Электроды для сварки алюминия ОЗА и ОЗАНА
Купить электроды по алюминию предлагает компания Промснаб в Санкт-Петербурге. Алюминиевые электроды представлены марками ОЗА и ОЗАНА, обеспечивающие высокое качество свариваемых конструкций. Цены доступные!
Стержни электродов, предназначенных для сварочных работ по алюминию и его сплавам, изготавливаются в соответствии с ГОСТ 7871-75 из тянутой или прессованной проволоки (таких марок, как В.СвАМц.Н, П.СвАМц.Н и т.п.).
Наиболее распространенный и востребованный диаметр электродов ОЗА и ОЗАНА – 2,0 – 5,0 мм.
В состав покрытия данного типа электродов введены хлористые и фтористые соли щелочно-земельных и щелочных металлов – их присутствие обеспечивает устойчивое горение дуги и удаление оксидной пленки.
Если у Вас есть вопросы по ассортименту сварочных электродов, покупке, оплате, доставке –
- звоните по телефону (812) 602-16-17,
- напишите на E-mail: [email protected]
- или нажмите на кнопку обратной связи
Товаров на странице: 39152127333945515763697581879399
Особенности электродов для сварки алюминия
Сплавы алюминия подразделяются на:
- Литейные, сварку которых осуществляют для устранения дефектов литья
- Деформируемые, которые могут быть термоупрочняемыми и нетермоупрочняемыми
Для сварки используют преимущественно нетермоупрочняемые сплавы следующих марок: АД, АД1, АМц, АМг. Основная сложность сварки алюминия и его сплавов заключается в образовании на их поверхности тугоплавкой пленки Al2O3 – оксида алюминия. Удаление пленки при ручной дуговой сварке достигается благодаря использованию специальных электродов, отличающихся химическим составом покрытия и особым материалом стержней.
| Классификация: | |||||||||||||||||
| Описание: |
Алюминиевый электрод с 5% кремния в наплавленном металле для ручной дуговой сварки изделий из алюминия и алюминиевых сплавов (AlSi, AlCuSiMn, AlSiMg, AlZnMg идругих). |
||||||||||||||||
| Базовые материалы: |
DIN: G-AlSi6Cu4-AlMgSi1-G-AlSi5Mg-AlMgSi0.5-AlMg1SiCu-G-AlSi7Mg. |
||||||||||||||||
| Вид покрытия: | Специальное. | ||||||||||||||||
| Пространственные положения сварки: | Нижний стыковой шов, нижний угловой шов, горизонтальное. | ||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||
| Упаковка: |
|
||||||||||||||||
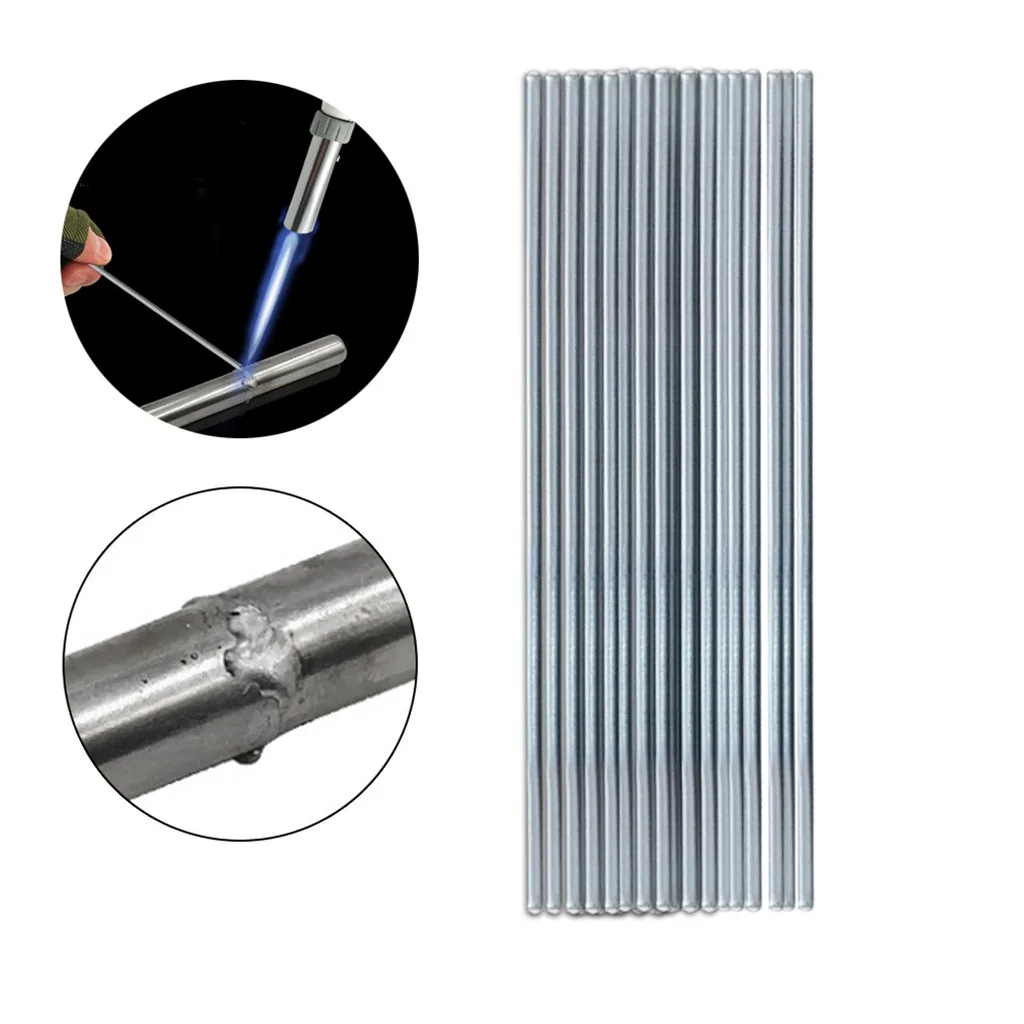
| Инструкция сварки: | Почистить зону сварки. Масивные изделия (более 6 мм толщины) подогреть перед сваркой до (150 — 250)ºС. Варить короткой дугой, направляя электрод к зонe сварки под углом 90º. |
||||||||||||||||
| Внимание! | AL- электроды очень чувствительны к воздействию влаги. Открытые пачки хранить в сухом месте. При увлажнении покрытия — электроды сушить 3 часа при температуре + 100ºС. |
 ,шт
,штESABESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См. все(110)
