Характеристики сварной дуги – Осварке.Нет
Вольт-амперная характеристика сварной дуги
Под понятием вольт-амперной характеристика понимают зависимость напряжения дуги от силы сварочного тока при одинаковой длине дуги.
Существует три вида вольт-амперной характеристики сварной дуги:
- падающая — повышения силы сварочного тока на источнике питания понижает напряжение на дуги;
- жесткая — изменение силы тока не влияет на напряжение дуги;
- растущая — рост силы тока приводит к росту напряжения.
Для MMA сварки используется оборудование с падающей характеристикой, которая переходит к жесткой при повышении силы тока. Для механизированной сварки используется жесткая характеристика с переходом к растущей. Напряжение дуги зависит от длины дуги при одинаковой силе тока.
Температура дуги и тепловая мощность
Сварочная дуга является очень мощным источником тепловой энергии.
Q=0,24×Iсв×Uд
где Q — тепловая мощность, кал/с; 0,24 — коэффициент перевода электрических единиц в тепловые.
Тепло которое передается от дуги к сварному изделию называют эффективной тепловой мощностью, которая рассчитывается по формуле:
qеф=0,24×Iсв×Uд×ηе
ηе — эффективный коэффициент полезного действия нагревания изделия дугой.
Погонная энергия сварочной дуги
Погонная энергия сварочной дуги означает количество тепла которое переноситься дугой в изделие на единицу длины шва. Погонная энергия зависит не только от тепловой мощности дуги, а и от скорости сварки. Увеличение скорости сварки снижает погонную энергию.
Таким образом можно сделать вывод, что степень нагревания сварочного соединения зависит от погонной энергии.
Дуга сварочная характеристика — Энциклопедия по машиностроению XXL
Защита зоны дуги сварочной ванны в полуавтоматах для дуговой сварки (наплавки) в среде защитных газов плавящимся электродом осуществляется активными или инертными газами, а также их смесями [27, 29]. Полуавтоматы этой фуппы надежны в работе, просты в обслуживании, позволяют выполнять сварку в любых пространственных положениях изделия и наблюдать за дугой, имеют сравнительно невысокую стоимость. Техническая характеристика рассматриваемых полуавтоматов и серийно изготовляемого полуавтомата ПДИ-304 для импульсно-дуговой сварки приведена в табл. 1.14.Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику.
 Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы
[c.137]
Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы
[c.137]В качестве источников сварочного тока можно применять сварочные трансформаторы, механические преобразователи тока, полупроводниковые выпрямители и сварочные агрегаты с двигателями внутреннего сгорания. Отличительной особенностью источников сварочного тока является крутопадающая характеристика, т. е. способность ограничивать величину сварочного тока до безопасного для источника тока значения при коротком замыкании сварочной дуги. Сварочные трансформаторы дают переменный ток частотой 50 Гц, остальные источники — постоянный ток. [c.253]
Во второй области П увеличение тока не вызывает изменения напряжения дуги. Статическая характеристика сварочной дуги на этом участке называется жесткой. Постоянная величина напряжения на участке жесткой
[c.13]
Постоянная величина напряжения на участке жесткой
[c.13]
В третьей области (III) с увеличением сварочного тока возрастает напряжение дуги /д. Характеристика называется возрастающей, так как плотность тока на электроде увеличивается без увеличения катодного пятна, при этом сопротивление столба дуги возрастает, а его электропроводность понижается. Приведенные на рис. 5 участки 1, 2, 3 относятся к статическим характеристикам дуг, применяемых при различных способах сварки.
Плавление электрода. Плавление электрода происходит главным образом за счет тепловой энергии дуги. Основной характеристикой плавления электрода являются линейная или массовая скорости плавления, измеряемые длиной или массой расплавленного электрода (проволоки) в единицу времени. Скорость плавления зависит от состава сварочной проволоки, покрытия, флюса, защитного газа, режима сварки, плотности и полярности тока, вылета электрода и ряда других факторов. Но и для одних и тех же условий сварки скорость плавления электрода не остается постоянной, а может постепенно изменяться. Поэтому на практике используют в качестве характеристики среднюю скорость плавления электрода, которая обычно определяется за некоторый произвольный, но значительно превосходящий длительность периода капельного перехода промежуток времени.
[c.68]
Поэтому на практике используют в качестве характеристики среднюю скорость плавления электрода, которая обычно определяется за некоторый произвольный, но значительно превосходящий длительность периода капельного перехода промежуток времени.
[c.68]
Физические явления, происходящие в сварочной дуге, в основном освещены в гл. П. Установлено, что напряжение дуги при неизменном токе зависит от расстояния между электродами и имеет линейный характер (см. рис. 2-1). Напряжение дуги зависит также от величины сварочного тока 1 — Эту зависимость при постоянной длине дуги принято называть вольт-амперной характеристикой дуги (см. рис.2-3). Различают три участка кривой крутопадающий, горизонтальный и возрастающий. Практическое значение имеют режимы горения дуги, соответствующие последним двум участкам. Режимы горения, соответствующие первому участку, относительно неустойчивы и поэтому трудно осуществимы при безопасных для работы напряжениях источников питания.
 С увеличением длины дуги расположение характеристики изменяется (рис. 8-6, кривые 5 и 6). Приведенная зависимость справедлива для сварки неплавящимся и плавящимся электродами. Однако в связи с тем, что в последнем случае металл попадает в ванну в виде отдельных капель, длина дуги непрерывно меняется, что вызывает колебания ее тока и напряжения.
С увеличением длины дуги расположение характеристики изменяется (рис. 8-6, кривые 5 и 6). Приведенная зависимость справедлива для сварки неплавящимся и плавящимся электродами. Однако в связи с тем, что в последнем случае металл попадает в ванну в виде отдельных капель, длина дуги непрерывно меняется, что вызывает колебания ее тока и напряжения.
Для регулирования процесса сварки используется микрокомпьютер, поэтому сварочный агрегат обладает высокими сварочными характеристиками. Особыми его отличиями являются быстрое зажигание, низкое разбрызгивание и надежная стабильность дуги. Сравнительная средняя продолжительность зажигания дуги для данного аппарата и обычного полуавтомата с выпрямителем приведена на рис. 4.140. Продолжительность зажигания — это промежуток времени от момента прикасания электрода к детали до момента достижения стабильного процесса сварки. [c.269]
ЛЫ сварочного тока. Зависимость напряжения от силы тока при разной длине дуги в случае ручной дуговой сварки показана на фиг.
И устойчивом горении дуги ее характеристика смещается с положения И и занимает положение III, а напряжение возрастает до значения, указанного точкой t . Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания (точка 4) не должен превышать сварочный ток (точка 5) более чем в 1,5 раза / [c.18]
Питание дуги сварочным током может производиться от обычных генераторов с падающей характеристикой, предназначенных для ручной дуговой сварки или сварки под флюсом. Однако более высокую устойчивость процесса сварки, особенно при малых токах, обеспечивают генераторы с жесткой характеристикой. Поэтому при сварке тонколистовых сталей предпочтительнее применение генераторов с жесткой внешней характеристикой.
Зависимость между напряжением и током в сварочной дуге выражается характеристикой дуги. Для устойчивого горения дуги требуется, чтобы ее характеристика пересекалась с характеристикой генератора. На рис. 23, г показана диаграмма с наложенными друг на друга характеристиками машины и дуги. 58 [c.58]
При питании сварочного поста от источника тока с жесткой или возрастающей внешней характеристикой сварочная дуга возбуждается легче, что имеет большое значение в случае сварки на малых токах. Сварочная дуга при полуавтоматической или автоматической сварке обладает свойством саморегулирования. Оно заключается в том, что если по каким-либо причинам уменьшится длина дуги, то увеличится сварочный . ток (отрезок Сг Сь на фиг. 11) и соответственно увеличится скорость плавления электродной проволоки. Но так как скорость подачи проволоки при сварке на определенном режиме всегда постоянна и с увеличением тока конец электрода начинает быстрее оплавляться, длина дуги через какой-то промежуток времени увеличится и примет свою первоначальную величину.
В установившемся (статическом) режиме устойчивость горения дуги определяется видом и соответствием статических характеристик источника питания и сварочной дуги. Статическая характеристика дуги (см. [c.13]
Сварочные генераторы и трансформаторы должны обладать хорошими динамическими свойствами, т. е. мгновенно реагировать на изменение вольт-амперной характеристики сварочной дуги. Падающая характеристика в сварочных генераторах обеспечивается воздействием магнитного поля якоря на магнитное поле полюсов генератора, а в сварочных трансформаторах — последовательным включением индуктивного сопротивления — дросселя (рис.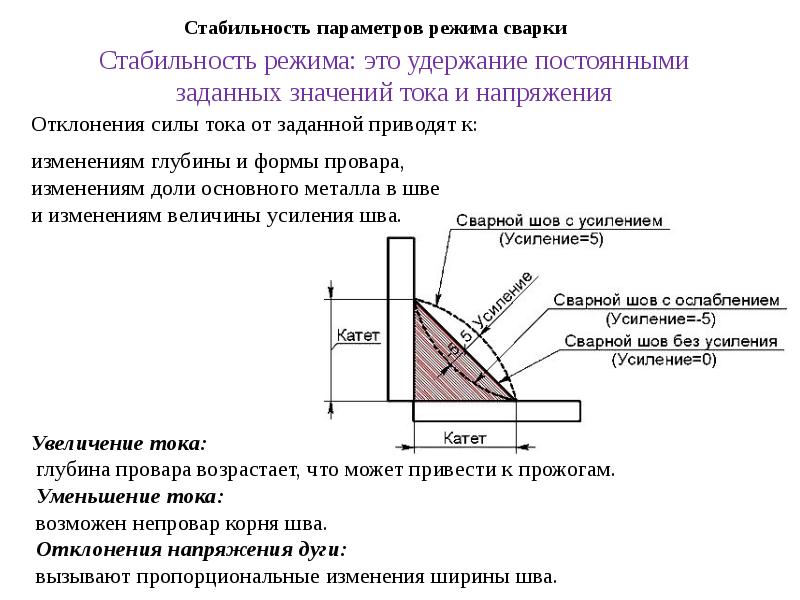 156, а).
[c.263]
156, а).
