Сварка швеллеров и двутавров своими руками
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Содержание:
- Использование швеллера
- Использование двутавров
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве.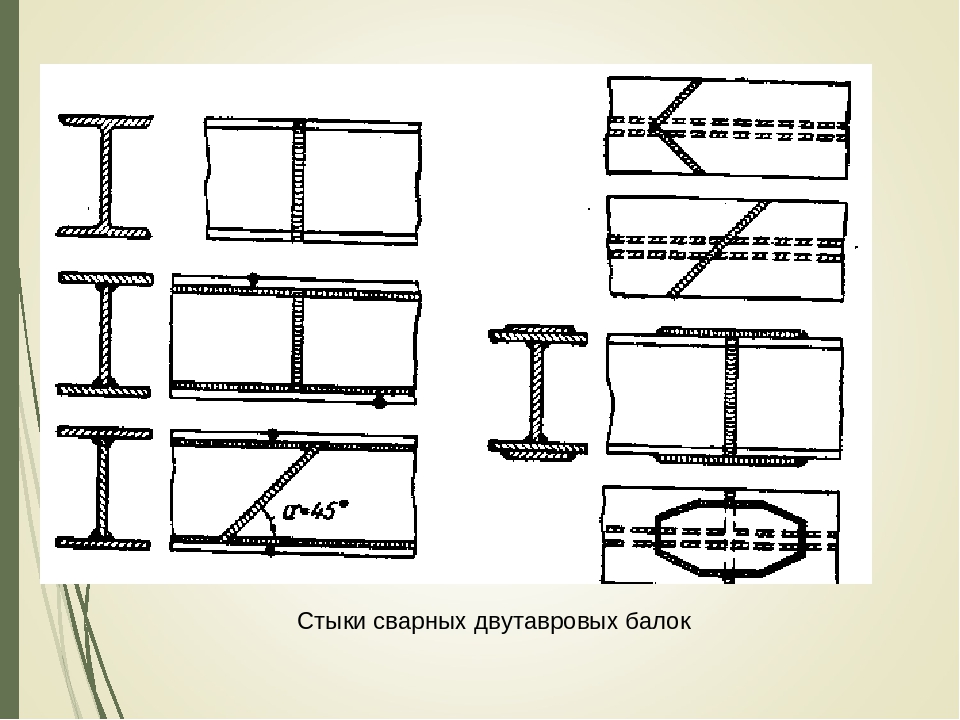 Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности.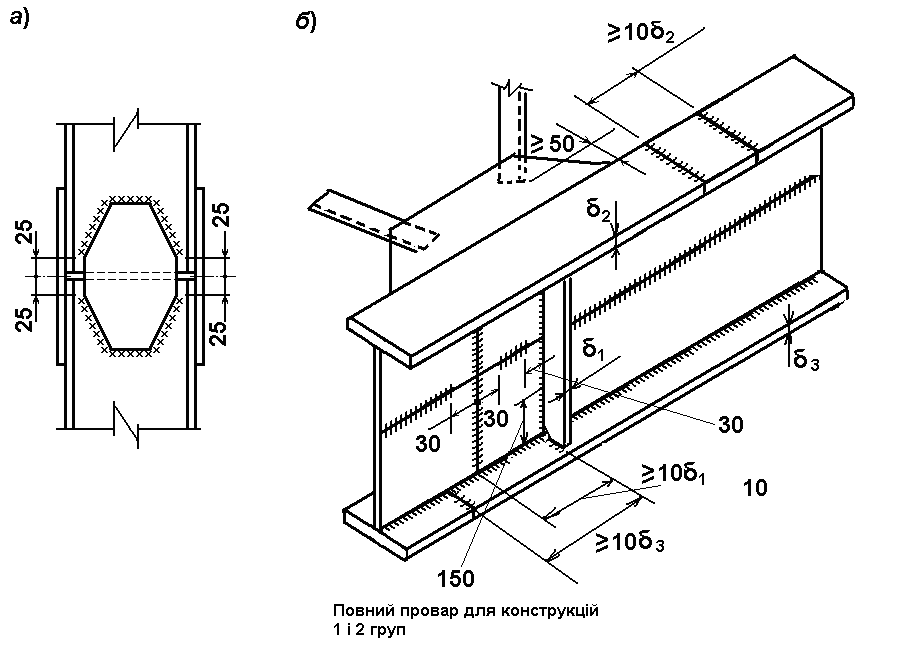 Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов.