Прутки ESAB(6 из 48) См. все(48)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 50) См. все(50)
| |
 Лидер продаж!
Лидер продаж! Аналог отечественной СВ-08Г2С.
Аналог отечественной СВ-08Г2С. в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде.
в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде. Максимальный рез 32 мм
Максимальный рез 32 ммЭлектроды по алюминию – разновидности и их особенности
Наличие специальных электродов для сварки изделий из сплавов алюминия – не является единственным условием для соединения заготовок в единую деталь. Чтобы получить качественный сварной шов следует еще провести ряд подготовительных мер. В первую очередь следует хорошо подготовить кромки свариваемых деталей к сварке. Для этого кромкам нужно придать необходимый профиль (сточить кромку под угол примерно 45o), а также очистить их от окислов и обезжирить.
Чтобы очистить кромки и произвести их обезжиривание, следует воспользоваться органическими растворителями, также подойдет и щелочной раствор. Обычно кромки обезжириваются ацетоном, растворителем «Уайт-спиритом», и щелочными растворами «РС-1», которые продаются практически во всех магазинах строительных товаров.
Щелочную ванну, если это необходимо, можно без особого труда приготовить своими силами, используя такие компоненты:
1. Вода – 1 литр.
2. Кальцинированная сода – 50 г.
3. Тринатрийфосфат технический – 50 г.
4. Стекло жидкое – 30 г.
Прежде чем произвести обработку свариваемых кромок, полученную эмульсию следует нагреть до температуры примерно 65?C и опустить в нее заготовку на 5 минут.
Затем следует очистить свариваемую кромку от окисления. Зачистка шва производится металлической щеткой из тонких (? 0,1мм) стальных проволочек. После тщательной зачистки, поверхность следует повторно обезжирить растворителем.
Способы сварки алюминия.
Соединять детали в единое целое с помощью сварки можно несколькими способами:
Дуговая ручная сварка.
Выполняется угольными стержнями либо специальными электродами с защитной обмазкой.
Сварка в среде газов.
Для этого используется специальная аппаратура, подающая в точку сварки проволоку и газ, выполняющий защиту кипящего металла от контакта с воздухом. Для этого способа используется азотный газ либо гелий.
При этом методе используется электрод из вольфрама, диаметр которого может быть 0,8 — 1,5 мм, А электрическая дуга защищается азотным газом либо гелием.
Плазменная сварка.
Следует остановиться более подробно на основных видах электродов, которые наиболее часто используются при сварке алюминия.
Угольный электрод.
Это круглый стержень, диаметр которого 6 — 25 мм и длиной 25 – 300 мм. Состоит их коксового угля с различными вяжущими добавками в виде смол или даже дегтя. Также в нем может содержаться металлический порошок или стружка.
Также в нем может содержаться металлический порошок или стружка.
