Дефекты сварочных швов — сварочные швы на фото
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
1. Наружные, к которым относятся наплывы, трещины, подрезы, не заваренный кратер, свищ и поверхностное окисление; 2. Внутренние — механические примеси, наличие пор, непровары, оксидные и вольфрамовые включения, перегрев и пережог металла; 3. Сквозные дефекты представлены прожогами.
Кратко разберём основные характеристики перечисленных изъянов, а также причины, которые могут их вызывать.
Дефекты швов при сварочных работах
Наплывы
Этот дефект возникает при накатывании расплавленного металла на основной. Но при этом они не образуют единую структуру соединения. Причинами наплывов может стать окалина на кромках или недостаточный прогрев обрабатываемой поверхности из-за малой силы подаваемого тока.
Трещины
Данные дефекты сварочных швов являются самыми опасными, так как способны быстро привести к разрушению конструкций. Различают холодные, горячие, наружные и внутренние трещины:
Различают холодные, горячие, наружные и внутренние трещины:
- холодные трещины появляются в момент остывания шва после сварки в результате снижения прочности металла во время сварочного напряжения. Причинами их появлений становятся влажные швы или используемые материалы.
- горячие трещины образуются, когда температура металла достигает 1100–13000С. В этот момент его пластические свойства резко снижаются, и начинается процесс кристаллизации. Если в металле повышенное содержание кремния, фосфора, серы, никеля или водорода, то на границах кристаллических решёток образуются микроскопические разрывы, которые быстро распространяться и вдоль шва, и поперёк него.
Трещины появляются при неправильном закреплении деталей, нарушении технологии процесса сварки, использовании некачественных или неподходящих электродов или быстром охлаждении поверхности.
Подрезы
Подрезы представляют собой небольшие углубления, образованные там, где проходит граница сварного шва и основного металла. Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Кратеры
Кратеры являются углублениями, возникающими в момент резкого обрыва сварочной дуги. Они уменьшают сечение шва и снижают его прочность.
Свищи
Свищи представляют собой полости, образованные в швах во время сварки. Они снижают прочность соединения и приводят к появлению трещин. Свищи возникают в результате недостаточной обработки поверхности или плохого качества используемой присадочной проволоки.
Непровар
Непровары — это дефекты сварочных швов, которые проявляются отсутствием местного несплавления основного и наплавленного металла.
Причинами могут служить наличие на кромках окалины, масляных пятен или ржавчины, снижение силы тока, а также большой скорости сварки.
Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
 Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.Посторонние включения
К посторонним включениям относят шлак, окислы металлов, вольфрам и другие механические примеси. Они образуются, если режим сварки выбран неправильно, зачистка металла проведена не качественно или было произведено его быстрое охлаждение. Данный дефект приводит к уменьшению диаметра сечения шва и снижению его прочности.
Перегрев и пережог металла
Пережог и перегрев возникают в результате подачи большого сварочного тока или при малой скорости сварки. Они приводят к хрупкости металла и снижению его ударной вязкости.
Прожог
Проверка сварочных швов должна начинаться с осмотра на наличие прожогов, представляющих собой сквозные отверстия в сварочных отверстиях. Возникают они при подаче тока большой силы при малой скорости сварки или при резком обрыве подачи защитного газа.
Контроль сварочных швов осуществляется несколькими способами в зависимости от того происходит ли процесс разрушения сварного соединения или нет.
Методы контроля
Существует два вида методов контроля качества сварки. К ним относятся неразрушающие и разрушающие методы.
Главным неразрушающим методом является внешний осмотр, затем следует проверка на герметичность, наличие поверхностных и скрытых дефектов.
Разрушающие методы включают в себя различные испытания, проводимые с контрольными образцами для получения полной характеристики швов. Особое внимание заслуживает корень шва сварка. Она должна быть проведена особо тщательно, так как от неё зависит качество всех последующих работ.
Сварочные швы фото показывают, как выглядят описанные дефекты работы для того, чтобы облегчить их распознавание и дальнейшее устранение.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Снимки сварных швов, обучение и фото
В дополнение к вашему высококачественному рентгеновском аппарату, ваш рентгенолог также должен обладать навыками интерпретации снимков.
 Обратите внимание, что купить рентгеновскую плёнку вы можете у нас в магазине. Мы рекомендуем вам AGFA D4, AGFA D7 и AGFA F8 а также её аналог FOMADUX сертифицирован по европейскому стандарту ВАМ. Качество вуали 0,16, вы сможете существенно сэкономить на 20-30% от текущих расходов. Аналоги INDUX R4, INDUX R7 и FOMADUX RX-8.
Обратите внимание, что купить рентгеновскую плёнку вы можете у нас в магазине. Мы рекомендуем вам AGFA D4, AGFA D7 и AGFA F8 а также её аналог FOMADUX сертифицирован по европейскому стандарту ВАМ. Качество вуали 0,16, вы сможете существенно сэкономить на 20-30% от текущих расходов. Аналоги INDUX R4, INDUX R7 и FOMADUX RX-8.Что вы узнаете:
Снимки сварных швов, обучение и фото
Предлагаем вам ознакомиться с нашими шаблонными снимками. Ниже вы найдёте подробное описание с причинами по каждому дефекту. В том числе и с дефектами Tig сварки (сварки аргоном, при сварке алюминия)
Вы также можете посмотреть наш видео ролик о всех дефектах в сварных швах, переходите на канал.
внутренняя вогнутость
Изображение 1 из 13
Понимание сварных швов на снимках происходит в три основных этапа:
- Обнаружение
- Интерпретация
- Оценка
Для всех этих шагов необходимо чтобы ваш специалист имел УМ «Универсальный модулятор» — ибо все эти шаги используют УМ рентгенолога.
 В данному случае УМ — это способность разрешать пространственную картину используя воображение.
В данному случае УМ — это способность разрешать пространственную картину используя воображение.Способность человека обнаруживать неоднородности в рентгеновских снимках также зависит от условий освещения в месте просмотра и уровня опыта для распознавания различных особенностей изображения. (подобрее о рентгеновских снимках)
Разрывы на снимках сварного шваДанная статья написана, чтобы помочь лучше понять типы дефектов, обнаруженных в сварных швах и то, как они появляются на снимках и фотографиях сварных швов.
Разрывы — это прерывания в типичной структуре материала. Эти прерывания могут возникать в структуре металла, сварочном материале или зонах термического влияния. Разрывы, которые не соответствуют требованиям и допускам, используемых в детали — называются дефектами.
Виды сварочных разрывов на снимках сварного шваХолодные кругиХолодные круги — это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом или материалом предыдущего сварочного прохода (образуя холодный круг между проходами).
Дуга недостаточно плавит основной металл и заставляет слегка расплавленную лужу течь в основной материал без склеивания.
На рентгене сварного шва это выглядит так:
Пористость сварного шваПористость может принимать различные формы на рентгенограмме, но часто проявляется в виде темных круглых или неправильных пятен или пятна, появляющегося по отдельности, в скоплениях. Иногда пористость удлиняется и может иметь хвост.
Это результат того, что газ пытается уйти, пока металл еще находится в жидком состоянии.
Вся пористость является пустотой в материале и она будет иметь более высокую рентгенографическую плотность, чем окружающая область.
Пористость в кластерах
Пористость в кластере возникает, когда покрытые флюсом электроды загрязнены влагой.
При нагревании влага превращается в газ и захватывается в сварном шве в процессе сварки. Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Смотрите снимок ниже
Шлаковые включенияШлаковые включения представляют собой неметаллический твердый материал, захваченный в металле сварного шва или между сварным швом и основным металлом.
На рентгене темные неровные асимметричные формы внутри сварного шва или вдоль участков сварного соединения указывают на наличие шлаковых включений.
Неполное проникновение или отсутствие проникновенияНеполное проникновение происходит, когда металл сварного шва не проникает сквозь соединение.
Это один из самых нежелательных дефектов сварного шва. Отсутствие проникновения позволяет позволяет появиться напряжению, из которого может появиться трещина. На рентгеновском снимке она показана как темная область с четко очерченными прямыми краями, которая находится за поверхностью или корнем вниз, по центру сварного шва.
— это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом.
На рентгеновском снимке: обычно отображается темной линией или линиями, ориентированными в направлении сварного шва вдоль зоны подготовки или соединения шва.
