Форсаж дуги на инверторе, что это: режим force
Содержание
- Форсаж дуги — Arcforce
- Форсаж сварочной дуги. Что это такое и как его использовать
- Форсаж сварочной дуги — помощник новичкам
- Возможные проблемы без этого режима
- Польза режима «форсаж сварочной дуги»
- Настройки сварочного аппарата
- Что такое форсаж дуги на сварочном инверторе
- Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание?
- Дуговая сварка. Сварка штучным электродом (ММА). Какой сварочный инвертор купить?
- Функция HOT START (горячий старт )
- Функция ARC FORCE (форсирование дуги)
- Функция ANTI STICK (анти залипание).
- Что такое форсаж дуги на сварочном инверторе?
- Для чего нужен форсаж сварочной дуги?
- Как пользоваться форсажем дуги?
- Как проверить работает или нет форсаж дуги?
- Что такое форсаж дуги при сварке электродами
- Общая информация
- Особенности
Форсаж дуги — Arcforce
Форсаж дуги – Arcforce – это функция, которая на короткой дуге обеспечивает увеличение сварочного тока на величину, предустановленную производителем или установленную самостоятельно (если конструкция инвертора имеет регулировку «Arcforce»).
Таким образом, если сварочная дуга по каким-либо причинам «рвется» и гаснет, при активации данной функции происходит дополнительный наброс сварочного тока. К примеру, это встречается когда в процессе сварки происходит отделение капли металла от электрода, что резко сокращает длину дуги, и электрод может привариться к изделию (залипнуть).
Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр форсирования, можно получить глубокое проплавление основного металла, повышенное давление дуги; уменьшая параметр можно добиться более «мягкой дуги», которая обеспечит уменьшение разбрызгивания при мелкокапельном переносе.
Так например, если у нас выставлен сварочный ток 150А, то при обрыве дуги сварочный инвертор добавляет к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге.
Работа Arcforce очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Подводя итог, необходимо отметить, что арк-форс обеспечивает оптимальные характеристики дуги при сварке электродами любого типа, а также отсутствие коротких замыканий даже при использовании электродов с рутил-целлюлозным покрытием.
>Электросварка
Форсаж сварочной дуги. Что это такое и как его использовать
Михаил Щербаков. Рубрика: инвертор
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги», и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Где эта функция применима и насколько полезна?
Возможные проблемы без этого режима
Качество шва и скорость его наложения зависят от способности сварщика сохранять постоянное расстояние между концом электрода и линией соединения. Чем выше дуга, тем большее рассеивание получает напряжение, и раскаленный металл труднее формировать в сварочной ванне для создания шва. Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Оптимальным расстоянием считается 3-5 мм. У опытных сварщиков рука автоматически «чувствует» этот зазор и поддерживает его по мере сгорания электрода. Но на тонком металле (0,8 — 1,2 мм) этого расстояния может оказаться недостаточно. При сварке пластин малой толщины приходится значительно снижать силу тока. Чтобы поддерживать горение дуги, конец электрода приходится вплотную подводить к изделию. Это вызывает следующие проблемы:
- прилипание электрода;
- нарушение обмазки при неудачном отрыве;
- замедление скорости из-за повторных розжигов;
- непровары.


Если увеличить силу сварочного тока, то электрод будет прилипать реже, но появятся прожоги и сильные наплывы металла с обратной стороны поверхности. Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Польза режима «форсаж сварочной дуги»
Использование функции «Arcforce» в инверторе решает две проблемы. Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-вторых, при ведении шва на тонком металле, аппарат обеспечивает сварку на выставленных настройках, но в случае угрозы затухания дуги, автоматически подает компенсирующий ток, возобновляющий горение. Даже, если пытаться намеренно вызвать залипание — этого не получится.
В результате, функция позволяет:
- варить плавно;
- точно формировать шов;
- без чрезмерных наплывов и прожогов;
- на минимальном токе;
- без залипания электрода.

Этот режим очень полезен сварщикам-новичкам, которые только учатся видеть сварочную ванну и различать металл и шлак в расплавленном виде, и забывают при этом следить за расстоянием между изделием и укорачивающимся электродом.
Настройки сварочного аппарата
Настройка функции производится поворотным регулятором на передней панели инвертора. Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Когда появится некоторый опыт и уверенность, можно переходить к сварке тонких материалов, а настройку выставлять по ситуации: если липнет — добавить по шкале форсаж, если прожигает — убавить. Зависит показатель настройки и от выбора расходных материалов. Рутиловые электроды требуют всего 30% положения регулятора, а целлюлозные хорошо функционируют на максимальном.
Что такое форсаж дуги на сварочном инверторе
Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание?
Что такое сварочный инвертор?
Инвертор – ( от латинского inverto – переворачиваю, изменяю) — это устройство для преобразования постоянного тока в переменный. Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля.
Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля.
Инвертор в сварочном аппарате необходим для того, чтобы повысить частоту тока с целью уменьшения габаритно-массовых характеристик силового трансформатора, а также для повышения управляемости выходными характеристиками устройства.
Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра.
В обычном сварочном трансформаторе (без инвертора) ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в 200Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода. Следовательно, если этот трансформатор будет подключен к бытовой сети, такой же ток будет протекать и по сетевым проводам, разогревая их и оплавляя вилку с розеткой. Именно поэтому, при выполнении сварочных работ обычным трансформатором от бытовой сети, наблюдаются резкие провалы и броски напряжения в этой сети, которые могут привести к выходу из строя других подключенных потребителей.
Именно поэтому, при выполнении сварочных работ обычным трансформатором от бытовой сети, наблюдаются резкие провалы и броски напряжения в этой сети, которые могут привести к выходу из строя других подключенных потребителей.
В инверторе, в отношении токов в обмотках, действуют те же законы, но контуры протекания этих токов существенно отличаются, а именно, ток в первичной обмотке силового трансформатора течет из емкостного накопительного фильтра, а при наличии реактивных токов (в режимах близких к короткому замыканию) в него же и возвращается. Таким образом, в инверторе осуществляется циркуляция энергии из емкостного накопителя в силовой трансформатор и обратно при индуктивном характере нагрузки. Из сети при этом инверторный сварочный аппарат потребляет только такую мощность, которая израсходовалась и выделилась в виде тепла в дуге и ушла на незначительные потери в проводах и других элементах. Следовательно, максимальный потребляемый ток из сети инвертором происходит при максимальной длине дуги, а у трансформаторного сварочного аппарата в режиме короткого замыкания и режимах близких к нему. Поэтому инвертор не перегружает сеть и является таким же потребителем энергии, как и обычная нагрузка. Из-за низкого потребляемого из сети тока инверторы, по отношению к другим потребителям подключенным в эту же сеть, являются устройствами «невидимыми», не влияющими существенно на саму сеть и следовательно на других потребителей.
Поэтому инвертор не перегружает сеть и является таким же потребителем энергии, как и обычная нагрузка. Из-за низкого потребляемого из сети тока инверторы, по отношению к другим потребителям подключенным в эту же сеть, являются устройствами «невидимыми», не влияющими существенно на саму сеть и следовательно на других потребителей.
При выборе сварочного инвертора первым делом необходимо обращать внимание на:
1. мощность аппарата — максимальный сварочный ток, при котором будет работать инвертор, от величины которого зависит каким максимальным диаметром электрода можно производит сварочные работы. Не мало важно знать какой минимальный сварочный ток для работы с тонким металлом.
2. Другая основная ПВ — время, в течении которого инвертор сможет работать, не отключаясь, на максимальном токе или более верное название Продолжительность нагрузки – это отношение времени, в течение которого сварочным аппаратом можно варить, ко времени за которое он должен охлаждаться, для пятиминутного цикла работы штучными электродами и для десятиминутного цикла работы в режиме полуавтоматической сварки.
Например, продолжительность нагрузки – 60%. Это значит, что сварочный аппарат может 60% времени варить и 40% должен охлаждаться в течение каждого пятиминутного цикла, т.е. соответственно, для вышеуказанных цифр 3 минуты можно варить и 2 минуты сварочный аппарат должен охлаждаться, затем снова 3 минуты можно варить и 2 – охлаждаться и т.д.
3.Размер и вес аппарата не играет первостепенную роль но так же важен если необходима мобильность и частые перемещения.
В современных сварочных инверторах присутствую следующие функции: «горячий старт», «форсаж дуги», «антиприлипание». Не во всех они есть и тем более все сразу, если в двух словах, то:
Горячий старт или Hotstart – это все одни и те же понятия. Что это за опция? Если описать в двух словах, то это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»? — Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Форсаж дуги или Arcforce – это тоже тождественные понятия. Если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Антиприлипание — когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т. к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Чтобы перейти на страницу нашего магазин нажмите на ссылку: Сварочные аппараты
Дуговая сварка. Сварка штучным электродом (ММА). Какой сварочный инвертор купить?
Обзор инверторов Профи ARC 200 и Профи ARC 250.
Малогабаритный сварочный инвертор Профи (Rilon) монтажного класса предназначен для ручной дуговой сварки штучным электродом на постоянном токе. Рекомендуется для профессионального применения. Инвертор сварочный Профи (Rilon ) широко применяется для сварки углеродистых, низколегированных и нержавеющих сталей.
Сварочные аппараты предназначены для монтажных работ на объектах различного назначения, ремонтных работ (службы ЖКХ, аварийно-ремонтные бригады), производства сварных металлических изделий (фермы, балки, опоры, колонны, заборы, ограждения, ворота, лестницы, перила), частного хозяйства (гараж, дача).
Рассмотрим на примере два сварочных инвертора Профи ARC 200 и Профи ARC 250. а именно устройство и особенности передней панели этих аппаратов.