Использование двутавров
 Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем — стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
Швеллерные приварные опоры используются для трубопроводов различного назначения. Заказать которые вы можете здесь http://optrub.ru/opory-shvelernye-privarnye.htm
Сборка и сварка балки без применения приспособлений
1. Взять девять пластин из низкоуглеродистой стали размером 200 X 100 X 4 мм.
2. Собрать на прихватках три образца для сварки двутавровых балок (рис. 1).
3. Изготовить двутавровую балку 1 (разметить балку путем нанесения клейма). Изготовление второй, третьей балок осуществляется другими учащимися.
3.1. Сварить первый стык I в нижнем положении и в направлении, показанном стрелкой (рис. 2, а).
3.2. Перевернуть балку и сварить стык 2 в нижнем положении в направлении стрелки (рис. 2, б).
3.3. Перевернуть балку и выполнить шов 3 (рис.
2, в).
3. 4. Перевернуть балку и выполнить шов 4 (рис. 2, г). В результате получится балка, в которой все швы выполнены в одном направлении (рис. 2, г).
4. Перевернуть балку и выполнить шов 4 (рис. 2, г). В результате получится балка, в которой все швы выполнены в одном направлении (рис. 2, г).
4. Сварить двутавровую балку II.
4.1. Сварить стык / в направлении, указанном стрелкой на рис. 3, а. Сварку выполнить в нижнем положении, выполняя угловой шов.
4.2.
Перевернуть балку и сварить стык 2 в направлении, противоположном направлению сварки первого стыка (рис. З у а).
4.3. Перевернуть балку и сварить стык 3 в направлении стрелки (рис. З, б).
4.4. Перевернуть балку и сварить стык 4 (рис. З, в). В результате получится балка швами У и 3 в одном и швами 2 и 4 в противоположном направлениях.
5. Сварить двутавровую балку III.
5.1. Сварить стык У, 2, 3 и 4 в нижних положениях и в направлениях, показанных стрелками на рис. 4, т. е. швы У, 4 и швы 2, 3 будут сварены в разных направлениях.
6. Проверить деформации балки вдоль продольной оси (закручивание).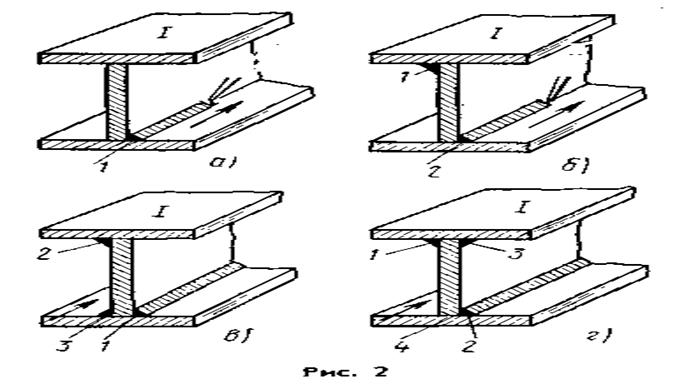
|
6.1. Поставить балку на полку 1 в устойчивое свободное положение. Рядом с балкой в месте касания полки со столом (точка а) установить вертикально линейку 2 так, чтобы она касалась верхней полки (рис. 5, а).
6.2. Перевести балку в другое устойчивое положение путем поворота ее вокруг продольной оси.
6.3. Поставить линейку 2 на стол так, чтобы один конец расположился в основании балки 7, а второй касался верхней полки. Измерить угол а — угол закручивания балки (рис. 5, б).
6.4. Аналогичные измерения выполнить для всех балок. Данные измерений занести в таблицу или запомнить.
6.5. Сделать вывод о влиянии направления наложения швов на закручивание балки вдоль продольной оси.
7. Следует помнить, что закручивание возникает вследствие неодновременной поперечной усадки углового шва по его длине. Так, в результате усадки шва 7 (рис. 6) закручивается нижняя часть пояса балки, а шов 2 вызывает закручивание верхней части пояса. Аналогично происходит и закручивание в противоположном направлении при усадке швов
6) закручивается нижняя часть пояса балки, а шов 2 вызывает закручивание верхней части пояса. Аналогично происходит и закручивание в противоположном направлении при усадке швов
3 и 4.
