Угольные электроды: свойства и использование
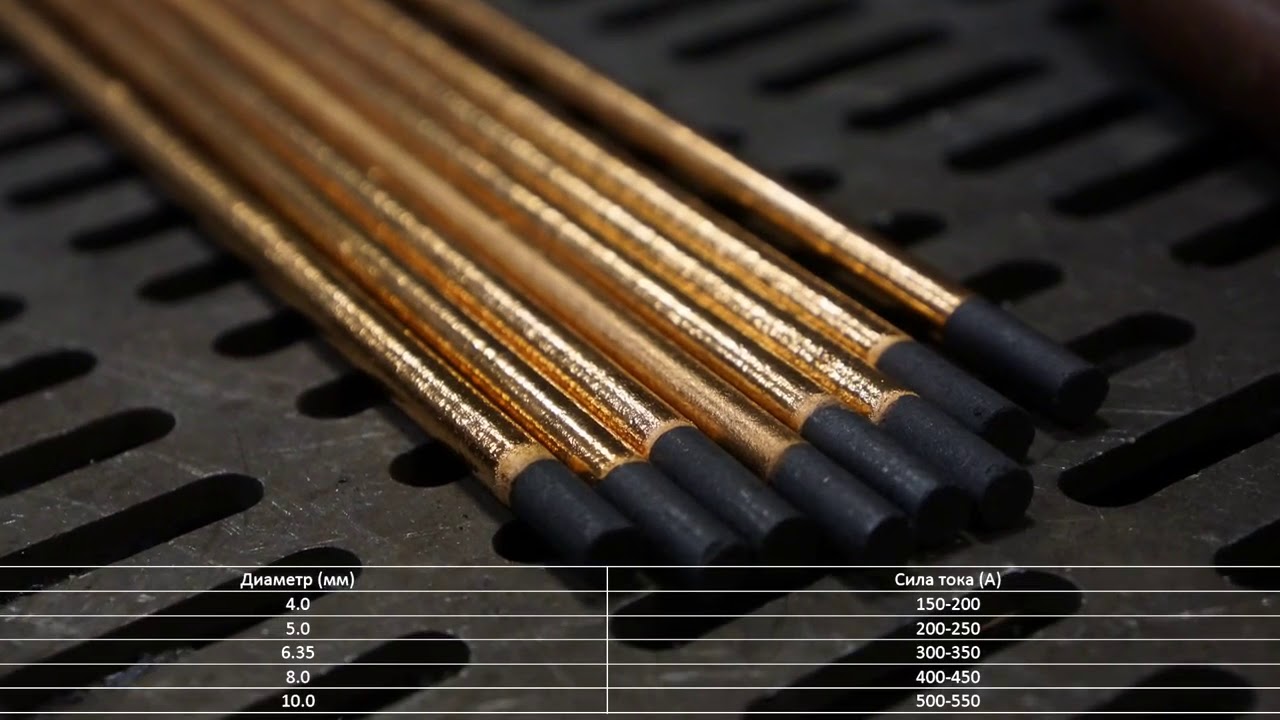
Угольные электроды применяются для осуществления воздушной духовой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля. Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров.
Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов. Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций. В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т. д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
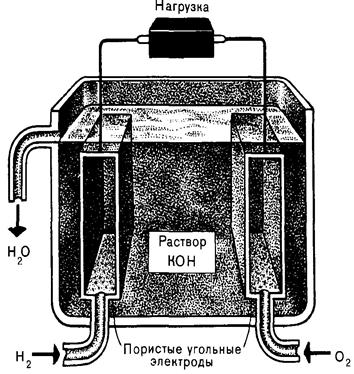
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров. При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров. При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
Угольные электроды: свойства и применение
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 61810
[~ID] => 61810
[NAME] => Угольные электроды: свойства и применение
[~NAME] => Угольные электроды: свойства и применение
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров. Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов.
Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций. В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т. д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров.
При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
Источник:
fb. ru
[~DETAIL_TEXT] =>
Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров. Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов.
Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций.
В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т.д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров.
При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
Источник:
fb. ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
[~PREVIEW_TEXT] => Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 17.12.2019 10:09:23
[~TIMESTAMP_X] => 17.12.2019 10:09:23
[ACTIVE_FROM] => 23.06.2017
[~ACTIVE_FROM] => 23.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/61810/
[~DETAIL_PAGE_URL] => /news/115/61810/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => ugolnye_elektrody_svoystva_i_primenenie
[~CODE] => ugolnye_elektrody_svoystva_i_primenenie
[EXTERNAL_ID] => 61810
[~EXTERNAL_ID] => 61810
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23. 06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Угольные электроды: свойства и применение
[SECTION_META_KEYWORDS] => угольные электроды: свойства и применение
[SECTION_META_DESCRIPTION] => Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
[SECTION_PAGE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_META_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_META_KEYWORDS] => угольные электроды: свойства и применение
[ELEMENT_META_DESCRIPTION] => Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
[ELEMENT_PAGE_TITLE] => Угольные электроды: свойства и применение
[SECTION_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[SECTION_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[SECTION_DETAIL_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Угольные электроды: свойства и применение Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
 д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
 ru
ru

 ru
ru
 Угольные электроды изготавливаются из электротехнического аморфного угля.
[ELEMENT_PAGE_TITLE] => Угольные электроды: свойства и применение
[SECTION_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[SECTION_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[SECTION_DETAIL_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Угольные электроды изготавливаются из электротехнического аморфного угля.
[ELEMENT_PAGE_TITLE] => Угольные электроды: свойства и применение
[SECTION_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[SECTION_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[SECTION_DETAIL_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Угольные электроды: свойства и применение
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Угольные электроды: свойства и применение
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
23. 06.2017
06.2017
Угольные электроды применяются для осуществления воздушной дуговой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров. Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов.
Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций. В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т.д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т.д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров.
При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
Источник:
fb. ru
ru
Просмотров: 1497
OK Carbon
Угольный электрод применяется для резки, строжки, пробития отверстий в углеродистых низколегированных и легированных сталей.
Угольный электрод — самый высокий коэффициент удаления металла за единицу длины электрода и времени.
Область применения: сталелитейная промышленность, судостроение, производство металлоконструкций, машиностроение.
| Артикул | Размеры, мм D x L; AxBxL |
Ток, А | Удаление металла г/см | Канавка | Толщина реза, мм | Ø, мм | Вес, грамм |
|
| Ширина, мм | Глубина, мм | |||||||
| Ток постоянный | ||||||||
| 0700 007 002 | 4,0 x 305 | 150-200 | 10 | 6-8 | 3-4 | 7 | 8 | 7 |
| 0700 007 003 | 5,0 x 305 | 200-250 | 12 | 7-9 | 3-5 | 8 | 8 | 10 |
| 0700 007 004 | 6,35x 305 | 300-350 | 18 | 9-11 | 4-6 | 9 | 10 | 16 |
| 0700 007 006 | 8,0 x 305 | 400-450 | 33 | 11-13 | 6-9 | 11 | 12 | 26 |
| 0700 007 007 | 10,0 x 305 | 500-550 | 49 | 13-15 | 8-12 | 13 | 14 | 41 |
| 0700 007 104 | 6,35x 510 | 300-350 | 18 | 9-11 | 4-6 | 9 | 10 | 27 |
| 0700 007 106 | 8,0x 510 | 400-450 | 33 | 11-13 | 6-9 | 11 | 12 | 44 |
| 0700 007 107 | 10,0 x 510 | 500-550 | 49 | 13-15 | 8-12 | 13 | 14 | 68 |
| 0700 007 108 | 13,0 x 455 | 700-900 | 89 | 16-18 | 9-13 | 14 | 15 | 103 |
| 0700 007 402 | 10,0 x 455 | 500-550 | 49 | 13-15 | 8-12 | 13 | 14 | 41 |
| 0700 007 404 | 13,0 x 455 | 700-900 | 89 | 16-18 | 9-13 | 14 | 15 | 102 |
| 0700 007 405 | 16,0 x 455 | 1000-1200 | 105 | 20-22 | 10-14 | 17 | 19 | 155 |
| 0700 700 406 | 19,0 x 455 | 1200-1400 | 148 | 24-26 | 17-21 | 21 | 23 | 219 |
| 0114 800 112 | 4x15x305 | 200-250 | 29 | 6-8 | 8-10 | 7 | 8 | 31 |
| 0114 800 113 | 4x20x305 | 250-300 | 32 | 6-8 | 12-14 | 7 | 8 | 41 |
| 0700 007 502 | 5x15x305 | 350-400 | 45 | 7-9 | 8-10 | 8 | 8 | 39 |
| 0700 007 503 | 5x20x305 | 450-500 | 67 | 7-9 | 12-14 | 8 | 8 | 52 |
| Ток переменный | ||||||||
| 0700 007 601 | 4,0х305 | 100-200 | 6 | 6-8 | 3-4 | 6 | 7 | 6 |
| 0700 007 602 | 5,0х305 | 150-250 | 10 | 7-9 | 3-5 | 7 | 8 | 10 |
| 0700 007 603 | 6,35х305 | 200-300 | 15 | 9-11 | 4-6 | 9 | 10 | 15 |
| 0700 007 604 | 8,0х305 | 300-400 | 24 | 10-12 | 5-7 | 10 | 11 | 25 |
| 0700 007 704 | 10,0х305 | 350-450 | 32 | 12-14 | 6-8 | 12 | 13 | 38 |
Оформить заявку →
Поделиться ссылкой:
Электроды угольные омедненные
Угольные электроды изготовлены из синтетического графита с медным покрытием и предназначены для резки и строжки металла, снятия фасок, подготовки канавок и резки, сварки медных и алюминиевых проводов, а так же для нагрева металла.
Угольные электроды состоят из аморфного электротехнического угля в виде стержней круглого сечения диаметром 6…18 мм, длиной 305…430 мм с гладкой поверхностью.
Дуговая сварка угольным электродом принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Использование угольного электрода имеет множество преимуществ над общепринятыми способами резки типа кислородной или пильным полотном. В этом простом и комфортном методе используются углерод, сжатый воздух и электрический ток, что позволяет осуществить поверхностную резку и удаление металла. Электрод позволяет работать с широким диапазоном материалов: от малоуглеродистых сталей до нержавеющей стали, чугуна, меди и легких сплавов. Способ резки угольным электродом основывается на взаимодействии электрической дуги и сжатого воздуха. Металл, расплавленный электрической дугой, удаляется при помощи воздушной струи.
Металл, расплавленный электрической дугой, удаляется при помощи воздушной струи.
Преимущества:
1) Медное покрытие — для лучшей теплопередачи
2) Высокая плотность — высокая продуктивность строжки
3) Незначительный расход — экономия средств
4) Низкий процент сгорания
Медное покрытие угольных электродов обеспечивает хорошую токо- и теплопередачу, высокую плотность тока, стабильное горение дуги, малый расход.
Высокая результативность строжки угольным электродом достигается применением воздушно-дуговых строгачей канавок.
Конец электрода затачивают под углом 60…70°, а для сварки цветных металлов — под углом 20…40°.
Возможные диаметры угольных электродов:
— диаметр 4,0 мм х длина 305 мм
— диаметр 5,0 мм х длина 305 мм
— диаметр 6,5 мм х длина 305 мм
— диаметр 8,0 мм х длина 305 мм
— диаметр 9,5 мм х длина 305 мм
— диаметр 9,5 мм х длина 430 мм
— диаметр 13,0 мм х длина 355 мм
— диаметр 13,0 мм х длина 430 мм
— диаметр 16,0 мм х длина 430 мм
— диаметр 19,0 мм х длина 430 мм
Угольные электроды СК и ВДК
ООО Компания «Кондор» — комплексные поставки химии для промышленных предприятий
Электроды угольные получают экструзией или формованием и термообработкой композиции. В дополнение к ее основной составляющей (уголь) и необходимым связующим компонентом (смола, деготь и т.д.). Может также содержать другие вещества, такие, как металлические порошки.
В дополнение к ее основной составляющей (уголь) и необходимым связующим компонентом (смола, деготь и т.д.). Может также содержать другие вещества, такие, как металлические порошки.
Электроды угольные предназначены для воздушно-дуговой резки металлов, удаления прибылей и дефектов литья, строжки электроприхваток и сварных швов при силе тока до 1000А, для сварки металлов и других работ.
Угольные электроды марки СК и ВДК — Область применения
- ручные резаки воздушно-дуговой поверхностной резки металлов.
- обработки литья.
- выплавления дефектов.
- подготовки кромок под сварку.
- срезки заклепок.
- Электроды угольные марки СК применяются в сварочных аппаратах.
Условные обозначения угольных электродов:
- СК – сварочные круглые;
- ВДК — воздушно — дуговые круглые.
Электроды угольные по ТУ 16-757.034-86 поставляются:
- марки СК диаметром 6,8,10,15,18 мм длиной 250 мм;
- марки ВДК (омедненные) диаметром 6,8,10 мм длиной 300 мм.

Электроды связывают в пачки: диаметром 15,18 мм – по 25 штук, диаметром 10 мм – по 50 штук, диаметром 6,8 мм – по 100 штук.
