| |||||
| |||||
| |||||
| |||||
| |||||
 Договорная
ДоговорнаяКак сделать экструдер для переплавки пластмассы из пистолета для герметика
Многие виды пластика являются полезным сырьем для вторичной переработки. Расплавив их в пластичную массу можно изготовить самодельный филамент для 3D принтера или фигурки, сувениры и прочие поделки. Рассмотрим, как можно сделать ручной компактный экструдер для переработки пластика.
Расплавив их в пластичную массу можно изготовить самодельный филамент для 3D принтера или фигурки, сувениры и прочие поделки. Рассмотрим, как можно сделать ручной компактный экструдер для переработки пластика.Материалы:
- пистолет для герметиков;
- стальная трубка;
- асбестовый шнур;
- нихромовая нить;
- провод с вилкой;
- механический терморегулятор от электродуховки;
- пластиковая бутылка от моющего средства;
- скотч;
- песок;
- гипсовая штукатурка.
Изготовление экструдера
На отрезок стальной трубы равной по длине тубу для герметиков наматывается асбестовый шнур. Важно, чтобы торец трубы был заварен и имел небольшое центральное отверстие.
Поверх асбеста наматывается нихромовая нить. Ее можно получить из выровненной спирали от электроплиты.
Затем спираль закрывается новой обмоткой из асбестового шнура.

На пистолет от герметиков закрепляется механический терморегулятор от духовки. Его нужно закрепить так, чтобы ручка регулировки располагалась с тыльной стороны пистолета.
Из пластиковой бутылки от моющего средства изготавливается форма для литья в виде трубы. Для этого у нее срезается дно и горловина, после чего она распускается вдоль.
С одной стороны заготовка подгибается, и на изгибе вырезаются зазубрины. Полученный лист наматывается на любую трубку диаметром около 5 см. Затем заготовка закрепляется скотчем. Зазубрины при этом формируют ее дно. Сбоку полученной формы нужно сделать небольшое отверстие равное диаметру термодатчика. В него требуется вставить трубку из свернутого листового пластика.
Затем в форму из бутылки помещается стальная трубка с обмоткой из нихромовой нити и асбестового шнура. С одной стороны она фиксируется вырезанными зазубринами. Боковая трубка прижимается вплотную к обмотке. Концы нихромовой нити выводятся в отверстия по краям формы.

Далее в пустое пространство между пластиковой оболочкой и стальной сердцевиной заливается термостойкий раствор, приготовленный из песка и гипсовой штукатурки.
После застывания раствора верхняя трубка из обрезанной бутылки удаляется.
В боковое отверстие свободное от раствора устанавливается термодатчик, который закрепляется хомутом. Концы нихромовой нити подключаются к электрокабелю с вилкой. Внутрь стальной трубы засыпается пластиковая крошка. Это может быть HDPE пластик из мелко нарезанных крышечек от ПЭТ бутылок, или ABS пластик, который можно получить из корпусов старой бытовой техники.
Далее заправленная пластиком труба устанавливается в пистолет для герметиков. В нее запускается шток пистолета с тарелкой. Если тарелка окажется большой, то ее нужно предварительно обточить. Теперь включив вилку в розетку и отрегулировав температуру можно разогреть массу. Затем привычными движениями рычага пистолета ее следует выдавить.
Полученный экструдер можно использовать по-разному.
 Если поставить на конец трубы тонкий носик, то удастся получить филамент для 3D принтера. Также горячую массу возможно выдавливать в различные формы, делая фигурки, ручки для мебели, детали для механизмов и т.д.
Если поставить на конец трубы тонкий носик, то удастся получить филамент для 3D принтера. Также горячую массу возможно выдавливать в различные формы, делая фигурки, ручки для мебели, детали для механизмов и т.д.Смотрите видео
OZON.ru
Самара- Ozon для бизнеса
- Мобильное приложение
- Реферальная программа
- Зарабатывай с Ozon
- Подарочные сертификаты
- Помощь
- Пункты выдачи
- TOP Fashion
- Premium
- Ozon Travel
- Ozon Счёт
- LIVE
- Акции
- Бренды
- Магазины
- Сертификаты
- Электроника
- Одежда и обувь
- Детские товары
- Дом и сад
- Зона лучших цен
Такой страницы не существует
Вернуться на главную Зарабатывайте с OzonВаши товары на OzonРеферальная программаУстановите постамат Ozon BoxОткройте пункт выдачи OzonСтать Поставщиком OzonЧто продавать на OzonEcommerce Online SchoolSelling on OzonО компанииОб Ozon / About OzonВакансииКонтакты для прессыРеквизитыАрт-проект Ozon BallonБренд OzonГорячая линия комплаенсУстойчивое развитиеOzon ЗаботаПомощьКак сделать заказДоставкаОплатаКонтактыБезопасностьOzon для бизнесаДобавить компаниюМои компанииПодарочные сертификаты © 1998 – 2021 ООО «Интернет Решения». Все права защищены.
Версия для слабовидящихOzonИнтернет-магазинOzon ВакансииРабота в OzonOZON TravelАвиабилетыRoute 256Бесплатные IT курсыLITRES.ruЭлектронные книги
Все права защищены.
Версия для слабовидящихOzonИнтернет-магазинOzon ВакансииРабота в OzonOZON TravelАвиабилетыRoute 256Бесплатные IT курсыLITRES.ruЭлектронные книгиГранулирующий экструдер | Линия по производству пластиковых гранул
Гранулирующий экструдер
ОписаниеГранулирующий экструдер, так же известный как гранулятор, применяется для переработки пластика и производства гранул. Наш гранулятор подходит для работы с полиэтиленом, полипропиленом, ПВХ и прочими видами пластика, а так же водными плёнками, тканными сумками и биг бэгами. Мы так же предлагаем услуги по разработке грануляторов согласно нуждам наших клиентов и полных производственных линий, состоящих из загрузочного устройства, гранулятора, фильтра расплава, охлаждающего устройства и управляющей системы. Всё наше оборудование тестируется в обязательном порядке до отправки, что позволяет гарантировать качество продукции. Наши техники помогут с установкой оборудования, его отладкой и обучением рабочего персонала.
Наши техники помогут с установкой оборудования, его отладкой и обучением рабочего персонала.
Традиционные гранулирующие экструдеры способны на обработку лишь одного типа пластика, что вынуждает работающих с несколькими видами производителей закупать несколько установок для каждого отдельного пластика. Чтобы исправить эту ситуацию, наша исследовательская группа спроектировала гранулятор, способным работать с различными видами пластика, что позволит Вам существенно сэкономить на оборудовании. Гранулятор также оборудован особым загрузочным устройством, которое дегидрирует сырьё во время его подачи за счёт воздействия высокого давления.
Стадии производстваРазмягчение под давлением, экструзионная пластификация, грубая фильтрация, экструзия и тонкая фильтрация, охлаждение, грануляция.