Однако компенсировать закручивание, вызванное первым и вторым швами, третий и четвертый швы не могут, вследствие того, что первый и второй швы сделали концы полки более жесткими (при выполнении первого и второго шва закручиванию (деформации) препятствовали только прихватки).
8. Направление прт наложении швов, принятое при сварке балки //, способствует суммирован — о величины закручивания от отдельных швов. Угол а у балки /// будет в 4 раза больше, чем при сварке одного шва.
Как и где используют двутавровую балку
Двутавровая стальная балка имеет множество положительных качеств, благодаря чему и пользуется сегодня высоким спросом на рынке металлопроката. Данное изделие имеет в сечении вид буквы «Н», является результатом соединения двух Т-образных профилей «тавров», из-за чего и получило своё название. Впервые в строительстве двутавровые балки начали применяться в США в Чикаго в 1884г – при возведении первого в мире небоскреба «Home Insurance Building». Для конца 19-го века это была инновационная технология, с помощью которой в итоге удалось осуществить революционный прорыв в области капитального строительства. Именно тот 10-этажный небоскреб стал своеобразным «макетом» для проектирования и строительства всех остальных высотных зданий
Впервые в строительстве двутавровые балки начали применяться в США в Чикаго в 1884г – при возведении первого в мире небоскреба «Home Insurance Building». Для конца 19-го века это была инновационная технология, с помощью которой в итоге удалось осуществить революционный прорыв в области капитального строительства. Именно тот 10-этажный небоскреб стал своеобразным «макетом» для проектирования и строительства всех остальных высотных зданий
Область применения
Сегодня двутавровая балка широко применяется в строительной сфере: в частном, малоэтажном, высотном, гражданском, крупнопанельном, промышленном строительстве; используется при возведении следующих конструкций:
- Несущие колонны и перекрытия;
- Опоры мостов, эстакады;
- Путепроводы;
- Шахты, метро, тоннели;
- Опоры для укрепления котлованов, берегов водоемов;
- Подъемно-транспортные системы для перемещения грузов;
- Грузовые платформы;
- Железнодорожные вагоны;
-
Транспортные суда.


Двутавровые балки удобны в транспортировке и монтаже, могут соединяться с использованием сварки или болтовых соединений в зависимости от того, какой тип конструкции требуется. Также данные изделия нередко применяют для производства тавровых профилей путём продольного разрезания центральной стенки.
Классификация
По способу применения двутавровую балку делят на следующие группы:
- Нормальная «Б»;
- Широкополочная «Ш»;
- Колонная «К»;
- Монорельсовая «М»;
- Специальная «С»;
- Узкополочная «У»;
- Дополнительной серии «Д».
Нормальная (стандартная) двутавровая балка «Б» – универсальное изделие общего назначения для средних нагрузок. Применяется преимущественно в строительстве зданий, мостов и эстакад, обустройстве шахт и тоннелей, в машино-, вагоно- и автомобилестроительной сфере.
Широкополочная «Ш» балка способна выдержать более высокие нагрузки, отличается повышенной жесткостью, прочностью, износостойкостью и сроками службы, из-за чего является более востребованной и постепенно вытесняет с рынка стандартный профиль «Б». Помимо использования в строительной сфере также применяется для производства тавровых профилей с Т-образным сечением.
Колонная «К» – имеет утолщенную стенку и полки, способна выдержать самые высокие нагрузки статического и динамического характера, применяется при возведении колонн и опорных конструкций.
Монорельсовая «М» – балка спецназначения, в которой полки не параллельны друг другу, а расположены под определенным углом. С помощью таких изделий организовывают системы транспортировки грузов на складских, производственных и промышленных объектах, в сельском хозяйстве, а также обустраивают подвесные путепроводы.
Специальная «С» – данные изделия применяются преимущественно для обустройства и армирования шахтных стволов, полки в них могут располагаться как параллельно, так и под наклоном.
Узкополочная «У» – имеет полки меньшей ширины, чем в стандартных изделиях «Б». Используется в слабонагруженных конструкциях в качестве поддержки.
Дополнительная серия «Д» – в эту категорию относятся все остальные изделия. Они производятся по индивидуальным проектам под выполнение определенных задач.
