| Окружной сварной шов | Добавляет окружность к сгибу линии шва, что указывает на то, что шов применяется вокруг контура. |
| Шов при монтажной сварке | Добавляет к сгибу линии шва, что указывает на то, что шов применяется в монтажной сварке или на месте. Выберите нижний Шов при монтажной сварке, чтобы флажок указывал вниз. |
| Символ сварки | Используйте верхнюю кнопку Обозначение сварного шва, чтобы выбрать обозначение для шва на лицевой стороне. Используйте нижнюю кнопку Обозначение сварного шва, чтобы выбрать обозначение для шва на обратной стороне. |
Нажмите и выберите обозначение в библиотеке обозначений. Чтобы убрать обозначение, отключите его, сняв флажок. Доступность других параметров зависит от выбранного обозначения. Введите размер слева от обозначения. Введите шаг справа от обозначения. Обычно формат шага — Длина-Шаг. |
|
| Шов на обратной стороне | Шов на лицевой стороне |
|
Стандарт ISO использует обозначения сварного шва на (над) линией для «соседнего» шва или шва на лицевой стороне и условные обозначения шва на пунктирной линии (под) для заднего шва или шва на тыльной стороне по умолчанию. |
|
| Обозначение процесса сварки | Введите текст в большом поле справа, на любом количестве строк, и он появится сзади обозначения. |
| Ссылка | Создание справочного поля вокруг текста Обозначение процесса сварки. |
| Контур | Добавляет форму контура над обозначением. |
| Угол разделки кромок | |
| Ширина сварного шва | (Только JIS) Введите размер. |
| Второе скругление | Добавляет второе скругление в существующее обозначение. Этот параметр доступен только для Стыковой без скоса кромок, Стыковой одиночный наклонный, Стыковой одиночный наклонный с основанием и Стыковой одиночный J-образный. Введите размер слева от обозначения. Введите шаг справа от обозначения. |
| Симметричность | Свойства на одной стороне строки с обозначением отображаются также на другой стороне. |
| Расставить в шахматном порядке | Обозначения выше и ниже строки являются прерывистыми. |
| Отобразить с линией идентификации сверху | Перемещает штриховую линию идентификации в область над строкой с обозначением. |
| Шрифт | Чтобы указать шрифт для текста и размер обозначения, снимите флажок Использовать шрифт документа и нажмите Шрифт. |
| Полка выноски | Выполните привязку выноски к указанному положению на обозначении сварного шва. |
| Использовать несколько изогнутых указателей | Позволяет вам нажать мышью несколько раз в графической области для создания изогнутых указателей. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Включить это обозначение в таблицу сварки | Выберите, чтобы сделать обозначение сварки доступным в таблице сварных швов. |
| Стиль | Изменяет стиль обозначений сварки. ДЛя получения дополнительной информации см. Стиль. |
| Стиль выноски (в PropertyManager Обозначение сварного шва) |
Использовать отображение документа:
|


Обозначение сварных швов — Энциклопедия по машиностроению XXL
Если сварное соединение имеет одинаковые швы, то применяется упрощенное обозначение сварных швов. [c.212]Примеры обозначений сварных швов по ГОСТ 2.312 — 72 (табл. 17) [c.304]
Подробнее об условных изображениях и обозначениях сварных швов и видов сварки см. в ГОСТ 5264 — 80, 8713 — 79, 11533-75, 11534-75, 14771-76, 14776-79, 14806-80, 15164-78, 16037-80, 16038-80, 16098-80.
В табл. 7.2 даны вспомогательные знаки, проставляемые в условном обозначении сварных швов. Эти знаки выполняют сплошными тонкими линиями, причем высота знаков должна быть равна высоте цифр, входящих в обозначение шва. [c.215]
Пятая позиция предусматривает правила нанесения обозначений для прерывистых швов, для одиночных сварных точек, для швов контактной сварки точечных или роликовых. Например, для прерывистых швов записывают размер длины провариваемого участка /, знак 2 или / и размер шага шва для шва контактной роликовой электросварки — размер расчетной ширины шва для шва контактной точечной электросварки — диаметр точки d, знак / или знак 2 и размер шага и т. д. Все случаи приведены в примерах услов-1 ых обозначений сварных швов (табл. 7.6). [c.224]На рис. 16.4 дано изображение сварной металлической балки двутаврового сечения, состоящей из верхнего и нижнего поясов, стенки и ребер жесткости — длинных и коротких. В обозначениях сварных швов указывается необходимая величина катета (первая цифра) и длина шва (вторая цифра), [c.415]
Значительным изменениям подверглись условные графические знаки для обозначения сварных швов и правила нанесения их на изобра-
[c. 96]
96]
Условный знак для обозначения пайки (черт. 172, а) и склеивания (черт. 172, б) наносят не на полке линии-выноски, как это делается при обозначении сварных швов, а на самой линии-выноске. На полке линии-выноски указывают номер пункта технических требований, в котором говорится о требованиях к качеству шва. В остальных случаях полка к линии-выноске не проводится. Для обозначения швов, выполненных пайкой или склеиванием, по периметру на конце линии-выноски, как и при сварке, наносят окружность, диаметр которой равен 3…4 мм (черт, 173). Линия-выноска, в отличие от обозначения сварки, у шва заканчивается двусторонней стрелкой.
ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ [c.291]
Условное обозначение сварных швов в общем случае должно содержать в порядке, показанном прямоугольниками 1 ,5 на рис. 16.28, следующее [c.292]
Обозначение сварных швов. Чертежи сварных деталей оформляют как чертежи сборочных единиц. Элементы сварной детали в разрезах и сечениях штрихуют в разных направлениях (рис. 22.10,(1). Если же сварную деталь изображают в сборе с другими деталями, то все элементы ее штрихуют в одном направлении (рис. 22.10, б). [c.325]
Условное обозначение сварных швов [c.325]
Условные изображения и обозначения сварных швов представляют в соответствии с ГОСТ 2.312—72. [c.127]
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИИ 2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице. [c.113]
ГОСТ 2.312—72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений устанавливает графическое изображение и обозначение сварных швов. [c.8]
Примеры обозначения сварных швов рисунок 13.41, а — шов углового соединения, без скоса кромки, односторонний, выполняемый электродуговой сваркой с катетом шва 5 мм рисунок 13. 41, б — сварное соединение цилиндрической детали с пластиной. В этом соединении шов односторонний без скоса кромок выполнен по замкнутому контуру (знак О) газовой сваркой (буква Г ) с катетом шва 3 мм. ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, вьшолнен-ных ручной электродуговой сваркой.
41, б — сварное соединение цилиндрической детали с пластиной. В этом соединении шов односторонний без скоса кромок выполнен по замкнутому контуру (знак О) газовой сваркой (буква Г ) с катетом шва 3 мм. ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, вьшолнен-ных ручной электродуговой сваркой.
Обозначение сварных швов на чертежах. [c.95]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
Вспомогательные знаки для обозначения сварных швов устанавливает ГОСТ 2.312—72. Знаки на чертежах, входяш ие в обозначение швов, выполняют сплошными тонкими линиями. Их высота равна высоте цифр, входящих в обозначение шва. [c.210]
Какие упрощения допускаются в обозначении сварных швов [c.214]
Условные обозначения швов сварных соединений. 1. Вспомогательные знаки для обозначения сварных швов приведены в табл. 25. [c.142]
Вспомогательные знаки для обозначения сварных швов [c.143]
Измельчение структуры шва 28 Изображение и обозначение сварных швов на чертежах 15, 18 Импульсная дуга 194, 197 Инверторный источник питания сварочной дуги 111 Индукционная сварка 264 Индукционный метод контроля 356 Инжекторные сварочные горелки 68 Интерметаллиды 255 [c.391]Обозначение сварных швов в пространстве 15 Обозначения источников питания дуги 95 [c.392]
Обозначения сварных швов на чертежах 15, 18 [c.392]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.
