Какие сварочные электроды лучше для инвертора
Главная » Статьи » Какие сварочные электроды лучше для инвертора
Какие электроды для инвертора лучше?
Главная » Сварочные работы на даче.
Качество сварного шва, а также прочность, надежность и долговечность эксплуатации металлоконструкции во многом зависит от применяемых электродов. Их выбор осуществляется исходя из марки используемой стали и ее толщины.
Влияет ли тип оборудования на качество сварного соединения?
Тип сварочного аппарата – инверторный или трансформаторный – может влиять только на стабильность процесса. И только в тех случаях, если сварку выполняет сварщик с низкой квалификацией.
Инвертор является современным оборудованием, которое в отличие от трансформатора характеризуется:
- низким энергопотреблением;
- высокой точностью регулирования рабочего тока;
- наличием дополнительных опций – предупреждает залипание электрода в момент его поджига и в ходе процесса при резком увеличении или уменьшении длины дуги.

Этими особенностями обусловлено еще одно весомое преимущество аппаратов этого типа – на нем может работать как профессиональный сварщик, так и новичок в этом деле.
Критерии выбора покрытых электродов для ручной сварки
Стальной сердечник выбираемой марки электрода по химическому составу должен быть максимально приближенным к свариваемому металлу. В быту применяются преимущественно конструкционные стали, и на конкретную маркировку редко кто обращает внимание.
Поэтому рекомендуется использовать универсальные марки электродов относительно подгрупп металлов по содержанию углерода и легирующих элементов:
- Углеродистые стали с малым содержанием легирующих элементов – АНО-4, УОНИ-13/55, МР-3, АНО-21;
- Легированные – здесь выбор осуществляется исходя из механических свойств и химсостава основного металла. Так, для марок типа 14Х2ГМР, 14ХГНМД подходят электроды АНП-2, для 30ХГСА, 12Х2НВФА и подобных – НИАТ-3М, 25Г2С – УОНИ-13/85, для 12Х1МФ, 15Х1М1ФЛ – ТМЛ-ЗУ, для 15Х5М – ЦЛ-17, для 16ГНМА – ЦЛ-21 и т. д.
- Нержавейка – наиболее подходящие марки электродов OK 63.34 бренда ESAB, ОЗЛ-6 либо ЦЛ-11.
 д.
д.Большое значение для продуктивного сварочного процесса и получения надежного и качественного соединения имеет диаметр электрода.
| До 1,5 | 2 | 3 | 4-6 | 7-12 | свыше 12 |
| 1,6 | от 1,6 до 2,5 | от 2 до 3 | от 3 до 4 | 4-5 | 5 |
Тонколистовой прокат (толщиной до 1,5 мм) лучше всего варить механизированным способом в защитных газах (MIG/MAG) или аргонодуговым (TIG). Но если это невозможно, то необходимо выбирать электроды самого малого диаметра, установить минимальный для них ток, а сварку выполнять на прямой полярности («-» – на электроде, «+» – на металле).
- MIG/MAG сварка: что это такое?
- Заделываем дырку в металлической бочке
samanka.ru
Какие электроды лучше | Практические рекомендации
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены. Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный.
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Пример сварки инвертором электродами МР-3С
Понравилась статья? Тогда обязательно нажмите кнопки
Ещё по теме:
Что скрывают производители сварочных инверторов
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
www.elektrosvarka-blog.ru
Читаем какие электроды лучше для инверторной сварки
Давайте сегодня разберемся какие электроды лучше для инверторной сварки? Чтобы ответить на этот вопрос необходимо понять, а что такое инвенторная сварка и в чем ее отличие от обычной. Обычный сварочный аппарат устроен, так что в нем происходит преобразование напряжения, при помощи трансформатора. При проблемах с нестабильным напряжением в сети, работа с этим аппаратом невозможна или затруднена. В настоящие время широко используется разновидность сварочного аппарата, в котором преобразование напряжения происходит за счет особого электронного устройства. Эти аппараты в области сварочных работ называют инверторами.
При проблемах с нестабильным напряжением в сети, работа с этим аппаратом невозможна или затруднена. В настоящие время широко используется разновидность сварочного аппарата, в котором преобразование напряжения происходит за счет особого электронного устройства. Эти аппараты в области сварочных работ называют инверторами.
Инверторы менее чувствительны к скачкам напряжения в сети, работы выполненные инвертором отличается более высоким качеством. Как и при работе с любым сварочным аппаратом, при сварке инвертором, так же необходимы электроды. Электроды для инверторной сварки практически не отличаются от простых. Для инверторной сварки используют плавящиеся электроды, диаметр и состав которых подбирается согласно марки стали инструкции. Все плавящиеся электроды выпускаемых марок изготавливают из сварочной проволоки. Путем отпресовки, на стержень электрода наносится покрытие, которое обеспечивает стабильное горение и защищает сварочную ванну от воздействия атмосферы.
В зависимости от того какие материалы были использованы при их изготовлении, электроды делятся на три группы:
— углеродистые -легированные
-высоколегулированные
Проще сказать, что есть электроды для обычной сварки, а есть электроды для качественной сварки особо важных конструкций. Для обычных сварочных работ подходят электроды марки МР 3 и АНО. Для работы особо высокого качества лучше использовать электроды марки УОНИ. Но следует учитывать, что при работе с этими электродами особые навыки и необходимы, высокая квалификация сварщика. При выполнении сварочных работ надо знать свойство марок электродов и область их применения.
Для обычных сварочных работ подходят электроды марки МР 3 и АНО. Для работы особо высокого качества лучше использовать электроды марки УОНИ. Но следует учитывать, что при работе с этими электродами особые навыки и необходимы, высокая квалификация сварщика. При выполнении сварочных работ надо знать свойство марок электродов и область их применения.
Так АНО это марка наиболее популярных сварочных электродов. Они легко зажигаются и дают отличное качество сварки. МР 3 это марка универсальных электродов. Работать с ними можно даже по ржавому, плохо очищенному металлу. МР 3С марку этих электродов применяют при сварочных работах постоянным и переменным током, с применением обратной полярности. Эти электроды используют при выполнении шовных соединений высокого качества.
УОНИ 13\\55 сварочные электроды этой марки, используют при выполнении сварочных работ особо важных конструкций. Работа с ними требует опыта и высокой квалификации сварщика. Шов, выполненный этими электродами отличается высокой плотностью.
Чтобы правильно подобрать электроды для инвентарной сварки необходимо обратить внимание на их характеристики:
1. Состав покрытия электродов. 2. Коэфициэнт наплавки электрода.
3. Расход электрода на объем наплавленного металла.
При покупке электродов для инверторной сварки необходимо убедиться, что они упакованы и хранились соответствующим образом тогда можно быть уверенным, что их качество вас не подведет.
Оцените пожалуйста статью:
(9 голосов, средняя оценка: 4,00 из 5)
svarkahome.com
Какие электроды лучше для инвертора?
- Что такое инверторная сварка?
- Что такое электроды для инверторной сварки?
- Электроды для инвертора — как выбрать?
- Электроды для инвертора. Как выбрать правильно в зависимости от материала конструкции?
- Какие электроды лучше для инвертора? Обзор лучших марок
- Где купить хорошие электроды для инвертора?
- Как правильно применять инверторные электроды? Советы профессионалов
- Видеоматериал
 Как выбрать правильно в зависимости от материала конструкции?
Как выбрать правильно в зависимости от материала конструкции?Чаще всего соединение металлических изделий осуществляется сварочным методом с использованием трансформаторных или инверторных агрегатов. Для работы любого из них необходимы электроды. Чтобы достичь идеального результата сварки, необходимо знать, какие электроды лучше для инвертора. Именно данной теме и посвящена эта статья.
к содержанию ↑
Что такое инверторная сварка?
Такие устройства, как сварочные инверторы, давно вытеснили используемые ранее трансформаторные агрегаты. Объясняется это простотой эксплуатации, быстротой и качеством сварки любых металлических деталей и конструкций. Обычно такие устройства используются для дуговой сварки методом плавления.
Важно! Использование инвертора гарантирует получение сверхпрочного соединения металлических деталей за счет качественного шва. Это возможно благодаря неизменному показателю и стабильностью сварочного тока.
Инвертор способен формировать переменное напряжение при включении источника тока. Также в операции сваривания участвуют и другие приспособления:
- Система управления.
- Фильтр и сетевой выпрямитель.
- Высокочастотный трансформатор.
- Преобразователь частоты.
Главными же инструментами для инверторной сварки являются различные виды электродов. С ними и разберемся дальше.
к содержанию ↑
Что такое электроды для инверторной сварки?
Данные инструменты представляют собой электропроводящие стержни из металла, нужны они для подвода тока к сварочной зоне.
Важно! Стоит учитывать, что различные виды сварочных устройств, даже в случае однотипных, используют разные виды электродов.
 Поэтому нужно обязательно разобраться с тем, какими электродами лучше варить инвертором того или иного типа.
Поэтому нужно обязательно разобраться с тем, какими электродами лучше варить инвертором того или иного типа.Основными техническими характеристиками инверторных электродов являются:
- Длина стержня. Она может колебаться от 300 до 450 мм, и в целом зависит от характера легирования электрода.
- Диаметр стержня. Может быть равен значению, находящемуся в диапазоне от 1,6 мм до 5 мм.
Важно! Самые тонкие электроды диаметром в 1,6 мм производятся на заказ, так как не имеют такого широкого распространения, как более толстые.
- Сплав или материал, из которого электрод изготовлен.
к содержанию ↑
Электроды для инвертора — как выбрать?
Электроды для сварки производятся из проволоки, которая соответствует Государственному стандарту 1970 года 2246. Согласно этому стандарту, все электроды для инверторной сварки делятся на следующие типы:
- Легированные. Сделанные из проволоки Св-08ГСМТ, Св-08ХЗГ2СМ, Св-10Х5М, Св-15ГСТЮЦА и других.
- Углеродистые. Изготавливаются из проволоки Св-08ГА, Св-10Г2, Св-08АА, Св-10ГА, Св-08, Св-08А.
- Высоколегированные. Сделаны из проволоки Св-30Х15Н35ВЗБЗТ, Св-12Х13, Св-10Х17Т и других.
 Сделанные из проволоки Св-08ГСМТ, Св-08ХЗГ2СМ, Св-10Х5М, Св-15ГСТЮЦА и других.
Сделанные из проволоки Св-08ГСМТ, Св-08ХЗГ2СМ, Св-10Х5М, Св-15ГСТЮЦА и других.Важно! На поверхность стержня электрода методом опрессовки наносят покрытие, которое предохраняет сварочную ванну от атмосферных влияний и позволяет более устойчиво гореть дуге.
Все электроды делятся на две группы:
- Предназначены для сварки ответственных металлоконструкций.
- Предназначены для соединения обычных металлических конструкций.
к содержанию ↑
Электроды для инвертора. Как выбрать правильно в зависимости от материала конструкции?
Проводя сварочные работы, следует обязательно помнить, что для различных материалов необходимы разные электроды. Итак, как правильно подобрать электрод в инвертор?
- Высоколегированную и нержавеющую сталь следует сваривать стержнями ЦЛ-11, которые изготовлены по стандартам 10052-75 и 9466-75.
- Углеродистую сталь сваривают электродами, изготовленными по ГОСТу 9466-75 и 9467-75. Подойдут ОЗС-4, МР-3С, АНО-21, УОНИ-13/45.
- Малоуглеродистую сталь лучше обрабатывать стержнями с рутиловым и альменитовым покрытием. Подойдут АНО-4 и АНО-6.
- Самые разнообразные марки чугуна легко сварят электроды по ГОСТ 859-75. ОЗЧ-2.

к содержанию ↑
Какие электроды лучше для инвертора? Обзор лучших марок
На сегодняшний день наиболее популярными являются следующие марки:
- УОНИ-13/55. Пользуются большим спросом среди опытных сварщиков. Такие стержни позволяют сделать идеальный шов с оптимальной плотностью даже в условиях низкой температуры окружающей среды.
Важно! Марка УОНИ считается достаточно «капризной», поэтому работать с ней сможет далеко не каждый новичок. Такие электроды лучше использовать, уже имея реальный сварочный опыт.
- МР-3. Данная марка является, пожалуй, самой универсальной.
- АНО. Наиболее покупаемая марка сварочных электродов. Они зажигаются самым простым образом, без предварительной прокалки, осуществляют надежную и прочную сварку даже в руках новичка.

к содержанию ↑
Где купить хорошие электроды для инвертора?
Все популярные марки сварочных стержней можно без особых проблем найти в специализированных торговых точках. Однако стоит обратить внимание на наличие эпидемиологических сертификатов, которые дают гарантию на качественную сварку и безопасность использования.
Важно! Обязательно удостоверьтесь в подлинности покупаемой продукции, сразу же проверьте сертификат качества, лицензию производителя, уточните детали упаковки, перевозки и хранения стержней. Только так можно быть уверенным в эффективности применения и достойном качестве электрода.
к содержанию ↑
Как правильно применять инверторные электроды? Советы профессионалов
Сварочный процесс нельзя назвать простым, поэтому перед тем, как впервые приступить к сборке конструкции с применением инвертора следует потренироваться.
Важно! Учиться лучше на новых электродах. Так вы сможете лучше и быстрее понять смысл работы.
Вот как должен выглядеть процесс:
- Закрепите зажим к детали, заправьте электрод в держатель.
- Согласно диаметру стального стержня, установите ток.
Важно! Сварочный ток подбирают, исходя из расчета 20-30 А на 1 мм диаметра стержня. Для электрода диаметром 3 мм выставляется ток в 80-110 А, в зависимости от толщины металла, пространственного положения и количества проходов. Однако одинаковых во всех случаях и точных настроек не существует. Каждый мастер выбирает свои параметры тока методом проб и ошибок.
- Чтобы создать дугу, следует установить электрод к детали под углом приблизительно в 70 градусов.
- Быстро проведите стержнем по заготовке. При этом вы увидите сноп искр и услышите характерный звук.
- Прикоснитесь к детали так, чтобы появился зазор не более 5 мм. В это время возникает дуга, под воздействием которой металл начинает плавиться.

Важно! Следует учесть, что при больших токах получается более жидкая и менее управляемая сварочная ванна.
- Поддерживайте зазор, сдвигая стержень по горизонтали по мере его выгорания.
Важно! Если в процессе работ наблюдается прилипание, это является сигналом слабого тока, выставленного на приборе. Необходимо увеличить силу тока на агрегате для удаления липнущего эффекта.
- После выполнения шва следует обязательно убедиться в качестве его исполнения. Для этого постучите молотком в месте сварки детали после ее остывания. Шлак осыплется, открывая чистый блестящий шов.
Важно! Современные агрегаты для сварки инверторного типа могут варить различные поверхности при помощи любого типа электрода. В этом, по сути, и заключается их высокая популярность. Однако стоит учесть тот момент, что не все стержни одинаково хорошо могут справиться с поставленной задачей. Да и использование электродов, которые не рекомендованы для инверторной сварки, могут повлечь за собой серьезные нарушения вопросов безопасности работы.
 Поэтому очень важно разобраться в вопросе, какие электроды лучше для инвертора при сварке того или иного материала.
Поэтому очень важно разобраться в вопросе, какие электроды лучше для инвертора при сварке того или иного материала.к содержанию ↑
Видеоматериал
 youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Покупая стержни в магазинах, делайте выбор, основываясь на информацию, поданную в статье, и прислушайтесь к рекомендациям продавца. Это обеспечит вам безопасную работу и качественно выполненные надежные швы.
Какие электроды лучше для инвертора
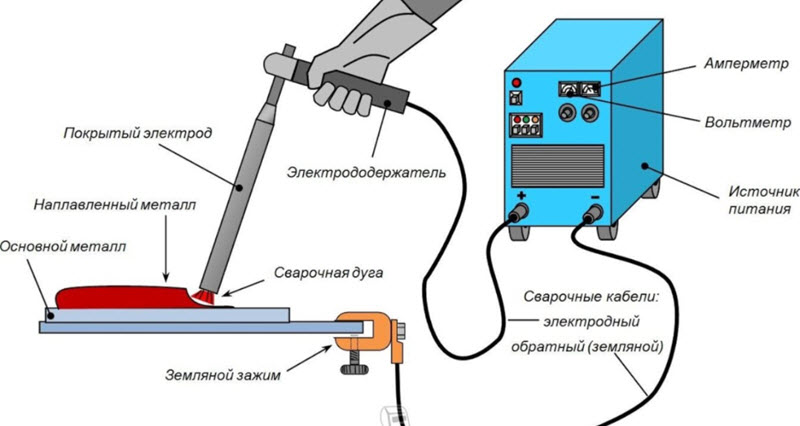
1. Назначение и типы
Стержень, который подводит электрический ток к месту сварки, называется электродом. Так коротко определяют назначение этого важного элемента сварочного процесса. Чтобы работа была эффективной, он должен отвечать ряду требований, например: стержень и его покрытие должно плавиться равномерно, в период хранения должен сохранять свои технологические и физико-химические характеристики, обладать низкой токсичностью во время сварки. Если описывать сам процесс с использованием этих расходных материалов, то для него требуется неизменная дуга горения, чтобы получился качественный шов, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
Если описывать сам процесс с использованием этих расходных материалов, то для него требуется неизменная дуга горения, чтобы получился качественный шов, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые. Эти стержни только подводят ток, а присадка подается отдельно.
- Плавящиеся являются металлическими стержнями с покрытием. В процессе сварки они расплавляются, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, для защиты сварного шва от воздействий окружающей среды.
2. Особенности сварочного оборудования
Чтобы разобраться, какие электроды лучше всего подходят для инвертора постоянного тока, важно понимать особенности и технические нюансы такого оборудования. Оно состоит из нескольких ключевых элементов: центрального управляющего блока, трансформатора, высокочастотного преобразователя, сетевого фильтра, силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы.
Оно состоит из нескольких ключевых элементов: центрального управляющего блока, трансформатора, высокочастотного преобразователя, сетевого фильтра, силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
3. Распространенные марки
Для каждой стали необходимы электроды определенной марки. Особенно это относится к материалам с различными покрытиями и примесями. При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному – эти особенности учитывать стоит. Примеры использования и некоторые характеристики расходных материалов мы приводим в таблице.
Перечень электродов в соответствии с видами стали
|
Марка |
Вид |
Характеристики некоторых расходных элементов |
|
1-я группа: УОНИ 13/55, УОНИ 13/45 2-я группа: МР-3, МР-3С 3-я группа: |
Углеродистая |
1-я группа – одни из самых сложных электродов, которые используются для создания высококачественных прочных швов на конструкциях с повышенной нагрузкой. 2-я группа – электроды для универсальных работ и сварки неочищенного и ржавого материала. Последние можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материала |
|
АНО-4 |
Легированная |
Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное горение дуги, минимальное разбрызгивание металла, шов высокого качества, и при этом шлак легко отделяется. Пользуются популярностью среди начинающих сварщиков |
|
ЦЛ-11 |
Высоколегированная |
Первые предназначены в основном для работы с нержавеющей сталью, вторые – для жаропрочных и деталей литья |
|
ОЗЧ-2 |
Чугун |
В состав покрытия входят компоненты, которые препятствуют образованию трещин из-за содержащегося водорода |
|
Т-520 |
Чугун (наплавка) |
Используются для сварки деталей машин, которые работают, например, в условиях быстрого абразивного изнашивания |
 Требуют квалификации сварщика и особого внимания к процессу.
Требуют квалификации сварщика и особого внимания к процессу.
4. На что обращать внимание при выборе
На что обращать внимание при выборе
Выбор диаметра электрода определяется толщиной материала. Например, для проваривания широких стенок требуется больше времени и больше материала расходного элемента. Чем он толще, тем дольше будет работа в непрерывном режиме, тонкий электрод в этом случае быстро прогорит. Специалист может рассчитать длительность процесса и размер шва. Так, например, для сварки уголков или профильных труб не требуется жесткого соблюдения требований герметизации, поэтому для работы могут использоваться универсальные электроды от 0,5 до 2 мм для сварки инвертором. Для выполнения сложных трассовых сварочных работ с толстыми элементами конструкции или профильными опорами для сборки требуются элементы большего диаметра.
Выбор по внешнему виду важен не менее, чем надпись на упаковке. Сухая поверхность элемента, который должен быть плотным. Вздутия, наплывы и всевозможные поры исключаются. Иногда допускаются продольные трещины, неровности и задиры определенного размера – эти значения следует проверять по ГОСТу.
В качестве упаковки должна выступать водонепроницаемая бумага или картонные коробки в герметичной полиэтиленовой пленке. На коробке указываются свариваемые материалы, значения тока и особые условия сварочного процесса. В обязательном порядке ставятся обозначения электродов в соответствии с принятой маркировкой. Пишется также их расход. На практике этот параметр является довольно условным: на разных материалах и конструкциях разного назначения расход одного и того же расходного материала может быть различным.
5. В качестве вывода
Соотношение полезного металла и шлака в процессе сварки характеризуется коэффициентом наплавки, который, в том числе, зависит от условий хранения электродов. Отсыревшие элементы можно высушить, но их коэффициент наплавки будет уже гораздо меньше. Поэтому при покупке важно тщательно проверять упаковку и хранить расходные материалы в соответствии с нормами. Качество шва должно быть безупречным, особенно если речь идет о герметичном и наружном соединении. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
Какие электроды лучше выбрать для инвертора? Рейтинг стержней — Сварочные электроды
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки ;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.
Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором .
Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
 Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21. МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна .
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
Прямая полярность. к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).
Держак крепится к минусу (-).
Обратная полярность. масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
This entry was posted in Как подобрать сварочный ток по диаметру электрода and tagged выбор, дома, материал, материалы, надежность, промышленные, работы. Bookmark the <a href=»https://smetod.ru/kakie-elektrody-luchshe-vybrat-dlya-invertora-rejting-sterzhnej/» title=»Permalink to Какие электроды лучше выбрать для инвертора? Рейтинг стержней» rel=»bookmark»>permalink</a>.
Какие электроды для какого металла. Сварочный электрод какой фирмы выбрать? Лучшие электроды для инверторной сварки – какие они
Получение металла шва, равнопрочного основному, обеспечивается выбором типа сварочного электрода, который регламентирует прочностные характеристики сварного соединения. Следует учитывать, что применение электродов с повышенными механическими свойствами наплавленного металла, например, по пределу прочности при растяжении, может привести к снижению работоспособности сварной конструкции.
Для сварки кипящих сталей (низкоуглеродистая сталь, выпускаемая из печи слабораскисленной) используют электроды с любым покрытием.
Для сварки полуспокойных сталей (сталь, полученная при раскислении жидкого металла менее полно, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали) при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит у электродов с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется у электродов с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов у электродов с основным покрытием.
