Самодельный PET филамент. Подробный обзор оборудования.
TelnovDVЗагрузка
03.08.2020
7573
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подписаться21
Здравствуйте друзья! Хочу с Вами поделиться своими достижениями в области переработки пластиковых отходов в филамент.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора. Подписаться21
Комментарии к статьеЕще больше интересных постов
TellerЗагрузка
08. 05.2021
05.2021
905
10Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
ПодписатьсяНачало здесь. Продолжения: 1, 2, 3, 4, 5, 6, 7, 8, …
Читать дальше skiЗагрузка
27.05.2021
1154
10Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы
будете
получать уведомления о его новых постах.
Тогда вы
будете
получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
ПодписатьсяПоказана противоречивость природы пластика как материала
Читать дальше 3dmaniackЗагрузка
09.12.2017
43381
110Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
что означает ‘ос…
Читать дальшеописание, назначение, изготовление (фото, видео)
Как сделать своими руками
Собрать такой аппарат в домашних условиях можно. Для этого понадобятся подходящие детали и слесарные навыки (хотя знакомство с токарями тоже желательно). Начнем с подготовки «железа».
- Первой готовится рама. Уголки подрезаются по размеру, выставляются и провариваются. В нашем случае основание «станины» имеет габариты 40х80 см. Верхняя площадка под корпус — 16х40.
- Затем на раму выставляют ножки (40 см). Приварив их к основе, переходят к соединению с «верхушкой». Сантиметрах в 5 под ней ставятся парные перемычки.
- Для крепления двигателя придется варить еще одну рамку из того же уголка.
 В ее стойках делаются продолговатые прорези, благодаря которым будет регулироваться натяжение ремня. Ее окончательно крепят только после того, как выставлены оба вала.
В ее стойках делаются продолговатые прорези, благодаря которым будет регулироваться натяжение ремня. Ее окончательно крепят только после того, как выставлены оба вала.
 В ее стойках делаются продолговатые прорези, благодаря которым будет регулироваться натяжение ремня. Ее окончательно крепят только после того, как выставлены оба вала.
В ее стойках делаются продолговатые прорези, благодаря которым будет регулироваться натяжение ремня. Ее окончательно крепят только после того, как выставлены оба вала.Экструдер для больших объемов корма
Данный аппарат состоит из:
- Принимающего бункера,
- Двигателя и привода,
- Рамы,
- Редуктора,
- Манжет,
- Режущего узла,
- Дозирующего шнека с приводом,
- Цилиндра.
Камера прессующего узла — цилиндр, в который вставлен нагнетающий шнек. Разделяется шнек на три части: начальную, среднюю и выводную. Для большей прочности каждую из них закрепляют при помощи шпильки с левой резьбой. Узел закрывают корпусом из стального листа.
Раму сваривают из уголка или отрезов трубы. Размеры зависят от планируемых объемов перерабатываемого сырья и длины цилиндра. Прессующий узел устанавливается на раму, и крепится несколькими болтами. Далее приступают к изготовлению приемного бункера. Обычно его сваривают из стальных листов, а в нижней части делают отверстие, под которое ставят лоток. Через него сырьё поступает из приемника в шнек нагнетателя. Для перемещения зерна в нижней части корпуса делают продольные выемки. В конце шнекового отдела устанавливается режущий узел для регулирования размера гранул. В него входят:
Через него сырьё поступает из приемника в шнек нагнетателя. Для перемещения зерна в нижней части корпуса делают продольные выемки. В конце шнекового отдела устанавливается режущий узел для регулирования размера гранул. В него входят:
- Носовой корпус,
- Матрица,
- Ножи.
Прижатие ножей к матрице осуществляет пружина, а вращение вала происходит при помощи привода и поводка. Готовый продукт выходит через отверстия в матрице, и обрезается ножами по заданным параметрам.
Экструдер для кормов обрабатывает зерно только при высоких температурах, создаваемых работой двигателя и редуктора.
С валом и носовым корпусом они соединяются цепным приводом, и крепятся к раме. Для безопасности электрический узел можно также закрыть стальными манжетами. Регулирование температуры осуществляется изменением положения матрицы, а контроль — термометром. Устанавливают его рядом с режущим элементом.
 youtube.com/embed/iXBLCcIQAKI»/>
youtube.com/embed/iXBLCcIQAKI»/>
Экструдер для кормов обрабатывает зерно только при высоких температурах, создаваемых работой двигателя и редуктора.
Гранулятор или экструдер?
Как вы уже поняли гранулятор и экструдер хоть и делают гранулы, но по своему строению отличаются и прежде чем делать какой то станок нужно для себя понять какой конкретно станок вам нужен.
Состоит экструдер или как его еще называют шнековый пресс из:
- Шнека;
- Матрицы;
- Корпуса;
- Мотор редуктора.
Такой пресс как правило применяется, как я уже говорил, в домашних условиях, для переработки десятков килограмм отходов. К примеру загранулировав сухие опилки, можно их подмешивать к углю и снизить потребление покупного угля. А можно гранулировать солому и потом гранулы делать подсыпкой к животным. Вариантов использования много и описывать в данной статье я их все не буду.
Давайте же посмотрим отличия шнекового пресса от обычного гранулятора:
- Изготовление шнекового, в небольшой мастерской будет гораздо проще чем гранулятора;
- Более простое строение — более надежная конструкция;
- Производительность такого станочка будет гораздо ниже, и если грануляторы идут от 300 кг/час, то шнековые будут до 300 кг/час. Можно конечно сделать и с большей производительностью, но это будет очень большая машинка;
- Гораздо более простая матрица, которую можно сделать проще на обычном токарном станке.
 Можно конечно сделать и с большей производительностью, но это будет очень большая машинка;
Можно конечно сделать и с большей производительностью, но это будет очень большая машинка;Давайте посмотрим что нам понадобиться в процессе изготовления:
Экструдер для глины своими руками
Экструдер для художественной лепки, или как его проще называют — шприц-давилка, часто нужен при работе с пластилином, полимерной и обычной глиной.
С его помощью можно быстро создавать необходимые элементы тонкой, вытянутой формы (например, для волос, травы и т.п.) и выкладывать интересные узоры из полосок глины разного сечения. По сути он похож еще на кондитерский шприц.
Как из пластиковой бутылки сделать экструдер для глины своими руками, расскажет Михаил Миллер:
«Важнейшим навыком при работе с глиной в домашних условиях является навык выдавливания глины. Для того, чтобы научиться лепить, необходим запас глины, а также экструдер для выдавливания глины.
При работе с глиной экструдер наиболее полезен в поэтапном и контролируемом создании материала из глины, ведь существует возможность варьирования нужной длины глиняного материала. Создать собственный экструдер для работы с глиной из подручных средств, которые можно найти дома, и настроить в соответствии со своими потребностями, по силам каждому начинающему занятия лепкой.
• На первом этапе создания экструдера необходимо взять пластиковую бутылку, предпочтительнее будет прозрачная бутылка, для того, чтобы видеть количество глины, оставшейся в ней. И бутылка, и крышка от неё должны быть чистыми снаружи и изнутри, без остатков мыла;
• Удалите пластиковую прокладку в крышечке от бутылки. Она находится в верхней её части, и увидеть её можно, перевернув крышку. Сделать это легче всего будет тонким предметом, наподобие медицинского пинцета или плоскогубцев с тонкими зажимами;
• Сделайте отверстие, через которое глина будет выдавливаться наружу. Для этого понадобится нож с крепким и достаточно острым лезвием. С его помощью нужно вырезать на поверхности крышки от бутылки отверстие, очертания которого предварительно обрисованы маркером. Форма отверстия должна соответствовать Вашему представлению о формах, которые Вы хотели бы видеть впоследствии на своих творениях. Помните, что края отверстия должны быть гладкими и без зазубрин;
С его помощью нужно вырезать на поверхности крышки от бутылки отверстие, очертания которого предварительно обрисованы маркером. Форма отверстия должна соответствовать Вашему представлению о формах, которые Вы хотели бы видеть впоследствии на своих творениях. Помните, что края отверстия должны быть гладкими и без зазубрин;
• В нижней части бутылки необходимо удалить донышко. Это нужно для того, чтобы впоследствии загружать через него глину для работы, а ещё это отверстие понадобится для прикрепления поршня, ход которого через отверстие под давлением заставит глину поступать через фигурное отверстие. Для изготовления поршня Вам понадобится немного фантазии. Представьте себе большой шприц, снабжённый ручкой для выдавливания (лучше Т-образной, для удобства), такие Вы могли видеть в больнице, например. А принцип действия самодельного экструдера для выдавливания глины аналогичен, и поршень нужно придумать самому (это должен быть диск диаметра бутылки, к которому нужно прикрепить вышеназванную ручку). Для изготовления диска нужно взять материал, который не будет деформироваться под давлением. К примеру, можно вырезать диск из толстой жести, и к диску с предварительно обработанными краями прикрепить Т-образную ручку;
Для изготовления диска нужно взять материал, который не будет деформироваться под давлением. К примеру, можно вырезать диск из толстой жести, и к диску с предварительно обработанными краями прикрепить Т-образную ручку;
• Получившийся экструдер можно использовать для создания различных форм и украшений, а для воплощения художественных идей можно изменять форму потока глины путём изменения формы крышки Вашего экструдера.
Когда экструдер готов к работе, используйте его в соответствии с Вашими вкусами, желаниями, используя при этом творческую фантазию.»
Вот так можно сделать экструдер для глины своими руками. Насколько я знаю, при работе с соленым тестом и пластилином также используют чеснокодавилку (тогда можно быстро сделать например, пряди волос).
Кстати, нашла еще один интересный мастер-класс по лепке из полимерной глины от дизайнера по имени Матильда:
 youtube.com/embed/Oxf24YdO0jU»/>
youtube.com/embed/Oxf24YdO0jU»/>
При работе с глиной экструдер наиболее полезен в поэтапном и контролируемом создании материала из глины, ведь существует возможность варьирования нужной длины глиняного материала. Создать собственный экструдер для работы с глиной из подручных средств, которые можно найти дома, и настроить в соответствии со своими потребностями, по силам каждому начинающему занятия лепкой.
самодельный экструдер в работе
Работает отлично. Минус только один . Шов не красивый получается , без насадок.
Этот ручной термопресс для пластика мы купили 1,5 года назад. Купили с целью сделать свои первые шаги в литье пластика под давлением. За это .
Обработка ягодных культур
Раствором зеленки можно обрабатывать ягодные культуры (землянику, клубнику и т. д.). Такое средство будет эффективным в борьбе с серой гнилью, мучнистой росой и другими заболеваниями.
Кроме того, раствор бриллиантового зеленого можно использовать в период завязи клубники, когда любые химические препараты противопоказано применять. Но будет лучше, если раствором зеленки обработать ягодные культуры в период цветения (или сразу после его окончания).
Но будет лучше, если раствором зеленки обработать ягодные культуры в период цветения (или сразу после его окончания).
Многие садоводы заявляют, что концентрат бриллиантового зеленого способен подавлять процессы роста усов у клубники и земляники, таким образом, все полезные вещества растение направляет на формирования плода. В итоге плоды вырастают более сочными, вкусными и крупными. Это свойство раствора зеленки положено в основу разработки химического препарата «Зар-2».
Второе опрыскивание проводится сразу после пересадки растений в открытый грунт. Третий раз помидоры опрыскиваются после того, как на них начнут появляться новые листики. Все дальнейшие процедуры обработки растений проводятся лишь в том случае, если фитофтора не была побеждена (интервал между обработками — 7–9 дней). Для дезинфицирования грунта можно в 10 л воды растворить 60–70 мл зеленки и поливать почву полученной смесью каждые 3–4 дня.
Ягодные культуры
Применение раствора зеленки в посадках клубники способствует профилактике и лечению от серой гнили, мучнистой росы. Для этого делают состав: ведро воды, флакон бриллиантового зеленого, литр молока. Опрыскивают клубнику три раза через каждые 10 дней. Этот рецепт можно применить в обработке других ягодных культур от вредителей и заболеваний.
Для этого делают состав: ведро воды, флакон бриллиантового зеленого, литр молока. Опрыскивают клубнику три раза через каждые 10 дней. Этот рецепт можно применить в обработке других ягодных культур от вредителей и заболеваний.
Особенно полезно обрабатывать молодые завязи клубники и во время цветения. Это способствует замедлению роста усов у ягодной культуры. Тем самым прибавляя силы растению на увеличение урожая ягод.
Бриллиантовый зеленый раствор служит отличным средством в качестве подкормки и удобрения для повышения урожайности. С применением раствора (на 1 литр воды берется 3-5 капель) можно готовить грунт для выращивания рассады. Это позволит защитить землю от болезнетворных микробов.
Паслёновые культуры
Картофель, помидоры, баклажаны выращивают почти на каждом участке. Современные теплицы украшают дачные сады. На рынках предлагаются различные варианты накрывного материала для теплиц. Технология ухода за растением зависит от его типа, и она подробно изложена в различных руководствах. Избежать болезней, характерных для культур, сложно и без своевременной обработки невозможно. Настоящим бедствием для томатов считается неожиданное нападение фитофторы. Развивается заболевание в течение периода вегетации. И здесь поможет применение зеленки в огороде. Вместе с химической обработкой рекомендуемыми препаратами, используется раствор, приготовленный из 10л воды и 50 капель бриллиантового зеленого. Обработку проводят вечером. Опрыскивание должно быть обильным, захватывая обе поверхности листьев, стебли, почву под кустом. «Купание» растений делают раз в 20 дней. Этим же приёмом обработки помогают картофелю, баклажанам, любым пасленовым культурам. Многие грибковые заболевания не выносят антибактериальных свойств зелёнки.
Избежать болезней, характерных для культур, сложно и без своевременной обработки невозможно. Настоящим бедствием для томатов считается неожиданное нападение фитофторы. Развивается заболевание в течение периода вегетации. И здесь поможет применение зеленки в огороде. Вместе с химической обработкой рекомендуемыми препаратами, используется раствор, приготовленный из 10л воды и 50 капель бриллиантового зеленого. Обработку проводят вечером. Опрыскивание должно быть обильным, захватывая обе поверхности листьев, стебли, почву под кустом. «Купание» растений делают раз в 20 дней. Этим же приёмом обработки помогают картофелю, баклажанам, любым пасленовым культурам. Многие грибковые заболевания не выносят антибактериальных свойств зелёнки.
Мучнистая роса, прикорневая гниль, ложная мучнистая роса часто появляются на красивых, стройных стеблях огурцов, быстро гибнущих от заболеваний, не дав долгожданного урожая. Любители предлагают в качестве профилактической меры борьбы с прикорневой гнилью смазывать 10 см стебля от земли зелёнкой, разведённой в двух частях воды. После сбора урожая рекомендуется полить огурцы раствором зелёнки из расчёта 50 капель на ведро воды. Обработку повторяют еженедельно. Многие грибковые заболевания огурцов исчезают после использования зелёнки.
Любители предлагают в качестве профилактической меры борьбы с прикорневой гнилью смазывать 10 см стебля от земли зелёнкой, разведённой в двух частях воды. После сбора урожая рекомендуется полить огурцы раствором зелёнки из расчёта 50 капель на ведро воды. Обработку повторяют еженедельно. Многие грибковые заболевания огурцов исчезают после использования зелёнки.
Огурцы
Трудно найти идеально здоровые плети огурцов. Эти растения наиболее часто поражаются различными болезнями:
- Мучнистая роса. Эта болезнь за короткий срок может распространиться по всем посаженным поблизости огурцам. Пораженные поверхности обработайте следующим составом: 5 мл зеленки + 60 г карбамида + 10 л сыворотки. Обработку по листу выполняйте в вечернее время с интервалом 1 раз в неделю.
- Прикорневая гниль. Рабочий раствор: 10 капель зеленки на 10 л воды. Прикорневой полив выполняйте 2 раза в неделю после очередной уборки урожая. Желательно сочетать данную обработку с опрыскиваниями раствором йода (10 мл йода на 10 л воды).

Наибольшую распространенность и печальную известность у огородников нашей страны получила фитофтора. И молодая рассада и уже сформировавшиеся плодоносящие кусты – никто не имеет иммунитета к этому заболеванию.
Обработка ягодных культур
При обработке посадок клубники (земляники) раствором зеленки уничтожаются возбудители мучнистой росы, серой гнили и других болезней. Причем обработку грядки с клубникой можно провести при завязях, когда нельзя использовать другие средства. Лучше, конечно, обработать клубнику при цветении или сразу после нее раствором с зеленкой (в ведре воды разводят 5 мл зеленки), через 10-14 дней обработку повторить. Замечено, что такая обработка подавляет образование усов у клубники, и поэтому все силы растений тратятся для наливания ягод. Короче, огородники получают двойную выгоду от этой обработки: избавление от болезней и увеличение качественного урожая ягод. Способность бриллиантовой зелени подавлять рост усов используется в приготовлении препарата Зар-2 .
