Схема электрическая точечной сварки
По форме соединения различают два основных способа контактной сварки стыковую и точечную фиг. При стыковой сварке соединение образуется по всей поверхности соприкосновения детален, при точечной соединение осуществляется лишь в отдельных участках сопряжения поверхностей деталей, там, где сосредоточены нагрев и давление. В настоящее время получили распространение и другие способы контактной сварки — поверхностная, роликовая, рельефная, Т-образная, ролико-стыковая. Электрическая контактная сварка появилась сравнительно недавно — в конце прошлого века, и нашей отечественной науке принадлежит здесь ведущее место. В г.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.

Содержание:
- Схема машины (аппарата) контактной сварки
- Как сделать аппарат для точечной сварки своими руками
- Контактная сварка. Виды контактной сварки.
- Сделанная своими руками контактная сварка
- Аппарат для точечной микро-сварки
- Контактная сварка
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Крнтроллер точечной сварки версия 1.4.1
Схема машины (аппарата) контактной сварки
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки.
Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки.
Рассчитать генерируемое тепло можно по формуле:. На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т.
Обычно различают три вида контактной сварки: точечная, многоточечная и сварка непрерывным оплавлением. Классическую точечную сварку часто называют сваркой-сопротивлением. Сварочный ток, проходя через соединенные детали, разогревает их до пластичного состояния, после чего производится осадка — силовое сжатие.
Многоточечная сварка применяется при необходимости термического соединения больших деталей, когда для прочности соединения необходимо сваривать детали в нескольких местах.
При этом электрод, которым производят осадку, непрерывно движется вдоль места будущего соединения. Такой метод часто называют шовной контактной сваркой. В качестве движущего электрода используются ролики. Отдельно стоит отметить микроточечную сварку, незаменимую при ремонте радиотехники, телефонов, микроволновок и прочей бытовой техники. Все аппараты контактной сварки состоят из двух основных функциональных узлов: блок питания, обеспечивающий электрический ток необходимой характеристики и выносные электроды, доставляющие этот ток к месту сварки.
Основой блока питания является силовой сварочный трансформатор, понижающий напряжение со стандартных В до примерно 40 В. Коэффициент трансформации должен быть достаточно большим, чтобы обеспечить большую силу тока. Мощность трансформатора должна быть не менее 1 кВт. Для управления процессом к трансформатору присоединено реле времени.
Это удобно, когда необходимо приварить маленькую деталь внутри большого агрегата. Если соединяемые детали будут небольшими, то электроды можно сделать в виде небольшого настольного станка.
Первым делом необходимо выбрать принципиальную схему будущего аппарата. Достаточно простая и надежная схема изображена на рис. В качестве силового трансформатора используется высоковольтный трансформатор из старой микроволновой печи. Его можно заменить на ЛАТР лабораторный автотрансформатор , но в этом случае необходимо оценить его мощность.
Основная схема аппарата практически не изменится. Однако главная деталь из микроволновки более доступна и имеет достаточную мощность.
Необходимо помнить, что этот трансформатор повышающий, поэтому его вторичная обмотка по количеству витков больше первичной. Для нашего аппарата потребуется именно первичная обмотка.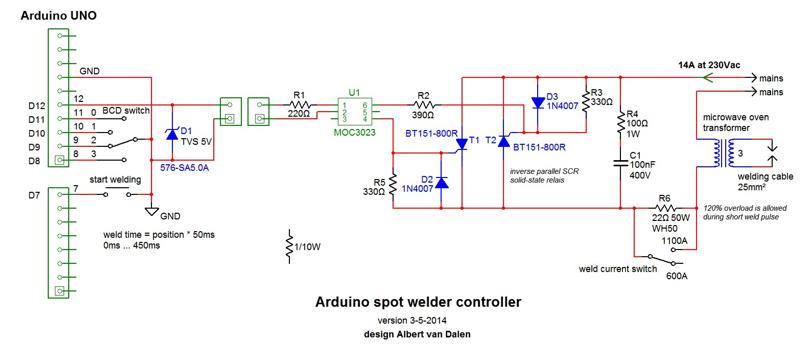 Вторичную необходимо аккуратно срезать, сделать это можно с помощью ножовки или стамески. Если в трансформаторе есть ограничивающие ток шунты, то их также удаляют. После этого наматывают новую вторичную обмотку. Чтобы ток после трансформатора был более А для новой обмотки необходим толстый медный провод диаметром не менее 1 см площадь сечения кв.
Вторичную необходимо аккуратно срезать, сделать это можно с помощью ножовки или стамески. Если в трансформаторе есть ограничивающие ток шунты, то их также удаляют. После этого наматывают новую вторичную обмотку. Чтобы ток после трансформатора был более А для новой обмотки необходим толстый медный провод диаметром не менее 1 см площадь сечения кв.
Можно использовать пучок проводов меньшего диаметра. Необходимо сделать витка вторичной обмотки, стараясь общую длину провода сделать наименьшей. Увеличение числа витков ведет к увеличению мощности аппарата. Необходимо помнить, что мощность устройства должна быть ограничена параметрами вашей электросети — слишком большая мощность вызовет падение напряжения и жалобы соседей. Внешний вид переделанного из микроволновки сварочного трансформатора показан на рис.
Монтаж остальных деталей принципиальной схемы осуществляется на прочной диэлектрической основе и располагается в одном корпусе с силовым трансформатором. При возможности в него можно поместить вентилятор для охлаждения установки во время работы. Электроды изготавливают из толстого медного прута. Желательно, чтобы его толщина была соразмерна с сечением провода вторичной обмотки, с концами которой электроды должны быть надежно соединены. Поскольку концы электродов во время работы оплавляются, то их необходимо периодически подтачивать, а со временем и вовсе заменять на новые.
Электроды изготавливают из толстого медного прута. Желательно, чтобы его толщина была соразмерна с сечением провода вторичной обмотки, с концами которой электроды должны быть надежно соединены. Поскольку концы электродов во время работы оплавляются, то их необходимо периодически подтачивать, а со временем и вовсе заменять на новые.
Соединение провода с электродом необходимо спаять, чтобы предотвратить снижение мощности из-за окисления контактов. Крепятся электроды обычно в виде сварочного пистолета. Из текстолита или схожего материала вырезаются накладки переходника. Обычно их размеры соответствуют размерам своей руки. К этим накладкам надежно контровочными винтами фиксируются провода и электроды, рукоятки обматываются изоляционной лентой.
Большое значение при производстве контактной сварки имеет сила сжатия между электродами, поэтому рычаг с верхним электродом желательно делать подлиннее, а основание — помассивнее. Правильно собранный аппарат контактной сварки своими руками начинает работать сразу. Необходимо испытать собранную схему, при необходимости подрегулировать длительность импульса резистором.
Необходимо испытать собранную схему, при необходимости подрегулировать длительность импульса резистором.
Самодельная контактная сварка в вашем распоряжении. Во избежание искрения включайте и выключайте аппарат только при сжатых электродах. Не забывайте о диэлектрических перчатках и защитных очках. У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата.
Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских. Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей.
Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования.
Напряжение в силовой сварочной цепи должно быть низким — от 1 до 10 вольт, время сварки составляет от 0,01 до секунд. Работы проводятся при высоком токе сварочного импульса — от А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения кг. Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений.
Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса.
У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток. Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт.
Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения. Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм.
Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры.
Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры.
Сварочные аппараты работают от сети переменного тока, напряжением вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет вольт.
Максимальное значение импульсного сварочного тока — до ампер. На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель АВ1 , с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи. Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом.
Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них. Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа.
Как сделать аппарат для точечной сварки своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Выход из такой ситуации — контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы. Данный тип сварки относится к контактным термомеханическим. Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование. Производственный аппарат точечной сварки такой как показан на фото способен в течение минуты совершить до операций. Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы.
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы.
Модуль таймера для точечной сварки своими руками В статье об которые используют электрическую энергию в течение долгого времени.
Контактная сварка. Виды контактной сварки.
Connexion :. Accueil Contact. Blog gratuit. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов сварных точек в минуту. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Подвесные машины контактной точечной сварки могут оснащаться пистолетами. Электрическая схема таких машин точечной сварки аналогична схемам традиционных стационарных сварочных аппаратов. Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Контактная сварка сварка непрерывным оплавлением. Машины контактной точечной сварки точечные машины Темы: Контактная сварка , Сварочное оборудование, Схема сварочного
Сделанная своими руками контактная сварка
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:.
Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:.
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской.
Аппарат для точечной микро-сварки
Схема процесса точечной сварки: 1—свариваемые заготовки;2—электроды;3—механизм сжатия;4—сварочный трансформатор; 5—переключатель ступеней;6—педаль управления. Точечная сварка характеризуется тем, что заготовки, помешенные между электродами машины, нагреваются электрическим током и свариваются под давлением. Процесс точечной сварки может быть разделен на следующие периоды: 1 сжатие свариваемых заготовок; 2 пропускание электрического тока через заготовки; 3 выключение тока; 4 снятие давления. Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Точечная сварка благодаря высокой экономичности и производительности широко применяется в производстве, вытесняя клепку, а также малопроизводительные способы сварки.
Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Точечная сварка благодаря высокой экономичности и производительности широко применяется в производстве, вытесняя клепку, а также малопроизводительные способы сварки.
Контактная сварка
Самодельная точечная сварка Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса — с использованием реле времени или вручную с помощью выключателя. Самодельный аппарат точечной сварки. Это значит, что при токе А на плохо выполненных соединениях и тонких проводах теряется примерно в раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи. Микроволновая печь. Повышающий трансформатор микроволновки. На выходе таких трансформаторов до В на магнетрон подается напряжение удвоенное удвоителем , поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.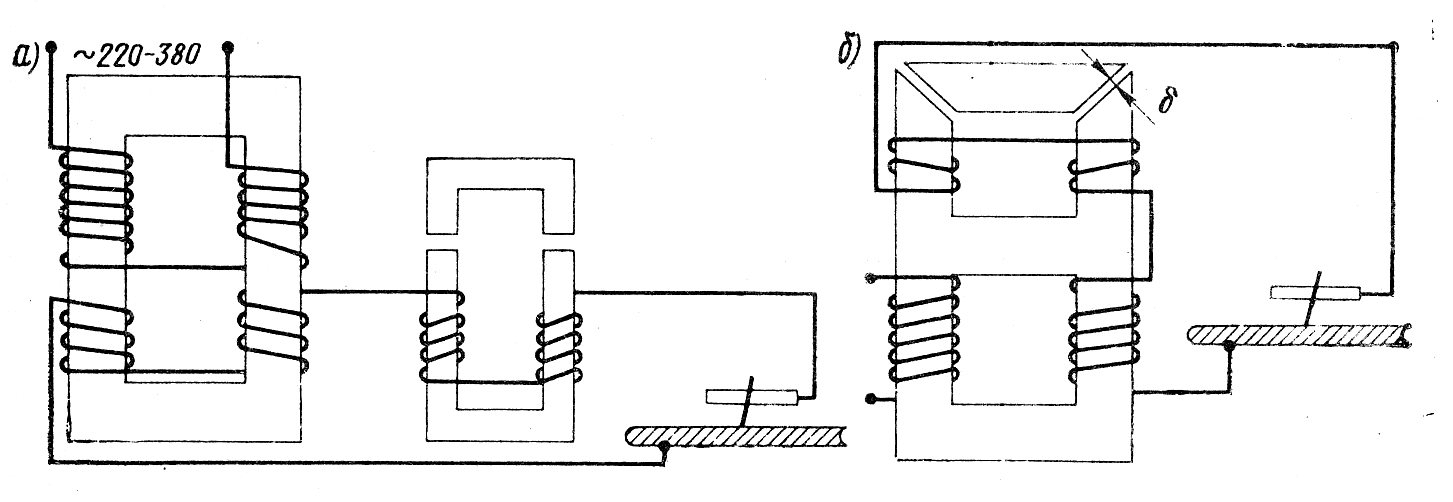
Изготовление точечной сварки из микроволновки своими руками. Схема работы точеной сварки и схема сварочного аппарата . этого значения спровоцирует перебои в работе электрической сети не только в вашем доме , но и.
Контактная электрическая сварка — это процесс получения неразъемного соединения в результате нагрева металлических деталей протекающим по ним электрическим током, который предусматривает сжатие деталей с последующим расплавлением зоны сварки и охлаждением. Установки для контактной сварки имеют две основные части: электрическую и механическую. Электрическая часть состоит из сварочного трансформатора специальной конструкции, токопроводящих частей и устройств для коммутации сварочного тока. Механическая часть установки является устройством для импульсного сжатия деталей во время прохождения импульса электрического тока.
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом — несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта. Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских. Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:. Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки , как на видео.
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских. Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:. Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки , как на видео.
Преимущество точечной сварки неоспоримо при выполнении сварочных работ с деталями, имеющими малые размеры.
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0, Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Электрическая принципиальная схема: Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором обмотка III и лампу h2 подсветки места сварки обмотка II. При замыкании контактов выключателя S1 «Вкл.
При замыкании контактов выключателя S1 «Вкл.
Сварка собственными руками в этом случае значит не производственная технология работ по сварке, а рукодельное оборудование для дуговые сварки. Рабочие способности покупаются производственной практикой. Несомненно, перед тем как идти в мастерскую, важно понять теоретический курс.
Электрическая контактная сварка | Учебные материалы
Контактная сварка является разновидностью сварки давлением, при которых высококонцентрированный местный нагрев металла до пластического состояния осуществляется теплом, выделяемым при прохождении электрического тока от одной свариваемой детали к другой перпендикулярно поверхности их соприкасания.
Местом максимальной концентрации нагрева в этом случае является электрический контакт деталей. К контактной сварке относят стыковую, точечную и роликовую (или шовную). Схемы контактной сварки приведена на рисунке 3.10.
Рисунок 3.10 – Схемы контактной сварки:
а – стыковой:1 – заготовки, 2 – неподвижный токоподвод, 3 – подвижный токоподвод, 4 – сварочный трансформатор;
б – точечной: 1 – заготовки, 2 – неподвижный электрод, 3 – подвижный электрод, 4 – трансформатор;
в – шовной: 1 – заготовки, 2 – неподвижный ролик-электрод, 3 – подвижный ролик-электрод, 4 – трансформатор
Для этого зажим 3 установлен на подвижной плите, перемещающейся в направляющих станины. Зажим 2 укреплен на неподвижной плите. Вторичная обмотка сварочного трансформатора соединена с зажимами (электродами) машины гибкими шинами.
Зажим 2 укреплен на неподвижной плите. Вторичная обмотка сварочного трансформатора соединена с зажимами (электродами) машины гибкими шинами.
Питание трансформатора 4 Тр осуществляется от сети переменного тока через включающее устройство. Перемещение плиты и сжатие свариваемых деталей осуществляется механизмом осадки Р. После нагрева поверхностей до пластического состояния производят осадку на необходимую величину и одновременно выключают ток. Важное значение имеет точность и плотность прилегания свариваемых поверхностей.
Отклонения размеров по диаметру для круглых стержней должно быть менее 2%, а для прямоугольных сечений разница в размерах допускается менее 1,5%. Свариваемые торцы деталей подвергают тщательной механической или химической очистке. Должны быть для надежного контакта хорошо очищены также и поверхности соприкосновения деталей с зажимным устройством стыковой машины.
При сварке непрерывным сплавлением установленные в зажимах машин детали равномерно сближают при включенном напряжении во вторичной цепи.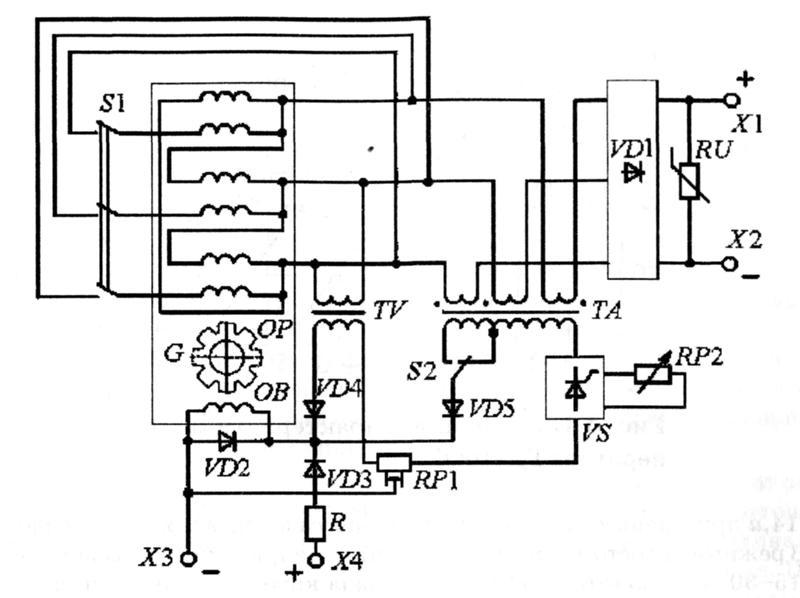 Соприкосновение происходит вначале по небольшим площадкам, через которые проходит ток высокой плотности. После достижения равномерного оплавления всей поверхности стыка производят осадку. Различают также сварку прерывистым оплавлением, когда зажатые заготовки сближают под током и приводят неоднократно в кратковременное соприкосновение (замыкание) до полного оплавления всего сечения.
Соприкосновение происходит вначале по небольшим площадкам, через которые проходит ток высокой плотности. После достижения равномерного оплавления всей поверхности стыка производят осадку. Различают также сварку прерывистым оплавлением, когда зажатые заготовки сближают под током и приводят неоднократно в кратковременное соприкосновение (замыкание) до полного оплавления всего сечения.
Метод оплавления имеет ряд преимуществ перед сваркой сопротивлением основные из которых следующие: поверхность стыка не требует особой подготовки; можно сваривать заготовки с сечением сложной формы и сильно развитым периметром, а также заготовки с различными сечениями; свариваются разнородные металлы (быстрорежущая и углеродистая сталь, медь и алюминий и т.п.). Недостатком сварки оплавлением является то, что увеличивается расход металла.
Количество выделяемой теплоты определяется выражением
Дж
где J – величина тока, А;
R – сопротивление участка цепи в месте контакта деталей, Ом;
t – продолжительность действия тока, с.
Различают два режима процесса сварки: жесткий и мягкий. При жестком режиме применяют большой ток и давление, но малой продолжительностью включения тока. Мягкий режим, наоборот, характеризуется небольшим током и давлением, однако продолжительность процесса увеличивается и происходит постепенный нагрев свариваемых элементов. Мягкий режим обычно применяют при сварке на машинах с педальным приводом механизма сжатия.
Электрические параметры процесса сварки определяются в зависимости от материала свариваемых элементов. Так, плотность тока принимается для малоуглеродистых сталей в пределах 20-60 А/мм2, для цветных металлов и сплавов – от 60 до 150 А/мм2. Напряжение холостого хода составляет от 1,5 до 3 В.
Давление осадки при сварке определяется исходя из величины удельного давления и площади сечения контакта. На автоматических машинах удельное давление осадки при сварке малоуглеродистых сталей составляет 4-6 кг/мм2 (40-60 МПа), а при неавтоматических машинах 3-4 кг/мм2 (30-40 МПа).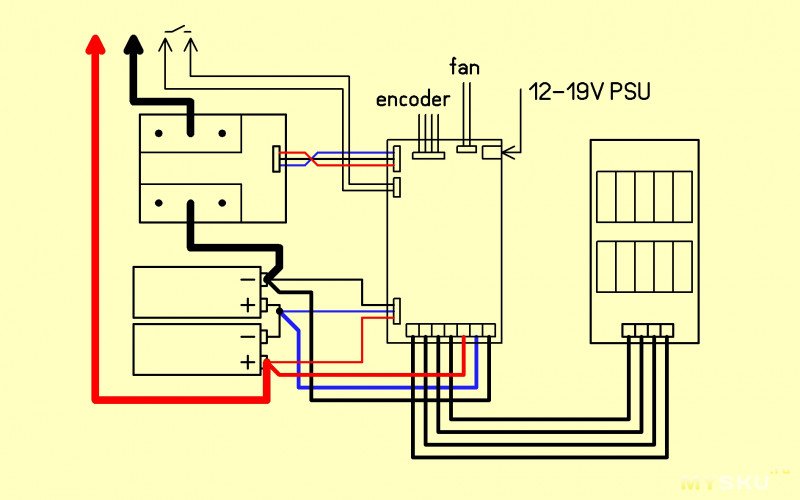
Контактная сварка выполняется на специальных машинах, состоящих из двух основных частей: электрической и механической.
Электрическая часть машины состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или прерывателя) тока первичной цепи трансформатора и токопроводящих устройств.
Трансформаторы для контактной сварки применяются понижающие однофазные с первичным напряжением 220 или 380 В и вторичным напряжением 1-16 В. Первичная многовитковая обмотка разделена на секции, что позволяет с помощью регулятора (или переключателя) изменять величину напряжений во вторичной обмотке трансформатора.
Вторичная обмотка машин малой мощности состоит из отдельных гибких полос меди, охлаждаемых воздухом. У машин большой мощности вторичная обмотка изготовлена из пустотелых медных витков, охлаждаемых проточной водой.
Наиболее распространенными изделиями, изготовляемыми стыковой сваркой, являются элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетонная арматура. Сваркой сопротивлением можно сваривать низкоуглеродистые, низколегированные конструкционные стали, алюминиевые и медные сплавы.
