Какой баллон нужен для полуавтомата?
Содержание
- Газ для полуавтоматической сварки: виды и особенности
- Область применения защитного газа для сварки полуавтоматом
- Какой газ нужен для сварки полуавтоматом
- Критерии выбора
- Технология сварки
- Особенности выполнения сварки под газом
- Преимущества сварки с помощью газа
- Вместо заключения
- Какой газ необходим для сварки полуавтоматом черного металла?
- Влияние на процесс
- Область применения
- Какой газ нужен
- Критерии выбора
- Особенности выполнения
- Преимущества
- Заключение
- Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
- Сварка полуавтоматом. Обучающее видео.
- Отличия полуавтоматической сварки от электрода
- Устройство сварочного полуавтомата
- Как работает сварочный полуавтомат
- Режими полуавтоматической сварки
- Как варить полуавтоматом.
- Подбор, использование и хранение газа при сварочных работах
- Применения метода
- Что применяют в сварочных работах
- Как правильно подобрать
- Характеристики
- Особенности сварочных процессов
- Преимущества метода
- Заключение
- Критерии выбора защитного газа для полуавтоматической сварки.
 Виды используемых газов
Виды используемых газов - Какие газы используются для сварки полуавтоматом
- Критерии и особенности выбора газа
Газ для полуавтоматической сварки: виды и особенности
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.
Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом
Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Аргон. Используется чаще всего. Незаменим при применении аргонодуговой сварки (она же TIg-сварка). Аргон относится к инертным газам, поэтому его можно использовать для работы с химически активными и тугоплавкими металлами.
- Гелий. Еще один инертный газ, часто применяемый при сварке полуавтоматом. Позволяет получить широкие качественные швы.
- Углекислота. Углекислый газ активен, применяется для полуавтоматической сварки на короткой дуге. Его можно использовать как в чистом виде, так и смешивать с инертными газами.
- Смеси из этих газов в различной пропорции
Критерии выбора
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.
При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.
Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
Какой газ необходим для сварки полуавтоматом черного металла?
Качество сварочного соединения зависит не только от профессиональных качеств работника, но и условий выполнения работ. Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Работа в полуавтоматическом режиме дает больше свободы. Сварочная проволока не имеет защитного покрытия, потому работа ведется в среде защитных газов, с ручной регулировкой скорости подачи присадочного материала. Таким образом, полуавтоматический режим более требователен к квалификации сварщика, который, обладая необходимыми навыками, добьется лучшего качества спайки, по сравнению с автоматическим режимом. Вот чем отличаются сварка автомат и полуавтомат.
Влияние на процесс
Газы для сварочного полуавтомата призваны защитить зону спайки от внешнего воздействия. Кроме того, применение газа положительно влияет на чистоту шва, уменьшая шлаковую составляющую и снижая вероятность появления трещин, за счет увеличения скорости и глубины проплавления.
Область применения
Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
Рассмотрим их подробнее.
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Применяется только в промышленных районах.
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.
 В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
Сравнительные характеристики сварочных газов находятся в свободном доступе.
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.

Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
 Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Заключение
Данная технология представляет огромный интерес для широкого круга потребителей, вне зависимости от того, какой газ для полуавтоматической сварки будет выбран. Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.
Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Подбор, использование и хранение газа при сварочных работах
При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
 Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь.
У разных газов характеристики заметно отличаются, списки этих характеристик можно найти в открытом доступе, такие таблицы достаточно распространены в интернете.
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая. Важно правильно установить мощность аппарата.
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени. Особенно это важно, если вы свариваете детали из титана или из стали.
Особенно это важно, если вы свариваете детали из титана или из стали.
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.
Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
Преимущества метода
Основные преимущества метода:
- Заметное улучшение качества сварки, механической надежности сварочного шва, его пластичности и плотности;
- Повышение эффективности вследствие повышения производительности труда;
- Сокращения времени плавления металла, экономия времени и ресурсов;
- Облегчение процесса сваривания, обусловленное получением стабильной дуги;
- Отсутствие задымления.

Заключение
Сварочные полуавтоматы распространены очень широко. Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Газ для этого вида сваривания — незаменимый компонент, благодаря ему обеспечивается качество и надежность сварного соединения.
Для достижения хорошего результата надо серьезно отнестись к выбору компонентов для сварки в соответствии со стоящими перед вами задачами. При работе с газом и его хранении необходимо неукоснительно соблюдать правила техники безопасности.
Использование газа в сварочных работах может повысить их себестоимость, но это оправдывается хорошими результатами с практически всеми металлами.
Газ чаще всего используют опытные сварщики, однако и новички могут попробовать себя в этом деле, неуклонно следуя всем правилам. Желаем вам успехов!
Критерии выбора защитного газа для полуавтоматической сварки.
 Виды используемых газов
Виды используемых газовВ отличие от ручной дуговой сварки использование полуавтомата в большинстве случаев предполагает проведение работ непокрытым плавящимся электродом, что требует постоянной защиты сварочной ванны от пагубного воздействия атмосферного воздуха. Кроме того, некоторые металлы, склонные к быстрому поверхностному окислению, предъявляют особые требования к количеству и качеству внешней среды вокруг стыка свариваемых заготовок.
Какие газы используются для сварки полуавтоматом
Надежную защиту сварочных ванн при полуавтоматической сварке обеспечивают активные газы (метод MAG) и инертные газы (метод MIG), а также их смеси. Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна. Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.
Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.
Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Пиролизный газ
При нагревании древесных и некоторых других волокон до температуры не менее 450℃ выделяется несколько газов (водород, метан, этан, пропилен и т. п.), которые, смешиваясь, образуют пиролизный газ с температурой горения до 1100℃. По сравнению с другими средами пиролизная обладает такими преимуществами:
- простота синтеза;
- относительная дешевизна;
- щадящая проработка сварочной ванны без риска прожогов заготовок.

При этом материал не исключает вероятность возникновения окислительных реакций при работе с химически активными металлами. Его совместное использование с другими газами не рекомендуется, а вот обеднение путем удаления лишних фракций может улучшить качество пиролизного газа.