Если раствором зеленки обработать плодовые деревья и кустарники перед цветением, то увеличится завязывание плодов. Для обработки готовят раствор: в 10 л воды развести 40 капель бриллиантовой зелени.
Можно весь пузырек развести в литре воды, а потом добавлять по чуть-чуть в воду при очередной обработке.
зеленка на даче
Как видите, зеленка на огороде весьма полезна, помогает спасти растения от болезней и увеличить урожайность.
От луковой и морковной мухи
Не нравится запах нашатыря луковой и морковной мухе. Для защиты овощей от этих вредителей междурядья следует поливать раствором, приготовленным из 5 мл аптечного препарата и 10 л воды, каждые 10-12 дней. Нужно учитывать, что это средство выступает в качестве азотной подкормки, поэтому защитные процедуры завершают с началом налива корнеплодов.
От морковной мухи защитит раствор нашатырного спирта
Нашатырный спирт придется кстати во время вечерних посиделок на свежем воздухе — он избавит вас от надоедливых комаров и мошек, мешающих созерцать живописный пейзаж дачных владений. Обрызгайте пространство открытой беседки или уличной скамейки таким пахучим лекарством. Неприятный запах быстро исчезнет, но останется уловимым для насекомых, и они не рискнут приблизиться к вашему месту отдыха.
Обрызгайте пространство открытой беседки или уличной скамейки таким пахучим лекарством. Неприятный запах быстро исчезнет, но останется уловимым для насекомых, и они не рискнут приблизиться к вашему месту отдыха.
Борьба с вредителями
К примеру, слизни упорно поедают листки овощных кустов. Из-за этого они гибнут. Чтобы избежать уничтожения кустов, прибегаем к помощи зелени.
Здесь необходимо действовать по двум направлениям. Листки опрыскать, а почву полить обеззараживающим раствором.
Флакончик бриллиантовой зелени на ведро воды — и нужный раствор готов. Использовать его следует после проведения основного полива, на сухую почву выплеснуть нельзя, так как можно обжечь овощные кусты.
Флакончик бриллиантовой зелени на ведро воды — и нужный раствор готов. Использовать его следует после проведения основного полива, на сухую почву выплеснуть нельзя, так как можно обжечь овощные кусты.
ЛЕКАРСТВА ДЛЯ РАСТЕНИЙ. ВО САДУ ЛИ В ОГОРОДЕ.
Запись дневника создана пользователем Аллави, 07. 12.15
12.15
Просмотров: 163.053, Комментариев: 22
Йод в огороде
Обычный пузырек йода способен оказать огороднику не одну большую услугу. Поскольку все мы с детства знаем, что йод — отличный антисептик, грех не применить это его свойство в профилактике болезней растений, в особенности всяческих гнилей. Раствором 5-10 капель йода в десяти литрах воды рекомендуют опрыскивать клубнику и землянику перед цветением. Эта простая процедура избавит ее от серой гнили и активизирует жизненные силы. Опрыскивание проводят 2-3 раза с интервалом в десять дней. Раствором одной капли йода на три литра воды один раз поливают рассаду томатов, чтобы увеличить продуктивность и будущие размеры плодов. После высадки рассады в грунт можно провести йодную подкормку еще раз, добавив в ведро с водой три капли йода. Норма полива: литр под куст. Если смешать в 10 литрах воды 40 капель йода с литром сыворотки и столовой ложкой перекиси водорода, выйдет отличное средство для борьбы с ненавистной фитофторой.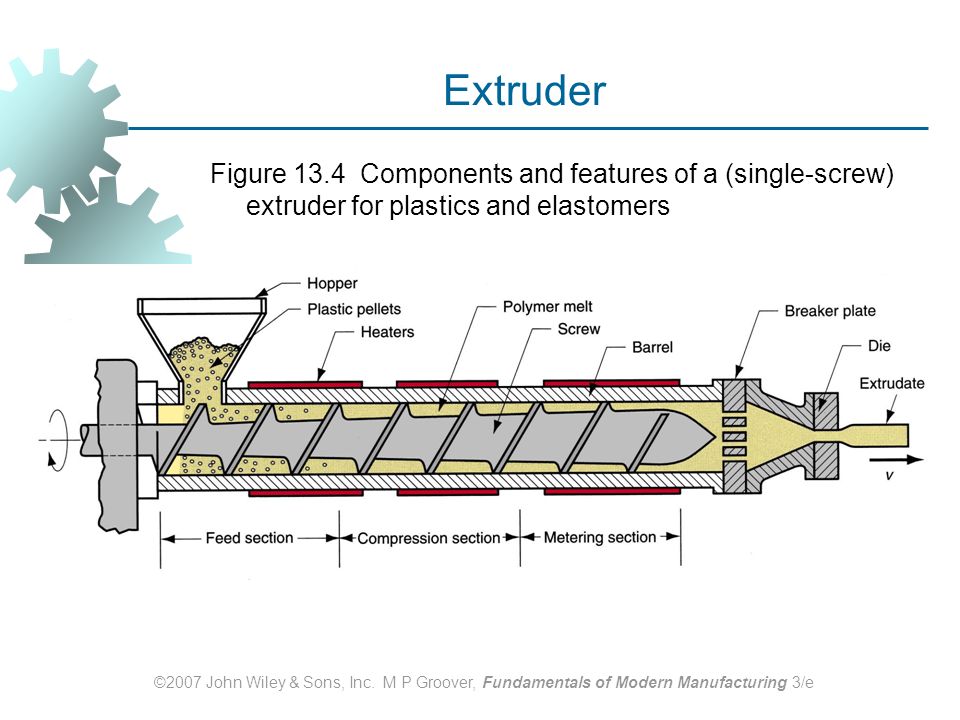 Добавив к 9 литрам воды литр нежирного молока и 10-12 капель йода, получают раствор, уничтожающий ложную мучнистую росу на огурцах. Кроме того, йод входит в состав средств, предотвращающих пожелтение листьев у огурцов и способствующих омоложению плетей.
Добавив к 9 литрам воды литр нежирного молока и 10-12 капель йода, получают раствор, уничтожающий ложную мучнистую росу на огурцах. Кроме того, йод входит в состав средств, предотвращающих пожелтение листьев у огурцов и способствующих омоложению плетей.
Зеленка в огороде
Раствор бриллиантовой зеленый не менее знаменит, чем йод, ему тоже найдется применение в дачном хозяйстве, не сомневайтесь. Зеленкой можно смазывать раны растениям при мелкой обрезке или случайных повреждениях вместо садового вара. 40 капель зеленки, растворенные в ведре воды помогут избавить томаты от фитофторы, а огурцы — от мучнистой росы. Чтобы каждый раз не отмерять по капельке, можно развести пузырек зеленки в литре воды, а потом на глаз по чуть-чуть добавлять в воду для опрыскивания. Опрыскивание вишни слабым раствором зеленки способствует лучшему завязыванию плодов.
Трихопол в огороде
«Трихопол» применяют как профилактическое средство против фитофторы. С этой целью 1 таблетку «Трихопола» растворяют в 1 литре воды и опрыскивают томаты каждые две недели.
Аспирин в огороде
Аспирин входит в состав одного из средств борьбы с мучнистой росой крыжовника и смородины.
Марганцовка в огороде
Марганцовка любому огороднику хорошо знакома и применяется повсеместно. В первую очередь в розовом растворе марганцовки (0,5 грамм на 100 мл.) рекомендуют протравливать семена перед посадкой, чтобы уничтожить возможных возбудителей болезней, зимующих на семенах. С этой целью семена замачивают в растворе на 20 минут, а затем высушивают. Если в ведро розового раствора марганцовки (3 грамма на 10 литров) добавить борной кислоты на кончике ножа, то выйдет хорошая ранневесенняя подкормка для земляники, малины, смородины и крыжовника. Особенно хорош этот вариант подкормки на участках с песчаными почвами. 2 чайные ложки марганцовки, растворенные в 10 литрах воды, спасут землянику от серой гнили, если не забыть опрыскать ягоду после цветения. В темно-розовом растворе марганцовки замачивают картофель перед посадкой, а так же семенные клубни перед закладкой на хранение. Такая обработка не нравится ни проволочнику, ни болезнетворным грибкам. Кроме того, растворенной в воде марганцовкой проливают грунт для рассады, моют ящики, стаканчики и горшочки, в которых планируют выращивание рассады или выгонку зелени, обрабатывают изнутри и снаружи теплицы и парники для профилактики болезней растений. Единственное, чего не стоит забывать при использовании марганцовки, — все хорошо в меру. Слишком увлекаться поливами «розовой водой» не стоит. Избыток марганца в почве может неблагоприятно сказаться на развитии культур.
Такая обработка не нравится ни проволочнику, ни болезнетворным грибкам. Кроме того, растворенной в воде марганцовкой проливают грунт для рассады, моют ящики, стаканчики и горшочки, в которых планируют выращивание рассады или выгонку зелени, обрабатывают изнутри и снаружи теплицы и парники для профилактики болезней растений. Единственное, чего не стоит забывать при использовании марганцовки, — все хорошо в меру. Слишком увлекаться поливами «розовой водой» не стоит. Избыток марганца в почве может неблагоприятно сказаться на развитии культур.
Глюкоза и витамин B1 в огороде
Эти витамины используют для подкормки цветов. Пять раз с интервалом в две недели растения подкармливают следующим раствором: 5 мл. глюкозы и 1 мл. витамина B1 на 5 литров воды. Обильное и продолжительное цветение гарантированы!
Борная кислота в огороде
Борная кислота — лучший помощник при плохом завязывании плодов. Раствором борной кислоты (2 грамма развести в половине литра воды, а затем довести воду до 10 литров) можно опрыскивать все растения для стимуляции завязи.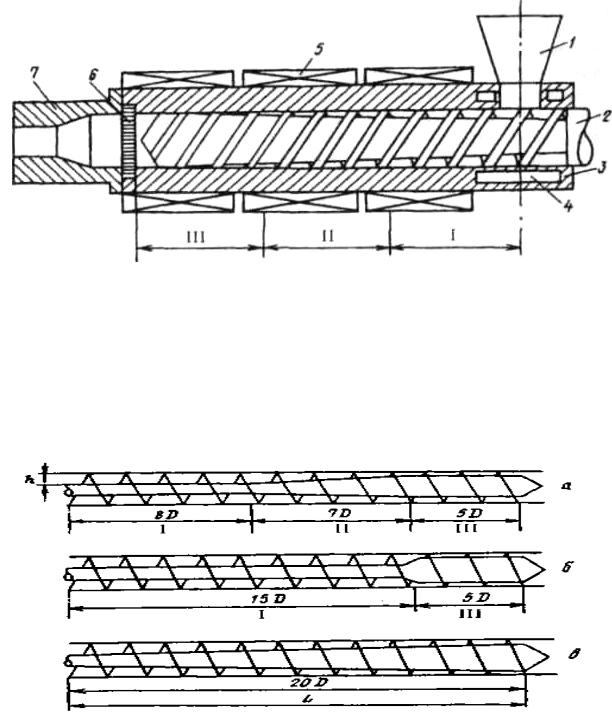 Как мы уже писали ранее, некоторые садоводы в ведро воды с розовым раствором марганцовки добавляют на кончике ножа борную кислоту, все тщательно перемешивают и используют для подкормки земляники и малины ранней весной. Такая подкормка не только способствует увеличению урожайности, она так же улучшает вкус ягод. Помимо вышеперечисленного борная кислота используется как компонент комплексного питательного раствора для намачивания семян перед посадкой. Две горсти луковой шелухи заливают литром кипятка и смешавают его с заранее приготовленным зольным раствором в соотношении 1:1. На 1 литр такого раствора добавляют 1 грамм марганца, 0,1-0,3 грамма борной кислоты и 5 граммов пищевой соды.
Как мы уже писали ранее, некоторые садоводы в ведро воды с розовым раствором марганцовки добавляют на кончике ножа борную кислоту, все тщательно перемешивают и используют для подкормки земляники и малины ранней весной. Такая подкормка не только способствует увеличению урожайности, она так же улучшает вкус ягод. Помимо вышеперечисленного борная кислота используется как компонент комплексного питательного раствора для намачивания семян перед посадкой. Две горсти луковой шелухи заливают литром кипятка и смешавают его с заранее приготовленным зольным раствором в соотношении 1:1. На 1 литр такого раствора добавляют 1 грамм марганца, 0,1-0,3 грамма борной кислоты и 5 граммов пищевой соды.
Перекись водорода в огороде
Перекись водорода может с успехом заменить традиционную марганцовку на этапе протравливания семян. Для обеззараживания семян их замачивают в 10% растворе перекиси 20 минут, а затем промывают водой и высушивают. Если вы уверены, что никаких патогенных организмов на ваших семенах нет, то можете использовать перекись водорода как стимулятор роста. В этом случае семена необходимо замачивать 12 часов (а трудно всхожие семечки вроде петрушки, моркови или свеклы — 24 часа) в 0,4% растворе перекиси. После чего так же промыть и просушить до сыпучего состояния. Такая обработка способствует быстрой всхожести, увеличению урожайности и повышению иммунитета растений. Перекись может помочь и на ниве борьбы с фитофторозом. Столовая ложка перекиси на ведро воды c добавлением сорока капель йода (или без него) — готовый раствор для профилактического опрыскивания томатов.
В этом случае семена необходимо замачивать 12 часов (а трудно всхожие семечки вроде петрушки, моркови или свеклы — 24 часа) в 0,4% растворе перекиси. После чего так же промыть и просушить до сыпучего состояния. Такая обработка способствует быстрой всхожести, увеличению урожайности и повышению иммунитета растений. Перекись может помочь и на ниве борьбы с фитофторозом. Столовая ложка перекиси на ведро воды c добавлением сорока капель йода (или без него) — готовый раствор для профилактического опрыскивания томатов.
.
.
на муравьев действует толченый анальгин
.
чеснок-лук пожелтение, пролить метранидазолом.. 4-5 таб на ведро.
.
От слизней очень хорошо посыпать землю горчицей или перцем,слизни сгорают.
.
С проволочником веду борьбу не первый год.Мел,известь,мука- не работают против проволочника,они просто роскисляют почву, а этого оказывается мало для уничтожения проволочника.Накопала в инете следующее по проволочнику:ложить в лунки свежую хвою, протухшую кильку и дёготь. Про дёготь- аптечный пузырёк на ведро песка,перемешать и по ст.ложке в лунку.Картошка дёгтем не пахнет
Про дёготь- аптечный пузырёк на ведро песка,перемешать и по ст.ложке в лунку.Картошка дёгтем не пахнет
.
Цветет ива – можно сеять в ОГ растения, устойчивые к кратко-временным заморозкам: салат, редис, петрушку,укроп.
Цветет осина – можно сеять морковь, пастернак.
Цветет береза, тополь, распустила бутоны черемуха – пора сажать картофель, яровой чеснок, лук-севок.
Зацвела сирень – пора высаживать/высевать в открытый грунт теплолюбивые растения: огурцы, тыкву, фасоль и другие культуры.(под временные укрытия из пленки/нетканки)
Зацвел шиповник, рябина – время высаживать на постоянное место (открытый грунт) рассаду томата.
Распустила цветы бузина – подошел срок сажать позднюю капусту.
.
Начало весны нечетко во времени, поэтому нужно внимательнее следить за подсказками природы. “Красный день” календаря огородника – когда зацветет мать-и-мачеха. В среднем это 7 апреля. От этого дня наши предки вели отсчет сроков весенних работ. Начало пахоты (подготовка грядок к посеву) приурочивали к 14-му дню. На 11-й день цветения выставляли ульи, сажали фруктовые деревья, очищали землянику от сухих листьев, рыхлили землю. На 23-й день высевали ранние овощи – лук, свеклу, репу, петрушку, укроп, морковь, горох, редис, редьку. Через 30 дней после мать-и-мачехи зацветают береза и тополь. Это сигнал к посадке раннего картофеля. еСЛИ МАТЬ МАЧЕХА ЗАЦВЕЛА первых числах апреля, а то и раньше, посадку картофеля лучше отложить до зацветания черемухи. Вишня, груша, слива зацветают на 29-й день, а яблоня – на 32-й после мать-и-мачехи.
На 11-й день цветения выставляли ульи, сажали фруктовые деревья, очищали землянику от сухих листьев, рыхлили землю. На 23-й день высевали ранние овощи – лук, свеклу, репу, петрушку, укроп, морковь, горох, редис, редьку. Через 30 дней после мать-и-мачехи зацветают береза и тополь. Это сигнал к посадке раннего картофеля. еСЛИ МАТЬ МАЧЕХА ЗАЦВЕЛА первых числах апреля, а то и раньше, посадку картофеля лучше отложить до зацветания черемухи. Вишня, груша, слива зацветают на 29-й день, а яблоня – на 32-й после мать-и-мачехи.
.
опрыскивание карбамидом 700г +100г купороса. вместо бардосской. ранней весной или поздней осенью.
.