[c.263]
Зависимость напряжения дуги от тока в сварочной цепи при условии постоянной длины дуги называют статической вольт-амперной характеристикой дуги. Такая характеристика представлена на рис. 2.3. [c.27]
Требования к статической устойчивости системы источник питания — сварочная дуга. Зависимость между напряжением дуги [/j,, необходимым для поддержания устойчивого горения дуги, и током дуги /д называется статической вольт-амперной характеристикой дуги. [c.124]
| Таблица 2i. Характеристики наиболее распространенных типов сварочных преобразователен для питания дуги постоянным током |
 [c.188]
[c.188]Вольт-амперной характеристикой ВАХ дуги называется заг симость напряжения дуги от сварочного тока (рис. 28). ВАХ име [c.56]
Тепловая мощность дуги. Основной характеристикой хварочной дуги как источника энергии для сварки является эффективная тепловая мощность Эффективная тепловая мощность источника сварочного нагрева — это количество теплоты, введенное в металл за единицу времени и затраченное на его нагрев. Эффективная тепловая мощность является частью общей тепловой мощности дуги д, так как некоторое количество тепла дуги непроизводительно расходуется на теплоотвод в металле, излучение, нагрев капель при разбрызгивании. [c.11]
Генератор с независимой о б о т и о н в о а б у ж д е-н и я и размагничивающем последовательной обмоткой (рис. 18, а). Независимая обмотка /, питающаяся от сети переменного тока через селеновый выпрямитель, создает магннт1 ый поток, индуктирующий на щетках генератора напряжение, необходимое для возбуждения дуги. Падающую характеристику создает размагничивающая обмотка 2, поток которой направлен встречно потоку обмотки 1. Регулирование сварочного тока производится переключением числа витков последовательной обмотки клемма а — диапазон больших токов, клемма б — диапазон малых токов. В пределах каждого диапазона сварочным ток плавно регулируется реостатом Я.
[c.73]
Падающую характеристику создает размагничивающая обмотка 2, поток которой направлен встречно потоку обмотки 1. Регулирование сварочного тока производится переключением числа витков последовательной обмотки клемма а — диапазон больших токов, клемма б — диапазон малых токов. В пределах каждого диапазона сварочным ток плавно регулируется реостатом Я.
[c.73]
МС-160, с помощью которого через винтовую пару и цангодержатель неп.чавящийся электрод может перемещаться по вертикальной оси в небольших пределах, стабилизируя напряжение дуги. Сварочные горелки, двигаясь по изделию, перемещают ползуны, предназначенные для газовой защиты зоны дуги. Ползуны представляют собой гибкое соединение отдельных секций и могут принимать конфигурацию стыка свариваемых деталей. Контроль за перемещением сварочной горелки по стыку осуществляется угольным датчиком, выход которого подключен к системе управления СУ-132 или аналогичного типа. Техническая характеристика автомата АД-143 приведена в табл. 21,
[c.157]
21,
[c.157]
Теоретически схема (рис. 2.1) считается схемой силового трансформатора, у которого магнитное рассеивание минимально, — в идеале его внешняя характеристика должна устремляться в сторону жесткой. Однако, как многие уже успели испытать на практике, в реальной жизни нет ничего идеального. На самом деле такие трансформаторы обладают нормальными сварочными характеристиками, даже если они выполнены на компактных магнитопроводах с плотно сидящими обдютками, то и при этом не приходится прибегать к ка-ким-либо дополнительным средствам улучшения горения дуги. Подтверждение тому — тысячи изготовленных и успешно эксплуатируемых самодельных конструкций, выполненных по подобной схеме. Кроме того, эта схема может обеспечить наивысший КПД, а значит, максимальную выходную мощность сварки. Тем более что характеристику вполне можно подправить сразу же в процессе изготовления, увеличив магнитное рассеивание путем добавления воздушных зазоров между слоями обмоток.
[c. 47]
47]
Зависимость между напряжением и током в самой сварочной дуге выражается характеристикой дуги. Для устойчивого горения дуги ее характеристика должна пересекаться с характеристикой генератора. На рис. 137, г показана диаграмма с на-ложенны.ми друг на друга характеристиками генератора и дуги. Характеристика генератора в этом случае создает условия для устойчивого горения дуги при зажигании дуги электрод касается металла и напряжение дуги от начальной величины в точке I изменяется по кривой 1—2 до точки 2 пересечения с характеристикой генератора. Точка 2 соответствует началу отвода электрода от ванны. При отводе электрода дуга удлиняется и напряжение в ней возрастает по кривой 2—3 до точки 3 пересечения с характеристикой [c.310]
Зависимость паиряжоиия источ1[ика питания от силы тока нагрузки называется внешней характеристикой источника питания. Рассмотрим условия устойчивого состояния системы (устойчивого горения сварочной дуги).
 [c.125]
[c.125]Фактически величины dL ldI и dUJdl — динамические сопротивления сварочной дуги и источника питания при данной величине тока дуги /д у. Коэффициент — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов.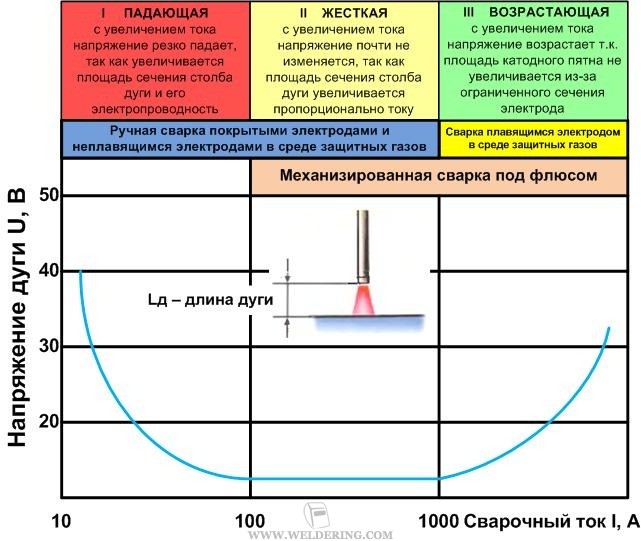 Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Релшмом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных раз.меров, формы и качества. При ручной дуговой сварке это диаметр электрода, сила сварочного тока, напряжение дуги, площадь поперечного сочения шва, выполняемого за один проход дуги, число проходов, род тока, полярность и др. [c.180]
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения (рис. 5.3, а). Характеристика состоит из трех участков / — характеристика падающая, II — жесткая, /// — возрастающая. Самое широкое примеиеиие нашла дуга с жесткой н возрастающей характеристиками. Дуга с падающей характеристикой малоустойчива и имеет огра1П1ченное применение. В последнем случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора. Каждому участку характеристики дуги соответствует определенный характер переноса расплавленного электродного металла S сварочную ванну / и // — крупнокапельный, III — мелко-капельный или струйный.
[c.186]
Дуга с падающей характеристикой малоустойчива и имеет огра1П1ченное применение. В последнем случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора. Каждому участку характеристики дуги соответствует определенный характер переноса расплавленного электродного металла S сварочную ванну / и // — крупнокапельный, III — мелко-капельный или струйный.
[c.186]
Источники тока для питания сварочной дуги должны иметь специальную внешнюю характеристику. Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи. Внешние характеристики могут быть следуюш,их основных видов падаю1цая /, полого-падаюш,ая 2, жесткая 3 и возрастающая 4 (рис. 5.4, а). Источник тока выбирают в зависимости от вольт-амиериой характеристики дуги, соответствующей принятому способу сварки. [c.187]
Для питания дуги с жесткой характеристикой применяют источники с падающей или пологопадающей внешней характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом). Режим горения дуги определяется точкой пересечения характеристик дуги 6 и источника тока / (рис. 5.4, б). Точка С соответствует режиму устойчивого горения дуги, точка А — режиму холостого хода в работе источника тока в период, когда дуга не горит и сварочная цепь разомкнута. Режим холостого хода характеризуется повышенным напряжением (60—80 В). Точка D соответствует режиму короткого замыкаиия при зажигании дуги и ее замыкании каплями жидкого электродного металла. Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
[c.187]
Режим горения дуги определяется точкой пересечения характеристик дуги 6 и источника тока / (рис. 5.4, б). Точка С соответствует режиму устойчивого горения дуги, точка А — режиму холостого хода в работе источника тока в период, когда дуга не горит и сварочная цепь разомкнута. Режим холостого хода характеризуется повышенным напряжением (60—80 В). Точка D соответствует режиму короткого замыкаиия при зажигании дуги и ее замыкании каплями жидкого электродного металла. Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
[c.187]
Источники сварочного тока с падающей характеристикой необходимы для облегчения зажигания дуги за счет повышенного иаиря-жеиия холостого хода, обеспечения устойчивого горения дуги и практически постоянной проплавляющей способности дуги, так как колебания ее длины и напряжения (особенно значительные при ручной сварке) не приводят к значительным изменениям сварочного [c.187]
Внешняя характеристика йсточыи питания и вольт-ампериая характер стика дуги. Источники тока для пиния сварочной дуги должны иметь с циальную сварочную внешнюю харак ристику. Внешней характеристикой г точника питания называется зави мость между напряжением на его выл ных клеммах и током в сварочной це Внешние характеристики (рис. 27) л гут быть следующих основных видов -крутопадающая /, пологопадающая 2, жесткая 3, возрастающая
[c.56]
Источники тока для пиния сварочной дуги должны иметь с циальную сварочную внешнюю харак ристику. Внешней характеристикой г точника питания называется зави мость между напряжением на его выл ных клеммах и током в сварочной це Внешние характеристики (рис. 27) л гут быть следующих основных видов -крутопадающая /, пологопадающая 2, жесткая 3, возрастающая
[c.56]
Электрические свойства сварочной дуги и требования к источникам питания
Электрические свойства сварочной дуги и требования к источникам питания
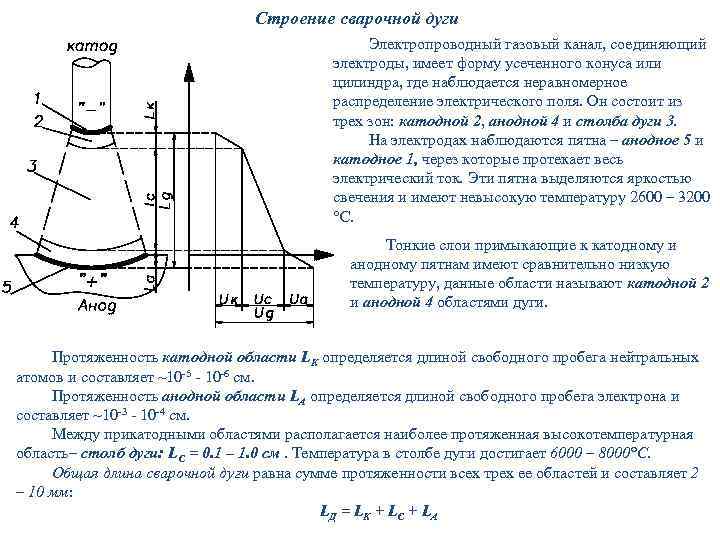
Сварочная дуга — мощный электрический разряд в среде ионизированных газов и паров между электродами, находящимися под напряжением. На рис. 1 схематически изображена дуга, питаемая постоянным током, между катодом (электродом) 1 и анодом 5. Она имеет катодную 2 и анодную 4 области, столб 3. Протяженность катодной и анодной областей очень мала, большую часть дуга составляет столб.
