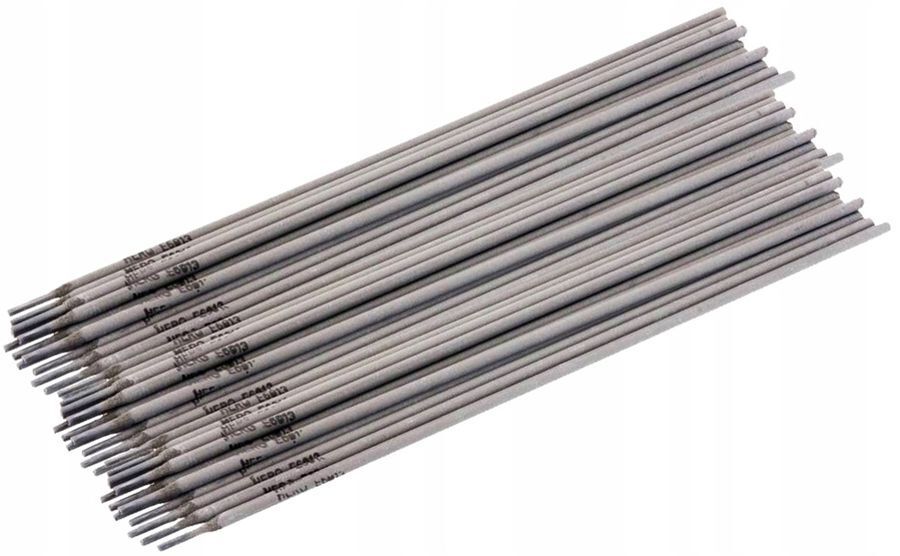
Электроды по нержавейке, для сварки нержавеющих сталей: маркировки, марки, какими варить
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Такое явление является причиной значительного снижения надежности сварного шва.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.
Сварщик самостоятельно должен подбирать электроды в зависимости от толщины соединяемых заготовок, их состава, а также особенности эксплуатации сварных конструкций.
Рекомендации по сварке:
- если перегревать металл выше +500 0С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 0С – +500 0С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 0С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 0С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.


Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.

В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока. [ads-pc-2][ads-mob-2]
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
[ads-pc-2][ads-mob-2]
Специфика расходных материалов
При сварке нержавеющей стали необходимо тщательно соблюдать технологию работы: от грамотного подбора электродов, сварочного режима, защитного газа, силы тока, зависит качество будущего соединения.
Оптимальным режимом сварки считают технологию соединения неплавящимся вольфрамовыми электродами в среде аргона. Данный метод отличается минимальным воздействием на поверхность, что снижает риск образования дефектов. Дело в том, что в состав нержавейки, независимо от ее вида, входит определенное количество хрома. При увеличении температуры свариваемой заготовки до 500 Сº, начинается процесс образования карбида хрома, который снижает пластичность шва и его стойкость к механическим воздействиям.
Маркировка электродов по нержавейке
На упаковке всех, без исключения, сварочных материалов присутствуют основные идентификационные сведения. Маркировка электродов для нержавейки также оснащена данной информацией, включающей следующие обозначения:
- тип, марка, диаметр и назначение электрода;
- толщина обмазки;
- полярность;
- настройка напряжения;
- переменный или постоянный ток.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.

От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Электроды для нержавеющих сталей и черного металла
Безусловно сваривание данных материалов возможно. Однако, сварка черного и нержавеющего металла имеет свои сложности. Основная проблема – разнородность этих металлов. Для получения качественного шва применяют сваривание трех типов:
- сварка электродами с покрытием;
- соединение вольфрамовыми неплавящимися расходниками;
- в среде защитного газа, чаще всего используется аргон.
Для проведения сварки первого типа используют следующие электроды для сварки нержавейки с черной сталью:
Электроды ОЗЛ-312.
ЭА-395/9 предназначены для работы с ответственными конструкциями.
ОЗЛ-312 подходят для соединения сталей с неизвестным составом и при необходимости высокой прочности шва.
Также существует возможность использования марок АНЖР-1 и АНЖР-2 для сваривания разнородных сталей.
Однако, лучше всего соединять нержавейку и черный металл методом аргоновой сварки. Аргон в подобных случаях выполняет важную функцию – обеспечение защиты рабочей зоны от чрезмерного насыщения азотом, а, соответственно, и от окисления. Чтобы сварной шов получился надежным пруток следует держать перпендикулярно к поверхности.
Исходя из вышеперечисленной информации можно сделать вывод, что для сварки нержавейки с черным металлом используется распространенные сварочные материалы. Расходники данных марок можно приобрести у многих поставщиков и производителей.
Особенности сварочного процесса
На выбор технологии соединения значительное влияние оказывает толщина изделий. Например, детали толщиной 1,5-3 мм варят короткой дугой. Более толстые заготовки соединяют электрической сваркой со струйным переносом электродного материала.
Работы выполняются как постоянным, так и переменным током. Каждый способ имеет свои особенности.
Например, постоянный ток препятствует разбрызгиванию металла, что снижает расход электродного материала. Кроме того, повышается производительность и качественные характеристики шва.
Электроды для сварки нержавеющей стали 12Х18Н10Т
12Х18Н10Т является нержавеющей сталью аустенитного класса. Данная разновидность нержавейки наиболее распространена, применяется во многих отраслях промышленности: пищевая, химическая и фармацевтическая. Довольно часто из такого вида стали производят сварные аппараты и сосуды, трубы для трубопроводов.
Электроды ЦЛ-9 в упаковке.
Далее представлена информация, с помощью которой можно определить какими электродами варить нержавейку 12х18н10т.
Маркой, пользующейся наибольшим спросом, является ЦЛ-9. Сварка может проводится во всех пространственных положениях.
Электроды ОК 61.30 обладают несколькими достоинствами: хорошее формирование шва; легкое зажигание; самоотделение шлака.
Сварочные материалы НЖ-13 применяются в тех случаях, когда к наплавленному металлу предъявляются высокие требования стойкости против МКК.
ОЗЛ-14 – расходники, использующиеся, когда к металлу шва не предъявляются жесткие требования против МКК.
Коротко о технологии
Технологический цикл соединения нержавеющих элементов имеет массу нюансов, которые обусловлены особыми параметрами металла.
- Тонкостенные детали соединяют с помощью аргонодуговой сварки, во избежание прогаров.
- Электродуговая сварка отличается длиной дуги – она должна быть максимально короткой. Колебания во время выполнения работ недопустимы.
- Если толщина заготовки превышает 5 мм, соединение выполняется в два прохода.
Теплопроводность нержавеющей стали ниже, чем у прочих металлов. Для получения качественного шва необходимо использовать ток с большими параметрами.
При работе аргонодуговой сваркой избегайте попадания вольфрама в зону расплава – это приведет к разрушению структуры соединения. Рекомендуется производить отдельный розжиг дуги с последовательным переносом в зону контакта.
Рекомендуется производить отдельный розжиг дуги с последовательным переносом в зону контакта.
Можно ли электродами по нержавейке варить сталь
Марки электродов для нержавейки используются не только для обработки соответствующих сталей. Данные сварочные материалы возможно применять для сваривания обычной черной стали. Однако, такое сочетание не подходит для выполнения ответственных работ. Возможно образование коррозии как в рабочей, так и в околошовной зоне. К тому внешний вид соединения будет не на высшем уровне. Если же мастер все-таки решил прибегнуть к такому решению, рекомендуется производит сваривание точно и быстро.
Инструмент
Для проведения работ необходимо подготовить сварочный аппарат, дополнительные инструменты, расходники, проволоку определенного химического состава. Список требуемых приспособлений, материалов:
- Инверторный сварочный аппарат.
- Присадочная проволока из нержавеющей стали.
- Электроды (количество зависит от размеров шва, количества свариваемых деталей).

Отдельно необходимо поговорить о выборе электродов. Существует несколько основных типов расходных металлических стержней с особым покрытием:
- ОЗЛ-25Б — применяется для соединения жаропрочных сталей.
- НИАТ-5 — используется при сварке аустенитних материалов.
- ЦТ-28 — применяется для сваривания сплавов на основе никеля.
- Э50Ф — используется для соединения теплоустойчивых металлов.
Нельзя забывать про настройку сварочного материала. Принципы выбора режимов:
- При толщине детали в 1 мм, применяют постоянный ток силой до 60 А (электрод 2 мм по диаметру).
- При толщине заготовки 2 мм, выставляют переменный ток силой до 80 А (электрод 3 мм по диаметру).
- При толщине детали 4 мм, применяют постоянный ток силой до 130 А (электрод 4 мм).
Если сила тока будет слишком большой, материалы повредятся.
Инвертор с маской и электродами
Какими электродами варить нержавейку 1 мм.
Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков.
 Данный процесс имеет несколько сложностей:
Данный процесс имеет несколько сложностей:- сильный нагрев изделия может привести к прогоранию и образованию отверстия;
- высокая температура прогрева также может привести к изменению геометрии тонких листов;
- короткая дуга, с помощью которых производится соединение, при незначительном отрыве гаснет.
Данные проблемы могут значительно затруднить сварочные работы. Поэтому, чтобы избежать таких трудностей, очень важно знать какие электроды нужны для сварки нержавейки тонкой толщины.
ОК 63.34 предназначены для сваривания тонкого металла. Также марка отлично подойдет и для толстостенных изделий. Электроды характеризуются улучшенным шлакоотделением.
ОК 63.20 (на картинке) особенно востребованы для соединения труб и тонкого металла. Сварочный процесс происходит при кратковременном поджиге и гашении дуги.
[ads-pc-4][ads-mob-4]
Как проконтролировать качество соединения?
Существует три способа проверки шва:
- Покрыть поверхность соединения керосином. Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
- Второй вариант попытки — применение ацетона. Он наносится точно так же, как и керосин. Проступившие на другую сторону шва капельки говорят о наличии микротрещин, сквозных отверстий.
- Промышленный метод проверки прочности швов — гидравлический способ. После его проведения, требуется осмотреть соединение визуально. Если появились дефекты, деталь бракуется.
 Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.Если мастер знает, что соединение получилось слабым, он не будет применять методы проверки, связанные с разрушением деталей. Любые неровности, трещины, углубления указывают на неправильное проведение работ.
Ацетон для проверки шва
Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 – синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 – сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит
Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.

Грамотный выбор расходного материала – залог надежного и качественного соединения.
Вместо заключения, рекомендуем ознакомиться с видео по теме.
Какие электроды для нержавейки лучше
Ответить на поставленный вопрос очень сложно. Каждый сварщик отдает предпочтение своему расходнику и самостоятельно определяет какими электродами можно варить нержавеющую сталь. Некоторые бренды выделяются из всего многообразия представленных торговых марок. НЕРО, Монолит, УОНИ являются одними из лидеров рынка. Потребители характеризуют их продукцию следующим образом – “хорошие и качественные электроды”.
Видео
Предлагаем вам самим посмотреть подборку роликов с разными марками и их использованию по нержавейке.
Подготовка
Неопытные сварщики часто пренебрегают качественной подготовкой поверхности, за что потом расплачиваются повторным проведением работ. Для нержавеющей стали она заключается в тщательном обезжиривании зоны контакта ацетоном или другим растворителем.
При выборе оборудования следует помнить, что электрической дугой разрешено варить при толщине до 3 мм, тогда как для полуавтоматической сварки в среде защитного газа подобные ограничения отсутствуют.
Избегайте резких движений при работе – это нарушает защитный слой, что приводит к проникновению кислорода вглубь сварочного шва, активизируя процессы коррозии.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Классификация высоколегированных сталей
Прежде чем приступить к вопросу выбора электродов для сварки нержавейки, необходимо определиться с самим понятием этого материала. Народная терминология делит все стали на два основных класса — рассматриваемую нержавейку и так называемую чернуху. Известными большинству признаками, отличающими нержавейку от чернухи, являются:
- внешний вид — нержавейка блестящая (хотя не всегда), без следов окалины и коррозии;
- вязкость и меньшая твердость, что легко определяется зубилом, напильником, сверлом, ножовкой или абразивным кругом;
- народным методом является также проба магнитом — нержавейка не магнитится, что также не всегда соответствует истине.
Приведенного багажа знаний явно недостаточно для выполнения такого ответственного соединения, как сварное, также недопустимо охватывать одним термином многочисленную группу сталей, классифицируемых ГОСТом как нержавеющие.

К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
Официальным документом, регламентирующим классификацию нержавеющих сталей, является межгосударственный стандарт ГОСТ 5632–14 . В соответствии с его определениями к легированным нержавеющим сталям относятся стали с содержанием хрома не менее 10,5% и содержанием углерода не более 1,2%, к коррозионно-стойким сталям и сплавам — обладающие стойкостью против любых видов коррозии (химической, электрохимической, межкристаллитной, коррозии под напряжением и других).
Классы нержавеющей легированной стали
Конкретное назначение и область применения стали определяется ее внутренней структурой — химическим составом и типом кристаллической решетки, которые в свою очередь также зависят от метода плавки, термообработки, прокатки. Не углубляясь в теорию металловедения, приведем деление легированных нержавеющих сталей на структурные классы в соответствии с ГОСТ 5632–14 :
- мартенситный;
- мартенситно-ферритный;
- ферритный;
- аустенитно-мартенситный;
- аустенитно-ферритный;
- аустенитный.

Структура стали во многом определяет и такое ее технологическое качество, как свариваемость. Наличие хрома в высоколегированных коррозионно-стойких сталях определяет характерное для них понятие «межкристаллитная коррозия». При сварке на границе зон термического влияния образуются зернистые структуры карбида хрома с пониженной прочностью и склонностью к хрупкому разрушению. Это качество во многом определяет специальные требования к технологии сварки данных сталей и сварочным материалам для ее выполнения.
Маркировка нержавейки
Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Не перечисляя все химические элементы, приведем обозначения некоторых, характерных для нержавеющих сталей: Х — хром, Н — никель, Т — титан, В — вольфрам, М — молибден. Легирующими элементами могут быть и неметаллы. В обозначениях многих сталей по ГОСТ 5632–14 можно увидеть буквы, А — азот, Г — марганец, Е — селен.
Как видим, обозначение нержавейки несет в себе информацию о ее химическом составе, который в основном определяет и химический состав применяемых сварочных материалов.
Предотвращение дефектов и дополнительная информация
Для предотвращения дефектов сварных соединений следует соблюдать все требования межгосударственных стандартов и прочих нормативных документов, которые содержат указания по специфике работы. Данное утверждение справедливо не только для нержавеющей стали, но и для прочих работ.
Нарушение технологического процесса могут привести не только к дефекту соединения, но и к производственному травматизму.
Основные требования таковы:
- Избегайте превышения температурного режима.
- Не допускайте изменения длины электрической дуги во время работы.
- Используйте приспособления для отвода излишков тепла.
- Все заготовки, толщиной до 5 мм, обрабатываются за один проход.

Помните, что оптимальной температурой считается + 500 Сº. Допустимая погрешность составляет 5 %.
Этапы
Не рекомендуем допускать к работе новичков. Нержавейка – это не тот материал, со сварки которого можно приступать к профессиональной деятельности. Для достижения максимального результата материал шва, по своим физическим характеристикам и химическому составу, не должен отличаться от базового металла.
При домашних работах, скорее всего, будет использоваться инвертор, ввиду его доступности. Кроме того, он обладает дополнительным неоспоримым преимуществом – малым весом и неприхотливостью к питающей сети.
В процессе выполнения работ тщательно регулируйте температуру – в противном случае стержень очень быстро прогорит или шов потеряет качественные параметры.
Электроды для нержавеющей стали склонны к залипанию. Чтобы избежать подобных дефектов следует аккуратно подносить конец стержня к поверхности, без лишних движений.
Финишная обработка поверхности выполняется с помощью подручных средств, любым удобным способом. По завершению первичной очистки готовое соединение помещают в раствор кислоты, с целью окончательной очистки от побочных продуктов сварки.
особенности, технология, оборудование и электроды для выполнения
Время на чтение: 3 мин
475
Соединение деталей из однородных металлов методом сварки представляется обычным делом.
Но иногда требуется создать устойчивый сварной шов между элементами, выполненными из различных по химическому составу материалов, например, черным и легированным металлом — нержавейкой.
Проведение сварки нержавейки с черным металлом возможно с соблюдением некоторых технологических и предупреждающих условий.
Содержание статьиПоказать
- Сварка разнородных сталей
- Методы проведения операции
- Выбор метода
- Электроды
- Технология
- Техника безопасности
- Проверка соединения
Сварка разнородных сталей
 youtube.com/embed/2RrNVgJO76o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/2RrNVgJO76o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Соединение материалов с различным химическим строением подразумевает предварительный учет их свойств. Таковыми являются:
- разная теплопроводность коррозионно-стойких и черных сталей, что сказывается на неудовлетворительном расплавлении одной из сочленяемых деталей;
- коэффициенты теплового расширения разнятся размерностью обратной температуры, вследствие чего в соединенных участках остаются напряжения, влияющие на прочность шва;
- различные механические характеристики;
- степень легирования;
- миграция углерода из хромосодержащей стали приводит к образованию трещин, подверженности коррозийным процессам.
Специалисты не могут дать конкретных сведений для сварки материалов различных химических составов, в связи с большим их разнообразием. Рекомендуется придерживаться нескольких общих правил термической обработки черных и легированных металлов.
Условия проведения операции следующие:
- использовать технологию сварки высокопрочных сталей;
- работы проводятся квалифицированным сварщиком.
Однако в любом случае нужно знать химическую структуру обоих обрабатываемых элементов для подбора необходимых расходных материалов.
Методы проведения операции
Соединение коррозионно-стойких (нержавеющих) и черных металлов часто проходит с применением электрической сварки. Способ не требует сложных действий, что сказывается на простоте его проведения.
Но следует также учесть и относительную некачественность сварного валика.
Невысокая температура сварочной ванны сделает железо или чугун только вязким, нержавейка же будет растекаться по площади.
Поэтому говорить о формировании вертикального или потолочного шва не приходится. Получению надежного соединения будут способствовать переходные электроды.
Газовая сварка является более подходящим методом соединения железа или чугуна с нержавейкой, вследствие предотвращения текучести последней.
Присадкой послужит легированная проволока, использование флюса обеспечит лучший расплав углеродосодержащего материала.
Сваривание нержавейки и черного металла потребует предварительной подготовки обрабатываемых элементов и выполнения правил безопасности при использовании газовых баллонов.
Для получения хорошего сварного валика практикуется использование атмосферной регулируемой среды — аргона, который не требует применения нержавеющей проволоки.
Инертный газ защищает сварочную ванну от внешней атмосферы, не влияет на структуру материала.
Выбор метода
Прежде чем приступить к какому-либо способу сварки нержавейки и черного металла, нужно определить выполняемую задачу.
Для соединения разнообразных по химической структуре материалов в домашней мастерской подойдет дуговая сварка нержавеющими электродами.
Промышленное производство выдвигает повышенные требования к металлическим соединениям, из-за их подвергания большим нагрузкам. В этом случае нужно выбрать газовую горелку.
В этом случае нужно выбрать газовую горелку.
Электроды
Степень легирования электрода должна быть выше показателя обрабатываемого элемента.
Для этого подойдут следующие токопроводящие стержни:
- Э50A — операции с теплоустойчивыми сталями;
- HИAT — жаропрочными;
- OЗЛ-25Б — аустенитной нержавейкой.
Марка ЦT-28 предназначена для работы с металлами, содержащими значительную добавку никеля.
Технология
Получению качественного валика будет способствовать подготовительная процедура. Последняя состоит в следующем:
- Поверхность деталей тщательно очистить щеткой с жесткой щетиной либо наждачным полотном.
- Убрать ветошью оставшуюся пыль.
- Положить детали в строго горизонтальном положении.
- Нанести на предполагаемые участки соединения флюс.

Плавление с помощью инвертора происходит точными движениями, по причине начала расплава нержавейки, а затем железа или чугуна.
Подобная рекомендация применима и к операции с газовой сваркой. Полученный шов между нержавейкой и черным металлом должен быть широким и глубоким, что способствует увеличению однородности материалов.
Техника безопасности
Термическая обработка легированной стали (нержавейки) и черного металла выделяется возможным разбрызгиванием расплавленной области.
Поэтому работу нужно проводить в защитном костюме, маске, перчатках. При случайном попадании брызг на кожу, образуется сильный ожог.
Проверка соединения
После завершения полной кристаллизации, шов между нержавейкой и черным металлом следует проверить на прочность. Для этого подойдут следующие способы:
Для этого подойдут следующие способы:
- визуальный осмотр деталей;
- нанести на валик керосин, при отсутствии герметичности следы жидкости появятся на обратной стороне соединения;
- использование ацетона с ярким красителем также проверяет однородность структуры шва.
Промышленные предприятия используют более надежный способ проверки — гидравлический, путем испытания конструкции давлением.
Электроды для сварки нержавейки с черным металлом в Томске
Каталог
Электрод / Сварочные электроды Монолит для сварки 2,5 мм черных металлов нержавейки с черным
659
1496
в магазин
Электроды сварочные Арсенал МР-3, 3мм, пачка 2,5 кг / для сварки 3 мм черных металлов нержавейки с черным
1899
3200
в магазин
Электрод / Сварочные электроды Монолит для сварки 2 мм черных металлов нержавейки с черным
707
1709
в магазин
Холодная сварка «Abro» чёрная/Холодная для металла термостойкая Электроды нержавейки с черным
315
470
в магазин
349
598
в магазин
Арсенал — Монолит/Электрод / Сварочные электроды / Электроды для сварки 2,5 мм / Электроды для черных металлов нержавейки с черным
673
990
в магазин
ELITECH / электроды для сварки 3 мм ELITECH 1 кг по черному металлу российские, ELITECH нержавейки с черным
522
в магазин
Электроды «УЭЗ», INOX 61. 30, d=3 мм, 5 шт., аналог ОК 61.30, для сварки нержавеющих сталей./В упаковке шт: 1 мм: 3 Вес, кг: 0.16 Диаметр электрода
30, d=3 мм, 5 шт., аналог ОК 61.30, для сварки нержавеющих сталей./В упаковке шт: 1 мм: 3 Вес, кг: 0.16 Диаметр электрода
684
Подробнее
Ресанта / Электроды сварочные МР-3 д.3,0мм, пачка 3кг, для сварки черных металлов 71/6/21 Ресанта 17377925 купить в интернет-магазине Wildberries нержавейки с черным
1375
в магазин
Ресанта / Электроды сварочные МР-3 д.3,0мм, пачка 1кг, для сварки черных металлов 71/6/20 Ресанта 17377922 купить в интернет-магазине Wildberries нержавейки с черным
714
в магазин
Арсенал — Монолит / Электрод / Сварочные электроды / Электроды для сварки 3 мм / Электроды для черных металлов, Арсенал — Монолит нержавейки с черным металлом
778
в магазин
Ресанта / Электроды сварочные МР-3 д.
1375
в магазин
Арсенал — Монолит/Электрод / Сварочные электроды / Электроды для сварки 2 мм / Электроды для черных металлов нержавейки с черным
758
1115
в магазин
Точечная сварка листового металла конструкционная сталь 1,5+1,5 мм Электроды для нержавейки с черным
4
в магазин
Холодная сварка ELTRANS EL-1221.01 двухкомп для стали и черных металлов 2х10г 30мин Электроды нержавейки с черным
238
в магазин
Сварка холодная 62г черная ALL Электроды для нержавейки с черным металлом
140
в магазинХолодная сварка ABRO STEEL AS-224-R черная 57 г универсальная в виде бруска (холодная сварка для металла, эпоксидный клей, эпоксидная шпаклевка) Made in U. S.A. AS-224-R Электроды нержавейки с черным металлом
S.A. AS-224-R Электроды нержавейки с черным металлом
399
в магазин
Сварка аргонодуговая цветных металлов и нержавейки Электроды для с черным
175
в магазин
Холодная сварка ABRO STEEL AS-224-R черная 57 г универсальная в виде бруска (холодная сварка для металла, эпоксидный клей, эпоксидная шпаклевка) Made in U.S.A. AS-224-R Электроды нержавейки с черным металлом
249
в магазин
ЗУБР электрод сварочный с рутловым покрытием МР-3, тип Э46, прочность на растяжение не менее 470 МПа, для ММА сварки, d 3.0 мм, 1 кг., 40011-3.0 а: 80-140 -Напряжение холостого хода
448
Подробнее
Холодная сварка «Abro» чёрная/Холодная сварка для металла термостойкая Электроды нержавейки с черным
315
470
в магазин
ELITECH / электроды ELITECH 1 кг по черному металлу российские, ELITECH для сварки нержавейки с черным
506
в магазин
ЗУБР электрод сварочный ЗОК-46 с рутил-целлюлозным покрытием, для ММА сварки, d 2.![]() 5 х 350 мм, 1,5 кг в ПВХ тубе, Профессионал.
5 х 350 мм, 1,5 кг в ПВХ тубе, Профессионал.
992
Подробнее
Добро пожаловать в Arcos Industries, LLC
Нержавеющие сплавы Независимо от того, нужны ли вам коммерческие или специально протестированные продукты, на наших полках имеется полная линейка электродов из нержавеющей стали и электродов с покрытием, все доступны с сертификацией последняя спецификация AWS. Большинство продуктов протестированы в соответствии с последними спецификациями ASME Section III и Military и доступны для немедленной отгрузки. Электроды Arcos упакованы в герметичные металлические банки диаметром 3/32″, 1/8″, 5/32″ и 3/16″. Типы -15, -16 и -17 доступны со склада. Доступны сплавы с неизолированной проволокой диаметром от 0,020 дюйма до 0,187 дюйма. Материал упакован как — 2, 10, 30, 33 и 40 фунтов катушки; Пакеты Premier на 250, 500 и 800 фунтов; Катушки 50 или 60 фунтов для дуговой сварки под флюсом. 12″, 14″, 18″ и 36″ TIG-проволока маркируется одинарным флажком, двойным флажком или печатается струйной печатью. Специальные требования к цветовому кодированию и маркировке доступны по запросу. Щелкните здесь, чтобы загрузить брошюру Arcos из нержавеющей стали. Доступны стандартные сплавы с низким содержанием углерода, высоким содержанием углерода или высоким содержанием кремния:
|




 Превосходные коррозионные характеристики и стойкость к растрескиванию являются основными преимуществами этого сплава.
Превосходные коррозионные характеристики и стойкость к растрескиванию являются основными преимуществами этого сплава.SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по темам
- Биомедицинские и биологические науки.
- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки
 и гуманитарные науки
и гуманитарные наукиЖурналы по тематике
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Информатика и связь
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Подача документов
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Методика прогнозирования маломощных песчаниковых коллекторов, затронутых двойным угольным пластом()
Сюэчэн Цзя, Фэн Чжан, Сяоган Ли, Баокюань Чжан, Хунъюй Цзян, Сяомин Чжан
Открытый журнал Yangtze Oil and Gas Том 7 № 4, 14 октября 2022 г.
DOI: 10.4236/ojogas.2022.74013 1 загрузок 11 просмотров
Сравнение практики смешанного обучения и традиционного преподавания патофизиологии на основе развития способности медицинского мышления ()
Делин Чжан, Ке Ли, Юнмин Лю, Юйчен Ся, Ци Цзян, Фанфан Чен, Пэнфэй Сюй, Хэн Сунь, Цзюнь Ли, Сяохуа Хэ, Лэй Вэй
Творческое образование Том 13 № 10, 14 октября 2022 г.
DOI: 10.4236/ce.2022.1310202 2 загрузки 17 просмотров
Биометрическая оценка размеров передних зубов верхней челюсти в популяции САР Гонконг()
Хо Инь Чан, Брайан Дж.
МилларОткрытый журнал стоматологии Том 12 №10, 14 октября 2022 г.
DOI: 10.4236/ojst.2022.1210024 1 загрузок 11 просмотров
Построение и применение онлайн-системы оценки эффективности преподавания «Золотой курс» с точки зрения коннективизма()
Ханьюэ Чжан, Чжао Лян, Гуйли Чжан, Инлун Юй
Открытый журнал социальных наук Том 10 № 11, 14 октября 2022 г.
DOI: 10.4236/jss.2022.1011009 2 загрузки 16 просмотров
Быстрое снижение и последующее повышение уровня триглицеридов в сыворотке, сопровождаемое CD36 Увеличение транскрипта в модели острого стресса на мышах ()
Рэйко Секи, Рику Мияваки, Акане Мацуда, Казухиса Нисидзава
Journal of Biosciences and Medicines Vol.
10 No.10, 14 октября 2022 г.DOI: 10.4236/jbm.2022.1010007 2 загрузки 15 просмотров
Питательная ценность четырех сортов люцерны, посаженных в два типа почвы на исследовательской станции Батерст, Восточная Капская провинция, Южная Африка()
Мхлангабези Солонци, Мфундо Факама Макубела, Йохан Адам ван Никерк, Ян Виллем Свейнпол, Гидеон Джордаан, Унати Гулва, Сив Токозвайо
Сельскохозяйственные науки Том 13 № 10, 14 октября 2022 г.
DOI: 10.4236/as.2022.1310064 3 загрузки 18 просмотров

 Миллар
Миллар 10 No.10, 14 октября 2022 г.
10 No.10, 14 октября 2022 г.Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
Бесплатные информационные бюллетени SCIRP
Copyright © 2006-2022 Scientific Research Publishing Inc. Все права защищены.
верхнийИспользуемый электрод из аустенитной нержавеющей стали
Аустенитная нержавеющая сталь Типы сварки Точки выбора электрода:
Нержавеющая сталь в основном используется для коррозионно-стойких, а также в качестве жаропрочных сталей и низкотемпературных сталей. Поэтому при сварке нержавеющей стали производительность электрода должна соответствовать использованию нержавеющей стали. Электрод из нержавеющей стали и основной материал должны быть основаны на рабочих условиях (включая температуру и воздействие среды и т. д.) для использования.
Электрод из нержавеющей стали и основной материал должны быть основаны на рабочих условиях (включая температуру и воздействие среды и т. д.) для использования.
1, как правило, выбор материала электрода может относиться к основному металлу, выбору компонента из основного металла и тому же или подобному электроду. Например: A102 соответствующий 0Cr19Ni9; А137 соответствует 1Cr18Ni9Ti.
2, содержание углерода на коррозионную стойкость нержавеющей стали оказывает большое влияние, поэтому обычно используемое содержание углерода в наплавленном металле не выше, чем в основном материале электрода из нержавеющей стали. Если вы должны использовать электроды A022 316L.
3, должны быть гарантированы механические свойства металла сварного шва из аустенитной нержавеющей стали. Может быть подтверждено квалификацией процедуры сварки.
4, для работы с высокотемпературной жаропрочной нержавеющей сталью (аустенитной жаропрочной сталью) выбор электрода должен обеспечивать соответствие основной термической трещиностойкости металла шва и сварных соединений высокотемпературного исполнения.
(1) из Cr / Ni ≥ 1 из аустенитной жаропрочной стали, такой как 1Cr18Ni9Ti и т. Д., Как правило, используются аустенитно-ферритные сварочные прутки из нержавеющей стали для сварки металлического феррита, содержащего 2-5%. Содержание феррита слишком низкое, металл сварного шва растрескивается и плохо; при слишком высокой температуре или длительном использовании при высокотемпературной термообработке легко образуется охрупчивание σ-фазы, что приводит к трещинам. Например, А002, А102, А137.
В некоторых специальных применениях может потребоваться использование полностью аустенитного металла сварного шва, например электроды A402, A407 и так далее.
(2) Cr / Ni <1 стабильность аустенитной жаропрочной стали, такой как Cr16Ni25Mo6 и т. д., как правило, должна обеспечивать наплавленный металл и основной металл с аналогичным химическим составом примерно в одно и то же время, увеличение металл сварного шва Mo, W, Mn и другие элементы содержания, делая тепло, чтобы обеспечить прочный металл сварного шва, в то же время улучшают стойкость к растрескиванию сварного шва. Например, использование A502, A507.
Например, использование A502, A507.
5, для работы в различных агрессивных средах при коррозионной стойкости нержавеющей стали температура должна быть средней для выбора электрода и работы, а также для обеспечения его устойчивости к коррозии (коррозия сварных соединений, чтобы сделать тест).
(1) При рабочей температуре более 300°С, при наличии сильных коррозионных сред, должны быть стабилизированы элементами Ti или Nb или электродом из сверхнизкоуглеродистой нержавеющей стали. Например, A137 или A002.
(2) среды, содержащие серную кислоту или соляную кислоту, часто используемые с электродами из нержавеющей стали, содержащими молибден и медь, или молибден, например: A032, A052 и так далее.
(3) работа, коррозионное загрязнение слабое или просто во избежание коррозии оборудования, может использовать сварку из нержавейки Ti или Nb.
Для обеспечения стойкости металла шва к коррозии под напряжением применяют ультралегированные сварочные материалы, чтобы коррозионная стойкость металла шва легирующими элементами (Cr, Mo, Ni и др. ) была выше, чем у основного металла. Например, использование сварочного материала 00Cr18Ni12Mo2 (например, A022) для сварки 00Cr19Ni10.
) была выше, чем у основного металла. Например, использование сварочного материала 00Cr18Ni12Mo2 (например, A022) для сварки 00Cr19Ni10.
6, для работы в условиях низких температур, аустенитной нержавеющей стали, сварные соединения должны быть использованы для обеспечения температуры низкотемпературной ударной вязкости, поэтому чистые аустенитные электроды. Такие как А402, А407.
7, также можно использовать электроды из низколегированной стали на основе никеля. Например, использование сварочных материалов с содержанием молибдена 9% для сварки сверхаустенитной нержавеющей стали на основе никеля Mo6.
8, выбор электрода с типом кожи:
(1) Сам металл сварного шва из двухфазной аустенитной стали содержит определенное количество феррита, с хорошей пластичностью и ударной вязкостью, трещиностойкостью металла сварного шва с точки зрения сравнения, щелочной кожа кожи снадобья с типом титана кальция В отличие от разницы заварки электрода стали углерода как существенное. Таким образом, в практических приложениях, от производительности сварки, сосредоточьтесь больше, в основном на коде типа кожи 17 или 16 электрода (например, A102A, A102, A132 и т. д.).
Таким образом, в практических приложениях, от производительности сварки, сосредоточьтесь больше, в основном на коде типа кожи 17 или 16 электрода (например, A102A, A102, A132 и т. д.).
(2) только в жесткой структуре с большой трещиной или плохим металлом сварного шва (например, в некоторых мартенситных хромистых нержавеющих сталях, чисто аустенитных хромоникелевых нержавеющих сталях и т. д.) только при рассмотрении вопроса о выборе препарата под кодовым названием 15 кожи электрод из нержавеющей стали кожи щелочной препарат (например, A107, A407 и т.д.).
Таким образом, аустенитные нержавеющие стали имеют свои уникальные характеристики, выбор сварочного электрода из аустенитной нержавеющей стали особого внимания, единственный способ добиться реализации различных материалов для различных методов сварки и различных материалов электрода, электрод из нержавеющей стали должен быть основан на основной металл и условия работы (включая температуру и контактную среду и т. д.) для использования.