Потом смешивали обычный детский крем с ванильным порошком – ваниль отпугивает каким-то образом комаров. А еще вот такой способ есть:
В 100 гр тёплой воды развести пакетик ванилина и через пуливизатор пшикать на открытые участки и на личико аккуратно и волосы. НИ ОДНА ТВАРЬ НЕ ПОДЛЕТИТ И НЕ УКУСИТ!
.
1. Сто граммов камфары или валерьянки, испаряемые над горелкой, избавят от мух и комаров даже очень большие помещения.
2. Мелко нарезать свежие листья черемухи или рябины и натереть открытые участки кожи.
3. Эфирные масла гвоздики, базилика, аниса, эвкалипта:
Смазать открытые участки кожи (5-10 капель на стакан воды), или на источник огня – в камин, костер, на свечку или разогретую сковороду. Смочите маслом этих растений ватку и положите на подоконник.
4. Свежие ветки бузины поставьте в комнату, они отпугивают комаров так же, как и запах листьев томата.
5. Если вы решили посидеть на природе – бросьте в костер веточки можжевельника.
6. Запах кедрового масла отпугивает не только комаров, но также мух и тараканов.
7. Ни одно насекомое не прикоснется к лицу, если умыться отваром из корней полыни (горсть рубленых корней залить 1,5 литрами воды, довести до кипения, настоять 20-30 мин.).
.
Состав раствора для опрыскивания
Четыре десятиграммовых пузырька бриллиантовой зелени.
Один пятипроцентный, пятиграммовый пузырёк йода.
Бочка воды на двести литров.
Выливаете пузырьки в бочку с водой, размешиваете и двести литров жидкости для опрыскивания с целью защиты всех видов растений от болезней у вас под рукой.
.
С насекомыми можно бороться настоем (двухдневным на полведра и дополнить водой доверху) Чистотела (опрыскать). Любые икринки погибают. Оч. хорошо действ. на тлю.
.
В бочку насыпаем одну треть крапивы, ведро коровяка, 2 лопаты золы, 2 кг дрожжей, 3 литра сыворотки. Настаивается две недели. Затем нужно поливать под корень – и помидоры растут как на дрожжах.
Готовится настой. В 200-литровую емкость (бочку) кладется:
– лопата древесной или травяной золы;
– полведра навоза или помета;
– ведро гнилой соломы или опада листьев;
– лопату перегноя, компоста или просто садовой земли;
– лопату песка;
– литр молочной сыворотки или простокваши;
– 3 литра бражки!
Бражка готовится так: на 3 литра не хлорированной воды берется 5 ст. ложек сахара и щепотка дрожжей. Бродит 2-3 суток, потом добавляется в общий бак. До использования хранить бражку нужно в холодильнике – она ценна, пока не закисла.
До использования хранить бражку нужно в холодильнике – она ценна, пока не закисла.
В общем баке вся бодяга настаивается в течение недели. Иногда ее следует перемешивать. При использовании настой разбавляется не менее чем в два раза.
(Ю.И.Слащинин)
2. В 200 литровую бочку закладываю сорниковую траву 2/3 бочки. (можно добавить золы 2 лопаты). Заливаю водой, закрываю плёнкой сверху. Настаивается две недели. При использовании настоя разбавляю 1 к 10.
3. В 200 литровую бочку закладываю свежий навоз, 1/3 бочки. Заливаю водой. Настаивается две недели. При использовании настоя разбавляю 1 к 10.
4. В 200 литровую бочку закладываю куриный помёт, 1/3 бочки. Заливаю водой. Настаивается две недели. При использовании настоя разбавляю 1 к 20.
.
Аспирин в огороде
Зеленка бриллиантовая — использование в огороде, как народное средство для защиты растений и овощей
Научный прогресс помогает современным огородникам-любителям практически всегда получать красивый и богатый урожай. Но выращивая свои овощи с помощью всевозможных синтетических добавок и удобрений, в итоге люди получают продукты с минимальным количеством полезных веществ.
Но выращивая свои овощи с помощью всевозможных синтетических добавок и удобрений, в итоге люди получают продукты с минимальным количеством полезных веществ.
Более того, если не придерживаться рекомендаций по их применению, то можно собственными руками вырастить огурчики и помидорчики, которые будут опасны для человеческого организма. В случае если вы хотите избежать подобных проблем, тогда обрабатывайте все овощные культуры обыкновенной зеленкой. Вещества, которые есть в ее составе помогут вам избавиться практически от всех болезней овощей и что самое главное, простимулируют их рост.
Мы привыкли считать зеленку мощным антисептиком, который прекрасно борется с патогенными микробами при порезах и ссадинах. И, наверное, мало кто из нас задумывается о том, что именно эти антисептические свойства зеленки могут помочь справиться со многими болезнями овощных культур. Правда при использовании данного средства вы должны помнить, что изначально оно было придумано для обработки ранок, и по этой причине в его составе есть достаточно много спирта.
Как действует зеленка на огурцы и другие растения?
Препарат является сильным антисептиком. Он помогает ликвидировать росу мучнистую, гниль разного происхождения, вредные бактерии на огурцах и других культурах. Зеленка представляет собой спиртовой раствор Бриллиантового зеленого (C29h43O4N2), т.е. содержит углерод, водород, кислород и азот. Средство используется как удобрение для активизации семенного проращивания и формирования завязи.
Зеленка как удобрение для огурцов показала высокий результат, увеличивая их урожайность и защищая от болезней и вредных насекомых. Огуречные насаждения приобретают ярко-зеленый цвет, листья сочные, плотные, пышные. На плодах огурцов появляются пупырышки – ровные, острые. Для наилучшего эффекта обработку повторяют несколько раз за период вегетации.
Средством можно смазывать трещины, сломы на зеленой части огурцов, укреплять корневую систему. Применимо оно на открытом грунте, в парниках и теплицах в качестве иммуностимулирующего препарата.
Зеленка борется с пероноспорозом. Это болезнь огурцов, проявляющаяся разноцветными пятнами на листах. Сверху образования желтоватые, а снизу – серые с фиолетовым оттенком. Заболевание опасно тем, что его споры могут жить в грунте несколько сезонов, заражая огурцы ежегодно. Плоды становятся невкусными, вырастают в небольшом количестве.
Зеленка борется с пероноспорозом. Это болезнь огурцов, проявляющаяся разноцветными пятнами на листах. Сверху образования желтоватые, а снизу – серые с фиолетовым оттенком. Заболевание опасно тем, что его споры могут жить в грунте несколько сезонов, заражая огурцы ежегодно. Плоды становятся невкусными, вырастают в небольшом количестве.
Экструзия. Экструдеры. Экструзионные линии
Экструзионная линия для производства гранул композиционного материала для кабельной промышленности
Исходные данные:
Полимерное сырье и его структура:
Требования к техническим характеристикам линии:
Предлагаемое оборудование: Экструзионная линия производства гранул композиционного материала для кабельной промышленности на основе двухвинтового экструдера в комплекте с гравиметрической системой дозирования и водокольцевой системой грануляции.
Полимерное сырье и его структура:
Технические характеристики:
Установленная мощность:
Сжатый воздух:
Электродвигатель:
Материальное исполнение:
Стандартные параметры энергоносителей:
Воздух:
Комплектация экструзионной линии:
- Опорная рама;
- Приемный бункер для гранул Полиэтилена;
- Гравиметрический дозатор для гранул Полиэтилена;
- Приемный бункер для гранул Сажевого концентрата;
- Гравиметрический дозатор для гранул Сажевого концентрата;
- Приемный бункер;
- Гравиметрический дозатор для гранул;
- Гравиметрический насос дозатор для Дибутилоловодилаурата;
- Электрический блок управления;
- Двухвинтовой экструдер;
- Вакуумный блок для закрытого контура вентиляции;
- Энергосберегающий электродвигатель экструдера;
- Электрическая панель для цифрового преобразователя;
- 15″ сенсорный экран электрического шкафа управления;
- Электрическое соединение внутри линии;
- Датчики давления и температуры;
- Водокольцевой гранулятор;
- Системы охлаждения замкнутого контура;
- Вибрационная сортировочная установка для гранул.

Линия по производству изделий из резинокомпозита
Вес: 3,55 кг/м лин
Теоретическая плотность: 1,1 – 1,20 кг/дм3
Макс линейная скорость 1 м/мин ± 10%
Производительность: ожидаемая мощность с типом профиля материала 60х60: 180 кг/ч ±10%
В зависимости от формулы процесса и свойств сырого материала. Точные данные определяются после лабораторных проб.
Вес: 3,125 кг/м лин
Теоретическая плотность: 1,1 – 1,20 кг/дм3
Макс линейная скорость 1 м/мин ±10%
Производительность: ожидаемая мощность с типом профиля материала в виде полупирамиды 60х70х45: 160 кг/ч ±10%
В зависимости от формулы процесса и свойств сырого материала. Точные данные определяются после лабораторных проб.
Принципы работы:
1.Гравиметрическое устройство подачи для HDPE (полиэтилен повышенной плотности)
2.Гравиметрическое устройство подачи для вторичного сырья
3. Гравиметрическое устройство подачи для пигментного концентрата
Гравиметрическое устройство подачи для пигментного концентрата
4.Гравиметрическое устройство подачи для добавок в порошок
5.Гравиметрическое устройство подачи для наполнителя
6.Установка боковой подачи для наполнителя
7.Дегазация
Преимущества прямой экструзии
Нет необходимости предварительно смешивать / гранулировать материал.
Применима более высокая влажность содержания.
Компактный.
Простое управление логистикой.
Более низкая стоимость обслуживания / управления благодаря меньшему размеру экструдера.
Более низкая стоимость обслуживания благодаря модульной конструкции винтов и бочки (емкости).
Значительное снижение стоимости (на энергию, рабочую силу, логистику, управление…).
Более высокие механические характеристики благодаря улучшенному смешиванию наполнителя / пластика.
Меньше ухудшения свойств материала благодаря только одной истории нагрева/разделения.
Непрерывная линия регулирования (настройки) состава.
Поддержка собственного ноу-хау в процессе производства по внутренним заказам.
Линейные компоненты
СЕКЦИЯ А погрузочно-разгрузочные устройства для сырья
СЕКЦИЯ B Гравиметрическое устройство подачи сырья
СЕКЦИЯ С одновременно поворачивающийся двухшнековый экструдер
СЕКЦИЯ E главный шкаф управления
СЕКЦИЯ F оборудование, расположенное ниже по технологической цепочке
Опции и вспомогательные системы
Для секции С: система замкнутого контура для вентилирующего вакуумного насоса
Опция 1 оборудование для соэкструдированного отделочного слоя
Вспомогательная система 1 метод помола отходов
Вспомогательная система 2 установка для охлаждения водой
1. Обработка сырья (сырьевого материала).
2. Гравиметрические устройства подачи непрерывного действия.
3. Опорные рамы.
4. Одновременно поворачивающийся двухшнековый экструдер.
5. Устройство боковой подачи для наполнителя.
6. Зубчатый насос дозировки полимеров.
7. Пресс-форма для профиля.
8. Калибраторы и охлаждающая ванна.
10. Отвод изделия из экструдера.
11. Чистка щеткой или система тиснения.
12. Система поперечного разреза.
13. Стол комплектации (сбора).
СЕКЦИЯ А погрузочно-разгрузочные устройства для сырья
Поз. А. 1 Полимер в форме гранул в мешках по 25 кг.
Пневматический питатель с заборным щупом.
Гранулы будут вытягиваться из короба (корзины) (не включен в объем поставки), который расположен на стороне экструдера.
Макс горизонтальное расстояние 5 м.
Макс вертикальное расстояние 6 м.
Поз.А.2 Измельченные отходы
Для хлопьев в коробке (не включено), расположенной на стороне экструдера.
Пневматический питатель (устройство погрузки (с заборным щупом.
Макс горизонтальное расстояние 5 м.
Макс вертикальное расстояние 6 м.
Поз.А.3 Добавки в форме гранул
Ручная погрузка из стеллажа накопителя.
Поз.А.4. Добавки в форме порошка
Ручная погрузка из стеллажа накопителя.
Поз.А.5 Наполнитель в форме порошка
Для наполнителей в больших мешках.
Конструкция держателя для больших мешков (макс габариты 1,1х1,1х2 м)
Подвеска для больших мешков: вручную с помощью вильчатого погрузчика
Пневматическая система выгрузки для трудно передвигаемого порошка.
Корзина (короб) для хранения с системой вибрации.
Порошковый фильтр для воздушной вентиляции.
Система погрузки с помощью архимедова винта.
СЕКЦИЯ B Гравиметрическое устройство подачи для сырья
Поз. B.1 Гравиметрическое устройство подачи для полимера в форме гранул
Дозирующая система весового питателя непрерывного действия с максимальной мощностью до 50% от производительности всей линии.
Питатель винтового действия с высоким разрешением цифровой ячейки погрузки.
Бункер повторной погрузки 50 л.
Датчик уровня.
Пневматический клапан нагнетания.
Поз. B.2 Гравиметрическое устройство подачи для измельченных отходов
Дозирующая система весового питателя непрерывного действия с максимальной мощностью до 15% от производительности всей линии
Питатель винтового действия с высоким разрешением цифровой ячейки погрузки.
Бункер повторной погрузки 23 л.
Датчик уровня.
Пневматический клапан нагнетания.
Поз. В.3 Гравиметрическое устройство подачи для добавки в форме гранул
Дозирующая система весового питателя непрерывного действия с максимальной мощностью до 10% от производительности всей линии
Питатель винтового действия с высоким разрешением цифровой ячейки погрузки.
Бункер повторной погрузки 23 л.
Датчик уровня.
Пневматический клапан нагнетания.
Поз. В.4 Гравиметрическое устройство подачи для добавки в форме порошка
Дозирующая система весового питателя непрерывного действия с максимальной мощностью до 10% от производительности всей линии
Питатель винтового действия с высоким разрешением цифровой ячейки погрузки.
Бункер повторной погрузки 23 л.
Датчик уровня.
Пневматический клапан нагнетания.
Поз. В.5 Гравиметрическое устройство подачи для наполнителей в форме порошка
Дозирующая система весового питателя непрерывного действия с максимальной мощностью до 65% от производительности всей линии
Питатель винтового действия с высоким разрешением цифровой ячейки погрузки.
Бункер повторной погрузки 200 л. специального исполнения для порошка, который тяжело пересыпать
Датчик уровня вибрации.
Пневматический клапан нагнетания.
Поз. В.6 Панель управления
Для управления до 8 весовыми установками
Удобный в пользовании графический дисплей с сенсорным экраном.
ПО для управления дозированием.
Поз.В.7 Стальная опорная рама
Для опоры весового дозатора и погрузочных устройств.
Надежная и устойчивая конструкция для работы персонала на промежуточном этаже без взаимодействия с гравиметрическим взвешиванием / системой контроля.
Лестницы для доступа к стеллажу накопителя.
В.7.1. Сеть распределения электропитания
Комплект кабелей для соединения каждого устройства повторного наполнения с кабиной управления.
Комплект кабелей для соединения каждого гравиметрического устройства с кабиной управления, включая специальный кабель для коммуникации.
Комплект кабельных желобов для соответствующей опоры при прокладке кабелей.
В.7.2 Сеть распределения сжатого воздуха
Комплект труб для соединения каждого устройства, установленного на платформе от отдельной питающей точки.
В комплекте с регулятором давления и воздушным фильтром.
СЕКЦИЯ С одновременно поворачивающийся двухшнековый экструдер
Поз. С.1 Одновременно поворачивающийся двухшнековый экструдер
С.1 Одновременно поворачивающийся двухшнековый экструдер
С высокими эксплуатационными характеристиками, винтовой тип, находящийся в зацеплении для характеристик по самоочистке.
С.1.1. Опорная стальная сварная рама
Изготовлено из прочных сварных стальных пластин и профилей.
Предоставляется с уравнивающими болтами.
С.1.2 Бачок (емкость)
Модульное исполнение, изготовлено из 10 квадратных секторов емкости, каждый сектор длиной 4 D.
Корпус из секторов изготовлен из стали С-50 с внутренней сменной футеровкой, износостойкого сплава.
Встроенный водный контур охлаждения, простая конструкция и легкое обслуживание.
Система нагрева высокой эффективности – патронный нагреватель.
С.1.3 Комплект винтов
Прошивной вал из специального сплава – стойкий к повреждению/деформации/скручиванию.
Модульное исполнение.
Винтовые элементы
С.1.4. Редуктор
С.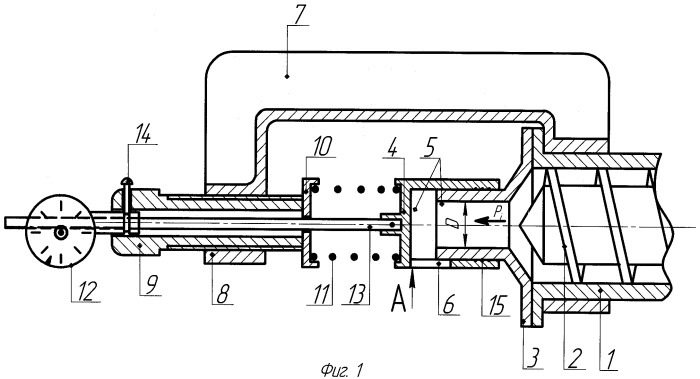 1.5. Главный двигатель переменного тока
1.5. Главный двигатель переменного тока
С.1.6. Установка водного охлаждения для экструзионного бачка (емкости)
Для подачи охлаждающей воды к каждому сектору бачка.