Хуже формируется шов у электродов с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Характеристики электродов для сварки углеродистых и низколегированных сталей
| Тип Э42 412 МПа (42 кгс/мм 2) | ||||
| Марка , | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| Огонек | ||||
Для изделий из стали толщиной 1-3 мм. Сварку можно выполнять способом «сверху-вниз». Сварку можно выполнять способом «сверху-вниз». | ||||
| АНО-6 | ||||
| Сварка короткой или средней дугой. Допускается по незачищенным кромкам. При сварке угловых швов электрод наклонять под углом 40-50° в направлении сварки. Имеет высокую стойкость против образования пор и горячих трещин. Uхх≥50В. | ||||
| АНО-6М | ||||
| Сварка короткой или средней дугой. Легко отделяется шлак. Минимальное разбрызгивание. Малая склонность к образованию пор и горячих трещин. Uхх≥50В. | ||||
| АНО-17 | ||||
Высокопроизводительные. Для сварки металла большой толщины длинными швами. Малая чувствительность к порообразованию при сварке по окисленной поверхности. Uхх≥50В. Для сварки металла большой толщины длинными швами. Малая чувствительность к порообразованию при сварке по окисленной поверхности. Uхх≥50В. | ||||
| ВСЦ-4 | ||||
| Сварка трубопроводов без колебаний электрода опиранием на кромки «сверху-вниз». Корень шва — на постоянном токе любой полярности, «горячий» проход — на обратной полярности. Оставлять огарок не менее 50 мм. | ||||
| ВСЦ-4М | ||||
| Сварка корневого шва и «горячего» прохода стыков трубопроводов. Позволяют вести сварку способом «сверху-вниз» опиранием электрода. Обеспечивают стойкость против образования пор. | ||||
| ОЗС-23 | ||||
Для сварки конструкций малой толщины по окисленной поверхности. Малая чувствительность к порообразованию. Низкая токсичность. Uхх≥50В. Малая чувствительность к порообразованию. Низкая токсичность. Uхх≥50В. | ||||
| ОМА-2 | ||||
| Для сварки ответственных металлоконструкций малой толщины (0,8- 3,0 мм). Сварка удлиненной дугой по окисленной поверхности. Электроды с малой проплавляющей способностью. Uхх≥60В. | ||||
| Тип Э42А Стали с пределом прочности при растяжении до 412 МПа (42 кгс/мм 2) с высокими требованиями к шву по пластичности и ударной вязкости. | ||||
| УОНИ-13/45 | ||||
| Для сварки ответственных конструкций, работающих при пониженных температурах. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИ-13/45А | ||||
Для сварки ответственных конструкций из сталей типа СХЛ-4, МС-1, Ст3сп и им подобных. Сварка короткой дугой по тщательно зачищенным кромкам. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИИ-13/45 | ||||
| УОНИИ-13/45А | ||||
| Для сварки ответственных конструкций, работающих при пониженных температурах. Сварка предельно короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИИ-13/45Р | ||||
| Для сварки судостроительных сталей. Сварка короткой дугой по зачищенным кромкам. Высокая стойкость металла шва к образованию горячих трещин. | ||||
| Тип Э46 Для сталей с пределом прочности при растяжении до 451 МПа (46 кгс/мм 2) | ||||
| АНО-4 | ||||
Для сварки простых и ответственных конструкций всех групп и степеней раскисления. Сварка дугой средней длины. Допускается по незачищенным кромкам. Не склонны к порообразованию при повышенной величине тока. Uхх≥50В. Сварка дугой средней длины. Допускается по незачищенным кромкам. Не склонны к порообразованию при повышенной величине тока. Uхх≥50В. | ||||
| АНО-13 | ||||
| Для вертикальных угловых, нахлесточных и стыковых швов способом «сверху — вниз». Сварка короткой или средней дугой. Можно по незачищенным кромкам. Металл шва стоек к образованию горячих трещин. Покрытие гигроскопично. Uхх≥50В. | ||||
| АНО-21 | ||||
| Для простых и ответственных конструкций из углеродистых сталей всех групп и степеней раскисления. Сварка удлиненной дугой по незачищенным кромкам. Uхх≥50В. | ||||
| АНО-24 | ||||
Для сварки в монтажных условиях. Сварка удлиненной дугой по незачищенным кромкам. Малая склонность к образованию подрезов. Uхх≥50В. Сварка удлиненной дугой по незачищенным кромкам. Малая склонность к образованию подрезов. Uхх≥50В. | ||||
| АНО-34 | ||||
| В нижнем положении электрод отклонять на 20-40° от вертикали в направлении сварки. Сварка возможна удлиненной дугой по окисленной поверхности. Uхх≥50В. | ||||
| ЭЛЗ-С-1 | ||||
| Для сварки низкоуглеродистых, углеродистых и низколегированных сталей с пределом прочности при растяжении до 490 МПа. Uхх≥50В. | ||||
| МР-3 | ||||
Для ответственных конструкции. Сварка короткой или средней дугой. Поверхности тщательно зачистить от окалины. Хорошо перекрываются зазоры. При сварке на повышенных токах возможны поры. Uхх≥60В. Поверхности тщательно зачистить от окалины. Хорошо перекрываются зазоры. При сварке на повышенных токах возможны поры. Uхх≥60В. | ||||
| МР-3М | ||||
| Для сталей с содержанием углерода до 0,25%. Возможна сварка влажного, ржавого, плохо очищенного от окислов металла. Высокопроизводительны. Сварка средних и больших толщин ведется на повышенных режимах «углом назад». Uхх≥60В. | ||||
| ОЗС-3 | ||||
| Для сварки ответственных деталей. Сварка короткой дугой. Допускается сварка по незачищенным поверхностям. Uхх≥60В. | ||||
| ОЗС-4 | ||||
Для высокопроизводительной сварки ответственных деталей. Допускается сварка удлиненной дугой и по незачищенным поверхностям. Uхх≥60В. Допускается сварка удлиненной дугой и по незачищенным поверхностям. Uхх≥60В. | ||||
| ОЗС-4И | ||||
| Для ответственных конструкций. Допускают сварку влажного, ржавого, плохо очищенного от окислов металла. Высокая производительность. Сварка в нижнем положении при средних и больших толщинах «углом назад». Средняя длина дуги. Uхх≥60В. | ||||
| ОЗС-6 | ||||
| Для высокопроизводительной сварки. Допускается сварка удлиненной дугой, возможна и по окисленной поверхности. Uхх≥50В. | ||||
| ОЗС-12 | ||||
Рекомендуется для тавровых соединений с получением мелкочешуйчатых вогнутых швов. Легко отделяется шлак. Сварка удлиненной дугой и по окисленной поверхности. Uхх≥50В. Легко отделяется шлак. Сварка удлиненной дугой и по окисленной поверхности. Uхх≥50В. | ||||
| Тип Э46А Для сталей с пределом прочности при растяжении 451 МПа (46 кгс/мм 2) при повышенных требованиях к швам по пластичности и ударной вязкости. | ||||
| ТМУ-46 | ||||
| Для ответственных конструкций, в том числе трубопроводов. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| УОНИ-13/55К | ||||
Для ответственных конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Сварка короткой дугой по зачищенным кромкам. Металл шва обладает высокой стойкостью к образованию горячих трещин и характеризуется низким содержанием водорода. | ||||
| АНО-8 | ||||
| Для сварки конструкций из углеродистых и низколегированных сталей, работающих при пониженных температурах. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| Тип Э50 Для сталей с пределом прочности при растяжении 490 МПа (50 кгс/мм 2) | ||||
| ВСЦ-4А | ||||
| Высокопроизводительная сварка корневого шва и «горячего» прохода стыков трубопроводов и ответственных конструкций. Сварка корневого шва без колебаний, опиранием, на постоянном токе любой полярности. «Горячий» проход — после зачистки корневого шва. Оба слоя сваривать «сверху-вниз». Оставлять огарок не менее 50 мм. | ||||
| 55-У | ||||
Сварка короткой дугой или опиранием по тщательно зачищенным кромкам. Uхх≥65В. Uхх≥65В. | ||||
| Тип Э50А Для сталей с пределом прочности при растяжении 490 МПа (50 кгс/мм 2) при повышенных требованиях к швам по пластичности и ударной вязкости. | ||||
| АНО-27 | ||||
| Для сварки ответственных конструкций при температуре до -40°С. Сварка короткой дугой по тщательно зачищенной поверхности. Обеспечивают пониженное содержание водорода в швах. | ||||
| АНО-Т | ||||
| Для сварки ответственных конструкций и трубопроводов во всех климатических зонах. Сварка корневого шва без подкладных колец. Формирование обратного валика в потолочном положении. | ||||
| АНО-ТМ/Н | ||||
Для поворотных стыков нефте- и газопроводов диаметром 59-1420 мм и других ответственных конструкций. Сварка короткой дугой по зачищенным кромкам. Эффективны для односторонней сварки. Uхх≥65В. Сварка короткой дугой по зачищенным кромкам. Эффективны для односторонней сварки. Uхх≥65В. | ||||
| АНО-ТМ | ||||
| Для ответственных конструкций, в том числе трубопроводов из низкоуглеродистых и низколегированных сталей. Сварка короткой дугой по зачищенным кромкам. Качественно формируется обратный валик высотой 0,5-3 мм. | ||||
| ИТС-4 | ||||
| Для судокорпусных сталей Ст3сп, 09Г2, 09Г2С, 10ХСНД, 10Г2С1Д-35, 10Г2С1Д-40 и т.д. Сварка короткой дугой по тщательно зачищенным кромкам. Обеспечивают высокую коррозионную стойкость. | ||||
| ИТС-4С | ||||
Для сварки ответственных конструкций в судостроении; стали СХЛ-4, 09Г2 и др. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| ОЗС-18 | ||||
| Для сварки ответственных конструкций из сталей 10ХСНД, 10ХНДП и др. толщиной до 15 мм, стойких против атмосферной коррозии, с низким содержанием водорода. | ||||
| ОЗС-25 | ||||
| Для сварки ответственных конструкций. Сварка короткой дугой по тщательно зачищенным кромкам. Хорошая отделяемость шлака. Отсутствие подрезов и мелкочешуйчатость шва. | ||||
| ОЗС/ВНИИСТ-26 | ||||
Для трубопроводов нефти и газа, загрязненных сероводородом. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая коррозионная стойкость в среде увлажненного до 25% сероводорода. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая коррозионная стойкость в среде увлажненного до 25% сероводорода. | ||||
| ОЗС-28 | ||||
| Для ответственных конструкций из сталей 09Г2, 10ХСНД и др. Сварка короткой дугой по тщательно зачищенным кромкам. Uхх≥60В. | ||||
| ОЗС-33 | ||||
| Для особо ответственных конструкций. Обеспечивают металл шва с высокой стойкостью к образованию горячих трещин и низким содержанием водорода. Сварка короткой или предельно короткой дугой по зачищенным кромкам. | ||||
| ТМУ-21У | ||||
Для сталей типа 15ГС и др. ; для энергетического оборудования. Для труб с толщиной стенки более 16 мм. Сварка в узкую разделку с общим углом скоса кромок до 15°. Сварка короткой дугой по тщательно зачищенным кромкам. Легкое зажигание дуги без «стартовой» пористости. ; для энергетического оборудования. Для труб с толщиной стенки более 16 мм. Сварка в узкую разделку с общим углом скоса кромок до 15°. Сварка короткой дугой по тщательно зачищенным кромкам. Легкое зажигание дуги без «стартовой» пористости. | ||||
| ТМУ-50 | ||||
| Для ответственных конструкций и трубопроводов. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| УОНИ-13/55 | ||||
| Для ответственных конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против образования горячих трещин, имеет низкое содержание водорода. | ||||
| УОНИ-13/55С | ||||
Для особо ответственных конструкций. Обеспечивают металл шва высокой стойкостью к образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам. Обеспечивают металл шва высокой стойкостью к образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам. | ||||
| УОНИ-13/55ТЖ | ||||
| Для особо ответственных конструкций, работающих при пониженных температурах. Металл шва хорошо противостоит образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам. | ||||
| УОНИИ-13/55Р | ||||
| Для судостроительных сталей с пределом прочности до 490-660 МПа. Сварка короткой дугой или опиранием по тщательно зачищенным кромкам. | ||||
| ЦУ-5 | ||||
Для трубных деталей и теплообменников котлоагрегатов, работающих при температурах до 400°С. Пониженная склонность к порообразованию. Сварка короткой дугой по тщательно зачищенным кромкам. Пониженная склонность к порообразованию. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ЦУ-7 | ||||
| Для ответственных конструкций, работающих при температурах до 400°С. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ЦУ-8 | ||||
| Для ответственных конструкций, работающих при температурах до 400°С при малой толщине металла и для сварки труб малых диаметров. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| Э-138/50Н | ||||
Для тяжелонагруженных швов подводной части судов. Для сталей Ст3С, Ст4С, 09Г2, СХЛ-1, СХЛ-45, МС-1 и др. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против коррозии в морской воде. Для сталей Ст3С, Ст4С, 09Г2, СХЛ-1, СХЛ-45, МС-1 и др. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против коррозии в морской воде. | ||||
| Тип Э55 Для сталей с пределом прочности при растяжении до 539 МПа (55 кгс/мм 2) | ||||
| ОЗС/ВНИИСТ-27 | ||||
| Для трубопроводов и конструкций из хладостойких низколегированных сталей, работающих при температурах до -60°С. Сварка короткой дугой по тщательно зачищенным кромкам. Корневые швы — на постоянном токе прямой полярности. | ||||
| УОНИ-13/55У | ||||
Для сварки арматуры и рельсов ванным способом, для ответственных конструкций ручной дуговой сваркой. Сварка короткой дугой по зачищенным кромкам. При ванном способе значения тока увеличивают в 1,3-1,7 раза. Перерывы во время сварки недопустимы. Uхх≥65В. Сварка короткой дугой по зачищенным кромкам. При ванном способе значения тока увеличивают в 1,3-1,7 раза. Перерывы во время сварки недопустимы. Uхх≥65В. | ||||
| Тип Э60 Для сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2) | ||||
| АНО-ТМ60 | ||||
| Для стыковых соединений труб и других ответственных конструкций. Сварка короткой дугой по зачищенным кромкам. Формирование корневого шва без подкладных элементов и подварки с плавным переходом к основному металлу. | ||||
| ВСФ-65 | ||||
Для ответственных конструкций, в том числе магистральных трубопроводов. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ОЗС-24М | ||||
| Для конструкций и трубопроводов из сталей 06Г2НАБ, 12Г2АФЮ, 10ГНМАЮ и др., работающих при температурах до -70°С. Сварка короткой дугой по зачищенным кромкам. Металл шва характеризуется высокой хладостойкостью. | ||||
| УОНИ-13/65 | ||||
| Для ответственных конструкций из углеродистых низколегированных хромистых, хромомолибденовых, хромокремнемарганцевых сталей, работающих при низких температурах. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая стойкость металла шва к горячим трещинам. Низкое содержание водорода. | ||||
Характеристики электродов для сварки легированных сталей повышенной прочности
| Тип Э70 Для сталей с пределом прочности при растяжении до 686 МПа (70 кгс/мм 2) | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- нап-лавки, г/А ч | Поло- жение швов |
| АНО-ТМ70 | ||||
| Для сварки ответственных конструкций и трубопроводов без подкладных элементов и подварки. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| АНП-1 | ||||
| Для сварки ответственных конструкции из сталей 14ХГ2МР, 14ХМНДФР и др., деталей транспортных и дорожных машин, работающих при низких температурах. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| АНП-2 | ||||
Для сварки ответственных конструкций. Сварка короткой дугой по тщательно зачищенным кромкам. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ВСФ-75 | ||||
| Для трубопроводов и ответственных конструкций при сварке заполняющих и облицовочных слоев. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| Тип Э85 Для сталей с пределом прочности при растяжении до 833 МПа (85 кгс/мм 2) | ||||
| НИАТ-3М | ||||
| Для сварки ответственных конструкций из термически упрочняемых сталей. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИ-13/85 | ||||
Для ответственных конструкций из термически упрочняемых сталей до высокого предела прочности: 30ХГСА, 30ХГСНА и др. Сварка только короткой дугой по тщательно зачищенным кромкам. Металл шва стоек к горячим трещинам. Низкое содержание водорода. Сварка только короткой дугой по тщательно зачищенным кромкам. Металл шва стоек к горячим трещинам. Низкое содержание водорода. | ||||
| УОНИ-13/85У | ||||
| Для арматуры и рельсов ванным способом и ручной дуговой сварки конструкций из высокопрочных сталей, работающих при тяжелых нагрузках. Сварка короткой дугой по зачищенным кромкам. При ванном способе использовать остающиеся или удаляемые формы. | ||||
| Тип Э100 Для сталей с пределом прочности при растяжении до 980 МПа (100 кгс/мм 2) | ||||
| АН-ХН7 | ||||
| Сборка без зазоров. Сварка короткой и средней дугой по тщательно зачищенным кромкам. | ||||
| ВИ-10-6 | ||||
Сборка без зазоров. Сварка короткой или средней дугой по тщательно зачищенным кромкам петлеобразными движениями электрода. При быстром охлаждении возможны трещины в кратерах. Сварка короткой или средней дугой по тщательно зачищенным кромкам петлеобразными движениями электрода. При быстром охлаждении возможны трещины в кратерах. | ||||
| ОЗШ-1 | ||||
| Сварка короткой дугой непрерывно, не допуская охлаждения, по тщательно зачищенным кромкам. Предварительный подогрев до 400-450°С. Можно использовать для наплавки штампов. | ||||
Характеристики электродов для сварки легированных сталей высокой прочности
| Тип Э125 Для сталей с пределом прочности при растяжении свыше 980 МПа (100 кгс/мм 2) | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- нап-лавки, г/А ч | Поло- жение швов |
| НИИ-3М | ||||
| Для сталей 30ХГСНА, 30ХГСН2А и др., термически обрабатываемых на прочность до 1274 МПа (130 кгс/мм 2). Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э150 Для сталей с пределом прочности при растяжении до 1470 МПа (150 кгс/мм 2) | ||||
| НИАТ-3 | ||||
| Для высокопрочных сталей типа 30ХГСНА с пределом прочности до 1470 МПа (150 кгс/мм 2) | ||||
Электроды для наплавки
Наплавочные электроды обеспечивают получение наплавленного металла разнообразного по химическому составу, структуре и свойствам. По ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами» существует 44 типа таких электродов.
По ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами» существует 44 типа таких электродов.
Все они имеют основное покрытие. Это обеспечивает лучшую сопротивляемость образованию трещин при наплавке деталей из стали с повышенным содержанием углерода и при высокой жёсткости конструкции.
В зависимости от условий работы конструкций с наплавленными покрытиями, электроды для наплавки могут быть условно разделены на 6 групп.
Характеристики электродов для наплавки
| Первая группа Электроды для наплавки, обеспечивающие получение низкоуглеродистого низколегированного наплавленного металла с высокой стойкостью в условиях трения металла о металл и ударных нагрузок (по назначению к этой группе относятся некоторые марки электродов 3-ей группы). | ||||
| Марка электрода /тип металла , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- нап-лавки, г/А ч | Поло- жение швов |
| ОЗН-300М /11Г3С | ||||
| Для деталей из углеродистых и низколегированных сталей, работающих в условиях трения и ударных нагрузок, например: валы, оси, автосцепки, крестовины и др. детали автомобильного и ж/д транспорта. | ||||
| ОЗН-400М /15Г4С | ||||
| То же, с увеличенной твердостью наплавленного металла. | ||||
| НР-70 /Э-30Г2ХМ | ||||
Для деталей, работающих в условиях интенсивных ударных нагрузок и трения по металлу: рельсы, крестовины и другое. | ||||
| ЦНИИН-4 /Э-65Х25Г13Н3 | ||||
| Для заварки дефектов литья железнодорожных крестовин и других деталей из высокомарганцовистых сталей 110Г13Л. | ||||
| Вторая группа Электроды, обеспечивающие получение среднеуглеродистого низколегированного наплавленного металла с высокой стойкостью в условиях трения металла о металл и ударных нагрузок при нормальной и повышенной температурах (до 600-650°С). | ||||
| ЭН-60М /Э-70Х3СМТ | ||||
Для штампов всех типов, работающих с нагревом контактных поверхностей до 400°С, и быстроизнашивающихся деталей в станочном оборудовании: шестерни, эксцентрики, направляющие и др. | ||||
| ЦН-14 | ||||
| Для оборудования горячей штамповки и резки, в том числе ножей, ножниц, штампов и др. | ||||
| 13КН/ЛИВТ /Э-80Х4С | ||||
| Для зубьев ковшей экскаваторов, черпаков, земснарядов, ножей дорожных машин, работающих при абразивном износе без значительных ударов и давлений. | ||||
| ОЗШ-3 /Э-37Х9С2 | ||||
| Для обрезных и вырубных штампов холодной и горячей штамповки (до 650°С) и быстроизнашивающихся деталей машин и оборудования. | ||||
| ОЗИ-3 /Э-90Х4М4ВФ | ||||
Для штампов холодного и горячего (до 650°С) деформирования металлов, а также для быстроизнашивающихся деталей горнометаллургического и станочного оборудования. | ||||
| Третья группа Электроды, обеспечивающие получение углеродистого, легированного (или высоколегированного) наплавленного металла с высокой стойкостью в условиях абразивного изнашивания и ударных нагрузок. | ||||
| ОЗН-6 /90Х4Г2С3Р | ||||
| Для быстроизнашивающихся деталей горно-добывающих, строительных машин и др., работающих при интенсивном абразивном износе и значительных ударных нагрузках. | ||||
| ОЗН-7 /75Х5Г4С3РФ | ||||
| Для быстроизнашивающихся деталей преимущественно из высокомарганцовистых сталей 110Г13Л, работающих при интенсивном износе и при значительных ударных нагрузках. | ||||
| ВСН-6 /Э-110X14В13Ф2 | ||||
Для быстроизнашивающихся деталей из углеродистых и высокомарганцовистых сталей при значительных ударных нагрузках в условиях абразивного износа. | ||||
| Т-590 /Э-320Х25С2ГР | ||||
| Для деталей, работающих в условиях абразивного износа при умеренных ударных нагрузках. | ||||
| Четвертая группа Электроды, обеспечивающие получение углеродистого высоколегированного наплавленного металла с высокой стойкостью в условиях больших давлений и высоких температур (до 680-850°С). | ||||
| ОЗШ-6 /10Х33Н11М3СГ | ||||
| Для бойков радиально-ковочных машин, штампов холодного и горячего (до 800-850°С) деформирования металлов, ножей горячей резки металла, быстроизнашивающихся деталей оборудования, работающих в тяжелых термо-деформационных условиях. | ||||
| УОНИ-13/Н1-БК /Э-09Х31Н8АМ2 | ||||
Для уплотнительных поверхностей арматуры, работающих в контакте со средами высокой агрессивности. | ||||
| ОЗИ-5 /Э-10К18В11М10Х3СФ | ||||
| Для металлорежущего инструмента, штампов горячей (до 800-850°С) штамповки и деталей, работающих в особо тяжелых температурно-силовых условиях. | ||||
| Пятая группа Электроды, обеспечивающие получение высоколегированного аустенитного наплавленного метала с высокой стойкостью в условиях коррозионно-эрозионного изнашивания и трения металла о металл при повышенных температурах (до 570-600°С). | ||||
| ЦН-6Л /Э-08Х17Н8С6Г | ||||
| Для уплотнительных поверхностей деталей арматуры котлов, работающих при температуре до 570°С и давлении до 7800 МПа (780 кг/мм 2). | ||||
Шестая группа Электроды, обеспечивающие получение дисперсноупрочняемого высоколегированного наплавленного металла с высокой стойкостью в тяжелых температурно-деформационных условиях (до 950-1100°С). | ||||
| ОЗШ-6 /10Х33Н11М3СГ | ||||
| Для кузнечно-штамповой оснастки холодного и горячего деформирования металлов, деталей металлургического и станочного оборудования, работающих в тяжелых условиях термической усталости (до 950°С) и больших давлений. | ||||
| ОЗШ-8 /11Х31Н11ГСМ3ЮФ | ||||
| Для кузнечно-штамповой оснастки горячего деформирования металла, работающего в сверхтяжелых условиях термической усталости (до 1100°С) и больших давлений. | ||||
Электроды для сварки и наплавки чугуна
Такие электроды предназначены для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять и для изготовления сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна без предварительного подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля и железоникелевого сплава. Это марки ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и др. Иногда целесообразно использовать электроды иного назначения. Так, при ремонте чугунных тюбингов в условиях большой загрязненности и высокой влажности лучше брать марку ОЗЛ-25Б. Первые слои на загрязненных чугунах можно выполнять марками ОЗЛ-27 и ОЗЛ-28. Успешно применяют и марку ОЗБ-2М, предназначенную для сварки бронз.
