Какой газ для сварки полуавтоматом
Главная » Статьи » Какой газ для сварки полуавтоматом
Как правильно выбрать сварочный полуавтомат для дома
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.
Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.Работает сварочный полуавтомат следующим образом:
Использование полуавтомата является оптимальным для работы с системой отопления.Работает сварочный полуавтомат следующим образом:
- На горелку подается газ, используемый в качестве защитного элемента.
- Специальный механизм направляет сварочную проволоку с необходимой скоростью.
- Электроэнергия подается с помощью источника питания трансформаторного или инверторного типа.
Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
- Сварной ток поступает на горелку.
- В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
- Между обрабатываемым материалом и проволокой образуется дуга, с помощью которой и осуществляется плавление проволоки.
- Одновременно подается газ. Газ обеспечивает защиту вокруг сварной ванны.


Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG — аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG — обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ. Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока — сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки — регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси — это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
 Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:
- Китай — оборудование китайских производителей представлено в наиболее приятной ценовой категории. Можно приобрести китайский полуавтомат как заводской, так и кустарной сборки. Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.
- Европа — качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
- Россия — нечто среднее по ценовой политике со сравнительно хорошим качеством. Единственное условие, чтобы полуавтоматическое оборудование для выполнения сварочных работ изготавливалось непосредственно в России, а не было подделкой. Подойдут модели Энергомаш, Сорокин и т. д.
 Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.
Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования.
- Качество подачи напряжения — производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
- Скорость проведения работ — этот критерий имеет особое значение при проведении производственных работ. Следует уделить внимание дополнительным функциям, ускоряющим и облегчающим процесс сварки. К ним относится:
- система автоматической подачи проволоки
- контроль над предотвращением прилипания электрода
- возможность горячего запуска
- Тип подключения — при выборе сварочного полуавтомата нужно знать параметры электрической сети, которая есть в наличии. Но чаще всего такие установки должны работать от трехфазного напряжения.
 Но чаще всего такие установки должны работать от трехфазного напряжения.
Но чаще всего такие установки должны работать от трехфазного напряжения.Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:
- Полуавтомат — по сути, практически ничем не отличается от обычной сварочной установки. Единственной разницей является то, что подача сварной проволоки осуществляется автоматически (может быть как с механическим, так и электронным приводом). Преимущества полуавтоматической сварки перед автоматической сваркой состоят в том, что квалифицированный специалист может выполнять сложные задачи по обработке тонких металлов, что практически недостижимо при использовании автомата.
- Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
 Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.
Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
stroy-plys. ru
ru
Выбор сварочного защитного газа
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов. Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
- ГелийГелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон.
- Углекислый газУглекислый газ CO2 – активный газ — обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
 Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
Сварочные газы, используемые как компоненты сварочной смеси газов
- КислородКислород — двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
- ВодородВодород — двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат — широкий на поверхности сварочный шов. Проплавление увеличенное.Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали — для увеличения мощности и сокращения шлака.
- АзотАзот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.

Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG | |||||
| Сварочный газили смесь | Сталь | Нерж. сталь сталь | Алюминий | Сталь | Нерж.сталь | Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х | |||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ h4 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х |
Стоимость сварочного газа на фоне общей стоимости сварочных работ
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
Надеемся данная статья было полезна для вас. На этом сайте вы найдете много других интересных и полезных статей. Спасибо.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Прочитано 40899 раз Последнее изменение Пятница, 06 Декабрь 2013 06:37
www.smart2tech.ru
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка полуавтоматом без газа – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Полуавтоматический сварочный аппарат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтоматическое сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение полуавтомата без газа
Возможен такой вариант соединения деталей, как сварка полуавтоматом порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сергей Одинцов
electrod.biz
Сварка полуавтоматом без газа
Для выполнения процесса дуговой сварки часто используют полуавтомат. Роль электрода выполняет проволока. Механический привод подает ее непрерывно в головку для сварки. Заданная скорость подачи постоянная. Благодаря флюсам, даже если проволока небольшая в диаметре (до 2 мм), металл расплавится на требуемую глубину. Швы отличаются высоким качеством и надежностью, не зависимо от толщины металла.
От режима зависит как правильно варить полуавтоматом с углекислотой. В этом случае предусмотрено использование импульсно-дугового режима, при котором хоть металл и расплавляется медленнее, но шов получается прочный.
В этом случае предусмотрено использование импульсно-дугового режима, при котором хоть металл и расплавляется медленнее, но шов получается прочный.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
При использовании полуавтомата улучшиться не только качество ее шва, но и значительно увеличится производительность труда. Таким способом опытные специалисты за 1 час сваривают 20 – 40 м шва.
Полуавтоматическая сварка выполняется как с использованием газа, так и без него. Во время проведения процесса с газом возможно полностью исключить доступ кислорода в зону, где производится сварка. Это позволит избежать переизбытка или недостачи углерода. Ведь это может повлиять на качество шва.
Какой газ нужен для сварки полуавтоматом? Для этих целей используется ацетилен. Он получается, когда вода вступает в реакцию с карбидом кальция. При смешивании ацетилена с кислородом достигается температура 3000⁰ и выше.
Сжижений МАФ — газ для сварки полуавтоматом. Этот новый вид сменил ацетилен. Также используют бутаны, пропаны, бензолы и другие. Но во время процесса должен обязательно присутствовать кислород в качестве катализатора.
Иногда возникает вопрос, если производится сварка полуавтоматом, какой газ использовать? Все зависит от вида металла.
Этот метод отличается большой трудоемкостью и значительными затратами, так как газовые баллоны тяжелые, а заправка дорогая. С этого следует, что при нечастой работе лучше использовать проволочный сварочный аппарат.
Сварочный полуавтомат инверторного типа
Производство этих аппаратов началось не так давно. Но благодаря своим функциям, они стали востребованы не только среди любителей, но и профессионалов. Устройство для подачи проволоки в сварочную зону — обязательный механизм инвертора. Она может быть защитной или порошковой.
Выполняя процесс плавящимся стержнем, используется защитный газ для сварки полуавтоматом. Полуавтомат используют для изделий, для изготовления которых были использованы алюминий, низколегированные и коррозионностойкие стали.
Его принцип работы заключается в преобразовании переменного тока в постоянный при подключении агрегата к электрической сети. Эти функции выполняются специальным модулем, высокочастотным трансформатором и несколькими выпрямителями. В усовершенствованных полуавтоматах установлен особый блок, который автоматически регулирует коэффициент мощности.
С его помощью происходит синхронизация рабочих токов по синусоидам напряжения, что позволяет оборудованию работать стабильно и качественно.
Преимущества и недостатки инвертора
Благодаря некоторым преимуществам, такие полуавтоматы более популярны по сравнению с другими агрегатами:
- Процесс достаточно прост.
- Высокое качество швов.
- Работы могут производиться как на твердой поверхности, так и на весу.
- Возможность сварки в разных положениях пространства (под разными углами, снизу или сверху).
- Незначительные материальные затраты на проведение работ.
- Токсичность выделяемого газа не значительна.
Недостатки инвертора полуавтомата:
- Высокая стоимость как новых установок, так и его ремонтных работ.
- Необходима защита от пыли. Чистку и продувку проводят регулярно.
- Агрегат не переносит минусовые температуры.
Можно ли варить полуавтоматом без газа? Для этого не возникнет никаких проблем. Для сварки без газа используется порошковая и флюсовая проволока для полуавтомата. Это стальная трубка с порошком (флюсом) внутри. Рабочая зона защищена газом.
Только следует учесть, что сварка полуавтоматом без газа обычной проволокой запрещена. Использовать обычную проволоку без газа нельзя.
Сварка полуавтоматом без газа обладает преимуществами:
- Отсутствует надобность в газовой аппаратуре.
- Затраты на работу существенно ниже.
- Простота в применении.
Из этого следует, что данный процесс экономически выгодный.
Сварка алюминия полуавтоматом без газа происходит с помощью алюминиевой проволоки, которую используют как электрод. Но чаще для этих целей применяют аргон.
Как варить полуавтоматической сваркой? Данный процесс состоит из нескольких этапов:
- Прежде чем приступить к работам, необходимо прежде всего приобрести подходящую присадочную проволоку. Ее диаметр должен соответствовать глубине необходимого шва. В зависимости от материала металлоконструкции подбирается проволока для сварки полуавтоматом без газа.
Совет!! Полуавтоматом производится сварка флюсовой проволокой без газа. Присадки для аргоновой сварки не подходят.
- Агрегат подготавливаем к работе. На месте, где будут производиться работы, размещают катушку с проволокой. Ее конец пропускают по подающих вальцах, чтобы вывести ее к держаку. Необходимо внимательно следить, чтобы вальцы не сдавливали проволоку, так как она очень хрупкая, и можно повредить ее. Настраивая силу тока, следует учесть ее зависимость от типа проволоки и ее диаметра. Необходимую величину тока указывают на упаковочной таре.
- Подготовка деталей. Необходимо зачистить от ржавчины их торцы на месте стыка. На столе для сварки расположить детали, сдвинуть и закрепить.
- Выполнение процесса сварки. Угол расположения держака по горизонтали должен составлять 80⁰ — 85⁰. Сварку производят от края, что расположен дальше, до ближнего. Чтобы улучшить качество шва, можно повторно пройтись по горячему металлу.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Используя сварочный полуавтомат проволочный, риск пропалить металл исключается. Углекислый газ подавляет горение свариваемой поверхности.
krasimavtomobil.ru
какие виды бывают, где и как применяется, правила выбора
Время на чтение: 3 мин
1027
При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Содержание статьиПоказать
- Применения метода
- Что применяют в сварочных работах
- Как правильно подобрать
- Характеристики
- Особенности сварочных процессов
- Преимущества метода
- Заключение
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь.
У разных газов характеристики заметно отличаются, списки этих характеристик можно найти в открытом доступе, такие таблицы достаточно распространены в интернете.
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая. Важно правильно установить мощность аппарата.
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени. Особенно это важно, если вы свариваете детали из титана или из стали.
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.
Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
Преимущества метода
Основные преимущества метода:
- Заметное улучшение качества сварки, механической надежности сварочного шва, его пластичности и плотности;
- Повышение эффективности вследствие повышения производительности труда;
- Сокращения времени плавления металла, экономия времени и ресурсов;
- Облегчение процесса сваривания, обусловленное получением стабильной дуги;
- Отсутствие задымления.
Заключение
Сварочные полуавтоматы распространены очень широко. Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Газ для этого вида сваривания — незаменимый компонент, благодаря ему обеспечивается качество и надежность сварного соединения.
Для достижения хорошего результата надо серьезно отнестись к выбору компонентов для сварки в соответствии со стоящими перед вами задачами. При работе с газом и его хранении необходимо неукоснительно соблюдать правила техники безопасности.
Использование газа в сварочных работах может повысить их себестоимость, но это оправдывается хорошими результатами с практически всеми металлами.
Газ чаще всего используют опытные сварщики, однако и новички могут попробовать себя в этом деле, неуклонно следуя всем правилам. Желаем вам успехов!
Какой нужен газ для сварки полуавтоматом и чем он отличается от автомата? – Расходники и комплектующие на Svarka.guru
Качество сварочного соединения зависит не только от профессиональных качеств работника, но и условий выполнения работ. Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Работа в полуавтоматическом режиме дает больше свободы. Сварочная проволока не имеет защитного покрытия, потому работа ведется в среде защитных газов, с ручной регулировкой скорости подачи присадочного материала. Таким образом, полуавтоматический режим более требователен к квалификации сварщика, который, обладая необходимыми навыками, добьется лучшего качества спайки, по сравнению с автоматическим режимом. Вот чем отличаются сварка автомат и полуавтомат.