Сваркой сопротивлением можно сваривать низкоуглеродистые, низколегированные конструкционные стали, алюминиевые и медные сплавы.
Точечная сварка >
Теория по ТКМ >
Электрическая схема сварочного агрегата
Использование: изобретение относится к области электрооборудования сварочных агрегатов и может быть реализовано в конструкциях полуавтоматических сварочных агрегатов, используемых для контактной сварки деталей. Сущность изобретения: схема содержит автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор и контактор пневмоклапана, а также предохранитель и педаль включения. Регулятор времени выполнен на базе логических микросхем. Контакторы выполнены на базе тиристоров. 5 з.п. ф-лы, 4 ил.
Изобретение относится к области электрооборудования сварочных агрегатов и может быть использовано в конструкциях полуавтоматических сварочных агрегатов, используемых для контактной сварки деталей, преимущественно из низкоуглеродистой стали.
Известные электрические схемы (см. например, техническое описание к сварочным агрегатам МТ-1610 и М-2510, стр. 10-11), содержит, как, правило, такие узлы как автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор ингнитронный, контактор пневматического клапана, предохранитель и педаль включения, причем автоматический выключатель посредством переключателя ступеней соединен со сварочным трансформатором, а посредством регулятора времени с контакторами и педалью включения. Предохранитель подключен к автоматическому выключателю.
Недостатками известной схемы следует признать низкую надежность, низкую точность установки времени технологического цикла сварки, низкие надежность и электробезопасность сварки, связанные с необходимостью подвода охлаждающей воды для игнитронов, наличие ртутного катода в игнитронах, а также наличием системы реле в регуляторе времени и контакторах.
Технической задачей, на решение которой направлено настоящее изобретение, является разработка усовершенствованной электрической схемы полуавтоматического сварочного агрегата.
Техническим эффектом от внедрения настоящего изобретения является разработка высоконадежной и безопасной схемы, позволяющей с высокой точностью усовершенствовать интервалы времени технологического цикла.
Вышеуказанный технический эффект достигается тем, что вместо игнитронного контактора использован контактор на не менее двух встречно параллельно включенных тиристоров, контактор пневмоклапана также выполнен на тиристорах, регулятор времени выполнен на базе логических микросхем и усилителя.
Преимущественно контактор выполнен на базе двух встречно параллельно включенных тиристоров, регулятор времени на базе семи логических микросхем, подключенных к транзисторному усилителю, контактор пневмоклапана на базе маломощного тиристора.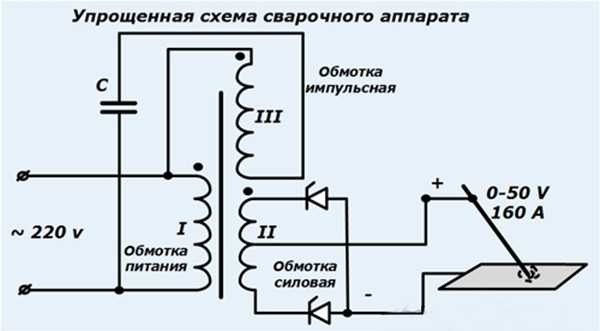
Заявитель отмечает, что хотя использование вышеуказанных вариантов на сегодняшний день действительно является предпочтительным, однако существует много вариантов другого исполнения указанных узлов. Преимущественно на выходе каждой микросхемы, тиристора и транзистора подключен контролирующий вывод, который может быть присоединен к отдельному выходу, в частности светодиоду или к колодке разъема.
Заявитель отмечает, что вышеуказанный технический эффект достигается только при использовании всей совокупности существенных признаков, введенных заявителем в независимый пункт формулы изобретения. Признаки, введенные заявителем в зависимые пункты формулы изобретения, развивают и уточняют признаки в независимом пункте формулы изобретения.
Изобретение отличается от ближайшего аналога тем, что: а/ контактор выполнен на базе не менее двух встречно параллельно включенных тиристоров; б/ контактор пневмоклапана выполнен на базе тиристора; в/ регулятор времени выполнен на базе сборки логических микросхем усилителя.
Изобретение иллюстрировано графическим материалом, где на фиг. 1 приведена структурная схема сварочного агрегата, на фиг.2 структурная схема регулятора времени, на фиг.3 принципиальная электрическая схема контактора, на фиг.4 принципиальная электрическая схема контактора пневмоклапана. Заявителем использованы следующие обозначения: фиг.1 показаны: 1 автоматический выключатель, 2 тиристорный контактор, 3 переключатель ступеней, 4 сварочный трансформатор, 5 блок питания, 6 реле времени,
7 контактор пневмоклапана,
8 обмотка пневмоклапана,
9 пусковая педаль,
10 электроды;
фиг.2 показаны:
10 пусковое устройство,
11 электронное реле времени сжатия,
12 электронное реле времени сварки,
13 электронное реле времени проковки,
14 задающий генератор,
15 триггер,
16 схема управления усилителя,
17 усилитель мощности тиристорного контактора,
18 усилитель мощности контактора пневмоклапана;
фиг. 3 показаны:
19 диоды,
20 резисторы,
21 тиристоры,
22 импульсный трансформатор;
фиг. 4 показаны:
4 показаны:
23 диоды;
24 резистор;
25 тиристор,
26 импульсный трансформатор.
Регулятор времени выполнен на логических микросхемах серий 15 155, 555, 218 и транзисторах серий КТ 315, КТ 807, контактор выполнен на тиристорах типа Т 320, Т 630. Контактор пневмоклапана выполнен на тиристоре типа КУ 208. Контрольные вывода могут быть подсоединены к светодиоду (ам) типа АЛ 307.
Заявленная электрическая схема работает следующим образом: фиг. 1 после включения автоматического выключателя /1/ сетевое напряжение 380 В подается на тиристорный контактор 2, блок питания 5. Схемное решение электронного реле времени 6 позволяет установить все электронные реле времени (фиг.2 п.11, 12, 13) в нулевое положение. Сварочный агрегат готов к работе. Оператор ручками управления на электронном реле времени 6 устанавливает заданный режим сварки согласно технологической карты (величины времени сжатия, сварки, проковки, а переключателем ступеней 3 максимальный ток сварки).
После нажатия пусковой педали 9 запускается электронное реле времени 6, которое обеспечивает управление тиристорным контактором 2 и контактором пневмоклапана 7, согласно заданному режиму сварки.
После окончания цикла сварки система возвращается в исходное состояние. Диапазон регулирования электронного реле времени выбран согласно паспортным данным для используемых станков.
Рассмотрим работу электронного реле времени 6 на фиг. 2: после нажатия педали пусковой (фиг. 1 п. 9) срабатывает пусковое устройство 10, которое запускает электронное реле времени сжатия 11 и триггер 15. Сигнал от триггера 15 поступает в схему управления усилителями 17 и далее на усилитель мощности 18, тем самым включается пневмоклапан. Время сжатия будет определяться уставкой для электронного реле времени сжатия 11. После отрабатывания электронного реле времени сжатия 11 запускается электронное реле времени сварки 12 и после его срабатывания сигнал поступает в схему управления усилителя 17, далее на усилитель мощности 18, тем самым включается тиристорный контактор, подающий питание на сварочный трансформатор (фиг. 1 п. 4). Время сварки будет определяться уставкой для электронного реле времени сварки 12. После отрабатывания электронного реле времени сварки 12 тиристорный контактор выключается и запускается электронное реле времени проковки 13, после отрабатывания которого выключается пневмоклапан и подается команда возврата системы в начальное состояние. Тиристорный контактор (фиг. 3) и контактор пневмоклапана (фиг. 4) управляются импульсным напряжением частотой f и значениями, определяемыми типом выбранных тиристоров.
1 п. 4). Время сварки будет определяться уставкой для электронного реле времени сварки 12. После отрабатывания электронного реле времени сварки 12 тиристорный контактор выключается и запускается электронное реле времени проковки 13, после отрабатывания которого выключается пневмоклапан и подается команда возврата системы в начальное состояние. Тиристорный контактор (фиг. 3) и контактор пневмоклапана (фиг. 4) управляются импульсным напряжением частотой f и значениями, определяемыми типом выбранных тиристоров.
Использование данной электросхемы позволяет исключить все релейные контакты как слаботочные, так и силовые; игнитрон, требующий охлаждения водой; релейное пусковое устройство к игнитрону; предварительную тренировку перед установкой, подготовки к работе (не менее 30 минут).
Улучшить качество и уменьшить время сварки за счет включения тиристора при меньшем напряжении чем у игнитрона и стабильности включения тиристора. Высокая стабильность работы электронного реле времени и повышение надежности его работы, а также повышение производительности станка за счет уменьшения времени сварки при хорошем качестве, выведение контрольных точек позволяет вести диагностику работоспособности всей системы, вплоть до выявления вышедшего из строя элемента без применения спецаппаратуры, что облегчает обслуживание агрегата. Обеспечивает электробезопасную работу, так как цепи управления гальванически развязаны от силовых цепей; быструю готовность агрегата к работе сразу после включения автоматического выключения.
Высокая стабильность работы электронного реле времени и повышение надежности его работы, а также повышение производительности станка за счет уменьшения времени сварки при хорошем качестве, выведение контрольных точек позволяет вести диагностику работоспособности всей системы, вплоть до выявления вышедшего из строя элемента без применения спецаппаратуры, что облегчает обслуживание агрегата. Обеспечивает электробезопасную работу, так как цепи управления гальванически развязаны от силовых цепей; быструю готовность агрегата к работе сразу после включения автоматического выключения.
Применение простых и дешевых элементов электросхемы упрощает обслуживание сварочного агрегата.
Формула изобретения
1. Электрическая схема сварочного агрегата, содержащая автоматический выключатель, переключатель ступеней напряжения, сварочный трансформатор, регулятор времени, контактор переключателя ступеней напряжения, контактор пневмоклапана и педаль, причем автоматический выключатель через контактор переключателя ступеней напряжения и переключатель ступеней напряжения соединен с сварочным трансформатором, входы регулятора времени соединены с автоматическим выключателем и педалью, а выходы с контактором переключателя ступеней напряжения и контактором пневмоклапана, отличающаяся тем, что регулятор времени содержит усилители и выполнен на логических микросхемах, контактор переключателя ступеней напряжения содержит не менее двух встречно-параллельно соединенных тиристоров, контактор пневмоклапана содержит один тиристор.
2. Схема по п.1, отличающаяся тем, что контактор переключателя ступеней напряжения содержит два встречно-параллельно включенных тиристора.
3. Схема по п.1, отличающаяся тем, что контактор пневмоклапана содержит маломощный тиристор.
4. Схема по п.1, отличающаяся тем, что регулятор времени содержит семь логических микросхем, усилители мощности тиристорного контактора и контактора пневмоклапана, причем входы усилителей подсоединены к выходам одной из микросхем.
5. Схема по любому из пп.2 4, отличающаяся тем, что на выходе микросхем и тиристоров выполнено подсоединение контрольных выводов.
6. Схема по п.5, отличающаяся тем, что контрольные выводы подсоединены к общему разъему.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3
Электрические цепи основных типов контактных машин — Инструмент, проверенный временем
Каждая машина для контактной сварки имеет электрическую силовую часть, в которой электрическая энергия сети преобразуется в требуемый вид (по силе, форме и продолжительности).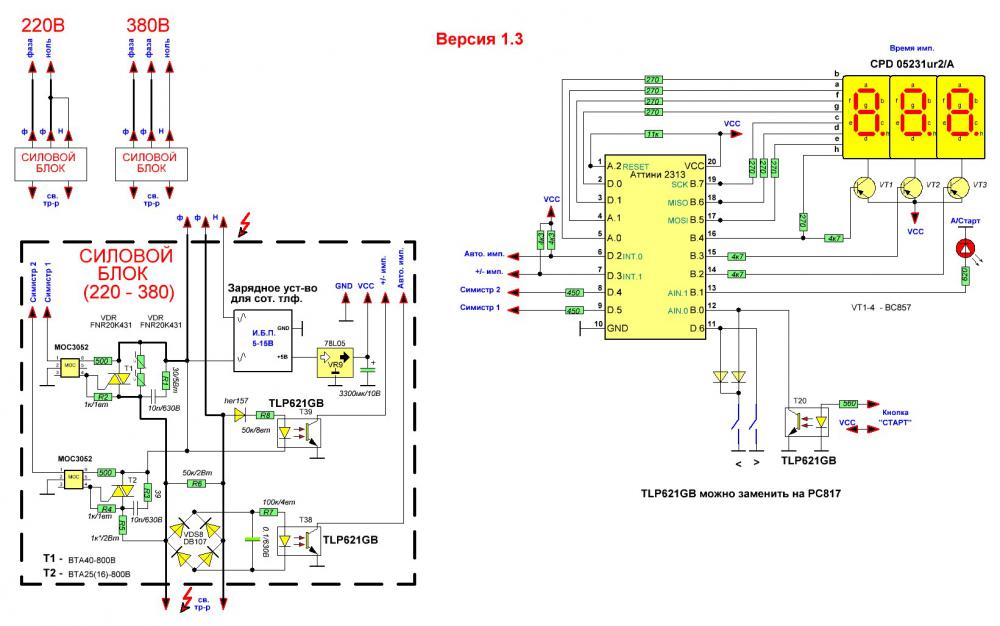
Породу питания, преобразования или аккумулирования энергии различают следующие основные типы машин: однофазные переменного тока, трехфазные низкочастотные, постоянного тока (с выпрямлением тока во вторичном контуре) и конденсаторные.
Необходимое значение и форму сварочного тока ics, протекающего через детали, получают путем преобразования или аккумулирования электрической энергии сети промышленной частоты 50 Гц, напряжением 380 В (или 220 В в машинах с наибольшей мощностью короткого замыкания менее 60 кВА) с помощью сварочных трансформаторов, выпрямителей или аккумуляторов энергии. Для подвода сварочного тока к деталям служит вторичный контур.
Сварочный трансформатор, предназначенный для получения больших токов (до 300 А) при пониженном (0,2-25 В) напряжении, включается в сеть или к аккумулятору энергии контактором; в низкочастотных машинах трансформатор подключается к трехфазному или шестифазному выпрямителю.
Вторичное напряжение (сварочный ток) регулируют путем изменения коэффициента трансформации трансформатора (ступенчатое регулирование) с помощью секционного переключателя ступеней, или путем фазового регулирования (плавное регулирование), или тем и другим (смешанное регулирование).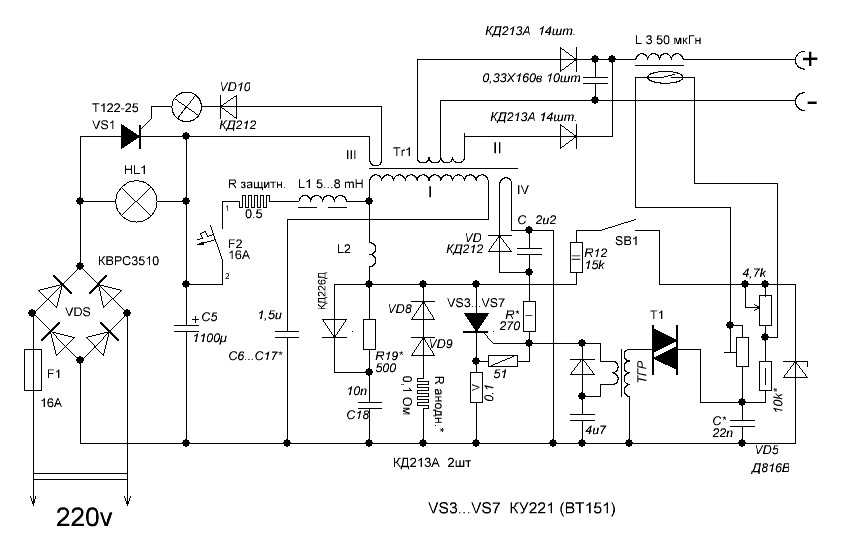 У.
У.
Мгновенное значение напряжениям, и тока /, = і’св (/’к —приведенный строчный ток) в установившемся режиме имеют синусоидальную форму (рис.3.14, б). Так как машина контактной сварки представляет собой для источника энергии активно-индуктивную нагрузку, ток ісв отстает от напряжения и, по фазе на угол ф.
Сила сварочного тока/св определяется по выражению (3.5).
Значение /с< можно изменять ступенчато переключателем ПС. При наличии в А Умашивы фазорегулирования обеспечивается плавное регулирование Ict за счет изменения угла а включения контактора К. Изменяя угол а при протекании сварочного тока, получают импульсы с плавным изменением амплитуды (рис. 3.14, в).
машина
а) электрическая схема;
б) временные диаграммы напряжения й тока;
в) форма импульса сварочного тока при модулировании
Преимущества данной схемы: простота преобразования энергии сети и широкие возможности регулирования длительности и значения сварочного тока. К недостаткам относят неравномерную загрузку фаз силовой сети, большие импульсы тока ирц включении машины большой мощности, низкий коэффициент мощности (cos ф). чередуется коммутатором полярности КП (рис.3.15 ,а), который срабатывает во время пауз между сварками. В мощных шовных машинах, а также в точечной машине МТН-6301 полярность напряжения изменяется поочередным включением двух отдельных выпрямителей, включенных на выходе встречно-параллельно.
чередуется коммутатором полярности КП (рис.3.15 ,а), который срабатывает во время пауз между сварками. В мощных шовных машинах, а также в точечной машине МТН-6301 полярность напряжения изменяется поочередным включением двух отдельных выпрямителей, включенных на выходе встречно-параллельно.
Максимальная продолжительность гтах включения выпрямителя ограничивают 0,2-0,4 с.
Практически токи г, и ісе есть токи переходного процесса, возникающие при включении и выключении выпрямителя, изменяющиеся по экспоненциальному закону и имеющие плавное нарастание и спад. Для предотвращения переходных процессов между трансформатором и выпрямителем во время его выключения служит вентиль Вш (рис.3.! 5, а), включенный таким образом, что он открывается после изменения полярности напряже-. ния Ud, благодаря чему токи t, и its быстро спадают до нуля.
В некоторых случаях, например, в машине МТН-6301 и шовных машинах, ддя ускорения спада тока выпрямитель переводят в инверторный режим, при котором напряжение Vd па первичной обмотке трансформатора изменяет свой знак, и энергия, накопленная в сварочной машине, частично возвращается в сеть.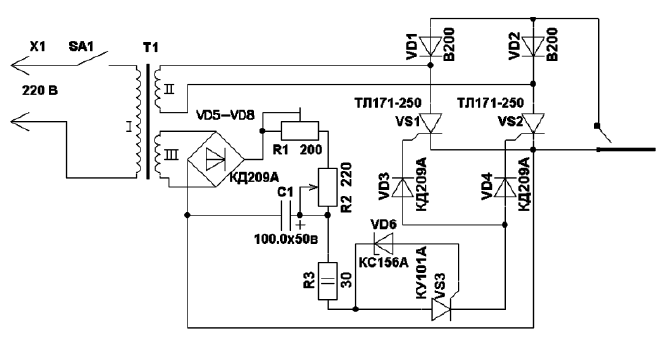
Рис. 3.15. Трехфазная низкочастотная машина: а) электрическая схема; б) упрощенная схема замещения; в) временные диаграммы напряжения Ud и токов /, и ia |
Быстрый спад тока ісв необходим для сварки деталей большой толщины, осуществляемой несколькими (два-шесть) импульсами тока низкой частоты (1-2 Гіі). После окончания работы одного выпрямителя и регулируемого интервала tu (рис. 3.15, б) включается второй выпрямитель, затем после спада тока включается первый и т. д. Период изменения тока Т=0,3-1 с.
Значение /ш можно изменять ступенчато переключателем ПС и за счет изменения угла а включения контактора К.
Эта схема получения сварочного тока имеет ряд преимуществ, особенно важных при сварке легких сплавов: благоприятная технологическая форма импульса сварочного тока — его плавное нарастание и спад; равномерная загрузка трехфазной сети без пика в момент включения мощных машин (иногда до 1000 кВА). При относительно медленном нарастании тока, соответствующем частоте/= 1-2 Гц, индуктивное сопротивление
вторичного контура хе к = 2?ifLtrj< мало, где/. ая—индуктивность вторичного контура. Поэтому низкочастотные машины с большим контуром, необходимым для сварки крупных узлов, имеют высокийсау и умеренную потребляемую из сети мощность (по сравнению с однофазными машинами переменного тока). К не-
ая—индуктивность вторичного контура. Поэтому низкочастотные машины с большим контуром, необходимым для сварки крупных узлов, имеют высокийсау и умеренную потребляемую из сети мощность (по сравнению с однофазными машинами переменного тока). К не-
достаткам этой схемы следует отнести большие размеры и массу сварочного трансформатора и ограниченное время включения выпрямителя.
Трехфазные машины постоянного тока (с выпрямлением тока во вторичном контуре). В машинах, выпускаемых в нашей стране, использована схема трехфазного нулевого выпрямителя с однотактным вентильным управлением па первичной стороне трансформатора. Такие машины позволяют получить длительные (всегда одной полярности) импульсы сварочного тока (практически постоянного тока). Однако понижающий трехфазньга трансформатор СТр (рис. 3.16, а) переменного тока рассчитан на частоту 50 Гц. Поэтому его размеры значительно меньше размеров трансформатора низкочастотных машин той же мощности.