Их можно применять и для изготовления сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна без предварительного подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля и железоникелевого сплава. Это марки ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и др. Иногда целесообразно использовать электроды иного назначения. Так, при ремонте чугунных тюбингов в условиях большой загрязненности и высокой влажности лучше брать марку ОЗЛ-25Б. Первые слои на загрязненных чугунах можно выполнять марками ОЗЛ-27 и ОЗЛ-28. Успешно применяют и марку ОЗБ-2М, предназначенную для сварки бронз.
Характеристики электродов для сварки и наплавки чугуна
| , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ЦЧ-4 /FeV | ||||
Для сварки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугуна. Сварка серого и высокопрочного чугунов. Сварка серого и высокопрочного чугунов. | ||||
| ОЗЧ-2 /Cu | ||||
| ОЗЧ-6 /Cu | ||||
| Для сварки тонкостенных деталей из серого и ковкого чугунов. | ||||
| МНЧ-2 /NiCu | ||||
| Для сварки, наплавки и заварки дефектов литья в деталях из серого и ковкого чугунов. | ||||
| ОЗЧ-3 /Ni | ||||
Для сварки и заварки дефектов литья в деталях из серого и высокопрочного чугунов, когда к соединениям предъявляются повышенные требования по чистоте обработки поверхности. | ||||
| ОЗЧ-4 /Ni | ||||
| Для сварки и наплавки деталей из серого и высокопрочного чугунов. Предпочтительны для последних слоев, работающих на истирание или при ударных нагрузках. | ||||
Электроды для сварки цветных металлов
Предназначены для сварки алюминия, меди, никеля и их сплавов. Титан и его сплавы ручной дуговой сваркой покрытым электродом не сваривают из-за интенсивной окисляемости.
Электроды для сварки алюминия . Основная трудность при сварке алюминия и его сплавов — наличие окисной пленки. Температура её плавления 2060°С, тогда как температура плавления алюминия 660°С. Плотная тугоплавкая пленка может нарушить стабильность процесса сварки и таким образом повлиять на качество формирования шва, вызвав появление внутренних дефектов в наплавленном металле. Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Характеристики электродов для сварки алюминия и его сплавов
| Марка электрода /основной металл шва , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ОЗА-1 /Al | Псол. | |||
| Для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом до 250-400°С по зачищенным кромкам. Шлак удалять горячей водой и щетками. | ||||
| ОЗА-2 /Al | Псол. | |||
| Для заварки литьевого брака и наплавки деталей из алюминиево-кремнистых сплавов АЛ-4, АЛ-9, АЛ-11 и др. Сварка с предварительным подогревом до 250-400°С по зачищенным кромкам. Шлак удалять горячей водой и стальными щетками. | ||||
| ОЗАНА-1 /Al | Псол. | |||
| Для деталей и конструкций из технически чистого алюминия. Сварка изделий толщиной более 10 мм с предварительным подогревом до 250-400°С по зачищенным кромкам. | ||||
| ОЗАНА-2 /Al | Псол. | |||
Для заварки литьевого брака и наплавки деталей из алюминиево-кремнистых сплавов АЛ-4, АЛ-9, АЛ-11 и др. Сварка деталей толщиной до 10 мм без подогрева, при больших толщинах — с подогревом до 200°С по зачищенным кромкам. Сварка деталей толщиной до 10 мм без подогрева, при больших толщинах — с подогревом до 200°С по зачищенным кромкам. | ||||

Электроды для сварки меди и ее сплавов . При сварке меди основная проблема — образование пор в металле шва из-за высокой ее активности при взаимодействии с газами, особенно с кислородом и водородом. Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Сварка латуней сложна и опасна для здоровья из-за интенсивного выгорания цинка.
Сварка бронз доставляет трудности ввиду высокой хрупкости и недостаточной прочности в нагретом состоянии.
Характеристики электродов для сварки меди и ее сплавов
| Марка электрода /основной металл шва , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- нап-лавки, г/А ч | Поло- жение швов |
| Комсомолец-100 /Cu | Пспец. | |||
| Для сварки и наплавки изделий из технически чистой меди М1, М2, М3. Возможна сварка меди со сталью. Сварка с предварительным местным подогревом до 300-700°С. | ||||
| АНЦ/ОЗМ-2 /Cu | Пспец. | |||
| Для сварки и наплавки изделий из технически чистой меди с содержанием кислорода не более 0,01%. Сварка при толщине более 10 мм с предварительным подогревом до 150-350°С. | ||||
| АНЦ/ОЗМ-3 /Cu | Пспец. | |||
| Для сварки и наплавки технически чистой меди (кислорода не более 0,01%). Возможна сварка со сталью. Сварка при толщине до 10 мм короткой дугой без подогрева и без разделки кромок одно- или двусторонним швом с небольшими колебаниями электрода. | ||||
| ОЗБ-2М /CuSn | ||||
| Для сварки и наплавки бронз, заварки дефектов бронзового и чугунного литья. Возможна сварка и наплавка латуней. | ||||
| ОЗБ-3 /Cu | Пспец. | |||
| Для наплавки при изготовлении и восстановлении электродов машин контактной точечной сварки, в том числе для сварки стержневой арматуры. | ||||
Электроды для сварки никеля и его сплавов . Сварка никеля и его сплавов затруднена из-за большой чувствительности к растворенным в сварочной ванне газам: азоту, кислороду и водороду, что вызывает образование горячих трещин и пор. Для предупреждения появления этих дефектов необходимо применять основной металл и сварочные электроды высокой чистоты и качественно их подготавливать.
Характеристики электродов для сварки никеля и его сплавов
| Марка электрода , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ОЗЛ-32 | ||||
| Для изделий из никеля НП-2, НА-1, для наплавки на углеродистые и высоколегированные стали в аппаратуре, работающей в щелочных и хлоросодержащих средах содового производства, мыловарения, производства синтетических волокон и др., а также сварка никеля с углеродистыми и коррозионностойкими сталями. Сварка «ниточными» валиками с амплитудой поперечных колебаний не более двух диаметров электрода. Электрод перпендикулярен к изделию. Дугу обрывать постепенно, отводя её на наплавленный металл. | ||||
| В-56У | ||||
| Для сварки изделий из монель-металла и аппаратуры из двухслойных сталей (Ст3сп + монель-металл) со стороны коррозионностойкого слоя, а также для наплавки. Возможна сварка монель-металла с низкоуглеродистыми сталями. Сварка валиками шириной до 12 мм. | ||||
Электроды для резки металла
Дуговая резка металла покрытыми электродами часто используется при монтаже и ремонте металлоконструкций. Она эффективна, так как не требует дополнительного оборудования и специальной квалификации рабочих. Электроды для резки отличаются от электродов для сварки высокой тепловой мощностью дуги, высокой теплостойкостью покрытия, интенсивной окисляемостью жидкого металла. Эти электроды целесообразно применять для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки трещин и т.п. Прокалка перед сваркой: 170°С; 1ч.
Характеристики электродов для резки металла
| Марка электрода , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ОЗР-1 | Пспец. | |||
| Резка, строжка, прошивка отверстий, удаление дефектных участков сварных соединений и отливок, разделка свариваемых кромок и корня шва, выполнение других подобных работ при изготовлении, монтаже и ремонте деталей и конструкций из сталей всех марок (в т.ч. высоколегированных), чугуна, меди и алюминия и их сплавов. Обеспечивают получение чистого реза (без грата и натеков на поверхности реза). Резку производят на повышенных режимах с наклоном электрода в сторону, противоположную направлению резки (углом вперед). При этом электрод должен совершать возвратно-поступательные движения: «туда-обратно» или «сверху-вниз». | ||||
| ОЗР-2 | Пспец. | |||
| Резка стержневой арматуры, строжка. Резка, прошивка отверстий, удаление дефектных участков сварных соединений и отливок, разделка свариваемых кромок и корня шва, выполнение других подобных работ при изготовлении, монтаже и ремонте деталей и конструкций из сталей всех марок (в т.ч. высоколегированных), чугуна, меди и алюминия и их сплавов. Обеспечивают получение чистого реза (без грата и натеков на поверхности реза). Имеют повышенную эффективность при резке строительной стержневой арматуры больших диаметров (время резки арматуры диаметром 16 мм составляет 2-3 с, диаметром 40 мм — 14-16 с). Резку производят на повышенных режимах с наклоном электрода в сторону, противоположную направлению резки (углом вперед). При этом электрод должен совершать возвратно-поступательные движения: «туда-обратно» или «сверху-вниз». | ||||
Электроды для сварки легированных теплоустойчивых сталей
Электроды для сварки легированных теплоустойчивых сталей, должны в первую очередь обеспечить необходимую жаропрочность сварных соединений — способность противостоять механическим нагрузкам при высоких температурах.
Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С — хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10Х1М1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др. ), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин.
Характеристики электродов для сварки легированных теплоустойчивых сталей
| Тип Э-09М Для молибденовых сталей | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ЦЛ-6 | ||||
| УОНИ-13/15М | ||||
| ЦУ-2М | ||||
| Для сталей 16М, 20М и др. , при сварке паропроводов, коллекторов котлов, работающих при температурах до 475°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-09Х1М | ||||
| УОНИ-13ХМ | ||||
| Для сталей 15ХМ, 20ХМ и др., в том числе для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 520°С. Сварка предельно короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-200°С. | ||||
| ТМЛ-1 | ||||
| Для паропроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. Возможна сварка в узкие разделки. | ||||
| ТМЛ-1У | ||||
| Для сталей 12МХ, 15МХ и др., для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 540°С. Сварка короткой дугой по зачищенным кромкам. Возможна сварка в узкую разделку с углом скоса кромок до 15°. Дуга очень стабильна. Хорошо отделяется шлак. | ||||
| Тип Э-05Х2М Для хромомолибденовых сталей с повышенным содержанием хрома. | ||||
| Н-10 | ||||
| Для сварки легированных теплоустойчивых хромомолибденовых сталей, паропроводов из сталей 10Х2М, 12ХМ, 12Х2М1-Л и др., работающих при температуре до 550°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. | ||||
| Тип Э-09Х2М1 Для хромомолибденовых сталей с повышенным содержанием хрома и молибдена | ||||
| ЦЛ-55 | ||||
| Для сталей 10Х2М и др., в том числе для сварки трубопроводов, работающих при температурах до 550°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С | ||||
| Тип Э-09МХ Для хромомолибденовых сталей. | ||||
| УОНИ-13/45МХ | ||||
| Для сталей 12МХ, 15ХМ и др., в том числе для сварки трубопроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. | ||||
| ОЗС-11 | ||||
| Для сталей 12МХ, 15МХ, 12ХМФ, 15Х1М1Ф и др., для сварки паропроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам. Сварка сталей толщиной более 12 мм с предварительным и сопутствующим подогревом до 150-200°С. Рекомендуются для монтажных работ. | ||||
| Тип Э-09Х1МФ | ||||
| ТМЛ-3 | ||||
| Для сварки неповоротных стыков трубопроводов, работающих при температурах до 575°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 250-350°С. Шлак легко отделяется. Высокая стойкость металла против образования пор в шве. | ||||
| ТМЛ-3У | ||||
| Для сталей 12МХ, 15МХ,12Х2М1, 12Х1МФ, 15Х1М1Ф, 20ХМФ1, 15Х1М1Ф-Л и др., в т.ч. для трубопроводов, работающих при температурах до 565°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. Сварка в узкую разделку с углом скоса кромок до 15°. | ||||
| ЦЛ-39 | ||||
| Для сталей 12Х1МФ, 12Х2МФСР, 12Х2МФБ и др., в т.ч. для сварки элементов нагрева поверхностей котлов и трубопроводов диаметром до 100 мм с толщиной стенки до 8 мм, работающих при температурах до 575°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. | ||||
| Тип Э-10Х1М1НФБ Для хромомолибденованадиевых сталей | ||||
| ЦЛ-27А | ||||
| Для сталей 15Х1М1Ф, конструкций из литых, кованых и трубных деталей, работающих при температурах до 570°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. | ||||
| ЦЛ-36 | ||||
| Для сталей 15Х1М1Ф, 15Х1М1Ф-Л и др., для сварки паропроводов и арматуры, работающих при температурах до 585°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. | ||||
| Тип Э-10Х3М1БФ Для хромомолибденованадиевониобиевых сталей | ||||
| ЦЛ-26М | ||||
| Для сталей 12ХМФБ поверхностей нагрева котлов, работающих при температурах до 600°С, а также для тонкостенных труб пароперегревателей в монтажных условиях. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. | ||||
| ЦЛ-40 | ||||
| Для сталей 12Х2МФБ, в т.ч. тонкостенных труб пароперегревателей, поверхностей нагрева котлов, работающих при температурах до 600°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. Изготовляются диаметром 2,5 мм. | ||||
| Тип Э-10Х5МФ Для хромомолибденованадиевых и хромомолибденовыхсталей | ||||
| ЦЛ-17 | ||||
| Для сталей 15Х5М (Х5М), 12Х5МА, 15Х5МФА в ответственных конструкциях, работающих в агрессивных средах при температурах до 450°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-450°С. | ||||
Электроды для сварки высоколегированных сталей
Стали, содержащие 13% хрома, считаются высокохромистыми нержавеющими. Они обладают стойкостью против атмосферной коррозии и в слабоагрессивных средах. Это стали 08X13, 12X13, 20X13, которые различаются свариваемостью в зависимости от содержания углерода.
При выборе электродов для сварки таких сталей необходимо обеспечить следующие свойства металла шва: стойкость против атмосферной коррозии и в слабо агрессивных средах, жаростойкость до температуры 650°С и жаропрочность до температуры 550°С. Этим требованиям удовлетворяют электроды типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и др., которые обеспечивают химический состав, структуру и свойства металла шва, близкие характеристикам основного металла.
Для сварки сталей с пониженным содержанием углерода и дополнительно легированных никелем рекомендуются электроды типа Э-06Х13Н марки ЦЛ-41.
С увеличением количества хрома возрастает коррозионная стойкость и жаростойкость высокохромистых сталей. Содержание 17-18% дает коррозионную стойкость в жидких средах средней агрессивности. Такие стали относятся к кислотостойким: 12X17, 08X17Т, 08Х18Т и др. Если количество хрома достигает 25-30%, то возрастает жаростойкость — стойкость против газовой коррозии при температурах до 1100°С. Это жаростойкие стали: 15Х25Т, 15X28 и др. Для серосодержащих сред пригодны стали и электроды, в которых не менее 25% хрома.
Выбор электродов для сварки высокохромистых сталей зависит от количества хрома в свариваемых сталях. Так, для сварки сталей с 17% хрома, к которым предъявляются требования по коррозионной стойкости в жидких окислительных средах или по жаростойкости при температурах до 800°С, рекомендуются электроды типа Э-10X17Т марок ВИ-12-6 и др.
Для сварки сталей с 25% хрома следует применять электроды типа Э-08Х24Н6ТАФМ, придающие металлу шва после отпуска высокие пластичность, ударную вязкость и стойкость против межкристаллитной коррозии.
Сварку высокохромистых сталей следует выполнять при умеренных режимах с уменьшенной погонной энергией. После каждого прохода рекомендуется охлаждать металл околошовной зоны до температуры ниже 100°С, что обеспечивает минимальный рост зерна.
Высокохромистые стали на основе 13% хрома с дополнительным легированием молибденом, ванадием, вольфрамом и ниобием относятся к жаропрочным. Они способны противостоять механическим нагрузкам при высоких температурах. При выборе электродов для этих сталей основное требование — обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному металлу. Такому условию наиболее полно удовлетворяют электроды типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Характеристики электродов для сварки высоколегированных хромистых сталей
| Тип Э-12Х13 Для коррозионностойких сталей | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| УОНИ-13/НЖ 12X13 | ||||
| Для сварки сталей 08X13, 12X13, 20X13 и др., работающих при температурах до 600°С, а также наплавки уплотнительных поверхностей стальной арматуры. Сварка с предварительным нагревом до 200-250°С. В атмосфере пара и на воздухе обеспечивают жаропрочность до 540°С, жаростойкость до 650°С. | ||||
| ЛМЗ-1 | ||||
| Для сталей 08X13, 1X13, 2X13 и др., работающих в пресной воде и слабоагрессивных средах при нормальной температуре. Для наплавки уплотнительных поверхностей арматуры. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. После сварки обязателен отпуск. | ||||
| АНВ-1 | ||||
| Для сталей 08X13, 12X13 и др., работающих в пресной воде и слабоагрессивных средах при нормальной температуре. Пригодны для наплавки уплотнительных поверхностей арматуры. После сварки обязателен отпуск. В атмосфере пара и воздуха обеспечивают жаропрочность до 540°С и жаростойкость до 650°С. | ||||
| Тип Э-10Х17Т Для коррозионностойких и жаростойких сталей | ||||
| УОНИ-13/НЖ 10Х17Т | ||||
| Для сталей 12X17, 08Х17Т и др., работающих при повышенных температурах и в окислительных средах. Сварка короткой дугой по зачищенным кромкам с минимальным тепловложением. Жаростойкость до 800°С. | ||||
| ВИ-12-6 | ||||
| Для сталей 12X17, 08X17Т и др. , работающих в окислительных средах при температурах до 800°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-06Х13Н Для коррозионностоиких сталей, легированных никелем | ||||
| ЦЛ-41 | ||||
| Для сталей 0Х12НД, 10Х12НД-Л, 06Х12Н3Д, 06Х14Н5ДМ и др., работающих при температурах до 400°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим нагревом до 80-120°С. | ||||
| Тип Э-12Х11НМФ Для жаропрочных сталей | ||||
| КТИ-9А | ||||
| Для сталей 15Х11МФ, 15Х11ВФ и др., работающих при температурах до 565°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-12Х11НВМФ Для жаропрочных сталей | ||||
| КТИ-10 | ||||
| Для сталей 15Х11МФ, 15Х12ВНМФ и 15Х11МФБ-Л, работающих при температурах до 580°С. Сварка короткой дугой по зачищенным кромкам без колебаний электрода с подогревом до 350-400°С | ||||
| Тип Э-14Х11НВМФ Для жаропрочных сталей | ||||
| ЦЛ-32 | ||||
| Для сварки паронагревателей котлов паропроводов из сталей 10Х11В2МФ и др., работающих при температурах до 610°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-10Х16Н4Б Для коррозионностойких и жаропрочных сталей. | ||||
| УОНИ-13/ЭП-56 | ||||
| Для конструкций из сталей 09X16Н4Б и др., работающих в агрессивных средах, и для сварки трубопроводов высокого давления. | ||||
Электроды для коррозионностойких кислотостойких сталей . Основное требование при выборе электродов для сварки кислотостойких сталей — это обеспечение коррозионной стойкости металла шва в жидких агрессивных средах при нормальных и повышенных температурах и давлениях. К наиболее агрессивным жидким средам относятся кислоты и их растворы, которые обладают как окислительными, так и неокислительными свойствами.
Для сварки конструкций из кислотостойких сталей, работающих в неокислительных жидких средах при температурах до 360°С и не подвергающихся термической обработке после сварки, рекомендуются электроды марок ЭА-400/10Т, ЭА-400/10У и др., марок ОЗЛ-8 и др. , марки ЭА-606/10 и т.п. Термическая обработка сварных соединений, выполненных этими электродами, не допускается.
Для конструкций, работающих в неокислительных или малоокислительных жидких средах, для которых после сварки необходим отпуск, рекомендуются электроды марки ЭА-898/19 и др., которые обеспечивают стойкость шва против межкристаллитной коррозии как в исходном состоянии, так и после отпуска.
Конструкции, которые эксплуатируются в окислительных жидких средах, например в азотной кислоте, рекомендуется сваривать электродами типа Э-08Х19Н10Г2Б марок ЦТ-15, ЗИО-3 и др.
Для низкоуглеродистых кислотостойких сталей, содержащих до 0,03% углерода, используются электроды типов Э-04Х20Н9 марок ОЗЛ-14А, ОЗЛ-36; Э-02Х20Н14Г2М2 марок ОЗЛ-20 и др.