Содержание
- 1 Влияние на процесс
- 2 Область применения
- 3 Какой газ нужен
- 3.1 Ацетилен
- 3.2 Водород
- 3.3 Коксовый
- 3.4 Природные
- 3.5 Пиролизный
- 3.6 Чистые
- 3.7 Газы, используемые как компоненты смеси
- 4 Критерии выбора
- 5 Особенности выполнения
- 6 Преимущества
- 6. 1 Для автомобильного ремонта
- 6.
- 7 Заключение
 1 Для автомобильного ремонта
1 Для автомобильного ремонтаВлияние на процесс
Газы для сварочного полуавтомата призваны защитить зону спайки от внешнего воздействия. Кроме того, применение газа положительно влияет на чистоту шва, уменьшая шлаковую составляющую и снижая вероятность появления трещин, за счет увеличения скорости и глубины проплавления.
Область применения
Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
Выделяют три основные категории:
- инертные;
- активные;
- смеси газов.
Рассмотрим их подробнее.
[stextbox id=’info’]Выбор газа также зависит от характеристик сварочного аппарата и типа поверхности. Например, чистый азот идеально подходит для соединения медных деталей.[/stextbox]
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Водород
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.

[stextbox id=’warning’]Данные свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.[/stextbox]
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
[stextbox id=’alert’]Важно! В случае приобретения газа с целью длительного хранения, рекомендуем выбрать готовые смеси промышленного производства. Не занимайтесь синтезом газа самостоятельно – это небезопасно![/stextbox]
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.
 Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
Второй вариант – применения различных смесей на базе аргона или других инертных элементов.Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.

Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Заключение
Данная технология представляет огромный интерес для широкого круга потребителей, вне зависимости от того, какой газ для полуавтоматической сварки будет выбран. Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.
Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.
[stextbox id=’info’]Отзыв: «Со сваркой углекислотой я познакомился еще в 2002 году. До этого опыт работы со сварочным оборудованием был ограничен использованием простенького трансформатора для работы во дворе. Необходимость в полуавтомате возникла после небольшой аварии – просто не было средств и желания обращаться на СТО. После нескольких неудачных попыток получилось добиться приемлемого результата, правда, с помощью советов опытного специалиста. После этого прошел курс обучения и занимаюсь кузовным ремонтом в свободное от работы время. Подводя итог скажу, что при наличии базовых навыков сварки можно без особых проблем научиться работе с полуавтоматом. В качестве защитного газа беру исключительно углекислоту, о чем ни разу не пожалел – для гаражного пользования она идеальна».[/stextbox]
В качестве защитного газа беру исключительно углекислоту, о чем ни разу не пожалел – для гаражного пользования она идеальна».[/stextbox]
Какие виды газа применяют для сварки полуавтоматом? Газ для сварки полуавтоматом
Содержание
- Применяемые газы для сварки
- Ацетилен
- Водород
- Коксовый газ
- Природный газ: метан, бутан, пропан
- Аргон
- Углекислый газ
- Чистые
- Гелий
- Газы, используемые как компоненты смеси
- Газ пиролизный
- Особенности
- Температура
- Рабочие параметры
- Выбор расходного сырья
- Рабочий процесс
- Критерии выбора смеси для аппарата
- Технология газовой сварки
- Преимущества и недостатки газовой среды
- Что применяют в сварочных работах
- Какой газ нужен для сварки полуавтоматом
- Как правильно подобрать
- Характеристики
- Область применения
- Особенности сварочных процессов
- Техника и технология газовой сварки
- Преимущества метода
- Технология выполнения работ
- Подробно о необходимости настройки механизма
- Этапы настроек
- Особенности сварочных работ
- Требования, предъявляемые к сварочным агрегатам
- Расход газа при сварке полуавтоматом
- Применяемые газы для сварки
- Какой газ подходит для сварочных работ?
- Газосварка полуавтоматом
- Преимущества газовой сварки
- Особенности выполнения работ
- Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Газосварка полуавтоматом
- Преимущества газовой сварки
- Особенности выполнения работ
- Применения метода
- Преимущества сварки с помощью газа
- Отличие сварочной смеси от углекислоты
- Потребление кислорода
- На что следует обратить внимание при выборе газа?
- Как подготовить аппарат и провести сварку своими руками?
- Какой газ подходит для сварочных работ?
Применяемые газы для сварки
Подбирать газ для сварочных работ полуавтоматом необходимо, основываясь на его свойствах.
Ацетилен
Характеристики:
- бесцветный;
- легче воздуха;
- обладает специфичным запахом.
Это один из самых распространенных газов, который используется в данной сфере деятельности. Он обладает среди остальных видов газа наиболее высокой температурой горения, имеет высокую полярность. Часто применяется из-за высокой температуры горения при резке металлических конструкций.
Для производства ацетилена применяются специализированные генераторы. Получить ацетилен можно при помощи соединения воды с карбидом кальция, который способен даже поглощать влагу из атмосферной среды. Поэтому согласно требованиям безопасности к данному химическому соединению предусматриваются особые условия хранения.
Водород
Характеристики:
- бесцветный;
- не имеет запаха;
- относится к взрывоопасным средствам.
При соединении с кислородом, воздушной средой образует гремучий газ. По требованиям безопасности водородные баллоны не должны находиться под давлением более 15 МПа.
Для производства водорода используются специализированные генераторы. Водород также выделяется благодаря синтезу воды.
Коксовый газ
Характеристики:
- бесцветный;
- имеет специфичный запах.
Это побочный продукт, извлекаемый в процессе добычи кокса, который, в свою очередь, выводится из каменного угля. Этот газ можно транспортировать при помощи трубопроводных магистралей.
Природный газ: метан, бутан, пропан
Достаточно распространенные виды газов, применяемые для множества сварочных работ. К ним нет особых требований при транспортировании, хранении. Добыча этих разновидностей газов для сварки полуавтоматом производится на их месторождениях.
Аргон
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна. Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.
Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Чистые
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.
 Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.Данные свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Гелий
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.
Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Газ пиролизный
Извлекается в процессе распада нефтяных продуктов. Этот газ способствует образованию коррозии мундштуков горелки, в результате чего они быстро выходят из строя. Пиролизный газ перед его непосредственным использованием подвергается очистке. Применяется данная субстанция, как для сваривания металлических конструкций, так и для их резки.
Особенности
Газ активно используется для полуавтоматической сварки для различных рабочих целей. Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.
Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.
Температура
В процессе сварки металлическая поверхность нагревается и после остывает. Это занимает длительный временной промежуток. В некоторых случаях работки может регулировать температурный режим, устанавливая необходимые параметры, например, при соединении несколько видом металла (сталь, медь и другие варианты). Делается это при помощи угла наклона дуги.
Рабочие параметры
Следующая особенность – возможность установить индивидуальные рабочие параметры. Благодаря этой функции можно настроить оборудование под конкретную ситуацию.
Чтобы получить надежное и прочное соединение, необходимо уметь правильно установить данные параметры.
Это такие характеристики, как скорость подачи газа, его расход, мощность, вариант используемой проволоки.
Выбор расходного сырья
Специалисты уверяют, что выполнять работу по сварке можно двумя способами. В одном случае необходимо сделать выбор в пользу углекислоты без каких-либо добавок. Также можно использовать различные примеси. Часто используют составы, разработанные на базе аргона.
Рабочий процесс
Данный вид расходника применяют для определенного характера работы. Этот материал используют для стационарной сварки в условиях закрытых помещений (мастерских). В некоторых случаях можно использовать баллоны под открытым небом, однако, такой вариант имеет множество неудобств.
Заметка: газ для полуавтомата используется в основном опытными работниками, которые имеют опыт обращения с такими расходными материалами.
Если знания в этой области отсутствуют, необходимо обязательно ознакомиться с особенностями газа каждого вида.
Критерии выбора смеси для аппарата
Выбор защитного газа для сварки зависит от следующих факторов:
- температуры горения;
- расхода газа;
- уровня защиты сварного шва;
- тепла, выделяющегося на месте соединения заготовок.

Чтобы понять, какой газ нужен, необходимо определить материал сварных заготовок.
| Металл | Состав смеси | Особенности процесса |
| Углеродистая сталь | Углекислый газ и аргон в соотношении 1:3 | Высокая скорость сварки, отсутствие деформации заготовок. Подходит для работы с металлами толщиной до 3 мм |
| Нержавеющая сталь | Углекислота (2,5%), аргон (7,5%) и гелий (90%) | Высокий уровень защиты свариваемых частей от окисления |
| Низколегированная сталь | Аргон и углекислый газ в соотношении 3:1 | Прочный сварной шов, высокая устойчивость дуги |
| Сплавы алюминия | Гелий (65%) и аргон (35%) | Применяется для сплавления толстых металлов толщиной до 76 мм |
 youtube.com/embed/ITeRZ0-acm8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/ITeRZ0-acm8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»allowfullscreen»> Для получения хорошего, прочного шва лучше посоветоваться со специалистом, чтобы правильно подобрать сварочную смесь для полуавтомата.
Технология газовой сварки
Полуавтоматическая сварка основана на формировании электрической дуги между электродом аппарата и заготовкой. Ее температура достаточно велика, чтобы расплавить присадочную проволоку, которая непрерывно подается в свариваемое место и образует шов.
Газовая смесь формирует защитную среду вокруг плавящейся присадочной проволоки и поддерживает стабильность дуги, что ускоряет процесс сварки.
Без нее шов подвергается негативному воздействию со стороны атмосферного воздуха, что в результате приведет к образованию негерметичного соединения. Смесь содержится в специальных прочных баллонах и подается в горелку по трубам.
Процесс сварки полуавтоматом в газовой среде имеет следующие преимущества:
- Нет необходимости покупать дорогое оборудование.
- Можно сваривать оцинкованные изделия, не повреждая при этом покрытие.
- Оператор видит результат по ходу работы, т. к. шлак не перекрывает соединение.
- Можно сваривать тонкие стальные листы толщиной менее 1 мм.

Из недостатков отмечают сильное излучение дуги, из-за чего возникает необходимость использования маски для лица.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.

Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
 Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Активная среда, применяемая для повышения производительности полуавтоматического оборудования.Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь.
У разных газов характеристики заметно отличаются, списки этих характеристик можно найти в открытом доступе, такие таблицы достаточно распространены в интернете.
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Область применения
- Соединение труб диаметром, не более 10 см, их фасонных компонентов.
- Изготовление, ремонт изделий, выполненных из тонколистовой стали: соединение отдельных листов резервуаров небольшой вместимости, заваривание небольших трещин в металлических изделиях.
- Низкотемпературная сварка чугуна.
- Соединение высокопрочного чугуна. В данном случае дополнительно используются присадочная бронзовая или латунная проволока.
- Ремонт литых бронзовых, чугунных изделий.
- Наплавление латуни на чугунные, стальные изделия.
- Соединение алюминиевых, латунных, свинцовых, медных изделий.

Сварка в защитной газовой среде предоставляет возможность выполнять сварное соединение практически любых металлов, которые используются на технических средствах. Например, свинец, медь, чугун лучше поддаются газосварке, чем электродуговой. А благодаря простоте конструкции газосварочное оборудование является достаточно востребованным в сельском хозяйстве, на машиностроительных предприятиях, при выполнении ремонтно-строительных работ, иных сферах деятельности.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая. Важно правильно установить мощность аппарата.