Первичная обмотка трехстержневого трансформатора соединена треугольником с включением в каждую фазу по одному
управляемому вентилю (Т1-ТЗ).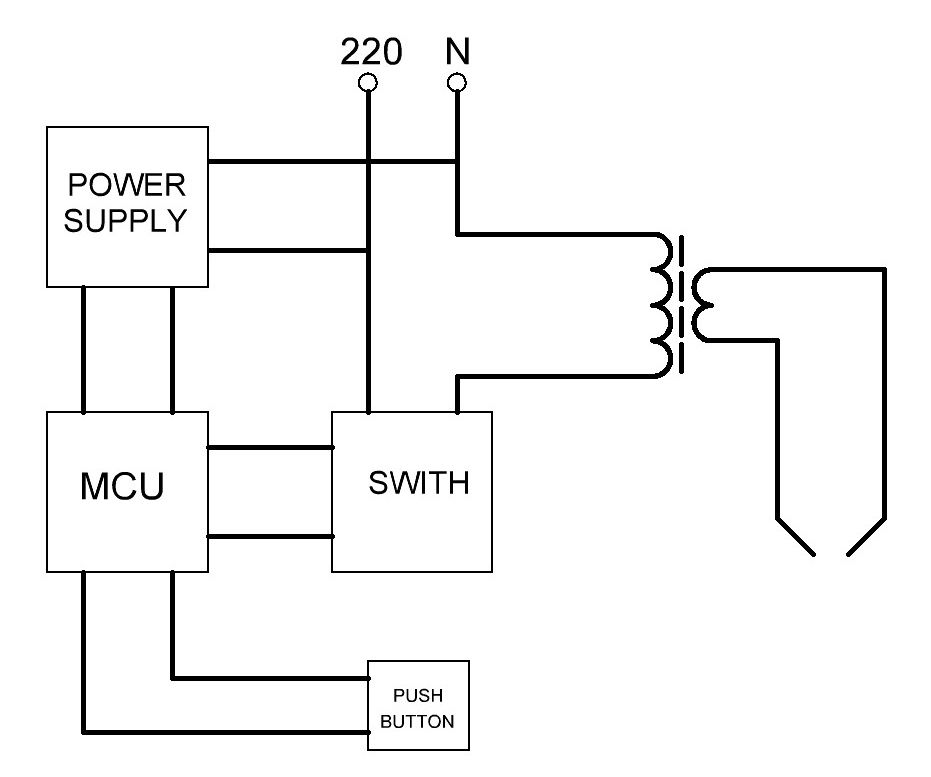 Вторичная обмотка соединена звездой включением в каждую фазу по одному неуправляемому вентильному блоку (D1-D2), содержащему кремниевые неуправляемые вентили типа ВВ2-1250 с водяным охлаждением.
Вторичная обмотка соединена звездой включением в каждую фазу по одному неуправляемому вентильному блоку (D1-D2), содержащему кремниевые неуправляемые вентили типа ВВ2-1250 с водяным охлаждением.
При включении управляемых вентилей в моменты временир, диг (рис. 3.16, в) к соответствующим фазам первичной обмотки подводятся полуволны линейных напряжений сети (иАВ, ивс и иСА), которые трансформируются во вторичные обмотки («с, к4и ис) и через неуправляемые вентили (Dl, D2 и D3) подводятся к вторичному контуру машины. В интервале/)—-д в проводящем состоянии находятся вентили 77 и D1, через которые проходят токи iAB и іа соответственно. Начиная с момента д, потенциал фазы 5 становится выше потенциала фазы А, и анод вентиля 72 оказывается под положительным напряжением относительно катода. Если в моментдна вентиль 72 поступит отпирающий импульс, то он включается, а вентиль 77 выключается (при мгновенной коммутации), так как к нему оказывается приложенным запирающее напряжение, и т. д.
Несмотря на униполярный характер первичных фаз токов (іАВ, іде и jC(J), магнитопровод трехфазного трансформатора пе — ремагничивается за период напряжения сети. Это связано с тем, что изменения магнитных потоков ФАВ, Фвс и ФСА в каждом стержне магнитопровода при работе «своей» фазы и поочередной работе двух других фаз противоположны по знаку. Благодаря соединению первичных обмоток в треугольник и наличию вентилей не только во вторичной, но и в первичной цепи, размагничивание, например, стержня фазы Л Д происходит магнитодвижущими силами обмоток, расположенных на двух других стержнях, ко времени очередного включения вентиля 77.
Для обеспечения запирания управляемого вентиля раньше спада намагничивающего тока до нуля параллельно первичной обмотке каждой фазы включается шунтирующее сопротивление г (рис. 3.16, а).
При включении выпрямителя сварочный ток нарастает от нуля до установившегося значения по экспоненциальному закону.
После выключения выпрямителя сварочный ток быстро спадает до нуля. =1.02.
=1.02.
Фактический коэффициент мощности машины с выпрямлением тока во вторичном контуре приближенно равен 0,8.
Преимущества электрических машин с выпрямлением тока во вторичном контуре: равномерная загрузка фаз; возможность регулирования формы и длительности импульса сварочного тока, а также получения многоимпульсного режима; по сравни шло с однофазными машинами значительно меньшая потребляемая мощность, особенно при больших вылетах и при сварке изделий из легких сплавов; незначительное влияние вносимых во вторичный контур ферромагнитных масс на значение сварочного тока. Недостатки этой схемы получения сварочного тока: наличие вентильного блока, через который проходит большой сварочный ток, и падение напряжения на этом блоке, равное почти половине вторичного напряжения трансформатора.
Рис. 3.17. Машина с накоплением энергии в конденсаторах: а) электрическая схема; б) упрощенная схема замещения разрядной цепи, приведенной к вторичному контуру; в) графики тока и напряжения при разряде конденсаторов; г) графики токов короткого замыкания конденсаторной машины при изменении исходных параметров С, U! С и Кс |
Рациональная область их применения: для сварки деталей с размерами, требующими больших вылетов и растворов.
Машины с аккумулированием (накоплением) энергии. В этих машинах происходит медленное аккумулирование энергии с потреблением небольшой мощности из сети и кратковременное использование ее во время сварки.
Аккумулировать энергию, достаточную дня получения необходимых сварочных токов, можно в конденсаторах, магнито — проводах трансформаторов, во вращающихся массах, электро — хнмичсских. аккумуляторах и специальных униполярных электрических генераторах. В настоящее время нашла промышленное применение лишь схема с накоплением энергии в конденсаторах. Электрическая схема конденсаторной машины состоит из двух частей: зарядной, обеспечивающей зарядку конденсаторной батареи до заданного уровня напряжения зарядки, и разрядной, обеспечивающей разрядку конденсаторной батареи насва — * риваемое изделие с заданным сварочным током.
Одна из распространенных электрических схем конденсаторных машин приведена на рис. 3.17, а. В этой схеме батарея конденсаторов емкостью С заряжается от сети переменного тока через управляемый выпрямитель ВС (однофазный или трехфазный в зависимости от необходимой мощности) и зарядное сопротивление гу При переключении переключателя //зарядка конденсаторов прекращается, и о. -С — приведенная к вторичному контуру емкость батареи конденсаторов; г г = r„ + r2kttL2—сопротивление и индуктивность разряд* нойцепи).
-С — приведенная к вторичному контуру емкость батареи конденсаторов; г г = r„ + r2kttL2—сопротивление и индуктивность разряд* нойцепи).
Для сварки используется лишь первый полупериод колебательного разряда с временем, в течение которого концентрированно отдается основная часть аккумулированной энергии. При этом в начале разрядки энергия Wc конденсаторов тратится на тепловыделение и аккумулирование энергии в магнитном поле сварочной машины. К моменту, когда ток станет максимальным (точка 1, рис. 3.17, в), конденсаторы разряжаются настолько, что не могут поддерживать ток ia во вторичном контуре, и в дальнейшем он уменьшается. Когда напряжение становится равным нулю, ток iee поддерживается только за счет расходова
ния магнитной энергии (участок 2-3), причем часть этой энергии идет на перезарядку конденсаторов. Когда ток снизится до нуля (точка 3), напряжение на конденсаторах достигнет вторичного максимума. Далее процесс повторится с той же частотой, но с меньшей амплитудой до полного затухания. происходит примерно пропорционально изменению коэффициента Кс. При увеличении емкости С увеличиваются максимальное значение тока, его длительности (пах и Т.
происходит примерно пропорционально изменению коэффициента Кс. При увеличении емкости С увеличиваются максимальное значение тока, его длительности (пах и Т.
В отдельных случаях для повышения энергетических показателей машин применяют более сложные схемы зарядно-разрядных цепей: с накопительной емкостью; с использованием сварочного трансформатора с выводом средней точки первичной обмотки и др. Форма импульса тока в процессе сварки, как правило, не регулируется. Относительно крутойфронт нарастания импульса сварочного тока (г№У = 0,004-0,05 с) иногда вызывает выплески металла. Во избежание выплесков применяют повышенные усилия сжатия деталей, а также проводят более тщательную подготовку поверхностей деталей под сварку. При сварке ответственных деталей в конденсаторных машинах предусматривают возможность получения требуемых по технологическим соображениям форм импульсов сварочного тока. Для этой цели в разрядную цепь включают реактивную катушку со стальным мапштопроводом, имеющим небольшой зазор. Вначале, пока магнитопровод катушки не насыщен, скорость нарастания тока невелика. После насыщения магнитопровода влияние реактивной катушки на процесс разряда становится небольшим.
Вначале, пока магнитопровод катушки не насыщен, скорость нарастания тока невелика. После насыщения магнитопровода влияние реактивной катушки на процесс разряда становится небольшим.
В другом случае в зарядную цепь включают несколько конденсаторов, имеющих разную емкость и зарядное напряжение. Подключая их с определенным интервалом друг за другом, можно получить требуемую форму импульса тока. Однако эти схемы не получили широкого распространения. В общем случае сварочный ток и форму импульса регулируют изменением параметров Ї/1С, СпКс.
Емкость батареи и коэффициент трансформации—величины постоянные при данной настройке машины; напряжение батареи стабилизируется аппаратурой управления с высокой точностью. Поэтому импульсы сварочного тока отличаются высокой стабильностью, что при прочих равных условиях обусловливает стабильную повторяемость показателей качества свариваемых изделий.
Конденсаторные машины весьма широко используют для точечной и шовной сварки деталей малых толщин, для герметизации контактной сваркой корпусов интегральных микросхем, полупроводниковых приборов и др.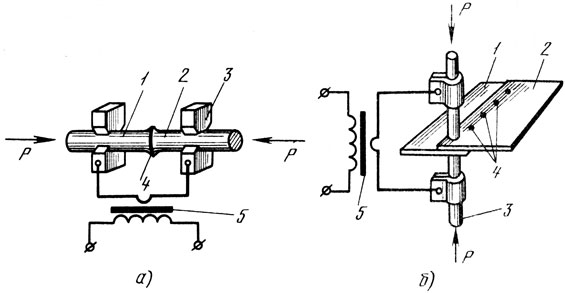 , а также для сварки деталей из легких сплавов. Для сварки очень тонких деталей применяют машины, в которых разряд кондепсатороз осуществляется непосредственно на свариваемые детали без сварочного трансформатора (бестрансформаторная конденсаторная сварка сопротивлением) или сближающиеся детали (ударно-конденсаторная сварка встык и впритык проводов с диаметром до 2 мм).
, а также для сварки деталей из легких сплавов. Для сварки очень тонких деталей применяют машины, в которых разряд кондепсатороз осуществляется непосредственно на свариваемые детали без сварочного трансформатора (бестрансформаторная конденсаторная сварка сопротивлением) или сближающиеся детали (ударно-конденсаторная сварка встык и впритык проводов с диаметром до 2 мм).
Контактная сварка своими руками. Технология изготовления сварочного аппарата.
Екатерина
В процессе соединения разных деталей из металла можно столкнуться с рядом трудностей. Многие пользователи хотят решить проблему самостоятельно. В таком случае самым оптимальным решением является контактная сварка своими руками. О том, что собой представляет такой вид сварки и при помощи какого оборудования она выполняется пойдет речь в этой статье.
Содержание статьи
- Общая информация
- Сварочный аппарат
- Конструктивные составляющие источника тока
- Изготовление выходного трансформатора своими руками
- Устройство контактного блока
- Процесс сборки аппарата
Общая информация
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.


Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.
Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2.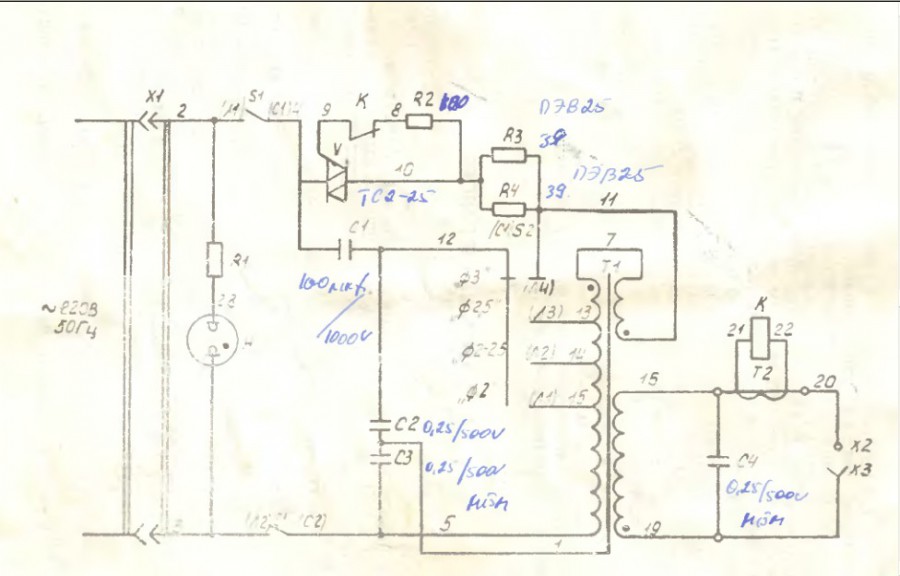 По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
электросхема выходного трансформатораВторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Характеристики трансформатора | |
Мощность | 3000 Вт |
Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | до 200 А |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т.к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.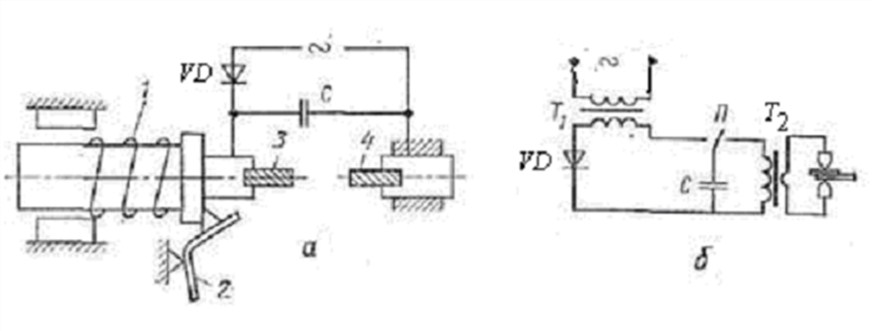
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
Для того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.

Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
Похожие публикации
Контактная сварка
В связи с тем, что соединение при контактной сварке формируется за время, гораздо меньшее сварки плавлением, то это обеспечивает более высокую производительность и меньшее коробление детали, т.к. ЗТВ мала.
Т.к. процесс легко автоматизируется и более легко встраиваются поточные конвейеры, этот способ лучше применять при массовом и серийном производстве.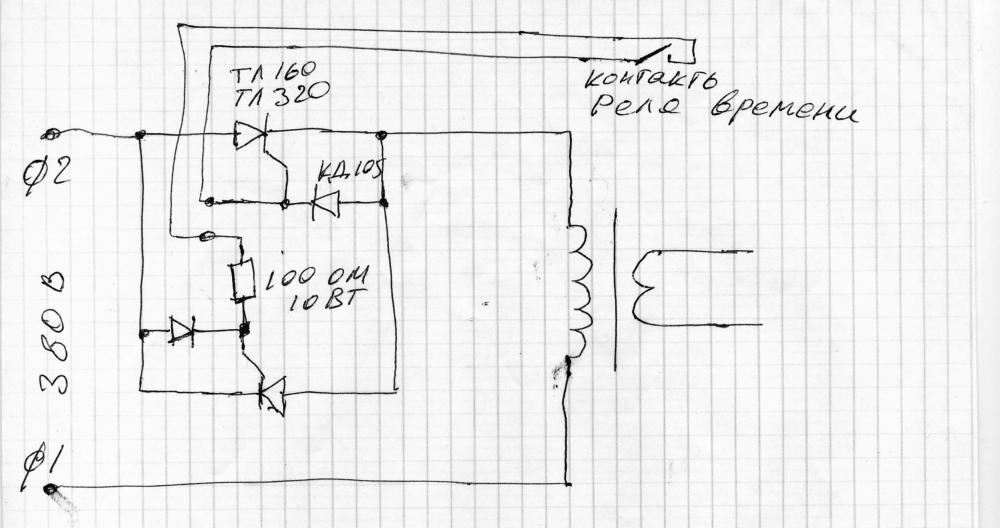
Этот способ нашел применение в автомобильной и авиакосмической промышленности.
Благодаря тому, что соединения, полученные контактной сваркой, обладают очень высокой прочностью и качество мало зависит от квалификации сварщика, то этот способ находит применение и в других отраслях.
Контактной сваркой сваривают толщины от сотых до десятых долей мм, а также до десятков мм. Также сваривают нефте- и газопроводы.
Для роботов применяют системы с повышенной частотой питающего напряжения, что позволяет уменьшить габариты трансформатора.
Классификация способов контактной сварки
По ГОСТ 158-78-77 «Контактная сварка и соединения сварные» выделяют 3 основные вида:
— точечная сварка;
— шовная сварка;
— стыковая сварка.
Однако разновидность этих способов достигает 300 наименований.
Точечная контактная сварка (Кт) – способ, при котором детали сваривают по отдельным точкам двумя электродами и к ним прикладывают давление сварки и пропускают ток сварки. 2свRtu
2свRtu
2. Теплоотвод тепла из зоны сварки λ-теплопроводность
Т.е. в зоне между электродами действует тепло, выделяемое при прохождении тока и отводимое тепло в массу детали и электрода.
Т.к. Э. Томсон решил применить медные электроды, а λсu >> λстали, то форма литого ядра имеет благоприятную для сварного соединения чичевицеобразную форму.
Если увеличить Jсв и tсв, то начинает развиваться литое ядро.
Т.е. применение литых электродов и повышенный теплоотвод в них по сравнению с массой детали определяют развитие процесса плавления в литом ядре именно в массу детали, а не в сторону электрода.
В связи с этим снижается вероятность брака по причине плавления в ядре, т.е. прожег затруднителен, что определяет производительность точечной контактной сварки.
Рельефная сварка – ее можно отнести к одной из разновидностей точечной сварки.
Соединение при точечной сварке формируется при местном нагреве детали электрическим током и пластической деформацией в зоне соединения в счет усилия сжатия. 2R
2R
— Qλ
Шовная контактная сварка (роликовая)
Кш – обозначение швов, детали сваривают перекрывающимися точками по линии качения роликов (электродов), сжатия детали р, подвода тока Jсв и перемещения детали со скоростью сварки Vсв – тоже с помощью этих роликов.
Применяется в тех случаях, когда нужно получить герметичное сварное соединение с помощью контактной сварки.
Герметичный шов – для сварки резервуаров, бензобаков, емкостей, полостей и др.
J = I / S – плотность тока
Jш – ток шунтирования
Процесс производится засчет выделения тепла и теплоотвода.
Шовная сварка разделяется на 3 процесса:
— непрерывная
При этом способе, когда ток протекает непрерывно, получаем сплошной шов без явно выраженных литых ядер, перекрывающих друг друга. Недостатком является повышенный нагрев электрода и необходимость их частой перезаточки.
— отдельными импульсами (прерывистая)
+ Q = J2св R tсв
— Q = f (λ) (tсв + tn)
Изменением тока Jсв по амплитуде, длительности его протекания — Jс, длительности его паузы — tn и скорости сварки — Uсв можно регулировать величину перекрытия литых ядер ln, обычно достаточно 25%, но не следует делать ln>50%.
Благодаря лучшему отводу от электродов стойкость их значительно повышается. При сварке жаропрочных сталей, обладающих низкой теплопроводностью и высокой стойкостью к деформациям при высокой t (жаростойкость) необходимо применять повышенные сварочные усилия, т.е. шаговую сварку.
Шаговая сварка – сварочный ток включают прерывисто, электроды останавливаются в момент пропускания сварочного тока.
Позволяет в момент остановки электродов и пропускания сварочного импульса осуществить более надежный контакт в зону протекания тока.
После выключения тока сварочные усилия в зоне контакта позволяют избежать горячих трещин.
Контактно – стыковая сварка
Существует несколько разновидностей контактно-стыковой сварки (Кс).
Рассмотрим способ контактной сварки сопротивлением, при этом детали сначала прижимают к электродам губками (призматические электроды) для обеспечения электрического контакта и невозможности проскальзывания детали между электродами.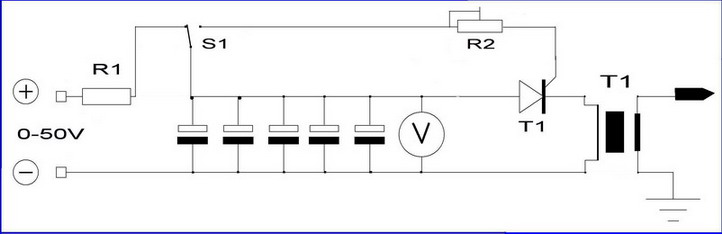
Затем сжимают с усилием сварки Р нагрева, включают сварочный ток и детали в стыке нагреваются этим током Iсв. Затем прикладывают Росадки, в 1,5 – 2 раза меньше Рнагрева, потом включают ток и детали находятся под действием Р осадки.