Технические характеристики| Модель | Диаметр шнека (мм) | Отношение длины к диаметру | Скорость вращения шнека (об/мин) | Мощность главного двигателя (кВт) | Производительность (кг/ч) |
| HGL120 | 120 | 25-34 | 60-120 | 55-110 | 300-500 |
| HGL140 | 140 | 25-34 | 60-120 | 75-132 | 500-800 |
| HGL160 | 160 | 24-32 | 60-120 | 110-160 | 600-1000 |
| HGL180 | 180 | 25-35 | 60-120 | 160-220 | 800-1400 |
| HGL200 | 200 | 30-35 | 60-120 | 220-300 | 1000-1700 |
- Вращающее устройство бака вызывает принудительную загрузку сырья и создаёт полностью закрытую систему, которая функционирует как двусторонний экструдер и автоматический дегидратор.

- В процессе экструзии, нагревающий элемент в зоне компрессии размягчает пластик, что позволяет сократить интенсивность воздействия на шнек и повысить производительность.
- Боковое загрузочное отверстие расположено снизу шнека, что обеспечивает отсутствие сопротивления при подаче сырья. Оборудование позволяет открывать загрузочный отсек с обеих сторон для замены или ремонта шнека.
- Мы спроектировали шнек нашего гранулятора так, что бы он поддерживал высокоскоростную работу. Дизайн отличается малым уровнем сопротивления выжиманию при вдвое большей производительности, нежели при использовании обычных шнеков.
- В процессе работы экструдер автоматически осуществляет очистку и сброс отходов производства со шнека и изнутри танка для сырья, что позволяет поддерживать обычные темпы производства и не волноваться о возможности блокировки шнека.
- Один шнек подходит для двух или трёх машин (разгрузочных отверстий), что позволяет экономить на используемом пространстве и себестоимости.
- Два этапа фильтрации без применения фильтрующей сетки – грубый и тонкий, размер сетки до 100 меш. Система управления на базе ПЛК полностью автоматизирует процесс.


Надежный экструдер для производства пластиковой нити
Высокая стоимость нити всегда была проблемой для производителей 3D-принтеров использующих технологию FDM. Сами 3D-принтеры изготовленные из пластика и других материалов, становятся лучше, проще и дешевле. Но без появления новых, менее затратных способов получения пластиковой нити, цена напечатанных 3D-объектов по-прежнему будет оставаться высокой.
Вдохновленные разработками энтузиастов — эктрудерами, которые превращают пластиковых гранулы в пруток, используемый для 3D-печати, компания из Великобритании Noztek создала экструдер — Noztek Pro. Гарантированно Noztek Pro может производить нить 2 типов: из ABS плстика и PLA пластика.
«Большинство других экструдеров, в настоящее время, поставляются на рынок в виде набора, который отлично подходит для энтузиастов, но мы чувствовали, что потребители будут ждать модель plug and play» сообщается на сайте производителей. «Noztek Pro можно распаковывать и экструдер готов к использованию примерно за 15 минут: нужно просто включить нагреватель, загрузить пластиковые гранулы, затем повернуть тумблер двигателя, и нить будет производиться сразу».
«Noztek Pro можно распаковывать и экструдер готов к использованию примерно за 15 минут: нужно просто включить нагреватель, загрузить пластиковые гранулы, затем повернуть тумблер двигателя, и нить будет производиться сразу».
Noztek Pro производит 1 кг нити всего за 3/4 часа, прямо на рабочем столе. Оптом пластиковые гранулы пластика можно приобрести очень дешево. По оценкам компании, при использовании экструдера Noztek Pro, клиенты смогут экономить до 70% от розничной стоимости нити, цена которой варьируются от 20 $ до 50 $ за килограмм.
Команда инженеров Noztek трудится над увеличением скорости экструзии нити и улучшением уровней допуска. В зависимости от температуры экструзии и типа пластика, нить выдавливается со скоростью до 1 метра в минуту. В будущем планируется добавить механизм автоматической намотки нити на катушку.
Стоимость Noztek Pro составляет всего 723 €.
_
Технические характеристики:
- Преобразует разнообразные пластиковые гранулы (ABS и PLA протестирован только).
- Диаметр получаемой нити: 1.75 мм или 3 мм.
- Температурный диапазон нагрева: 180-220 по Цельсию
- Допуски: для нити 1.75mm — + 0,04 (- 0,04)
- Полностью собран и готов к применению прямо из коробки.
- Выдавливает со скоростью до 1 метра в минуту.
- Вес: около 11 кг.
- Гарантия: 1 год.
Экструзия пластика
Если вам нужно оборудование для экструзии пластмасс, обратите внимание на Арлингтон. У нас есть множество решений, которые помогут вам создавать сложные поперечные сечения даже для тонких и хрупких материалов. В нашем ассортименте есть одношнековые и двухшнековые экструзионные машины, и независимо от того, какой тип машины вам подходит, вы можете быть уверены, что получаете высочайшее качество по конкурентоспособным ценам.
Экструзионные машины для прочного пластика для любых нужд
Экструзионное оборудование для пластика работает путем продавливания пластика через фильеру, которая настраивается в соответствии с вашими конкретными требованиями к форме торца. У нас есть машины от различных производителей, поэтому у нас есть экструдер, который точно удовлетворит ваши потребности. Некоторые из наших вариантов включают:
У нас есть машины от различных производителей, поэтому у нас есть экструдер, который точно удовлетворит ваши потребности. Некоторые из наших вариантов включают:
- Одношнековые экструдеры: одношнековые экструзионные машины имеют один шнек, работающий с цилиндром, для объединения материалов и проталкивания их через головку, в результате чего конечная форма продукта может быть любой. В нашем ассортименте есть машины с воздушным и водяным охлаждением различных размеров.
- Двухшнековые экструдеры: двухшнековые экструдеры имеют шнек различного диаметра, конфигурации и мощности, и мы предлагаем широкий выбор продукции от различных производителей. Эти машины идеальны, когда пластмассам необходимо добавить особые цвета или другие свойства, и могут использоваться в любой отрасли, которая имеет дело с пластмассами.
- Оборудование для экструзии пластиковых листов: Arlington предлагает оборудование для производства пластиковых листов в рабочем состоянии или как есть. Мы также закупаем оборудование, а затем полностью его ремонтируем, чтобы у вас было несколько вариантов для ваших нужд.
 Мы также закупаем оборудование, а затем полностью его ремонтируем, чтобы у вас было несколько вариантов для ваших нужд.
Мы также закупаем оборудование, а затем полностью его ремонтируем, чтобы у вас было несколько вариантов для ваших нужд.Подробнее о машинах для экструзии пластмасс
Независимо от того, в какой отрасли вы работаете или какой тип экструдера вам нужен, вы можете рассчитывать на качественные расходные материалы Arlington. Мы хотели бы предоставить вам дополнительную информацию о нашем оборудовании и помочь вам выбрать машину, которая наилучшим образом соответствует вашим потребностям, поэтому позвоните нам по телефону (877) 887-9408 сегодня.
Что такое экструзия пластика? | Предпочтительные пластмассы
Вы когда-нибудь задумывались, как изготавливаются окна из композитных материалов, виниловые ограждения или прокладки для морозильных камер? Эти и многие другие продукты производятся с использованием крупносерийного производственного процесса, называемого пластиковой экструзией .
Экструдер — это оборудование, лежащее в основе этой технологии производства. Экструдеры состоят в основном из следующих компонентов:
- Ручной или вакуумный бункер , который удерживает и подает сырье из пластмассы.
- Длинный ствол с винтовым механизмом, проталкивающим пластик через ствол.