Техническая консультация
Показатели качества электродов угольных:
| Показатели | СК | ВДК |
| Удельное электрическое сопротивление, мкОм.м, не более | 90,0 | 100,0 |
| Механическая прочность при изгибе, МПа, не менее | 18,0 | 12,0 |
| Содержание золы. %, не более | 3,5 | 1,5 |
По вопросам приобретения угольные электроды СК и ВДК и получения подробной консультации по свойствам продукции, условиям поставки и заключению договора просим вас обратиться к менеджерам:
+74957901452
+7 499 558 37 54
+78123172828
По вопросам приобретения масла и смазок masla. [email protected].
[email protected].
Угольные электроды
Угольные электроды состоят из электротехнического угля, представленного в виде стержней с круглым сечением и гладкой поверхностью.
Если вам необходим угольный электрод, купить его недорого в Электростали вы можете в нашем магазине.
Диаметр: 6.5 мм.
Вид поставки — картонная коробка:
Фасовка: 50 шт/кор.
Цена указана за 1 шт. Продаются поштучно и упаковками.
Угольные электроды для сварки относятся к неметаллическим неплавким электродам. Они почти не расходуются во время работы и не требуют частой замены, что очень удобно. Данный вид расходников не очень распространен и используется преимущественно в промышленности. Встретить их в частном хозяйстве практически невозможно.
ПРИМЕНЕНИЕ УГОЛЬНЫХ ЭЛЕКТРОДОВ
Этот тип электродов используется для создания отверстий в стальных заготовках. Ими выполняется строжка и резка металла, а также сварка медных проводов. Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Очень часто их можно встретить в работах по горячей сварке чугуна и при сварке тонких изделий. При помощи угольных электродов устраняются дефекты литья, что гораздо выгоднее, чем отливать лист металла заново. Стержни применяются для наплавки твердых составов и сварки цветных металлов.
ОСОБЕННОСТИ СВАРКИ
Для работы такими электродами требуется постоянный ток прямой полярности. При сварке обратной полярностью дуга горит нестабильно и происходит науглероживание металла шва, что отрицательно сказывается на его параметрах. Содержание углерода может повышаться вплоть до 1%.
Во время работы нужно учитывать такие особенности:
- Дуга, возникающая при сварке данными стержнями является очень чувствительной к магнитному дутью, газам и ветру.
- Производительность угольных электродов ниже, чем у обычных металлических плавящихся стержней.
- Изделия такого типа применяются также при дуговой пайке. Она может быть прямой (когда дуга образуется между электродом и деталью) или косвенной, с использованием дуги, образованной между двумя электродами.
- Омедненные электроды круглого сечения предназначены для резки, строжки и снятия фасок. Стержни с прямоугольным сечением применяются для выравнивания дефектов и зачистки поверхностей.
Угольные электроды применяются в промышленном производстве при работе с особыми конструкциями и изделиями. Они отличаются высокой экономичностью и малым расходом. В большинстве случаев их используют вместе со специальным сварочным оборудованием, с которым они показывают наибольшую эффективность.
По поводу оптовых закупок просьба обращаться к нашим менеджерам по телефону +7(495)943-37-19 или по электронной почте [email protected]
Уважаемые покупатели! Обращаем ваше внимание на то, что вся информация, размещённая на данном интернет-сайте, в том числе цены, описание продукции, техническая информация, фото и изображения товаров, а также файлы с технической документацией, носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями статьи 437(2) Гражданского Кодекса Российской Федерации, и может быть изменена в любое время без предупреждения. Представленное описание и внешний вид (изображение) товара носят справочный характер, производитель вправе менять внешний вид, комплектацию и цвет.
Представленное описание и внешний вид (изображение) товара носят справочный характер, производитель вправе менять внешний вид, комплектацию и цвет.
Сварка меди угольным электродом
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода. При обратной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию. После запуска сварочной машины необходимо проверить ее полярность, не доверяясь маркировке на главных зажимах, так как генераторы часто перемагничиваются.
Каждый сварщик должен уметь определять полярность машины. Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
При прямой полярности угольный налет отсутствует.
Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Таблица 15. Диаметр присадочных прутков для сварки меди угольным электродом
Угольные электроды применяются круглого сечения, а графитовые — прямоугольного или квадратного и реже круглого сечения. Длина электродов может быть различной и зависит главным образом от площади их поперечного сечения, а также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При слишком большой длине рабочей части возрастает омическое сопротивление электрода, что вызывает его перегрев и быстрое сгорание.
В целях экономии времени на перестановку электродов в держателе, а также меньшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания или чрезмерного нагрева одного конца электрода держатель поворачивается, и сварка производится другим концом.
При сварке угольной дугой целесообразно применять два параллельно подключенных электрододержателя, что дает возможность избежать перегрева электрода и держателя, так как сварка в этом случае производится попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой широкое применение получила бронза марки БрОФ9-0,3, как обеспечивающая высокие механические свойства сварного соединения; худшие результаты дает применение бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в которых требуется высокая механическая прочность и плотность сварного шва, должны выполняться с присадкой марки БрОФ9-0,3. Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Сварка контактов тока проводящих шин выполняется с присадкой марки M1, так как в этом случае металл шва мало чем будет отличаться от основного, что имеет большое значение для электропроводности.
На качество сварного соединения оказывает существенное влияние сечение присадочного прутка, которым выполнялась сварка. При больших сечениях прутка возможен непровар кромок, а при малых — пережог наплавленного и основного металла.
Выбор диаметра прутка зависит от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются диаметры прутков в зависимости от толщины свариваемых деталей (табл. 15).
Там же рекомендуется пользоваться следующими формулами: для малой толщины (до 4 мм)
d=S/2 + 1;
для большой толщины (больше 4 мм)
d = S/2 + 2,
где d — диаметр присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутков может быть различной: для литых — не менее 300 мм; для проволоки — порядка 450—500 мм.
Применяемые прутки перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, иначе неизбежно появление пор в металле шва.
В процессе сварки необходимо следить, чтобы флюс полностью расплавлялся и не оставался в металле шва, а равномерно покрывал Шов и околошовную зону на расстояние не менее 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной постоянной и не может быть заранее задана для всех случаев сварки. Сварочный ток колеблется в значительных пределах и определяется в зависимости от толщины и размеров свариваемых элементов, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика. В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутков, рекомендуемые в литературе, приведены в табл. 16.
16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону снижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 16. Режимы для ручной сварки меди угольным и графитовым электродом
Таблица 17. Режимы сварки меди встык угольной дугой
Приемы сварки стыковых швов. Сварка стыковых соединений может быть выполнена только в «нижнем» положении или при небольшом угле подъема — до 15—20° с обязательной подфор-мовкой вершины шва и предварительным местным или общим подогревом до температуры 250÷350° С. Сварку необходимо выполнять длинной дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинной дугой, следует увеличивать ее мощность, так как с увеличением длины дуги растет напряжение на ней, а мощность находится в прямой зависимости от напряжения. При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
Углекислый газ нерастворим в меди; находясь под высоким давлением, он разрывает металл, образуя крупные и мелкие межкристаллические трещины. При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение. Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.
Рис. 21. Схема сварки:
а — „левая» сварка; б — „правая» сварка.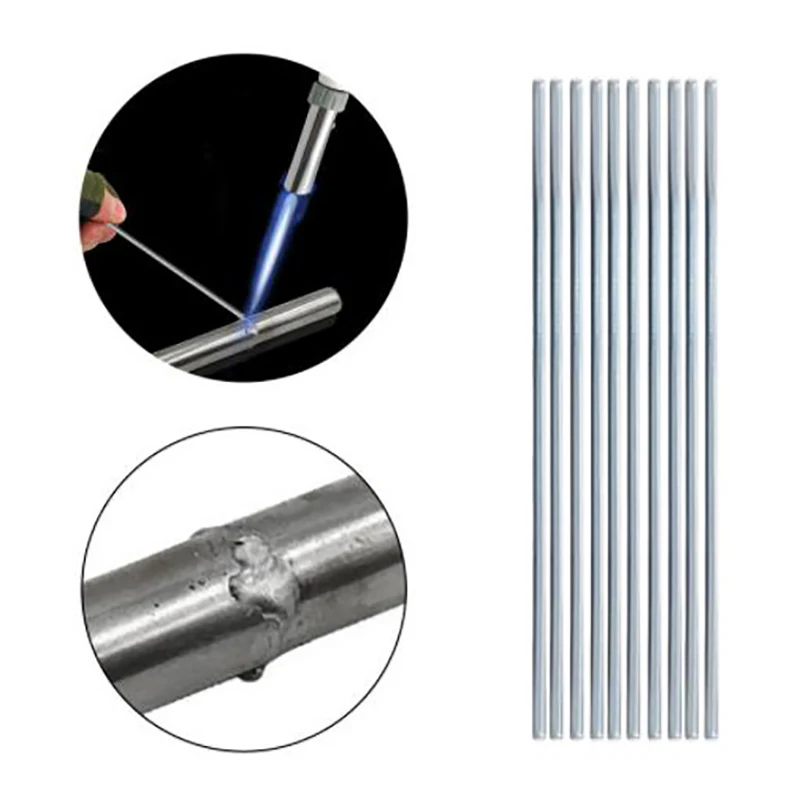 1 — присадка; 2 — угольный (графитовый) электрод.
1 — присадка; 2 — угольный (графитовый) электрод.
Несмотря на то, что «правая» сварка в сравнении с «левой» сваркой имеет некоторые преимущества, например наиболее эффективное использование тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что повышает скорость сварки на 20—25%, в практике наиболее широко применяется «левая» сварка.
При «левой» сварке сварщику лучше наблюдать за процессами, происходящими в сварочной ванне; держа присадочный пруток в левой руке, сварщик его концом может легко удалять с поверхности жидкого металла окислы и шлаки.
В процессе сварки дугу необходимо направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать небольшие петлеобразные движения электродом. Конец присадочного прутка должен быть погружен в сварочную ванну и должен расплавляться под действием теплоты металла ванны и дуги. По мере расплавления присадка подается в сварочную ванну; одновременно с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, возможно окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть такой, при которой свариваемые кромки только слегка оплавляются по поверхности, а жидкий металл во время сварки не должен забегать на холодный основной металл. Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом качественно не представляется возможным. Хорошее качество сварки может быть получено только при положении шва «в лодочку».
При сварке угольная дуга легко отклоняется от своей продольной оси под действием магнитных полей. Особенно это проявляется, когда сварка ведется на больших силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться специальные держатели с соленоидом.
Эти держатели практического применения не находят, так как вес держателя увеличивается, и сварщик быстрее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено путем изменения наклона электрода и места подключения обратного провода. Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Источник: «Электрическая дуговая сварка меди», А.И. Мальмстрем. Машгиз, 1954
См. также:
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно. Ниже приведены наиболее распространенные причины:
Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.
Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Предоставить доступ без файлов cookie потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Дешевая и простая модификация стеклоуглеродного электрода для вольтамперометрического определения дофамина в присутствии аскорбиновой кислоты
Дару. 2011 г.; 19(4): 270–276.
Кафедра аналитической химии, химический факультет, Тебризский университет, Тебриз, Иран
Поступила в редакцию 8 января 2011 г.; Пересмотрено 10 сентября 2011 г.; Принято 12 сентября 2011 г.
Copyright © 2011 Тегеранский университет медицинских наукЭта работа находится под лицензией Creative Commons Attribution-NonCommercial 3.0 Unported License, которая позволяет пользователям читать, копировать, распространять и создавать производные работы для некоммерческих целей из материала, если автор оригинальной работы указан правильно.
Эта статья была процитирована другими статьями в PMC.Abstract
Предпосылки и цель исследования
Были предложены различные методы модификации стеклоуглеродного электрода для определения дофамина (DA), как одного из важнейших нейротрансмиттеров в центральной нервной системе млекопитающих. Эти методы требуют много времени и в некоторых случаях являются дорогостоящими. В данной работе разработан очень простой и дешевый метод предварительной обработки непокрытого стеклоуглеродного электрода (СУЭ) для определения ДА в присутствии аскорбиновой кислоты (АК).
Эти методы требуют много времени и в некоторых случаях являются дорогостоящими. В данной работе разработан очень простой и дешевый метод предварительной обработки непокрытого стеклоуглеродного электрода (СУЭ) для определения ДА в присутствии аскорбиновой кислоты (АК).
Методы
Циклическая вольтамперометрия как процедура электрохимической активации была использована для активации стеклоуглеродного электрода с целью разделения дифференциальных пиков импульсов DA и AA. Было исследовано влияние различных параметров, таких как рН поддерживающего электролита, диапазон потенциала и количество циклов.Наконец, для определения ДА в присутствии АК использовали дифференциальную импульсную вольтамперометрию.
Результаты
На активированном электроде в оптимальных условиях анодный пик АК сместился в сторону отрицательных потенциалов и пиковый ток уменьшился, а пиковый ток ДА увеличился. Пиковый ток был линейно пропорционален объемной концентрации ДА в диапазоне 6,5×10 -7 -1,8×10 -5 моль л -1 . Предел обнаружения составил 6,2×10 -7 моль л -1 .
Предел обнаружения составил 6,2×10 -7 моль л -1 .