 295]
295]УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.166]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9. [c.166]
Условные обозначения сварных швов на чертежах [c.167]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций. [c.12]
На рис. 452 представлен пример сборочного чертежа изделия опоры, состояптей из сварного соединения деталей, изготовленных по их чертежам. На сборочном чергеже (рис. 452) нанесены обозначения сварных швов в соогветствии с правилами, изложенными в 5. г.и. 5. Для приварки ушка 3 к плите / применен шов TIO (по ГОСТ 5264-69). Для выполнения такого шва должны быть осуществлены два симметричных скоса одной кромки ушка. Раз- [c.261]
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25). [c.414]
Условн>.1е обозначения паяных швов аналогичны усфвным обозначениям сварных швов, но с добавлением литеры П . Например, на-хлесточно соединение обозначается ПН (ПН-1, ПН-2 и др.), тавровое — ПТ (ПТ-1, ПТ-2 и т. д.), угловое —ПУ (ПУ-1, ПУ-2, ПУ-3). Однако стыковое паяное соединение в отличие от сварного обозначается ПВ (паяние встык — ПВ-1, ПВ-2 и т. д.), а литерами ПС (ПС-1, ПС-2 и т. д.) обозначается соприкасающийся тип паяного соединения (подробнее см. ГОСТ 19249—73 Соединения паяные. Основные тчпы и параметры ).
[c.64]
Например, на-хлесточно соединение обозначается ПН (ПН-1, ПН-2 и др.), тавровое — ПТ (ПТ-1, ПТ-2 и т. д.), угловое —ПУ (ПУ-1, ПУ-2, ПУ-3). Однако стыковое паяное соединение в отличие от сварного обозначается ПВ (паяние встык — ПВ-1, ПВ-2 и т. д.), а литерами ПС (ПС-1, ПС-2 и т. д.) обозначается соприкасающийся тип паяного соединения (подробнее см. ГОСТ 19249—73 Соединения паяные. Основные тчпы и параметры ).
[c.64]
Условные обозначения сварных соединений » Главная Главная
Как выполняется обозначение таких сварных соединений, как швов: угловых, внахлёску или тавровых. Обозначение сварных соединений (швов) на чертежах выполняется следующим образом.
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных видимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных видимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных невидимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — сплошных невидимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых видимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых видимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых невидимых ЗАВОДСКИХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — прерывистых невидимых МОНТАЖНЫХ ШВОВ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые ЗАВОДСКИЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые МОНТАЖНЫЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые ЗАВОДСКИЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые МОНТАЖНЫЕ на чертежах
- условные обозначения сварных соединений
Обозначение сварных соединений — точечный шов внахлёст на чертежах
Рядом, возле изображения сварного соединения (сварного шва), обязательно надо указать форму сварного шва, размер сварного шва, и не забыть указать ещё и способ сварки (кроме ручного способа) с помощью специальных обозначений предусмотренных ГОСТами или нормами КМ и КМД.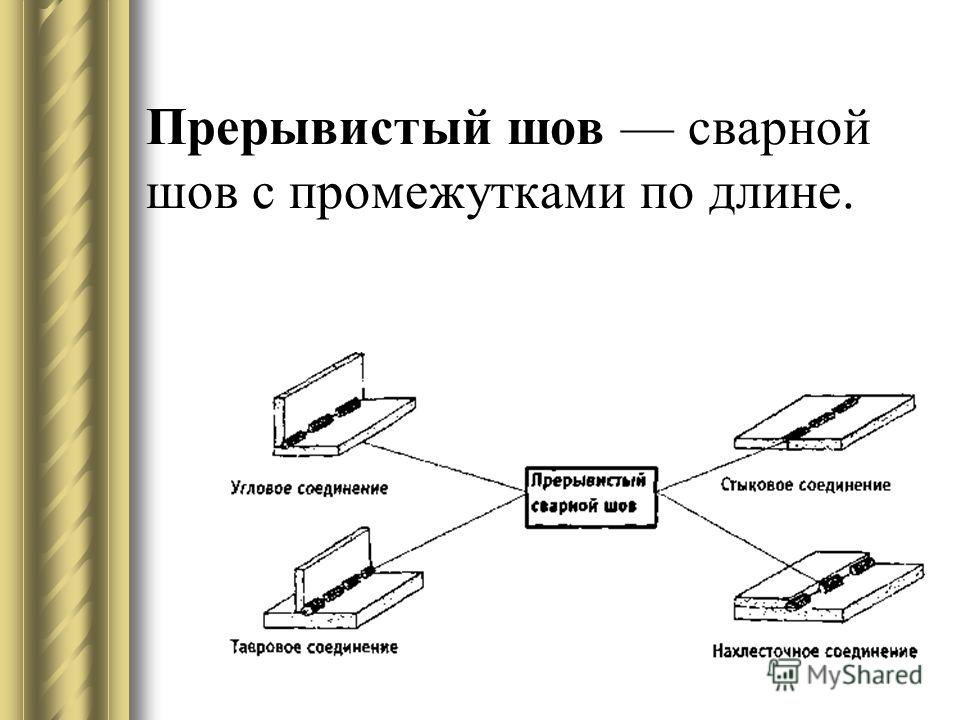
- условные обозначения сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
- Обозначение сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
- условные обозначения сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
- условные обозначения сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах
……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах …………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ………………………………………………………………..
- условные обозначения сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах
………………………………………………………………..
- условные обозначения сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
- условные обозначения сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений в КМ и КМД соответственно на чертежах ……………………………………………………………………….
Дополнительной важной информацией сопровождающей обозначение сварных соединений в обязательном порядке является указание рядом СПОСОБА СВАРКИ для этого соединения. Как обозначаются способы сварки? Смотрите специальную статью.
Кроме того, возле обозначения сварного соединения на чертежах указываются ещё необходимые РАЗНЫЕ ОБОЗНАЧЕНИЯ, а так же необходимые формализованные СОКРАЩЕНИЯ СЛОВ И ТЕРМИНОВ сварки на чертежах.
Вопрос с ответом и пояснением — Часть 8 — Общие технические знания
1) На чертеже с символами в соответствии с BS EN 22553 будет показан 5-миллиметровый наполнитель для ног, с помощью которого из следующего:
| а. | a5 |
| б. | т5 |
| с. (ответ) | z5 |
| г. | 5Z |
a = Расчетная толщина горловины
с = глубина проникновения, толщина горловины
z = длина ветви (минимальная толщина материала)
a = (0.7 x z)
2) Какая из следующих конструкций соединений предпочтительна в условиях циклической нагрузки?
| а. | Посмотреть A |
| б. | Вид B |
| с. | Посмотреть C |
| г. (ответ) | Вид D |
Нам нужно знать:
- Эффект изменения сечения (толщина / приварной колпачок / приварной носок), где видно, что напряжение локально повышается на носке сварного шва.На рисунке показан проход валика по пластине, но сварной шов с полным проплавлением будет демонстрировать такое же поведение.
- Кроме того, несоосность и / или деформация соединения приведет к дальнейшему увеличению приложенного напряжения, возможно, из-за изгиба компонента, что еще больше снизит ожидаемую усталостную долговечность.
 Плоская форма сварного шва с резким переходом между сварным швом и основным металлом также отрицательно сказывается на усталостных характеристиках.
Плоская форма сварного шва с резким переходом между сварным швом и основным металлом также отрицательно сказывается на усталостных характеристиках.
 Плоская форма сварного шва с резким переходом между сварным швом и основным металлом также отрицательно сказывается на усталостных характеристиках.