Разделы, о которых говорилось в статье:
Другие полезные статьи:
Сварка двутавровых балок — WALDUN
Сварка двутавровых балок – Подробное руководство по часто задаваемым вопросамЗнаете ли вы, как свариваются двутавровые балки? У вас есть хоть малейшее представление о том, как их можно использовать для сварки?
I-лучи могут быть чем-то, что вы знаете по имени, но уверены ли вы, что полностью его понимаете? Из этого полного руководства по сварке двутавровых балок вы узнаете:
- Что такое двутавровые балки
- Какие производители двутавровых балок и кому следует доверять
- Как сваривают двутавровые балки
- И многое другое!
Без лишних слов, приступим!
Что такое I Beam? Это тип балки, который обычно используется в конструкционной или строительной отрасли.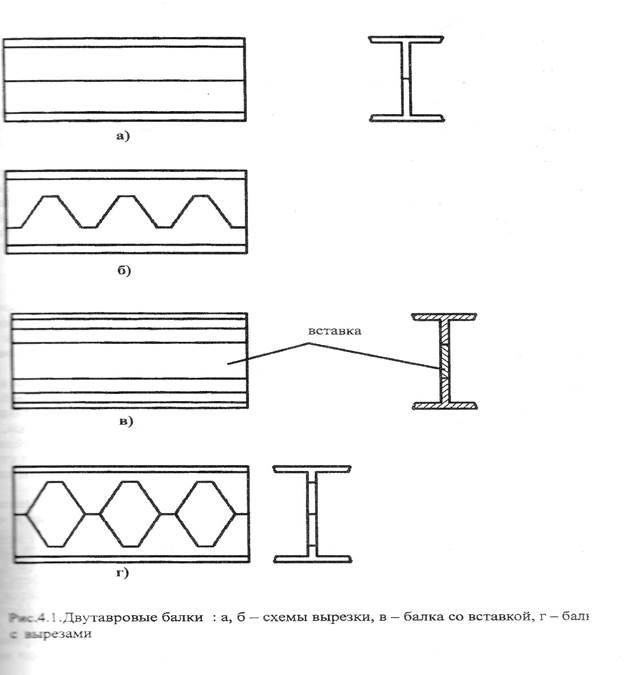
Пример того, как выглядит двутавровый луч
Мы знаем его как двутавровый луч, потому что он принимает форму буквы «I», когда вы смотрите на него спереди.
Если вы думали, что двутавровая балка такая же, как двутавровая, подумайте еще раз! Ниже мы поможем вам понять это подробнее.
частей i Beam
Различные компоненты i Beam
Части балки i включают в себя:
Насколько сильны я балки? Когда вы видите структуру или конструкцию двутавровой балки, вы можете не понять, для чего она нужна.
Чтобы полностью понять важность двутавровых балок, представьте себе цельный кусок фанеры. Поместите эту фанеру так, чтобы оба ее продольных конца опирались только на край.
Пока он в этом положении, попробуйте встать на середину фанеры. Возможно, вы даже не сможете — он сломается.
Теперь, чтобы добавить дополнительную прочность и поддержку, попробуйте поместить одну полосу пенополистирола под эту фанеру, а другую часть фанеры под ней.
И фанера, и пенополистирол являются слабыми материалами; но с этим дополнением вы сможете легко стоять посередине!
Это подводит нас к следующему вопросу, а именно…
Зачем использовать I-лучи?Поскольку они спроектированы так, чтобы сгибаться и сжиматься вверху и напрягаться внизу, вы можете найти для них множество различных применений.
Двутавровая балка, соединенная с другим стальным стержнем с помощью болтов и сварки
Наиболее распространенные причины, по которым используются двутавровые балки, включают: обычно требуется меньше материала
Это лишь некоторые из наиболее распространенных причин использования двутавровых балок.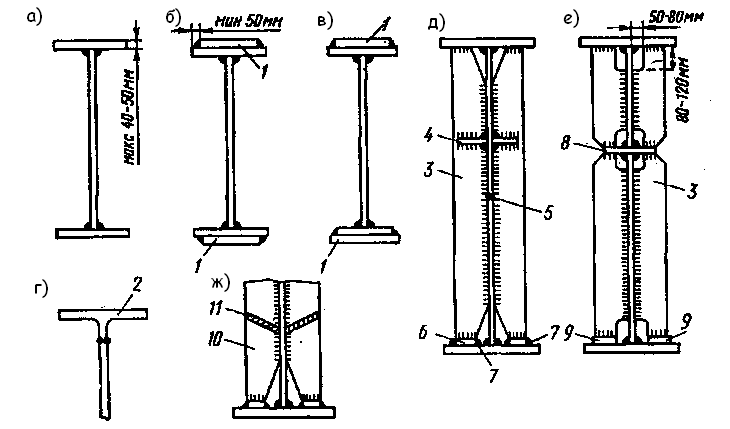 Среди прочего, есть и другие, такие как гибкий дизайн.