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени. Особенно это важно, если вы свариваете детали из титана или из стали.
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.
Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.
Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Преимущества метода
Основные преимущества метода:
- Заметное улучшение качества сварки, механической надежности сварочного шва, его пластичности и плотности;
- Повышение эффективности вследствие повышения производительности труда;
- Сокращения времени плавления металла, экономия времени и ресурсов;
- Облегчение процесса сваривания, обусловленное получением стабильной дуги;
- Отсутствие задымления.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Подробно о необходимости настройки механизма
Основной для пользователя вопрос, когда планируется приобрести сварочный полуавтомат: как им правильно пользоваться? Важно знать, что помимо корректной эксплуатации такого оборудования во время выполнения сварочных работ есть еще один нюанс – необходимость его правильной настройки. Если неправильно установить значения основных параметров, то худший сценарий в таком случае – возгорание аппарата. В лучшем случае следует ожидать поломки отдельных деталей или узлов.
В первую очередь до начала работы устройство необходимо заземлить. Затем настраиваются необходимые параметры: устанавливается сила тока, в соответствии с чем определяется напряжение дуги, а также достаточная для конкретного типа работ скорость подачи проволоки. Но как пользователю правильно настроить сварочный полуавтомат?
Все эти значения подбираются, исходя из того, какой материал предполагается варить, а также какой толщины детали будут обрабатываться.
 Для выбора режима сварки используется соответствующая литература.
Для выбора режима сварки используется соответствующая литература.Этапы настроек
Предварительная подготовка к работе сводится к следующим действиям:
- С учетом того, какой материал планируется варить, выставляется сила тока. А значение данного параметра вычисляется с использованием таблиц из сопроводительной документации агрегата или с помощью литературы о сварке.
- Устанавливается требуемая скорость подачи проволоки. Здесь имеются свои особенности. Например, если конструкцией предусмотрено ступенчатое регулирование данного параметра, то обычно для этого используются шестерни или коробка передач. Однако существенный минус такого варианта заключается в том, что не всегда легко подобрать наиболее подходящий режим работы. А при плавной регулировке проволоки не возникнет вопроса, как безошибочно настроить полуавтомат сварочный, так как в этом случае легче установить нужный уровень интенсивности продвижения проволоки.
- Обычно в таких агрегатах предусмотрены переключатели режимов, с их помощью можно настроить направление движения проволоки (вперед или назад).

По окончании всех настроек желательно проверить их корректность на черновом образце. Если качество сварного шва хорошее, то можно браться за основной материал.
Особенности сварочных работ
После подключения к сетевому напряжению включается агрегат нажатием на кнопку «ВКЛ». Но вводить устройство в работу следует только после того, как были надеты средства защиты (спецодежда и маска со светофильтром). Затем подается проволока к горелке. При этом необходимо оставить выступающий участок (порядка 3 мм). Остальное необходимо удалить.
Работа с электродом определяется расположением механизма подачи проволоки относительно горелки. Существует несколько вариантов: толкающего, тянущего и совмещенного типа. После поджига электрической дуги горелка подносится к участку сварки. Случается, на конце электрода образуются комки. В этом случае рекомендуется ускорить процесс подачи проволоки.
Требования, предъявляемые к сварочным агрегатам
Вопрос, как работает инверторный сварочный полуавтомат, решается уже по факту его приобретения. Но перед этим на этапе выбора следует учесть ряд требований, которые предъявляются к такому оборудованию:
Но перед этим на этапе выбора следует учесть ряд требований, которые предъявляются к такому оборудованию:
- Компактность и мобильность, чтобы дополнительно упростить работы оператору;
- Длительная эксплуатация без перегрева механизма и без ущерба для одного из основных узлов такого устройства – механизма подачи проволоки;
- Удобство работы с горелкой и ее быстрая замена;
- По возможности быстрая замена и сварочной проволоки;
- Беспроблемная настройка оборудования;
- Отсутствие рывков при подаче проволоки;
- Устойчивость к низким температурам.
Как видно, работа с полуавтоматом требует внимательности и «твердой руки». Однако немаловажным является и тот факт, что без соответствия параметров агрегата роду условиям работы будет проблематично добиться высокого качества сварного соединения. Поэтому рекомендуется перед началом работы изучить все особенности функционирования такого оборудования, чтобы иметь возможность безошибочно его настроить и применять по назначению в дальнейшем.
Расход газа при сварке полуавтоматом
Полуавтоматическая сварка обычно осуществляется в газовой среде с применением проволоки. Процесс представляет собой электродуговую сварку с использованием тепловой энергии, исходящей от электрической дуги, которая соединяет металлическую поверхность изделия и окончание электрода. Какой газ нужен для сварки полуавтоматом?
Применяемые газы для сварки
Подбирать газ для сварочных работ полуавтоматом необходимо, основываясь на его свойствах.
Какой газ подходит для сварочных работ?
Для любительской сварки в бытовых условиях лучше выбирать полуавтоматы, которые можно подсоединить к стандартной сети 220 В, но это условие не единственное для правильного подбора оборудования. Часто пользователей смущает маркировка на инструментах: MAG, MIG. Что же обозначает данная аббревиатура?
- MAG – полуавтомат для работы с углеродом.
- MIG – полуавтомат для работы с аргоном.
Также возможна комбинация данных газов или применение смесей, в которых они являются основой. От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
Опытные сварщики советуют использовать для полуавтоматической сварки смесь, включающую углекислый газ/аргон, 20/80 соответственно. Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Газосварка полуавтоматом
Газовая полуавтоматическая сварка стальных медных, титановых образцов, их сплавов представляет собой процедуру соединения отдельных металлических изделий посредством подачи на участок соединения присадочной проволоки, газа, который ограждает расплавленные материалы от неблагоприятных воздействий воздуха.
Преимущества газовой сварки
- Для осуществления сварных соединений металлических конструкций с применением газа нет необходимости приобретать довольно дорогостоящее оборудование.
- При использовании углекислого газа сварные работы можно осуществлять на любых участках зданий, сооружений. При этом дополнительное потребление энергии исключается.
- В период выполнения сварочных работ присутствует возможность изменения мощности пламени. Это предоставляет возможность сваривать разнотипные образцы, к примеру, титановые с медными, свинцовые с латунными, другие металлы с разной температурой плавления.
- Данным способом сваривания можно не только соединять металлические конструкции, но и производить их закалку, резку.
- Сварные швы полуавтоматом в газе получаются намного прочнее, чем при электродуговой сварке.

Особенности выполнения работ
- Если на полуавтомате правильно установить мощность, подобрать оптимальную проволоку, скорость подачи проволоки, расход углекислого газа, тогда сварные соединения будут наилучшего качества.
- Поверхности, подвергаемые сварке, нагреваются и охлаждаются довольно медленно.
При соединении медных, стальных, титановых деталей температура пламени регулируется. Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться. - При выполнении газовой полуавтоматической сварки в углекислом газе предусмотрено применение двух вариантов оборудования.
В первом случае сварочные агрегаты работают с аргоном, прочими инертными газами. Во втором случае полуавтоматы работают с углекислым газом. - Применение газового баллона под высоким давлением значительно затрудняет выполнение кузовных работ, сваривание трубопроводных коммуникаций на открытой местности.
Но, для стационарных работ данная методика считается наиболее эффективной. - При газосварке применяется проволока, имеющая в своем составе кремний, марганец. Ее расход строго контролируется, а подача в сварную зону осуществляется вместе с газом, который обеспечивает защиту проволоке, соединяемым металлам от негативных влияний воздуха.
В стандартах определены марки проволоки, которые рекомендуется использовать для конкретного сварочного оборудования.
 Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться.
Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться.
Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Технология выполнения сварки в углекислом газе легко усваивается, при необходимости ее можно быстро изучить.
- Ограниченная зона термических влияний предоставляет возможность соединять тонкие металлические изделия.
- Углекислый газ наиболее доступный из всех типов газов, применяемых для сварки.
- довольно высокая скорость расплавления присадочной проволоки, соответственно высокая производительность работ.
- Краска на изделии выгорает узкой полоской. Это позволяет подготовительные, финишные работы свести к минимуму.
- Сварные швы получаются высокого качества для деталей разной толщины.
- Отсутствует необходимость предварительно подгонять свариваемые образцы.
Газосварка полуавтоматом
Газовая полуавтоматическая сварка стальных медных, титановых образцов, их сплавов представляет собой процедуру соединения отдельных металлических изделий посредством подачи на участок соединения присадочной проволоки, газа, который ограждает расплавленные материалы от неблагоприятных воздействий воздуха.
Преимущества газовой сварки
- Для осуществления сварных соединений металлических конструкций с применением газа нет необходимости приобретать довольно дорогостоящее оборудование.
- При использовании углекислого газа сварные работы можно осуществлять на любых участках зданий, сооружений. При этом дополнительное потребление энергии исключается.
- В период выполнения сварочных работ присутствует возможность изменения мощности пламени. Это предоставляет возможность сваривать разнотипные образцы, к примеру, титановые с медными, свинцовые с латунными, другие металлы с разной температурой плавления.
- Данным способом сваривания можно не только соединять металлические конструкции, но и производить их закалку, резку.
- Сварные швы полуавтоматом в газе получаются намного прочнее, чем при электродуговой сварке.
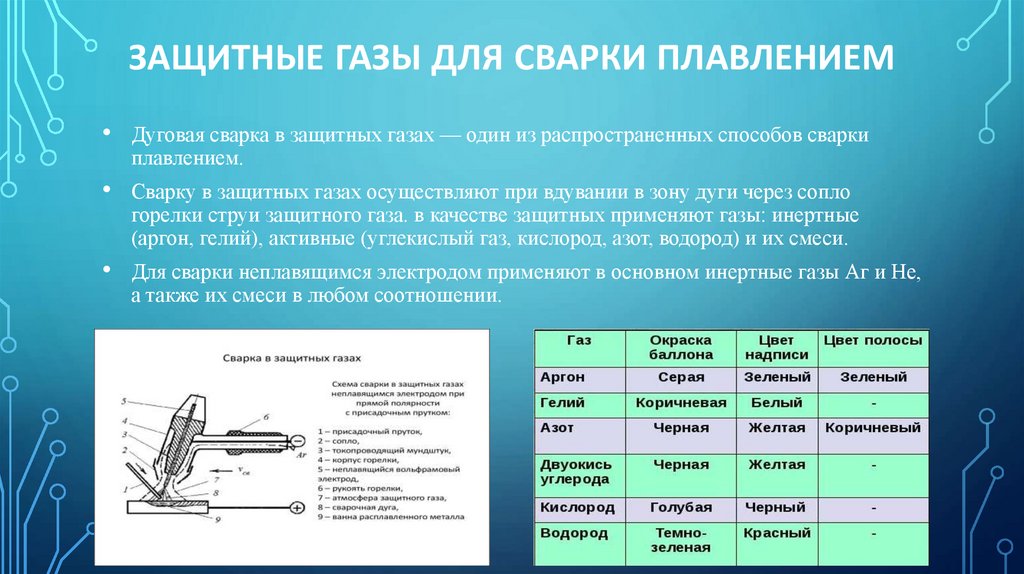
Соединение именно полуавтоматической сваркой чугунных, медных, латунных, свинцовых заготовок выполняется намного быстрее, качественнее.