Внутренняя вогнутость
Внутренняя вогнутость — это состояние при котором металл сварного шва сжимается, при его охлаждении и втягивается в корень сварного шва.
На рентгеновском снимке это похоже на отсутствие проникновения, но линия имеет неровные края и она, обычно, довольно широкая в центре сварного шва.
Внутренняя или корневая подрезка
— это эрозия основного металла рядом с корнем сварного шва.
На рентгеновском контроле это выглядит как темная нерегулярная линия, смещенная от центральной линии сварного шва.
Наружная или коронковая подрезкаНаружная или коронковая подрезка представляет собой эрозию основного металла рядом с коронкой сварного шва.

На снимке это выглядит как темная нерегулярная линия вдоль внешнего края в области сварки.
Смещение или несостыковкаСмещение или несоответствие — это термины, связанные с условием когда две части, которые свариваются вместе, не выровнены должным образом.
Рентгеновском снимке показывает заметную разницу в плотности между двумя частями. Разница в плотности обусловлена разницей в толщине материала.
Темная прямая линия вызвана неспособностью металла сварного шва слиться с площадью поверхности.
Недостаточное армирование сварного шваНедостаточное армирование сварного шва представляет собой область сварного шва, где толщина наплавленного металла шва меньше толщины основного материала.
По рентгеновскому контролю очень легко определить, имеет ли шов недостаточное усиление, потому что плотность изображения в области предполагаемой неадекватности будет выше (темнее), чем плотность изображения окружающего основного материала.
Избыточное усиление сварного шва — это область сварного шва, в которой металл сварного шва добавлен сверх того, что указано в технических чертежах и нормах.
На рентгенограмме появляется локализованная более светлая область сварного шва. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
Трещины на снимках сварных швовТрещины могут быть обнаружены на снимке только тогда, когда они распространяются в направлении которое параллельное рентгеновскому лучу. Трещины будут выглядеть как неровные и часто очень слабые нерегулярные линии.
Трещины могут иногда появляться как «хвосты» на включениях или пористости.
Дефекты в сварке аргоном TIGВас интересуют снимки дефектов в отливках? обратите внимание на наши снимки в описании рентгеновской плёнки agfa D7.
 Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.
Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.Следующие неоднородности являются уникальными для процесса сварки аргоном TIG. Эти разрывы имеют место в большинстве металлов, сваренных в процессе, включая алюминий и нержавеющую сталь. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Вольфрамовые включенияВольфрамовые включения Вольфрам является хрупким и по своей природе плотным материалом, используемым в электроде при сварке вольфрамовым инертным газом. Если используются неправильные процедуры сварки, вольфрам может попасть в сварной шов.
Оксидные включенияНа рентгеновском снимке сварного шва вольфрам более плотный, чем алюминий или сталь, поэтому он выглядит как более светлая область с четким контуром на рентгенограмме.

Оксидные включения обычно видны на поверхности свариваемого материала (особенно алюминия). Оксидные включения менее плотны, чем окружающий материал и поэтому на рентгенограмме выглядят как темные неоднородности неправильной формы
.
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
УсыУсы — это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
ПрожиганиеПрожигание происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
ультразвуковая дефектоскопия и контроль соединений
Дефекты негативно влияют на качество и долговечность изготовленной металлоконструкции, провоцируя ее деформацию и разрушение со временем.
Поэтому сварку нужно выполнять таким образом, чтобы созданные соединения получались максимально качественными и аккуратными, лишенными недостатков.
Если же справиться с этой задачей мастерски не вышло, стоит поинтересоваться, существуют ли надежные способы устранения дефектов при сварке и изучить их.
Содержание
- Что такое дефекты сварочных соединений?
- Видовое разнообразие дефектов
- Наружные дефекты
- Внутренние дефекты
- Сквозные
- Как обнаружить сварные дефекты?
- Устранение недостатков сварных швов
- Подведем итоги
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока , могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.
Внешние дефекты сварных швов.Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.

Особенности недостатка определят наиболее подходящий способ его исправления. Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты.
Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты.
Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
https://youtu.be/g8DD8I_lemQ
Видовое разнообразие дефектов
Неопытный сварщик в процессе создания сварных стыков полуавтоматом может столкнуться с разными видами дефектов сварки. Они отличаются внешними характеристиками и появляются вследствие нарушения технологии сварки: , электродуговая ручная сварка, автомат и т.п.
Причины дефектов сварных швов.
Такие проблемы важно хорошенько изучить, что позволит не допускать порчу свариваемых деталей при ручной дуговой сварке и реализации иных технологий создания соединений металлоконструкций в дальнейшем.
- наружные: трещины, подрезы, наплывы, кратеры, окалины, сварные раковины;
- внутренние: пористая структура, недостаточная провариваемость, посторонние включения;
- сквозные: трещины, прожоги.
Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Наружные дефекты
При нарушении технологии сварки и применении расходного материала неважного качества можно получить следующие дефекты сварки: наплывы, подрезы, незаваренные кратеры, поверхностные поры, прожоги, трещины и т. п.
п.
Наплывы являются результатом стекания расплавленного металла сварной проволоки на нерасплавленный основной металл конструкции или предварительно осуществленный валик.
Такие недостатки могут иметь местный характер и проявляться отдельными зонами, а могут приобретать вытянутую форму и занимать приличную площадь на металлоизделии.
Основная причина появления наплывов заключаются в следующем:
- сварщик неверно выставил силу тока при длинной дуге и ошибся с подбором скорости работы оборудования;
- был выбран чрезмерно большой наклон плоскости, на которую накладывался сварной шов;
- электрод неправильно вели, или он изменил свое первоначальное положении при выполнении кольцевых швов под флюсом;
- сварщик имел недостаточный опыт или работал в неудобном пространственном положении: вертикальном или горизонтальном.
Подрезы являются углублениями на поверхности основного , идущими по краям сварного шва. Глубина подреза может колебаться в пределах 0,1-1 мм.
Причинами, по которым образуются такие дефекты сварных соединений, являются:
- ток чрезмерно высокой силы;
- неудобная поза сварщика в пространственном плане;
- небрежно выполненная сварка.
Наличие такой погрешностей опасно, поскольку подрезы способны уменьшить рабочую толщину металла в местах соединения металлических деталей, спровоцировать появление местной концентрации напряжений от рабочих нагрузок и стать причиной деформации сварных швов со временем.
Наименования дефектов сварного шва.Также отметим, что подрезы стыковых и угловых швов, располагающиеся поперек действующих на них сил, могут вызвать резкое снижение вибрационной прочности соединений.
Кратер ‒ вмятина, появляющаяся в случае резкого обрыва дуги в конце сварки. Очень часто такая проблема возникает при создании коротких швов.
Размер кратера определяется величиной сварного тока:
- при ручном методе сварки его диаметр составляет 3-20 мм;
- при автоматической сварке кратер приобретает форму удлиненной канавки.

Важно! Если такой недостаток не заварить, прочность сварочного соединения и сечение шва снизится, а это повлечет за собой появление очагов образования трещин.
Прожоги представляют собой проплавление основного или наплавленного металла, на котором иногда образуются сквозные отверстия.
Причиной возникновения данных дефектов являются:
- недостаточное притупление кромок, большой зазор между ними;
- завышенный сварочный ток или мощность горелки на фоне невысоких скоростей сварки;
- недостаточного поджатия флюсовой подушки, медной подкладки при автоматической сварке;
- при чрезмерно длительной сварке, недостаточном усилии сжатия, при наличии загрязнений на поверхностях сварных деталей, проволоки при точечной и шовной контактной сварке.
Особенно часто можно наблюдать прожоги при сварке тонкого металла, при организации первого прохода многослойного сварного шва. Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Поэтому стоит изначально прилагать все усилия, чтобы не допустить появления подобных дефектов на поверхности сварного шва.
На заметку! Отдельно стоит отметить такой дефект, как трещина сварного соединения. Ответим, что называют трещиной: нарушение плоскости металла, спровоцированное охлаждением, воздействием нагрузок. Она может относиться и к наружным, и к внутренним дефектам сварки.
Обнаружить наружные дефекты на сварных швах можно с помощью визуально-измерительного контроля, капиллярной дефектоскопии, а также иными способами неразрушающего контроля: рентген, ультразвук.