В момент, когда деформируемое сопротивление наименьшее, прикладывают усилие осадки и выключают ток, при этом слои металла, нагретые до высокой пластичности, выдавливаются от центра стыка до периферии.
При этом из стыка выносятся остатки окисных пленок и град (металл на периферии зоны соединения).
Таким способом сваривают детали небольшого сечения, диаметром до 20-40 мм, соединение формируется в твердой фазе без расплавления металла в стыке. Нагретый пластичный металл выдавливается в град и в контакт вступают твердые нагретые частицы материала детали.
Недостатком является необходимость тщательной подготовки торцев под сварку и необходимость огромных мощностей установки для соединения больших сечений.
Второй способ – стыковая сварка оплавлением.
Технологически отличается от сварки сопротивлением тем, что напряжение на первичной обмотке трансформатора (и на вторичной) подается до момента контактирования свариваемых торцев.
Поэтому при сближении деталей в контактирование вступают отдельные микронеровности на торце, количество которых значительно меньше, чем в том случае, когда предварительно детали сдавили. Выступы сминаются и площадь контактирования возрастает. При первом контактировании возникает сварочный ток и он приходится на несколько микровыступов, отсюда плотность тока в контакте отдельных микровыступов настолько высока, что металл нагревается за тысячные доли секунды, а затем закипает. При этом происходит взрывное разрушение жидких перемычек контакта.
В контактирование вступают новые микровыступы и в зоне выступа появляются повышенные пары металлов, т.е. повышенное давление паров металлов в стыке защищает зону сварки, нагретую до tпл от взаимодействия с атмосферой.
При расплавлении торцев детали до такого состояния, когда на поверхности появляется тонкий слой жидкого металла, что гарантирует равномерный прогрев по всей площади стыка, к детали прикладывается усилие осадки. Жидкий слой с торцев выдавливается на периферию стыка – в град и под высоким давлением твердые части детали вступают в контакт, а т.к. tтв. ме вблизи жидкого слоя не намного ниже tпл и он был очень пластичный, то частично и твердый металл выдавливается в град и под давлением формируется прочное сварное соединение с минимальным количеством дефектов, т.к. продукты разложения и окисные пленки были выдавлены в град.
Жидкий слой с торцев выдавливается на периферию стыка – в град и под высоким давлением твердые части детали вступают в контакт, а т.к. tтв. ме вблизи жидкого слоя не намного ниже tпл и он был очень пластичный, то частично и твердый металл выдавливается в град и под давлением формируется прочное сварное соединение с минимальным количеством дефектов, т.к. продукты разложения и окисные пленки были выдавлены в град.
Стыковая сварка оплавлением обеспечивает более качественное соединение, т.к. металл на поверхности торцев, на которых могли быть загрязнения, удаляются при взрыве жидких перемычек в процессе оплавления.
Жидкий слой и часть пластичного металла также выдавливаются в град и в контакт вступает абсолютно чистые (молодые) поверхности.
Не требуется тщательной обработки свариваемых торцев как при сварке сопротивлением.
Более того, при сварке деталей с разным сечением делают специальный скос кромок, тогда площадь начального контактирования уменьшается и процесс оплавления эффективнее, а по мере процесса детали прогреваются и имеют нормальную форму.
Стыковая сварка прерывистым оплавлением или оплавлением с предварительным подогревом
При стыковой сварке крупногабаритных деталей: железнодорожных рельсов, труб, магистральных трубопроводов – для облегчения процесса начальной стадии оплавления применяют прием, заключающийся в том, что вначале детали медленно сводят до возникновения контакта и образования жидкости и паров металла. Затем разводят детали и тепло, выделившееся в зоне сплавления, распространяется в массу детали и они нагреваются.
Затем вновь создают контакт между торцами до тех пор, пока торцы не нагреются, что последующий процесс будет идти стабильно, без перерыва.
Контактная рельефная сварка (Кр)
Ее можно отнести к разновидностям точечной сварки. Применяется при сварке деталей, занимающих большое пространственное положение.
Обычно процесс по схеме 1 не получается, т.к. контактирование по всем участкам нашей детали не может быть одинаковым в связи с разницей в качестве подготовки, условиями деформирования, месторасположением контакта от токоподвода.
Данный процесс контактной рельефной сварки перекрещивающихся прутков происходит с формированием соединения в твердой фазе с выдавливанием жидкой фазы на периферию.
Для обеспечения равных условий контактирования и деформирования большого количества деталей нужно приложить сначала ковочное сварочное усилие (или усилие предварительного сжатия), которое отрихтует все прутки, обеспечит надежный контакт каждой детали с электродом и друг другом. Это должно обеспечить незначительную деформацию деталей в контакте.
Затем усилия снимаются до значения усилия сварки. Т.к. одинаковые условия контактирования всех деталей не гарантированы, но лучше сначала обеспечить импульс тока подогрева, при котором детали в контакте и под действием сварочного усилия разогреются.
Затем можно еще Jпод, после этого включают ток сварки.
Для снижения коробления прикладывается ковочное усилие и получаем многоточечное соединение с высоким качеством.
В начальный момент ток течет по вершинам, площадь мала и ток высокий, они начнут плавиться, а потом деформироваться от сварочных усилий. Получим литые ядра и незначительные следы без подгаров и пригаров.
Получим литые ядра и незначительные следы без подгаров и пригаров.
За одну операцию контактной рельефной сварки получаем несколько сварных соединений. Но когда детали имеют защитное покрытие, которое должно остаться на поверхности после сварки, то следует применять только рельефную сварку, т.к. благодаря большой площади между электродом и деталью плотность тока будет мала и покрытие сохранится.
Физико-химические условия образования соединения Формирование сварного шва при контактной сварке.
Нагрев металла сварочным током Нагревание и расплавление металлов в точке контакта энергией, выделяющейся при прохождении через него электрического тока.
Шунтирование тока при точечной сварке Компенсация токов шунтирования при контактной сварке в нескольких точках.
Свариваемость при контактной точечной и шовной сварке
Факторы, влияющие на образование качественного сварного шва.
Точечная сварка Точечные соединения при контактной сварке.
Шовная сварка Соединения в виде шва из последовательных точек.
Рельефная сварка Сварка с контактом по заранее созданному рельефу.
Оборудование контактной сварки Виды контактных машин.
Обозначение типов машин Маркировка.
Электрические параметры контактных машин Форма импульсов тока, ВАХ.
Схемы питания машин контактной сварки Электрические схемы для обеспечения сварочного тока и напряжения на контактных машинах.
Контакторы контактных машин Устройства для включения и отключения тока.
Сварочный или вторичный контур контактных машин
Токоведущие элементы для высоких значений тока и усилий сдавливания.
Трансформаторы для контактных сварочных машин Особенности трансформаторов для контактной сварки.
Пневмоаппаратура контактных машин Устройства для приложения давления.
Также по теме:
Специальные методы
Принцип контактной сварки | LearnMech
Содержание
ОСНОВЫ СОПРОТИВНОЙ СВАРКИ В древности сварка металлов осуществлялась в виде кузнечной сварки (нагретые до точка). Процессы контактной сварки представляют собой процессы сварки давлением, при которых сильный ток пропускают в течение короткого времени через область интерфейса соединяемых металлов с приложением давления. Другими словами, это может быть определено как «Сварка сопротивлением — это термоэлектрический процесс, в котором тепло генерируется на границе раздела соединяемых частей путем пропускания электрического тока через детали в течение точно контролируемого времени и под давлением». .
.
Существуют следующие типы контактной сварки:
(a) Точечная сварка –
(b) Шовная сварка
(c) Выступающая сварка
(d) Стыковая сварка сопротивлением
(e) Стыковая сварка оплавлением .
(f) Ударная сварка.
Подробнее : Виды контактной сварки | LearnMech
Принцип сварки сопротивлением Название «сварка сопротивлением» происходит от того факта, что сопротивление заготовок и электродов используется в комбинации или контрастно для выделения тепла на их границе раздела. Тепло генерируется при прохождении электрического тока через цепь сопротивления. В локализованной области выделяется тепло, которого достаточно, чтобы нагреть металл до температуры, достаточной для того, чтобы детали можно было соединить с приложением давления. Сила, приложенная до, во время и после протекания тока, сжимает нагретые части вместе, так что происходит слияние. Давление требуется на протяжении всего цикла сварки, чтобы обеспечить непрерывную электрическую цепь во время работы.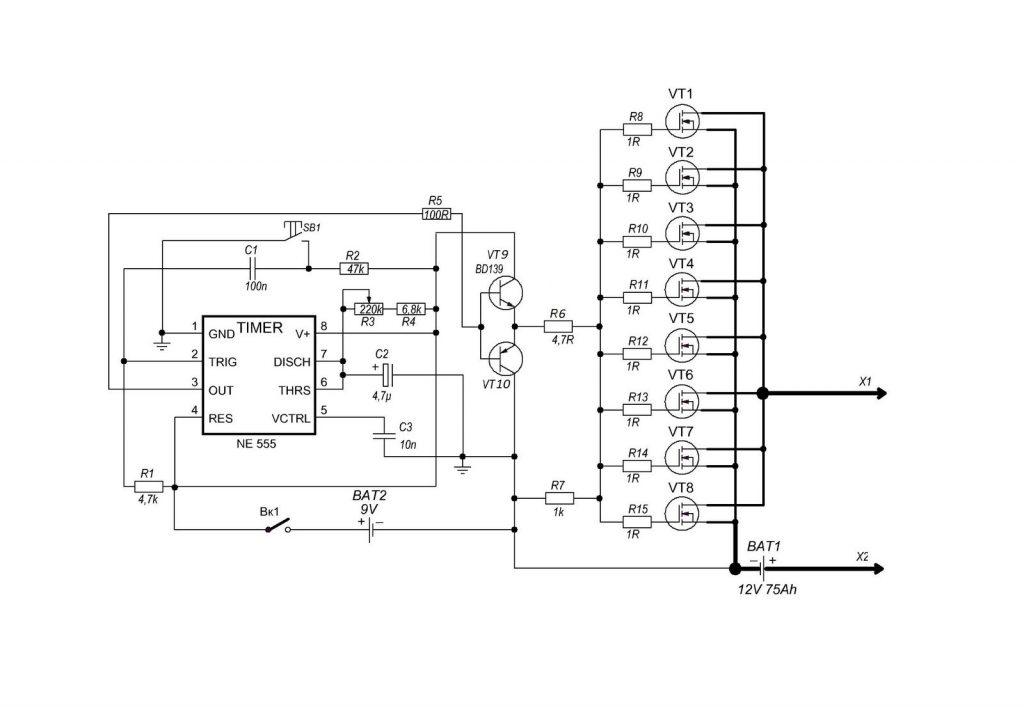 Давление подается через электроды. Давление создается механическими, гидравлическими или пневматическими системами.
Давление подается через электроды. Давление создается механическими, гидравлическими или пневматическими системами.
При контактной сварке соединяемые детали нагревают до пластического состояния за счет их сопротивления протеканию электрического тока и прикладывают механическое давление для завершения сварки. В этом процессе используются два медных электрода в цепи с низким сопротивлением, как показано на рис. 2.1. Когда ток проходит через электроды, электрическое сопротивление на металлических соединениях становится очень высоким. Итак, металлы доводят до раскаленного пластического состояния. Теперь для завершения сварки применяется механическое давление. Тепло, выделяемое током, пропорционально электрическому сопротивлению сварного шва.
принцип сварки сопротивлением AC с подходящим трансформатором используется для питания. Обычно используется от 4 до 12 В в зависимости от состава, площади и толщины свариваемого металла. Диапазон мощности составляет от 6 до 18 кВт на см3 используемой площади.
Процессы сварки сопротивлением отличаются от других способов сварки тем, что не используются флюсы и редко используется присадочный металл. Все операции контактной сварки выполняются автоматически. Таким образом, все переменные процесса предварительно заданы и поддерживаются постоянными. В оборудовании для контактной сварки используются программаторы для управления током, временными циклами, давлением и движением. Сварочные программы для контактной сварки могут стать довольно сложными. В связи с этим качество сварных швов зависит не от мастерства сварщика, а от правильной наладки и настройки оборудования, соблюдения графиков сварки. На качество сварки влияют три основных фактора:
- Количество тока, проходящего через изделие
- Давление, которое электроды передают на изделие
- Время прохождения тока через изделие.
Важными характеристиками процесса контактной сварки является передача тепла двум свариваемым частям для получения надлежащего сплава, даже если листы неодинаковы с точки зрения материала или толщины.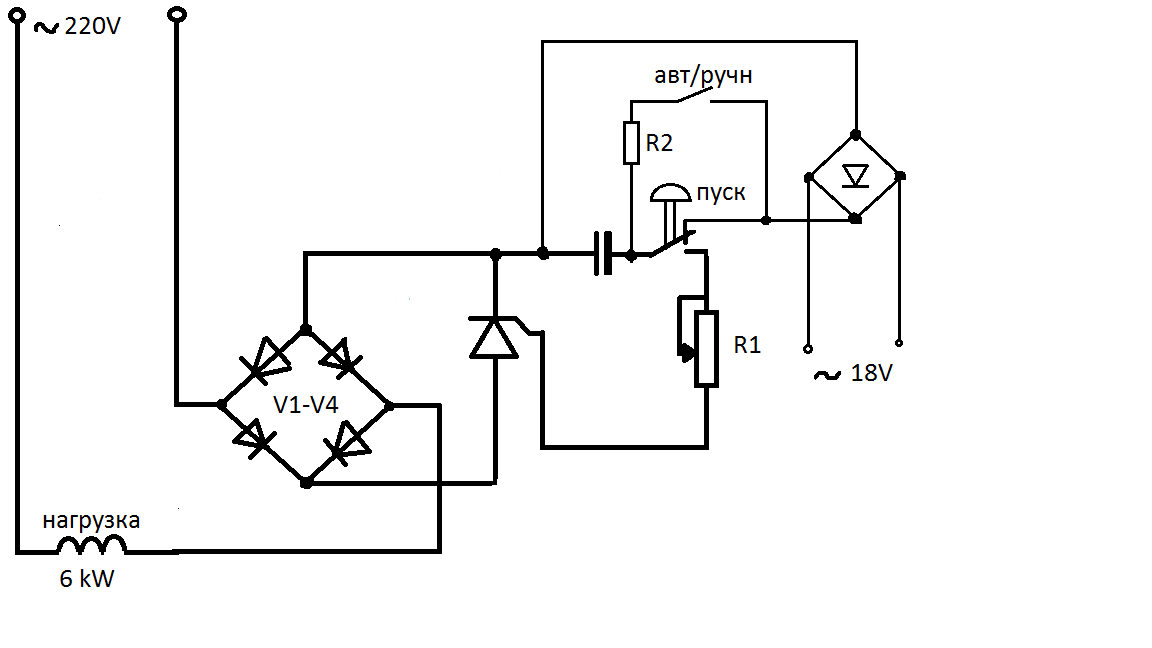
Если существует только надлежащий тепловой баланс, надлежащее плавление может быть получено путем использования электрода с меньшей площадью контакта на более тонком листе и более толстого электрода на более толстом листе вместе с очень высокой плотностью тока в течение короткого времени. Если необходимо соединить два разнородных металла с различной электропроводностью или теплопроводностью,
1. Электрод с большой площадью контакта следует использовать для электрода с более высокой электропроводностью, а
2. Электрод с малой площадью контакта следует использовать для электрода с более высокой теплопроводностью.
Эл. Сосуды под давлением Сосуды, резервуары и трубопроводы, которые транспортируют, хранят или получают жидкости, называются сосудами под давлением. Сосуд высокого давления определяется как сосуд с давлением…
Продолжить чтение
ссылка на Шарнирное соединение — детали, схема, расчет конструкции, применениеШарнирное соединение — детали, схема, расчет конструкции, применение
Шарнирное соединение
Шарнирное соединение используется для соединения двух стержней, находящихся под действием растягивающих нагрузок. Однако, если соединение направляется, стержни могут выдерживать сжимающую нагрузку. Шарнирное соединение…
Однако, если соединение направляется, стержни могут выдерживать сжимающую нагрузку. Шарнирное соединение…
Продолжить чтение
СОПРОТИВНАЯ СВАРКА С РОЛИКАМИ — MUNDOLATS
РЕЗЮМЕ
Основные принципы электросварки точками в металлургии и критерии хорошего формирования точки сварки.
Anuncios
Данная работа обобщает и дополняет работу, уже опубликованную на данной веб-странице под заголовком:
– Электросварка
ОПРЕДЕЛЕНИЕ
Между двумя соединяемыми металлическими частями получается точка, без какого-либо внешнего воздействия, достаточно прохождения интенсивного тока через эти металлические детали в области, которая считается слипшейся.Тепло, необходимое для сварки, производится за счет сопротивления материала прохождению этого тока в месте сварки.
Непрерывная линия сварки получается посредством последовательности точек, которые образуются между двумя соединяемыми металлическими деталями, подвергаемыми давлению двух круглых электродов, через которые циркулирует электрический ток, приводимый в движение вращательным движением в направление обратное. См. чертеж № 1:
См. чертеж № 1:
Рисунок №º: Формирование непрерывной линии сварки равно напряжению, измеренному в вольтах, на клеммах цепи, деленному на сопротивление в омах указанной цепи:
I = V / R
См. рисунок № 2:
Рисунок № 2: Схема точки сварки
B.- Понятие тепла: закон Джоуля
Количество тепла, выделяемое в проводнике при прохождении электрического тока, зависит от: интенсивность I
– сопротивление драйвера R
– времени циркуляции тока t
все связаны выражением: 9000 2 5 9 50006
W = 0,24 R I t
C.- Сопротивления в сварочном оборудовании
– Re = сопротивление между проводом и металлом
– Ri = внутреннее сопротивление металла (1-я зона)
– Rc = контактное сопротивление (интерфейсы)
– R’i = внутреннее сопротивление металла (2-я зона)
– R’e = сопротивление металла/медной проволоки
– R2 = сопротивление резьбы/нижний шкив
См. рисунок № 3:
рисунок № 3:
и R’e , являются переменными в зависимости от:
– сварочного давления между электродами (шкивами)
– состояния поверхности металлов
– формы и размеров электродов
– материал электродов
– состояние поверхности электродов.
Anuncios
Резисторы R1, Re, R’ и R2 являются паразитными резисторами и вызывают следующие потери энергии:
Wp = W1 + We + W´e + W2 , Rc и R’i являются эффективными сопротивлениями для образования точки сварки и вызывают энергию:
We = Wi + Wc + W´i
Наблюдения:
а.- Энергии W1 и W2 увеличиваются в зависимости от загрязнения и деформации канавок сварочных роликов.
b.- We и W’e нагревают поверхность металла и способствуют окислению сварного шва. Количество образовавшегося окисления зависит от времени и температуры.
D.- Баланс энергии
Потребляемая энергия: Q = We + Wp
Количество тепла, необходимое для достижения температуры сварки, зависит от:
– объем металла. См. рисунок № 4. Этот объем равен:
V = 2e x c x vs . Быть против скорости сварки.
Рисунок № 4: Свариваемый объем
– удельная теплоемкость металла
– потери тепла.
Этими потерями тепла являются:
– Путем проводимости в электроде, в зависимости от:
o Поверхность электрода
o Контакт между металлом и электродом
o Погода
— путем проводимости в сварном металле, в зависимости от:
o Теплопроводность
o Толщина металла
— путем радиации
— путем охлаждения холодной воды.
E.-Основные функции сварочного давления:
1.- Поддержание контакта со свариваемыми материалами
2. — Предотвращает попадание воздуха в зону сварки
— Предотвращает попадание воздуха в зону сварки
3.- Подача электрического тока проходить между контактирующими поверхностями
4.- Поддерживает постоянное контактное сопротивление воздуха
5.- Вызывает деформацию кристаллов металла путем ковки
6.- Предотвращает образование мешков и пористости в зоне сварки
7.- Обеспечивает рекристаллизацию сварного шва металла при охлаждении
8.- Предотвращает выброс расплавленного металла во время сварки
9.- Обеспечивает сопротивление вращающемуся шкиву
Вывод:
Идеальный сварочный контур должен быть спроектирован таким образом, чтобы:
– Потери энергии – WP — минимальны
— количество полученного окисления составляет минимальное
— Эффективная энергия — мы — максимум
— полученная структура гомогенная
Карацистики металла
. Материалы, используемые в электрической форме. сварные банки изготавливаются из низкоуглеродистых сталей. Его содержание в C < до 0,5% и < до 1% в других элементах.
Его содержание в C < до 0,5% и < до 1% в других элементах.
Anuncios
Влияние различных элементов, входящих в состав железа при формировании стали, вызывает различные эффекты, такие как:
Углерод : Твердость стальной поверхности увеличивается с увеличением содержания углерода. Он не оказывает существенного влияния на сварку при C < 0,2 %.