Заключение
Разработан простой и дешевый метод активации стеклоуглеродного электрода. Определить ДА удалось в присутствии АК на обработанном электроде. Предложенный метод был использован для определения ДА в фармацевтических образцах.
Ключевые слова: Электрохимическое определение, Активированный электрод, Дифференциальная импульсная вольтамперометрия
ВВЕДЕНИЕ Дофамин (ДА) является одним из наиболее важных нейротрансмиттеров в центральной нервной системе.Поскольку, как и другие катехоламины, дофамин легко окисляется, его обнаружение возможно электрохимическими методами (1–3). Однако основной проблемой электрохимического обнаружения ДА в реальных биологических матрицах является сосуществование аскорбиновой кислоты (АК). Поскольку ДА и АК окисляются примерно при одном потенциале, в результате перекрытия вольтамперометрического отклика (4, 5) снижается селективность определения ДА. Для преодоления проблем с селективностью было применено несколько методов. Один из этих методов заключается в покрытии поверхности электрода подходящим селективным покрытием, таким как нафион (6), который, как известно, включает положительно заряженные молекулы и отталкивает анионные молекулы благодаря своим ионообменным свойствам.Другой метод заключается в покрытии поверхности электрода двумя слоями. Первый слой представляет собой электроактивный материал, проявляющий каталитическую активность по отношению к дофамину, а второй — нафион. Эта комбинация повышает селективность и чувствительность обнаружения ДА (7). Другая стратегия основана на модификации электрода электросинтезированной полимерной пленкой (8). Использование специальной процедуры, такой как УФ/озон, для предварительной обработки электродов (9) и электрохимического предварительного анодирования, что приводит к дифференциации сигналов окисления, также оказалось успешным.Этот подход особенно подходит для углеродных электродов (10, 11).
Для преодоления проблем с селективностью было применено несколько методов. Один из этих методов заключается в покрытии поверхности электрода подходящим селективным покрытием, таким как нафион (6), который, как известно, включает положительно заряженные молекулы и отталкивает анионные молекулы благодаря своим ионообменным свойствам.Другой метод заключается в покрытии поверхности электрода двумя слоями. Первый слой представляет собой электроактивный материал, проявляющий каталитическую активность по отношению к дофамину, а второй — нафион. Эта комбинация повышает селективность и чувствительность обнаружения ДА (7). Другая стратегия основана на модификации электрода электросинтезированной полимерной пленкой (8). Использование специальной процедуры, такой как УФ/озон, для предварительной обработки электродов (9) и электрохимического предварительного анодирования, что приводит к дифференциации сигналов окисления, также оказалось успешным.Этот подход особенно подходит для углеродных электродов (10, 11). Показано, что этот вид обработки приводит к нарушению нормальной поверхности, в которой увеличивается доля кислорода, образуя пленку оксида графита. Обычно предполагается, что поверхностные функциональные группы, образующиеся в процессе активации, являются фенольными, хиноновыми, карбонильными и эпоксидоподобными, которые иммобилизованы и ковалентно связаны с поверхностью (12). Некоторые из этих групп являются анионными группами и имеют высокую плотность электронов (13).Следовательно, анионные аналиты отталкиваются электродом, а катионные аналиты притягиваются. При биологическом рН (рН 7), в то время как АК существует в анионной форме и отталкивается от электрода (14), ДА существует в протонированной форме, в результате чего между ДА и электродом возникает притяжение. Таким образом, пиковый ток AA уменьшается, а пиковый ток DA увеличивается.
Показано, что этот вид обработки приводит к нарушению нормальной поверхности, в которой увеличивается доля кислорода, образуя пленку оксида графита. Обычно предполагается, что поверхностные функциональные группы, образующиеся в процессе активации, являются фенольными, хиноновыми, карбонильными и эпоксидоподобными, которые иммобилизованы и ковалентно связаны с поверхностью (12). Некоторые из этих групп являются анионными группами и имеют высокую плотность электронов (13).Следовательно, анионные аналиты отталкиваются электродом, а катионные аналиты притягиваются. При биологическом рН (рН 7), в то время как АК существует в анионной форме и отталкивается от электрода (14), ДА существует в протонированной форме, в результате чего между ДА и электродом возникает притяжение. Таким образом, пиковый ток AA уменьшается, а пиковый ток DA увеличивается.
Было показано, что на кинетику переноса электрона в некоторых реакциях влияет электрохимическая активация на электродах из стеклоуглерода (15).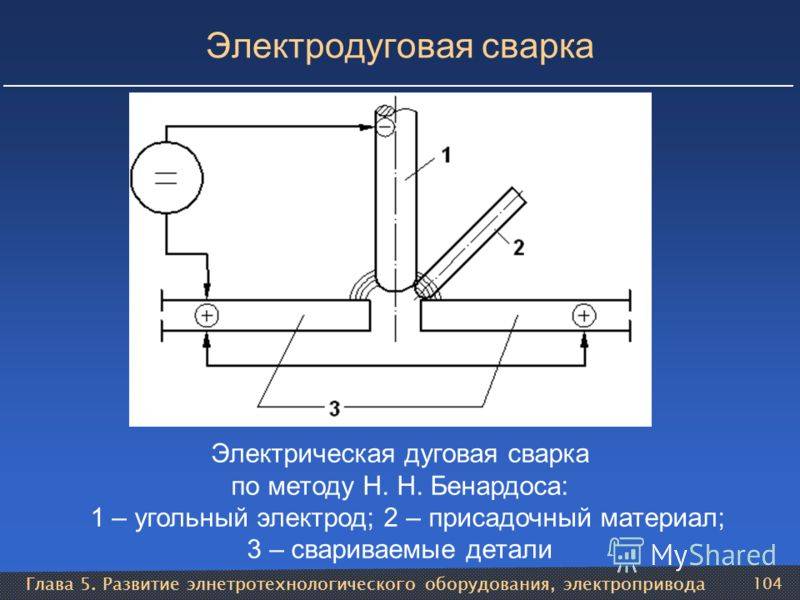 Электрохимическая активация применялась для дифференциации вольтамперометрических сигналов аскорбиновой кислоты и дофамина на графитово-эпоксидном электроде (16). Также этот метод был применен для обнаружения производного катехола (10).
Электрохимическая активация применялась для дифференциации вольтамперометрических сигналов аскорбиновой кислоты и дофамина на графитово-эпоксидном электроде (16). Также этот метод был применен для обнаружения производного катехола (10).
В данной работе описана новая процедура электрохимической активации, основанная на модификации поверхности СУЭ. Предлагаемый электрод очень прост в изготовлении, экологичен и пригоден для повторного использования для многократных анализов. Кроме того, он является новым для дифференциации сигналов окисления АК и ДА и используется для определения ДА в присутствии АК.
МАТЕРИАЛЫ И МЕТОДЫ
Все реактивы были ч.д.а. (Merk) и использовались без дополнительной очистки. Для приготовления всех растворов использовали деионизированную воду. Все эксперименты проводились при комнатной температуре и без удаления растворенного кислорода. Растворы гидрохлорида дофамина готовили ежедневно и хранили в холодильнике. Электрохимические эксперименты проводились с использованием электрохимического анализатора Autolab (PGSTAT 20, Ecochemie, Нидерланды), который подключался к ПК для управления и хранения данных. В качестве рабочего электрода использовали стеклоуглеродный электрод (диаметром 2,00 мм). Противоэлектродом служил платиновый стержневой электрод. Все потенциалы, о которых сообщается в этой статье, относятся к каломельному электроду (SCE).
В качестве рабочего электрода использовали стеклоуглеродный электрод (диаметром 2,00 мм). Противоэлектродом служил платиновый стержневой электрод. Все потенциалы, о которых сообщается в этой статье, относятся к каломельному электроду (SCE).
Для приготовления активированного СУЭ электрод из стеклоуглерода был последовательно отполирован 0,5 мкм мкм суспензии оксида алюминия и промыт деионизированной водой перед его активацией. Электрод помещали в фосфатный буфер (0,1 М, рН 6) и активировали методом циклической вольтамперометрии.Диапазон потенциалов составлял 1,5–2 В при циклической вольтамперометрии, количество циклов – 10 сканирований. Все измерения проводились в фосфатном буфере (0,1 М, рН 6) с использованием дифференциальной импульсной вольтамперометрии (ДПВ). Регистрировали дифференциальную импульсную вольтамперограмму в диапазоне потенциалов 0,0–0,40 В. Амплитуда импульса составляла 10 мВ.
Около 0,1 мл инъекционного образца (допамина гидрохлорид, Pharmacutical Development Co. , Рашт, Иран) аккуратно пипеткой перенесли в мерную колбу на 100,0 мл и разбавили до метки.Затем 2,0 мл разведенной пробы и 8,0 мл буфера (фосфатного, рН 6) переносили в электрохимическую ячейку и регистрировали дифференциальную импульсную вольтамперограмму в диапазоне потенциалов 0,0–0,4 В. После добавления различных количеств стандартного раствора дофамина, регистрировали дифференциальную пульс-вольтамперограмму. Наконец, была построена калибровочная кривая добавления стандарта.
, Рашт, Иран) аккуратно пипеткой перенесли в мерную колбу на 100,0 мл и разбавили до метки.Затем 2,0 мл разведенной пробы и 8,0 мл буфера (фосфатного, рН 6) переносили в электрохимическую ячейку и регистрировали дифференциальную импульсную вольтамперограмму в диапазоне потенциалов 0,0–0,4 В. После добавления различных количеств стандартного раствора дофамина, регистрировали дифференциальную пульс-вольтамперограмму. Наконец, была построена калибровочная кривая добавления стандарта.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Электрохимическое поведение
Дифференциальная импульсная вольтамперограмма (ДПВ) 3×10 −3 моль л −1 АК и 3×10 −5 −5 моль л 100 9057 ДА на 906 л стеклоуглеродный электрод в фосфатном буфере с рН 6 продемонстрирован в .Как видно, анодный пик тока ДА и АР перекрывается на голом СУЭ. Обычно трудно получить отдельные вольтамперометрические волны для AA и DA при голом GCE, потому что они оба окисляются при очень близких потенциалах. После активации потенциал окисления для АК сместился в сторону отрицательных потенциалов, и на активированном СУЭ присутствовали два хорошо разрешенных анодных пика. Окисление аскорбиновой кислоты может быть электрокатализировано на активированном электроде, поэтому первый пик окисления смещается в сторону отрицательных потенциалов.С другой стороны, электрокаталитическое окисление дофамина может быть незначительным, поэтому после активации второй пик окисления остается таким же, как и раньше. Другим резким эффектом активации электрода было увеличение относительной чувствительности DA/AA, судя по пиковым токам. Пиковый ток AA уменьшился, а пиковый ток DA значительно увеличился. Чтобы определить оптимальные условия (высокий пиковый ток для DA и достаточное разделение пиков между DA и AA) активации GCE, необходимо исследовать и оптимизировать различные параметры.Что касается состояния электрода, учитывались диапазон сканирования и количество сканирований. Чтобы гарантировать окисление любых примесей на поверхности электрода, на этапе активации необходимо выбрать положительный потенциал, а диапазон сканирования выбрать между 1,5–2 В. Еще одним важным параметром является количество сканирований, которое используется для активации. Как видно после 10 сканирований, вольтамперограммы двух соединений разделены. Как видно из рисунка, пиковый ток DA увеличивался при увеличении числа сканирований до 10 циклов, а пиковый ток AA уменьшался при увеличении числа сканирований.В результате 10 циклов были выбраны как оптимальные числа. Также было исследовано влияние рН и состава фонового электролита. Оптимальное разделение пиков было получено при использовании фосфатного буфера (pH 6) в качестве поддерживающего электролита в процессе активации. Циклические вольтамперограммы дофамина на активированном ГХЭ в оптимальных условиях с разной скоростью сканирования показаны на рис. Для этой системы наблюдалась окислительно-восстановительная пара. Пиковый потенциал смещался к более положительным значениям по мере увеличения скорости развертки, предполагая участие кинетического ограничения в реакции между активированным GCE и DA (анодный пиковый потенциал увеличивался линейно с логарифмом скорости развертки, ).
Еще одним важным параметром является количество сканирований, которое используется для активации. Как видно после 10 сканирований, вольтамперограммы двух соединений разделены. Как видно из рисунка, пиковый ток DA увеличивался при увеличении числа сканирований до 10 циклов, а пиковый ток AA уменьшался при увеличении числа сканирований.В результате 10 циклов были выбраны как оптимальные числа. Также было исследовано влияние рН и состава фонового электролита. Оптимальное разделение пиков было получено при использовании фосфатного буфера (pH 6) в качестве поддерживающего электролита в процессе активации. Циклические вольтамперограммы дофамина на активированном ГХЭ в оптимальных условиях с разной скоростью сканирования показаны на рис. Для этой системы наблюдалась окислительно-восстановительная пара. Пиковый потенциал смещался к более положительным значениям по мере увеличения скорости развертки, предполагая участие кинетического ограничения в реакции между активированным GCE и DA (анодный пиковый потенциал увеличивался линейно с логарифмом скорости развертки, ). Чтобы проверить механизм реакции, пиковый ток строили в зависимости от квадратного корня из скорости сканирования (). Линейная зависимость между этими параметрами указывает на то, что достаточный перенапряжение реакции ограничено диффузией.