Внутренние дефекты
Разновидности сварных соединений.К внутренним дефектам сварки причисляют:
- Холодные трещины.
Появляются исключительно после остывания и затвердевания сварного соединения вследствие его несоответствия действующим нагрузкам. - Горячие трещины.
Проявляются в момент нахождения металла сварного соединения в состоянии между температурой плавления и отвердевания ввиду применения низкокачественной присадки, неверной технологии заварки кратера, из-за резкой остановки сварочного процесса, вследствие прожогов при сварке. Такие дефекты могут иметь несколько типов расположения: вдоль и поперек соединения металлических деталей. - Поры.
Могут возникнуть при любой технологии сварки из-за наличия загрязнений на поверхности соединяемых деталей, неважной защиты сварной ванны потоком газа, маслом, краской, сварки несовместимых сплавов, ржавчины и окисления металла. Поры различаются по размерам и, зачастую, имеют хаотичное распределение по сварному шву: располагаются как внутри соединения, так и на его поверхности.

Устранение выявленных дефектов сварочных швов, незаметных глазу, необходимо осуществлять после определения основных причин, спровоцировавших появление дефекта, вне зависимости от того факта, осуществлялась технология или применялся иной вид выполнения сварочных операций.
Это позволит подобрать наиболее эффективный метод борьбы с проблемой и не допустить таких ошибок в будущем.
Сквозные
Сквозные дефекты представляют собой отверстия в металлической детали, которое образуется вследствие неправильной сварки. Мастер выбирает неверный режим работы сварочного аппарата и прожигает металл насквозь.
Также такие проблемы возникают при резкой остановке сварки, выполнении операций на сквозняках, работе с тонким металлом.
Дефекты контактной сварки сквозного типа – это:
- подрез при выполнении сварки;
- трещина;
- прожог.
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.

Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков определят методы борьбы с ними.
Виды дефектов сварных соединений.Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений.
Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения. - Подрезы представляют собой углубление по линии сплавления рабочего и основного металла.
Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва. - Пора сварного шва представляет собой полость округлой формы с газом.
Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва. - Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения.
Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой. - Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла.
Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить. - Шлаковые включения ‒ дефекты в виде вкрапления шлака.
Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.

 Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой.
Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой.Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т. п ‒ и причины их образования при сварочном процессе.
п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.
Defects In Welds — Bilder und Stockfotos
96Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Videos
Niedrigster Preis
SignatureBeste Qualität
Durchstöbern Sie 96
defects in welds Stock -Фотография и фотографии. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. blick auf die defekte am schweißmetall nach der flussigen pfingrantenprüfung. der schweißer repariert sie. Инспекция пенетрантной краской – это метод проверки методом zerstörungsfreie. — дефекты сварных швов фото и изображения
blick auf die defekte am schweißmetall nach der flussigen pfingrantenprüfung. der schweißer repariert sie. Инспекция пенетрантной краской – это метод проверки методом zerstörungsfreie. — дефекты сварных швов фото и изображенияBlick auf die Defekte am Schweißmetall nach der flussigen…
ein techniker testet eine rohrleitungsschweißung mit einem ultraschallprüfgerät auf defekte. ultraschalltests werden häufig an stahl und anderen metallen und legierungen durchgeführt. — дефекты сварных швов фото и изображенияEin Techniker testet eine Rohrleitungsschweißung mit einem…
geschweißte ansäpfungsfuge mit einigen defekten. rostbraunes metallrohr und weiß laiertes zusammengeschweißtes — дефекты сварных швов stock-fotos und bilderGeschweißte Ansäpfungsfuge mit einigen Defekten. Rostbraunes…
riss (defekt) am ende der schweißnaht. ein schweißfehler ist jeder fehler, der die nützlichkeit einer schweißnaht beeinträchtigt. es gibt eine große vielfalt an schweißfehlern. — дефекты сварных швов фото и фото
— дефекты сварных швов фото и фотоRiss (Defekt) am Ende der Schweißnaht. Ein Schweißfehler ist…
riss auf der oberfläche von stahl mit rotem farbdefekt eindringprüfverfahren oder pt-test nach schweißarbeiten für reparaturarbeiten — дефекты сварных швов stock-fotos und bilderRiss auf der Oberfläche von Stahl mit rotem Farbdefekt Eindringprü
ein techniker testet eine rohrleitungsschweißung auf defekte mit ultraschallgerät. ultraschallprüfung (ut) ist eine familie von zerstörungsfreien prüftechniken, die auf der ausbreitung von ultraschallwellen basieren. — дефекты в сварных швах фото и изображенияEin Techniker testet eine Rohrleitungsschweißung auf Defekte mit…
techniker testen eine rohrleitungsschweißung auf defekte mit ultraschallgerät. ultraschallprüfung (ut) ist eine familie von zerstörungsfreien prüftechniken, die auf der ausbreitung von ultraschallwellen basieren. — дефекты сварных швов фото и изображения Techniker testen eine Rohrleitungsschweißung auf Defekte mit. ..
..
Mängel des сварки в Edelstahl Artikel
metallstruktur mit natürlichen дефект. — дефекты сварных швов фото и изображенияMetallstruktur mit natürlichen Defekten.
Metallstruktur mit natürlichen дефект. — дефекты сварных швов фото и изображенияMetallstruktur mit natürlichen Defekten.
ansicht der färbepeninspektion, auch flüssigkeitsdurchdringungsinspektion oder durchdringungsprüfung (pt) genannt. es handelt sich um ein weit verbreitetes und kostengünstiges inspektionsverfahren zur überprüfung von oberflächenbrechenden defekten. — дефекты сварных швов фото и изображенияAnsicht der Färbepeninspektion, auch Flüssigkeitsdurchdringungsins
inspektor steuert rohrschweißnähte mit magnetischem partikelprüfgerät. der prozess beginnt mit einem magnetischen strom durch das bauteil. eventuelle risse oder дефект в den materialien. — дефекты в сварных швах stock-fotos und bilderInspektor steuert Rohrschweißnähte mit magnetischem Partikelprüfge
ansicht der rostigen metallstruktur für das werkstück. задний план. — дефекты сварных швов stock-fotos und bilder
задний план. — дефекты сварных швов stock-fotos und bilderAnsicht der rostigen Metallstruktur für das Werkstück….
Inspektor ist magnetische partikelprüfung an der kehle der stahlstruktur. die magnetische partikelinspektion ist ein zerstörungsfreies prüfverfahren zur fehlererkennung. — дефекты сварных швов stock-fotos und bilderInspektor ist magnetische Partikelprüfung an der Kehle der…
schweißen defekt (unterschneiden) der kehlnaht — дефекты сварных швов stock-fotos und bilderSchweißen defekt (Unterschneiden) defekbinteschnehneht
— дефекты сварных швов фото и изображенияSchweißverbindung ohne Defekte
flüssige penetrant-prüfung des öl- und kraftstoffspeichers по американскому стандарту. dieser test erkennt oberflächenfehler wie risse in schweißnähten oder schweißoberflächenporosität. — дефекты сварных швов stock-fotos und bilderFlussige Penetrant-Prüfung des Öl- und Kraftstoffspeichers nach…
der radiographiefilmbediener stufe 2 (ndt) bewertet röntgenaufnahmen der schweißnähte mit dem betrachter und er bewerte einige. das schweißmetall weist einige deekte auf. — дефекты сварных швов фото и изображения
das schweißmetall weist einige deekte auf. — дефекты сварных швов фото и изображенияDer Radiographiefilmbediener Stufe 2 (ndt) bewertet Röntgenaufnahm
ein techniker testet eine rohrleitungsschweißung auf defekte mit einem magnetischen partikelprüfgerät. es handelt sich um ein zerstörungsfreies prüfverfahren (ndt) zum erkennen von oberflächen- und flachen untergrunddiskontinuitäten. — дефекты сварных швов, фото и фотоEin Techniker testet eine Rohrleitungsschweißung auf Defecte mit…
röntgenbild der schweißnaht mit defekten — дефекты сварных швов, фото и фотоRöntgenbild der Schweißnaht mit Defekten
flüssige durchdringungsmittel test (проверка Фарбштоффа) des schweißgutes. — дефекты в сварных швах stock-fotos und bilderFlussige durchdringungsmittel Test (Farbstoff Check) des Schweißgu
porosität deekt im schweißgut filet aus nichtrostendem stahl. — дефекты сварных швов stock-fotos und bilder Porosität deekt im Schweißgut Filet aus nichtrostendem Stahl.
