Узнаем как варить тонкий металл электродом правильно? Советы сварщикам и процесс
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.

- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
 Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры. Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока.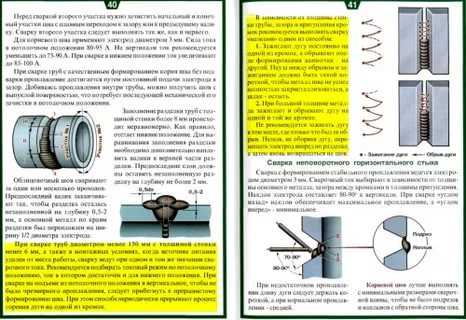 В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
 Производить при этом колебательные движения не нужно.
Производить при этом колебательные движения не нужно. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Как начинающему сварщику приварить арматуру к плоскости в нижнем положении!
содержание видео
Рейтинг: 4.0; Голоса: 1
Привет! В этом видео я покажу вам как и какими электродами лучше сваривать арматуру к пластине в нижнем положении! Всем приятного просмотра! Максим: Еще раз хочу поблагодарить вас за действительно полезные уроки по сварке. Благодаря им, и только благодаря им начало что-то более менее получаться. Косячки конечно еще есть, но их процент стремительно падает) Вчера, к примеру, заваривал 6 угловых горизонтальных стыков. Брак вышел лишь с одним из них (шлак залил низ, хотя виноват сам — нужно было лучше зачистить ржавчину, которая начала кипеть и в этом вареве просто потерял ванну) Провар в остальных вышел замечательный и после отбития шлака — вполне ровный шов, аж самому приятно стало) Сварку проводил в неудобном положении и честно говоря опасался за результат. Однако все вышло на удивление хорошо.
Дата: 2020-11-18
← Первый запуск коптилки! Поели мы рыбку.
Чем хороши рутиловые электроды? Есть ли плюсы! →
Похожие видео
Уход за ПИОНАМИ ОСЕНЬЮ. Когда обрезать пион? Чем подкормить? Надо ли поливать?
• Супер — Отпуск на Даче
Избавляем теплицу от вредителей грамотно. Как можно и как не нужно проводить дезинсекцию почвы.
• Иван Русских
ОБРЕЗКА ЛИЛИЙ на зиму? Как правильно обрезать? Как замульчировать и подготовить к зиме?
• Супер — Отпуск на Даче
Отправляем ФЛОКСЫ на ЗИМОВКУ! Уход, обрезка, мульчирование.
• Супер — Отпуск на Даче
Самый лёгкий способ удалить пенёк на даче- так сможет каждый!
• Сад и Огород — Своими руками
Не жги! Куда правильно использовать осеннюю мульчу. Мульчу не выбрасывайте, мульча еще послужит!
• Иван Русских
Комментарии и отзывы: 9
Bru
Роман, спасибо за видео! Немного другая ситуация интересует. Подскажи, пожалуйста, как приварить 12 арматуру к профильной трубе 4020 со стенкой 2 мм в вертикальном положении. т. е. арматура стоит вертикально, а труба будет горизонтально. Пробовал электродами Монолит РЦ 3 мм и ОК46 есабовскими 3 мм. Ток использовал где-то 70-80. Варил с отрывом снизу вверх, электрод направлял прям в щель между арматурой и трубой. ОК46 показались лучше, меньше шлаковых вкраплений получается. Снизу вверх непрерывно пробовал вести на том же токе, трубу частенько прожигал. В общем, очень хочется твой совет получить как и чем лучше варить в данной ситуации.
Подскажи, пожалуйста, как приварить 12 арматуру к профильной трубе 4020 со стенкой 2 мм в вертикальном положении. т. е. арматура стоит вертикально, а труба будет горизонтально. Пробовал электродами Монолит РЦ 3 мм и ОК46 есабовскими 3 мм. Ток использовал где-то 70-80. Варил с отрывом снизу вверх, электрод направлял прям в щель между арматурой и трубой. ОК46 показались лучше, меньше шлаковых вкраплений получается. Снизу вверх непрерывно пробовал вести на том же токе, трубу частенько прожигал. В общем, очень хочется твой совет получить как и чем лучше варить в данной ситуации.
Vasiliy
Подскажите, пожалуйста. Привариваю арматуру диаметром 8 мм к профильной трубе 80x80x2 мм. Использую УОНИ-13/55, диаметр электродом 4 мм. Шов получается хороший (как по мне. До этого обычными варил (тройкой) — было ужасно, очень много шлака, шов был плохой. С электродами УОНИ-13/55 (4мм) шов получается отличный (относительно моих способностей. Но! Просто замучился уже — всё время электрод прилипает.
Роман
Мне больше нравится ОНО 21 Новочеркасский и то в пачках 1кг есть отличие от 5кг, а почему не знаю вроде бы как один завод. А эти что у тебя это Каменск Шахтинские пробовал не понравилось. Да и отец когда за электродами посылал всегда говорил чтобы брал Новочеркасск если есть. За видео спасибо всё понятно, сколько варил арматуру все задавался вопросом почему ЛБшкой четко, а другими через раз
Anatolik
Спасибо действительно хорошо расказал и понятно. А то когда в нескольких строительных гипермаркетах спросил за электроды с основным покрытием, то делают удивленный вид, типа а что это. После вопроса чем лучьше сварить арматуру или пластины 6мм и более все равно предлагают АНО 36, типа его берут все строители.
Den
Я пять лет уже УОНИ варю, просто хочу сказать. Когда варил рутиловыми, не столь важно, оказалось что варить не могу.
А так УОНИ любят частоту, а рутилу ржавчина похеру вниз и сверху можно варить
Да и сделаны УОНИ для особо важных конструкций, а так смотрите маркировку там все есть что нужно знать)
Aleantooo
Для тех, кто как и я мучался от того, что не знал как переводятся марки электродов, посвящается:
УОНИИ (УОНИ) — Универсальная Обмазка Научно Исследовательского Института.
АНО — электрод Академии Наук, Общего назначения.
МР — Монтажные Рутиловые.
У меня всё) жить стало легче.
Спасибо мужик, сегодня впервые взял в руки сварочный аппарат, решил приварить арматуру к угольнику в Т образный, пипец это надо видеть, сварил, ударил отвалилась, и так на четвёртый раз сварил, но шов страшный получился. Это видео посмотрел, вроде понял, завтра продолжу )
Сергей
Спасибо за ролик, я хотел у вас спросить на обратной полярность как в этом случае прогрев металла идёт больше или меньше чем на прямой Вы это уже как-то объясняли но я снова запутался, и все же почему на обратной варили?
SergIv
Роман, может Вы не поверите, но с некоторых пор я смотрю Ваш ролики вместо разных голливудских кино по вечерам. Потому как не менее интересно, но куда полезнее. Очень хорошо подаете материал. Спасибо Вам)
Потому как не менее интересно, но куда полезнее. Очень хорошо подаете материал. Спасибо Вам)
Как согнуть трубу: 10 способов самостоятельной работы
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.
Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Особенности сгиба полипропиленовых заготовок без трубогиба
Необходимость сгибания полипропиленовой трубы возникает очень редко, так как выполнять подобные действия с материалом не рекомендуется.
Однако если без этого процесса не обойтись, то можно воспользоваться следующими методами:
- Нагревание места изгиба. Для достижения желаемого результата лучше всего использовать строительный фен, нагревание следует довести до температуры 1500С. Затем можно сгибать изделие, придавая ему нужную форму. Выполнять все действия необходимо в перчатках, устойчивых к высоким температурам. Важно помнить одно правило: сгиб выполняется в сторону менее толстой стены, то есть утолщенная стенка полипропиленовой заготовки должна размещаться с внешней стороны изгиба. После полного остывания изделия следует внимательно осмотреть его. На поверхности не должны наблюдаться вмятины или трещины.
- Второй метод – холодное сгибание. Полипропиленовую трубу можно согнуть руками, но сгиб должен иметь радиус, не превышающий 8 диаметров заготовки. В противном случае материал просто сломается.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Спирально-навивные конструкции воздуховодов
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Применение шаблонов
При необходимости прогиба в нескольких плоскостях либо под разным радиусом для сверки используют шаблон. Его изготавливают из проволоки. В качестве рисунка можно использовать саморезы. Их применяют для криволинейных перегибов. Саморезы вкручивают в жесткое основание, придавая нужную конфигурацию.
Выгибание выполняют постепенно, прикладывая изделие к шаблону для сверки. Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
- 90⁰ — 6 диаметров;
- 60⁰ — 4 диаметра;
- 45⁰ — 3 диаметра.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины. Если поверхность перегрелась, ее осторожно остуживают водой.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «трубогиб». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.
Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.
Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Как согнуть трубу из металлопластика
Итак, давайте начнем с того, что разберем, как сгибать металлопластиковые трубы. Обычно при установке подобных труб на них нужно сделать достаточно много плавных изгибов. Это поможет максимально тщательно использовать все возможности такого изделия.
Как сделать изгиб предельно плавным и ровным? Все достаточно просто, нужно лишь прочитать приведенные ниже варианты:
Итак, первый, и наиболее легкий вариант – плавное ручное сгибание трубы. Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.
Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.
Следующий способ посложнее, но при этом он не менее эффективен. Для того, чтобы согнуть трубу таким образом, нужно заготовить несколько кусочков проволоки достаточно маленького размера, с помощью которых нужно до упора заполнить все внутреннее пространство трубы. За счет полного заполнения трубы проволокой изгибы получатся максимально ровными и плавными.
Это два самых простых и наиболее распространенных способа, если Вам интересны более сложные варианты, обратитесь в интернет. Там, к счастью, различных способов достаточно.
Совет! Если Вам кажется, что у Вас не получится согнуть изделие максимально качественно и без изъянов, лучше обратитесь к профессионалам своего дела. Таким образом Вы сэкономите не только свое время, но и изделие.
 Более того, подобная работа стоит относительно недорого.
Более того, подобная работа стоит относительно недорого.Пружины
Метод хорошо зарекомендовал себя для деталей с квадратным сечением, но пригоден он и на трубах другой конфигурации. Необходима пружина такой же формы, как и сам профиль.
Пружинный механизм можно изготовить из твердой стальной проволоки. Диаметр прутка зависит от толщины стенок. Пружину подбирают в соответствии с сечением детали, свободно входить внутрь и выниматься. Перед выгибанием металл прогревают, затем прогибают, удерживая клещами.
Важно! Откорректировать радиус прогиба можно болванкой.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом.
 За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.

Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15\ | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.

Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.
Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.
Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию.
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе.
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева. Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Методы сгибания трубы под прямым углом
Металлические изделия отличают особой прочностью, однако особое воздействие на этот материал позволяет придать ему необходимую форму.
Согнуть металлическую трубу самостоятельно можно несколькими способами:
- С помощью колышков. При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно. Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
- Методом нагревания. Изменить форму алюминиевых или стальных трубопроводов можно при нагревании. Конструкция заполняется песком и закрепляется в тисках. С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (про
 При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно. Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно. Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов. С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (про
С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (проОсобенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать трубному материалу сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы. Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр.
Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Свойства пластикового трубопровода
Все пластиковые трубы можно поделить по материалу их изготовления: они производятся из полимеров, полиэтилена, поливинилхлорида. Перечисленные материалы обладают хорошими гигиеническими показателями, поэтому отлично применяются для обустройства сети теплоснабжения, а также для организации водопровода в квартире.
Не всегда получается самостоятельно согнуть материал, поэтому приходится использовать популярные методы
Чтобы согнуть самостоятельно пластиковую трубу необходимо подробнее узнать о ее свойствах:
- Кольцевая жесткость. Высокие показатели жесткости ПВХ позволяют выдерживать атмосферное давление в 120 атмосфер.
- Стойкость к нагреванию. Пластик устойчив к нагреву, поэтому его применяют для обустройства водопровода с горячей и холодной водой, а также для организации трубопровода с отоплением. При нагреве пластик удлиняется только на 5%.
- Низкая устойчивость к морозу. Из-за малой сопротивляемости морозу, материалы не выдерживают температуру ниже -15 градусов, поэтому требуют дополнительной термоизоляции.
- Высокая проницаемость свет. Окрашенная в различные цвета ПВХ труба устойчива к ультрафиолету.
