как правильно выбрать. Свариваемые металлы и выбор электродов
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Технология квадратной волны: основы
Выбор правильного вольфрама становится все более важной проблемой с технологией инвертора, чтобы максимизировать ее преимущества. Технология квадратной волны обеспечивает улучшенные дуговые пуска, более стабильные дуги и контроль баланса. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, так же, как и первоначальная мощность.
Если вы хотите более сильную, более жесткую дугу, вы можете повысить частоту. Редкоземельные вольфрамовые электроды, в то же время пригодны для негативных применений с постоянным током, имеют тенденцию образовывать небольшие узелки, а не гладкий шар при использовании в обычных приложениях.
Обмазка имеет 4 типа покрытия:
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.

- Рутилового обмазка годится для постоянного и переменного тока. Отличается легким поджог и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутила (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Существует также большой риск включения вольфрамовых включений в основной материал. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфрама для увеличения его токовой нагрузки, что позволяет ему выдерживать больше тепла и поддерживать точку.
Использование редкоземельного вольфрама имеет смысл с технологией инвертора, поскольку инверторы потребляют больше тепла от вольфрама.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
VT-metall предлагает услуги:
Однако, нормально, чтобы наконечник электрода слегка рыскал, сохраняя большую часть конуса. Однако, чистый вольфрам все еще будет иметь тенденцию к шарику. В рекомендации редкоземельных вольфрамовых электродов эксперты отрасли предлагают коммерчески доступные сорта.
Вы должны помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет однородное распределение оксидов вольфрамовой матрицы. Мелкодисперсные и равномерно распределены оксиды оказывают положительное влияние на такие свойства сварки, как стабильность дуги, поведение зажигания, расход и срок службы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Состав сердечника, при выборе электрода должен быть похожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоколегированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? это:
Различия существуют даже среди редкоземельных вольфрама. В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре как линейные фазы. Производители электродов внедрили проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если для металла, который требуется для сварки, нужно использовать инвертор, один вольфрам может работать практически для всех приложений. Использование правильного вольфрамового электрода является первым шагом в получении всех преимуществ инверторной технологии.
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавеющей стали;
- ОЗА-1, Озане, Озане-2, ОУР, ОУР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и устойчивыми к ударным нагрузкам, не боятся низких температур.
Швы получаются пластичными и устойчивыми к ударным нагрузкам, не боятся низких температур.
Эти незатратные электроды имеют различные размеры и длину и состоят либо из чистого вольфрама, или гибрида вольфрама и других редкоземельных элементов и оксидов. В этой статье описываются варианты вольфрама, как выбрать лучший для вашего приложения и надлежащего приготовления вольфрама.
Чистые вольфрамовые электроды содержат 50% вольфрама, имеют высокий расход всех электродов и обычно менее дороги, чем «легированные» аналоги. 2% торированного вольфрамовые электроды содержат минимум 30% вольфрама и 70-20% тория. Они являются наиболее часто используемыми электродами сегодня и являются лучшими для их долговечности и простоты использования. Торий увеличивает эмиссионные качества электрода, улучшает запуск дуги и позволяет повысить пропускную способность тока. Этот электрод работает намного ниже его температуры плавления, что приводит к значительно более низкой скорости потребления и исключает блуждания дуги для большей стабильности.
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистки появляются сварочные времени.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутилового обмазкой для работ по углеродистых и низколегированных сталей.
На что обратить непосредственное внимание
Он также имеет более низкий уровень загрязнения сварного шва, чем другие электроды. При производстве торий равномерно распределяется по всему электрода. Эта равномерность позволяет электрода поддерживать заостренный край — идеальную форму электрода для сварки тонкой стали. Однако резкость точки электрода следует делать с большой осторожностью.
Распределение по виду используемого покрытия
2% церированних вольфрамовых электродов содержат минимум 30% вольфрама и от 80 до 20% церия. Благодаря замечательной дуговой сварки при низких энергиях, церидированний вольфрам стал популярным в таких приложениях, как изготовление орбитальных труб и труб, работа тонкого листового металла или рабочие места, где свариваются мелкие и нежные детали. Как и торий, его лучше использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой для 2% торированного электродов.
Как и торий, его лучше использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой для 2% торированного электродов.
Процесс возможен на постоянном и переменном токе, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.
Электроды для сварки: основные виды
Сертифицированный вольфрам имеет несколько иные электрические характеристики, чем торий, но большинство операторов не смогут отличить друг от друга. Не рекомендуется использовать церированние электроды при высоких амперах. В этих ситуациях оксиды быстро мигрируют к теплу на кончике, удаляя содержание оксида и аннулируя его преимущества в процессе.
5% лантанатированних вольфрамовых электродов содержат минимум 80% вольфрама и 30-70% лантана или лантана. Эти электроды имеют замечательный дуговой пуск, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики воспламенения — многие из тех же преимуществ, что и цериевую электроды. 5% лантанатированних электродов также очень напоминают характеристики проводимости 2%-ного торированного вольфрама, а это значит, что в некоторых случаях он может заменить 2%-ный уровень, не требуя значительных изменений в программе сварки.
5% лантанатированних электродов также очень напоминают характеристики проводимости 2%-ного торированного вольфрама, а это значит, что в некоторых случаях он может заменить 2%-ный уровень, не требуя значительных изменений в программе сварки.
Домашний сварщик получит мелкочешуйчатого шов с плавным переходом к свариваемого металла. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0-А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, КРАСНЫЙ 11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
5% лантанированный вольфрамовых электродов идеально подходят, если вы хотите оптимизировать свои возможности сварки. Лантана распределяется равномерно по всей длине электрода при изготовлении. Циркониевые вольфрамовые электроды содержат минимум 10% вольфрама и от 15 до 40% циркония. Циркониевый вольфрамовый электрод создает чрезвычайно устойчивую дугу и сопротивляется вольфрамовом плюет. Его текущая несущая способность равна или больше торированного вольфрама.
Его текущая несущая способность равна или больше торированного вольфрама.
Подготовка вольфрама — свернута, наточен или усеченная?
Вольфрамовые электроды из редкоземельных металлов содержат не указаны добавки редкоземельных оксидов или гибридные комбинации различных оксидов, но производители должны идентифицировать каждую добавку и ее процентную долю на упаковке. Для правильного шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифования вольфрама, и один из которых изготовлен из боразона или алмаза.
ОУР, ОУР-2 спецпокрытие, используются чаще для прошивки отверстий, строгание, резка. Для удаления дефектов сварных швов и обработки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
Измельчите вольфрам прямо на колесе против 90-градусного угла, чтобы гарантировать, что шлифовальные метки управляют длиной электрода. Это уменьшает присутствие гребней на вольфраме, которые могут создавать дуги, блуждающие или расплавленные в сваренную лужу, вызывая загрязнения.
Свариваемые металлы и выбор электродов
Как правило, вы хотите измельчить конус на вольфраме на расстояние не более чем в 5 раз от диаметра электрода. Шлифовка вольфрама к конусу облегчает переход дуги и создает более целенаправленную дугу для лучшей производительности сварки. При сварке с более низкими токами на более тонких материалах лучше перемалывать вольфрам до определенной точки. Заостренный вольфрам позволяет сварочного тока передавать в сфокусированной дуге и помогает предотвратить искажение более тонких металлов, таких как алюминий.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Рейтинг марок по популярности
- УОНИ-13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупают в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без накаливания зажигаются легко, итог работы хороший.
 Рекомендуемая марка для новичков в сварном деле. Стержни без накаливания зажигаются легко, итог работы хороший.
Рекомендуемая марка для новичков в сварном деле. Стержни без накаливания зажигаются легко, итог работы хороший.Также, профессионалы советуют применять:
В качестве примечания, использование заостренного вольфрама для приложений с более высоким током не рекомендуется, так как более высокий ток может выдувать кончик вольфрама и вызвать загрязнение сварочной ванны. Вместо этого, для приложений с более высоким напряжением, лучше перемалывать ваш вольфрам к усеченного наконечника. Для достижения этой формы сначала измельчите вольфрам к конусу, как описано выше, затем измельчите 0, 01-0, 030 дюйма. плоская земля на конце вольфрама.
В любом случае тип и форма вольфрама, который вы используете, помогают определить качество дуги и эффективность сварки, вы добьетесь. Каждый из шести типов вольфрама, обсуждаемый здесь, приносит с собой определенные преимущества и недостатки.
- электроды ЦЛ-11 для нержавеющей и высоколегированной стали;
- АНО-6 и АНО-4 для малоуглеродистых сталей;
- ОЗС-4, АНО-13/45, УОНИ-21. МР-3С для углеродистых сталей;
- ОЗЧ-2 хорошо сваривают сплавы чугуна.
 МР-3С для углеродистых сталей;
МР-3С для углеродистых сталей;Каждый второй новичок в электросварки думает — каждая модель инверторного прибора требует специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Цвет появляется на кончике каждого электрода. Индиана Джонс держит свой хлыст под рукой, и Тор всегда одевает свой молот, чтобы победить своих врагов. Так и с подводными сварщиками. Каждый выбирает лучшие марки своего оборудования, но все они должны использовать три основные предметы для выполнения своих предназначенных сварочных проектов: сварочный аппарат, жала и электроды.
Это оборудование может варьироваться в зависимости от цены, качества и эффективности. И так же, как при сварке поверхности, подводные сварщики должны выбрать правильный угол зажима и диаметр электрода, чтобы сплавить шов. Сухие подводные сварщики проводят свои проекты в сухих условиях, подобных поверхностным сварных швах, поэтому нет необходимости специализироваться на этих трех типах оборудования.
Отвечаю: марки стержней вышеперечисленные подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металла.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
В отличие от более стандартного оборудования для дайвинга, такого как шлем, костюм и другие аксессуары, морские компании будут чаще оплачивать счет, а не покупать товары. Тем не менее, важно знать спецификации продукта. Вы можете принять участие в процессе принятия решения о покупке подводного сварочного оборудования.
Стойки, также называемые владельцами электродов служат на одной и той же цели на уровне поверхности или ниже воды: они обеспечивают выход для питания и дают контроль сварщика по их дуге. Верхние жала часто бывают разных форм и размеров в зависимости от силы тока машины и «захват» преимущества сварщика. Подводные сварщики имеют некоторую гибкость с вариантами петель, но большинство из них имеют две характеристики.
Прямая полярность. к быстросъему плюс (+) инвертора подключается масса. Ручка крепится к минусу (-).
Обратная полярность. масса подключается к минусу (-), а владелец электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированной стали.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков еще остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговой сварки. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочный ванна получается жидкой и менее управляемой.
Для того чтобы сварочный процесс был удобным и быстрым, а будущее соединение качественным, необходимо четко знать, как выбрать сварочные электроды. Сварочные электроды теряют свои функциональные особенности в случае низкого качества, неправильного хранения, истек срок годности. Прежде чем выбрать электроды для сварки, обратите внимание на то, какие их виды рекомендованные производителем аппарата для сварки.
Сварная конструкция в должной мере выполняет возложенные на нее функции благодаря прочности элементов, из которых она состоит. Наиболее уязвимые части такой конструкции — это ее сварные стыки, швы. В настоящее время различают несколько видов соединений. Это такие как клепка, пайка, электродное и болтовое. Наиболее популярный вид — сварочные электроды. Применяются они довольно длительное время. В связи с этим современные виды обладают свойствами, равноценными основным видом металла. Сварочные электроды — это реальная возможность сварить разнородные материалы, такие как нержавеющую сталь, цветной металл, чугунные изделия. Для этого нужно знать, как выбрать электроды.
Электроды для сварки: основные виды
Правильно выбрать сварочный элемент — это больше половины успеха всего дела. Даже если сварка производится недорогим сварочным инвертором, в результате вы добьетесь отличного и качественного стыка.
Электрод представляет собой стержень из определенного металла, предназначенный для подвода тока к свариваемой детали. При этом наблюдается плавления кромки свариваемых деталей, и шов заполняется металлом. Еще данный вид сварки называется сваркой покрытыми электродами. А покрываются они, в основном, флюсом. При плавке последний образует своеобразную защиту сварного шва по газу.