Марганец : Повышает твердость и сопротивление разрушению. Если Mn > 0,6%, при высоком содержании углерода припой становится хрупким. Если Mn <0,3%, возникает пористость и сварной шов становится хрупким. Следовательно, Mn должен находиться в % между двумя предельными значениями.
Сера : Ее присутствие должно быть 0,035%, если это возможно, и никогда не должно превышать 0,05%, так как это может вызвать ослабление структуры сварного шва, особенно если углерод имеет тенденцию к увеличению.
Кремний : от 0,01% до 0,10% улучшает свариваемость.
Фосфор : Это примесь, которая должна присутствовать в минимально возможном количестве. Он не должен превышать 0,04%. Сварка становится хрупкой, вызывает трещины, снижает ударопрочность и усталостную прочность.
Влияние поверхностных покрытий:
Олово: Поверхностное олово белой жести снижает сопротивление на границе раздела, поэтому необходимо увеличивать сварочный ток в зависимости от содержания поверхностного олова, то есть его покрытия. Другой аспект заключается в том, что чем выше содержание олова, тем больше загрязнение поверхности электродов.
Хром: Обработки на основе хрома и оксида хрома препятствуют прохождению тока и не подходят для электросварки.
ФОРМИРОВАНИЕ ТОЧКИ СВАРКИ
A.- Изменение контактных сопротивлений (Re, Rc и R’e) вызывает:
o Снижение паразитарной резистентности Re и R’e
o Снижение резистентности Rc интерфейс
См. рисунок № 5:
рисунок № 5:
Рисунок № 5: Изменение сопротивлений в зависимости от сварочного давления
–
o Твердость материалов
o Его электропроводность
2º.- Температурная функция:
– Под действием температуры T происходит размягчение неровностей поверхности, уменьшение Rc (контактного сопротивления ) и увеличение Ri (внутреннее сопротивление металла)
См. рисунок № 6:
Рисунок № 6: Изменение сопротивлений в зависимости от температуры
3º.- Изменение в процессе сварки: наиболее важная потребляемая энергия обусловлена сопротивлением Rc .
Anuncios
– 2) Rc уменьшается до 0, до точки плавления
– 3) Ri увеличивается до точки плавления
– 4) После Ri уменьшается при увеличении объема острия
На графике 7 показано изменение общего R под действием Rc и Ri во время сварки острия.
Рисунок № 7: Изменение сопротивления в зависимости от времени сварки
Rc действует как катализатор в начале процесса сварки и позволяет увеличить Ri .
Re и R’e (сопротивление между металлом/медной проволокой) являются источником потерь энергии, величина которых незначительна, но не меняется в процессе сварки, при условии, что электрод является хорошим проводником и достаточно охлажден.
B.- Сила сварочного тока – время сварки:
Для того чтобы явления, описанные в пункте А, хорошо развивались, необходимо:
– Высокая сила тока , кратко.
2
Напомним, что по закону Джоуля (W = 0,24 R I t) потребляемая энергия W является функцией силы тока I от тока и времени сварки t, при равном сопротивлении R. Поэтому одно и то же значение W может
– I слабый x длинный
– I сильный x короткий t
— Потери увеличиваются
— электроды ухудшаются
Во всех случаях, термический баланс будет намного выше, как:
— I , на росте
— Т Слабое, уменьшение
Допускается, что время сварки обратно пропорционально квадрату силы тока.
Диаграмма зависимости энергии сварки ( Вт ) от интенсивности ( I ) и времени ( t ), отражено на следующем графике № 8:
Рисунок № 8: Энергетическая диаграмма сварки
В которой мы можем определить различные зоны следующим образом: – Зона B = Зона сварки металла
– Зона C = Зона внешних выступов на точку металла
Практический способ настройки сварщика на заданный металл и давление сварки:
– Схему сварки нужно строить, глядя :
o Ограничение склейки
o Ограничение выступа
Все это для конкретного отвода трансформатора. Та же операция затем выполняется для следующего более высокого и более низкого дубля.
Anuncios
Получаются три зоны сварки, из которых выберем самую большую, регулируя машину на 50% от нее.
C.- Влияние размеров точки сварки
Факторами, влияющими на размеры точки сварки, являются:
– Толщина металла
– Величина нахлеста кромок, которую обозначим С
– Длина точки сварки L , которая является функцией скорости сварки по сравнению с
Наиболее благоприятные условия даются при L/C = 1 . В такой точке тепло сварки правильно распределяется и получается равномерная цепочка горячих точек.
В такой точке тепло сварки правильно распределяется и получается равномерная цепочка горячих точек.
Если L / C = 2 , то условия не столь благоприятны, поскольку в этой точке теплота сварного шва плохо распределяется, и может быть получена альтернативная последовательность горячих точек и точек прилипания (холодных) точек. См. рисунок № 9
Рисунок № 9: Схемы точек сварки материала, соответствующего двум кускам
– При нагревании чечевица материала расширяется, понимая под чечевицей зону расплавленного материала, имеющую данную форму.
– Для нейтрализации выталкивающей силы расплавленного металла требуется высокое усилие сжатия.
– Если усилие сжатия слишком слабое, металл выходит в виде выступов.
– Это приводит к значительным внутренним дефектам (полости, поры…) в сварке.
2º.- Тепловое состояние точки при отключении сварочного тока:
– Зона A = Металл в расплаве
– Зона B = Пастообразный металл
– Зона C = критическая температура критическая температура
– Зона E = температура окружающей среды
См. чертеж № 10:
чертеж № 10:
Рисунок № 10: Тепловое состояние точки сварки
–
– Отключение сварочного тока означает начало охлаждения.
3º.- Фаза охлаждения:
– Ядро расплавленного металла находится в большой охлаждающей массе, состоящей из:
o Сварные кусочки
o Электроды, которые охлаждаются
— тепловые обмены быстрые
— кристаллизация проводится сходящим
o Зона C = Измельченное зерно
o Зона B = Мелкая структура
o Зона A = Мелкая структура
В случае неправильного охлаждения под сварочным давлением возможно образование пузырей. Тепловое сжатие также может вызывать внутренние напряжения в определенных точках.
ПРОВЕРКА СВАРОЧНОЙ ЦЕПИ
1º.- Проблемы, связанные со сваркой
– Геометрия внутренней сварки.
Внутренняя сварка всегда неровная, с волнами, расплавленным металлом, острыми кромками, что мешает хорошей защите лаковым покрытием.
– Однородность свариваемого металла
o Увеличение скорости сварки или
o Уменьшение величины нахлеста шва при равной скорости
создает дефекты сварки, которые проявляются разрывами внутренней сварки
2º.- Описание сварочной цепи
Рассмотрим обычную сварочную цепь, которая в основном состоит из:
– Верхний шкив (большой диаметр)
– Нижний шкив (малого диаметра)
– Сварочный трансформатор
Данная схема характеризуется тем, что два шкива имеют разный диаметр, поэтому контактные поверхности разные, что подразумевает:
1º.- R2
Это означает, что сварной шов внутри горячее, чем снаружи.
2º.- Кроме того, уже сформированные точки поддерживают некоторую более высокую температуру в уже выполненной части соединения внахлест, которая в задней части еще не осознает, что будет холоднее.
3º.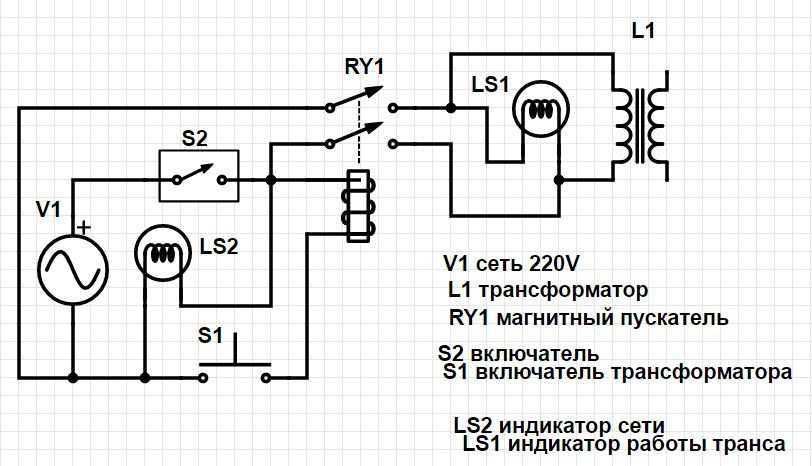 — Поскольку проволока дольше остается в контакте с внешним электродом, внешняя сварка охлаждается быстрее.
— Поскольку проволока дольше остается в контакте с внешним электродом, внешняя сварка охлаждается быстрее.
Таким образом, можно сказать, что распределение температуры является асимметричным, уменьшаясь от:
– От внутренней к внешней стороне
– От передней к задней части
Проверка показывает, что точка на внутренней стороне сварного шва характеризуется следующими тремя элементами:
– a) След точки
– б) Кромка кромки листа
– в) Гирлянда расплавленного металла, выдавленная из сварного шва.
Рисунок № 11.
Рисунок № 11: Элементы внутренней поверхности сварки
3º.- Последствия:
Поперечное сечение сварного шва показывает, что точка сварки образует гребень вперед (самая горячая часть), так как:
1º.- Недостаточное распределение температуры имеет следствием оставление металла в пастообразном состоянии между двумя последовательными точками сварного шва этот металл нагружается шкивом в момент, когда на сварной шов отпечатывается очередной импульс.
Anuncios
2 .- Этот проталкиваемый металл не подвергается давлению при ковке и не охлаждается шкивом, поэтому существует риск неоднородности сварного шва.
3º.- Если условия сварки таковы, что отношение L/C неблагоприятно:
– Точки липкости образуются между самыми горячими точками.
– Увеличение дефицитного распределения энергии.
Следовательно, металл в пастообразном состоянии нагружается шкивом, создавая застрявшую, но не сваренную точку.
4º.- Расширение металла, вызванное нагревом, не может происходить по вертикали, находясь горизонтально в области образования гребня. Поэтому после охлаждения в области сварного шва создается усадка и зона растяжения, представляющая опасность хрупкости.
См. рис. № 12:
Рис. № 12: Напряжения при сварке после охлаждения
Краткий обзор сварки сопротивлением
Рисунок 1Объект
Для производства труб и трубопроводов доступно несколько процессов сварки сопротивлением (ERW). Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.
Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.
Кованый сварной шов создается путем применения комбинации тепла и давления или силы ковки в зоне сварного шва. Успешная кованая сварка использует оптимальное количество тепла, которое обычно немного меньше температуры плавления материала, и почти одновременное приложение окружного давления к секции, которое сжимает нагретые кромки (см. Рисунок 1 ).
Как следует из названия, тепло, выделяемое при сварке, является результатом сопротивления материала потоку электрического тока. Давление исходит от роликов, которые сжимают трубку до ее конечной формы.
Двумя основными типами ВПВ являются высокочастотные (ВЧ) и вращающиеся контактные колеса.
Основы ВЧ сварки
Двумя основными аспектами ВЧ сварки являются процессы и источники питания. Каждый из них может быть разбит на подкатегории.
Процессы. Существует два процесса ВЧ-сварки: ВЧ-контакт и ВЧ-индукция. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего давление кузницы. Кроме того, в обоих методах ВЧ могут использоваться импедеры, представляющие собой магнитомягкие компоненты, расположенные внутри трубы, которые помогают сфокусировать сварочный ток на краях полосы.
Существует два процесса ВЧ-сварки: ВЧ-контакт и ВЧ-индукция. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего давление кузницы. Кроме того, в обоих методах ВЧ могут использоваться импедеры, представляющие собой магнитомягкие компоненты, расположенные внутри трубы, которые помогают сфокусировать сварочный ток на краях полосы.
Индукционная сварка ВЧ. В случае индукционной ВЧ сварки сварочный ток передается на материал через рабочую катушку перед точкой сварки (см. Рисунок 2 ). Рабочая катушка не соприкасается с трубкой — электрический ток индуцируется в материал через магнитные поля, окружающие трубку. Индукционная сварка ВЧ устраняет следы контакта и уменьшает необходимость настройки при изменении размера трубы. Он также требует меньше обслуживания, чем контактная сварка.
Подсчитано, что 90 процентов трубных заводов в Северной Америке используют индукционную сварку ВЧ.
ВЧ контактная сварка. ВЧ контактная сварка передает сварочный ток на материал через контакты, которые перемещаются по полосе (см. Рисунок 3 ). Мощность сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем индукционная сварка ВЧ. Поскольку он более эффективен, он хорошо подходит для производства толстостенных труб и труб большого диаметра.
Блоки питания. Сварочные аппараты HF также классифицируются по способу выработки электроэнергии. Два типа — вакуумная трубка и твердотельный. Тип вакуумной трубки является традиционным источником питания. Однако с момента их появления в начале 90-х твердотельные устройства быстро завоевали известность в отрасли. По оценкам, в Северной Америке работает от 500 до 600 машин каждого типа.
Рисунок 2Объект
Основы сварки с вращающимся контактным колесом
При сварке с вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки. Контактное колесо также оказывает некоторое давление кузницы, необходимое для процесса сварки.
Контактное колесо также оказывает некоторое давление кузницы, необходимое для процесса сварки.
Три основных типа сварочных аппаратов с вращающимися контактными колесами: переменный ток, постоянный ток и прямоугольная волна. Во всех трех источниках питания электрический ток передается щеточными узлами, которые взаимодействуют с контактными кольцами, прикрепленными к вращающемуся валу, поддерживающему контактные колеса. Эти контактные колеса передают ток на края полосы.
Сварка вращающихся контактных колес переменного тока. В сварочном аппарате переменного тока с вращающимся контактным колесом ток передается через щетки на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки. Две ветви выходной цепи трансформатора соединены с двумя половинами вращающегося контактного колеса, которые изолированы друг от друга. Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
Традиционные сварочные аппараты с вращающимся контактным колесом используют переменный ток частотой 60 Гц или обычный сетевой ток. Недостаток этой системы заключается в том, что ток и, следовательно, нагрев сварного шва то увеличиваются, то уменьшаются, ограничивая скорость, с которой труба может быть сварена. Синусоидальная волна переменного тока кратковременно достигает максимальной амплитуды, выделяя тепло сварки, которое изменяется так же, как и синусоидальная волна (см. , рис. 4 ).
Чтобы помочь выровнять колебания тепла, были введены мотор-генераторы для создания переменного тока на более высоких частотах. Некоторые из используемых частот были 180, 360, 480 и 9.60 Гц. Также было произведено несколько полупроводниковых устройств для генерации токов более высокой частоты. Синусоида переменного тока с частотой 960 Гц достигает максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду для сигнала с частотой 60 Гц. Синусоида с частотой 960 Гц производит тепло с гораздо более постоянной температурой.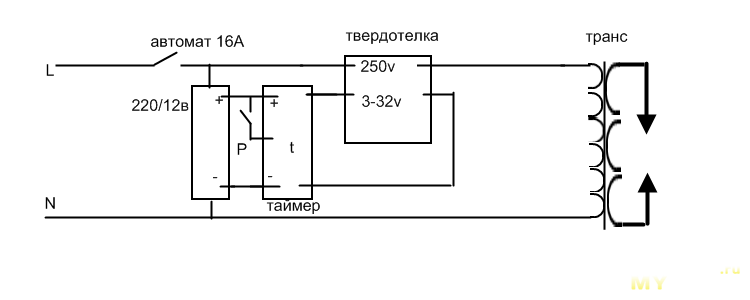
Сварка вращающихся контактных колес постоянным током. Следующим шагом в сварке с вращающимся контактным колесом был источник питания постоянного тока. Производимая мощность имеет почти постоянную амплитуду. Хотя это решает проблему переменного нагрева, основным недостатком является то, что этот тип сварочного аппарата связан с более высокими затратами на техническое обслуживание.
Поскольку невозможно изменить напряжение постоянного тока с помощью трансформатора, необходимо передавать сильнодействующий низковольтный сварочный ток на вал через большое количество щеток (92 для постоянного тока против 8 для переменного тока) с высокой плотностью тока. Передача тока низкого напряжения с большой силой тока приводит к избыточному (отходному) теплу, которое вызывает сильный износ, что приводит к высоким затратам на техническое обслуживание, упомянутым ранее.
Сварка вращающихся контактных колес прямоугольной формы. Последним шагом в развитии сварки с вращающимся контактным колесом является источник питания прямоугольной формы. Этот метод сочетает в себе постоянную теплоту сварки постоянного тока с меньшими затратами на техническое обслуживание, характерное для установок переменного тока (см. 9).0005 Рисунок 5 ).
Этот метод сочетает в себе постоянную теплоту сварки постоянного тока с меньшими затратами на техническое обслуживание, характерное для установок переменного тока (см. 9).0005 Рисунок 5 ).
Несмотря на то, что методы вращательной контактной сварки предшествовали более широко используемым процессам ВЧ-сварки, они по-прежнему играют жизненно важную роль в специальных сварочных работах. Вращательная контактная сварка полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы. Примерами этого являются трубы малого диаметра для холодильного оборудования и трубы, внутренний диаметр которых окрашивается сразу после процесса сварки.
Сколько роликов требуется?
Типы прижимных роликов для сварки, или, как их иногда называют, прижимных коробов, которые прикладывают необходимое для сварки давление, столь же разнообразны, как и сварочные агрегаты, используемые для подачи тепла. Отжимные коробки для сварки с вращающимся контактным колесом обычно имеют два или три роликовых блока, при этом контактный ролик служит одним из роликов.
Рис. 3Объект
Количество валков в прижимной коробке пропорционально размеру и форме свариваемого изделия. Нет жестких и быстрых правил; однако общие рекомендации для диапазонов размеров круглых труб или трубок следующие:
- От 3/8 до 2 дюймов используются двухроликовые устройства.
- От 1/2 до 3 1/2 дюйма используются блоки с тремя роликами.
- От 2 до 10 дюймов используются блоки с четырьмя роликами.
- Более 10 дюймов требуется пять или более роликов.
Сегодня гораздо чаще, чем в прошлом, многие формы — квадратные, прямоугольные, шестиугольные — свариваются в готовом виде, а не переделываются после сварки. Сварочные коробки, используемые для форм, изготавливаются по индивидуальному заказу для каждого применения и обычно имеют не более пяти роликов.
Джеральд Веймер (Gerald Weimer) — менеджер по продукции систем трубных заводов Yoder — Formtek Cleveland Inc. , 26565 Miles Road, Suite 200, Cleveland, OH 44128, телефон 216-292-4460, факс 216-292-2898, электронная почта [email protected], веб-сайт www.yodermfg.com. Yoder проектирует и производит станы и прокатный инструмент для производства труб и профилей.
, 26565 Miles Road, Suite 200, Cleveland, OH 44128, телефон 216-292-4460, факс 216-292-2898, электронная почта [email protected], веб-сайт www.yodermfg.com. Yoder проектирует и производит станы и прокатный инструмент для производства труб и профилей.
Рэй Кагганелло (Ray Cagganello) — директор по производству и послепродажному обслуживанию Thermatool Corp., 31 Commerce St., East Haven, CT 06512, телефон 203-468-4100, факс 203-468-4281, электронная почта rayc@ttool. com, веб-сайт www.thermatool.com. Thermatool производит полупроводниковые и вакуумные аппараты для контактной и индукционной сварки мощностью от 50 до 2000 кВт с частотами от 100 до 800 кГц, альфа-ножницы, горячие и холодные пилы, системы обвязки, системы нагрева и комплектные системы мельниц.
Что такое сварка сопротивлением? — Принцип, типы и преимущества
Сварка сопротивлением представляет собой вид электросварки, при котором тепло, выделяемое для сварки двух металлических деталей, возникает из-за сопротивления, оказываемого потоку тока двумя металлическими деталями в точке соединения. В этой статье давайте рассмотрим принцип работы, типы, преимущества, недостатки и области применения контактной сварки.
В этой статье давайте рассмотрим принцип работы, типы, преимущества, недостатки и области применения контактной сварки.
Принцип контактной сварки:
При контактной сварке достаточно сильный электрический ток проходит через две металлические детали, которые должны быть сварены с помощью электродов, сопротивление, создаваемое двумя металлическими частями в области контакта, выделяет тепло и расплавляет металл до пластика. состояние или жидкое состояние. Затем, после высокого механического давления, электроды прижимают две металлические детали друг к другу, что завершает сварку.
Выделенное тепло определяется выражением I
2 Rt, где «I» — протекающий ток, «R» — сопротивление (в омах), а «t» — время, в течение которого протекает ток. Сопротивление в уравнении состоит из,- Сопротивление пути тока в заготовке.
- Сопротивление между контактными поверхностями свариваемых деталей.
- Сопротивление между электродами и заготовками.
Для контактной сварки используется очень высокое значение тока (более 100 А) для выработки тепла, а напряжение в диапазоне 4-12 В используется в зависимости от состава, площади и толщины металлических деталей. Кроме того, сопротивление между электродами и металлическими деталями должно быть минимальным, чтобы получить более высокую температуру в месте сварки, а не на поверхности металлической детали, контактирующей с электродом.
Кроме того, сопротивление между электродами и металлическими деталями должно быть минимальным, чтобы получить более высокую температуру в месте сварки, а не на поверхности металлической детали, контактирующей с электродом.
Благодаря наличию желаемых комбинаций напряжения и тока с использованием трансформаторов источник питания переменного тока хорошо подходит для контактной сварки. Величину вторичного тока можно легко контролировать, изменяя первичное напряжение с помощью автотрансформатора или трансформатора с переключением ответвлений. Обычно для управления источником питания используются автоматические устройства, поскольку время, в течение которого протекает ток, очень важно.