С помощью угольных электродов можно производить не только сварку алюминия, но и производить резку, делать наплавку и подготавливать отверстия определенного диаметра. Их функциональная способность намного шире, чем у однотипных металлических электродов. Иными словами – угольные электроды отличаются от других аналогов своей универсальностью.
Отмечу что не стоит путать угольные электроды с графитированными электродами, поскольку графитированные электроды используются вовсе не для сварки, а для плавки металлов в электродуговых печах
Где используются.
1. Сварка любых видов сталей.
2. Сварка легких и тяжелых сплавов (бронза, чугун). В этом случае конец электрода должен быть заточен под углом 65o.
3. Для сварки практически любых цветных металлов. Для сварки, например, медных заготовок, конец электрода должен иметь угол, заточенный под 30o. Применение сварки, по сравнению с традиционной пайкой, позволяет соединять детали сварным швом, который является более прочным. При этом времени на соединение тратится на много меньше чем при пайке.
Большим плюсом этих электродов заключается в том, что их выгорание происходить довольно медленно, поэтому сам стержень не прилипает при соприкосновении к свариваемой детали. Именно из-за этого свойства их рекомендуют использовать при практическом обучении будущих сварщиков.
Способ ведения сварки.
Сварка электродом из угля производится следующим способом. Кромки свариваемых деталей, при помощи угольного электрода, разогреваются до кипящего состояния. После этого в кипящую ванночку вводится алюминиевый прут или проволока, которая плавясь и соединяясь с кипящим метолом свариваемых заготовок, формируют качественный сварной шов.
Плавящиеся электроды для электродуговой сварки алюминия.
Такие электроды используются обычно в условиях, где не присутствует специальное оборудование для сварки именно алюминиевых сплавов.
Марки электродов.
ОЗА-1 — используется для сварки чистого алюминия, имеет минимальное количество примесей. При работе с этими электродами иногда требуется использовать алюминиевые флюсы.
ОЗА 2 – применяются для сварки кремния и алюминиевых сплавов. Не могут использоваться для наплавки, и в некоторых случаях также требуется добавка в виде алюминиевого флюса.
ОК96.10 – имеют щелочно-солевое покрытие. Рекомендуются для сварки технического алюминия, в котором отсутствуют какие-либо примеси. Довольно чувствительны к изменению напряжения, по этому, при его понижение, могут происходить частые прилипания электрода к поверхности свариваемого материала.
ОК96.20 – также покрыты щелочно-солевой обмазкой. Предназначаются для сварки деталей их сплавов алюминия, в состав которых входит магний с марганцем. Стержень электрода также имеет в своем составе определенный процент марганцевой добавки.
Выбор.
Плавкие электроды или специальные присадки, вводимые при сварке угольным электродом алюминиевых сплавов, должны подбираться именно под основной металл (алюминий). Но при этом рекомендуется, чтобы состав присадок или электродов был близок к составу свариваемого материала. Допустимо минимальное (примерно 0,0001%) присутствие элементов, которые могут улучшить качество сварного шва.
Обычно на упаковке, вместе с маркой электрода, указывается, для какого сплава и сорта металла они предназначены.
Алюминиевый электрод | AMERICAN ELEMENTS ®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Алюминиевый электрод
Номер продукта: Все применимые коды продуктов American Elements, например AL-M-02-ELEC , AL-M-03-ELEC , AL-M-04-ELEC , AL-M-05-ELEC
Номер CAS: 7429-90-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Лос-Анджелес, Калифорния
Тел .: +1 310-208-0551
Факс: +1 310-208-0351
Телефон экстренной связи:
Внутренний номер, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с правила CLP.
Классификация в соответствии с Директивой 67/548 / EEC или Директивой 1999/45 / EC
N / A
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицируемые иным образом
Нет данных
Элементы маркировки
Маркировка в соответствии с в соответствии с Регламентом (ЕС) № 1272/2008
Н / Д
Пиктограммы опасностей
Н / Д
Сигнальное слово
Н / Д
Формулировки опасности
Н / Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0- 4)
(Система идентификации опасных материалов)
ЗДОРОВЬЕ
ПОЖАР
РЕАКТИВНОСТЬ
0
0
0
Здоровье (острые эффекты) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT :
НЕТ
vPvB:
НЕТ
РАЗДЕЛ 3.СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ
Вещества
Номер CAS / Название вещества:
7429-90-5 Алюминий
Идентификационный номер (а):
Номер ЕС:
231-072-3
РАЗДЕЛ 4. ПЕРВАЯ ПОМОЩЬ
Описание мер первой помощи
Общие сведения
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытый глаз под проточной водой в течение нескольких минут. Если симптомы не исчезнут, обратитесь к врачу.
Если симптомы не исчезнут, обратитесь к врачу.
При проглатывании:
Если симптомы не исчезнут, обратиться к врачу.