Der fehlende (unvollständig) Schweißnaht Pass des Werkstücks.
der radiographiefilmer level 2 wert röntgenaufnahmen der schweißnähte mit betrachter aus. das schweißmetall weist einige defekte (porositäten) auf. ASTM 1a и 6 ist ein asme-standard-penetrameter. «v1-2: schweiß nein». — дефекты сварных швов stock-fotos und bilderDer Radiographiefilmer Level 2 wertet Röntgenaufnahmen der Schweiß
craks angabe auf der oberfläche des schweißgutes nach flüssigem durchdringungsmittel test. es ist eine häufig angewandte und low-cost prüfmethode zur oberfläche brechen deekte in allen nicht-poröse materialien zu überprüfen. — дефекты сварных швов фото и изображенияCraks Angabe auf der Oberfläche des Schweißgutes nach flüssigem…
ansicht der färbepeninspektion, auch flüssigkeitsdurchdringungsinspektion oder durchdringungsprüfung (pt) genannt. es handelt sich um ein weit verbreitetes und kostengünstiges inspektionsverfahren zur überprüfung von oberflächenbrechenden defekten. — дефекты в сварных швах. es handelt sich um ein weit verbreitetes und kostengünstiges inspektionsverfahren zur überprüfung von oberflächenbrechenden defekten. — дефекты сварных швов фото и изображения
— дефекты в сварных швах. es handelt sich um ein weit verbreitetes und kostengünstiges inspektionsverfahren zur überprüfung von oberflächenbrechenden defekten. — дефекты сварных швов фото и изображенияAnsicht der färbepeninspektion, auch Flüssigkeitsdurchdringungsins
Aufdeckung der mängel a Der innenseite der oberfläche von pipe -sefects in inensete oberfläheaufdeckenge der mängel an innense oberflähe
aufdecken der mängel an innense oberflähe
. . einer der hauptgussfehler ist heißes reißen oder heißerisse oder heiße kürze. — дефекты сварных швов stock-fotos und bilder
Blick auf die tiefen Risse am Stahlgusswerk und Reparatur mit…
Испытание пенетранта или пенетрантная инспекция (dp), auch als flüssigkeitsdurchdringung inspektion (lpi) um schweißverbindung der rohroder rohrkante zu schweißen. Рор шляпа einige lineare дефект унд risse. — дефекты сварных швов фото и фотоPenetrant Test oder Farbstoff Penetranrant Inspektion (DP), auch…
blick auf die kohlenstoffelektrode. fugenkohlen bestehen aus einem carbonstab mit einer kupferbeschichtung und werden zum schneiden, fugenziehen und entfernen von schweißfehlern durch das luftkohlenstofflichtbogenverfahren verwendet. — дефекты сварных швов фото и изображения
fugenkohlen bestehen aus einem carbonstab mit einer kupferbeschichtung und werden zum schneiden, fugenziehen und entfernen von schweißfehlern durch das luftkohlenstofflichtbogenverfahren verwendet. — дефекты сварных швов фото и изображенияBlick auf die Kohlenstoffelektrode. Fugenkohlen bestehen aus…
ржавый zerstörte alte schmutzige lkw-karosserie. авто с рост, дефект и kratzern. blechkorrosion aus altem stahl. fahrzeug-karosserie. qualitätsreparaturkonzept. вертикальный анзихт. ростиге оберфлахе. лучшая текстура. — дефекты сварных швов стоковые фото и изображенияРжавые zerstörte alte schmutzige LKW-Karosserie. Auto mit Rost,…
Schweißen Mängel — дефекты сварных швов stock-fotos und bilderSchweißen Mängel
eindringprüfung inspektion, auch als flussige durchdringungsmittel inspektion oder durchdringungsmittel tests für schweißgut zu färben. es wird zur stahlwerkstoffe oberflächenfehler wie risse und oberflächenporosität zu erkennen. — дефекты сварных швов фото и фото Eindringprüfung Inspektion, auch als flussige.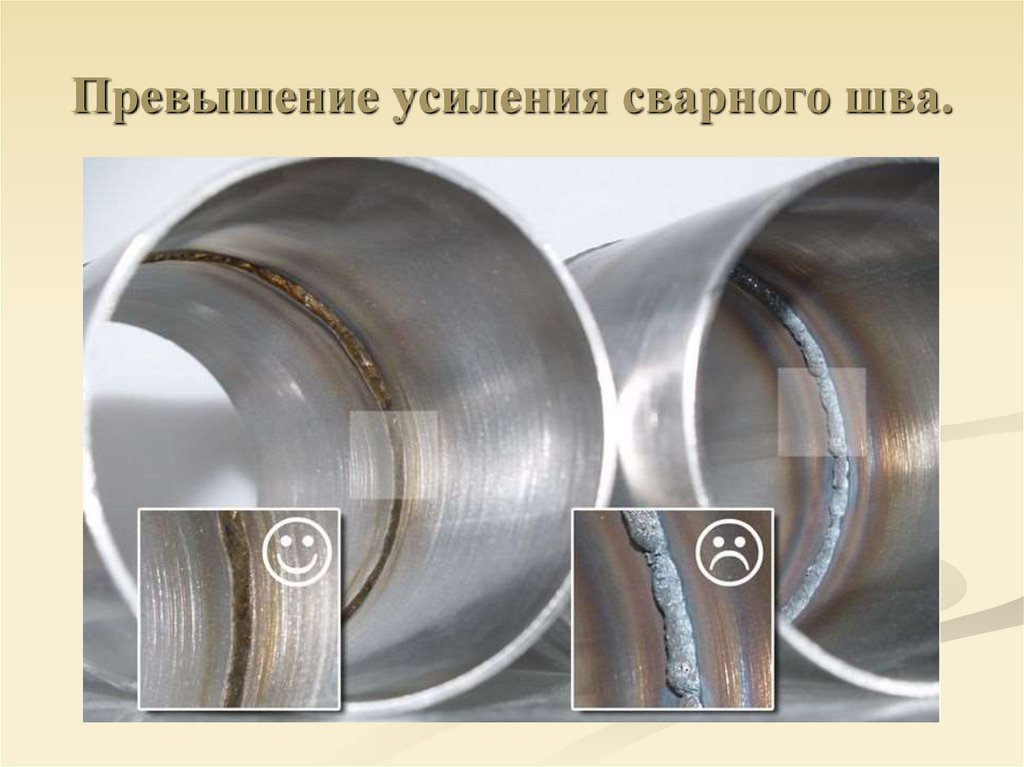 ..
..
Blech von schmutzigen alten Auto mit Rost, Corrosion, Defekte…
auto mit rost, korrosion, defekten und kratzern, nah. wie man rostige oberfläche aus einem fahrzeug zu entfernen. konzept der bereitstellung von hochwertigen restaurationsteilen. гранж шмутцигес метал. kopieren sie den speicherplatz. — дефекты сварных швов фото и фотоAuto mit Rost, Corrosion, Defekten und Kratzern, nah. Wie man…
fehlersuche in stahl schweißen. — дефекты сварных швов фото и изображенияFehlersuche в Stahl Schweißen.
Mängel des schweißgutes: porosität — дефекты сварных швов, фото и изображенияMängel des Schweißgutes: Porosität
schweißfehler auf die stahlplatte. — дефекты сварных швов фото и фото Schweißfehler auf die Stahlplatte.