- Внешние нагреватели , которые помогают поддерживать желаемую температуру внутри ствола.
- Матрица , которая формирует профиль изготавливаемой пластмассовой детали.
Предпочтительный процесс экструзии пластмасс
Процесс экструзии пластика начинается, когда полимерные соединения и добавки в форме гранул, хлопьев, гранул или порошков непрерывно подают через бункер в экструдер.Винт постепенно перемещает эти материалы по цилиндру, и в процессе вырабатывается достаточно тепла, чтобы расплавить пластик. Внешние нагреватели помогают поддерживать желаемую температуру при движении расплавленного пластика через ствол.
Когда расплавленный пластик выходит из ствола, он проталкивается через матрицу, которая придает ему желаемый профиль. Секция охлаждения помогает сохранить профиль, пока пластик схватывается и затвердевает.
Преимущества экструзии пластика
Экструзия пластика является непрерывной и позволяет выпускать большие объемы, что делает ее более экономичным методом производства пластмасс по сравнению с другими процессами.Кроме того, стоимость инструмента относительно невысока.
Экструзия пластика особенно хорошо подходит для производства пластмассовых деталей с одинаковой толщиной стенок, а также для профилей, которые шире и длиннее, чем профили, производимые другими видами производства. Пластиковые пленки, пакеты, трубы, трубки, стержни, уплотнители и перила палубы — это лишь некоторые из многих продуктов, которые успешно и экономично производятся методом экструзии пластика.
Возможности экструзии пластика на заказ
Preferred Plastics — ведущий в отрасли экструдер для пластмасс по индивидуальному заказу, предлагающий услуги экструзии и отделки под ключ. За последние 40 лет мы заработали мировую репутацию в области экструзии пластмассовых деталей высокого качества в соответствии с самыми строгими требованиями. Наши инновационные процессы экструзии поддерживаются превосходным обслуживанием клиентов и стремлением производить детали, которые соответствуют самым высоким стандартам качества и доставляются вовремя и в рамках бюджета. Свяжитесь с нами сегодня!
За последние 40 лет мы заработали мировую репутацию в области экструзии пластмассовых деталей высокого качества в соответствии с самыми строгими требованиями. Наши инновационные процессы экструзии поддерживаются превосходным обслуживанием клиентов и стремлением производить детали, которые соответствуют самым высоким стандартам качества и доставляются вовремя и в рамках бюджета. Свяжитесь с нами сегодня!
Предлагаем:
- Экструзионные профили — нестандартные формы и размеры для удовлетворения требований для широкого спектра отраслей и областей применения
- Профили для труб — специальные профили для труб для широкого спектра промышленных и бытовых применений
- Коэкструзия — использование двух или более смол для производства деталей, отвечающих строгим требованиям к рабочим характеристикам
- Экструзионные крейцкопфы — обеспечение усиления детали или герметизация металлических деталей внутри экструзии
Свяжитесь с Preferred Plastics Today
Если вы ищете способ производства пластмасс, который обеспечивает высокое качество, большие объемы, большие возможности профиля и хорошую экономичность, рассмотрите возможность экструзии пластмасс компанией Preferred Plastics. Свяжитесь с нашей командой сегодня, чтобы запросить смету проекта: 269-685-5873 .
Свяжитесь с нашей командой сегодня, чтобы запросить смету проекта: 269-685-5873 .
, Производители экструдеров для пластика, Поставщики экструдеров для пластика, экспортеры, Индия
Типы экструдеров для пластикаВведение Экструдеры для пластика
используются для создания широкого спектра изделий, включая пластиковые трубы, планки, уплотнения, пластиковые листы и стержни. Экструдер — это машина для производства более или менее непрерывных отрезков пластмассовых профилей из пластмассы определенного типа.Существует ряд доступных методов экструзии, таких как коэкструзия, офсетная экструзия, ориентированная экструзия, экструзия с нанесением верхнего покрытия, холодная экструзия, экструзия с плашкой и многое другое.
Важнейшими элементами экструдера для термопластов являются трубчатый цилиндр, обычно с электрическим нагревом; вращающийся винт, поршень или плунжер внутри ствола; бункер на одном конце, из которого экструдируемый материал подается на шнек, поршень или плунжер; штамп на противоположном конце для формования экструдированной массы. Экструдеры можно разделить на три основных типа:
Экструдеры можно разделить на три основных типа:
- Одношнековый экструдер
- Двухшнековый или многошнековый экструдер
- Пневматический экструдер
Базовая конструкция винта: Винт обычно находится внутри плотно прилегающего цилиндра, приводимого в движение двигателем с регулируемой скоростью и коробкой передач.Это высокоэффективное устройство, способное обрабатывать несколько тонн пластика в час даже в экструдерах скромных размеров. Шнек разделен на три части: загрузочную, компрессорную и дозирующую.
Шнек разделен на три части: загрузочную, компрессорную и дозирующую.
Загрузочная секция шнекового механизма накапливает и подает гранулы смолы из бункера, подаваемого самотеком, в шнек с рубашкой, чтобы начать продольное перемещение пластика. Резьба винтов перемещает пластик за счет осевого вращения. Внутри ствола нагреватели помогают пластику закрепиться, увеличивая трение о стенку ствола.Без этого трения пластик не мог бы двигаться вперед и просто вращался бы внутри винта.
На переходной стадии или стадии плавления корневой диаметр шнека увеличивается, а высота ступеньки уменьшается. Смола здесь плавится из-за сжатия, сдвига и нагрева, производимых в цилиндре. Теперь расплав поступает в дозирующую секцию, где диаметр шнека остается постоянным. Расплавленный пластик, который теперь находится под высоким давлением, перекачивается в фильеру экструдера.
Барьерные шнеки: иногда смола не полностью расплавляется в основном экструзионном шнеке. Барьерный винт предназначен для решения этой проблемы. К переходной секции прикреплены дополнительные лопасти, чтобы разделять расплавленный и твердый пластик по разным каналам. По мере того, как твердая гранула движется вперед, она плавится из-за сдвига по стенке и, таким образом, плавится и течет в канал для жидкости. Таким образом, твердый канал постепенно сужается, а жидкий канал расширяется.
К переходной секции прикреплены дополнительные лопасти, чтобы разделять расплавленный и твердый пластик по разным каналам. По мере того, как твердая гранула движется вперед, она плавится из-за сдвига по стенке и, таким образом, плавится и течет в канал для жидкости. Таким образом, твердый канал постепенно сужается, а жидкий канал расширяется.
Шнековый смеситель: при смешивании двух разных добавок более эффективным способом является смешивание экструзионных материалов с помощью двухшнекового экструдера.В этом методе два шнека вращаются друг относительно друга или друг против друга и имеют специальные функции перемешивания, такие как месильные блоки и возможности прямого и обратного вращения. Однако для смешивания можно использовать некоторые одношнековые системы.
Хотя доступны винты общего назначения, для разных пластиков требуются экструзионные винты с разной калибровкой. Отношение длины к диаметру, шаг, длина каждой зоны и углы винтовой линии винта должны соответствовать типу используемого пластика. Винт также должен быть спроектирован так, чтобы соответствовать конкретному типу матрицы.
Винт также должен быть спроектирован так, чтобы соответствовать конкретному типу матрицы.