Характеристики электродов для сварки коррозионностоиких кислотостойких сталей
| Тип Э-08Х19Н10Г2Б | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ЦТ-15 | ||||
| ЗИО-3 | ||||
| Для сталей с содержанием никеля до 16% — 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б и др., работающих в окислительных средах. Жаропрочность до 650°С. | ||||
| Тип Э-07Х20Н9 | ||||
| ОЗЛ-8 | ||||
| ОЗЛ-14 | ||||
| УОНИ-13/НЖ 04Х19Н9 | ||||
| не предъявляются | ||||
| ЛЭЗ-8 | ||||
| Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др. , когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
| ОЗЛ-8 | ||||
| Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам. | ||||
| ЦТ-50 | ||||
| Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-08Х19Н9Ф2Г2СМ | ||||
| ЭА-606/10 | ||||
| Для сталей 09X17Н7Ю, 09X15Н8Ю и других, а также для сталей 14Х17Н2 и др. | ||||
| Тип Э-07Х19Н11М3Г2Ф | ||||
| ЭА-400/10У | ||||
| ЭА-400/10Т | ||||
| Для сталей 08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т и др., работающих в жидких агрессивных средах при температурах до 350°С и не подвергающихся после сварки термической обработке. Пригодны для наплавки антикоррозионного покрытия. Стойкость против межкристаллитной коррозии обеспечивается в состоянии после сварки и после аустенизации. Электроды ЭА-400/10Т обеспечивают лучшую, чем ЭА-400/10У , отделяемость шлака. Электроды ЦЛ-11 для более коррозионностоиких сталей. | ||||
| Тип Э-08Х19Н9Ф2С2 | ||||
| ЭА-606/11 | ||||
| Для сталей 08Х18Н10Т, 12Х18Н9Т и др. , работающих при температурах до 350°С и не подвергающихся после сварки термической обработке. Не рекомендуются для сварки сталей, не легированных титаном или ниобием. | ||||
| ГЛ-2 | ||||
| Для сталей 08Х18Н10Т, 12Х18Н9Т и др., работающих при температурах до 350 °С и не подвергающихся после сварки термической обработке. Не рекомендуются для сварки сталей, не легированных титаном или ниобием | ||||
| Тип Э-08Х19Н10Г2МБ | ||||
| ЭА-898/19 | ||||
| Для сталей 08Х18Н10Т, 08Х17Н13М2Т и др., работающих в окислительных и малоокислительных средах при температурах до 350°С и подвергаемых после сварки термической обработке. | ||||
| Тип Э-04Х20Н9 | ||||
| ОЗЛ-36 | ||||
| ОЗЛ-14А | ||||
| АНВ-32 | ||||
| УОНИ-13/НЖ-2 /04Х19Н9 | ||||
| Для сталей 08Х18Н10Т, 06Х18Н11, 08Х18Н12Т, 04Х18Н10 и др., когда к металлу шва предъявляются требования по стойкости против межкристаллитной коррозии как в исходном состоянии, так и после кратковременных выдержек в интервале критических температур. Жаростойкость до 800°С без серосодержащих газов. | ||||
| Тип Э-02Х20Н14Г2М2 Для коррозионностойких сталей с пониженным содержанием углерода | ||||
| ОЗЛ-20 | ||||
| Для сталей 03Х16Н15М3, 03Х17Н14М2 при жестких требованиях к швам по стойкости против межкристаллитной коррозии. | ||||
Электроды для сварки коррозионностойких высокопрочных сталей . Выбор электродов для таких сталей весьма ограничен. Так, для сталей 12X21Н5Т, 08Х21Н6М2Т рекомендуются электроды, дающие металл шва по структуре не однотипный с основным металлом, а иной. В этом случае применяют электроды типов Э-08Х20Н9Г2Б марок ЦЛ-11, ОЗЛ-7 и др. Можно использовать электроды типа Э-09Х19Н10Г2М2Б марок ЭА-902/14, АНВ-36, ЭА-400/13 и др. Для высоколегированных сталей 12Х25Н5ТМФЛ и 10Х25Н6АТМФ предусмотрен один тип электродов — Э-08Х24Н6ТАФМ, к которому относятся электроды марки Н-48. Металл шва равнопрочен основному металлу толщиной до 200 мм. Электроды этого типа можно использовать и для сталей 12Х21Н5Т, 08Х21Н6М2Т. Для сталей 08Х22Н6Т и 08X21Н6М2Т разработаны электроды ОЗЛ-40 и ОЗЛ-41, которые повышают коррозионную стойкость швов при работе в щелочных средах. Характеристики электродов для сварки коррозионностойких высокопрочных сталей
| Тип Э-08Х20Н9Г2Б | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ЦЛ-11 | ||||
| Для сварки конструкций из коррозионностойких и жаропрочных сталей аустенитного класса типа 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, работающих в агрессивных средах при температуре не более 400°С, когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
| ОЗЛ-40 и ОЗЛ-41 | ||||
| Для сталей 08Х22Н6Т, 08X21Н6М2Т и др., работающих в агрессивных средах. | ||||
| ЦТ-15К | ||||
| Для сталей 10Х17Н13М2Т, 08Х18Н10 и др. , работающих при температурах до 600°С. Пригодны для наплавки антикоррозионного слоя. | ||||
| ОЗЛ-7 | ||||
| Для сталей 08X18Н10, 08Х18Н10Т, 08Х18Н12Б и др., работающих в агрессивных средах, когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
| Тип Э-09Х19Н10Г2М2Б | ||||
| ЭА-902/14 | ||||
| ЭА-400/13 | ||||
| НЖ-13 | ||||
| АНВ-36 | ||||
| Для конструкций из сталей 10Х17Н13М3Т, 08Х17Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2 и др. , работающих при температурах до 550°С, когда к швам предъявляют жесткие требования по стойкости против межкристаллитной коррозии, не подвергаемых термообработке после сварки. Сварка короткой дугой по зачищенным кромкам «ниточными»швами без поперечных колебаний. Электроды АНВ-36 отличаются легким зажиганием дуги и малым разбрызгиванием. | ||||
| СЛ-28 | ||||
| Для конструкций из сталей 10Х17Н13М3Т, 08Х17Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2 и др., работающих при температурах до 550°С, когда к швам предъявляют жесткие требования по стойкости против межкристаллитной коррозии, не подвергаемых термообработке после сварки. Сварка короткой дугой по зачищенным кромкам «ниточными»швами без поперечных колебаний. | ||||
| Тип Э-08Х24Н6ТАФМ | ||||
| Н-48 | ||||
| Для сталей 12Х25Н5ТМФЛ, 12Х21Н5Т, 08Х22Н6Т и др. , работающих в неокислительных агрессивных средах при температурах до 300°С | ||||
Электроды для сварки жаростойких (окалиностойких) сталей . Жаростойкими (окалиностойкими) считаются стали, способные противостоять химическому разрушению поверхности в воздухе или в другой газовой среде при температурах выше 850°С в ненагруженном или слабонагруженном состояниях. Они содержат до 20-25% хрома и работают при температурах до 1050°С и выше.
Жаростойкость наплавленного металла до 1000°С на сталях 20Х23Н13, 20Х23Н18 и др. достигается электродами типа Э-10Х25Н13Г2 марок СЛ-25, ОЗЛ-6, ЦЛ-25.
Для сварки жаростойких сталей, долго работающих при температурах выше 1000°С, следует применять электроды типа Э-12Х24Н14С2 марок ОЗЛ-5, ЦТ-17 и др., а также электроды типа Э-10Х17Н13С4 марки ОЗЛ-29, обеспечивающие жаростойкость до температуры 1100°С в окислительных и науглероживающих средах. Для конструкций, работающих в серосодержащих средах, применяют безникелевые высокохромистые жаростойкие стали 15Х25Т, 15X28 и др.
Характеристики электродов для сварки жаростойких (окалиностойких) сталей
| Тип Э-10Х25Н13Г2 | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| УОНИ-13/НЖ-2 /07Х25Н13 | ||||
| ЗИО-8 | ||||
| ЦЛ-25 | ||||
| ОЗЛ-6 | ||||
| Для 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих в средах без сернистых соединений при температурах до 1000°С, а также для двухслойных сталей со стороны легированного слоя без требований по стойкости к межкристаллитной коррозии. Швы склонны к охрупчиванию при 600-800°С. Короткая дуга. Термическая подготовка кромок не допускается. | ||||
| СЛ-25 | ||||
| То же, для жаростойких сталей. | ||||
| Тип Э-12Х24Н14С2 | ||||
| ОЗЛ-5 | ||||
| ЦТ-17 | ||||
| Для сталей 20Х25Н20С2, 20Х20Н14С2 и др., работающих при температурах до 1100°С в окислительных и науглероживающих средах. Сварка узкими валиками. | ||||
| Тип Э-10Х17Н13С4 | ||||
| ОЗЛ-29 | ||||
| ОЗЛ-3 | ||||
| Для сталей 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 и др. , работающих при температурах до 1100°С в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в агрессивных средах без высоких требований по стойкости к межкристаллитной коррозии. | ||||
Электроды для сварки жаропрочных сталей . К жаропрочным относятся стали, которые работают в нагруженном состоянии при высоких температурах в течение определенного времени и обладают при этом достаточной стойкостью против образования окалин. Высокая жаропрочность хромоникелевых сталей достигается за счет увеличения содержания никеля и дополнительного легирования титаном, ниобием, молибденом, вольфрамом и др.
Следует учитывать, что жаропрочность сварных соединений может существенно отличаться от жаропрочности основного и наплавленного металлов. Поэтому выбор электрода по принципу равной или близкой жаропрочности шва и основного металла оправдывается только для кратковременных ресурсов работы сварных соединений. Для длительных ресурсов лучше брать электроды, дающие более пластичный металл шва. Этому принципу соответствуют электроды, легирующие металл шва молибденом, — типа Э-11Х15Н25М6АГ2 марок ЭА-395/9, ЦТ-10, НИАТ-5 и типа Э-08Х16Н8М2 марки ЦТ-26.
Для сварки жаропрочных сталей, содержащих до 16% никеля и работающих при температурах до 600-650°С, а также если сварные соединения после сварки подвергаются термообработке посредством отпуска, применяются электроды типов Э-09Х19Н11Г3М2Ф марок КТИ-5, ЦТ-7 и Э-08Х19Н10Г2Б (см. выше) марок ЦТ-15 и ЗИО-3.
При сварке корневых слоев многослойных стыковых швов жаропрочных сталей, когда перемешивание основного металла с наплавленным велико и не обеспечивает технологическую прочность швов, следует применять электроды типа Э-08Х20Н9Г2Б марки ЦТ-15-1.
Для сварки жаропрочных сталей, содержащих 35% никеля и легированных ниобием, которые работают при температурах до 700-750°С, применяют электроды типа Э-27Х15Н35В3Г2Б2Т марок КТИ-7 и КТИ-7А.
Для сварки жаропрочных сталей с 35% никеля, но без ниобия, однако легированных молибденом и марганцем, используют электроды типов Э-11Х15Н25М6АГ2 марок ЭА-395/9, НИАТ-5, ЦТ-10 и Э-09Х15Н25М6АГ2Ф марки ЭА-981/15. При этом надо учесть, что наплавленный такими электродами металл не стоек против межкристаллитной коррозии в состоянии после сварки и после термической обработки, Поэтому такие электроды непригодны, если конструкция работает еще и в жидкой агрессивной среде. Слои, контактирующие с агрессивной средой, следует выполнять электродами типа Э-07Х19Н11М3 (см. выше) марок ЭА-400/10У и ЭА-400/10Т.
Характеристики электродов для сварки жаропрочных сталей
| Тип Э-11Х15Н25М6АГ2 | ||||
| Марка , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| ЭА-395/9 и ЦТ-10 | ||||
| Для сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др. , содержащих до 35% никеля, но без ниобия, работающих при температурах до 700°С. Для разнородных соединений высоколегированных сталей с углеродистыми и низколегированными. Для конструкций, работающих при температурах до -196°С. Короткая дуга. Зачистить кромки. | ||||
| НИАТ-5 | ||||
| Для сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др., содержащих до 35% никеля, но без ниобия, работающих при температурах до 700°С. Для разнородных соединений высоколегированных сталей с углеродистыми и низкоуглеродистыми. Для конструкций, работающих при температурах до -196°С. Короткая дуга. Зачистить кромки. | ||||
| Тип Э-08Х16Н8М2 | ||||
| ЦТ-26 | ||||
| Для сталей 10Х14Н14В2М, 08Х16Н13М2Б и др. , в паропроводах, работающих при температурах 600-850°С. | ||||
| Тип Э-08Х20Н9Г2Б | ||||
| ЦТ-15-1 | ||||
| Для сварки корневых слоев швов, выполняемых электродами ЦТ-15. | ||||
| Тип Э-09Х19Н11Г3М2Ф | ||||
| КТИ-5 | ||||
| ЦТ-7 | ||||
| Для сталей 08Х16Н13М2Б, 15Х14Н14М2ВФБТЛ (ЛА-3) и др., работающих при температурах до 600°С и подвергаемых после сварки термической обработке, а также для заварки дефектов литья из этих сталей. Сварка короткой дугой по зачищенным кромкам короткими валиками без поперечных колебаний. | ||||
| Тип Э-27Х15Н35В3Г2Б2Т | ||||
| КТИ-7 | ||||
| КТИ-7А | ||||
| Для сплавов на железоникелевой основе ХН35ВТ, ХН35ВТЮ и др., долго работающих при температурах до 750°С, а также для реакционных труб в печах конверсии металла из сталей 45Х20Н35С, 25Х20Н35 и др., работающих при температурах до 900°С. Сварка короткой дугой узкими валиками без поперечных колебаний. | ||||
| Тип Э-09Х15Н25М6АГ2Ф | ||||
| ЭА-981/15 | ||||
| Для сварки высоколегированных коррозионностойких хромоникелемолибденовых и хромоникелемолибденованадиевых сталей, а также высокопрочных сталей типа АК и высокомарганцовистых сталей типа 110Г13-Л. | ||||
Электроды для сварки разнородных сталей и сплавов
Разнородными сталями и сплавами считаются материалы, резко отличающиеся физико-механическими свойствами, химическим составом и свариваемостью. По признаку разнородности стали условно можно разделить на 4 группы: углеродистые и легированные, легированные повышенной и высокой прочности, теплоустойчивые, высоколегированные.
Сварка разнородных сталей и сплавов может существенно отличаться от сварки однородных материалов, так как возрастает вероятность появления трещин в металле шва, возникновения в зоне оплавления участков со структурной неоднородностью, чрезмерного роста остаточных напряжений из-за большой разницы в коэффициентах расширения свариваемых материалов.
Большинство электродов, используемых при сварке разнородных сталей и сплавов, относятся к электродам, предназначенным для сварки высоколегированных сталей и легированных сталей повышенной и высокой прочности, которые дают шов с однородной высокопластичной структурой металла.
Выбор электрода можно делать по таблице, составленной с учетом отечественного опыта сварки разнородных металлов.
Характеристики электродов для сварки разнородных сталей и сплавов
| Марка электрода , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А ч | Поло- жение швов |
| АНЖР-1 | ||||
| АНЖР-2 | ||||
| Сварка теплоустойчивых сталей с высоколегированными жаропрочными сталями. | ||||
| ОЗЛ-27 | ||||
| ОЗЛ-28 | ||||
| Сварка углеродистых сталей с легированными, в том числе с трудносвариваемыми сталями. | ||||
| ОЗЛ-6 | ||||
| ОЗЛ-6С | ||||
| Сварка углеродистых и низколегированных сталей с высоколегированными сталями. | ||||
| НИАТ-5 | ||||
| ЭА-395/9 | ||||
| Сварка низколегированных и легированных сталей с высоколегированными сталями. | ||||
| ОЗЛ-25Б | ||||
| Сварка разнородных сталей: коррозионностойких, жаростойких, жаропрочных и сплавов на никелевой основе. | ||||
| ИМЕТ-10 | ||||
| Сварка разнородных жаропрочных сталей и сплавов. | ||||
| ЦТ-28 | ||||
| Сварка углеродистых, низколегированных и хромистых сталей со сплавами на никелевой основе. | ||||
| НИИ-48Г | ||||
| Сварка низколегированных, специальных и высокомарганцовистых сталей с высоколегированными сталями | ||||
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сварочный инвертор прост в эксплуатации, имеет доступную стоимость. Освоить принцип его работы, не имея высокой квалификации, сможет и домашний мастер.
Инвертор превосходит по многим параметрам трансформаторные крупногабаритные стандартные агрегаты, сваривает любые виды металлических деталей и конструкций. Сложность осуществляемых работ, продолжительность срока службы инвертора, надежность и качество сварочных швов зависят от используемых электродов.
Выбор электродов осложняется широким ассортиментом. Существует свыше двухсот различных марок, отличных по диаметру, типу, материалу покрытия. Определить лучшие электроды для выполнения сварочных работ инвертором позволяет четкое представление о принципах работа агрегата (инвертора).
Сварка инверторным аппаратом
Характерной особенностью любого типа инвертора являются неизменные рабочие показатели и стабильность сварочного тока, гарантирующие качество получаемого шва, формирование переменного напряжения, образующего сварочную дугу. Соединение свариваемых поверхностей осуществляется методом плавления.
Качественные показатели надежности агрегата обусловлены его конструктивной особенностью. Каждый аппарат, независимо от типа, состоит из следующих элементов:
- преобразователя частот;
- системы (центра) управления;
- трансформатора;
- силового выпрямителя;
- сетевого фильтра.
Все они формируют общую схему инвертора, а главным инструментом для осуществления сварки служит электрод.
Представляют собой электропроводящие металлические стержни (сердечники) со специальным защитным покрытием — обмазкой. Температура дуги при осуществлении сварки приводит к плавлению сердечника. Этот процесс сопровождает горение и плавление обмазки. Сгораемая обмазка переходит в газовое облако, перекрывающее доступ кислорода. Плавящаяся часть покрытия становится жидкой, покрывает тонким слоем расплавленный металл, предохраняет его от взаимодействия с кислородом.
Наличие сколов на защитном покрытии недопустимо. Нарушение обмазки не позволяет добиться однородного прогрева и качественного выполнения шва. Чтобы дуга находилась по центру, выбирать нужно электроды, на кончиках которых толщина обмазки равномерна со всех сторон. Покрытие должно быть сухим. Электроды с влажной обмазкой плохо зажигаются. Высушить их можно, но эксплуатационные характеристики это снизит.
Защитное покрытие
Электроды различаются по типу используемой обмазки. Существует четыре разновидности покрытий:
- основное или УОНИ;
- целлюлозное;
- рутиловое;
- кислое.
Стержни с целлюлозной и основной обмазкой создают эластичные, надежные, ударопрочные швы при проведении сварочных работ с постоянным током. Рутиловая с кислой обмазкой универсальны. Покрытия применяют для выполнения сварки как с постоянным, так с и переменным током.
Покрытые кислой обмазкой электроды токсичны. Работы с ними проводят в закрытых пространствах только тогда, когда помещения оборудованы хорошей принудительной вытяжкой. Стержни с рутиловым покрытием, имеющим синеватый или зеленоватый оттенок, отличает легкость розжига. Этот параметр неизменен и при работе с инвертором на низком напряжении холостого хода.
Сердечник
Плавящегося типа металлические стержни, применяемые при работе с инвертором, подбирают в соответствии с типом металла свариваемых деталей и конструкций. Сварочная проволока, из которой выполнен сердечник электрода, должна соответствовать государственным стандартам.
Различают три типа электродов для инверторных аппаратов: легированные, высоколегированные и углеродистые. Каждый из них производят из соответствующего вида сварочной проволоки. При работе с высоколегированной и нержавеющей сталью специалисты рекомендуют использовать стержни ЦЛ-11, углеродистой сталью -АНО-21, УОНИ-13/45, МР-3С, чугуном — ОЗЧ-2, малоуглеродистой сталью — АНО-4 и АНО-6.
Какими бывают электроды?
Условно стержни для работы со сварочным аппаратом инверторного типа делятся на две категории. Первые предназначены для сложных и ответственных работ, а вторые могут быть использованы при проведении сварки на менее требовательных и простых участках. Первую группу составляют электроды плавильного типа УОНИ, а вторую — АНО, MP-3.
Электроды марки АНО выбирают для выполнения несложной сварки в бытовых нуждах. Они подходят для работы практически со всеми видами инверторных сварочных аппаратов. Получили наибольшее распространение среди домашних и начинающих мастеров. Неприхотливыми и универсальными считаются электроды марки МР-3. Ими можно сваривать влажные, ржавые, плохо очищенные от загрязнений металлические поверхности.
Марка УОНИ более «капризна», требует определенных навыков, но позволяет сваривать между собой поверхности любых сложностей, получать максимально плотные швы. Электроды этой категории чаще выбирают профессионалы. Начинающему сварщику, не имеющему фактического опыта, работать с ними будет затруднительно.
Какие электроды считаются лучшими?
Специалисты выделяют следующие марки предназначенных для сварки инверторными аппаратами электродов:
- 1. УОНИ-13/55
Обеспечивают неизменно высокое качество шва с оптимальным показателем плотности. Они могут эксплуатироваться в условиях и высоких, и низких температур. На результате работы это не отражается.
- 2. АНО (в частности АНО-21)
Не требуют предварительной прокалки, усилий для розжига, показывают стабильно высокий результат сварки, выполняемых как мастером с опытом, так и человеком, впервые пользующимся сварочным аппаратом.
- 3. МР-3
Универсальные стержни плавильного типа для работы с металлическими конструкциями практически в любом состоянии: влажном, покрытом ржавчиной и загрязнениями.
- 4. МР-3С
Применяют для сварки ответственных участков, где требования к швам самые высокие. Соединение конструкций и деталей с этим видом электродов осуществляется и на постоянном, и на переменном токе.
- 5. ОК 63.34
Предназначены для сварки нержавейки и конструкционной стали. Образуют швы с мелкой волной и плавным переходом к основной поверхности соединяемых конструкций, элементов и деталей.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз.
Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки.
ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается.
Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
- 1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
- 2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
- 3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
- 4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
- 5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.
Диаметр электрода
С увеличением толщины стенок металлической поверхности возрастает требуемое время осуществляемых сварочных работ. Чем толще поверхность, тем большего диаметра используют электроды. Стержни с тонким диаметром сгорают очень быстро и применяются чаще всего на прихватках. Работа с ними требует наличия определенного навыка в сварочном деле.
«Тройка» (стержни с диаметром в 3 мм) подходит для сварки конструкций и элементов, имеющих толщину 3-4 мм, «четверка» — для элементов толщиной от 4 до 9 мм, «пятерка» — для элементов толщиной 9-10 мм. Для участков, где капитальная герметизация не требуется, могут применяться стержни с диаметром 0,5-2 мм. Профильные конструкции для поддержания и сборки допустимо сваривать с использованием электродов до 2 мм.
Приобретать стержни нужно только в специализированных магазинах, гарантирующих качество предлагаемой продукции. Это обусловлено не только характеристиками предлагаемых электродов, но и соблюдением правил их транспортировки и хранения, наличием всех необходимых документов и сертификатов. Отсыревшие элементы можно высушить, поврежденные использовать нельзя.
Вся необходимая информация об электродах указана на упаковке. Выбирать рекомендуется сварочные стержни с наименьшим показателем ошлакования. Не меньшее значение имеет расход электрода. Показатель параметра тоже прописывается в маркировке. Следует учитывать, что значение может изменяться в большую сторону. Это зависит от назначения и качества свариваемых поверхностей.
Сварочные стержни приобретают согласно их назначению. Если применяемые электроды предназначены для другого типа сварки, результат проделанной работы будет некачественным, а его показатели безопасности резко снизятся. Учитывать необходимо и область применения сварочного аппарата.
Если инвертором пользуются в бытовых нуждах, электроды к ним подбирают диаметром от 2 до 4 мм. Чтобы «прихватить» металлические конструкции, подойдут электроды марок МР и АНО. Качество не будет вызывать никаких нареканий. Для сварки коммунальных развилок, к примеру, труб водоснабжения или отопления, необходимо использовать обеспечивающие надежность получаемого шва стержни УОНИ.
Инверторы – недорогие и простые в использовании аппараты. Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Во время плавления ток к месту шва подается через специальные металлические стержни, электроды. Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Виды и характеристика электродов
Металлические стержни делят на 2 большие группы:
- плавящиеся. Отличаются наружным покрытием, обеспечивающим стабильное горение сварочной дуги и отсутствием шлаков;
- неплавящиеся. Подходят для аргоновой сварки.