Особенности выполнения работ
- Если на полуавтомате правильно установить мощность, подобрать оптимальную проволоку, скорость подачи проволоки, расход углекислого газа, тогда сварные соединения будут наилучшего качества.
- Поверхности, подвергаемые сварке, нагреваются и охлаждаются довольно медленно. При соединении медных, стальных, титановых деталей температура пламени регулируется. Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться.
- При выполнении газовой полуавтоматической сварки в углекислом газе предусмотрено применение двух вариантов оборудования. В первом случае сварочные агрегаты работают с аргоном, прочими инертными газами. Во втором случае полуавтоматы работают с углекислым газом.
- Применение газового баллона под высоким давлением значительно затрудняет выполнение кузовных работ, сваривание трубопроводных коммуникаций на открытой местности. Но, для стационарных работ данная методика считается наиболее эффективной.
- При газосварке применяется проволока, имеющая в своем составе кремний, марганец. Ее расход строго контролируется, а подача в сварную зону осуществляется вместе с газом, который обеспечивает защиту проволоке, соединяемым металлам от негативных влияний воздуха. В стандартах определены марки проволоки, которые рекомендуется использовать для конкретного сварочного оборудования.
 Но, для стационарных работ данная методика считается наиболее эффективной.
Но, для стационарных работ данная методика считается наиболее эффективной.Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Отличие сварочной смеси от углекислоты
Сварочная смесь применяется для аргоновой сварки, где присутствуют цветные металлы, например титан, алюминий, магний, медь и сплавы высоколегированных сталей. А в углекислоте производят соединение металлических деталей из углеродистых и низколегированных сталей.
Преимущества использования газосмесей при сварке:
- При использовании газосмесей, скорость плавки металла происходит быстрей, чем при работе с углекислотой. В процессе работы нет большого разбрызгивания электродного материала, что ведет к экономии металла.
- Обеспечивание пластичности и плотности соединения деталей.
- Увеличение прочности стыков конструкции.
- Снижение вредности от количества выделяемых химических веществ с дымом.
- Сохранение постоянства рабочего процесса при нарушении ритмичности введения проволоки.
 В процессе работы нет большого разбрызгивания электродного материала, что ведет к экономии металла.
В процессе работы нет большого разбрызгивания электродного материала, что ведет к экономии металла.Достоинства сварки в среде углекислого газа:
- Возможность наблюдения за процессом работы.
- Нет необходимости во вспомогательных устройствах, для введения и отвода флюса.
- Надежное качество стыков изделий.
- Автоматическую и полуавтоматическую сварку можно выполнять в разных положениях. Например, осуществлять потолочные, вертикальные, горизонтальные швы.
- Бюджетная стоимость углекислоты.
Потребление кислорода
При использовании разных горючих газов необходимо разное количество кислорода. Ниже приведено отношение расхода кислорода к расходу каждого из трех горючих газов (так называемый состав горючей смеси), необходимое для образования нормального пламени для резки.
| Горючий газ | Состав смеси (расход кислорода/расход горючего газа) |
| Ацетилен | 1,1 |
| Пропан | 4,0 |
| Природный газ | 1,8 |
Область применения. Лишь при использовании ацетилена возможно изменение состава газовой смеси для получения нейтрального или восстановительного пламени. При температурах, используемых в промышленности, все остальные горючие газы дают только окислительное пламя. По этой причине природный газ и пропан не используются для сварки.
Для общего нагрева необходим газ с большим запасом энергии на кубический метр. Для таких целей пропан — наиболее подходящий газ.
На что следует обратить внимание при выборе газа?
| Ацетилен | Пропан | Природный газ (метан) |
| Преимущества | ||
Гибкость использования в различных процессах (окислительных — нейтральных — восстановительных). Идеальные свойства для сварки, резки, закалки. Легкая регулировка пламени. Высокая эффективность при прерывистых процессах. Низкая чувствительность к загрязнениям и образованиям на поверхности металла. Уникальные свойства для угловых резов. Идеальные свойства для сварки, резки, закалки. Легкая регулировка пламени. Высокая эффективность при прерывистых процессах. Низкая чувствительность к загрязнениям и образованиям на поверхности металла. Уникальные свойства для угловых резов. | Широкая доступность и возможность поставки как в емкостях, так и в баллонах. Эффективность в операциях, связанных с общим нагревом. Относительно небольшой риск обратного удара | Минимизация дополнительных затрат по причине широкого использования природного газа для обогрева предприятий. Меньшая потребность в кислороде по сравнению с пропаном. Минимальная вероятность обратного удара. |
| Дополнительные условия | ||
| Для пробивки отверстий в толстом металле требуется опытный оператор. Скорость распространения пламени велика, что увеличивает риск обратных ударов. Масса измеряется в килограммах и проверяется по массе баллона. | При обработке фасок используют лишь при малых углах. Тяжелее воздуха, что создает риск концентрации в низких областях и взрыва. Низкая концентрация энергии пламени вызывает деформирование тонких листов при резке. Самый высокий расход кислорода на 1 м3. Пламя всегда только окислительное Низкая концентрация энергии пламени вызывает деформирование тонких листов при резке. Самый высокий расход кислорода на 1 м3. Пламя всегда только окислительное | Концентрация пламени самая низкая. Самое большое время подогрева при пробивке отверстия. Давление в газопроводе обычно низкое для многих процессов. Пламя всегда окислительное. |
Как подготовить аппарат и провести сварку своими руками?
Чтобы работа со сварочным автоматом была безопасной, необходимо правильно подготовить агрегат к работе.
Схема действий включает подготовку поверхности материала, на который нужно наложить шов.
Поверхность детали автомобиля, труб или нержавейки следует очистить от мусора, грязи, удалить масло, влагу, ржавчину.
При выполнении этих операций нужно пользоваться тряпочкой, щеткой для металла.
Очищенную поверхность из меди, титана, стали необходимо обезжирить, протравить. На видео можно посмотреть, как правильно подготовить поверхность.
При работе полуавтоматом важна правильная настройка агрегата, расход, скорость подачи проволоки. Схема действий описана ниже.
Схема действий описана ниже.
Проверить заземление агрегата. Техника обязательно должна быть присоединена к проводнику заземления.
Проверить напряжение, которое есть в данный момент в сети, так как некоторые модели негативно воспринимают отклонения напряжения от нормы, скорость подачи проволоки будет снижена.
Установить режим агрегата. Производители выпускают полуавтоматы, имеющие большое количество настроек. Они дают возможность подобрать индивидуальный режим работы для разных металлов.
Диаметр наконечника должен быть больше, чем размер проволоки на несколько миллиметров, поэтому его нужно отрегулировать.
Настроить горелку и механизм с проволокой. Если этого не сделать, то процесс сваривания пройдет с ошибками, что вызовет брак в работе, большой расход материалов, неправильную скорость подачи.
ВАЖНО ЗНАТЬ: Все о контактной сварке — технология и аппараты
Проволока также должна быть качественной, поэтому ее необходимо проверить на предмет различных повреждений, вмятин.
Чтобы правильно провести сварочные работы самостоятельно, без привлечения профессиональных сварщиков, должна быть изучена схема, просмотрено видео, после чего нужно выполнить такие этапы:
- Подобрать необходимый сварочный ток, скорость подачи, давление, расход проволоки, выбрать необходимый режим. Как правило, к каждой модели сварочного полуавтомата дается инструкция, схема. При выборе параметров следует руководствоваться ее данными;
- После настройки режима, техника должна сделать пробную сварку. Для этого производится шов на пробном куске толстого или тонкого металла, изделии из меди, титана, стали. Если будет необходимость, то выбранные параметры стоит откорректировать: давление, скорость, мощность. Если полуавтомат настроен, как рекомендует схема и стандарты ГОСТ, то дуга будет устойчивой и операцию можно выполнять на детали автомобиля, на поверхности труб;
- Переключить механизм подачи проволоки в позицию «пуск» и подать флюс;
- Держатель нужно поставить в таком положении, чтобы его наконечник поместился в сварочную зону;
- Вместе с нажатием кнопки «пуск» нужно чиркать в месте соединения, после этих действий должна загореться дуга.

Какой газ подходит для сварочных работ?
Для любительской сварки в бытовых условиях лучше выбирать полуавтоматы, которые можно подсоединить к стандартной сети 220 В, но это условие не единственное для правильного подбора оборудования. Часто пользователей смущает маркировка на инструментах: MAG, MIG. Что же обозначает данная аббревиатура?
- MAG – полуавтомат для работы с углеродом.
- MIG – полуавтомат для работы с аргоном.
Также возможна комбинация данных газов или применение смесей, в которых они являются основой. От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
Опытные сварщики советуют использовать для полуавтоматической сварки смесь, включающую углекислый газ/аргон, 20/80 соответственно. Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Для полуавтомата газ подбирается зависимо от мощности самого оборудования, типа свариваемого материала. Например, аргон применяется при обработке образцов из цветных металлов, чистый азот – для сваривания медных деталей.
Источники
- https://electrod.biz/oborudovanie/poluavtomat/rashod-gaza-pri-svarke-poluavtomatom.html
- https://electrod-svel.ru/oborudovanie/kakie-vidy-gaza-primenyayut-dlya-svarki-poluavtomatom.html
- https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/gaz-dlya-poluavtomata.html
- https://stroy-podskazka.ru/svarka/kakoj-gaz-ispolzuetsya-dlya-poluavtomatov/
- https://svarkaved.ru/oborudovanie/poluavtomat/kak-podobrat-gaz-dlya-svarki
- https://met-lit.ru/instrument/kakoj-gaz-dlya-poluavtomaticheskoj-svarki. html
- https://elton-zoloto.ru/metalloobrabotka/kakoj-gaz-ispolzuetsja-dlja-svarki-poluavtomatom.html
- https://BurForum.ru/svarka/gaz-dlya-svarki-poluavtomatom.html
- https://kamuflyzh.ru/svarka/kakoj-gaz-dlya-poluavtomata.html
 html
htmlЗащитный газ для сварки полуавтоматом: какой нужен, преимущества
Полуавтоматические сварочные аппараты работают преимущественно с проволокой, которая не имеет защитной среды, в отличие от электрода. Но сварочная ванна в таком случае остается подверженной негативному влиянию кислорода из атмосферы. Из-за этого качество получаемого шва резко падает и соединение становится крайне ненадежным. Чтобы изолировать ванну от всего, что может ей навредить, следует использовать газ для сварки полуавтоматом. Он оказывается намного эффективнее, чем обмазка электрода, хотя и обладает более высокой стоимостью. Себестоимость процесса сварки оказывается более высокой, но газ позволяет работать практически со всеми металлами и заготовками любой толщины.
Углекислота для сварки полуавтоматом
Область применения
Защитный газ для сварки полуавтоматом применяется во многих областях. Без него не проводится ни один сварочный процесс полуавтоматом, помимо тех, когда используется самозащитная проволока. Чаще всего его используют профессионалы, так как применение полуавтомата относится больше к высококвалифицированной работе. Газ используется в мастерских по ремонту техники, автомобилей. Часто это применяется при сборке металлоконструкций из цветных металлов. Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Виды сварочных газов
Выбирая, какой газ нужен для сварки полуавтоматом, нужно знать его свойства. Это же касается и сварочной смеси для полуавтоматов.
- Ацетилен является одним из самых распространенных видов. Высокую популярность он заслужил благодаря самой высокой температуре горения среди остальных субстанций для сварки. Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности. Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.