Информация для врача
Наиболее важные симптомы и воздействия, как острые, так и замедленные
Данные отсутствуют
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Специальный порошок для металлических огней.Не используйте воду.
Средства пожаротушения, непригодные из соображений безопасности
Вода
Особые опасности, исходящие от вещества или смеси
При пожаре могут образоваться следующие вещества:
Оксид металла
Рекомендации для пожарных
Защитное снаряжение:
Нет специальных мер требуется
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры личной безопасности, защитное снаряжение и порядок действий в чрезвычайной ситуации
Не требуется.
Меры по защите окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускать попадания продукта в канализацию, канализацию или другие водоемы.
Не допускайте попадания материала в землю или почву.
Методы и материалы для локализации и очистки:
Подобрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы.
См. Раздел 7 для получения информации о безопасном обращении.
См. Раздел 8 для получения информации о средствах индивидуальной защиты.
См. Раздел 13 для получения информации об утилизации.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Хранить контейнер плотно закрытым.
Хранить в сухом прохладном месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения с учетом несовместимости
Требования, предъявляемые к складским помещениям и таре:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Держать емкость плотно закрытой.
Хранить в прохладном, сухом месте в хорошо закрытой таре.
Особое конечное использование
Нет данных
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ / ЛИЧНАЯ ЗАЩИТА
Дополнительная информация о конструкции технических систем:
Нет дополнительных данных; см. раздел 7.
Параметры контроля
Компоненты с предельными значениями, требующие контроля на рабочем месте:
7429-90-5 Алюминий (100.0%)
PEL (США) Долгосрочная стоимость: 15 *; 15 ** мг / м 3
* Общая пыль; ** Вдыхаемая фракция
REL (США) Долгосрочное значение: 10 * 5 ** мг / м 3
* Общая пыль ** Вдыхаемая фракция
ПДК (США) Долгосрочное значение: 1 * мг / м 3
как Al; * в виде вдыхаемой фракции
EL (Канада) Долгосрочное значение: 1,0 мг / м 3
металл и нерастворимые соединения, вдыхаемые
EV (Канада) Долгосрочное значение: 5 мг / м 3
алюминийсодержащий ( как алюминий)
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте типичные защитные и гигиенические правила обращения с химическими веществами.
Поддерживайте эргономичную рабочую среду.
Дыхательное оборудование:
Не требуется.
Защита рук:
Не требуется.
Время проницаемости материала перчаток (в минутах)
Нет данных
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид :
Форма: Твердое вещество в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог запаха: Данные отсутствуют.
pH: нет данных
Точка плавления / интервал плавления: 660,4 ° C (1221 ° F)
Точка кипения / интервал кипения: 2519 ° C (4566 ° F)
Температура сублимации / начало: данные отсутствуют
Воспламеняемость (твердое, газ)
Нет данных.
Температура возгорания: Данные отсутствуют.
Температура разложения: Данные отсутствуют.
Самовоспламенение: Данные отсутствуют.
Взрывоопасность: данные отсутствуют.
Пределы взрываемости:
Нижний: данные отсутствуют
Верхние: данные отсутствуют
Давление пара: нет данных
Плотность при 20 ° C (68 ° F): 2.7 г / см 3 (22,532 фунта / галлон)
Относительная плотность
Нет данных.
Плотность пара
Н / Д
Скорость испарения
Н / Д
Растворимость в воде (H 2 O): Нерастворимый
Коэффициент распределения (н-октанол / вода): данные отсутствуют.
Вязкость:
Динамическая: Нет данных
Кинематическая: Нет
Другая информация
Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Данные отсутствуют
Химическая стабильность
Стабилен при рекомендуемых условиях хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит при использовании и хранении в соответствии со спецификациями.
Возможность опасных реакций
Реагирует с сильными окислителями
Условия, которых следует избегать
Данные отсутствуют
Несовместимые материалы:
Кислоты
Окисляющие вещества
Опасные продукты разложения:
Дым оксида металла
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологии эффекты
Острая токсичность:
Эффекты неизвестны.
Значения LD / LC50, имеющие отношение к классификации:
Нет данных
Раздражение или разъедание кожи:
Может вызывать раздражение
Раздражение или разъедание глаз:
Может вызывать раздражение
Сенсибилизация:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток:
Эффекты неизвестны.
Канцерогенность:
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточные данные для классификации агента с точки зрения его канцерогенности для людей и / или животных.
Репродуктивная токсичность:
Реестр токсических эффектов химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая системная токсичность, поражающая отдельные органы-мишени — многократное воздействие:
Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени — однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Воздействие неизвестно.