Плоская форма сварного шва с резким переходом между сварным швом и основным металлом также отрицательно сказывается на усталостных характеристиках.- Усталостные трещины обычно начинаются при изменении сечения или надрезов, где напряжение повышается локально, и, как правило, чем острее надрез, тем короче усталостный ресурс — одна из причин, почему трещины настолько разрушительны.
Итак, сварочный колпачок необходимо снимать, когда возникает проблема с циклической нагрузкой.
Отсутствие пробоя «а»
Сварной колпачок типа «b» снимается, как указано выше.
«c» в корневом проходе может иметь некоторый подрез -> концентрация напряжения.
«d»: правильный ответ.
3) Число 111 отображается в конце контрольной линии обозначения сварного шва. Что означает этот номер в соответствии с BS EN ISO 22553?
| а.(ответ) | Сварочный процесс |
| б. | Тип сварочного электрода |
| с. | Позиция сварки |
| г. | Общая длина сварного шва |
4) В соответствии с EN 22553, если символ находится в строке идентификации, куда идет сварной шов?
| а. | С двух сторон |
| б. | По стрелке |
| с.(ответ) | Сторона, противоположная стрелке |
| г. | Неважно |
5) Где в соответствии с AWS 2.4 находится символ сварки со стороны стрелки?
| а. (ответ) | Ниже сплошной линии |
| б. | Над сплошной линией |
| с. | Зависит от сустава |
| г. | Всегда выполняйте сварку в том месте, где указывает стрелка |
6) Символы асимметричных сварных швов согласно EN 22553:
а.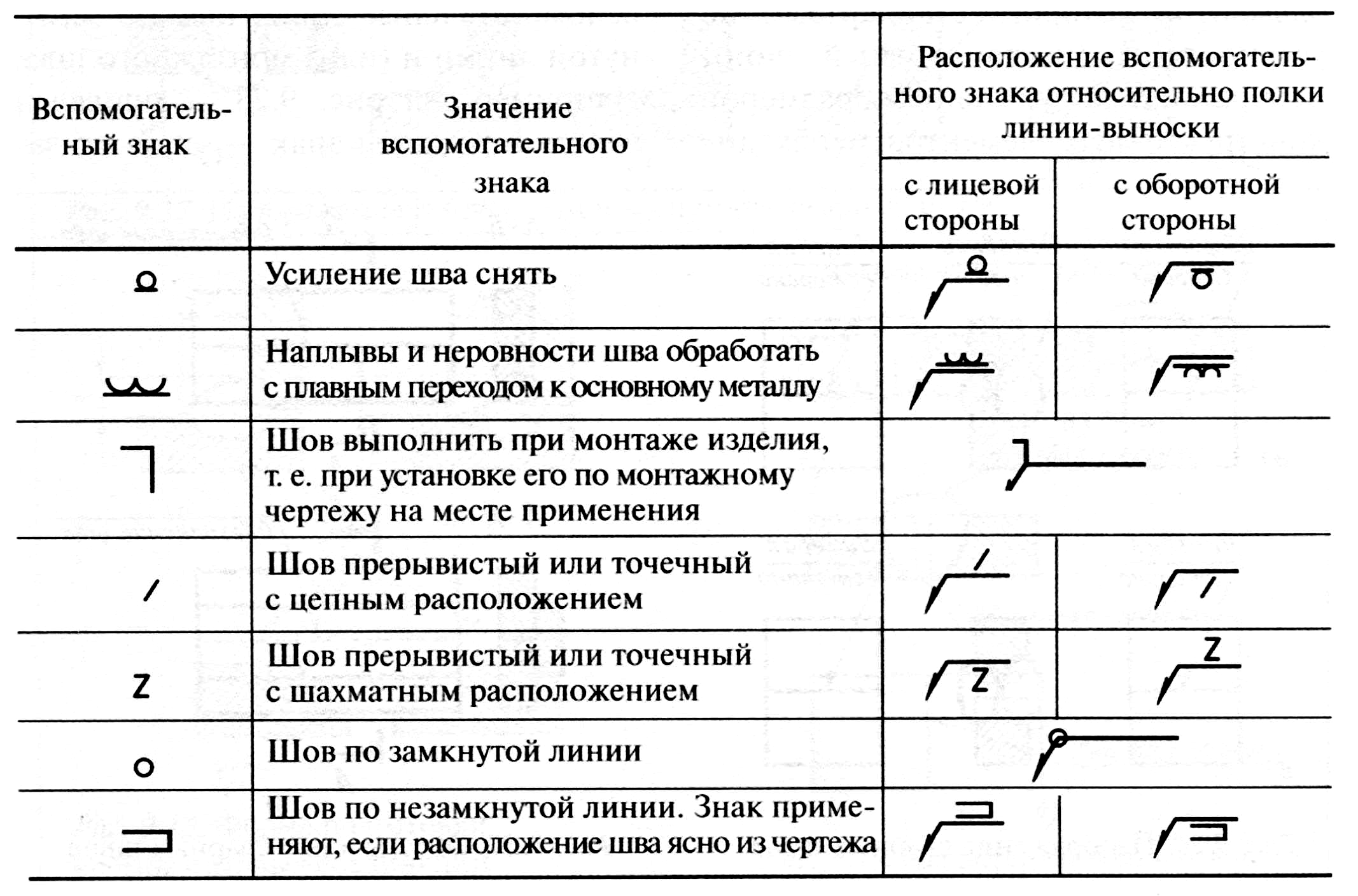 | То же обе стороны стрелки |
| б. (ответ) | По разные стороны стрелки |
| с. | Показать только угловые швы |
| г. | Показать только стыковые швы |
7) При изготовлении условного обозначения симметричного углового шва ______________________________
| а. | размер указывать не нужно |
| б. | длина может быть указана слева от символа |
| с. | отделка предполагается плоская |
| г. (ответ) | ломаную линию можно не указывать |
8) Что из следующего обычно верно?
| а. | Энергия удара указана в Н / мм2 |
| б. | Тепловая нагрузка указана в кДж / мм2 |
| с.(ответ) | Предел текучести указан в Н / мм2 |
| г. | Диффузионный водород указан в мл |
- Предел прочности на разрыв в Н / мм2, фунтах / кв. Дюйм или МПа
- Джоулей энергии удара: J
- Подвод тепла: кДж / мм
- Диффузионный водород (мл / 100 г): пример — Целлюлозные электроды: содержание водорода составляет 80-90 мл / 100 г металла шва.
9) Эффективное уменьшение объема металла шва может быть достигнуто…
| а. | Переход с двойного V на одинарный V |
| б. (ответ) | Переход с одиночного V на одиночный U |
| с. | Переход с двойного U на одинарный V |
| г. | Переход с одиночного J на одиночный V |
10) Типичный угол наклона, используемый для ручной дуговой сварки стального одинарного V-образного стыкового соединения толщиной 15 мм, скорее всего, составляет:
а. | 30o |
| б. | 120o |
| с. (ответ) | 70o |
| г. | 90o |
Пожалуйста, смотрите следующую часть:
Нравится:
Нравится Загрузка …
СвязанныеСварочные инструменты | Tekla User Assistance
Содержание
Назначение и описание
Системные требования
Установка сварочных инструментов
Использование сварочных инструментов — универсальный пример
Моделирование
Редактировать первичные свойства
Редактировать вторичные свойства
Переключить основной на вторичный
Групповой сварной шов
Разгруппировать сварной шов
Соединить сварные швы
Разделить сварные швы
Расширить сварной шов
вершина
Копировать свойства сварного шва
Разнесенный шов
Назначение и описание
Используйте эту расширенную прикладную часть функциональных возможностей Tekla Structures, которая разработана для расширения возможностей Tekla Structures, но не включена в установку Tekla Structures
для моделирования, редактирования, группировки, разгруппировки, разделения и разнесения объектов, которые части другого объекта или компонента
В Tekla Structures можно разносить компоненты, отлитые элементы, сборки, гнутые пластины, детали, к которым прикреплены детали, а также рисовать формы и подключаемые модули.