Рис. 1. Сварочная дуга постоянного тока: 1 — катод; 3 — катодная область; 3 — столб дуги; 4- анодная область; 5 — анод
Напряжение дуги, т. е. разность потенциалов между катодом и анодом, зависит от длины дуги и силы тока, а также материалов и размеров электродов, состава и давления плазмы столба дуги. При неизменной силе тока напряжение дуги Uд зависит от ее длины lд:
Uд=a+blд,
где a — сумма падения напряжения в катодной и анодной областях дуги; b — напряженность столба дуги.
При выборе источника питания решающее значение имеет характер зависимости между напряжением и силой тока дуги. Графическое изображение зависимости напряжения от силы тока дуги называют статической вольт-амперной характеристикой, или статической характеристикой дуги.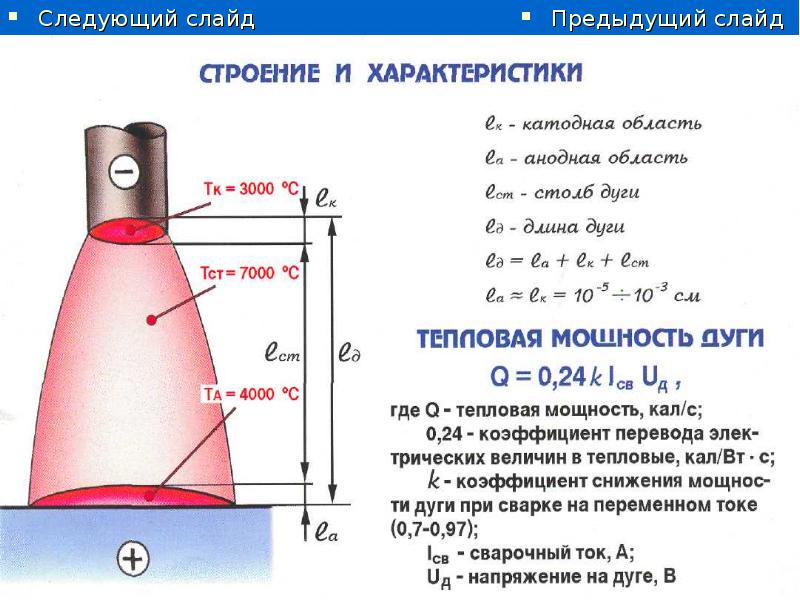 Как видно из рис. 2, статическая характеристика сварочной дуги при постоянных диаметре электрода и длине дуги состоит из трех участков: падающего I, жесткого II . возрастающего III. В зависимости от способа сварки сварочной дуге соответствует тот или иной участок статической характеристики:
Как видно из рис. 2, статическая характеристика сварочной дуги при постоянных диаметре электрода и длине дуги состоит из трех участков: падающего I, жесткого II . возрастающего III. В зависимости от способа сварки сварочной дуге соответствует тот или иной участок статической характеристики:
при ручной сварке статическая характеристика дуги падающая с переходом к жесткой,
при механизированной сварке под флюсом и в углекислом газе — жесткая с переходом к возрастающей.
Рис. 2. Статическая характеристика сварочной дуги: I — падающая; II — жесткая III — возрастающая
Источник питания сварочной дуги должен удовлетворять основным требованиям:
обеспечивать надежное возбуждение дуги,
поддерживать ее устойчивое горение, способствовать благоприятному переносу электродного металла и формированию сварного шва,
а также,обеспечивать возможность настройки требуемого режима сварки.


Электрические свойства источника питания при работе в статическом режиме выражаются его внешней характеристикой — зависимостью между напряжением на его зажимах (клеммах) и силой тока, протекающего через сварочную цепь при нагрузке. Внешняя вольт-амперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в) и возрастающей (г) (рис. 3). Важными параметрами источника питания являются его напряжение холостого хода U0, ток короткого замыкания Iк, номинальные напряжение Uн и ток Iн (рис. 4).
Рис. 3. Внешняя характеристика источника питания: а — крутопадающая; б — пологопадающая; в — жесткая; г — возрастающая
Рис. 4. Внешняя характеристика источника питания (1) и статическая характеристика дуги (2)
При касании электродом изделия происходит короткое замыкание сварочной цепи, ток которого расплавляет и испаряет металл контактных поверхностей.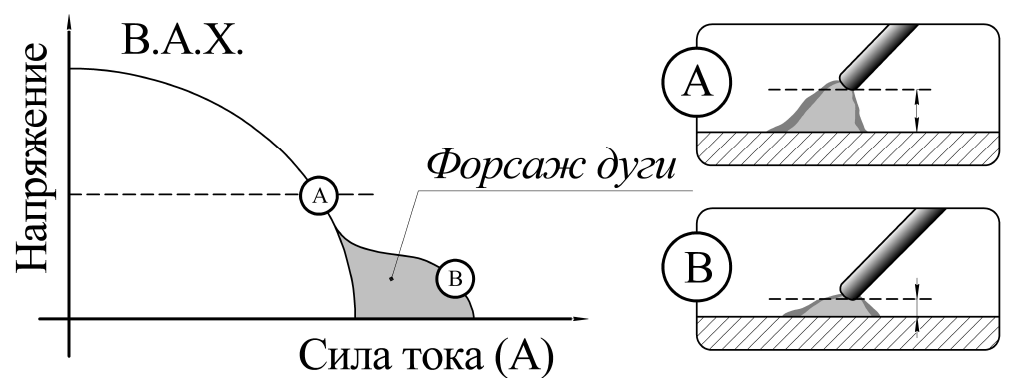 При последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40В. По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80В, постоянного топа — 90В (за исключением специализированных источников). При сварке неплавяшимся электродом для возбуждения дуги без касания на промежуток электрод-изделие подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
При последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40В. По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80В, постоянного топа — 90В (за исключением специализированных источников). При сварке неплавяшимся электродом для возбуждения дуги без касания на промежуток электрод-изделие подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
Устойчивое горение дуги обеспечивается правильным выбором внешней характеристики источника питания (см. рис. 4). Например, при падающей статической характеристике 2 дуги источник питания должен иметь еще более крутопадаюшую внешнюю характеристику 1.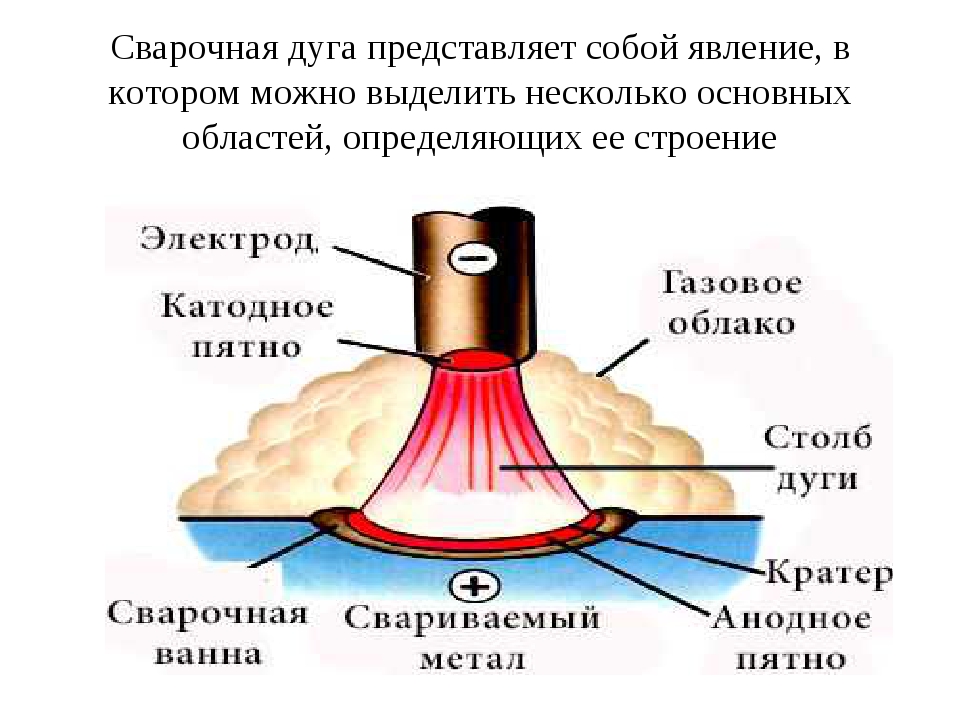 Как видно из рис. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из нихтолько точка А соответствует устойчивому горению дуги. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, в этот избыток приведет к увеличению силы тока, т. е. к возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается постоянный режим сварки и устойчивое горение дуги.
Как видно из рис. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из нихтолько точка А соответствует устойчивому горению дуги. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, в этот избыток приведет к увеличению силы тока, т. е. к возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается постоянный режим сварки и устойчивое горение дуги.
Точка В соответствует неустойчивому горению дуги, так как всякое случайное изменение силы тока развивается вплоть до обрыва дуги или до тех пор, пока сила тока не достигнет значения, соответствуюшего точке устойчивого горения дуги А. Следовательно, устойчивое горение дуги поддерживается только в той точке, где внешняя характеристика источника питания является более крутопадающей, чем статическая характеристика дуги.
При жесткой статической характеристике дуги внешняя характеристика источника питания может быть и круто-, и пологопадающей. При возрастающей статической характеристике дуги применяют источники с жесткими внешними характеристиками.
К источникам питания переменного тока предъявляют дополнительные требования, связанные с пониженной устойчивостью дуги переменного тока. При частоте 50 Гц напряжение источника в течение секунды 100 раз снижается до нуля, при этом дуга угасает. После каждого такого угасания дуга может возбудиться лишь при повышенном напряжении, называемом напряжением повторного возбуждения. Если напряжение источника недостаточно велико, повторного возбуждения может не произойти, и в горении дуги наступают значительные перерывы. Для надежного повторного возбуждения дуги переменного тока необходимо увеличивать силу тока и напряжение холостого хода источника, а также применять источники с большой индуктивностью.