В целом сварочные электроды различают по:
- диаметру;
- назначению;
- виду обмазки;
- по стране-производителю и марке изделия.
По уровню работ изделия бывают:
- для обычной сварки;
- для сварки ответственных металлоконструкций.
Диаметр электрода
Стержни бывают разной длины от 30 до 45 см. Основные показатели диаметра – 1,6; 2, 3, 3-4; 4; 4-5.
Внимание! Неопытным сварщикам лучше начинать практику с металла толщиной 3-4 см и сварочного электрода с диаметром 3 мм.
Выбор того или иного диаметра зависит от толщины металла. Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.
Назначение по виду металла
Электропроводящие стержни необходимо подбирать в зависимости от типа работы и применения того или иного металла:
- варка углеродистых и низколегированных сталей;
- варка высоколегированных сталей;
- крепление теплоустойчивых сталей, отличающихся высокой прочностью;
- крепление чугуна и сплавов на его основе;
- варка меди и ее сплавов;
- работа с алюминием и его сплавами;
- варка сталей неизвестного состава.
Кроме того отличают электроды, применяемые для наплавки и ремонта металлических изделий.
Виды покрытия электродов
От вида покрытия или обмазки зависит работа с постоянным или переменным током и особенности эксплуатации.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует подобрать электрод с основным покрытием.
Обмазка бывает:
- Основная. Благодаря сварке с использованием таких стержней получаются прочные швы с высоким показателем ударной вязкости. Швы не стареют и не покрываются микротрещинами, что позволяет использовать изделия в самых суровых условиях. С данными электродами работают только на постоянном токе.
- Рутиловая. Подходит для сварки изделий из малоуглеродистой стали переменным и постоянным током. Узнать изделие можно по синему или зеленому оттенку. Электроды легко разжигаются и отличаются минимальными брызгами при работе. Их можно использовать для скрепления ржавых элементов.
- Кислая. Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции.
- Целлюлозная. Единственная обмазка, позволяющая сваривать металл сверху вниз с помощью постоянного тока. Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.
Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.
Совет. В производстве сварочных стержней часто встречаются подделки и изделия ненадлежащего качества. Практики рекомендуют остановить выбор на проверенных вариантах.
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С. Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
- МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.
Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Выбор электродов для сварки инвертором — видео
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная .
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе.
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30 . Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
И заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки ;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.
Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0-А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
- УОНИ-13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ-11 для нержавеющей и высоколегированной стали;
- АНО-6 и АНО-4 для малоуглеродистых сталей;
- ОЗС-4, УОНИ-13/45, МР-3С для углеродистых сталей;
- ОЗЧ-2 хорошо сваривают сплавы .
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
- прямая;
- обратная.
Прямая полярность : к быстросъему плюс (+) инвертора подключается масса. крепится к минусу (-).
Обратная полярность : масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или . Сделать выбор диаметра электрода можете по таблице ниже:
какие бывают, как правильно выбрать, особеноости работы
Инверторная сварка часто встречается в гаражах и в руках у новичков, потому что она подходит для разных видов сварки, а работать с такими аппаратами проще.
Но для нее подходят не все электроды. Проверенный материал дает надежный шов, который не вызовет претензий у заказчиков, поэтому выбирать надо с умом.
В магазинах есть большой ассортимент электродов на все случаи жизни и для разных инверторов. Мастер должен сам понять, какой тип выбрать для его целей. Для работы с металлом нужно покупать разные электроды по составу и диаметру.
Содержание статьиПоказать
- Виды электродов для инвертора
- Какой диаметр выбрать
- Какие металлы варят электродами
- Какова функция покрытия электродов
- Как правильно использовать инверторный сварочный аппарат
- Как зарекомендовали себя зарубежные стержни
- Аппарат Ресанта: какие стержни выбрать
- Для резки металла – особые стержни?
- Схема выбора
Виды электродов для инвертора
Качественные материалы для сварки инвертором дают хороший шов, поэтому их выбор важен для работы. Экономить на них не надо, иначе можно получить брак.
Мастер со стажем справится с любыми электродами, а новичку можно остановиться на материале покачественнее, пусть и подороже.
Мастера, давно и недавно занимающиеся сваркой инвертором, предпочитают несколько видов стержней для инвертора, зарекомендовавших себя:
- АНО – стержни не надо прокаливать перед работой, они без проблем загораются. Часто эту марку выбирают опытные сварщики и новички.
- МР-3 – самые распространенные. Они подходят для работы даже с поврежденными коррозией деталями.
- МР-3С – используются в работе с трубопроводами, потому что дают самый надежный шов.
- УОНИ 13/55 – вариант для самого крепкого шва. Для новичков они сложноваты, но мастера с ними создают прочные швы. Если шов должен быть аккуратным, но опыта работы мало, стоит выбирать марку МР-3С.
При выборе материала для сварки инвертором важна марка и другие характеристики.
Какой диаметр выбрать
Работая с инверторным аппаратом не стоит ждать чудес, поэтому подойдут стержни с диаметром 2 миллиметра. Так говорят специалисты, варящие более пятнадцати лет, но они забывают указать, что с такими электродами можно сварить не все детали.
При намерении работать с деталями разной толщины и металлического состава надо приобретать сварочные стержни разных диаметров.
Например, стоит задача сварить детали с толстыми стенками. Чтобы металл схватился, нужно его тщательно и долго нагревать. При сварке инвертором тонким электродом на это уйдет много электроэнергии и времени, поэтому логичнее работать большим диаметром.
Также выбор толщины зависит от спецификации работы. На трассах варят стержнями большого диаметра, чтобы уменьшить время работы и упростить ее. А для работы с профилем достаточно и диаметра 2 миллиметра.
Они же пригодны для домашних работ, например, сварки ворот в гараже или калитки.
Какие металлы варят электродами
Назначения разнятся, как и диаметр с марками. Варить на инверторе можно такие металлы:
- углеродистые и низколегированные;
- теплоустойчивые;
- нержавейку;
- алюминиевые и медные сплавы, чистые металлы;
- чугун.
Также можно работать с мелкими частями и ремонтировать изделия, варить элементы из неустановленных металлов.
Какова функция покрытия электродов
Покрытие нужно, чтобы улучшить характеристики сварочных стержней. Популярные покрытия – из рутила и основное. Последнее применятся в большинстве марок, потому что гарантирует хорошее качество шва при сварке инвертором.
Опытный сварщик, выбирая такое покрытие и правильный диаметр, сварит прочный шов, способный выдержать большие нагрузки.
Для сварки инвертором низкоуглеродистых металлов выбирают рутиловые стержни. Оно не дает появляться порам в швах, варят с любыми видами тока, такие электроды используют несколько раз. Их удобно использовать, особенно в непростых местах.
Во время горения они не выделяют токсичные вещества, поэтому и считаются более безопасными.
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Инверторная сварка даст ненадежный шов, а при выборе толстых сварочных стержней в стыке появятся поры, которые снизят его прочность.
Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Как зарекомендовали себя зарубежные стержни
Иностранные производители поставляют большое количество сварочных элементов для сварки инвертором. Хорошо зарекомендовали себя европейские компании.
Их продукция подходит для любой сварки: для тугоплавких, углеродистых металлов, для варки трубопроводов, работы с цветными металлами.
Мастера, работающие на заказ или сваривая трудные элементы, выбирают зарубежные модификации. Они качественнее отечественных, потому что проходят жесткий контроль.
Аппарат Ресанта: какие стержни выбрать
Схема подбора сварочных стержней при работе на Ресанте обычная: оценивается деталь, измеряется толщина металла и выбирается сварочный стержень подходящего диаметра.
Если деталь толщиной 1 сантиметр, то электрод берется диаметром 5 миллиметров. Можно взять электроды марки Ресанта, но они непластичны.
Для резки металла – особые стержни?
Начинающие интересуются, как разрезать металл инвертором. Раньше этот вопрос был актуален, но сейчас в промышленности используют электроды для резки металла.
Мастера старой закалки до сих используют обычные элементы для резки, но скорее по привычке. Специальные сварочные элементы дают надежную дугу, быстро окисляют металл и снимают его с разреза.
Сварка инвертором идет быстро. В диаметре они достигают 3−6 мм.
Схема выбора
Есть несколько принципов, которые помогают выбрать электроды для сварки инвертором.
При выполнении заказов лучше выбирать сварочные элементы иностранного производства с основным покрытием. Если работа выполняется на любительском уровне для себя, то можно взять стержни российского производства.
Нужно оценить состояние свариваемых деталей. Если металл поврежден коррозией, варят рутиловыми стержнями.
Грамотная оценка толщины металла позволяет выбрать диаметр стержня и силу тока для сварки инвертором. Опираясь на эти принципы, можно подобрать правильный инструмент на работе и добиться надежных швов.
Найдите лучший инверторный сварочный аппарат для решения проблем — Distrotest.net
Характеристики:
- 🛡️【Простота в эксплуатации】 Интеллектуальный сварочный аппарат переменного и постоянного тока, просто используйте одну кнопку, очень прост в управлении, этот мини-сварщик легко начинает любые сварочные работы, не нужно беспокоиться Даже ты новичок
- 【Высокое качество】Этот выдающийся сварочный аппарат, использующий усовершенствованную технику инвертора, метод ширины импульса и отличное сырье, будет иметь более длительный срок службы и более высокую эффективность, чем другие обычные сварочные аппараты на рынке
- 【Идеальный дизайн】Этот инверторный сварочный аппарат имеет мини-корпус и малый вес, он также обладает большой мощностью, высокой энергоэффективностью, почти идеальным внешним видом и внутренним дизайном
- 🛡️【Безопасно】Этот 110-вольтовый 200-амперный дуговой сварочный аппарат оснащен внутренним защитным оборудованием для предотвращения перегрева, перегрузки по току, отсутствия коллажа и т. д. Для обеспечения безопасной работы
Купить на Amazon.0243
Особенности:
- 🛡 【Последняя модель】 Допускает соединение с рецептами 120 или 230 В.120V / 230 В. Сталь, нержавеющая сталь и чугун. Устройство питания IGBT с уникальным режимом управления повышает надежность сварочного аппарата
- 【Король энергосбережения】Может обрабатывать E6011/6013/6014/7018 и E6010…. Сварка нержавеющей стали, мягкой стали и других металлических материалов, уменьшение повреждения меди и железа, очевидное увеличение частоты сварки и энергосберегающий результат Замечательно
- 【Портативный дизайн】 Оснащен интеллектуальным цифровым дисплеем и светодиодным индикатором тревоги, считывает выходной сварочный ток. Портативная переноска с регулируемым плечевым ремнем, удобна для переноски между рабочими площадками или использования. Встроенный превосходный антипригарный, Dig-Arc Force, горячий старт и другие функции, прост в эксплуатации, безопасен и удобен для начинающих.
Дополнительная информация:
| Цвет | Синий |
Купить на Amazon
3. Tooliom 135A 110V/220V Сварщик сварщика MMA MMA ARC WELDER MACHIN подходит для мягкой стали, чугуна, нержавеющей стали, а также твердого покрытия.Купить на Amazon
4. Yeswelder Arc Welder 205AMP Digital Inverter IGBT Stick MMA Welder, 110 В/220 В двойной напряжение Hot Start Portable Helding Machin Еще 205 ампер, идеальная производительность для большинства удилищ 6010, 6011, 6013 и 7018.Additional Info :
Buy on Amazon
5. TOOLIOM 200A TIG Welder High Frequency TIG 110V/220V Dual Voltage TIG/Stick/Arc 2 in 1 IGBT Digital Inverter Welder TIG Welding MachineОсобенности :
- Высокочастотный пуск TIG: Бесконтактное зажигание дуги, что снижает расход вольфрама и материала.
- Tig & Stick в одном сварочном аппарате: сварка TIG обеспечивает точные, критические сварные швы при соединении металлов, таких как низкоуглеродистая или нержавеющая сталь. Дополнительный бонус: возможность сварки электродом для наружных работ или более толстых материалов.
- Универсальность: Может быть подключен в любом месте – к стандартной сети 120 В или к сети 230 В. Идеально подходит для личного пользования. Только 13 фунтов их можно взять с собой куда угодно.
- Простота использования: Дружественный пользовательский интерфейс упрощает настройку машины. Позволяет любителям, производителям, мелким производителям и мастерам исследовать свои творческие способности.
- Сертифицировано ETL: Интеллектуальная защита включает в себя защиту от перенапряжения, перегрузки по току и перегрева.
Купить на Amazon
6. HONE Stick Welder, 110V/220V Actual ARC Welding Machine 140Amp, IGBT инвертор Цифровой ЖК-дисплей Сварочные аппараты с горячим пуском Arc Force Anti-Stick, высокая эффективность для 1/16″-1/8″ сварочного стержня. Особенности:
- ➠【Технология цифрового инвертора IGBT】Данный сварочный аппарат ARC поставляется с передовым уникальным режимом управления IGBT, повышающим надежность сварочного аппарата. Мощная сила дуги обеспечивает более плавную сварку и более глубокое проплавление, поддерживает стабильность дуги, постоянный сварочный ток, довольно хорошие валики, особенно при слабом сварочном токе.
- ➠【Подходит для серийной сварки】Сварочный аппарат имеет потрясающий горячий старт, идеально подходит для стержней AWS E6013 E7018 E6011 размером 1/16″-1/8″(1,6 мм-3,2 мм), вы просто касаетесь стержня заготовка, зажигающая дугу немедленно, также может работать с целлюлозным электродом E6010, способным сваривать мягкую сталь, углеродистую сталь, нержавеющую сталь и чугун.
- 【【Безопасный и стабильный】 Этот сварочный аппарат имеет функцию защиты от прилипания, упрощающую снятие электрода с заготовки, а также управление с обратной связью по замкнутому контуру и несколько встроенных функций защиты для предотвращения перегрева, перегрузки по току, перенапряжения, пониженного напряжения. повреждение напряжения и короткого замыкания, чтобы обеспечить безопасную работу.
- ➠【Простота в эксплуатации】 Инвертор Soldadora 110 В 220 В, оснащенный цифровым дисплеем и индикацией неисправности, отображающий реальный сварочный ток, настолько прост в использовании, что его может использовать как новичок, так и мастер-сварщик. Неважно, мужчина или женщина сварщик.
- ➠【Портативный и вспомогательный】 Сварочный аппарат HONE с удобной ручкой для переноски, компактной конструкцией, малым весом, удобством переноски и хранения, очень удобен, может использоваться в любом месте. Если у вас возникнут какие-либо проблемы во время использования, пожалуйста, свяжитесь с нами в первый раз. Наша служба поддержки клиентов поможет вам исправить это в течение 24 часов. Просто купите его с уверенностью, давайте сварим!
Дополнительная информация:
| Цвет | Красный |
| Размеры изделия | |
| Высота | 5,6 |
| Ширина | 3,9 |
| Длина | 9 |
Купить на Amazon
7. Сварочный аппарат, 110 В / 220 В, сварочный аппарат с двойным напряжением, 200 ампер, инвертор IGBT, портативный легкий сварочный аппарат постоянного тока, ЖК-дисплей для начинающих, с держателем электрода, зажимы, сварочный аппарат Особенности:
- 【Мини-дуговой сварочный аппарат, компактный и легкий】: Удобство переноски и хранения, высокочастотный интеллектуальный сварочный аппарат для дома
- 【Сварочный аппарат с защитой и управлением IGBT】: Мини-сварочный аппарат управляется IGBT, что обеспечивает точный ток, низкий уровень брызг и плавное соединение. Этот аппарат для дуговой сварки прост в эксплуатации даже для сварщика начального уровня
- 【Поддержка сварщика MMA 2,5 мм-4,0 мм сварочные стержни】: сварка в течение всего дня. Подходит для сварки всех видов черных металлов, таких как углеродистая сталь, среднеуглеродистая сталь и др.
- 【Сварочный аппарат широкого применения】: Дуговой MMA-сварочный аппарат (автоматическая сварка) используется, например, в машиностроении, обработке листового металла, обслуживании автомобилей, ограждениях, обработке железа, оборудовании и т. д.
- 【Хороший сварочный аппарат послепродажного обслуживания】: Если вам не нравится этот сварочный аппарат с инвертором постоянного тока 110 В/220 В, мы обещаем полный возврат средств в течение 45 дней. В случае возникновения проблем с качеством мы обещаем заменить сварочный аппарат новым в течение 2 лет
Дополнительная информация:
| Цвет | серый |
| Размеры изделия | |
| Вес | 8 |
Купить на Amazon
8. Расширенный режим управления】SIMDER ARC Welder поставляется с двойным напряжением 90–260 В / 110–220 В. Сварочный аппарат с мини-инвертором переменного тока в постоянный, повышает эффективность процесса сварки. Это не просто сварочный аппарат, а произведение искусства. Он применим для сварки железа и черных металлов, таких как углеродистая сталь, среднеуглеродистая сталь.Дополнительная информация:
| Цвет | АРК-160 |
Купить на Amazon
9. Сварщик дуги 165A Инвертор MMA MAREDER 110/220V IGBT Digital Display Hot Start Portabl - Сварочный аппарат ARC165 WT2040 использует инверторную технологию IGBT, мощный сварочный аппарат, способный сваривать мягкую сталь, сталь, нержавеющую сталь и чугун.
- Энергоэффективность: уменьшение повреждения меди и железа, очевидно, увеличение частоты сварки и энергосбережение. Кабель с сердечником из чистой меди
- , стабильный выходной ток, потери при передаче на большие расстояния, высокая эффективность.
- Портативный дизайн: Вес нетто этого сварочного аппарата составляет 3,2 кг. Этот сварочный аппарат имеет удобную ручку для переноски, компактный дизайн, удобство.
- Многоцелевое использование: с помощью этого сварочного аппарата вы можете сваривать сталь, нержавеющую сталь, титан, магний и медь.
Дополнительная информация:
| Размеры изделия | |
| Вес | 7. 0547 |
Buy on Amazon
10. YESWELDER 135Amp MIG Welder,110V Flux Core Welder Flux MIG/Lift TIG/Stick 3-in-1 Welding Machine IGBT Inverter WelderFeatures :
- Более мощный: выходной ток до 135 А позволяет сваривать мягкую сталь толщиной до 5/32 дюйма в листе. Подходит для проволоки с флюсовым сердечником диаметром 0,30 и 0,035 дюйма.
- Multi-Process: Безгазовая MIG/Stick/Lift TIG, сварочный аппарат 3-в-1. (Необходимо купить дополнительную горелку TIG Lift, не входит в комплект поставки).
- Простота использования: автоматическое изменение напряжения и скорости подачи проволоки путем регулировки силы тока.
- Безопасность: автоматическая компенсация колебаний напряжения, защита от перегрузки по току, защита от перегрузки.
- Возьмите его с собой повсюду:Легкий и портативный – всего 13,5 фунтов.
Купить на Amazon
Лучший инверторный сварочный аппарат: что нужно знать?
Слово «лучший инверторный сварочный аппарат» — это широкий термин, который может обозначать что угодно с предполагаемым использованием. Он включает материальные предметы, услуги или нематериальные активы. Концепция продукта существует уже несколько столетий и со временем будет становиться все более сложной. Важно знать, что вы ищете, прежде чем совершать какие-либо покупки, потому что на рынке доступно множество различных типов продуктов, которые обеспечивают различные уровни качества в зависимости от ваших потребностей. Прочтите эту статью, если вам нужны советы о том, как выбрать лучший инверторный сварочный аппарат для ваших нужд!
1. Является ли изделие долговечным и прослужит ли оно долго?
Долговечность является решающим фактором при покупке любого лучшего инверторного сварочного аппарата, но может быть сложно узнать, прослужит ли лучший инверторный сварочный аппарат, на который вы смотрите. Прочные изделия служат долго и могут противостоять износу от использования. Покупка долговечного продукта сэкономит вам деньги в долгосрочной перспективе, потому что он прослужит дольше, чем дешевые товары, которые ломаются или перестают работать уже после нескольких использований.
Мы обсудим, как определить, достаточно ли прочен продукт для ваших нужд, чтобы не тратить деньги на то, что не прослужит долго. Во-первых, из какого материала он сделан? Тип материалов, используемых при создании изделия, существенно влияет на его долговечность.
2. Политика возврата лучшего инверторного сварочного аппарата
Лучший инверторный сварочный аппарат не всегда является правильным выбором для ваших нужд. Если вы не удовлетворены своей покупкой, проверьте политику возврата компании перед покупкой. Существует множество различных политик, и может быть неясно, какой из них подойдет именно вам. Политика возврата является одним из наиболее важных факторов при принятии решения о покупке у компании. Существует множество различных политик, поэтому вам необходимо знать, что влечет за собой каждая процедура, прежде чем принимать решение о покупке.
3. Каковы плюсы и минусы «лучшего инверторного сварочного аппарата»?
Каковы плюсы и минусы «лучшего инверторного сварочного аппарата»? Многие продукты на рынке претендуют на звание лучших, но откуда вам знать? Ключ в том, чтобы знать, какие функции важны для вас. Выяснение путем исследования, какой продукт обладает этими характеристиками, поможет вам определить, стоит ли его покупать или нет. Имея так много различных вариантов, кому-то трудно знать все обо всех. При покупке лучшего инверторного сварочного аппарата существует множество переменных. Существенными факторами в окончательном решении должны быть ваш бюджет, какие функции вам нужны, плюсы и минусы. После того, как вы сузили свой выбор, полезно посмотреть отзывы других клиентов, купивших продукт.
4. Где найти лучший инверторный сварочный аппарат?
Вам нужно знать ответ, потому что вы покупатель. Вы должны знать, кто продает его, есть ли у них запасы и какова цена, чтобы вы могли принять обоснованное решение о том, будет ли этот продукт работать для вашей компании. Если вы ищете лучший инверторный сварочный аппарат, в Интернете есть много мест, где вы можете его найти.
Первое, что я хочу упомянуть, это Amazon. Они хранят много товаров на своем складе и продают их по конкурентоспособным ценам с предложениями бесплатной доставки, которые часто действуют круглый год!
5.
Хороша ли гарантийная политика лучшего инверторного сварочного аппарата?Многие покупатели задают вопрос: «Что произойдет, если товар, который я покупаю, сломается?» Для некоторых покупателей это важный фактор. Они хотят знать, вернут ли они свои деньги или заменят его, если что-то пойдет не так с лучшим инверторным сварочным аппаратом. Гарантийная политика компании может помочь вам определить, поддерживает ли компания свою продукцию и уверена ли она в том, что она продает.
Хорошая гарантийная политика должна предусматривать ремонт, замену или возврат дефектного товара без каких-либо комиссий за пополнение запасов в течение определенного периода после покупки. Гарантия должна распространяться на все части вашего товара в течение как минимум одного года с момента первоначальной покупки для товаров стоимостью менее 500 долларов США и трех лет с даты первоначальной покупки для товаров стоимостью более 500 долларов США.
6. Насколько хороша служба поддержки при покупке лучшего инверторного сварочного аппарата?