- Водород также не имеет цвета, но и ничем не пахнет. Он относится к сильно взрывоопасным газам, так как при смешивании с воздухом или чистым кислородом получается гремучий газ. Давление для баллонов с водородом не должно превышать 15 МПа по технике безопасности. Для получения водорода применяются специальные генераторы. Также этого можно достичь благодаря синтезу воды, когда происходит разделение водорода и кислорода.
- Коксовый газ является бесцветным. Его выделяет резкий специфический запах сероводорода. Он является своеобразным побочным продуктом, который получается при добыче кокса, который получается из каменного угля. Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.
- Природный газ, к которому относится пропан, бутан и метан, также используется для сварки. Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой. Местом добычи являются газовые месторождения
- Пиролизный газ появляется во время распада нефти и различных продуктов, в состав которых она входит. Субстанция вызывает коррозию на мундштуках в горелках, что приводит к их негодному состоянию. Перед непосредственным использованием газ предварительно очищают. Его используют не только для сварки, но и для резки металлических изделий.
 Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности. Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.
Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности. Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла. Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.
Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.Преимущества
Вне зависимости от того, какой газ нужен для сварочного полуавтомата, все разновидности обеспечивают ряд преимуществ для работы:
- Качество получаемых швов становится более высоким;
- Возрастает производительность труда;
- Эффективность сварочного процесса становится выше;
- Металл начинает плавиться быстрее;
- Снижается коэффициент разбрызгивания расплавленного металла;
- Получаемые швы становятся более плотными и пластичными;
- Дуга получается более стабильной в работе;
- Задымление становится не таким сильным, как раньше.

Критерии выбора
Критерии выбора конкретного газа для сварки зависят от того, какую температуру пламени он сможет обеспечить. Помимо этого, нужно учитывать теплотворную способность, которая отвечает за количество теплоты, образуемой газом. Существуют специальные таблицы с техническими характеристиками каждого вещества.
«Важно!
Для длительного хранения лучше выбирать готовые газы, а не добывать их при помощи генератора.»
Технология сварки с использованием газов
Вне зависимости от того, используется углекислота или сварочная смесь, технология из применения практически одинакова. По этой причине и режимы сварки также будут совпадать. Ниже представлена таблица режимов сварки в углекислоте:
Диаметр проволоки, мм | Толщина детали, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
0. | 1…2.5 | 70…150 | 17…21 | 20…35 | 7…9 | 6…7 |
1.0 | 1…3 | 100…180 | 18…23 | 25…40 | 8…10 | 6…8 |
| 1.2 | 2…4 | 140…300 | 20…28 | 30…45 | 9…24 | 7…9 |
 8
8Главной особенностью здесь является обеспечение техники безопасности для работы. Тут нужно проверять работоспособность всех компонентов. Клапан подачи газа для сварочного полуавтомата, а также другие детали, должны быть исправными. Газ используется для предварительного прогревания места будущей сварки, если того требует технология. Так как он не используется как основная температурная сила для расплавления основного металла и расходного материала, то температура горения здесь не слишком высокая. Во время работы он должен полностью покрывать сварочную ванну. После окончания сварки может потребоваться прогревание с постепенным остыванием.
Заключение
Полуавтомат для сварки в углекислом газе используется очень часто в промышленности и частной сфере. Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Сварка полуавтоматом без газа (полуавтоматическая сварка)
Главная » Сварка » Виды Сварки
Виды Сварки
Автор admin На чтение 4 мин. Просмотров 967 Опубликовано
Защитный газ для сварки полуавтоматом, изолирующий сварочную ванну, улучшает качество соединительного шва и ускоряет сам процесс монтажа элементов металлоконструкции. Но за эти преимущества приходится расплачиваться увеличенными габаритами сварочного аппарата и возросшей ценой расходных материалов.
Поэтому такая технология, как сварка полуавтоматом без газа получила самое широкое распространения, как в быту, так и на производстве. Ведь компактные автоматы «без газа» позволяют генерировать высокопрочный и аккуратный шов, качество которого не отличается от характеристик шва «с газом».
«Газовая» сварка проходит в инертной среде, которая защищает расплавленный электрод и разогретые кромки стыкуемых деталей от атмосферного кислорода. То есть, инертный газ, обволакивающий сварочную ванну, играет роль своеобразного флюса.
Сварка «без газа» осуществляется по тому же принципу. Только вместо инертного вещества ванну защищает углекислый газ, который генерирует сама присадочная проволока, а точнее ее покрытие.
Процесс генерации углекислого газа запускает нагрев проволоки (электрода) сварочной дугой.
И общая технологическая схема, на основе которой осуществляется полуавтоматическая сварка без газа, выглядит следующим образом:
- Электрод (проволока) касается стыкуемых деталей и разность потенциалов между катодом и анодом (плюсом и минусом) провоцирует появление электрической дуги.
- Дуга плавит электрод и испаряет его оболочку (флюс).
- Под действием высокой температуры содержащийся в оболочке углекислый газ переходит из твердого состояния в газообразное, заполняя сварочную ванну.

В итоге, элегантное техническое решение аннулирует необходимость поддерживать давление газа при сварке полуавтоматом. Сгоревшее в дуге вещество флюса выделит столько углекислоты, сколько будет нужно. Поэтому надобность в громоздких баллонах с аргоном или углекислым газом попросту отпадает.
Сварка полуавтоматом без газа
На процесс полуавтоматической сварка «без газа» выглядит следующим образом:
- В самом начале вы должны подобрать конкретный сорт присадочной проволоки, подходящей для вашей металлоконструкции. Подбор проволоки осуществляется по ее диаметру и материалу. Последний параметр должен соответствовать конструкционному материалу металлоконструкции. Ну а диаметр выбирают исходя из глубины и ширины шва.
- Далее вы должны настроить ваш сварочный аппарат. То есть вам придется вставить бобину с проволокой в бункер, пропустить кончик сквозь подающие вальцы и вывести его в держак. После этого можно заняться определением силы тока сварки. Большинство сварочных полуавтоматов работают с токами до 250-280 Ампер. Конкретная величина силы тока подбирается исходя из диаметра проволоки и ее химического состава. Точные данные можно увидеть в руководстве пользователе сварочным аппаратом и на маркировке, нанесенной на упаковку проволоки.
- Подготовив аппарат и расходный материал, следует заняться стыкуемыми деталями. Вам придется расположить соединяемые элементы на сварочном столе с идеально ровной металлической столешницей. Торцы стыкуемых элементов следует зачистить от ржавчины и оксидов наждаком или металлической щеткой. После чего детали сдвигаются и фиксируются в этом положении струбцинами (или иным способом).
- Сам процесс сварки начинается с контакта проволоки и деталей. При этом аппарат должен быть включен. На месте контакта возникает электрическая дуга, плавящая проволоку и разогревающая стыкуемые детали. Расположив держак под углом 80-85 градусов к поверхности шва, вы ведете расплавленную «тянучку» электрода вдоль кромок стыкуемых поверхностей.
 То есть вам придется вставить бобину с проволокой в бункер, пропустить кончик сквозь подающие вальцы и вывести его в держак. После этого можно заняться определением силы тока сварки. Большинство сварочных полуавтоматов работают с токами до 250-280 Ампер. Конкретная величина силы тока подбирается исходя из диаметра проволоки и ее химического состава. Точные данные можно увидеть в руководстве пользователе сварочным аппаратом и на маркировке, нанесенной на упаковку проволоки.
То есть вам придется вставить бобину с проволокой в бункер, пропустить кончик сквозь подающие вальцы и вывести его в держак. После этого можно заняться определением силы тока сварки. Большинство сварочных полуавтоматов работают с токами до 250-280 Ампер. Конкретная величина силы тока подбирается исходя из диаметра проволоки и ее химического состава. Точные данные можно увидеть в руководстве пользователе сварочным аппаратом и на маркировке, нанесенной на упаковку проволоки. Расположив держак под углом 80-85 градусов к поверхности шва, вы ведете расплавленную «тянучку» электрода вдоль кромок стыкуемых поверхностей.
Расположив держак под углом 80-85 градусов к поверхности шва, вы ведете расплавленную «тянучку» электрода вдоль кромок стыкуемых поверхностей.Причем лучше всего смещать держак на себя, проваривая шов от дальнего края к ближнему.
Завершив первый шов, вы можете повторить процесс, наложив еще один слой по пока еще не остывшему металлу. С помощью этого приемы вы улучшите внешний вид вашего стыка.
И в заключение несколько советов, позволяющих упростить процесс сварки «без газа»:
- Во-первых, не передавите хрупкую проволоку в подающих вальцах и шланге, по которому присадка транспортируется к держаку.
- Во-вторых, действуйте смелее. Углекислый газ подавляет процесс горения металла, поэтому вы попросту не сможете «пропалить» вашу заготовку.
- В-третьих, старайтесь «варить» нижним горизонтальным швом. Вертикальные стыки поддаются только сварщикам с опытом, а потолочные швы аппаратом «без газа» не генерируются – углекислота покидает сварочную ванну под действием силы тяжести.
- В-четвертых, пользуйтесь только специальной, флюсовой проволокой. Присадка под аргонодуговые аппараты без инертной среды (подачи аргона) работать не будет.

автоматический или полуавтоматический сварочный аппарат MIG для газовых баллонов сжиженного нефтяного газа / машины для сварки кольцевых швов * – Купить Сварка швов в ru.made-in-china.com
 0012
0012
Линия полной автоматической сварки
Полностью автоматический сварочный аппарат включает в себя сварку враструб, сварку ручек / воротников, сварку базовых колец, сварку по окружности, и все машины работают автоматически, половинки цилиндра передаются механическим рычагом и цепью, эта система действительно экономит много трудозатрат и улучшает работу. КПД видимо.
ЧАСТЬ A:Te Схема полностью автоматической линии сварки mplate
ЧАСТЬ B: Полностью автоматическая линия сварки подробное введение
[Полностью автоматическая раструбная сварка]
Этот аппарат используется для раструбной сварки верхней крышки и полировки кромок. Резервуар водяного охлаждения с автоматическим циклом 1 комплект. Двигатель главного вала 0,75 кВт. Двигатель полировки 1,5 кВт, оснащен защитной решеткой.
Резервуар водяного охлаждения с автоматическим циклом 1 комплект. Двигатель главного вала 0,75 кВт. Двигатель полировки 1,5 кВт, оснащен защитной решеткой.
Оснащение гидравлической станцией № 6, 1 комплект, лопастной насос, 5,5 кВт. Давление настройки: Падение 4 МПа, повышение 9МПа.
[Полностью автоматическая сварка ручкой]
Этот аппарат используется для сварки верхней крышки. , сварочная горелка 3 шт. Двигатель главного вала 0,4 кВт, с защитной решеткой.
Оснащение гидравлической станцией № 7, лопастным насосом, 5,5 кВт. Давление настройки: нажатие 4 МПа, повышение 9 МПа.
[Полностью автоматическая кольцевая сварка основания]
Этот аппарат используется для сварки основания нижней крышки, оснащен тремя сварочными горелками, 6 сварочных аппаратов могут быть обработаны за два раза. Оснащен сварочным аппаратом Panasonic YD-350GL4 3 комплекта, сварочная горелка 3 шт. Главный вал двигателя 0,4кВт, с решеткой безопасности.
Главный вал двигателя 0,4кВт, с решеткой безопасности.
Оснащение гидравлической станцией № 3, лопастным насосом, 5,5 кВт, установочное давление: нажатие 4 МПа, подъем 10 МПа.