Для облегчения настройки сварочного тока передняя панель оснащена цифровым дисплеем, на котором при вращении потенциометра сварочного тока отображается величина сварочного тока. Вокруг потенциометра сварочного тока нанесена шкала с обозначением диаметров электрода. Для начинающих это существенно облегчит настройку сварочного тока под выбранный диаметр электрода. Самостоятельно выбрать электроды сварочные поможет статья Как выбрать электрод для сварки ММА .
Для облегчения рабочего процесса и улучшения качества сварки аппараты имеют вспомогательные функции:
Функция HOT START (горячий старт )
Для обеспечения лучшего поджига дуги в начале сварки, инвертор, оснащенный функцией HOT START , производит автоматическое кратковременное повышение сварочного тока. Это позволяет значительно облегчить начало сварочного процесса.
Функция ARC FORCE (форсирование дуги)
Регулируется потенциометром Форсаж дуги . В процессе сварки происходит отделение капли металла от электрода, что резко сокращает длину дуги, и электрод может привариться к изделию (залипнуть). Инвертор, оснащённый функцией ARC FORCE , производит форсирование дуги, автоматически увеличивая величину сварочного тока на очень короткий промежуток времени, что снижает вероятность залипания электрода в процессе производства работ. Регулировка форсирования дуги позволяет изменять такой параметр, как жёсткость дуги . Этим можно добиться либо более мягкой дуги , которая обеспечит малое разбрызгивание при мелкокапельном переносе, либо, увеличив параметр форсирования, получить глубокое проплавление сварного шва ( жесткая дуга ).
Функция ANTI STICK (анти залипание).
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. Инвертор, оснащенный функцией ANTI STICK , производит автоматическое снижение сварочного тока при залипании электрода. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
Итак, при настройке сварочного тока мы так же можем настроить форсаж дуги . Для стабильной и качественной сварки лучше всего выставлять эти параметры в одинаковые положения. На примере аппаратаПрофи ARC 200: если мы оставим форсаж дуги в спокойном положении, а потенциометр сварочного тока поставим на максимум, то максимальный рабочий диаметр электрода будет 3 мм. таким образом, для корректной работы электродом диаметром 4 и 5 мм нам понадобится подстроить форсаж дуги .
В инверторах Профи используются кабельные розетки, рассчитанные на величины токов, превосходящие заявленные параметры, что позволяет увеличить срок службы инверторов в целом.
Обратите внимание на комплектацию. Аппараты комплектуются электрододержателем в сборе с трёхметровым сварочным кабелем, кабельной вилкой и клеммой (земля) в сборе с трёхметровым сварочным кабелем и кабельной вилкой.
Профи ARC 200 идёт в двух комплектациях: в алюминиевом кейсе и без кейса. Комплектация с кейсом удобна для переноски и хранения сварочного аппарата.
Комплектация с кейсом удобна для переноски и хранения сварочного аппарата.
С ценами на сварочные инверторы вы можете ознакомиться в этом разделе.
Что такое форсаж дуги на сварочном инверторе?
Проблема со стабильным горением дуги начинается у многих специалистов вне зависимости от их опыта, когда дело касается сварки тонкого металла. Корень проблемы кроется в том, что сам процесс приходится проводить на минимальных токах, чтобы не прожечь заготовки. Когда сила тока минимальна, то ее может быть недостаточно для того, чтобы создать стабильную сварочную дугу. Здесь нужно очень точно подбирать режимы, чтобы электрод не залипал при сильно низких показателях, а мощность дуги не прожигала дыры, при сильно высоких. Таким образом, ответ на вопрос, для чего нужен форсаж дуги, будет очень простым. Это стабилизация горения при сложных работах с тонкими материалами. Такая функция может пригодиться всем сварщикам, которые выполняют широкий диапазон работ. В особенности это полезно для новичков, которым сложнее справиться с тонкими работами.
При выборе нового сварочного аппарата некоторые не знают, для чего нужен форсаж дуги на инверторе, и не обращают на данный режим внимания. Это оказывается очень полезным дополнением к другим возможностям современных инверторов, выпускаемых как в крупных размерах с большой мощностью, так и в компактных домашних вариантах. Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.
BAX дуги сварочного инвертора
Иными словами, если в обыкновенном режиме происходит сваривание при постоянных параметрах, пока сварщик сам не изменит их, то при включенном форсаже все может меняться. Если во время ведения дуги, при установленных 90 А, электрод только начинает залипать, то инвертор подает на 10 А больше и этого хватает для того, чтобы дуга продолжила горение. Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Если во время ведения дуги, при установленных 90 А, электрод только начинает залипать, то инвертор подает на 10 А больше и этого хватает для того, чтобы дуга продолжила горение. Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Для чего нужен форсаж сварочной дуги?
Использование данного режима необходимо для создания максимально простых условий получения соединения, чтобы обеспечить высокое качество шва. Аппараты с наличием этой функции можно уже отнести к профессиональным. Они обладают заметно более высокой стоимостью и подходят для широкого спектра работ. Если к проводимому соединению выдвигаются высокие стандарты качества, то его стоит сваривать именно при такой дополнительной функции. Даже новичок сможет справиться со сваркой тонких изделий без постоянного залипания, с которым сталкиваются даже опытные сварщики. Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Стоит сразу отметить, что это режим не для постоянного использования. Он преимущественно нужен при тонких работах, тем более что его настройки как раз на это и рассчитаны. Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Как пользоваться форсажем дуги?
Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Единицы измерения шкалы на аппаратах с регулируемой функцией могут быть различными. Зачастую это процентное соотношение или условные единицы. Это ни как не влияет на правильность выбора нужного значения в них, поэтому, стоит взять общий вариант шкалы в процентах.
Показания шкалы, % | Тип применяемых электродов |
10-30 | С рутиловым покрытием |
50 | С основным покрытием |
90-100 | С целлюлозным покрытием |
Как проверить работает или нет форсаж дуги?
Данная функция не привносит каких-либо заметных изменений в сварочном процессе, во внешней его составляющей.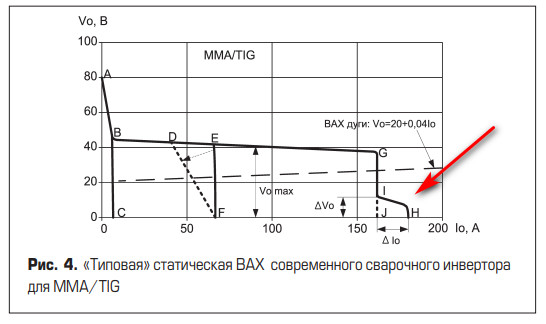 Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет. Если присутствует шкала, на которой можно выставить требуемый режим, то узнать работает ли функция или нет, становится еще проще.
Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет. Если присутствует шкала, на которой можно выставить требуемый режим, то узнать работает ли функция или нет, становится еще проще.
Регулировка форсажа дуги на инверторе
На данный способ оказывается верным только в том случае, если инвертор работает и все его функции полностью готовы к использованию. В случае же отказа узла, который обеспечивает форсаж, то даже при включенном индикаторе ничего выполняться не будет. Чтобы определить, задействована ли указанная функция на данный момент или нет, требуется определить это опытным путем. Если все установлено правильно и работает, то количество залипаний во время работы станет намного меньше. Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
Если все установлено правильно и работает, то количество залипаний во время работы станет намного меньше. Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
Что такое форсаж дуги при сварке электродами
Иногда при проведении сварочного процесса, особенно если его производит малоопытный сварщик, происходит «прилипание» электрода к изделию. Так как происходит случайное отделение от него капли металла. В результате чего резко сокращается длина рабочей дуги, провоцирующее прерывание процесса сварки. Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Что это такое – форсаж дуги
Когда капля металла случайно отделится от электрода, вызывая его «прилипание» к свариваемому изделию, сварочный агрегат на очень короткий отрезок времени автоматически увеличивает величину рабочего тока.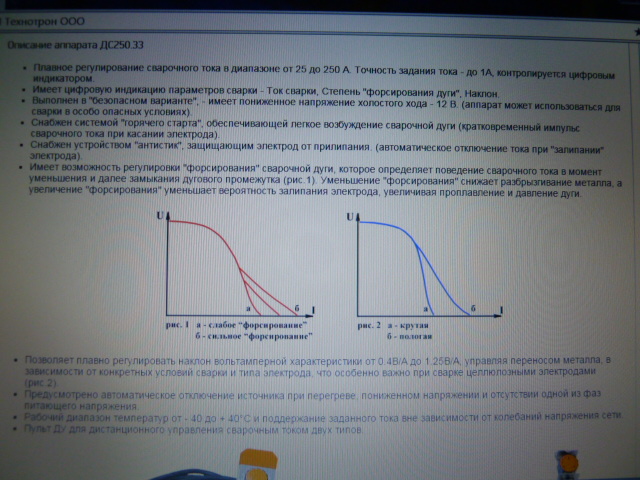 Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Такая автоматическая регулировка «форсирования рабочей дуги» предоставляет возможность изменять один из ее параметров – «жесткость». В результате устанавливается более «мягкая» дуга, обеспечивающая минимальное разбрызгивание во время мелкокапельного переноса.
Другой вариант форсирование рабочего режима – обеспечивается проплавление шва свариваемого стыка на большую глубину.
Особенности процесса «форсажа»
Если во время сварочного процесса по какой-то причине рабочая дуга полностью гаснет либо «рвется», то сварочный аппарат автоматически увеличивает сварочный ток. Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Эта функция чем-то напоминает «горячий старт». Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
В большинстве сварочных аппаратов, особенно отечественного производства, включение функции «форсаж» обеспечивается в автоматическом режиме.
Применение режима «Arc force»
Наибольшую пользу этой функции ощущают сварщики во время жесткого соединения труб с использованием электродов с основным технологическим покрытием. В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
А если наступает момент накладывания потолочного шва, то в этом положении часто начинается «залипание» электрода. И успешно продолжить сварочный процесс эффективно помогает режим «форсаж».