Изделия из ПВХ для обустройства трубопровода выпускаются в различных диаметрах
При нагревании пластиковую трубу можно аккуратно согнуть, потому, как она обладает хорошими показателями эластичными.
 Изделия из гнущегося поливинилхлорида при производстве могут изначально сматывать в кольца – в таком виде они поступают в продажу.
Изделия из гнущегося поливинилхлорида при производстве могут изначально сматывать в кольца – в таком виде они поступают в продажу.Условия для сгиба ПВХ трубы
Пластик отлично сгибается, если на него воздействовать определенными показателями температуры. Важно соблюсти несколько условий для изгиба:
- разогревание участка до 75 градусов в том месте, где будет произведен изгиб;
- воздействие на элемент с помощью парообразных веществ.
Чтобы не покупать массу ненужных фитингов, которые требуют внимательности при установке, мастера зачастую используют различные методики изгиба. При работе с нагретым воздухом, который будет воздействовать на пластик, следует проявлять осторожность: можно не только полностью сжечь место нагрева, но и обжечь руки. В данном деле важно производить манипуляции аккуратно и постепенно.
Полипропилен и поливинилхлорид отлично поддаются сгибанию
Бывает сложно добиться идеального изгиба, поэтому перед тем, как приступить к работе, рекомендуется тщательно продумать все будущие повороты трубопровода. Заранее стоит потренироваться сгибать изделие на небольшом отрезке.
Заранее стоит потренироваться сгибать изделие на небольшом отрезке.
Угловые трубогибы
К угловым трубогибам мы относим все множество подобных инструментов, в котором зафиксированная труба обтягивается вокруг подобранного для ее сечения башмака. Они могут быть ручными, механическими, гидравлическими, да хоть атомными – суть от этого не поменяется.
Неважно как было создано усилие, важен сам принцип работы. А чтобы лучше его понять советуем посмотреть следующее видео.
Как видите, работать на таком оборудовании действительно несложно, а предусмотренный конструкцией транспортир позволит точно изготовить заданный угол. Единственный минус – это громоздкость. Действительно заслуживающие внимание образцы в большинстве своем или стационарны, или же стоят немалых денег.
Сгибаем металлическую трубу
Сделать это не просто, но вполне реально. Почти для всех металлических труб используют один и тот же метод. Например, при сгибании медной, что бы избежать надлома и неправильной деформации, ее набивают песком.
Песок помогает сохранить форму сечения на сгибе. Но, медь — металл довольно мягкий, и при сгибании медной трубки сложностей возникнуть не должно. А как быть с алюминиевой или стальной профильной трубой? Тут уже ни как не обойтись без газовой горелки.
На заметку! Оцинкованные трубы таким способом гнуть не рекомендуется.
Труба должна быть зафиксирована в тисках. Ее надо предварительно нагреть в месте сгиба. Готовность к сгибанию можно проверить так: если труба алюминиевая, нужно поднеси к нагретому месту листок бумаги, он должен воспламениться или задымить.
Сгибание заготовок из пластика
Чтобы изогнуть трубопровод из пластика, вам нужно сделать следующее:
- В ДВП вырезаем шаблон, который поможет придать пластиковой трубе нужную конфигурацию. Шаблон стоит тщательно отшлифовать наждачкой, чтобы не было зазубрин и неровностей.
- Далее из силикона на формовочной машине делается оправа для заготовки из пластика. Она позволит закрепить отрезок трубопровода в шаблоне и защитит его от царапин, сколов и вмятин.
- Помещаем пластиковый элемент в подготовленную оболочку из силикона.
- Затем деталь фиксируется в оправе и помещается в формовочную машину.
- Во время нагревания заготовки пластик будет размягчаться и оседать в оправу. В итоге заготовка приобретёт нужную конфигурацию.
- После этого стоит подождать четверть часа, пока пластик немного затвердеет, вынуть трубу из оправы и дать ей окончательно остыть.

таблица, калькулятор, 1 тонну металлоконструкций, норма для сварочных работ
Если вам необходимо определить расход электродов или если вы хотите рассчитать сколько необходимо закупить сварочных материалов, то всё это вы найдёте в нашей статье.
Мы подготовили для вас калькуляторы (расчётные программы), подробно описали методику расчёта, описали причины высокого расхода сварочных материалов и способы как их снизить без ущерба для качества.
Содержание
- Параметры влияющие на расход
- Теория и практика расчета
- Погрешность
- Расход электродов на 1 тонну металлоконструкций
- Норма расхода электродов
- Расчет количества электродов на 1 метр шва
- Калькулятор расчет электродов для трубы
- Калькулятор расчет электродов для металлоконструкций
- Расчетные таблицы
- Для соединения без разделки кромок — С2
- Для соединений с V-образной разделкой C17
- Для угловых швов — У6
- Для угловых швов (без разделки кромок) – У4
- Для таврового соединения – Т3
- Для таврового соединения – Т8
- Для ремонта (подварки)
- Поштучный расход электродов
- Расчет расхода при сварке труб
- Расчет расхода при сварке профиля
- Какое количество электродов в 1 кг
- Как уменьшить расход
Параметры влияющие на расход
Основными факторами, от которых зависят потери сварочных материалов являются:
- Конструктивные параметры шва.
- Продолжительность процесса.
- Род тока.
- Полярность (для постоянного тока).
- Физико-химические свойства используемых материалов.

К конструктивным параметрам относятся наличие или отсутствие разделки кромок и её вид. Если при использовании v-образной разделки кромок, расход будет значительно выше нежели чем при сварке без разделки.
Также конструктивным параметрам относятся размеры катета шва для угловых, тавровых и нахлесточных соединений. Размер катета определяется конструктором при проектировании путём расчёта. Его усреднённые значение можно взять из нормативного документа.
Продолжительность выполнение процесса увеличивает потери материалов из-за угара металла. Стараться выполнять операции непродолжительно.
А на этапе проектирования стараться избегать выполнения ручными способами (ручная дуговая сварка) швов большой длинны или толщины, применяя вместо них полуавтоматические или автоматические способы.
Род тока, используемый при сварке, бывает: переменный и постоянный. На переменном токе происходит существенные траты металла потому как происходит разбрызгивание. При наличии выбора на каком токе варить, для экономии сварочных материалов лучше применять постоянный ток.
На переменном токе происходит существенные траты металла потому как происходит разбрызгивание. При наличии выбора на каком токе варить, для экономии сварочных материалов лучше применять постоянный ток.
Полярность при сварке постоянным током бывает: прямой и обратный. При проведении процесса на прямой полярности разбрызгивание металла больше. Потому необходимо применять сварку на обратной полярности.
Физические и химические свойства применяемых электродов во многом влияют на угар металла.
В таблице ниже, приведены коэффициенты расхода в зависимости от используемой марки электродов (от их физико-химических свойств).
Допустимые нормы расхода электродов при сварочных работах определяются различными нормативными документами, в частности, ВСН 452-84. В этом документе указывается нормальный потери электродного металла для различных разделок кромок и категорий конструкций.
Также в нём указывается масса наплавленного металла для различных видов соединений, что необходимо на этапе проектирования.
Черные стали (конструкционные, углеродистые, низколегированные)
80.49%
Нержавейку
15.25%
Цветные металлы (алюминий, медь, титан и т.д.)
2.24%
Прочее
2.02%
Проголосовало: 446
Теория и практика расчета
Разница в теории и практике во многом зависит от условий, в которых будет выполняться сварка, а также от мастерства сварщика которое определяется разрядом. О том что такое разряды сварщиков и какие они бывают читайте в нашей статье по ссылке.
Если процесс будет проходить на ветру или в неудобных условиях (в тесноте, где нету нормального доступа), то сварщик будет жечь больше электродов. Поэтому условия выполнения сварки необходимо учитывать при расчёте.
Если руководствоваться ВСНом, то можно использовать метод расчёта по коэффициенту потерь. Его формула имеет следующий вид:
G=m * K.
К – коэффициент потери, применяемый для различных марок, которые мы приводили выше в таблице (диапазон 1,5 -1,9).
М — это масса наплавляемого металла. Это значение рассчитывают путем перемножение площади сечение наплавляемого металла на его плотность (m = p*F).
В итоге получаем следующую формулу для расчета потерь на 1 м шва:
H= P * F * K.
Если нужно определить потери на конкретную длину, в таком случае формула имеет вид:
H= P * F * K * L.
где L — это значение длинны. В некоторых источниках данные формула имеет другой вид:
Н=G * L
где G= K * m — её называют удельная норма расхода;
L — все так же значение длины шва.
Расчёт потерь на практике определяется не формулами, а экспериментально.
Для этого предварительно производится взвешивание электродов. Далее два сварщика сваривают однотипные соединения (той же толщины, диаметра и разделки кромок), которые будут выполняться при производстве работ.
В результате производится контрольное взвешивание оставшихся сварочных материалов и сравнение полученных результатов с значениями теоретического расчёта. Отсюда и получается коэффициент практического расх.
Отсюда и получается коэффициент практического расх.
Расход пр. / Расх. теор. = Коэф. расх. пр.
Далее при заказе материалов значения полученные при теоретическом расчёте умножаются на коэффициент практического расх.
Пример: если при расчете мы получили значение 10 кг, а коэффициент расх. пр. равен 1,42, то для получения практического расхода:
10 кг*1,42 = 14,2 кг. Таким образом получаем реальные потери.
Погрешность
Даже использование данных, полученных практическим путем, не даёт гарантий что потери не увеличатся. Часто при выполнении работ на объекте может быть ветер, скачки напряжения, а также могут применяться не до конца просушенный материалы и множество других факторов, которые повлияют на перерасход.
Также в процессе работы могут быть выявлены бракованные электроды: ржавые, с отколотой или вспучившейся обмазкой. Их нельзя будет использовать.
Хафизов Ильдар
Специалист НАКС IV уровня
Задать вопрос
Исходя из практического опыта, при заказе электродов рекомендую дополнительно закладывать от 3 до 5%, чтобы гарантированно обеспечить непрерывность процесса. Потому как доставка материалов в случае их нехватки требует гораздо больших затрат.
Потому как доставка материалов в случае их нехватки требует гораздо больших затрат.
Чтобы не было неприятностей с большим количеством бракованных материалов при покупке необходимо одну пачку из партий вскрыть и произвести сварку пробных образцов. Этим можно определит качество электродов и их пригодность.
Это может существенно сэкономить бюджет, если приобретается большое количество материалов (более 1 тонны).
Если Вам необходима 👉 сварочная документация 👈: техкарты, ПСР или любые другие документы по сварке, резке и контролю обращайтесь к нам. Наша документация по сварке будет разработана специально для решения ваших задач, отвечая всем вашим требованиям.
Расход электродов на 1 тонну металлоконструкций
Подсчитать потери электродов можно исходя из массы свариваемых металлоконструкций — на тонну металла. Это достаточно грубый подсчёт. Его можно использовать в тех случаях, когда предстоит большой объём работ. Полученный результат является верхней планкой по расходу сварочных материалов.
Формула, следующая:
H= 0,011* Mкр.;
H — Требуемое количество электродов
Мкр. — Масса свариваемые металлоконструкции.
Норма расхода электродов
Все основные нормы расхода для различных конструкций указаны в следующих нормативных документах:
- ВСН 416-81;
- ВСН 452-84.
Указанные нормативные документы учитывают: способ сварки, тип соединения, толщину детали.
Расчет количества электродов на 1 метр шва
Чтобы определить затраты материала на 1 м, лучше всего воспользоваться таблицами который вы сможете найти в нашей статье ниже. В таблицах уже указан расход количество только на сварочной операции. При расчете общего количества необходимо учесть и потери материалов на выполнение прихваток.
Для этого необходимо воспользоваться следующей формулой:
Н = Нсв + Нп.
где H — искомое количество электродного металла, который потребуется на сварку длинной 1 м.
Нсв — расход на сварочную операцию — значение из таблицы;
Нп — Расход на выполнение прихватки.
Значение Нп рассчитывают по формуле:
Нп = 0,15*Нсв
Для толщины свариваемых деталей менее 12 мм.
В случае если толщина больше 12 мм, то формула имеет вид:
Нп = 0,12*Нсв
Для удобства расчёта расхода электродов на 1 м шва используйте калькуляторы сделанные нашими специалистами. Их Вы можете скачать себе на компьютер или открыть онлайн.