Среди прочего, есть и другие, такие как гибкий дизайн.
Можете ли вы присоединиться к I Beams вместе?
Да, вы действительно можете соединить и сварить две (2) части двутавровых балок вместе.
Вот краткий обзор того, как двутавровая балка соединяется и сплавляется с другой двутавровой балкой. Соединение будет осуществляться из-под каждого фланца, стенки и/или фаски.
Присоединение к ним может означать повышение или увеличение диапазона поддержки и силы; или для того, чтобы он мог охватить больший набор компонентов или частей.
Разница двутавровой балки и двутавровой балки Подавляющее большинство людей думают, что двутавровые и двутавровые балки — это одно и то же. Однако на самом деле это не так.
Однако на самом деле это не так.
Только по их структуре вы уже можете сказать разницу
Они оба могут иметь одинаковую структуру и назначение, но это не одно и то же! Вот несколько отличий, которые вы должны иметь в виду:
Разница фланцевОдной из наиболее отличительных особенностей, которыми они отличаются, являются фланцы.
Полки двутавровой балки, как правило, толще, а это означает, что вы используете их в приложениях, где необходимо поддерживать больший и более тяжелый вес, чем обычно.
Кроме того, полки двутавров имеют наклон – это и способствовало маркировке его как «двутавр». Двутавровые балки, с другой стороны, имеют сплющенные, выровненные полки.
Разница в прочности и долговечностиСтенка, или центр, или высота балки обычно определяют прочность балки.
Поскольку двутавровые балки выше и толще, мы можем сделать вывод, что они прочнее. Но двутавровые балки имеют лучшее и большее сопротивление полки, чем двутавровые балки.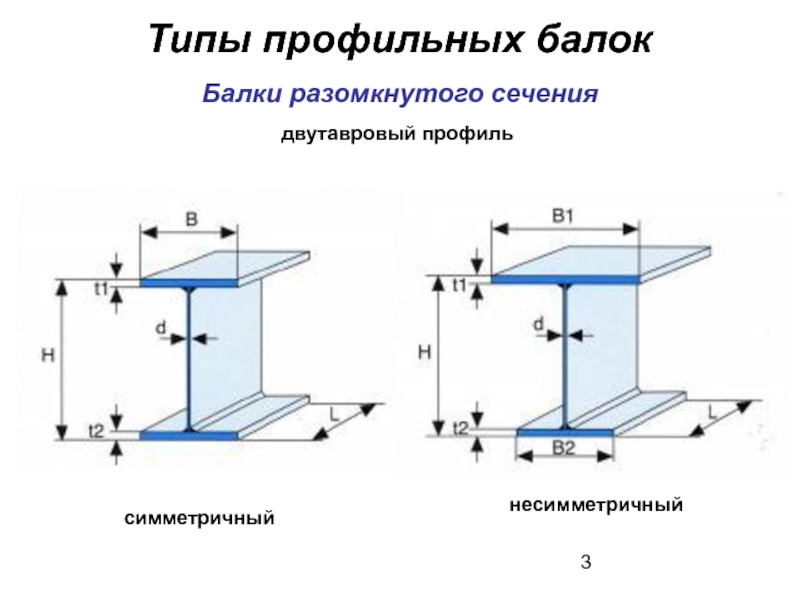
Наконец, двутавровые и двутавровые балки сильно различаются по применению. Но вы не ограничены в использовании только для того, для чего вы можете его использовать!
При выборе одного из них необходимо учитывать следующее:
- Изгиб
- Пряжка
- Напряжение и сжатие
- Прогиб
- Вибрация
Это лишь некоторые из факторов, которые вам помогут определить. отличить двутавровую балку от двутавровой.
Двутавровые балки разных размеровРазличные производители и поставщики двутавровых балок производят балки разных размеров. На самом деле, это также будет зависеть от потребностей клиента.