Разнесенные объекты нельзя вернуть в исходную группу.
Многоугольные сварные швы между колоннами, балками и плитами.
Системные требования
Версия Tekla Structures: не зависит от версии
Среды: все
Установка сварочного инструмента
Для установки Сварочные инструменты :
- Загрузите установочный пакет Welding tools из Tekla Warehouse. Дополнительную информацию см. В разделе Загрузка приложения из Tekla Warehouse.
- Установите пакет файла.

Использование сварочного инструмента
Для использования Сварочные инструменты :
- Откройте модель Tekla.
- Нажмите кнопку Приложения и компоненты на боковой панели, чтобы открыть пользовательский интерфейс каталога Приложения и компоненты для отображения или изменения информации в категоризированных списках
Например, каталог профилей и каталог форм являются каталогами.
. - Искать Сварочные инструменты
Моделирование
Назначение и описание
Используйте это расширенное приложение для создания сварных швов.
Использование
Использовать инструмент Моделирование :
- В каталоге Приложения и компоненты найдите Моделирование , а затем дважды щелкните, чтобы открыть его.
- Введите свойства, информацию о хвосте и параметры.
- Нажмите Создать .
- Выберите основные детали в модели и щелкните средней кнопкой мыши, чтобы завершить команду.
- Выберите второстепенную деталь (1), которая существует в строительном объекте и соединена с главной деталью.
(1) Вторичная деталь может быть второстепенной деталью сборки или второстепенной деталью отлитого элемента.
(2) входная часть, которую пользователь выбирает после выбора основной части компонента при создании компонента
(2) Компонент не может иметь ни одной, одной или нескольких второстепенных частей компонента.
(s) в модели и щелкните средней кнопкой мыши, чтобы завершить команду.
Свойства приложения
Вкладка «Свойства»
- Верхняя строка и Нижняя строка имеют одинаковые свойства.
Недвижимость Описание По умолчанию Префикс Задайте префикс сварного шва. Нет Размер Определите размер сварного шва. Над чертой = 6 мм
Под чертой = 0 ммТип Определите тип сварного шва. Угловой шов Уголок Задайте угол между обозначением типа сварного шва и обозначением контура типа заливки. 0 град Контур Определите контур типа заполнения сварного шва: заподлицо, выпуклый или вогнутый. Нет Отделка Определите чистовую обработку сварного шва. Нет Корневая поверхность Определите высоту самой узкой части корневого отверстия. 0 мм Эффективное горло Определите размер сварного шва, используемый при расчете прочности сварного шва. 0 мм Корневое отверстие Определите расстояние между свариваемыми деталями. 0 мм

- Определенные пользователем атрибуты
Свойство Описание Комментарий к сварке Используется для комментариев в метках сварных швов на чертежах или в проектах. Поле пользователя сварки 1… 8 Используйте для изменения имен этих полей и добавления нового имени определяемого пользователем поля. Заблокировано Используется для защиты сварных швов от случайного изменения. ОК Используйте для закрытия и сохранения значений до закрытия приложения. Применить Используется для сохранения файла текущих значений поля с расширением «Modeling.More.APPLY» в папке модели. Прозрачный Используется для сброса загрузки настроек по умолчанию, а также для удаления файла, созданного при нажатии Применить . Отмена Используется для выхода из диалогового окна UDA без загрузки настроек по умолчанию.

- Вкладка информации о хвосте
Свойство Описание По умолчанию Уровень контроля неразрушающего контроля Определите уровень контроля сварного шва. Нет Классификация электродов Определите тип электрода, используемого для сварки. Нет Прочность электрода Определите прочность электрода. 0 Электродный коэффициент Определите коэффициент электрода. 0 Тип процесса сварки Определите тип процесса. Справочный текст Дополнительный текст для обозначения сварного шва. Нет
- Вкладка Параметры
Свойство Описание По умолчанию Максимальное расстояние сварки Максимальное расстояние сварки.
Примечание : Не изменяйте это поле.3 мм Создать логический сварной шов Определите, будут ли созданные сварные швы сгруппированы в логические сварные швы или нет. Есть Отобрать сварные швы, чтобы сохранить - Сохранить все : Все созданные сварные швы сохраняются.
- Выберите сварные швы, которые нужно сохранить. : выберите, какие сварные швы необходимо сохранить.
Чтобы выбрать сохраняемые сварные швы:
- Выберите первичную и второстепенную детали, как описано в параграфе Использование .
- Выберите сварные швы, которые необходимо сохранить, выбирая каждый сварной шов или используя выбор области.Щелкните средней кнопкой мыши, чтобы завершить команду.
Эта опция активирует сегмент Выбрать сварные швы, чтобы сохранить поле .
Оставить все Выберите сегменты сварных швов, чтобы сохранить Поле Выбрать сварные швы, чтобы сохранить поле становится активным, когда вы переходите в поле Выбрать сварные швы, чтобы сохранить и выбираете Выбрать сварные швы, чтобы сохранить . - Сохранить сварные швы целиком : Все ранее выбранные сварные швы остаются неизменными.
- Выбрать точки сегментов : позволяет сохранить только сегменты ранее выбранных сварных швов.
Чтобы выбрать точки сегмента:
- Выберите первичную и второстепенную детали и выберите сварные швы, как описано в Выберите сварные швы, чтобы сохранить поле .
- Будет выделен первый редактируемый сварной шов.
- Выберите начальную точку сегмента сварного шва на выделенном сварном шве.
- Выберите конечную точку сегмента сварного шва на выделенном сварном шве.
- Выберите точку сварного шва, определяющую сегмент сварного шва, который вы хотите сохранить. Текущий сварной шов будет изменен, и следующий сварной шов будет выделен.
- Повторите шаги c), d) и e) для всех ранее выбранных сварных швов.
- Полученные швы выглядят так:
Сохранять сварные швы целиком Удалить внутренние сварные швы труб - № : Все сварные швы между трубами и другими деталями остаются неизменными.
- Да : сварные швы, образовавшиеся внутри трубок, удаляются.
Есть

Изменить основные свойства
Назначение и описание
Используйте это расширенное приложение для редактирования основных свойств выбранных сварных швов. Если выбранный сварной шов является частью логического сварного шва, все сварные швы в логическом сварном шве изменят основные свойства.
Использование
Использование Инструмент редактирования основных свойств :
- В каталоге Приложения и компоненты найдите Измените основные свойства , а затем дважды щелкните, чтобы открыть его.
- Необязательно: Введите свойства и информацию о хвосте.
- Если вы хотите заполнить поля свойствами существующего сварного шва, выберите сварной шов в модели и нажмите Получить .
- Если вы хотите применить значения к другим сварным швам, выберите сварные швы (отдельные сварные швы или часть логических сварных швов) в модели и нажмите Изменить .
- Нажмите Применить , чтобы сохранить текущие значения диалогового окна
Свойства приложения
Вкладка «Свойства»
- Верхняя строка и Нижняя строка имеют одинаковые свойства.