При выборе исходят из того, какая толщина свариваемой вместе поверхности. По этим показателям рассчитывают необходимое по диаметру элемент.
При толщине свариваемых изделий 1 мм и меньше специалистами используется электрод 1,6 мм. Но эти составляющие в основном поставляются исключительно на заказ. В большинстве случаев при таких работах применяют аргон сварки или полуавтомат. Для того чтобы швы у вас получились красивыми, надежными, главное, делались быстро и без особого усилия, поможет качественный электрод.
Выбирая электрод для ручной работы, или, как их еще представляют, одноразовый электрод, сверяйтесь и согласуйте его данные с химическими данными сварных материалов. Негласно все электроды подразделяются на несколько подвидов, согласно имеющимся характеристиками:
- По диаметру 2-6 мм. Размером самого элемента является размер непосредственно стержня. Диаметр в указанном диапазоне, длиной 300-450 мм. Здесь все зависит от характеристик легирования самого стержня. Элементы меньшим диаметром, как это уже упоминалось, готовятся на заказ, их применение не распространено.
- По маркировке. Маркируются данные элементы и их аналоги в зависимости от покрытия и характеристик свариваемого материала.
- По производителю. Среди производителей разительно выделяется Япония. Эти изделия отличаются высокой ценой, но и отличным качеством и прочностью. Но также на современном рынке есть много разновидностей от отечественного производителя, которые радуют потребителя отличным соотношением цены и качества продукции.
Еще делятся на: плавится электрод и не плавятся / вольфрамовый. К первому указанного типа относятся стальные стержни из проволоки, содержащие подготовленное верхнее покрытие, глину. Оно необходимо для выполнения следующих функциональных особенностей: обеспечение стабильного горения дуги, газошлаковую защиту расплавляется материала, легирования швов исходя из назначения электродов. Для сварки нержавеющих металлов, алюминиевых деталей, различных по химическому составу сталей, чугунных и медных изделий практикуется использование не стального стержня, а сплавленного.
Ко второму типу относятся электроды, которые неизменно используются при аргоновой сварке. И они разные по страховым случаям использования.
Кроме того, электроды для сварки могут квалифицироваться непосредственно по назначению. То есть оборудование:
- углеродистой и низколегированной стали;
- легированной, высокопрочной, теплостойких сталей;
- высоколегированной стали / электрод для нержавейки;
- алюминиевых изделий и сплава;
- медных деталей и сплава / бронза, латунь;
- чугунных материалов и сплава (никелевый ряд)
- ремонт и наплавки;
- разнородной / трудно свариваемой стали.
Распределение по виду используемого покрытия
Заострить внимание следует на видах, которые получили большее распространение. Их два.
Основной электрод. Используется основное покрытие УОНИ13 / 55 С их помощью делают швы с высокими показателями, показателями пластичности и ударной вязкости. Изделия хорошо переносят комнатные и обусловлено низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины.
Изделия хорошо переносят комнатные и обусловлено низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины.
Рекомендации по применению: сварка несущей конструкции, изделия, которое планируется эксплуатировать в условиях низких температур, при периодических и массовых нагрузках. Минусы: если на стыках свариваемой детали есть маслянистые пятна, окалина или ржавчина, влага или если сварена дуга удлиненная, то использование данных электродов приведет к появлению пор. И работать данным электродами получится, если присутствует постоянный ток, обратная полярность.
Электроды, в производстве которых используется рутилового обмазка.
Используются, в большинстве случаев, при работе с конструкциями из малоуглеродистой стали. Самый используемый продукт — МР3. Отличительные свойства таких электродов:
- устойчивое горение с переменным и постоянным током;
- практически полное отсутствие металлических брызг;
- отличное формирование швов в любом положении;
- отделенность шлака;
- отличный вид швов
- независимость от чистоты поверхностей (грязная, ржавая, окисленная).

На что обратить непосредственное внимание
Прежде чем выбирать электроды, в первую очередь обращайте свое внимание на то, что вы собираетесь варить, а именно металл (черные металлы, нержавеющая сталь, чугунные, алюминиевые, медные). В выборе руководствуйтесь типами материалов. В случае сварки ответственных конструкций остановите свой выбор на более качественных, импортных производителей. Например, хорошими рекомендациями в разной области могут похвастаться электроды шведского производства.
Выбирая электроды для работы с углеродными сталями, уделите внимание чистоте поверхностей свариваемых деталей. При наличии ржавчины, влаги, используйте рутиловые электроды — МР3, ОК46.00, ОЗС12. При работе с ответственными конструкциями пользуйтесь электродом с основным покрытием. Также уделяйте внимание тщательной очистке поверхностей.
Правильно рассчитывайте толщину используемого металла, а под нее уже подбирайте электрод (диаметр) и необходимый ток. При соблюдении этих нехитрых правил при сравнительно небольших затратах вы получите высоко профессиональный результат.
Правильное хранение электродов
Важным и требует соблюдения правилом является следующее — сохраняются электроды строго в специально готовили месте. Покупая продукцию, смотрите на дату изготовления. Просроченный материал не обеспечит удобство в работе и надежность соединений детали.
Храните электроды в специальных пеналах, чтобы избежать пагубного воздействия влаги.
Пенал понадобится вам и для сохраненной транспортировки на место проведения работы. Если вы все-таки не уследили, и сырость оставила свой след, попробуйте просушить электроды или прожарить их. В этом может помочь печка для прожарки. В ней достигается температура до 400 ° С После печи сложите электроды в пенал в горячем виде. Так, тепло сохранится на долгое время.
Вышеизложенное ориентировано на начинающих мастеров в области сварки и содержит информацию об основных видах электродов, советы по их выбору, а также рекомендательную информацию по применению на практике. Покупая материалы и технику отлично зарекомендовавших себя фирм, качественные электроды, вы получите от работы максимум удовольствия и отличные результаты.
Покупая материалы и технику отлично зарекомендовавших себя фирм, качественные электроды, вы получите от работы максимум удовольствия и отличные результаты.
Как выбрать электроды для сварки
Сварочный аппарат для бытовых нужд имеется у многих гаражных мастеров и просто хозяйственных людей. Мелкие работы с металлом и всевозможные починки могут значительно облегчить ваш кошелек. А имея под рукой даже недорогой трансформатор, проблема поиска мастеров вас больше не будет волновать (кроме случаев когда соединяются важные элементы испытывающие значительные нагрузки). Нужно лишь научиться пользоваться инструментом и подобрать подходящие расходные материалы. В данном обзоре разберемся, как выбрать электроды для сварки.
Классификация сварочных электродов
Для ручной дуговой сварки и наплавки применяются плавящиеся и неплавящиеся (вольфрамовые) электроды. Вольфрамовый предназначен для аргоновой (TIG) сварки, и в данном обзоре рассматриваться не будет. Более подробно остановимся на плавящемся типе.
Более подробно остановимся на плавящемся типе.
Плавящийся электрод — это стальной стержень (сердечник) покрытый специальной обмазкой. Данное покрытие выполняет следующие функции:
- Обеспечивает стабильное горение дуги.
- Создает газовую защиту шва от вредного воздействия кислорода.
- Защищает сварочный шов от шлаков.
- Выполняет легирование металла в зависимости от назначения электрода.
Выбирая электрод, следует обратить внимание на состав сердечника. Специальные электроды для сварки нержавейки, алюминия, чугуна или меди имеют в основе стержень не из стали, а из специального сплава.
Классификация электродов по назначению следующая:
- Для сварки углеродистых и низколегированных сталей.
- Для сварки легированных, высокопрочных и теплоустойчивых сталей.
- Для сварки высоколегированных сталей (нержавеющей стали).
- Для сварки алюминия и его сплавов.
- Для сварки меди и ее сплавов.
- Для сварки чугуна и сплавов на основе никеля.

Более подробно рассмотрим виды, которые незаменимы в быту. Чаще всего для сварки используется конструкционная сталь небольшой толщины. Для нее и будем подбирать электроды.
Типы обмазки (покрытия) электродов
Различают четыре типа покрытия, применяемых для решения конкретных задач:
- Основное. Используется для сварки только на постоянном токе (DC ток). Такие электроды используются на ответственных участках для получения максимального качества шва.
- Рутиловое. Электроды с данной обмазкой могут работать как на переменном, так и на постоянном токе (AC/DC). Выделяются легким поджигом и минимальным разбрызгиванием метала. Они могут работать с аппаратами, обладающими низким значением напряжения холостого хода.
- Кислое покрытие способствует легкому отделению шлака. Пользоваться такими электродами в замкнутом пространстве не рекомендуется. Как и рутиловые, могут работать с аппаратами, обладающими низким значением напряжения холостого хода.
- Целлюлозное. Используется для сварки только на постоянном токе (DC ток).
 Как и рутиловые, могут работать с аппаратами, обладающими низким значением напряжения холостого хода.
Как и рутиловые, могут работать с аппаратами, обладающими низким значением напряжения холостого хода.Из рассмотренного списка для первого знакомства со варкой наиболее подходящим вариантом являются электроды с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием.
УОНИ 13/55
Такие электроды предназначены для углеродистых и низколегированных сталей и рекомендуются для сварки ответственных конструкций.
Швы выполненные УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам.
К недостаткам можно отнести требовательность к чистоте кромок. Если кромки заготовок перед сваркой не обработать от загрязнений и ржавчины, то велика вероятность появления пор.
УОНИ 13/55 предназначены для сварки только постоянным током на обратной полярности.
МР-3
МР-3 — самый распространенный представитель рутиловых электродов. Они предназначены для работы с углеродистыми и низколегированными сталями.
Они предназначены для работы с углеродистыми и низколегированными сталями.
К преимуществам можно отнести:
- Возможность работы как на постоянном, так и на переменном токе.
- Малое разбрызгивание метала.
- Стабильность дуги.
Рутиловые электроды ОК 63.34 предназначены для сварки нержавейки.
Выбор диаметра электрода
Правильный подбор диаметра важен для упрощения обработки металлов и для получения оптимального сварочного шва. Работая с крупными заготовками, электроды малого диаметра будут неэффективными. А слишком толстые будут прожигать тонкий метал. Поэтому, необходимо учитывать данные факторы, а также марку металла, разновидность соединения, форму кромок и другие специфические параметры.
Таблица соответствия диаметра электрода определенному виду сварочных работ:
| 1 мм | Подходят для работы с металлом толщиной до 1,5 мм. Сила тока не должна превышать 25 А. Сила тока не должна превышать 25 А. |
| 1,6 мм | Предназначены для сварки легированных и низкоуглеродистых сталей толщиной не более 2 мм. Могут иметь длину 20 — 25 см. Допустимая сила тока – 25-50 А. |
| 2 мм | Применяются с легированными и низкоуглеродистыми сталями толщиной 2 мм. Допустимая сила тока – 70 А. Длинна электрода — 25 — 30 см. |
| 2,5 мм | Предназначены для сварки легированных и низкоуглеродистых сталей толщиной до 3 мм. Могут иметь длину 25-30 см. Допустимая сила тока – 70-100 А. |
| 3 мм | Применяются в связке с легированными и низкоуглеродистыми сталями. Толщина обрабатываемых заготовок может достигать 5 мм. Существуют изделия длиной 30, 35 и 45 см. Допустимая сила тока – 140 А. |
| 4 мм | Подходят для любого вида стали толщиной до 10 мм. Допустимая сила тока — 220 А. Допустимая сила тока — 220 А. |
| 5 мм | Для таких электродов необходимо профессиональное оборудование. Допустимая толщина свариваемых заготовок — до 15 мм. Сила тока – до 280 А. |
| 6 мм | Как и в предыдущем случае, необходимо профессиональное оборудование, способное выдавать ток до 370 А. |
| 8 мм | Применяются при работе с металлами толщиной от 8 мм. Сила тока — до 450 А. |
Важно отметить и тот факт, что диапазон силы тока зависит не только от диаметра электрода, но и от его марки. К примеру, УОНИ 13/55 ∅ 3 мм работает на токе в 70-100 А, а МР-3, имеющий такой же диаметр, на 80-140 А.