При ручной сварке все возможные способы регулирования силы тока и напряжения дуги можно свести к двум; изменению напряжения холостого хода U0 и сопротивления Z источника.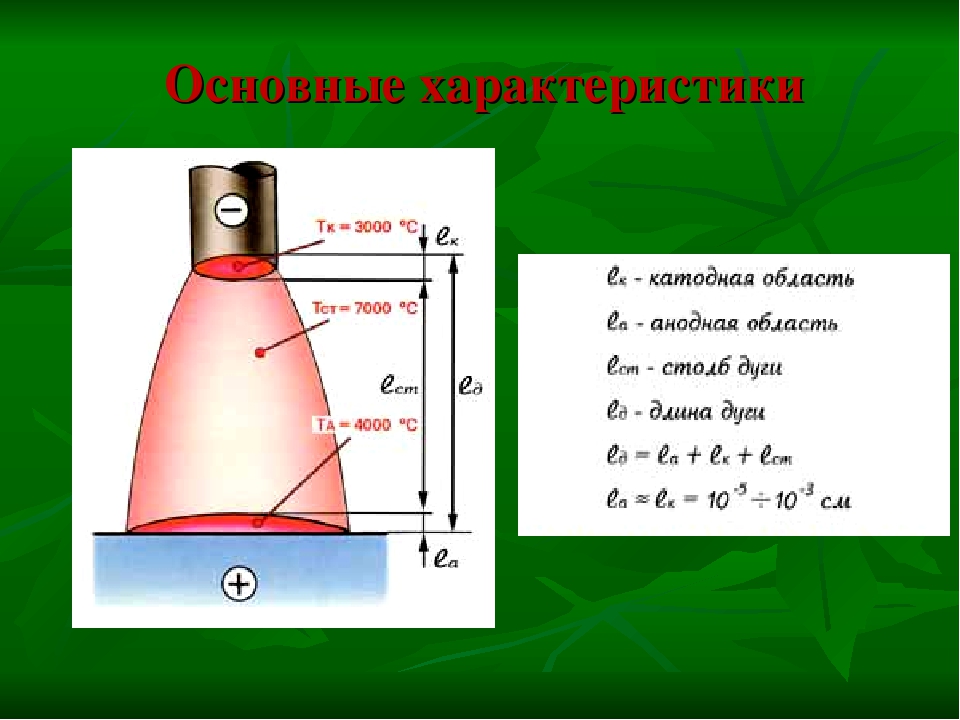 Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
При ручной сварке покрытыми электродами используют источники питания постоянного и переменного тока с крутопадающими внешними характеристиками (см. рис. 4). Благодаря повышенному напряжению холостого хода обеспечивается надежное первоначальное и повторное возбуждение дуги. При сочетании крутопадающей характеристики источника с жесткой характеристикой дуги выполняется условие устойчивости. Поскольку на рабочем участке (область точки А) характеристика источника близка к вертикальной, то при увеличении длины дуги и ее напряжения сила тока уменьшается незначительно.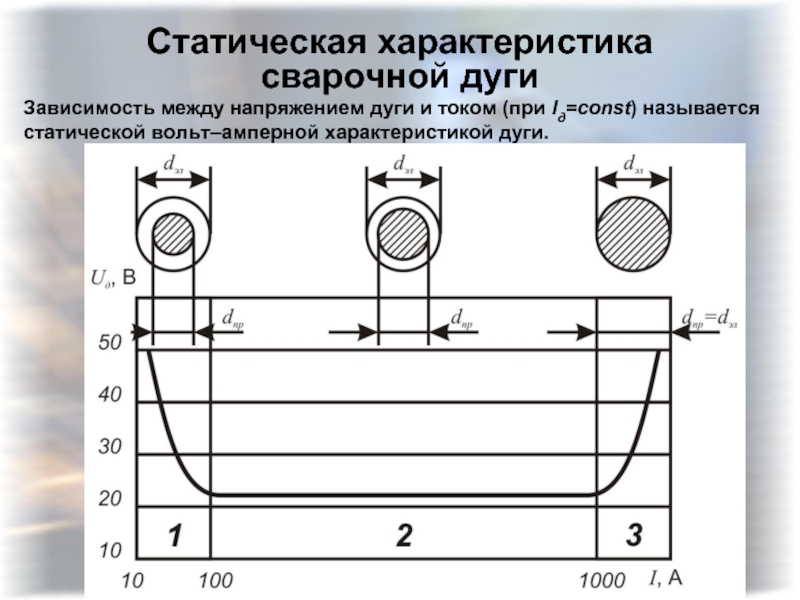 За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание электродного металла при капельном переносе мало.
За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание электродного металла при капельном переносе мало.
Рис. 5. Характеристики источника питания дуги при увеличенин напряжения холостого хода (а) и сопротивления источника питания (б)
При сварке под флюсом применяются автоматические системы с постоянной скоростью подачи проволоки, работающие по принципу саморегулирования дуги. Он заключается в том, что при большой силе тока и небольшом диаметре электрода в дуге самопроизвольно устанавливается такая сила тока, при которой скорость плавления проволоки равна скорости ее подачи. При внезапном удлинении дуги сила сварочного тока уменьшается, и снижается скорость плавления проволоки. В результате возникшее отклонение длины дуги уменьшается, а сила тока увеличивается до тех пор, пока не восстановятся исходные длина и сила тока дуги. Аналогичные процессы происходят при укорачивании дуги.
Аналогичные процессы происходят при укорачивании дуги.
Чем больше отклонение силы сварочного тока, тем легче саморегулирование дуги. При изменении длины дуги отклонение силы тока тем больше, чем меньше наклон внешней характеристики источника. Поэтому источник для сварки под флюсом должен иметь полого-падающую внешнюю характеристику (см. рис. 3). При этом обеспечиваются надежное первоначальное и повторное возбуждение и устойчивое горение дуги. Сила тока зависит от скорости подачи проволоки и поэтому настраивается механизмом ее подачи сварочного аппарата.
При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Постоянный ток необходим для улучшения условий возбуждения дуги. Жесткая характеристика обеспечивает устойчивость горения дуги и стабильность процесса сварки. Для уменьшения разбрызгивания электродного металла последовательно с источником включают дроссель со значительной индуктивностью, ограничивающей пиковое значение силы тока короткого замыкания. Величина напряжения дуги регулируется источником, а сила сварочного тока- полуавтоматом.
Величина напряжения дуги регулируется источником, а сила сварочного тока- полуавтоматом.
Вольт-амперная характеристика сварочной дуги
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электрическая дуга как элемент цепи тока обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками. Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Обычно с изменением тока меняются скорости струй паров, истекающих из активных пятен электродов, расположение пятен на поверхности последних, размеры областей столба, затененных электродами от воздействия струй защитных газов, давление газа в полости закрытых дуг и т. д. Поэтому в чистом виде зависимости Ud = f (Id) Для сварочных дуг построить практически не удается. Пока приходится довольствоваться измерениями Ud в условиях изменения всего комплекса параметров, связанных с током. Поскольку в различных сварочных дугах с током связаны различные параметры, то можно говорить о вольт-амперных характеристиках дуг с неплавящимися или плавящимися, обмазанными или голыми электродами, дуг под флюсом или в защитных газах, дуг в плазмотронах и т. д.
Наиболее простой зависимостью Ud от Id должны характеризоваться свободные дуги с неплавящимися электродами. Как показывают многочисленные измерения, эти зависимости являются падающими.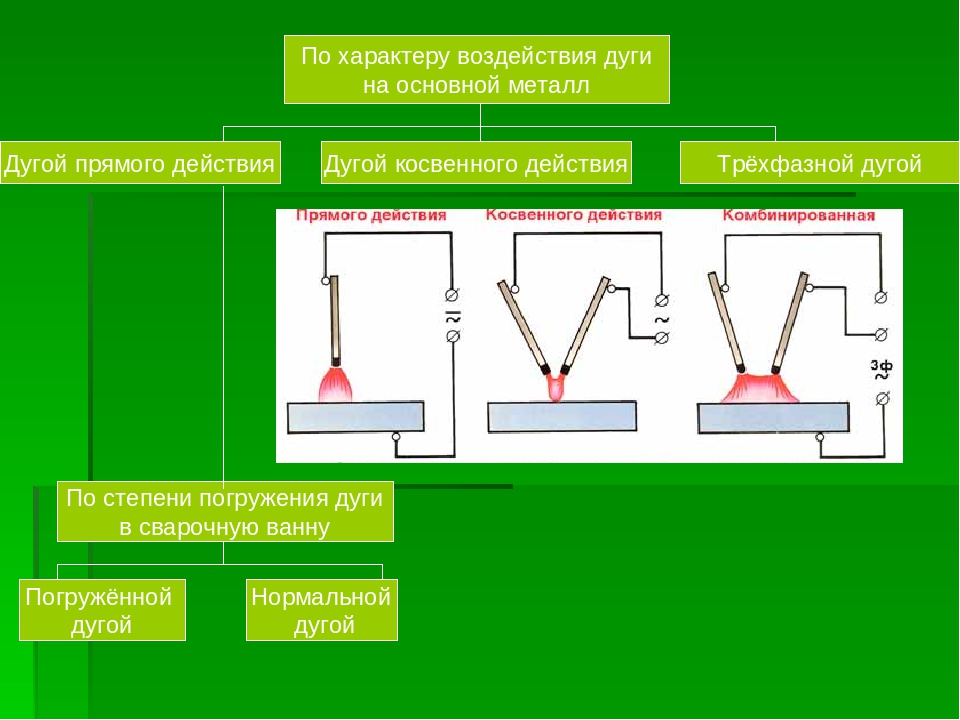 Получение достоверных характеристик дуг с плавящимися электродами связано, прежде всего, с трудностями измерения длин дуг.
Получение достоверных характеристик дуг с плавящимися электродами связано, прежде всего, с трудностями измерения длин дуг.
Однако метод регистрации параметров дуги в начальной стадии ее существования после возбуждения прибором, изображенным на рис. 4, позволяет свести их к минимуму.
Рис. 4. Прибор для возбуждения дуги с заданным расстоянием между электродами
Для построения характеристик достаточно иметь осциллограммы Ud и Id при Ido = δ = const и различных токах. Чтобы повысить стабильность маломощных дуг, применялись источники питания с Uxx = 100 в. Дуги большой мощности питались от многопостового генератора ПСМ-1000.
Характеристики открытых дуг в воздухе между стальными электродами различных диаметров и пластиной приведены на рис 8. Длина дуги ld = 5 мм, полярность тока прямая. При токах до 220 а все характеристики, несмотря на различие диаметров электродов, практически совпадают и являются сначала падающими, потом независимыми. При больших токах дуге с большим диаметром электрода d1 = 10 мм по-прежнему свойственна независимая или даже пологопадающая характеристика.
При больших токах дуге с большим диаметром электрода d1 = 10 мм по-прежнему свойственна независимая или даже пологопадающая характеристика.