Auto mit Rost, Korrosion, Defekten und Kratzern, nah. Wie man…
auto mit rost, korrosion, defekten und kratzern, nah. так entfernen sie oberflächenrost von einem fahrzeug. konzept der bereitstellung von hochwertigen restaurationsteilen. — дефекты сварных швов фото и фотоAuto mit Rost, Corrosion, Defekten und Kratzern, nah. Итак…
inspection schweißen. — дефекты сварных швов фото и фотографииInspektion Schweißen.
kontrolle in baustahl schweißen — дефекты сварных швов фото и фотографииKontrolle in Baustahl Schweißen
proben von defekten schweißnähten mit unterschiedlichen mängeln — defects in welds stock-fotos und bilderProben von defekten Schweißnähten mit unterschiedlichen Mängeln
proben von defekten schweißnähten mit unterschiedlichen mängeln — defects in welds stock-fotos und bilderProben von defekten Schweißnähten mit unterschiedlichen Mängeln
nahaufnahme auf der schweißnaht, die die die die die die metallischen teile eines autos von silberner farbe mit dichtstoff verschmiert und lakiert verbindet. металлверарбайтунг. — дефекты сварных швов фото и изображения
металлверарбайтунг. — дефекты сварных швов фото и изображенияNahaufnahme auf der Schweißnaht, die die metallischen Teile…
riss der heftschweißung. — дефекты сварных швов stock-fotos und bilderRiss der heftschweißung.
mängel des schweißgutes nach flüssigen durchdringungsmittel test (проверка Фарбштоффа) ansehen. — дефекты в сварных швах stock-fotos und bilderMängel des Schweißgutes nach flussigen durchdringungsmittel Test (
nahaufnahme auf der schweißnaht, die die die metallischen teile eines autos von silberner farbe mit dichtstoff verschmiert und stock instoffit toungs verbindet.metallverbet. картинкаNahaufnahme auf der Schweißnaht, die die die metallischen Teile…
авто с ржавчиной, коррозией, дефектами и трещинами, нах. так entfernen sie oberflächenrost von einem fahrzeug. konzept der bereitstellung von hochwertigen restaurationsteilen. — дефекты сварных швов фото и фотоAuto mit Rost, Corrosion, Defekten und Kratzern, nah. Итак…
schweißfehler (porosität) struktur stahl. — дефекты сварных швов фото и фотографии
— дефекты сварных швов фото и фотографииSchweißfehler (Porosität) Struktur Stahl.
auto mit rost, korrosion, defekten und kratzern, nah. wie man rostige oberfläche aus einem fahrzeug zu entfernen. konzept der bereitstellung von hochwertigen restaurationsteilen. гранж шмутцигес метал. kopieren sie den speicherplatz. — дефекты сварных швов фото и изображенияAuto mit Rost, Korrosion, Defekten und Kratzern, nah. Wie man…
schmutzige weiße farbe auto mit rost, korrosion, deekte und kratzer, nahaufnahme. wie man rostige oberfläche aus einem fahrzeug zu entfernen. konzept der bereitstellung von hochwertigen restaurationsteilen. schutz und malerei. reparatur — дефекты сварных швов фото и фотоSchmutzige weiße Farbe Auto mit Rost, Corrosion, Defekte und…
start-stopp-fehler im schweißgut. — дефекты сварных швов фото и изображенияStart-Stopp-Fehler im Schweißgut.
blick auf die porositäten auf das filet schweißgut nach dem larieren. ein schweißen дефект ist keine fehler, die die nützlichkeit einer schweißkonstruktion gefährdet. es gibt eine vielzahl von schweißen mängel. schweißen mängel sind nach iso 652 — дефекты сварных швов stock-fotos und bilder
es gibt eine vielzahl von schweißen mängel. schweißen mängel sind nach iso 652 — дефекты сварных швов stock-fotos und bilderBlick auf die Porositäten auf das Filet Schweißgut nach dem…
flussige pfingrantenprüfung an düse und rohr. Flussiger Penetrant-Test ist eine zerstörungsfreee testmethode. früher wurden risse oder andere defekte an der schweißfläche oder dem material festgestellt. — дефекты сварных швов фото и изображенияFlussige Pfingrantenprüfung an Düse und Rohr. Flussiger Penetrant-
ansicht der defecte (löcher oder porositäten) nach flussigem durchfallinspektionsverfahren der zerstörungsfreien prüfung. … дефекты сварных швов stock-fotos und bilderAnsicht der Defekte (Löcher oder Porositäten) nach flussigem…
durchführung von farbreftrerektionserkennung zur erkennung von oberflächenfehlern — дефекты сварных швов stock-fotos und bilder von ErserkenführungDurchführung von farbreftrerektionserkennung zur erkennung von oberflächenfehlern
металлоконструкции с природными дефектами. — дефекты сварных швов фото и изображения
— дефекты сварных швов фото и изображенияMetallstruktur mit natürlichen Defekten.
фон 28 типов дефектов сварки (объяснение с помощью визуальных изображений)
от Admin
Изображение предоставлено мастером сваркиТипы дефектов сварки упомянуты ниже вместе с визуальными изображениями.
- Неполный провар
- Непровар
- Undercut
- Slag inclusion
- Porosity
- Crack
- Spatter
- Arc blow
Let me tell you few important things about each type of welding defect one одним.
Основной целью любой сварочной операции является получение качественного бездефектного сварного соединения.
Но добиться идеального сварного шва не так-то просто.
В сварном шве всегда присутствует небольшой мельчайший шлак или другие включения, что приводит к некоторым изменениям свойств сварных соединений.
Когда эти включения несплошности более пропорциональны, это называется дефектом сварки.
Причины сварки дефектов
- Сварные расходные расходные материалы
- Отсутствие чистоты
- Неблагоприятные свойства базового металла
- ИСПОЛЬЗОВАТЕЛЬНАЯ ПРОБИРАСКА
- ПРОЦЕДУРА ПРОЦЕДУРИ
- ATAFFIRPIO Позвольте мне объяснить типы дефектов сварки визуальными изображениями. #1) Неполный провар
Как следует из названия, неполный провар при сварке представляет собой дефект, при котором сварной шов не полностью проваривается по всей разделке.
Как показано на изображении выше, это неполное проплавление обычно происходит в корне сварных соединений.
Причины
- Неправильный размер электрода
- Низкий сварочный ток
- Неточная подгонка и подготовка разделки
Исправление
- Исправление этого дефекта является дорогостоящим, так как необходимо удалить всю толщину сварного шва.
- Повторная сварка выполняется в канавке, чтобы получить бездефектный шов, но необходимо соблюдать осторожность, чтобы канавка была достаточно широкой и электродом можно было правильно манипулировать в канавке.
Профилактика
- Выберите правильный электрод
- Поддерживайте высокий сварочный ток во время первого прохода
- Необходимо выполнить надлежащую подготовку кромок
Непровар – это дефект сварки, при котором металл шва не полностью сплавляется с основным металлом.
Причины
- происходит из -за наличия весов, шлака и других неметаллических веществ
- Низкий сварка
- Непочтительное деклагрование металлического произведения
- Непопрекативное деклаггирование металлического.Неровное движение основного металла во время сварки
Профилактика
- Держите поверхность канавки чист
- Использование Рекомендуемое сварное ток
- DE-SLAG PICE PICE DREASTEL
- DE-SLAG PICE PEARE DREASTY
- DE-SLAG PICE PICE
- DE-SLAG PICE. правильно друг к другу
Подрез — дефект сварки, который выглядит как сплошная или прерывистая канавка и располагается на основном металле.
Дефект сварки с подрезом обычно возникает на кромке сварного шва в горизонтальном направлении.
Причины
- Очень высокий сварки тока
- Неправильный угол электрода
- Сторонний манипуляция в течение

 правильно друг к другу
правильно друг к другуНеметаллические частицы, попадающие в сварной шов в процессе сварки, называются шлаковыми включениями.
Причины
- Этот дефект возникает в многооснавленной сварке из -за неправильной очистки
- СВЕТА СОЕДИНА в процессе сварки, то они должны быть тщательно очищены
- Использовать подходящие сварочные материалы
- Очищает нагар, если необходимо выполнить многопроходную сварку
- Удалите окалину, песок, шлак с поверхности сварного шва перед началом процесса сварки.

Пористость представляет собой сферические полости, образующиеся из-за захваченных газов во время затвердевания сварного шва.
Причины
- Неправильный состав имеющегося металла
- Масло, жир, влага и т.п. на поверхности сварного шва
- Низкий сварочный ток
- Химически несовершенные сварочные материалы
- Быстрое замерзание сварочных отложений
- Больше влаги в сварочном электроде
Если этот разрыв происходит в пластическом состоянии, то он называется горячей трещиной, а если он возникает в твердом состоянии, то он называется холодной трещиной.