[Полностью автоматическая сварка по окружности с одной головкой]
Эта машина используется для сварки верхней и нижней частей цилиндра, она использует устройство отслеживания шва, автоматическую визуализацию для отслеживания сварочного шва, автоматическую сварку окружного шва, нет необходимости в ручном вмешательстве. Он использует Panasonic 500GS (специальный) высокий источник импульсной сварки MIG. Скорость сварки может достигать 1000 мм/мин. Он использует горелку MIG с двойным внутренним охлаждением, он подходит для сварки в течение длительного времени.
Функция полуавтоматического сварочного аппарата
Полуавтоматические сварочные аппараты требуют больше операторов для загрузки и разгрузки половин цилиндра, тогда как этот вариант экономичен, если бюджет ограничен.
ЧАСТЬ A: Шаблон Полу автоматической сварочной машины
Часть B: Полу автоматическая сварка.0004
——Послепродажное обслуживание
Своевременное и удовлетворительное обслуживание за рубежом
инженеров за помощь нашим клиентам в бесперебойной и быстрой работе машины.
—— Наша фабрика
Наши сильные возможности обработки
Наши нанятые сотрудники более 100 для различных рабочих процессов, таких как фрезерный станок, штамповочный станок, термообработка, шлифовальный станок, потому что мы делаем все детали машин сами, мы можем гарантировать качество деталей на 100%.
Кроме того, благодаря сильным производственным возможностям мы можем доставлять каждый заказ вовремя.
—— Информация о компании
Wuxi Longterm Machinery Technologies Co., Ltd
Wuxi Longterm Machinery Technologies Co., Ltd является профессиональным производителем оборудования для автоматической сварки (MIG, TIG, MAG, PAW) и систем автоматической сварки, таких как а также сопутствующее оборудование. Благодаря высокой степени автоматизации, простоте эксплуатации, прочности сварки и сроку службы с той же нержавеющей сталью и пластиной, широко используется в аэрокосмической, химической промышленности, машиностроении, сосудах под давлением, огнетушителях, водонагревателях, эмалированных резервуарах для воды, изделия из нержавеющей стали и другие отрасли промышленности.
—— FAQ Чтобы порекомендовать вам подходящую машину, мы хотели бы получить от вас следующее:
— Какой размер цилиндра вы хотите производить?
— Лучше предоставить чертеж цилиндра.
— Какой дневной производительности вы хотите достичь?
Сварка металлов в среде инертного газа (MIG) — Baker’s Gas & Welding Supplies, Inc.
Делиться:бейкерсгаз
Сварка MIG, или сварка металлов в среде инертного газа, на сегодняшний день является наиболее популярным процессом сварки. Если вы прочитали наш пост «Деконструкция сварки с помощью DIY Network», вы уже знаете, что в большинстве роботизированных производств используется процесс MIG. Сварные швы MIG даже несут ответственность за сохранность вашего автомобиля!
Так что же такое сварка МИГ? Как это работает? Какие газы обычно используются при сварке MIG? На эти и другие вопросы вы найдете ответы в этом руководстве для начинающих по сварке.
Это руководство было основано на материалах сайта GoWelding.org, одного из лучших ресурсов для понимания основных аспектов сварки.
Изображение с GoWelding.org
Что такое сварка металлов в среде инертного газа?
Металл Сварка в среде инертного газа, или MIG, представляет собой «полуавтоматический» процесс, разработанный в 1940-х годах. «Полуавтоматический» в том смысле, что сварочный аппарат MIG «будет непрерывно заполнять свариваемый шов», в то время как сварщик использует свои навыки для создания идеальных сварных швов. В процессе сварки MIG работают как мужчина/женщина, так и машина.
Сварочный аппарат MIG управляет подачей проволоки, «подавая проволоку с катушки на сварной шов». Сварщик нажимает курок на рукоятке, чтобы запустить проволоку.
Существуют ли другие названия сварки МИГ?
Независимо от того, ищете ли вы работу сварщика или пытаетесь сдать письменный экзамен по сварке, важно знать различные названия сварки MIG.
Дуговая сварка металлическим газом (GMA) — первоначальное название сварки MIG, также известной как дуговая сварка металлическим газом (GMAW). Названия основаны на типе используемого газа: инертный газ или неинертный газ.
Как работает процесс сварки MIG?
Сварка MIG состоит из трех компонентов:
- Электричество – необходимо для производства тепла
- Электрод – необходим для заполнения шва
- Защитный газ – необходим для защиты сварного шва от воздуха
СваркаMIG выполняется с использованием очень маленького электрода, который подается непрерывно, в то время как оператор контролирует объем сварного шва. В некоторых случаях, когда робот берет на себя этот процесс, он становится автоматической сваркой.
— GoWelding.org
Какой электрод MIG подходит для использования?
Хотя необходимо учитывать и другие факторы, основным фактором при выборе электрода является тип используемого металла. Электрод, который вы используете, должен соответствовать типу металла, который вы свариваете. Другие факторы, которые следует учитывать, включают:
Электрод, который вы используете, должен соответствовать типу металла, который вы свариваете. Другие факторы, которые следует учитывать, включают:
- Тип перевода
- Место сварки
- Устойчивость к истиранию
Обычно проволока ЭР 70с-6 используется при сварке углеродистой стали.
Производители этих электродов используют стандартный код для идентификации типа электрода. Например, код на этикетке ER 70S-6 означает следующее:
- ER – Электрод или присадочный стержень, который используется либо при сварке с подачей проволоки, либо при сварке TIG.
- 70 – Предел прочности при растяжении не менее 70 000 фунтов на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очистителя на электроде.
– GoWelding.org
Толщина электродов MIG варьируется от 0,023 до 0,045. Общие размеры:
Общие размеры:
- .023
- .030
- .035
- .045
Расскажите мне о распространенных газах для сварки MIG.
- Аргон
- СО2/двуокись углерода
- О2 / Кислород
- Гелий (наименее распространенный) 903:50
Тип используемого газа должен основываться на используемой сварочной проволоке, рекомендациях производителей этой проволоки и/или стоимости газа. Вы также можете получить помощь в магазине сварочных материалов.
Какой газ следует использовать с каждым металлом?
Вот основные рекомендации по выбору газа для обработки определенных металлов.
| МЕТАЛЛЫ | АРГОНА | УГЛЕРОДА ДВУОКИСЬ | ГЕЛИЙ | СМЕШИ ГАЗОВ |
| Углеродистая сталь | да, можно использовать отдельно | да – смесь 2-25% углекислого газа и остального аргона | ||
| Нержавеющая сталь | C2 или 2 % диоксида углерода и 98 % аргона – или – 90 % гелия, 7,5 % аргона и 2,5 % диоксида углерода | |||
| Алюминий | да, можно использовать отдельно | если алюминий толще 1/2 дюйма, вы можете добавить в смесь гелий | ||
| Экзотические металлы (такие как медь, медные сплавы, магний, никель, никелевые сплавы, титан) | да, можно использовать отдельно |
Посетите GoWelding.
 org для получения более подробных инструкций и информации о сварке MIG. Там вы найдете такие темы, как:
org для получения более подробных инструкций и информации о сварке MIG. Там вы найдете такие темы, как:Тип напряжения и полярность сварки MIG
Типы переноса сварки MIG
Плюсы и минусы сварки MIG
Настройка сварочного аппарата MIG
Методы сварки MIG
+ Больше!
Пост Сварка Руководство для начинающих: Сварка металлов в среде инертного газа (MIG) впервые появилась на Weld My World.
Поданный в: газовая металлическая дуга, дуговая сварка металлическим газом, ГМА, гмав, GoWelding.org, Металлический инертный газ, миг сварка, сварочные газы MIG, курсы повышения квалификации по сварке, Руководство по сварке для начинающих
Делиться: Предыдущая статья Прибыл Optrel e3000X PAPR с защитной маской Clearmaxx Face ShieldПолуавтоматическая сварочная горелка с водяным охлаждением
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область изобретения
Область изобретения
Настоящее изобретение направлено на сборку сварочной горелки с водяным охлаждением. Более конкретно, оно направлено на узел сварочной горелки с водяным охлаждением для управляемой подачи сварочной проволоки, электроэнергии и инертного защитного газа в рабочую зону.
2. Описание предшествующего уровня техники
Настоящее изобретение является усовершенствованием патента США, выданного заявителем. 4297561, озаглавленный «Полуавтоматическая сварочная горелка», выданный 27 октября 1981 г. В этом патенте описывается узел полуавтоматической сварочной горелки с воздушным охлаждением в отличие от полуавтоматической сварочной горелки с водяным охлаждением, описанной и заявленной здесь.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение представляет собой полуавтоматический сварочный пистолет с водяным охлаждением и связанные с ним системы. Узел сварочной горелки выполнен с возможностью функционального соединения с механизмом подачи энергии, газа и сварочной проволоки через кабельный узел и узел соединителя. В скобках, хотя изобретение описано применительно к водяному охлаждению, следует понимать, что любая подходящая охлаждающая жидкость считается включенной в объем изобретения. Узел сварочной горелки включает соединительный блок, к которому могут быть присоединены различные альтернативные узлы сопла. Узел соединителя включает в себя задний соединительный блок. Шланги питания, газа и охлаждающей воды находятся внутри кабельного узла и соединяют соединительный блок узла сварочной горелки с задним соединительным блоком соединительного узла. С узлом сопла можно использовать альтернативные газовые диффузоры. Эти альтернативные диффузоры имеют различные по количеству продольно направленные каналы для потока газа. Для подключения газового, электрического и водяного шлангов к соответствующим соединительным блокам предусмотрен узел соединения шлангов.
В скобках, хотя изобретение описано применительно к водяному охлаждению, следует понимать, что любая подходящая охлаждающая жидкость считается включенной в объем изобретения. Узел сварочной горелки включает соединительный блок, к которому могут быть присоединены различные альтернативные узлы сопла. Узел соединителя включает в себя задний соединительный блок. Шланги питания, газа и охлаждающей воды находятся внутри кабельного узла и соединяют соединительный блок узла сварочной горелки с задним соединительным блоком соединительного узла. С узлом сопла можно использовать альтернативные газовые диффузоры. Эти альтернативные диффузоры имеют различные по количеству продольно направленные каналы для потока газа. Для подключения газового, электрического и водяного шлангов к соответствующим соединительным блокам предусмотрен узел соединения шлангов.
«Расходуемые» детали передней части, например, сопло, опорная конструкция сопла, наконечник, газовый диффузор, кольцо диффузора и т. д. спроектированы таким образом, чтобы их можно было легко заменить. Если сварочная горелка непреднамеренно работает без охлаждающей воды, расходуемые детали работают как предохранитель и выходят из строя до того, как будет нарушен баланс горелки. Таким образом, оператор может легко отремонтировать поврежденный пистолет за очень короткое время.
Если сварочная горелка непреднамеренно работает без охлаждающей воды, расходуемые детали работают как предохранитель и выходят из строя до того, как будет нарушен баланс горелки. Таким образом, оператор может легко отремонтировать поврежденный пистолет за очень короткое время.
Передняя часть предназначена для прямого водяного охлаждения верхнего корпуса сопла, что обеспечивает более низкие рабочие температуры, чем у сварочных горелок с воздушным охлаждением. Это также позволяет производить детали с более длительным сроком службы и, как следствие, экономить средства.