Включая циркулирующий насос.
Теплообменник вода/вода с расширительной камерой.
Соединяющий трубопровод.
С.1.7. Датчики температуры плавления и давления
Встроены в передний конец бачка.
Поз.С.2. Система вентиляции, включая:
вакуумный насос с водяным кольцом (система замкнутого контура, предложено в качестве опции)
вентилирующий свод
конденсатор дыма
промежуточный коллектор порошка
С.2.1. Дополнительная система вентиляции
Для отработанной излишней влажности от фильтров.
Естественная вентиляция (не вакуумный насос).
С.2.2. Специальная препятствующая закупориванию система для древесной муки
Двухвинтовое устройство для заталкивания обратно материала, который вылезает из бачка (емкости) из-за увеличения в объеме и давления пара.
Необходим для высокого процента фильтрации наполнителя или содержания высокой влажности.
Вакуумное отверстие установлено наверху на противоположном к винтам конце.
Винты сделаны из закаленной и шлифованной стали.
Стальной бачок с термообработкой.
Приводится от редукторного двигателя переменного тока.
Поз.С.3 Двухвинтовой боковой питатель
Винты, диаметр: 70 мм
Для подачи наполнителей в расплавленную пластмассу.
Двойные винты сцепленного типа.
Винты, изготовленные из закаленной и шлифованной стали.
Бачок (емкость) из закаленной стали с цепью водяного охлаждения.
Приводится от редукторного двигателя переменного тока, регулируемого цифровым частотным контроллером.
Поз. С.4 Редуктор 70
Для стабилизации линейного выхода и образования достаточного давления для питания головки пресс-формы без влияния на качества экструдера.
Специальное исполнение, подходящее для экструзии заполненных материалов.
Специальное износостойкое покрытие корпуса насоса и редукторов.
Редукторный двигатель 7, 5 кВт и универсальное соединение.
Зонд (щуп) давления плавления на входе/выходе.
Зонд (щуп) температуры плавления на выходе.
Зоны нагрева, вкл. основной кабинет (управления), специализированная система управления, соединенный с устройством контроля экструдера.
Опции для секции С
Поз.С.5 Замкнутый контур для вакуумного насоса
Желательно не тратить воду, и цеха для обработки воды нет.
Сепараторная емкость воздуха/воды встроена в опору насоса.
Встроенный теплообменник вода/вода.
Необходимо часто сменять воду (через 305 дней в зависимости от уровня загрязнения воды).
СЕКЦИЯ D пресс-формы и калибраторы
Поз. D.1. Пресс-форма профилей для насыпного материала профиля 60х60
D.1.1. Экструзионные пресс-формы для профилей
Соединение с редукторным насосом.
Встроенный, нержавеющая сталь.
Обогрев при помощи электрических нагревателей.
#5 терморегулируемых зон, вкл. главный кабинет.
D.1.2. Калибровочная группа профилей
Сухая и мокрая система.
Калибровочное устройство, открывающееся с помощью шарниров (петлей).
Изготовлено из нержавеющей стали.
D.1.3. Под вакуумными охлаждающими емкостями.
Изготовлено из 3 секций длиной 2 м.
2 секции с вакуумным кольцом.
1 секция только для охлаждения.
Изготовлено из алюминия и органического стекла (плексиглас).
Система охлаждения «полная вода (полностью водяная)».
Поз. D.2. Пресс-формы профилей насыпного материала в виде полу-пирамиды, профиль 70х60х45
D.2.1. Экструзионные пресс-формы для профилей
Соединение с редукторным насосом.
Встроенный нержавеющая сталь.
Обогрев при помощи электрических нагревателей.
#5 терморегулируемых зон, вкл. главный кабинет.
главный кабинет.
D.2.2. Калибровочная группа профилей
Сухая и мокрая система.
Калибровочное устройство, открывающееся с помощью шарниров (петлей).
Изготовлено из нержавеющей стали.
D.2.3. Под вакуумными охлаждающими емкостями.
Будет поставляться та же емкость охлаждения, как и для формы профилей 60х60
СЕКЦИЯ E Главный шкаф управления
Поз.Е.1 Главный шкаф управления
Система на основе ПЛК для контроля всей последовательности передвижения.
Интерфейс оператора с сенсорным экраном с цветным монитором.
# 18 зон температурного контроля (2 отдельные зоны для пресс-форм).
Зоны терморегуляции, встроенные в ПЛК.
Все системы кондиционирования.
Построен по стандартам ЕС.
Степень защиты: IP54.
Е.1.1. Удаленный пакет обновлений
Через промышленный LAN с доступом в Интернет.
ПО и техника на основе системы eWon.
Соединение с Интернетом, необходимое на поле со статичным IP адресом и открытым межсетевым экраном компании.
Е.1.2. Соединительные кабели
Соединительные кабели и коробы для прокладки кабеля от кабинета к экструдеру.
Панель управления, расположенный макс на расстоянии 3 м от экструдера.
СЕКЦИЯ F оборудование, расположенное ниже по технологической цепочке
Поз. F.1 Держатель калибровочного устройств
Для профилей с макс шириной: 150 мм
Длина опорного стола: 7 м
Продольное и высокое (наверное, осевое) смещение двигателями переменного тока.
Ручное поперечное смещение.
Сеть распределения охлаждающей воды с термометрами и регуляторами потока.
Центробежный насос 4 кВт для циркуляции воды.
200 л коллекторы для воды из нержавеющей стали.
Теплообменник вода/вода.
Вакуумная распределяющая сеть с вакуумметрами и регуляторами.
# 3 вакуумный насос 5,5 кВт.
Поз. F.2 Устройство отвода изделия из экструдера конвейерного.
Для макс ширины профиля 150 мм.
Стальная рама и алюминиевая конструкция держателя конвейера.
Плоский конвейер из специальной синтетической резины, стойкой к износу.
Приводной двигатель 1,5 кВт для каждого конвейера.
Пневматические цилиндры для верхнего открытия/закрытия конвейера, макс шаг 160 мм.
F.3. Устройство поперечной резки
Для макс ширины профиля 150 мм
Для макс высоты профиля 60 мм.
Стальная конструкция.
Лопасть из видиа, диаметр 400 мм.
Пневматический цилиндр для хода цилиндра вниз.
Приводной двигатель 1,5 кВт.
Устройства безопасности.
F.3.1. Устройство всасывания стружки
Металлическая конструкция для опоры тканевого воздушного фильтра и приемные полиэтиленовые мешки.
Всасывающий вентилятор из стали.
Макс мощность 2500 м3/ч.
F.4. Стенд / стан сборки для профиля разреза
Стальная структура с подвижными пластинами из алюминия.
Габариты пластины: 500х6000 мм.
Система бокового выталкивания с пневматическим приводом для передвижения профилей в /к приемной наклонной плоскости.
Опция 1. Оборудование для соэкструдированного отделочного слоя
Поз.Е.1. – Экструдер с одним винтом.
Винт, диаметр: 45 мм
Номинальное отношение длины к диаметру: 1:30
Макс скорость винта: 100 об в мин
Е.1.1 Опора стальной сварной рамы
Е.1.2. Бачок (емкость)
Изготовлено из азотированной стали LK3.
Обогрев керамическим обогревателем.
Система охлаждения электро-вентилятора.
Е.1.3. Винты
Изготовлено из азотированной стали LK3.
Е.1.4. Редуктор
Двигатель / коробка передач с помощью ремня и шкива.
Принудительная смазка.
Е. 1.5. Главный двигатель переменного тока
1.5. Главный двигатель переменного тока
Е.1.6. Температура плавления и датчик давления
Поз. Е.2. Дополнительные инструменты для соэктсрудирования
Для пресс-форм для профилей из материала 60х60.
Экструзионная линия по производству профиля
Одношнековый экструдер 75 мм
Производительность: 60-90 кг/ч профиля (в зависимости от размеров и состава смеси)
Редуктор
Система подачи материала
- приводной двигатель: 1/2 л.с., с понижающим редуктором
- питатель: загрузка 50кг., нержавеющая сталь
Шнек
Цилиндр
Управление
- независимая панель управления
- семизонный температурный контроллер
*4 зоны для цилиндра с четырьмя воздуходувками
*1 зона для фланца
*2 зоны для экструзионной головки - инверторный контроль скорости
Калибровочный стол
Тянущее гусеничное устройство
- максимальный размер отреза ШхВ 200х60мм либо 120х100мм
- микрорегуляция скорости отреза
- контроль давления микрозажима
- пневмоконтроль пилы на соответствие скорости линии
- точный и регулируемый контроль длины
- двигатель 1 л. с., диаметр пилы 14″
 с., диаметр пилы 14″
с., диаметр пилы 14″Пылесборник
- двигатель 3л.с.
- звукоуловитель
- мобильное исполнение
Полуавтоматический укладчик
- длина укладчика 3000мм со свайной структурой для сбора в стопки
- максимальная высота 1100мм
- выравнивание укладчика гидравлическое
- гидропривод ЛА л.с.
- настраиваемое пошаговое понижение уровня
Пресс-форма
Пресс-форма 25*25
- выход в 2 ручья
- экструзионная головка
- размерная форма 300Lх1компл., 50Lх1компл.
Пресс-форма 20*20
- выход в 2 ручья
- экструзионная головка
- размерная форма 300Lх1компл., 50Lх1компл.
Перфоратор
- двустороннее ударное (одновременно)исполнение
- линейная скорость 10м/мин
- контроль перфорации — инверторный
- 2 сменные головки
Станок для оклейки сеткой с автоматическим питателем
- система управления
- датчик контроля положения сетки
- резервуар термоплавкого клея с изоляцией, защищающей оператора от термических ожогов
Экструдер производительностью 1-12 кг/час
Характеристики экструдера:
- Производительность экструдера: 1 – 12 кг/час
- Входной материал необходимо определить
- Высота оси 1070 мм ± 100 мм
- Диаметр шнека и цилиндра 30 мм
- Экструдер оснащен загрузочным бункером
- Сторона управления будет указана после заказа
- Рама, цвет RAL 5012
- Щит управления, цвет RAL 7035
- Цилиндр горизонтальный и его невозможно перемещать по вертикали
Цилиндр:
- Внутренний диаметр 30 мм с допуском H7
- Обработка цилиндра – азотирование
- Три зоны нагрева. Каждая зона охлаждается отдельно при помощи вентилятора с производительностью 150 м3/час
- Цилиндр охлаждается в нижней части бункера (заказчик заботится об охлаждающем средстве)
- Температура в нижней части бункера только измеряется и отображается. Эта температура не регулируется.
 Каждая зона охлаждается отдельно при помощи вентилятора с производительностью 150 м3/час
Каждая зона охлаждается отдельно при помощи вентилятора с производительностью 150 м3/часШнек:
- Диаметр 30 мм
- Обработка шнека – азотирование
- Рабочая длина шнека 24 L/D
Двигатель экструдера:
- Конический редуктор с двигателем
- Мощность 5,5 кВт
- Напряжение 400/690 В
- Двигатель оснащен независимым охлаждением с мощностью 0,25 кВт
На панели управления экструдера возможно настроить следующие параметры:
- Ручное управления располагается на передней стороне щита управления
- На стороне щита управления будет сделан один служебный разъем 230В/16A/1Ф
- На панели управления экструдера можно настроить следующие характеристики:
- Число оборотов шнека 5 – 90 об / мин
- Старт/стоп экструдера
- Настройка температуры
Значения, отображаемые на дисплее экструдера:
- Температура и давление
- Число оборотов шнека
- Мощность двигателя при эксплуатации
- Температура в нижней части бункера
- Сигнализация
Безопасность:
- Центральная остановка
- Защита от давления (механическая) макс. давление 6500 Psi (448 бар)
 давление 6500 Psi (448 бар)
давление 6500 Psi (448 бар)Что такое экструдер? | extruder.ru
Экструдер в широком понимании (от лат. еxtrudere – выталкивать, давить, вытягивать) – это машина для придания смеси гомогенной консистенции и выдавливания ее либо ее полимерного расплава через экструзионную насадку. Применяется этот процесс в химической, пищевой, комбикормовой промышленности, производстве профиля, полимеров, пластиковых изделий и многих других областях. Экструзионная технология как таковая существует более 60 лет, а в стеклопакетной индустрии – и того меньше, но и за это время станки, герметики и технология их нанесения прошли определенную эволюцию. Мощность современных экструдеров значительно выросла.
Применительно к нашей области слово «экструдер» прижилось как подходящее краткое определение станка. Устройство экструдера вполне соответствует этому определению. Согласитесь, первоначальное название «пресс» для бутилового экструдера неточно, а сегодняшнее немецкое определение «автоматическая дозирующая и смесительная установка высокого давления» для экструдера вторичной герметизации хоть и заметно точнее, но уж чересчур длинно для производственного лексикона и технического термина. Для стеклопакетной и смежных индустрий мы рассматриваем несколько типов станков по их назначению, подробно описанных на страничке Оборудование новое.
Для стеклопакетной и смежных индустрий мы рассматриваем несколько типов станков по их назначению, подробно описанных на страничке Оборудование новое.
По степени температурного воздействия разделяют два основных принципа работы экструдера: холодная, теплая и/или горячая экструзия.
- Холодная экструзия — возможны только механические изменения в материале вследствие медленного его перемещения под давлением и формования этого продукта с образованием заданных форм. Примеры: экструдеры полисульфида, полиуретана, силикона.
- Теплая и/или горячая экструзия — процесс протекает при относительно высоких скоростях и давлениях и подводе тепла. Примеры теплой экструзии: экструдеры бутила и хотмелта.
По количеству смешиваемых компонентов, герметика или клея выделяют следующие типы экструдеров: однокомпонентные, двухкомпонентные и многокомпонентные герметики или клеевые массы.
- Пример однокомпонентного использования материала: экструдер силикона, смазки, клея, смолы и пр.
- Пример двухкомпонентного использования материала: экструдер двухкомпонентного полисульфида (тиокола), полиуретана, силикона.
По консистенции герметика или клея разделяют жидкие, среднепастообразные и высокопастообразные компоненты герметиков.
- Пример пастообразного двухкомпонентного материала: полисульфид (тиокол), силикон, полиуретан.
- Пример жидкого материала: эпоксидные смолы.
- Пример смешанных компонентов, например, пастообразный базовый компонент плюс жидкий отвердитель: полиуретан, силикон.
Пропорции смешения компонентов – от 1:1 до 1:100 или по запросу.
По виду работ экструдеры разделяют на внутренние (в цеху) и наружные – на открытой (строй)площадке.
Порядок подключения экструдера зависит от его конструктивных особенностей. Экструдер бутила или хотмелта состоит из узла загрузки герметика, привода, корпуса с нагревательными элементами, системы управления и узла нанесения расплава однокомпонентного материала. Экструдер двухкомпонентного полисульфида, полиуретана или силикона состоит из узла загрузки компонентов герметика, привода, системы управления, узла дозировки и узла смешения двухкомпонентного герметика. Экструдер однокомпонентного материала состоит из узла загрузки материала, привода, системы управления и нанесения материала.
Экструдер двухкомпонентного полисульфида, полиуретана или силикона состоит из узла загрузки компонентов герметика, привода, системы управления, узла дозировки и узла смешения двухкомпонентного герметика. Экструдер однокомпонентного материала состоит из узла загрузки материала, привода, системы управления и нанесения материала.
Оптимальный дизайн дозирующих и смесительных систем требует большого объема знаний о материалах, подлежащих обработке. Вязкость, абразивность, тиксотропия, температура обработки, жизнеспособность смеси, реакционная способность и скорость реакции – все эти факторы определяют конструкцию экструдера оптимальной технологической разработки и ее оснащения, от индивидуального уплотнения в насосных системах до конфигурации комплектного оборудования для склеивания или герметизации. Производительность и другие качественные характеристики экструдера подбираются индивидуально, в зависимости от потребностей бизнеса.
Сообщите Ваш запрос на наш E-mail и мы подготовим коммерческое предложение для Вашего проекта.
Схема работы экструдера
- Пневматический или гидравлический привод
- А-компонент
- В-компонент
- Устройство дозировки
- А-дозирующий насос
- В-дозирующий насос
- Контроль дозировки
- Смесительная часть
ЗВОНИТЕ НАМ +7 (495) 684 61 40 ИЛИ
Дополнительно
Работаем 24/7 для наших клиентов
24 часа на выезд техника по гарантии
48 часов на отправку запчастей
Гарантия лучшей цены
Обзор 3D принтера M3 DUO (фото, видео, выводы)
Первый белорусский 3D-принтер профессионального класса, полностью разработанный и серийно выпускаемый на территории Республики Беларусь, получивший название M3 DUO в нашем сегодняшнем тест-обзоре.