Покупая лучший инверторный сварочный аппарат, клиент должен знать, насколько хороша служба поддержки клиентов компании. Если они не удовлетворены своим обслуживанием клиентов, это может повлиять на решение о покупке у них. Первое, что вы должны сделать, когда думаете о покупке чего-либо, — это выяснить, можете ли вы связаться с кем-то, если возникнет проблема с вашей покупкой. Это позволит вам чувствовать уверенность в том, что проблемы можно решить быстро и легко, не прибегая к слишком большим трудностям. Какую поддержку они предложат? Будет ли чат или только поддержка по электронной почте? Это доступно 24/7? Клиенты должны знать, какая помощь им нужна, прежде чем совершать покупки.
Анализ и результаты испытаний инверторного сварочного аппарата
Инверторный сварочный аппарат выпускается в различных типах и конструкциях для самых разных целей. Тестирование производителя выявило сильные и слабые стороны каждого устройства и поможет вам выбрать лучшую модель для ваших индивидуальных потребностей.
Надежность
Надежность была основным фактором, который мы изучали во время нашей оценки. Если свет не работает, он не более чем украшение или, в некоторых случаях, бельмо на глазу. Чтобы проверить надежность моделей инверторных сварочных аппаратов, мы оставляли устройства под прямыми солнечными лучами на весь день.
Простота использования
Мы считаем, что продукты должны быть просты в сборке, перемещении, развертывании и складывании. Продукты, которые было легко поднять и опустить, получили высокие оценки, а также те, которые было легче собрать из коробки. инверторный сварщик получал более низкие баллы, если у него были плохие инструкции, он двигался плохо или плавно или не подходил друг другу.
Как и показатель «Поедание сорняков», «Простота использования» также составляет 30% от общей оценки каждого инверторного сварочного аппарата. Здесь мы сравнили вес и дизайн защиты каждого инверторного сварочного аппарата, а также то, насколько они удобны и сбалансированы. Мы также сравнили легкость замены и подачи лески и отметили, есть ли крепление на плечевом ремне.
Дизайн
Затем мы тщательно проверили каждую версию инверторного сварочного аппарата на наличие различий в дизайне и функциональности. Некоторые из них просты и запускаются за считанные секунды, а другие требуют инструментов для крепления к стене или настройки параметров. Наконец, мы рассмотрели стиль и внешний вид каждой модели.
Долговечность
Мы хотели проверить эти продукты на прочность, поскольку они предназначены для того, чтобы их оставляли на солнце, трясло от ветра и намокало под дождем. Мы проверили это, подняв и опустив каждый из них пятьдесят раз в дополнение к нашим полевым испытаниям. Мы также энергично встряхнули каждую из них по сто раз, чтобы увидеть, что, если вообще что-нибудь, оторвется. Techgearlab оставил их на летнем солнце во время жары, которая превысила 110 ° F, которая только уступила место проливным дождям — отлично подходит для тестирования.
Заключение
В любое время, когда вы хотите наслаждаться своим патио или задним двором, не жарясь на солнце, правильный сварочный инвертор p может иметь все значение. Мы надеемся, что наши подробные обзоры и параллельные сравнения, подкрепленные измеримыми показателями, помогли вам найти правильный оттенок для ваших помещений.
Сварочный инвертор какой фирмы лучше. Особенности инвертора. Сварочный инвертор своими руками.
Сварочный инвертор сегодня активно используется не только в производственных нуждах, но и в быту. Это связано с отличными функциональными и производственными преимуществами.
Если вы хорошо разбираетесь в электронике, то имея схему и инструкцию по изготовлению, вы сможете инверторный сварочный аппарат сделать своими руками, потратив при этом деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные устройства известных фирм очень дорогие, а дешевые — принесут только разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, наладить порядок работы.
Практически все самодельные сварочные инверторы имеют такие основные элементы:
- Блок питания;
- Клавиши питания драйверов;
- Силовая часть.
При проектировании сварочного инвертора важно руководствоваться его характеристиками:
- Максимальное значение потребляемого тока — 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточно сетевого напряжения 220 В;
- Для работы используются электроды диаметром 3-5 мм и длиной 10 мм.
- Полученное устройство будет иметь показатели эффективности не ниже профессиональной версии устройства.
Схема сварочного аппарата своими руками
Когда вы решили, что инверторный блок будет собираться самостоятельно, первым делом будет схема .
Нужно продумать и предусмотреть вентиляцию механизмов устройства, так как это крайне важно во избежание перегрева деталей внутри. Самым простым и оптимальным решением будет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти компоненты коммерчески доступны и имеют низкую цену.
Схема должна предусматривать наличие и расположение кронштейнов, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой устройства
Когда устройство составлено, необходимо приступить к подготовке узлов и деталей. Для сборки инвертора своими руками вам необходимы следующие материалы:
Во избежание проблем с перепадами напряжения необходимо мотать по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В него войдет 100 витков, шить 0,3 мм;
- Вторичная первая — 15 витков, шить 1 мм;
- Вторичная секунда — 15 витков, ПЭВ 0,2 мм;
- Вторичная треть — 20 витков, шить 0,3 мм.
Плата и блок питания устанавливаются отдельно друг от друга, между ними лист металла. Чтобы прикрепить его к корпусу сварочного инвертора, необходимо использовать сварочные швы.
Для производства управления жалюзи необходимо установить проводники. Их длина должна быть не более 15 см; к сечению особых требований не предъявляется. В процессе сборки аппарата необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Источник питания необходим после первичной обмотки , покрытой экранирующей обмоткой . Сделана из аналогичной проволоки. Все витки покрытия должны иметь то же направление, что и первичные, и полностью перекрывать их. Между каждой обмоткой должна быть изоляция. Для нее можно использовать лакоткань или малярный скотч.
При наладке блока питания необходимо провести работу по подбору необходимого сопротивления. Он должен быть сбалансирован так, чтобы питание, подаваемое на реле, находилось в пределах 20-25 В.
Внимательно подойдите к подбору элементов радиатора для входных выпрямителей. Они должны быть мощными и надежными. Хорошо зарекомендовали себя б\у запчасти от компьютеров. Они есть в продаже на радиорынке.
Для сварочного инвертора наличие 1 термодатчика . Он установлен внутри радиатора. Для регулирования тока в дуге приобретается и устанавливается на блок управления ШИМ-регулятор. Конденсатор будет выдавать напряжение ШИМ, от него будут зависеть параметры силы сварочного тока.
Собираем устройство сварочного инвертора
Купив все необходимые детали для сварочного инвертора приступаем к его сборке. Перед началом установки деталей проверьте их исправность. Найдите готовый дроссель и начните его наматывать. Для этого нужно используйте проволоку для шитья-2 . Необходимое количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если нет возможности купить один конденсатор с таким напряжением, можно установить несколько, чтобы их емкость равнялась 1000 В.
Попробовать установить не используйте один мощный транзистор, лучше замените его несколькими менее мощными. Эти показатели влияют на рабочую частоту, что приводит к образованию больших шумовых эффектов при сварке. Если неправильно рассчитать требуемую мощность аппарата, это повлечет за собой быструю его поломку и ремонтные работы.
При сборке сварочного инвертора необходимо соблюсти расстояние между обмоткой и магнитопроводом. Между слоями обмотки должны быть проложены пластины из текстолита. Это поможет повысить электрическую безопасность устройства, а также добиться быстрого и достаточного охлаждения.
Далее переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Их можно сделать из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5-1 мм. Обязательно сделайте в пластинах узкие прорези, они помогут свободно вывести диоды, чтобы не возникало перегрузок.
Когда все основные элементы аппарата собраны, можно приступать к его креплению к основанию. Саму основу можно сделать из пластин гетинакса. Для нормальной работы подходит пластина толщиной 0,5 см . В центре пластины обязательно прорежьте круглое окошко, там будет закреплен вентилятор, который необходимо защитить защитной сеткой. Не забудьте при установке магнитопроводов оставить зазоры для свободного поступления воздуха.
На лицевую сторону необходимо установить ручку тумблера и светодиоды, фиксаторы кабеля и ручку переменного резистора. Это будет конструкция почти готового сварочного аппарата. Он помещен в корпус толщиной 4 мм. Кнопка устанавливается на держатель электропровода. Кабель, который к нему подключается, и провода тщательно изолируют.
Настраиваем сварочный инвертор на работу
Собрав весь механизм, необходимо его правильно и правильно настроить и запустить в работу. Бывают такие ситуации, что решить проблему самостоятельно сложно, приходится прибегать к помощи специалиста.
- Первым делом подключаем устройство к блоку питания 15В на ШИМ, причем один из конвекторов подключаем параллельно. Это поможет избежать перегрева устройства, да и уровень шума будет значительно ниже.
- Для замыкания резистора необходимо подключить реле. Вводится в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении к сети 220В. Если пренебречь подключением резистора напрямую, может произойти взрыв.
- Далее требуется тщательный контроль за работой резисторного реле КЗ при его подключении к току на плате ШИМ. Обязательно продиагностируйте наличие импульсов на плате, после срабатывания реле.
- Затем подаем 15В на мост. Это помогает проверить его нормальную и правильную работу, правильность монтажа. Устройство не должно превышать ток 100А. При этом курс должен быть холостым.
- Требуется проверка монтажа фаз трансформатора. Для этого можно использовать двухлучевой осциллограф. Для него необходимо подать на мост питание 220В от конденсаторов через лампу, установив частоту ШИМ 55кГц. Установив осциллограф, посмотрите на форму сигнала, и заметьте, напряжение не должно превышать 330В. Рассчитать частоту колебаний трансформатора несложно. Нужно постепенно убирать частоту ШИМ, пока нижний ключ IGBT не даст небольшой оборот. Этот показатель следует разделить на 2, а к полученному частному добавить значение частоты пересыщения. Параметры тока потребления мостом не должны быть выше 150 мА. Наблюдайте за светом от лампочки. Сильно яркое указывает на проблемы с обмоткой, возможный пробой в ней. От трансформатора не должно исходить звуковых эффектов. При наличии любого шума обратите внимание на правильную полярность подключения. В виде тестового контроля на мостике можно использовать электрочайник 220В. Все проводники от ШИМ должны быть просверлены и расположены вдали от источников помех.
- С помощью резисторов необходимо постепенно увеличивать ток. При этом прислушивайтесь к посторонним шумам и звукам, следите за показаниями осциллографа. Показания нижнего ключа не более 500В. Норма 240В.
- Начало сварочных работ с 10 сек. Затем проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочных аппаратов
Для правильной и долговременной работы аппарата необходимо периодически проверять и контролировать каждый элемент конструкции. Это облегчит вам ремонт и сведет его к минимуму. При поломке агрегата найдите причину неисправности и проведите ремонтные работы.
Для выполнения данных работ необходимо иметь следующие инструменты:
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразование переменного тока в постоянное напряжение. Сетевой фильтр позволяет сгладить перепады напряжения. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу клавиш с помощью сигналов обратной связи, поэтому может менять режим работы инвертора. Заварочный трансформатор отвечает за снижение напряжения, далее блоки клапанов выравнивают его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат сломался, снимите крышку корпуса и продуйте обычным пылесосом . Места, которые трудно очистить таким способом, следует обработать щеткой или тряпкой. Начать диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если нет, то ремонт блока питания. Предохранители могли сгореть. Создать сварочный инвертор своими руками несложно, а вот ремонт при неправильной диагностике может затянуться надолго.
Далее запускаем диагностику датчика температуры. Сравните номинальные значения с имеющимися. Этот элемент ремонту не подлежит, его необходимо заменить на новый. Затем идет изучение основных элементов аппарата. Если вы на одном из них увидите потемнение, то это означает, что шип был плохо собран при сборке. Используйте тестер для проверки цепочек соединений.
Если контакты выполнены некачественно, то это приводит к перегреву, поломке и дорогостоящему ремонту инвертора. Проверьте разъемы, если они ослаблены — подтяните, плохой контакт — припаяйте. Если при сварке происходит разбрызгивание металла, прилипание электрода, горение дуги, необходимо отрегулировать подачу тока или заменить электроды.
Следить за исправностью кабеля; в случае поломки немедленно замените его новым. Только в этом случае инверторный сварочный аппарат, созданный своими руками, будет работать качественно и надежно.
Профессиональные сварщики и сами мастера-любители уже давно признаны незаменимыми аппаратами для сварочных инверторов. Процесс сварки с помощью таких устройств очень удобен и прост, а качество сварного шва специалисты считают отличным. Сварочный аппарат оснащен трансформатором, обеспечивающим выработку тока, необходимого для качественного выполнения надежных и прочных швов. Выбирая кухонный прибор, следует подумать об условиях, в которых его придется эксплуатировать, оптимальным вариантом будет блок с питанием от сети 220-230 В, он сможет обеспечить стабильную дугу, а значит даст возможность выполнить качественный шов.
Конструктивные особенности и принцип работы сварочного инвертора
Среди основных особенностей сварочного инвертора можно назвать их возможность регулировки параметров тока и изменения его в соответствии с заданным режимом сварки. Функциональный аппарат предусматривает возможность каскадных преобразований, специальное оборудование в этом случае производит контроль за условиями, в которых выполняется работа.
Преимущества инверторного устройства можно ощутить, установив рядом с ним обычный классический трансформатор — большой вес и громоздкая конструкция последнего позволяют работать только в стационарных условиях, инвертор мобильный, легкий и транспортабельный, например — если понадобится на даче — легко будет взять на велосипед как дорожную сумку.
О том, что нужно знать начинающему сварщику, смотрите видео:
Преимущества и недостатки инверторов
Среди технических преимуществ инверторов следует помнить:
- высокий, около 90% КПД, что позволяет минимизировать энергопотребление,
- возможности сэкономить на низком расходе электродов,
- возможности использования режущих и сварочных тонких электродов,
- избегать образования брызг при сварке
- плавная регулировка режима работы.
Технологические преимущества инверторов предполагают возможность работы с ними человеком без специальной подготовки. Можно варить металлы разной толщины, в том числе трудно свариваемые. Выполнение сварки короткой дугой позволяет получить качественный шов с уменьшенными потерями электроэнергии.
Токопроводящие кабели не нагреваются во время работы.
К недостаткам инверторов можно отнести относительно высокую стоимость, а также дороговизну ремонта, особенно если требуется замена мощного выходного транзистора, выход его из строя может произойти при снижении напряжения до критических значений. Сварка в пыльном месте не рекомендуется; в любом случае необходимо будет систематически чистить агрегат.
Эксплуатация при температуре ниже 0°С может привести к оседанию конденсата на панели управления, электроника в этом случае может выйти из строя. Этот же фактор обусловлен необходимостью хранения сварочного аппарата в теплом, сухом месте.
Иногда в работе используется сварочное оборудование, собранное любителями, но следует понимать, что лучший сварочный инвертор — тот, который собран в заводских условиях, соответствующий нормам и стандартам. Однозначно — с ним работать надежнее и безопаснее. Чтобы купить хороший инвертор не обязательно посещать множество магазинов, расположенных в разных частях города – качественный сварочный аппарат можно заказать по каталогам, предлагаемым производителями аналогичной продукции.
Принцип работы блока достаточно прост, основан на увеличении силы тока и его частоты при фазовом сдвиге напряжения. Процесс протекает каскадно, минимально необходимое для запуска напряжение сети не менее 200 Вт при частоте тока 50 Гц. Во время работы устройство преобразует переменный ток в постоянный.
При включении инвертор снова изменяет постоянный ток. на переменный, но с меньшим напряжением, повышенной частотой и силой тока. В этом основное отличие инверторного оборудования.
Как выполняется сварка смотрите видео:
Если говорить об узлах, обеспечивающих функциональность сварочного инвертора, то в его состав входят:
- блок, предназначенный для приема постоянного тока
- устройства для защиты начинки и корпуса от перегрева при непрерывной работе в течение длительного периода,
- Преобразователь переменного тока в постоянный и наоборот
- ключи преобразования
- регуляторы тока и реле.
Сварка выполняется с использованием специальных электродов, выбирать их следует внимательно, ведь для каждого металла потребуются электроды соответствующей марки, и найти подходящие сегодня не составит труда.
Как выбрать сварочный аппарат
К выбору инверторного сварочного аппарата нужно подходить серьезно, со знанием дела, потребуются:
- учитывать множество моментов и обращать внимание на несколько разноплановых критериев,
- изучить паспорт изделия и его технические характеристики,
- проконсультируйтесь с продавцом.
Если вы руководствуетесь рациональностью и приобретаете качественный инвертор для дома, то рекомендуется поинтересоваться:
- наличие при нем функций горячего пуска и антизалипания, что обеспечивается понижением рабочего тока на момент прилипания электрода,
- возможность форсирования дуги,
- отсутствие эффекта заморозки.
Эти характеристики в паспорте на профессиональное сварочное оборудование могут не указываться, но они являются преимуществами, отличающими инверторные аппараты от обычных дуговых. В наличии вышеперечисленных характеристик стоит убедиться в планируемой покупке.
Не следует забывать, что хороший сварочный аппарат нуждается в вентиляторе, который защитит от перегрева при выполнении сложных швов, когда разрывы часто выходят из строя. Продлить срок службы агрегата помогает наличие вентилятора, мощность вентилятора должна быть достаточной, но не слишком большой – будет риск, что он будет засасывать внутрь сварочного аппарата не только воздух, но и пыль, в результате при таком явлении могут возникать поломки, а значит – необходимость частого ремонта и профилактической чистки.
Для того, чтобы сварочный агрегат справлялся с работой необходимо убедиться, что он имеет бесперебойник, т.е. встроенную защиту от сетевого напряжения. Это особенно важно, если устройство будет эксплуатироваться в домашних условиях.
Подробнее о том, какие принципы при выборе сварочного инвертора вы можете узнать посмотрев видео:
Сварочный аппарат-преобразователь, какой лучше купить для дома
Выбирая аппарат для домашнего использования, желательно отдать предпочтение моделям обладая широким набором функций, они позволят выполнять работы разной степени сложности с гарантированно высоким качеством.
Для сварочного аппарата температура окружающей среды. Если все работы будут производиться в помещении, в мастерской, то можно выбрать любую модель, но если сварка будет производиться на улице, или в неотапливаемом гараже, вам понадобится инвертор, пригодный для работы на низкие температуры. Большинство моделей рассчитано на работу в диапазоне температур от 0 С до +30 С, то есть в стандартных домашних условиях.
Выбор оборудования производится с расчетом на то, что сварочный агрегат должен иметь возможность работать без перерыва 8 часов подряд, но в его работе все же необходимо будет устраивать небольшие перерывы. Для бытовых агрегатов такой режим работы вполне приемлем. Для эксплуатации в условиях промышленных предприятий предназначены совершенно другие модели, с длительным периодом работы и интервалами в 30 минут.
По мнению специалистов, для домашнего мастера идеальным вариантом будет инвертор, который может без перерыва готовить полчаса, после чего прибору потребуется час отдыха. Такой выбор можно считать рациональным с точки зрения соотношения качества и стоимости.
Диапазон рабочего напряжения бытовых моделей должен находиться в пределах от 220 до 230 Вт, если в характеристике сварочного аппарата указаны границы от 170 до 230 Вт, это может свидетельствовать о низкой производительности модели, что можно использовать при выполнении небольшие объемы сварочных работ.
Специалисты считают, что оптимальная мощность сварочного аппарата составляет 16-25 А, процесс работы такого аппарата качественный и стабильный, его вполне можно использовать как профессионал.
Если выбор агрегата осуществляется через интернет, по каталогу, то следует внимательно изучить отзывы о магазине, торгующем сварочным оборудованием, о качестве реализуемой им продукции. Не лишним будет поинтересоваться наличием рядом с вами сервисных центров. Экономить на покупке смысла нет – само устройство недешевое, его обслуживание и ремонт, замена и поиск запчастей тоже может вылиться в немалую сумму.
Сварочный аппарат-инвертор – модели и производители, пользующиеся особой популярностью
Естественно, при выборе моделей инверторов от всемирно известных производителей потребители ищут качество и надежность, но даже в этом случае необходима некоторая предусмотрительность – нельзя исключить возможность покупки подделки сомнительного качества. Поэтому специалисты считают рациональным приобретение в специализированных магазинах, к товару должна быть приложена соответствующая фурнитура, гарантийные талоны с указанием реквизитов торговой фирмы – это лишний раз подтвердит подлинность.
Среди лидеров современного инверторного рынка можно отметить компанию KEMPPI , выпускающую модели сварочных аппаратов, как профессиональных, так и востребованных домашними мастерами. Швы, полученные при сварке моделями этого производителя, считаются эталонными, агрегат предполагает возможность самостоятельной регулировки параметров дуги, влаго- и пыленепроницаем, выдерживает перепады напряжения и температуры окружающей среды. Вес сварочных аппаратов небольшой, работающий человек надежно защищен от поражения электрическим током.
Инвертор Fubag от немецких производителей — это удачное воплощение современной инженерной мысли, модели выпускаемые компанией работают в широком диапазоне напряжений — от 85 до 256 вольт, интересны не только новичку сварщикам, но и опытным специалистам. Последние модели инверторов оснащены сверхнадежными вентиляционными элементами, работа с которыми чрезвычайно комфортна.
Заслуженно занять свою позицию на рынке инверторов творения итальянских производителей — компании Телвин . Инверторы обеспечивают отличное качество сварки, простота и доступность интуитивно понятных принадлежностей позволяют успешно работать как мастерам, так и новичкам. Среди преимуществ последних моделей от Telwin – наличие универсальной насадки, позволяющей использовать электроды любого типа.
Под маркой ProfHelper продается продукция нескольких известных компаний, наиболее передовых и успешных в сфере производства сварочного оборудования. Один из продуктов бренда, инвертор Prestige итальянского производства, неоднократно отмечался экспертами за высокие эксплуатационные характеристики. Например — устройства имеют длительный срок службы, до истечения которого устройство не нужно останавливать для охлаждения, в таком отдыхе нуждаются только устройства, прослужившие более 5 лет.
Инверторы Brima позволяют выполнять работу эффективно; при необходимости на них могут быть сварены швы, соответствующие профессиональным стандартам. Приборы не чувствительны к опасным условиям окружающей среды, могут работать даже при низких температурах, электрод не испортится при коротком замыкании — подаваемое напряжение будет сброшено автоматической защитой.
Что касается бытовых и полупрофессиональных инверторов от отечественных производителей, то среди наиболее популярных моделей следующие марки:
- БК-180
- Стандарт Патона ВДИ-160,
- Неон 180,
- Тор 200,
- Форсаж 200.
Стоимость топовых моделей, в долларовом эквиваленте, колеблется от 400$ до 600$.
Конечно, описать все достойные модели в одной статье невозможно, но специалисты при выборе инверторного сварочного аппарата советуют изначально обращать внимание на продукцию вышеуказанных производителей.
- Уменьшить количество витков
- Монтажные работы: рекомендации
- Основные неисправности и их ремонт
Почти все сварочные аппараты сделаны по одному принципу. Используется инверторная схема, в которой силовые ключи представляют собой полевые транзисторы большой мощности. Благодаря такой схеме был снижен вес сварочного аппарата, уменьшились габариты самого аппарата. Его применение дает возможность уменьшить вес и габариты конструкции.