Конструкция экструзионного шнека на протяжении многих лет совершенствовалась за счет новых инноваций и идей, которые помогают постоянно корректировать процесс в соответствии с потребностями конкретных приложений.
14 ведущих компаний по экструзии пластмасс в отрасли
Экструзия пластмасс — это производственный процесс, который включает плавление необработанного пластика и формирование из него непрерывного профиля. Экструзия производит такие изделия, как трубы, трубы и другие пластмассовые изделия, такие как заборы, перила палубы и оконные рамы.
В мире существует множество компаний, занимающихся экструзией пластмасс, поэтому мы поможем вам выбрать лучшую компанию для вашего бизнеса. Вот 14 ведущих компаний, занимающихся экструзией пластика.
1. Petro Packaging Company Inc.
Если вы ищете одну из ведущих компаний по экструзии пластмасс, Petro Packaging для вас. Petro Packaging Company Inc. — это семейная компания в третьем поколении, базирующаяся на севере Нью-Джерси.Мы предлагаем самый широкий выбор пластиковых профилей для многих уникальных применений, а наш более чем сорокалетний опыт в сочетании с преданностью обработке различных термопластов сделали нас вашим лучшим предприятием по экструзии пластиковых труб и профилей.
Petro Packaging Company Inc. — это семейная компания в третьем поколении, базирующаяся на севере Нью-Джерси.Мы предлагаем самый широкий выбор пластиковых профилей для многих уникальных применений, а наш более чем сорокалетний опыт в сочетании с преданностью обработке различных термопластов сделали нас вашим лучшим предприятием по экструзии пластиковых труб и профилей.
Мы создаем различные пластиковые профили, идеально подходящие для ваших нужд. Мы производим пластиковые экструзии на заказ, пластиковые экструзии из ПЭТГ на складе и даже предлагаем ряд услуг по производству экструзионных изделий, включая поточные и автономные процессы отделки.
Начните свой проект прямо сейчас, назначив бесплатную консультацию:
Petro Packaging Company Inc. 16 Quine Street Cranford, NJ 07016, Телефон : 908-272-4054 Факс: 908-272-2836 Электронная почта: [адрес электронной почты защищен]
2. Lakeland Plastics
На втором месте находится Lakeland Plastics. Lakeland Plastics была основана в 1962 году. В компании работает команда ветеранов отрасли и экспертов в области экструзии пластмасс. Если вы дизайнер или инженер, эта компания для вас.Они производят экструдированные пластиковые профили на заказ для множества отраслей, включая торговую арматуру, строительство, охлаждение, освещение и многое другое.
Lakeland Plastics была основана в 1962 году. В компании работает команда ветеранов отрасли и экспертов в области экструзии пластмасс. Если вы дизайнер или инженер, эта компания для вас.Они производят экструдированные пластиковые профили на заказ для множества отраслей, включая торговую арматуру, строительство, охлаждение, освещение и многое другое.
Стремление Lakeland поддерживать высокие стандарты производственного процесса привело к прочной репутации в отрасли экструзии пластмасс.
1550 McCormick Blvd., Mundelein, IL 60060 Телефон : 1-847-680-1550
3. Pexco
Вы не ошибетесь с Pexco.Pexco имеет более чем 50-летний опыт поставки решений из экструдированного пластика на множество рынков, включая более 30 различных сегментов. Они специализируются на производстве пластмасс на заказ. Вооруженная множеством инженеров и специалистов по производству, Pexco может помочь вам в проектировании и конструировании деталей, разработке штампов, обработке и стоимости с жесткими допусками, а также в дополнительном производстве.
За эти годы Pexco выросла и превратилась в одного из лидеров Америки в области дизайна и производства специальных пластиковых изделий.
6470 East Johns Crossing, Suite 430 Johns Creek, GA 30097 Телефон : 1-700-343-4590
4. Keller Plastics
Keller Plastics — не только ведущий производитель экструзионных пластиков. но также ориентированная на клиента компания, ориентированная на инновации и качественные пластиковые профили. Они производят пластиковые профили из АБС, ПВХ, нейлона, поликарбоната и других материалов, создавая все, от стандартных пластиковых экструзионных конструкций до коэкструзий и полых профилей. Они даже предлагают 3D-печать. и бесплатная помощь в проектировании.
41 Union St Manchester, NH 03103 Телефон : (603) 627-7887
5. Polyvisions
Компания Polyvisions Inc. начала свою деятельность в 1986 году по продаже запатентованных специальных полипропиленовых пластмассовых смол и добавок. PolyVisions — экологическая компания, специализирующаяся на предоставлении экологически безопасных пластиковых решений. Они способны обрабатывать широкий спектр термопластичных смол и добавок. Они создали правильную комбинацию материалов, чтобы удовлетворить потребности самых сложных приложений.Если вы ищете компанию, заботящуюся об окружающей среде, PolyVisions для вас!
PolyVisions — экологическая компания, специализирующаяся на предоставлении экологически безопасных пластиковых решений. Они способны обрабатывать широкий спектр термопластичных смол и добавок. Они создали правильную комбинацию материалов, чтобы удовлетворить потребности самых сложных приложений.Если вы ищете компанию, заботящуюся об окружающей среде, PolyVisions для вас!
25 Devco Dr Manchester, PA 17345 (603) Телефон: (717) 266-3031
6. GHS Industries
Обладая более чем 100-летним опытом в области экструзии пластмасс, GHS Industries Компетентный и отличный поставщик B2B пластиковых профилей, труб и пластиковых профилей на заказ в Северном Огайо. Они предлагают широкий выбор пластиковых смол и могут подобрать любые индивидуальные цвета в соответствии со спецификациями вашего клиента.В настоящее время GHS производит широкий ассортимент полых, сплошных профилей, профилей с двумя твердостями и нестандартных профилей.
Они могут помочь вашему бизнесу в производстве как простых профилей, так и более сложных конструкций.
15242 Foltz Industrial Pkwy Strongsville, Огайо 44136 Телефон: 440-238-3009
7. SFR Industries
SFR Industries — компания по производству пластиковых профилей на заказ. Они производят пластиковые экструзии для различных отраслей промышленности, включая торговую арматуру, POP, мебель, строительство и OEM, используя стандартные штампы, начиная от Т-образных профилей, ценовых билетов, каналов для крышек и заканчивая угловыми соединителями, или экструзий пластиковых профилей на заказ для уникальных применений.
SFR Industries может помочь воплотить ваши идеи в жизнь.
652 Tower Drive, Cadott, WI 54727 Телефон: 1-800-369-9410
8. MiddleField Plastics Inc.
Обладая 50-летним опытом, Middlefield Plastics Inc гордится тем, что зарекомендовать себя как специалист по решению проблем, связанных с экструзией пластика. Они специализируются на экструзии пластика на заказ. Благодаря передовому цветовому решению, моделированию САПР, 3D-моделированию и производству они могут работать над различными проектами, такими как садоводство, строительство, электроника, легкая атлетика, телекоммуникации и игрушки.
Благодаря передовому цветовому решению, моделированию САПР, 3D-моделированию и производству они могут работать над различными проектами, такими как садоводство, строительство, электроника, легкая атлетика, телекоммуникации и игрушки.
Для MiddleField Plastics не существует слишком большого или слишком маленького проекта.