Недвижимость Описание По умолчанию Префикс Задайте префикс сварного шва. Нет Размер Определите размер сварного шва. Над чертой = 6 мм
Под чертой = 0 ммТип Определите тип сварного шва. Угловой шов Уголок Задайте угол между обозначением типа сварного шва и обозначением контура типа заливки. 0 град Контур Определите контур типа заполнения сварного шва: заподлицо, выпуклый или вогнутый. Нет Отделка Определите чистовую обработку сварного шва. Нет Корневая поверхность Определите высоту самой узкой части корневого отверстия. 0 мм Эффективное горло Определите размер сварного шва, используемый при расчете прочности сварного шва. 0 мм Корневое отверстие Определите расстояние между свариваемыми деталями. 0 мм
- Определенные пользователем атрибуты
Свойство Описание Комментарий к сварке Используется для комментариев в метках сварных швов на чертежах или в проектах. Поле пользователя сварки 1… 8 Используйте для изменения имен этих полей и добавления нового имени определяемого пользователем поля. Заблокировано Используется для защиты сварных швов от случайного изменения. ОК Используйте для закрытия и сохранения значений до закрытия приложения. Применить Используется для сохранения файла текущих значений поля с расширением «Modeling.More.APPLY» в папке модели. Прозрачный Используется для сброса загрузки настроек по умолчанию, а также для удаления файла, созданного при нажатии Применить . Отмена Используется для выхода из диалогового окна UDA без загрузки настроек по умолчанию.
- Вкладка информации о хвосте
Свойство Описание По умолчанию Уровень контроля неразрушающего контроля Определите уровень контроля сварного шва. Нет Классификация электродов Определите тип электрода, используемого для сварки. Нет Прочность электрода Определите прочность электрода. 0 Электродный коэффициент Определите коэффициент электрода. 0 Тип процесса сварки Определите тип процесса. Справочный текст Дополнительный текст для обозначения сварного шва. Нет
Изменить второстепенные свойства
Назначение и описание
Используйте это расширенное приложение для редактирования вторичных свойств выбранных сварных швов.Вторичные свойства можно изменять независимо для каждого сварного шва внутри логического сварного шва или для отдельных сварных швов.
Использование
Использование Редактировать второстепенные свойства Инструмент :
- В каталоге Приложения и компоненты найдите Измените вторичные свойства , а затем дважды щелкните, чтобы открыть его.
- Необязательно: Введите свойства.
- Если вы хотите заполнить поля свойствами существующего сварного шва, выберите сварной шов в модели и нажмите Получить .
- Если вы хотите применить значения к другим сварным швам, выберите сварные швы (отдельные сварные швы или часть логических сварных швов) в модели и нажмите Изменить .
- Нажмите Применить , чтобы сохранить текущие значения диалогового окна
Свойства приложения
Имущество Описание По умолчанию Соединительная деталь / узел Укажите, свариваете ли вы второстепенную деталь или подсборку. Как второстепенная часть. Уровень контроля неразрушающего контроля Определите уровень контроля сварного шва. Нет
Переключить главный на вторичный
Назначение и описание
Используйте это расширенное приложение для переключения части главной детали (1), которая существует в строительном объекте и которая определяет номер позиции для сборки или отлитого элемента и направление чертежей сборки или отлитого элемента.
(1) Основная деталь может быть главной деталью сборки или главной деталью отлитого элемента.
(2) входная часть, которую пользователь выбирает первой при создании компонента.
(2) Соединения и детали всегда имеют основную часть компонента.
к второстепенной части и наоборот. Этот инструмент не работает со сварными швами, которые являются частью логического сварного шва.
Использование
Для использования Переключить основной на дополнительный Инструмент:
- В каталоге Приложения и компоненты найдите Переключите основной на дополнительный , а затем дважды щелкните, чтобы запустить средство выбора.
- Выберите сварные швы, основную часть которых вы хотите превратить в второстепенную.
- Щелкните средней кнопкой мыши, чтобы завершить выделение
Дополнительная информация
- Если вы попытаетесь изменить сварные швы, которые являются частью логических сварных швов, в строке состояния появится следующее сообщение об ошибке: Некоторые выбранные сварные швы являются частью логических сварных швов, и команда прерывается .
Групповые швы
Назначение и описание
Используйте это расширенное приложение для группировки сварных швов с одинаковыми основными свойствами и с одинаковой второстепенной деталью в логические сварные швы.
Использование
Для использования Групповые сварные швы Инструмент :
- В каталоге Приложения и компоненты найдите Групповые сварные швы , а затем дважды щелкните, чтобы запустить средство выбора.
- Чтобы выбрать сварные швы в модели
- Выберите каждый сварной шов; или
- Использовать метод выбора области для выбора объектов, которые включены в определенную прямоугольную область модели.
В дополнение к выбранной области переключатели выбора и фильтры выбора определяют, какие типы объектов выбираются.
, перетащив мышь. Щелкните средней кнопкой мыши, чтобы завершить выделение.
- Сварные швы с одинаковыми основными свойствами и одинаковой второстепенной деталью группируются в логические сварные швы.
Дополнительная информация
- Если вы попытаетесь сгруппировать сварные швы, которые имеют разные основные свойства, но одну и ту же второстепенную деталь, отобразится следующее предупреждение: Некоторые сварные швы не были сгруппированы, так как у них разные основные свойства .
Разгруппировать швы
Назначение и описание
Используйте это расширенное приложение, чтобы разгруппировать логические сварные швы в отдельные сварные швы.
Использование
Для использования Разгруппировать сварные швы Инструмент :
- В каталоге Applications & components найдите Разгруппируйте сварные швы , а затем дважды щелкните, чтобы запустить средство выбора.
- Чтобы выбрать сварные швы в модели:
- Выберите каждый сварной шов; или
- Использовать выделение области перетаскиванием мыши.Щелкните средней кнопкой мыши, чтобы завершить выделение.
- Если сварной шов в пределах выбора является частью логического сварного шва, весь логический сварной шов разгруппируется.
Соединительные швы
Назначение и описание
Используйте это расширенное приложение для соединения нескольких многоугольных сварных швов в один сварной шов. Этот инструмент не работает со сварными швами, которые являются частью логического сварного шва.
Использование
Для использования Соединительные швы Инструмент :
- В каталоге Приложения и компоненты найдите Соедините сварные швы , а затем дважды щелкните, чтобы запустить средство выбора.
- Выберите сварные швы с одинаковыми первичными и второстепенными деталями. Чтобы выбрать сварные швы:
- Выберите каждый сварной шов; или
- Использовать выделение области перетаскиванием мыши. Завершите выделение средней кнопкой мыши.
- Инструмент ищет последовательные сварные швы и соединяет их вместе, если у них есть общая точка. Например, вы можете соединить три сварных шва в один.
- Полученный сварной шов имеет тот же номер сварного шва, что и первый сварной шов из последовательных сварных швов
Дополнительная информация
- Если любой из сварных швов, выбранных для соединения, имеет длину, измененную пользователем, то результирующая длина сварного шва представляет собой сумму всех введенных пользователем длин сварных швов.В противном случае длина равна сумме фактических многоугольников сварных швов.
- Если вы попытаетесь соединить сварные швы с разными свойствами, в диалоговом окне будет предложено заменить их свойствами первого выбранного сварного шва.
- Если вы попытаетесь соединить сварные швы, которые имеют одинаковые первичные и второстепенные детали, но не имеют общей точки, отображается следующее предупреждающее сообщение: Некоторые сварные швы не могут быть соединены .
- Если вы попытаетесь изменить сварные швы, которые являются частью логических сварных швов, в строке состояния появится следующее сообщение об ошибке: Некоторые выбранные сварные швы являются частью логических сварных швов, и команда прерывается .
Раздельные сварные швы
Назначение и описание
Используйте это расширенное приложение, чтобы разделить один сварной шов на два. Этот инструмент не работает со сварным швом, который является частью логического сварного шва.
Использование
Для использования Раздельные сварные швы Инструмент :
- В каталоге Приложения и компоненты найдите Разделенные сварные швы , а затем дважды щелкните, чтобы запустить средство выбора.
- Выберите сварной шов, который нужно разделить.Выбранный сварной шов будет выделен.
- Укажите точку на сварных сегментах выбранного сварного шва.
- Выбранный сварной шов разделен на два сварных шва.