Рекомендации по хранению и использованию
При долгом хранении электроды могут отсыревать. Добиться нормальной работы с ними не получиться. Поэтому, старайтесь хранить такие материалы в теплых помещениях с нормальной влажностью.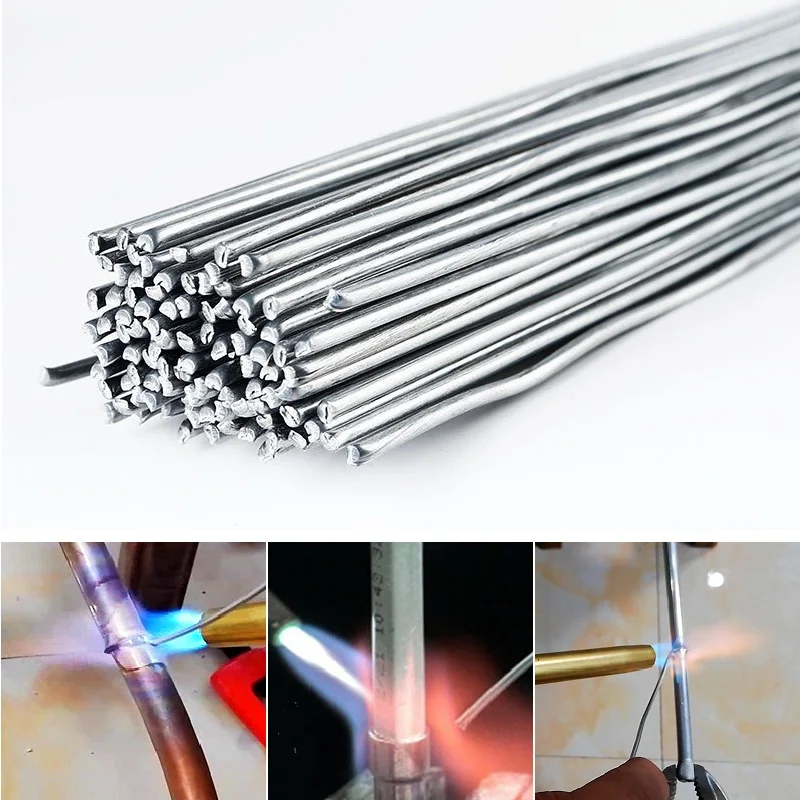
Если электроды хранились в плохих условиях, то для их сушки можно воспользоваться специальными печами или духовкой кухонной плиты (при бытовом использовании).
Помимо того, что электроды должны быть сухими, следует также следить за целостностью обмазки. Изделия с механическими повреждениями не позволят добиться стабильной дуги и увеличат трудоемкость работ.
Подводя итог, можно отметить, что правильность выбора электрода в большей степени зависит от типа имеющегося сварочного аппарата для ручной дуговой сварки. Если это бюджетный трансформатор, то дело имеем с переменным током и выбираем рутиловые электроды. Для аппаратов на постоянном токе подойдут как рутиловые, так и с основным покрытием.
Как выбрать электроды для сварки?
0
Опубликовано: 08.06.2017
Прочное и надёжное соединение металлов зависит от многих факторов, главным из которых считается соответствие электрода и свариваемых заготовок. До того как выбирать электроды для сварки, нужно определить химический состав деталей, поскольку это поможет подобрать оптимальное сочетание покрытого изделия и заготовок. Также очень важен правильный выбор обмазки, которая наносится на электрод и является одновременно флюсом с легирующими добавками. Это покрытие существенно влияет на сварочный процесс и его верный выбор применительно к конкретным материалам обеспечивает наилучшие показатели прочности и долговечности сварного соединения.
До того как выбирать электроды для сварки, нужно определить химический состав деталей, поскольку это поможет подобрать оптимальное сочетание покрытого изделия и заготовок. Также очень важен правильный выбор обмазки, которая наносится на электрод и является одновременно флюсом с легирующими добавками. Это покрытие существенно влияет на сварочный процесс и его верный выбор применительно к конкретным материалам обеспечивает наилучшие показатели прочности и долговечности сварного соединения.
Оглавление:
- Сварочные аппараты и подбор плавящихся электродов
- Популярные виды электродов
- Свариваемые металлы и выбор электродов
- Итог
Сварочные аппараты и подбор плавящихся электродов
- понижающий трансформатор переменного тока или с выпрямляющим контуром постоянного тока;
- инверторный аппарат постоянного тока;
- аппарат с применением инвертора, с тугоплавким вольфрамовым электродом и ручной подачей сварочной проволоки в зону расплава;
- полуавтоматический агрегат с подачей проволоки в зону сварочного шва.

У каждого из аппаратов есть технические свойства по силе тока и напряжению, которые и диктуют подбор продукции соответствующего диаметра и состава покрытия. Необходимо отметить, что проволока, которая является электродом при полуавтоматической и ручной подаче в зону плавления, тоже служит цели наилучшего соответствия составу свариваемых деталей. Выбор электродов зависит от способа сварки прямым или обратным подключением напряжения, поскольку глубина проваривания связана с полярностью и от этого напрямую зависит подбор диаметра.
Покрытие стержня, а также состава проволоки служит для реализации определённых задач:
- использование оксидов углерода защищает сварочную ванночку от действия атмосферного кислорода;
- облегчает розжиг и стабилизирует дуговой разряд;
- способствует удалению кислорода из зоны расплава, раскисляя шов;
- с помощью примесей оказывает легирующее воздействие на шов.
Популярные виды электродов
Производятся различные виды продукции для сварки, которые выбираются с учётом особенностей соединяемых материалов и способов сварки. В случае аргонодуговой сварки используется тугоплавкий вольфрамовый стержень, а в зону расплава вручную подаётся проволока. При работе с применением полуавтоматов электродом для инверторной сварки служит проволока разного состава, подаваемая через горелку с регулируемой скоростью. Самым распространённым способом является использование штучных плавящихся электродов, толщина покрытия которых бывает особо толстой (Г), тонкой (М), средней (С) и толстой (Д).
В случае аргонодуговой сварки используется тугоплавкий вольфрамовый стержень, а в зону расплава вручную подаётся проволока. При работе с применением полуавтоматов электродом для инверторной сварки служит проволока разного состава, подаваемая через горелку с регулируемой скоростью. Самым распространённым способом является использование штучных плавящихся электродов, толщина покрытия которых бывает особо толстой (Г), тонкой (М), средней (С) и толстой (Д).
Выбор толщины обмазки сварщиком создаёт условия для изменения степени воздействия на шов для его защиты от влияния кислорода воздуха, следов загрязнений и оксидного слоя. По составу покрытия электроды подразделяются таким образом:
- основного вида для сварки постоянным током и получения пластичного шва;
- тип с кислым покрытием для обеспечения тягучести металла в зоне сварочной ванночки;
- стойкость к ударным воздействиям придаёт целлюлозное покрытие, эти изделия используются также на вертикальном шве;
- рутиловое покрытие способствует устойчивому розжигу дуги;
- специальные электроды для сварки меди и алюминия, а также их сплавов.

При выборе изделия нужно учитывать толщину и состав заготовок, сварочный ток и диаметр электрода, эти параметры необходимо увязывать с характеристиками аппарата. Для сварки стали толщиной 1 мм выбирают электроды диаметром от 1,2 до 2 мм, при этом необходим ток силой 45−55 А. Для заготовок толщиной 2 мм, требуется диаметр 2,5 мм и ток силой 60−80 А, детали от 3 до 5 мм нуждаются в использовании диаметра от 3 до 4 мм и тока от 70 до 130 А. Более толстые заготовки сваривают электродом 5 мм и током 210 А и выше. К наиболее популярным, особенно у новичков, изделиям относятся стержни с рутиловым и основным покрытием, хотя во многом выбор зависит от состава свариваемого материала.
Основное покрытие электродов марки УОНИ позволяет вести инверторную сварку, как в прямой, так и в обратной полярности, а рутиловая марка МР-3 даёт возможность использовать переменный и постоянный токи и характерна лёгким розжигом дуги.
Свариваемые металлы и выбор электродов
 youtube.com/embed/68hLJM9cesc?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/68hLJM9cesc?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> - конструкционные низколегированные, углеродистые стали весьма хорошо свариваются с использованием марок МР-3М, УОНИ-13/55, ОМА-2, ОЗС-30, ВИ-10-6, АНО-21 и ВСФ-65У;
- стали высокопрочные легированные свариваются с применением ЭА-981/5, ЭА-395/9, НИАТ-5, ОШЗ-1 и НИАТ-3М;
- жаропрочные сплавы и теплоустойчивую сталь соединяют марками ЦЛ-39, АНЖР-2, ТМЛ-3У, ОЗЛ-35, ИМЕТ-10 и КТИ-7А;
- для коррозионностойких и нержавеющих материалов подходят электроды ИЖ-15С, НИАТ-1, УОНИ-13НЖ, ЦТ-15 и ЭА-400/10Т;
- детали из разнородных по составу материалов сваривают марками АНЖР-2, ЭА-391/15, ВИ-ИМ-1, ЦТ-28, ОЗЛ-32, НИИ-48Г, ИМЕТ-10, В-56У и;
- для спецсталей используются марки ОЗЛ-44, АНВ-20, ЭА-112/15 и НИИ-48Г;
- для заготовок из чугуна используют ЦЧ-4, ОЗЖН-1, ОЗЧ-2 и МНЧ-2;
- алюминиевые сплавы сваривают с использованием ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2;
- медь и её соединения варят с применением АНЦ/ОЗМ-2, ОЗБ-3, Комсомолец-100, для бронзы подходят ОЗБ-2М;
- для сплавов никеля подходят ОЗЛ-32 и В-56У;
- для резки металла пользуются марками АНР-2М, ОЗР-2 и ОЗР-1.

В условиях отсутствия рекомендуемых изделий следует определить возможные аналоги, наиболее подходящие к конкретным условиям, но важно понимать, что качество шва может несколько понизиться.
При сварке тонкостенных листов иногда бывает необходимо сменить полярность на обратную для того, чтобы понизить глубину провара и избавиться от риска прожигания заготовок. В таком случае прибегают к инверторной сварке высокочастотным, импульсным переменным током.
Итог
Мы рассказали об основных принципах выбора покрытых электродов для сварки с применением различных аппаратов. Необходимо учитывать при подборе марки тип покрытия и диаметр стержней, силу тока и состав деталей. С приобретением некоторого опыта и навыков, эффективная работа не вызовет затруднений.
Сергей Одинцов
tweet
Какие выбрать электроды для сварки чугуна: маркировка, правила выбора
Содержание
- 1 Особенности материала
- 2 Какими электродами можно варить чугун — виды и свойства
- 3 Маркировка и обозначение
- 4 Какие выбрать электроды
- 4. 1 Чем заварить ковкий чугун
- 4.2 Какие электроды подходят для серого чугуна
- 4.
- 5 Холодная сварка чугуна – нюансы и выбор электродов
 1 Чем заварить ковкий чугун
1 Чем заварить ковкий чугунСоединив железо и углерод, человек получил особенный материал – чугун. Но без специальных добавок он получается хрупким. Поэтому обязательно выполняется легирование сплава, то есть, к основным компонентам добавляют хром, никель или магний. Элементы придают соединению такие свойства, как:
- легкость;
- прочность;
- устойчивость к коррозии.
Но они не облегчают процесс сварки, в которой нуждаются изделия из сплава. Для выполнения работы требуются специальные электроды по чугуну. Они бывают разных видов, что слегка усложняет выбор. В статье рассматриваются виды и отличия расходных материалов, маркировка электродов по чугуну, а также их выбор.
Содержание
- Особенности материала
- Какими электродами можно варить чугун — виды и свойства
- Маркировка и обозначение
- Какие выбрать электроды
- Чем заварить ковкий чугун
- Какие электроды подходят для серого чугуна
- Холодная сварка чугуна – нюансы и выбор электродов
Особенности материала
Для сплава характерна низкая свариваемость. Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Причины затруднений в работе легко также бывают следующими:
- образуются не проваренные участки в зоне соединения из-за окисления поверхности;
- место стыка быстро охлаждается и становится твердым;
- процесс сварки такого металла усложняется из-за его жидкотекучей формы. Поэтому удержать сплав в одном месте непросто.
