормально работать
с воздуходувкой.
Я видел кузницы с нагнетателем, которые работают при гораздо более низких фунтах на квадратный дюйм, чем ваш.
Значит ли это, что они более эффективны?
№ Для прямого сравнения двух типов кузнечных изделий;
измерение расхода топлива более точное.Кузница с нагнетателем, работающая под давлением
при более низком давлении, чем атмосферная кузница, подобная нашей, на самом деле может потреблять на
больше пропана в час.
Как долго нагревается кузница?
Кузница достигнет максимальной температуры для выбранного фунта на квадратный дюйм за 20 минут.
Однако вам не нужно ждать 20 минут перед ковкой. Например,
Habanero — кузница с двумя горелками, работающая при давлении 7 фунтов на квадратный дюйм, достигнет 2100 градусов
менее чем за 5 минут.
Если я добавлю двери в кузницу, станет ли она горячее?
№Добавлять двери в эти кузницы опасно. Закрытие отверстий
может привести к попаданию несгоревшего пропана в кузнечную камеру, которая при определенных условиях
может взорваться. Отверстия кузницы дают отработанным выхлопным газам
Отверстия кузницы дают отработанным выхлопным газам
, которые расширяются в 7 раз при сгорании, путь утечки.
Почему бы просто не использовать заливной огнеупор вместо волокнистого покрытия?
Литой огнеупор, будучи прочным, неэффективен. Он намного тяжелее волокна
, и ему требуется гораздо больше времени, чтобы достичь точки, в которой он отдает тепло кузнице.
Что делает дроссель?
Дроссель регулирует количество воздуха, смешиваемого с пропаном во время горения.
Когда кузница останавливается после использования, заслонка закрывает отверстие горелки, предотвращая
эффект дымохода, который может затянуть мусор обратно в горелку.
Я только начинаю, какую кузницу вы предлагаете?
Если вы занимаетесь кузнечным делом, кузница с одной горелкой Tabasco
подойдет для ковки и кузнечной сварки.
Если вы занимаетесь изготовлением лезвий, кузница с двумя горелками Habanero
— лучший выбор для сварки по шаблону (Дамаск).