От подострой до хронической токсичности:
Реестр токсических эффектов химических веществ (RTECS) содержит данные о токсичности при многократных дозах
для этого вещества.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не изучена.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и разлагаемость
Нет данных
Потенциал биоаккумуляции
Нет данных
Мобильность в почве
Нет данных
Дополнительная экологическая информация:
Нет допускать попадание материала в окружающую среду без официальных разрешений.
Избегать попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
Нет данных
vPvB:
Нет данных
Другие побочные эффекты
Нет данных
РАЗДЕЛ 13.СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Обратитесь к официальным инструкциям, чтобы обеспечить надлежащую утилизацию.
Неочищенная тара:
Рекомендация:
Утилизация должна производиться в соответствии с официальными предписаниями.
РАЗДЕЛ 14. ТРАНСПОРТНАЯ ИНФОРМАЦИЯ
Номер ООН
DOT, ADN, IMDG, IATA
НЕТ
Собственное транспортное наименование ООН
DOT, ADN, IMDG, IATA
НЕТ
Класс (ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Class
N / A
Группа упаковки
DOT, IMDG, IATA
N / A
Опасности для окружающей среды:
N / A
Особые меры предосторожности для пользователя
N / A
Транспортировка навалом в соответствии с согласно Приложению II к MARPOL73 / 78 и Кодексу IBC
Н / Д
Транспортировка / Дополнительная информация:
DOT
Морской загрязнитель (DOT):
Нет
РАЗДЕЛ 15.
 НОРМАТИВНАЯ ИНФОРМАЦИЯ
НОРМАТИВНАЯ ИНФОРМАЦИЯ Нормативы / законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ Закона о контроле за токсичными веществами Агентства по охране окружающей среды США.
Все компоненты этого продукта занесены в Канадский список веществ, предназначенных для домашнего использования (DSL).
SARA Раздел 313 (списки конкретных токсичных химических веществ)
7429-90-5 Алюминий
Предложение штата Калифорния 65
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 — Токсичность для развития
Вещество не указано.
Предложение 65 — Токсичность для развития, женщины
Вещество не указано.
Предложение 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Для использования только технически квалифицированными специалистами.
Этот продукт подпадает под требования к отчетности раздела 313 Закона о чрезвычайном планировании и праве общества на информацию от 1986 года и 40CFR372.
Другие постановления, ограничения и запретительные постановления
Вещество, вызывающее очень большую озабоченность (SVHC) в соответствии с Регламентом REACH (EC) No.1907/2006.
Вещества нет в списке.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещества нет в списке.
Приложение XIV Правил REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество внесено в список.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Вышеупомянутая информация считается правильной, но не претендует на исчерпывающий характер и должна использоваться только в качестве руководства. Информация в этом документе основана на текущем уровне наших знаний и применима к продукту с учетом соответствующих мер безопасности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.Дополнительные условия продажи см. На обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 AMERICAN ELEMENTS. ЛИЦЕНЗИОННЫМ ДАННЫМ РАЗРЕШЕНО ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННЫХ КОПИИ БУМАГИ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Вышеупомянутая информация считается правильной, но не претендует на исчерпывающий характер и должна использоваться только в качестве руководства. Информация в этом документе основана на текущем уровне наших знаний и применима к продукту с учетом соответствующих мер безопасности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.Дополнительные условия продажи см. На обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 AMERICAN ELEMENTS. ЛИЦЕНЗИОННЫМ ДАННЫМ РАЗРЕШЕНО ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННЫХ КОПИИ БУМАГИ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Подача алюминиевого электрода
Подача алюминиевого электрода
Производительность оборудования GMAW, используемого для сварки алюминия, существенно влияет на возможность подачи электрода. Возникновение дуги или возгорание часто являются результатом недостатка вспомогательного оборудования.Такие недостатки можно объяснить неправильным сочетанием аксессуаров и плохим уходом или отсутствием профилактического обслуживания. Исправление этих недостатков часто значительно улучшает подачу электродов. Выше показаны важные вспомогательные компоненты, каждый из которых должен быть рекомендованным производителем для конкретного размера используемого электрода.
Функции и обслуживание вспомогательного оборудования:
Приводные ролики — В дополнение к правильным контурам приводных валков U-типа необходимо поддерживать правильное давление приводных валков.Чрезмерное давление приводного ролика искажает электрод, увеличивая сопротивление трения через гильзу и контактный наконечник. Края U-образной канавки должны быть скошенными, а не острыми.