Рис. 8. Вольт-амперные характеристики открытой дуги
В дугах с катодами d2 = 4 мм и d3 = 2 мм происходит рост напряжения. Чем меньше диаметр электрода, тем при меньших токах наблюдается этот рост. К сожалению, построить характеристики Ud=f (Id) для тонких электродов во всем диапазоне применяемых токов не удается: при плотности тока j ≥ 6000 а/см2 уже во время подъема электрода 6 прибором (рис.4) он начинает заметно оплавляться, поэтому длина дуги в момент регистрации установившегося Ud не может быть установлена с необходимой точностью.
Однако и полученные данные позволяют утверждать, что причиной увеличения Ud с ростом Id является малый диаметр катода. По-видимому, после перекрытия катодным пятном всего торца электрода дальнейшее расширение пятна в пространстве становится невозможным и дуга переходит в режим «сжатой дуги» у катода с возрастающей вольт-амперной характеристикой. Изменение длины дуги приводит к изменению абсолютных значений Ud, но его зависимость от тока остается прежней.
Изменение длины дуги приводит к изменению абсолютных значений Ud, но его зависимость от тока остается прежней.
В исследованном диапазоне токов и диаметров электродов не обнаружено принципиальных изменений вольт-амперных характеристик дуг под флюсом за исключением абсолютных значений Uk + Ua и Е (см. табл. 2). По-видимому, образующаяся под флюсом газовая полость достаточна по размеру, чтобы не ограничивать свободное развитие дуги, а ее сжатие происходит только в связи с недостатком места для развития пятна на тонком электроде.
Таблица 2. Распределение напряжения в сварочных дугах
Лесков Г.И. «Электрическая сварочная дуга».
См. также:
Электрическая сварочная дуга и ее свойства, особенности дуг
Электродугой для сварки называется мощный электроразряд, который проходит в газовой среде. Он имеет температуру примерно шесть тысяч градусов по Цельсию. Его отличают две характеристики: яркий эффект света и сильное выделение тепла.
Электродуга излучает множество УФ-лучей и ИК-лучей, часть из них видна глазу и относительно безопасна. Свет, который невозможно увидеть, опасен для кожи и глаз человека. При работе с такой дугой нужно надевать специальные щитки и одежду.
Особенности электрических дуг
- Напряжение дуги меняется соразмерно плотности тока, что именуется статической характеристикой дуги. Если ток неплотный, она уменьшается пропорционально увеличению тока. Причина в том, что когда ток увеличивается, больше становится площадь сечения столба и способность проводить ток. Соответственно, плотность тока и потенциальный градиент становятся меньше. На параметры катодного и анодного уменьшения напряжения влияет состав металла и электрода, среда газа и его давление.
- Плотность тока бывает нормальной (10-20 ампер на квадратный метр, используется при стандартной сварке вручную или при соединении в ряде защитных газов) и большой (от 80 до 120 ампер на квадратный метр или больше, применяется при автомате или полуавтомате под флюсом, в защитных газах).
- Электродуга питается от постоянного или переменного тока. В первом варианте, она может иметь прямую и обратную полярность.
- Во время сваривания электродуга бывает прямого и косвенного действия. В первом случае сталь принимает участие в электрической цепи, во втором – не принимает, что используется довольно редко.
- Материалы электродов определяют их способность плавиться.
- Разряд дуги появляется только тогда, когда столб газа между электродом и металлом будет наполнен ионами и электронами. Для этого молекуле газа передается энергия ионизации. Среда разряда является газовым проводником электротока с особой формой цилиндра. Сама дуга включает в себя столб, анодную и катодную области. Когда дуга горит, на электроде и стали возникают активные зоны. Это пятна с измененной температурой, через которые проходит ток электродуги.

Существует несколько видов дуг, отличающих средой
- Открытая, горящая в воздухе с небольшим количеством паров металла, состава электродов и их покрытий.
- Закрытая, горящая под сберегающим флюсом, парами основного состава и электродов.
- С подачей защитных газов, паров электрода и применяемой стали. В качестве защиты используется гелий, аргон, водород и разные смеси.

Анализ электрических характеристик межпроводной дуги в дуге с перекрестной связью | Китайский журнал машиностроения
Электрические характеристики межпроводной дуги при плазменной дуге
На рисунке 7 показана диаграмма тренда центрирующего тока датчика в зависимости от входного напряжения цепи датчика при различных скоростях датчика. Кривая на рисунке была получена в эксперименте № 1. Как показано на диаграмме, при одной и той же скорости зонда с увеличением входного напряжения цепи зонда ток цепи увеличивается, но при входном напряжении примерно 24 В ток явно меняется от медленного нарастания к быстрому. рост.При одном и том же входном напряжении цепи пробника тенденция изменения тока центрирования пробника меняется, поскольку изменяется скорость пробника.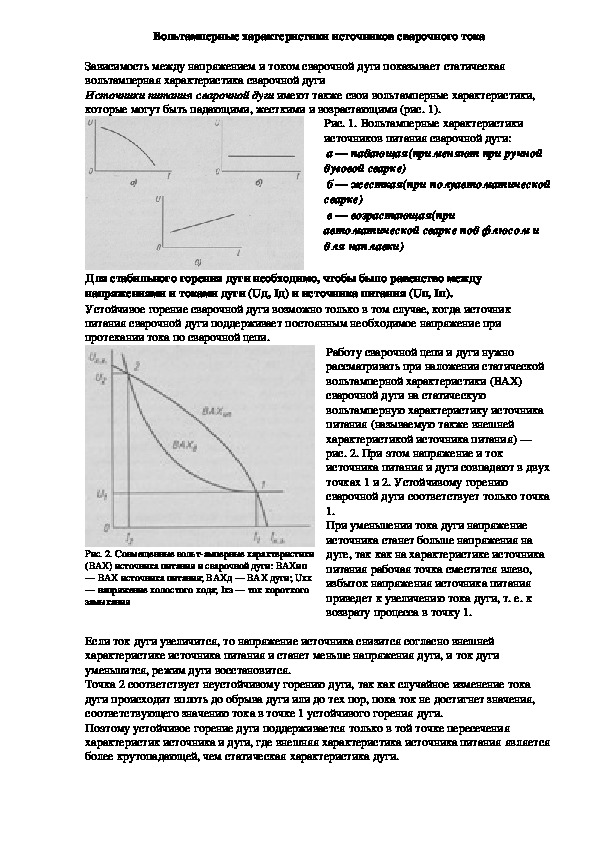 Когда входное напряжение U i < 20 В, более высокая скорость зонда приводит к большему центрирующему току, но центрирующий ток остается практически неизменным из-за низкого входного напряжения. При входном напряжении U i > 20 В изменение тока центрирования зонда становится отчетливым. Более низкая скорость зонда приводит к большему центрирующему току зонда.
Когда входное напряжение U i < 20 В, более высокая скорость зонда приводит к большему центрирующему току, но центрирующий ток остается практически неизменным из-за низкого входного напряжения. При входном напряжении U i > 20 В изменение тока центрирования зонда становится отчетливым. Более низкая скорость зонда приводит к большему центрирующему току зонда.
Зависимость между током центрирования пробника и входным напряжением при различных скоростях пробника
Когда на цепь зонда подается входное напряжение и зонды начинают вращаться в дуге, электроны, заранее запасенные в наконечниках зондов, нагреваются до возбужденного состояния. Под действием электрического поля электроны покидают поверхность зонда и движутся направленно, образуя ток в цепи. Источник электронов состоит из двух частей: потока электронов в плазменной дуге и электронов, обеспечиваемых цепью зонда.В плазменной дуге направление движения электронов — от вольфрамового электрода к водоохлаждаемому медному блоку. В схеме зонда направление движения электронов — от катода источника питания к аноду. Действие электрического поля между плазменной дугой и контуром зонда приводит к отклонению движения электронов в противоположную сторону, увеличивая сопротивление движению электронов. Как показано на рис. 7, входное напряжение цепи пробника выше. С одной стороны, согласно конденсаторной формуле \(C = {Q \mathord{\left/ {\vphantom {Q U}} \right.\kern-0pt} U}\), большее количество электронов, хранящихся на конце зонда, приводит к большему количеству электронов, возбуждаемых теплом дуги. С другой стороны, электрическое поле между зондами становится сильнее, и время выхода электронов из кончиков зондов и их входа в них сокращается. То есть число электронов, вылетающих с поверхности зонда и попадающих на его конец в единицу времени, увеличивается вместе с током в цепи.
В схеме зонда направление движения электронов — от катода источника питания к аноду. Действие электрического поля между плазменной дугой и контуром зонда приводит к отклонению движения электронов в противоположную сторону, увеличивая сопротивление движению электронов. Как показано на рис. 7, входное напряжение цепи пробника выше. С одной стороны, согласно конденсаторной формуле \(C = {Q \mathord{\left/ {\vphantom {Q U}} \right.\kern-0pt} U}\), большее количество электронов, хранящихся на конце зонда, приводит к большему количеству электронов, возбуждаемых теплом дуги. С другой стороны, электрическое поле между зондами становится сильнее, и время выхода электронов из кончиков зондов и их входа в них сокращается. То есть число электронов, вылетающих с поверхности зонда и попадающих на его конец в единицу времени, увеличивается вместе с током в цепи.
Был проведен дальнейший анализ входного напряжения выше 20 В, поскольку напряжение дуги не может быть слишком низким в процессе дуговой сварки с перекрестной связью из-за наличия полярного напряжения. При определенной скорости подачи проволоки более высокое входное напряжение межпроволочной дуги приводит к большему увеличению тока сварочного контура. Кроме того, нарастающая характеристика межпроводной дуги аналогична нарастающей части статической характеристики традиционной дуги ВИГ, как показано на рисунке 8. Когда входное напряжение межпроводной дуги увеличивается, электрическое поле между межпроволочная дуга становится сильнее; таким образом, увеличивается число электронов, поступающих на конец проволоки в единицу времени, увеличивается ток сварочной цепи и уменьшается боковое сопротивление столба плазменной дуги.Когда межпроволочная дуговая цепь управляется источником постоянного напряжения, более высокая скорость подачи проволоки дает меньше времени для предварительного нагрева конца проволоки. Кроме того, с увеличением скорости подачи проволоки уменьшается количество электронов, вылетающих из прикатодной области, а также уменьшается ток межпроволочной дуги.