Особенностью сварки чугунный изделий является необходимость поддержания равномерного нагрева и охлаждения деталей. При халатном отношении к требованию на месте соединения могут появиться трещины. Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Для чугуна важно подобрать электроды с определённым химическим составом и правильный метод обработки.
Какими электродами можно варить чугун — виды и свойства
Электроды по чугуну различаются по материалу, из которого выполнен стержень. Это может быть следующее:
- проволока, изготовленная либо из легированной стали, либо из углеродистой стали;
- прутки, созданные из чугуна;
- медная проволока.
Все детали, которые произведены из стали, обрабатываются специальным составом, содержащим ферросилиций. Благодаря их использованию получают сварочный шов, который состоит из серого вида.
Этот вид расходного материала чаще всего используется для соединения несложных деталей, на которые в будущем не будет прикладываться серьёзная нагрузка. Материал подходит для применения в домашних условиях. Но прежде чем приступать к сварке, важно ознакомиться с основными нюансами работы, чтобы получить плотный и надёжный шов.
Марка электродов по чугуну СВ-08 и СВ-08А говорит о том, что они изготовлены из стальной проволоки. Существуют и другие виды, каждых из которых обладает индивидуальными качествами. Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором — компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
Маркировка и обозначение
Выбрать подходящий расходный материал, можно по наименованию изделий, установленных ГОСТом. Маркировка даст необходимую информацию о составе. Большинство изделий изготавливается из железа, но есть и с другими химическими элементами.
Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
Например, популярный расходник МНЧ-2, состоит из:
- М-меди;
- Н- никеля;
- Ч- предназначен для чугуна;
- 2-соотношение основных элементов.
Профессионалы и домашние мастера давно используют определённые электроды для сварки чугуна, среди которых следует отметить следующие:
- ОЗЧ-4, который выгоден, потому что позволяет соединять детали в любом положении;
- ОК -92.18, подходящий для горячей сварки;
- ЦЧ-4, относящийся к универсальным электродам.
Расходные материалы также выпускаются зарубежными производителями – UTP и ASPIK. Выбор для конкретного случая зависит от типа сплава и толщины изделия.
Какие выбрать электроды
Главным критерием при покупке является соответствие материала типу свариваемого предмета. Несмотря на наличие универсальных изделий, рекомендуется сваривать электродом, стержень которого выполнен из особого материала.
При выборе также следует присмотреться к наружной обработке, которая бывает основной или кислой. Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Для тонкостенных предметов применяются элементы, толщина которых совпадает с толщиной изделий или максимально приближена. Проигнорировав правило, мастер сталкивается с залипанием или плавлением деталей насквозь. Из-за этого пострадает внешний вид изделия.
Насколько успешной, быстрой и результативной окажется работа, определяется правильностью выбора расходных материалов. Поэтому мастерам, которые впервые в жизни собираются соединить детали из этого сплава при помощи сварки рекомендуется использовать проверенные элементы, вроде марок ИНЧ-2, ЦЧ-4. Их толщина составляет от 3 до 6 мм, поэтому шов получится качественным. Из зарубежных марок для этого случая подходит универсальная UTP, обладающая всеми необходимыми свойствами.
Для серых и высокопрочных чугунов применяются марки ОЗЖН – 1 и ОК- 92. 18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.
18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.
Чем заварить ковкий чугун
На сегодняшний день все марки электродов для сварки чугуна обеспечивают качественное соединение металлических сплавов. Но крайне важно для каждого вида сплава подобрать правильные варианты, потому что они значительно упростят процесс.
Поэтому для ковкого чугунного изделия следует выбирать такие марки электродов, как:
- ОЗЧ-2, для которого не нужен подогрев и допускаются любые положения для работы, кроме полупотолочного;
- МНЧ-2, главное достоинство которого – стойкость к появлению трещин. Сварка выполняется постоянным током обратной полярности.
Какие электроды подходят для серого чугуна
Другой вид сплава — серый также требует использования конкретных марок при сварке. Наплавка материала осуществляется следующими видами – ОЗЧ-2 и ОЗЖН-1. Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Способ сваривания металла также следует учитывать, выбирая детали из широкого ассортимента.
Холодная сварка чугуна – нюансы и выбор электродов
Холодная сварка — это один из самых распространённых способов соединения деталей. Она отличается от горячего метода длительной подготовкой. Перед началом сварки требуется зачистка, фрезеровка и сверление изделий. Таким образом добиваются максимальной чистоты и гладкости.
Электроды для холодной сварки чугуна рекомендуется использовать следующие:
- чугунные;
- стальные;
- медные, но содержащие не более 50% железа;
- медные, в состав которых входят 15% никеля.
Если детали соединяются при помощи холодного метода, то следует следить за тем, чтобы они не достигли определённой температуры. Иначе шов в месте соединения получится очень хрупким. К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
Наиболее качественный результат можно получить, используя чугунные электроды. В процессе крайне важно придерживаться всех требований и правил безопасности, подобрать правильные материалы, тогда можно будет надеяться на ожидаемый результат. После изучения нюансов работы с ней справится и непрофессионал.
Что такое сварочные электроды? Полное руководство
Что такое сварочные электроды?
Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Электрод представляет собой металлическую проволоку с покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Для начала существуют плавящиеся и неплавящиеся электроды. При электродуговой сварке защитным металлом (SMAW), также известной как электродуговая сварка, электроды являются плавящимися, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом.
Для начала существуют плавящиеся и неплавящиеся электроды. При электродуговой сварке защитным металлом (SMAW), также известной как электродуговая сварка, электроды являются плавящимися, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом.
При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды неплавятся, поэтому они не плавятся и не становятся частью сварного шва. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) или сварке MIG в электроды непрерывно подается проволока. Дуговая сварка с флюсовой проволокой требует непрерывной подачи расходуемого трубчатого электрода, содержащего флюс.
ДОПОЛНИТЕЛЬНО: Что такое сварка?
Как выбрать сварочные электроды? Стержневые электроды доступны в широком диапазоне типов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов:
При выборе сварочной проволоки необходимо учитывать несколько факторов:
- Свойства основного металла
- Прочность на разрыв
- Сварочный ток
- Толщина основного металла, форма и подгонка шва
- Положение сварки
- Спецификация и условия эксплуатации
- Условия окружающей среды
2 и возьмите свой электрододержатель, узнайте больше о каждом из этих факторов.
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.

Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун.
Прочность на растяжение
Чтобы предотвратить растрескивание или другие дефекты сварного шва, минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного металла. Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока (см. 9).0005
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу.
Он также может «продираться» через ржавчину, масло, краску и грязь. Электроды, совместимые с DCEN, такие как E6012, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E6013, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка шва
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости), чтобы выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например, 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает дугу копания для обеспечения достаточного провара, например, E6010 или E6011. Для материалов с широким корневым отверстием выберите электрод, например, E6012, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Положение сварки
Чтобы определить, для какого положения подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Вот как расшифровывается квалифицированное электроосаждение:
- 1 = плоское, горизонтальное, вертикальное и потолочное
- 2 = только плоское и горизонтальное
Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном позиции.
Спецификация и условия эксплуатации
Обязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергающихся повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва.
Кроме того, обязательно ознакомьтесь со спецификациями сварки, если вы работаете с критическими приложениями, такими как изготовление сосудов высокого давления или котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Окружающие условия работы
Для достижения наилучших результатов необходимо всегда удалять избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения.
Если очистка основного металла невозможна, электроды E6010 или E6011 создают глубоко проникающую дугу, способную прорезать загрязнения.
Американское общество сварщиков (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например, для какой области применения его лучше всего использовать и как его следует использовать для достижения максимальной эффективности.
| Digit | Тип покрытия | Сварка. | |
| 0 | Высокий Cellulose | DC+ | .0117 |
| 1 | High cellulose potassium | AC, DC+ or DC- | |
| 2 | High titania sodium | AC, DC- | |
| 3 | High titania potassium | AC, DC+ | |
| 4 | Iron powder, titania | AC, DC+ or DC- | |
| 5 | Low hydrogen sodium | DC+ | |
| 6 | Low hydrogen potassium | AC, DC+ | |
| 7 | High iron oxide, potassium powder | AC, DC+ or DC- | |
| 8 | Low hydrogen potassium, iron powder | AC, DC+ or DC- |
Буква «E» указывает на электрод для дуговой сварки. Первые две цифры 4-значного числа и первые три цифры 5-значного числа обозначают предел прочности при растяжении. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности 100 000 фунтов на квадратный дюйм.
Первые две цифры 4-значного числа и первые три цифры 5-значного числа обозначают предел прочности при растяжении. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности 100 000 фунтов на квадратный дюйм.
Предпоследняя цифра указывает положение. Так, «1» означает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный вниз и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток.
| E | 60 | 1 | 10 |
| Electrod0117 | Тип покрытия и ток |
Что такое покрытие сварочного электрода?
Покрытия электродов должны обеспечивать газовую защиту дуги, легкое зажигание и стабильность дуги, защитный шлак, хорошую форму сварного шва и, что наиболее важно, газовую защиту, потребляющую окружающий кислород и защищающую расплавленный металл сварного шва.
Доступны различные типы электродов, тип часто определяется характером покрытия.
Покрытие электрода покрыто относительно качественным покрытием, нанесенным слоем толщиной от 1 до 3 мм. Масса такого покрытия составляет от 15 до 30 % от массы электрода. Большая часть сварки выполняется покрытыми электродами. Это ограничивает процесс медленной ручной операцией. Если флюсовое покрытие помещается внутрь длинной трубки, то электрод может быть в виде оголенной проволоки в виде катушки.
Затем процесс экранированной дуги можно сделать непрерывным и автоматическим. Основная цель легкого покрытия — повысить стабильность дуги; покрытие также называют ионизирующим покрытием. Поскольку покрытие электрода хрупкое, можно использовать только прямые стержневые электроды.
Назначение покрытий электродов
- Повышение стабильности дуги за счет использования определенных химических веществ, обладающих такой способностью путем ионизации пути дуги
- Создание защитной газовой атмосферы для предотвращения захвата кислорода, водорода и азота дугой расплавленный металл.
- Защитный шлак над горячим металлом
- Обеспечьте флюс, помогающий удалить оксиды и другие примеси из расплавленных металлов
- Уменьшите разбрызгивание металла шва – когда покрытие выгорает медленнее, чем сердцевина.
- Действует как раскислитель
- Замедляет скорость охлаждения сварного шва (из-за защитного слоя шлака) для предотвращения затвердевания.
- Покрытия обычно являются изоляторами электричества и поэтому предотвращают использование электродов в узких канавках и т. д.,

Типы покрытий:
Несмотря на то, что каждый тип электродного покрытия обладает универсальными характеристиками, уникальный химический состав каждого отдельного покрытия обеспечивает различные свойства. Обязательно изучите лучшие области применения каждого покрытия, чтобы убедиться, что вы выбрали то, которое хорошо подходит для вашего проекта.
Целлюлоза:
Эти покрытия примерно на одну треть состоят из целлюлозы и на две трети из других органических материалов. Под воздействием сварочной дуги материалы разлагаются с образованием трех отдельных газов — водорода, монооксида углерода и диоксида углерода, которые усиливают дугу. Эта дополнительная прочность позволяет току глубже проникать в металл, что приводит к более прочным сварным швам.
Под воздействием сварочной дуги материалы разлагаются с образованием трех отдельных газов — водорода, монооксида углерода и диоксида углерода, которые усиливают дугу. Эта дополнительная прочность позволяет току глубже проникать в металл, что приводит к более прочным сварным швам.
Целлюлозные покрытия также выделяют слой газа для защиты сварочной ванны от загрязнений. Слой газа создает барьер между металлом и другими элементами, такими как кислород, азот и водород, которые могут создавать пористость в сварном шве. Пористость — это яд для сварного шва, поэтому использование электродов с целлюлозным покрытием позволяет обеспечить более высокое качество сварных соединений.
Целлюлозные покрытия производятся из различных химических смесей, каждая из которых имеет свои уникальные свойства и наилучшее применение. В то время как целлюлозный компонент рецепта является общим практическим правилом, дополнительные органические материалы сильно различаются.