Одноатомный газ водород – самое распространенное и самое легкое вещество в мире. При его горении выделяется до 140 кДж тепла на каждый грамм, что в 2,5 раза превышает энергоотдачу природного газа и в 1,5-2 раза – инертных веществ. При использовании в качестве защитной сварочной среды водород гарантирует:
- равномерное проплавление ванны;
- формирование относительно узкого аккуратного шва;
- легкий поджиг и стабильное горение дуги;
- защиту от подавляющего большинства окислительных реакций.
Газ дешев и легко синтезируется в промышленных условиях. Использовать его рекомендуется для сваривания толстых заготовок, в том числе из тугоплавких металлов.
Главный риск здесь связан со взрывоопасностью сжатого водорода и водородно-кислородной смеси (т. н. гремучий газ). Поэтому к условиям заполнения, хранения и использования водородных баллонов предъявляются особые требования.
Коксовый газ
Материал выделяется при нагреве каменного угля до температуры 900-1100℃. Его основными компонентами являются водород, метан и оксиды карбона, кроме того, могут содержаться смолы, сероводород, аммиак. Наличие этих примесей делает коксовый газ непригодным для сварки большинства цветных металлов. При работе со стальными заготовками коксовая среда гарантирует:
Для улучшения свойств шва проводится физико-химическое очищение коксового газа, в процессе которого частично улавливаются и связываются механические примеси, удаляются нежелательные газовые фракции.
Критерии и особенности выбора газа
Выбор типа защитной среды для полуавтоматической сварки осуществляется на основе сведений о виде и марке металла заготовок, что, в свою очередь, указывает на их физико-химические особенности. В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
- Геометрические параметры заготовок и способ их подготовки под сварку.
- Наличие и вид термообработки заготовок.
- Технологические особенности сварочного процесса, требования к качеству шва.
- Технические характеристики используемого оборудования и расходных материалов.
- Внешние условия, в том числе: температура, влажность, наличие и сила ветра, удобство доступа к стыку.
- Экономические показатели (стоимость и расчетный расход газа).
В таблице ниже приведены популярные виды металлов, а также газы и газовые смеси, рекомендуемые в качестве защитной среды для их сварки.
Баллоны для полуавтоматической сварки — Вместе мастерим
- Заказ можно оформить прямо на сайте через корзину.
- Можно отправить заявку на электронную почту: 6605468@bk. ru
- По телефону: 8 (495) 660-54-68
 ru
ru- Наличными или банковской картой при получении товара на нашем складе
- Предоплата на банковский счет или карту сбербанка при оформлении доставки
- С наложенным платежом мы не работаем.
- Самовывоз со склада по адресу Москва, 2-й Южнопортовый пр-д, д. 10 или для малогабаритного самовывоза ул. Южнопортовая, вл. 46 (оплата за въезд не требуется)
- Почта России
- СДЭК
- Деловые Линии, ТК Энергия, ПЭК и т. д.
- Наш курьер/доставка по Москве
Цена на новый баллон действительна при заказе от 5 баллонов
Цена на заправку баллона действительна при заказе от 10 баллонов
Технические характеристики
Горелка для сварочного полуавтомата Mig-36 5 м Кедр 715.
Углекислотный баллон 40л
Полуавтомат MIG 200 ENERGY
Баллон под аргон 10 литров ВК-94
Аппарат для полуавтоматической сварки FLAMA MIG 315 4 r.
Набор для полуавтоматической сварки BlueWeld 801150
Полуавтомат сварочный Wester MIG-100, 53-100A, 0.6-0.8м.
INVERMIG 350 PWE аппарат для полуавтоматической сварки.
Сварочный аппарат для полуавтоматической сварки инверто.
Сварочный аппарат БАРС Profi MIG 207 D (220)
Сварочный аппарат Wester MIG-100
Горелка для сварочного полуавтомата Mig-15 3 м Кедр 715.
Сварочный аппарат Aurora SPEEDWAY 180
Горелка Ресанта САИПА-220
Баллон для сварочной смеси 10л новый пустой
Горелка для полуавтомата Барс Mig 15 СВ000008540
Инверторный полуавтоматический сварочный аппарат Ресант.
Сварочный аппарат РЕСАНТА САИПА-200С
Горелка для полуавтоматической сварки Quattro Elementi.
Полуавтомат Сварог MIG 2500 (J92)
Баллон углекислотный 40 -150У (п/а до 2024 г., 40 л пус.
Горелка для сварочного полуавтомата Mig-24 3 м Кедр 800.
Баллон газовый для сварочной смеси 10 л
Баллон пропановый польский BT-2
Quattro Elementi Горелка для полуавтоматической сварки.
Углекислотный баллон 20л
Набор для полуавтоматической сварки BlueWeld 802409
Баллон для сварочной смеси 10л новый пустой
Полуавтомат MIG 160 ENERGY
Набор для полуавтоматической сварки BlueWeld 802276
Сварочный полуавтомат Ресанта САИПА-135
Горелка для сварочного полуавтомата Mig-25 3 м Кедр 715.
Сварочный полуавтомат Кедр 8005048
Горелка для сварочного полуавтомата Mig-15 3 м Кедр 715.
Сварочный полуавтомат Wester Mig-110i
Баллон пропановый НЗГА 27 л
Баллон под сварочную смесь 40л
Сварочный аппарат Сварог REAL MIG 200 (N24002N)
Баллон для углекислоты 10л новый пустой
Горелка MIG Quattro Elementi для полуавтоматической сва.
Сварочный аппарат Wert MIG 240
Сварочный полуавтомат РЕСАНТА САИПА-220
Сварочный аппарат Fubag IRMIG 200
Сварочный полуавтомат Wester Mig-100
сварочный полуавтомат инверторный Ресанта САИПА 165
баллон газовый kemper 930
Сварочный полуавтомат Ресанта САИПА-165
Горелка для сварочного полуавтомата Mig-25 3 м Кедр 715.
Баллон газовый пропановый 27 л
Сварочный полуавтомат Кедр 8005047
Универсальный cварочный полуавтомат Aurora SPEEDWAY 175.