Чтобы проверить механизм реакции, пиковый ток строили в зависимости от квадратного корня из скорости сканирования (). Линейная зависимость между этими параметрами указывает на то, что достаточный перенапряжение реакции ограничено диффузией.
Дифференциальные импульсные вольтамперограммы 3×10 −3 моль л −1 аскорбиновой кислоты (АК) и 3×10 −5 моль л −1 допамина (DA), полученные при, а: голые и b: активированный стеклоуглеродный электрод (GCE).
Пиковый потенциал разделения (▵E p =E DA –E AA ) 3×10 −5 моль л −1 моль л −1 допамина (DA) и 3×10
−3 моль l
-1 аскорбиновой кислоты (АК) в зависимости от количества сканирований стадии активации. a: Пиковый ток 5×10 −6 моль л −1 дофамина (DA), b: 3×10 −3 моль л −1 моль л −1 аскорбиновой кислоты (АК) в зависимости от номера сканирования этапа активации.
A: Циклические вольтамперограммы 1×10 −3 М моль л −1 дофамина (DA) на активирующем электроде с разной скоростью сканирования a: 10, b: 20, c: 30, d: 50, e :100, f:150 и g:300 мВ/с) B: положение анодного пика дофамина (DA) по сравнению слогарифм скорости сканирования C: анодный пиковый ток дофамина (DA) в зависимости от квадратного корня скорости сканирования.
Дифференциальная импульсная вольтамперометрия (ДПВ), которая использовалась в качестве чувствительного электрохимического метода аналитов (16–18) в этом исследовании. В оптимальных условиях ток каталитического пика был линейно связан с концентрацией в диапазоне 6,5×10 –7 –1,8×10 –5 моль л –1 с коэффициентом корреляции 0,9995. Предел обнаружения, рассчитанный по калибровочным кривым для DA, составил 6.2×10 -7 моль л -1 . Для характеристики воспроизводимости метода проводили повторный цикл измерения-регенерации при концентрации 5×10 -6 моль л -1 ДА. Результаты 8 последовательных измерений показали RSD <3,4%.
Результаты 8 последовательных измерений показали RSD <3,4%.
Сравнение аналитических характеристик предлагаемого метода с другими отчетами () показало, что они сопоставимы, но преимуществом предлагаемого метода является простота изготовления электрода.
Таблица 1
Аналитические данные о производительности настоящего и некоторых ранее опубликованных методов определения дофамина.
| Метод | Линейный диапазон | Предел обнаружения | Ref. | |
|---|---|---|---|---|
| Настоящая работа | 1.8 × 10 -5 -6,5 × 10 -7 м | м6,2 × 10 -7 м | — | |
| amperometic на переосетированном полипирроле- композит растительной ткани | 1. 1 × 10 -3 -9,9 × 10 -6 м 1 × 10 -3 -9,9 × 10 -6 м | 3 × 10 -6 м | (2) | 5|
| Вольтампель на нанобиокомпозитных модифицированных углеродистых керамических электрода | 1.2 × 10 — 3 -5 × 10 -6 M | M3.41 × 10 -6 M | (3) | |
| Voltammetry на графите Nanosheet-Natafion Composite фильм модифицированный электрод | 7 × 10 -5 — 5×10 −7 M | 2×10 −8 M | (6) | |
| Вольтамперометрия на поли(ортаниловой кислоте) – многостенные углеродные нанотрубки композитный пленочно-модифицированный стеклоуглеродный электрод | 9 9. 1880×10 −6 −4,8×10 −7 M 1880×10 −6 −4,8×10 −7 M | 2,1×10 −7 M | (17) |
методы, в которых пики окисления перекрываются на твердых электродах. С помощью предлагаемого метода пики окисления этих соединений разделены (), что позволяет определять дофамин в присутствии мочевой кислоты без каких-либо помех.
Дифференциальные импульсные вольтамперограммы раствора, содержащего 1×10 −4 моль л −1 мочевой кислоты (UA), 5×10 −6 моль л −1 допамина (DA) и 1×10 −3 моль л −1 Аскорбиновая кислота (АК), полученная на активированном стеклоуглеродном электроде (СУЭ).
Этот метод был применен для определения DA в образце инъекции дофамина гидрохлорида. Чтобы уложиться в линейный диапазон, образец, используемый для анализа, был разбавлен в 5000 раз. Чтобы удостовериться в правильности результатов, в образцы добавляли определенное количество DA примерно в той же концентрации, которая была обнаружена в образце. Для устранения влияния матрицы при определении аналита использовали метод стандартной добавки. показывает вольтамперограмму растворов после добавления стандартов и показывает калибровочную кривую добавления стандартов.Среднее восстановление и относительное стандартное отклонение для образцов с добавлением составили 95,55 и 1,8% соответственно.
Для устранения влияния матрицы при определении аналита использовали метод стандартной добавки. показывает вольтамперограмму растворов после добавления стандартов и показывает калибровочную кривую добавления стандартов.Среднее восстановление и относительное стандартное отклонение для образцов с добавлением составили 95,55 и 1,8% соответственно.
Дифференциальные импульсные вольтамперограммы а: поддерживающий электролит, б: разбавленный в 5000 раз инъекционный образец и в-з: после добавления разного количества стандарта дофамина (ДА) на активированном стеклоуглеродном электроде (СЭ).
Калибровочная кривая стандартного добавления для разбавленной пробы для инъекции.
ЗАКЛЮЧЕНИЕ В данной работе разработан новый вольтамперометрический метод предварительной обработки поверхности стеклоуглеродного электрода.Предлагаемый метод имеет множество преимуществ, таких как простота, дешевизна и быстрота. Активированный электрод показал очень хорошую селективность при определении дофамина в присутствии аскорбиновой кислоты и мочевой кислоты.
ЛИТЕРАТУРА
1. Ciszewski A, Milczarek G. Модифицированный полиэвгенолом платиновый электрод для селективного обнаружения дофамина в присутствии аскорбиновой кислоты. Анальный. хим. 1999;71:1055–1061. [PubMed] [Google Scholar]2. Маджиди М. Р., Асадпур-Зейнали К., Голизаде С. Амперометрический биосенсор для определения дофамина на основе композита переокисленного полипиррола и растительной ткани.Междунар. Дж. Полим. Анальный. Характер. 2009; 14:89–101. [Google Академия]3. Маджиди М. Р., Асадпур-Зейнали К., Голизаде С. Нанобиокомпозитный модифицированный углеродно-керамический электрод на основе Nano-TiO 2 — растительная ткань и его применение для электрокаталитического окисления дофамина. Электроанализ. 2010; 22:1772–1780. [Google Академия]4. Зен Дж. М., Чен П. Дж. Селективный вольтамперометрический метод обнаружения мочевой кислоты и дофамина с использованием электродов, модифицированных глиной. Анальный. хим. 1997; 69: 5087–5093. [Google Академия]5. Бехфар А.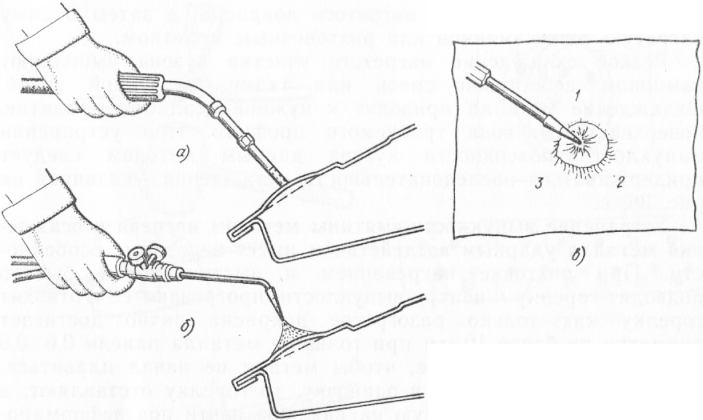 А., Садеги Н., Джаннат Б., Овейси Р. Определение L-аскорбиновой кислоты в плазме вольтамперометрическим методом. Иран. Дж. Фарм. Рез. 2010;9:123–128. [Бесплатная статья PMC] [PubMed] [Google Scholar]6. Chen S, Yang W, Chen X. Высокочувствительное и селективное определение дофамина на основе графитового нанолиста-нафиона композитного пленочного модифицированного электрода. Электроанализ. 2010; 22:908–911. [Google Академия]7. Чжоу Д.М., Ю Х.С., Чен Х.Ю. Каталитическое окисление дофамина на микродисковом платиновом электроде, модифицированном электроосаждением гексацианоферрата никеля и нафиона.Дж. Электроанал. хим. 1996; 408: 219–223. [Google Академия]8. Стоянова А., Цакова В. Поли(3,4-этилендиокситиофеновые) слои, модифицированные медью, для селективного определения дофамина в присутствии аскорбиновой кислоты: II Роль характеристик металлического осадка. Дж. Твердотельная электроника. 2010; 14:1957–1965. [Google Академия]9. Чжоу Дж., Випф Д.О. УФ/озоновая предварительная обработка стеклоуглеродных электродов. Дж. Электроанал. хим. 2001; 499: 121–128. [Google Академия] 10. Лю А., Ван Э. Определение производных катехола на предварительно обработанном и покрытом сополимером стеклоуглеродном электроде.Таланта. 1994; 41: 147–154. [PubMed] [Google Scholar] 11. Thiagarajan S, Tsai T.-H, Chen S.M. Простая модификация стеклоуглеродного электрода для одновременного определения аскорбиновой кислоты, дофамина и мочевой кислоты. Биосенс. Биоэлектрон. 2009; 24:2712–2715. [PubMed] [Google Scholar] 12. Отеро Л., Ветторацзин Н., Барберо С., Мирас М.С., Силбер Дж. Дж. Электрохимическое поведение электродов из стеклоуглерода с модифицированной поверхностью, полученных электрохимической обработкой. Его влияние на окисление ароматических аминов в водных средах.Дж. Электроанал. хим. 1993; 350: 251–265. [Google Академия] 13. Анджо Д.М., Кар М., Ходабахш М.М., Навиншис С., Вангер М. Электрохимическая активация угольных электродов в основе: минимизация адсорбции дофамина и емкости электрода. Анальная хим. 1989; 61: 2603–2608.
А., Садеги Н., Джаннат Б., Овейси Р. Определение L-аскорбиновой кислоты в плазме вольтамперометрическим методом. Иран. Дж. Фарм. Рез. 2010;9:123–128. [Бесплатная статья PMC] [PubMed] [Google Scholar]6. Chen S, Yang W, Chen X. Высокочувствительное и селективное определение дофамина на основе графитового нанолиста-нафиона композитного пленочного модифицированного электрода. Электроанализ. 2010; 22:908–911. [Google Академия]7. Чжоу Д.М., Ю Х.С., Чен Х.Ю. Каталитическое окисление дофамина на микродисковом платиновом электроде, модифицированном электроосаждением гексацианоферрата никеля и нафиона.Дж. Электроанал. хим. 1996; 408: 219–223. [Google Академия]8. Стоянова А., Цакова В. Поли(3,4-этилендиокситиофеновые) слои, модифицированные медью, для селективного определения дофамина в присутствии аскорбиновой кислоты: II Роль характеристик металлического осадка. Дж. Твердотельная электроника. 2010; 14:1957–1965. [Google Академия]9. Чжоу Дж., Випф Д.О. УФ/озоновая предварительная обработка стеклоуглеродных электродов. Дж. Электроанал. хим. 2001; 499: 121–128. [Google Академия] 10. Лю А., Ван Э. Определение производных катехола на предварительно обработанном и покрытом сополимером стеклоуглеродном электроде.Таланта. 1994; 41: 147–154. [PubMed] [Google Scholar] 11. Thiagarajan S, Tsai T.-H, Chen S.M. Простая модификация стеклоуглеродного электрода для одновременного определения аскорбиновой кислоты, дофамина и мочевой кислоты. Биосенс. Биоэлектрон. 2009; 24:2712–2715. [PubMed] [Google Scholar] 12. Отеро Л., Ветторацзин Н., Барберо С., Мирас М.С., Силбер Дж. Дж. Электрохимическое поведение электродов из стеклоуглерода с модифицированной поверхностью, полученных электрохимической обработкой. Его влияние на окисление ароматических аминов в водных средах.Дж. Электроанал. хим. 1993; 350: 251–265. [Google Академия] 13. Анджо Д.М., Кар М., Ходабахш М.М., Навиншис С., Вангер М. Электрохимическая активация угольных электродов в основе: минимизация адсорбции дофамина и емкости электрода. Анальная хим. 1989; 61: 2603–2608. [Google Академия] 14. Чжэнь Дж. М. Селективный вольтамперометрический метод обнаружения мочевой кислоты с использованием предварительно анодированных электродов из стеклоуглерода, покрытых нафионом. Аналитик. 1998; 123:1345–1350. [Google Академия] 15. Дюралл С.Х., МакКрири Р.Л. Контроль кинетики переноса электронов катехолами и гидрохинонами на нативных и модифицированных электродах из стеклоуглерода.Анальный. хим. 1999;71:4594–4602. [Google Академия] 16. Фалат Л., Ченг Х.С. Вольтамперометрическая дифференциация аскорбиновой кислоты и дофамина на электрохимически обработанном графитовом/эпоксидном электроде. Анальная хим. 1982;54:2108–2111. [Google Академия] 17. Чжан Л., Ши З., Ланг К. Изготовление поли(ортаниловой кислоты)-многостенных углеродных нанотрубок композитного стеклоуглеродного электрода, модифицированного пленкой, и его использование для одновременного определения мочевой кислоты и дофамина в присутствии аскорбиновой кислоты. Дж. Твердое тело. Электрохим.2011; 15:801–809. [Google Академия] 18.