В альтернативном варианте вместо соединительного блока предусмотрен роботизированный сварочный корпус. Роботизированная насадка соединена с роботизированным корпусом. Роботизированная токопроводящая трубка с водяным охлаждением предназначена для быстрой замены, чтобы сократить время простоя. Это было достигнуто путем вставки проводящих трубок в корпус, установленный на роботе. Кроме того, трубы имеют шпонку для одного положения и согнуты для достижения требуемой зоны крутящего момента. Таким образом, когда оператор меняет проводящие трубки, новая трубка будет попадать в ту же целевую зону, что и заменяемая. Кроме того, предусмотрено альтернативное сопло с водяным охлаждением, обеспечивающее 100-процентный рабочий цикл. Форсунка с водяным охлаждением также практически не разбрызгивается благодаря конической горловине и системе охлаждения.
Таким образом, когда оператор меняет проводящие трубки, новая трубка будет попадать в ту же целевую зону, что и заменяемая. Кроме того, предусмотрено альтернативное сопло с водяным охлаждением, обеспечивающее 100-процентный рабочий цикл. Форсунка с водяным охлаждением также практически не разбрызгивается благодаря конической горловине и системе охлаждения.
Другие цели и преимущества изобретения станут более очевидными из следующего подробного описания и прилагаемых чертежей, иллюстрирующих предпочтительный вариант осуществления изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид сбоку узла сварочной горелки, узла кабеля и узла соединителя;
РИС. 2 представляет собой вид в поперечном сечении части первого варианта осуществления узла сопла;
РИС. 2А представляет собой вид в разрезе по линиям 2А-2А на фиг. 2;
РИС. 2В представляет собой вид в разрезе по линиям 2В-2В на фиг. 2;
РИС. 3 представляет собой частичный вид в поперечном сечении узла соединителя, показанного на фиг. 1;
1;
РИС. 4 представляет собой покомпонентное изображение узла сварочной горелки по фиг. 1, показывающий альтернативный вариант узла сопла;
РИС. 5 представляет собой вид в разобранном виде узла соединителя, показанного на фиг. 1;
РИС. 6А представляет собой увеличенный вид в разрезе узла сопла, показанного на ФИГ. 1;
РИС. 6В представляет собой покомпонентное изображение узла сопла, показанного на ФИГ. 6А, показывающий его детали;
РИС. 6C представляет собой вид в разрезе по линиям 6C-6C на фиг. 6А;
РИС. 7А представляет собой вид сбоку в частичном разрезе первого варианта осуществления диффузора, имеющего шесть продольных газовых щелей;
РИС. 7B представляет собой вид справа с торца диффузора, показанного на фиг. 7А;
РИС. 8А представляет собой частичный вид сбоку в разрезе второго варианта осуществления диффузора, показанного на ФИГ. 7А, имеющий четыре продольных газовых прорези вместо шести;
РИС. 8B представляет собой вид справа с торца диффузора, показанного на фиг. 8А;
8А;
РИС. 9А представляет собой частичный вид сбоку в разрезе второго варианта осуществления диффузора, показанного на ФИГ. 7А, имеющий две продольные газовые щели вместо шести;
РИС. 9B представляет собой вид справа с торца газового диффузора, показанного на фиг. 9А;
РИС. 10 представляет собой вид сбоку в разрезе соединительного блока по линиям 10-10 на фиг. 11.
РИС. 11 представляет собой вид с правого торца соединительного блока по фиг. 10;
РИС. 12 представляет собой вид в поперечном сечении узла соединения шлангов, показанного на ФИГ. 3, показывающий его детали;
РИС. 13 представляет собой вид сбоку в разрезе заднего соединительного блока, показанного на ФИГ. 3 по линиям 13-13 на фиг. 14;
РИС. 14 представляет собой вертикальный вид с правого торца заднего соединительного блока, показанного на ФИГ. 13;
РИС. 15 представляет собой вид сбоку варианта осуществления робота;
РИС. 16 представляет собой вид в поперечном сечении корпуса варианта осуществления робота, показанного на ФИГ. 15;
15;
РИС. 17 представляет собой вид в разрезе по линиям 17-17 на фиг. 16;
РИС. 18 представляет собой частичный вид сбоку в частичном поперечном сечении проводящей трубы, показанной на фиг. 15; и
РИС. 18А представляет собой увеличенный вид в разрезе по линиям 18А-18А на ФИГ. 18;
РИС. 19 представляет собой вид в разрезе альтернативного варианта осуществления сопла, показывающий его детали.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ссылаясь теперь на чертежи, узел сварочной горелки показан в целом под номером 10. Узел сварочной горелки содержит узел сопла 12, который съемно присоединяется к узлу рукоятки 14 с помощью стопорной крышки с резьбой. 16. Узел рукоятки 14, в свою очередь, соединен с узлом соединителя 18 с помощью тросового узла 20.
Соединительный узел 18 приспособлен для соединения с источником питания, инертным защитным газом и механизмом подачи проволоки, показанным в виде блок-схемы 22. Питание, газ и проволока подаются через соединительный узел 18 к сопловому узлу 12. способ, который будет более подробно описан ниже. Кроме того, шланг 24 для подачи воды и шланг для выпуска воды 26 входят через боковой порт 28 в корпусе 30 соединителя. Электроэнергия, газ и охлаждающая вода подаются к узлу сварочной горелки 10 по узлу 20 кабеля, имеющему экраны 32, 34 на конце. их концы. Кабель 36 с полой оболочкой соединяет экраны 32 и 34. Экраны 32, 34 изготовлены из тяжелого материала, такого как резина, и имеют больший диаметр, чем диаметр кабеля 36, чтобы обеспечить средство для ограничения изгиба кабельного узла и, таким образом, снижение риска ее разрыва. Трос 36 может быть выполнен из гибкого резинового материала.
способ, который будет более подробно описан ниже. Кроме того, шланг 24 для подачи воды и шланг для выпуска воды 26 входят через боковой порт 28 в корпусе 30 соединителя. Электроэнергия, газ и охлаждающая вода подаются к узлу сварочной горелки 10 по узлу 20 кабеля, имеющему экраны 32, 34 на конце. их концы. Кабель 36 с полой оболочкой соединяет экраны 32 и 34. Экраны 32, 34 изготовлены из тяжелого материала, такого как резина, и имеют больший диаметр, чем диаметр кабеля 36, чтобы обеспечить средство для ограничения изгиба кабельного узла и, таким образом, снижение риска ее разрыва. Трос 36 может быть выполнен из гибкого резинового материала.
Ручка в сборе 14 состоит из ручки 38 из нейлонового или лексанового пластика, на нижней стороне которой находится узел 40 исполнительного переключателя. Узел исполнительного выключателя расположен так, чтобы его можно было захватить пальцами оператора, когда рука сжимает рукоятку 38. Теплозащитный экран 42 в виде изогнутого куска металлической ленты шарнирно прикреплен к переднему концу рукоятки с помощью винт 44. Металлический ремешок 46 подвесного кронштейна аналогичным образом крепится с возможностью поворота к переднему верхнему концу рукоятки 38 с помощью винта 48. Назначение этого подвесного кронштейна состоит в том, чтобы позволить подвесное хранение пистолета между использованиями.
Металлический ремешок 46 подвесного кронштейна аналогичным образом крепится с возможностью поворота к переднему верхнему концу рукоятки 38 с помощью винта 48. Назначение этого подвесного кронштейна состоит в том, чтобы позволить подвесное хранение пистолета между использованиями.
К узлу 14 рукоятки съемно прикреплен узел форсунки 12, который содержит сопло 50 и узел 52 направляющей трубки, съемно соединенные с ручкой 14 с помощью резьбового кольца 54. Таким образом, различные узлы форсунок могут взаимозаменяемы с ручкой.
На фиг. 6А и 6В видно, что узел 12 сопла содержит сопло 50, съемно соединенное с узлом 52 токопроводящей трубы с помощью муфты 54 с внутренней резьбой. Теплонепроводящий изолятор 56 сопла из пластика с резьбой 58 запрессован в него. узел 52 проводящей трубки между его концами. Водяной коллектор 60 в форме катушки надевается на цилиндрический конец 62 узла проводящей трубы 52. На концах 62 также устанавливается обычно кольцевое прижимное кольцо 64. Пара уплотнительных колец 66, 68 из упругого материала, такого как резина, также расположена на конце 62 промежуточного изолятора форсунки 56 и водяного коллектора 60, с одной стороны, и между водяным коллектором 60 и прижимным кольцом 64, с другой стороны. Различные части расположены таким образом, что уплотнительные кольца сжимаются в продольном направлении, тем самым расширяясь в радиальном направлении, чтобы обеспечить улучшенное уплотнение.
Различные части расположены таким образом, что уплотнительные кольца сжимаются в продольном направлении, тем самым расширяясь в радиальном направлении, чтобы обеспечить улучшенное уплотнение.
Газовый диффузор 70 из тепло- и электропроводного материала, имеющий наружную резьбу 72, приспособлен для резьбового соединения с вмещающей резьбой 74 внутри конца 62 узла проводящей трубы 52. Прокладка 73 газового диффузора промежуточного прижимного кольца 64 и газовый диффузор 70 обеспечивают газонепроницаемое уплотнение. Кольцо 73 диффузора имеет множество отверстий 75, расположенных на одинаковом расстоянии друг от друга, для распределения газа. Это кольцо 73 диффузора предназначено для сжатия с крутящим моментом, меньшим, чем крутящий момент, допускаемый газовым диффузором 70. Это защищает диффузор и резьбу 72, 74 от повреждения. Кольцо диффузора, отдельное от диффузора, позволяет производить замену с меньшими затратами, чем замена всего диффузора, как в случае с вариантами осуществления диффузора, показанными на фиг. 7A-B и 8A-B, варианты осуществления которых не имеют рассеивающего кольца.
7A-B и 8A-B, варианты осуществления которых не имеют рассеивающего кольца.
Как правило, удлиненный полый контактный наконечник из меди или другого тепло- и электропроводного материала 76 крепится с помощью резьбы во вмещающем отверстии 77 на конце газового диффузора 70.
Как видно, водяной коллектор 60 обычно имеет форму катушки имеет кольцевую канавку 78 вокруг себя и перфорирован множеством равномерно расположенных отверстий или проемов 80. Коллектор служит для распределения охлаждающей воды, поступающей через кольцевой проход 82 и, следовательно, через множество боковых отверстий, одно из которых показано под номером 84. , обратно через второй кольцевой канал 86. Как лучше всего видно на фиг. 6C, цельные продольные ребра 81, 83 расположены на внутренней проводящей трубке. Эти ребра делят кольцевое пространство между внутренней проводящей трубкой 85 и внешней проводящей трубкой 87. Ребра крепятся к внешней проводящей трубе 87 пайкой или пайкой, чтобы обеспечить водонепроницаемое уплотнение. Ребра 81 не проходят по всей длине узла токопроводящей трубы, так что впускные каналы 89 для водысообщаются друг с другом, как лучше всего видно на фиг. 6А. Аналогичным образом сообщаются выпускные каналы 91 для воды. Таким образом, сопло 50 и части передней части горелки охлаждаются.
Ребра 81 не проходят по всей длине узла токопроводящей трубы, так что впускные каналы 89 для водысообщаются друг с другом, как лучше всего видно на фиг. 6А. Аналогичным образом сообщаются выпускные каналы 91 для воды. Таким образом, сопло 50 и части передней части горелки охлаждаются.