Будем откровенны, мы внимательно следим за историей данного проекта едва ли не с самого его зарождения и по тому несомненно рады, что первая серийная модель печатной машины не только увидела свет и готова к работе, но и доступна для нашего изучения.
Прочитав данную статью до конца, вы узнаете об истории проекта, познакомитесь с ключевыми характеристиками первого 3Д-принтера, созданного в Беларуси для профессиональных целей, не только увидите сам аппарат, но и образцы получаемых изделий, а также узнаете наше мнение как на предмет его несомненных преимуществ (по сравнению с имеющимися на рынке аналогами) так и о слабых местах “новорожденного”.
Белорусский 3D-принтер – предысторияИстория первого белорусского 3Д-принтера профессионального класса началась 3 года назад, когда два молодых, но амбициозных инноватора из Минска задались соответствующей целью.
При этом, прежде чем “кинуться в омут с головой” сотрудники компании, специально созданной для разработки и созданий 3D-принтера с белорусскими корнями, приступили к доскональному изучению местного рынка и, что важно, к поставкам в Беларусь образцов техники от ведущих мировых производителей. В конечном итоге, это позволило не только оценить перспективы продаж, но и изучить мнение непосредственных пользователей подобной техники. Продавая каждый иностранный аппарат, проводился весьма обширный опрос непосредственных экслуатантов: определялись приоритетные и второстепенные характеристики, учитывались пожелания по удобству работы и интерфейсу, внимательно изучались марки и характеристики наиболее популярных полимеров, используемых для 3Д-печати.
В конечном итоге, данная стратегия позволила не только внимательно изучить местный рынок и завоевать на нем лидирующие позиции в вопросе продаж оборудования для прототипирования, но и приступить к созданию полноценного и востребованного на рынке первого образца белорусского 3D-принтера профессионального класса.
Впервые о начале разработок было объявлено в сентябре 2014 года, когда, в рамках “круглого стола”, посвященного вопросу текущего состояния и перспектив дальнейшего развития аддитивных технологий в Республики Беларусь, прошедшего на базе Национальной академии наук, собрались ведущие представители индустрии и эксперты Республики.
Первые результаты не заставили себя долго ждать – уже через год, в рамках пятого научно-производственного семинара “3D-принтеры: перспективы применения и развития” был презентован первый прототип машины.
В рамках мероприятия была проведена презентация проекта в целом, описаны цели, задачи и планы по его (проекта) дальнейшему развитию. В частности, было заявлено, что серийное производство первой модели 3Д-принтера, ориентированного на профессиональную аудиторию, планируется наладить в следующем (2016-м) году.
Демонстрация 3D-принтера M3 DUO в работающем режиме была проведена в мае 2016 года на площадке Белорусского промышленного форума.
То был первый пред-серийный образец. Еще какое-то время ушло на доработку аппарата, оптимизацию конструкции и проведение эксплуатационных испытаний. В результате, запуск серийного производства первого 3D-принтера, полностью разработанного в Республике Беларусь, свершился уже осенью нынешнего года.
Новинка, уже на первых этапах реализации проекта, вызвала существенный интерес как со стороны органов государственной власти, так и со стороны бизнеса.
Андрей Шорец, председатель Минского городского исполнительного комитета (второй справа), Владимир Давидович, директор “Минского Городского Технопарка” (первый справа)
Как уже было отмечено, M3 DUO относится к классу профессиональных и ориентирован на выполнение широкого круга задач в области прототипирования с жёсткими требованиями к получаемым объектам.
Руслан Кругляков, управляющий партнер ООО “ТТФ-Групп” (слева) и Михаил Мясникович, председатель Совета Республики Национального собрания Республики Беларусь (справа)
Примечательно, что компания-разработчик не останавливается на достигнутом и расширяет горизонты своих технологических решений. Так, на состоявшейся недавно ярмарке инноваций Smart Patent ’16 ТТФ-Групп достигла предварительных договоренностей с ГУ “РНПЦ Детской хирургии” на предмет реализации проекта “3D печать органов в диагностических целях“.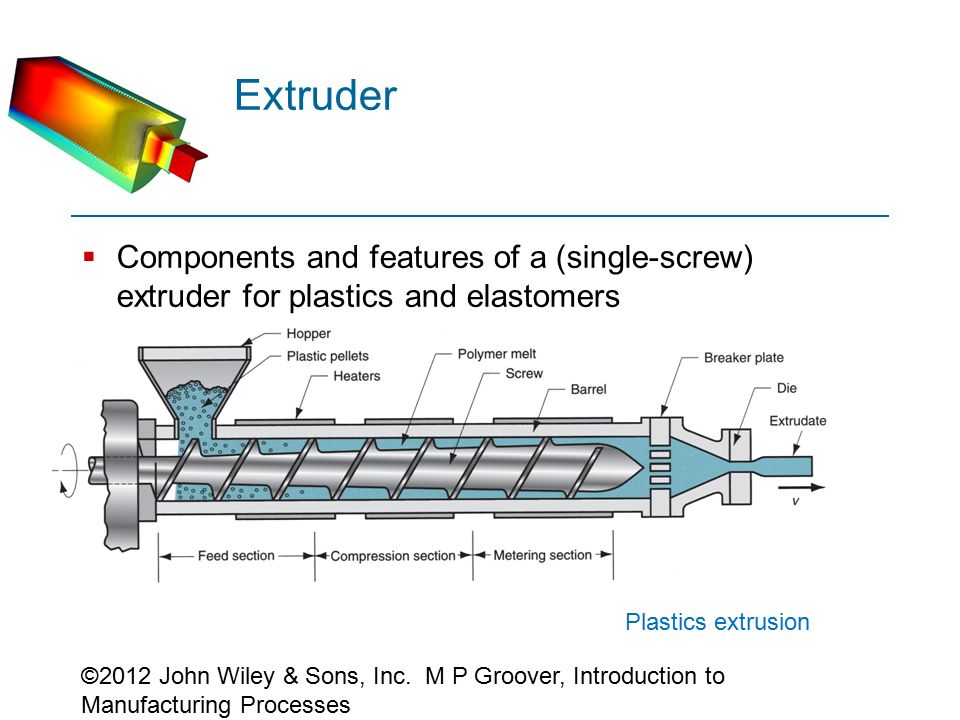 В рамках проекта предполагается разработка 3D-принтера способного печатать мягкими реагентами максимально приближенными, по физическим свойствам, к тканям органов.
В рамках проекта предполагается разработка 3D-принтера способного печатать мягкими реагентами максимально приближенными, по физическим свойствам, к тканям органов.
Однако, это будущее, сегодня цель нашей беседы – настоящее: тест-обзор первого белорусского 3D-принтера профессионального класса M3 DUO от TTF-Group.
Справедливости ради, следует отметить, что в целом история аддитивных технологий в Республике Беларусь уходит корнями еще во времена Советского союза, пестрит сообщениями о принтерах любительского класса, о машинах, способных печатать шоколадом и историями о 3Д-принтерах, созданных любителями едва ли не в подсобном помещении и на голом энтузиазме. Все эти истории дают понять, что Беларусь на полном серьезе вознамерилась занять свое прочное место на мировом рынке технологий объемной печати, однако истинную уверенность в этом утверждении вселяет (на сегодняшний день) именно герой нашего сегодняшнего обзора – первый белорусский 3D принтер выпуск которого (впервые в стране) налажен в серийном режиме./32b795b2d2fd783.s.siteapi.org/img/76aef6a440ea512b1ce510f634e06cd22307e07b.JPG)
Кстати, что такое “профессиональный 3D-принтер” и чем такие машины отличаются от прочих? Все просто, профессиональную машину от оборудования для “домашнего” использования отличают стабильные размеры при печати однотипных изделий, повышенная производительность и качество прототипирования.
Подобное оборудование предназначается для работы в конструкторских и архитектурных бюро, инженерных подразделениях компаний, для целей прототипирования будущих образцов продукции и моделирования конструкций; оборудование данного класса применяется в мелкосерийном производстве, а также в учреждениях образования.
Итак, представляем вашему вниманию тестовый обзор 3D-принтера M3 DUO. За предоставленный образец и оказанное содействие благодарим компанию-разработчика – ООО «ТТФ-Групп».
Тест-обзор 3D-принтера M3 DUOВ рамках данного обзора мы рассмотрим общие особенности конструкции и эксплуатации аппарата, изучим корпус и ключевые элементы принтера (экструдер, лоток для расходных материалов, электронику и сопла). Кроме того, в финальной части обзора мы проведем сравнение 3D-принтера M3 DUO с наиболее популярными и аналогичными по профилю образцами техники от мировых производителей (Leapfrog Xeed и Replicator Z18).
Кроме того, в финальной части обзора мы проведем сравнение 3D-принтера M3 DUO с наиболее популярными и аналогичными по профилю образцами техники от мировых производителей (Leapfrog Xeed и Replicator Z18).
Как утверждают сами разработчики новинки, упор при разработке аппарата сразу было решено сделать на сегмент принтеров среднего и выше среднего ценового диапазона. Сфера применения принтеров в этом классе не позволяет определить наиболее востребованный размер рабочей зоны, типы используемых материалов, предпочтительное количество экструдеров и так далее. Это поставило перед конструкторами интересную задачу – с одной стороны необходимо было удовлетворить довольно широкий диапазон спецификаций, с другой – исключить разрастание модельного ряда.
В результате была разработана универсальная платформа, с возможностью индивидуальной кастомизации по наиболее востребованным пунктам спецификации. Например, для того, чтобы изменить размер рабочей области, можно изменить значения трех переменных и получить набор новой конструкторской документации.
Например, для того, чтобы изменить размер рабочей области, можно изменить значения трех переменных и получить набор новой конструкторской документации.
Хотите добавить еще один экструдер – легко, увеличить максимально-поддерживаемую температуру экструдера – назовите число, повысить точность – какой класс интересует? На выходе мы всегда имеем уже готовую конструкторскую документацию.
Таким образом клиент получает индивидуальное устройство, созданное по спецификации предоставленной им же, но по цене серийного образца.
– отмечают в компании-разработчике.
А теперь перейдем к описанию базовой модели платформы. Принтер M3 DUO разработан по схеме закрытой подогреваемой камеры и имеет 2 экструдера. Корпус собран на стальной раме, рабочий объём представляет собой закрытый короб из нержавеющей стали с системой рециркуляции подогретого воздуха, вся кинематика портала и экструдера отделена от рабочей зоны терморубашкой. Рабочая зона: 600х600х600 мм. Внешний корпус выполнен из композиционных, термо- и звукоизолирующих плит толщиной 5мм. Катушки пластика располагаются в приемных лотках выдвижного ящика и так же имеют систему рециркуляции.
Следует отметить, что, работая над сохранением стабильности параметров при печати, инженеры компании выявили ряд технических проблем, которым подвержены “классические” экструдеры. Таким образом родилась уникальная (по утверждению конструкторов) разработка – микрошнековый экструдер неламинарного потока.
Управляющая электроника основана на 32-х битном ARM процессоре, с защитой автоматики и защитой от отключения подачи электричества.
Теперь давайте более подробно рассмотрим наиболее интересные технические особенности данной модели 3D принтера.
Корпус белорусского 3D-принтераКак известно “встречают по одежке”, а значит нежелательно экстерьеру оставлять впечатление реликта отечественного приборостроения середины прошлого века. На самом деле, это лирическое отступление является подводкой к особенностям построения конструкции рамы.
Здесь, как признаются сотрудники ТТФ-Групп, перед ними стояло сразу несколько задач:
Во-первых, необходимо было обеспечить приличную жесткость конструкции – не забываем, что у нас платформа, а значит точность позиционирования должна быть одинакова и при размерах 100х100х100 мм, и при размерах 1000х1000х1000 мм. Во-вторых, подогреваемая камера, это обязательное условие, а значит необходимо было как-то решать вопросы с внутренним климатом. Возможно покажется, что звукоизоляция не самый важный технический параметр, но в беседах с клиентами мы выяснили, что принтер стараются ставить туда, где он не будет раздражать своим шумом, а значит это, в-третьих.
Необходимо отметить, что общая жесткость конструкции достигается благодаря специально-спроектированному стальному каркасу. При этом, отмечают разработчики, речь шла о целом комплексе исследований, испытаний и решений:
Мы не использовали готовые профили, а самостоятельно разрабатывали раму, моделировали различные температурные режимы работы, обсчитывали жесткость при нагрузке. Со всех элементов рамы термообработкой сняты напряжения. Портальная механика собрана на промышленных рельсовых направляющих. Используются высокоточные концевые датчики и обратная связь по шаговым двигателям.
Немного углубимся в теорию экструзии термопластов. Экструзионная печать термопластичными материалами – процесс сложный и, для получения действительно качественных результатов, требует определенных условий. Любой используемый пластик имеет собственный коэффициент теплового расширения, печать осуществляется поэтапно – снизу-вверх, а значит имеет место неравномерное остывание изделия. Результат – несоответствие размеров конечного изделия заданным и самый распространенный бич, это отлипание изделия от подложки, с последующей его деформацией. “Классически” эту проблему частично решает использование подогреваемой подложки и для изделий небольшого объема этого обычно достаточно. Однако в данном случае размер рабочей зоны 600 мм по всем осям и очевидно, что этого будет недостаточно. Это легко понять, если представить себе модель высотой хотя бы, скажем, 300 мм. В этом случае у нас будет две горячие зоны: снизу изделие подогревается подложкой и сверху еще не остывший после экструзии пластик. С высокой степенью вероятности в середине градиента наша модель начнет расслаиваться. Поэтому вполне разумным выходом является подогрев атмосферы внутри камеры, что и присутствует в обозреваемой нами конструкции 3D принтера.
Таким образом, непосредственно рабочая камера, представляет собой духовой шкаф, или закрытый с пяти сторон листами нержавейки короб, с дверцей из двойного стекла спереди. Поддержанием температуры занимается система, состоящая из керамических нагревателей и вентилятора поперечного потока, которая продублирована по обеим сторонам камеры. Для исключения возникновения “мертвых зон перегрева”, используется специально смоделированная решетка-рассекатель ламинарного потока. При использовании некоторых типов материалов температура в камере должна быть не менее 200°C, что с очевидностью исключает нахождение кинематики в пределах камеры. Так же это повышает требования к изоляции атмосферы рабочей зоны, что исключает использование обычной гофрорубашки. Для решения этой проблемы (в данной модели 3D принтера) был разработан подвижный кожух верхней части рабочей камеры, выполненный из тонких листов нержавеющей стали.
Возвращаясь к теории экструзии, нельзя обойти стороной такой аспект как влияние паров расплавленного пластика на здоровье. Поскольку в процессе производства сырья происходит неполная полимеризация исходных мономеров, часть из них способна испаряться при повышении температуры. Среди таких мономеров наибольшую опасность представляет стирол. Крайне токсичное вещество, может испарятся в недопустимых количествах из пластика непроверенных производителей. Так же, опасность представляют твердые частицы, способные конденсироваться в более крупные образования и оседать в легких. Ошибочно полагать, что простым решением в данном случае является использование HEPA фильтров. При сотрудничестве с Институтом Химии Новых Материалов, в ТТФ-Групп был разработан уникальный фильтр, использующий активное электронное охлаждение, позволяющий конденсировать и фильтровать большую часть вредных испарений по завершении процесса печати. По мимо этого, в процессе печати и до момента полной очистки воздуха в камере, дверца принтера остается заблокированной!
Вот мы и подошли к прологу. Эстетику экстерьера в M3 DUO обеспечивают композитные панели, которые одновременно выполняют роль термо- и звукоизоляции.
M3 DUO: лоток для пластикаЛоток 3D принтера в базовой комплектации (M3) на 1 бобину
Всем, кто не понаслышке знаком с 3D печатью, знакома такая досадная проблема, как вскипание пластика при экструзии. Для обывателя оказывается удивительным тот факт, что, оказывается, пластики очень любят впитывать в себя влагу. Достаточно катушке побыть вне герметичного пакета несколько дней, после чего при печати этим пластиком, периметр изделия покроется мелкими пузырьками. А если погода была сырой, то из сопла буквально полезет пена. Как обычно решают это проблему?
Как правило, решают обозначенный вопрос старым “дедовским” способом – пекут катушку в духовке несколько часов. Конструкторы первого белорусского 3D-принтера смекнули (спасибо обширному опросу потребителей, о котором мы говорили в самом начале статьи) и решили объединить духовку с выдвижным ящиком.
“Идейно” это организованно следующим образом: В нижней части принтера расположен герметичный выдвижной ящик, в нем имеется два лотка-приемника для стандартных катушек пластика. Каждый лоток оборудован индивидуальной системой предпечатной подготовки, состоящей из: датчиков влажности/температуры, термофена ~80°C, лотка с многоразовым адсорбирующим материалом. Помимо прочего, каждый лоток оснащен электронными весами, RFID считывателем, системой полуавтоматической подачи материала, системой контроля запутывания/остановки подачи материала. Так же, имеется блокиратор выдвижения ящика в процессе печати и датчики его положения.