Электроды Бор
Для точечной сварки
Электроды для чугунного блока
Время чтения: 4 минуты
Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных.
Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных.
Одна из таких функций — форсаж дуги. В этой статье мы подробно расскажем, что такое форсаж дуги на сварочном инверторе, каков принцип работы этой функции, и зачем она вообще нужна домашнему сварщику или новичку.
Общая информация
Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги. Мы даже скажем больше: периодически дуга может гореть нестабильно даже у опытного мастера. Связано это с множеством факторов: от физического самочувствия самого сварщика до неправильно подобранного режима сварки.
Читайте также: Выбор и расчет режима сварки
Но у новичков причина проблемы обычно всегда одна: использование минимальной силы тока. Начинающие сварщики устанавливают невысокое значение сварочного тока, чтобы избежать прожогов. Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Чтобы решить эту проблему нужно правильно подбирать режим сварки, следить, чтобы электрод не прилипал к металлу. Как вы понимаете, новичку непросто сделать всё и сразу. Тем более правильно. Поэтому на помощь приходят дополнительные функции. Такие, как форсаж дуги.
Форсаж дуги призван ускорить и упростить сварочные работы. Эта функция стабилизирует горение дуги при любом значении силы тока. Суть форсажа дуги проста: эта функция в автоматическом режиме подгоняет параметры тока под те условия, в которых вы работаете.
Приведем простой пример. Вы установили минимальную силу тока в надежде на отсутствие прожогов и приступили к сварке. В процессе работ электрод начал прилипать к металлу. Если на вашем инверторе есть функция форсажа дуги и вы ее включите, то сработает короткое замыкание и сила тока автоматически повысится до оптимального значения. А затем вернется к исходным настройкам, и вы сможете варить при заданной вами силе тока.
Форсаж дуги может быть автоматическим и настраиваемым. В бюджетных моделях он обычно автоматический. Включается нажатием одной кнопки. Новичкам такой режим подходит больше всего, а вот опытным сварщикам нужны более глубокие настройки.
Особенности
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ.
Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат. Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Обычно в документах на инвертор эта функция называется «Arc Force». Также эту надпись можно встретить на корпусе самого аппарата.
Форсаж дуги способен настолько упростить работу, что даже начинающий сварщик сможет выполнить сварку на достойном уровне. Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов. А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате.
Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов. А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате.
Помните, что функция форсажа дуги — это не панацея от всех бед. Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины. Но такая возможно представлена только в дорогих профессиональных аппаратах. В большинстве моделей есть просто кнопка вкл/выкл, с заданными параметрами. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов.
This entry was posted in Ремонт. Bookmark the <a href=»https://kabel-house.ru/remont/forsazh-dugi/» title=»Permalink to Форсаж дуги» rel=»bookmark»>permalink</a>.
Для чего нужен форсаж дуги
Вы бы в теме ремонта этот вопрос задали. Спецы подтянутся скажут. А вообще. Вам наверно нужно чтобы отключение было через тумблер,так удобнее. Да я только тонкий металл варю, вообще не возможно варить прожоги бывают, в этом аппарате очень выраженный ХС.
Поиск данных по Вашему запросу:
Для чего нужен форсаж дуги
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Отзывы раздела каталога: Сварочные инверторы-аппараты MMA в Уфе
- Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание?
- Please turn JavaScript on and reload the page.
- Выбираем сварочный инвертор: от технических характеристик до брендов
- Как выбрать сварочный аппарат
- Инвертор сварочный САИ-190ПН 190А d5 140-240В IP21 форсаж дуги Ресанта 65/19
- Что такое форсаж дуги на сварочном инверторе?

ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Классные электроды и форсаж дуги
Отзывы раздела каталога: Сварочные инверторы-аппараты MMA в Уфе
Время чтения: 4 минуты. Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении.
Мы даже скажем больше: периодически дуга может гореть нестабильно даже у опытного мастера. Связано это с множеством факторов: от физического самочувствия самого сварщика до неправильно подобранного режима сварки. Но у новичков причина проблемы обычно всегда одна: использование минимальной силы тока.
Начинающие сварщики устанавливают невысокое значение сварочного тока, чтобы избежать прожогов. Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Чтобы решить эту проблему нужно правильно подбирать режим сварки, следить, чтобы электрод не прилипал к металлу. Как вы понимаете, новичку непросто сделать всё и сразу. Тем более правильно. Поэтому на помощь приходят дополнительные функции.
Приведем простой пример. Вы установили минимальную силу тока в надежде на отсутствие прожогов и приступили к сварке. В процессе работ электрод начал прилипать к металлу. Если на вашем инверторе есть функция форсажа дуги и вы ее включите, то сработает короткое замыкание и сила тока автоматически повысится до оптимального значения. А затем вернется к исходным настройкам, и вы сможете варить при заданной вами силе тока. Форсаж дуги может быть автоматическим и настраиваемым.
В бюджетных моделях он обычно автоматический. Включается нажатием одной кнопки. Новичкам такой режим подходит больше всего, а вот опытным сварщикам нужны более глубокие настройки.
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ. Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат.
Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ. Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат.
Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Также эту надпись можно встретить на корпусе самого аппарата. Форсаж дуги способен настолько упростить работу, что даже начинающий сварщик сможет выполнить сварку на достойном уровне. Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов.
А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате. Помните, что функция форсажа дуги — это не панацея от всех бед. Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины.
Но такая возможно представлена только в дорогих профессиональных аппаратах. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов. Благодаря этой функции удается стабилизировать горение дуги, а значит улучшить качество швов. На данный момент эта функция не является редкостью. Инверторы с форсажем дуги выпускают такие известные бренды как Ресанта, Аврора Про, Сварог и др. Поэтому недорогой аппарат с форсажем можно купить у отечественного производителя, если вы не готовы платить больше за европейские или американские бренды.
А какой инвертор используете вы? Если ли у него функция форсажа дуги? Насколько она полезна, на ваш взгляд? Поделитесь своим мнением в комментариях ниже. Мы уверены, что оно будет полезно для многих новичков. Желаем удачи в работе! Время чтения: 4 минуты Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке.
Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание?
Для прочтения нужно: 3 мин. Легкие и удобные в работе, сварочные инверторы вытеснили с рынка трансформаторные сварочные аппараты. Ведущие производители сварочного оборудования выпускают десятки моделей с различными техническими характеристиками. Как правильно сделать выбор, какие параметры при этом нужно учесть и что предлагают поставщики? Об этом расскажем в нашем обзоре. Сварочные инверторы появились еще в х годах ХХ века.
Зачем нужна гидро-пароизоляция? . 11 кВт, А, ПВ 60%, регулируемый форсаж дуги и горячий старт, напряжение холостого ходаd 67В, 1, мм.
Please turn JavaScript on and reload the page.
Большинство сварочных инверторов для ручной дуговой сварки покрытыми электродами имеют функции опции :. Функция сварочного инвертора, обеспечивающая увеличение сварочного тока в момент касания электродом детали момент поджига дуги. Функция «Горячий старт» может быть регулируемая и фиксированная, в зависимости от конструкции инвертора. Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем. Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» к установленному. Включать опцию «Горячий старт» целесообразно: при сварке деталей с остатками ржавчины или краски; при использовании не качественных электродов; при низком напряжении питающей сети. Функция обеспечивает, на короткой дуге, увеличение сварочного тока на величину, предустановленную производителем или установленную самостоятельно если конструкция инвертора имеет регулировку функции «форсаж дуги». Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр, можно получить глубокое проплавление основного металла, повышенное давление дуги, уменьшая параметр — можно добиться более «мягкой дуги», которая обеспечит малое разбрызгивание при мелкокапельном переносе.
Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр, можно получить глубокое проплавление основного металла, повышенное давление дуги, уменьшая параметр — можно добиться более «мягкой дуги», которая обеспечит малое разбрызгивание при мелкокапельном переносе.
Выбираем сварочный инвертор: от технических характеристик до брендов
Для чего он нужен? К примеру, если у нас выставлен сварочный ток — Ампер, то при обрыве дуги сварочный инвертор накидывает к этим ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Для чего нужна эта функция? Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки — это не так.
Инвертор свар. Отличный вариант для ремонтной бригады, для работы на стройке или на производстве.
Как выбрать сварочный аппарат
ARC FORCE Форсаж дуги — когда напряжение электрической дуги из-за большой капли, образовавшейся на электроде, становится ниже определенного минимального значения, сила тока автоматически повышается. Это помогает капле оторваться от стержня электрода, тем самым позволяя электрической дуге освободиться и не погаснуть. Для этого в момент касания электрода с изделием происходит кратковременное повышение значения сварочного тока. Разогрев электрода, вызванный сопротивлением, может повредить покрытие электрода вплоть до его отслаивания. Чтобы этого не произошло, если после короткого замыкания зажигания нарастания напряжения не происходит, ток немедленно снижается до нескольких ампер. После этого электрод можно легко отделить от изделия, и инвертор возобновляет установленные параметры сварки.
Это помогает капле оторваться от стержня электрода, тем самым позволяя электрической дуге освободиться и не погаснуть. Для этого в момент касания электрода с изделием происходит кратковременное повышение значения сварочного тока. Разогрев электрода, вызванный сопротивлением, может повредить покрытие электрода вплоть до его отслаивания. Чтобы этого не произошло, если после короткого замыкания зажигания нарастания напряжения не происходит, ток немедленно снижается до нескольких ампер. После этого электрод можно легко отделить от изделия, и инвертор возобновляет установленные параметры сварки.
Инвертор сварочный САИ-190ПН 190А d5 140-240В IP21 форсаж дуги Ресанта 65/19
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе — это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция — находка. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания.
Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция — находка. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания.
Ток регулируется в диапазоне от 40 до А. Есть форсаж дуги, антизалипание, горячий старт. . Больше — нужен другой сварочник. Хорошо .