Типы контактной сварки:
В зависимости от способа получения сварного шва и типа используемых электродов контактная сварка бывает четырех типов,
- Точечная сварка,
- Выступающая сварка,
- Шовная сварка и
- Стыковая сварка.
Точечная сварка :
Точечная сварка – это форма контактной сварки, при которой металлические части или куски соединяются точечно путем нагревания относительно небольших участков между подходящими электродами под давлением. Этот тип сварки обеспечивает высокую механическую прочность, но не может обеспечить водонепроницаемость или герметичность. На приведенной ниже диаграмме показан процесс точечной сварки.
Этот тип сварки обеспечивает высокую механическую прочность, но не может обеспечить водонепроницаемость или герметичность. На приведенной ниже диаграмме показан процесс точечной сварки.
Процесс сварки состоит из двух электродов, между которыми помещаются свариваемые металлические детали. Два электрода подключены к источнику питания через трансформатор. Когда электроды возбуждаются, на кончиках электродов и между двумя соединяемыми деталями выделяется тепло. Выделившееся тепло расплавит металлические детали в месте соединения и сплавит их вместе под давлением электродов.
Используемые электроды изготовлены из меди или медного сплава. Как правило, для точечной сварки используются токи в диапазоне от 1000 до 10000 А при напряжении около 2 В. Значение тока зависит от толщины и состава металлических частей. Для получения хороших сварных швов, имеющих прочность, металлические детали тщательно очищают.
Сильный ток для процесса сварки получают от понижающего трансформатора, который понижает низковольтный низковольтный источник питания до низковольтного сильноточного источника. Процесс сварки можно регулировать, изменяя сварочный ток, длительность сварочного тока и давление электродов. Точечная сварка хорошо подходит для соединения двух или более деталей внахлест, когда требуется относительно небольшое количество сварных швов. Точечная сварка применяется для соединения секций автомобилей, шкафов и т. д.
Процесс сварки можно регулировать, изменяя сварочный ток, длительность сварочного тока и давление электродов. Точечная сварка хорошо подходит для соединения двух или более деталей внахлест, когда требуется относительно небольшое количество сварных швов. Точечная сварка применяется для соединения секций автомобилей, шкафов и т. д.
Выступающая сварка :
Выступающая сварка аналогична точечной сварке, но с некоторыми модификациями. При этой сварке используются электроды из плоских металлических пластин. Эти металлические пластины известны как плиты, в которых одна подвижна, а другая зафиксирована. Свариваемые металлические детали удерживаются вместе между плитами, как показано ниже.
Металлические детали, помещаемые между плитами, содержат выступы или выпуклости требуемой формы и размера на одной из деталей. Когда через металлические детали начинает течь ток, область выступа нагревается и переходит в пластичное состояние. Затем, после приложения высокого механического давления плитами, нагретый и размягченный выступ разрушается под давлением электродов, завершая сварку.
Выступающая сварка имеет следующие преимущества перед точечной сваркой.
- Выступающая сварка упрощает процесс сварки.
- С помощью рельефной сварки легко сваривать определенные детали, где точечная сварка невозможна.
- Выступы, сделанные перед сваркой, автоматически определяют положение сварных швов.
- Поскольку используются электроды плоского типа, при рельефной сварке возможно соединение нескольких точек сварки.
Этот тип сварки используется для массового производства. Некоторые области применения рельефной сварки — это сварка холодильников, конденсаторов, сварка перекрестной проволокой, решеток и т. д.
Шовная сварка :
Шовная сварка может быть определена как серия точечных сварных швов, последовательно выполняемых вдоль стыка между двумя металлическими частями. В этом типе сварки электроды в форме колеса или ролика используются вместо электродов с наконечниками, как показано ниже.
Как видно на рисунке выше, при шовной сварке металлические детали удерживаются между двумя круглыми электродами. Перед сваркой две детали очищаются и соединяются внахлест. Когда электроды колесного типа вращаются, удерживая металлические детали под давлением, через них проходит ток и они нагреваются. Когда эти металлические детали достигают температуры сварки, они переходят в пластическое состояние, и за счет давления электродов получаются сплошные точечные сварные швы.
Перед сваркой две детали очищаются и соединяются внахлест. Когда электроды колесного типа вращаются, удерживая металлические детали под давлением, через них проходит ток и они нагреваются. Когда эти металлические детали достигают температуры сварки, они переходят в пластическое состояние, и за счет давления электродов получаются сплошные точечные сварные швы.
При сварке швов таймер используется для управления сварочным током, поскольку поток постоянного тока может привести к сильному нагреву, вызывающему возгорание и заворачивание металлической детали. Контроллер времени управляет потоком тока, включая и выключая питание через быстро повторяющиеся интервалы в течение достаточного периода времени. Производство серии импульсов тока и скорость вращения электрода определяют места сварки.
Весь процесс обычно осуществляется автоматически с помощью электронного контроллера. Этот тип сварки обеспечивает герметичность или герметичность соединений. Шовная сварка применяется для сварки труб, трубопроводов, резервуаров, трансформаторов, холодильников, самолетов и различных типов контейнеров.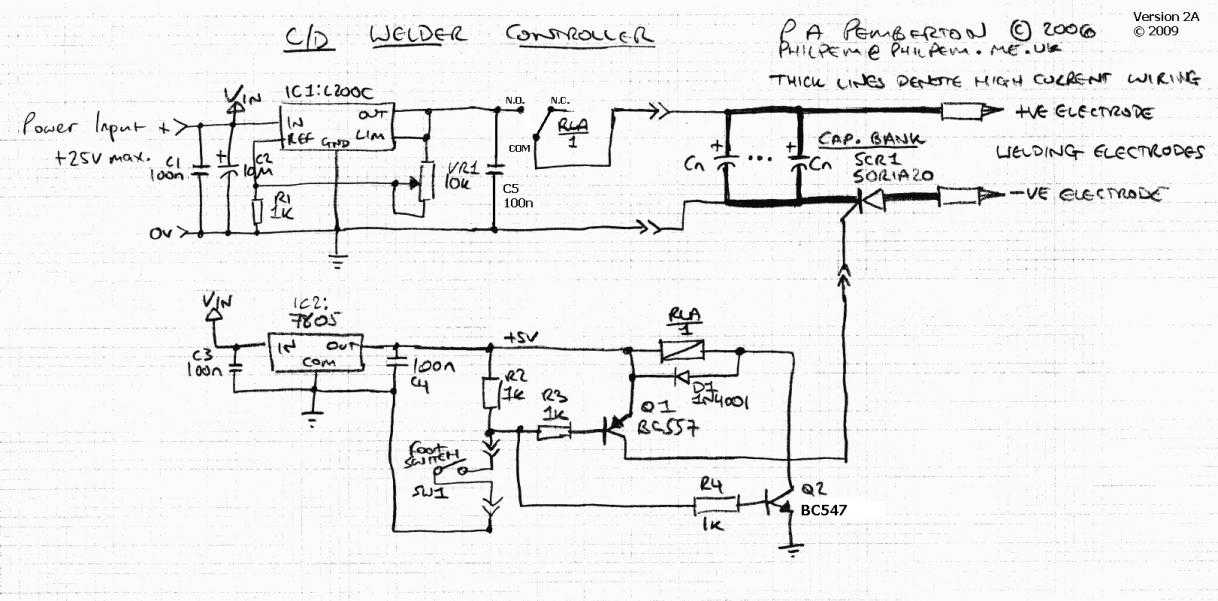
Стыковая сварка :
При стыковой сварке для соединения металлических деталей не используются электроды, вместо этого соединяемые детали подключаются к источнику питания. Существует два типа стыковой сварки:
- Стыковая сварка с осадкой.
- Стыковая сварка оплавлением.
Стыковая сварка с осадкой:
При этой сварке две металлические детали соединяются встык. Две свариваемые детали крепко зажимаются по одной в каждом зажиме и соединяются через вторичную обмотку трансформатора, как показано ниже.
При пропускании тока через металлические детали из-за сопротивления металлических деталей на их контактах поверхности нагреваются до температуры плавления. Затем после того, как усилие приложено с обеих сторон металлических частей и остается под давлением, чтобы завершить сварку.
Требуемое напряжение составляет от 2 до 8 В, а сила тока варьируется от 50 А до нескольких сотен ампер в зависимости от материала и зоны сварки. Этот тип сварки используется в основном для сварки цветных металлов для сварки стержней, стержней, проволоки, труб и т. д.
Этот тип сварки используется в основном для сварки цветных металлов для сварки стержней, стержней, проволоки, труб и т. д.
Стыковая сварка оплавлением :
Стыковая сварка оплавлением использует сопротивление металлических деталей и образующуюся между ними дугу для создания соединения. Поверхности двух металлических деталей, где должно быть выполнено соединение, располагаются очень близко друг к другу, как показано ниже.
Когда через металлические детали пропускают сильный ток, между ними образуется небольшая дуга, которая прожигает часть материала, и температура продолжает повышаться до тех пор, пока не будет достигнута конечная температура сварки. Теперь питание отключено, и две металлические детали очень быстро соприкасаются под действием высокого давления.
После контакта расплавленный металл выбрасывается, образуя сплошной сварной шов. Выброшенный металл образует заусенец вокруг соединения, который впоследствии удаляется путем резки или шлифовки. Преимущества стыковой сварки оплавлением:
- Меньшая потребляемая мощность.
- Образующаяся дуга выжигает все инородные материалы на поверхности соединения, что делает сварной шов чистым и чистым.
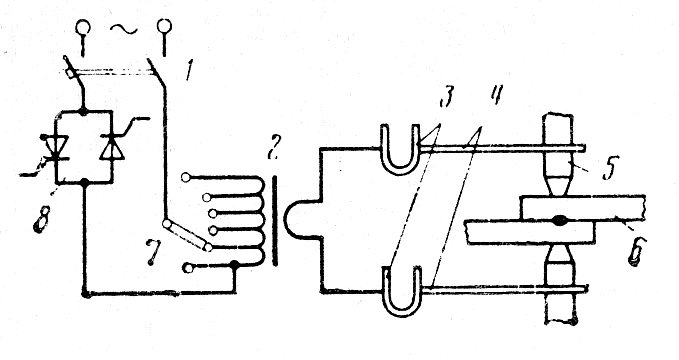
Преимущества контактной сварки:
Преимущества контактной сварки:
- Метод сварки сопротивлением является быстрым, что увеличивает скорость производства.
- Присадочный металл не требуется.
- Можно сваривать как одинаковые, так и разнородные металлы.
- Возможность локального обогрева.
- Процесс сварки можно автоматизировать.
- Процесс контактной сварки не наносит вреда окружающей среде, что делает его экологически безопасным процессом.
- Для работы со сварочным аппаратом таких специальных навыков не требуется.
- Благодаря высокой производительности хорошо подходит для массового производства.
Недостатки контактной сварки:
Недостатки контактной сварки:
- Оборудование для контактной сварки требует технического обслуживания, что увеличивает стоимость.
- Для процесса сварки требуется высокая мощность.
- Первоначальная стоимость оборудования высока.
- Сварка деталей большой толщины затруднена из-за высоких требований к току.
- Процесс сварки менее эффективен для материалов с высокой электропроводностью.

Сварка сопротивлением
Обычно используется в качестве альтернативы клепке для соединения тонких листов и тонколистового металла. Сварщик точечной сварки управляет тремя регулировками: подачей тока, синхронизацией сварки и приложенным давлением. Также можно отрегулировать кронштейны электрододержателей, чтобы приспособиться к различным формам работы. Электроды могут быть получены в вертикальном и офсетном виде.
Электроды, как правило, изготавливаются из меди, для определенных видов работ они могут иметь наконечник из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническую посадку.
При замене электродов следует соблюдать осторожность, чтобы не повредить коническую посадку.
Основной принцип точечной сварки заключается в том, что два соединяемых куска металла зажимаются между двумя медными электродами, которые подключены к источнику питания. Когда электричество передается от одного электрода к другому, металл, зажатый между ними, действует как резистор. Это вызывает накопление тепла и плавит металл, таким образом, сваривая их вместе. Чаевые следует подшивать регулярно и использовать систему охлаждения.
Принципы контактной точечной сварки
3.1 Нанесение пятна сопротивления на кузов автомобиля
Сварка сопротивлением — это процесс соединения, относящийся к сектору сварки давлением. С помощью локально применяемого тепла и давления. Он имеет очевидную связь с техникой кузнечной сварки, применяемой кузнецами при соединении металла. Процесс сварки сопротивлением был изобретен в 1877 году профессором Э. Томсоном из Филадельфии, США, когда случайное короткое замыкание натолкнуло его на идею того, что первоначально называлось сваркой с коротким замыканием. С начала двадцатого века она использовалась в небольших масштабах в промышленности, но только после Второй мировой войны точечная контактная сварка получила свое реальное начало в автомобильной промышленности. С тех пор он стал наиболее важным методом сварки, используемым при конструировании и массовом производстве кузовов автомобилей.
С начала двадцатого века она использовалась в небольших масштабах в промышленности, но только после Второй мировой войны точечная контактная сварка получила свое реальное начало в автомобильной промышленности. С тех пор он стал наиболее важным методом сварки, используемым при конструировании и массовом производстве кузовов автомобилей.
Сварка сопротивлением широко используется для серийной сборки цельностального кузова и его компонентов из листового металла. Его широкое распространение было вызвано его техническими преимуществами и снижением стоимости. Кузова большинства серийно выпускаемых автомобилей полностью собираются путем сварки стальных штамповок вместе, чтобы получить цельное жесткое шасси и конструкцию кузова. Толщина низкоуглеродистой стали, используемой в этой унитарной конструкции, варьируется от 0,8–1 мм для обшивки или панелей пола до 3 мм для основных конструкционных прессов, таких как подвески. Промежуточные калибры, такие как 1,2 мм, используются для усиления петель, 1,6 мм для элементов конструкции шасси и 1,8–2,5 мм для элементов подвески и рулевого управления. С появлением высокопрочных сталей (сталь HSLA) производители автомобилей производят панели кузова толщиной от 0,55 мм и элементы конструкции толщиной от 1,2 до 2 мм. Это уменьшение толщины может быть выполнено без потери прочности.
С появлением высокопрочных сталей (сталь HSLA) производители автомобилей производят панели кузова толщиной от 0,55 мм и элементы конструкции толщиной от 1,2 до 2 мм. Это уменьшение толщины может быть выполнено без потери прочности.
Существует несколько процессов контактной сварки. Точечная сварка сопротивлением является наиболее широко используемым процессом сварки при изготовлении кузовов автомобилей; на каждый корпус приходится от 4500 до 6000 точечных сварных швов, что составляет 80 процентов используемой сварки. Еще 10 процентов составляют другие процессы контактной сварки; шовная, выступающая, оплавление и стыковая сварка. Оставшиеся 10 процентов распределяются между методами сварки MIG/MAG, используемыми в массовом производстве автомобильных кузовов, в этой области преобладает контактная сварка.
Фундаментальный принцип, на котором основана вся сварка сопротивлением, заключается в том, что сварка производится за счет тепла, полученного от сопротивления протеканию электрического тока через два или более куска металла, удерживаемых вместе под давлением электродами, изготовленными из меди.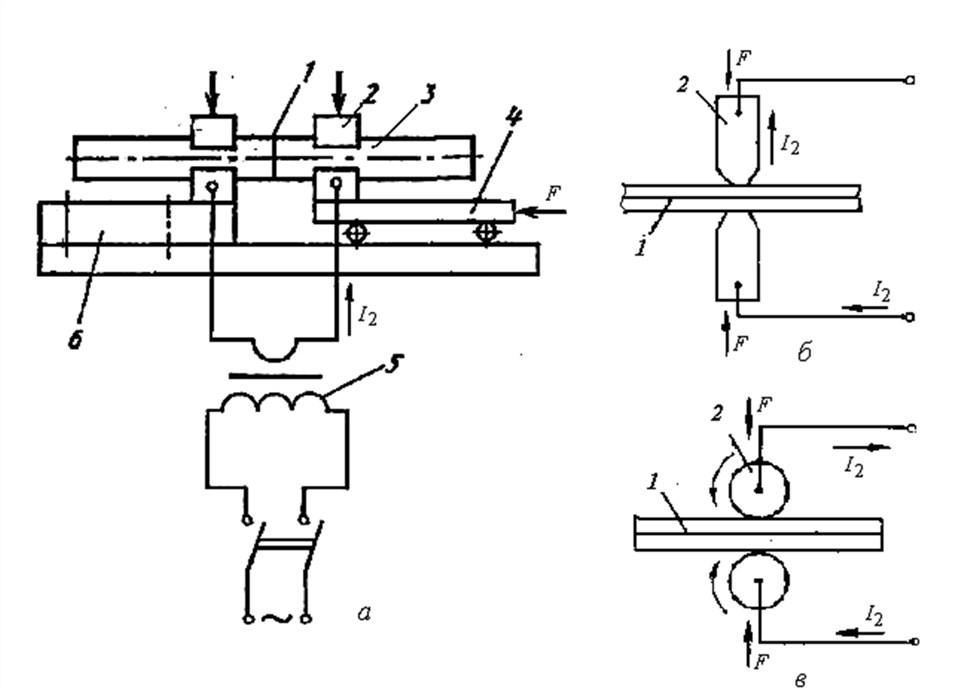 или медных сплавов. Инженерное определение тепла (тепло, являющееся сущностью всей сварки) — это (энергия) X времени. Это указывает на баланс между подводимой энергией² и временем сварки; следовательно, быстрее сварка; тем больше прижимная сила. Однако инженерное определение сопротивления таково, что чем выше усилие зажима, тем больший ток необходим для получения постоянного тепла. Тепло вырабатывается за счет сопротивления соединяемых частей прохождению сильного электрического тока. Это тепло на стыке двух частей переводит металл в пластическое состояние. При правильном давлении происходит плавление. Конструкция всех машин контактной сварки очень похожа, независимо от конструкции и стоимости. Основное различие заключается в типе губок или электродов, которые удерживают свариваемый объект. Стандартное сопротивление состоит из четырех основных элементов;
или медных сплавов. Инженерное определение тепла (тепло, являющееся сущностью всей сварки) — это (энергия) X времени. Это указывает на баланс между подводимой энергией² и временем сварки; следовательно, быстрее сварка; тем больше прижимная сила. Однако инженерное определение сопротивления таково, что чем выше усилие зажима, тем больший ток необходим для получения постоянного тепла. Тепло вырабатывается за счет сопротивления соединяемых частей прохождению сильного электрического тока. Это тепло на стыке двух частей переводит металл в пластическое состояние. При правильном давлении происходит плавление. Конструкция всех машин контактной сварки очень похожа, независимо от конструкции и стоимости. Основное различие заключается в типе губок или электродов, которые удерживают свариваемый объект. Стандартное сопротивление состоит из четырех основных элементов;
Каркас: Основной корпус машины, отличающийся по размеру и форме для роботизированного, стационарного и переносного типов.
Электрическая цепь: Состоит из понижающего трансформатора, который снижает напряжение и частично увеличивает силу тока для обеспечения необходимого тепла в месте сварки.
Электроды: Включают механизм для создания и удержания контакта в зоне сварки.
Регулятор времени: Представляет собой переключатели, которые регулируют силу тока, длительность тока и время контакта. Многие теперь включают в себя адаптивные блоки управления процессом (импульсный таймер сварки).
Основные формы контактной точечной сварки классифицируются как: контактная точечная сварка; контактная рельефная сварка; шовная сварка сопротивлением; контактная сварка оплавлением и контактная стыковая сварка.
3.2 Точечная сварка сопротивлением
Точечная сварка сопротивлением в основном ограничивается выполнением сварных швов диаметром приблизительно 6 мм между двумя или более перекрывающимися панелями из листового металла. Этот тип сварки, вероятно, является наиболее часто используемым типом контактной сварки. Искусство планирования производства для точечной сварки заключается в упрощении представления панелей в области взаимного нахлеста панелей. Ограничение точечной сварки заключается в том, что электроды должны выдерживать воздействие
силы в диапазоне от 2200 Н до 4500 Н для диапазона толщины листовой стали, используемой в конструкции и ремонте автомобилей. Таким образом, проектирование продукта должно учитывать требование, чтобы электроды, которые изготовлены из относительно слабых медных сплавов, нуждались в нормальном доступе к обеим сторонам перекрывающихся панелей, чтобы выдерживать такие электродные усилия. Соединяемый материал помещают между двумя электродами, прикладывают давление, и электрический ток проходит от одного электрода через материал к другому электроду. Существует три этапа изготовления точечной сварки. Сначала электроды подносят к металлу и прикладывают давление перед включением тока. Затем ток включается на мгновение. Затем следует третье время удержания, в течение которого ток отключается, но давление сохраняется. Время выдержки заковывает металл, пока он остывает.
Обычная точечная сварка обычно оставляет на металле небольшие углубления, что часто нежелательно на лицевой стороне готового изделия. Эти углубления сведены к минимуму за счет использования наконечников электродов большего размера на выставочной стороне. Точечная сварка сопротивлением может сваривать металлы разной толщины, используя большую площадь контакта кончика электрода с более толстым листом. Это можно сделать для низкоуглеродистой стали, имеющей разное отношение толщины 3:1.