Пылезащитные чехлы — Использование пылезащитных чехлов и периодическая очистка футеровки от пыли и грязи увеличивает срок службы. Правильное хранение также важно для уменьшения загрязнения. AlcoTec рекомендует хранить электрод в контролируемой атмосфере с относительной влажностью ниже тридцати процентов, предпочтительно в шкафу с регулируемой температурой и влажностью.Пакеты с электродом никогда не следует оставлять на открытом воздухе или хранить в неотапливаемых помещениях. Электрод никогда не следует оставлять в оборудовании на ночь, если в оборудование не добавлены защитные средства, такие как продувка газом, резистивный нагреватель и т. Д.
Правильное хранение также важно для уменьшения загрязнения. AlcoTec рекомендует хранить электрод в контролируемой атмосфере с относительной влажностью ниже тридцати процентов, предпочтительно в шкафу с регулируемой температурой и влажностью.Пакеты с электродом никогда не следует оставлять на открытом воздухе или хранить в неотапливаемых помещениях. Электрод никогда не следует оставлять в оборудовании на ночь, если в оборудование не добавлены защитные средства, такие как продувка газом, резистивный нагреватель и т. Д.
Контактные наконечники — Правильный I.D. контактного наконечника имеет первостепенное значение. Если между электродом и контактным наконечником слишком большой зазор, возникнет дуга. Непрерывное горение дуги вызывает скопление частиц на внутреннем диаметре. поверхность наконечника, которая увеличивает силы сопротивления и вызывает ожоги из-за неустойчивой подачи.Удаление заусенцев и полировка новых контактных наконечников, а также повторная полировка или замена контактных наконечников при обнаружении неустойчивой подачи также улучшает общую производительность.
Трубопровод — Гибкий кабелепровод соответствующего размера с тефлоновой, нейлоновой или пластиковой прокладкой улучшает подачу электрода на большие расстояния, предотвращая истирание электрода. Плавная подача также обеспечивается неметаллическими соединительными фитингами, которые следует периодически проверять.
Обеспечение высокого качества сварных швов
Несмотря на то, что сварочное оборудование является прочным, повседневная работа требует регулярного технического обслуживания.Неисправное или неправильно обслуживаемое сварочное оборудование может привести к плохим сварочным работам. Тем не менее, при правильном выборе параметров сварки, правильном оборудовании и принадлежностях, эффективной программе профилактического обслуживания и приобретении электрода AlcoTec Almigweld можно достичь высокого качества сварных швов.
Точечная коррозия электрода при контактной точечной сварке алюминиевого сплава 5182
R.R. Irving: Met. Forming , март 2001 г., стр. 27–32.
Дж.Мацумото и Х. Мотидзуки: Weld. Int. , 1994, т. 8 (6), стр. 438–44.
Артикул Google Scholar
Т. Сайто, Ю. Такахаши и Т. Ниси: Nippon Steel Tech. Rep., 1988, т. 37 (4), стр. 24–30.
Google Scholar
Р.М. Риветт и С.А. Вестгейт: Met. Констр. , 1980, т. 12 (10), стр. 510–17.
CAS Google Scholar
М.А.Глагола, К.А. Roest: Технический отчет SAE № 760167, SAE, Warrendale, PA, 1976.
Google Scholar
Р. Икеда, К. Ясуда, К. Хасигучи, Т. Окита и Т. Яхаба: Proc. Передовые технологии и процессы (IBEC ’95) , SAE, Warrendale, PA, 1995, стр. 144–51.
Google Scholar
Г.Л. Леоне и Б. Альтшуллер: Технический документ SAE No.840292, SAE, Warrendale, PA, 1984.
Google Scholar
Р.М. Риветт: Отчет № 132/1980, Институт сварки, Кембридж, Соединенное Королевство, декабрь 1980 г.
Google Scholar
E.P. Патрик и Д.Дж. Spinella: AWS, конференция по сварке листового металла. , Детройт, секция VII, Трой, штат Мичиган, октябрь 1996 г., статья № 34.
I. Lum: кандидатская диссертация, Университет Ватерлоо, Ватерлоо, 2002.
Google Scholar
E.P. Патрик, Дж.Р. Аул и Т.С. Sun: Технический документ SAE № 840291, SAE, Warrendale, PA, 1984.
Google Scholar

У. Дильтей и С. Хикен: Schweissen and Schneiden , vol. 50, №1, 1998 г., стр. 34–8.
CAS Google Scholar
Фазовые диаграммы бинарных сплавов , T.Б. Массальский, изд., ASM INTERNATIONAL, Парк материалов, Огайо, 1990, т. 1. С. 141–43.
Google Scholar
С. Фукумото, И. Лум, Э. Биро, Д. Бумер, и Ю. Чжоу: Welding J. , в печати.
M. Hasir: Scheweissen Schneiden , 1984, vol. 36 (3), стр. 116–21.
Google Scholar
X.K. Пэн, Р. Вюрер, Г.Хенесс и У. Yeung: J. Mater. Sci. , 1999, т. 34 (9), стр. 2029–38.