В магазинах и на рынке предлагается широкий ассортимент таких сварочных аппаратов. Все они имеют одинаковый принцип работы, но стоимость такого сварочного инвертора довольно высока. Поэтому возникает вопрос: как сделать сварочный инвертор своими руками? Прежде чем ответить на него, необходимо разобраться в его устройстве и работе внутренней схемы.
Виды сварочных и сварочных машин
Технологический процесс сварки имеет несколько разновидностей:
- дуга;
- электрошлак: плазма
- ;
- электронный луч; лазер
- ;
- газ;
- контакт; УЗИ
- ;
- с точками.
Для работы дома, на своем приусадебном участке достаточно самой обычной электродуговой сварки. Для данного вида сварки изготавливают сварочные аппараты двух типов:
- трансформаторный; Инвертор
- .
Трансформаторный сварочный аппарат может работать практически на любом токе. У этого устройства есть несколько положительных характеристик:
- надежность;
- простота обслуживания;
- прочность;
- большой вес.
Однако такой сварочный аппарат реагирует на скачки напряжения. При падении напряжения, когда оно меньше 200 вольт, вся работа практически останавливается, так как получить дугу и удержать ее постоянной очень сложно.
Инверторный сварочный аппарат — изобретение последних десятилетий. Это значительно облегчает работу сварщика. За счет использования современной электронной начинки значительно снижена масса устройства.
Теперь он не превышает 5 кг. Инверторный сварочный аппарат способен стабилизировать ток. Может функционировать при падении напряжения в сети. Такой прибор чувствует едва уловимую жару и сильное тепло. Работа с инвертором требует специальных навыков, внимательности и осторожности.
Вернуться к оглавлению
Подготовка основы для изготовления самодельного инвертора
Основой сварочного инвертора может служить обычный трансформатор от бытовой микроволновой печи. Трансформатор включает в себя:
- катушки; медный провод
- ; железо
- ; эмаль
- .
Одна катушка играет роль первичной обмотки, другая, естественно, вторичной. Цветная медная проволока намотана на сердечник из железа и покрыта эмалью.
Каждая катушка имеет определенное количество витков. Электрическая сеть работает в паре с первичной обмоткой. За счет индукции происходит образование тока во вторичной обмотке. Оно имеет напряжение намного меньшее, чем то, которое возникло в первичной обмотке. Но текущая ставка намного выше.
Для работы инвертора необходим постоянный ток, который можно регулировать.
Максимальное значение тока может достигать 130 ампер. На первичной обмотке максимально будет 20 А. Для получения качественного сварного соединения применяют электроды, диаметр которых не превышает 3 мм. Сварочное напряжение включается тумблером, расположенным на электрододержателе. Сварочный аппарат этого типа способен выполнять сварку с обратной полярностью. В результате можно сваривать тонкие стальные листы.
Вернуться к оглавлению
Уменьшить количество витков
Уменьшить количество витков просто необходимо, так как трансформатор микроволновой печи выдает напряжение более 2000 вольт. Поэтому требует доработки. Для нормальной работы необходимо сделать следующее:
- увеличить текущее значение;
- уменьшить стресс.
Каждый профессиональный сварщик хорошо знает, что очень малый ток влияет на качество сварки. Если будет иметь место большая сила тока, то сгорит не только электрод, но и повредится сам металл.
Для хорошей работы нужно перемотать вторичную обмотку. Каждый виток должен иметь плотный контакт, но провод обмотки другой. Для этого используется эмалированная проволока. Перед началом работы старая обмотка разрезается и снимается с катушки. Работать нужно аккуратно и осторожно, чтобы не испортить первичную обмотку.
Новый провод должен иметь определенное сечение, а намотка выполняется с определенным числом витков. Все эти параметры зависят от типа трансформатора. Поэтому нельзя точно сказать, какими должны быть эти данные. Произвести все расчеты очень просто, достаточно заглянуть в школьный учебник физики или воспользоваться услугами специального онлайн-калькулятора.
После изготовления новой обмотки ее необходимо закрыть токоизолирующим лаком.
Вернуться к оглавлению
Для самодельного сварочного инвертора необходимо выбрать корпус, в который будут вставляться все детали. Желательно, чтобы такая тара была компактной и удобной для транспортировки.
Трансформаторы должны быть установлены последовательно, один за другим. Потом будет снижение тока до 50 ампер. Первичные обмотки устанавливаются параллельно, вторичные можно соединить последовательно. Такая установка позволит вам получить:
- 60 ампер при работе с нагрузкой;
- Выход 38 вольт.
Детали электрической схемы смонтированы на заводской плате. Установка схемы блока питания, его платы и драйверов осуществляется отдельно. Силовая часть отделена от платы металлическим листом. Лист соединен с корпусом инвертора. Провода управления соединены попарно. Их нужно припаять возле ножек транзисторов. Размер таких проводников обычно не более 15 см, диаметр провода значения не имеет.
По окончании монтажных работ обязательно нужно произвести усиление силовых гусениц. Простого лужения недостаточно, нужно пропаять все дорожки медной проволокой. Простой припой может расплавиться, в результате все транзисторы сгорят.
Для лучшего отвода тепла от мощных тринисторов их устанавливают на специальный радиатор, прикрепленный к плате. Размеры радиаторов и интенсивность удара сильно влияют на рабочие характеристики сварочного инвертора. Чем они лучше, тем дольше проработает агрегат. Материал для платы – тонкий текстолит, толщина которого не превышает 1,5 мм.
Вернуться к содержанию
Система охлаждения: особенности
В случае самодельного сварочного инвертора установите два вентилятора, по одному с каждой стороны. Они тянут воздух и работают от блока питания обычного компьютера. Для поступления воздуха в корпус инвертора снизу делаются сквозные отверстия, которых может быть несколько десятков.
Чтобы сделать систему охлаждения более надежной и прочной, установите еще один дополнительный вентилятор. Он монтируется непосредственно в корпус инвертора.
Выполнять сварочные работы с таким инвертором гораздо проще, чем с трансформаторным агрегатом. Качество шва намного выше. Эта машина может варить:
- черный металл;
- цветной металл; нержавеющая сталь
- ; Тонкие стальные листы
- .
Для сборки сварочного инвертора необходимо заранее подготовить:
- Блок питания;
- водителей; скотч
- ; Силовые агрегаты
- .
Для регулировки блока питания подбирается сопротивление, которое могло бы создать мощность 20 вольт. Очень важно, чтобы входные выпрямители имели мощные радиаторы.
Внутри корпуса установлен термодатчик, так как он уловит максимальную температуру нагрева.
В качестве блока управления сварочным инвертором установлен ШИМ-контроллер. Он использует только один канал настройки. От того, какая будет дуга, насколько стабильно она будет гореть, зависит. Установленный конденсатор будет определять напряжение контроллера. Именно он влияет на величину сварочного тока.
Держак, множество кабелей и других аксессуаров можно приобрести в любом специализированном магазине, их стоимость доступна каждому потребителю.
Важнейшей частью приобретаемого или самодельного сварочного инвертора является схема. Провод в сварочном инверторе не обмотан материалом для теплоизоляции. За основу можно взять дюралюминиевую пластину. К нему нужно будет прикрепить несколько проводов и проводников, которые будут отдавать тепло. Для обдува потребуется использовать вентилятор большой мощности (в этом случае можно использовать радиатор от автомобиля). Также будут необходимы радиаторы, диоды, выпрямление и дроссель. Последний элемент прижимается к конструкции через прокладочный материал для уплотнения.
Самодельный сварочный аппарат не будет работать без дроссельного устройства. Он может быть изготовлен из медных жил. Такие элементы чаще всего устанавливаются в горизонтальных трансформаторах. Если таких приспособлений нет, их можно сделать самостоятельно из частей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию схемы инвертора, после чего к ним подключаются пломбы для изоляции и стабилизаторы напряжения.
Пример изготовления сварочного инвертора
В данной конструкции будет использован нестандартный трансформатор, так как магнитопровод в нем имеет сечение 2 мм. Этот провод не покрыт изоляционными материалами, но вы можете использовать безопасный кабель.
Пучок проводников собран из нескольких проводов; их также нужно будет заизолировать изолентой или полоской фторопласта. Схему изготовленной конструкции под сварку можно увидеть на рис. 1. За счет такой вторичной обмотки фторопластовая лента будет расходоваться очень экономно, так как зазор между изоляцией уже имеется. Благодаря этому зазору можно охлаждать трансформатор тока. Если использовать эту схему, то не нужно будет дополнительно устанавливать ни тиристоры, ни транзисторы.
Рисунок 1. Пучок проводников от разных электропроводок необходимо изолировать изолентой.
Проводники нужно будет развести в разные стороны, чтобы они не соприкасались и не вызывали сбоев в процессе работы. После этого на транзистор необходимо установить силовой мост. Выполняется навесом. В этом случае потребуется использовать медный шнур сечением 2 мм без изоляции. Ее следует залудить и обмотать обычными нитками в несколько слоев. Такой проводник защищен от повреждений при пайке или сварке. Для фиксации можно использовать пятки для изоляции, на которые будет передаваться нагрузка от транзисторов. Таким образом, вы можете продлить производительность.
Транзисторы необходимо дополнительно прижать к радиатору. Их можно зафиксировать с помощью дюралюминиевых пластин. Эти прокладки должны быть прикручены маленькими винтами. Эти крепления удобно использовать при изготовлении небольшого самодельного сварочного аппарата.
Вентилятор охлаждает несколько мостов, но каждый мост должен быть защищен изоляционным слоем.
Вторичная вентиляция важна. Если есть необходимость, то можно вывести вторичную обмотку на ферритовые цилиндры. В этом случае можно использовать приемник энергии со средними волнами, от которых энергия может поступать к ядрам.
Как сделать импульсный инверторный сварочный аппарат своими руками?
Принципиальная схема инверторного аппарата сварочного аппарата.
Импульсный инвертор можно сделать своими руками в домашних условиях. Следует помнить, что обмотки можно наматывать только на всю ширину каркаса. В этом случае трансформатор станет более устойчивым к перепадам напряжения и воздействиям окружающей среды. Для того чтобы сделать сварочный аппарат такого типа, вам потребуется подготовить следующие элементы:
- Преобразователь трансформатора 41 Гц;
- уплотнительные элементы олово
- из меди; изолента
- ;
- чертежи инверторов.
В данном случае рассмотрим пример изготовления одноконтактного инвертора, работающего на углекислом газе или аргоне.
Вторичная обмотка в этом варианте намотана в несколько слоев. Потребуется намотать дроссель на ферритовый сердечник. Через трансформаторное устройство к первичной или вторичной обмотке необходимо прикрепить специальные кольца.
Рисунок 2. Схема работы импульсного инверторного сварочного аппарата.
Для изготовления самодельного инверторного охлаждения для сварки потребуется использовать специальный компьютерный радиатор, который идеально подходит как по мощности, так и по энергопотреблению. Устройство импульсного трансформатора намотано полосой меди, так как алюминиевые провода не выдержат колебаний непостоянного тока.
Бесперебойная работа конструкции будет напрямую зависеть не только от величины тока, но и от толщины провода. Если обмотку намотать толстым слоем, то получится обратный скин-эффект, что может негативно сказаться на работе других бытовых конструкций.
Вес такого устройства примерно 5–10 кг, его грузоподъемность 30–150 А. Схему такой конструкции можно увидеть на рис. 2
Как настроить самодельный инвертор?
Такую конструкцию легко сделать своими руками, а материалов вам понадобится небольшое количество. Однако не каждый сможет правильно настроить это устройство самостоятельно, поэтому может потребоваться помощь высококвалифицированных специалистов с опытом работы.
Если вы все-таки хотите настроить инвертор самостоятельно, то вам следует знать последовательность действий. Конфигурация проекта состоит из следующих шагов:
Рисунок 3. Схема питания инвертора.
- Для начала необходимо подключить сварочный аппарат к электросети. После этого устройство должно начать издавать громкие звуки. Это означает, что устройство пропускает ток. Электричество должно быть подведено к емкостному вентилятору. Только в этом случае удастся уменьшить нагрев устройства и объем его работы.
- Для того, чтобы замкнуть резистор, вам нужно будет подключить реле. Этот элемент следует подключать только после зарядки конденсаторов. Такие действия позволяют значительно уменьшить падения тока в процессе включения аппарата для сварки в сеть 220 В.
- Следует помнить, что если подключить трансформатор без резистора, может произойти взрыв. Все выпускаемые инверторы будут проходить через 100 А и более, точный уровень определяется исходя из того, какая плата использовалась в процессе разработки. Для определения уровня следует использовать мультиметр. Вам нужно будет сделать следующее: сначала прибор включается в режиме амперметра, а затем измеряется периодичность поступающих импульсов.
- Сварка нужно будет проверить на усилителе, который будет проводить сигнал на блок. Средняя амплитуда 15 В (если изготавливается сварочный аппарат малой мощности). Далее нужно будет проверить правильность сборки моста. Для этого инвертор должен быть запитан 16 В. Следует помнить, что на холостом ходу он сможет преобразовать только 100 мА. Для правильного проведения контрольных замеров потребуется учитывать этот показатель.
- Проверить работу инвертора для сварки можно с помощью осциллографа. Импульсы, поступающие с обмоток, должны быть одинаковыми.
- Вам потребуется проверить трансформатор на сварку под управлением силовых емкостных устройств. Необходимо изменить уровень полосы пропускания на более высокий, а затем подключить осциллограф. Важно следить за формой волны, поступающей от коллектора.
Схема питания инвертора представлена на рис. 3
Как использовать инвертор для сварки?
При включении инвертора в сеть контроллер автоматически установит значение команды сварочного тока 120 А. Если после включения напряжение в проводах конструкции не превышает 100 В, то многие восьмерки могут быть видно на индикаторе. Такие цифры говорят о неисправности устройства. При нормальном пуске эти цифры должны быть заменены текущим значением 120 А. Величина токового задания может быть изменена с помощью кнопок.
Для контроля температуры конструкции в процессе нужно нажать все кнопки одновременно. При нажатии индикатор должен показывать установленную температуру конструкции радиатора.
Если температура радиаторного устройства в процессе работы превысит 75°С, то индикатор начнет отображать температуру конструкции, после чего включится звуковой сигнал. Работа инверторной конструкции не будет заблокирована, но ток автоматически уменьшится до 20 А.
Как только температура станет ниже 65°С, зуммер выключится. Ток в этом случае будет 20 А. Индикация будет такой же, как и до превышения температуры.
При поломке датчика температуры индикатор должен выдать код ошибки Ert1. После этого включится звуковой сигнал. Работа инверторного устройства не будет заблокирована, но значение тока автоматически изменится на 20 А. При замыкании датчика температуры индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а сила тока снизится до 20 А.
Нюансы, которые необходимо учитывать при изготовлении сварочного инвертора
- При намотке в качестве термопрослойки можно использовать обычную бумагу из кассового аппарата. Бумага для копировальных аппаратов также подойдет, однако она имеет плохие механические характеристики. Материал должен быть прочным.
- Не наматывайте толстый провод. Устройство работает на больших токах, что не позволит использовать сердечник в проводнике большой толщины. В результате будет сильный перегрев конструкции трансформатора. Лучше всего использовать медную ленту небольшой толщины.
- Вторичная обмотка состоит из нескольких медных полос, которые отделены друг от друга. В этом случае также нужно смотать бумагу из кассы. Альтернативным вариантом является использование шитья проволоки сечением до 0,7 мм. Этот элемент имеет большое количество жилок, что является дополнительным преимуществом. Однако провода имеют большие воздушные зазоры, поэтому площадь сечения будет примерно на 30 % меньше, чем в случае использования медного провода.
- В конструкции нужно будет предусмотреть вентилятор для охлаждения, так как при работе обмотка сильно нагревается. В этом случае можно использовать обычный кулер от системного блока компьютера.
Инвертор для сварки – популярная и нужная конструкция, которая достаточно часто используется как в промышленности, так и в быту.
Вашему вниманию схема сварочного инвертора, который можно собрать своими руками. Максимальный потребляемый ток 32 ампера, 220 вольт. Сила сварочного тока составляет около 250 ампер, что позволяет без проблем варить 5-электродный электрод, длина дуги 1 см, проходящая более 1 см в низкотемпературную плазму. КПД источника на уровне магазина, а может и лучше (имеется в виду инвертор).
На рис. 1 показан источник питания для сварки.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите W7x7 или 8×8
Первичная имеет 100 витков провода ПЭВ 0,3мм
Вторичная 2 имеет 15 витков провода ПЭВ 1мм
Вторичная 3 имеет 15 витков шить 0,2мм
Вторичная 4 и 5 на 20 витков провода ПЭВ 0,35мм
Все обмотки должны быть намотаны по всей ширине каркаса, это дает значительно более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рис.2 представлена схема сварочного аппарата. Частота 41 кГц, но можно попробовать и 55 кГц. Трансформатор 55 кГц, затем 9 витков до 3 витков, чтобы увеличить фотоэлектрический трансформатор.
Трансформатор на 41кГц — два комплекта Ш30х28 2000нм, зазор 0,05мм, прокладка газетная, 12вит х 4вит, 10кв мм х 30 кв.мм, лента медная (жесть) в бумаге. Обмотки трансформатора изготовлены из медного листа толщиной 0,25 мм и шириной 40 мм, обернутого для изоляции в бумагу из кассового аппарата. Вторичка выполнена из трех слоев жести (сэндвича), разделенных фторопластовой лентой, для изоляции между собой, для лучшей проводимости токов высокой частоты концы вторичной обмотки на выходе трансформатора спаяны между собой.
Дроссель L2 намотан на сердечнике Ш30х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0,15 — 0,5мм (два слоя бумаги от принтера). Трансформатор тока — датчик тока два кольца К30х18х7 первичка через кольцо, вторичка ток 85 витков провода толщиной 0,5мм.
Сварочный узел
Обмотка трансформатора
Намотку трансформатора необходимо выполнить из медной жести толщиной 0,3мм и шириной 40мм, ее необходимо обернуть термобумагой от кассы толщиной 0,05мм, эта бумага прочная и не рвутся как обычно при намотке трансформатора.
Вы скажите, а почему бы не намотать его обычным толстым проводом, но это невозможно, потому что этот трансформатор работает на токах высокой частоты и эти токи вытесняются на поверхность проводника и середина толстого провода не активируется, что приводит к нагреву, это явление называется скин-эффектом!
И с этим надо бороться, нужно просто сделать проводник с большой поверхностью, вот такой у тонкой медной жести и у него большая поверхность по которой течет ток, а вторичная обмотка должна состоять из сэндвича из трех медных полоски разделены фторопластовой пленкой, она тоньше и все эти слои завернуты в термобумагу. Эта бумага имеет свойство темнеть при нагревании, она нам не нужна и это плохо, это не даст ей остаться и главное что не порвется.
Возможна намотка обмоток проводом ПЭВ сечением 0,5…0,7 мм, состоящим из нескольких растяжимых проволок, но это хуже, так как провода круглые и стыкуются друг с другом с воздушными зазорами, что замедляют теплообмен и имеют меньшую суммарную площадь поперечного сечения объединенных проводов по сравнению с оловянными %, которые могут залезть в окно ферритового сердечника.
Трансформатор греется не ферритом, а обмоткой, поэтому нужно следовать данным рекомендациям.
Трансформатор и вся конструкция должны быть обдуты внутри корпуса вентилятором на 220 вольт 0,13 ампера и более.
Дизайн
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Приобрел эти радиаторы в компьютерном магазине, который делает апгрейды, всего по 3…4$ за штуку.
Силовой косой мост сделать на два таких радиатора, верхнюю часть моста на один, нижнюю часть на другой. На эти радиаторы через слюдяную прокладку накрутить мостовые диоды HFA30 и HFA25. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно скрутить навстречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющую цепь питания 300 вольт с компонентами моста.
На схеме не указана необходимость для данной платы питания 300В с впайкой 12…14 конденсаторов 0,15 мк 630 вольт. Необходимо, чтобы выбросы трансформатора шли в силовую цепь, устраняя резонансные броски тока силовых ключей от трансформатора.
Остальная часть моста соединена между собой монтажными проводниками небольшой длины.
Еще на схеме показаны снабберы, в них стоят конденсаторы С15 С16, они должны быть марки К78-2 или СВВ-81. Всякую фигню туда класть нельзя, так как важную роль выполняют снабберы:
первый — подавляют резонансные выбросы трансформатора
второй — существенно снижают потери IGBT при выключении, так как IGBT быстро открываются, но выключить значительно медленнее и при замыкании емкость С15 и С16 заряжается через диод VD32 VD31 дольше, чем время закрытия IGBT, то есть снаббер перехватывает всю мощность на себя не давая выделять тепла на IGBT ключ в три раза больше чем он было бы без него.
При быстродействии IGBT открывается , тогда через резисторы R24 R25 снаббер плавно разряжается и основное питание распределяется на эти резисторы.
Индивидуальная настройка
Подайте питание на 15-вольтовый ШИМ и по крайней мере один вентилятор для разрядки емкости С6, которая управляет временем срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после чего конденсаторы С9…12 заряжаются через резистор R11 уменьшающий бросок тока при включении сварочной цепи 220 вольт.
Без резистора R11 на прямой при включении получился бы большой БАЧ при зарядке 3000мк ёмкостью 400В, для чего и нужна эта мера.
Проверить работу замыкающего резистора реле R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на наличие прямоугольных импульсов, идущих на оптопары HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульса должна быть 44% нуля относительно нулевой паузы 66%
Проверить драйверы на оптронах и усилителях, ведущих прямоугольный сигнал с амплитудой 15 вольт, чтобы убедиться, что напряжение на затворах IGBT не превышает 16 вольт.
Подайте питание 15 В на мост, чтобы убедиться, что он работает правильно.
Потребляемый ток в этом случае не должен превышать 100 мА на холостом ходу.
С помощью двухлучевого осциллографа убедитесь, что обмотки силового трансформатора и трансформатора тока правильно расположены.
Один луч осциллографа на первичку, второй на вторичку, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Питание по мосту от силовых конденсаторов С9…С12 через лампочку 220 вольт 150. 200 ватт. После установки частоты ШИМ 55 кГц подключите осциллограф к эмиттеру нижнего IGBT-транзистора, чтобы посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт, как обычно.
Начните снижать тактовую частоту ШИМ до появления небольшого изгиба на нижнем ключе IGBT, говорящего о перенасыщении трансформатора, запишите эту частоту, на которой произошел изгиб, разделите ее на 2 и прибавьте результат к частоте перенасыщения, например, 30 кГц перенасыщение делится на 2 = 15 и 30 + 15 = 45, 45 это рабочая частота трансформатора и ШИМ.
Ток потребления моста должен быть около 150мА и лампочка должна еле светиться, если светится очень ярко, то это говорит о пробое обмоток трансформатора или неправильно собранном мосту.
Подключить к выводу сварочную проволоку длиной не менее 2 метров для создания дополнительной индуктивности выхода.