Существует три вида деформации, вызванной контактной точечной сваркой, которые имеют отношение к изготовлению и ремонту кузова автомобиля. Во-первых, это локальное вдавливание электрода из-за погружения электрода в стальную поверхность. Это механическое искажение — побочный продукт
процесс точечной сварки. Во-вторых, существует небольшая термическая деформация, которая доставляет неудобства при попытке выполнить точечную сварку на демонстрационных поверхностях, таких как панели обшивки, без каких-либо заметных деформаций металла. Наконец, существует грубая деформация, возникающая, когда плохо подогнанные панели прижимаются друг к другу в отдельных местах. Это механическое искажение полностью связано с процессом точечной сварки. Во-вторых, существует небольшая термическая деформация, которая создает проблемы при попытке выполнить точечную сварку на демонстрационных поверхностях, таких как панели обшивки, без какой-либо заметной деформации металла. Наконец, существует грубая деформация, возникающая, когда плохо подогнанные панели прижимаются друг к другу в отдельных местах. Это механическое искажение, совершенно не связанное с процессом точечной сварки; тот же тип деформации с помощью заклепок или любого аналогичного локального метода соединения. Сочетание всех этих искажений способствует общему виду точечной сварки, что практически неприемлемо для потребительского товара. Техника изготовления кузовов автомобилей заключается в том, чтобы фланцы точечной сварки закрывались либо накладками (дверные проемы), либо уплотнительным уплотнителем (окантовка окон и экранов). Шарнирный шарнир — одна из особенностей, которая отличает дешевый кузов массового производства от дорогого кузова ручной сборки. Аппараты для точечной сварки изготавливаются как для постоянного, так и для переменного тока.
Типичная скорость контактной точечной сварки составляет 100 точек в минуту. Чтобы как можно быстрее отводить тепло в месте сварки, электроды, проводники которых иногда охлаждают водой. Хотя многие аппараты для точечной сварки имеют стационарную конструкцию, существует повышенный спрос на более маневренные портативные устройства. Электроды, проводящие ток и создающие давление, изготовлены из медного сплава с низким сопротивлением и обычно полые для облегчения водяного охлаждения. Эти электроды должны содержаться в чистоте и правильно для получения хороших результатов. Сварочные аппараты для точечной сварки широко используются для сварки стали, а при наличии электронного таймера их можно использовать для таких металлов, как алюминий, медь, нержавеющая сталь и оцинкованный металл.
Сегодняшние кузова без шасси удерживают двигатель, подвеску и рулевое управление в нужных местах и спроектированы так, чтобы поглощать удары при авариях путем смятия, тем самым защищая пассажирский салон (и его пассажиров) от ударов и деформации. С точки зрения безопасности, а также механической эффективности, правильная сварка имеет жизненно важное значение в этом виде ремонта.
Конструкция кузова автомобиля требует тщательного выбора листового металла, который до недавнего времени был полностью из мягкой стали. Прочность на растяжение и пластичность, которые хороши для низкоуглеродистой стали, жизненно важны для «сминаемости» (способности поглощать энергию удара), и именно поэтому используются контактные точечные сварные швы. Средняя обшивка кузова соединяется примерно 4500-6000 таких точечных сварных швов. Они остаются пластичными, потому что процесс сварки не изменяет первоначальные характеристики стали. Меньшая масса тела снижает нагрузку на двигатель автомобиля и, следовательно, напрямую влияет на расход бензина.
Из соображений веса и экономии топлива для некоторых узлов кузова были использованы высокопрочные стали. Поскольку характеристики этих сталей отличаются от свойств низкоуглеродистой стали (мягкой стали), которая по-прежнему составляет 60 процентов корпуса кузова, они вызывают проблемы при ремонтной сварке. Стали повышенной прочности были изготовлены специально для производителей автомобилей, чтобы производить каркасы кузовов из более тонкого, но прочного стального листа. Эти стали менее пластичны и тверже. Прежде всего, они не переносят избыточного тепла из-за плохой сварки, что делает их хрупкими или мягкими или может вызвать деформацию панели. Низкоуглеродистая сталь хорошо переносит избыточное тепло. В то время как более старые кузова из мягкой стали, по сути, требовали только настройки сварочного аппарата на толщину металла, современные новые кузова могут содержать сталь до четырех различных значений прочности, твердости и пластичности, некоторые с покрытием с одной стороны, некоторые с двусторонним покрытием и некоторые без покрытия. Листовые материалы с цинковым покрытием требуют использования более тяжелого сварочного оборудования, способного производить более высокий ток для прокалывания цинкового покрытия, а электроды необходимо постоянно очищать, чтобы избежать налипания цинка при сварке.
Таким образом, ремонт кузовов из низкоуглеродистой стали и стали HSLA требует совершенно иных методов сварки, чем только для низкоуглеродистой стали. Корпуса из низкоуглеродистой стали могут подвергаться контактной точечной сварке, газовой сварке (TIG) или дуговой сварке (MIG); но более прочные стали не должны подвергаться последним двум процессам, потому что они требуют почти в три раза больше тепла, чем контактная точечная сварка. Образующиеся температуры превышают 1350ºC для контактных точечных сварных швов, для соединений аналогичной прочности. Однако более прочные стали с их более высокой прочностью на растяжение, ограниченной пластичностью и большей твердостью особенно уязвимы к нагреву и склонны терять прочность и изменять пластичность при перегреве.
Развитие сварочного оборудования в сочетании с использованием электронного управления открыло путь к новым методам сварки кузовов, которые помогают упростить практические задачи, связанные с кузовами, изготовленными из смеси низкоуглеродистых и высокопрочных низколегированных сталей. Традиционный метод контактной сварки должен был быть
.
улучшен для соединения высокопрочных сталей. Поскольку протекание сварочного тока затруднено покрытием стали, может потребоваться более высокая температура для их разрушения, прежде чем можно будет сформировать сварной шов. Для получения стабильно хороших сварных швов необходимо использовать две или три стадии сварки, причем продолжительность каждой стадии зависит от характера стали и ее покрытия.
3.3 Точечная контактная сварка высокопрочных сталей
Жесткость кузова и его способность выдерживать большие скручивающие и другие нагрузки зависят от метода сборки, используемого для соединения различных панелей кузова. Точечная сварка используется в промышленности по двум причинам: во-первых, потому что это самый прочный и надежный метод соединения двух металлических частей, а во-вторых, из-за полного отсутствия деформации панели при сварке. Для выполнения удовлетворительного ремонта необходимо, чтобы сварные швы транспортных средств имели те же характеристики, что и оригинал.
Сравнение точечной электросварки и ковочной сварки показывает, что в обоих этих процессах соединение образуется путем слияния молекул металла. Они были объединены в каждой из двух частей, несмотря на разницу в двух используемых процессах. В случае кузнечной сварки детали нагревают в кузнечной печи, а затем куют до получения однородного материала. В случае процесса точечной сварки пистолет должен иметь устройство давления, которым может управлять пользователь и которое передает давление на электроды, и трансформатор, позволяющий подавать ток высокой силы на электроды. Точечная сварка является основным методом сварки кузовов. Большая часть производственной сварки выполняется на металле толщиной менее 2,5 мм, хотя точечная сварка может выполняться и при большей толщине. С появлением высокопрочных сталей производители автомобилей производят панели кузова толщиной всего 0,55 мм и используют толщину от 1,2 до 1,5 мм для элементов конструкции. При использовании соответствующего оборудования для этих сталей можно успешно выполнить двустороннюю точечную сварку.
3.4 Качество сварки
Для получения качественной точечной сварки необходим тщательный контроль трех факторов:
- Время сжатия
- Время сварки (длительность сварочного потока)
- Время удержания
Основным недостатком, связанным со сваркой в целом, является то, что любой визуальный осмотр сварного шва не дает сведений о качестве сварного шва. Поэтому важно, чтобы оборудование для точечной сварки, используемое при ремонте кузова двигателя, автоматически учитывало внешние обстоятельства, такие как ржавчина, накипь, падение напряжения в электросети и колебания тока.
Качество точечной сварки зависит от:
- Прочность сварного шва должна быть равна прочности основного металла. Это проблема прочности на растяжение и однородности самого наггета сварного шва.
- Сварочное тепло не должно никоим образом изменять свойства основного металла.
- Давление сварки должно препятствовать отделению основного металла, чтобы не вызвать деформацию панели и напряжения в сборке.
3.5 Нагрев
При контактной сварке время сварки контролируется либо электронными, либо электро (электрическими) устройствами. Ручные сварочные клещи клещевого типа, поставляемые в мастерские по ремонту кузовов автомобилей, обычно управляются электронным способом с минимальной предварительной настройкой. Время сварки может варьироваться от долей секунды для очень тонких листов стали до одной секунды для более толстых листов стали. Время сварки является важным фактором, поскольку прочность сварного шва зависит от правильной глубины плавления. Для получения такой глубины плавления требуется достаточное время сварки, позволяя текущему времени выделять достаточно тепла, чтобы довести небольшой объем металла до правильной температуры, чтобы обеспечить надлежащее плавление двух металлов. Если достигнутая температура слишком высока, металл будет вытесняться из зоны сварки, что может привести к образованию полостей и трещин в сварке. В некоторых марках высокопрочных сталей трещины вблизи зоны термического влияния появились после операции сварки.
3.6 Тепловой баланс
При контактной сварке панелей одинаковой толщины и состава выделяемое тепло будет равномерно сбалансировано в обеих панелях, и в результате получится характерный овальный сварной шов в поперечном сечении. Однако при сварке панелей, изготовленных из сталей разного состава, т.е. обычной низкоуглеродистой стали с высокопрочными низколегированными сталями, будет иметь место несбалансированная скорость нагрева. Эта проблема также возникает при точечной сварке двух сталей разной толщины; более толстые калибры обычно теряют больше тепла, что приводит к неудовлетворительным сварным швам. Для компенсации сварщик должен либо выбрать электрод, изготовленный из материалов, изменяющих коэффициент термического сопротивления, либо изменить геометрию наконечника электрода, либо использовать импульсное оборудование.
3.7 Электроды
Электрод (хром/медь) выполняет следующие функции:
- Проведение тока в зону сварки.
- Создайте необходимое усилие зажима сварного соединения.
- Способствует отводу тепла из зоны сварки.
Профиль и диаметр поверхности электрода зависят от свариваемого материала. Диаметр лица напрямую влияет на размер самородка. Правильный уход за
Поэтому поверхность наконечника электрода жизненно важна для обеспечения эффективного протекания тока. Например, если диаметр наконечника от 5 мм увеличить из-за износа до 8 мм, площадь контакта практически удвоится. Это приведет к низкой плотности тока и слабым сварным швам. Несоосность электродов и неправильное давление также могут привести к дефектам сварных швов.
Требования к размеру сварного шва и шагу
Там, где в производстве использовалась точечная сварка сопротивлением, она должна быть воспроизведена с заменой новой точечной сварки, где это возможно. Все такие репродукционные точечные сварные швы должны располагаться на расстоянии 30 мм друг от друга.
При точечной сварке рекомендуется воспроизвести испытательные образцы из того же калибра металла и материала для проведения испытаний на отслаивание, чтобы убедиться, что используемое сварочное оборудование может обеспечить удовлетворительное соединение по следующей формуле:
(D = диаметр наконечника, T = Толщина пластины, все в мм.)
Рисунок 7: Формула для оценки размера наконечника электрода (Коническая форма)
Минимальный шаг сварки
Прочность отдельных точечных сварных швов определяется шагом точечной сварки (расстоянием между точечными сварными швами). Соединение между панелями становится прочнее по мере уменьшения шага, но если шаг становится слишком маленьким, а точечные сварные швы расположены слишком близко друг к другу, это может привести к шунтированию тока, что фактически отводит сварочный ток в сторону предыдущего точечного сварного шва.
0003
Расположение точки сварки от края и конца панели
Расстояние до края также определяется положением сварочного наконечника. Даже если точечные сварные швы нормальные, сварные швы не будут иметь достаточной прочности, если расстояние до края недостаточно.
| Толщина панели | Шаг | Маржа |
0,6 | 11 | 5 |
0,8 | 14 | 5 |
1,0 | 18 | 6 |
1,2 | 22 | 7 |
1,6 | 29 | 8 |
5. 1 Настройка мощности
Количество используемого тока очень важно. Слишком слабый ток дает только легкую липкость, что приводит к недостаточному проникновению. Слишком большой ток вызывает обгорание сварных швов. Точечные швы могут выполняться по одному или несколько швов одновременно, в зависимости от количества используемых электродов. При постоянном приложении электрического тока соединяемая область основных металлов плавится и сплавляется вместе, так как кончики электродов прикладывают давление.
Рисунок 10: Поток тока
6.0 Требования к продолжительности сварки и настройки таймера
Установка таймера очень важна, так как она контролирует стык тепла, подаваемого в точечный сварной шов. Три самых важных фактора — это ток, время и давление.
6.1 Настройки давления
Поскольку большой электрический ток протекает в концентрированной области, кончики электродов оказывают давление, вызывая контакт поверхностей.
6.2 Деканьютон
Один деканьютон (даН) эквивалентен одному килограмму усилия зажима. В процессе сварки, если ваш сварщик не в состоянии выдержать усилие не менее 300 даН, расплавленный металл вырвется наружу, оставив слабый пористый шов. При сварке новой бористой стали абсолютно необходимо иметь сварочный пистолет, способный выдерживать 300 даН. Бор содержится в основном в секциях шасси всех новых автомобилей.
Рекомендуемое давление наконечника в соответствии с калибром стали:
| Толщина панели (мм) | Давление (кг) | Длина плеча (мм) |
0,55 + 0,55 | 50 | 250 |
0,80 + 0,30 | 60 | 250 |
0,95 + 0,95 | 70 | 250 |
1,00 + 1,00 | 80 | 250 |
1,25 + 1,25 | 100 | 250 |
1,25 + 2,00 | 120 | 250 |
Эти значения давления относятся к быстрорежущим сталям: для обычных сталей может потребоваться снижение давления.
Холдинг
При прекращении электрического тока место сварки постепенно остывает и образует самородок. При приложении давления свойство самородка становится более плотным, а его механические характеристики улучшаются. Во время реальной эксплуатации эти шаги должны быть выполнены в обязательном порядке, так как ими легко пренебречь.
7.1 Сварка контактным швом
Сварка швов аналогична точечной сварке, за исключением того, что точки перекрывают друг друга, образуя непрерывный сварной шов. При этом куски металла проходят между электродами роликового типа. При вращении электродов подача тока на каждый из них автоматически включается и выключается через промежутки времени, соответствующие скорости, с которой детали должны двигаться. При надлежащем контроле можно получить воздухонепроницаемые и водонепроницаемые швы, подходящие для таких деталей, как топливные баки и панели крыши. Когда точки перекрываются недостаточно долго, чтобы образовался непрерывный шов, этот процесс иногда называют роликовой точечной или стежковой сваркой (рис. 13). Таким образом, работа проходит расстояние между электродами, необходимое для каждого последующего цикла сварки. Работа останавливается на время, необходимое для выполнения каждого отдельного сварного шва, а затем автоматически перемещается на нужное расстояние для следующего цикла сварки. Прерывистый ток обычно необходим для большинства операций шовной сварки. Каждый отдельный сварной шов содержит несколько перекрывающихся точечных сварных швов, в результате чего соединение имеет хорошую механическую прочность, но не является герметичным.
Мягкая сталь, латунь, никель, нержавеющая сталь и многие другие сплавы могут быть сварены этим методом, хотя его использование в основном ограничено операциями с мягкой и нержавеющей сталью. Максимальная экономия достигается, если общая толщина соединяемых листов перед сваркой не превышает 3,2 мм, поверхности должны быть чистыми и свободными от окалины, что может быть выполнено пескоструйной очисткой, шлифовкой или травлением.
Рисунок 13: Шовная сварка (стыковая сварка)
8. 0 Принцип контактной рельефной сварки
Процесс сварки заключается в размещении выступов в контакте с сопряженными приспособлениями и выравнивании их между электродами. Электроды на машине в этом случае не заострены, как при точечной сварке, а обычно представляют собой относительно большие плоские поверхности, которые прижимаются к соединению, прижимая выступы друг к другу.
Машина может сваривать как один выступ, так и множество выступов одновременно. Многие переменные, связанные с рельефной сваркой, такие как толщина, вид материала и количество выступов, делают невозможным заранее определить правильный ток. Не все металлы можно сваривать выступающими частями. Латунь и медь не подходят для этого метода, потому что выступы обычно разрушаются под давлением.
8.1 Сварка контактным выступом
Выступающая сварка (рис. 14) представляет собой соединение деталей методом контактной сварки, который очень напоминает точечную сварку. Этот вид сварки широко используется при креплении крепежных элементов к элементам конструкции. Эта точка, где должна быть выполнена сварка, имеет один или несколько выступов, образованных тиснением, штамповкой или механической обработкой. Деформация тисненой металлической поверхности мала и незначительна при толщине тяжелого металла, хотя в случае разной толщины предпочтительно тиснение выступа на более толстом из двух листов.
9.0 Сварка оплавлением сопротивлением
В процессе сварки оплавлением два соединяемых куска металла зажимаются матрицами из медного сплава, форма которых соответствует размеру каждого куска и которые проводят электрический ток к изделию. Концы двух металлических частей двигаются вместе, пока не образуется дуга. Вспышка через зазор расплавляет металл, и когда два расплавленных конца сближаются, происходит сплавление. Ток отключается сразу после завершения этого действия.
Сварка оплавлением используется для стыковой или угловой сварки листов, стержней, стержней, труб и экструдированных профилей. Имеет неограниченное применение как для черных, так и для цветных металлов. Для некоторых операций штампы охлаждаются водой для отвода тепла от зоны сварки. Наиболее важным фактором, который необходимо учитывать при сварке оплавлением, является точное выравнивание деталей. Единственная проблема, с которой можно столкнуться при сварке оплавлением, — это образовавшаяся выпуклость или увеличенный размер в месте сварки. Если важна площадь отделки сварного шва, то возникает необходимость отшлифовать или обработать соединение до нужного размера.
10,0 Стыковая сварка
При стыковой сварке свариваемые металлы контактируют под давлением, через них пропускают электрический ток, кромки размягчаются и сплавляются друг с другом. Этот процесс отличается от сварки оплавлением тем, что в процессе нагревания применяется постоянное давление, что исключает оплавление. Тепло, выделяемое в точке контакта, полностью обусловлено сопротивлением. Хотя работа и управление процессом стыковой сварки почти идентичны сварке оплавлением, основное отличие состоит в том, что при этом используется меньший ток, имеет постоянное давление и дает больше времени для завершения сварки. Сварочная горелка клещевого типа с мощным сварочным трансформатором (для обеспечения очень короткого времени сварки) оснащена системой сильного давления для выполнения большинства работ, к которым можно подходить с двух сторон по типу клещей. Ряд сменных сварочных манипуляторов и электродов различной формы и длины можно использовать для мгновенного превращения стандартного пистолета в специальный инструмент, который может потребоваться для работы. Специальные комплекты держателей с электродами, специально разработанные для использования на автомобилях отдельных марок, были разработаны в сотрудничестве с большинством производителей автомобилей.
10.1 Аппарат для точечной сварки/электросварки
Обычно используется в качестве альтернативы клепке для соединения тонких листов и легкого металла. Сварщик точечной сварки может управлять тремя регулировками, протеканием тока, синхронизацией сварки и приложенным давлением. Также можно отрегулировать кронштейны электрододержателей, чтобы приспособиться к различным формам работы. Электроды могут быть получены в вертикальном и офсетном виде. Электроды обычно изготавливаются из меди, для определенных видов работ они могут иметь наконечники из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническую посадку.
11.0 Настройка оборудования для использования
Наиболее важным моментом при настройке оборудования является:
- Толщина свариваемого листового металла.
- Доступность свариваемых деталей.
- Состояние поверхности свариваемого листового металла (она должна быть как можно более чистой, а также должна быть удалена ржавчина, окалина или краска).
Процедура настройки следующая:
- При выключенном оборудовании убедитесь, что кончики электродов выровнены и имеют правильную форму. Если используются куполообразные наконечники (они обычно дают наилучшие результаты), радиусы наконечников должны составлять 51 мм и 77 мм. при использовании наконечников с усеченным конусом убедитесь, что диаметр соответствует толщине используемого материала; диаметр должен быть равен 3√ t , где t — толщина одного листа в миллиметрах. Убедитесь, что усилие на наконечнике достаточно, не сгибая плечи электрода и не сдвигая наконечники друг относительно друга.
- Включите питание и убедитесь, что индикатор сети (красный) горит.
- Переключатель выбора функции переключения на контактную точечную сварку.
- Включите управление Spotrite и убедитесь, что индикатор готовности горит.
- Проверьте блок утечки на землю, нажав кнопку проверки.
- Установить размер пятна равным нулю.
- Сварка без разбрызгивания путем выбора минимальной температуры и максимальной продолжительности сварки для получения желаемого размера сварного шва.
- Сделайте два сварных шва на расстоянии примерно 51 мм друг от друга. Очистите второй сварной шов, т. е. разорвите испытуемый образец и проверьте, соответствует ли сварной шов приблизительно необходимой прочности сварного шва. Размер самородка должен быть 4,5 √ т.
- Увеличивайте настройку размера пятна с нуля за один шаг и выполняйте пять пробных сварных швов при каждой настройке. Если сигнал брака слышен (импульс высокого тона: загорается красный индикатор) для более чем трех сварных швов, уменьшите настройку размера пятна, пока сигнал брака не сработает только два или три раза.