Дополнительная информация
- Если длина выбранного сварного шва была изменена пользователем, то результирующие сварные швы будут иметь ту же длину, что и исходный шов, измененный пользователем. В противном случае разделенные сварные швы будут иметь фактическую длину многоугольника.
- Если вы попытаетесь изменить сварные швы, которые являются частью логических сварных швов, в строке состояния появится следующее сообщение об ошибке: Некоторые выбранные сварные швы являются частью логических сварных швов, и команда прерывается .
Удлинить швы
Назначение и описание
Используйте это расширенное приложение для расширения существующих сварных швов. Этот инструмент не работает со сварным швом, который является частью логического сварного шва.
Использование
Для использования Расширение сварных швов Инструмент :
- В каталоге Приложения и компоненты найдите Расширьте сварные швы , а затем дважды щелкните, чтобы запустить средство выбора.
- Выберите сварной шов, который нужно удлинить.
- Выберите начальную или конечную точку сварного шва.
- Выберите:
- одну точку, которую вы хотите добавить к сварному шву. Щелкните ту же точку еще раз, чтобы завершить выделение;
- две или более точки, которые вы хотите добавить к сварному шву. Щелкните средней кнопкой мыши, чтобы завершить выделение.
Дополнительная информация
- Если вы попытаетесь изменить сварные швы, которые являются частью логических сварных швов, в строке состояния появится следующее сообщение об ошибке: Некоторые выбранные сварные швы являются частью логических сварных швов, и команда прерывается .
Редактировать вершину
Назначение и описание
Используйте это расширенное приложение для редактирования вершин многоугольника сварного шва. Этот инструмент не работает со сварным швом, который является частью логического сварного шва.
Использование
Чтобы использовать инструмент Редактировать вершину :
- В каталоге Приложения и компоненты найдите Редактировать вершину и затем дважды щелкните, чтобы запустить средство выбора.
- Выберите сварной шов, который нужно отредактировать.
- Вы можете указывать точки так же, как с Изменить форму многоугольника .
Копировать свойства сварного шва
Назначение и описание
Используйте это расширенное приложение для копирования свойств из одного сварного шва в другой. Этот инструмент не работает со сварными швами, которые являются частью логического сварного шва.
Использование
Использование Копирование свойств сварного шва Инструмент :
- В каталоге Приложения и компоненты найдите Скопируйте свойства сварного шва и затем дважды щелкните, чтобы запустить средство выбора.
- В модели выберите сварной шов, свойства которого нужно скопировать.
- Выберите сварные швы, в которые вы хотите скопировать свойства, выбирая каждый из них или используя множественный выбор, перетаскивая мышь и нажимая среднюю кнопку мыши для завершения.
- Свойства первого выбранного сварного шва будут применены к другим выбранным сварным швам.
Сварной шов взрывом
Назначение и описание
Используйте это расширенное приложение, чтобы разбить сварной шов на сегменты.
Использование
Для использования Инструмент для сварки разрывом :
- Выберите сварной шов многоугольника, который нужно разнести. Выбранный сварной шов будет выделен.
- В каталоге Приложения и компоненты найдите Сварной шов с разнесением и затем дважды щелкните, чтобы активировать его.
- Выбранный сварной шов разбивается на сегменты. Инструмент изменяет исходный сварной шов, чтобы он находился только между первыми двумя точками, и создает новые сварные швы для остальных сегментов.Новые сварные швы копируют атрибуты исходного многоугольного сварного шва.
Здравствуйте, господин Лахсман и господин Нопадон, Спасибо за ваш вопрос и спасибо господину Нопадону за то, что поделился своим опытом. Обычно 3 фактора способствуют SCC, которые наблюдались для Grade -91. сталь в особых случаях (см. ниже): — * Напряжение. Высокое остаточное растягивающее напряжение преобладает в незакаленных или Сварные швы класса 91 без PWHT.Это важный фактор для создания растрескивание. * Конкретная среда: влажная среда, недалеко от прибрежных районов ( там, где соленость всегда высока) может быть фактором, способствующим создание SCC. Также SCC значительно ускоряется при окружающем воздухе. температура всегда высокая — 20 ° C или более для стали марки 91. * Также стали CSEF, например сталь марки 91 не обладает достаточной стойкостью в SCC. Твердость этой стали после сварки легко превышает 300-350 HV и более. следовательно, оставляя таким образом сталь незакаленной, в любой из вышеперечисленных сред усугубляют вероятность появления трещин.Это точная причина для контроль окружающей среды в случае задержки PWHT. Люди часто говорят о ДГТ: — ДГТ снижает вероятность Водородный крекинг. Это будет работать лучше, даже если сварочные материалы строго категории h5 или меньше (см. приложение). Однако выполнение DHT в одиночку и задержка PWHT не решает всех «склонностей к взлому» для этот сорт сталей. Это мои мысли, которые могут быть консервативными.Но трещины в классе-91 сталь может стать кошмаром, и ее следует избегать любой ценой. См. Выделенный текст в прилагаемой публикации TWI. Хоть написано для стали Grade-92, все правила одинаковы и для Grade-91. Спасибо Прадип Госвами, П.Энг, IWE Независимый специалист и консультант по сварке и металлургии. Онтарио, Канада. ca.linkedin.com/pub/pradip-goswami/5/985/299 pgoswami @ quickclic.сеть [email protected] Треугольник коррозионного растрескивания под напряжением ____________________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________ _______________ Привет, мистерПрадип Госвами, Большое спасибо за информацию, Должны ли мы подтвердить целостность сварного шва и зоны HAZ любыми средствами НК перед PWHT еще раз? Поскольку это было отложено более чем на неделю, какие у них особые требования? Я не связан с этой темой, но для информации прошу ты.. С уважением, Лакшман Кумар Б., +91 9440031459. _____ Источник: материалы-сварка @ googlegroups.ком [mailto: [email protected]] От имени [email protected] Отправлено: пятница, 26 февраля 2016 г., 00:47 Кому: [email protected] Тема: [MW: 24376] RE: 24374] RE: 24373] Время между выдержкой водорода и PWHT После того, как наш магазин получил расслабление от клиента, он оставил его на целую неделю, если хранение производилось с гарантией того, что относительная влажность будет низкой, а не создают риск растрескивания из-за воды.В то время мы использовали обогреватель в тени для хранения и мониторинг влажности. Во всяком случае, никому не комфортно видеть сварной шов 15Е без PWHT. слишком долго. Настоятельно рекомендуется PT / MT и объемный контроль после PWHT. С уважением, К.Нопадон От: [email protected] [mailto: [email protected]] От имени Пгосвами Отправлено: пятница, 26 февраля 2016 г., 11:59 Кому: материалы-сварка @ googlegroups.ком Тема: [MW: 24374] RE: 24373] Время между отжигом водорода и PWHT Привет, Мак, Одна неделя без PWHT на 3,5 «, думаю, сталь класса 91 — это слишком долго. Несмотря на при отжиге водорода возможно образование трещин. Кто-нибудь проверял твердость сварка и HAZ любыми способами (просто из любопытства ??). Также перед DHT сварные швы следует охладить до температуры Mf, которая обычно температура окружающей среды. При его отсутствии полный куницкий тик трансформации не произойдет, что приведет к снижению сопротивления ползучести в этих сталях.DHT могут быть приняты до PWHT, однако не рекомендуется откладывать PWHT так долго. На это стоит посмотреть. Спасибо. Прадип Госвами, П.