Артикул CAS Google Scholar
F.A. Calvo, A. Ureña, J.M. Gomez De Salazar и F. Molleda: J. Mater. Sci. , 1988, т. 23 (6), стр. 2273–80.
Артикул CAS Google Scholar
П. Донг, М. Виктор Ли и М. Кимчи: Sci. Technol.Сварочные соединения , 1998, т. 3 (2), стр. 59–64.
Google Scholar
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.
Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.

- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
SÜA — Алюминиевый стержневой электрод E4043
E4043 используется для производственной или ремонтной сварки всех свариваемых марок алюминиевых листов, пластин, труб, отливок и профилей толщиной не менее 3/32 дюйма. Специальное экструдированное покрытие в этом электроде плотное и без воздушных отверстий, как в более дешевых электродах с покрытием погружением.

Может использоваться как стержневой электрод SMAW или как пруток для кислородно-ацетиленовой пайки.Очень прост в использовании с исключительно стабильной дугой, работает при низком токе с минимальным количеством брызг или дыма. Наплавленный металл прочный, плотный, непористый, с хорошей цветопередачей и устойчивостью к коррозии ».
Обычно используется в системах ирригационных трубопроводов, холодильном оборудовании, приборах, деталях лодок, декоративных алюминиевых деталях, алюминиевых дверных или оконных рамах, алюминиевых лестницах, резервуарах, полках, деталях автомобилей, грузовиков или автобусов, ошибках обработки и наращивании недостающих секций на отливки, профили и плиты.
Эти электроды имеют длину 14 дюймов и доступны в размерах: 3/32 дюйма, 1/8 дюйма и 5/32 дюйма — Доступные пакеты: 0,5 фунта, 1 фунт и 2 фунта — Выберите нужный вариант в меню размера — установите флажок Изображение №2 для примерного количества электродов на фунт.
Инструкции: Тщательно очистите зону сварного шва, чтобы она не была загрязнена железом, ржавчиной, маслом, жиром и т. Д. Более толстые участки должны быть скошены под углом 60 °. Совместите свариваемые детали, прихватив стык (и).Предварительный нагрев более толстых секций до 350 ° F сгладит сварной шов и снизит необходимую силу тока. Используйте DC + (обратная полярность), держите электрод под углом 90 ° к заготовке, поддерживайте короткую длину дуги и быстро перемещайте. Техника плетения не рекомендуется из-за более высоких скоростей хода, необходимых при сварке алюминия. Дайте детали остыть на воздухе и удалите весь шлак с помощью щетки из нержавеющей стали, прежде чем делать дополнительные проходы. Когда закончите, дайте детали остыть примерно до 200ºF и удалите остатки флюса теплой водой и жесткой щеткой из нержавеющей стали.Нанесение 10% раствора серной кислоты и горячей воды щеткой из нержавеющей стали придаст поверхности чистый и полированный вид. Примечания: При использовании кислородно-ацетиленовой горелки для пайки установите горелку на пламя карбонизации и карбонизируйте деталь, затем повторно установите нейтральное пламя и нагрейте всю деталь до тех пор, пока не исчезнут остатки углерода; затем примените E4043.
Примечания: При использовании кислородно-ацетиленовой горелки для пайки установите горелку на пламя карбонизации и карбонизируйте деталь, затем повторно установите нейтральное пламя и нагрейте всю деталь до тех пор, пока не исчезнут остатки углерода; затем примените E4043.
Алюминий, металлический электрод, 4 «
Есть вопросы? Поговорите с экспертом.406-256-0990 или же Живой чат в
- Возраст 8+
- На складе, готово к отправке
- Это нужно быстро? Смотрите варианты доставки в корзине.
Эта полоска имеет ширину 3/4 дюйма и длину 4 дюйма. Он весит около 4 граммов. Читать Подробнее
участников My Science Perks зарабатывают не менее $ 0,04 обратно на этот предмет. Войдите или создайте Бесплатный HST Аккаунт, чтобы начать зарабатывать сегодня
ОПИСАНИЕ
Эта полоса имеет ширину 3/4 дюйма и длину 4 дюйма. Он весит около 4 граммов.
Он весит около 4 граммов.
ПРИМЕЧАНИЕ. Фактический продукт может отличаться от представленного на фотографии из-за различий в поставщиках.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
ВКЛАДКА СОДЕРЖАНИЕ
ВКЛАДКА ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Описание
- EL-ELECTAL
- Технические характеристики
- СОДЕРЖАНИЕ
Мы хотим, чтобы этот предмет был живым, когда вы его получите! Следовательно, нам необходимо знать, когда вы будете дома, чтобы получить его (минимизируя воздействие стихии).Укажите дату доставки, среда — Пятница, это минимум 7 дней с сегодняшнего дня.