- Постепенно увеличивайте нагрев, чтобы уменьшить фактическое время сварки, пока не произойдет разбрызгивание. Затем уменьшите нагрев на один шаг, чтобы прекратить разбрызгивание. Сейчас оборудование полностью настроено.
Процедура сварки
- Подготовьте поверхность панели, удалив краску, грунтовку и вообще любой изоляционный материал, покрывающий свариваемую поверхность. Эта подготовка является ключевым фактором для качественной точечной сварки. Краску необходимо удалить с помощью жидкости для удаления краски или шлифовки. Если на поверхности панели присутствует ржавчина, лучшим методом подготовки является шлифовка, так как она оставит на поверхности блестящий металлический блеск, который облегчает прохождение электрического тока.
- Обеспечьте правильную регулировку электродов и кронштейнов сварочной горелки.
- Определите подходящий шаг сварки для свариваемой панели в сборе, чтобы получить максимальную прочность.
- Убедитесь, что установлено правильное расстояние от края листовой панели до ближайшего точечного сварного шва.
Односторонняя точечная сварка
В результате эксплуатационных ограничений обычной двусторонней точечной сварки оборудование для односторонней точечной сварки получило более широкое распространение в отрасли ремонта кузовов автомобилей. Эта система предлагает преимущества обычной точечной сварки без присущих ей проблем с доступом к секциям с двойными стенками. Таким образом, односторонняя точечная сварка является альтернативой обычной двусторонней точечной сварке или может использоваться вместе с ней.
В процессе односторонней точечной сварки вручную один электрод прижимается к панели, при этом электрическая цепь замыкается заземляющим зажимом и кабелем обратно к трансформатору. Это позволяет выполнять сварные швы в местах, где доступ возможен только с одной стороны.
В настоящее время производители используют различные типы стали для изготовления кузовов своих автомобилей, основными тремя из которых являются низкоуглеродистая сталь, оцинкованная сталь и высокопрочная сталь. Это привело к путанице и трудностям в идентификации и сварке. Основная проблема с высокопрочной сталью заключается в том, что она чувствительна к нагреву и ее трудно идентифицировать на транспортных средствах без данных. (Руководство по методам MIRRC Thatcham). При двусторонней сварке эта проблема решается с помощью импульсной сварки, которая максимально удерживает тепло в сварном шве. Некоторое одностороннее оборудование, особенно то, которое работает на высоком токе, не требует импульсной сварки. Вместо этого в этих машинах используется массивный всплеск мощности при постоянном токе 8000 А за очень короткий интервал, что поддерживает температуру точечной сварки ниже рекомендуемой температуры. Другое преимущество этой системы заключается в том, что не нужно определять, является ли сталь высокопрочной или низкоуглеродистой. Проблема с оцинкованной сталью заключается в том, что она имеет очень высокое контактное сопротивление стали из-за расплавления покрытия, в результате чего оно вытекает из сварного шва. Затем, когда сопротивление станет достаточно низким, он автоматически выполнит второй этап сварки с правильными настройками.
Оборудование для односторонней точечной сварки
Это оборудование рассчитано на ток от 2500 до 1200 ампер следующим образом:
- 2500 А с использованием двух фаз при 415 В
- 8000 А с использованием трех фаз при 415 В
- 1200 А, трехфазный, 415 В
Оборудование может быть использовано для выполнения следующих операций:
Односторонняя точечная сварка: Идеальна, когда доступ к материалу затруднен с обеих сторон. Он подходит для сварки крыльев, передних и задних боковых панелей.
Двухэлектродная односторонняя точечная сварка: Подходит, когда невозможно удовлетворительно прикрепить зажим заземления. Он также позволяет выполнять две точечные сварки одновременно и подходит для сварки порогов на месте.
Точечная сварка с импульсным роликом: Обеспечивает непрерывную точечную сварку вдоль кромки металла внахлест. Он идеально подходит для водосточных желобов и для приваривания заплат к панелям транспортных средств при ремонте коррозии без деформации.
Приварные медные кольцевые шайбы для натяжения: Это позволяет приваривать ряды шайб к поверхности панели. Идеально подходит для удаления больших вмятин с помощью скользящего молотка со специальной насадкой-крючком, которая проходит через кольца, которые позже отламываются при скручивании.
Быстрый съемник: Предназначен для быстрого и эффективного удаления небольших вмятин путем приваривания съемника к панели, вытягивания вмятины и последующего поворота инструмента, чтобы освободить ее от панели.
Медная усадка высоких мест: используется медный инструмент для усадки растянутых панелей, которые были перегружены ковкой.
Усадка углепластика для перетянутой панели: используется угольный стержень и используется для повторного натяжения поверхности панели, которая лишь слегка растянута.
Приварка накидных гаек к транспортному средству: это оборудование можно использовать для приваривания накидных гаек, декоративных шпилек и болтов с резьбой к поверхностям панелей, когда их необходимо заменить.
Оборудование для односторонней точечной сварки имеет низкую силу тока, что обеспечивает безопасность оператора. Оборудование использует постоянный ток с максимальным напряжением 12 вольт. Все электроды могут быть закалены в воде, без опасности для оператора при их перегреве, что продлевает срок их службы. Односторонняя сварка с одним электродом и одним зажимом заземления приведет к потерям в металлической панели, а также металлическая панель является плохим проводником электричества.
Чтобы решить эту проблему, Stanners Ltd использует систему, которая дает хорошие результаты за счет использования двух зажимов заземления, правильно расположенных на свариваемых панелях. С помощью этой системы через сварной шов проходит на 20 % больше тока, что приводит к более качественному и прочному сварному шву.
11.1 Контроль точечных сварных швов
Точечные сварные швы контролируются либо по внешнему виду (визуальный осмотр), либо разрушающим контролем. Визуальный осмотр используется для оценки качества внешнего вида (ушибы на кончике, точечные отверстия, брызги, количество точек, положение точки), а разрушающий контроль используется для измерения прочности сварного шва. Большинство разрушающих испытаний требуют использования сложного оборудования, которого нет в большинстве кузовных мастерских. Следовательно, более простой метод, называемый тестом на отслаивание, был разработан для общего использования в мастерской.
11.2 Испытание сварных швов
После настройки оборудования следует выполнить пробный сварной шов с использованием листового металла той же толщины и состояния, что и работа, которую предстоит выполнить. Когда тестовый образец готов, его следует разорвать. Если настройки правильные, соединение «расстегнется», то есть сварной шов
Испытания сварки на сдвиг и отслаивание для сталей HSLA:
При испытании на сдвиг точечных сварных швов, полученных при сварке двух сталей HSLA, может произойти частичное разрушение точечного сварного шва. Если частичное разрушение не превышает 20 % общей площади ядра, прочность сварного шва не должна снижаться.
Перед выполнением проверки проверьте следующее:
- Установка времени и управление током.
- Сварить две полосы из соответствующего материала.
- Разорвите соединение путем скручивания.
- Осмотрите сварной шов.
Точечная коррозия поверхности указывает на то, что ток включается до приложения давления. Чтобы исправить ситуацию, сбросьте выключатель соленоида, чтобы обеспечить более позднее управление. Слабое соединение с чистой поверхностью указывает на слишком низкое давление. Увеличьте давление, отрегулировав гайку.
Отверстия, прогоревшие в одной пластине, указывают на то, что давление слишком высокое. Чтобы исправить это, уменьшите давление, отрегулировав гайку.
Частично опрокинутый металл указывает на то, что наконечники не полностью соприкасаются. Советы по файлам для исправления.
SPRC: добавлен фосфор
SGACC, E/SGAHC: Лист из оцинкованной стали
SGAC35R: добавлен фосфор (также оцинкованный)
НАЗНАЧЕНИЕ: ШПТЭ: с гальваническим цинко-никелевым покрытием
Цифра в коде материала указывает предел прочности при растяжении (кг/мм²) Типы панелей. Материал. 1. Панель капота, внешняя SGAC35R 2. Панель капота, внутренняя SGACC 3. Верхняя рама, внешняя SGACC 4. Верхняя рама, внутренняя SGACC 5. Передний лонжерон SPRC35 6. Косынка переднего конца SPRC35 7. Переднее крыло СЕНСОР 8. Панель передней юбки SGACC 9. Заглушка решетки SGACC 10. Передняя концевая поперечина SPRC35 11. Порог, внутренний передний SGACC 12. Надставка передней верхней рамы SGACC 13. Наружная панель верхней части капота SGACC 14. Наружная панель передней двери SGACC 15. Внутренняя панель передней двери СГАСЕ 16. Наружная панель задней двери SGACC 17. Внутренняя панель задней двери СГАСЕ 18. Панель крыши SGACC 19. Передняя стойка, наружная, нижняя SPRC35 20. Передняя стойка, наружная, верхняя SPRC35 21. Передняя стойка, внутренняя, верхняя SPRC35 22. Центральная стойка, внутренняя SPRC35 23. Центральная стойка, внешняя СПРК35 24. Передний пол, боковой порог, внешний SGACC 25. Передний пол, боковой порог, внутренний SGACC 26. Боковой порог, внешний задний выступ СГАЦК 27. Четверть панели, внутренняя СЕНСОР 28. Задняя стойка, внутренняя SPRC35 29. Панель задней полки SPRC35 30. Внутренняя панель крышки багажника СГАСЕ 31. Внешняя панель крышки багажника SGAC35R 32. Четверть панели, наружная СЕНСОР 33. Задняя панель юбки SGACC 34 Задняя поперечина пола SGACC 35. Задний лонжерон пола SGACC 36. Порог заднего пола SGACC 37. Усиление крыши СГАХК Резюме Точечная сварка должна обладать тремя качествами: Сменные сварные швы, клеи и т. д., показанные на схемах сварки, обозначаются следующими символами: Точечная сварка Точечные сварные швы (скрытые или невидимые) Сварные электроды MIG Сварка методом MIG Plug Welds (скрытая или скрытая) Шовная сварка MIG Шовная сварка MIG (скрыта или скрыта) Шовные и штекерные сварные швы Клей «Объемные» разрезы (снятие панели) . Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель, которая является чисто информативной и по этой причине ни в коем случае не может заменить совет врача или квалифицированного лица на законных основаниях профессия. Тексты являются собственностью их соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами со студентами, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях. В настоящее время существуют различные типы сварочных процессов. Сварка — это процесс, при котором два куска металла соединяются вместе, обычно с использованием тепла, а иногда и с добавлением присадочных материалов (металла), которые делают соединение прочнее, чем основной металл. Можно также сказать, что это производственный процесс, который используется для соединения металлических материалов, обычно металлов или термопластов, с использованием высокой температуры для расплавления деталей и сплавления их при охлаждении. Читать Подробнее: Понимание проверки сварки Содержание Процесс сварки подразделяется на две части; методы низкотемпературного и высокотемпературного метасоединения. К низкотемпературным методам относятся пайка твердым припоем и пайка. В этом методе основной металл не плавится, и при высокой температуре в соединение обычно добавляют присадочный материал, чтобы увеличить или поддержать потерянную часть основного металла. Присадочные материалы могут быть прочнее основного металла. При высокой сварке давление также необходимо для соединения с нагревом, что обеспечивает хорошее соединение. Кроме того, высокая свариваемость используемого наполнителя также требовала защиты во избежание окисления. Подробнее: Принципы работы дуговой сварки Сварка — опасный процесс, который может легко вызвать ожоги, повреждение зрения, отравление ядовитым газом, поражение электрическим током и воздействие ультрафиолетового излучения. Сварочные работы могут выполняться под водой, в открытом космосе и на открытом воздухе. Ниже приведены различные типы сварочных процессов: Ниже приведены различные типы дуговой сварки: Типы защитного металла Дуговая сварка является наиболее распространенной и наиболее используемой сваркой на сегодняшний день. Его процесс включает в себя зажигание электрической дуги между заготовкой и металлическим электродом. За счет выделяемого тепла расплавленный металл переносится с электрода на поверхности соединения. Как упоминалось ранее, дуговая сварка может выполняться как на машинах постоянного, так и на переменном токе. Эти типы дуговой сварки стали очень полезными с годами, поскольку они автоматизированы и могут оставить больше материала при высокой эффективности. Подробнее: различия между процессами сварки и пайки При дуговой сварке вольфрамом также используются сварочные аппараты постоянного или переменного тока. Эти виды дуговой сварки используются вместе с защитой от углекислого газа, широко используемой для сварки стали. Типы дуговой сварки под флюсом очень похожи на дуговую сварку в среде защитного газа. Основное различие между ними заключается в том, что газовая защита заменена гранулированным минеральным материалом в качестве флюса. при его работе материалы упаковываются вокруг электрода, что делает дугу невидимой. При плазменно-дуговой сварке в качестве источника тепла используется горячая плазма. Они также аналогичны дуговой сварке вольфрамовым электродом в среде защитного газа с точки зрения большей концентрации энергии, более легкого управления оператором и повышенной стабильности дуги. Подробнее: 4 Основные виды сварочных позиций К термохимическим сварочным процессам относятся газовая сварка и алюминотермическая (термитная) сварка. Процесс газовой сварки используется в равной степени по сравнению с дуговой сваркой металлическим электродом. Источником тепла для газовой сварки является смесь ацетилена и кислорода, которая создает регулируемое различное пламя. Пламя называют науглероживающим, нейтральным и окислительным пламенем. Нейтральный каркас обычно используется для предотвращения окисления основного металла. Присадочная проволока добавляется в виде холодного наполнителя. На протяжении многих лет газовая сварка теперь используется специально при изготовлении листового металла. Однако газовая сварка — очень медленный процесс. Эти типы сварочных процессов представляют собой смесь алюминия и оксида железа. Он воспламеняется, чтобы получить перегретый жидкий металл при температуре около 2800 градусов по Цельсию. Этот тип сварки используется для сварки как черных, так и цветных металлов и подходит для соединения профилей с большими компактными поперечными сечениями, таких как прямоугольники и круглые. Подробнее: Различные типы дефектов сварки и способы их устранения Известны следующие виды контактной сварки: шовная, точечная, выступающая, оплавление, высокочастотная и низкочастотная сварка. Эти процессы используются для очень высокой скорости производства. Точечная и шовная сварка требует тепла для соединения, которое выделяется на границе раздела электрическим сопротивлением. Точечная сварка подходит и в основном выполняется на листовом металле, который требует нахлеста. Этот процесс сварки достигается за короткое время с использованием напряжения, сильноточной мощности, поскольку нагрев прикладывается к соединению через два электрода с усилием. Прочность соединения определяется размером и количеством сварных швов. Ниже приведены различные типы контактной сварки: При шовной сварке электрический ток подается на поверхность металла, что требует соединения для образования ряда перекрывающихся точек или непрерывного шва. Подробнее: Что такое газовая сварка, ее преимущества и недостатки? Выступающая сварка является обычной, когда одна часть свариваемого металла представляет собой вмятину или штамповку. Этот процесс позволяет сваривать несколько точек одновременно. Процессы сварки оплавлением представляют собой виды контактной сварки, которые выполняются путем зажима деталей, требующих соединения. Концы частей медленно сближаются, а затем тонут врозь. Процесс оплавления продолжается до тех пор, пока область требуемого соединения не нагреется, затем деталь будет сжата вместе и поддерживается давление до тех пор, пока соединение не будет сформировано и охлаждено. Эти виды сварки сопротивлением широко используются при производстве труб. Подробнее: 5 различных типов сварных соединений Холодная сварка осуществляется путем соединения материалов без использования тепла, а просто путем прижимания необходимых деталей друг к другу. Область сустава должна быть хорошо подготовлена, а давление от 35 до 90 процентов необходимо для легкой деформации сустава. Давление создается с помощью прокатной клети или пневматических инструментов и штамповочных прессов. Для изготовления соединения требуется алюминий под давлением от 1 400 000 до 2 800 000 килопаскалей. Однако для других металлов требуется более высокое давление. Сварка трением — это еще один тип сварки, который выполняется путем соединения заготовки под нагрузкой с быстрым вращением одной части. Подробнее: Меры предосторожности в цехе газовой сварки Лазерная сварка выполняется путем излучения световой энергии от лазерного источника, который помещается на заготовку для их сплавления. Лазерные типы сварочных процессов полезны в миниатюрных электрических схемах. Доступность лазеров ограничена, и их использование ограничено в некоторых областях. Его скорость и толщина, которую можно сварить, контролируются теплопроводностью металла, и предотвращается испарение металла с поверхности. Его можно применять к очень тонким материалам толщиной около 0,5 мм. Диффузионная склейка осуществляется приложенным давлением при повышенной температуре в течение определенного периода времени. Ожидается, что давление будет прикладываться с меньшей скоростью, чтобы вызвать 5% деформации соответствующих отделочных частей машины. Этот процесс сварки широко используется в аэрокосмической промышленности для соединения форм и материалов. Подробнее: Что такое приварка шпилек, ее применение и преимущества? Электронно-лучевая сварка — это виды сварочных процессов, при которых заготовку бомбардируют плотным потоком высокоскоростных электронов, преобразующих энергию электронов в тепло. Заготовка помещается в вакуумную камеру, чтобы обеспечить хорошее перемещение электронов, и в этот тип сварки включено устройство фокусировки луча. Создается сильное тепло, которое почти испаряет дыру в суставе. Очень высокое напряжение около 150 киловольт используется для выполнения чрезвычайно узкого сварного шва с глубоким проплавлением. Подробнее: Что такое электрошлаковая сварка и принципы ее работы Эти виды сварки выполняются путем зажима двух деталей, требующих сварки, на наковальне и вибрационном зонде. Эта вибрация помогает повысить температуру на границе раздела и получить сварной шов. Сварку можно выполнить за 0,08 секунды для тонких проволок и до 1 секунды для материала толщиной 1,3. Процесс ультразвуковой сварки широко используется для соединения интегральных схем, консервирования транзисторов и корпуса алюминиевой банки. Подробнее: Что такое сварка трением? и ее применения, преимущества и недостатки Эти типы сварки достигаются путем удара двух пластин друг о друга под действием силы взрыва на высокой скорости. Узнайте больше: Что такое плазменная дуговая сварка, ее компоненты и области применения Эти типы сварочных процессов являются модными методами, которые применялись с самых первых применений железа. Процесс осуществляется путем прессования или удара молотком по горячим кускам тепла. Сначала превращает маленькие железяки в более крупные полезные, соединяя их. Температура кузнечной сварки перед склейкой или прессованием. Этот процесс сварки используется кузнецами в основном при изготовлении таких предметов, как меч и цепь. Этот метод сварки идеально подходит для швов на топливных баках или емкостях. Авторское право в штатах низкое), пожалуйста, отправьте нам электронное письмо, и мы быстро удалим ваш текст.
Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию. Он предусматривает законное нелицензионное цитирование или включение материалов, защищенных авторским правом, в работу другого автора в соответствии с четырехфакторным тестом баланса. (источник: http://en.wikipedia.org/wiki/Fair_use) Различные типы сварочных процессов с диаграммой
1 Агрочная сварка сварки 13 Пожалуйста, поделитесь! Процесс сварки
Кроме того, существуют разные типы сварочных процессов с разными источниками энергии. Типы сварочных процессов
Дуговая сварка типов сварочных процессов
Дуговая сварка защитным металлом
Дуговая сварка в среде защитного газа
Дуговая сварка вольфрамом
Они используют электрод для сварки и присадочный материал, добавляемый в соединение и делающий его прочнее. Электроды плавящиеся для дуговой сварки в среде газа и металла
Дуговая сварка под флюсом
Плазменно-дуговая сварка
Термохимические виды сварочных процессов
Ниже приведены различные типы процессов термохимической сварки: Газовая сварка
Алюминотермическая сварка
Подпишитесь на наш информационный бюллетень
Контактная
сварка Шовная сварка:
Этот процесс сварки используется для сварки конструкций, где пятно недостаточно, и в основном используется для сварки контейнеров. Выступающая сварка
Сварка оплавлением
Сварка сопротивлением низкой и высокой частоты
Его стык продольный в трубке, выполненной из металла, спрессованного в форму с упирающимися краями. Сварочное тепло регулируется током, проходящим через изделие, и скоростью, с которой труба сматывается в рулоны. Холодная сварка
Сварка трением
Тепло создается на границе раздела до тех пор, пока она не станет пластичной. Затем вращение останавливают и увеличивают нагрузку для образования соединения. В результате прочные соединения с помощью процесса пластической деформации можно назвать разновидностью сварки давлением. Процесс сварки регулируется, так как при повышении температуры в месте соединения снижается коэффициент трения, что помогает предотвратить перегрев. Лазерная сварка
Диффузионная склейка
Электронно-лучевая сварка
Автоматическое поперечное устройство помогает точно позиционировать заготовку. Например, материал толщиной 13 мм будет иметь ширину всего 1 мм. Обычно скорость электросварки составляет от 125 до 250 см в минуту. Процесс ультразвуковой сварки
Сварка взрывом
Одна из пластин уложена на прочную поверхность из более тяжелой стальной пластины. Затем осторожно помещают другую пластину под углом 5 градусов к нижней пластине с листом взрывчатого вещества наверху. Тепло получается от шарнира двух пластин, а сварка происходит за счет быстрой пластической деформации материала на границе раздела. Соединение вызвано струйным действием металла между пластинами, что делает сварной шов волнообразным. Процесс кузнечной сварки