Причины
- Этот дефект возникает из-за чрезмерного нагрева основного металла.
Горячие трещины возникают при сварке при высокой температуре.
Размер горячей трещины зависит от напряжения, возникающего в процессе затвердевания.
Горячее растрескивание можно предотвратить путем предварительного нагрева свариваемого металла.
Холодное растрескиваниеХолодное растрескивание происходит, когда сварной шов полностью остывает при комнатной температуре.
Холодное растрескивание происходит в зоне термического влияния (ЗТВ) сварного шва.
#7) БрызгиБрызги представляют собой маленькие шарики металла, образующиеся при работе электрода, которые разлетаются по поверхности сварного шва, а также по поверхности, окружающей сварной шов.
Брызги обычно возникают из-за чрезмерного тока, частых прерываний дуги и из-за перегорания дуги.
#8) Дуга дугиДуга постоянного тока лучше, чем дуга переменного тока, поэтому она широко используется в большинстве сварочных операций.
Но проблема с дугой постоянного тока заключается в том, что она отклоняет дугу посредством настройки магнитного поля из-за протекания тока.
Внешние ссылки:
Визуальные дефекты сварки Изображение предоставлено: istudiotech
Компьютерные технологии и рентгеновская дефектоскопия сварных швов
·Компьютерная обработка и моделирование
Кафедра компьютерных технологий.
Научно-исследовательский конструкторско-технологический институт сварки и защитных покрытий с опытным производством (КПК-И)
ул. Платонова, 12-Б, 220071 Минск, Беларусь
Телефон: +375 17 239 98 88
Электронная почта: [email protected]
Контакт
Качество расшифровки рентгенограмм дефектоскопистом всегда носит скорее субъективный характер. Такие факторы, как уровень квалификации дефектоскописта, состояние его здоровья, утомляемость, острота зрения, ограниченные возможности оценки, а также качество рентгеновских снимков (нечеткость границ, плохая видимость, слабая выраженность изображения дефекта в отношение к фону и т. д.) оказывают свое негативное влияние. Оценка качества сварных швов также требует выполнения определенного комплекса метрологических и расчетно-аналитических мероприятий, которые трудновыполнимы из-за отсутствия средств для проведения таких операций. Очевидно, что качество дефектоскопии сварных швов во многом зависит от квалификации и уровня квалификации специалистов в данной области.
д.) оказывают свое негативное влияние. Оценка качества сварных швов также требует выполнения определенного комплекса метрологических и расчетно-аналитических мероприятий, которые трудновыполнимы из-за отсутствия средств для проведения таких операций. Очевидно, что качество дефектоскопии сварных швов во многом зависит от квалификации и уровня квалификации специалистов в данной области.
Предлагается способ внедрения компьютерных технологий в области рентгеновской дефектоскопии сварных швов, как способ решения каждой из вышеперечисленных задач.
- Ввод рентгеновского снимка и сопутствующей информации в компьютер;
- Создание блока программ предварительного анализа изображения и оценка его пригодности для дальнейшей компьютерной обработки;
- Создание блока программ поиска и выделения границ дефектов, идентификации их типов и определения их геометрических характеристик;
- Создание расчетно-аналитического блока для получения заключения о дефектах сварных швов и статистической обработки полученных результатов;
- Создание вспомогательных сервисных функций.
- Площадь дефекта и колебания яркости внутри дефекта должны превышать порог поиска, рассчитанный исходя из зернистости фона пленки;
- Минимальный обнаруживаемый размер дефекта должен быть равен или превышать размер, предусмотренный нормативными требованиями методических рекомендаций;
- Обнаруженный дефект должен иметь положительный коэффициент зрительного восприятия.
Накопленный опыт компьютерной дешифрации рентгенограмм свидетельствует о том, что технология дефектоскопии должна определяться следующими положениями [1]:

Пленки, поступающие к дефектоскопистам, должны соответствовать требованиям стандартов по оптической плотности изображения.
Ввод рентгеновской пленки в компьютер и качество получаемого изображения определяется техническими возможностями имеющегося оборудования и ориентировано на получение изображения изображения в компьютере, которое вместе с сопутствующей информацией заносится в базу данных. Обработка изображения начинается с анализа/измерения калибровочного стандарта чувствительности. Стандарты, используемые на практике, имеют различные виды [2]. К каждому типу эталона требуется особый подход при обработке изображений.
В качестве примера приведен эталон желобкового типа, как наиболее распространенный при контроле рентгеновских пленок в странах СНГ. На рис. 1 приведено изображение стандарта по ГОСТ 7512, а в табл. 1 — его размеры.
Рис. 1. Стандарт канавки по ГОСТ 7512, где 1,2,3,4,5,6 — канавки. 1. Стандарт канавки по ГОСТ 7512, где 1,2,3,4,5,6 — канавки. |
| Номер образца | Глубина канавок | а | б | с | ч | л | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | h 1 | h 2 | H 3 | h 4 | h 5 | h 6 | | | | | | 1 | 0,60 | 0,50 | 0,40 | 0,30 | 0,20 | 0,10 | 2,5 | 0,5 | 10 | 2 | 30 | 2 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | 4,0 | 1,5 | 12 | 4 | 45 | 3 | — | — | 3,00 | 2,50 | 2,00 | 1,50 | 6,0 | 3,0 | 14 | 6 | 60 | | 4,00 | 3,50 | — | — | — | — | | | | | | Table 1: (millimeters) | | |||||||||||
На рис. 2 представлено компьютерное моделирование видов сбоку калибровочных эталонов, далеко не соответствующих их изображению по упомянутому выше ГОСТу, что дает повод для определенных предположений. Возможности компьютерной обработки изображений, с одной стороны, помогают в решении задачи калибровки изображения и определения его чувствительности, а с другой — вызывают ряд вопросов о том, как и что эксперт рассматривает при оценке эталона.
2 представлено компьютерное моделирование видов сбоку калибровочных эталонов, далеко не соответствующих их изображению по упомянутому выше ГОСТу, что дает повод для определенных предположений. Возможности компьютерной обработки изображений, с одной стороны, помогают в решении задачи калибровки изображения и определения его чувствительности, а с другой — вызывают ряд вопросов о том, как и что эксперт рассматривает при оценке эталона.
| Рис. 2: Компьютерное моделирование стандарта типа канавки «в разрезе» по значению уровня серого на рентгеновской пленке. |
Как видно из рисунков 1 и 2, визуально судить о достоверности информации, представляемой эталоном, и, тем более, потом делать какую-либо оценку дефектов на пленке очень сложно. Эффективно и своевременно решить такую задачу без вычислительной техники с соответствующей программной обработкой практически невозможно.
Калибровку пленки можно провести, указав программному блоку под эталонным изображением ее крайние угловые точки. Чувствительность может быть определена программой как наименьшая глубина бороздки, обнаруженной на пленке, на указанной продольной осевой линии и рассчитана по ГОСТ 7512 [3]. После этого моделируется его изображение в горизонтальной проекции и происходит расчет вероятностных значений эталонной поверхности, которые должны были получиться на пленке. На рис. Если принудительно нанести на пленку (рис. 3) рассчитанный уровень фона относительно эталона, то очевидно, что самой последней бороздки видно не будет.
Как показывает практика, на большинстве пленок наблюдаются отклонения расчетных значений уровней серого от воспринимаемых глазом. Расчетный норматив, накладываемый таким методом, всегда будет укладываться в средний диапазон относительных погрешностей, имеющихся на пленке.
Рис. 3: Фактическое (1) и расчетное (2) распределение
уровней серого по сравнению со стандартом (3). 3: Фактическое (1) и расчетное (2) распределение
уровней серого по сравнению со стандартом (3). | Рис. 4: Стандарт и смоделированная на его основе часть изображения. Зона (1) расчетной поверхности эталона везде имеет одинаковый уровень серого. Зона (2) — канавки стандартные. |
Исходя из истинных размеров и эталонного изображения на самой рентгенограмме делается заключение о достоверности информации, на основании которой дефектоскопист оценивает пленку.
Имея исходные данные яркостей эталонных точек и данные анализа для имитации расчетного эталона, можно смоделировать изображение эталона, которое должно отражаться на пленке. Вариант такого моделирования представлен на рис. 4.