15235 Burton Windsor Road Миддлфилд, Огайо 44062 Телефон : 440-834-4638
9. ODM
Алюминиевые профили, алюминиевые отливки, алюминиевые профили на заказ, алюминиевый плоский прокат, обработка металла с ЧПУ , Литье пластмасс под давлением и экструзии пластмасс — вот лишь несколько примеров того, что ODM Metals предоставляет своим клиентам. Это торговая компания B2B, которая обслуживает Флориду, Джорджию, Калифорнию, Северную Каролину, Южную Каролину и другие части Соединенных Штатов.ODM была основана в 2010 году и превратила свою организацию в успешную компанию по производству экструзионных материалов.
Компания Offshore Direct Metals, являющаяся надежным производителем экструзионных изделий, обязательно удовлетворит потребности вашего бизнеса.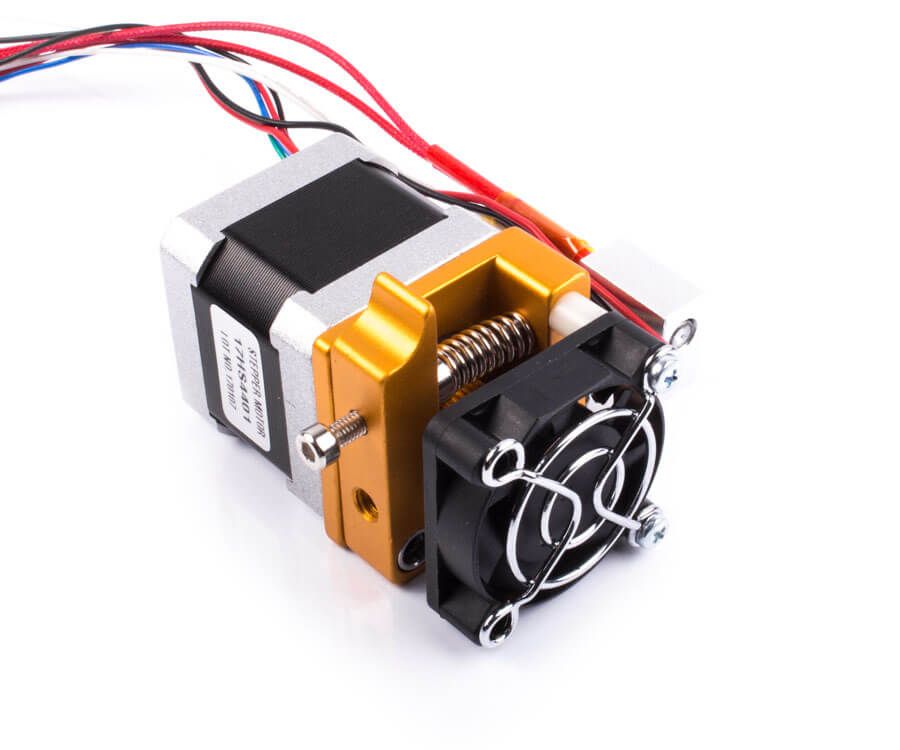
190 Escambia Lane Unit 501 Какао-Бич, Флорида 32931, США Телефон : 1-855-272-3889
10. Intek Plastics
Intek Plastics поставляет инженерные термопластические экструзии, сборные узлы а также дополнительные услуги для производителей оригинального оборудования, которым требуются высокопроизводительные индивидуальные пластиковые решения.Они поставляют точно спроектированные продукты линейной экструзии с учетом требований заказчиков для самых разных производителей оборудования и рынков. Наконец, Intek Plastics понимает важность материалов. Они экструдируют десятки различных термопластов от легких полипропиленов до жестких поликарбонатов и гибких уретанов. Вы можете доверить Intek Plastics удовлетворить потребности вашего бизнеса.
1000 Spiral Boulevard Hastings, MN 55033 Телефон: 651-243-2966
11.Custom Profiles Incorporated
Custom Profiles Incorporated не является универсальным поставщиком, предлагающим небольшие количества типичных готовых товаров. Большинство производимых ими экструдированных деталей зависят от конкретного клиента или отрасли и выпускаются в относительно больших количествах. Большинство продуктов CPI производятся с момента производства до отгрузки, чтобы удовлетворить потребности клиентов в своевременности. Custom Profiles Incorporated понимает, что процесс экструзии пластика иногда может сбивать с толку.Они предоставляют множество полезных видео и ресурсов, чтобы помочь своим клиентам.
Большинство производимых ими экструдированных деталей зависят от конкретного клиента или отрасли и выпускаются в относительно больших количествах. Большинство продуктов CPI производятся с момента производства до отгрузки, чтобы удовлетворить потребности клиентов в своевременности. Custom Profiles Incorporated понимает, что процесс экструзии пластика иногда может сбивать с толку.Они предоставляют множество полезных видео и ресурсов, чтобы помочь своим клиентам.
256 Бенджамин Х. Хилл Доктор С.Е. Фитцджеральд, Джорджия 31750 Телефон: 229-423-2929
12. RPM Industries, LLC
RPM Industries производит пластиковые экструзии под заказ различной ширины и размеров . Они специализируются на производстве сложных форм из экструдированного пластика и труб из жесткого, гибкого и коэкструдированного пластика. Кроме того, RPM Industries предлагает различные второстепенные операции, включая перфорацию, надрез, отверстия, прорези и наложение ленты. Вы можете быть уверены, что RPM Industries использует высококачественные материалы и может эффективно удовлетворить потребности вашего бизнеса. В качестве дополнительного бонуса все их заводы по производству пластмассовых, резиновых и алюминиевых изделий расположены здесь, в Соединенных Штатах Америки.
Вы можете быть уверены, что RPM Industries использует высококачественные материалы и может эффективно удовлетворить потребности вашего бизнеса. В качестве дополнительного бонуса все их заводы по производству пластмассовых, резиновых и алюминиевых изделий расположены здесь, в Соединенных Штатах Америки.
1444 Lowell St Elyria, OH 44035 Телефон: 440-268-8077
13. Crescent Plastics Inc.
С 1949 года Crescent Plastics является ведущим производителем высококачественной продукции для экструзии пластмасс. .Группа инженеров по экструзии термопластов Crescent Plastics является расширением вашей компании и будет работать с вами, чтобы предоставить помощь в проектировании для обеспечения технологичности (DFM), которая обеспечит наиболее экономичный и функциональный дизайн для ваших экструдированных пластиковых изделий. Они приветствуют возможность объединить наш опыт и знания с задачами вашей следующей программы производства экструдированных пластиковых изделий. Как надежный производитель пластиковых экструдированных продуктов, вы можете быть уверены, что Crescent Plastics будет неустанно работать для удовлетворения уникальных потребностей вашего бизнеса.
Как надежный производитель пластиковых экструдированных продуктов, вы можете быть уверены, что Crescent Plastics будет неустанно работать для удовлетворения уникальных потребностей вашего бизнеса.
955 Diamond Avenue Evansville, Indiana 47711 Телефон: 812-428-9305
14. Spiratex
Spiratex является лидером в области экструзии пластика на заказ с 1955 года. компании, они первыми внедрили процесс экструзии для сверхвысокомолекулярного полиэтилена / полиэтилена, установив отраслевые стандарты, которые используются на рынках по всему миру. Если у вас сложный проект, эта компания готова принять вызов. Сложные формы, уникальные размеры — чем сложнее профиль, тем лучше.Они специализируются на разработке индивидуальных решений и индивидуальных работ. Вы можете быть уверены, что Spiratex приложит все усилия для достижения успеха, будь то стандартная деталь или индивидуальный проект.