[Google Академия] 14. Чжэнь Дж. М. Селективный вольтамперометрический метод обнаружения мочевой кислоты с использованием предварительно анодированных электродов из стеклоуглерода, покрытых нафионом. Аналитик. 1998; 123:1345–1350. [Google Академия] 15. Дюралл С.Х., МакКрири Р.Л. Контроль кинетики переноса электронов катехолами и гидрохинонами на нативных и модифицированных электродах из стеклоуглерода.Анальный. хим. 1999;71:4594–4602. [Google Академия] 16. Фалат Л., Ченг Х.С. Вольтамперометрическая дифференциация аскорбиновой кислоты и дофамина на электрохимически обработанном графитовом/эпоксидном электроде. Анальная хим. 1982;54:2108–2111. [Google Академия] 17. Чжан Л., Ши З., Ланг К. Изготовление поли(ортаниловой кислоты)-многостенных углеродных нанотрубок композитного стеклоуглеродного электрода, модифицированного пленкой, и его использование для одновременного определения мочевой кислоты и дофамина в присутствии аскорбиновой кислоты. Дж. Твердое тело. Электрохим.2011; 15:801–809. [Google Академия] 18. Овейси М.Р., Джаннат Б., Шефаати А.Р., Хамеди М. Определение селена в детской смеси с помощью дифференциальной импульсной катодной вольтамперометрии. ДАРУ. 2002; 10: 28–23. [Google Scholar]
Овейси М.Р., Джаннат Б., Шефаати А.Р., Хамеди М. Определение селена в детской смеси с помощью дифференциальной импульсной катодной вольтамперометрии. ДАРУ. 2002; 10: 28–23. [Google Scholar]опорный/рабочий электрод/материал угольного электрода | АЛС, электрохимическая компания
НАВЕРХ > Техническая заметка > Основы для начинающих электрохимиков > Рабочий электродЭто основное содержание о типах рабочих электродов, используемых для электрохимических измерений, их использовании и методах выбора, для начинающих в области электрохимических измерений.
Темы перечислены ниже:
4. Материалы угольных электродов
Лаборатория исследований и разработок, BAS Inc.
Профессор Нориюки Ватанабэ

Физическая величина вдоль базовой плоскости и краевой плоскости является анизотропной. Электрическое сопротивление вдоль базисной плоскости меньше, чем вдоль краевой плоскости. Таким образом, свойства электрода различны для базовой плоскости и поверхности электрода с плоской кромкой (электрод с плоской кромкой имеет лучшую проводимость).
Кроме того, емкость двойного электрического слоя на поверхности электрода отличается, емкость двойного электрического слоя на поверхности электрода в базовой плоскости меньше.
Рис. 4-1 Схема структуры графита и стеклоуглерода.
• Пиролитический графит (PG) получают путем разложения углеводородного газа на высокотемпературной подложке. Пиролитический графит, дополнительно обработанный при высокой температуре и высоком давлении, может быть улучшен в кристаллическом упорядочении, и может быть получен высокоориентированный пиролитический графит (ВОПГ). Производительность электрода зависит от соотношения упорядоченности кристаллов
Состояние поверхности электрода можно определить по разности потенциалов пика окислительно-восстановительного потенциала (ΔEp) на диаграмме циклической вольтамперометрии (CV) ферроцианида/феррицианида. Если разность потенциалов окислительно-восстановительного пика выше 700 мВ (1M раствор фонового электролита KCl, скорость развертки потенциала 0,2 В/с), эта поверхность рассматривается как базисная плоскость высокоориентированного пиролитического графита (ВОПГ) (пиковая разность потенциалов обычно используемый графитовый электрод составляет около 60 мВ). Известно, что чем быстрее происходит перенос электронов, тем меньше будет пиковая разность потенциалов (ΔEp), так как скорость переноса электронов на базисной плоскости поверхности высокоориентированного пиролитического графита (ВОПГ) очень мала, поэтому большое значение ΔEp появился.
Если разность потенциалов окислительно-восстановительного пика выше 700 мВ (1M раствор фонового электролита KCl, скорость развертки потенциала 0,2 В/с), эта поверхность рассматривается как базисная плоскость высокоориентированного пиролитического графита (ВОПГ) (пиковая разность потенциалов обычно используемый графитовый электрод составляет около 60 мВ). Известно, что чем быстрее происходит перенос электронов, тем меньше будет пиковая разность потенциалов (ΔEp), так как скорость переноса электронов на базисной плоскости поверхности высокоориентированного пиролитического графита (ВОПГ) очень мала, поэтому большое значение ΔEp появился.
• Стеклоуглерод (СУ) является наиболее часто используемым электродным материалом, структура стеклоуглерода показана на рис. 4-1 (схема слева внизу). Многие графитовые структуры в форме тонких полос переплетаются друг с другом в стеклоуглероде, хотя микроскопическая структура имеет упорядоченную морфологию, но макроструктуру можно рассматривать как аморфный (стекловидный) углерод. Следовательно, в качестве электродных материалов аллотропы углерода представляют собой sp2-углерод в структуре графита (за исключением алмазного электрода).Поверхность стеклоуглеродного электрода (СУ) представляет собой смесь базовой и краевой плоскостей. Стеклоуглерод (СУ) плотный и твердый, как стекло, не проницаемый для газа или жидкости. Напротив, высокоориентированный пиролитический графит (ВОПГ) имеет скользкую гибкую структуру по плоскости кромки, отслаивающуюся по базовой плоскости, можно получить свежую поверхность.
Следовательно, в качестве электродных материалов аллотропы углерода представляют собой sp2-углерод в структуре графита (за исключением алмазного электрода).Поверхность стеклоуглеродного электрода (СУ) представляет собой смесь базовой и краевой плоскостей. Стеклоуглерод (СУ) плотный и твердый, как стекло, не проницаемый для газа или жидкости. Напротив, высокоориентированный пиролитический графит (ВОПГ) имеет скользкую гибкую структуру по плоскости кромки, отслаивающуюся по базовой плоскости, можно получить свежую поверхность.
• Углеродная паста получается путем диспергирования порошка графита в масле до пастообразного состояния, может использоваться в качестве электрода (электрод из угольной пасты).
• Углеродное волокно, используемое для изготовления электродов, называется электродом из углеродного волокна.Обычно для изготовления микроэлектродов используют углеродное волокно. Встраивая углеродное волокно в пластик или стекло, после резки поперечное сечение используется в качестве микроэлектрода.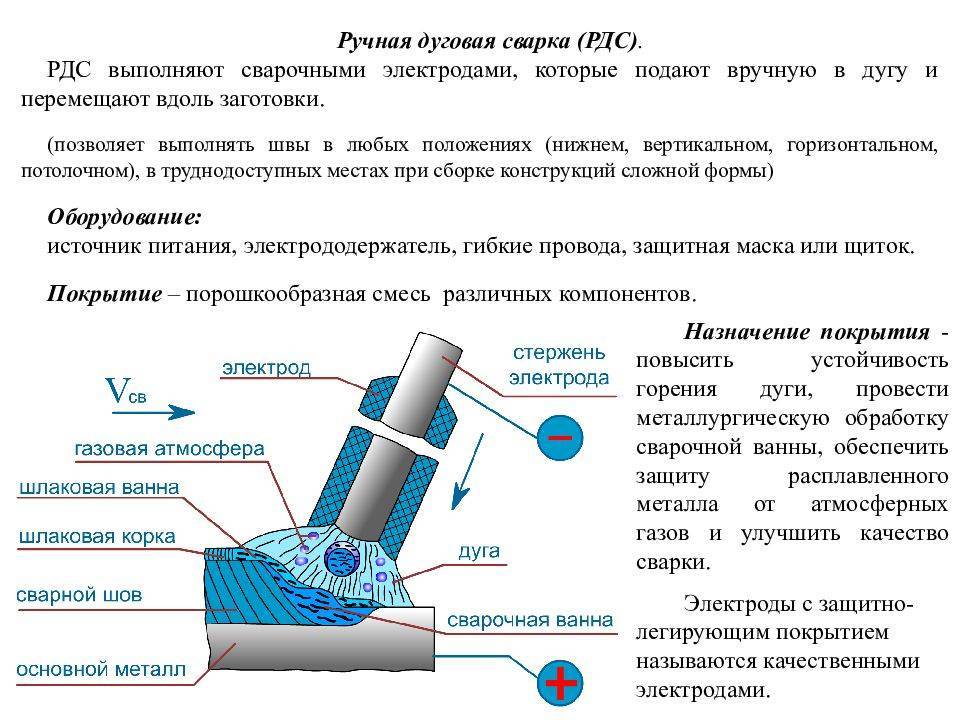 Включая стеклоуглерод, основной структурой является углеродная связь sp2.
Включая стеклоуглерод, основной структурой является углеродная связь sp2.
• Образуются положительные дырки в валентной зоне и создается проводимость, когда элемент бора смешивается с алмазом, связанным sp3 (так называемый алмазный электрод, легированный бором). Если элемент азота включен, возникает электронная проводимость.). Электрод, легированный бором, особенно имеет очень широкое потенциальное окно. Он обладает химической стабильностью, как алмаз, и может использоваться для специальных применений.
Применение активированных угольных электродов, наполненных железом, для электрокинетического восстановления почвы, загрязненной хромом, в трехмерной электродной системе
Характеристика материалов
Морфология AC и AC-Fe до и после экспериментов показана на рис. 2. Как видно на рис. 2(а), ненагруженный АЦ имел развитую пористую структуру, что указывало на его способность к адсорбции.На рисунке 2(b) показано, что частицы железа были успешно загружены на поверхность активированного угля. Кроме того, дальнейший анализ частиц был выполнен с помощью XPS. На рисунке 2(c) показана морфология частиц AC-Fe, переработанных после экспериментов ЭКР, в которых невозможно было наблюдать структуру пор из-за значительного количества загрязняющих веществ, адсорбированных на поверхности частиц AC-Fe. Удельная поверхность по БЭТ AC и AC-Fe составляет 847,86 м 2 /г и 728,43 м 2 /г соответственно.
Кроме того, дальнейший анализ частиц был выполнен с помощью XPS. На рисунке 2(c) показана морфология частиц AC-Fe, переработанных после экспериментов ЭКР, в которых невозможно было наблюдать структуру пор из-за значительного количества загрязняющих веществ, адсорбированных на поверхности частиц AC-Fe. Удельная поверхность по БЭТ AC и AC-Fe составляет 847,86 м 2 /г и 728,43 м 2 /г соответственно.
СЭМ-изображения ( a ) AC, ( b ) AC-Fe до ЭКР и ( c ) AC-Fe после ЭКР.
Испытания водной равновесной адсорбции
Были проведены периодические испытания водной равновесной адсорбции для изучения влияния синтетического материала (AC-Fe) на восстановление Cr(VI) при различных значениях pH. Скорость удаления Cr(VI) в водной фазе показана на рис. 3. Эффективность удаления Cr(VI) AC в основном связана с адсорбцией, и, таким образом, AC демонстрирует низкую скорость удаления.Для AC-Fe скорость удаления Cr(VI) была значительно выше, чем скорость адсорбции AC, что указывало на то, что Cr(VI) восстанавливается Fe 2+ . Что касается эффекта pH, меньшее восстановление Cr наблюдалось при более высоких значениях pH. Этот результат может быть связан с конкуренцией OH — с Cr(VI), в котором больше OH — адсорбировалось и реагировало на центрах AC-Fe; следовательно, более низкая скорость удаления Cr(VI) наблюдалась в щелочной среде 27,28,29,30 . Кроме того, соосаждение Al 3+ , Ca 2+ и Mg 2+ в щелочной среде также было ограничивающим фактором для восстановления Cr(VI).
Что касается эффекта pH, меньшее восстановление Cr наблюдалось при более высоких значениях pH. Этот результат может быть связан с конкуренцией OH — с Cr(VI), в котором больше OH — адсорбировалось и реагировало на центрах AC-Fe; следовательно, более низкая скорость удаления Cr(VI) наблюдалась в щелочной среде 27,28,29,30 . Кроме того, соосаждение Al 3+ , Ca 2+ и Mg 2+ в щелочной среде также было ограничивающим фактором для восстановления Cr(VI).
Скорость удаления Cr при различных уровнях pH.