Сварочный полуавтомат (MIG-MAG) Aurora Polo 160 SYNERGI.
Баллон углекислотный 40 -150У (п/а до 2023 г., 40 л пус.
Углекислотный баллон 10л
Сварочный полуавтомат (MIG-MAG) Wester MIG-100 53-100A.
Горелка для сварочного полуавтомата Mig-40 5 м Кедр 715.
Набор Aurora pro Сварочный полуавтомат overman 180 mosf.
сварочный полуавтомат инверторный Ресанта САИПА 220
033931 Тележка для полуавтомата PULSMIG с площадкой под.
Сварочный аппарат РЕСАНТА САИПА-135
Баллон под аргон 20 литров ВК-94
Ресанта САИПА-200 65 9 Сварочный аппарат инверторный по.
Горелка для сварочного полуавтомата Mig-500 3 м Кедр 71.
Баллон для сварочной смеси 10л новый пустой
Баллоны газовые Россия Ключ газосварщика универсальный
Ресанта САИПА-190 65 24 Сварочный аппарат инверторный п.
Сварочный полуавтомат Fubag Irmig 200 38609 + горелка f.
Сварочный аппарат Wester MIG-110i
Сварочный аппарат Wester MIG-160i
Баллон СО2 + Аr 10л.
Инверторный сварочный полуавтомат AuroraPRO SKYWAY 500.
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.
Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла.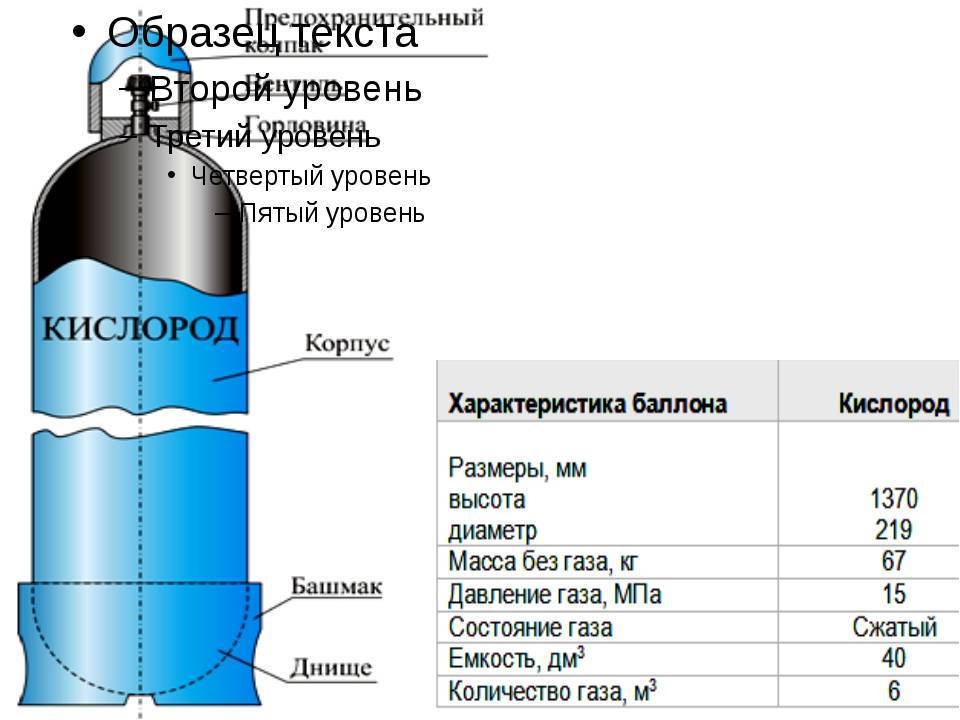 Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом
Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Аргон. Используется чаще всего. Незаменим при применении аргонодуговой сварки (она же TIg-сварка). Аргон относится к инертным газам, поэтому его можно использовать для работы с химически активными и тугоплавкими металлами.
- Гелий. Еще один инертный газ, часто применяемый при сварке полуавтоматом. Позволяет получить широкие качественные швы.
- Углекислота. Углекислый газ активен, применяется для полуавтоматической сварки на короткой дуге. Его можно использовать как в чистом виде, так и смешивать с инертными газами.
- Смеси из этих газов в различной пропорции
Критерии выбора
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.
При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.
Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
Баллоны для сварки с углекислотой, аргоном, кислородом и другими газами
О чем статья:
Виды газовых баллонов по хранимым газам
Газ хранится в специальных баллонах, после чего из них же он подаётся для дальнейшего использования. Газовые баллоны на сегодняшний день применяются практически везде, начиная от производств и заканчивая домашним пользованием.
Газовые баллоны на сегодняшний день применяются практически везде, начиная от производств и заканчивая домашним пользованием.
Стоит также отметить, что газ внутри бывает сжатый либо сжиженный. Чтобы определиться с выбором подходящего баллона для хранения газа, необходимо ознакомиться со всеми видами, которые сейчас присутствуют в продаже.
Виды газов
Применяемые в сварке газы подразделяют на активные и инертные, среди активных есть реагирующие и нейтральные. Причем активный газ при одних условиях и видах сварки может быть реагирующим, при других – нейтральным.
Все они закачиваются в специальные сварочные баллоны. Прежде чем заказывать газ для работы, следует ознакомиться с видами стандартной маркировки, возможностью последующей заправки баллонов сварочной смесью, их оснащением.
Все газы закачиваются в баллоны под давлением. Поэтому делают емкости из стали, не имеющей швов. Только при давлении меньше 3 МПа газовые емкости могут быть сварными, иметь шов.
В практике сварочного дела такие виды не встречаются. Газы для сварки поставляют только в баллонах без швов со специальными запорными вентилями. Для разных газов предназначены принципиально отличающиеся вентили.
Баллоны с газообразными легко воспламеняющимися углеводородами – ацетиленом, пропаном, бутаном и прочими – оснащены вентилями с левой резьбой.
Баллоны со всеми остальными газами, включая кислород, азот, углекислый и инертные газы, оборудован вентилями с правой резьбой.
Разница в направлениях вращения вентиля исключает возможность случайных ошибок, аварий при сварке или ином применении газа.