Возникла проблема — смоделированная площадь поверхности эталона в зоне первой канавки «светлее» поверхности эталона в зоне последней канавки (рисунок 4). Типичный пример восприятия человеком изображения, не совсем соответствующего отраженному на пленке. Анализ уровня серого восстановленной поверхности эталона показывает, что он везде одинаков. В данной ситуации вступает в силу психофизиологический закон Вебера-Фехнера, согласно которому различие в зрительном восприятии/ощущении при рассматривании двух поверхностей с разной яркостью прямо пропорционально контрасту яркостей этих поверхностей [4]. На наше восприятие сильно влияют уровни серого изображения стандартных канавок, фон из недрагоценных металлов на пленке, резкость зрения и другие факторы. Что мы видим на пленках и как без соответствующей аппаратуры оценить представленную стандартом информацию? Как учесть психофизиологический закон Вебера-Фехнера при интерпретации кино?
Анализ уровня серого восстановленной поверхности эталона показывает, что он везде одинаков. В данной ситуации вступает в силу психофизиологический закон Вебера-Фехнера, согласно которому различие в зрительном восприятии/ощущении при рассматривании двух поверхностей с разной яркостью прямо пропорционально контрасту яркостей этих поверхностей [4]. На наше восприятие сильно влияют уровни серого изображения стандартных канавок, фон из недрагоценных металлов на пленке, резкость зрения и другие факторы. Что мы видим на пленках и как без соответствующей аппаратуры оценить представленную стандартом информацию? Как учесть психофизиологический закон Вебера-Фехнера при интерпретации кино?
| Рис. 5: Результаты работы программ интерактивного анализатора. |
Имея в качестве анализатора компьютер с соответствующим программным обеспечением, дефектоскопист может проводить оценку сварных швов не «как есть», грубо, а вооружившись определенными данными о градациях серого в любой точке пленка, оперативная информация о чувствительности, коэффициенты относительной погрешности масштабирования.
 В качестве дополнительной сервисной функции можно запросить выделение колебаний уровня фона основного металла, смоделировать 3D изображение реальных и исходных эталонов. На рис. 5 представлен пример работы интерактивного анализатора.
В качестве дополнительной сервисной функции можно запросить выделение колебаний уровня фона основного металла, смоделировать 3D изображение реальных и исходных эталонов. На рис. 5 представлен пример работы интерактивного анализатора. Пленка, предварительно обработанная на анализаторе, оценивается на предмет пригодности для дальнейшей компьютерной обработки. При такой пригодности пленки возможен переход к компьютерному поиску и анализу дефектов.
Создавая блок программ для поиска и выделения границ дефектов, мы исходили из того, что дефектоскопист должен самостоятельно определять область сварки на пленке с примыкающей к ней приварной зоной. Созданные алгоритмы анализа, поиска и описания границ дефектов представляют собой сложнейший блок программных блоков, из-за множества несоответствий между получаемыми данными о сварном шве и визуальным наблюдением дефектов сварки, где выявляются все негативные особенности зрительного восприятия человека [5]. ].
Изучение яркостных характеристик рентгеновских пленок, полученных на промышленных предприятиях, показало, что однородный (при субъективном восприятии) фон из основного металла пленок, площадью 1 см 2 , воспринимается компьютером как совокупность различных уровней серого.
 , диапазон градаций которого составляет 6 — 14 % от всего диапазона значений уровня серого цветовой графической палитры. На «однородном» участке большого квадрата диапазон колебаний градации серого может составлять 20 — 30 % диапазона графической палитры. При таком «разбросе» градаций серого применение фильтрации изображений для поиска границ сварного шва и дефектов не дает достоверных положительных результатов. Поэтому для решения этой проблемы мы разработали алгоритмы распознавания.
, диапазон градаций которого составляет 6 — 14 % от всего диапазона значений уровня серого цветовой графической палитры. На «однородном» участке большого квадрата диапазон колебаний градации серого может составлять 20 — 30 % диапазона графической палитры. При таком «разбросе» градаций серого применение фильтрации изображений для поиска границ сварного шва и дефектов не дает достоверных положительных результатов. Поэтому для решения этой проблемы мы разработали алгоритмы распознавания. Алгоритмы поиска сварных швов построены на логическом анализе сгруппированных по яркостным параметрам характеристик соседних точек выделенного фрагмента пленки. При таком подходе возможно определение границ шва, которые часто могут сливаться с фоном основного металла. Для поиска дефектов разработано несколько различных алгоритмов. Сравнение результатов их работы позволяет определить локализацию дефекта в матрице выбранного фрагмента пленки. Границы найденных дефектов описываются по принципу цепного кодирования.
 Нечеткость изображений и отсутствие четких границ приводит к необходимости расчета наиболее вероятностных границ обнаруженных дефектов.
Нечеткость изображений и отсутствие четких границ приводит к необходимости расчета наиболее вероятностных границ обнаруженных дефектов. Из всего многообразия обнаруженных объектов дефектами считаются те объекты, которые соответствуют следующим критериям:
Теперь об «особенностях» человеческого зрения. Вероятно, специалистам в области анализа изображений приходилось сталкиваться с проблемой, когда граница (в данном случае дефект), очерченная программой, не видна человеческому глазу на изображении. В рамках проведенного исследования и на основе статистического анализа полученных данных получена формула для вывода порога зрительного восприятия дефекта для разработанной системы.
 В наиболее общем случае коэффициент зрительного восприятия Кр. следующим образом:
В наиболее общем случае коэффициент зрительного восприятия Кр. следующим образом:квф. — значение коэффициента Вебера-Фехнера;
D — максимальное количество градаций серого данной цветовой палитры;
Хо. — средняя яркость фона дефекта;
Сд. — интегральная площадь дефекта;
Хср.п. — падение видимости;
Кср. — поправочный коэффициент в зависимости от яркости фона пленки.
Как показывает опытная прогонка программ, достоверность выбора по коэффициенту зрительного восприятия, рассчитанному по указанной формуле, составляет 75-80 %. Расчет по более сложной методике повышает достоверность до 90%. Значения коэффициента зрительного восприятия Кр. позволяют дефектоскописту оценить достоверность описываемой границы, как дефекта, при низкой контрастности квадратов контура и окружения.
Программа поиска и выделения дефектов позволяет детально изучить каждый описанный дефект. Для этого на выбранную область поиска накладывается сетка и дефекты «отмечаются» по их начальным значениям координат. Значения полученных параметров дефекта отображаются в специальном информационном окне. Дополнительные сервисные функции позволяют увеличить размер изображения выбранного дефекта, рассмотреть его послойно «в разрезе» как по осям X, так и по Y. Возможно моделирование 3D изображения дефекта при его симметричном условном расположении по глубине (ось Z). . По отдельной команде осуществляется индикация специальных параметров, таких как коэффициент Вебера-Фехнера, расчетный коэффициент зрительного восприятия, средняя яркость дефекта, средняя яркость окружения дефекта, перепад яркости в дефекте, перепад видимости, порог поиска дефекта. также возможно.
Для этого на выбранную область поиска накладывается сетка и дефекты «отмечаются» по их начальным значениям координат. Значения полученных параметров дефекта отображаются в специальном информационном окне. Дополнительные сервисные функции позволяют увеличить размер изображения выбранного дефекта, рассмотреть его послойно «в разрезе» как по осям X, так и по Y. Возможно моделирование 3D изображения дефекта при его симметричном условном расположении по глубине (ось Z). . По отдельной команде осуществляется индикация специальных параметров, таких как коэффициент Вебера-Фехнера, расчетный коэффициент зрительного восприятия, средняя яркость дефекта, средняя яркость окружения дефекта, перепад яркости в дефекте, перепад видимости, порог поиска дефекта. также возможно.
Определение линейных и глубинных размеров обнаруженных дефектов, их площадей, периметров, расположения, а также прямолинейных характеристик самого шва не представляет большой сложности. Переход от размеров пикселей к реальным размерам производится путем пересчета по полученным ранее калибровочным коэффициентам.