Энг, IWE Независимый специалист и консультант по сварке и металлургии. Онтарио, Канада. ca.linkedin.com/pub/pradip-goswami/5/985/299 [email protected] [email protected] _____ Источник: материалы-сварка @ googlegroups.ком [mailto: [email protected]] Отправлено: четверг, 25 февраля 2016 г., 15:47 Кому: Материалы и сварка Тема: [MW: 24373] Время между отжигом водорода и PWHT Уважаемые Господа, Мы сварили материал трубы 15Е (толщина 16 дюймов — 87 мм). Наша процедура будет предварительно нагрета до 205 градусов по Цельсию, затем сварка и будет (водородный) прогрев и выполнить ПАУТ, если принято в ПАУТ, немедленно последовал по PWHT и выполню МП.Процесс B31.1 Соединение было принято PAUT, я спрашиваю, какой длины должен быть приемлемо, если есть задержка в выполнении PWHT? Прямо сейчас прошла почти 1 неделя, что сварное соединение еще не прошло PWHT. Нужен ваш совет. — Вы получили это сообщение, потому что подписаны на группы Google Группа «Материалы и сварка». Чтобы отказаться от подписки на эту группу и перестать получать от нее электронные письма, отправьте электронная почта в материалы-сварочные + отпишусь на @ googlegroups.com. Чтобы отправить сообщение в эту группу, отправьте электронное письмо на адрес [email protected]. Посетите эту группу по адресу https://groups.google.com/group/materials-welding. Чтобы просмотреть это обсуждение в Интернете, посетите https://groups.google.com/d/msgid/materials-welding/2273403b-7345-464c-8e91- 93d53134f4f8% 40googlegroups.com . Дополнительные возможности см. На странице https://groups.google.com/d/optout. — Вы получили это сообщение, потому что подписаны на группы Google Группа «Материалы и сварка».Чтобы отказаться от подписки на эту группу и перестать получать от нее электронные письма, отправьте электронное письмо на адрес [email protected]. Чтобы отправить сообщение в эту группу, отправьте электронное письмо на адрес [email protected]. Посетите эту группу по адресу https://groups.google.com/group/materials-welding. Чтобы просмотреть это обсуждение в Интернете, посетите https://groups.google.com/d/msgid/materials-welding/!%26!AAAAAAAAAAAYAAAAAAA AAOT5XfyRhstKvyeqQRSrfFXCgAAAEAAAAClD1TdHQKRLquEJzyVMUawBAAAAAA% 3D% 3D% 40quic kclic.сеть . Дополнительные возможности см. На странице https://groups.google.com/d/optout. — Вы получили это сообщение, потому что подписаны на группы Google Группа «Материалы и сварка». Чтобы отказаться от подписки на эту группу и перестать получать от нее электронные письма, отправьте электронное письмо на адрес [email protected]. Чтобы отправить сообщение в эту группу, отправьте электронное письмо на адрес [email protected]. Посетите эту группу по адресу https://groups.google.com/group/materials-welding.Чтобы просмотреть это обсуждение в Интернете, посетите https://groups.google.com/d/msgid/materials-welding/005e01d17059%241ad
% 24508b43b0% 24% 40vipco-thai.com . Дополнительные возможности см. На странице https://groups.google.com/d/optout.ТИЗ (ГОСУДАРСТВЕННЫЙ СТАНДАРТ 8948-75)
Рисунок 4.31 — Условные чертежи тройника
Таблица 4.17
| Условный проход, Dy, мм | Резьба G, дюйм | л, мм | л, мм | Д 1 , мм | Д 2 , мм | b, мм | R 1 , мм | R 2 , мм | Ю, мм |
| 3/8 | 10.0 | 2,0 | 6,5 | 2,5 | |||||
| 1/2 | 12,0 | 28,6 | 26,6 | 2,0 | 2,7 | 5,5 | 2,8 | ||
| 3/4 | 13.5 | 34,9 | 32,4 | 2,5 | 3,3 | 6,3 | 3,0 | ||
| 15,0 | 42,1 | 39,6 | 2,5 | 3,2 | 6,5 | 3,3 | |||
| 17.0 | 3,0 | 3,4 | 3,6 | ||||||
| 19,0 | 3,0 | 4,0 | |||||||
| 21.0 | 70,5 | 3,5 | 2,5 | 4,5 |
Пример условного обозначения тройника условным проходом 20 мм: Тройник 20 ГОСТ 8948-75.
Чертеж стыка начинают с чертежа трубы, затем строятся виды соединительных деталей по размерам в таблицах (4.12 — 4.17). Труба на чертеже показана без завинчивания в соединительной части на 2-4 мм (1-2 витка резьбы), поэтому резьба на трубе находится на торце соединительной части. На Рис. 4.32 показан чертеж соединения труб с помощью муфты. Наружная резьба на трубе проводится так же, как на стержне болта, непрерывной контурной линией на наибольшем диаметре и непрерывной тонкой линией на внутреннем диаметре резьбы. Такой вид резьбы на трубе будет в стыке с другими деталями.
Рисунок 4.32 — Соединение труб трубной муфтой
Внутренняя резьба в соединительных деталях остается неизменной только в местах, не занятых трубой.
СОЕДИНЕНИЯ ПОСТОЯННЫЕ
Как было сказано выше, неразъемные соединения — это соединения, которые невозможно разъединить без повреждения соединительных частей. Рассмотрим такие виды соединений, как соединения сваркой, пайкой, цементированием.
СОЕДИНЕНИЯ СВАРНЫЕ
Сварка — это постоянный метод соединения.Сварка заменила клепку во многих отраслях промышленности из-за экономии труда, материала и снижения веса за счет использования более легких пластин и устранения всех перекрытий и заклепок. Стандартные стальные профили, листы и стержни могут быть сварены вместе для изготовления рамы машины, оснований, приспособлений и приспособлений и т. Д. Для соединения паропроводов очень высокого давления сварка является единственным приемлемым процессом. В авиационной, автомобильной и судостроительной отраслях сварка является основным методом производства алюминия, магния и стали.
Сварка определяется как локализованное тесное соединение металлических деталей в пластичном или пластичном и расплавленном состоянии с применением ударов или механического давления или соединение деталей в расплавленном состоянии без какого-либо давления. Существует три основных метода сварки, а именно кузнечная сварка, контактная сварка сопротивлением и сварка плавлением, которые в дальнейшем можно классифицировать, как показано на рис. 4.33.
Рисунок 4.33 — Виды сварки
Наиболее распространенной сваркой, применяемой в производстве оборудования, является дуговая сварка, но также применяется газовая сварка.
Дуговая сварка осуществляется с помощью гальванической дуги между электродом и свариваемыми деталями. Газовая сварка осуществляется пламенем горячего газа, который сжигается в потоке кислорода.
При контактной сварке нагрев осуществляется теплом, которое выделяется при пропускании мощного электрического тока через свариваемые детали в месте контакта между ними. Сварка сопротивлением подразделяется на стыковую и точечную.
Существует пять основных форм сварных соединений: кромочные, стыковые, нахлесточные, угловые и тройники.Различные типы сварных соединений показаны на рис. 4.34.
Рисунок 4.34 — Виды сварных соединений
1. Стыковое соединение — этот тип соединения используется для соединения концов двух пластин, расположенных в одной плоскости, или пластин толщиной от 2 до 5 мм, при этом следует выбирать открытое квадратное стыковое соединение. Но при толщине более 5 мм может быть рекомендован шов с подготовкой кромок с одной или двух сторон.
2. Соединение внахлест — используется для соединения двух перекрывающихся пластин таким образом, что край каждой пластины приваривается к поверхности другой. Этот тип стыка подходит для пластин толщиной до 3 мм.
3. Угловое соединение — используется для сварки краев двух пластин, подходит как для тяжелых, так и для легких калибров. Этот тип соединения обычно используется при строительстве ящиков, резервуаров, рам и других круглых элементов.
4. Краевое соединение — Краевое соединение используется для соединения двух параллельных пластин.Обычно это используется для работы с листовым металлом.
5. Тройник — Тройник используется для соединения двух пластин, поверхности которых расположены под прямым углом друг к другу. Применяется для толщины листов до 3 мм и широко применяется в тонкостенных конструкциях.