Какой газ нужен для сварки полуавтоматом
При выборе газа для полуавтоматической сварки необходимо ознакомиться со свойствами каждого вида. Для полуавтомата применяются следующие субстанции:
- Аргон. Используют при соединении активных металлов и их сплавов, так как он является инертным. Обеспечивает защиту шва от появления микротрещин и дефектов.
- Гелий. С его помощью получают соединения большого размера. Является инертным, защищает соединение от окисления.
- Углекислотная смесь. Применяется для сварки полуавтоматом с короткой дугой.

Критерии выбора
Применение газа для полуавтомата зависит от факторов:
- значение критических температур которая может быть обеспечена при горении смеси защитного вещества;
- количество тепла, образуемое в месте соединения при сварке металлических заготовок;
- способность обеспечивать защиту сварочного шва при соединении определенных металлов и их сплавов.
Рекомендуют применять готовые смеси без получения их при помощи генераторов.
Преимущества
Любые виды защитных веществ сохраняют ряд преимуществ:
- варить полуавтоматом без применения дорогого оборудования;
- соединения производят в труднодоступных местах там, где нельзя применить электродуговую сварку;
- в процессе можно регулировать номинальную мощность пламени из горелки, производят стыковку металлов с различными техническими характеристиками, например, титана с медью;
- помимо сварки можно выполнять закалку металлических конструкций, а также их резку;
- повышается качество шва в результате защиты от окисления;
- снижаются затраты на производство соединения, ускоряется процесс;
- увеличивается эффективность технологии;
- плавление металлических деталей в зоне действия дуги происходит быстрее, снижается время на сварку;
- исключается разбрызгивание расплавленного металла в месте стыковки;
- увеличивается свойства пластичности соединения, а также его плотность, исключается разрушение шва при эксплуатации;
- обеспечивается стабильность электрической дуги;
- снижается уровень задымления, тем самым понижается вред от сварки.

Окраска
С целью безопасности внедрена строго определенная окраска емкостей и надписи на нем. Наиболее применяемые в варке газы имеют следующую цветовую маркировку:
- баллон с аргоном высокой степени очистки имеет серую окраску, на него нанесена надпись зеленого цвета. Черный баллон с техническим аргоном имеет синюю надпись. Существует еще так называемый сырой аргон со своей маркировкой. В сварке такой газ не применяют;
- углекислотные баллоны покрашены в черный цвет, надпись на них выполнена желтым цветом;
- кислородные баллоны для сварки всегда имеют голубой цвет, а надписи на них черные. Так окрашен и медицинский, и технический сорт газа. В медицине кислород применят очень часто. Его транспортируют на тележках, затем при необходимости устанавливают баллон в специальный футляр;
- емкости с ацетиленом, весьма востребованным в сварке, имеют черную окраску. Ацетилен очень легко взрывается. Поэтому его закачивают не в пустые объемы, а содержащие специальные наполнители с большим количеством пор. Такой способ заполнения значительно уменьшает вероятность взрывов.
 Такой способ заполнения значительно уменьшает вероятность взрывов.
Такой способ заполнения значительно уменьшает вероятность взрывов.Начинающим сварщикам полезно запомнить цветовую маркировку газов на отечественном рынке. Не стоит удивляться, если на импортной продукции окраска будет иной. Международная маркировка несколько отличается от отечественной.
Может ли взорваться баллон с углекислотой для полуавтомата
Время от времени давление газа в баллоне с углекислотой меняется. Здесь все во многом зависит от температуры окружающей среды. Из жидкого состояния углекислота превращается в газ, и, наоборот.
Наиболее распространённой причиной взрыва баллона с углекислотой, является нарушение эксплуатации баллонов. Бывает недостаточно плотно закрыт вентиль, а бывает причина в резком перепаде температур.
Вот почему занося баллон с углекислотой зимой, при отрицательных температурах, обязательно нужно дать время на то, чтобы выровнять давление внутри. Для этого достаточно подержать баллон с газом несколько часов в помещении.
Также, старые и уже непригодные баллоны для сварки могут стать причиной взрыва. Со временем от высокого давления в стенках баллона образовываются микротрещины, которые при незначительном повреждении корпуса могут стать еще больше.
Элементы устойчивости и объем
Сверху на всех баллонах обязательно крепится колпак. Он предохраняет вентиль от случайных повреждений при транспортировке. На нижнюю часть плотно насажена основа квадратной формы.
Она позволяет устойчиво выставлять емкость в вертикальное положение, что важно при сварке. Во время эксплуатации перемещать баллон вместе со сварочным полуавтоматом можно на специальной тележке. Это удобный метод обслуживания сварочного места в любой рабочее зоне.
В продаже представлены емкости от 10 л до 40 л. Соблазнительным кажется вариант приобретения для сварки меньшего объема. Цена его меньше, но после использования газа заправить новый будет не так просто.
Большинство заправочных станций приспособлено для заполнения 40 л. Исключение составляет углекислота. В связи с тем, что ее закачивают в огнетушители, возможности заправочных станций позволяют заполнять маленькие объемы.
Исключение составляет углекислота. В связи с тем, что ее закачивают в огнетушители, возможности заправочных станций позволяют заполнять маленькие объемы.
Редуктор
Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
Кислород или азот для резки металла?
Кислородная резка самая дешёвая. Азотная резка намного дороже, но при обработке практически всех металлов, кроме черных, мы используем азот, если хотим сохранить свойства металла.
Кислородом НЕЛЬЗЯ резать нержавейку. Если мы будем ее резать кислородом, то материал по сути будет гореть, ведь горение — это ни что иное, как окисление при высокой температуре, а кислород – катализатор горения. Таким образом из нержавейки мы делаем ржавейку, окисляем её, то есть попросту убираем все её нержавеющие свойства.
А азот – негорючий газ, он инертный, в нем ничего не горит, он выполняет другую функцию – предохраняет металл от окисления, охлаждает его и удаляет продукты горения из зоны реза.
Кислородом обычно режут черные металлы. Чернуху можно резать и азотом, но это будет слишком дорого и невыгодно, а так как она не имеет нержавеющих свойств, то нет смысла и сохранять их.