Еще одной проблемой является идентификация типов найденных дефектов. Простой незначительный дефект, т.е. грамм. в виде одиночной круглой поры в растровом формате представляет собой фигуру, в лучшем случае близкую к прямоугольнику. Более сложные одиночные дефекты описываются многоугольниками произвольной конфигурации. Непровары, воспринимаемые дефектоскопистом как протяженный непрерывный объект, могут быть обнаружены компьютером как совокупность объектов с промежутками. Если имеются скопления пор или шлаков, то они, накладываясь друг на друга в плоскости изображения, придают результирующему объекту очень сложную геометрическую форму.
Программа путем логического анализа характеристик дефектов и их локализации в сварном шве, с применением методов выделения более простых дефектов из сложных, с определенной вероятностью выявляет такие дефекты, как поры, скопление пор, шлак, скопление шлаков , несплавление и трещины. Однако окончательная идентификация типа дефекта остается на усмотрение эксперта. Дефектоскопист в интерактивном режиме может изменить вид дефекта, обнаруженного компьютером, или вообще удалить обнаруженный дефект из списка дефектов, по которому делается вывод о качестве сварного шва, если он считает этот дефект дефектом пленки, не дефект сварки.
Дефектоскопист в интерактивном режиме может изменить вид дефекта, обнаруженного компьютером, или вообще удалить обнаруженный дефект из списка дефектов, по которому делается вывод о качестве сварного шва, если он считает этот дефект дефектом пленки, не дефект сварки.
Однако исходная картина обнаруженных компьютером дефектов все равно будет храниться в базе данных. На рис. 6 представлены результаты распознавания и анализа дефектов.
| Рис 6: Результаты работы программ распознавания и анализа дефектов. 2D вертикальный срез и условно симметричное 3D изображение выбранного дефекта. |
Полученная таким образом информация о дефектах заносится в базу данных дефектов сварки и служит источником для оценки качества сварки путем сопоставления размеров дефектов с допустимыми значениями по нормативным документам [6].
При оценке качества сварных швов с целью выявления возможных причин возникновения дефектов незаменим статистический анализ, с помощью которого можно оценить влияние различных причин, приводящих к возникновению дефектов.
 Для определения весовых коэффициентов используется дискриминантный анализ. По полученным весовым функциям по каждой причине дефекта можно оценивать сварные швы отдельно и выборочно. На основании имеющихся результатов оценки можно судить о недостатках в сварочном процессе на данном объекте/предприятии или организации и, соответственно, вырабатывать рекомендации по достижению требуемого качества сварочных работ.
Для определения весовых коэффициентов используется дискриминантный анализ. По полученным весовым функциям по каждой причине дефекта можно оценивать сварные швы отдельно и выборочно. На основании имеющихся результатов оценки можно судить о недостатках в сварочном процессе на данном объекте/предприятии или организации и, соответственно, вырабатывать рекомендации по достижению требуемого качества сварочных работ. Сотрудничество с лабораториями НК Мозырского НПЗ позволило нам значительно продвинуться в решении задач, связанных с представляемой технологией.
Как показывает практика, представление данной разработки на международных конференциях и выставках вызывает интерес не только у дефектоскопистов, но и, как консалтинговая система, у специалистов в области оценки систем качества.
- Применение вычислительных средств в дефектоскопии рассматривается не только как создание инструмента, позволяющего автоматизировать рутинную работу дефектоскописта.
 Представление данной разработки в области компьютерных технологий является вытекающим следствием системы компьютерного анализа дефектов сварки.
Представление данной разработки в области компьютерных технологий является вытекающим следствием системы компьютерного анализа дефектов сварки. Качество сварных соединений и подготовка специалистов по дефектоскопии напрямую взаимосвязаны. Поэтому важным направлением в системе контроля качества сварочного производства является подготовка и аттестация компетентных специалистов по дефектоскопии.
Естественно такой комплекс должен был быть адаптирован к существующей системе подготовки и аттестации специалистов по рентгеновской дефектоскопии в рамках требований отечественных и международных стандартов. В Республике Беларусь стандарт ЕН 473-95 (точный аналог EN 437:1992) является нормативной документацией, устанавливающей требования к квалификации персонала НК.
Объем информации для усвоения знаний и получения навыков достаточно велик, и в большинстве случаев она труднодоступна и непонятна. Краткие ссылки, в которых сосредоточены данные по каждому разделу, трудно найти и относятся к определенному виду технической и научной литературы.
 Использование компьютерных баз данных (БД) дает определенный ряд преимуществ: БД может содержать в полном объеме всю необходимую информацию, которая хранится сколь угодно долго, а также количество и содержание информации может быть изменено в любой момент без дополнительных усилий или затрат.
Использование компьютерных баз данных (БД) дает определенный ряд преимуществ: БД может содержать в полном объеме всю необходимую информацию, которая хранится сколь угодно долго, а также количество и содержание информации может быть изменено в любой момент без дополнительных усилий или затрат. Помимо теоретических навыков, дефектоскопист при обучении должен практически уметь настраивать аппаратуру, составлять технологические карты рентгенографического контроля и расшифровывать рентгеновские снимки, что достигается длительным обучением. Непосредственная работа с оборудованием необходима для получения соответствующих навыков. Что касается других навыков, преимущество использования компьютерных средств в совершенствовании процесса очевидно. Эмуляция процесса составления технологического контроля с возможностью оперативного доступа к справочной информации из БД делает его менее трудоемким и более регулярным. Самый ответственный этап при проведении контроля — расшифровка и идентификация дефектов на рентгеновском снимке.
 Этой проблеме уделяется особое внимание при разработке учебного комплекса. Здесь учтен весь опыт создания системы распознавания и анализа дефектов сварки.
Этой проблеме уделяется особое внимание при разработке учебного комплекса. Здесь учтен весь опыт создания системы распознавания и анализа дефектов сварки. Выше по тексту было указано, что дефектоскописты склонны ошибаться при определении как видов дефектов, так и их размеров. Однако опытные дефектоскописты показывают гораздо меньший процент ошибок. Имеет значение большой опыт эксплуатации и обучения. В состав комплекса введена программа-тренажер/тренажер, проводящая обучение при обучении. Также есть программа, имитирующая процесс интерпретации фильма.
Базы данных содержат информацию по радиационным методам дефектоскопии и предназначены для оперативного поиска необходимых характеристик оборудования, материалов, нормативно-справочных данных и т.п. Здесь представлены таблицы с тестовыми задачами и вариантами ответов по каждому из разделов и для всестороннего изучения включены. База данных
«Рентгеновские пленки» содержит изображения рентгеновских пленок с типичными дефектами, образцы и пленки для испытаний.
 База данных «Студенты» содержит полную информацию о проходящих или прошедших обучение, а также результаты сдачи экзаменов.
База данных «Студенты» содержит полную информацию о проходящих или прошедших обучение, а также результаты сдачи экзаменов. Электронное хранение информации позволит упростить, как обучаемым, так и преподавателям, доступ к необходимым данным, что, наряду с возможностью постоянного пополнения, изменения содержимого БД, является существенным преимуществом по сравнению с существующими информационными носителями (быстрые справки, учебники). Расширенные возможности тренеров позволят сэкономить время и материальные ресурсы на получение необходимых практических навыков дефектоскопистами. На рисунке 7 представлены фрагменты программы комплекса обучения.
| Рис. 7: Фрагменты программы обучающего комплекса. |
Для оценки знаний обучающихся в комплекс включены подпрограммы для экзаменов по ЕН 473-95. При осмотрах исключение человеческого фактора обеспечивает объективность.

Наличие аналогичной системы без досмотрового блока в каждой дефектоскопической лаборатории при постоянной плановой самоподготовке специалистов позволит на должном уровне поддерживать квалификацию специалистов НК.
В заключение авторы хотели бы выразить признательность за активную поддержку и участие Сертификации в области рентгенографического контроля «ПРОФСЕРТИКО» от Белорусской ассоциации НК.
Предлагаемые компьютерные технологии решают лишь часть задач автоматизации рентгенологического контроля. Однако существует ряд важных проблем, требующих продолжения исследования с дополнительными затратами средств и сил. К сожалению, в настоящее время авторы не имеют возможности продолжить работу из-за отсутствия необходимых средств и исследовательского оборудования.
- Шелег В.К., Денисов Л.С., Капустин А.Е., Бардусова И.И., Колосов В.В.
«Zautomatyzowana Obrobka wynikow kontroli radiograficznej»,
BIULETYN institutu spawalnictwa w Gliwicach, Nr.