Калькулятор расчет электродов для трубы
Для расчета при сварке труб
Скачать калькулятор
Калькулятор расчет электродов для металлоконструкций
Для расчета при сварке листов и профильных конструкций
Скачать калькулятор
Полезная статья — Какими электродами варить нержавейку
Расчетные таблицы
Для проведения расчёта необходимого количества исходя из наплавки 1 кг металла следует использовать данные из таблицы ниже.
Пример: для наплавки 1 кг металла ОЗЛ-25Б потребуется 1,4 кг этих электродов, а для АНЖР-2 необходимо 1,9 кг.
| Группа | Необходимое количество электродов, кг | Марки |
| I | 1,4 | ОЗЛ-25Б, ВСФ-75У; ОЗЛ-25Б; ВСФ-85; ОЗШ-1; ВСЦ-4А; |
| II | 1,5 | УОНИ-13/45; ОЗЛ-Э6; ТМУ-21У; ОЗЛ-5; ЦТ-28; ТМЛ-3У ОЗЛ-25Б; АНО-11 |
| III | 1,6 | ЦЛ-17, ОЗЛ-7, ОЗЛ-2; ОЗЛ-3; ОЗЛ-21, ЗИО-8; УОНИ-13/55К; ЦУ-5 |
| IV | 1,7 | ОЗЛ-9А; ЦТ-15; ОЗЛ-37-1; АНЖР-ЗУ; УОНИ-13/НЖ; ОЗС-24 |
| V | 1,8 | ОЗЛ-20, ОЗС-11, НЖ-13 |
| VI | 1,9 | АНЖР-2; ОЗЛ-27 |
Если необходимо рассчитать количество исходя из длины шва, то следует использовать данные из таблиц ниже.
Для соединения без разделки кромок — С2
Данные для расчёта необходимого количества материалов для стыковых швов без разделки кромок и без подварки корня с обратной стороны.
| Толщина, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,063 | 0,071 | 0,071 | 0,079 |
| 2 | 0,131 | 0,147 | 0,148 | 0,165 |
| 3 | 0,144 | 0,161 | 0,163 | 0,181 |
| 4 | 0,278 | 0,311 | 0,314 | 0,350 |
Для соединений с V-образной разделкой C17
Данные для расчёта необходимого количества материалов для стыковых швов с двухсторонней V-образной разделкой кромок, без подварки корня с обратной стороны.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 3 | 0,188 | 0,211 | 0,212 | 0,237 |
| 4 | 0,238 | 0,267 | 0,269 | 0,300 |
| 5 | 0,299 | 0,335 | 0,338 | 0,377 |
| 6 | 0,413 | 0,463 | 0,467 | 0,520 |
| 7 | 0,501 | 0,561 | 0,566 | 0,631 |
| 8 | 0,600 | 0,672 | 0,678 | 0,756 |
| 9 | 0,751 | 0,841 | 0,849 | 0,946 |
| 10 | 0,875 | 0,980 | 0,989 | 1,103 |
| 12 | 1,191 | 1,334 | 1,346 | 1,501 |
| 14 | 1,525 | 1,708 | 1,723 | 1,922 |
| 16 | 2,012 | 2,253 | 2,274 | 2,535 |
| 18 | 2,734 | 3,062 | 3,089 | 3,445 |
| 20 | 3,210 | 3,595 | 3,627 | 4,045 |
| 22 | 3,780 | 4,234 | 4,271 | 4,763 |
| 24 | 4,343 | 4,864 | 4,908 | 5,472 |
| 26 | 4,998 | 5,598 | 5,648 | 6,297 |
| 28 | 5,647 | 6,325 | 6,381 | 7,115 |
| 30 | 6,388 | 7,155 | 7,218 | 8,049 |
| 32 | 7,122 | 7,977 | 8,048 | 8,974 |
| 34 | 7,950 | 8,904 | 8,984 | 10,017 |
| 36 | 8,770 | 9,822 | 9,910 | 11,050 |
| 38 | 9,695 | 10,858 | 10,955 | 12,216 |
| 40 | 10,601 | 11,873 | 11,979 | 13,357 |
| 42 | 11,625 | 13,020 | 13,136 | 14,648 |
| 44 | 12,617 | 14,131 | 14,257 | 15,897 |
| 46 | 13,677 | 15,318 | 15,455 | 17,233 |
| 48 | 14,754 | 16,524 | 16,672 | 18,590 |
| 50 | 15,900 | 17,808 | 17,967 | 20,034 |
| 52 | 17,065 | 19,113 | 19,283 | 21,502 |
| 54 | 18,321 | 20,520 | 20,703 | 23,084 |
| 56 | 19,570 | 21,918 | 22,114 | 24,658 |
| 58 | 20,924 | 23,435 | 23,644 | 26,364 |
| 60 | 22,260 | 24,931 | 25,154 | 28,048 |
Для угловых швов — У6
Данные для расчёта необходимого количества при сварке угловых швов с разделкой кромок У6
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 3 | 0,191 | 0,214 | 0,216 | 0,241 |
| 4 | 0,243 | 0,272 | 0,275 | 0,306 |
| 5 | 0,308 | 0,345 | 0,348 | 0,388 |
| 6 | 0,427 | 0,478 | 0,483 | 0,538 |
| 7 | 0,518 | 0,580 | 0,585 | 0,653 |
| 8 | 0,624 | 0,699 | 0,705 | 0,786 |
| 9 | 0,782 | 0,876 | 0,884 | 0,985 |
| 10 | 0,915 | 1,025 | 1,034 | 1,153 |
| 12 | 1,258 | 1,409 | 1,422 | 1,585 |
| 14 | 1,615 | 1,809 | 1,825 | 2,035 |
| 16 | 2,142 | 2,399 | 2,420 | 2,699 |
| 18 | 2,941 | 3,294 | 3,323 | 3,706 |
| 20 | 3,463 | 3,879 | 3,913 | 4,363 |
| 22 | 4,083 | 4,573 | 4,614 | 5,145 |
| 24 | 4,700 | 5,264 | 5,311 | 5,922 |
| 26 | 5,403 | 6,051 | 6,105 | 6,808 |
| 28 | 6,117 | 6,851 | 6,912 | 7,707 |
| 30 | 6,916 | 7,746 | 7,815 | 8,714 |
| 32 | 7,725 | 8,652 | 8,729 | 9,734 |
| 34 | 8,619 | 9,653 | 9,739 | 10,860 |
| 36 | 9,523 | 10,666 | 10,761 | 11,999 |
| 38 | 10,513 | 11,775 | 11,880 | 13,246 |
| 40 | 11,514 | 12,896 | 13,011 | 14,508 |
| 42 | 12,636 | 14,152 | 14,279 | 15,921 |
| 44 | 13,733 | 15,381 | 15,518 | 17,304 |
| 46 | 14,928 | 16,719 | 16,869 | 18,809 |
| 48 | 16,119 | 18,053 | 18,214 | 20,310 |
| 50 | 17,396 | 19,484 | 19,657 | 21,919 |
| 52 | 18,683 | 20,925 | 21,112 | 23,541 |
| 54 | 20,068 | 22,476 | 22,677 | 25,286 |
| 56 | 21,452 | 24,026 | 24,241 | 27,030 |
| 58 | 22,933 | 25,685 | 25,914 | 28,896 |
| 60 | 24,412 | 27,341 | 27,586 | 30,759 |
Для угловых швов (без разделки кромок) – У4
Данные для расчёта необходимого количества материалов для угловых швов без разделки кромок.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,135 | 0,151 | 0,153 | 0,170 |
| 2 | 0,145 | 0,162 | 0,164 | 0,183 |
| 3 | 0,151 | 0,169 | 0,171 | 0,190 |
| 4 | 0,315 | 0,353 | 0,356 | 0,397 |
| 5 | 0,439 | 0,492 | 0,496 | 0,553 |
| 6 | 0,646 | 0,724 | 0,730 | 0,814 |
| 7 | 0,816 | 0,914 | 0,922 | 1,028 |
| 8 | 1,005 | 1,126 | 1,136 | 1,266 |
| 9 | 1,213 | 1,359 | 1,371 | 1,528 |
| 10 | 1,441 | 1,614 | 1,628 | 1,816 |
| 12 | 1,953 | 2,187 | 2,207 | 2,461 |
| 14 | 2,541 | 2,846 | 2,871 | 3,202 |
| 16 | 3,204 | 3,588 | 3,621 | 4,037 |
| 18 | 3,946 | 4,420 | 4,459 | 4,972 |
| 20 | 4,764 | 5,336 | 5,383 | 6,003 |
| 22 | 5,658 | 6,337 | 6,394 | 7,129 |
| 24 | 6,627 | 7,422 | 7,489 | 8,350 |
| 26 | 7,674 | 8,595 | 8,672 | 9,669 |
| 28 | 8,797 | 9,853 | 9,941 | 11,084 |
| 30 | 9,996 | 11,196 | 11,295 | 12,595 |
Для таврового соединения – Т3
Если нужно рассчитать количество электродов для тавровых соединений ниже он приведена таблица с данными для расчёта таврового соединения T3. Этими нормами также можно руководствоваться для сварки нахлесточного соединения Н2.
Этими нормами также можно руководствоваться для сварки нахлесточного соединения Н2.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,040 | 0,045 | 0,045 | 0,050 |
| 2 | 0,108 | 0,121 | 0,122 | 0,136 |
| 3 | 0,204 | 0,228 | 0,231 | 0,257 |
| 4 | 0,322 | 0,361 | 0,364 | 0,406 |
| 5 | 0,472 | 0,529 | 0,533 | 0,595 |
| 6 | 0,646 | 0,724 | 0,730 | 0,814 |
| 7 | 0,844 | 0,945 | 0,954 | 1,063 |
| 8 | 1,072 | 1,201 | 1,211 | 1,351 |
| 10 | 1,604 | 1,796 | 1,813 | 2,021 |
| 12 | 2,244 | 2,513 | 2,536 | 2,827 |
| 14 | 2,988 | 3,347 | 3,376 | 3,765 |
| 16 | 3,838 | 4,299 | 4,337 | 4,836 |
| 18 | 4,450 | 4,984 | 5,029 | 5,607 |
| 20 | 5,862 | 6,565 | 6,624 | 7,386 |
| 22 | 7,032 | 7,876 | 7,946 | 8,860 |
| 24 | 8,306 | 9,303 | 9,386 | 10,466 |
| 26 | 9,686 | 10,848 | 10,945 | 12,204 |
| 28 | 11,176 | 12,517 | 12,629 | 14,082 |
| 30 | 12,770 | 14,302 | 14,430 | 16,090 |
| 32 | 14,470 | 16,206 | 16,351 | 18,232 |
| 34 | 15,328 | 17,167 | 17,321 | 19,313 |
| 36 | 18,186 | 20,368 | 20,550 | 22,914 |
| 38 | 19,408 | 21,737 | 21,931 | 24,454 |
| 40 | 22,328 | 25,007 | 25,231 | 28,133 |
Для таврового соединения – Т8
Для таврового соединения с разделкой кромок ниже приведены данные для Т8 с двухсторонней разделкой.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 8 | 0,843 | 0,944 | 0,953 | 1,062 |
| 10 | 1,119 | 1,253 | 1,264 | 1,410 |
| 12 | 1,576 | 1,765 | 1,781 | 1,986 |
| 14 | 1,929 | 2,160 | 2,180 | 2,431 |
| 16 | 2,470 | 2,766 | 2,791 | 3,112 |
| 18 | 3,512 | 3,933 | 3,969 | 4,425 |
| 20 | 4,022 | 4,505 | 4,545 | 5,068 |
| 22 | 4,840 | 5,421 | 5,469 | 6,098 |
| 24 | 5,422 | 6,073 | 6,127 | 6,832 |
| 26 | 6,366 | 7,130 | 7,194 | 8,021 |
| 28 | 7,022 | 7,865 | 7,935 | 8,848 |
| 30 | 8,090 | 9,061 | 9,142 | 10,193 |
| 32 | 8,821 | 9,880 | 9,968 | 11,114 |
| 34 | 10,015 | 11,217 | 11,317 | 12,619 |
| 36 | 10,819 | 12,117 | 12,225 | 13,632 |
| 38 | 12,138 | 13,595 | 13,716 | 15,294 |
| 40 | 13,017 | 14,579 | 14,709 | 16,401 |
| 42 | 14,461 | 16,196 | 16,341 | 18,221 |
| 44 | 15,412 | 17,261 | 17,416 | 19,419 |
| 46 | 16,983 | 19,021 | 19,191 | 21,399 |
| 48 | 18,008 | 20,169 | 20,349 | 22,690 |
| 50 | 19,703 | 22,067 | 22,264 | 24,826 |
| 52 | 20,803 | 23,299 | 23,507 | 26,212 |
| 54 | 22,624 | 25,339 | 25,565 | 28,506 |
| 56 | 23,797 | 26,653 | 26,891 | 29,984 |
| 58 | 25,743 | 28,832 | 29,090 | 32,436 |
| 60 | 26,989 | 30,228 | 30,498 | 34,006 |
Полезная статья – Как найти себя по фамилии в реестре сварщиков НАКС
Для ремонта (подварки)
Если необходимо выполнить ремонт сварного соединения и нужно рассчитать количество материалов, Вам необходимо использовать данные из таблицы, приведённой ниже.