Влияние соотношения доз частиц на эффективность удаления
Двумерные эксперименты EKR
Для теста 2D EKR (с соотношением доз, равным 0) показаны эффективность удаления и значения pH для пяти областей образца через 5 дней на рис. 4. Наименьшая эффективность удаления Cr(VI) наблюдалась в области образца, ближайшей к аноду, и тенденция к увеличению наблюдалась для областей образца, движущихся к катоду (рис. 4). Эта тенденция возникла потому, что в процессе электрического восстановления шестивалентный хром в основном существовал в форме оксианионов, таких как CrO 4 2–, Cr 2 O 7–, HCrO 4
4). Эта тенденция возникла потому, что в процессе электрического восстановления шестивалентный хром в основном существовал в форме оксианионов, таких как CrO 4 2–, Cr 2 O 7–, HCrO 4
– и H 2 CrO 4 − . Эти преобладающие формы Cr(VI) мигрировали в направлении анода под действием силы приложенного электрического поля, что приводило к накоплению Cr(VI) в ближайшей к аноду области почвы.Был сделан вывод, что в процессе электрической очистки удаление Cr(VI) происходило за счет (i) восстановления Cr(VI) до Cr(III) и (ii) существования Cr(VI) в виде оксианионов и миграции эти анионы к аноду. Последнее также явилось причиной тенденции выноса общего Cr. В обычных 2D-ЭКР-экспериментах максимальная скорость удаления Cr(VI) 59,4% была получена в области S5, а минимальная степень удаления 39,0% была получена в S1, что указывало на то, что Cr(VI) накапливался в S1 вблизи анода. ; это явление было похоже на результаты, о которых сообщалось ранее 13,14 . В случае общего Cr наблюдалась обратная тенденция: самая высокая степень удаления общего Cr, равная 38,6 %, была получена в S2, а наименьшая доля 1,5 % была получена в 4. Как показано на рис. 4, области S4 и S5 имел более высокую скорость удаления Cr(VI), но более низкую скорость удаления общего Cr, из чего можно сделать вывод, что Cr(VI) в значительной степени восстанавливался до Cr(III) и что Cr(III) затем осаждался в S4. и S5 из-за щелочной среды.
В случае общего Cr наблюдалась обратная тенденция: самая высокая степень удаления общего Cr, равная 38,6 %, была получена в S2, а наименьшая доля 1,5 % была получена в 4. Как показано на рис. 4, области S4 и S5 имел более высокую скорость удаления Cr(VI), но более низкую скорость удаления общего Cr, из чего можно сделать вывод, что Cr(VI) в значительной степени восстанавливался до Cr(III) и что Cr(III) затем осаждался в S4. и S5 из-за щелочной среды.
Эффективность удаления и pH в эксперименте 2D EKR.
Трехмерные эксперименты с ЭКР
На рисунке 5 показаны результаты эффективности удаления Cr из экспериментов с трехмерным ЭКР, проведенных с различными соотношениями доз. Эффективность удаления Cr(VI) через 5 сут была значительно выше, чем в эксперименте 2D ЭКР. Результаты показали, что соотношение частиц электрода по-разному влияет на эффективность удаления Cr(VI), но незначительно влияет на общий Cr. Самая высокая скорость удаления Cr(VI) 73,0% наблюдалась для T3-S4. Подробные результаты и параметры T1-T6 со средней скоростью удаления приведены в таблице 4.Средняя скорость удаления определяется как средняя скорость удаления Cr(VI) из пяти областей образца (S1-S5) в данном тесте.
Подробные результаты и параметры T1-T6 со средней скоростью удаления приведены в таблице 4.Средняя скорость удаления определяется как средняя скорость удаления Cr(VI) из пяти областей образца (S1-S5) в данном тесте.
Влияние соотношения доз на эффективность удаления Cr в эксперименте 3D EKR.
Таблица 4. Подробные результаты и параметры тестов 1–тестов 6 при обработке 3D EKR. Как показано в таблице 4, максимальная скорость удаления Cr(VI) наблюдалась в областях S4 и S5. При этом минимальная степень удаления в S1 имеет место при низком значении рН, что приводит к адсорбции Cr(VI) и окислению Cr(III) до Cr(VI).В предыдущих отчетах указывалось, что почвы с кислой средой обладают высокой адсорбцией и медленной миграцией Cr(VI) 13,31 . Кроме того, более высокое накопление и более низкая эффективность удаления Cr(VI) в S1 были обусловлены его миграцией от катода к аноду. Область S1 имела более высокую электропроводность, чем области S4 и S5, что также было связано с накоплением свободных ионов. В отличие от этого результата, области S4 и S5 имели более низкие значения EC из-за миграции свободных ионов от катода к аноду, а также осаждения восстановленного Cr в присутствии более высоких концентраций OH − , что произошло электролиз воды.Средняя скорость удаления среди различных соотношений доз не имеет регулярной тенденции, а это означает, что увеличение отношения доз не обязательно увеличивает скорость удаления, т. е. T6, который был самым высоким соотношением доз, имел самый низкий коэффициент удаления среди шести тесты. Возможное объяснение этого явления обсуждается ниже. В текущем исследовании частицы AC-Fe были равномерно распределены в загрязненной почве и функционировали как третий электрод. Эти частицы поляризовались после подачи напряжения, имели положительный и отрицательный полюса и действовали как независимая электролитическая ячейка 32 .Поэтому введение слишком большого количества электродных частиц вызывало образование многочисленных малых электрических полей, которые загромождали электролизер, тем самым препятствуя электромиграции ионов в целом и тем самым снижая эффективность удаления Cr(VI).
В отличие от этого результата, области S4 и S5 имели более низкие значения EC из-за миграции свободных ионов от катода к аноду, а также осаждения восстановленного Cr в присутствии более высоких концентраций OH − , что произошло электролиз воды.Средняя скорость удаления среди различных соотношений доз не имеет регулярной тенденции, а это означает, что увеличение отношения доз не обязательно увеличивает скорость удаления, т. е. T6, который был самым высоким соотношением доз, имел самый низкий коэффициент удаления среди шести тесты. Возможное объяснение этого явления обсуждается ниже. В текущем исследовании частицы AC-Fe были равномерно распределены в загрязненной почве и функционировали как третий электрод. Эти частицы поляризовались после подачи напряжения, имели положительный и отрицательный полюса и действовали как независимая электролитическая ячейка 32 .Поэтому введение слишком большого количества электродных частиц вызывало образование многочисленных малых электрических полей, которые загромождали электролизер, тем самым препятствуя электромиграции ионов в целом и тем самым снижая эффективность удаления Cr(VI). Кроме того, чрезмерное добавление электродных частиц может привести к возникновению тока короткого замыкания и увеличению сопротивления при массопереносе частиц, что приведет к более низкому коэффициенту удаления Cr(VI). Таким образом, исходя из приведенного выше обсуждения, доза частиц 5% была оптимальной в тестах 3D EKR.
Кроме того, чрезмерное добавление электродных частиц может привести к возникновению тока короткого замыкания и увеличению сопротивления при массопереносе частиц, что приведет к более низкому коэффициенту удаления Cr(VI). Таким образом, исходя из приведенного выше обсуждения, доза частиц 5% была оптимальной в тестах 3D EKR.
Влияние времени обработки на эффективность удаления
Были проведены трехмерные ЭКР-тесты для изучения влияния времени обработки на эффективность удаления при использовании оптимального соотношения доз (5%) на основе Раздела 3.3. Как показано на рис. 6, различия между эффективностью удаления Cr(VI) и общего Cr были значительными, что указывает на то, что произошло восстановление Cr(VI). Предыдущие исследования показали, что кислая среда благоприятна для восстановления Cr(VI) Fe 0 или Fe 2+ .В кислой среде Cr(VI) имеет высокий окислительно-восстановительный потенциал и легко восстанавливается донорами электронов, такими как Fe 0 или Fe 2+ , тогда как в щелочных условиях образование гидроксида препятствует удалению Cr(VI). . В этом исследовании значительное количество Cr(VI) было восстановлено, несмотря на высокий pH, как показано на рис. 6. Возможные причины этого результата обсуждаются ниже. Электроды на основе частиц, как уже обсуждалось, вели себя как независимые электролитические ячейки после поляризации приложенным напряжением в экспериментах 3D EKR.Эти заряженные частицы обеспечивали места обмена для противоположно заряженных ионов в процессе, называемом электросорбцией 19,33 . Более того, выполняя функцию самостоятельных электролитических ячеек, эти частицы генерировали ионы H + на одном полюсе и, таким образом, формировали вокруг этого полюса короткодействующую кислую среду. Еще одной причиной высокого удаления Cr(VI) в щелочных условиях является адсорбция Cr этими частицами из-за их большой площади поверхности и пористости. Таким образом, эти характеристики электросорбции, короткодействующая кислая среда и адсорбционное поведение электродных частиц (AC-Fe) создали благоприятные условия для восстановления Cr(VI) в щелочной среде.
. В этом исследовании значительное количество Cr(VI) было восстановлено, несмотря на высокий pH, как показано на рис. 6. Возможные причины этого результата обсуждаются ниже. Электроды на основе частиц, как уже обсуждалось, вели себя как независимые электролитические ячейки после поляризации приложенным напряжением в экспериментах 3D EKR.Эти заряженные частицы обеспечивали места обмена для противоположно заряженных ионов в процессе, называемом электросорбцией 19,33 . Более того, выполняя функцию самостоятельных электролитических ячеек, эти частицы генерировали ионы H + на одном полюсе и, таким образом, формировали вокруг этого полюса короткодействующую кислую среду. Еще одной причиной высокого удаления Cr(VI) в щелочных условиях является адсорбция Cr этими частицами из-за их большой площади поверхности и пористости. Таким образом, эти характеристики электросорбции, короткодействующая кислая среда и адсорбционное поведение электродных частиц (AC-Fe) создали благоприятные условия для восстановления Cr(VI) в щелочной среде.
Влияние времени восстановления на эффективность удаления хрома в эксперименте 3D EKR.
На рисунке 7 показан средний коэффициент удаления Cr(VI) и общего Cr по времени, и такая же тенденция наблюдалась как для Cr(VI), так и для общего Cr. Средняя степень удаления Cr увеличивалась с увеличением времени восстановления до определенного предела, а затем уменьшалась. Время восстановления 10 дней имело самый высокий коэффициент удаления (80,2%) по сравнению с коэффициентами при 7 (76,7%) и 5 (63,7%).7%) д. Однако снижение коэффициента удаления Cr (70,6%) наблюдалось через 13 дней. Возможным объяснением этого явления может быть адсорбционное равновесие. Различные ионы адсорбировались электродами частиц в растворе электролита до тех пор, пока не было достигнуто равновесное состояние. Поэтому в данном исследовании равновесное состояние достигалось через 10 сут, после чего эффективность удаления Cr снижалась. Другим возможным объяснением может быть протекание побочной реакции (окисления Cr(III) образовавшимися гидроксильными радикалами) через определенное время, влияющей на степень удаления Cr(VI). Таким образом, из разделов 3.3 и 3.4 был сделан вывод, что оптимальными условиями для удаления хрома в этом исследовании 3D EKR были соотношение доз 5% и время восстановления 10 дней.
Таким образом, из разделов 3.3 и 3.4 был сделан вывод, что оптимальными условиями для удаления хрома в этом исследовании 3D EKR были соотношение доз 5% и время восстановления 10 дней.
Средняя эффективность удаления Cr в зависимости от времени.
Рентгенофотоэлектронный спектроскопический анализ
Для изучения степени окисления Fe 2+ в электродных частицах (AC-Fe) и лучшего понимания физико-химической реакции, протекающей в процессе ЭКР, был проведен РФЭС-анализ частицы электрода до и после эксперимента.Кроме того, был также проведен XPS для наблюдения за валентным состоянием Cr в почве и на частицах электродов после восстановления, чтобы проверить его восстановление во время эксперимента EKR. Спектры электродных частиц (AC-Fe) до и после эксперимента показаны на рис. 8. Первичные элементы наблюдались на основе их соответствующих энергий связи, т. е. C при 531 эВ (C 1 с) и O при 284 эВ (O 1 с). Новый пик для Cr наблюдался при энергии связи 577 эВ после эксперимента, который подтвердил поглощение Cr на частицах электрода. Для определения валентного состояния и относительного содержания Fe до и после реакции был проведен РФЭС-анализ спектра Fe 2p 3/2 , имитирующий дифференцирование пиков, как показано на рис. 9(a) и (b). Пики фотоэлектронов, наблюдаемые при 710,8 эВ и 710,6 эВ, соответствовали энергиям связи Fe 2p 3/2 , что свидетельствовало о том, что АЦ был покрыт слоем оксидов/гидроксидов железа, таких как FeO, Fe 3 O 4 и Fe(OH) 3 28,34 .Fe 3+ присутствовал на АС из-за включения оксидов железа при синтезе АС-Fe. XPS-анализ показал, что электродные частицы были успешно синтезированы и что часть Fe 2+ окислилась до Fe 3+ . Рассчитывали процентное содержание Fe 3+ и Fe 2+ по отношению к общему количеству Fe. Сравнивая рис. 9(a) и (b), можно увидеть, что относительное содержание Fe 2+ после реакции уменьшилось с 57.от 96% до 38,95%; в то же время содержание Fe 3+ увеличилось с 42,04 % до 61,05 %, что свидетельствует о том, что во время эксперимента ЭКР двухвалентное железо, соединенное с активированным углем, вероятно, реагировало с загрязнителями Cr(VI), адсорбированными на поверхности.