Что такое форсаж дуги на сварочном инверторе?
Для чего нужен форсаж дуги
Форсаж дуги Arc force или Arcforsing — опция сварочного аппарата, обеспечивающая стабилизацию дуги за счет увеличения сварочного тока в тот момент, когда капля расплавленного металла отделяется от электрода и переходит в сварочную ванну. Она существенно сокращает вероятность непреднамеренного обрыва дуги и прилипания электрода к поверхности металла, что позволяет получить более качественный непрерывный сварочный шов. Наличие опции Arcforce делает более удобной сварку тонколистового металла на короткой дуге, обеспечивая хороший провар и при этом позволяя избежать перегрева основного металла, а также нивелирует недостаточно высокий уровень мастерства сварщика. В большинстве современных сварочных аппаратов опция Arc force присутствует по умолчанию.
В большинстве современных сварочных аппаратов опция Arc force присутствует по умолчанию.
Расширенный поиск. Форум Технологии сварки Видео, литература и информация Очень просто. Что такое горячий старт, форсаж дуги, антизалипание. Показано с 1 по 1 из 1.
Для выполнения сварки необходим особый инструмент — это сварочный аппарат. Одним из последних видов такого аппаратов является инвертор.
Скорее всего в вашем браузере отключён JavaScript. For the best experience on our site, be sure to turn on Javascript in your browser. HOT START быстрый старт — Функция быстрый старт значительно облегчает возбуждение сварочной дуги за счет кратковременного повышения значения сварочного тока в момент касания электрода к изделию: зажечь дугу с одного касания, без брызг и брака, как настоящий профессионал, сможет даже неопытный новичок. ANTISTIСK- антиприлипание — Резкий сброс тока в случае, если дуга не зажглась в первоначальный момент касания электродом изделия, а также в момент залипания электрода во время сварки: Эта функция помогает электроду не «примерзнуть» к изделию. Это помогает капле оторваться от стержня электрода, делая тем самым процесс переноса капель через дуговой промежуток четким и равномерным. Эта функция значительно облегчает сварку швов в вертикальном и горизонтальном положении.
Это помогает капле оторваться от стержня электрода, делая тем самым процесс переноса капель через дуговой промежуток четким и равномерным. Эта функция значительно облегчает сварку швов в вертикальном и горизонтальном положении.
Цены, указанные на сайте, и сведения о наличии товаров не являются публичной офертой! Внешний вид, цветовая гамма, технические характеристики товара и комплектность могут отличаться от реальных, уточняйте сведения на момент покупки и оплаты. Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи ГК РФ.
Форсаж дуги как правильно регулировать
Для прочтения нужно: 3 мин. Легкие и удобные в работе, сварочные инверторы вытеснили с рынка трансформаторные сварочные аппараты. Ведущие производители сварочного оборудования выпускают десятки моделей с различными техническими характеристиками. Как правильно сделать выбор, какие параметры при этом нужно учесть и что предлагают поставщики? Об этом расскажем в нашем обзоре.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Hotstart (Горячий старт), Arcforce (Форсаж дуги), Antistick (Антиприлипание) — что это за термины?
- Что такое форсаж дуги при сварке электродами
- Что такое форсаж дуги на сварочном инверторе. Что такое форсаж дуги на сварочном инверторе
- Горячий старт и Форсаж дуги
- Форсаж и ток зажигания дуги — нужные опции инвертора?
- Что такое форсаж дуги на сварочном инверторе
- Выбираем сварочный инвертор: от технических характеристик до брендов
- GROVERS MMA-200G professional
- Что такое форсаж дуги при сварке электродами
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ручная дуговая сварка штучным электродом (ММА)
 youtube.com/embed/8NVfEYUoCHw» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/8NVfEYUoCHw» frameborder=»0″ allowfullscreen=»»/>Hotstart (Горячий старт), Arcforce (Форсаж дуги), Antistick (Антиприлипание) — что это за термины?
Горячий старт, хот-старт или Hotstart — это дополнительный наброс сварочного тока в момент касания заготовки электродом. У разных производителей эта величина может отличаться: 5, 10, 15, 30,…. Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях.
Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей. Для чего он нужен? К примеру, если у нас выставлен сварочный ток — Ампер, то при обрыве дуги сварочный инвертор накидывает к этим ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Для чего нужна эта функция? Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки — это не так.
Для чего нужна эта функция? Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки — это не так.
Залипанию электрода препятствует как раз функция Arcforce арк-форс , о ней мы говорили выше. Когда происходит залипание прикипание электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального т. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Теги материала: Сварочный аппарат. Комментарий от JeffreyOxype : «Полезная информация, спасибо! Комментарий от Алена Филоненко : «Век живи и век учись Комментарий от Владимир Морозов : «Все сразу стало понятно!
Что такое форсаж дуги при сварке электродами
Теплоизоляция для трубПреимуществами теплоизоляции для труб из пенопласта являются полная герметичность, сокращение затрат на эксплуатацию трубопроводов и сроков далее Советы по установке отливов для крыши своими рукамиНередка ситуация, когда отливы для крыши своими руками получаются качественнее, чем стандартные изделия. Статистические далее Гидроизоляция фундаментабитумной мастикойОбмазочная гидроизоляция — один из самых распространенных способов
Статистические далее Гидроизоляция фундаментабитумной мастикойОбмазочная гидроизоляция — один из самых распространенных способов
САИПН (MMA) — достоинства и недостатки, качество товара. Честные ответы производителей. Вопрос: Как регулировать форсаж дуги?.
Что такое форсаж дуги на сварочном инверторе. Что такое форсаж дуги на сварочном инверторе
Сварочный ток — это основной параметр электродуговой сварки. От него зависит качество соединения и срок его эксплуатации. Электрический ток регулируется в широком диапазоне. Его величину устанавливают, исходя из характеристик и свойств базового металла. На последнем пункте следует остановиться подробнее. Зависимость между силой тока и количеством теплоты прямая. Чем выше первый показатель, тем больше тепла выделяется при горении электрической дуги , соответственно, базовая поверхность нагревается быстрее, увеличивая производительность. Исходя из этого, чем выше толщина заготовки, тем сильнее должен быть ток для полного проплавления металла. Грамотный подбор рабочих параметров зависит от квалификации специалиста.
Грамотный подбор рабочих параметров зависит от квалификации специалиста.
Горячий старт и Форсаж дуги
Данная функция не привносит каких-либо заметных изменений в сварочном процессе, во внешней его составляющей. Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет.
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов.
Форсаж и ток зажигания дуги — нужные опции инвертора?
Инвертор — от латинского inverto — переворачиваю, изменяю — это устройство для преобразования постоянного тока в переменный. Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля. Инвертор в сварочном аппарате необходим для того, чтобы повысить частоту тока с целью уменьшения габаритно-массовых характеристик силового трансформатора, а также для повышения управляемости выходными характеристиками устройства. Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра. В обычном сварочном трансформаторе без инвертора ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода.
Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля. Инвертор в сварочном аппарате необходим для того, чтобы повысить частоту тока с целью уменьшения габаритно-массовых характеристик силового трансформатора, а также для повышения управляемости выходными характеристиками устройства. Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра. В обычном сварочном трансформаторе без инвертора ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода.
Что такое форсаж дуги на сварочном инверторе
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: kruger , 8 октября в Технологии сварки. Подозреваю, что это сварка с поджигом на малом токе, когда рука не присадку держит, а на регуляторе ток увеличивает когда надо :. Почему же. Есть такое понятие, как базовый ток — постоянный и ток импульса — переменная составляющая, которая и представляет собой импульсы, может быть даже модулированные, то есть состоящие из нескольких высокочастотных или имеющих гармоники какое описание кому больше нравится. А есть еще и ток подпитки.
Расшифровка и пояснения — тут. Автор: kruger , 8 октября в Технологии сварки. Подозреваю, что это сварка с поджигом на малом токе, когда рука не присадку держит, а на регуляторе ток увеличивает когда надо :. Почему же. Есть такое понятие, как базовый ток — постоянный и ток импульса — переменная составляющая, которая и представляет собой импульсы, может быть даже модулированные, то есть состоящие из нескольких высокочастотных или имеющих гармоники какое описание кому больше нравится. А есть еще и ток подпитки.
За счет возможности плавно регулировать форсаж дуги можно достичь стабильности горения Как правильно настроить форсаж сварочной дуги.
Выбираем сварочный инвертор: от технических характеристик до брендов
Москва: Каширский проезд д. Савушкина д. Бебеля, д. Доватора, д.
GROVERS MMA-200G professional
Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных. Одна из таких функций — форсаж дуги. Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги.
С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных. Одна из таких функций — форсаж дуги. Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги.
Просмотры: Что такое сварочный инвертор?
Что такое форсаж дуги при сварке электродами
Счастливый владелец загородной недвижимости кроме зеленого газона и чистого воздуха получает весьма широкий фронт работ, многие из которых связаны с металлом. Но, к сожалению, не всегда их можно выполнить при помощи метизных изделий и инструмента. Например, быстро собрать забор или металлоконструкцию для беседки можно только при помощи электросварки. Надежные трансформаторные источники тока все еще популярны среди застройщиков, потому что надежны, дешевы и вполне подходят для домашних работ. Однако негативных аспектов у такого инструмента также немало, здесь и внушительная масса, и большие габариты. Более того, аппарат на базе трансформатора потребляет много электроэнергии и просаживает сеть во время работы. Другое дело инверторные агрегаты — они небольшие по размерам и весу, а также просты в управлении.
Другое дело инверторные агрегаты — они небольшие по размерам и весу, а также просты в управлении.
Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание? Что такое сварочный инвертор? Инвертор — от латинского inverto — переворачиваю, изменяю — это устройство для преобразования постоянного тока в переменный.