6333 Cogswell Rd, Romulus, MI 48174 Телефон : 734-992-7229
Поиск лучшего варианта экструзии пластика
В Соединенных Штатах есть сотни компаний по экструзии пластмасс.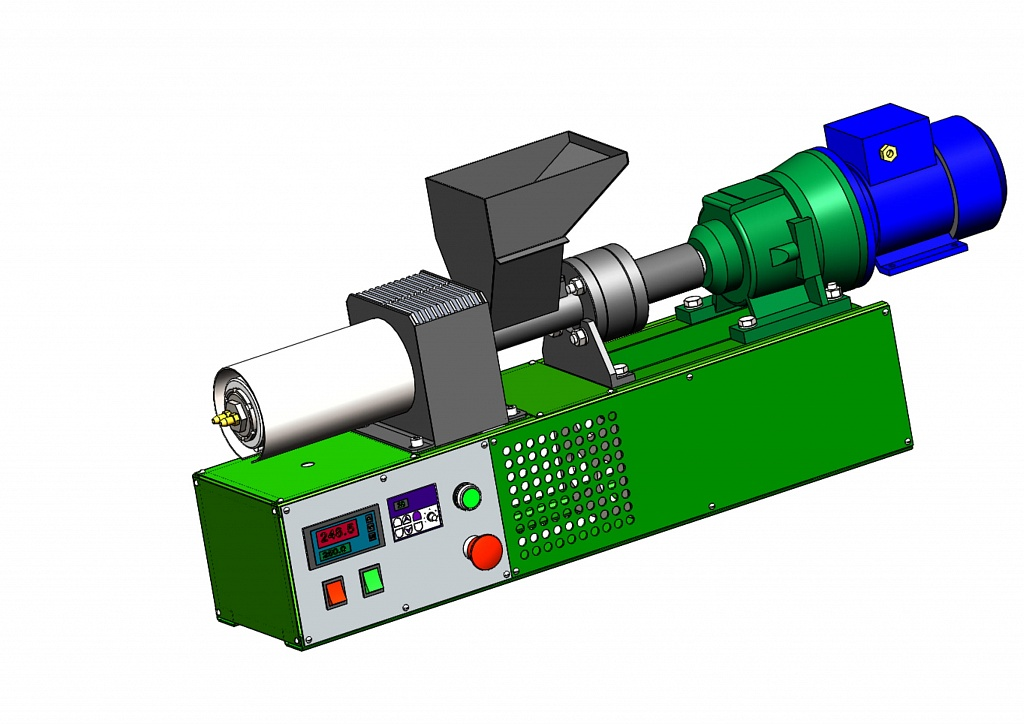 один обслуживает разные рынки и потребности. Мы надеемся, что этот список поможет вам сузить круг вариантов и, что более важно, направит вас к компании, которая наилучшим образом удовлетворит ваши потребности.
один обслуживает разные рынки и потребности. Мы надеемся, что этот список поможет вам сузить круг вариантов и, что более важно, направит вас к компании, которая наилучшим образом удовлетворит ваши потребности.
5 этапов процесса экструзии пластика | Экструзия труб | Пластрейдинг
По окончании изготовления изделия из пластика принимают множество различных форм, но все они начинаются в одном месте и из одного и того же сырья — смолы.
При экструзии пластика шарики смолы расплавляются, фильтруются для получения однородной консистенции, проталкиваются через штамп для получения конечной формы продукта, а затем охлаждаются.
Экструзия пластика используется для производства широкого спектра продуктов, представленных на рынке, от строительных материалов до потребительских товаров и промышленных деталей.Трубы, оконные рамы, электрические кожухи, заборы, кромки и уплотнители — это лишь некоторые из распространенных предметов, изготавливаемых методом экструзии пластика, наряду с тысячами нестандартных профилей.
Сам процесс высокотехнологичен. Однако его можно резюмировать всего за пять шагов.
Шаг 1: Сырье из пластмассы, такое как гранулы, пеллеты или порошок, загружается в бункер, а затем подается в длинную нагреваемую цилиндрическую камеру, называемую экструдером. Он перемещается через эту камеру с помощью вращающегося винта.Некоторые экструдеры могут иметь один или два вращающихся винта.
Шаг 2: Сырье перетекает из бункера вниз через загрузочную горловину на большой вращающийся шнек, работающий в горизонтальном цилиндре.
Шаг 3: Не все материалы имеют одинаковые свойства, поэтому сырье обрабатывается при температуре нагрева, зависящей от типа пропускаемого сырья. В конце нагретой камеры расплавленный пластик проталкивается через небольшое отверстие, называемое матрицей, для формирования формы готового продукта.
Шаг 4: По мере выдавливания пластика из фильеры он подается на конвейерную ленту для охлаждения.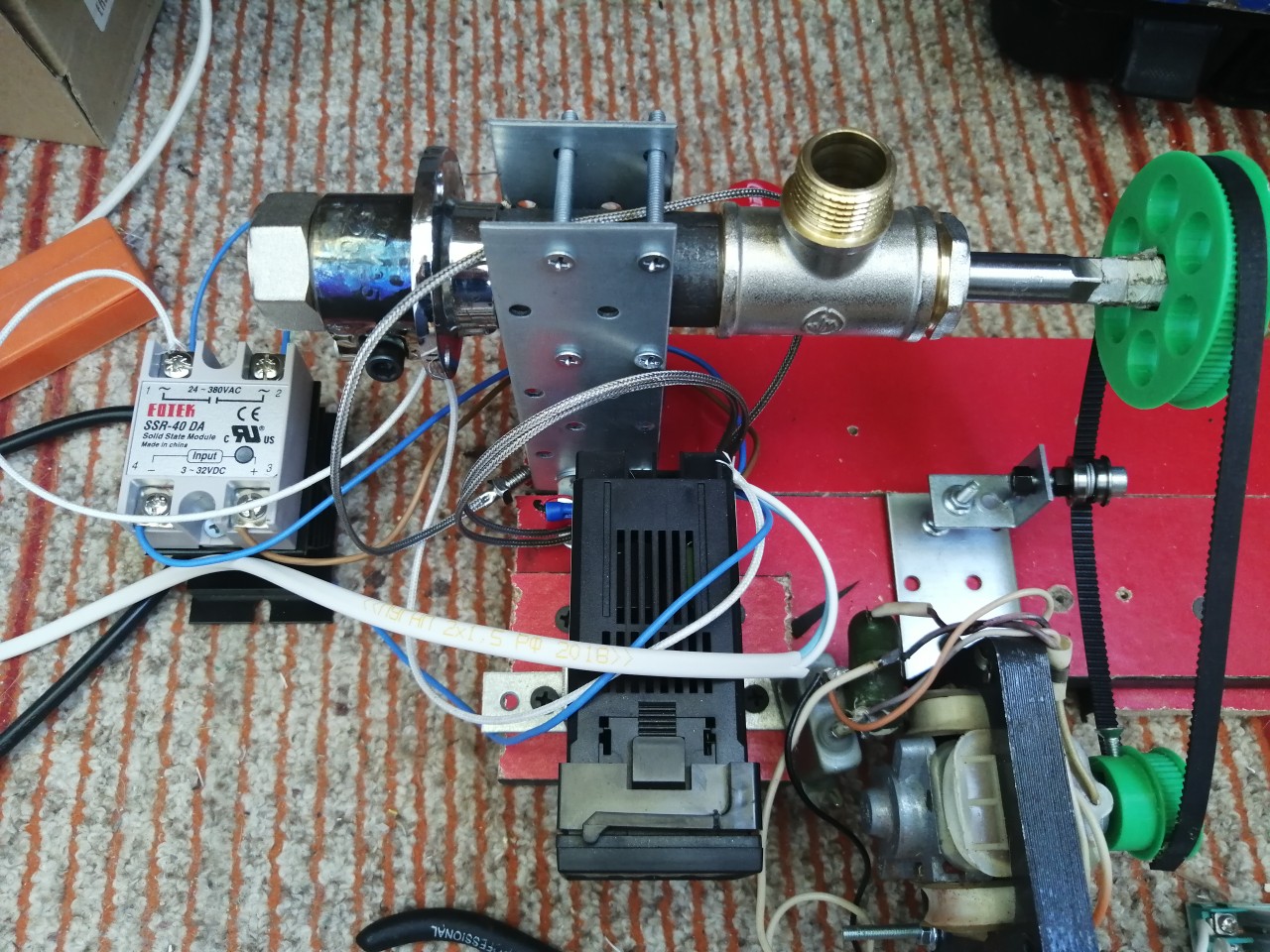 Охлаждение может происходить воздухом или водой. Процесс аналогичен процессу литья под давлением, за исключением того, что расплавленный пластик проталкивается через матрицу, а не в форму.