Для определения валентного состояния и относительного содержания Fe до и после реакции был проведен РФЭС-анализ спектра Fe 2p 3/2 , имитирующий дифференцирование пиков, как показано на рис. 9(a) и (b). Пики фотоэлектронов, наблюдаемые при 710,8 эВ и 710,6 эВ, соответствовали энергиям связи Fe 2p 3/2 , что свидетельствовало о том, что АЦ был покрыт слоем оксидов/гидроксидов железа, таких как FeO, Fe 3 O 4 и Fe(OH) 3 28,34 .Fe 3+ присутствовал на АС из-за включения оксидов железа при синтезе АС-Fe. XPS-анализ показал, что электродные частицы были успешно синтезированы и что часть Fe 2+ окислилась до Fe 3+ . Рассчитывали процентное содержание Fe 3+ и Fe 2+ по отношению к общему количеству Fe. Сравнивая рис. 9(a) и (b), можно увидеть, что относительное содержание Fe 2+ после реакции уменьшилось с 57.от 96% до 38,95%; в то же время содержание Fe 3+ увеличилось с 42,04 % до 61,05 %, что свидетельствует о том, что во время эксперимента ЭКР двухвалентное железо, соединенное с активированным углем, вероятно, реагировало с загрязнителями Cr(VI), адсорбированными на поверхности. электродных частиц, вызывая уменьшение содержания Fe 2+ .
электродных частиц, вызывая уменьшение содержания Fe 2+ .
Данные XPS для электродных частиц (AC-Fe) ( a ) до и ( b ) после эксперимента.
Рисунок 9Fe 2p 3/2 XPS пиковый дифференцированный анализ электродных частиц (AC-Fe) ( a ) до и ( b ) после эксперимента EKR.
Для дальнейшего изучения механизма удаления Cr(VI) были проанализированы спектры XPS Cr 2p обработанной почвы и поверхности частиц электрода, как показано на рис. 10(a) и (b). Рассчитывали процентное содержание Cr(VI) и Cr(III) по отношению к общему Cr в почве и на электродных частицах. Результаты показали, что хром, присутствующий в обработанной почве и адсорбированный на электродных частицах, существует преимущественно в трехвалентной форме. Однако относительное содержание Cr(VI) и Cr(III) в обработанной почве отличалось от адсорбированного на поверхности частиц электрода. Электродные частицы содержали 23,33 % Cr(VI), что несколько меньше содержания Cr(VI) в обработанной почве (25,26 %). Этот результат подтверждает, что восстановление Cr(VI) до Cr(III) происходит на поверхности частиц электрода.
Электродные частицы содержали 23,33 % Cr(VI), что несколько меньше содержания Cr(VI) в обработанной почве (25,26 %). Этот результат подтверждает, что восстановление Cr(VI) до Cr(III) происходит на поверхности частиц электрода.
Cr 2p 3/2 спектры частиц грунта и электродов после восстановления (AC-Fe-Cr).
Механизм удаления Cr в экспериментах 3D EKR
На основании приведенных выше результатов был предложен возможный механизм удаления Cr(VI) в этой системе 3D EKR (с использованием частиц AC-Fe в качестве третьего электрода).{3+}+{\rm{AC}}$$
(4)
и (iii) адсорбция Cr(VI) на частицах электрода и последующее восстановление до Cr(III), где часть соединений Cr(III) одновременно высвобождается в почву из-за отталкивания между одинаковыми зарядами, окружающей среды pH, миграция к катоду и осаждение.
Десорбция и переработка материалов трехмерных электродов
После эксперимента собранные электродные частицы перемешивали в разбавленной соляной кислоте в течение 5 ч и сушили (100°С) после промывки деионизированной водой до рН фильтрата рН было 7. Испытание на водную равновесную адсорбцию проводили в соответствии с теми же процедурами, что и в разделе 2.3, для проверки возможности повторного использования материала электрода. Результат этого теста показан на рис. 11. Адсорбционная способность рециклированного АУ снизилась по сравнению с необработанным АУ из-за присутствия загрязняющих веществ в порах. Однако это снижение было очень небольшим. Следовательно, частицы можно было повторно использовать в другом экспериментальном процессе EKR после переработки.
Испытание на водную равновесную адсорбцию проводили в соответствии с теми же процедурами, что и в разделе 2.3, для проверки возможности повторного использования материала электрода. Результат этого теста показан на рис. 11. Адсорбционная способность рециклированного АУ снизилась по сравнению с необработанным АУ из-за присутствия загрязняющих веществ в порах. Однако это снижение было очень небольшим. Следовательно, частицы можно было повторно использовать в другом экспериментальном процессе EKR после переработки.
Результаты испытаний на водную равновесную адсорбцию для необработанных и рециркулированных частиц АУ.
ДЭП угольно-электродный (carbonDEP) | Многомасштабная производственная лаборатория
CarbonDEP относится к использованию углеродных микроэлектродов для индуцирования формы диэлектрофореза (DEP) на интересующих биочастицах.
Термическая обработка органического предшественника в инертной атмосфере, процесс, обычно известный как пиролиз, дает углеродистый материал, который является электропроводным, с удельным электрическим сопротивлением 1 X 10 -4 Ом/м, когда пиролиз проводится при температуре около 900 °C в атмосфере, такой как азот. Такое удельное сопротивление аналогично сопротивлению оксида индия-олова, но на четыре порядка больше, чем у Cu. Тем не менее, он по-прежнему позволяет использовать низковольтные источники, <20 В стр. , для реализации практической силы диэлектрофореза (DEP), когда зазоры между электродами составляют порядка десятков микрометров. Хорошо известное преимущество стеклообразного углерода по сравнению с другими электродными материалами, такими как золото или платина, заключается в том, что он более электрохимически стабилен. Это позволяет увеличить силу DEP при использовании угольных электродов, поскольку можно прикладывать более высокое напряжение без электролиза образца.Что касается материалов, полимерный прекурсор для стеклообразного углерода значительно дешевле благородных металлов.
Такое удельное сопротивление аналогично сопротивлению оксида индия-олова, но на четыре порядка больше, чем у Cu. Тем не менее, он по-прежнему позволяет использовать низковольтные источники, <20 В стр. , для реализации практической силы диэлектрофореза (DEP), когда зазоры между электродами составляют порядка десятков микрометров. Хорошо известное преимущество стеклообразного углерода по сравнению с другими электродными материалами, такими как золото или платина, заключается в том, что он более электрохимически стабилен. Это позволяет увеличить силу DEP при использовании угольных электродов, поскольку можно прикладывать более высокое напряжение без электролиза образца.Что касается материалов, полимерный прекурсор для стеклообразного углерода значительно дешевле благородных металлов.
Полный процесс изготовления устройств carbonDEP показан на рисунке 1 и подробно описан в другом месте. Важными шагами являются 1) фотолитография SU-8, 2) карбонизация и 3) соединение углеродных электродов в микрофлюидных сетях. Фотолитография СУ-8 реализуется в два этапа: а) изготовление плоских встречно-штыревых пальцев, которые станут углеродными контактами, ведущими к основанию 3D-углеродных электродов, и б) изготовление геометрий СУ-8, которые станут 3D-углеродными электродами.После изготовления трехмерной топографии СУ-8 ее помещают в трубчатую печь и подвергают термообработке в инертной атмосфере, обычно в азоте. Близкая к изометрической усадка происходит при пиролизе и особенно важна для ДЭП, поскольку зазоры между угольными электродами шире, чем у изготовленных в СУ-8. На необязательном этапе вокруг угольных электродов может быть нанесен тонкий слой SU-8 толщиной около 2 мкм для электрической изоляции соединительных проводов и выравнивания поверхности вокруг основания электродов.Представленная последовательность изготовления часто приводит к плотным массивам угольных электродов высотой ~100 мкм, которые эффективно увеличивают емкость ячейки на квадратный сантиметр устройств carbonDEP. Кроме того, процесс хорошо воспроизводим, учитывая использование коммерческих прекурсоров, таких как SU-8, и использование фотолитографии для формирования рисунка.
Фотолитография СУ-8 реализуется в два этапа: а) изготовление плоских встречно-штыревых пальцев, которые станут углеродными контактами, ведущими к основанию 3D-углеродных электродов, и б) изготовление геометрий СУ-8, которые станут 3D-углеродными электродами.После изготовления трехмерной топографии СУ-8 ее помещают в трубчатую печь и подвергают термообработке в инертной атмосфере, обычно в азоте. Близкая к изометрической усадка происходит при пиролизе и особенно важна для ДЭП, поскольку зазоры между угольными электродами шире, чем у изготовленных в СУ-8. На необязательном этапе вокруг угольных электродов может быть нанесен тонкий слой SU-8 толщиной около 2 мкм для электрической изоляции соединительных проводов и выравнивания поверхности вокруг основания электродов.Представленная последовательность изготовления часто приводит к плотным массивам угольных электродов высотой ~100 мкм, которые эффективно увеличивают емкость ячейки на квадратный сантиметр устройств carbonDEP. Кроме того, процесс хорошо воспроизводим, учитывая использование коммерческих прекурсоров, таких как SU-8, и использование фотолитографии для формирования рисунка.
Дополнительные ссылки
Ю. Йилдижан, Н. Эрдем, М. Ислам, Р. Мартинес-Дуарте и М. Элитас, «Диэлектрофоретическое разделение живых и мертвых моноцитов с использованием 3D-углеродных электродов», Sensors, 17 (11), 2691 (2017).ПДФ
Р. Мартинес-Дуарте «Проблемы производства и перспективы использования диэлектрофореза с угольным электродом при подготовке образцов» IET Nanobiotechnology (2016). Приглашенный критический обзор. Принятая рукопись
Ислам, Р. Нату, М. Ф. Ларрага-Мартинес и Р. Мартинес-Дуарте «Обогащение разбавленной клеточной популяции из больших объемов образцов с использованием трехмерного диэлектрофореза с углеродным электродом» Biomicrofluidics , 10, 033107 (2016). Принятая рукопись
М.Ислам, Р. Нату и Р. Мартинес-Дуарте, «Исследование ограничений и преимуществ использования настольного режущего плоттера для изготовления микрофлюидных сетей» Microfluidics and Nanofluidics, 19, (4), 973-985 (2015).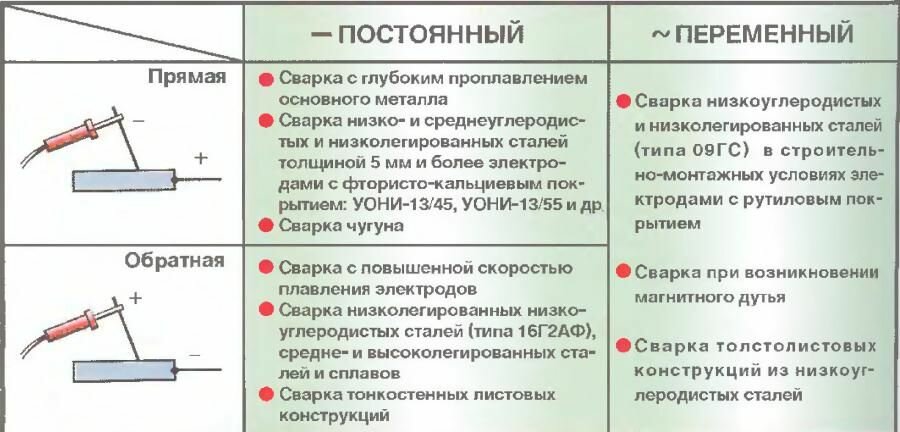 Принятая Рукопись
Принятая Рукопись
М. Элитас, Р. Мартинес-Дуарте, Н. Дхар, Дж. МакКинни и П. Рено, «Очистка субпопуляций бактерий, обработанных антибиотиками, на основе диэлектрофореза». Лаборатория на чипе , 14, (11) 1850-1857 (2014). Видео. Принятая Рукопись
р.Мартинес-Дуарте, «Диэлектрофорез с угольным электродом для манипулирования биочастицами». ECS Transactions , 61, (7), 11-22 (2014). Принятая Рукопись
Р. Мартинес-Дуарте «Технологии микропроизводства в приложениях диэлектрофореза», Область применения Общества электрофореза AES , сентябрь 2013 г.
Р. Мартинес-Дуарте, Ф. Камачо-Аланис, П. Рено и А. Рос, «Диэлектрофорез лямбда-ДНК с использованием трехмерных углеродных электродов» Электрофорез , 34, 1113-1122 (2013).
М.К. Харамильо, Р. Мартинес-Дуарте, М. Хюттенер, П. Рено, Э. Торрентс и А. Хуарес, «Повышение чувствительности ПЦР путем удаления ингибиторов полимеразы в природных образцах с использованием диэлектрофореза». Биосенсоры и биоэлектроника , 43, 297-303 (2013).
Биосенсоры и биоэлектроника , 43, 297-303 (2013).
Г. Мернье, Р. Мартинес-Дуарте, Р. Лехал, Ф. Радтке и П. Рено, «Очень высокопроизводительный электрический лизис клеток и экстракция внутриклеточных соединений с использованием трехмерных углеродных электродов в устройствах типа «лаборатория-на-чипе»» Микромашины , 3, 574-581 (2012).Открытый доступ.