Угловые сварные швы с использованием электродуговых электродов из нержавеющей стали | Производство и металлообработка
Перейти к содержимому
Дело в том, что если угловой шов одинакового размера наплавляется с одинаковой скоростью перемещения как электродом из мягкой стали, так и электродом из нержавеющей стали, электрод из нержавеющей стали выполнит это при более низкой силе тока. . . значительно ниже. Кроме того, поскольку стержневые электроды из нержавеющей стали работают при более низком выходном токе, чем электроды из мягкой стали, в результате получается меньшая сила дуги. Таким образом, следуя этой логике, можно представить проблемы, которые могут возникнуть при попытке протолкнуть меньшую выходную силу тока через сварочную ванну того же размера.
Таким образом, следуя этой логике, можно представить проблемы, которые могут возникнуть при попытке протолкнуть меньшую выходную силу тока через сварочную ванну того же размера.
Не испугавшись, некоторые все еще верят, что проникновения через корень можно достичь, просто увеличив выходную силу тока. Но увеличение тока до максимально рекомендуемой выходной силы тока для данного диаметра электрода (или больше) приведет только к пропорциональному увеличению скорости плавления. Также увеличится длина дуги — расстояние от конца электрода до заготовки. Увеличение напряжения дуги приводит к уменьшению плотности тока, то есть увеличенный ток просто распространяется на большую площадь. Таким образом, чистая выгода от увеличения тока равна 9.0007 ноль в отношении проникновения корня.
В качестве альтернативы, некоторые перефразировали комментарий «Я просто запишу это», уменьшив скорость движения. Эти люди оправдывают свои действия тем, что при увеличении погонной энергии сварки автоматически увеличивается проплавление. Но это не так, особенно с электродами из нержавеющей стали. Это эквивалентно прохождению того же сварочного тока через большую сварочную ванну с ожиданием лучшего проникновения в корень шва. Итак, как вы можете видеть, увеличение подводимого тепла может быть плохой идеей с электродами из нержавеющей стали из-за их более низкого тока и силы дуги.
Но это не так, особенно с электродами из нержавеющей стали. Это эквивалентно прохождению того же сварочного тока через большую сварочную ванну с ожиданием лучшего проникновения в корень шва. Итак, как вы можете видеть, увеличение подводимого тепла может быть плохой идеей с электродами из нержавеющей стали из-за их более низкого тока и силы дуги.
Не ездя по лужам, а опережая их, можно реализовать еще одно преимущество. Опережение сварочной ванны дает сварщику возможность значительно сократить длину дуги (сварщик также должен следить за тем, чтобы покрытие электрода не касалось сварочной ванны или боковой стенки). И чем короче сварщик может удерживать это расстояние длины дуги, тем больше выходная сила тока! Сначала это кажется нелогичным, потому что выходной ток «устанавливается» на сварочном аппарате, но это правда. Несмотря на то, что SMAW считается процессом сварки «постоянным током», выходная мощность зависит от напряжения.
Величина увеличения тока зависит от сварочного аппарата. Например, машина постоянного тока с «вертикальным» выходным сигналом будет реагировать лишь небольшим увеличением тока, даже при резком снижении напряжения, как показано на упрощенном чертеже , рис. 3 .
Например, машина постоянного тока с «вертикальным» выходным сигналом будет реагировать лишь небольшим увеличением тока, даже при резком снижении напряжения, как показано на упрощенном чертеже , рис. 3 .
Однако некоторые сварочные аппараты постоянного тока имеют выходную кривую «спадающего» (которую можно контролировать с помощью настройки «четкий» на некоторых аппаратах). При использовании этих машин уменьшение длины дуги и напряжения может привести к значительному увеличению тока, как показано на упрощенной выходной кривой в 9.0015 Рисунок 4 . Этот эффект, показанный на этой диаграмме, обычно относится к машине, которая обеспечивает высокое «дуговое усилие».
В то время как этот дополнительный ток мало что даст, если дуга движется по сварочной ванне, повышение силы тока может быть весьма полезным, если дуга находится впереди сварочной ванны. Под полезным я подразумеваю возможность достижения более высокого уровня проникновения. Кроме того, за счет максимально возможной длины дуги энергия дуги фокусируется на меньшей площади. Эта более высокая плотность тока обеспечивает большую глубину проникновения.
Эта более высокая плотность тока обеспечивает большую глубину проникновения.
Вся эта теория прекрасна, но наступает момент, когда разговоры прекращаются и начинаются испытания. Итак, заказчик посетил наше предприятие, где мы выполнили несколько угловых сварных швов на листе из нержавеющей стали толщиной ½ дюйма, чтобы разработать процедуру сварки, обеспечивающую стабильные результаты. Используя электрод Excalibur® E308/308L-17 диаметром 5/32 дюйма, мы установили выходной ток на уровне 150 ампер (самый высокий рекомендуемый для этого диаметра) в режиме постоянного тока на источнике питания Flextec® 450. Мы также установили настройку четкости на максимум, чтобы достичь наибольшей силы дуги.
Используя соответствующую технику, мы смогли выполнить сварные швы с полным проплавлением корня Т-образного соединения. Ключом к правильной технике была уверенность в том, что дуга держится впереди шлака, который непрерывно скатывается на дно валика. Мы также сохранили очень небольшой угол сопротивления и сохранили дугу, направленную прямо к корню.
Мы также сохранили очень небольшой угол сопротивления и сохранили дугу, направленную прямо к корню.
В конечном счете, наибольший размер валика сварного шва, который можно было получить за один проход, составлял от 3/16 дюйма до ¼ дюйма. Обратите внимание, что это значительно меньше, чем максимальный размер галтели 5/16, который я упоминал ранее для мягких стальные сварные швы. Но основная идея остается прежней: при использовании процесса SMAW и угловом сварном шве размером более ¼ дюйма для Т-образного соединения из нержавеющей стали обязательно делайте это за несколько проходов.
В какой-то момент во время разработки процедуры клиент заметил, как быстро я передвигаюсь. Когда он имитировал мою технику, он смог почувствовать необходимую скорость и умственную концентрацию. При этом он научился искать «замочную скважину», которая была видна за дугой. Опять же, успех в этом приложении возможен только в том случае, если дуга не движется поверх лужи.
После разрыва сварных швов с помощью испытания на разрыв углового шва волнистые края «пор» на нижней стороне сварного шва показали нам, что полное проплавление корня было достигнуто. Во время последующего обсуждения я повторил, что один и тот же принцип — опережать сварочную ванну при сварке в нижнем положении — применяется независимо от того, используется ли процесс SMAW или другие процессы, такие как GMAW-P и FCAW-G.
Во время последующего обсуждения я повторил, что один и тот же принцип — опережать сварочную ванну при сварке в нижнем положении — применяется независимо от того, используется ли процесс SMAW или другие процессы, такие как GMAW-P и FCAW-G.
Регис Гайслер
Реджис Гейслер III является зарегистрированным профессиональным инженером, инженером по специальной сертификации и сертифицированным AWS инспектором по сварке, последние одиннадцать лет проработавшим в The Lincoln Electric Company, 22800 Saint Clair Avenue, Cleveland, OH 44117-8542, 216-481-8100, факс: 216-486-1751, www.lincolnelectric.com. С вопросами или комментариями по этой колонке обращайтесь к Регису по адресу [email protected].
Календарь и события
SEMA
November 1 — 4, 2022
Las Vegas, Nevada
FABTECH
November 8 — 10, 2022
Atlanta, Georgia
AMCON
November 8 — 9, 2022
Novi (Detroit) , Мичиган
Arc Force Mobile Welding — Читать обзоры | Рино, Невада 89511
HomeAdvisor проверен и одобрен
Этот специалист по обслуживанию прошел процесс проверки HomeAdvisor.
Узнайте о нашем процессе скрининга
Узнайте о нашем процессе скрининга
100% Рекомендуемый
3 Годы в бизнесе
Сведения о компании
Контакт
См. номер телефона
3904 Генри Корт РиноРино, Невада 89511
Часы
- Пн: —
- Вт: —
- Мы б: —
- Чт: —
- Пт: —
- Сидел: —
- Солнце: —
Посмотреть все детали и учетные данные
Сведения об услуге
Области знаний
- Изготовление металла
Просмотреть все предложения и обслуживаемые города
Рейтинги
5,0
2 проверенных отзыва
Высокая оценка для
Качество
Значение
Служба поддержки клиентов
Отзывы
Написать рецензию 5,0
Кэтлин Дж. Рено, Невада
Рено, Невада
19.12.2019
- Установить или заменить металлические лестницы и перила
Бретт отличный мастер и прекрасно работает.
5,0 Эшли М. Рено, Невада
14.12.2019
- Установить или заменить металлические лестницы и перила
Хорошо работает с нами
Фото
Сварка
HomeAdvisor позволяет специалистам по обслуживанию публиковать информацию о себя и свой бизнес в своем профиле. HomeAdvisor не просматривать или проверять информационные представления, изложенные в тех профили в том виде, в каком они сообщаются специалистом по обслуживанию.
HomeAdvisor проверяет лицензирование на уровне штата, где это применимо — примечание:
в некоторых штатах требуется лицензирование на местном или окружном уровне, и вам следует
проверьте, правильно ли лицензирован ваш профессионал.
Чтобы найти дополнительную информацию о лицензировании для вашего штата, посетите наш
Страница лицензионных требований.
Какой процесс отбора проходят специалисты по обслуживанию, чтобы стать членами сети HomeAdvisor?
| ||
| | | |
| ПРИМЕЧАНИЕ. Информация специалиста по обслуживанию участников , подтвержденная, как описано выше, может со временем измениться или истечь; в то время как HomeAdvisor пытается поддерживать точную и актуальную информацию и подтверждает изменения при получении уведомления, мы не можем гарантировать точность профиля и информации о проверке. Поэтому мы рекомендуем, прежде чем обращаться к специалисту по обслуживанию, убедиться, что представленная информация актуальна и/или приемлема для вас. | ||
См. Положения и условия HomeAdvisor для полного описания того, как мы проверяем специалистов по обслуживанию Положения и условия HomeAdvisor для полного описания того, как мы проверяем специалистов по обслуживанию | ||
| **Только для специалистов по обслуживанию в США | ||

 Эта проверка распространяется в первую очередь на более мелкие хозяйствующие субъекты.