Охлаждение может происходить воздухом или водой. Процесс аналогичен процессу литья под давлением, за исключением того, что расплавленный пластик проталкивается через матрицу, а не в форму.
Шаг 5: Штамп для индивидуального пластикового профиля сконструирован таким образом, чтобы пластик плавно и равномерно стекал из цилиндрического профиля экструдера в окончательную форму профиля.Последовательность в этом потоке критически важна для получения целостного конечного продукта.
Торговля пластмассами и химикатами вместе с международным партнером KraussMaffei Berstorff поставляет пластики мирового класса, литье под давлением и решения для экструзии .
Винты экструдера для пластика и азотирование
опубликовал
Во вторник, 7 мая 2019 г. в
Блог
в
Блог
Для изготовления различных пластмассовых изделий используются процессы экструзии и литья под давлением.Типичными пластиковыми материалами, подвергаемыми экструзии, являются полиэтилен (PE), полипропилен (PP) и нейлон (полиамиды), и это лишь некоторые из них. Эти пластмассовые материалы часто содержат абразивные компоненты, такие как металлические фрагменты или стекло, армирующие наполнители для повышения прочности и других специфических свойств. Добавки, такие как металл и стекло, вызывают сильный абразивный износ инструментов, используемых для формования пластмасс. Машины или их компоненты, используемые для выполнения таких процессов, подвергаются множеству проблем с производительностью, вызванных не только сильным износом, но также повышенными температурами и коррозией во время их работы [1].
Такие инструменты, особенно шнеки экструдера, подвергаются очень тяжелым условиям работы [1]. Методы обработки поверхности, такие как пламенная и индукционная закалка, могут уменьшить только самые простые проблемы с инструментом, особенно те, которые связаны с легким истиранием [1]. Для уменьшения истирания также используются различные покрытия и наплавленные материалы. Сплавы, используемые для поверхностной сварки шнеков экструдеров, такие как стеллиты (на основе кобальта) и колмоной (на основе никеля), обладают очень хорошими механическими и антикоррозийными свойствами, но они имеют сравнительно слабую адгезию к материалу основного шнека.Точно так же, когда для этой цели используется покрытие, в частности хром, он имеет другие коэффициенты теплового расширения, чем основная сталь, и может отслаиваться от поверхности при повышенных температурах. Покрытия из ПВХ можно успешно использовать для небольших компонентов, но не для длинных винтов или цилиндров, поскольку имеющееся оборудование имеет очень ограниченные возможности по размеру.
Методы обработки поверхности, такие как пламенная и индукционная закалка, могут уменьшить только самые простые проблемы с инструментом, особенно те, которые связаны с легким истиранием [1]. Для уменьшения истирания также используются различные покрытия и наплавленные материалы. Сплавы, используемые для поверхностной сварки шнеков экструдеров, такие как стеллиты (на основе кобальта) и колмоной (на основе никеля), обладают очень хорошими механическими и антикоррозийными свойствами, но они имеют сравнительно слабую адгезию к материалу основного шнека.Точно так же, когда для этой цели используется покрытие, в частности хром, он имеет другие коэффициенты теплового расширения, чем основная сталь, и может отслаиваться от поверхности при повышенных температурах. Покрытия из ПВХ можно успешно использовать для небольших компонентов, но не для длинных винтов или цилиндров, поскольку имеющееся оборудование имеет очень ограниченные возможности по размеру.
Шнеки — самые важные компоненты экструдеров. Серьезные проблемы износа, с которыми сталкиваются шнеки экструдера, можно легко решить с помощью термохимической обработки, такой как ионно-плазменное и газовое азотирование [2-4].Короткие винты можно легко азотировать газом, но винты значительной длины должны быть азотированы ионно / плазменным способом; это легко сделать в высоких вертикальных вакуумных камерах.
Серьезные проблемы износа, с которыми сталкиваются шнеки экструдера, можно легко решить с помощью термохимической обработки, такой как ионно-плазменное и газовое азотирование [2-4].Короткие винты можно легко азотировать газом, но винты значительной длины должны быть азотированы ионно / плазменным способом; это легко сделать в высоких вертикальных вакуумных камерах.
( СВЯЗАННЫЙ БЛОГ: Когда использовать газовое азотирование — 10 советов)
Плазменное / ионное азотирование пластиковых шнеков экструдера
Хотя наиболее распространенными сталями для изготовления шнеков экструдеров являются стали AISI 4140 и 4340, в наиболее тяжелых случаях может потребоваться применение материалов с более высокой способностью азотирования, таких как Nit13M, CPM9V и H-13, для получения более высокой твердости поверхности.Часто длинные объекты обычно имеют определенные поверхности, которые не подвергаются эрозии или требуют дополнительной обработки после азотирования, и поэтому они маскируются и защищаются от обработки. Эффективная маскировка может быть легко достигнута при упрочнении методом ионного / плазменного азотирования. Поверхности, не требующие упрочнения, можно защитить механическими масками, см. Рис. 1.
Эффективная маскировка может быть легко достигнута при упрочнении методом ионного / плазменного азотирования. Поверхности, не требующие упрочнения, можно защитить механическими масками, см. Рис. 1.
Рис. 1. Маскирование неэкструзионных поверхностей шнека экструдера перед плазменным / ионным азотированием.Обратите внимание на сочетание маскировки с краской (красный цвет) и регулировочной шайбой. Изображение любезно предоставлено Advanced Heat Treat Corp. из Монро, штат Мичиган.