Однако в проведенном нами исследовании наиболее распространенные размеры двутавровых балок, которые производят производители, находятся в диапазонах W 21” x 44” с глубиной 20,7” и шириной 6,5” и W 27 x 102 с глубина 27,1 дюйма и ширина 10,02 дюйма.
Чтобы помочь вам, вот короткое видео о том, как определить собственный вес балки:
Сколько стоит двутавровая балка?
В понимании I балки одной цены недостаточно, чтобы вы могли понять, сколько вам нужно.
Цены отличаются, если учитывать только материалы или включает установку.
Чаще всего одна стальная двутавровая балка будет стоить от 5 до 20 долларов за фут только за материал. Однако, если он включает установку, это будет стоить вам от 90 до 500 долларов за фут.
Итак, лучше всего финансировать производителя и поставщика сварки двутавровых балок. Вы не только получите лучшие цены, но и получите помощь в установке!
Кому можно доверить сварку I Beam? В Китае компания Waldun является ведущим производителем и поставщиком сварки двутавровых балок.
Передовые технологии Waldun и инженеры, наблюдающие за процессом
Наша компания использует машины собственного производства, которые мы также продаем предприятиям и компаниям, которые в них нуждаются!
Будучи лучшим производителем двутавровых балок, вы можете рассчитывать на нашу помощь, если вам нужны машины для сварки двутавровых или двутавровых балок!
Получите бесплатную консультацию прямо сейчас!Хотите приобрести нашу продукцию? Свяжитесь с нами по почте и ожидайте ответа в течение 12 часов!
Мы можем предоставить вам именно то предложение, которое вам нужно!
Портальные системы для балочной сварки: Subarc и MIG
Портальные системы LJ Welding предназначены для продольной сварки длинных конструкционных балок и изготавливаются на заказ для каждого клиента.Сварочные портальные системы поставляются в комплекте с двумя сварочными стойками, системой отслеживания сварного шва, системами камер и возможностью регулировки горелки.
Настраиваемая рабочая зона и площадь основания сварочного портала
Портал для сварки балокLJ имеет настраиваемую рабочую зону и занимаемую площадь. опции. Ширина и высота рабочей зоны настраиваются в соответствии с требованиями вашего магазина. Ширина, высота и длина рельсов самого портала также настраиваются в соответствии с требованиями вашего цеха.
Стандартные характеристики настраиваемого сварочного портала
- Системы слежения за швом могут быть либо механическими, использующими датчик, либо визуальным лазерным слежением за швом.
- На ваш выбор: двойная дуга под флюсом на 1000 А, обычно устанавливаемая в двухпроводном или тандемном режиме, но размер может быть изменен в соответствии с требованиями заказчика.
Дополнительные функции портала для сварки балок
- Выберите между системами предварительного подогрева пламенем или индукцией.
- Сварочные системы MIG или CMT.

Диапазон скорости наплавки для портала для балочной сварки LJ
Для одной проволоки и одной сварочной головки можно ожидать скорость наплавки до 20 фунтов в час.Двойная проволока на одной сварочной головке позволяет наплавлять до 26 фунтов в час. Одна проволока с двумя сварочными головками обеспечивает скорость наплавки до 40 фунтов в час. Двойная проволока с использованием двойных сварочных головок обеспечивает скорость наплавки до 52 фунтов в час.
Управление сварочным порталом
Выберите между ЧМИ или пользовательскими опциями, системами камер с подводной дугой или открытой дугой, а также зондовыми или лазерными системами отслеживания швов.
Сварочные портальные опоры
Выберите из полной линейки модульных опор для конструкционной стали, труб и сосудов весом до 120 000 фунтов (60 тонн) и более.
Опции сварочного манипулятора для портала
Укажите бортовую двойную или тандемную конфигурацию SAW, MIG или CMT, рекуперацию флюса и систему нагрева.
Преимущества портала для сварки балок
- Увеличить производительность — Максимально увеличить скорость наплавки при сварке под флюсом, сваркой MIG или CMT длинных горизонтальных швов.
- Создано для вас — Сварочный портал изготавливается в соответствии со спецификациями вашего цеха.
- Повышение рентабельности — Сокращение случайных доработок при сварке.
- Повышенная точность — Точность сварки до 0,0039 дюйма (1/10 миллиметра).
- Безопасность — минимизация использования мостового крана и повышение комфорта оператора.