Эта проверка распространяется в первую очередь на более мелкие хозяйствующие субъекты.Процесс проверки HomeAdvisor
HomeAdvisor использует обширный процесс проверки для проверки компаний и владельцев / руководителей бизнеса.
Мы проводим эту проверку, когда компания подает заявку на присоединение к нашей сети, и, если компания принимается,
всякий раз, когда проблемы доводятся до нашего сведения. Если у вас есть опасения, что профессионал в нашей сети не соответствует этим стандартам, пожалуйста,
свяжитесь с нами для расследования. Мы стремимся поддерживать сеть надежных предприятий по обслуживанию дома,
а те, кто не соответствует нашим критериям, будут отклонены или незамедлительно удалены из нашей сети.
Проверка криминального прошлого
Кто проверяет биографию HomeAdvisor?
Владелец или руководитель каждого бизнеса в сети HomeAdvisor (за исключением корпоративных счетов) должен пройти проверку биографических данных. К сожалению, мы не можем выполнить проверку биографических данных каждого сотрудника предприятия — проверка биографических данных выполняется только в отношении владельца или руководителя. Как всегда, мы рекомендуем вам провести собственное исследование компаний, которые вы нанимаете, в том числе направить запросы непосредственно в компании относительно их политики проверки биографических данных сотрудников.
На что распространяется проверка биографических данных?
Мы привлекаем стороннего поставщика для проведения поиска судимостей в штате, в котором работает владелец бизнеса или руководитель. Наш сторонний поставщик использует национальную криминальную базу данных («NCD») для проверки специалистов по обслуживанию. Предприятия не будут допущены к сети, если их владельцы или руководители имеют следующие судимости*:
- Поджог
- Нападение/домашнее насилие/нанесение побоев
- Жестокое обращение с детьми
- Запугивание/террористические угрозы
- Похищение/похищение
- непристойное и похотливое поведение
- Непредумышленное убийство/убийство/убийство/убийство с использованием транспортного средства
- Изнасилование/инцест
- Ограбление/угон автомобиля
- Половые преступления
- Другие преступления, не перечисленные выше, совершенные за последние семь лет
- Заключение контрактов без лицензии за последние семь лет
Наша проверка биографических данных не исключает специалистов по обслуживанию, если рассматриваемое преступление не является уголовным преступлением.
* Полнота информации о НИЗ зависит от штата. Имейте в виду, что отчетность в NCD особенно ограничена в следующих штатах: AL, CO, DE, GA, ID, IL, KS, LA, ME, MA, MI, MS, MT, NE, NV, NH, NM. , SD, UT, VA, VT и WY. После первоначального включения в сеть HomeAdvisor предприятия проходят повторную проверку раз в два года.
Как COVID-19 влияет на программу проверки биографических данных HomeAdvisor?
В связи с пандемией коронавируса некоторые государственные учреждения и суды по всей стране временно закрыли свои офисы. Хотя HomeAdvisor будет продолжать свою программу проверки биографических данных, насколько это возможно, эти закрытия могут помешать выполнению некоторых проверок биографических данных. Обратите внимание, что в течение этого периода, если мы не сможем выполнить проверку биографических данных, HomeAdvisor допустит бизнес в сеть и сопоставит бизнес с потребителями. По мере того, как затронутые государственные учреждения и суды начнут вновь открываться, мы возобновим нашу программу в этих юрисдикциях. Как всегда, мы призываем потребителей провести собственное исследование, насколько это возможно, прежде чем нанимать какую-либо компанию.
Как всегда, мы призываем потребителей провести собственное исследование, насколько это возможно, прежде чем нанимать какую-либо компанию.
Лицензирование
Мы проверяем все применимые лицензии на уровне штата и требуем, чтобы каждое предприятие подтверждало, что оно имеет соответствующие местные лицензии для осуществления своей деятельности. Обратите внимание, что HomeAdvisor не подтверждает местное лицензирование. Проведите собственное исследование, используя онлайн-рейтинги, обзоры и телефонные интервью, прежде чем нанимать компанию.
Документы о государственной регистрации бизнеса
Если компания заявляет, что она зарегистрирована как корпорация или компания с ограниченной ответственностью, мы подтверждаем, что компания имеет хорошую репутацию в штате, в котором она осуществляет свою деятельность.
Рейтинги
Компании получают рейтинги домовладельцев через HomeAdvisor. После того, как бизнесу присвоен рейтинг, мы требуем, чтобы он поддерживал в среднем две звезды или выше.
Корпоративные счета
Некоторые предприятия являются сотрудниками, франчайзи, дилерами или независимыми подрядчиками («Корпоративные ИП») более крупных национальных или «Корпоративных счетов». В этом случае мы можем сопоставить вас с корпоративной учетной записью или с одним из их корпоративных предприятий. Описанный выше процесс проверки не применяется к корпоративным учетным записям, поскольку HomeAdvisor не проверяет корпоративные учетные записи или корпоративные предприятия.
Мы требуем, чтобы все пользователи — профессионалы и домовладельцы — придерживались наших основных ценностей, изложенных в нашем Кодексе поведения.
Пожалуйста, ознакомьтесь с Условиями и положениями HomeAdvisor для получения более подробной информации о наших профессиональных требованиях, процессах проверки и отказе от ответственности.
Готовы начать проект?
Ознакомьтесь с этими советами от Мэтта Цурчера, старшего вице-президента по работе с клиентами.
Просмотр советов по проекту
- Установка металлических лестниц и перил
- Ремонт металлических лестниц и перил
Рейтинги, которым можно доверять
- Домовладельцы, связанные с сервисными профессионалами через HomeAdvisor, могут оценивать свой бизнес.
- Публикуются все честные отзывы — хорошие или плохие.
- Ваш рейтинг поможет другим клиентам сделать правильный выбор при приеме на работу.
Заключительный этап — Подтвердите свое назначение:
Подтвердите встречу с на , — Изменять
Нажимая «Подтвердить встречу», вы подтверждаете, что прочитали и согласны с Условиями и положениями HomeAdvisor, а также соглашаетесь и разрешаете HomeAdvisor и ее дочерним компаниям, а также их сети специалистов по обслуживанию доставлять маркетинговые звонки или текстовые сообщения с использованием автоматизированной технологии на номер, который вы приведенные выше в отношении вашего проекта и других предложений услуг на дому. Согласие не является условием покупки.
Согласие не является условием покупки.
Разработка процесса вертикальной сварки с узким зазором качающейся дугой
ISIJ International
Регулярная статья
Разработка качающейся дуги узкая зазор. Su
,
Фэн Ян
Информация об авторе
Ключевые слова: вертикальная сварка, сварка в узкий зазор, качающаяся дуга, формирование сварного шва, GMA-сварка
ЖУРНАЛ
ОТКРЫТЫЙ ДОСТУП ПОЛНОТЕКСТОВЫЙ HTML
2015 Том 55 Выпуск 5 Страницы 1076-1082
ДОИ https://doi.org/10.2355/isijinternational.55.1076
Details
Abstract
В данной работе разрабатывается процесс сварки вращающейся дугой с приводом от двигателя с полой осью для вертикальной GMA-сварки с узким зазором, а также исследуются характеристики силы поворотной дуги, нагрева и формирование сварного шва. В этом процессе используется изгибающийся вверх токопроводящий стержень в соответствии с установленными математическими моделями для кругового переплетения дуги, а затем позволяет силе дуги разделяться на три благоприятных компонента, регулируя распределение энергии дуги в канавке, что, в конечном итоге, дает удовлетворительные вертикальные сварные швы даже с вогнутой поверхностью. Экспериментальные результаты показывают, что глубина проникновения в боковую стенку канавки и поддонную пластину увеличивалась с увеличением зазора канавки и уменьшением угла изгиба стержня, а прогиб ванны расплава и двойные пики дна подавлялись при большом угле изгиба и, соответственно, в широких и узких канавках.
Экспериментальные результаты показывают, что глубина проникновения в боковую стенку канавки и поддонную пластину увеличивалась с увеличением зазора канавки и уменьшением угла изгиба стержня, а прогиб ванны расплава и двойные пики дна подавлялись при большом угле изгиба и, соответственно, в широких и узких канавках.
1. Введение
С развитием современной промышленности по производству оборудования толстостенные сварные стальные конструкции высокой прочности все чаще используются в судостроении, оффшорной технике и производстве сосудов под давлением и т. д. . Некоторые крупногабаритные детали приходится сваривать в вертикальном положении из-за сложности позиционирования, поэтому вертикальной сварке уделяется больше внимания.
Традиционные процессы вертикальной сварки включают дуговую сварку с большой разделкой, электрогазовую сварку 1) и электрошлаковая сварка, 2) , которые либо малопроизводительны из-за многослойной и многопроходной сварки, либо непригодны для высокопрочных сталей из-за большой погонной энергии при сварке. Для сравнения, вертикальная сварка дугой металлического электрода с узким зазором (GMA) может быть реализована за один проход на каждом слое и, таким образом, приведет к более высокой эффективности сварки при меньшем подводе тепла. Однако в этом процессе ГМА обычно используется узкая канавка с малым углом к нулю градусов, что легко вызывает провисание расплавленной ванны под действием собственной силы тяжести, а также неполное сплавление боковых стенок канавки из-за недостаточного нагрева общей дуги.