После маскирования винты по отдельности переносятся в вертикальные сосуды для азотирования. Сосуды для плазменного / ионного азотирования Advanced Heat Treat Corp. позволяют обрабатывать несколько длинных шнеков одновременно — до 40 футов (более 12 м). Более короткие винты можно обрабатывать в других сосудах.
Процесс проводится в смеси азота и водорода.Детали — это катод, а стенка — анод. Высокое напряжение, приложенное между двумя электродами, генерирует тлеющий разряд и формирует ионы высокой энергии, которые бомбардируют катодные винты, вызывая повышение температуры до 950-1070º F (920-570º C), что приводит к реакции азотирования. Конечная температура обработки зависит от обрабатываемого материала и требований к глубине корпуса.
Конечная температура обработки зависит от обрабатываемого материала и требований к глубине корпуса.
После завершения процесса твердость винтов измеряется портативным тестером с малой нагрузкой, и нагрузка сертифицируется на металлургическую точность путем испытания образца-свидетеля.После завершения осмотра шурупы разгружаются и переносятся в ящики.
Свойства азотированных слоев
Азотированные слои, сформированные в шнеках, содержат нитриды хрома CrN и, следовательно, они термически очень стабильны и могут выдерживать повышенные температуры, используемые в машинах для экструзии / формования пластмасс. Твердость и глубина винтов зависят от материала. Распределение твердости трех типичных сталей, используемых для изготовления шнеков экструдеров, по поперечному сечению контрольных образцов показано на рис.5-7. Как можно заметить, максимальная твердость сталей Nit135M и H-13 превышает эквивалент 70 HRc, и, следовательно, винты из этих материалов могут подвергаться очень жестким абразивным воздействиям. Оборудование, используемое Advanced Heat Treat Corp., позволяет обрабатывать такие длинные винты (или валы, в данном случае), что их приходилось загружать через крышу здания, см. Изображение выше.
Оборудование, используемое Advanced Heat Treat Corp., позволяет обрабатывать такие длинные винты (или валы, в данном случае), что их приходилось загружать через крышу здания, см. Изображение выше.
Профили твердости
Профиль твердостидля ионно-азотированной стали 4140
Профиль твердостистали Nit135M, ионно-азотированной стали
Профиль твердостиионно-азотированной стали H-13
Advanced Heat Treat Corp.является лидером в области азотирования и металлургических решений. Свяжитесь с AHT сегодня и приступайте к следующему проекту!
Запросить ценовое предложение
Список литературы
1. «Материалы для наплавки винтов на износ и коррозионную стойкость», Glycon. Inc. Текумсе, Мичиган, www.glycon.com.
2. Э. Ролински, Т. Дамирги, Г. Шарп, «Плазменное, газовое азотирование и нитроцементация для инженерных компонентов и металлообрабатывающих инструментов», Промышленное отопление, май, 2012. 53-56.
53-56.
3.М. Вудс, Т. Дамирги, Э. Ролински, «Альтернатива хрому для агрессивных сред», Гидравлическое и пневматическое оборудование, 12 марта 2015 г., 3 страницы.
4. Э. Ролински, М. Вудс, «Проектирование поверхности», Промышленное отопление, март, 2019 г., стр. 28-30.
- ионное азотирование
- плазменное азотирование
- пластик
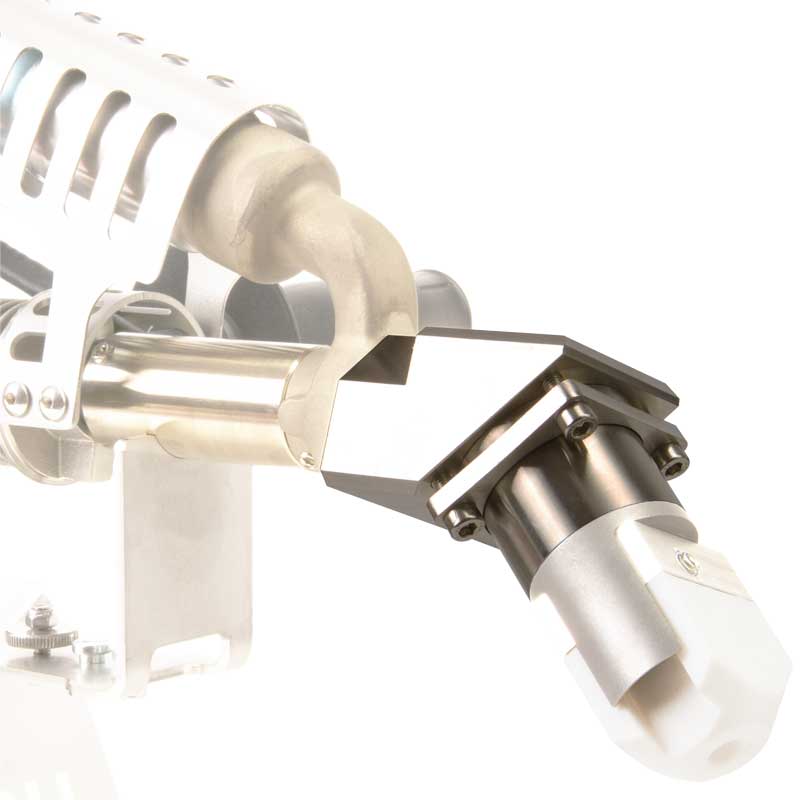
Настольный экструдер для пластика | Маркфоргед
Сменный экструдер для пластика Gen 1
Включает 1 настольный экструдер для пластика
Совместимость с Onyx One (Gen 1), Onyx Pro (Gen 1), Mark Two (Gen 1)
Артикул: A1095-FRU — Нужна помощь? Связаться с нами Оставьте отзыв
Категория: Экструдеры для принтеров.
Теги: Mark Two, Onyx One, Onyx Pro, Desktop Series, Mark Two Standard, Mark Two Professional.
Свяжитесь с нами
Эта форма предназначена для обращения в службу поддержки магазина и кассы.
По вопросам относительно Mark One, пожалуйста, просмотрите наш:
Часто задаваемые вопросы здесь
Заполните запрос Mark One здесь- Имя Первый Последний
- Электронная почта
- Название продукта
- Выберите проблему: *
Вопрос о продуктеПроблема с заказомПроблема оплатыВопрос о доставкеВозврат и возврат
Эта форма предназначена для вопросов, связанных с поддержкой в магазинах и кассах.
По вопросам относительно Mark One, пожалуйста, просмотрите наш:
Часто задаваемые вопросы здесь
Заполните запрос Mark One здесьМы соберем стоимость доставки и информацию, как только ваш Mark One будет готов к отправке.
Хотите знать, отправим ли мы международную доставку? Пожалуйста, прочтите это>
Остались вопросы по доставке? Свяжитесь с нами здесь>
Мы предлагаем 30-дневный ограниченный возврат и обмен.Пожалуйста, ознакомьтесь с Условиями покупки здесь, чтобы ознакомиться с нашей полной политикой.
Проблемы с заказами и оплатой
Расскажите, пожалуйста, о проблемах с оплатой. Не предоставляйте информацию о кредитной карте или банковском счете.
- Сообщение *
Пожалуйста, объясните вашу проблему как можно подробнее.

Оставить отзыв
Введите здесь модальное содержание отзыва.