Р. Мартинес-Дуарте и М. Мадоу, «3D-диэлектрофорез с углеродным электродом», Область применения Общества электрофореза AES , октябрь 2011 г. www.aesociety.org/areas/dielectrophoresis.php
Р. Мартинес-Дуарте, П. Рено и М. Дж. Маду, «Новый подход к диэлектрофорезу с использованием угольных электродов» Электрофорез , 32, 2385-2392 (2011). Принятая Рукопись
Р. Мартинес-Дуарте, Р. Горкин, К. Аби-Самра, М. Маду, «Интеграция трехмерного диэлектрофореза с углеродным электродом на центробежной микрофлюидной платформе типа CD» Лаборатория на чипе , 10 , 8, 1030-1043 (2010). Принятая Рукопись
Принятая Рукопись
М. К. Харамильо, Э. Торрентс, Р. Мартинес-Дуарте, М. Маду и А. Хуарес, «Он-лайн разделение бактериальных клеток с помощью диэлектрофореза с угольным электродом» Электрофорез , 31, 2921-2928 (2010).
Р. Мартинес-Дуарте, Г. Турон Тейксидор, П. Мукерджи, К. Канг и М. Дж. Маду,
«Перспективы микро- и нанопроизводства углерода для электрохимических и микрожидкостных применений» в «Микрофлюидике и микропроизводстве» под редакцией С. Чакраборти, Springer , 181-263 (2009).ПДФ
Р. Мартинес-Дуарте, С. Чито, Э. Кольядо-Арредондо, С.О. Мартинес и М. Маду, «Флюидодинамическая и электромагнитная характеристика трехмерного диэлектрофореза углерода с анализом методом конечных элементов» Sensors & Transducers Journal , 3, 25 -36 (2008). Открытый доступ. ПДФ
Р. Мартинес-Дуарте «Сортировка клеток без меток с использованием диэлектрофореза с угольным электродом и центробежной микрофлюидики», Машиностроение и аэрокосмическая техника, Калифорнийский университет, Ирвин (2010). ПДФ
ПДФ
Применение угольного электрода с трафаретной печатью, модифицированного с помощью Printex 6L и глубокого эвтектического растворителя, для обнаружения и количественного определения 17β-эстрадиола Камила Гарсия Невес, Адриана Летисия Монтьель, Фаусто Эдуардо Бимби Младший, Гильерме Канеппеле Павельо, Вильям Роже Падилья Баррос :: SSRN
Просмотреть все статьи Камилы Гарсии НевесФедеральный университет Гранд-Дурадос — Группа электрокатализа и электрохимической технологии
Федеральный университет Гранд-Дурадос — Группа электрокатализа и электрохимической технологии
Федеральный университет Гранд-Дурадос — Группа электрокатализа и электрохимической технологии
Федеральный университет Гранд-Дурадос – Группа электрокатализа и электрохимической технологии
Федеральный университет Гранд-Дурадос – Группа электрокатализа и электрохимической технологии
Аннотация
В данной работе предлагается разработка трафаретного электрода (ТФЭ) на основе графитовых чернил в качестве углеродсодержащего материала и модифицированного смесью углерода Printex 6L и глубокого эвтектического растворителя (ДЭС) (SPE-P6LC DES ), используемого для обнаружения и количественное определение 17β-эстрадиола (Е2) в образцах минеральной воды, синтетической мочи и искусственной слюны.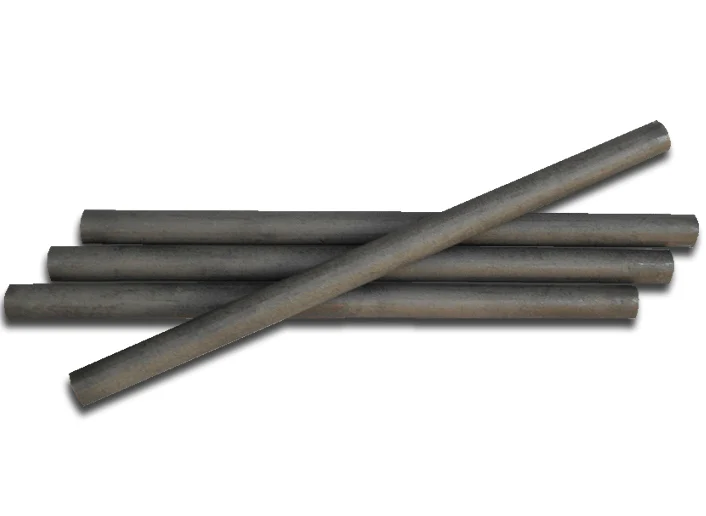 Характеристики всех электродов оценивали с помощью сканирующей электронной микроскопии (СЭМ), инфракрасной спектроскопии с преобразованием Фурье (FTIR) и спектроскопии электрохимического импеданса (EIS). Электрохимические измерения проводились в системе, состоящей из ячейки с одним отсеком (100,0 мл), содержащей электрод сравнения (Ag/AgCl/KCl , насыщенный ), Pt-провод в качестве противоэлектрода и ТФЭ в качестве рабочего электрода. Электрохимические исследования Е2 проводили в 0,1 моль л -1 фосфатно-буферного раствора (PBS) при рН 7.0 с помощью циклической вольтамперометрии (CV) и дифференциальной импульсной вольтамперометрии (DPV). Эти исследования оценивают электроактивность SPE-P6LC DES в отношении E2, показывая окислительные сигналы, близкие к +0,98 В. Линейные диапазоны изученных концентраций E2 составляли 0,00732 – 0,417 мкмоль л -1 для немодифицированного ТФЭ и 0,00090 – 0,21 мкмоль л. -1 для SPE-P6LC DES с пределом обнаружения (LOD) 0,177 мкмоль L -1 и 0,0065 мкмоль L -1 соответственно.
Характеристики всех электродов оценивали с помощью сканирующей электронной микроскопии (СЭМ), инфракрасной спектроскопии с преобразованием Фурье (FTIR) и спектроскопии электрохимического импеданса (EIS). Электрохимические измерения проводились в системе, состоящей из ячейки с одним отсеком (100,0 мл), содержащей электрод сравнения (Ag/AgCl/KCl , насыщенный ), Pt-провод в качестве противоэлектрода и ТФЭ в качестве рабочего электрода. Электрохимические исследования Е2 проводили в 0,1 моль л -1 фосфатно-буферного раствора (PBS) при рН 7.0 с помощью циклической вольтамперометрии (CV) и дифференциальной импульсной вольтамперометрии (DPV). Эти исследования оценивают электроактивность SPE-P6LC DES в отношении E2, показывая окислительные сигналы, близкие к +0,98 В. Линейные диапазоны изученных концентраций E2 составляли 0,00732 – 0,417 мкмоль л -1 для немодифицированного ТФЭ и 0,00090 – 0,21 мкмоль л. -1 для SPE-P6LC DES с пределом обнаружения (LOD) 0,177 мкмоль L -1 и 0,0065 мкмоль L -1 соответственно. Использование углерода DES + Printex 6L в качестве модификатора в немодифицированном ТФЭ позволило обеспечить сильные внутримолекулярные взаимодействия между DES и молекулой E2, что увеличило интенсивность токовых ответов, поскольку это сенсор с большей чувствительностью, чувствительностью и воспроизводимостью.Результаты, полученные в ходе исследования извлечения Е2 на реальных образцах, составили от 92,15% до 102,10%. При проверке метода (УФ-видимая спектроскопия) изученные концентрации E2 10 и 60 мкмоль L -1 продемонстрировали восстановление +99,16% (+1,4%) и +100,16% (+1,9%), соответственно.
Использование углерода DES + Printex 6L в качестве модификатора в немодифицированном ТФЭ позволило обеспечить сильные внутримолекулярные взаимодействия между DES и молекулой E2, что увеличило интенсивность токовых ответов, поскольку это сенсор с большей чувствительностью, чувствительностью и воспроизводимостью.Результаты, полученные в ходе исследования извлечения Е2 на реальных образцах, составили от 92,15% до 102,10%. При проверке метода (УФ-видимая спектроскопия) изученные концентрации E2 10 и 60 мкмоль L -1 продемонстрировали восстановление +99,16% (+1,4%) и +100,16% (+1,9%), соответственно.
 doi.org/10.2139/ssrn.3844766.
doi.org/10.2139/ssrn.3844766.Разница между графитовым электродом и угольным электродом
Автор: Ивонн 29 марта 2021 г.
Самая большая разница между графитовым электродом и угольным электродом заключается в том, является ли он графитированным или нет, и применение также отличается.
Графитовый электрод
Графитовый электрод относится к типу термостойкого графитового проводящего материала, изготовленного с использованием нефтяного кокса и пекового кокса в качестве заполнителя и каменноугольного пека в качестве связующего после прокаливания сырья, дробления и измельчения, дозирования, замешивания, смешивания и экструзии, выпечки, пропитки, графитирование и механическая обработка, называемые искусственными графитовыми электродами (называемые графитовыми электродами).Графитированные электроды используются в основном в производстве стали для электродуговых печей. Графитовые электроды могут обеспечить высокий уровень электропроводности и способность выдерживать чрезвычайно высокие уровни выделяемого тепла.
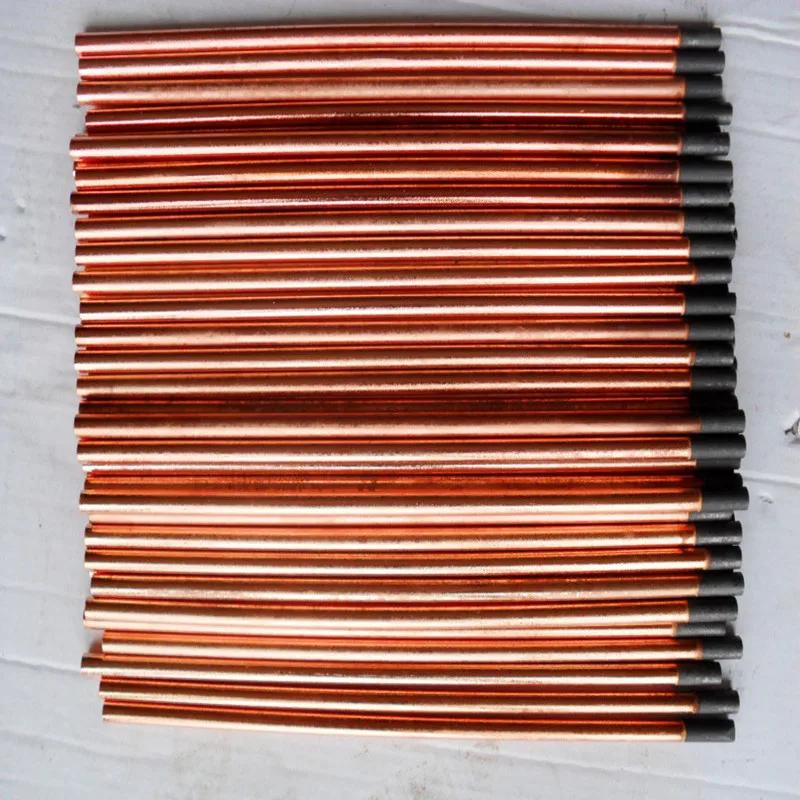 Графитовые электроды также используются при рафинировании стали и аналогичных процессах плавки.
Графитовые электроды также используются при рафинировании стали и аналогичных процессах плавки.Угольный электрод
Угольный электрод изготовлен из малозольного антрацита, металлургического кокса, битуминозного кокса и нефтяного кокса. В соответствии с определенной пропорцией и размером частиц в смесь добавляют связующий битум и гудрон, однородно перемешивают при соответствующей температуре, прессуют в форму, а затем медленно обжигают в печи для обжига.Углеродные электроды обладают отличной электро- и теплопроводностью, термостойкостью, химической стойкостью, высокой механической прочностью, простотой обработки и формовки. Широко используется в металлургии, химической промышленности, электрохимии и других отраслях промышленности, таких как электроды для электродуговых печей, электроды для электролиза, электроды для аккумуляторов и т. д.
Углеродные электроды изготавливаются путем смешивания пекового кокса, нефтяного кокса и клея, а затем обугливания. Степень графитации невысокая, а проводимость не такая хорошая, как у графитовых электродов.
 Его можно использовать для электролизных электродов, таких как алюминий и магний, а также аккумуляторных электродов.
Его можно использовать для электролизных электродов, таких как алюминий и магний, а также аккумуляторных электродов.Графитовый электрод против угольного электрода
1) Угольный электрод состоит из углерода, но не содержит графита. Температура спекания после формовки составляет всего 1000°С, процесс графитизации отсутствует. Графитовый электрод изготавливается из нефтяного кокса и битумного кокса, а затем помещается в графитированную печь сопротивления при температуре 2000~2500℃.2) Диаметр угольного электрода может быть большим, теперь можно производить угольный электрод Φ 650 — Φ 1200 мм, графитовый электрод отечественного производства только Φ 700 мм
3) Угольный электрод не имеет графитации или степень графитации невысокая.Графитовый электрод имеет высокую степень графитации и высокий физико-химический индекс
. 4) Углеродный электрод в основном используется в промышленных кремниевых, желтых фосфорных, карбидных кальциевых, ферросплавных и других плавильных печах, тогда как графитовый электрод в основном используется в сталеплавильных печах с электродуговой печью
5) Угольный электрод дешевле графитового электрода
.