Для сравнения, вертикальная сварка дугой металлического электрода с узким зазором (GMA) может быть реализована за один проход на каждом слое и, таким образом, приведет к более высокой эффективности сварки при меньшем подводе тепла. Однако в этом процессе ГМА обычно используется узкая канавка с малым углом к нулю градусов, что легко вызывает провисание расплавленной ванны под действием собственной силы тяжести, а также неполное сплавление боковых стенок канавки из-за недостаточного нагрева общей дуги.
Для улучшения проплавления боковых стенок канавки при сварке GMA с узким зазором было представлено несколько подходов с использованием одной проволоки, как правило, таких как вращающаяся дуга, 3,4) змеевидная проволока 5) и колебательная дуга 6) . Примечательно, что качающаяся дуга с механическим приводом 7,8) с круговой траекторией движения недавно появилась как одна из колеблющихся дуг, и о ней быстро сообщалось в приложениях плоской, горизонтальной и всепозиционной сварки в узкий зазор, 9,10,11) из-за хорошей направленности и управляемости параметров. С целью дальнейшего расширения этой притягивающей дуги, в соответствии с методом вертикальной сварки качающейся дугой 12) , предложенным авторами, в настоящей работе разработан процесс качающейся дуги с приводом от двигателя с полой осью для сварки GMA в узком зазоре вертикально вверх. Затем подробно исследуются характеристики силы дуги, распределения тепла и формирования сварного шва, чтобы глубже понять этот процесс и правильно выбрать такие ключевые параметры процесса, как угол падения дуги и зазор разделки.
С целью дальнейшего расширения этой притягивающей дуги, в соответствии с методом вертикальной сварки качающейся дугой 12) , предложенным авторами, в настоящей работе разработан процесс качающейся дуги с приводом от двигателя с полой осью для сварки GMA в узком зазоре вертикально вверх. Затем подробно исследуются характеристики силы дуги, распределения тепла и формирования сварного шва, чтобы глубже понять этот процесс и правильно выбрать такие ключевые параметры процесса, как угол падения дуги и зазор разделки.
2. Система вертикальной сварки качающейся дугой
2.1. Принцип работы
Система вертикальной сварки GMA с узким зазором с поворотной дугой схематически показана на рис. 1 . Выпрямленная электродная проволока проходит через полую ось двигателя и внутреннее отверстие изогнутого токопроводящего стержня и, наконец, выходит из обычного контактного наконечника. Мотор полой оси непосредственно поворачивает изгибающийся вверх стержень для кругового колебания дуги вокруг оси горелки с частотой ~ 1 Гц и позволяет дуге кратковременно оставаться на боковых стенках канавки для достаточного нагрева. Параметры качания дуги включают частоту качания, угол качания и время пребывания дуги на боковой стенке, и их можно регулировать для различных зазоров разделки и сварочных проходов. Кроме того, резак движется со скоростью вертикально вверх V w для лучшего проникновения в боковые стенки.
Параметры качания дуги включают частоту качания, угол качания и время пребывания дуги на боковой стенке, и их можно регулировать для различных зазоров разделки и сварочных проходов. Кроме того, резак движется со скоростью вертикально вверх V w для лучшего проникновения в боковые стенки.
Рис. 1.
Принципиальная схема системы вертикальной сварки узким зазором с поворотной дугой.
Таким образом, эта система позволяет сделать горелку более компактной и более точно контролировать угол поворота за счет использования двигателя с полой осью, а также правильно направить дугу под концевым направлением гибочного стержня для проволоки. . Кроме того, токопроводящий стержень, который изгибается в направлении канавки вверх, предотвращает удар дуги вниз, чтобы ограничить провисание расплавленной ванны. Наконец, качество сварки будет улучшено при одновременном снижении затрат.
2.2. Выбор изгиба токопроводящего стержня
Изгиб токопроводящего стержня является наиболее важной частью процесса дуговой сварки, угол изгиба которой напрямую определяет радиус поворота r и угол поворота дуги α и, таким образом, влияет на результаты формирования сварного шва вертикально вверх. Таким образом, очень важно, как правильно выбрать этот угол изгиба.
Таким образом, очень важно, как правильно выбрать этот угол изгиба.
На рисунке 2 дана геометрическая модель качания дуги в канавке, где ч и β – высота отступа горелки и угол изгиба стержня, нижняя дуга M – O 1 – D – относительный путь качания дуги к горелке, а OM = ОД = r . Предполагая AM = DB = G , AB = G и O 2 O = H , Articoriest A Arcemiory, Satheriory A ARCIMERISE, ARCEIRIORY HALIRESIORS, ARTIRESIRESISE, ARCEIRIORY HALIRESIORIS, ARCIELIRESIORS, ARCIELIRESIORS, ARTIRESIORISISE o . и расстояние точки изгиба O 2 до нижней пластины, диапазон угла изгиба может быть рассчитан ниже математически.
Рис. 2.
Геометрическая модель качания дуги в канавке.
С
| r=H⋅tanβ | (1) |
Так Уравнение (2) показывает, что минимальное значение0434 min угла изгиба произойдет, если α =180°, т. е.
е.
| βmin=β|α=180=arctan[(G-2g)2H] | (3) |
С другой стороны, чтобы удерживать электродную проволоку в правильном направлении, электродной проволоке не разрешается удлиняться фактически без ограничений. Следовательно, угол изгиба не будет превышать своего максимального значения β max , которое определяется максимальной длиной выдвижения l max проволоки перед зажиганием дуги, соотношение которых получено из рис. 2
| βmax=arccos(hlmax) | (4) |
Соответственно, изменяющийся диапазон угла изгиба можно найти из уравнений. (3) и (4). Например, пусть G = 12 мм, g = 1 мм, H = 60 мм, h = 15 мм и l max = 25 мм, поэтому β min 0465 =4,76° и β max =53,13°. Для такого диапазона угла изгиба угол поворота и радиус поворота затем рассчитываются по уравнениям. (1) и (2), как показано на рис. 3 . Очевидно, что угол поворота резко падает, а затем становится плавным с увеличением угла изгиба, в то время как радиус поворота растет более равномерно. Это предполагает, что угол изгиба должен быть не слишком большим, желательно <20°. В противном случае угол поворота становится слишком маленьким и, таким образом, влияет на весь эффект этого процесса поворота, кроме того, слишком большой угол изгиба увеличивает сопротивление подаче проволоки и сложность изготовления стержня.
Для такого диапазона угла изгиба угол поворота и радиус поворота затем рассчитываются по уравнениям. (1) и (2), как показано на рис. 3 . Очевидно, что угол поворота резко падает, а затем становится плавным с увеличением угла изгиба, в то время как радиус поворота растет более равномерно. Это предполагает, что угол изгиба должен быть не слишком большим, желательно <20°. В противном случае угол поворота становится слишком маленьким и, таким образом, влияет на весь эффект этого процесса поворота, кроме того, слишком большой угол изгиба увеличивает сопротивление подаче проволоки и сложность изготовления стержня.
Рис. 3.
Влияние угла изгиба на угол поворота и радиус поворота.
3. Сила дуги и распределение тепла
3.1. Разложение силы дуги
Сила дуги вместе с теплом дуги преобладают в формировании сварного шва вертикально вверх, и поэтому необходимо подробно проанализировать. Для колеблющейся дуги, показанной на рис. 2, ее общая сила давления F a может быть разделена на две составляющие F ay и F ar
2, ее общая сила давления F a может быть разделена на две составляющие F ay и F ar
| {Fay=FacosβFar=Fasinβ | (5) |
где F ay перпендикулярно направлению скорости сварки вертикаль-вверх V w , направленной на дно разделки. Очевидно, что F и всегда меньше, чем F и , при условии наличия угла изгиба, что, таким образом, снижает давление дуги на нижнюю пластину разделки и способствует предотвращению пальцеобразного провара в сварном шве.
Actually in the x – z coordinate plane of vertical-up welding, F ar can further be decomposed into the other two orthogonal vectors F ax and F az , первый из которых всегда указывает на боковую стенку паза, а второй — в направлении скорости сварки, как показано на рис. 4 . Предположим, что ω — средняя угловая скорость качания дуги из точек M до D , и эта средняя точка O 1 ARC расположена только в центральной линии O — O 1 OF GROVE, SO 64646464464464444444444444444644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644646443434444446446444344644344644333. аз ар
4 . Предположим, что ω — средняя угловая скорость качания дуги из точек M до D , и эта средняя точка O 1 ARC расположена только в центральной линии O — O 1 OF GROVE, SO 64646464464464444444444444444644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644644646443434444446446444344644344644333. аз ар
| {Факс=Фарсин(α2⋅π180-ωt)Фаз=Фаркос(α2⋅π180-ωt) | (6) |
3
3 где α — угол поворота в градусах. Уравнение (6) показывает, что F ах и F az постоянно меняются во время качания дуги, а F az больше нуля ( т. подавление провисания бассейна.
Рис. 4.
4.
Анализ движения дуги и силы дуги при сварке вертикально вверх.