Ещё один нюанс – азотом мы режем всё, кроме титана, который при лазерной резке вступает с азотом в реакцию, крошится, теряет свою структуру и свойства. Для резки титана нужен аргон.
Безопасность
Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Пропан и пропан-бутановые смеси
Пропан C3H8 и бутан C4h20 – представители нефтяных углеводородных газов, бесцветные, с высокой плотностью. Являются побочным продуктом добычи природного газа. При повышенном давлении и пониженной температуре являются жидкостью. Чтобы избежать возможной утечки в них добавлены специальные сильнопахнущие вещества – одоранты.
Для бутана характерна большая теплообразующая способность по сравнению с пропаном, однако, он способен к газообразованию при большей температуре, поэтому его невозможно использовать при менее -0,5°С. Смеси с преобладанием пропана можно применять при температурах внешней среды до -25°С.
Баллоны для сварки с пропаном и пропан-бутановыми смесями применяются для сварочных работ с металлоконструкциями, резки металлолома, заготовительного производства, при изготовлении теплиц, гаражей, труб и других конструкций. Кроме того, купить газовые баллоны следует для сезонного обогрева помещений, подогрева воды, приготовления еды в дачных или походных условиях.
ЗА И ПРОТИВ: ПОЛУАВТОМАТ ПРОТИВ. РЕВОЛЬВЕР
Автор: Джей Чемберс | Минутный обзор человека | https://www.minutemanreview.com
Один большой вопрос для тех, кто хочет приобрести свой первый пистолет, заключается в том, покупать ли револьвер или полуавтоматический самозарядный пистолет. Ни один из них объективно не лучше другого, но понимание того, что каждый из них делает, поможет вам принять правильное решение.
Основные отличияТем из вас, кто совсем не знаком с пистолетами, следует понимать основные различия между ними.
Револьвер получил свое название от вращающегося цилиндра, в который загружаются патроны. Ударно-спусковой механизм вращает цилиндр перед каждым выстрелом, индексируя следующий патрон перед курком. Они могут быть как одинарного, так и двойного действия. Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
Ударно-спусковой механизм вращает цилиндр перед каждым выстрелом, индексируя следующий патрон перед курком. Они могут быть как одинарного, так и двойного действия. Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
В полуавтоматических пистолетах вместо цилиндра используется магазин. Магазин заряжается, а затем вставляется в огнестрельное оружие. Затвор имеет «рейку», которая загружает патрон в патронник. Отсюда нет возни с молотками. Вы можете просто стрелять, пока магазин не опустеет. Каждый раз, когда пистолет стреляет, следующий патрон автоматически загружается в патронник. Как и в случае с револьверами, вы можете купить полуавтоматические пистолеты одинарного и двойного действия. Одно отличие состоит в том, что в пистолетах одинарного действия курок не взводится вручную перед каждым выстрелом. Движение затвора взводит курок. При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Одно отличие состоит в том, что в пистолетах одинарного действия курок не взводится вручную перед каждым выстрелом. Движение затвора взводит курок. При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Вместимость
Одним из огромных преимуществ полуавтоматических пистолетов перед револьверами является емкость магазина. Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
ПростотаРевольверы механически проще, чем полуавтоматические пистолеты. С меньшим количеством движущихся частей снижается риск возникновения проблем с огнестрельным оружием, таких как неисправность.
Револьверы также легче обслуживать, опять же, из-за их простоты. В большинстве случаев чистка револьвера означает только открытие или снятие цилиндра и использование щеток для ствола для очистки ствола и цилиндров. Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
В большинстве случаев чистка револьвера означает только открытие или снятие цилиндра и использование щеток для ствола для очистки ствола и цилиндров. Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Стрелять из обоих типов пистолетов одно удовольствие. Однако они оба предлагают немного разные впечатления.
Есть некоторые отличия в боеприпасах. Вы можете найти револьверы и полуавтоматические пистолеты с различными боеприпасами, от маленьких до больших. Основное преимущество револьверов заключается в большем конце. Короче говоря, простота револьверов и прочность их частей позволяют стрелять из них более крупными калибрами. Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматические пистолеты, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но, как правило, для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или .357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Основное преимущество револьверов заключается в большем конце. Короче говоря, простота револьверов и прочность их частей позволяют стрелять из них более крупными калибрами. Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматические пистолеты, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но, как правило, для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или .357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Перезарядка полуавтоматического пистолета, как правило, проще по той простой причине, что вы можете освободить пустой магазин и вставить заряженный. Цилиндр револьвера должен заряжать каждый патронник один за другим. Однако вы можете найти скоростные загрузчики, которые ускоряют время загрузки. Конечно, магазины полуавтоматических пистолетов нужно заряжать вручную, поэтому в какой-то момент заряжать полуавтоматический пистолет тоже будет утомительно. Где преимущества полуавтоматического пистолета действительно проявляются, так это в ситуациях самообороны. Возможность быстрой загрузки нового магазина является существенным преимуществом полуавтоматических пистолетов перед револьверами.
Цилиндр револьвера должен заряжать каждый патронник один за другим. Однако вы можете найти скоростные загрузчики, которые ускоряют время загрузки. Конечно, магазины полуавтоматических пистолетов нужно заряжать вручную, поэтому в какой-то момент заряжать полуавтоматический пистолет тоже будет утомительно. Где преимущества полуавтоматического пистолета действительно проявляются, так это в ситуациях самообороны. Возможность быстрой загрузки нового магазина является существенным преимуществом полуавтоматических пистолетов перед револьверами.
Когда дело доходит до того, чтобы стрелять из них, нет никакого способа выбрать лучшего. Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего.
Bravo III с традиционным цилиндром EZ-Jaw/автомобильным полуавтоматическим дубликатором ключей
 org/Brand»>
Илько
org/Brand»>
Илько(пока отзывов нет) Написать рецензию
Ilco
Bravo III с традиционным цилиндром EZ-Jaw/автомобильным полуавтоматическим дубликатором ключей
Рейтинг Обязательно Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
- Артикул:
- KIC-БравоIII*
- Доставка:
- Рассчитано на кассе
В настоящее время:
2425,33 долл. США
США
БЕСПЛАТНАЯ упаковка из 200 заготовок для ключей Taylor включена!