Физика и инженерия / Электричество и электроника / Статическое электричество
/ физика-инженерия /, / физика-инженерия / электричество-электроника /, / физика-инженерия / электричество-электроника / электроды-статическое электричество /
Мы поняли. Наука может быть беспорядочной. Но продукты и услуги Home Science Tools справятся с этим.
Наша продукция долговечна, надежна и доступна по цене, чтобы доставить вас из полевых условий в лабораторию и на кухню. Они не подведут, с чем бы они ни боролись. Будь то (чрезмерно) нетерпеливые молодые ученые из года в год или строгие требования, которые возникают раз в жизни.
Будь то (чрезмерно) нетерпеливые молодые ученые из года в год или строгие требования, которые возникают раз в жизни.
И если ваш научный запрос идет не так, как ожидалось, вы можете рассчитывать на помощь нашей службы поддержки клиентов. Рассчитывайте на дружеские голоса на другом конце телефона и советы экспертов в вашем почтовом ящике.Они не будут счастливы, пока вы не станете счастливыми.
Итог? Мы гарантируем, что наши продукты и услуги не испортят ваше научное исследование, каким бы беспорядочным оно ни было.
Вопросы? Свяжитесь с нашей службой поддержки клиентов.
Пруток для дуговой сварки алюминияХорошая функция сварки Производители электродов из алюминиевого сплава E4043 — Электрод из алюминиевого сплава — Продукция
Описание
Краткие сведения
Место происхождения: Чжэцзян, Китай (материк)
Фирменное наименование: Ocean Welding
Номер модели: E4043
Материал: алюминий / алюминиевый сплав
Длина: 300-500 ммРабочий ток: 50-240 А
Сварочный ток: 2.5 мм V, OH 50-80
Рабочая температура: 60-90, 90-120, 120-150
Диаметр: 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм
Применение: сварка алюминия материалы
Упаковка и доставка
Детали упаковки: | Размер: 2,5 мм X 300 мм (упаковка: 1,0 кг / внутренние коробки 1 тонна / поддон) Размер: 3,2 мм X 350 мм (упаковка : 1,0 кг / внутренние ящики 1 тонна / поддон) Размер: 4.0 мм X 400 мм (упаковка: 1,0 кг / внутренние коробки 1 тонна / поддон) |
Сведения о доставке: | в течение 25 дней после подтверждения |
Технические характеристики
алюминиевый электрод
Стандарт: AWS Сертификаты
: CE ISO
Допускается OEM
Алюминиевый сварочный электрод AWS E4043
Технические характеристики
Сплав: 4043 CTD Соответствует сертификации: AWS A5. 3
3
Класс: E4043 ASME SFA A5.3
Сплав: E4043 CTD
Требования к химическому составу AWS
Si = 4,5 — 6,0 Zn = 0,10 макс.
Fe = 0,80 макс. Ti = 0,20 макс.
Cu = 0,30 макс. Be = 0,0008 макс.
Mn = 0,05 макс. Al = остаток
Mg = 0,03 макс. Другое = 0,05 каждое — всего 0,15 макс.
Химический состав отложений% (типичный)
Si = 5,00 Cu = 0,20
Ti = 0,11 Al = баланс
Рекомендуемая работа сварочных стержней
Параметры сварки зависят от диаметр сварочного материала и положения сварки в том числе толщины опорной пластины.
Приложение
E4043 CTD представляет собой электрод с покрытием, предназначенный для ремонтной сварки алюминия и алюминиевых сплавов, таких как серии 5454, 5154, 6052, 6063, 700. — Правильный выбор алюминиевого присадочного металла в основном зависит от свойств основного металла
Достигнутые и Сварочная техника. Также необходимо учитывать растрескивание после сварки, коррозионную стойкость и поведение при повышенных температурах. Растрескивание обычно можно минимизировать, выбирая сплав присадочного металла с более высоким содержанием сплава, чем основной металл.
Тестирование продукции
Строгое тестирование продукции гарантирует качество нашей продукции.
Преимущества
1. Меньшее количество брызг
2. Легкость повторного взрыва
3. Меньше смога
4. Хорошее отсутствие шлака, высокая эффективность осаждения
Упаковка и доставка
Детали упаковки:
1. Коробка 1 кг / ПВХ или 5 кг / Коробка из ПВХ (термоусадочная пленка + коробка из ПВХ)
2. 4 коробки из ПВХ (20 кг) / коробка
3. Коробка 50 (1 тонна) / поддон
4. По требованию клиентов
5.Доставка: Обычно готовый товар от 8 до 25 дней.
О нас
1. Мы Lin an Dayang Welding Material Co.