Минеральные:
Минеральные покрытия оставляют слой шлака на сварном шве. Хотя шлак может показаться раздражающим побочным эффектом, на самом деле он служит очень полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием и свариваемый материал под ним.
Хотя шлак может показаться раздражающим побочным эффектом, на самом деле он служит очень полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием и свариваемый материал под ним.
Это дает время фильтровать примеси на поверхность металла, не давая им нарушить структуру сварного шва.
Смесь:
Покрытия электродов с комбинацией целлюлозы и минералов являются популярным выбором среди производителей, поскольку они сочетают в себе лучшее из обоих миров. Поскольку эти покрытия могут содержать от нескольких компонентов до более 10 различных ингредиентов, химическое разнообразие этих покрытий обеспечивает ряд значительных преимуществ.
Наличие защитного газа и защиты от шлака на сварном шве может быть невероятно полезным при работе с особенно темпераментными основными металлами.
Наиболее распространенные покрытия электродов:
Несмотря на то, что существуют определенные области применения, требующие особых покрытий электродов и характеристик, это пять наиболее распространенных покрытий сварочных электродов, которые вы, вероятно, увидите.
Целлюлозные электроды:
Целлюлозные электроды, хорошо подходящие для вертикального расположения, оставляют после себя очень тонкий, легко удаляемый слой шлака. Целлюлозные покрытия при нагревании распадаются на водород и углекислый газ. Это обеспечивает эффективный слой защитного газа над сварочной ванной.
Однако это также может подвергнуть сварной шов риску водородного охрупчивания. В чистом виде целлюлозные покрытия лучше всего работают с DC. Однако добавление в покрытие различных элементов также может позволить использовать его с AC. Целлюлозные электроды обеспечивают такую же легкость, как и рутиловое покрытие, но с более глубоким проникновением и менее проблемным образованием шлака.
Электроды с рутилом:
Почти идентичны целлюлозе, основное отличие состоит в том, что рутил содержит более высокий процент диоксида титана. Это создает газовую защиту из кислорода, азота, углерода и водорода, что делает рутиловые электроды хорошо подходящими для сварки низкоуглеродистой стали.
Однако шлак электродов с рутиловым покрытием может оставлять следы титана в наплавленном металле. Добавление целлюлозы в покрытия электродов с рутиловым покрытием обеспечивает дополнительную защиту сварочной ванны. Эти электроды выделяют более низкий уровень выбросов как брызг, так и дыма и отлично подходят для использования во всех положениях.
Электроды из оксида железа:
Хорошо подходят для использования как с переменным, так и с постоянным током, электроды из оксида железа образуют шлак, который очень легко удалить из сварного шва. Химический состав этого покрытия с высоким содержанием кислорода может привести к образованию сварочных отложений, которые имеют меньшую общую прочность.
Однако риск водородного охрупчивания значительно ниже, чем при использовании целлюлозных электродов. Электроды из оксида железа обеспечивают отличный контроль дуги и обеспечивают аккуратное и точное размещение валика.
Основные электроды:
Также называемые электродами с водородным управлением, эти электроды требуют более тщательного ухода перед сваркой. Электроды необходимо хранить в сухом месте и прокаливать перед использованием. Несоблюдение этого требования может привести к нестабильному химическому составу покрытия, что приведет к нарушению структуры сварного шва.
Электроды необходимо хранить в сухом месте и прокаливать перед использованием. Несоблюдение этого требования может привести к нестабильному химическому составу покрытия, что приведет к нарушению структуры сварного шва.
Основные электроды выделяют низкий, контролируемый уровень содержания водорода, который сводит к минимуму риск пористости и растрескивания сварного шва. При правильном хранении и обслуживании эти электроды являются отличным вариантом для работы со сталью.
Электроды из порошка железа:
Эти электроды представляют собой разновидности других электродных покрытий, получаемых в результате добавления в смесь порошка железа. Металлические порошки становятся все более популярным дополнением к смесям для покрытия электродов, поскольку они могут помочь повысить эффективность и общее качество сварки. Силовые электроды из железа представляют собой распространенную разновидность целлюлозных электродов, которые позволяют использовать электрод с переменным током.
При работе с типом сварки, для которого требуются отдельные электроды с покрытием, уделите время изучению различных доступных вариантов, которые могут решить ваш проект. При выборе электрода не забудьте учитывать дополнительные факторы, такие как положение, прочность на растяжение и металлы сердцевины.
типы сварочных электродовСтержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электродыПлавящиеся электроды являются ключом к дуговой сварке электродом, MIG и порошковой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
1. Электроды со светлым покрытием
Как следует из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Легкое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Экранированные дуговые электроды имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
2. Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
3. Экранированные дуговые электроды
Экранированные дуговые электроды имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Электроды для дуговой сварки сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
1. Угольные электроды
Первый тип – это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
2. Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5 % циркония (с коричневой маркировкой), вольфрама с 2 % тория (с красной маркировкой) и вольфрама, содержащего 1 % тория (с коричневой маркировкой). желтые отметки).
Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5 % циркония (с коричневой маркировкой), вольфрама с 2 % тория (с красной маркировкой) и вольфрама, содержащего 1 % тория (с коричневой маркировкой). желтые отметки).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с большими токами.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они являются улучшением по сравнению с чистым вольфрамом, но не так хороши, как вольфрамовые электроды с содержанием тория.
Вольфрамовые электроды с содержанием 1-2% тория являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамового электрода лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля и стабильности дуги следует заточить кончики этих электродов до остроты, то есть нужно сделать кончики коническими. Если вы сделаете это, вам придется выбирать аппараты с контактным пуском вместо сварочных аппаратов постоянного тока.
Помните, что вольфрамовые электроды с торием и цирконием будут иметь повышенную износостойкость по сравнению с электродами из чистого вольфрама, если вы выберете конические электроды с пуском касанием.
Как выбрать сварочный электрод для процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW) / ручной дуговой сварки металлическим электродом (MMAW)?
Выбор сварочного электрода – довольно сложное решение, поскольку при выборе электрода для конкретного вида необходимо учитывать множество факторов.
 ..
..Выбор сварочного электрода — довольно сложное решение, поскольку при выборе электрода для конкретного проекта/продукта необходимо учитывать множество факторов. В этом посте мы обсудим факторы, влияющие на выбор электрода для процесса дуговой сварки защищенным металлом (SMAW) для углеродистых/марганцевых сталей. Дуговая сварка защищенным металлом также известна как ручная дуговая сварка металлом (MMAW). Электроды для процесса SMAW/MMAW всегда покрыты флюсом, поэтому их называют покрытыми электродами или электродами с покрытием. Сварочные электроды идентифицируются по классификационному номеру (классификационный номер электродов AWS), он начинается с буквы E, за которой следует либо четырехзначный, либо пятизначный номер, например E7018, E6010, E6013, E10018 и т. д.
Обязательные классификационные обозначения
Классификационные номера электродов предназначены не только для идентификации, каждая буква и цифра имеют особое значение;
пример: E7018
Буква «E» означает электрод
. Первые две цифры (три цифры в 5-значном электроде) обозначают минимальную прочность на растяжение наплавленного металла шва
Первые две цифры (три цифры в 5-значном электроде) обозначают минимальную прочность на растяжение наплавленного металла шва
В нашем случае «70» означает предел прочности при растяжении 70ksi (или 70000psi).
Третья цифра (четвертая цифра в 5-значных электродах) указывает положение сварки, в котором можно использовать электрод.
В нашем случае «1» означает, что этот электрод можно использовать во всех положениях сварки.
Последние две цифры показывают состав потока, тип тока и полярность электрода.
В нашем случае «18» означает, что ток основного потока (с низким содержанием водорода) может быть переменным или постоянным током (положительный электрод переменного тока/постоянного тока)
Необязательные дополнительные обозначения
Мы можем найти в нефтегазовой промышленности электроды, которые могут иметь дополнительные номера после него, хорошим примером является «E8018-B2h5R».
В этом случае «B2» указывает на химический состав наплавленного металла.
«h5» — это обозначение диффузионного водорода, которое указывает, что максимальный уровень диффузионного водорода, полученный с продуктом, составляет 4 мл на 100 г наплавленного металла.
Буква «R» означает обозначение влагостойкости, указывающее на способность электрода соответствовать определенным предельным значениям влагопоглощения при контролируемых испытаниях на увлажнение
Прежде чем выбрать электрод, как мы обсуждали ранее, нам необходимо рассмотреть следующие факторы, которые повлияют на осуществимость, качество и стоимость продукта.
1. Основной металл / основной металл 2. Положение сварного шва 3. Источник питания 4. Подготовка стыков 5. Качество сварного шва и отделка 6. Стоимость сварного шва (должна быть как можно ниже ) 1. Основной металл: Основной металл или основной металл является наиболее важным из перечисленных выше. Необходимо принять во внимание следующие три параметра основного металла;
Необходимо принять во внимание следующие три параметра основного металла;
Механические свойства: Механические свойства, особенно прочность на растяжение основного металла и электрода, должны быть одинаковыми или максимально близкими. Существенные различия в прочности на растяжение между сварочным электродом и основным металлом всегда будут способствовать растрескиванию и другим дефектам сварного шва. Следовательно, чтобы предотвратить растрескивание и другие дефекты сварного шва, мы должны выбрать электрод с минимальной прочностью на растяжение, эквивалентной свариваемому основному металлу. (Прочность сварочного электрода на растяжение должна быть не менее основного металла)
Химические свойства: Перед выбором электрода также необходимо проверить химические свойства. Химический состав электрода должен соответствовать химическому составу основного металла, особенно процентному содержанию углерода.
Толщина : Толщина основного металла очень важна при выборе электрода. Для более тонких материалов электрод с мягкой дугой и меньшей проникающей способностью может дать хорошие результаты, но для более толстого материала нам нужен электрод с копающей дугой для глубокого проплавления, максимальной пластичности и низкого содержания водорода для бездефектной сварки.
Всегда нужно помнить, что размер электрода (диаметр) не должен превышать толщину основного металла.
2. Положение сварки: Вторым фактором является положение сварки. Все классы электродов подходят не для всех положений сварки. Каждый электрод предназначен для сварки в определенном положении. Поэтому нам нужно выбрать электрод в соответствии с нашей работой. Положение сварки указано в самом номере электрода. Как объяснялось выше, мы получим номер из классификации электродов. См. номер с приведенным ниже общим резюме таблицы положений сварки, которая подготовлена на основе таблицы 1 AWS A5. 1. Классификация электродов.
1. Классификация электродов.
3. Источник питания: В зависимости от состава потока электродов, типа тока и полярности класс электрода варьируется от класса к классу. Некоторые электроды могут использоваться с источником переменного тока (AC), некоторые могут использоваться с источником питания постоянного тока (DC), а некоторые могут использоваться в обоих случаях. В зависимости от доступного источника питания (сварочный аппарат) мы можем выбрать электрод. Однако на рынке доступны сварочные аппараты с различными источниками питания, такими как переменный, постоянный и переменный/постоянный ток.
При использовании источника питания постоянного тока, если электрод подключен к положительной клемме машины, он называется Положительная клемма электрода постоянного тока (DCEP) или обратная полярность , а если электрод подключен к отрицательной клемме машины. тогда он известен как Электрод постоянного тока, отрицательный (DCEN) или прямая полярность.
Последние две цифры классификационного номера электрода представляют тип тока, полярность, а также состав флюса электрода. Пожалуйста, обратитесь к приведенной ниже таблице, которая подготовлена на основе таблицы 1 AWS A5.1 для сводки электродов, флюсового покрытия, типа тока и полярности, при которых они могут использоваться.
4. Подготовка шва: Четвертый фактор, который необходимо учитывать при выборе электрода, — это подготовка шва или конфигурация канавки. При наличии плотной посадки или нескошенной притупленной поверхности (квадратное стыковое соединение) можно использовать электрод с подкапывающей дугой, обеспечивающий более глубокое проплавление. Для этой цели можно использовать такие электроды, как E6010 или E6011. Если имеется достаточный зазор и поверхность притупления (сварное соединение с одинарной или двойной V-образной канавкой), то мы можем использовать электроды, которые могут давать электроды с малым или средним проплавлением, такие как E6013 или E7018.