Текущий запас: 3
Количество:
Часто покупают вместе:
- Описание
- 0 отзывов
Описание
БЕСПЛАТНАЯ НАБОР (200 штук) ЗАГОТОВОК ДЛЯ КЛЮЧЕЙ TAYLOR KEY ВКЛЮЧЕНО!
———————————————————— —
Bravo III с традиционным цилиндрическим/автомобильным полуавтоматическим дубликатором ключей EZ-Jaw : Высокоточный, сверхмощный полуавтоматический ключ, разработанный для сверхнадежности и простоты использования. Ключевой станок Bravo III поставляется с резаком CU50A и соответствующей направляющей для резака. Прочный резак из кобальтовой стали обеспечивает гладкий, чистый и точный срез. Bravo III предназначен для дублирования заготовок обычных цилиндров и автомобильных ключей, а также заготовок Titan® и старых моделей GM® с 90 градусная первая резка.
Ключевой станок Bravo III поставляется с резаком CU50A и соответствующей направляющей для резака. Прочный резак из кобальтовой стали обеспечивает гладкий, чистый и точный срез. Bravo III предназначен для дублирования заготовок обычных цилиндров и автомобильных ключей, а также заготовок Titan® и старых моделей GM® с 90 градусная первая резка.
Особенности:
- Большое расстояние между губками тисков позволяет использовать новые длинные ключи и ключи с большой головкой.
- Универсальные четырехпозиционные тиски EZ-Jaw® надежно захватывают практически все бытовые, коммерческие и автомобильные ключи… включая двусторонние ключи, не требуя адаптеров. Разработанные с учетом потребностей пользователя, они могут поворачиваться из одного положения в другое без предварительного подъема. Каретка
- подпружинена, обеспечивает постоянное давление резки и снижает вероятность неправильного реза.
- Функция автоматического запуска резака, управляемая микровыключателем, активируется при подъеме или опускании каретки.
- Точная настройка. Копир с микрометрической регулировкой позволяет быстро и легко регулировать глубину резания; легко заменить при износе.
- Кнопку разблокировки каретки можно активировать только тогда, когда ключевые датчики находятся в нижнем положении, что предотвращает возможный контакт резака.
- Два кареточных вала обеспечивают чувствительность и точность резки.
- Имеет мягкую нейлоновую щетку для удаления заусенцев.

Технические характеристики:
- Двигатель: стандарт 110 В; Пусковой конденсатор 1⁄ 4 л.с.
- Тиски: EZ-Jaw™
- Фреза: фреза CU50A, плоская левая сторона, кобальтовая сталь
- Щетка: D925102ZR
- Размеры: 15 дюймов (Ш) x 20 дюймов (Г) x 10 дюймов (В) (38 см x 51 см x 25 см)
- Вес: 47 фунтов. (21,4 кг)
Скачиваний:
- Браво III с EZ-Jaw® Брошюра
- Руководство по эксплуатации Bravo III EZ-Jaw®
- Руководство специалиста Bravo III
Просмотреть всеЗакрыть
0 Отзывы
Просмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Добавить в корзину
FLASH 008 КОМПАКТНЫЙ ДУПЛИКАТОР КЛЮЧЕЙ SILCA
Ilco
Сейчас:
588,85 долл. США
США
Компактный дубликатор ключей Flash 008 Silca: легкий, компактный, портативный… эта модель механического дубликатора ключей с обрезанными краями является идеальным выбором для выездных, мобильных работ или работы на столешницах, где мало места…
KIC-Flash008B *
Клиенты также просмотрели
Выберите параметры
Механический копировальный аппарат Silca Speed 046
Ilco
Сейчас: $1,069.89
БЕСПЛАТНЫЙ НАБОР (40 шт.) СЕЙФОВ KABA ILCO СЕЙФ АРЕНДА КЛЮЧИ ЗАГОТОВКИ ВКЛЮЧЕНЫ! ———————————————— Механический копировальный аппарат Silca Speed 046: Speed 046 обеспечивает…
KIC-046Speed*
Добавить в корзину
FLASH 008 КОМПАКТНЫЙ ДУПЛИКАТОР КЛЮЧЕЙ SILCA
Ilco
Сейчас:
588,85 долл. США
США
Компактный дубликатор ключей Flash 008 Silca: легкий, компактный, портативный… эта модель механического дубликатора ключей с обрезанными краями является идеальным выбором для выездных, мобильных работ или работы на столе, где…
KIC-Flash008B*
Выберите параметры
Полуавтоматический копировальный аппарат Silca Speed 044
Ilco
Сейчас: 1 257,02 долл. США
БЕСПЛАТНАЯ НАБОР (200 шт.) ЗАГОТОВОК ДЛЯ КЛЮЧЕЙ TAYLOR KEY ВКЛЮЧЕНО! ———————————————— Полуавтоматический копировальный аппарат Silca Speed 044: Speed 044 предназначен для дублирования…
KIC-044Speed*
Выберите параметры
Илько Дуо Плюс
Ilco
Сейчас: $1 832,64
БЕСПЛАТНАЯ НАБОР (200 шт. ) ЗАГОТОВОК ДЛЯ КЛЮЧЕЙ TAYLOR KEY ВКЛЮЧЕНО! ————————————————
Ilco Duo Plus — это инновационный станок с двумя каретками, который режет цилиндры, транспортные…
) ЗАГОТОВОК ДЛЯ КЛЮЧЕЙ TAYLOR KEY ВКЛЮЧЕНО! ————————————————
Ilco Duo Plus — это инновационный станок с двумя каретками, который режет цилиндры, транспортные…
KIC-DuoPlus*
Выберите параметры
Ручной копировальный аппарат Silca Speed 045
Ilco
Сейчас: $1015,99
БЕСПЛАТНАЯ НАБОР (200 шт.) ЗАГОТОВОК ДЛЯ КЛЮЧЕЙ TAYLOR KEY ВКЛЮЧЕНО! ———————————————— Ручной копировальный аппарат Silca Speed 045: Предназначен для дублирования торцевых/плоских ключей,…
KIC-045Speed*
Выберите параметры
ТЕЛЕЖКА SUMOSPIN ДЛЯ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ GSA
СУМО СПИН
Сейчас: 1125,00 долларов США
Доставка по фиксированной ставке 175 долларов США в 48 смежных штатов США. Все другие местоположения, включая адреса APO и FPO, пожалуйста, позвоните по телефону для индивидуального предложения. Как и большинство хороших идей, тележка SumoSpin родилась из необходимости…
Все другие местоположения, включая адреса APO и FPO, пожалуйста, позвоните по телефону для индивидуального предложения. Как и большинство хороших идей, тележка SumoSpin родилась из необходимости…
SUMO1000
Добавить в корзину
КОМПЛЕКТ ПРИНАДЛЕЖНОСТЕЙ CREEP-ZIT PREMIUM (РЕЗЬБОВЫЕ НАКОНЕЧНИКИ)
Средства экономии труда
Сейчас: $105,98
Полный комплект наконечников и чехол для системы Creep-Zit! Этот комплект содержит широкий спектр специальных наконечников с резьбовыми соединениями для вашей системы Creep-Zit™. Комплект предназначен для дополнения…
LSD-81-117
Добавить в корзину
Souber DBB дверной замок Morticer — основной комплект
Инструменты Souber
Сейчас: $995,00
Набор Souber DBB Door Lock Morticer Master Kit добавляет более тридцати фрез, валов, надстроек и аксессуаров к очень популярному стандартному набору. Используемый и признанный слесарями и строителями,…
Используемый и признанный слесарями и строителями,…
PSJIG1-MK
Добавить в корзину
EZ-CUT-ШАБЛОН ДЛЯ РЕЗКИ
Средства экономии труда
Сейчас: 15,27 $
EZ-Cut™ — профессиональный уровень и шаблонный инструмент Профессиональный уровень EZ-CUT и шаблонный инструмент были разработаны как устройство для экономии времени, чтобы сделать установку «старых» электрических коробок простой и…
LSD-53-315
Добавить в корзину
НАБОР АЛЮМИНИЕВЫХ РЕЗЦОВ (ВКЛЮЧАЕТ 4 РАЗЛИЧНЫХ РАЗМЕРА)
Инструменты Souber
Сейчас: $112,89
Набор алюминиевых резаков, включая четыре резака. Для использования с нашим очень популярным врезным станком для дверных замков DBB (PSJIG1). Уникальная конструкция ножей DBB Morticer означает, что их можно заменять и устанавливать в…
Уникальная конструкция ножей DBB Morticer означает, что их можно заменять и устанавливать в…
PSDBB/ACKIT
Краткое изложение запрета на штурмовое оружие — Сенатор США от штата Калифорния
Массовые расстрелы в Ньютауне, Авроре и Тусоне слишком ясно продемонстрировали необходимость регулирования боевого оружия и магазинов большой емкости для боеприпасов. Это оружие позволяет стрелять быстро и без перезарядки.
Что делает законопроект:
Законодательство запрещает продажу, передачу, производство и импорт:
- Все полуавтоматические винтовки, которые могут принимать съемный магазин и имеют по крайней мере одну военную особенность: пистолетную рукоятку; передний хват; складной, телескопический или съемный приклад; гранатомет или ракетница; кожух ствола; или ствол с резьбой.
- Все полуавтоматические пистолеты со съемным магазином и имеющие хотя бы одну военную особенность: ствол с резьбой; вторая пистолетная рукоятка; кожух ствола; возможность установки съемного магазина в каком-либо месте за пределами рукоятки пистолета; или полуавтоматическая версия автоматического огнестрельного оружия.
- Все полуавтоматические винтовки и пистолеты с фиксированным магазином емкостью более 10 патронов.
- Все полуавтоматические ружья со складным, телескопическим или съемным прикладом; пистолетная рукоятка; фиксированный магазин емкостью более 5 патронов; возможность установки отъемного магазина; передний хват; гранатомет или ракетница; или дробовик с вращающимся цилиндром.
- Все устройства подачи боеприпасов (магазины, ленты и барабаны), рассчитанные на прием более 10 патронов.
- 157 огнестрельного оружия с особыми названиями (перечислены в конце этой страницы).

Законодательство исключает из законопроекта следующее оружие:
- Любое оружие, которое находится в законном владении на дату принятия законопроекта;
- Любое огнестрельное оружие с ручным приводом с затвором, насосом, рычагом или затвором;
- Штурмовое оружие, используемое военными , правоохранительными органами и отставными правоохранительными органами ; и
- Старинное оружие .

Законодательство защищает охотничье и спортивное огнестрельное оружие:
- Законопроект не включает 2 258 законных охотничьих и спортивных винтовок и ружей по конкретным маркам и моделям.
Законодательство ужесточает запрет на штурмовое оружие 1994 г. и государственные запреты посредством:
- Переход от теста с двумя характеристиками к тесту с одной характеристикой.
- Законопроект также усложняет обход запрета за счет исключения из проверки характеристик легкосъемных байонетов и пламегасителей.
- Запрет опасных послепродажных модификаций и обходных путей.
- Приклады для стрельбы ударом или скольжением, которые представляют собой модифицированные приклады, позволяющие полуавтоматическому оружию вести огонь со скоростью, аналогичной полностью автоматическим пулеметам.
- Так называемые «кнопки-пули», которые позволяют быстро заменить магазины боеприпасов, часто используются в качестве обходного пути для обхода запретов на съемные магазины.
- Приклад с отверстием для большого пальца, тип приклада, который был создан как обходной путь, чтобы избежать запретов на пистолетные рукоятки.
- Добавлен запрет на ввоз штурмового оружия и магазинов большой емкости.
- Отмена 10-летнего срока действия первоначального федерального запрета.

Законодательство касается миллионов существующих в настоящее время штурмовых орудий и магазинов большой емкости:
- Требование проверки биографических данных при всех продажах или передачах устаревшего штурмового оружия.