При определенной скорости подачи проволоки более высокое входное напряжение межпроволочной дуги приводит к большему увеличению тока сварочного контура. Кроме того, нарастающая характеристика межпроводной дуги аналогична нарастающей части статической характеристики традиционной дуги ВИГ, как показано на рисунке 8. Когда входное напряжение межпроводной дуги увеличивается, электрическое поле между межпроволочная дуга становится сильнее; таким образом, увеличивается число электронов, поступающих на конец проволоки в единицу времени, увеличивается ток сварочной цепи и уменьшается боковое сопротивление столба плазменной дуги.Когда межпроволочная дуговая цепь управляется источником постоянного напряжения, более высокая скорость подачи проволоки дает меньше времени для предварительного нагрева конца проволоки. Кроме того, с увеличением скорости подачи проволоки уменьшается количество электронов, вылетающих из прикатодной области, а также уменьшается ток межпроволочной дуги.
Статическая характеристика традиционной дуги ВИГ
По результатам Эксперимента №1, как показано на Рисунке 7, центрирующий ток зонда увеличивается с увеличением входного напряжения зонда на фоне плазменной дуги и с увеличением скорости вращения зонда. При том же входном напряжении более высокая скорость пробника дает меньший ток пробника. В процессе кросс-дуговой сварки межпроволочная дуга выступает в роли дуги плавящегося электрода, а капли вынуждены переходить в ванну расплава под тепловым действием плазменной дуги. Таким образом, перенос капель в плазменной дуге завершается. Когда параметры плазменной дуги фиксированы, ток межпроводной дуги увеличивается с входным напряжением дуги. Из-за увеличения входного напряжения и тока увеличивается тепловыделение в катодной и анодной областях межпроволочной дуги, а стабильная точка перехода капли в конце проволоки межпроволочной дуги отклоняется от центральной линии плазменная дуга.То есть расстояние между двумя сварочными проволоками увеличивается; соответственно тепло межпроволочной дуги уменьшается за счет плазменной дуги. Более высокая скорость подачи проволоки обеспечивает меньший ток дуги между проволоками и меньшую мощность нагрева дуги при том же входном напряжении. Чтобы получить больше тепла, стабильная точка перехода капли должна быть ближе к центральной линии плазменной дуги; то есть расстояние между двумя проводами должно быть уменьшено.
При том же входном напряжении более высокая скорость пробника дает меньший ток пробника. В процессе кросс-дуговой сварки межпроволочная дуга выступает в роли дуги плавящегося электрода, а капли вынуждены переходить в ванну расплава под тепловым действием плазменной дуги. Таким образом, перенос капель в плазменной дуге завершается. Когда параметры плазменной дуги фиксированы, ток межпроводной дуги увеличивается с входным напряжением дуги. Из-за увеличения входного напряжения и тока увеличивается тепловыделение в катодной и анодной областях межпроволочной дуги, а стабильная точка перехода капли в конце проволоки межпроволочной дуги отклоняется от центральной линии плазменная дуга.То есть расстояние между двумя сварочными проволоками увеличивается; соответственно тепло межпроволочной дуги уменьшается за счет плазменной дуги. Более высокая скорость подачи проволоки обеспечивает меньший ток дуги между проволоками и меньшую мощность нагрева дуги при том же входном напряжении. Чтобы получить больше тепла, стабильная точка перехода капли должна быть ближе к центральной линии плазменной дуги; то есть расстояние между двумя проводами должно быть уменьшено.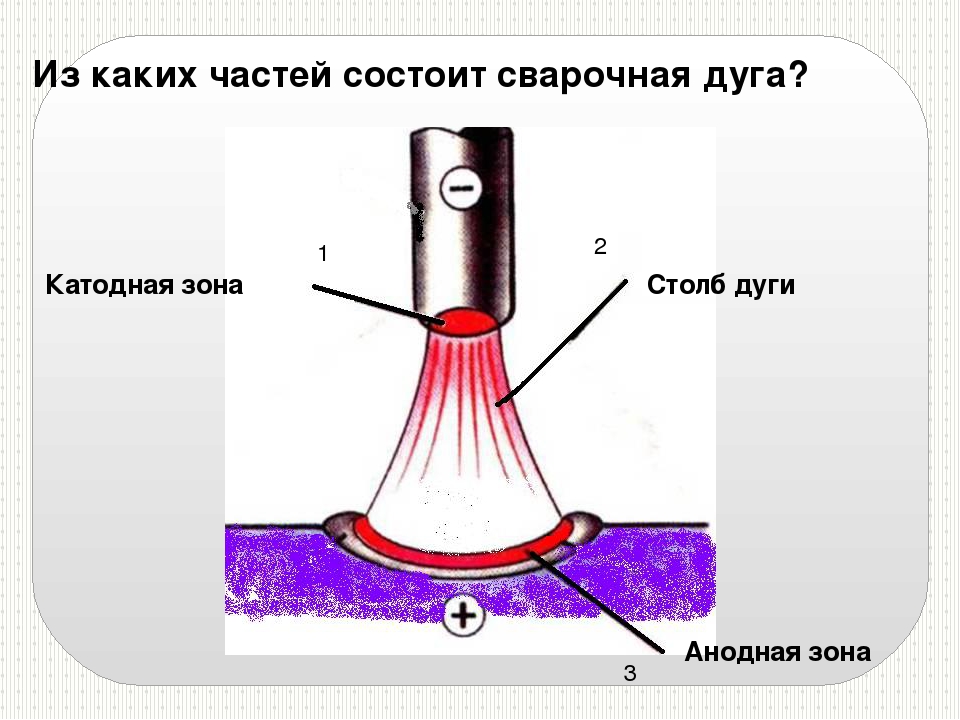
Влияние плазменной дуги на ток межпроводной дуги и время зажигания межпроводной дуги
На рисунке 9 показана диаграмма тренда тока в цепи с увеличением тока плазменной дуги.Кривая на рисунке была получена из эксперимента № 2. С увеличением тока плазменной дуги увеличивается ток центрирования зонда. Разница в наклоне кривой сварочного тока до и после 140 А очевидна, но кривая остается линейной. Когда сварочный ток < 140 А, центрирующий ток увеличивается быстрее с увеличением сварочного тока, а когда сварочный ток > 140 А, центрирующий ток зонда увеличивается плавно.
Рисунок 9Тенденция изменения тока цепи по отношению к току плазменной дуги
С увеличением тока плазменной дуги увеличивается энергия дуги, электроны имеют большую энергию возбуждения на острие зондов, и им становится легче покинуть поверхность зонда.В то же время увеличивается количество электронов в плазменной дуге. Наконец, под действием электрического поля увеличивается число электронов, попадающих на конец зондов в единицу времени, и соответственно увеличивается ток цепи зонда. Когда сварочный ток > 140 А, с увеличением сварочного тока увеличивается энергия поглощения электронов и количество электронов в объеме плазменной дуги. Однако из-за ограничения площади наконечника зонда и сопротивления цепи количество электронов, попадающих на наконечники зонда, имеет тенденцию к насыщению в единицу времени, и ток цепи увеличивается медленно.В процессе дуговой сварки с перекрестной связью дуга между проволоками управляется характеристикой постоянного напряжения. При определенной скорости подачи проволоки ток между проволоками увеличивается вместе с током плазменной дуги; кроме того, тепловая мощность столба дуги увеличивается с увеличением тока плазменной дуги. При этом конец проволоки полностью прогревается, а степень ионизации в объеме между плазменной дугой и межпроволочной дугой увеличивается. Таким образом, увеличивается количество заряженных частиц, увеличивается число электронов, попадающих на конец проволоки в единицу времени, увеличивается ток, образующийся в межпроводной дуге.
Когда сварочный ток > 140 А, с увеличением сварочного тока увеличивается энергия поглощения электронов и количество электронов в объеме плазменной дуги. Однако из-за ограничения площади наконечника зонда и сопротивления цепи количество электронов, попадающих на наконечники зонда, имеет тенденцию к насыщению в единицу времени, и ток цепи увеличивается медленно.В процессе дуговой сварки с перекрестной связью дуга между проволоками управляется характеристикой постоянного напряжения. При определенной скорости подачи проволоки ток между проволоками увеличивается вместе с током плазменной дуги; кроме того, тепловая мощность столба дуги увеличивается с увеличением тока плазменной дуги. При этом конец проволоки полностью прогревается, а степень ионизации в объеме между плазменной дугой и межпроволочной дугой увеличивается. Таким образом, увеличивается количество заряженных частиц, увеличивается число электронов, попадающих на конец проволоки в единицу времени, увеличивается ток, образующийся в межпроводной дуге.
На рисунке 10 показана диаграмма тренда изменения времени центрирования зонда в зависимости от тока плазменной дуги. Кривая была построена из эксперимента № 2. Используя ту же скорость зонда, было проанализировано влияние изменения тока плазменной дуги на время центрирования зонда, а сварочный ток варьировался от 100 до 260 А. При дальнейшем увеличении сварочного тока температура столба плазменной дуги увеличивается. , а изолирующий слой на поверхности зонда выгорает, что влияет на результаты экспериментального измерения.Как показано на диаграмме, по мере увеличения сварочного тока время центрирования датчика увеличивается.
Рисунок 10Тенденция изменения времени центрирования зонда в зависимости от тока плазменной дуги
Столб плазменной дуги является основным каналом прохождения заряженных частиц. С увеличением сварочного тока, с одной стороны, увеличивается количество заряженных частиц, и канал становится шире. С другой стороны, высокоскоростное движение заряженных частиц создает поперечную составляющую столкновения, которая также расширяет канал. Столб плазменной дуги проходит вдоль центра дуги; таким образом, датчики заранее касаются края дуги, и время центрирования датчика соответственно увеличивается. При дуговой сварке с перекрестной связью увеличение тока плазменной дуги в основном приводит к увеличению ширины основного столба дуги и заставляет две проволоки заранее входить в плазменную дугу. При условии, что температура горения проволоки остается постоянной, время пребывания проволоки в плазменной дуге увеличивается, что способствует полному предварительному нагреву проволоки плазменной дугой.
Столб плазменной дуги проходит вдоль центра дуги; таким образом, датчики заранее касаются края дуги, и время центрирования датчика соответственно увеличивается. При дуговой сварке с перекрестной связью увеличение тока плазменной дуги в основном приводит к увеличению ширины основного столба дуги и заставляет две проволоки заранее входить в плазменную дугу. При условии, что температура горения проволоки остается постоянной, время пребывания проволоки в плазменной дуге увеличивается, что способствует полному предварительному нагреву проволоки плазменной дугой.