5. Качество сварки/обработка сварного шва: Необходимое качество и отделка сварного шва также являются важным фактором, который необходимо учитывать при выборе электрода. Электроды могут быть выбраны в зависимости от требований к окончательной отделке, например, плоский сварной шов, вогнутый сварной шов или выпуклый сварной шов. Качество сварного шва должно соответствовать эксплуатационным требованиям изделия. Например, для сварки деталей криогенных сосудов, которые должны работать при чрезвычайно низкой температуре и давлении с высокой ударной нагрузкой, или деталей, подвергающихся воздействию коррозионной атмосферы, нам нужен электрод с низким содержанием водорода, такой как E7018, который может обеспечить очень качественную сварку с более высокая пластичность. Таким образом, шансы получить какой-либо отказ из-за дефектов сварки в процессе эксплуатации будут сведены к минимуму или могут быть устранены. В приведенной ниже таблице приводится сводка часто используемых характеристик сварочных электродов, которые могут оказаться полезными при выборе электрода для конкретного проекта/изделия.
6. Стоимость сварки: Стоимость является наиболее важным фактором при выборе сварочного электрода. Электрод, который необходимо выбрать, должен соответствовать требованиям вашего проекта/продукта и в то же время быть рентабельным. Мы не можем выбрать дорогостоящий электрод для малобюджетного проекта. Точно так же для критически важных работ, где качество должно быть уделено повышенному вниманию, можно рассмотреть электрод с низким содержанием водорода и более высокой пластичностью, такой как E7018. Всегда помните о термине «соответствие назначению», а также качество означает соответствие минимальным требованиям к продукту. Поэтому не выбирайте самый высокий электрод в сегменте. Выбирайте всегда «дешево и лучше».
Теги: Сварочные электроды, Выбор электрода, Расходные материалы для SMAW, Расходные материалы для сварки MMA, Сварочные электроды, Расходные материалы для сварки
Руководство по сварочным электродам
Электрод представляет собой металлическую проволоку с покрытием. Как правило, он должен быть изготовлен из материалов, аналогичных по своей природе и составу свариваемому металлу, и существует множество факторов, которые влияют на выбор правильного электрода для вашего конкретного проекта.
Как правило, он должен быть изготовлен из материалов, аналогичных по своей природе и составу свариваемому металлу, и существует множество факторов, которые влияют на выбор правильного электрода для вашего конкретного проекта.
В то время как дуговая сварка металлическим электродом в среде защитного газа (SMAW) или «стержневые» электроды являются расходуемым материалом и становятся частью сварного шва, другие электроды, например, используемые при сварке TIG, являются неплавящимися, то есть они не плавятся и остаются отдельными от сварного шва , в этих обстоятельствах требуется использование сварочной проволоки.
Выбор правильного электрода имеет важное значение, когда речь идет о прочности сварного шва, качестве сварного шва, минимизации разбрызгивания и очистке.
Целлюлозные электроды
Целлюлозные электроды представляют собой сварочные электроды с покрытием, содержащим органические материалы. Как правило, примерно 30% веса покрытия составляет целлюлоза, однако в некоторых странах мира в покрытие могут добавлять бумажную массу и древесный порошок, чтобы уменьшить количество чистой целлюлозы.
Различные органические соединения в электроде разлагаются в дуге с образованием двуокиси углерода, монооксида углерода и водорода, каждый из которых увеличивает напряжение внутри дуги, создавая более сильную и твердую дугу. Благодаря этому целлюлозный электрод может проникать до 70% глубже, чем совместимые электроды с теми же значениями тока.
Обычно производится с покрытием тонкой или средней толщины, хотя при этом образуется шлак, который можно очистить после завершения процесса сварки, но это может привести к значительным потерям разбрызгивания. Тем не менее, благодаря покрытию, заполняющему зазоры, сварка в вертикальном положении и проплавляющие свойства этого типа электрода очень хорошие.
Основные характеристики целлюлозных электродов:
- Глубокое проникновение.
- Возможность сварки вертикально вниз.
- Вы можете сваривать металл с хорошими механическими свойствами.
- Разработанная сварочная ванна меньше.
Электроды с низким содержанием водорода
Электрод с низким содержанием водорода — это, по существу, расходный материал для дуговой сварки в среде защитного металла (SMAW), содержание влаги в котором составляет менее 0,6 %, по сравнению с более традиционным содержанием влаги 4–6 %, характерным для целлюлозы. электроды.
электроды.
Как правило, электроды с низким содержанием водорода, такие как стержневые электроды E7018, обеспечивают пользователю низкий уровень разбрызгивания в сочетании с плавной, стабильной и тихой дугой. Эти особенности делают эти электроды отличным выбором для опытных сварщиков или новичков. Характеристики этих электродов из присадочного металла обеспечивают сварщику хороший контроль дуги и минимизируют необходимость очистки после сварки.
В отличие от других электродов, таких как E6010 или E6011, электроды с низким содержанием водорода обеспечивают превосходную скорость осаждения и проплавления, позволяя сварщику в любое время добавлять больше металла в соединение, тем самым повышая прочность сварного шва и одновременно избегая сварки. дефекты, например, несплавление.
Основные характеристики электродов с низким содержанием водорода:
- Хорошее проникновение.
- Хорошее отложение.
- Характеристики тихой дуги.
- Низкий уровень разбрызгивания.
- Хороший сплав.

Электроды из мягкой стали
Как правило, электроды из мягкой стали обеспечивают тихую и стабильную дугу с низким проплавлением, что делает их идеальными для перекрытия широких зазоров и для работы с тонкими пластинами. Однако существуют различные типы электродов из мягкой стали, каждый из которых имеет немного разные свойства, которые делают их более подходящими для различных применений.
Например, марка 6013 представляет собой электрод общего назначения из мягкой стали, обеспечивающий глубокое проплавление при сохранении ровной и стабильной дуги. Дуга этого электрода легко регенерируется, имеет красивый внешний вид валика и малое разбрызгивание в сочетании с легким контролем образования шлака при сварке вертикально вниз.
Последний электрод из низкоуглеродистой стали, который мы рассмотрим, это 6011. Этот универсальный и глубоко проникающий электрод дает вам ровную и стабильную дугу, используемую для сварки мягких сталей с гальваническим покрытием и некоторых других низколегированных сталей. Его покрытие создает мощную и глубоко проникающую дугу, а слой шлака тонкий и легко удаляется.
Его покрытие создает мощную и глубоко проникающую дугу, а слой шлака тонкий и легко удаляется.
Электроды из нержавеющей стали
Как и в случае с другими электродами, которые мы видели выше, электроды из нержавеющей стали снова выпускаются в множестве вариаций, каждая из которых немного отличается от предыдущей,
Здесь мы рассмотрим 3 разных класса. сварочных электродов из нержавеющей стали, 308, 309 и 316, и когда их следует использовать.
Если вы работаете с типами 301, 302, 304, 305 и литыми сплавами CF-3 и CF8, мы рекомендуем вам использовать 308L, включая сварочные электроды ER308LSi. Эти электроды из нержавеющей стали идеально подходят для работы с аустенитными нержавеющими сталями, но для таких применений, как электроэнергетика, мы рекомендуем электрод 308H, так как этот электрод с высоким содержанием углерода обеспечивает лучшее сопротивление ползучести при более высоких температурах.
При соединении низкоуглеродистой стали с нержавеющей сталью следует использовать 309L, включая ER309LSi. Это также верно при соединении различных нержавеющих сталей, например, 409 сама по себе или нержавеющей стали 304L. Кроме того, их следует использовать для соединения 309 неблагородных металлов.
Это также верно при соединении различных нержавеющих сталей, например, 409 сама по себе или нержавеющей стали 304L. Кроме того, их следует использовать для соединения 309 неблагородных металлов.
При работе с основными металлами 316L и 316 и их литыми аналогами, CF-8m и CF-3M, в качестве присадочного металла следует использовать только 316L, включая ER317LSi.
Некоторые приложения 308L могут быть заменены на 309L в качестве присадочного металла, так как для них не требуется молибден, в отличие от приложений 316 или 316L, которые действительно требуют молибдена, и поэтому вы не можете заменить 309 на 316.
Типичные области применения различных электродов из нержавеющей стали включают:
- Сильфоны.
- Теплообменники.
- Части печи.
- Компенсаторы.
- Выпускные коллекторы самолетов.
- Трубка нагревательного элемента.
- Сварка тканого экрана для высокотемпературной обработки полезных ископаемых.
Электроды для ремонта и обслуживания
Как мы видели выше, существует широкий выбор электродов. Каждый из них имеет немного разные свойства и, следовательно, немного другую и уникальную функцию. При выполнении любых работ по ремонту и техническому обслуживанию вы должны убедиться, что используемый вами электрод обладает требуемыми свойствами.
Каждый из них имеет немного разные свойства и, следовательно, немного другую и уникальную функцию. При выполнении любых работ по ремонту и техническому обслуживанию вы должны убедиться, что используемый вами электрод обладает требуемыми свойствами.
Сначала определите, какой металл вы будете ремонтировать или обслуживать. Затем вы должны определить, нужны ли вам универсальные электроды или электроды с особыми характеристиками. После того, как вы соберете всю эту информацию, вы можете начать сварку, если вы этого не сделаете, и вы используете неправильный электрод, ваш сварной шов может либо выйти из строя, либо вы можете прожечь металл, с которым вы работаете.
Похожие материалы:
Вольфрамовые электроды | Как выбрать размер и тип
Welding Empire является участником партнерской программы Amazon. Как партнер Amazon мы получаем комиссию от соответствующих покупок.
Правильный выбор вольфрама для работы почти так же важен, как и ваша способность выполнять работу. Вольфрамовые электроды поставляются с цветовой маркировкой различных размеров и типов на выбор.
Вольфрамовые электроды поставляются с цветовой маркировкой различных размеров и типов на выбор.
Так как же расшифровать, какой из них правильный? Не волнуйтесь, мы предоставим вам все необходимое в этом подробном руководстве.
Какие основные типы вольфрама используются для сварки?
По мере изучения этого руководства по электродам для сварки ВИГ важно знать, что существует несколько вариантов вольфрамовых электродов для сварки ВИГ, которые позволяют сваривать широкий диапазон силы тока как на постоянном, так и на переменном токе. Если вы придерживаетесь универсальных опций, вам не понадобится столько электродов в вашем наборе инструментов.
Торированные вольфрамовые электроды (красные)
Торированный вольфрам представляет собой электрод с красной цветовой кодировкой и основным оксидом 1,7–2,2% оксида тория. Это уже давно один из универсальных вариантов для любого металла и прочности для совместимости с постоянным током.
Торированный вольфрам обеспечивает стабильную дугу и легкий запуск. Он служит долго и обеспечивает стабильный шов. Он может работать как со средней, так и с высокой силой тока, а также с низкой силой тока, но он также имеет тенденцию немного плеваться при сварке.
Он служит долго и обеспечивает стабильный шов. Он может работать как со средней, так и с высокой силой тока, а также с низкой силой тока, но он также имеет тенденцию немного плеваться при сварке.
Торированный вольфрам может работать с различными металлами, включая сложные металлы, такие как алюминий, никелевые сплавы, стали, медь и другие. В некоторых отраслях это был стандартный многоцелевой вольфрамовый электрод для сварки TIG, который всегда был под рукой.
Вольфрамовые электроды с 2% содержанием лантана (синие)
Далее у нас есть вариант электрода с синей цветовой кодировкой. Попробуйте использовать TIG Tungsten с 2% содержанием лантана для всего, над чем вы работаете, и, честно говоря, вы никогда не вернетесь назад. Вы можете сравнить 2% лантансодержащего вольфрама с торированным вольфрамом с точки зрения универсальности и прочности, но лантансодержащий вольфрам нерадиоактивен, что немного отличает его.
Основным оксидом 2% лантансодержащего вольфрама является 1,8–2,2% оксид лантана. Существует также вариант с содержанием лантана 1,5%, но он немного хуже и не такой универсальный. Этот сварочный вольфрам TIG также отлично подходит для универсального использования.