Логика работы следующая: Если лоток пустой, или печать прервана, или принтер находится в режиме смены материала, ящик разблокирован и готов к приему материала. Оператор кладет катушку в лоток, просовывает нить в отверстие на несколько сантиметров далее срабатывает автоматика: подводит, заправляет, экструдирует, взвешивает. Если на катушке имеется RFID метка, устанавливаемая производителем, то принтер автоматически подстраивает режим печати в соответствии с параметрами, записанными в чип. Затем автоматика определяет степень влажности материала и в случае необходимости переводит лоток в режим предварительной осушки. Вне зависимости от состояния материала, непосредственно во время печати, пластик проходит предварительный подогрев для придания ему необходимых пластических свойств. В случае обнаружения петли в бобине, печать ставиться на паузу, а принтер переходит в режим ожидания. После устранения проблемы, печать возобновляется с места остановки. В процессе печати ящик остается заблокированным.
Экструдер 3D-принтера M3 DUOГигабайты данных компьютерного моделирования, килограммы стальной стружки, месяцы стендовых испытаний и как результат – предмет особой гордости (не скрывает своих эмоций Сергей Исмулин, генеральный конструктор проекта) – микрошнековый экструдер неламинарного потока. За столь сложным названием, скрывается результат упорного труда, целью которого было устранение ряда фундаментальных проблем, присущих классическому методу плунжерной экструзии.
Тут следует поведать о некоторых особенностях экструзионной печати. Как уже писалось выше, термопласты обладают определенным коэффициентом теплового расширения. Такая, казалось бы, не самая значительная особенность пластмасс, несет в себе одну из существеннейших проблем для 3D печатников по всему миру. На деле это означает, что даже в случае прекращения подачи материала, расплавленный пластик не перестает течь из сопла. Особенно это чревато проблемами при перемещении экструдера на холостом ходу от одного печатаемого элемента к другому, что проявляется в виде полоски капелек вдоль всего элемента и/или образованием «паутинки» между отдельно стоящими элементами. Решают проблему как правило при помощи метода, называемого ретракцией, когда во время холостого хода, пластик совершает небольшое обратное движение в канале нагревателя, что, по задумке, должно создать отрицательное давление, препятствующее току из сопла. На практике мы все равно имеем полоску из капелек и «паутинку». Это не линейный процесс, имеющий массу не учитываемых переменных. И это – раз.
Два. Иногда случается «страшное» – пластик перестает подаваться и изделие в большинстве случаев уходит в утиль. Тому есть ряд различных причин как-то: неравномерная толщина пластика в результате чего он не пролазит в канал экструдера, засор в сопле, петля в бобине и еще ряд менее распространенных.
Три. Некоторые производители пластика грешат наличием пузырьков воздуха в нити. Эти пузырьки, в процессе экструзии, выдавливаются вместе с нитью и становятся неотъемлемой частью изделия.
Четыре. Неоднородность диаметра нити на выходе из сопла. И здесь одной причиной не оберешься. Тут и качество пластика, и нелинейность процессов в камере плавления, и грязь, попавшая в сопло.
Собственно, это фундаментальные проблемы присущие классическому методу экструзии. Если не вдаваться с головой в особенности конструкции данного принтера, отметим его основные особенности, которые решают упомянутые выше проблемы:
- На холостом ходу сопло физически перекрывается изнутри. Никакого холостого течения пластика не может быть по определению.
- Экструдер вообще не чувствителен к диаметру материала, а создаваемое им давление настолько велико, что даже закоревший пластик будет выдавлен из сопла.
- Воздушные вкрапления выдавливаются избыточным давлением.
- Большой объем камеры плавления вместе с принципом, создающим избыточное давление, многократно увеличивают линейность процесса и как следствие стабильность диаметра нити на выходе.
В довершение к перечисленному, отметим и такие “вкусности”, как датчик наличия нити, датчик скорости подачи, печати гибкими нитями.
Сменные сопла 3D-принтераНе секрет что скорость печати обратно пропорциональна его качеству. Если для печати мелких изделий это не так критично, то, когда речь идет о рабочей области 600х600х600 мм, скорость печати становится решающим фактором.
Наиболее очевидным здесь видится такое решение, при котором внешний периметр печатается с минимальной высотой слоя, а заполнение с максимально возможной. На ум сразу приходит правило гласящее, что высота слоя должна быть меньше диаметра сопла. Однако детализация изделия тем выше, чем меньше диаметр сопла. Наилучших результатов можно добиться соплом 0,2 мм, а в случае с нашим экструдером можно использовать и 0,1 мм. Опираясь на выше озвученное правило, мы все равно получаем максимальную высоту слоя 0,2 мм. Легко посчитать, что в случае печати во весь рост (600 мм), нам понадобиться 3000 слоев. Даже если принтер будет тратить на слой по 1 минуте, мы имеем 50 часов времени на печать. Конечно же так дело не пойдет! И в случае с M3 DUO от TTF решением данного вопроса стала автоматическая смена сопел, при переходе печати периметр/заполнение. Более того, в базовой комплектации принтер имеет 5 автоматически сменяемых сопел с диаметром от 0,1 до 1,5 мм. Любой из экструдеров может свободно использовать каждое сопло. Принтер имеет возможность печатать периметр высотой 0,1 мм, а заполнение 1,5 мм, что дает выигрыш по скорости 1 к 15.
Электроника в M3 DUOАвтоматика управления явно разрабатывалась с учетом кастомизации платформы. Сердцем принтера является 32-х битный ARM контроллер.
Управление печатью осуществляется или с компьютера (удаленно, либо через USB), или с панели управления на корпусе принтера.
Шаговые двигатели управляются интегральными драйверами с цифровым управлением. В “железе” реализована защита от отключения питания по сети: в случае исчезновения тока в питающем контуре, операционная система, используя встроенный аккумулятор, автоматически ставит печать на паузу, паркует головку, отправляет на удаленный сервер код ошибки и переводит принтер в режим пониженного потребления электроэнергии. После возобновления подачи электричества, система автоматически возобновит печать с прерванного места.
Сравнительный анализТаким образом мы рассмотрели ключевые характеристики белорусского 3D-принтера. Теперь, давайте оценим его показатели на фоне уже имеющихся и наиболее популярных на рынке моделей общепризнанных мировых производителей, ориентированных на аналогичный сегмент потребителей.
Для сравнения мы выбрали две модели: Leapfrog XEED (Нидерланды) и MakerBot Replicator Z18 (США).
Характеристики | Leapfrog XEED | MakerBot Replicator Z18 | TTF-Group M3 DUO |
| Страна производитель: | Нидерланды | США | Беларусь |
| Область построения (мм): | 280 x 220 x 230 | 305 x 305 x 457 | 600 x 600 x 600 |
| Количество экструдеров: | 1 | 2 | 2 |
| Камера: | Условно закрытая с подогревом | Закрытая без подогрева | Закрытая с подогревом |
| Материалы для печати: | Любые термопласты | Только PLA | Любые термопласты |
| Диаметр сопла (мм): | 0.35 | 0,4 | 0.1-1.5 |
| Тип используемой катушки: | Стандартная 750г. | Проприетарная 900г. | Стандартная 750г. |
| Лоток для катушки: | Да | Да | Да с предварительным подогревом |
| Максимальная температура сопла °C: | 275 | ~230 | 320 и более |
| Интерфейсы: | USB. Ethernet. WiFi | USB. Ethernet. WiFi | USB. Ethernet. WiFi (опционально) |
| Умный экструдер: | Да | Да | Да |
| Калибровка платформы: | Автоматическая | Ручная | Автоматическая |
| Программное обеспечение: | Проприетарное | Проприетарное | Проприетарное |
| Защита: | Остановка подачи пластика, окончание пластика | Нет | Остановка подачи пластика, окончание пластика, отключение электричества, блокируема дверца |
| Встроенная камера: | Да | Нет | Опционально |
| Цена, $: | 9120 (Без учета доставки и таможенных платежей) | 6500 (Без учета доставки и таможенных платежей) | 4500 |
В заключительной части нашего обзора первой модели профессионального 3D принтера, разработанного и производимого в Республике Беларусь, настало время подводить итоги. Таким образом, изучив предоставленный образец, мы можем выделить следующие преимущества и недостатки M3 DUO в целом, и по сравнению с имеющимися на рынке аналогами.
Недостатки 3D-принтераК недостаткам платформы M3 DUO можно отнести “сырость” некоторых технологических решений. В частности, функция автоматической смены сопла еще не прошла апробацию среди конечных пользователей, и несмотря на очевидные преимущества, пока рано судить о надежности данного решения. Некоторым пользователям может прийтись не по душе закрытость платформы и в частности комплектного программного обеспечения. Компания явно решила пойти по пути крупных игроков и сразу отказалась от использования опенсорнсых решений.
Солидный вес устройства (более 100кг) не прибавит ему преимуществ, так же, как и существенные габариты – не в каждую дверь пролезет коробка размером почти метр на метр. Впрочем, это все-таки 3D принтер, а не MP3 плеер – оборудование займет свое место в кабинете (например) конструкторского бюро и “будет служить верой и правдой” без излишних путешествий в пространстве.
Преимущества M3 DUOПервым и очевидным преимуществом белорусского 3D-принтера можно назвать действительно большую область печати – 600х600х600 мм. Таких великанов не так и много на рынке. Отсюда прямо вытекает следующее преимущество для такой рабочей зоны – закрытая камера с подогревом. Печатая изделия подобных размеров, просто жизненно необходимо иметь закрытую камеру.
Интересным выглядит и экструдер собственной разработки. Он действительно работает существенно лучше своих классических собратьев, особенно что касается тока из сопла на холостом ходу – он полностью отсутствует. Весьма оригинальным выглядит решение подогревать катушку прямо в лотке, правда пока сложно судить о необходимости данной процедуры, но уж точно будет не лишним функция предварительной осушки пластика.
Таким оказался обзор первого белорусского 3D-принтера – благодарим вас за оказанное внимание. Если у вас есть вопросы или замечания по поводу написанного – сообщите нам при помощи формы обратной связи в контактах портала.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter
Построить машину по переработке пластика
Расскажите всем!
Это очень помогает проекту! Обязательно поделитесь этой информацией, чтобы другие знали, что они могут начать. Чем больше людей узнает об этом проекте, тем больше пластика будет переработано!
Компания PreciousPlastic разработала станки «сделай сам», которые позволяют каждому построить небольшую пластиковую машину для переработки всего пластика, который вы можете получить. Бесплатно.
Машины изготовлены с использованием основных инструментов и материалов, которые должны быть легко доступны, где бы вы ни жили.
Теперь поделитесь им во всех уголках мира и позвольте начать переработку!
Создайте свою маленькую мастерскую по переработке пластика
Это потрясающая открытая инновация. Машина для переработки PreciousPlastic изготавливается из основных материалов, доступна по цене и проста в сборке.
- Модульный
Машины состоят из различных компонентов, которые можно ремонтировать, заменять или настраивать - Открытый исходный код
Чертежи и руководства для наших машин всегда будут в свободном доступе в Интернете, чтобы любой мог получить доступ и использовать - Включено
Используя основные материалы, инструменты и универсальные детали, машины можно производить по всему миру. - Построил себя
Компания PreciousPlastic создала серию обучающих видео, которым легко следовать и которые помогут вам приступить к созданию машин
Экструзия
Экструзия — это непрерывный процесс, при котором пластиковые хлопья помещаются в бункер и экструдируются в линию пластика.Эти линии можно использовать для изготовления нового сырья, такого как нить для 3D-печати, изготовления гранулированного пластика, вращения вокруг формы или использования вами по-новому и творчески.
Впрыск
Пластиковые хлопья нагреваются и помещаются в форму. Это относительно быстрый процесс, который хорошо подходит для многократного создания небольших объектов. Вы можете полностью изготовить формы самостоятельно, используя фрезерные или токарные станки с ЧПУ, или просто сварив их.
Построить термопластавтомат
Сжатие
Пластмасса нагревается внутри духовки и медленно прессуется в форму с помощью карджека.Духовка хорошо подходит для изготовления больших и более твердых предметов, сама печь также является отличной машиной для создания прототипов и проведения испытаний пластика.
Сборка компрессора
Пластиковые отходы измельчаются в хлопья, которые будут использоваться в других машинах для создания новых вещей. Вы можете выбрать выходной размер этих хлопьев, заменив сито внутри машины, чтобы создать различные модели и процессы.
Построить измельчитель
Вещи, которые можно сделать
Узнайте, что можно сделать с помощью этих машин
Чем вы можете помочь PreciousPlastic
- Присоединяйтесь к сообществу
PreciousPlastic любит, когда вы принимаете участие, помогаете другим с вопросами, делитесь своими отзывами и общаетесь с другими.Присоединиться! - Расскажи!
Это очень помогает проекту! Обязательно поделитесь этой информацией, чтобы другие знали, что они могут начать. Чем больше людей узнает об этом проекте, тем больше пластика будет переработано! - Пожертвовать
Все, что они делают и делают, доступно бесплатно в Интернете с открытым исходным кодом. Ваши пожертвования продвигают этот проект вперед. Они очень много значат для этих идеальных парней. - Строительные машины
Нас очень радует, когда вы строите машины на месте.Однако мы знаем, что это не для всех, поэтому, как не строителю, вы также можете помочь на наших форумах, где мы пытаемся связать людей с производителями машин.
Связанные
Полное руководство по экструзионной машине для драгоценных пластиков [2021]
Экструзионная машина для драгоценных пластиков — это машина с открытым исходным кодом, предназначенная для преобразования пластиковых отходов в красивые переработанные балки, кирпичи и многое другое. Кто угодно может построить экструзионную машину и заработать на переработке пластика.И тысячи людей уже используют его по всему миру.
В этой статье вы узнаете об основах экструзии и о том, как сообщество копирует и улучшает ее со всего мира.
Содержание- Введение
- Основы экструзии
- Экструзия по всему миру
- Как начать работу
- Полезные ссылки
Введение Экструзионная машина для производства драгоценных пластиков была изначально разработана и Разработан в Академии дизайна Дэйвом Хаккенсом еще в 2013 году.Затем, во время версии 2, Кес доработал ее и в 2016 году представил миру открытый исходный код. Перенесемся в 2020 год, и компания Precious Plastic выпустила Extrusion Pro, более крупную и мощную машину, отвечающую растущим потребностям сообщества.
Способность работать с формами или вручную делает экструзионную машину очень распространенным выбором среди сообщества драгоценных пластмасс. А поскольку теперь он может делать балки и кирпичи, его популярность многократно возросла, и сотни людей создают с его помощью вдохновляющие вещи.
Экструзионная машина для драгоценных пластиков
Давайте посмотрим на основы экструзионной машины:
Перво-наперво, как работает экструзионная машина?Принцип работы экструзионной машины для производства драгоценных пластмасс довольно прост. Нагрейте пластик, расплавьте его, транспортируйте с помощью винта, запрессуйте в форму или работайте с ним от руки, остудите — и готово. Рассмотрим его поподробнее:
1.Установите в машине правильную температуру. Это зависит от того, какой пластик вы собираетесь перерабатывать. За прошедшие годы мы обнаружили, что экструзионная машина лучше всего работает с ПП и ПНД.
2. Загрузите бочку через бункер переработанным пластиком по выбору. Убедитесь, что бункер достаточно заполнен, так как пластик быстро израсходуется.
3. Винт, приводимый в действие двигателем, перемещает измельченный пластик дальше в бочку, где находятся нагревательные элементы.
4. Нагревательные элементы плюс давление, создаваемое винтом, плавят пластик.Когда пластик тает, он может пройти через сопло.
5. На этом этапе у вас есть два варианта: вы можете работать с пресс-формой или от руки, чтобы создать переработанный продукт.
Экструзионный цилиндр из драгоценных пластиков + шнек
Что можно делать с помощью экструзионной машины?Экструзионная машина может использоваться в комбинации с пресс-формой или вручную. Используя форму, вы можете создавать балки, кирпичи, а в последнее время мы также видели, как люди экспериментировали с более точными формами и продуктами.
Скамейка, сделанная из балок Продукция, изготовленная с помощью экструзии Стена, сделанная из переработанного кирпича СтендThe
Экструзионная машина хороша тем, что она может работать непрерывно, поэтому, если вы разработаете плавный рабочий процесс, вы сможете создать более крупное производство и переработать тонны пластик.
Непрерывное производство с помощью extrusionBeams production
И размер ваших творений также может быть больше, чем на других машинах, во время версии 4 мы сделали эту большую строительную балку, чтобы проверить возможности экструзии.
Big Construction Beam
Zelenew техника:Когда мы впервые выпустили экструзионную машину, мы использовали ее только для ручной работы, почти как новое ремесло. Мы создавали изделия, умело укладывая нити из расплавленного пластика в виде трехмерного рисунка до тех пор, пока изделие не было сделано.
Одним из первых, кто освоил эту технику еще в 2016 году, стал Зеленев из Украины. За долгие годы они освоили эту технику как никто другой.И, как это часто бывает, ученик стал мастером, и теперь мы называем это Зеленовской техникой.
Зеленовская техника
За эти годы десятки людей освоили эту технику и начали создавать забавные изделия из вторсырья по всему миру, от абажуров до подносов, ваз, мыльниц и многого другого.
VasesBowlTray
Мандуку и традиционные методыЕще в 2017 году мы посетили Кению, чтобы организовать пилотный проект Precious Plastic в сотрудничестве с ООН.Среди местных жителей, которых мы обучали, был Мандуку, местный мастер по изготовлению мыльного камня. Он был одним из самых заинтересованных и активных участников. Затем мы пригласили Мандуку помочь нам во время Версии 4 в Нидерландах.
Manduku
В последнее время он присылает нам несколько фотографий своих творений, использующих экструзионную машину в сочетании с местными традиционными методами ткачества. Он делает самые разные миски, корзины и предметы, которые открывают целый мир возможностей.
Техника ткачества с экструзией
А как насчет пресс-форм для экструзии?Экструзионная машина также может использовать формы.Форма сохраняет форму конечного продукта и прикрепляется к насадке на конце цилиндра. Хорошая форма означает хороший продукт. Формы для экструзионной машины, как правило, проще. И это того стоит, чтобы вложить деньги в правильную форму. Пока мы только изготовили / видели формы для изготовления балок и кирпичей.
Экструзионная формаКирпичная формаБучковая формаЧтобы узнать о формах, советах и приемах создания крутых продуктов с помощью экструзионной машины, обязательно ознакомьтесь с практическими рекомендациями, полученными от людей со всего мира.В качестве альтернативы, если вы предпочитаете просто купить форму, вы можете воспользоваться базаром драгоценных пластиков, где люди покупают и продают формы из драгоценных пластиков.
Сколько стоит машина для экструзии драгоценных пластмасс?Драгоценный пластик — это глобальный проект, поэтому нам, как правило, трудно сказать, сколько будет стоить его строительство там, где вы живете. Мы можем сказать вам, сколько это стоит в Нидерландах, где мы базируемся. Это должно служить приблизительной оценкой, и вам следует провести исследование на месте.
СтоимостьВ Нидерландах стоимость материала для изготовления базовой экструзионной машины составляет около 1200 евро, а для Pro Extrusion — 2200 евро + двигатель. Имейте в виду, что это материальные затраты, к этому вам следует добавить трудозатраты, если вы не строите его самостоятельно.
Не забудьте посетить Базар драгоценных пластмасс, чтобы найти детали и целые экструзионные машины.
Лучшие рабочие места для экструзии по всему миру (обновлено в мае 2021 г.)Драгоценный пластик проектирует и разрабатывает машины.Когда они будут готовы, мы бесплатно размещаем их в сети, чтобы люди могли воспроизвести их и начать переработку всех этих пластиковых отходов, разрушающих нашу дорогую планету Земля. Вот как мы решаем проблему загрязнения пластиком. Хорошо, давайте рассмотрим самые интересные и многообещающие рабочие пространства Extrusion по всему миру.
Зеленев | 🇺🇦
Дживан и его команда из Украины работают с Precious Plastic с самого начала в 2016 году, уделяя особое внимание экструзионным машинам. А с фокусом приходит качество.Их ассортимент впечатляет вдохновляющими формами, цветами, узорами и градиентами.
| Instagram |
Дживан показывает свое ремеслоСамсара | 🇮🇳
Прад и Лала из Ченнаи, Индия, уже несколько лет производят мебель с помощью экструзионной машины. Prad даже пришел, чтобы помочь разработать Precious Plastic Version 4. Их модульное кресло выставлялось по всей Европе.
Профиль | Веб-сайт | Instagram | Bazar
Стул by Samsara
Haute Plastique | 🇳🇱
Joop из Haute Plastique в Роттердаме производит действительно гладкие изделия с балками и экструзионным оборудованием.В них уделяется внимание деталям, а изысканный дизайн повышает ценность пластика, как некоторые другие. Вы также можете узнать, как сделать из них выкройки балок. Или посмотрите их видео о том, как они сделали эту супер классную шахматную доску.
| Instagram |
Шахматная доска от Haute Plastique
Пластик Lange Leve | 🇳🇱
Модульный стул, который можно собрать самостоятельно, от Lange Leve Plastic впечатляет. Его дизайн, цвета и узоры на высоте. У них даже есть буклет в стиле ikea, в котором рассказывается, как строить его дома.
Веб-сайт | Instagram | Bazar
Модульные стулья Lange Leve PlasticДрагоценный пластик Мельбурн | 🇦🇺
Мы уже упоминали Пирса и Кайлу в статье «Инъекция», но они также настаивают на экструзии. Сейчас они изучают возможность изготовления очень качественных продуктов с помощью экструзионной машины, а также изготовления нити для 3D-печати. Очень впечатляюще.
| Instagram |
Экструзия драгоценного пластика Мельбурн
Пластикар | 🇦🇷
Этот проект, базирующийся в Кордове, Аргентина, раздвигает границы того, что можно сделать с переработанным пластиком.Они создают дизайн интерьера и экстерьера с использованием балок из переработанного драгоценного пластика. Это очень вдохновляет видеть реальные приложения, и о количестве переработанного пластика можно только мечтать. Стены, крыши, скамейки и многое другое — все из переработанных красочных балок.
Профиль | Веб-сайт | Instagram
Roof by Plasticar
Inez De Zwart | 🇳🇱
Инес — голландский дизайнер, работающий с экструзионной машиной, как от руки, так и с балками. Она делает очень умные товары для дома.Обязательно загляните в ее Базар, чтобы увидеть очень хороший выбор продуктов.
Профиль | Веб-сайт | Instagram | Bazar
Вешалка от Inez
Palha De Arroz | 🇧🇷
Palha De Arroz — это женский кооператив, занимающийся переработкой пластика с помощью экструзионной машины. Используя технику Зеленева, они производят самые разные изделия. Блестяще!
| Instagram |
Команда Palha De Arroz
Ателье Samji | 🇫🇷
Парижское рабочее место Precious Plastic сосредоточилось на кирпичах и принесло несколько удачных совместных работ, таких как первоклассный дизайн интерьера флагманского магазина Adidas на Елисейских полях.Кэт также поехала к ним в их рабочее место в Париже.
Профиль | Instagram
Adidas Interior Design
Как я могу запустить рабочее пространство Extrusion?Используйте стартовые наборы Precious Plastic
Первое, что нужно сделать, если вы хотите начать рабочее пространство экструзии, — это глубоко погрузиться в Precious Plastic Extrusion Starterkit , где мы объясним вам все детали, за и против. После того, как вы решили, что вы можете следовать этому руководству, которое приведет вас от нуля к герою в вашем путешествии по утилизации, поможет вам найти место, команду, построить Extrusion, создать бизнес-модель и многое, многое другое.
Сотрудничайте с окружающими вас людьми
Драгоценный пластик основан на сотрудничестве, поскольку такую серьезную проблему, как загрязнение пластиком, можно решить только совместными усилиями. Так что не забудьте копать нашу карту и посмотреть, кто работает над драгоценным пластиком вокруг вас. Обратитесь в местный центр сообщества и узнайте, как лучше всего начать работу.
Доступ к сообществу и инструментам Precious Plastic
Обязательно используйте все платформы и ресурсы, доступные на наших веб-сайтах, начиная с платформы сообщества Precious Plastic , где вы можете взаимодействовать с тысячами других людей, работающих над Precious Plastic, до Базар драгоценного пластика , где вы можете купить детали и комплекты и, наконец, стать активным на One Army Discord , где у нас есть большой раздел драгоценных пластмасс.
Полезные ссылки по экструзии Starterkit
Ознакомьтесь с Extrusion Starterkit , чтобы узнать, что это такое, как это работает, что нужно для начала, затраты, доходы, бизнес-планы и многое другое.
Академия
Начнем с основ. Если вы хотите узнать об экструзии, о том, как ее построить, как запустить, и о многом другом, обязательно посетите Академию драгоценных пластмасс и узнайте все о экструзии.
Карта
На карте Precious Plastic Map вы можете найти людей, перерабатывающих пластик по всему миру. Обязательно используйте фильтры, если вы хотите видеть только рабочие пространства Extrusion и черпать вдохновение.
Bazar
На Precious Plastic Bazar у нас есть целый раздел, посвященный экструзии, где вы можете покупать и продавать детали и машины.
Закрытие Надеюсь, эта статья может дать вам правильное вдохновение и мотивацию, чтобы начать собственное рабочее место по экструзии драгоценных пластиков и попытаться решить проблему загрязнения пластиком в вашем городе.Счастливого плавления 🙂
Эти DIY-машины позволяют любому перерабатывать пластик в новые продукты
Большая часть из 300 миллионов тонн пластика, производимого каждый год, не перерабатывается, и переработка, которая действительно происходит, обычно происходит в промышленных масштабах на заводах, использующих оборудование, которое может стоить десятки тысяч долларов. Но все большее число дизайнеров используют набор простых в сборке инструментов с открытым исходным кодом для переработки пластика и самостоятельного производства новых пластиковых изделий.
Посмотрите, как это работает:
«Мы хотим сделать мелкомасштабную переработку пластика доступной для всех, так как это может иметь экспоненциальный эффект на количество переработанного пластика, в конечном итоге снижая спрос на новый чистый пластик, и просвещать миллионы людей занимаются пластиком, переработкой пластика и методами обращения с ним, прежде чем он попадет в окружающую среду », — говорит Дэйв Хаккенс, голландский основатель Precious Plastic, организации, которая спроектировала машины, которые сейчас используются дизайнерами в Таиланде и Украина и более 200 других.
«Мы хотим сделать мелкомасштабную переработку пластика доступной для всех». [Фото: Драгоценный пластик] В одном из наборов инструкций объясняется, как построить недорогую машину, измельчающую пластик на хлопья. Другая модульная машина экструдирует пластик, который можно использовать для 3D-печати; машина для литья под давлением и машина для прессования могут формовать пластик в формы. В серии видеороликов объясняется, как построить машины из основных материалов и универсальных деталей.
Дизайнеры по всему миру начали использовать машины для производства изделий из переработанного пластика в 2016 году, и теперь организация делится новыми инструкциями по созданию цехов полной переработки внутри транспортных контейнеров.Они также создали новую карту, чтобы объединить участников сообщества по переработке отходов своими руками.
«Это может иметь экспоненциальный эффект на количество переработанного пластика, в конечном итоге снижая спрос на новый первичный пластик». [Фото: Драгоценный пластик] «Карта предназначена для облегчения местного сотрудничества между людьми, чтобы помочь создать еще сотни рабочих мест по переработке пластика по всему миру, а также предоставить людям инструмент для совместной работы по борьбе с пластиковыми отходами творческими способами — проведение кампании законы, бойкотирование предприятий, организация протестов или любые другие формы действий по прекращению загрязнения пластиком », — говорит Хаккенс.
На новом онлайн-рынке под названием Bazar продаются продукты, изготовленные с помощью машин, в попытке помочь большему количеству людей начать зарабатывать на жизнь переработкой пластика.
Хотя Хаккенс говорит, что команда заинтересована в создании инструментов для вторичной переработки и использования других материалов, пластик является их приоритетом. «Пластик — одна из самых серьезных проблем, с которыми сталкивается планета», — говорит он. «Я думаю, что это будет нашим приоритетом на долгие годы».
Машина для вторичной переработки с открытым исходным кодом, позволяющая перерабатывать и изготавливать собственные пластмассовые изделия (видео)
Учитывая, что фактические показатели переработки и восстановления пластика в США в 2011 году колеблются в районе 8 процентов, на свалках оказывается больше пластика, чем на заводах по переработке.Возникает вопрос, является ли это проблемой политики, инфраструктуры или привычки, но голландский дизайнер Дэйв Хаккенс (см. Его настраиваемую концепцию Phonebloks и ветроэнергетический пресс для масла ранее) разработал прототип машины для переработки пластмасс с открытым исходным кодом. полагая, что это может быть вопрос передачи переработки отходов прямо в руки людей, прямо там, где они живут. Посмотрите это в действии:
Система переработки драгоценных пластиков Hakken, представленная на выставке Dezeen и недавно продемонстрированная на Голландской неделе дизайна в Эйндховене, состоит из измельчителя пластика, экструдера, формовочного устройства для литья под давлением и ротационного формовочного устройства, которые были адаптированы из промышленных моделей, чтобы сделать их более удобными для пользователя.
© Дэйв Хаккенс
© Дэйв Хаккенс
В своем предварительном исследовании низких показателей переработки пластика он обнаружил, что производители предпочитают новые пластики для изготовления своей продукции, потому что переработанный пластик считается менее надежным и «чистым» и, следовательно, потенциально опасным для дорогостоящего оборудования. Это привело к идее Хаккенса о более мелкомасштабной операции, которая могла бы обрабатывать такие несоответствия, которые он создал, используя комбинацию новых, настроенных компонентов и утилизированных вещей, таких как старая печь:
Я хотел сделать свои собственные инструменты, чтобы использовать переработанный пластик на месте.В конце концов, у вас есть этот набор машин, которые могут запустить этот местный центр переработки и производства.
Чтобы продемонстрировать эту идею в действии, Хаккенс разработал серию изделий из переработанного пластика, которые можно было производить таким способом, например абажуры, мусорные ведра и так далее.
© Дэйв Хаккенс
Хаккенс намерен сделать дизайн доступным в Интернете, чтобы люди могли создавать свои собственные мастерские, перерабатывать и производить пластмассовые изделия на месте, одновременно улучшая дизайн краудсорсинговым способом:
Идея состоит в том, что вы можете делать любые формы, какие захотите — я сделал это, но я предпочитаю, чтобы каждый мог просто использовать их, делать все, что они хотят, и начинать налаживание своего производства.Люди могут просто сделать [машины] на другом конце света и, возможно, прислать отзывы и сказать: «Может быть, у вас получится сделать это лучше».
© Дэйв Хаккенс
Хаккенс предполагает, что эта система может быть включена в процесс 3D-печати, и если местным жителям, привозящим сырье, будет предоставлен какой-то финансовый стимул, это может стать способом поощрения действительно местной переработки. Больше на Dezeen, на сайте Дэйва Хаккенса и на сайте Precious Plastic.
Эксперимент — AIMIS
Эксперимент — AIMISЧто там есть
Современное состояние
Аддитивное производство на Земле
Как следует из названия нашей команды, аддитивное производство в космосе играет важную роль в нашем эксперименте. В этом типе генеративного производства компоненты из пластика или металла производятся путем преднамеренного добавления сырья с местным упрочнением. Наиболее распространенные методы в промышленности включают селективное лазерное спекание (SLS) или стереолитографию.В небольших сериях или в частном использовании известно так называемое производство плавленых волокон (FFF). В этом методе пластиковая нить плавится в подвижной печатающей головке, а затем наносится слоями на компонент.
Вышеупомянутые способы изготовления соединяют сырье с компонентом с помощью тепловой энергии, либо путем прямого нагрева, либо с помощью направленных лазеров. Для аддитивного производства на Земле с прямым и почти неисчерпаемым доступом к энергии эти процессы проверены и надежны.
Аддитивное производство в космических условиях
Однако условия космоса не позволяют использовать эти общие методы. С одной стороны, производство электроэнергии в космических аппаратах ограничено, особенно на малых космических аппаратах, таких как спутники. Таким образом, трудно обеспечить количество энергии, необходимое для процесса плавления. В нашем случае это закрытый эксперимент в рамках ракеты REXUS, который тоже происходит буквально за несколько минут.Электричество вырабатывается самой ракетой, но для плавления пластика количества электроэнергии недостаточно.
С другой стороны, пассивный отвод тепла, необходимого в процессе плавления, невозможен в вакууме из-за отсутствия атмосферы. Активное охлаждение эксперимента потребляет энергию и увеличивает сложность конструкции.
По этим причинам мы выбрали экструзию фотореактивного полимера, также называемого синтетической смолой. Этот вид пластика затвердевает под воздействием ультрафиолета.С помощью этого метода можно управлять не только потреблением электроэнергии, но и ограничивать нагрев во время отверждения.
Порядок проведения эксперимента
Ракета REXUS — это одноступенчатая ракета-зонд длиной 5,6 м и диаметром 36 см. Ракета может нести до 40 кг экспериментов на высоту 90 км, время экспериментов в космической среде составляет около трех минут.
Чтобы иметь достаточно времени, мы ограничиваем время эксперимента 60 секундами.За это время полимер экструдируется из нескольких емкостей и сразу после экструзии отверждается ультрафиолетовым светом в виде стержней. Готовые стержни затем инкапсулируются, чтобы выдержать повторный вход ракеты и приземление на землю как невредимые.