Согласно результатам эксперимента № 2, как показано на рисунках 9 и 10, ток и время центрирования зонда приблизительно пропорциональны току плазменной дуговой сварки, когда параметры цепи зонда постоянны, а ток плазменной сварки увеличен. Основное отличие межпроводной дуги между дугой с поперечным соединением и двухпроводной непрямой дугой заключается в том, что для дуги с поперечным соединением межпроводная дуга формируется в плазменной дуге, а влияние плазменной дуги должны быть рассмотрены. Если межпроволочная дуга питается от источника постоянного напряжения и постоянной скорости подачи проволоки, то при постоянных параметрах межпроволочной дуговой сварки и увеличении тока плазменной дуги тепловыделение внутри плазменной дуги увеличивается, а сопротивление межпроволочной дуги уменьшается. В это время напряжение межпроводной дуги остается неизменным, а ток дуги увеличивается. С увеличением мощности плазменной дуги и мощности межпроволочной дуги увеличивается тепловыделение в катодной и анодной областях межпроволочной дуги, увеличивается скорость плавления сварочной проволоки и стабильная точка перехода капель при конец проволоки отклоняется от центральной линии плазменной дуги для сохранения стабильности межпроволочной дуги.Стабильная точка перехода капли межпроволочной дуговой проволоки в плазменную дугу относительно фиксирована и в основном зависит от изменения параметров сварки межпроволочной дуги и пространственного положения проволоки в плазменной дуге. Время дуги устанавливается как время от начального контакта на краю плазменной дуги до стабильной точки перехода капли.
Если межпроволочная дуга питается от источника постоянного напряжения и постоянной скорости подачи проволоки, то при постоянных параметрах межпроволочной дуговой сварки и увеличении тока плазменной дуги тепловыделение внутри плазменной дуги увеличивается, а сопротивление межпроволочной дуги уменьшается. В это время напряжение межпроводной дуги остается неизменным, а ток дуги увеличивается. С увеличением мощности плазменной дуги и мощности межпроволочной дуги увеличивается тепловыделение в катодной и анодной областях межпроволочной дуги, увеличивается скорость плавления сварочной проволоки и стабильная точка перехода капель при конец проволоки отклоняется от центральной линии плазменной дуги для сохранения стабильности межпроволочной дуги.Стабильная точка перехода капли межпроволочной дуговой проволоки в плазменную дугу относительно фиксирована и в основном зависит от изменения параметров сварки межпроволочной дуги и пространственного положения проволоки в плазменной дуге. Время дуги устанавливается как время от начального контакта на краю плазменной дуги до стабильной точки перехода капли.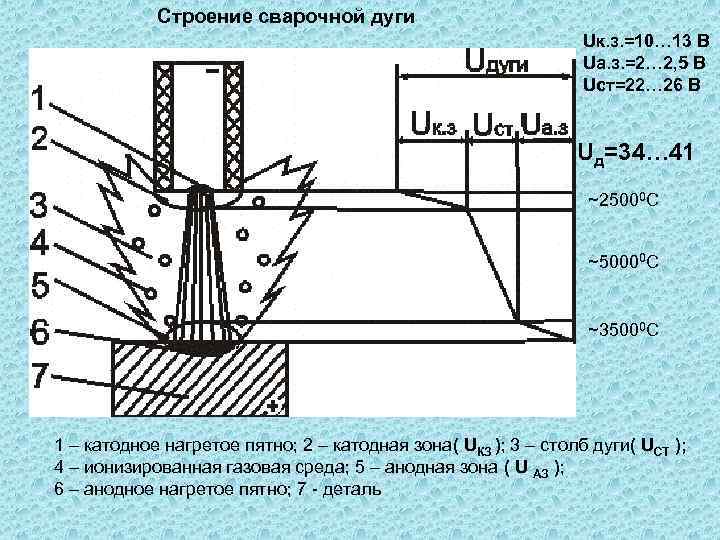 С увеличением тока плазменной дуги увеличивается площадь поперечного сечения дуги, а значит, проволока раньше контактирует с кромкой плазменной дуги.Стабильная точка перехода капли проволоки в основном остается неизменной, что приводит к более длительному времени горения дуги.
С увеличением тока плазменной дуги увеличивается площадь поперечного сечения дуги, а значит, проволока раньше контактирует с кромкой плазменной дуги.Стабильная точка перехода капли проволоки в основном остается неизменной, что приводит к более длительному времени горения дуги.
В соответствии с экспериментальными результатами на рисунках 7, 9 и 10, когда фон плазменной дуги постоянен, межпроволочная дуга изменяет сварочный ток, регулируя скорость подачи проволоки или входное напряжение, в результате чего мощность тепловыделения конец провода для увеличения или уменьшения. Стабильная точка перехода капли проволоки отклоняется от центральной линии плазменной дуги или приближается к ней, уравновешивая тепловыделение между катодом и анодом межпроводной дуги с теплом, подаваемым в проволоку плазменной дугой.При неизменности параметров межпроволочной дуговой сварки влияние плазменной дуги на межпроволочную дугу проявляется в двух аспектах. С одной стороны, увеличение тока плазменной сварки увеличивает ток между проволоками и приводит к тому, что стабильная точка перехода капель межпроводной дуги отклоняется от центральной линии плазменной дуги. То есть увеличивается интервал между проводами. Когда межпроводная дуга используется с переменным током, ток плазменной дуги увеличивается, чтобы увеличить время повторного возникновения дуги между проводами.
То есть увеличивается интервал между проводами. Когда межпроводная дуга используется с переменным током, ток плазменной дуги увеличивается, чтобы увеличить время повторного возникновения дуги между проводами.
Влияние пространственного положения межпроволочной дуги на межпроволочную дугу
На рис. 11 показана тенденция изменения тока центрирования зонда в зависимости от расстояния между соплом и заготовкой. Кривая взята из эксперимента №3, и учитывается только влияние расстояния на центрирующий ток в зонде. Как показано на рисунке 11, интервал значительно влияет на результаты измерений. С увеличением интервала увеличивается ток центрирования зонда.
Рисунок 11Тенденция изменения тока центрирования зонда в зависимости от интервала между соплом и заготовкой
Чем больше интервал между соплом и заготовкой, тем длиннее плазменная дуга и выше напряжение дуги. Большее количество тепла, выделяемое столбом дуги и поглощаемое электронами на кончике зонда, облегчает выход электронов с поверхности зонда. При этом увеличивается степень ионизации газа и соответственно увеличивается количество заряженных частиц.Большее количество электронов, поступающих на наконечник зонда в единицу времени, приводит к большему центрирующему току зонда. Для разных интервалов изменение тока центрирования зонда различно. При интервале более 8 мм ток существенно не изменяется с увеличением интервала, как и в случае предыдущего интервала 5–7 мм; изменение становится очень нежным. Когда интервал увеличивается, площадь рассеивания тепла столба плазменной дуги расширяется, а мощность рассеивания тепла столба дуги увеличивается.Кроме того, амплитуда энергии ионизации газа и теплота поглощения наконечника зонда становятся ограниченными, а ток центрирования зонда несколько увеличивается. Когда используется метод дуговой сварки с перекрестной связью, межпроволочная дуга управляется характеристикой постоянного напряжения, а плазменная дуга управляется характеристикой постоянного тока. При определенной скорости подачи проволоки при увеличении длины плазменной дуги увеличивается тепловая мощность столба дуги.
При этом увеличивается степень ионизации газа и соответственно увеличивается количество заряженных частиц.Большее количество электронов, поступающих на наконечник зонда в единицу времени, приводит к большему центрирующему току зонда. Для разных интервалов изменение тока центрирования зонда различно. При интервале более 8 мм ток существенно не изменяется с увеличением интервала, как и в случае предыдущего интервала 5–7 мм; изменение становится очень нежным. Когда интервал увеличивается, площадь рассеивания тепла столба плазменной дуги расширяется, а мощность рассеивания тепла столба дуги увеличивается.Кроме того, амплитуда энергии ионизации газа и теплота поглощения наконечника зонда становятся ограниченными, а ток центрирования зонда несколько увеличивается. Когда используется метод дуговой сварки с перекрестной связью, межпроволочная дуга управляется характеристикой постоянного напряжения, а плазменная дуга управляется характеристикой постоянного тока. При определенной скорости подачи проволоки при увеличении длины плазменной дуги увеличивается тепловая мощность столба дуги. Кроме того, увеличивается количество заряженных частиц в объеме дуги связи и увеличивается ток дуги между проволоками.Увеличение длины плазменной дуги сопровождается расширением площади рассеивания столба дуги; таким образом, увеличение межпроводного тока становится постепенным.
Кроме того, увеличивается количество заряженных частиц в объеме дуги связи и увеличивается ток дуги между проволоками.Увеличение длины плазменной дуги сопровождается расширением площади рассеивания столба дуги; таким образом, увеличение межпроводного тока становится постепенным.
Сварка ВИГ или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка вольфрамовым электродом в среде инертного газа
Газовая вольфрамовая дуговая сварка (GTAW), также известная как Tungsten I nert G as (TIG), сварка в одночасье стала успешной в 1940-х годах для соединения магния и алюминия. Используя защитный экран из инертного газа вместо шлака для защиты сварочной ванны, этот процесс стал очень привлекательной заменой газовой и ручной дуговой сварки металлическим электродом.TIG сыграл важную роль в принятии алюминия для высококачественной сварки и конструкционных применений.
Характеристики процесса
В процессе TIG дуга образуется между заостренным вольфрамовым электродом и заготовкой в инертной атмосфере аргона или гелия. Небольшая интенсивная дуга, создаваемая заостренным электродом, идеальна для высококачественной и точной сварки. Поскольку электрод не расходуется во время сварки, сварщику не нужно компенсировать подвод тепла от дуги по мере того, как металл осаждается плавящимся электродом.Когда требуется присадочный металл, его следует добавлять в сварочную ванну отдельно.
Небольшая интенсивная дуга, создаваемая заостренным электродом, идеальна для высококачественной и точной сварки. Поскольку электрод не расходуется во время сварки, сварщику не нужно компенсировать подвод тепла от дуги по мере того, как металл осаждается плавящимся электродом.Когда требуется присадочный металл, его следует добавлять в сварочную ванну отдельно.