| Без подварки корня шва | С подваркой корня шва | |||
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | Толщина деталей, мм | Глубина ремонтной выборки, мм | Требуемое количество, кг/ 1 метр |
| 2-3 | 0,11 | 8-12 | 3 | 0,388 |
| 4-5 | 0,134 | 12-28 | 4 | 0,539 |
| 6-8 | 0,179 | св. 30 | 5 | 0,784 |
Ручная дуговая электродами (MMA)
57.33%
В среде аргона неплавящимся электродом (TIG)
8%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
24%
Под слоем флюса
2.67%
Газовая
8%
Проголосовало: 75
Поштучный расход электродов
Если необходимо посчитать расход количества в штуках, то это можно сделать, воспользовавшись следующей формулой:
N=H/Mэл,
где Н — это общий расход в кг;
Мэл — масса одного электрода (берется из таблицы ниже).
Таблица — Масса 1 шт. — (Мэл)
| Диаметр, мм | Масса, кг |
| 2,5 | 0,02 |
| 3,0 | 0,032 |
| 4,0 | 0,053 |
| 5,0 | 0,083 |
H — берется из таблицы (или рассчитывается по формулам, описанным выше), с учетом длинны шва. Так как данные в таблицы даны на 1 метр сварочного шва.
Пример расчета: если свариваемые детали толщиной 3 мм с разделкой С17 вариться будут в вертикальном положении электродами 2,5 мм, то значение Н по таблице на 1 м шва равняется 0,211 кг. Если сваривать нужно 2 м шва, то Н=2*0,211=0,422 кг.
В этом случае расчет электродов будет такой: N=0,422/0,02=22 шт.;
Полезная статья — Как варить нержавейку электродом
Расчет расхода при сварке труб
Если предстоит сварка труб и нужно посчитать расход электродов при сварке, то можно воспользоваться следующими способами:
- Воспользоваться нашим калькулятором.
- Найти данные в таблицах из ВСН 416-81 и ВСН 452-84 в которых уже приведена норма расхода электродов на 1 стык.

В тех же случаях, когда нужный типоразмер трубы отсутствует в таблицах ВСН можно воспользоваться следующей формулой:
Нт=Н*lшва
где Н — расход на 1 требуемой разделки (данные приведены в таблице ниже)
lшва — длина шва, она считается по формуле длины окружности — lшва=Dтр * 3,14
| С2 | |
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 3 | 0,119 |
| 4 | 0,162 |
| 5 | 0,183 |
| С17 | С19 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы | Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 4 | 0,382 | 3 | 0,415 |
| 5 | 0,513 | 4 | 0,535 |
| 6 | 0,665 | 5 | 0,679 |
| 7 | 0,834 | 6 | 0,955 |
| 8 | 1,099 | 8 | 1,378 |
| 10 | 1,676 | 10 | 2,004 |
| 12 | 2,18 | 12 | 2,571 |
| 14 | 2,785 | 15 | 4,137 |
| 16 | 3,486 | 16 | 4,534 |
| 18 | 4,157 | 18 | 5,378 |
| У18 | У19 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы | Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 6 | 0,511 | 6 | 0,799 |
| 8 | 0,862 | 8 | 1,183 |
| 10 | 1,301 | 10 | 1,584 |
| 12 | 1,831 | 12 | 2,484 |
| 14 | 2,45 | 14 | 3,123 |
| 16 | 3,157 | 16 | 3,769 |
| 18 | 3,956 | 18 | 4,372 |
| 20 | 4,843 | 20 | 4,833 |
| У5 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы — до. Ø194 Ø194 | Н, кг/ 1 метр шва трубы — св. Ø194 |
| 6 | 0,643 | 0,672 |
| 7 | 0,78 | 0,813 |
| 8 | 0,933 | 0,969 |
| 10 | 1,289 | 1,333 |
| 12 | 1,707 | 1,76 |
| 14 | 2,19 | 2,249 |
| 16 | 2,737 | 2,805 |
| 18 | 3,349 | 3,424 |
| 20 | 4,024 | 4,107 |
Пример расчета: Для трубы диаметром 89х7, разделка С17, неповоротный стык. Из таблицы приведённых выше для разделки С17 при сварке в потолочном положении выбираем соответствующее значение расхода Н — 0,834. Далее производим расчет Нт=0,089*3,14*0,834= 0,233 кг на 1 стык.
Расчет расхода при сварке профиля
При сварке профиля такого как двутавр, швеллер профильная труба и так далее используются те же нормы что и для сварки листового металла. Их методика приведена в разделе — ЗДЕСЬ.
Важной особенностью, которую стоит учитывать, это длительность проведение процесса. Чем более длинные швы и более продолжительная сварка, тем выше процент угара металла, а соответственно выше потери.
Также зачастую сварка металлоконструкций происходит на высоте что осложняет процесс работы и увеличивает потери. Здесь существует простая закономерность — чем сложнее сварщику работать, тем больше будет затрачено материалов и времени.
Какое количество электродов в 1 кг
Зависимости от диаметра, количество электродов в одном килограмме отличается. Данные для различных диаметров приведены в таблице ниже
| Диаметр, мм | Штук в 1 кг |
| 2,5 | 50 |
| 3,0 | 31 |
| 4,0 | 19 |
| 5,0 | 12 |
Как уменьшить расход
Для уменьшения потерь сварочных материалов без ухудшения качества получаемых изделий, можно использовать следующие рекомендации:
- При покупке крупных партий проводить входной контроль и проверять качество электродов. Это позволит выявить некачественные материалы, которые будут забракованные или использованы лишь частично.
- Применять полуавтоматические и автоматические методы сварки в тех случаях, где это возможно. При сварке в среде защитных газов использовать в смеси газов, содержащие гелий и аргон для снижения разбрызгивания.
- Проводить процесс на постоянном токе и использовать обратную полярность.
- Выполнять процесс на оптимальных режимах (без завышения силы тока) для уменьшения угара.
 Это позволит выявить некачественные материалы, которые будут забракованные или использованы лишь частично.
Это позволит выявить некачественные материалы, которые будут забракованные или использованы лишь частично.Напишите в комментариях как вы считаете, что больше всего влияет на расход.
Как Варить Трубы Пропаном
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.
В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Принципы и особенности процесса
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Где заказать лифт
В России повсеместная, катастрофическая проблема лифтового оборудования. Ежегодно десятками тысяч выходят из строя подъемники отслужившие свой гарантийный срок. Хорошо если оборудование успело отработать
Запчасти для септиков
При таких условиях самым оптимальным вариантом будет анаэробный септик с почвенной очисткой, поскольку он прост, энергонезависим и редко обслуживается. При фильтрации через грунт сточная вода, прежде
При фильтрации через грунт сточная вода, прежде
Изготовление печатей
Такси. Первое, что приходит на ум при этом слове – автомобиль, желтого цвета с черными шашечками, который увезет вас туда, куда только пожелаете. Такие ассоциации это слово вызывает у пассажиров. Сколько
Читать также: Сварочный аппарат инвертор плюсы и минусы
Доска необрезная
Доска необрезная – доска, у которой не опилены или частично опилены кромки. Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
Ручки мебельные интернет магазин
Что дешевле? Как не перепутать метабокс и тандембокс: разбираемся в названиях. Blum и Hettich – самые раскрученные производители мебельной фурнитуры. Часто покупатель выбирает между ними и не знает,
Кабинет агента
Как сделать правильный выбор в работе, бизнесе и жизни, о котором никогда не придется жалеть. Мы хотим рассказать вам об удивительной и очень простой технике 7 вопросов, которые позволят оценить ситуацию
Флаги
Государственный флаг – это символ суверенитета государственного образования. Его наличие необходимо во всех мероприятиях государственного масштаба. Такой флаг часто вывешивается на государственных учреждениях.
Его наличие необходимо во всех мероприятиях государственного масштаба. Такой флаг часто вывешивается на государственных учреждениях.
Календарь деревянный настольный
Сегодня сложно прожить без актуальной информации, не ориентируясь в происходящем и без привязки к хронологии событий. При этом, всем здравомыслящим людям прекрасно известно, что не используя календарь,
Вращательно вибрационное сито
Сита для просеивания формовочных материалов должны обеспечивать разрушение комьев и отделение от общей массы смеси кусков стержней, скрапа и других случайных предметов, попадающих в нее при выбивке
Газовая сварка — это работа, в которой при помощи высокой температуры изделие нагревается и расплавляется до мягкого состояния. Такой вид сварки часто применяется для конструкций из тонкой углеродистой стали, для ремонта чугунной продукции, а также для заварки повреждённых деталей из чёрных или цветных металлов.
Техника сварки
Сварка пропаном предполагает применение следующих двух методик:
- высокотемпературный нагрев кромок заготовок, последующее их оплавление и окончательное соединение;
- формирование рабочего шва методом наплавки или напыления.

Во втором случае используется специальная присадочная проволока из мягкого металла, необходимая для того, чтобы сварочная ванна оставалась полностью насыщенной.
При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
Оба этих подхода при работе с пропаном в целом приводят к одному и тому же результату. Однако они принципиально различаются по расходу газовой смеси, затрачиваемому на работу времени и функциональности (другими словами – по своей экономичности).
Сварка посредством наплавки, помимо экономии средств и времени, обеспечивает повышенную прочность шва и выглядит более эстетично. Именно эта методика используется при прокладке и обустройстве магистральных трубопроводов, а также при сварке различных изделий и элементов строительных конструкций.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.
Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Применяемые газы и их особенности
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2h3). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2h3 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2h3. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Читать также: Как выкрутить сломанный болт из ступицы видео
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Для качественного расплавления металла рекомендуется, чтобы температура воздействия была в два раза выше температуры плавления этого металла.
Устройство горелки
Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).

Согласно этому нормативу каждый из шлангов (рукавов) оснащается сменным наконечником со смесительной камерой, которая в свою очередь оборудована встроенным инжектором.
На камере рукавов указывается тип (номер) наконечника и наименование газа, на работу с которым он рассчитан. Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
Наконечник типовой газовой горелки состоит из мундштука, инжектора и специальной подающей трубки. Размеры отверстий в мундштуке и в инжекторе (точнее – их соотношение) рассчитаны на применения этих узлов только для конкретного вида газа (пропана или кислорода).
Температура, развиваемая в зоне факела горения пропана с кислородом, может достигать примерно 2300 °C, в связи с чем мундштуки этих сборных конструкций чаще всего делаются из меди.
Объясняется это тем, что медные материалы отличаются большей теплопроводностью (по сравнению с латунными мундштуками, например), и в процессе сварки быстрее охлаждаются.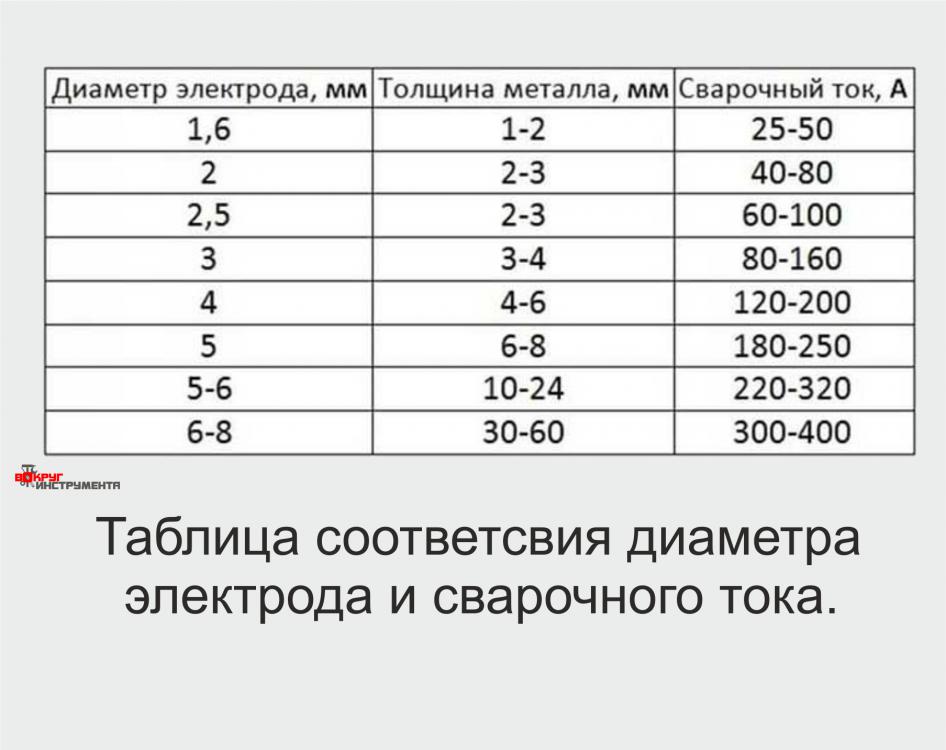
Технология пропано-кислородной сварки
Также для выполнения качественной сварки необходимо соблюдать точное соотношение используемых технических газов: в данном случае необходимо взять три с половиной части пропана и четыре части кислорода.
Недопустимо использовать в ходе пропано-кислородной сварки проволоку Св-08 и -08А. Для лучшего раскисления сварочной ванны необходимо использовать проволоку марок Св-12ГС, -08Г2С и -08ГС.
Проволоку для присадки нужно разместить по отношению к оси шва под углом в 35-45 градусов. Пламя направляется под углом от 45 до 60 градусов. Также необходимо соблюдать расстояние от плавящегося окончания присадочной проволоки и ядра пламени по отношению к сварочной ванне. Первый показатель должен составлять два-четыре миллиметра, второй — три-шесть миллиметров.
Технологию осуществления пропано-кислородной сварки можно рассмотреть на примере соединения жил сечением не более 35 квадратных миллиметров, изготовленных из алюминия.
Первым делом с жил удаляется изоляция. Их необходимо освободить от данного покрытия на длину до сорока миллиметров. Затем стальной щёткой зачищаются концы и скручиваются вместе. На полученную скрутку наносится флюс, который необходимо перед выполнением работы развести водой до получения однородной пасты.
Их необходимо освободить от данного покрытия на длину до сорока миллиметров. Затем стальной щёткой зачищаются концы и скручиваются вместе. На полученную скрутку наносится флюс, который необходимо перед выполнением работы развести водой до получения однородной пасты.
После этого можно приступать к работе с техническим газом. Сначала открывают вентиль баллона с пропаном, а потом — с кислородом. Рабочее давление кислорода регулируется до отметки в 0,15 мегапаскалей. На используемой в процессе сварки горелке нужно открыть вентиль, через который будет поступать пропан, и зажечь её.
Затем необходимо открыть вентиль для кислорода и отрегулировать прохождение пропано-кислородного пламени, сделав его нормальным. После этого можно приступать непосредственно к сварке скрутки. Для этого пламя подводят к её окончанию и разогревают металл до состояния плавления. Сварку можно считать законченной, когда на конце скрутки образуется капля жидкого металла. Она будет иметь шарообразную форму.
После того, как сварка будет завершена, нужно закрыть вентили, через которые поступал пропан и кислород, и погасить тем самым горелку. Оставшийся на поверхности скрутки флюс нужно удалить стальной щёткой. Получившееся соединение также необходимо протереть чистой ветошью, а затем изолировать скрутку либо изолентой, либо специальными колпачками, предназначенными для изоляции.
Оставшийся на поверхности скрутки флюс нужно удалить стальной щёткой. Получившееся соединение также необходимо протереть чистой ветошью, а затем изолировать скрутку либо изолентой, либо специальными колпачками, предназначенными для изоляции.
Услуги по устройству рулонного газона.
Лучший сварочный стержень для черной железной трубы оптом
Можете ли вы сварить черную железную трубу?
Труба из черного чугуна представляет собой простую низкоуглеродистую сталь, поэтому ее можно сваривать с большинством марок стали.
Какие сварочные прутки используют монтажники трубопроводов?
Корневой шов выполняется электродом диаметром 5/32″ (4,0 мм). В настоящее время используется целлюлозный сварочный стержень (E-XX10). Корневой шов сваривается с обратной полярностью (DC+). Выполняется горячий проход с использованием электрода диаметром 5/32 дюйма (4,0 мм).
Как сваривать соединения черных труб?
Труба из черного чугуна может быть сварена любым методом сварки, используемым для стали. Сюда входят сварка MIG, порошковой проволокой, TIG и электродуговая сварка. Однако фитинги для черных труб изготавливаются из ковкого черного железа. Фитинги из черного железа трудно сварить, не повредив фитинги.
Сюда входят сварка MIG, порошковой проволокой, TIG и электродуговая сварка. Однако фитинги для черных труб изготавливаются из ковкого черного железа. Фитинги из черного железа трудно сварить, не повредив фитинги.
Для чего используется сварочная проволока 7018?
7018 электрод для дуговой сварки обычно используется для сварки углеродистой стали общего назначения. Это электрод из низкоуглеродистой стали, покрытый низководородным флюсом на основе железа, который испаряется для защиты расплавленного валика от загрязнения воздухом и влагой. Этот электрод имеет прочность на растяжение 70 000 фунтов.
Можно ли дуговой сваркой черную трубу?
Труба из черного железа может быть приварена к стали с помощью процесса, называемого дуговой сваркой. Это также обычно называют сваркой стержнем, потому что в этом процессе используется сварочный стержень электрода для создания электрической дуги между металлами, сплавляя их вместе. Этот процесс используется во множестве приложений, от строительства до ремонта автомобилей.
Является ли черная сталь тем же самым, что и черное железо?
Труба из черного железа используется в жилых помещениях для транспортировки природного газа и пропана. Черная стальная труба изготавливается бесшовной, что делает ее лучшим типом для транспортировки природного газа и пожаротушения. Поскольку она обеспечивает лучшую защиту от огня, чем оцинкованная труба, она является лучшим типом для транспортировки газа и спринклерных систем пожаротушения.
Для чего используется сварочная проволока 7010?
Электрод с высоким содержанием целлюлозы для сварки углеродистых 1/2 молибденовых труб, используемых при работе с паром под высоким давлением и высокой температурой. Inweld 7010-A1 можно использовать в любом положении, но лучше всего он подходит для сварки вертикально вверх или вертикально вниз. Показана мощная дуга с большой глубиной проплавления и быстрозамерзающей сварочной ванной.
Для чего используется сварочная проволока 8010? Электрод
8010 специально используется для вертикальной сварки вниз и сварки в шахматном порядке на стальных трубах с пределом прочности на растяжение до 80 Ksi, но при желании его можно использовать во всех положениях сварки.
Когда использовать электрод 6011?
Электрод E 6011 – это универсальный электрод, который можно сваривать во всех положениях и эффективно использовать как в вертикальном положении, так и в положении над головой; он в основном используется для сварки листового металла и приложений с низким содержанием кремния. Электродная дуга легко контролируется и обеспечивает плоскую траекторию сварки с образованием легкого шлака.
Можно ли сваривать черное железо с нержавеющей сталью?
Если вы хотите сварить чугун, фильтры из нержавеющей стали не лучший выбор. Это связано с тем, что большое количество хрома в наполнителе и большое количество углерода в чугуне в совокупности превращают часть углерода в хрупкий карбид хрома.
Черная труба лучше оцинкованной?
Черная труба отличается от оцинкованной трубы отсутствием покрытия. Труба изготовлена без стыков, что делает ее более прочной и безопасной газовой трубой. Черная стальная труба также используется в спринклерных системах пожаротушения, потому что она более огнестойкая, чем оцинкованная труба.
Черная стальная труба также используется в спринклерных системах пожаротушения, потому что она более огнестойкая, чем оцинкованная труба.
Какое покрытие на черной железной трубе?
В целом черная стальная труба дешевле оцинкованной. Это связано с цинковым покрытием на оцинкованной трубе и производственным процессом.
Можно ли сваривать ковкий чугун?
Ковкий чугун не может быть успешно сварен плавлением и не сохраняет свои уникальные свойства; Другими словами, вы можете сваривать ковкий чугун так же легко, как и серый чугун, но в процессе сварки вы превратите некоторые отливки из ковкого чугуна в отливки из серого чугуна.
Насколько прочна черная труба?
При правильной установке черная железная труба должна соответствовать стандартам, гарантирующим минимальное номинальное давление 150 фунтов на квадратный дюйм. Черное железо прочнее любой пластиковой трубы, потому что оно сделано из металла. Это важно, потому что утечка газа может привести к летальному исходу.
Это важно, потому что утечка газа может привести к летальному исходу.
Черная железная труба устойчива к ржавчине?
Черная труба представляет собой стальную трубу без защитного покрытия. Поскольку черные трубы не имеют защитного покрытия, они подвержены коррозии во влажной или влажной среде. Чтобы предотвратить ржавление или коррозию трубы снаружи, вы должны обеспечить слой защиты снаружи трубы. Самый простой способ сделать это — покрасить.
Черная чугунная труба NPT?
Стальная труба с фитингами с резьбой 21 дюйм. Труба имеет резьбу NPT на обоих концах и муфту на одном конце, что в целом создает полное соединение «мипт х фипт». длина реза не включает муфту; если вам нужно, вы должны заказать один.
Можно ли просверлить черную железную трубу?
Просверлить чугунную трубу несложно. Одним сверлом чугунную трубу не просверлишь. Вам нужно использовать набор сверл, чтобы получить желаемый размер отверстия. Хитрость заключается в медленном увеличении размера отверстия.
Хитрость заключается в медленном увеличении размера отверстия.
Как долго прослужит черная железная труба?
Чугунные коллекторы могут служить от 50 до 65 лет. Во многих случаях чугунная труба служит гораздо дольше. Некоторые источники предполагают, что продолжительность жизни может составлять 75 лет и более. В целом, за исключением некоторых факторов, чугунная канализация может служить десятилетиями.
Можно ли смешивать черное железо и оцинкованную трубу?
Труба из черного железа и оцинкованная труба представляют собой один и тот же материал с одним отличием: оцинкованная труба покрыта цинком для предотвращения коррозии нижележащей стали. Поскольку две трубки сделаны практически из одного и того же материала, их можно легко собрать вместе.
Оцинкованное железо прочнее черного?
Долговечность. Хотя сталь уже является относительно прочным материалом, оцинкованная труба обладает большей прочностью благодаря защитному цинковому покрытию. С другой стороны, черная железная труба не имеет покрытия и поэтому менее долговечна. Кроме того, вода очень легко разъедает этот тип труб.
С другой стороны, черная железная труба не имеет покрытия и поэтому менее долговечна. Кроме того, вода очень легко разъедает этот тип труб.
Ковкий чугун — это то же самое, что чугун?
Ковкий чугун, как и чугун, производится методом литья, но на самом деле они сильно отличаются друг от друга. Хотя фитинги из ковкого чугуна изначально представляют собой чугунные фитинги, затем в процессе нагрева они превращаются в более прочный ковкий чугун.
Можно ли сваривать трубы из оцинкованного железа? – FastAdvices
Содержание
- 1 Можно ли сваривать трубы из оцинкованного железа?
- 2 Какая сварочная проволока лучше всего подходит для оцинкованной стали?
- 3 Тяжело ли сваривать оцинкованную сталь?
- 4 Можно ли сваривать оцинкованные трубы сварочным аппаратом MIG?
- 5 Как лучше всего сваривать оцинкованную сталь?