Наши цели
Миссия и цели
Эксперимент демонстрирует стабильный процесс изготовления стержней из фотореактивного полимера в космических условиях. Для этого заранее готовятся модели процесса, которые затем проверяются путем наблюдения за экспериментом с помощью датчиков и камер.Кроме того, готовые стержни будут проверены на предмет их свойств после завершения полета REXUS.
— Разработка системы экструзии жидкого полимера
— Разработка системы отверждения фотореактивного полимера в УФ-свете
— Успешная проверка эксперимента организациями, участвующими в программе REXUS / BEXUS
— Экструзия нескольких полимерных стержней в условиях микрогравитации и вакуума
— Отверждение нескольких полимерных стержней в условиях микрогравитации и вакуума
— Контроль и запись процесса экструзии и отверждения с помощью датчиков и видеокамер
— Защита затвердевших полимерных стержней при повторном входе и ударе ракеты REXUS
— Сравнение данных процесса, полученных во время полета, и предварительно определенного моделирования процесса
— Материаловедческий анализ экструдированных и отвержденных полимерных стержней
Как это выглядит
Наш дизайн
Программа REXUS / BEXUS предоставляет нам платформу для исследований, финансовую поддержку и консультационных экспертов.Однако мы разрабатываем наш эксперимент со всеми его системами и компонентами самостоятельно. Это включает в себя механическую конструкцию, которая является соединением с ракетой, и в то же время корпус и раму для системы экструзии и отверждения. Кроме того, нам нужна электрическая система, которая не только распределяет электроэнергию, обеспечиваемую сервисным модулем REXUS, но также способна обеспечивать питание экструзией и отверждением, а также собирать и обрабатывать данные датчиков и видеоматериалы.
Это также включает программное обеспечение, которое берет на себя управление этими задачами в правильном порядке и в нужное время.
Эти различные системы служат для включения, записи и защиты экструзии и отверждения, тем самым обеспечивая процесс нашего эксперимента. В то же время мы также должны найти комбинацию полимер-светодиоды, которая будет безопасно и эффективно работать в требуемых условиях.
На анимации показаны упрощенная установка и процедура эксперимента. Полимер находится в жидкой форме в полимерных емкостях, прочно прикрепленных к столу. Контейнеры предназначены для плотного закрытия с прозрачными акриловыми контейнерами.
В начале эксперимента двигатель перемещает стол и полимерные контейнеры вверх. Через прочно установленные штампы жидкий полимер из контейнера проталкивается мимо УФ-светодиодов и отверждается облучением на месте. Непрерывная экструзия создает столб затвердевшего полимера.
В конце экструзии стол останавливается и фиксируется так, что полимерные контейнеры вместе с акриловыми контейнерами образуют своего рода кожух вокруг готовых стержней, чтобы они были защищены во время повторного входа ракеты.
Как уже было сказано, наше пространство внутри ракеты ограничено. Наш экспериментальный модуль имеет диаметр 36 см и высоту около 20 см. В нижней части модуля наш эксперимент жестко подключен к ракете через интерфейсную пластину, кабельный канал на задней части модуля обеспечивает необходимое питание и данные.
На соседнем рисунке показана первая версия нашего эксперимента. Вы можете увидеть верх экспериментальной установки с электродвигателем. Под ним находится подвижный стол, управляемый тремя полюсами.Первоначально мы хотели экструдировать и отверждать шесть полимерных стержней одновременно, как показано здесь. Акриловые контейнеры, окружающие каждый полимерный стержень, расположены по кругу, и их можно увидеть на чертеже.
Кроме того, наш экспериментальный модуль ракеты прозрачно показан вокруг эксперимента. Эта трехмерная модель нашего эксперимента, созданная с помощью программы САПР, служит в качестве теста на интерференцию и показывает, можем ли мы разместить все необходимое в экспериментальном модуле. Кроме того, данные САПР позже будут служить основой для производственных чертежей наших компонентов.
После предварительного анализа проекта (PDR) и подробного обсуждения с экспертами ZARM и ESA мы сократили количество стержней до четырех по причинам энергосбережения. Кроме того, двигатель был перемещен из верхней части корпуса в нижнюю и была внедрена система быстрой замены.
Таким образом, мы хотим иметь возможность быстро и аккуратно извлекать полимерные контейнеры из экспериментального модуля, например, для их очистки и повторной загрузки.Мы надеемся, что эта экономия времени принесет нам пользу в ходе обширных испытаний и тестовых прогонов осенью и зимой, а также в кампании по запуску.
На анимации изображена 3D-печатная модель второй версии в масштабе 1: 2, снабженная прозрачными акриловыми емкостями и электроприводом. Модель помогает нам лучше понять размеры и взаимосвязи механической конструкции и дает возможность протестировать первые версии системы управления двигателем. На заднем плане видно управление двигателем на макетной плате.
Кроме того, это помогает нам проиллюстрировать проект и лучше объяснить его.
Если механическая структура — это скелет эксперимента, то электрические компоненты — это мышцы. Задача электрической системы — обеспечить питание привода стола, УФ-светодиодов, датчиков и камер. Приблизительно 60 Вт электроэнергии, обеспечиваемой батареями служебного модуля ракеты REXUS, имеют физическую форму вилки.Мы предоставляем аналог и проектируем схемотехническое оборудование в виде печатных плат. Чтобы узнать, как должны выглядеть эти платы и какие компоненты нам нужно на них построить, можно набросать дизайн на так называемой макетной плате. Это пластина с рядом прорезей, которые представляют собой проводящие соединения. Итак, перед первой точкой пайки вы можете определить, что должно идти, где и как соединяются детали.
На картинке справа изображена макетная плата со схемой работы цветных светодиодов.На нижнем рисунке показано несколько более сложное управление электродвигателем.
Одной из проблем проектирования электрических систем является экранирование всех компонентов электрического оборудования. Потому что каждый рабочий электрический проводник создает электромагнитное поле, которое может мешать электричеству других экспериментов или, в худшем случае, ракете. Чтобы предотвратить это, мы должны полностью защитить наше оборудование электрически, что может быть выполнено, например, в виде металлического корпуса.
Однако электрическое оборудование — это только одна часть контроллера. Программное обеспечение, работающее на наших процессорах, также должно разрабатываться. Мы используем плату Nucleo, похожую на Raspberry Pi или Arduino, на которой будет работать программное обеспечение для управления двигателем, светодиодами, а также для сбора и хранения данных.
Эксперимент будет работать полностью автономно с начала обратного отсчета и будет управлять экспериментом во время полета с помощью заданных временных меток.
Помимо программного обеспечения для управления экспериментом в полете, мы также разрабатываем так называемую наземную станцию.Это программа на одном из наших ноутбуков, которая получает данные от ракеты REXUS и показывает нам статус нашего эксперимента. Точно так же экспериментальные данные и, возможно, видеоматериалы эксперимента могут быть переданы почти в реальном времени по радиоканалу на ракету.
В основе нашего эксперимента лежит экструзия и последующее отверждение фотореактивного полимера. В начале проекта мы естественно спросили себя, в чем разница между экструзией эпоксидной смолы на Земле и в космических условиях.
Моделируя процесс экструзии, мы смогли показать, что экструзия более устойчива в условиях микрогравитации, чем под действием силы тяжести. Важным фактором здесь является образование капиллярного мостика между еще жидким полимером и экструзионным контейнером. На следующих рисунках показаны смоделированные экструзии в различных условиях. Моделирование под действием силы тяжести показывает сужение вблизи полимерного контейнера, так называемый капиллярный мостик.Это сужение материала обеспечивает неоднородную структуру материала, и его можно полностью избежать в условиях микрогравитации.
Моделирование процесса экструзии в земных условиях. Экструзия движется вверх, сила тяжести направлена вниз с 1g.
Моделирование процесса экструзии в земных условиях. Экструзия и гравитационное притяжение направлены вниз на 1g.
Моделирование процесса экструзии в космических условиях.Экструзия движется вверх, сила тяжести имеет значение 0g.
Изображение в центре показывает имитацию экструзии в направлении действия силы тяжести и было разработано, чтобы показать, что простое вращение печатающей головки не соответствует требованиям для чистой экструзии.
Моделирование экструзии также используется для определения оптимальных параметров испытаний, таких как скорость перемещения, ускорение и диаметр колонны.
Отверждение полимера осуществляется путем катионной полимеризации, возбуждаемой облучением УФ-светом.Реакция аналогична полимеризации двухкомпонентных эпоксидных смол, но без необходимости во втором реагенте.
На отверждение влияют различные параметры. К ним относятся параметры окружающей среды, такие как температура и влажность, и параметры процесса, такие как продолжительность, интенсивность и длина волны облучения. Прежде всего, состав самой смолы имеет большое влияние на отверждение и свойства материала твердого полимера. Поэтому мы ведем постоянный диалог с нашими поставщиками полимеров, чтобы найти оптимальный состав нашей смолы и соответствующий спектр УФ-волн.
Помимо свойств экструзии и отверждения, полимер также должен быть испытан на его поведение в вакууме перед полетом. При переходе из атмосферы в вакуум пузырьки воздуха могут взрывоопасно расширяться или выделять важные компоненты полимера. Мы хотим убедиться, что этого не произойдет во время полета.
Облучение осуществляется светодиодами, излучающими ультрафиолетовый свет в диапазоне волн от 330 до 380 нм.Согласно нашей текущей конструкции, каждый полимерный контейнер внизу имеет место для четырех УФ-светодиодов, все из которых направлены на экструдированный полимер в центре. Мощность излучения и оптимальная длина волны определяются нами опытным путем и, в свою очередь, решающим образом определяют электрическую структуру эксперимента.
Куда это может привести
Prospect
Идеи для «AIMIS 2.0»
Дальнейшее развитие печатающей головки:
Экструзия и отверждение остаются очень простыми в текущем состоянии проекта, чтобы обеспечить высокую вероятность успеха.Для будущей итерации проекта печатающая головка может быть доработана для перемещения во всех трех пространственных направлениях, а также для обеспечения непрерывной экструзии полимера. Это сделало бы возможным процесс печати, похожий на классическую филаментную печать. Параллельно с нашим проектом студенты Мюнхенского университета прикладных наук уже работают над такой печатающей головкой для использования на Земле.
Дальнейшее развитие полиграфической продукции:
Еще один возможный шаг — изменение параметров печатной продукции.В этом случае, например, можно изменить диаметр, форму поперечного сечения и длину экструзии печатного продукта. Кроме того, возможны более сложные трехмерные каркасные структуры, например, за счет использования нескольких экструдеров и глобального отверждения.
Помимо нашего студенческого проекта
Помимо Мюнхенского университета, другие институты также работают над технологиями для нового аддитивного производства и изготовления конструкций в космосе.
Fraunhofer IPA, например, разработал 3D волоконный принтер, который может устанавливать армированный волокном пластик во всех трех пространственных направлениях с помощью 6-осевого робота. Такое «изготовление свободного пространства» позволит оптимально разместить волокна в соответствии с потоками сил в заготовке.
Пресс-релиз института можно найти здесь: www.ipa.fraunhofer.de/de/3D-fibre-printer
По другую сторону Атлантики ведутся работы по изготовлению деталей на орбите:
НАСА
НАСА уже несколько лет занимается разработкой так называемой SpiderFab.Это небольшой космический аппарат, предназначенный для создания трехмерных структур гигантских размеров в космосе путем непрерывной экструзии и отверждения пластмасс. Проект разделен на несколько этапов и в ближайшие несколько лет будет опробован на орбите.
К сожалению, нам неизвестны ни ход проекта, ни результаты процесса разработки, поэтому исследования НАСА мало влияют на нас.
См. Полный текст на сайте: www.nasa.gov/spiderfab
MadeInSpace
Частный сектор в США также осознал потенциал производства компонентов в космосе.Компания MadeInSpace разработала с Archinaut: Ulisses своего рода летающий 3D-принтер с роботизированными руками, который может печатать различные компоненты и собирать их в космосе. Это должно создавать сколь угодно большие и сложные структуры там, где они необходимы, а именно на орбите.
Сайт компании находится здесь: www.madeinspace.us/archinaut
И последнее, но не менее важное: канал SecondThought показывает, почему нам вообще нужны способы создания более крупных структур в космосе.Космос может предоставить нам производственную среду будущего:
© 2019 AIMIS. Все права защищены
Нажимая «принять», вы соглашаетесь на использование файлов cookie. В противном случае некоторый контент на этом веб-сайте может не отображаться или не работать должным образом. Согласие можно отозвать в выходных данных или политике конфиденциальности. Дополнительная информация Принять
В настройках файлов cookie на этом веб-сайте установлено значение «разрешить использование файлов cookie», чтобы обеспечить вам наилучшее качество просмотра.Если вы продолжаете использовать этот веб-сайт без изменения настроек файлов cookie или нажимаете «Принять» ниже, вы соглашаетесь с этим.
Закрыть
DRTS Экструдеры для труб — решения для одно- и двухшнековой экструзии
Для чего нужен экструдер для пластиковых труб?
Экструдер для труб — самая важная часть любой линии по производству труб; он нагревает, смешивает и экструдирует феш-трубу. Хороший экструдер гарантирует, что вы всегда будете производить качественную трубу, что позволит вам сэкономить деньги на очищенной трубе и выделиться среди конкурентов.
Одно- и двухшнековые экструдеры по индивидуальному заказу
DRTS предлагает как одношнековые экструдеры для производства полиэтиленовых труб и труб капельного орошения, так и двухшнековые экструдеры для производства труб из ПВХ. Наши экструдеры для пластиковых труб изготавливаются по индивидуальному заказу в соответствии с вашими потребностями и состоят из компонентов ведущих производителей.
Зачем экструдерам ПВХ нужны двухшнековые винты?
Экструдерамдля ПВХ требуются сдвоенные винты, чтобы справиться с дополнительным износом, вызванным шероховатостью исходных материалов ПВХ.К сожалению, использование ПВХ-смолы с одношнековым экструдером приведет к ускоренному повреждению экструдера и нестабильному производству труб.
Компоненты экструдера для труб
| Коробка передач Экструдер с коробкой передач Zambello и вашими двигателями ABB / Siemens / Baumuller. | Шнек и цилиндр В наших экструдерах используется биметаллический шнек и цилиндр от Reiloy. |
| HMI / PLC Наш экструдер имеет 12-дюймовый HMI, состоящий из компонентов от B&R / Siemens / Omron. | Электроника Экструдеры для труб DRTS эксклюзивно представлены ведущими в отрасли брендами электроники. |
Разбивка компонентов экструдера
| Винт и цилиндр: Биметаллический (Германия) или азотированный, DIN 1.8850 | Главный двигатель: ABB / Siemens / Baumuller | Драйвер: ABB / Siemens 9067 / Baum Управление: 12 ”B&R / Siemens / Omron | |
| Управление ПК: Опция 19 ” | Коробка передач: Zambello — Италия | Нагревательные элементы: Керамические нагреватели + алюминиевые сепараторы | Датчик давления расплава: — 9000 Италия |
| Электрические компоненты: Wago — ABB — Siemens — Schneider | Твердотельные реле: Celduc / France | Кондиционер: Дополнительно |
Получить ценовое предложение
Узнайте больше о наших экструдерах
На что обращать внимание на экструдер
Важность биметаллического экструдера со шнеком и цилиндром
Экструдеры DRTS и промышленность 4.0 Стандарты интеллектуального производства
3 вещи, которые следует учитывать при выборе производителя экструдера
Добро пожаловать в блог — страница 6 из 6
Photo2Mesh Просто поискав в Интернете, мы нашли очень полезную программу под названием Photo2mesh, которая позволяет конвертировать ваши цифровые рисунки и фотографии в файлы STL для 3D-печати.
Читать далееВ следующий раз, когда вы будете делать свой еженедельный магазин, вы вскоре сможете взять подробную 3D-распечатанную миниатюрную версию себя вместе с вашими продуктами.Asda стала первым супермаркетом
. Читать далееНет отрывка, потому что это защищенный пост.
Читать далееМы изготовили показанную выше намоточную машину. Пожалуйста, перейдите в раздел продукта для получения более подробной информации.
Читать далееHIPS (ударопрочный полистирол) — один из новейших материалов, доступных для 3D-принтеров.Он имеет свойства, очень похожие на АБС-пластик с точки зрения ударной вязкости и жесткости, и имеет отпечатки
. Читать далееЭкструзия волокон из АБС-пластика — это производственный процесс, при котором сырые пластиковые гранулы плавятся и формируются в непрерывный профиль толщиной 1,75 или 3,0 мм. При экструзии пластмасс, термопласта-сырца
Читать далееABS — сополимер акрилонитрила, бутадиена и стирола.Пластмассы АБС обычно обладают средней прочностью и характеристиками, а также средней стоимостью; ABS часто используется для разделения
стоимости и производительности. Читать далееNoztek запускает настольный экструдер филамента из ABS / PLA, чтобы снизить стоимость 3D-печати. Сэкономьте до 70% на затратах на 3D-филамент, экструдируя собственную нить! Как 3D
Читать далееДля снижения высоких затрат на покупку филамента для нутралабов для 3D-принтеров.