Хотите арендовать или сдать в аренду?
Инженерный отдел LJ Welding предлагает прогрессивный подход к решению уникальных проблем, неизбежно возникающих в нашей отрасли, что приводит к эффективному проектированию, изготовлению и своевременной поставке нестандартного оборудования.
Как повысить прочность стальной двутавровой балки без увеличения затрат
Стальные двутавровые балки доступны в различных стандартных размерах.Обычно вы не изменяете его форму перед использованием; вы просто выбираете стальную двутавровую балку нужного размера и используете ее для своей конструкции.
Но в этой статье мы обсудим метод проектирования балки для увеличения прочности двутавровой балки путем изменения ее формы или формы.
Немного об основах
Если вы разрежете стальную двутавровую балку и увидите ее поперечное сечение, она будет выглядеть примерно так:
Общая номенклатура балки также показана на рисунке выше.
Этапы модификации балки
- Разрежьте область стенки балки зигзагообразно по всей ее длине, как показано на рисунке ниже:
На приведенном выше рисунке показан вид сбоку луч и красная линия, указывающая линию, по которой вы должны разрезать (разрезать) луч.Таким образом, после разрезания у вас получится два куска бруса.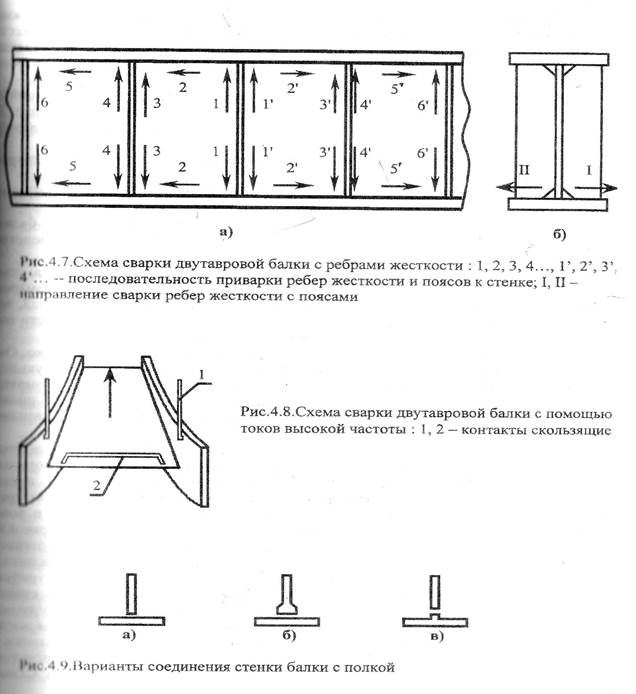
2. Теперь вам нужно сварить вершины двух частей. После завершения сварки она будет выглядеть следующим образом:
Обратите внимание, что после сварки общая высота балки увеличивается.
3. Вырежьте лишние выступающие части обеих половин балки и придайте ей красивый вид, как показано ниже:
4. Модифицированная двутавровая балка готова для использования в конструкции.
5. Вам может быть интересно, как вы получите дополнительную прочность от этой модифицированной балки, чтобы ответить на ваш вопрос, давайте перейдем к основному уравнению отклонения балки:
f/(d/2)=M/ I…… …………… .eqn.1
где **, **
F — это гибки
м — момент на нейтральной оси
y — перпендикулярное расстояние к нейтральной оси
I — площадь момента инерции относительно нейтральной оси.
Теперь, как вы уже заметили, в процессе резки и сварки двутавра общая высота балки была увеличена и, по мере увеличения высоты балки, момент инерции площади луч тоже увеличивается. Таким образом, из уравнения 1 можно сделать вывод, что значение развитого изгибающего напряжения ( f) будет уменьшаться с увеличением высоты балки, или другими словами, прочность балки будет увеличиваться.
Заключение
Как уже говорилось, прочность стандартной стальной двутавровой балки может быть увеличена с помощью метода, обсуждаемого в этой статье, но резка двутавровой балки не является обычной практикой, и прочность модифицированной двутавровой балки во многом зависит от качества изготовления, связанного с резка и сварка.Таким образом, настоятельно рекомендуется, чтобы во время проектирования стальной двутавровой балки вы выполнили все соответствующие испытания, а также FEA, чтобы двутавровая балка не вышла из строя для вашего приложения.