Существует также вариант с содержанием лантана 1,5%, но он немного хуже и не такой универсальный. Этот сварочный вольфрам TIG также отлично подходит для универсального использования.
Вольфрам с 2% содержанием лантана можно использовать со всеми металлами, такими как алюминий, сталь, магний, титан, никелевые сплавы, медь и т. д.! Он также совместим как с питанием переменного, так и постоянного тока. Его можно использовать и для переменного тока.
Лантанированный вольфрам имеет сплошную дугу с меньшим выбросом. Он стабилен и тверд. Конец не всегда ломается чисто, и вам, возможно, придется использовать шлифовальную машину, чтобы отрезать или надрезать его. Простой запуск дуги, широкий диапазон совместимых усилителей и низкая скорость эрозии также способствуют полезности этого типа электродов.
Цирконированные вольфрамовые электроды (белые)
И третьим в нашем списке основных типов вольфрамовых электродов для сварки TIG является цирконированный вольфрам. Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит.
Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит.
Цирконированный вольфрам содержит основной оксид 0,7–0,9% оксида циркония. Цирконированный вольфрам может быть немного более ограниченным, но это хороший вариант. Он имеет прочную, устойчивую дугу с очень небольшим разбрызгиванием.
В прошлые годы это был вариант для машин с трансформаторами переменного/постоянного тока, но технология адаптировалась, и новые машины имеют другую настройку инвертора. Если вы все еще используете одну из старых машин, цирконированный или чистый (зеленый) вольфрам все еще может быть отличным вариантом.
Цирконированный вольфрам можно использовать с различными металлами, особенно со сплавами алюминия и магния. Это нерадиоактивный материал. Вы можете использовать цирконированный вольфрам для корпусов с высокой силой тока.
В каких процессах сварки используются вольфрамовые электроды?
Вы услышите три названия вольфрамовых электродов, когда речь идет о сварочных процессах. TIG, GTAW и аргонная сварка подходят для сварки вольфрамом. Вот что нужно помнить — в конечном счете, это один и тот же процесс.
TIG, GTAW и аргонная сварка подходят для сварки вольфрамом. Вот что нужно помнить — в конечном счете, это один и тот же процесс.
TIG означает сварку вольфрамом в среде инертного газа, а GTAW означает дуговую сварку вольфрамовым электродом в среде защитного газа. Одно время GTAW было официальным названием, но теперь его обычно называют TIG. Еще менее распространенное название GTAW – аргонная сварка. В этом типе процесса для сварки используется защитный газ.
TIG/GTAW использует вольфрамовые электроды в процессе сварки. Вольфрамовые электроды используются для создания сварного шва, а затем для уплотнения используется присадочный металл. Внешний присадочный металл часто представляет собой присадочный стержень, но материалы могут различаться.
Это электрод, который создает дугу для сварки и действительно выполняет работу. Вот почему так важно выбрать подходящий или универсальный вольфрамовый электрод для сварки TIG для вашего процесса.
Какой длины бывают вольфрамовые?
Это легко может оказаться вопросом с подвохом. Все вольфрамовые электроды имеют одинаковую длину, но разные диаметры, чтобы соответствовать выполняемой работе. Доступны разные длины, но обычно вы увидите длину около 7 дюймов или 175 мм. Это диаметр, который действительно имеет значение.
Все вольфрамовые электроды имеют одинаковую длину, но разные диаметры, чтобы соответствовать выполняемой работе. Доступны разные длины, но обычно вы увидите длину около 7 дюймов или 175 мм. Это диаметр, который действительно имеет значение.
Вот наиболее распространенные диаметры, используемые при сварке TIG. Эти диаметры являются дюймовыми измерениями, но мы также покажем метрическое преобразование.
- .040 (1/0 мм)
- 1/16 (1,6 мм) Очень часто
- 3/32 (2,4 мм) Очень часто
- 1/8 (3,2 мм)
- 5/32 (4,0 мм)
- 3/16 9002 мм
При выборе диаметра вольфрамовые электроды обычно поставляются в упаковке по 10 штук. Вы можете обнаружить, что вам нужно несколько размеров, но имейте в виду, что длина довольно стандартна, а диаметр может варьироваться.
Это наиболее распространенные диаметры, которые вы найдете, но есть производители, которые распространяют несколько различных размеров, которые даже немного меньше, чем те, которые мы привели здесь.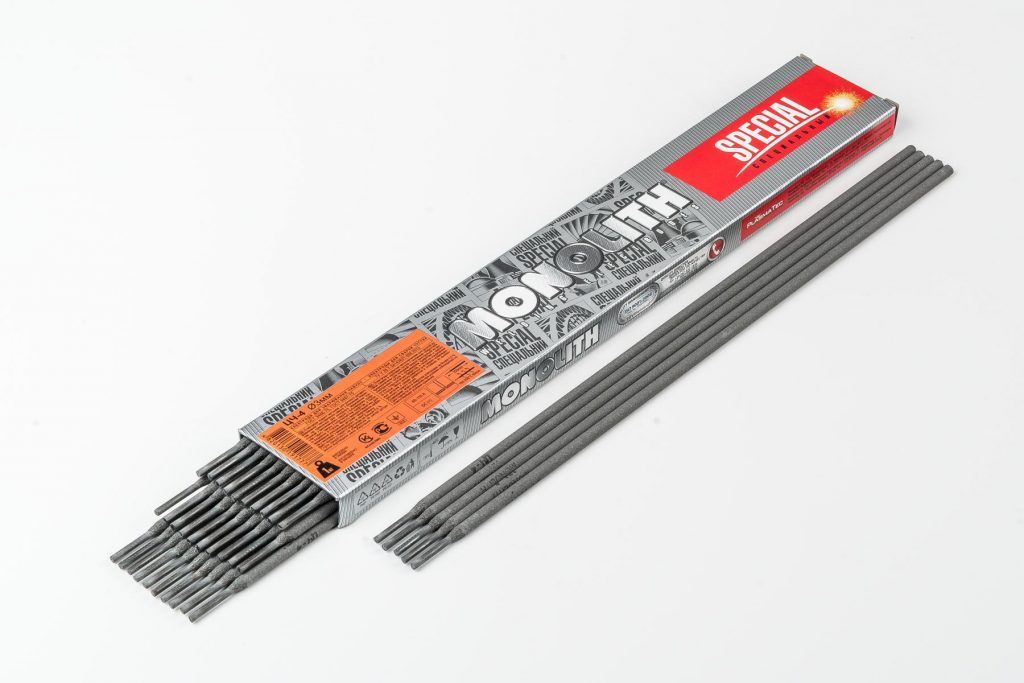
Как выбрать размер вольфрама?
Выбор размера зависит от того, над чем вы работаете, и от процесса TIG. Если вы новичок и все еще работаете над ознакомлением с различными методами, мы рекомендуем вам начать с 3/32, что составляет 2,4 мм. Это лучший вариант для начинающих.
По мере того, как вы станете более опытными и продвинутыми, вы начнете чувствовать различные диаметры и сможете использовать различные размеры, если это необходимо.
На ранних стадиях сварки TIG очень легко случайно приклеить вольфрам к свариваемому объекту.
Если вы используете 1/16 (1,6 мм) при отклеивании вольфрама от детали вока, вы можете легко согнуть или сломать его, что приведет к ненужным затратам.
3/32 (2,4 мм) — лучший выбор, так как он имеет больший диаметр и с меньшей вероятностью погнется или сломается, когда он приклеится, и вам придется отклеивать его от работы.
Этот размер (3/32 или 2,4 мм) не слишком велик, но имеет положительную прочность и совместим с большинством потребностей и диапазонов сварочной силы тока.
Еще одна вещь, которую следует учитывать, это то, что вам может потребоваться много шлифовать электрод, чтобы заточить его и подготовить. Меньшие размеры вольфрама, как правило, легче ломаются. Опять же, это то, к чему может быть легче приспособиться, когда вы станете более опытными, или вы можете решить, что всегда будете предпочитать средний диаметр из-за прочности и универсальности.
Является ли сварка TIG прямой или обратной полярностью
Теперь вопрос о том, следует ли использовать сварку TIG Tungsten с переменным или постоянным током или какой-либо другой комбинацией? Какая полярность лучше?
Наиболее часто используется полярность постоянного тока. Тем не менее, некоторые вольфрамовые электроды используют переменный ток, поэтому убедитесь, что вы знакомы с требованиями к тому, что вы делаете.
Существует процесс, известный как DCEN, это отрицательный электрод постоянного тока. Это типичная установка полярности горелки, в которой используется отрицательная горелка и положительная работа. Это также можно было бы назвать прямой полярностью для сварщиков, которые были в игре в течение длительного времени.
Это также можно было бы назвать прямой полярностью для сварщиков, которые были в игре в течение длительного времени.
При использовании этого метода примерно 2/3 тепла передается положительной стороне дуги, что помогает снизить вероятность перегрева, поскольку у вас отрицательная горелка.
Существует также процесс DCEP, но он менее распространен, и его не следует путать с описанным выше процессом.
Какой вольфрам лучше всего подходит для начинающих сварщиков?
Мы рекомендуем новичкам работать с 3/32 TIG Tungsten. Мы также рекомендуем придерживаться 2% лантанированного вольфрама. Этот тип электрода имеет стабильную и легкую дугу и является одним из лучших доступных вариантов.
Вы не сможете превзойти универсальность или прочность 3/32 2% лантанированного вольфрама. Вы можете использовать его с любым типом металла, а также с питанием переменного или постоянного тока. Это действительно не намного лучше, чем с точки зрения полезности и универсальности.
В завершение повторим наши рекомендации, особенно если вы начинающий сварщик. Не позволяйте себе быть ошеломленным множеством вариантов, предлагаемых вам. Не думайте, что вам нужно покупать электроды всех размеров и типов для своего набора инструментов.
Выберите что-то универсальное для металлов, размеров, прочности и стабильности, и вы будете готовы практически к любому проекту.
Содержание
Поделиться на facebook
Поделиться в Твиттере
Поделиться на LinkedIn
Сварочные стержни портятся
11 декабря 2020
Сварочные стержни портятся? Короткий ответ:
Подробнее »
Лучший способ удалить сварочные брызги со стекла
2 октября 2020 г.
В этом руководстве мы познакомим вас с
Подробнее »
Сварочный газ MIG | Получите лучший газ для сварки
26 сентября 2020 г.
Сварочный газ MIG может быть как реактивным, так и нереактивным.
Подробнее »
Аргонная сварка | Лучший газ для использования?
16 сентября 2020 г.
Аргонная сварка очень популярна как среди промышленных, так и среди промышленных предприятий. ваш TIG (или любой
Подробнее »
Вольфрамовые электроды | Как выбрать размер и тип
3 сентября 2020 г.
Выбрать подходящий вольфрам для работы почти невозможно соединения, высококачественные материалы – добро пожаловать в мир сварки TIG и вольфрамовых электродов. Выбор правильного вольфрамового электрода так же важен для сварки TIG, как и контактный наконечник для сварки MAG. Ассортимент электродов для сварки TIG на рынке столь же красочен, как и цветовая маркировка, которая характеризует каждый отдельный тип вольфрамового электрода. В этом сообщении блога мы хотели бы дать вам хороший обзор основных вольфрамовых электродов, чтобы облегчить вам выбор, если вы хотите их купить.
Вольфрамовые электроды и их легирование
Вольфрам является основным компонентом электродов для сварки TIG, но кроме чистого вольфрамового электрода (зеленый WP) все остальные обогащены дополнительными элементами, что известно как легирование. Это также называется легированием вольфрамом.
Но какой вольфрамовый электрод подходит для моего сварочного процесса?
Выбор подходящего вольфрамового электрода или его легирования во многом зависит от сварочной задачи: хотите ли вы сваривать постоянный или переменный ток, выбор электродов ограничен, так как не каждый тип подходит и для переменного тока , который, например, используется для сварки алюминия. В зависимости от вида тока, задачи сварки и свариваемого материала используются электроды из чистого вольфрама или электроды с оксидными добавками, обычно состоящие из редкоземельных элементов. Эти добавки представляют собой оксид циркония (ZrO 2 ), оксид лантана (La 2 O 3 ), оксид церия (CeO 2 ) или оксид тория (ThO 2 ) — и все они обладают разными свойствами.