Чтобы узнать F ax и F az для заданной частоты качания f и время пребывания у боковой стенки t с дуги, необходимо сначала рассчитать среднюю угловую скорость ω по формуле (7)
| {ω=αtm⋅π180f=12(tm+ts) | (7) |
где t м — время затрачивания на односторонний поворот дуги между точками M и D . Следовательно, Рис. 5 дает распределение двух векторов силы в канавке, где G =12 мм, g =1,0 мм, H =60 мм, f =0,8 Гц, t с =0,4 с и ° β =6,57 Гц. Абсцисса d cx представляет положение дуги в канавке, отрицательные и положительные значения которой указывают кратчайшее расстояние дуги до центра канавки с левой и правой сторон, и рассчитывается по приведенным ниже уравнениям. (8) и (9), если предположить, что d m x и V tx являются x — дистанция направления дуги от точки M и x — вектор относительной линейной скорости V t дуги к факелу
(8) и (9), если предположить, что d m x и V tx являются x — дистанция направления дуги от точки M и x — вектор относительной линейной скорости V t дуги к факелу
| dcx=12(G-2g)-dmx | (8) |
 всегда больше на оставшейся фазе дуги, чем в ходе сканирования дуги, что эффективно способствует формированию проникновения в боковую стенку. Соответственно, общая формула F x 1 можно записать как
всегда больше на оставшейся фазе дуги, чем в ходе сканирования дуги, что эффективно способствует формированию проникновения в боковую стенку. Соответственно, общая формула F x 1 можно записать как
 (7) в уравнения. (12) и (13), а затем по уравнению (11)
(7) в уравнения. (12) и (13), а затем по уравнению (11) 7 , где G = 12 мм, g = 1,0 мм и H = 60 мм. Когда угол изгиба увеличивается в диапазоне, определяемом уравнениями. (3) и (4), в которых угол поворота соответственно уменьшается в соответствии с уравнением (2), Ф x 1 и F x 2 падают, а F z значительно растут. Результаты расчетов показывают, что увеличение зазора в канавке и уменьшение угла изгиба приведет к увеличению проникновения в боковую стенку, а восходящее освобождающее и поддерживающее действие силы дуги более эффективно усиливается за счет увеличения угла изгиба, чем за счет сужения зазора в канавке.
7 , где G = 12 мм, g = 1,0 мм и H = 60 мм. Когда угол изгиба увеличивается в диапазоне, определяемом уравнениями. (3) и (4), в которых угол поворота соответственно уменьшается в соответствии с уравнением (2), Ф x 1 и F x 2 падают, а F z значительно растут. Результаты расчетов показывают, что увеличение зазора в канавке и уменьшение угла изгиба приведет к увеличению проникновения в боковую стенку, а восходящее освобождающее и поддерживающее действие силы дуги более эффективно усиливается за счет увеличения угла изгиба, чем за счет сужения зазора в канавке. Предположим, что P arc обозначает общую мощность дуги, которая определяется током дуги и напряжением дуги, тогда q s и q c выражаются как
Предположим, что P arc обозначает общую мощность дуги, которая определяется током дуги и напряжением дуги, тогда q s и q c выражаются как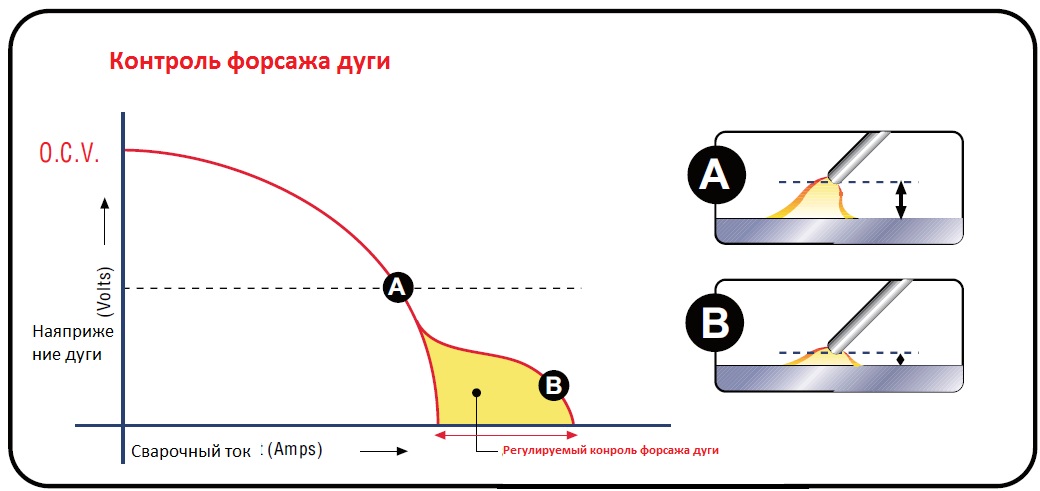
 В результате отношение энергии дуги несколько уменьшается из-за более быстрого уменьшения угловой скорости, чем увеличения радиуса поворота, что более очевидно для более широкой канавки.
В результате отношение энергии дуги несколько уменьшается из-за более быстрого уменьшения угловой скорости, чем увеличения радиуса поворота, что более очевидно для более широкой канавки. Также учитывались параметры сварки: 154 и 166 А для среднего тока дуги ( I a ) соответственно при скважности импульсов тока 23,9 % и 26,4 % при пиковом токе 516 А, 20,3 и 21 В для среднего напряжения дуги ( В и ) при частоте импульсов 130 Гц, 18 мм для высота зазора горелки и 1,3 и 1,52 мм s −1 для скорости сварки; 0,8 Гц для частоты качания, 0,4 с для времени пребывания у боковой стенки и 6,57–10,01° для угла изгиба.
Также учитывались параметры сварки: 154 и 166 А для среднего тока дуги ( I a ) соответственно при скважности импульсов тока 23,9 % и 26,4 % при пиковом токе 516 А, 20,3 и 21 В для среднего напряжения дуги ( В и ) при частоте импульсов 130 Гц, 18 мм для высота зазора горелки и 1,3 и 1,52 мм s −1 для скорости сварки; 0,8 Гц для частоты качания, 0,4 с для времени пребывания у боковой стенки и 6,57–10,01° для угла изгиба. 20, 80207 рис. кривизна поверхности представляет собой выпуклость и вогнутость соответственно для выпуклых и вогнутых сварных швов.
20, 80207 рис. кривизна поверхности представляет собой выпуклость и вогнутость соответственно для выпуклых и вогнутых сварных швов. Одновременно увеличивается поверхностное натяжение расплавленного металла в центральной области канавки, что приводит к подавлению провисания расплавленной ванны, несмотря на уменьшение восходящей средней дуговой силы F z (см. рис. 6), и, таким образом, поверхность сварного шва для преобразования из выпуклой в вогнутую форму. Кроме того, на начальном этапе сварки расплавленный металл с трудом прикреплялся к центральной области разделки из-за более холодной работы и отсутствия достаточной поддержки со стороны затвердевшего шва, но угловая сварочная ванна могла свободно удерживаться из-за большего поверхностного натяжения между расплавленным металлом и стенки бассейна, когда дуга отклоняется к боковой стенке нагревательной канавки. Переходные угловые швы стали явно длинными при вышеуказанных сокращениях на q c и F z для широких канавок.
Одновременно увеличивается поверхностное натяжение расплавленного металла в центральной области канавки, что приводит к подавлению провисания расплавленной ванны, несмотря на уменьшение восходящей средней дуговой силы F z (см. рис. 6), и, таким образом, поверхность сварного шва для преобразования из выпуклой в вогнутую форму. Кроме того, на начальном этапе сварки расплавленный металл с трудом прикреплялся к центральной области разделки из-за более холодной работы и отсутствия достаточной поддержки со стороны затвердевшего шва, но угловая сварочная ванна могла свободно удерживаться из-за большего поверхностного натяжения между расплавленным металлом и стенки бассейна, когда дуга отклоняется к боковой стенке нагревательной канавки. Переходные угловые швы стали явно длинными при вышеуказанных сокращениях на q c и F z для широких канавок.
 Также показано, что кривизна поверхности меняется от положительных до отрицательных значений соответственно для выпуклых и вогнутых швов.
Также показано, что кривизна поверхности меняется от положительных до отрицательных значений соответственно для выпуклых и вогнутых швов.

 15 указывает параметры формы сварного шва. С увеличением угла изгиба угол поворота уменьшается, например, с 92,7 до 56,3° при G = 12 мм, и, таким образом, средние дуговые силы в направлении боковой стенки Fx 1 и Fx 2 идут низко (см. рис. 7), что уменьшает проникновение в боковую стенку. Одновременно кривизна поверхности уменьшается с уменьшением степени провисания расплава, а проникновение h b в поддон уменьшается незначительно на ~0,1 мм (см. рис. 13) за счет незначительного отклонения направленной вниз составляющей силы дуги F или . Это уменьшение 90 433 h 90 464 b 90 465 90 434 вместе с увеличением проникновения в центр нижней плиты, возникающим в результате подъема на q c , наконец, приводит к уменьшению вогнутости дна. Эти результаты демонстрируют законы влияния зазора разделки, аналогичные тем, что показаны на рис. 12, но также предполагают, что угол изгиба следует выбирать умеренно, чтобы получить сварной шов с приемлемым проплавлением боковой стенки и небольшими двойными пиками, не разрушая расплавленную ванну.
15 указывает параметры формы сварного шва. С увеличением угла изгиба угол поворота уменьшается, например, с 92,7 до 56,3° при G = 12 мм, и, таким образом, средние дуговые силы в направлении боковой стенки Fx 1 и Fx 2 идут низко (см. рис. 7), что уменьшает проникновение в боковую стенку. Одновременно кривизна поверхности уменьшается с уменьшением степени провисания расплава, а проникновение h b в поддон уменьшается незначительно на ~0,1 мм (см. рис. 13) за счет незначительного отклонения направленной вниз составляющей силы дуги F или . Это уменьшение 90 433 h 90 464 b 90 465 90 434 вместе с увеличением проникновения в центр нижней плиты, возникающим в результате подъема на q c , наконец, приводит к уменьшению вогнутости дна. Эти результаты демонстрируют законы влияния зазора разделки, аналогичные тем, что показаны на рис. 12, но также предполагают, что угол изгиба следует выбирать умеренно, чтобы получить сварной шов с приемлемым проплавлением боковой стенки и небольшими двойными пиками, не разрушая расплавленную ванну.

 Кроме того, этот факт, наряду с рябью перекрывающихся швов, демонстрирует существование попеременного затвердевания в двойных ваннах расплава.
Кроме того, этот факт, наряду с рябью перекрывающихся швов, демонстрирует существование попеременного затвердевания в двойных ваннах расплава.