- Эта проверка биографических данных может проводиться через ФБР или, по выбору штата, инициироваться агентством штата, как в существующей системе проверки биографических данных.
- Запрещение продажи или передачи устройств подачи боеприпасов большой емкости, законно принадлежащих на дату принятия законопроекта.
- Разрешение штатам и населенным пунктам использовать федеральные грантовые средства Byrne JAG для проведения программы добровольного выкупа устаревшего штурмового оружия и устройств подачи боеприпасов большой емкости.
- Введение требований по безопасному хранению устаревшего огнестрельного оружия, чтобы держать его подальше от запрещенных лиц.
- Требование гравировки серийного номера и даты изготовления оружия на автоматах и устройствах подачи боеприпасов большой емкости, изготовленных после даты принятия законопроекта

Запрет на штурмовое оружие 1994 года эффективно снизил уровень преступности и убрал с наших улиц это боевое оружие. С момента истечения запрета от этого оружия погибло более 350 человек и более 450 получили ранения.
- Проведенное Министерством юстиции исследование запрета на штурмовое оружие показало, что он был причиной 6,7% снижения общего числа убийств с применением огнестрельного оружия , при прочих равных условиях.
- Источник: Джеффри А. Рот и Кристофер С. Копер, «Оценка воздействия Закона об общественной безопасности и защите от использования огнестрельного оружия в развлекательных целях от 1994 г. » (март 1997 г.).
- В том же исследовании также было обнаружено, что «штурмовое оружие непропорционально часто используется в убийствах с жертвами, несколькими ранениями на каждую жертву и полицейскими в качестве жертв ».
- Использование штурмового оружия в преступной деятельности сократилось более чем на две трети примерно на девять лет после 1994 Запрет на штурмовое оружие вступил в силу.
- Источник: Кристофер С. Копер, «Обновленная оценка федерального запрета на штурмовое оружие: влияние на рынки оружия и насилие с применением огнестрельного оружия, 1994–2003 годы» (июнь 2004 года), Пенсильванский университет, отчет Национальному институту юстиции, США. Департамент правосудия.
- Процент огнестрельного оружия, изъятого полицией в Вирджинии с магазинами большой емкости, значительно снизился во время запрета . Эта цифра имеет удвоенное с момента истечения бана.
- Источник: Дэвид С. Фоллис и Джеймс В. Гримальди, «В Вирджинии растет количество изъятий клипс с высокой производительностью», Washington Post, http://www.washingtonpost.com/wp-dyn/content/article/2011/ 22/01/AR2011012204046.html
- Когда Мэриленд ввел более строгий запрет на штурмовые пистолеты и магазины большой емкости в 1994 году, это привело к 55-процентному сокращению количества штурмовых пистолетов, изъятых полицейским управлением Балтимора.
- Источник: Дуглас С. Вейл и Ребекка К. Нокс, Письмо в редакцию, Запрет Мэриленда на продажу штурмовых пистолетов и магазинов большой емкости: оценка воздействия в Балтиморе, 87:00. Журнал общественного здравоохранения 2, 19 февраля.97.
- 37% полицейских управлений сообщили о заметном увеличении использования преступниками штурмового оружия после истечения срока действия федерального запрета 1994 года.
- Источник: Исследовательский форум руководителей полиции, Оружие и преступность: открывая новые горизонты, сосредоточив внимание на местном воздействии (май 2010 г. ).
 » (март 1997 г.).
» (март 1997 г.).
 ).
).Перечень огнестрельного оружия, запрещенного по наименованию
Винтовки: Все типы АК, включая следующие : АК, АК47, АК47С, АК-74, АКМ, АКС, АРМ, МАК90, MISR, NHM90, NHM91, Rock River Arms LAR–47, SA85, SA93, Vector Arms AK–47, VEPR, WASR–10, WUM, ИЖМАШ Сайга AK, MAADI AK47 и ARM, Norinco 56S, 56S2, 84S, и 86S, Poly Technologies AK47 и АКС; Все типы AR, включая следующие: AR–10, AR–15, Armalite M15 22LR Carbine, Armalite M15–T, Barrett REC7, Beretta AR–70, Bushmaster ACR, Bushmaster Carbon 15, Bushmaster серии MOE, Bushmaster XM15, Винтовки Colt Match Target, винтовки DoubleStar AR, тактические винтовки DPMS, Heckler & Koch MR556, Olympic Arms, винтовки Remington R-15, Rock River Arms LAR-15, винтовки Sig Sauer SIG516, винтовки Smith & Wesson M&P15, винтовки Stag Arms AR, винтовки Sturm, Ruger & Co. SR556; Баррет М107А1; Баррет М82А1; Беретта СХ4 Шторм; ситцевая серия Liberty; СЕТМЕ Спортер; Daewoo K-1, K-2, Max 1, Max 2, AR 100 и AR 110C; Fabrique Nationale/FN Herstal FAL, LAR, 22 FNC, 308 Match, L1A1 Sporter, PS90, СКАР и FS2000; Фезер Индастриз АТ-9; Галил Модель AR и Модель ARM; Hi-Point карабин; HK-91, HK-93, HK-94, HK-PSG-1 и HK USC; Kel-Tec Sub-2000, СУ-16 и РФБ; SIG AMT, SIG PE-57, Sig Sauer SG 550 и Sig Sauer SG 551; Оружейная палата Спрингфилда SAR–48; Штайр АУГ; Штурм, Ruger Mini-14 Tactical Rife M-14/20CF; Все винтовки Томпсона, включая следующие: Томпсон M1SB, Томпсон T1100D, Томпсон T150D, Томпсон T1B, Томпсон T1B100D, Томпсон T1B50D, Томпсон T1BSB, Томпсон T1–C, Томпсон T1D, Томпсон T1SB, Thompson T10D, Thompson T5, Thompson T50 , Томпсон ТМ1С; UMAREX UZI Винтовка; Мини-карабин UZI, карабин UZI Model A и карабин UZI Model B; Валмет М62С, М71С и М78; Тип UZI Vector Arms; Уивер Армс Ночной Ястреб; Уилкинсон Армс Линда Карабин.