- 6 Легко ли сваривать оцинкованную сталь?
- 7 В чем опасность сварки оцинкованной стали?
- 8 Опасна ли сварка оцинкованной стали?
Можно ли сваривать трубы из оцинкованного железа?
Оцинкованная стальная труба может быть сварена с помощью традиционной электродуговой сварки. В механических свойствах сварки оцинкованных и неоцинкованных стальных труб нет большой разницы, если сварка выполнена правильно.
В механических свойствах сварки оцинкованных и неоцинкованных стальных труб нет большой разницы, если сварка выполнена правильно.
Что лучше всего подходит для сварки оцинкованной стали?
6011 Электрод. Электроды 6011 известны тем, что прожигают все на своем пути. Именно поэтому они хороши для сварки оцинкованной стали и считаются одними из лучших универсальных сварочных электродов.
Можно ли сваривать оцинкованную сталь?
Сварка оцинкованной стали может быть выполнена безопасно и эффективно, хотя необходимо принять важные меры. Для безопасной сварки оцинкованной стали необходимо прочитать и проанализировать коды безопасности, а также использовать надлежащие средства индивидуальной защиты для защиты сварщиков от таких опасностей, как токсичные пары.
Какую проволоку использовать для сварки оцинкованной стали?
Оцинкованную сталь можно сваривать порошковой проволокой. Однако цинковое покрытие выделяет чрезвычайно токсичные пары, которые необходимо удалять. Защитное снаряжение и надлежащая вентиляция необходимы для безопасной сварки оцинкованной стали. Как известно, сварка требует большого терпения и мастерства.
Защитное снаряжение и надлежащая вентиляция необходимы для безопасной сварки оцинкованной стали. Как известно, сварка требует большого терпения и мастерства.
Тяжело ли сваривать оцинкованную сталь?
Сварка оцинкованной стали может создавать проблемы, помимо риска для здоровья. Цинковое покрытие на оцинкованной стали может повредить сварной шов. Покрытие затрудняет проплавление и может привести к появлению включений и пористости сварного шва. Также часто встречается непровар на концах сварного шва.
Можно ли сваривать оцинкованные трубы сварочным аппаратом MIG?
Если вы планируете использовать сварку MIG или TIG, вам почти всегда придется шлифовать оцинкованный слой в месте сварки. Что касается метода сварки, после удаления цинкового покрытия и использования надлежащих методов безопасности вы можете сваривать оцинкованную сталь так же, как и обычную сталь.
Можно ли сваривать оцинкованные изделия палкой?
Единственным исключением может быть использование более глубокого стержня с электродной сваркой, которая проходит прямо через слой. Что касается метода сварки, после удаления цинкового покрытия и использования надлежащих методов безопасности вы можете сваривать оцинкованную сталь так же, как и обычную сталь.
Что касается метода сварки, после удаления цинкового покрытия и использования надлежащих методов безопасности вы можете сваривать оцинкованную сталь так же, как и обычную сталь.
Почему нельзя сваривать оцинкованную сталь?
При сварке оцинкованной стали цинковое покрытие легко испаряется. При этом образуются пары оксида цинка, которые смешиваются с воздухом. Этот газ может оказывать краткосрочное воздействие на ваше здоровье, которое также известно как «лихорадка металлического дыма». Сварщики могут испытывать гриппоподобные симптомы, когда вдыхают пары.
Как лучше всего сваривать оцинкованную сталь?
Для оцинкованной стали, пожалуй, лучше всего подойдет стандартный сварочный аппарат для дуговой сварки, поскольку дуговая сварка универсальна, а переменный ток позволяет создать хорошую дугу, способную быстро расплавить флюс. Дуговая сварка иногда создает флюс, поэтому, если возможно, вы можете работать на улице.
Легко ли сваривать оцинкованную сталь?
Сварка оцинкованной стали может создавать проблемы, помимо риска для здоровья. Цинковое покрытие на оцинкованной стали может повредить сварной шов. Покрытие затрудняет проплавление и может привести к появлению включений и пористости сварного шва.
Цинковое покрытие на оцинкованной стали может повредить сварной шов. Покрытие затрудняет проплавление и может привести к появлению включений и пористости сварного шва.
Как подготовить оцинкованную сталь к сварке?
Наилучший способ сварки оцинкованной стали, независимо от способа сварки, — это удаление цинкового покрытия с соединения. Это добавляет две операции: удаление покрытия и повторное распыление или покраску сварного шва после сварки для восстановления коррозионной стойкости.
Почему нельзя сваривать оцинкованную сталь?
Каковы опасности сварки оцинкованной стали?
Известно, что сварка оцинкованной стали вызывает лихорадку металлического дыма/отравление цинком. Когда сварщики слишком подвержены воздействию оксида цинка, может появиться отравление гальванопокрытием. Сильный нагрев при сварке оцинкованной стали может привести к образованию оксида цинка.
Для листов из низкоуглеродистой оцинкованной стали предпочтительны сварочные прутки J421/J422 или J423. Для листов из оцинкованной стали с уровнем прочности выше 500 МПа следует применять сварочные электроды Э5001, Э5003. Для оцинкованных стальных листов с прочностью более 600 МПа следует выбирать сварочные прутки марок Э6013, Э5503 и Э5513.
Для листов из оцинкованной стали с уровнем прочности выше 500 МПа следует применять сварочные электроды Э5001, Э5003. Для оцинкованных стальных листов с прочностью более 600 МПа следует выбирать сварочные прутки марок Э6013, Э5503 и Э5513.
Стандартный дуговой сварочный аппарат, несомненно, лучший способ сварки оцинкованной стали. Дуговая сварка — это универсальный метод, в котором используются переменные токи для создания высокотемпературной дуги, которая расплавляет ваш флюс. Если есть возможность, работайте на улице при использовании дуговой сварки. Иногда появляются брызги от распространения дуги.
Опасна ли сварка оцинкованной стали?
Оцинкованное покрытие также имеет небольшое содержание свинца. При сварке оцинкованной стали этот свинец испаряется и при смешивании с воздухом образует пары оксида свинца. Эти пары опасны и могут привести к долгосрочным проблемам со здоровьем, и их следует избегать любой ценой.
 youtube.com/embed/g30uszEfHoU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/g30uszEfHoU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Сварочная проволока для производства труб из углеродистой стали – Arad Branding
Мы должны использовать надлежащий метод сварки и проволоку для производства и производства труб из углеродистой или мягкой стали. Благодаря высокой твердости, прочности, износостойкости и антикоррозионным свойствам арматура из углеродистой стали широко применяется при изготовлении сварных труб. Сварные трубы из углеродистой стали широко используются в нефтяной и газовой промышленности.
Что вы читаете в этой статье:
- Производство труб из углеродистой стали
- Сварка труб из углеродистой стали
Источники питания постоянного тока — единственный тип, который можно использовать с электродами E6010. Они обладают отличной проникающей способностью и легко проникают в ржавчину, масло, краску и грязь. Корневые швы на трубе выполняются с помощью этих всепозиционных электродов, которые используются многими опытными сварщиками труб.
Корневые швы на трубе выполняются с помощью этих всепозиционных электродов, которые используются многими опытными сварщиками труб.
Сталь
При сварке толстых металлов, таких как низкоуглеродистая сталь, многие сварщики используют электроды E7018. Трубки из углеродистой стали, а также основные металлы из высокоуглеродистой, низколегированной или высокопрочной стали подходят для использования с электродами E7018, которые также обеспечивают очень прочные сварные швы и отличные ударные свойства (даже при использовании в холодную погоду). .
Газ CO2, который использовался для сварки труб из углеродистой стали в течение очень долгого времени и в настоящее время используется чаще, чем аргон, является одним из типов газа, который использовался в течение очень долгого времени.
Обратите внимание на тот факт, что в прошлом они успешно сварили сталь с различными несовместимыми металлами и материалами, что позволило им сегодня разработать множество различных процессов сварки, наиболее важным из которых является сварка стали электродами.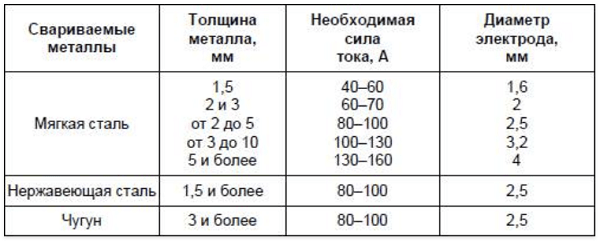
Процесс сварки стали в среде защитного газа (GMAW), также известный как MIG или дуговая сварка, следует использовать для создания прочного соединения между двумя отрезками трубы из углеродистой стали. Потому что процесс MIG или дуговой сварки также известен как «дуговая сварка». Газ аргон и электрод — две важные вещи, используемые в этом методе.
Этот процесс является основным процессом сварки, используемым в различных отраслях промышленности, таких как нефтегазовая, военная, морская и т. д., и имеет более высокую скорость, чем сварка TIG, но требует наименьшего уровня знаний и навыков. Газ аргон и электрод — две важные вещи, используемые в этом методе.
Прайс-лист на низкоуглеродистую сталь
Производство труб из углеродистой стали
Производство металлических труб, таких как трубы из низкоуглеродистой или углеродистой стали, очень распространено, и процесс производства основан на определенных методах. Весь процесс производства труб из углеродистой стали включает три этапа. Во-первых, необработанная сталь превращается в более пригодную для обработки форму. После этого труба формируется на непрерывной или полунепрерывной производственной линии.
Во-первых, необработанная сталь превращается в более пригодную для обработки форму. После этого труба формируется на непрерывной или полунепрерывной производственной линии.
Наконец, труба разрезается и модифицируется в соответствии с потребностями заказчика. Трубы из углеродистой стали могут быть изготовлены с использованием нескольких различных технологий, каждая из которых позволяет получать трубы с определенными свойствами. Эти свойства включают прочность, толщину стенки, коррозионную стойкость, а также пределы температуры и давления.
Например, трубы с одинаковой толщиной стенки, но изготовленные по разным технологиям, могут отличаться по прочности и диапазону давления. Производственные процессы включают бесшовные, сварные встык и спиральношовные трубы.
Бесшовные трубы изготавливаются путем прокалывания твердого, почти расплавленного стального стержня, называемого заготовкой, оправки, не имеющей ни труб, ни соединений.
Труба сварная встык изготавливается путем пропускания нагретой стальной пластины через формирователи, которые изгибают ее в полую круглую форму. Соединение или шов образуется путем принудительного прижатия двух концов панели друг к другу.
Соединение или шов образуется путем принудительного прижатия двух концов панели друг к другу.
Лист из нержавеющей стали, индекс
Наименее распространенным из трех методов является спирально-сварная труба. Спирально-сварные трубы изготавливаются путем скручивания полос металла в виде спирали, похожей на палочку парикмахера, а затем сварки краев вместе, образуя шов. Этот тип трубок ограничен системами трубопроводов низкого давления из-за его тонкой толщины стенки.
Каждый из трех процессов производства труб имеет свои преимущества и недостатки. Например, сварная встык труба формируется из плоских изделий, имеющих одинаковую толщину стенки и перед формовкой и сваркой может быть проверена на наличие дефектов. Этот метод строительства особенно полезен, когда требуются тонкие стены и большие длины.
Однако из-за сварных швов всегда существует вероятность того, что дефекты не пройдут многочисленные проверки качества в процессе производства.
Толстые стенки обычно делают бесшовными. Однако для многих применений труб низкого давления непрерывный процесс сварки является наиболее экономичным.
Однако для многих применений труб низкого давления непрерывный процесс сварки является наиболее экономичным.
Плоский стальной прокат
Сварка труб из углеродистой стали
Процесс сварки металлических труб, например, из низкоуглеродистой или углеродистой стали, очень сложен, и в большинстве случаев его трудно выполнить без образования трещин. Существуют различные виды фитингов, которые можно приваривать к различным видам труб, и одним из них являются сварные стальные фитинги.
Способность этих соединений реверсировать поток жидкости к другим ответвлениям является наиболее важным аспектом их конструкции.
Кроме того, промышленные фитинги уменьшают общий размер труб и облегчают процесс прокладки трубопроводов за счет соединения с другими частями оборудования.
Из-за высокого уровня твердости, прочности, износостойкости и антикоррозионных свойств углеродистая сталь часто используется для производства сварных труб. Сварные трубы из углеродистой стали часто используются в следующих сферах деятельности и применениях:
- Применение для нефти и газа
- Котлы
- Трубки конденсатора
- Применение
- Химическое производство
- Транспорта
- Применение в конструкции
- . вам следует использовать один из стержней с целлюлозным покрытием для сварки листов и труб из мягкой стали, таких как 6010 или 11, и вы должны иметь запатентованный 5P для корневого шва. Вы должны быть в состоянии сделать замочную скважину вокруг трубы так, чтобы у вас получился плоский буртик внутри, если вы все сделаете правильно.
Удалите все загрязнения из корневого прохода, затем используйте стержень с низким содержанием водорода с покрытием, богатым известью, например 7018, чтобы заполнить оставшееся пространство.
Условия окружающей среды (такие как внешнее и внутреннее давление, температура и влажность), в которой будет использоваться труба, должны учитываться при выборе соответствующего сварочного электрода.
Это также зависит от материала (газ, сжиженный нефтяной газ, вода и т. д.), который будет транспортироваться по трубам. После принятия во внимание вышеупомянутых соображений можно сваривать трубы из углеродистой стали, используя 6011, 6013, 7018, 7018-1, 7018-А1 или даже 8018.
Насколько полезен был этот пост?
Нажмите на звездочку, чтобы оценить!
Средняя оценка 5 / 5. Всего голосов: 1
Голосов пока нет! Будьте первым, кто оценит этот пост.
Сварочные электроды — Сварочные материалы
- Домашняя страница
- Сварочные материалы
- Сварочные электроды
КАТЕГОРИИ
- Сварочные электроды
- Рутиловые и основные электроды
- Целлюлозные электроды
- Низкое легирование и сопротивление ползучести
- Алюминиевые сплавы
- Чугунные электроды
- Никелевые сплавы
- Медные сплавы
- Электроды для наплавки
- Электроды для резки и строжки
- TIG-провода
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Проволока MIG/MAG
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Порошковая проволока
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Наплавка
- Subarc Wires & Fluss
- Нелегированные и низколегированные стали
- Нержавеющая сталь
- Наплавка
- Продукты для наплавки
- Сварочные электроды
- TIG-провода
- Проволока для сварки МИГ/МАГ
- Порошковая проволока
- Проволока и флюсы Subarc
- Продукты для пайки
- Медно-цинковые сплавы
- Медно-фосфорные сплавы
- Серебряные сплавы
- Алюминиевые сплавы
- Флюсы
ПРОДУКТ
СТАНДАРТ
ПРИМЕНЕНИЕ
СРАВНИВАТЬ
AWS/ASME SFA — 5.
1E6013
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 11
Особенно подходит для сварки листов толщиной менее 5 мм, оцинкованных листов и труб, грунтованных, окрашенных и слегка ржавых сталей, а также в производстве. резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее восполнение пробелов. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие, слегка вогнутые и сливаются с основным металлом без подрезов. Шлак самовыделяющийся. 
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E6012
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 110005
Особенно подходящие для свадьба. 5 мм, оцинкованные листы и трубы, окрашенные грунтовкой, окрашенные и слегка ржавые стали, а также в производстве резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее перекрытие зазоров даже при широком раскрытии корней. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие и сливаются с основным металлом без подрезов.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E6013
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
Подходит для соединения и ремонта. металлоконструкции, железоделательные работы, кованые изделия, сельскохозяйственные машины, котлы, шасси транспортных средств. Используется во всех положениях, кроме вертикального вниз. Особенно подходит для сварки горизонтальных галтелей. Очень гладкий внешний вид сварочного валика, легкое зажигание и повторное зажигание дуги, тихая и стабильная дуга с мелкокапельным переносом металла. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Шлак полностью самовыделяется.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E7014
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
Предпочтительно. металл и декоративное железо работают на плохо подогнанных соединениях. Благодаря добавлению железного порошка в покрытие особенно подходит для сварки горизонтальных угловых канавок с высокой скоростью. Подходит для сварки во всех положениях, кроме вертикального. Высокая пропускная способность по току, низкое разбрызгивание. Достаточно стабильные характеристики дуги с мелким и быстрым переносом капель металла. Очень легкое зажигание и повторное зажигание дуги. Очень гладкие сварные швы, плавно переходящие в основной металл, без подрезов. Шлак полностью самовыделяется. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E6027
EN ISO 2560 — A
E 38 2 RA 73
TS EN ISO 2560 — A
E 38 2 RA 73
Acid -Rutile Coated Coped, Высокий эффективный электрод электрод электрод. с металлом шва около 165 %. Специально разработан для сварки галтелей и узких угловых канавок. Обеспечивает полное сплавление корней и равнополочные угловые швы. Подходит для сварки оцинкованных, окрашенных грунтовкой и слегка ржавых деталей. Благодаря низкому содержанию кремния (Si) наплавленный металл также подходит для последующего цинкования, эмали и резинового покрытия после сварки. Обеспечивает очень гладкие сварные швы без подрезов. Шлак легко отделяется даже от узких углов. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E6013
EN ISO 2560 — A
E 38 A RR 12
TS EN ISO 2560 — A
E 38 A RR 12
The Rutile The Heavy Coated Electrode, который особенно является особенно электрод, который особенно является, особенно является особенно электродом RR. используется при изготовлении и ремонте сварных швов ванны расплавленного цинка из армко-железа и сталей с очень низким содержанием углерода. Наплавленный металл обеспечивает высокую трещиностойкость от воздействия расплавленного цинка. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E6013
EN ISO 2560 — A
E 38 2 RB 12
TS EN ISO 2560 — A
E 38 2 RB 12
Rutile -Basic Type Coated Electrod подходит для сварки корневых швов и позиционной сварки при изготовлении труб, котлов и резервуаров. Также подходит для наплавки подкладочных валиков при дуговой сварке под флюсом. Благодаря низкому содержанию кремния наплавленный металл пригоден для последующего цинкования и эмалирования.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E7016
EN ISO 2560 — A
E 42 3 B 32 H20
TS EN ISO 2560 — A
E 42 3 B 32 H20
Подходит для ремонта на сложной сварке на сложной сварке на сложной сварке на сложной для ремонта на сложной сварке на сложной на ремонт на сложной сварке на сложной для ремонта. для сварки сталей и ремонтной сварки стали неизвестного состава. Основной электрод с толстым покрытием обеспечивает сварной шов с высокой прочностью на растяжение и превосходными значениями ударной вязкости, что делает этот электрод подходящим для сварки ограниченных элементов конструкции и больших поперечных сечений сварного шва. Также предпочтителен для нанесения буферного слоя на стали перед наплавкой и для сварки чугуна с высоким предварительным подогревом.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E7016 H8
EN ISO 2560 — A
E 42 4 B 12 h20
TS EN ISO 2560 — A
E 42 4 B 12 h20
Multi-purpose electrode for монтажные работы, мастерская и ремонтная сварка. В частности, используется для ремонтной сварки стрел землеройной техники и одобрен для сварки стыков рельсов. Подходит для корневых проходов, а также для позиционной сварки. Гладкие и чистые сварные швы, сливающиеся с основным металлом без подрезов. Хорошие свойства перекрытия зазоров. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
1E7016 H8
EN ISO 2560 — A
E 38 2 B 12 H20
TS EN ISO 2560 — A
E 38 2 B 12 H20
ИСПОЛЬЗОВАНИ сварка динамически нагруженных металлоконструкций, машин и сельскохозяйственного оборудования, ремонтная и ремонтная сварка. Гладкие и чистые сварные швы, плавно переходящие в основной металл без подрезов. Отличные свойства перекрытия зазоров. Двойное покрытие этого электрода обеспечивает стабильную, концентрированную и направленную дугу, поэтому он идеально подходит для корневого прохода и позиционной сварки, а также подходит для сварки переменным током. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
122 продукта найдено
Продуктов на странице:
1020304050100
СРАВНИВАТЬ
Полное руководство по электродам
Сварка электродом (SMAW) широко считается самым простым процессом дуговой сварки.
Проще говоря, стержневой электрод используется для создания электрической дуги, которая соединяется с поверхностью обрабатываемого металла.Для достижения наилучших результатов важно выбрать правильный сварочный пруток (электрод) для вашего проекта. Вот почему Форни здесь с вашим подробным руководством по электродам .
МЯГКАЯ СТАЛЬСтержни из мягкой стали 6010 являются универсальными электродами, используемыми во всех положениях и обеспечивающими глубокое проникновение для углеродистой и оцинкованной стали. Стержень 6010 предназначен для использования со сварочным аппаратом постоянного тока и работает на DCEP (обратная полярность).
Этот стержень идеально подходит для сварки легких и средних загрязнений, ржавчины или краски. Диапазон силы тока: 35-125. Предлагаемые диаметры: 1/8″
СОВЕТ ЭКСПЕРТА:
Хотя этот стержень можно использовать для более грязных материалов, качество и прочность сварного шва значительно улучшаются после небольшой подготовительной работы по очистке материала перед сваркой.
Электроды 6011 представляют собой стержни из низкоуглеродистой стали с возможностью установки во всех положениях с высокой силой дуги для глубокого проплавления. Они быстро замерзают и быстро затвердевают, что облегчает сварку в вертикальном и потолочном положениях. Они также производят легкий шлак для быстрой и легкой очистки. Работает на переменном или постоянном обратном токе.
Эти электроды отлично подходят для ржавой стали из-за высокой силы дуги. Они отлично подходят для широкого спектра применений, включая простые или оцинкованные резервуары, ремонт стального литья, детали машин, строительство, напорные трубы и многое другое.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Стержень 6011 очень похож на 6010, за исключением того, что он может работать на переменном токе и его удобнее использовать для потолочной сварки.
Стержень общего назначения из низкоуглеродистой стали. Этот электрод плавно осаждается со средним и неглубоким проникновением.
Образует шлак от среднего до тяжелого, который легко удаляется. Работает от полярности переменного или постоянного тока.Эти электроды отлично подходят для плохого прилегания к суставу. Небольшие диаметры хорошо приспособлены к низким температурам на тонких металлах. Они отлично подходят для всех типов изготовления и ремонта мягкой стали, где важны простота эксплуатации и хороший внешний вид.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Удилище 6013 идеально подходит для начинающих. Мы считаем, что это лучший стержневой электрод для тонких материалов .
Стержень из железного порошка, всепозиционный, с гладкими характеристиками дуги, хорошей стабильностью дуги и малым разбрызгиванием. Хорошо подходит для получения среднего и низкого проникновения. Работает от полярности переменного или постоянного тока.
Этот стержень прост в использовании и подходит для всех типов изготовления мягкой стали. Он особенно эффективен на листовом металле, декоративных металлических изделиях и плохо подогнанных соединениях.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Удилище 7014 также является отличным удилищем для начинающих. Это очень снисходительно, когда речь идет о длине дуги, а это означает, что если вы приблизите стержень к основному металлу, дуга не погаснет.
Низководородный, всепозиционный стержень, позволяющий получать высококачественные рентгеновские сварные швы. Поскольку эти стержни содержат мало водорода, они обеспечивают высокую прочность и ударную вязкость без растрескивания центра сварного шва. Работает от переменного или постоянного тока обратной полярности.
Отлично подходит для сварки закаливаемых сталей без предварительного подогрева и холоднокатаных сталей с чрезмерной пористостью при сварке обычными прутьями.
СОВЕТ EXPERT-TECH PRO:
7018 стержень обычно используется в качестве крышки при многопроходных сварных швах. При хорошей технике получается очень эстетичный шов.
7018 ACНизководородный, высокопрочный, всепозиционный стержень, предназначенный для использования на сварочных аппаратах переменного тока.
Эти стержни облегчают зажигание дуги и работают более плавно, чем обычные стержни 7018, которые обычно плохо работают на старых машинах на 180 и 225 ампер. Работает от переменного или постоянного тока обратной полярности.Отлично подходит для сварки закаливаемых сталей без предварительного подогрева и холоднокатаных сталей с чрезмерной пористостью при сварке обычными прутьями.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Это то же самое, что и обычное удилище 7018, за исключением того, что оно специально предназначено для работы на переменном токе.
НЕРЖАВЕЮЩАЯ СТАЛЬ Easy All-SteelВысокопрочный универсальный стальной электрод, уникальный и превосходный для сварки всех типов стали с замечательной прочностью и удлинением. Этот стержень наносит валики без образования трещин даже на высоколегированную сталь, высокоуглеродистую сталь, марганцевую сталь, нержавеющую сталь и разнородную сталь.
Работает от полярности переменного или постоянного тока, но рекомендуется постоянный ток (+).Эти электроды можно использовать на рычагах, лопастях асфальтосмесителей, шнеках, осях, стержнях, подшипниках, лопастях, зубьях кронштейнов, бамперах, цепях, долотах, конвейерах, крановых стрелах, разнородных сталях, бурах, линиях вилочных погрузчиков, бункерах, рабочих колесах, рычаги, косилки, рельсы, валы, снег, пружины, стальные корпуса и корпуса, инструменты, колеса и многое другое!
ЧУГУН NomacastЭлектрод из сплава чугуна, разработанный специально для грязного и промасленного чугуна в дополнение к чугуну, пораженному головкой. Идеальное сочетание цвета с серым чугуном. Необрабатываемый. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Стержни Nomacast можно использовать на рычагах, корпусах и корпусах, чугунных сельскохозяйственных орудиях, снегоочистителях, головках цилиндров, блоках двигателей, выхлопных коллекторах, маховиках, шестернях, рычагах, основаниях машин, ковком чугуне, механите, пресс-формах, косилках, декоративном железе.
SUPER NI-CAST 99 работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!Непроводящий чугунный электрод с флюсовым покрытием. Электрод высочайшего качества для сварки чугуна всех марок. Соединение отливки со сталью не требует предварительного нагрева. Флюсовое покрытие полностью исключает боковое искрение. Это наиболее поддающиеся механической обработке чугунные электроды. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Эти стержни можно использовать на рычагах, корпусах и корпусах, чугунных сельскохозяйственных орудиях, снегоочистителях, головках цилиндров, блоках двигателей, выхлопных коллекторах, маховиках, шестернях, рычагах, основаниях машин, ковком чугуне, механите, пресс-формах, косилках, декоративном железе. работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
SUPER CAST 55Универсальный чугунный электрод. Лучший выбор для легированного чугуна.
Механитовый шаровидный ковкий чугун, отлично подходит для соединения чугуна со сталью. Высокая обрабатываемость. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).Эти стержни можно использовать на рычагах, корпусах и корпусах, чугунных сельскохозяйственных орудиях, снегоочистителях, головках цилиндров, блоках двигателей, выхлопных коллекторах, маховиках, шестернях, рычагах, основаниях машин, ковком чугуне, механите, пресс-формах, косилках, декоративном железе. работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
ТВЕРДАЯ ПОВЕРХНОСТЬ SUPERCOTEЭлектроды Supercote представляют собой недорогие, всепозиционные электроды с твердым покрытием. Он обеспечивает плавную дугу для легкого применения. Шлак легко удаляется. Работает от переменного или постоянного тока обратной полярности.
Эти стержни используются для наращивания или покрытия участков, чтобы противостоять истиранию и обеспечить низкую защиту от ударов.
SUPERWEAR Может также работать с цилиндрическими стержнями, тяговыми штангами, шнеками и т. д.Стержни Superwear — это универсальные электроды для твердосплавной наплавки. Они обладают превосходной ударопрочностью и стойкостью к истиранию. Более того, чрезвычайно высокая скорость наплавки продлевает срок службы новых и изношенных деталей. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Эти электроды можно использовать на шнеках, лопастях, ковшах и кромках, желобах цементовозов, футеровке бетоносмесителя, конусах, футеровке конуса, конвейерах, дробленых подбарабаньях, штифтах и звеньях драглайна, концевых наконечниках, звездочках питателя, трубах для промывки гравия, молотках , бункеры, рабочие колеса, щеки, воздушные кольца насосов, экраны, зубья и многое другое.
МЕТАЛЛООБРАБОТКА SUPERBLASTЭлектрод для металлообработки без воздуха или газа.
Отлично подходит для удобной и экономичной обработки канавок, снятия фасок и строжки без специального оборудования. Этот электрод может заменить газовый резак. Работает от переменного или постоянного (-) тока.Области применения включают резку чугуна и нарезку канавок, общую резку, строжку, прокалывание, удаление болтов/засоров плуга, резку листового металла и изготовление.
ЛЕГКИЕ МЕТАЛЛЫ АЛЮМИНИЕВЫЙ ДУГОВОЙ ПРОВОД 43Стержень с уникальным флюсом, который одновременно служит покрытым флюсом припоем с непревзойденной стабильностью дуги. Для высокопрочного соединения всех типов алюминия. Отлично подходит для сварки во всех положениях и обеспечивает превосходные сварные швы. Работает от постоянного (+) тока.
Область применения включает алюминиевые блоки и корпуса, ремонт алюминия, алюминиевые баки, оборудование столовой, корпуса, головки цилиндров, миксеры, лопасти, трубопроводы, элементы конструкции, кузова грузовиков и прицепов и многое другое.
В КУПИТЬ
Электроды для дуговой сварки | Присадочные металлы
Велдуэлл Ph58A
- КАК/НЗС : 4855Б Э4313А
- АВС А5.1 : E6013
ПРИМЕНЕНИЕ
Оцинкованная сталь, трубы, общий ремонт, сварка низкоуглеродистой стали в неконструкционных применениях, прицепы, стальная мебель, бункеры, трубчатые профили, полосаВелдуэлл Ph38
- КАК/НЗС : 4855Б Э4313А
- АВС А5.1 : E6013
ПРИМЕНЕНИЕ
Общий ремонт, Сварка низкоуглеродистой стали в неконструкционных применениях, Прицепы, Стальная мебель, Бункеры, Трубы, Трубчатые профили, Плоский стерженьВелдуэлл PH68
- КАК/НЗС : 4855Б Э4313А
- АВС А5. 1 : E6013
ПРИМЕНЕНИЕ
Кованое железо, прицепы, стальная мебель, конструкционная сталь общего назначения, оцинкованные ворота и заборыВелдуэлл PH7024
- КАК/НЗС : 4855Б Э4924А
- АВС А5.1 : E7024
ПРИМЕНЕНИЕ
Судостроение, мостовые балки, ковши, рамы дробилокВелдуэлл Ph41A
- КАК/НЗС : 4855Б Э4311А
- АВС А5.1 : E6011
ПРИМЕНЕНИЕ
Сварка труб, изготовление на месте, техническое обслуживание, общее производствоХобаллой 11018M НОВЫЙ
- AS/NZS 4857 : B-E7618-N4M2 A U H5
- AWS A5.5 : E11018M h5R
ПРИМЕНЕНИЯ
Военные применения, низколегированные сталиВелдуэлл PH56S
- КАК/НЗС : 4855Б Э4916АУ Х5
- AWS A5.1 : E7016 H8
ПРИМЕНЕНИЕ
Нефть и газ, сварка труб, строительство металлоконструкций, морские работы, где нелегирование запрещено, горнодобывающее оборудование, тяжелые шлифовальные машины и ремонт и техническое обслуживание землеройных машинВелдуэлл Ph26TC
- КАК/НЗС : 4855Б Э4916АУ х20
- AWS A5. 1 : E7016 H8
ПРИМЕНЕНИЕ
Применение при отрицательных температурах, конструкционная сталь, односторонние сварные соединения, сварка труб, техническое обслуживание, соединения с высокой степенью жесткости, буферный слой перед наплавкой твердым сплавомВелдуэлл PH77
- КАК/НЗС : 4855Б Э4918-1АУ Х5
- AWS A5.1 : E7018-1 H8
ПРИМЕНЕНИЕ
Турбины, ремонт и техническое обслуживание, сосуды под давлением, тяжелые балки, землеройные установкиМорилка 316L-16 НОВЫЙ
- КАК/НЗС : 4854-Б — Э316Л-16
- АВС : A5.4: E316L-16
ПРИМЕНЕНИЕ
Для наиболее распространенных нержавеющих сплавов серии 300, подходит для ферромагнитных сплавов 409, 444 и 3CR12Стейнкорд 309Mo-16 НОВЫЙ
- КАК/НЗС : 4854-Б — Э309ЛМо-16
- AWS : A5.4: E309LMo-16
ПРИМЕНЕНИЕ
Мягкие / низколегированные стали, сплавы типа AISI 309Стейнкорд 309L
- КАК/НЗС : 854-Б — ЭС309Л-16
- АВС : A5.
 вам следует использовать один из стержней с целлюлозным покрытием для сварки листов и труб из мягкой стали, таких как 6010 или 11, и вы должны иметь запатентованный 5P для корневого шва. Вы должны быть в состоянии сделать замочную скважину вокруг трубы так, чтобы у вас получился плоский буртик внутри, если вы все сделаете правильно.
вам следует использовать один из стержней с целлюлозным покрытием для сварки листов и труб из мягкой стали, таких как 6010 или 11, и вы должны иметь запатентованный 5P для корневого шва. Вы должны быть в состоянии сделать замочную скважину вокруг трубы так, чтобы у вас получился плоский буртик внутри, если вы все сделаете правильно.
 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 Проще говоря, стержневой электрод используется для создания электрической дуги, которая соединяется с поверхностью обрабатываемого металла.
Проще говоря, стержневой электрод используется для создания электрической дуги, которая соединяется с поверхностью обрабатываемого металла. Электроды
Электроды  Образует шлак от среднего до тяжелого, который легко удаляется. Работает от полярности переменного или постоянного тока.
Образует шлак от среднего до тяжелого, который легко удаляется. Работает от полярности переменного или постоянного тока.
 Эти стержни облегчают зажигание дуги и работают более плавно, чем обычные стержни 7018, которые обычно плохо работают на старых машинах на 180 и 225 ампер. Работает от переменного или постоянного тока обратной полярности.
Эти стержни облегчают зажигание дуги и работают более плавно, чем обычные стержни 7018, которые обычно плохо работают на старых машинах на 180 и 225 ампер. Работает от переменного или постоянного тока обратной полярности.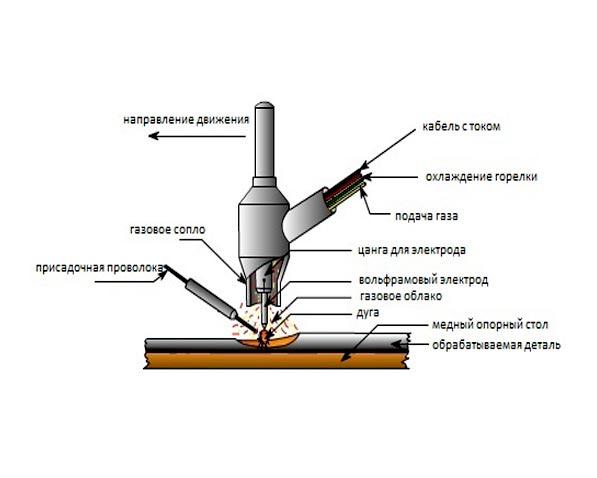 Работает от полярности переменного или постоянного тока, но рекомендуется постоянный ток (+).
Работает от полярности переменного или постоянного тока, но рекомендуется постоянный ток (+). работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
работы, шкивы, насосы, клапаны, гидродомкраты и многое другое! Механитовый шаровидный ковкий чугун, отлично подходит для соединения чугуна со сталью. Высокая обрабатываемость. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Механитовый шаровидный ковкий чугун, отлично подходит для соединения чугуна со сталью. Высокая обрабатываемость. Работает от переменного или постоянного тока, но рекомендуется постоянный (+). Может также работать с цилиндрическими стержнями, тяговыми штангами, шнеками и т. д.
Может также работать с цилиндрическими стержнями, тяговыми штангами, шнеками и т. д. Отлично подходит для удобной и экономичной обработки канавок, снятия фасок и строжки без специального оборудования. Этот электрод может заменить газовый резак. Работает от переменного или постоянного (-) тока.
Отлично подходит для удобной и экономичной обработки канавок, снятия фасок и строжки без специального оборудования. Этот электрод может заменить газовый резак. Работает от переменного или постоянного (-) тока.
 1 : E6013
1 : E6013 1 : E7016 H8
1 : E7016 H8