Сварной шов — это часть сварного соединения, образовавшаяся на месте стыка в результате сварки и имеющая структуру, отличную от структуры основного металла детали .
Сварные швы делятся на типы по длительности, внешнему виду, форме обработки кромок, характеру выполнения.
По продолжительности сварные швы могут быть непрерывными и прерывистыми . Бывают сплошные швы без промежутков по длине (рис. 4.35, а). Прерывистые швы — это швы с интервалами по длине (рис. 4.35, б).
Прерывистые сварные швы могут быть соединены цепью и расположены в шахматном порядке.
Цепная сварка — это один (рис. 4.35, c) или двусторонний прерывистый сварной шов тройника, в котором промежутки между обеими сторонами стены расположены друг напротив друга (не показаны).
Шов в шахматном порядке — это двухсторонний прерывистый шов таврового соединения, в котором интервалы на одной стороне стены расположены напротив сварных участков ее второй стороны (рис. 4.35, d).
а) б) в) г)
Рисунок 4.35 — Непрерывные и прерывистые сварные швы
Некоторые угловые соединения, тройники, а также соединения внахлестку характеризуются размером ножки K (рис. 4.36).
Сварной шов на опоре — это кратчайшее расстояние от одной поверхности свариваемой детали до границы углового сварного шва и поверхности другой свариваемой детали.
а) б)
Рисунок 4.36 — Сварной шов ножки
Форма подготовки кромок зависит от толщины свариваемых деталей, положения сварного шва в пространстве и другой информации. Угол скоса — это угол а между кромками скоса свариваемых деталей (рис. 4.37).
Рисунок 4.37– Угол скоса
Способ изготовления сварного шва зависит от толщины свариваемых деталей и технических условий сварки.Сварные швы бывают односторонними (рис. 4.38, а) и двусторонними (рис. 4.38, б).
а) б)
Рисунок 4.38 — Односторонний (а) и двусторонний (б) швы
В швах сварных соединений бывают лицевые и обратные. Лицевая сторона сварного шва — это та, от которой выполняется сварка (рис. 4.39).
Рисунок 4.39 — Лицевая и обратная сторона сварки
По ГОСТ 2.Сварные швы сварных соединений 312-72 независимо от способа сварки: видимые — сплошной магистралью толщиной S (рис. 4.40, б), невидимые — штриховой линией толщиной s / 2 (рис. 4.40, а) ).
а) б)
Рисунок 4.40 — Сварные соединения
Видимые одиночные точки сварки независимо от способа их сварки условно обозначаются знаком «+», который проводят сплошными магистралями (рис.4.41). Невидимые одиночные точки не отображаются.
Рисунок 4.41 — Видимые одиночные точки сварки
Для указания места расположения сварных швов сварного шва используется линия — нога с односторонним указателем, которая проводится сплошной тонкой линией толщиной s / 3 … s / 2. Наклон линии сноски к линии сварного шва рекомендуется проводить под углом 30 ° -60 °. К линии-сноске присоединяется горизонтальная точка такой же толщины, где дается полное описание сварки.
В таблице 4.18 приведены обозначения основных видов дуговой сварки швов по ГОСТ 5264-80.
Таблица 4.18
а б
Рисунок 4.42 — Пример тройника (а) и прерывистого сварного соединения внахлест (б)
Пример тройника T1 показан на рис. 4.42 (а). Сварка без фаски, двухсторонняя, с длиной окантовки 5 мм.
Пример прерывистого сварного соединения внахлест H6 показан на рис. 4.42 (б). Ширина шва 6 мм, длина шва 50 мм., Шаг шва 100 мм.
Узнать еще:
MIL-STD- 1689A — NAVSEA Металлы, сварка и производство, Техническая информация …
MIL-STD-1689A (SH) ТАБЛИЦА 111.UT или R
5 / Не менее 50 процентов длины
эпара, плюс 3 дюйма неизвлекаемого материала
6.8.3 А ~~ ровал. Применение UT
7. МЕТОДЫ НК 7.1 Персонал
MIL-STD-1689A (SH) ТАБЛИЦА VII. Undercu
8.2.12.2 Подводные лодки. Краевая пластинка
8.6.1 Сварные детали. Сварные соединения sh
9.3.2 Топливо для печи. Газовая или нефтяная пихта
MIL-STD-1689A (SH) ТАБЛИЦА X. Наполнитель ma
ТАБЛИЦА XI. Наполнители для HY-8
ТАБЛИЦА XIII. Наполнители для Au
MIL-STD-1689A (SH) ТАБЛИЦА XVI. Наполнитель
Требования к катиону для влажности, u
11.2.1 G ~ OUD B ioints. Присоединение к группе B
MIL-STD-1689A (SH) ТАБЛИЦА XVII. Surfac
MIL-STD-1689A (SH) ТАБЛИЦА XVII. Surfac
MIL-STD-1689A (SH) ТАБЛИЦА XVII. Surfac
MIL-STD-1689A (SH) ТАБЛИЦА XVII. Surfac
MIL-STD-1689A (SH) ТАБЛИЦА XVIII. Subms
MIL-STD-1689A (SH) ТАБЛИЦА XVIII. Subma
сварные швы конверта, прерванные пеной
11.3.5 Доступные и закрывающие пластины в
12. ТРЕБОВАНИЯ К МОНТАЖУ 12.1 Gener
12.3.2.1.3 Прочие структурные переборки
13.2. 1 Совместная конфигурация. Сварочный шов
ТАБЛИЦА М. Температура предварительного нагрева и промежуточного прохода ~
используется материал на стороне, с которой
13.12 Восстановление обрезания сварного шва.Wel
MIL-STD-1689A (SH) ТАБЛИЦА XXI. Post we
ТАБЛИЦА XXI. Термическая обработка после сварки
14. ТРЕБОВАНИЯ К РАБОТЕ 14.1 We
14.4.4 Подрезы и другие сварные швы
и не будут приведет к отказу от
MIL-STD-1689A (SH) ТАБЛИЦА XXIII. Mecha
MIL-STD-1689A (SH) ТАБЛИЦА XXIV.Mechan
15.3.4 Размещение механического материала для уплотнения. Для стержней
15.3.6.3 HSS. HY-80. HY-100. HSLA-8
15.4 Общие ремонтники изготовления
15.4.9.1 Локбины. Отверстия для lockpin
За исключением случаев, указанных в настоящем описании, где г
15.4.16.2.1 Overdrivinq. Overdrivin
15.5.2.1 Восстановление дефектного l
16.2.1 Проверка ТН. Каждая структура
ТАБЛИЦА) [l [критерий допустимости XVI.RT
ТАБЛИЦА IOCXVIII.RT критерий допустимости
16.3.3.8 Mottlinq. Рентгенограммы c
16.4.2.3 Номинальный ремонт.Ремонт мы
Subiect — термин (слово в кэв) listinq.A
В соответствии с дизайном Среднее значение * \ t-
I КОНСТРУКЦИЯ ПОВЕРХНОСТНОГО КОРАБЛЯ IF-HULL EN
NOWHARD TANKBAcJ (UPSTRUCTUREFOUNDA
РИСУНОК 8. Устройство для измерения изгиба m
E — Удлинение PA) (снаружи ) PICURE
E BU7T WELD1 ‘ШИРИНА БОЛЕЕ 314 «WFtn #
КОГДА.w «= sa MIN., 6 * MAXWTHEN RI
STIFFENER OR GIRDER средние вентиляционные отверстия, слив
м: 1. Высота бекаса (H) должна составлять
Толщина более 1/2 дюйма от 3/8 до
Допустимые отклонения: Это
Применимость допусков : his fi
FICUELE 26.Cutback rcqui teuicnr ~.
РАЗДЕЛЫ A-A И C-CW РАЗДЕЛ B-8NO