Включить мост уже через чайник 2200 ватт, а на лампочке выставить ток на ШИМ не менее R3 ближе к резистору R5, замкнуть сварочный вывод, проверить напряжение на нижнем ключе моста, чтобы было на осциллографе не более 360 вольт, шумов от трансформатора быть не должно. Если это так, убедитесь, что трансформатор датчика тока правильно сфазирован. Проденьте проволоку в обратном направлении через кольцо.
Если шум остался, то нужно разместить плату ШИМ и драйверы на оптронах подальше от источников помех, в основном силового трансформатора и дросселя L2 и силовых проводников.
Даже при сборке моста драйвер необходимо устанавливать рядом с радиаторами моста над IGBT-транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Выходные соединения драйвера IGBT и затвора должны быть короткими. Проводники от ШИМ к оптронам не должны проходить вблизи источников помех и должны быть как можно короче.
Все сигнальные провода от трансформатора тока и идущие на оптопары от ШИМ должны быть скручены для снижения уровня помех и должны быть как можно короче.
Затем начинаем увеличивать сварочный ток с помощью резистора R3, ближе к резистору R4, сварочный выход замыкается на нижний ключ IGBT, ширина импульса немного увеличивается, что свидетельствует о работе ШИМ. Ток больше — ширина больше, ток меньше — ширина меньше.
Шум не должен быть в противном случае не в порядке. БТИЗ .
Добавляем ток и слушаем, смотрим осциллографом на превышение напряжения нижнего ключа, чтобы не превышало 500 вольт, максимум 550 вольт в выбросах, но обычно 340 вольт.
Дойти до тока, где ширина резко становится максимальной говоря о том, что чайник не может дать максимальный ток.
Все, теперь по прямой без чайника переходим от минимума к максимуму, смотрим осциллографом и слушаем, чтобы было тихо. Достигните максимального тока, ширина должна увеличиться, выбросы в норме, не более 340 вольт обычно.
Начать приготовление в начале 10 секунд. Проверяем радиаторы, потом 20 сек тоже холодный и 1 минута теплый трансформатор, прожигаем 2 длинных электрода 4мм горький трансформатор
Радиаторы диодов 150ebu02 заметно прогрелись после трех электродов, уже сильно кипит, человек устает , хотя кипит прохладно, трансформатор горячий, а больше никто не варит. Вентилятор, через 2 минуты доводит трансформатор до теплого состояния и его можно снова кипятить до наполнения.
Ниже вы можете скачать печатные платы в формате LAY и другие файлы.
Евгений Родиков (evgen100777 [собака] rambler.ru). Если у вас возникнут вопросы по сборке сварочного аппарата, пишите на E-Mail.
Перечень радиоэлементов
| Обозначение | Тип | Номинал | сумма | Примечание | Оценка | Моя записная книжка | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | Пять поисковых запросов | В блокноте | |||
| Преобразователь переменного/постоянного тока | TOP224Y | 1 | Пять поисковых запросов | В блокноте | |||
| Источник напряжения IC | Tl431 | 1 | Fivel поиск | В блокноте | |||
| Выпрямительный диод | BYV26C | 1 | Пять поисковых запросов | В блокноте | |||
| Выпрямительный диод | HER307 | 2 | Пять поисковых запросов | В блокноте | |||
| Выпрямительный диод | 1N4148 | 1 | Пять поисковых запросов | В блокноте | |||
| Диод Шоттки | MBR20100CT | 1 | Пять поисковых запросов | В блокноте | |||
| Защитный диод | P6KE200A | 1 | Пять поисковых запросов | В блокноте | |||
| Диодный мост | КБПК3510 | 1 | Пять поисковых запросов | В блокноте | |||
| Оптопара | PC817 | 1 | Пять поисковых запросов | В блокноте | |||
| С1, С2 | 10 мкФ 450 В | 2 | Пять поисковых запросов | В блокноте | |||
| Электролитический конденсатор | 100 мкФ 100 В | 2 | Пять поисковых запросов | В блокноте | |||
| Электролитический конденсатор | 470 мкФ 400 В | 6 | Пять поисковых запросов | В блокноте | |||
| Электролитический конденсатор | 50 мкФ 25 В | 1 | Пять поисковых запросов | В блокноте | |||
| С4, С6, С8 | Конденсатор | 0,1 мкФ | 3 | Пять поисковых запросов | В блокноте | ||
| С5 | Конденсатор | 1 нФ 1000 В | 1 | Пять поисковых запросов | В блокноте | ||
| С7 | Электролитический конденсатор | 1000 мкФ 25 В | 1 | Пять поисковых запросов | В блокноте | ||
| Конденсатор | 510 пФ | 2 | Пять поисковых запросов | В блокноте | |||
| С13, С14 | Электролитический конденсатор | 10 мкФ | 2 | Пять поисковых запросов | В блокноте | ||
| VDS1 | Диодный мост | 600 В 2 А | 1 | Пять поисковых запросов | В блокноте | ||
| NTC1 | Термистор | 10 Ом | 1 | Пять поисковых запросов | В блокноте | ||
| Р1 | Резистор | 47 кОм | 1 | Пять поисковых запросов | В блокноте | ||
| Р2 | Резистор | 510 Ом | 1 | Пять поисковых запросов | В блокноте | ||
| Р3 | Резистор | 200 Ом | 1 | Пять поисковых запросов | В блокноте | ||
| Р4 | Резистор | 10 кОм | 1 | Пять поисковых запросов | В блокноте | ||
| Резистор | 6,2 Ом | 1 | Пять поисковых запросов | В блокноте | |||
| Резистор | 30 Ом 5 Вт | 2 | Пять поисковых запросов | В блокноте | |||
| Сварочный инвертор | |||||||
| ШИМ-контроллер | UC3845 | 1 | Пять поисковых запросов | В блокноте | |||
| ВТ1 | МОП-транзистор | IRF120 | 1 | Пять поисковых запросов | В блокноте | ||
| Вд1 | Выпрямительный диод | 1N4148 | 1 | Пять поисковых запросов | В блокноте | ||
| ВД2, ВД3 | Диод Шоттки | 1N5819 | 2 | Пять поисковых запросов | В блокноте | ||
| Vd4 | Стабилитрон | 1N4739A | 1 | 9B | Поиск по Fivel | В блокноте | |
| ВД5-ВД7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Пять поиск | В блокноте | |
| Vd8 | Диодный мост | KBPC3510 | 2 | ||||
Сварочный аппарат TIG Tokyo 2300 DC | ВЕКТОРНАЯ СВАРКА
Артикул
номер: T1050SIWM
СВАРКА УСТРОЙСТВО TOKYO 2300
Светильник Токио
2300 от Vector Welding — сварочный аппарат TIG постоянного тока с
>b> 10-200 А в режиме TIG и 10-170 А в ММА
(электродный) режим.
Благодаря IGBT Tokyo 2300 по высокой импульсной мощности и предлагает Точный и эффективный процесс сварки TIG.
ВЧ зажигание и необходимый контроль, мощность и работоспособность, позволяют широко
выполнение профессиональных сварочных работ.
Токио 2300 СВОЙСТВА И ПРЕИМУЩЕСТВА:
Сварка TIG постоянным током : сварка практически все металлы
ВЧ зажигание (ТИГ)
Импульс функция: импульсная сварка бункера, сварочный ток переключается между выходным и пиковым током на желаемой частоте. чем длиннее интервалы, тем меньше энергии и тепла поступает к заготовка
2 цикла/ 4 цикла
ММА/СТИК/ЭЛЕКТРОННАЯ РУКА: используются покрытые электроды — в этом процесс, электроды являются носителем дуги и присадочным металлом в одном.
современный IGBT (Биполярный транзистор с изолированным затвором) позволяет быстрое переключение электрических токов с малыми потерями
горячий старт: каждый раз, когда сварочный аппарат перезапускается, обеспечивается перегрузка по току и, таким образом, зажигание дуги предотвращеноподдержано.
Спасибо Арку Сила, капли расплавленного материала проходят больше легко от электрода к заготовке.
Антипригарный автоматически отключает сварку генератор, если электрод прилипает к заготовке и должен быть снять вручную, не повредив зажим электрода.
Защита от перегрева
9 ячеек памяти
Токио 2300 ОСОБЕННОСТИ:
Токио 2300 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| диапазон настройки сварочного тока (TIG
режим) | 10–200 А |
| Диапазон настройки сварочного тока
(режим ММА/ПАЛКА) | 10–170 А |
| Рабочий цикл (ED) ВИГ 40°C | 200 А при 18 В 40 % |
| Рабочий цикл (ED) MMA/STICK
40°С | 170 А при 26,8 В 40 % |
| Напряжение сети | 1 x 230 В |
| Частота сети | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д x Ш x В) | 320 х 160 х 380 |
| Вес в кг | 6,5 |
| Стандарты | ЭН60974-1 / МЭК60974-1 |
Токио 2300 УПРАВЛЕНИЕ СИСТЕМОЙ:
| 1. Включение/выключение и отображение перегрева | 4. Функция ИМПУЛЬС | 7. Горячий пуск/форсирование дуги/защита от болезней |
| 2. режим сварки (MMA/WIG) | 5. выбор параметра | 8. РАБОТА И МАГАЗИН |
| 3. 2 цикла/4 цикла | 6. дисплей дисплей |
| 1. расход газа | 5. вторичный ток | 9. конечный ток |
| 2. пусковой ток | 6. длительность импульса (%) | 10. поток газа |
| 3. Повышение тока | 7. частота импульсов (Гц) | |
| 4. первичный ток | 8. уменьшение тока | |
| Вес брутто: | 11,60 кг |
| Вес изделия: | 10,50 кг |
| Размеры (Длина × ширина × высота): | 51,50×30,00×39,00 см |
Токио 2300 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| диапазон настройки сварочного тока (TIG
режим) | 10–200 А |
| Диапазон настройки сварочного тока
(режим ММА/ПАЛКА) | 10–170 А |
| Рабочий цикл (ED) ВИГ 40°C | 200 А при 18 В 40 % |
| Рабочий цикл (ED) MMA/STICK
40°С | 170 А при 26,8 В 40 % |
| Напряжение сети | 1 x 230 В |
| Частота сети | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д x Ш x В) | 320 х 160 х 380 |
| Вес в кг | 6,5 |
| Стандарты | ЭН60974-1 / МЭК60974-1 |
Tokyo 2300 Комплект поставки:
| Аппарат для сварки TIG постоянным током Tokyo 2300 |
| Горелка для экраноплана: WP-16 |
| Набор париков, 14 шт. |
| клещи для электродов (9 стержней), 3 м |
| Зажим заземления с кабелем заземления (9 стержней), 3 м |
| газовый соединительный шланг |
▶ ДИСПЛЕЙ
| 1. Индикатор включения/выключения питания и перегрева | 4. Импульсный режим | 7. Горячий пуск/форсирование дуги/антиприлипание |
| 2. Режим сварки (MMA/TIG) | 5. Выбор параметра | 8. Работа и сохранение |
| 3. 2T/4T | 6. Дисплей |
▶ ДЕТАЛИ ДИСПЛЕЯ (ВИГ)
| 1. Расход газа/время подачи газа | 6. Ширина импульса | 11. Частота переменного тока (50-200 Гц) |
| 2. Пусковой ток | 7. Частота импульсов (Гц) | 12. Баланс переменного тока (10-30%) |
| 3. Текущее увеличение | 8. Снижение тока | REM=Удаленный |
| 4. Первичный ток | 9. Конечный ток | |
| 5. Вторичный ток | 10. Контроль газа |
▶ НАСТРОЙКИ ВИГ
Далее мы объясним варианты настройки для сварки ВИГ – последовательность настроек можно найти в ДЕТАЛИ ОТОБРАЖЕНИЯ (ВИГ). В нашем примере мы свариваем стальной лист толщиной 1,5 мм. Обратите внимание, что параметры сварки всегда должны быть адаптированы индивидуально к вашему проекту.
1. Задаем время подачи газа (от 0,1 до 10 секунд), выбираем 0,4 сек. Эмпирическое правило: 0,1 секунды на метр пакета шлангов — хорошая базовая настройка.
2. Пусковой ток: регулируется от 10 до 200 ампер, в зависимости от выбранного основного тока, для нашего примера мы выбираем 30 ампер, так как мы будем сваривать при 60 ампер. Это позволяет добиться более «мягкого» воспламенения, что особенно выгодно для тонких листов. ВНИМАНИЕ: Эти настройки активны только в режиме 4T.
3. Увеличение тока: Здесь мы устанавливаем скорость, с которой устройство переключается с пускового тока на основной ток. Диапазон регулировки зависит от основного тока. В нашем случае мы выбираем 0,6 секунды.
4. Первичный (основной) ток: относительный сварочный ток, регулируемый в диапазоне от 10 до 200 ампер. В нашем случае выбираем 60 А.
5. Вторичный (базовый) ток: при импульсном режиме мы можем установить здесь второй ток (более низкий), и наш сварочный ток будет постоянно чередоваться между основным током и базовым током. Пропорцию можно определить.
6. Длительность импульса: указывается в процентах и определяет долю основного тока по отношению к базовому току.
7. Частота импульсов (Гц): обычно частота импульсов находится в диапазоне до 10 Гц.
8. Снижение тока: Здесь мы определяем временной интервал, в течение которого мы снижаем основной ток до конечного тока. Мы снова устанавливаем здесь 0,6 секунды, чтобы предотвратить образование финального кратера.
9. Конечный ток: мы выбираем 30А, то же значение, что и наш начальный ток.
10. Время выдержки газа: особенно важно для нержавеющей стали, так как достигается защищенное охлаждение сварочной ванны на заготовке. Наша вольфрамовая игла также оптимально охлаждается.
11. Баланс переменного тока: Применяется при сварке алюминия переменным током (AC). Здесь мы контролируем соотношение времени между положительной и отрицательной полуволной. Дисплей отображается в процентах. Уменьшение баланса приводит к большей глубине проникновения, его увеличение улучшает эффект очистки.
12. Частота переменного тока: устанавливает частоту переменного тока. Отображается частота в герцах, регулируемая в диапазоне от 10 до 200. Это в основном позволяет нам влиять на поведение потока в нашей сварочной ванне. Более высокая частота обеспечивает стабильную дугу, но снижает мощность, что приводит к жесткой луже. При более низкой частоте дуга становится более нестабильной, но имеет большую мощность, в результате чего получается тонкотекущая ванна, что позволяет быстрее сваривать тонкие листы и угловые швы.
Ingco представляет новую линейку инверторных сварочных аппаратов
Компания Ingco рада объявить о выпуске линейки инверторных сварочных аппаратов, состоящей из трех моделей.
Новая линейка инверторных сварочных аппаратов от Ingco оснащена инверторной технологией IGBT — это относится к
печатной плате, которая является отличительной чертой сварочных аппаратов — чем лучше печатная плата, тем точнее максимальная мощность усилителя и выше стоимость. Эффективным сварщик становится с
способностью точно измерять рабочие циклы в соответствии с отраслевым стандартом 40 ампер на мм.
Ingco гордится тем, что предлагает лучшие на рынке печатные платы, гарантируя, что сварщики будут теми, за кого себя выдают. Многие сварщики на рынке заявляют, что максимальная мощность в амперах не соответствует действительности, и розничным торговцам важно понимать это, потому что сварщик может увеличить мощность до 200 ампер в течение нескольких секунд как абсолютный максимум. Это не означает, что этот
является истинной номинальной силой тока для устройства, и рабочие циклы будут значительно ниже, чем у сварочных аппаратов Ingco.
Три модели:
MMA1305 130A Инвертор сварщики
MMA1305 130A Инвертор сварщикиTechnology IGBT Инверта
Выходной ток (А): 10-130
Рабочий цикл (%): [email protected]%
Напряжение холостого хода (В): 85
Максимальный выходной ток (А): 130
Диаметр электрода (мм): 1,6 – 3,2
С 1 держателем электрода с кабелем
With 1pcs earth clamp with cable
With 1pcs wire brush and 1pcs helmet
Packed by carton box
MMA1606 160A Inverter Welder
MMA1606 160A Inverter WelderIGBT Inverter technology
Industrial
Input voltage( В): 1~220–240
Частота: (Гц) 50/60
Выходной ток (А): 10–160
Рабочий цикл (%): [email protected]%
Напряжение холостого хода ( В): 65
Макс. Выходной ток (А): 160
Диаметр электрода (мм): 1,6 – 4,0
С 1 держателем электрода с кабелем
С 1 зажимом заземления с кабелем
С 1 проволочной щеткой и 1 шлемом
Carton Box
MMA2006 200A Инвертор сварщика
MMA2006 200A Инвертор сварщикаTechnology IGBT Инвертор
Промышленность
Входное напряжение (V): 1 ~ 220-240
Частота (HZ): 50/60.060 90/60.060
09. 90/60.060.0005Выходной ток (А): 10-200
Рабочий цикл (%): [email protected]%
Напряжение холостого хода (В): 70
Макс. Выходной ток (А): 200
Диаметр электрода (мм): 1,6-5,0
С 1 держателем электрода с кабелем
С 1 зажимом заземления с кабелем
С 1 проволочной щеткой и 1 шлемом
картонная коробка
Толщина и сила сварочной проволоки
| Thickness of rod | Amps per mm | Total amps | Duty cycle | Working minutes | Rest minutes | |||||||
| MMA1305 | 130a 40% рабочего цикла | 0018 | ||||||||||
| 3. 2 | 40 | 128 | 40% | 4 | 6 | |||||||
| 2.5 | 40 | 100 | 100% | |||||||||
| 10008 | 10008 | 9008 | 28 9008 | 29008.0033 | 40 | 64 | 100% | |||||
| MMA1605 | 160A 60% duty cycle | |||||||||||
| 4 | 40 | 40 | 40 | 40 | 40 | 40 | 400033 | 0022 160 | 60% | 6 | 4 | |
| 3. 2 | 40 | 128 | 100% | |||||||||
| 2.5 | 40 | 100 | 100% | |||||||||
| 1.6 | 40 | 64 | 100% | |||||||||
| MMA2006 | 200А, рабочий цикл 60%0022 | |||||||||||
| 5 | 40 | 200 | 60% | 6 | 4 | |||||||
| 4 | 40 | 160 | 100% | |||||||||
| 3. 2 | 40 | 128 | 100% | |||||||||
| 2.5 | 40 | 100 | 100% | |||||||||
| 1.6 | 1.6 | 1.6 | 1.6 | 0032 40 | 64 | 100% | ||||||
Требуется 40 ампер на мм толщины сварочных стержней.
Ingco также предлагает полный спектр аксессуаров для своих сварщиков, включая сварочные щитки, каски, защитные очки, кабели, электроды, расходные материалы (электродные стержни), которые продаются специализированными поставщиками. Для получения дополнительной информации посетите сайт www.ingco.co.za
Столк сварщика VDI 315 ECO 400 V
- СВОДА СВОДА: MMA
- Сварка. ДЕЙСТВИЯ: 50A-315A, 400 В. 40 % при 315 А, 100 % при 210 А
- Функции: Горячий пуск, защита от прилипания, форсирование дуги
- Описание: Высококачественный сварочный аппарат MMA с номинальным сварочным током 315 А, способный работать с низкими температурами плавления электроды с флюсовым покрытием до 7 мм включительно. Современный цифровой дисплей позволяет установить точный сварочный ток, на котором вы хотите работать.
Сварочный аппарат ECO 315 Инвертор ПАТОН™ предназначен для эффективной сварки покрытыми электродами ММА на постоянном токе (DC). Сварочный аппарат серии ЭКО предназначен для пользователей, которым требуется функциональный аппарат с компактным дизайном и его полным номинальным током 315А.
Серия этих устройств предназначена для самых требовательных пользователей, ищущих разумный компромисс между мобильностью и функциональностью устройства, с номинальным током 315 А при скважности не менее 40 %, что оптимально для большинства бытовых задач (фермы, приусадебные растения и т. д.). Эти машины имеют программируемое управление током. Сварочные аппараты этой серии просты в использовании, так как все современные дополнительные функции, такие как Hot-Start, Arc-Force, Anti-Stick настроены на оптимальные значения для типичных сварочных работ. Этого вполне достаточно для работы с электродами любого диаметра — от Ø1,6мм до Ø6мм
Особенности и преимущества:
Высокое качество сварных швов и безопасность инвертора для электродуговой сварки обеспечиваются дополнительными функциями, работающими в автоматическом режиме.
режим:
Сварочные аппараты серии ECO защищены от попадания посторонних частиц размером более 2,5 мм и от вертикально падающих капель дождя. Сварочный агрегат допускается к эксплуатации на открытом воздухе. Внутренние электрические и электронные элементы сварочного аппарата защищены от влаги, но не защищены от капель атмосферного конденсата. Устанавливайте сварочный аппарат так, чтобы не загораживать и не закрывать вентиляционные отверстия на передней и задней панелях аппарата. Не допускать попадания металлических частиц (например, при шлифовке сварного шва), засасываемых в сварочный аппарат вентилятором аппарата.
Горячий старт Функция: обеспечивает максимальное качество начала сварки, первоклассное зажигание – в момент зажигания дуги за короткое время рабочий сварочный ток увеличивается от установленного рабочего уровня до оптимальный уровень. В некоторых случаях (при работе со слабой сетью или генератором) этот уровень можно установить вручную при наличии подходящего переключателя (как в серии «Профессионал»). Понижение «Горячего пуска» для снижения энергопотребления в слабой сети или увеличение его в сильной сети значительно облегчает розжиг.
Функция форсирования дуги: используется для повышения стабильности горения короткой дуги и предотвращения «залипания» электрода. При отделении капли металла от электрода ток автоматически увеличивается до определенного уровня при наличии подходящего переключателя (как в серии «Профессионал»). Снижая «силу электрической дуги» для снижения энергопотребления в слабой сети или увеличивая ее в сильной сети, стабильность горения дуги еще больше улучшается.
Функция защиты от прилипания: позволяет сварщику легко отделить электрод от изделия. В случае короткого замыкания (при его наличии) автоматически снижается сварочный ток после короткого перерыва. Как только электрод отделяется от компонента, источник автоматически восстанавливает свою функцию. Если электрод прилипал к заготовке, сварочный ток уменьшается в течение 0,6…0,8 с после прилипания. Временное снижение сварочного тока облегчает сварщику отклеивание застрявшего электрода. После отделения электрода от изделия процесс сварки можно без проблем возобновить.
Благодаря прочной и компактной конструкции сварочные аппараты серии ECO идеально подходят для наружного и полупромышленного применения. Все модели ММА ПАТОН™ имеют модуль защиты от некорректного напряжения питания (перенапряжения или падения напряжения). Применение инверторного блока, рассчитывающего на кГц частоты, влияет на габариты трансформатора в силовом блоке, что значительно уменьшает массу и габариты самого устройства.
Сварочный аппарат ЭКО 315 Инвертор ПАТОН™ имеют систему стабилизации, поэтому могут питаться от агрегата, также работают на полном номинальном токе с удлинителем длиной 150 м и диаметром 2,5 мм.
| Electrode diameter (mm) | Set welding current (A) | Minimum power of the generator (kVA) |
| Ф 2 | No more than 80А | 2. |