Источник питания
TIG должен работать с падающим источником питания постоянного тока — постоянного или переменного тока. Источник питания постоянного тока необходим, чтобы избежать слишком высоких токов при коротком замыкании электрода на поверхность заготовки. Это может произойти как преднамеренно во время зажигания дуги, так и непреднамеренно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки может привести к повреждению наконечника электрода или сплавлению электрода с поверхностью заготовки.В постоянном токе, поскольку тепло дуги распределяется примерно на одну треть на катоде (отрицательном) и на две трети на аноде (положительном), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативный источник питания с подключением электрода постоянного тока положительной полярности имеет то преимущество, что при нахождении катода на заготовке поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
Однако альтернативный источник питания с подключением электрода постоянного тока положительной полярности имеет то преимущество, что при нахождении катода на заготовке поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
Запуск дуги
Сварочная дуга может загореться, царапая поверхность, образуя короткое замыкание. Только при устранении короткого замыкания будет протекать основной сварочный ток. Однако существует риск того, что электрод может прилипнуть к поверхности и вызвать вольфрамовое включение в сварном шве. Этот риск можно свести к минимуму, используя метод «подъемной дуги», при котором короткое замыкание формируется при очень низком уровне тока. Наиболее распространенным способом запуска дуги TIG является использование ВЧ (высокой частоты).HF состоит из искр высокого напряжения в несколько тысяч вольт, которые длятся несколько микросекунд.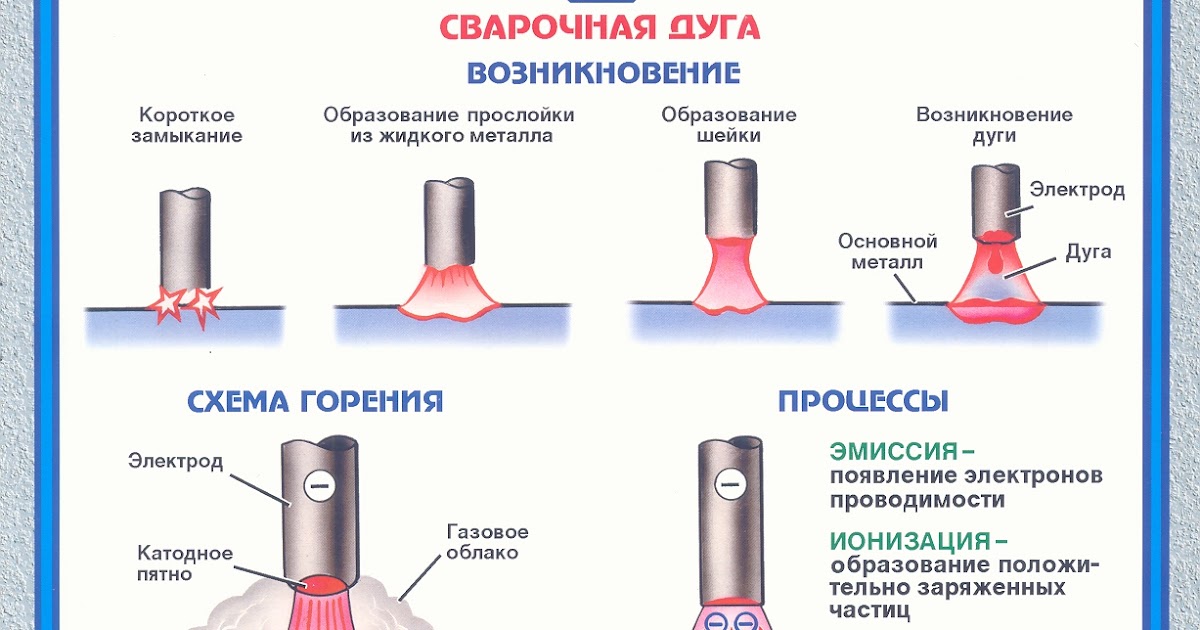 ВЧ-искры вызывают разрушение или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака ток может течь от источника питания.
ВЧ-искры вызывают разрушение или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака ток может течь от источника питания.
Примечание. Поскольку ВЧ создает аномально высокое электромагнитное излучение (ЭМ), сварщики должны знать, что его использование может вызвать помехи, особенно в электронном оборудовании. Поскольку ЭМ-излучение может распространяться по воздуху, как радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех системам управления и приборам вблизи места сварки.
HF также важен для стабилизации дуги переменного тока; в переменном токе полярность электродов меняется на противоположную с частотой около 50 раз в секунду, в результате чего дуга гаснет при каждом изменении полярности. Чтобы обеспечить повторное зажигание дуги при каждой смене полярности, в зазоре между электродом и заготовкой генерируются высокочастотные искры, совпадающие с началом каждого полупериода.
типичная горелка TIG
Электроды
Электроды для сварки постоянным током обычно изготавливаются из чистого вольфрама с содержанием тория от 1 до 4% для улучшения зажигания дуги.Альтернативными добавками являются оксид лантана и оксид церия, которые, как утверждается, обеспечивают превосходные характеристики (поджиг дуги и меньший расход электрода). Важно выбрать правильный диаметр электрода и угол наклона кончика для уровня сварочного тока. Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона. При сварке переменным током, поскольку электрод будет работать при гораздо более высокой температуре, для уменьшения эрозии электрода используется вольфрам с добавкой диоксида циркония. Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно сохранить заостренный наконечник, и конец электрода принимает сферический или «шаровидный» профиль.
Защитный газ
Защитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь..
Следующие рекомендации могут помочь..
- Аргон — наиболее часто используемый защитный газ, который можно использовать для сварки широкого спектра материалов, включая сталь, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5% h3 — добавление водорода к аргону немного восстановит газ, что поможет получить более чистые сварные швы без окисления поверхности. Поскольку дуга более горячая и более сжатая, она позволяет использовать более высокие скорости сварки.Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.
- Гелий и смеси гелия/аргона – добавление гелия в аргон повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению шва. Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.
Приложения
TIG применяется во всех отраслях промышленности, но особенно подходит для высококачественной сварки.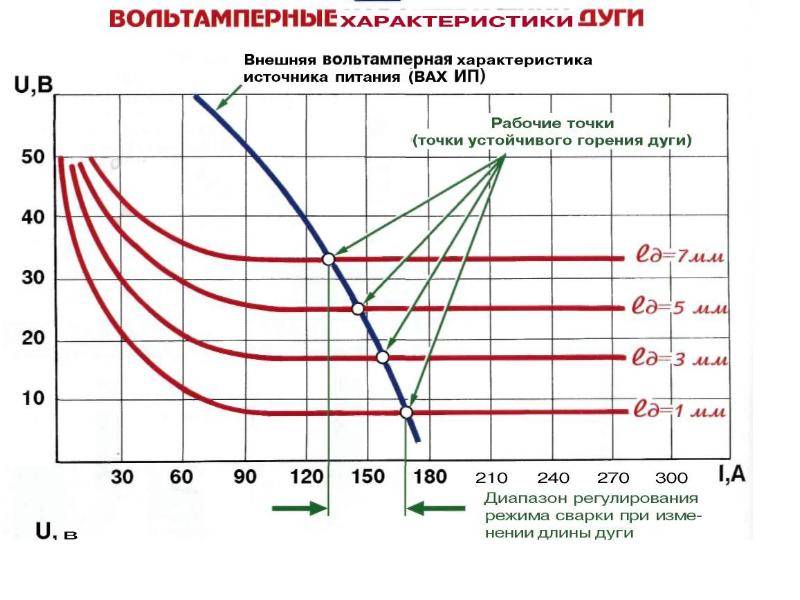 При ручной сварке относительно небольшая дуга идеальна для тонколистового материала или контролируемого провара (в корневом шве трубных швов). Поскольку скорость наплавки может быть довольно низкой (с использованием отдельного присадочного стержня), MMA или MIG могут быть предпочтительнее для более толстого материала и для заполняющих проходов в сварных швах толстостенных труб.
При ручной сварке относительно небольшая дуга идеальна для тонколистового материала или контролируемого провара (в корневом шве трубных швов). Поскольку скорость наплавки может быть довольно низкой (с использованием отдельного присадочного стержня), MMA или MIG могут быть предпочтительнее для более толстого материала и для заполняющих проходов в сварных швах толстостенных труб.
TIG также широко применяется в механизированных системах как в автогенном режиме, так и с присадочной проволокой. Однако имеется несколько готовых систем для орбитальной сварки труб, используемых при производстве химических установок или котлов.Системы не требуют манипулятивных навыков, но оператор должен быть хорошо обучен. Поскольку сварщик в меньшей степени контролирует поведение дуги и сварочной ванны, необходимо уделять особое внимание подготовке кромок (механической, а не ручной), подгонке стыка и контролю параметров сварки.
Ссылка(и) ..
TWI
— Всемирный центр технологий соединения материалов (там можно найти много информации о сварке).
Для голландцев, смотрите дальше
НОЛЬ
— Nederlands Instituut voor Lastechniek
Исследование характеристик дуги при однодуговой сварке двумя электродами
Цзоу Цзэн-да, ХАНЬ Бинь, ЦЮ Ши-яо, ВАН Синь-хун.Исследование характеристик дуги при однодуговой сварке двумя электродами [J]. ТРУДЫ КИТАЙСКОГО ИНСТИТУТА СВАРКИ, 2004, (1): 5-7,12.
| Ссылка: | Цзоу Цзэн-да, ХАНЬ Бин, Цюй Ши-яо, ВАН Синь-хун. Исследование характеристик дуги при однодуговой сварке двумя электродами [J]. ТРУДЫ КИТАЙСКОГО ИНСТИТУТА СВАРКИ , 2004, (1): 5-7,12. |
Колледж материаловедения и инженерии Шаньдунского университета, Цзинань 250061, Китай
- Дата получения: 30 мая 2003 г.
Аннотация
Однодуговая сварка двумя электродами представляет собой новую технологию сварки. Были изучены статические характеристики дуги и свойства плавления двойного электрода, а форма дуги при однодуговой сварке двумя электродами наблюдалась с помощью высокоскоростной камеры. Результаты показывают, что статическая характеристика дуги при однодуговой сварке двумя электродами повышается, кривая статической характеристики повышается с увеличением расстояния между двумя сердечниками. При правильном расстоянии между двумя сердечниками скорость плавления двух сердечников двойного электрода может оставаться неизменной, поэтому для однодуговой сварки с двойным электродом можно использовать источник питания постоянного или переменного тока.Скорость плавления двухэлектродного электрода выше, чем у электрода с одним сердечником, и увеличивается с увеличением сварочного тока и уменьшением расстояния между двумя сердечниками. Электрическая дуга двухэлектродной одинарной дуговой сварки имеет различные формы.
Были изучены статические характеристики дуги и свойства плавления двойного электрода, а форма дуги при однодуговой сварке двумя электродами наблюдалась с помощью высокоскоростной камеры. Результаты показывают, что статическая характеристика дуги при однодуговой сварке двумя электродами повышается, кривая статической характеристики повышается с увеличением расстояния между двумя сердечниками. При правильном расстоянии между двумя сердечниками скорость плавления двух сердечников двойного электрода может оставаться неизменной, поэтому для однодуговой сварки с двойным электродом можно использовать источник питания постоянного или переменного тока.Скорость плавления двухэлектродного электрода выше, чем у электрода с одним сердечником, и увеличивается с увеличением сварочного тока и уменьшением расстояния между двумя сердечниками. Электрическая дуга двухэлектродной одинарной дуговой сварки имеет различные формы.
Ссылки
Пропорциональные виды