Легирующие элементы и их действие:
- По сравнению с электродами из чистого вольфрама оксид циркония снижает испарение и обеспечивает более стабильную дугу.
- Оксид лантана обладает особенно хорошими воспламеняющими свойствами и увеличивает срок службы электродов.
- Оксид церия придает вольфрамовому электроду очень хорошие свойства воспламенения и повторного воспламенения.
- Оксид тория создает очень стабильную дугу, но из-за своей радиоактивности он очень вреден для здоровья и как добавка к вольфрамовым электродам в настоящее время запрещен во многих странах. При вдыхании дыма или пыли тория они могут откладываться в легких и приводить к внутреннему облучению.
Электрод из чистого вольфрама (зеленый WP) обеспечивает очень устойчивую дугу. Оксидсодержащие электроды, напротив, легче воспламеняются, имеют большую токонесущую способность и более длительный срок службы.
Таким образом, очевидно, что выбор подходящего электрода для сварки ВИГ во многом зависит от того, на чем вы фокусируетесь при сварке ВИГ.
Приведенная ниже таблица вольфрамовых электродов дает обзор наиболее распространенных типов, их пригодности и свойств. Вы в основном свариваете высоколегированные стали или алюминий? Вам важнее срок службы электрода или его воспламеняемость? С помощью этой таблицы вы можете значительно упростить предварительный выбор.
Таблица выбора вольфрамового электрода
Е3® фиолетовый | WLa 15 золото | WLa 20 синий | ВКе 20 серый | ВП зеленый | ВЗр 08 белый | |
DC отрицательный | +++ | ++ | +++ | + | — | — |
Переменный ток | +++ | + | + | + | + | ++ |
Стабильность дуги | ++ | + | ++ | + | — | ++ |
Воспламеняемость | ++++ | ++ | +++ | + | — | + |
| Срок службы | ++++ | ++ | +++ | + | + | ++ |
Подходит для высоколегированных сталей | ++++ | +++ | +++ | +++ | — | — |
Подходит для алюминия | ++++ | + | + | + | ++ | ++ |
Цвета вольфрамовых электродов и их применение
E3®
Начнем с лучшего. подходит для сварки как постоянным, так и переменным током и практически любого металла. Он обладает отличными свойствами воспламенения и поэтому также часто используется в автоматизированных процессах. Температура электрода остается стабильно низкой, что, в свою очередь, увеличивает токонесущую способность и срок службы по сравнению с торированными электродами, применение которых разрешено только в исключительных случаях из-за их чрезвычайно вредного воздействия.
подходит для сварки как постоянным, так и переменным током и практически любого металла. Он обладает отличными свойствами воспламенения и поэтому также часто используется в автоматизированных процессах. Температура электрода остается стабильно низкой, что, в свою очередь, увеличивает токонесущую способность и срок службы по сравнению с торированными электродами, применение которых разрешено только в исключительных случаях из-за их чрезвычайно вредного воздействия.
Цветовая кодировка смеси оксидов редкоземельных сварка переменным током. В основном применяется для сварки нелегированных и высоколегированных сталей, алюминиевых, титановых, медных и магниевых сплавов. Золотой вольфрамовый электрод также используется в микроплазменной сварке.
Цветовая кодировка оксида лантана:
Gold = WLa 15 – with 1.30 to 1.70 % lanthanum oxide
Black = WLa 10 – with 0.80 to 1.20 % lanthanum oxide
Blue = WLa 20 – with 1.70 to 2.20 % lanthanum oxide
WCe
Due к компоненту оксида церия этот электрод для сварки ВИГ более устойчив, чем электрод с чистым вольфрамом, но менее устойчив, чем электроды E3® и лантановые электроды. Этот тип вольфрамового электрода в основном используется в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также алюминиевых, медных, никелевых, титановых и магниевых сплавов. Они подходят как для сварки переменным током, так и для сварки постоянным током, но не так хорошо, как электроды E3® от ABICOR BINZEL.
Этот тип вольфрамового электрода в основном используется в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также алюминиевых, медных, никелевых, титановых и магниевых сплавов. Они подходят как для сварки переменным током, так и для сварки постоянным током, но не так хорошо, как электроды E3® от ABICOR BINZEL.
Цветовая кодировка оксида церия:
Серый = WCe 20 – с содержанием оксида церия от 1,80 до 2,20 %
WP
. В этом случае это идеальный электрод для сварки алюминиевых сплавов, так как его температура плавления 3422 °C идеально подходит для сварки на переменном токе. Вольфрам также обладает высоким сопротивлением и очень высокой коррозионной стойкостью.
Цветовая маркировка чистого вольфрама:
Зеленый = W – изготовлен из чистого вольфрама без каких-либо оксидных компонентов . Этот вольфрамовый электрод был специально разработан для сварки переменным током в ядерных установках. Оксид циркония обеспечивает очень стабильный сферический колпачок при сварке переменным током, но очень слабо воспламеняется при сварке постоянным током.
Оксид циркония обеспечивает очень стабильный сферический колпачок при сварке переменным током, но очень слабо воспламеняется при сварке постоянным током.
Цветовые кадии с оксидом циркония:
Brown = WZR 03 — с 0,15 до 0,50 % оксида циркония
Белый = WZR 08 — с 0,70 до 0,90 % оксида циркония
Совет:
. WZr и электрод из чистого вольфрама следует использовать только со старыми однофазными источниками питания TIG.
Руки прочь от вольфрамовых электродов с торием!
Электроды для сварки ВИГ с оксидом тория в качестве легирующего элемента чрезвычайно вредны для здоровья из-за своих радиоактивных свойств и в настоящее время запрещены в ряде стран. Немецкое обязательное страхование от несчастных случаев »DGUV« информация 208-049относится к тому факту, что вольфрамовые электроды, содержащие оксид тория, в соответствии с разделом 4.2 (1) TRGS 528 «можно использовать только для конкретных требований к продукту (убедительные технические причины)» и что необходимо соблюдать положения Постановления о радиационной защите. Так что руки прочь от вольфрамовых электродов с торием!
Так что руки прочь от вольфрамовых электродов с торием!
Существует ли тип электрода для сварки ВИГ, который можно использовать для любых сварочных работ?
Да, есть: E3® (фиолетовый). Этот вольфрамовый электрод представляет собой долговечный электрод для сварки TIG, гарантирующий наилучшие результаты. Это не только лучшая альтернатива другим электродам для сварщика и его здоровья, но и для окружающей среды. Шлифовальная пыль, фильтровальная пыль и остатки не являются опасными отходами, а транспортировка и хранение не требуют специальных мер защиты, поскольку сварочные электроды E3® абсолютно не содержат радиоактивных компонентов.
Вольфрамовые электроды E3® соответствуют стандарту EN ISO 6848 и, как и все электроды для сварки TIG из ассортимента продукции ABICOR BINZEL, производятся в нашей собственной производственной сети и отличаются высочайшим качеством продукции. Каждая упаковка наших вольфрамовых электродов E3® имеет номер партии, что при необходимости гарантирует отслеживаемость. По запросу вы также можете получить сертификат производства и паспорт безопасности. Пожалуйста, не стесняйтесь обращаться к нам.
По запросу вы также можете получить сертификат производства и паспорт безопасности. Пожалуйста, не стесняйтесь обращаться к нам.
Краткий обзор преимуществ сварочных электродов E3®:
- «Холодный» наконечник электрода
- Отличные свойства воспламенения и повторного воспламенения
- Высокая стабильность дуги
- Низкое выгорание
- Высокая допустимая нагрузка по току
- Небольшая деформация кончика электрода
- Подходит практически для всех сварочных работ
Если вы хотите быть в безопасности при выборе сварочного электрода для сварки TIG и для вас важно качество сварного шва, вам обязательно следует протестировать вольфрамовый электрод E3® от ABICOR BINZEL. Вы уже сварили с помощью E3®? Тогда вы можете поделиться с нами своим опытом.
Удачной сварки!
Советы по выбору вольфрамовых электродов
Один из вопросов, который сегодня задают многие клиенты, звучит так: «Какой вольфрамовый электрод лучше всего подходит для моего приложения?»
Выбор правильного вольфрама имеет решающее значение для успешной сварки TIG. Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Ниже приведены некоторые из наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG постоянным током, TIG-AC и плазменной сварки:
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20
Основной оксид: . 2,7–2. % Оксид тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.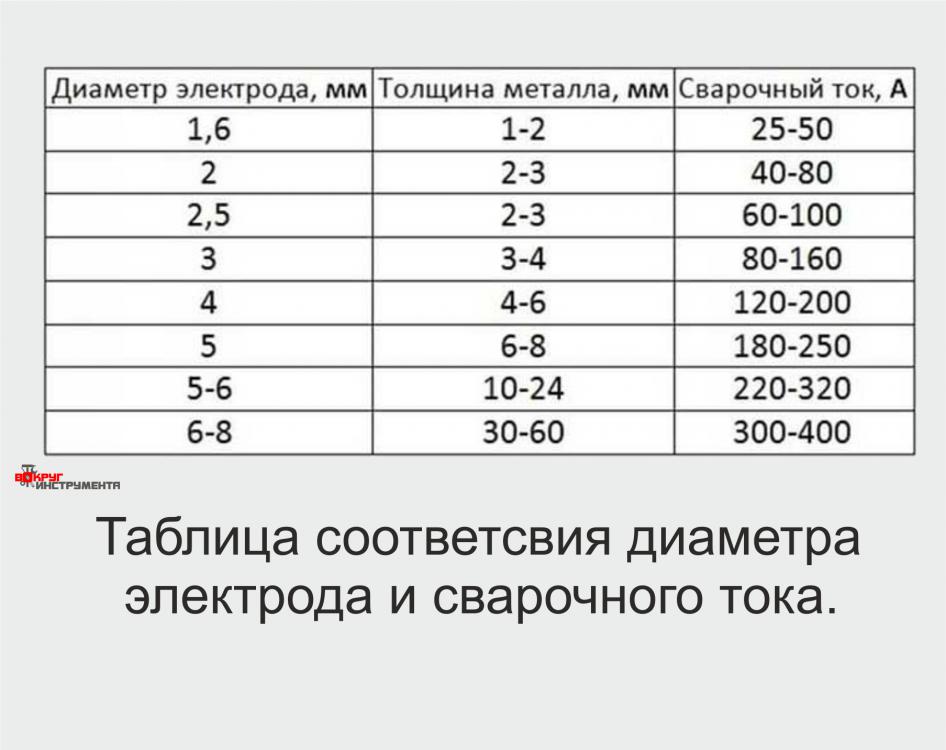
0,8% ЦИРКОНИРОВАННЫЙ (БЕЛЫЙ) EWZr-8/WZ8
Основной оксид: 0,7–0,9% оксид циркония
Нерадиоактивный . Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНИРОВАННЫЙ (ЗОЛОТО) EWLa-1.5/WL15
Основной оксид: 1,3–1,7% Оксид лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (d/c) в качестве альтернативы 2% торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
2% CERIATED (СЕРЫЙ) (ранее оранжевый) EWCe-2/WC20
Основной оксид: 1,8–2,2% оксид церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ (ЗЕЛЕНЫЙ) EWP/WP
Основной оксид: Нет
Нерадиоактивный. Содержит 99,50% вольфрама. Хорошо подходит для использования с переменным током (a/c) для алюминиевых сплавов и магниевых сплавов в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
2% LANTHANTED (СИНИЙ) EWLa-2/WL20
Основной оксид: 1,8–2,2% Оксид лантана
Нерадиоактивный. Лучший электрод общего назначения для переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
LayZr™ (ШАРТРЕЗ) EWG
Основные оксиды: 1,5 % лантана, 0,08 % циркония, 0,08 % оксидов иттрия
Нерадиоактивные. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (a/c) или постоянным током (d/c) из-за допуска низкого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Вольфрамовая заготовка
В зависимости от типа вольфрамового электрода вольфрамовая заготовка может иметь шаровидную, заостренную или усеченную форму. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, подайте переменный ток, рекомендованный для диаметра электрода, и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера.