Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
Главная » Помощь » Советы и идеи » Как выбрать вольфрамовые электроды
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
Современный мир развивается очень динамично. Это касается многих сфер жизни, в том числе и области сварки. Если несколько лет назад аргонодуговая сварка неплавящимся вольфрамовым электродом была уделом специалистов узкого профиля и высочайшей квалификации, то теперь её могут позволить себе практически все, кто зарабатывает сварочным ремеслом на жизнь, или просто часто использует сварку. Сейчас уже многим сварщикам известно, что добиться швов высочайшего качества и при этом получить эстетически красивый продукт можно именно при использовании TIG-сварки. Она проигрывает механической полуавтоматической сварке (MIG) в скорости, но значительно превосходит по качеству и надежности. А также охватывает все сферы использования сварки (все технически сложные виды работ, в том числе сварка алюминия, будут лучше выполнены именно при использовании аргонодуговой сварки).
При освоении аргонодуговой сварки обычно много времени уделяется выбору сварочного аппарата. Но какой элемент не менее важен? От чего будет зависеть качество сварочного шва? Правильный ответ — вольфрамовый электрод! Можно сказать, что аргонодуговая сварка напрямую зависит от всех компонентов: мастерства сварщика, уровня аппарата, правильного подбора неплавящегося электрода и присадочного материала.
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, WL—15 и WL—20. Классический тип электродов — для сварки на постоянном токе. К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе, WP, WZ-8.
WC-20
Вольфрамовые электроды WC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
WL-15
Вольфрамовые электроды WL—15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20), легкий поджиг дуги.
Электроды марки WL—15 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
WL-20
Вольфрамовые электроды WL—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды марки WL—20 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
WT-20
Вольфрамовые электроды WT—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
WY-20
Вольфрамовые электроды WY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия) относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
WP
Вольфрамовые электроды WP (в состав входит не менее 99,5% чистого вольфрама) предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
WZ-8
Вольфрамовые электроды WZ-8 (в состав входит не менее 0,8% оксида циркония) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности . Заточка электрода производится в виде шарика (скругление).
В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности . Заточка электрода производится в виде шарика (скругление).
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
12.02.2021
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Существует три категории вольфрамовых электродов:
- Электрод переменного тока (WZ, WP)
- Электрод постоянного тока (WY, WT)
- Универсальный электрод (WL, WC)
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, WL—15 и WL—20. Классический тип электродов — для сварки на постоянном токе. К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе — это WP и WZ-8.
Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе — это WP и WZ-8.
Вольфрамовые электроды WC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
WL-15
Вольфрамовые электроды WL—15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20), легкий поджиг дуги.
Электроды марки WL—15 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электроды WL—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды марки WL—20 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электроды WT—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
WY-20
Вольфрамовые электроды WY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия) относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Вольфрамовые электроды WP (в состав входит не менее 99,5% чистого вольфрама) предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
Вольфрамовые электроды WZ-8 (в состав входит не менее 0,8% оксида циркония) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности. Заточка электрода производится в виде шарика (скругление).
Плазморезы с AliExpress →
Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
ГлавнаяБлогВольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
произведены сварочные электроды:
|
Разновидность (маркировка) |
Параметры |
Расцветка |
|
WP |
Вольфрам максимальной чистоты (содержится минимум 99,5% данного элемента в общем объеме) |
Зеленый |
|
WC-20 |
Легирование с добавлением 2% церия, чтобы существенно повысить токовые нагрузки |
Серый |
|
WY-20 |
Добавлено 2% иттрия |
Темно-синий |
|
WZ-8 |
Добавлено 0,8% циркония |
Белый |
|
WT-10 |
Содержит 1% тория. |
Желтый |
|
WT-20 |
Содержит 2% тория. Может нанести вред здоровью людей из-за радиоактивности, потому работать с электродами можно только при наличии вентиляции принудительного типа |
Красный |
|
WT-30 |
Включает 3% тория. Необходимо учитывать риски для здоровья работников и оснастить помещение принудительной вентиляцией |
Фиолетовый |
|
WT-40 |
Содержание тория – 4%. Чтобы избежать причинения вреда здоровью работников и для исключения радиоактивного облучения в помещении нужно установить вентиляцию принудительного типа |
Оранжевый |
|
WL-10 |
Включает 1% лантана в виде присадки |
Черный |
|
WL-15 |
Добавлено 1,5% лантана в роли присадки |
Золотой |
|
WL-20 |
Уровень содержания добавленного лантана составляет 2% |
Синий |
 Элемент обладает свойством радиоактивности, поэтому способен причинить вред здоровью человека, а работа с такими электродами должна вестись в помещениях, оборудованных принудительной вентиляцией
Элемент обладает свойством радиоактивности, поэтому способен причинить вред здоровью человека, а работа с такими электродами должна вестись в помещениях, оборудованных принудительной вентиляцией
Кроме того, в названии каждого электрода через тире указывается второй блок цифр, кодирующий в миллиметровом выражении длину прута.
Вольфрамовые электроды для аргонодуговой сварки рассчитаны на применение в самых разных сферах и отраслях промышленности. Предназначение конкретной марки обуславливается химическим составом материалов, из которых изготовлены свариваемые детали, а также разновидностью тока и техникой безопасности:
- WY – предназначены для создания дуги максимальной устойчивости, вот почему именно этому типу электродов отдается предпочтение, когда нужно выполнить сварку с гарантированным получением прочного шва.
- WC – подходят для сваривания металлических и сплавных компонентов с высокой тугоплавкостью (танталовых, медных, титановых, молибденовых, а также легированных сталей).
- WP – с их помощью сваривают детали из алюминиевых, магниевых и никелевых сплавов при использовании переменного тока.
- WZ – предназначены для соединения алюминиевых и магниевых элементов, а также деталей из сплава меди с алюминием, и иных легкоплавких компонентов.

- WL – оптимальны для напыления, также подойдут для плазменной резки и иных манипуляций с листовой сталью небольшой толщины (обыкновенной либо легированной).

Чтобы можно было работать с электродами разновидности WT, сначала потребуется оборудовать на рабочем месте специализированную вытяжную вентиляцию, поскольку из-за высочайшей температуры в окружающий воздух начнут поступать вредоносные испарения токсичного тория, который из-за радиоактивности способен причинить немалый ущерб здоровью сварщиков.
Как выбрать подходящий электрод
Чтобы подобрать оптимальную разновидность электрода для конкретных работ, нужно обращать внимание не только на его
- насколько легко и быстро воспламеняется дуга;
- насколько стабильно горит дуговой разряд при изменении зазора между стержневым концом и краями свариваемых элементов;
- величина максимально разрешенных токовых нагрузок;
- рассчитан ли он на применение постоянного либо переменного тока в ходе сварочных работ.

Точные сведения обо всех типах электродов из вольфрама можно отыскать в специальных справочниках, содержащих информацию о термообработке металлов и сплавов.
Уровень давления, создаваемого электрической дугой на скрепляемых элементах, в значительной степени определяется геометрией кончика стержня. Грамотно выбранная разновидность заточки даст возможность получить правильный сварной шов. Если маркировка электрода содержит литеры WP или WL, его кончик, как правило, идеально круглый, а вот пруты с буквами WT округляются минимально. Обточка конца стержня может быть 15º, 35º, 45º, 60º, 90º, 120º или 180º.
Концы электродов могут обтачиваться при помощи:
- индустриального заточного устройства станкового типа;
- специализированной шлифовальной машины;
- электрического точила с ручной подачей, предназначенного для бытового применения.
Кроме того, могут использоваться современные технологии получения необходимой формы под действием химреактивов.
все, что вы хотели знать
Сейчас в магазинах представлен широкий выбор электродов для сварки. Все они отличаются характеристиками, качеством и, конечно, ценой. Порой продавец в магазине предлагает на его взгляд хорошие электроды для сварки, а на деле оказывается, что их качество не устраивает вас в работе. Начинающим сварщикам непросто разобраться в таком разнообразии, поэтому многие приобретают наиболее бюджетные комплектующие, что не всегда является верным решением.
Мы проанализировали отзывы профессиональных мастеров и составили рейтинг электродов, которые сделают сварочный процесс качественнее и эффективнее. Здесь мы расскажем, какие хорошие электроды для сварки стоит выбрать новичку и какие сварочные электроды лучше для выполнения широко спектра задач.
Содержание статьи
- Популярные производители
- Сварочные электроды с основным покрытием
- УОНИ 13/55
- Kobelco LB-52U
- ОЗЛ-8
- Сварочные электроды с рутиловым покрытием
- Lincoln Electric Omnia 46
- ESAB-SVEL OK 46. 00
- Ресанта МР-3
- Вместо заключения
 00
00Популярные производители
Электроды самого разного качества производят во всем мире: начиная от России и Китая, заканчивая Америкой и Германией. Зарубежные стержни, как правило, стоят дороже отечественных, но многие сварщики считают, что наша продукция не так плоха, как принято говорить.
Приобретая, скажем, американские электроды вы можете быть уверены в их качестве и хорошем результате работы, но за это нужно платить вдвое больше. И в то же время, приобретая российские электроды вы получаете более низкую цену, но вместе с ней и менее строгий контроль качества на производстве. Электроды какой страны лучше остальных — это давняя тема для спора.
Мы не будем утверждать, что отечественные электроды однозначно хуже, предоставим вам этот выбор. Мы лишь расскажем о лучших электродах, которые нам удалось испробовать. Итак, какие электроды мы рекомендуем к покупке? Судя по отзывам и нашему опыту самые лучшие электроды для сварки производят торговые марки ESAB, Kobelco, Ресанта, УОНИ и Lincoln Electric. Какие-то производители специализируются на изготовлении электродов одного типа, а какие-то производят стержни и с основным, и с рутиловым покрытием.
Итак, какие электроды мы рекомендуем к покупке? Судя по отзывам и нашему опыту самые лучшие электроды для сварки производят торговые марки ESAB, Kobelco, Ресанта, УОНИ и Lincoln Electric. Какие-то производители специализируются на изготовлении электродов одного типа, а какие-то производят стержни и с основным, и с рутиловым покрытием.
Сварочные электроды с основным покрытием
УОНИ 13/55
Начнем с модели 13/55 от компании УОНИ. Эти электроды используются для сварки с постоянным током. Мы рекомендуем их для сварки сложных металлических конструкций с повышенными требованиями к качеству сварных швов. Отличительная особенность данной модели — обмазка, выделяющая углекислый газ при горении. Благодаря этому сварочная зона всегда защищена от негативного воздействия атмосферы. Такие электроды стоит недорого, но продаются большими упаковками по 3 кг. Они есть практически в любом специализированном магазине.
Но у такой обмазки есть и отрицательная сторона. Начинающим сварщикам часто довольно трудно зажечь этот электрод, особенно повторно. Чтобы решить эту проблему можно зачистить конец электрода после использования, удалив расплавившуюся обмазку, но это требует дополнительного времени.
Чтобы решить эту проблему можно зачистить конец электрода после использования, удалив расплавившуюся обмазку, но это требует дополнительного времени.
Kobelco LB-52U
Это японские электроды высочайшего качества и высочайшей цены 🙂 Стоимость за один килограмм существенно выше, чем у остальных электродов, представленных в нашей статье. К тому же, электроды продаются в больших упаковках по 5 килограмм, что в конечном итоге обходится еще дороже.
Такая высокая цена обуславливается превосходным качеством как самих электродов, так и получаемых сварных швов. Они идеально подойдут для сварки низколегированных сталей, и часто используются для качественной сварки магистральных систем трубопровода. Швы получаются надежными и долговечными, производитель гарантирует высокие показатели прочности (до 600 Ньютон на квадратный миллиметр).
У всех электродов с основным покрытием есть недостаток: их использование может быть затруднительно, если электроды некоторое время лежали на открытом воздухе. Мы рекомендуем прокалить стержни в печи при небольшой температуре (достаточно 250-300 градусов по Цельсию). Таким простым способом можно удалить излишки влаги из электрода, работа упростится, а качество шва станет заметно лучше. Здесь также лучше использовать постоянный ток, но это лишь рекомендация производителя, от которой при желании можно отклониться. Работа с переменным током требует больше опыта.
Мы рекомендуем прокалить стержни в печи при небольшой температуре (достаточно 250-300 градусов по Цельсию). Таким простым способом можно удалить излишки влаги из электрода, работа упростится, а качество шва станет заметно лучше. Здесь также лучше использовать постоянный ток, но это лишь рекомендация производителя, от которой при желании можно отклониться. Работа с переменным током требует больше опыта.
ОЗЛ-8
Эти электроды для ручной дуговой сварки изготавливаются в России и являются отличным выбором, если вы ищете недорогие и относительно качественные стержни. Мы рекомендуем использовать их для сварки деталей с высоким содержанием никеля. Стержни ОЗЛ-8 можно использовать при сварке высоконагруженных узлов и особо прочных конструкций.
Основной недостаток — необходимость использовать только постоянный ток. При этом дуга должна быть максимально короткой. Только в этом случае сварные соединения будут прочными и устойчивыми к коррозии.
Также после сварки образуется шлак, новичку будет сложно удалить его быстро, но с опытом эта процедура будет занимать у вас не больше минуты. Учтите, что швы не рекомендуется охлаждать, иначе может начаться процесс кристаллизации, что приведет к снижению прочности шва. Швы сами остывают и не растрескиваются. Как и другие стержни с основным покрытием электроды ОЗЛ-3 нужно просушить в печи перед использованием. Из-за этого электрод сложнее разжечь, но это в любом случае необходимый навык, так что не пренебрегайте прокаливанием.
Учтите, что швы не рекомендуется охлаждать, иначе может начаться процесс кристаллизации, что приведет к снижению прочности шва. Швы сами остывают и не растрескиваются. Как и другие стержни с основным покрытием электроды ОЗЛ-3 нужно просушить в печи перед использованием. Из-за этого электрод сложнее разжечь, но это в любом случае необходимый навык, так что не пренебрегайте прокаливанием.
Сварочные электроды с рутиловым покрытием
Lincoln Electric Omnia 46
Компания Lincoln Electric в целом считается одним из лучших производителей электродов в мире. У Lincoln Electric вековой опыт, они были одними из первых, кто выпустил электрод с обмазкой. В штате компании ведущие инженеры Америки, разрабатывающие особые составы для электродов и строго соблюдающие качество на каждом этапе производства. Модель Omnia 46 вышла несколько лет назад и сразу завоевала множество положительных отзывов от профессиональных мастеров. Эта модель стабильно входит в рейтинг лучших электродов.
Вы наверняка сейчас задумались о стоимости таких электродов. Она вас приятно удивит! Несмотря на великолепное качество эта модель из средней ценовой категории и не сильно увеличит себестоимость сварочных работ. В наших магазинах продают большие упаковки по 4-6 килограмм каждая, но одна упаковка все равно стоит недорого.
Она вас приятно удивит! Несмотря на великолепное качество эта модель из средней ценовой категории и не сильно увеличит себестоимость сварочных работ. В наших магазинах продают большие упаковки по 4-6 килограмм каждая, но одна упаковка все равно стоит недорого.
Модель Omnia 46 особенно популярна среди начинающих сварщиков, поскольку ее можно легко разжечь даже на бюджетном сварочном оборудовании, имея базовые навыки сварки. Кроме того, эти электроды почти нечувствительны к длине дуги и почти не искрятся, что дает им еще одно преимущество. Можно без проблем сварить металл, пораженный коррозией, при этом прочность шва останется высокой. Некоторые умельцы варят этими стержнями трубы, хотя мы не рекомендуем использовать их в таких целях.
ESAB-SVEL OK 46.00
Многие ошибочно полагают, что это сугубо шведский бренд и все электроды производятся в Европе. Это не совсем так. Заводы компании ESAB расположены в России, но продукция изготавливается под контролем специалистов из Швеции и с соблюдением европейским норм качества. У такого подхода есть несколько преимуществ: вы получаете качественный продукт, при этом его цена значительно ниже, чем если бы электроды производились в Европе и транспортировались в Россию.
У такого подхода есть несколько преимуществ: вы получаете качественный продукт, при этом его цена значительно ниже, чем если бы электроды производились в Европе и транспортировались в Россию.
Это один из лучших выборов по соотношению цены и качества. Сырые электроды все равно горят, подходят для любого сварочного инвертора и разжигаются за секунды даже в руках начинающего сварщика. В работе допускается использование и постоянного, и переменного тока, что не может не радовать.
У этих электродов сплошные преимущества: при их использовании поверхность детали не нуждается в защите, сами стержни не подвержены негативному влиянию влаги и грязи, практически не подвержены коррозии. Также не нужно сильно разогревать аппарат, если электрод остыл, достаточно 80 градусов по Цельсию.
Ресанта МР-3
Это без преувеличения самые распространенные электроды в странах СНГ. О бренде «Ресанта» слышали даже люди, далекие от сварки, не говоря о профессионалах своего дела. Их изделия завоевали большую популярность за счет приемлемого качества при доступной цене и распространенности. Такие электроды можно найти в любом городе.
Такие электроды можно найти в любом городе.
Единственный минус модели МР-3 — невозможность использования отсыревших электродов. Если изделия долгое время находились без упаковки, прокалите их в печи при температуре до 160 градусов по Цельсию. Эта процедура займет не больше часа. Также мы не рекомендуем использовать данную модель при сварке высокоуглеродистых сталей, лучше выберите одного из претендентов в разделе «сварочные электроды с основным покрытием».
В остальном же Ресанта МР-3 почти не отличается от других стержней с рутиловым покрытием. Электрод можно легко разжечь, дугу можно без проблем вести практически в любом направлении, нет нужды беспокоиться о возможной коррозии или подготовке поверхности металла для сварки. Даже если металл загрязнен и после сварки образуется шлак, его можно легко удалить.
Вместо заключения
Теперь вы знаете, какие хорошие электроды для сварки стоит приобрести. При выборе комплектующих ориентируйтесь на качество электродов, а не на их цену. Не стоит полагаться на самую низкую или самую высокую стоимость, ищите золотую середину. Порой бюджетные электроды отечественных производителей практически не отличаются от зарубежных аналогов за большую цену. Особенно, если вы начинающий сварщик и еще не совсем понимаете, чем отличаются качественные электроды от некачественных. Купите сразу несколько электродов и протестируйте со своим аппаратом. Ведь то, что хорошо для нас, может вам не подойти по многим причинам. Желаем удачи!
Не стоит полагаться на самую низкую или самую высокую стоимость, ищите золотую середину. Порой бюджетные электроды отечественных производителей практически не отличаются от зарубежных аналогов за большую цену. Особенно, если вы начинающий сварщик и еще не совсем понимаете, чем отличаются качественные электроды от некачественных. Купите сразу несколько электродов и протестируйте со своим аппаратом. Ведь то, что хорошо для нас, может вам не подойти по многим причинам. Желаем удачи!
3 важных критерия при выборе электрода для орбитальной TIG-сварки
Выбор электрода для орбитальной TIG-сварки требует взвешенного решения. Среди всех параметров, имеющих значение для орбитальной TIG-сварки, можно выделить три критерия, которые помогут правильно выбрать тип электродов.
Критерий 1: Выбор материала
На рынке представлены электроды из различного материала:
Выбор зависит от того, какой тип сварочного тока используется – переменный или постоянный. Переменный ток (AC) используется главным образом для сварки алюминия. Полярность между трубой (массой) и электродом периодически меняется, из-за чего происходит возвратно-поступательное движение электронов между трубой и электродом. Это, в свою очередь, приводит к разрушению слоя оксида алюминия, который оказывает сопротивление и мешает плавлению.
Переменный ток (AC) используется главным образом для сварки алюминия. Полярность между трубой (массой) и электродом периодически меняется, из-за чего происходит возвратно-поступательное движение электронов между трубой и электродом. Это, в свою очередь, приводит к разрушению слоя оксида алюминия, который оказывает сопротивление и мешает плавлению.
Наиболее часто применяется постоянный ток (DC), его используют все наши сварочные генераторы. Полярность фиксирована, обычно труба (масса) имеет положительный заряд, а электрод – отрицательный. Труба притягивает электроны, и они перемещаются от электрода к трубе. Эта технология используется для большинства свариваемых металлов.
Некоторые аппараты (AC/DC) могут работать с токами обоих типов.
Таким образом, материал электрода выбирается в зависимости от используемого тока.
Критерий 2: Диаметр, длина и размер электрода
Размер электрода зависит главным образом от сварочного оборудования. Ручная горелка имеет длину 100 или 200, ее следует постепенно подрезать и затачивать.
Ниже представлено несколько размеров электродов в зависимости от сварочного аппарата:
Закрытые сварочные головки (SATFX) и Microfit (SXMF): в зависимости от диаметра свариваемой трубы и категории сварочной головки.
Для ручных горелок (SATM), открытые сварочные горелки (SATO), сборные элементы (SX): только 50 мм с длинной форсункой и 22 мм с короткой форсункой.
Диаметр зависит от сварочного тока.
До 100 ампер мы можем проводить сварку с диаметром 1,6 мм: если взять больший диаметр, появится риск повреждения острия электрода и попадания вольфрама в зону плавления, а это уже серьезный дефект.
Диаметр 2,4 мм можно использовать от 80 ампер: ниже этого значения дуга будет нестабильна, потому что у нее будет «слишком много места», и она не попадет в каналы.
Более подробную информацию см. в стандарте ISO 6848.
Стандартная длина находится в пределах от 100 до 200 мм, а диаметры вольфрамовых электродов находятся в пределах от 0,25 до 10 мм (0,010-0,250 дюймов).
Компания AXXAIR поставляет предварительно заточенные и предварительно подрезанные электроды длиной 50 мм для открытых головок и 15-59,5 мм для закрытых головок. Также мы работаем с тремя диаметрами: 1 для закрытой головки Microfit (SXMF), 1,6 и 2,4 для открытых головок (SATO), закрытые головки (SATF), сборные элементы (SX), ручная горелка (SATM) и трубные доски (SATP).
Диаметр электрода/допустимый ток
Пример диапазона силы тока в зависимости от диаметра электрода:
Выбор вольфрамового электрода зависит одновременно от базового оборудования, типа тока и потребления энергии при сварке.
Критерий 3: Геометрия и состояние поверхности электродов
Иногда при покупке вольфрамовых электродов выбор определяется ценой.
Этим параметром часто пренебрегают, тогда как он является основным элементом в технологии орбитальной TIG-сварки для обеспечения повторяемости процесса.
Обычно пользователи автоматизированной TIG-системы предпочитают следующие типы электродов.
— Электроды, заточенные в направлении оси: борозды должны быть продольными, чтобы не допустить подвижности электрической дуги и отрыва частиц вольфрама. Заточка будет идеальной, если она выполняется параллельно продольной оси электрода. Также заточка должна обеспечить хорошее состояние поверхности с максимальной шероховатостью RA 0,8.
— Чистые электроды, отсутствие загрязнений на поверхности. Согласно стандарту ISO 6848: «Поверхность электродов должна быть лишена примесей, нежелательных пленок, включений инородных тел, блеска, трещин, окалин и прочих дефектов. Корпус электродов не должен содержать инородных включений или других дефектов, которые могут негативно сказаться на использовании электрода». Если электрод окислен, потемнел или посинел, он уже не сможет обеспечить сварку надлежащего качества. Такой электрод считается загрязненным, и он может загрязнить зону плавления. Он загрязняется, например, в том случае, если сварка началась в отсутствии газа, или если газ был загрязнен, если на электроде имеются налипшие частицы из зоны плавления, либо если электрод прикоснулся к ней во время сварки. Такой электрод нужно заменить, заточка уже бесполезна.
Такой электрод нужно заменить, заточка уже бесполезна.
Эти условия обеспечивают лучшую электропроводность между электродом и электрододержателем и оптимальный перенос электрической дуги.
Как выбрать электроды для сварки
Главная » Статьи » Как выбрать электроды для сварки
Как выбрать электроды
Общая схема такой сварки состоит из сетевого фильтра, сетевого выпрямителя, преобразователя частоты, высокочастотного трансформатора, силового выпрямителя и системы управления.
Конечно, для осуществления сварки металла одного аппарата мало, нужны еще аксессуары – маска, держатели и, конечно же, электроды. Без них никакая работа невозможна. Электроды для инверторной сварки бывают трех видов – углеродистые, легированные и высоколегированные.
Главными преимуществами сварки инверторным аппаратом являются:
— легкий и быстрый поджиг, устойчивое горение дуги, хорошая эластичность;
— качественный сварочный шов;- энергосбережение; -высокий КПД;- колебания напряжения питающей сети не оказывают влияния на параметры сварки;- легкость и мобильность.
Конечно, инверторная сварка имеет и недостатки: используемые при работе аппараты, как и любая другая электроника, очень не любят воду, пыль и морозы. Поэтому хранить инверторную сварку нужно в сухом и достаточно теплом помещении. Также важно регулярно открывать корпус и продувать компоненты аппарата сжатым воздухом.
- электроды для инверторной сварки
www.kakprosto.ru
Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах. Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун. Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов. А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Но они никак не влияют на выбор электродов. А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое; • Основное; • Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ. Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить.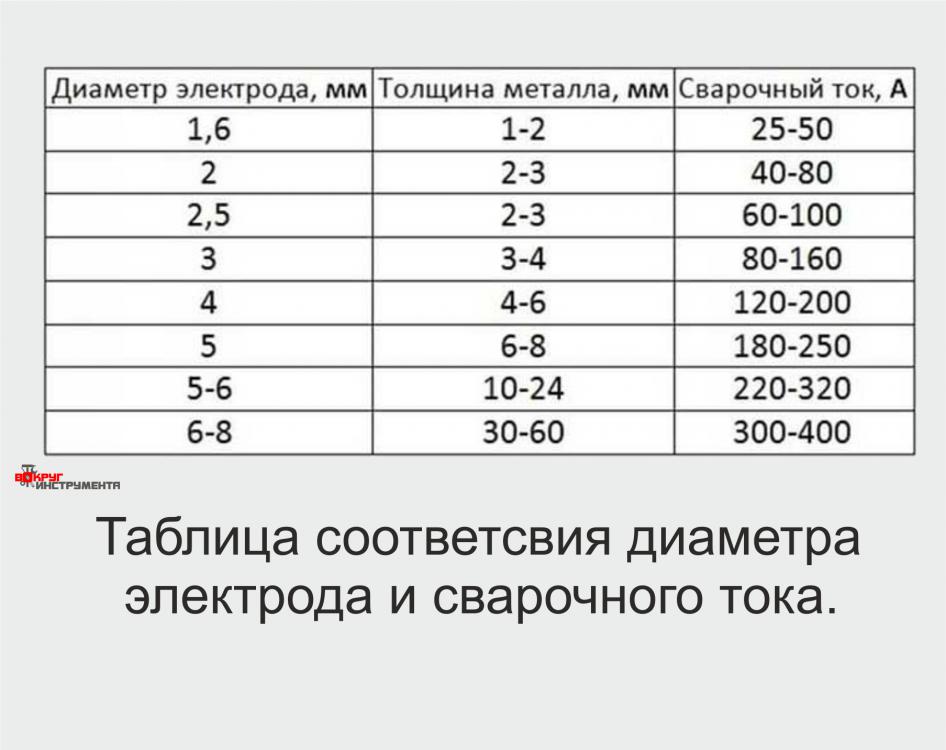 Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4 • АНО-6 • АНО-21 • АНО-36
• МР-3
• ОЗС-12 • ОК46.00 • Монолит • Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного. Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как: отечественные • УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48. 00 • ОК 53.70 Японские электроды
00 • ОК 53.70 Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.

К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Похожее
svarka-master.ru
Выбор электродов для сварки металлов
При выборе электродов стоит четко определится для чего берем и как будем варить. Если мы собираемся варить инвертором сталь то нужны одни электроды, если инвертором чугун то другие. И так сейчас я расскажу о самых популярных электродах.
Если мы собираемся варить инвертором сталь то нужны одни электроды, если инвертором чугун то другие. И так сейчас я расскажу о самых популярных электродах.
Например популярная марка электродов для сварки нержавейки НЖ 13, сварка производится может ручной дуговой сваркой. Так например для чугуна мнч-2 рассчитаны для ответственных изделий из чугуна, а так же для сварки и наплавки ковкого чугуна. Марка электрода может отличаться по назначению так что имейте это в виду. Для сварки алюминия используют ОЗАНА тоже можно инвертором варить. Для меди и ее сплавов популярны МН-5 МНЖ5.
Стоит учитывать что электроды могут быть с покрытием так и без него. Могут быть плавящиеся и не плавящиеся. Могут быть для постоянного и переменного тока. И поэтому стоит быть внимательным при выборе электродов для конкретных задач. Например инвертор тоже можно подобрать с видом поставленных задач.
Какие электроды выбрать для бытового инвертора. Советую остановить свой выбор на универсальных электродах типа МР-3С диаметром 3мм. Они всегда на нарасхват и потянет любой бытовой инвертор даже если в сети будет низкое напряжение. Как правило в деревнях напряжение в сети не много занижено чем в городе и поэтому на них стоит обратить внимание за их универсальность.
Они всегда на нарасхват и потянет любой бытовой инвертор даже если в сети будет низкое напряжение. Как правило в деревнях напряжение в сети не много занижено чем в городе и поэтому на них стоит обратить внимание за их универсальность.
Большое признание получили электроды уони. Хоть они и предназначены для ручной дуговой сварки, сравнительно с другими марками и видами, можно отметить насколько они хороши. Так же предназначены для сварки ответственных сталей и конструкций
Электроды для наплавки меди
elektrod-3g.ru
Выбор электродов для экспериментов по глубокой стимуляции мозга – электрохимические соображения
Сравнительное исследование
.
doi: 10.1016/j.jneumeth.2004.09.001.
Ян Гимса 1 , Беата Хабель, Уте Шрайбер, Урсула ван Ринен, Ульф Штраус, Ульрике Гимса
принадлежность
- 1 Факультет биологии Ростокского университета, кафедра биофизики, Росток, Германия.
- PMID: 15698665
- DOI: 10.1016/j.jneumeth.2004.09.001
Сравнительное исследование
Jan Gimsa et al.
J Neurosci Методы. .
. 2005 г., 30 марта; 142(2):251-65.
doi: 10.1016/j.jneumeth.2004.09.001.
Авторы
Ян Гимса 1 , Беата Хабель, Уте Шрайбер, Урсула ван Ринен, Ульф Штраус, Ульрике Гимса
принадлежность
- 1 Факультет биологии Ростокского университета, кафедра биофизики, Росток, Германия.
- PMID: 15698665
- DOI: 10.1016/j.jneumeth.2004.09.001
Абстрактный
Глубокая стимуляция мозга (DBS) — это терапия двигательных расстройств, включая болезнь Паркинсона (БП). Имеющиеся в продаже электроды для моделей животных с болезнью Паркинсона различаются по геометрии и материалам. Мы охарактеризовали такие электроды и обнаружили дрейф их свойств в течение нескольких минут и примерно до 60 часов после погружения в среду культивирования клеток, как с сигналом стимуляции, так и без него. Электродные свойства в значительной степени могут быть восстановлены протеолитической обработкой платино-иридиевых электродов, но не электродов из нержавеющей стали. Кратковременный дрейф и необратимое старение можно проследить с помощью измерений импеданса. Старение сопровождалось коррозией металла и эрозией пластмассовой изоляции. Для обоих материалов скорость деградации зависела от плотности тока на поверхности электродов. Фурье-анализ импульса DBS (60 микросекунд, частота следования 130 Гц) выявил гармонические частоты, охватывающие диапазон более трех декад, со значительными гармониками вплоть до диапазона МГц. Полоса расположена в окне, образованном электродными процессами и емкостной клеточной мембраной, перемыкающей на низкочастотном и высокочастотном концах соответственно.
Имеющиеся в продаже электроды для моделей животных с болезнью Паркинсона различаются по геометрии и материалам. Мы охарактеризовали такие электроды и обнаружили дрейф их свойств в течение нескольких минут и примерно до 60 часов после погружения в среду культивирования клеток, как с сигналом стимуляции, так и без него. Электродные свойства в значительной степени могут быть восстановлены протеолитической обработкой платино-иридиевых электродов, но не электродов из нержавеющей стали. Кратковременный дрейф и необратимое старение можно проследить с помощью измерений импеданса. Старение сопровождалось коррозией металла и эрозией пластмассовой изоляции. Для обоих материалов скорость деградации зависела от плотности тока на поверхности электродов. Фурье-анализ импульса DBS (60 микросекунд, частота следования 130 Гц) выявил гармонические частоты, охватывающие диапазон более трех декад, со значительными гармониками вплоть до диапазона МГц. Полоса расположена в окне, образованном электродными процессами и емкостной клеточной мембраной, перемыкающей на низкочастотном и высокочастотном концах соответственно. Хотя электродные процессы уменьшаются на более высоких частотах, они исчезают только выше 1 МГц, и их нельзя избежать. Поэтому использование инертных электродных материалов имеет особое значение. Нейротоксичность железа делает обязательным отказ от электродов из нержавеющей стали. Будущие разработки должны избегать использования коррозионных материалов и горячих точек плотности тока на поверхности электрода, а также уменьшать низкочастотные компоненты в импульсах DBS, чтобы уменьшить электродные процессы.
Хотя электродные процессы уменьшаются на более высоких частотах, они исчезают только выше 1 МГц, и их нельзя избежать. Поэтому использование инертных электродных материалов имеет особое значение. Нейротоксичность железа делает обязательным отказ от электродов из нержавеющей стали. Будущие разработки должны избегать использования коррозионных материалов и горячих точек плотности тока на поверхности электрода, а также уменьшать низкочастотные компоненты в импульсах DBS, чтобы уменьшить электродные процессы.
Похожие статьи
Сопоставление геометрии и параметров стимуляции электродов для экспериментов по глубокой стимуляции мозга — числовые соображения.
Гимса У., Шрайбер У., Хабель Б., Флер Дж., Ван Ринен У., Гимса Дж. Гимса У и др. J Neurosci Методы. 2006 г., 30 января; 150 (2): 212-27. doi: 10.1016/j.jneumeth.2005.06.013. Epub 2005, 10 августа.
J Neurosci Методы. 2006.
PMID: 16095718Распределение плотности тока, распределение поля и анализ импеданса сегментированных электродов для глубокой стимуляции мозга.
Вэй XF, Гриль WM. Вэй XF и др. Дж. Нейронная инженерия. 2005 декабрь; 2(4):139-47. дои: 10.1088/1741-2560/2/4/010. Epub 2005 9 ноября. Дж. Нейронная инженерия. 2005. PMID: 16317238
Нити из углеродных нанотрубок для электродов для глубокой стимуляции мозга.
Цзян С., Ли Л., Хао Х. Цзян С. и др. IEEE Trans Neural Syst Rehabil Eng. 2011 Декабрь; 19 (6): 612-6. doi: 10.1109/ТНСРЕ.2011.2165733. Epub 2011 22 августа. IEEE Trans Neural Syst Rehabil Eng. 2011. PMID: 21859605
Глубокая стимуляция мозга при болезни Паркинсона: хирургические вопросы.
Резай А.Р., Копелл Б.Х., Гросс Р.Е., Витек Д.Л., Шаран А.Д., Лимузен П., Бенабид А.Л. Резай А.Р. и соавт. Мов Беспорядок. 2006 Июн;21 Дополнение 14:S197-218. doi: 10.1002/mds.20956. Мов Беспорядок. 2006. PMID: 16810673
Схемы центральной нервной системы человека исследованы с помощью электродов, имплантированных для глубокой стимуляции мозга.
Вальс-Соле Х, Компта Ю, Коста Х, Вальдеориола Ф, Румиа Х. Вальс-Соле Дж. и др. Клин Нейрофизиол. 2008 г., июнь; 119 (6): 1219-31. doi: 10.1016/j.clinph.2007.12.020. Epub 2008 4 марта. Клин Нейрофизиол. 2008. PMID: 18308626 Обзор.
 J Neurosci Методы. 2006.
PMID: 16095718
J Neurosci Методы. 2006.
PMID: 16095718
Посмотреть все похожие статьи
Цитируется
Глубокая стимуляция мозга при болезни Паркинсона: обзор и перспективы на будущее.
Мальвеа А., Бабаи Ф., Булай С., Сакс А., Парк Дж. Мальвеа А и др. Биомед Инж Летт. 2022 19 апреля; 12 (3): 303-316. doi: 10.1007/s13534-022-00226-y. Электронная коллекция 2022 авг. Биомед Инж Летт. 2022. PMID: 35892031 Обзор.
Одновременная стимуляция и восприятие в двунаправленных интерфейсах мозга: трансляционный опыт на нескольких участках.
Ansó J, Benjaber M, Parks B, Parker S, Oehrn CR, Petrucci M, Gilron R, Little S, Wilt R, Bronte-Stewart H, Gunduz A, Borton D, Starr PA, Denison T. Ансо Дж. и др. Дж. Нейронная инженерия. 2022 31 марта; 19(2):10.1088/1741-2552/ac59a3. дои: 10.1088/1741-2552/ac59а3. Дж. Нейронная инженерия. 2022. PMID: 35234664
Использование цифрового двойника устройства для электростимуляции для мониторинга и управления электростимуляцией клеток in vitro .
Циммерманн Дж., Бадде К., Арбайтер Н., Молина Ф., Сторх А., Урмахер А.М., ван Ринен У. Циммерманн Дж. и соавт. Фронт Биоэнг Биотехнолог. 2021, 8 декабря; 9:765516. doi: 10.3389/fbioe.2021.765516. Электронная коллекция 2021. Фронт Биоэнг Биотехнолог. 2021. PMID: 34957068 Бесплатная статья ЧВК.
Микродиализные и микроперфузионные электроды в мониторинге неврологических заболеваний.
Stangler LA, Kouzani A, Bennet KE, Dumee L, Berk M, Worrell GA, Steele S, Burns TC, Howe CL. Стэнглер Л.А. и соавт. Жидкости Барьеры ЦНС. 2021 1 декабря; 18 (1): 52. doi: 10.1186/s12987-021-00292-x. Жидкости Барьеры ЦНС. 2021. PMID: 34852829 Бесплатная статья ЧВК. Обзор.
Беспроводная, безбатарейная и полностью имплантируемая электрическая нейростимуляция у свободно передвигающихся грызунов.
Бертон А., Вон С.М., Сохраби А.К., Стюарт Т., Амирхоссейн А., Ким Джу, Пак Ю., Габрос А., Роджерс Д.А., Витале Ф., Ричардсон А.Г., Гутруф П. Бертон А. и др. Микросист Наноенг. 2021 13 авг;7:62. doi: 10.1038/s41378-021-00294-7. Электронная коллекция 2021. Микросист Наноенг. 2021. PMID: 34567774 Бесплатная статья ЧВК.



Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Какой электрод выбрать – ГРАФИТОВЫЙ ИЛИ МЕДНЫЙ? Используете медные или графитовые электроды? Взгляните на общую картину
Поскольку графит и медь обеспечивают примерно одинаковую чистоту поверхности, перед выбором материала необходимо учитывать производственную среду и анализировать преимущества и недостатки.
Когда приходит время решать, использовать ли графитовые или медные электроды в вашем магазине, важно смотреть на картину в целом. Сказать, какой электрод работает лучше всего, очень сложно, это полностью зависит от области применения. Очень многое зависит от того, с чем вам приходится работать в вашем цеху в плане вспомогательного оборудования. И медь, и графит дают примерно одинаковый конечный результат. Разница заключается во времени электроэрозионной обработки и времени и стоимости изготовления электрода.
Сказать, какой электрод работает лучше всего, очень сложно, это полностью зависит от области применения. Очень многое зависит от того, с чем вам приходится работать в вашем цеху в плане вспомогательного оборудования. И медь, и графит дают примерно одинаковый конечный результат. Разница заключается во времени электроэрозионной обработки и времени и стоимости изготовления электрода.
Выбор материала электрода часто зависит от того, где вы родились и какое электроэрозионное оборудование вы используете. «Например, графит был в основном разработан в США еще в начале 19 века.60-х годов, поэтому американские производители EDM-оборудования в те дни концентрировались на графитовых схемах при проектировании своего оборудования, тогда как, поскольку европейские и азиатские производители EDM-оборудования не имели доступа к графиту, они разработали медные схемы.
Если у вас более новое оборудование, выпущенное после 1990 года, предпочтительным материалом для электродов в Северной Америке является графит. Это используется в 90 процентах приложений. В Европе и Азии графит становится все более популярным в качестве электродного материала из-за доступности, обрабатываемости и скорости резки.
Это используется в 90 процентах приложений. В Европе и Азии графит становится все более популярным в качестве электродного материала из-за доступности, обрабатываемости и скорости резки.
Преимущества и выгоды
Продаваемый по сортам, графит режет примерно в три раза быстрее, чем медь. Что делает качество хорошим или плохим, так это размер частиц. Размер частиц обеспечивает прочность, обрабатываемость и сильно влияет на скорость съема металла, износ и чистоту поверхности. Графит состоит из частиц углерода, которые подвергаются процессу графитизации для получения графита. Чем меньше размер частиц, тем лучше графит. Графит можно купить большими блоками, а затем разрезать для механической обработки; или его можно заказать предварительно нарезанным или отшлифованным до нужного вам размера.
«Графит очень легко обрабатывается — его можно фрезеровать, шлифовать, точить, сверлить, нарезать резьбу, даже напиливать до любой желаемой формы. Еще одним преимуществом графита является то, что он не образует заусенцев. Вы можете положить его на копировальном станке или графитовом высокоскоростном фрезерном станке и вырезают сложные формы и формы, и после того, как он будет отрезан, вы закончите — без удаления заусенцев
Еще одним преимуществом графита является то, что он не образует заусенцев. Вы можете положить его на копировальном станке или графитовом высокоскоростном фрезерном станке и вырезают сложные формы и формы, и после того, как он будет отрезан, вы закончите — без удаления заусенцев
Кроме того, высокая температура плавления графита приводит к меньшему износу, чем другие электродные материалы, поэтому пресс-форма может быть вырезана одним или двумя электродами на электроэрозионном станке с ЧПУ с очень небольшим износом. Установщику штампов с ЧПУ может потребоваться третий или четвертый электрод для окончательной обработки формы. Это зависит от возраста электроэрозионных станков.
Ограничения
Если в вашем цеху установлено старое производственное оборудование, обработка графитовых электродов приведет к попаданию частиц пыли в цех и на близлежащие станки. Однако новые высокоскоростные мельницы, которые продаются сегодня, специально разработаны для обработки графита. Они полностью закрыты и имеют вакуумную систему для удаления всей пыли.
Они полностью закрыты и имеют вакуумную систему для удаления всей пыли.
Преимущества и преимущества
Медь можно резать на проволочных электроэрозионных станках, но есть только некоторые графиты, которые можно резать на проволочных станках — размер частиц должен быть не более пяти микрон. Медь также немного более щадящая в случае плохого смыва, чем графит. При электроэрозионной обработке, если промывка не удаляет эрозионные частицы или стружку из зоны резания, может возникнуть ситуация, когда вы получаете непульсирующий прямой ток от электрода к заготовке. Результатом этого является ямка в заготовке. Медь более снисходительна в этих приложениях — все металлические электроды — они не так быстро выходят из строя. Но некоторые из более новых блоков питания EDM имеют адаптивную логику или нечеткую логику, что полностью устраняет проблему. Медь — при использовании в определенных условиях с правильными методами промывки с использованием станка с ЧПУ или станка с орбитальной системой — может давать зеркальную поверхность. Это полезно в небольших полостях, которые трудно полировать.
Это полезно в небольших полостях, которые трудно полировать.
Когда вы добавляете вольфрам к меди (медь-вольфрам), в результате получается электродный материал, который имеет чрезвычайно хорошие характеристики износа, но очень трудно поддается механической обработке. При электроэрозионной обработке карбида это лучший материал для металлических электродов. Лучшим графитовым материалом будет медный графит, который представляет собой графит, пропитанный медью.
Ограничения
Медь сложнее обрабатывать, и при фрезеровании она имеет тенденцию прилипать к резцу. При шлифовке может забивать шлифовальный круг — быстро нагревается и имеет тенденцию хватать шлифовальный круг. У вас будут заусенцы, независимо от того, как вы их обрабатываете, поэтому вам придется удалить заусенцы. Размер и вес также могут быть проблемой. Кусок меди размером 300 x 150 x 70 весит 40 кг, а кусок графита того же размера — 5 кг.
Суть в том, что вы можете использовать то, что, по вашему мнению, будет лучше всего работать в вашем магазине с тем оборудованием, которое у вас есть. Если некоторые электроды вам не под силу, попросите кого-нибудь изготовить их для вас. Вы должны основываться на собственном опыте и доступных ресурсах. Запросите предложения у производителя оборудования или у поставщика электродного материала. Независимо от того, какой материал электрода или комбинацию материалов вы выберете, убедитесь, что вы знаете скорости и подачи для безопасной обработки материала. Если сомневаетесь, спросите.
Если некоторые электроды вам не под силу, попросите кого-нибудь изготовить их для вас. Вы должны основываться на собственном опыте и доступных ресурсах. Запросите предложения у производителя оборудования или у поставщика электродного материала. Независимо от того, какой материал электрода или комбинацию материалов вы выберете, убедитесь, что вы знаете скорости и подачи для безопасной обработки материала. Если сомневаетесь, спросите.
Какие электроды выбрать?
История ЭЭГ
ЭЭГ — широко используемый исследовательский метод, который продолжает углублять наше понимание человеческого мозга. Прикрепляя электроды к коже головы, исследователи и медицинские работники могут измерять небольшие электрические потенциалы, возникающие на поверхности кожи головы и отражающие активность собственных нейронов мозга. Эти сигналы анализируются несколькими способами, например. рассматривая пространственные и временные параметры и позволяя локализовать источники в определенных частях мозга.
Появление мобильной ЭЭГ вызвало спрос на сухие электроды
Еще несколько лет назад исследования ЭЭГ были ограничены лабораториями или клиниками из-за характеристик оборудования: оно было громоздким и стационарным, что требовало неподвижного состояния испытуемого. также. Однако за последние несколько лет мы стали свидетелями появления и развития мобильных устройств ЭЭГ, которые соответствуют современной бытовой электронике по портативности, размеру и весу. Этот новый тип оборудования теперь позволяет исследователям получить представление об активности мозга испытуемых в совершенно новых условиях: испытуемые могут перемещаться в пределах лаборатории, и, кроме того, все, что находится за пределами обычных лабораторных условий, стало доступным в качестве подходящей исследовательской среды в любой момент времени. мгновенный.
Эти новые возможности привели к увеличению спроса на решения, которые еще больше повышают мобильность и гибкость таких систем. Одним из важных факторов в поисках мобильности было появление сухих электродов. Обычная ЭЭГ записывалась с помощью «мокрых» электродов, в которых используется слой проводящего геля или пасты для повышения проводимости между электродами и кожей испытуемого. Нанесение геля может занять много времени и может оставить следы на волосах испытуемого. В частности, в исследованиях, требующих высокого пространственного разрешения, с использованием до 128 или 256 электродов, одна лишь настройка эксперимента может занять несколько часов на каждого испытуемого. Однако сухие электроды не требуют электропроводящего геля и устанавливаются намного быстрее. Без использования проводящего вещества сигналы ЭЭГ могут быть более шумными, а без дополнительной адгезии, обеспечиваемой гелем, более склонными к артефактам движения. В общем, 9Сухие электроды 0119 отличаются повышенным удобством в обмен на стабильность и качество сигнала.
Одним из важных факторов в поисках мобильности было появление сухих электродов. Обычная ЭЭГ записывалась с помощью «мокрых» электродов, в которых используется слой проводящего геля или пасты для повышения проводимости между электродами и кожей испытуемого. Нанесение геля может занять много времени и может оставить следы на волосах испытуемого. В частности, в исследованиях, требующих высокого пространственного разрешения, с использованием до 128 или 256 электродов, одна лишь настройка эксперимента может занять несколько часов на каждого испытуемого. Однако сухие электроды не требуют электропроводящего геля и устанавливаются намного быстрее. Без использования проводящего вещества сигналы ЭЭГ могут быть более шумными, а без дополнительной адгезии, обеспечиваемой гелем, более склонными к артефактам движения. В общем, 9Сухие электроды 0119 отличаются повышенным удобством в обмен на стабильность и качество сигнала.
Сравнение качества данных
Возникает соответствующий вопрос: достаточно ли качество данных сухих электродов для получения надежных результатов? Являются ли они реальной альтернативой мокрым электродам? Чтобы ответить на этот вопрос, Джулия Кам, профессор психологии Университета Калгари, провела следующее исследование: Систематическое сравнение беспроводной системы ЭЭГ с сухими электродами и проводной системы ЭЭГ с мокрыми электродами. Мы не будем слишком углубляться в методологию, но, вкратце, в исследовании сравнивались сигналы, зарегистрированные у 27 человек с мокрыми и сухими электродами, и рассматривалась спектральная мощность в низкочастотных диапазонах, связанные с событием компоненты потенциала (P3b), и единая пробная классификация, основанная на подходе машинного обучения. Результаты показывают, что обе системы работают хорошо, при этом мокрая система имеет небольшое преимущество в качестве данных.
Мы не будем слишком углубляться в методологию, но, вкратце, в исследовании сравнивались сигналы, зарегистрированные у 27 человек с мокрыми и сухими электродами, и рассматривалась спектральная мощность в низкочастотных диапазонах, связанные с событием компоненты потенциала (P3b), и единая пробная классификация, основанная на подходе машинного обучения. Результаты показывают, что обе системы работают хорошо, при этом мокрая система имеет небольшое преимущество в качестве данных.
Вывод состоит в том, что сухие электроды могут записывать данные ЭЭГ с качеством, сравнимым с мокрыми электродами в стационарных условиях. Этот вывод также подтверждается аналогичными исследованиями, сравнивающими влажные и сухие электроды в отношении отношения сигнал/шум, общего качества сигнала и удобства ношения в различных сценариях: Сравнение беспроводной системы ЭЭГ с сухим электродом и обычной проводной влажным электродом Система ЭЭГ для клинических применений (Hinrichs et al, 2020), The Dry Revolution: Evaluation of Three различных типов сухих электродов ЭЭГ с точки зрения характеристик спектра сигнала, классификации психических состояний и удобства использования (Di Flumeri et al, 2019) и Протокол сравнения сухих и влажных электродов ЭЭГ во время сна (Leach et al, 2020).
Артефакты движения
Одним из ключевых преимуществ мобильной ЭЭГ является возможность мониторинга нейронной активности в «реальных» средах и приложениях, где испытуемые не находятся в стационарном состоянии. Запись данных ЭЭГ, когда испытуемый находится в движении, например. во время исследования походки или при выполнении повседневных действий становится все более распространенным явлением. Остающейся проблемой мобильных исследований биопотенциалов является тот факт, что сдвиги положения между электродом и кожей или движение кабелей электрода могут вызывать шум, так называемые артефакты движения. Существуют различные подходы к уменьшению этих артефактов, в том числе: поиск идеального баланса давления сцепления и комфорта, использование программных мер для «очистки» зашумленных данных без удаления слишком большого количества основного интересующего сигнала и даже двухслойные настройки. , в котором вторая система ЭЭГ используется для обнаружения артефактов движения путем последующего вычитания их из основной записи регистрации сигнала. Комбинации различных методов могут значительно улучшить качество сигнала, и идеальный подход по-прежнему во многом зависит от конкретного эксперимента. Пока нет передовых практик, применимых ко всем направлениям, за исключением общей фильтрации данных за пределами интересующего диапазона спектра. Мы ожидаем, что в ближайшие годы появятся передовые методы улучшения обработки сигналов сухими электродами, поскольку в этом направлении проводятся значительные исследования.
Комбинации различных методов могут значительно улучшить качество сигнала, и идеальный подход по-прежнему во многом зависит от конкретного эксперимента. Пока нет передовых практик, применимых ко всем направлениям, за исключением общей фильтрации данных за пределами интересующего диапазона спектра. Мы ожидаем, что в ближайшие годы появятся передовые методы улучшения обработки сигналов сухими электродами, поскольку в этом направлении проводятся значительные исследования.
Заключение
Выбор влажных или сухих электродов для эксперимента во многом зависит от характеристик экспериментальной установки и компромисса между удобством и качеством данных. Хотя сухие электроды более удобны в использовании, качество сигнала обычно ниже по сравнению с мокрыми электродами. Между тем, сухие электроды часто предоставляют данные, которые достаточно хороши для многих экспериментальных парадигм, и будут все чаще использоваться, поскольку появляется все больше и больше способов улучшить качество сигнала сухих электродов.
Несколько факторов, которые следует учитывать при выборе электрода, перечислены ниже:
Стационарный или мобильный
Для стационарного применения сухие электроды могут обеспечить запись данных с хорошим качеством без дискомфорта при нанесении геля.
Для мобильных приложений влажные электроды обеспечивают лучшее качество и менее подвержены артефактам движения из-за низкого сопротивления электрода-кожи и дополнительной адгезии, обеспечиваемой самим проводящим гелем.
Продолжительность измерения
В начале эксперимента импеданс мокрых электродов улучшается с течением времени записи, так как гель рассеивается в более ровный слой. Тем не менее, в какой-то момент гель начнет высыхать и испаряться, что приведет к ухудшению качества сигнала и увеличению артефактов движения. Как долго можно получать стабильный сигнал, во многом зависит от типа и качества используемого геля. Исследования с более короткими периодами регистрации с большей вероятностью выиграют от повышения качества данных при использовании мокрых электродов, чем исследования с более длительными периодами измерений. Если вы больше заботитесь о стабильности сигнала, а не о качестве детализации, лучшим вариантом могут быть сухие электроды, поскольку они не требуют повторной настройки во время более длительных записей.
Исследования с более короткими периодами регистрации с большей вероятностью выиграют от повышения качества данных при использовании мокрых электродов, чем исследования с более длительными периодами измерений. Если вы больше заботитесь о стабильности сигнала, а не о качестве детализации, лучшим вариантом могут быть сухие электроды, поскольку они не требуют повторной настройки во время более длительных записей.
Количество каналов
Настройка ЭЭГ с мокрыми электродами — это ручной процесс, требующий тщательного нанесения геля на каждый отдельный электрод. Особенно для систем высокой плотности с 64 каналами и более это может занять значительное время. Время, необходимое для настройки и очистки, может быстро превзойти время, затрачиваемое на сбор данных. Еще одна проблема при работе с большим количеством каналов — это скопления геля на соседних электродах, образующие мосты, когда гель наносится слишком обильно. Это может исказить результаты измерений, поскольку каналы объединяются.
Outlook
Помимо постоянно растущей степени сложности обработки и очистки данных на основе программного обеспечения, появляются также новые типы электродов, которые обладают очень перспективными свойствами для снижения шума в мобильных приложениях: С-образные электроды, которые крепятся за ухом, массивы внутриушных электродов и тонкослойные электроды для печати — все они успешно прошли стадию проверки концепции и находятся на пути к тому, чтобы стать зрелой и осуществимой альтернативой обычным электродам.
У Mentalab есть подходящий электрод для вашего эксперимента
Из-за множества различных сценариев применения мобильной ЭЭГ компания Mentalab решила предложить гибкие решения, разработанные для удовлетворения потребностей многих типов экспериментов. Мы предлагаем 2 типа мокрых электродов и 2 типа сухих электродов, которые работают с одним и тем же усилителем Mentalab Explore. При весе всего 27 грамм и размерах 4x4x2 см Explore представляет собой по-настоящему мобильное решение для сбора высококачественных данных о биосигналах. Узнайте больше о доступных конфигурациях на сайте www.mentalab.com или свяжитесь с нами напрямую.
Узнайте больше о доступных конфигурациях на сайте www.mentalab.com или свяжитесь с нами напрямую.
Хотите узнать, работает ли наше оборудование с электродами вашего типа?
Вы заинтересованы в сотрудничестве, которое расширит возможности исследователей?
Сообщите нам, какие электроды подходят именно вам и почему!
Посетите наш веб-сайт и свяжитесь с нами, чтобы узнать больше!
Как их выбрать и использовать · Dunbar Medical
Электроды занимают центральное место во всех областях электротерапии. Их роль заключается в облегчении передачи электрических сигналов в организм. Они делают это, достигая надежного электрического контакта между кожей пациента и устройством, генерирующим электрический сигнал. Этим устройством может быть аппарат ЧЭНС, ультразвуковой аппарат и т. д.
Правильный выбор электродов
Размер и форма
Вероятно, наиболее важными факторами, которые следует учитывать при выборе правильного электрода, являются размер и форма. Правильный размер в каждом конкретном случае зависит от участка тела, который будет обрабатываться.
Правильный размер в каждом конкретном случае зависит от участка тела, который будет обрабатываться.
Основной целью будет обеспечение хорошего электрического контакта по всей поверхности электрода. Вы можете обнаружить, что электрод меньшего размера лучше работает на более очерченных участках тела.
Форма электрода также может быть важным фактором для обеспечения хорошего электрического контакта. В зависимости от конкретной обрабатываемой области круглый электрод может быть лучшим выбором, чем квадратный, или наоборот.
Наиболее распространенные размеры и формы электродов:
- Квадрат 2’x2’’ — это хороший выбор для локализованного обезболивания, особенно в областях с четкими контурами, таких как локоть или колено. Небольшой размер электрода означает, что он может достигать высокого прилегания к коже даже в таких областях, как эти.
Этот (или аналогичный) размер электродов обычно используется в наборах по 4 штуки. Как правило, вы покупаете конверт с электродами, состоящий из 10 наборов по 4 электрода. 0016
0016
- Электроды в форме бабочки используются на больших плоских участках, где соответствие не обязательно является проблемой. Например, их можно эффективно использовать при болях в пояснице.
- Еще одна популярная форма – длинная прямоугольная. Они подходят для таких областей тела, как позвоночник. Они также используются для таких областей, как икры или бедра. Они могут быть просто обернуты вокруг этих частей, чтобы обеспечить оптимальное покрытие одновременно с превосходным соответствием.
Прочие соображения
Помимо правильного размера и формы, вы должны стараться выбирать электроды, которые обеспечивают:
- Превосходную адгезию и прилегание к коже;
- Возможность повторного использования без потери проводимости;
- Тканевая основа, позволяющая электроду легче повторять контуры кожи.
- Толстый слой гидрогеля, облегчающий фиксацию электродов и обеспечивающий хорошее распределение тока;
- Надежный механизм соединения с устройством подачи тока. Двумя наиболее популярными вариантами являются соединение «косичка» и соединение «защелка».

Конструкция без латекса
Если у вас чувствительная кожа или в прошлом вы страдали аллергией на латекс, вы можете приобрести электроды без латекса.
Использование электродов
Электроды часто используются для обезболивания при физиотерапии. Они обеспечивают неинвазивный и эффективный механизм управления болью и помогают пациенту соблюдать предписанную реабилитационную программу.
Для достижения этой цели в терапии чрескожной электрической стимуляции нервов (ЧЭНС) часто используются электроды.
Электроды можно использовать с устройствами ЧЭНС для уменьшения боли при самых разных состояниях. К ним относятся синдром запястного канала, артрит, подошвенный фасциит, замороженное плечо, радикулит и многие другие.
Электроды также можно использовать с комбинированными аппаратами (например, сочетающими такие виды терапии, как ультразвук и ЧЭНС) для еще большей эффективности.
Несколько советов по использованию электродов:
- Убедитесь, что область кожи, к которой вы будете прикреплять электроды, чистая и сухая. Если в этой области есть волосы на теле, их следует сбрить;
- Избегайте наложения электродов на поврежденную кожу или кожу с сыпью или другими видимыми повреждениями;
- Используйте электроды как пару (один сигнальный канал) или как группу из четырех (два сигнальных канала). Точная конфигурация будет зависеть от типа используемого вами устройства TENS. Однако использование только одной электродной пластины не будет эффективным;
- Избегайте расположения электродов так близко друг к другу, чтобы они фактически соприкасались. Расположите их на расстоянии не менее одного дюйма друг от друга;
- Как правило, чем дальше друг от друга электроды, тем менее эффективно лечение. Поэтому не размещайте их дальше друг от друга, чем это необходимо;
- Избегайте размещения электродов непосредственно над суставом, таким как локоть или колено. Движение сустава может уменьшить прилегание прокладки и нарушить ее проводимость.
 Поэтому не размещайте их дальше друг от друга, чем это необходимо;
Поэтому не размещайте их дальше друг от друга, чем это необходимо;Предлагаемые электроды
Показаны все 5 результатов
Сортировка по умолчаниюСортировать по популярностиСортировать по среднему рейтингуСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Электроды Dura Stick Plus
Электрод
ЗВОНИТЕ ЦЕНУ
Электроды Dura Stick Plus имеют углеродную проводящую пленку, встроенную в гибкую основу из плетеного кружева, и гидрогель PermaGel для лучшего прилегания к контурам тела.
Самоклеящиеся электроды Dura Stick Premium
Электрод
ЗВОНИТЕ ЦЕНУ
Самоклеящиеся электроды Dura Stick Premium имеют слой чистого проводящего серебра и сетчатую основу этих электродов из нержавеющей стали, которая обеспечивает идеальный проводник для сигнала от вашего электротерапевтического аппарата.
Они также доступны с синим гелем, который защищает чувствительную кожу и сводит к минимуму риск раздражения.Электроды PALS®
Электрод
20,13 ₽–
196,84 ₽Обеспечивает превосходную гибкость и прилегание, обеспечивая оптимальный контакт с кожей даже на участках тела с четкими контурами. Эти электроды предназначены для равномерного распределения тока для комфорта пациента.
Самоклеящиеся электроды
Электрод
8,30 канадских долларовСамоклеящиеся электроды BodyMed имеют пенопластовую основу, слой клеящего геля для облегчения надежного применения и высококачественную углеродную пленку для превосходной проводимости..
Электроды ValuTrode
Электрод
10,10 канадских долларов–
17,71 канадских долларовС запатентованным гелевым клеем Axelgaard® MultiStick®, который обеспечивает длительный срок службы и увеличенный износ электрода.
Доступен в тканевой или поролоновой верхней части.
 Они также доступны с синим гелем, который защищает чувствительную кожу и сводит к минимуму риск раздражения.
Они также доступны с синим гелем, который защищает чувствительную кожу и сводит к минимуму риск раздражения. Доступен в тканевой или поролоновой верхней части.
Доступен в тканевой или поролоновой верхней части.Мокрые, сухие, активные и пассивные электроды. Какие они и что выбрать?
Язык: испанский | Английский
В некоторых случаях количество решений, которые нужно принять, может быть ошеломляющим, когда новый эксперимент с начата электроэнцефалография (ЭЭГ) . Особенно, когда мы должны определить и обосновать оборудование, которое будет использоваться. Хотя мы говорим о физических различиях между влажными , сухими , активными или пассивными электродами; Существует не так много информации о том, как влияют на данные при использовании того или иного в исследовательском эксперименте, практическом удобстве и других преимуществах или недостатках использования различных типов электродов.
Прежде всего, мы определим, из чего состоит каждый из этих типов электродов :
• Влажные электроды обычно изготавливаются из хлоридно-серебряного материала (Ag / AgCl5) 9002 . В качестве проводника между кожей и электродом они используют электролитический гель .
В качестве проводника между кожей и электродом они используют электролитический гель .
• Сухие электроды состоят из цельного металла , который действует как проводник между кожей и электродом. Этот материал обычно нержавеющая сталь .
• Активные электроды имеют модуль предварительного усиления сразу после проводящего материала между кожей и электродом. Это позволяет усилить сигнал до того, как между электродом и системой будет добавлен дополнительный шум, который будет захватывать , обрабатывать или усиливать сигнал.
• Пассивные электроды НЕ имеют модуля предварительного усиления, как активные электроды. Вместо этого он просто расширяет соединение с токопроводящий материал к оборудованию для захвата, обработки или усиления сигнала.
Подробнее: Краткое введение в ЭЭГ и типы электродов Импеданс между электродом и кожей напрямую связан с характеристиками электрода. В этом случае очень полезно использовать активные электроды, так как это стабилизирует работу электрода, уменьшая зависимость от токопроводящий гель .
В этом случае очень полезно использовать активные электроды, так как это стабилизирует работу электрода, уменьшая зависимость от токопроводящий гель .
Исследователи из Института неврологии и психического здоровья Канады [1] провели исследование, в котором приняли участие 8 человек. Сигнал ЭЭГ снимался с помощью V-Amp от Brain Products каждого из участников при излучении слуховых стимулов. Это позволило получить возможностей, связанных с событиями (ERP) .
Как видно на следующем изображении, активные электроды показали более немедленный ответ в соответствии с потенциалами (ERP), обнаруженными после испускания слухового стимула. И, кроме того, он также показал меньшую ошибку (разность напряжений) между эталонным сигналом и измерением, проведенным с помощью электродов.
Сигналы, полученные по показаниям ЭЭГ. A) На каждом из графиков показан опорный сигнал и сигнал, измеренный каждым из электродов (влажный пассивный, активный влажный и сухой пассивный соответственно). B) Черепная топография разницы потенциалов между эталонными сигналами и электродами. C) Графически показывает уровень погрешности, полученный для каждого типа электрода.
B) Черепная топография разницы потенциалов между эталонными сигналами и электродами. C) Графически показывает уровень погрешности, полученный для каждого типа электрода.
Достоинства мокрых электродов имеют свою стоимость, в зависимости от потребностей эксперимента, эта стоимость может быть очень высокой. За приложение сухие электроды необходимо выполнить дополнительный этап. Этот шаг представляет собой нанесение геля на каждый электрод. Если электрод находится в чувствительной области, это может быть не лучшим решением, так как гель может раздражать эту область (например, если вы принимаете сигналы рядом с глазами). Если мы наденем, например, LiveCap, это потребует нанесения геля на 64 электрода, по одному на каждый активный канал в крышке.
Если предполагается использовать гель в течение длительного периода времени, следует также учитывать, что гель может обезвоживаться [6,7,8], поэтому может потребоваться повторное нанесение и прерывание мониторинга сигнала. Кроме того, при снятии электродов требуется немного больше времени на очистку самих электродов, а также кожи в месте их установки. Наконец, мы должны сказать о последствиях, которые электроды могут оставить сухими после мониторинга. Хотя случаи редки, существуют опасения по поводу токсичности гелей, используемых в качестве проводников [9].]; наиболее частыми являются дерматиты [10, 11, 12].
Кроме того, при снятии электродов требуется немного больше времени на очистку самих электродов, а также кожи в месте их установки. Наконец, мы должны сказать о последствиях, которые электроды могут оставить сухими после мониторинга. Хотя случаи редки, существуют опасения по поводу токсичности гелей, используемых в качестве проводников [9].]; наиболее частыми являются дерматиты [10, 11, 12].
Сухие электроды
Этот вариант имеет преимуществ и недостатков антагонистических по сравнению с указанными для мокрых электродов. Например, при использовании сухих электродов получаются более высокие уровни шума, чем при использовании мокрых электродов. Исследование, проведенное [1], показало большую разницу между значениями, измеренными с помощью этих электродов, и эталонными значениями. Возможно, что эти уровни ошибок связаны с отсутствие электролитического слоя , то есть геля, который наносится между кожей и электродом на влажных электродах.
Но если электроды расположены правильно, с плотным контактом между кожей и электродом, можно измерять достоверные уровни спектральной ЭЭГ с предварительным усилением или без него. То есть тот факт, что это активный электрод или пассивный электрод , по-видимому, не добавляет дополнительных шумов в измерения ЭЭГ. Кроме того, с сухими электродами можно проводить эксперименты, которые ранее проводились в закрытой среде, наружу. Другими словами, измерения ЭЭГ можно проводить в реальных условиях.
Активные электроды и пассивные электроды
Тип информации, которая предназначена для измерения, может существенно повлиять на решение об использовании активных или пассивных электродов.
Исследования показали, что скорость изменения напряжения при измерении пассивными электродами может существенно влиять на количество шума, вносимого в сигнал [13]. Также рекомендуется использовать активные электроды в случае, если рассматриваемое лицо находится в движении, поскольку движения могут вызывать искажения в сигнале. Это тот же случай при работе в помещениях со значительными электромагнитными помехами в окружающей среде или при большом расстоянии между электродом и системой захвата, обработки или усиления сигнала.
Также рекомендуется использовать активные электроды в случае, если рассматриваемое лицо находится в движении, поскольку движения могут вызывать искажения в сигнале. Это тот же случай при работе в помещениях со значительными электромагнитными помехами в окружающей среде или при большом расстоянии между электродом и системой захвата, обработки или усиления сигнала.
С другой стороны, активные электроды обычно имеют более высокую цену, чем пассивные электроды. Кроме того, они тяжелее и требуют больше места, поэтому их меньше свободы движений с активными электродами , чем с пассивными.
Заключение
Как и все в жизни, нет идеального выбора электродов на все случаи жизни. Вместо этого следует подробно проанализировать потребности исследования и эксперимента, чтобы тщательно определить набор электродов, которые будут использоваться.
Сеть геодезических датчиков HydroCel: больше никаких проблем
Ссылки
[1] Mathewson, K. E., Harrison, TJL, & Kizuk, S.A.D. (2016). Высоко и сухо? Сравнение активных сухих электродов ЭЭГ с активными и пассивными мокрыми электродами. Психофизиология, 54 (1), 74–82. doi:10.1111/psyp.12536
E., Harrison, TJL, & Kizuk, S.A.D. (2016). Высоко и сухо? Сравнение активных сухих электродов ЭЭГ с активными и пассивными мокрыми электродами. Психофизиология, 54 (1), 74–82. doi:10.1111/psyp.12536
[2] FernandezMand Pallas-Areny R 1996 Простой активный электрод для снижения помех от линий электропередач с высоким разрешением
измерения биопотенциалов Ann. Междунар. конф. IEEE инж. Мед. биол. Соц.—Тр. , тома 1–3, стр. 97–8
[3] Тахери Б. А., 1995 г. Активная микроэлектродная матрица скальпа для записи ЭЭГ 8-й междунар. Конф. on Solid-State
Sensors and Actuators, and Eurosensors IX vol 1, pp 67–70
[4] Nishimura S, Tomita Y and Horiuchi T 1992 Клиническое применение активного электрода с использованием операционного усилителя
IEEE транс. Биомед. англ. 39 1096–9
[5] Ko WH and Hynecek J 1974 Сухие электроды и усилители электродов Технология биомедицинских электродов: теория и
Практика ed HA Miller and DC Harrison (New York: Academic), стр. 169–81
169–81
[6] Padmadinata FZ, Veerhoek JJ, Van Dijk GJA and Huijsing JH 1990 Микроэлектронный кожный электрод Датчики
Приводы 1–1047 B 9–1059 4
[7] Griffith ME, Portnoy WM, Stotts LJ and Day JL 1979 Улучшенные емкостные электроды для электрокардиограммы для лечения ожогов
приложения Med. биол. англ. вычисл. 17 641–6
[8] Lagow CH, Sladek KJ и Richardson P C 1971 Электрокардиографические электроды из оксида тантала с анодной изоляцией
IEEE Trans. Биомед. англ. 18 162–4
[9] Cochran R J and Rosen T 1980 Контактный дерматит, вызванный пастой для электродов ЭКГ Southern Med. J. 73 1667–8
[10] Uter W and Schwanitz H J 1996 Контактный дерматит из-за пропиленгликоля в геле электрода ЭКГ Контактный дерматит
34 230–1
1994 Аллергический контактный дерматит от геля ЧЭНС Контактный дерматит 30 305
Elliott W R and Gianetti G 1995 Помехи электростатического разряда в клинических условиях Biomed. Инструм.
Инструм.
Техн. 29 495–9
[12] Coskey R J 1977 Контактный дерматит, вызванный гелем для электродов ЭКГ Arch. Дерматол. 113 839–40
[13] Ласло С., Руис-Блонде М., Халифиан Н., Чу Ф. и Джин З. (2014). Прямое сравнение активных и пассивных электродов усиления в одной и той же системе усиления. Журнал методов нейробиологии, 235, 29.8–307. doi: 10.1016/j.jneumeth.2014.05.012
Autor: Edith Granados @Noronha edition
#neuroscience #eeglatam #choicemechanisms #eegelectrodecaps #nirsbcineurofeedback #neuroscience #eeglatam #choicemechanisms #eegelectrodecaps #nirsbcineurofeedback
How to Select a Tungsten Electrode Размер
Вольфрам — это прочный металл с уникальными свойствами, обычно используемый для изготовления сварочных электродов. Он обладает самой высокой прочностью на растяжение среди всех металлов и может сохранять ее даже при высокой температуре плавления при 3422°С (619°С). 2°F). Это делает его отличным выбором для дуговой сварки вольфрамовым электродом (GTAW), также известной как сварка вольфрамовым электродом в среде инертного газа (TIG). Для сварки TIG неплавящиеся вольфрамовые электроды помогают формировать чистые, точные и высококачественные сварные швы.
2°F). Это делает его отличным выбором для дуговой сварки вольфрамовым электродом (GTAW), также известной как сварка вольфрамовым электродом в среде инертного газа (TIG). Для сварки TIG неплавящиеся вольфрамовые электроды помогают формировать чистые, точные и высококачественные сварные швы.
Однако при выборе вольфрамовых электродов для процесса сварки сварщики должны учитывать множество различных факторов. Например, тип вольфрамового электрода, материал заготовки и электрический ток играют важную роль в окончательном выборе. Давайте рассмотрим, как эти соображения информируют сварщиков о том, как выбрать размер вольфрамового электрода, который обеспечит высочайшее качество сварки.
Типы вольфрамовых электродов, используемых при сварке TIG Сварка GTAW или TIG использует вольфрамовый электрод для образования дуги с заготовкой с использованием инертного газа, обычно аргона или гелия. Электрод идеального размера необходим для создания стабильной и точной дуги. По этой причине выбор электрода должен быть важной частью процесса настройки сварочного оборудования. Тип используемого вольфрама и электрический ток, обсуждаемые ниже, являются основными факторами, которые могут повлиять на выбор размера вольфрамового электрода для любого сварочного применения.
По этой причине выбор электрода должен быть важной частью процесса настройки сварочного оборудования. Тип используемого вольфрама и электрический ток, обсуждаемые ниже, являются основными факторами, которые могут повлиять на выбор размера вольфрамового электрода для любого сварочного применения.
Выбор типа вольфрама для сварки TIG
Сварка GTAW или TIG использует различные типы вольфрамовых электродов для различных применений. Эти электроды различаются по своему химическому составу и имеют цветовую маркировку для облегчения идентификации, как указано в таблице ниже.
| ТИПЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ И ВАРИАНТЫ ТОКА |
Тип вольфрама 70| Color Code | Current Type | |
| Pure | Green | AC |
| 1% Thoriated | Yellow | DC |
| 2% Thoriated | Red | DC |
| Церированный | Серый | AC/DC |
| 1,5 % лантана | Золотой | AC/DC | AC |
Сварка ВИГ широко используется в аэрокосмической, фармацевтической, автомобильной, атомной и обрабатывающей промышленности. Высококачественные и стабильные результаты сварки в этих отраслях требуют наиболее подходящего вольфрамового электрода из приведенного выше списка. Электрический ток, который обсуждается в следующем разделе, также необходимо учитывать.
Высококачественные и стабильные результаты сварки в этих отраслях требуют наиболее подходящего вольфрамового электрода из приведенного выше списка. Электрический ток, который обсуждается в следующем разделе, также необходимо учитывать.
В некоторых процессах сварки может использоваться как постоянный, так и переменный ток. Электрический ток отвечает за количество тепла, выделяемого на электроде. Чтобы поддерживать сбалансированное тепло на электроде, вольфрамовый электрод не должен работать при большем токе, чем указанный уровень. Хотя вольфрамовый электрод имеет высокую температуру плавления, использование силы тока, превышающей рекомендуемую, может привести к переносу частиц вольфрама в сварочную ванну. Это может привести к слабому или дефектному сварному соединению. С другой стороны, ток ниже рекомендуемого может создать нестабильную дугу.
Уровень тока может указать, как выбрать размер вольфрамового электрода
В зависимости от толщины материала, состава и источника питания для различных применений требуются вольфрамовые электроды разных размеров. Также всегда полезно следовать рекомендациям производителя и Спецификации процедуры сварки (WPS) при настройке сварочного оборудования и выборе размера электрода. Более тонкие вольфрамовые электроды могут обеспечить отличный старт дуги, но имеют температурные ограничения. Более толстые электроды обычно выдерживают большее количество тепла и имеют более длительный срок службы. Диаметр вольфрама и требуемая сила тока также зависят от свариваемого основного металла. В качестве примера в следующей таблице перечислены диапазоны электрического тока для сварки плавлением нержавеющей стали.
Также всегда полезно следовать рекомендациям производителя и Спецификации процедуры сварки (WPS) при настройке сварочного оборудования и выборе размера электрода. Более тонкие вольфрамовые электроды могут обеспечить отличный старт дуги, но имеют температурные ограничения. Более толстые электроды обычно выдерживают большее количество тепла и имеют более длительный срок службы. Диаметр вольфрама и требуемая сила тока также зависят от свариваемого основного металла. В качестве примера в следующей таблице перечислены диапазоны электрического тока для сварки плавлением нержавеющей стали.
| TUNGSTEN ELECTRODE SIZE AND CURRENT FOR STAINLESS STEEL WELDING |
| Tungsten electrode diameter | Amperage |
| 1 mm | 10 – 30 amps |
| 1,6 мм | 30–80 А |
| 2,4 мм | 80–150 А |
| 3,2 мм 70707 | 4
Для других материалов, таких как Inconel®, титан или медь, диаметр и диапазон силы тока могут быть несколько выше.
Вольфрамовые электроды обладают химическими, механическими и термическими свойствами, что делает их хорошим выбором для сварки, где прочность сварного шва и стойкость к высоким температурам являются первоклассными требованиями. Однако следует соблюдать осторожность при выборе наилучшего размера вольфрамового электрода, чтобы избежать таких проблем, как загрязнение бассейна из-за плавящихся наконечников. При TIG-сварке вольфрамовыми электродами лучший способ обеспечить стабильные высококачественные сварные швы — это использовать процесс и оборудование для орбитальной сварки.
Arc Machines, Inc. — ведущее имя в области решений для орбитальной сварки, предлагающее надежные и высококачественные аппараты для орбитальной сварки GTAW и вольфрамовые электроды для GTAW. По вопросам, касающимся продуктов, обращайтесь по телефону [email protected] . По вопросам обслуживания, например по выбору размера вольфрамового электрода, обращайтесь по адресу service@arcmachines.