Что касается контактного наконечника 76, то он имеет внутреннее отверстие 88, через которое направляется сварочная проволока (не показана). Он закреплен с резьбой внутри конца диффузора 70 с помощью внешней резьбы 90, которая сопрягается с внутренней резьбой 92 в отверстии на конце диффузора.
Обратимся теперь к фиг. 7А и 7В диффузор 70 показан более подробно. Как видно, диффузор состоит из в целом удлиненного элемента с увеличенной головной частью 9.4, и узкую выступающую часть 96 корпуса. Внутреннее отверстие 98 проходит через диффузор 70. По периметру снаружи диффузора расположено множество равномерно расположенных продольных щелей 100 для распределения газа. Прорези 100 проходят от впускного конца 102 газораспределителя 70 до положения, расположенного между концами 104, 106 головки 94 и не доходя до выпускного конца 107. направить поток газа по щелям в радиальном направлении от головной части 96. Таким образом, газовый диффузор самоочищается. Расположение газового диффузора в непосредственной близости от соседней охлаждающей камеры снижает его рабочую температуру и увеличивает срок службы. Головная часть 96 включает в себя множество наружных плоских поверхностей 111, позволяющих ввинчивать диффузор в резьбовое отверстие (не показано) для монтажа.
направить поток газа по щелям в радиальном направлении от головной части 96. Таким образом, газовый диффузор самоочищается. Расположение газового диффузора в непосредственной близости от соседней охлаждающей камеры снижает его рабочую температуру и увеличивает срок службы. Головная часть 96 включает в себя множество наружных плоских поверхностей 111, позволяющих ввинчивать диффузор в резьбовое отверстие (не показано) для монтажа.
Как видно на ФИГ. 8А и 8В показан альтернативный вариант осуществления, в котором количество слотов равно четырем вместо шести. В этом варианте осуществления одинаковые пронумерованные части обозначаются с использованием одного штриха.
На фиг. 9А и 9В количество слотов уменьшено до двух. Одинаковые пронумерованные части здесь обозначены двойными штрихами.
Обращаясь теперь к фиг. 4 показан вид в разобранном виде части узла сварочной горелки по фиг. 1, но со вторым вариантом выполнения узла сопла. Этот узел сопла в целом аналогичен первому варианту осуществления, показанному на фиг. 6А и 6В, с аналогичными частями, обозначенными штрихом. В дополнение к этим аналогичным частям также включен обычно цилиндрический корпус 108 сопла из пластика и кольцевой экран 110 от брызг.0005
6А и 6В, с аналогичными частями, обозначенными штрихом. В дополнение к этим аналогичным частям также включен обычно цилиндрический корпус 108 сопла из пластика и кольцевой экран 110 от брызг.0005
Как, возможно, лучше всего видно на фиг. 2, корпус 108 форсунки представляет собой обычно цилиндрический элемент, имеющий внутреннее отверстие 112 на одном конце. Внутреннее отверстие 112 предназначено для надевания на внешнюю цилиндрическую поверхность изолятора 56′. Дистальный конец корпуса 108 форсунки имеет множество кольцевых канавок 114, определяющих множество выступающих ребер 116, на которые надевается форсунка 50′. Прижимное кольцо 64′ расположено между внутренней стенкой корпуса 108 сопла и дальним концом 62 узла 52′ направляющей трубки. Водяной коллектор 78′ расположен между уплотнительными кольцами 66′ и 68′.
Как показано на фиг. 2 и на фиг. 2А, узел 52′ токопроводящей трубки состоит из концентрической внутренней токопроводящей трубки 51′ и внешней токопроводящей трубки 53′. Внутренняя проводящая трубка 53′ имеет множество равномерно расположенных радиально направленных ребер. Противоположные ребра 55′ проходят по всей длине узла проводящей трубки. Остальные ребра 57′ проходят до точки, не доходя до конца 62′ узла 52′ проводящей трубы. При этом остается пара отверстий 59′, 61′. Таким образом, вода во впускных каналах 63′ может соединяться и смешиваться перед выходом через отверстия 80′ в водяном коллекторе 60′. Точно так же нагретая вода выходит через отверстие 61′ и оттуда через выпускные каналы 65′.
Внутренняя проводящая трубка 53′ имеет множество равномерно расположенных радиально направленных ребер. Противоположные ребра 55′ проходят по всей длине узла проводящей трубки. Остальные ребра 57′ проходят до точки, не доходя до конца 62′ узла 52′ проводящей трубы. При этом остается пара отверстий 59′, 61′. Таким образом, вода во впускных каналах 63′ может соединяться и смешиваться перед выходом через отверстия 80′ в водяном коллекторе 60′. Точно так же нагретая вода выходит через отверстие 61′ и оттуда через выпускные каналы 65′.
Вход и выход воды из узла 52′ токопроводящей трубы осуществляется через сужающийся конец 170 узла 52′ токопроводящей трубы, как лучше всего видно на ФИГ. 2Б. Кольцевой фланец 67 облегчает закрепление сужающегося конца 170 в его приемном фитинге, имеющем сопряженные каналы для входа и выхода охлаждающей воды (не показаны).
Возвращаясь к РИС. 4, сопло 50′ выполнено с возможностью надевания на экран 110 от брызг и ребра 116 на корпусе 108 сопла. Сопло 50′ привинчено к резьбе 116 на корпусе 108 сопла с помощью внутренней резьбы 114 внутри сопла. Водяной коллектор 101 в форме катушки служит для распределения и приема охлаждающей воды посредством одного из двух наборов отверстий или отверстий 80′, расположенных на одинаковом расстоянии друг от друга. Второй набор отверстий или апертур расположен вокруг коллектора 101. Оба набора отверстий равноудалены от концов коллектора, так что охлаждающий поток все равно будет получен, даже если коллектор 101 ошибочно перевернут, конец за концом. Узел 12′ сопла разъемно соединен с соединительным блоком 118. Таким образом, различные узлы сопла могут быть взаимозаменяемы. Соединение достигается с помощью внутренней резьбы (не показана) в стопорной крышке 16′, совпадающей с наружной резьбой 120 на цилиндрическом выступе 122 соединительного блока 118. Описанное таким образом конкретное соединение является предпочтительным, поскольку оно позволяет сборку проводящей трубки 52′ и сопло 50′ на нем, которое можно повернуть на 360° для точного позиционирования по отношению к ручке 38.
Сопло 50′ привинчено к резьбе 116 на корпусе 108 сопла с помощью внутренней резьбы 114 внутри сопла. Водяной коллектор 101 в форме катушки служит для распределения и приема охлаждающей воды посредством одного из двух наборов отверстий или отверстий 80′, расположенных на одинаковом расстоянии друг от друга. Второй набор отверстий или апертур расположен вокруг коллектора 101. Оба набора отверстий равноудалены от концов коллектора, так что охлаждающий поток все равно будет получен, даже если коллектор 101 ошибочно перевернут, конец за концом. Узел 12′ сопла разъемно соединен с соединительным блоком 118. Таким образом, различные узлы сопла могут быть взаимозаменяемы. Соединение достигается с помощью внутренней резьбы (не показана) в стопорной крышке 16′, совпадающей с наружной резьбой 120 на цилиндрическом выступе 122 соединительного блока 118. Описанное таким образом конкретное соединение является предпочтительным, поскольку оно позволяет сборку проводящей трубки 52′ и сопло 50′ на нем, которое можно повернуть на 360° для точного позиционирования по отношению к ручке 38. Соединительный блок будет более подробно описан ниже. К входной стороне соединительного блока 118 приспособлено подсоединяться множество трубок в виде соединительной трубки 124 для впуска воды, соединительной трубки 126 для газового и силового кабеля и соединительной трубки 128 для выпуска воды. Соединитель для впуска воды трубка 124 съемно соединена со шлангом 130 для подачи воды посредством узла 132 соединения газового шланга, как будет более подробно описано ниже.
Соединительный блок будет более подробно описан ниже. К входной стороне соединительного блока 118 приспособлено подсоединяться множество трубок в виде соединительной трубки 124 для впуска воды, соединительной трубки 126 для газового и силового кабеля и соединительной трубки 128 для выпуска воды. Соединитель для впуска воды трубка 124 съемно соединена со шлангом 130 для подачи воды посредством узла 132 соединения газового шланга, как будет более подробно описано ниже.
Аналогично, соединительная трубка 126 газового и силового кабеля соединяется со шлангом 134 газового и силового кабеля с помощью узла 136 соединителя силового кабеля. Кроме того, соединительная трубка 128 для выхода воды соединяется с шлангом 138 для выхода воды с помощью шланга для воды. Соединительный узел 140. Соединительный блок 118 и различные описанные шланги и соединители приспособлены для помещения в узел рукоятки 14. В нем также содержится пара тросов управления 122, 144, имеющих лепестковые выступы 146, 148 на концах, адаптированные для оперативного соединения с узлом 40 переключателя привода для управления работой горелки.
Как видно, узел рукоятки 14 состоит из зеркального отображения правой и левой половин, которые являются полыми, чтобы содержать вышеупомянутые компоненты. Когда половинки соединены вместе, они образуют цилиндрические выступы 154 и 154, имеющие на себе наружную резьбу 156. Эти резьбы приспособлены для сопряжения с внутренней резьбой (не показана) внутри цилиндрического колпачка 158 для снятия натяжения. Поместив половинки вместе над компонентами, установив винты 44, 48 и повернув колпачок 158 на выступ 154, можно получить надежную рукоятку.
Обратимся теперь к фиг. 10 и 11 видно, что соединительный блок 118 имеет множество внутренних продольно направленных проходов. Соединительный блок обычно представляет собой цилиндрический элемент, имеющий впускной 160 и выпускной 162 концы. Канал 164 силового кабеля ведет от входного отверстия 166 на входном конце 160 к сужающемуся выходному отверстию 168. Коническое выходное отверстие 168 приспособлено для приема такого же сужающегося конца 170 узла 52′ проводящей трубы, как лучше всего видно на фиг. 2.
2.
Возвращаясь к фиг. 10 и 11, кольцевая внутренняя канавка 172 внутри сужающегося выпускного отверстия 168 приспособлена для размещения уплотнительного кольца (не показано) в целях уплотнения. Канал 164 газового и силового кабеля также проводит газ (в данном случае воздух). Ниже и слева от прохода 164 для газового и силового кабеля расположена пара ступенчатых выходных отверстий для воды 174, 176. Поперечный проход 178 ведет к промежуточному ступенчатому отверстию 180. Аналогичным образом, пара ступенчатых входных отверстий для воды 182, 184, подают впускную воду в участок 180 отверстия через поперечный канал 186. Можно отметить, что отверстие 176 для воды имеет больший диаметр, чем отверстие 182 для впуска воды, ведущее из отверстия 184 для впуска воды, поскольку оно приспособлено для размещения силового кабеля (не показан). Поперечный проход 186 ориентирован так, чтобы сообщаться с входным отверстием (не показано) узла проводящей трубки (не показано). Аналогично, поперечный канал 178 ориентирован так, чтобы сообщаться с выпускным отверстием (не показано) узла проводящей трубы (не показано). Отверстия под установочные винты с резьбой 188, 190, 192 включены в соединительный блок 118 для удержания соответствующих соединительных трубок (не показаны).
РИС. 12 показано соединение между соединительной трубкой 124 и газовым шлангом 130 через соединительный узел 132 шланга. Основой этого соединительного устройства является коническая втулка 194, имеющая внутренний конус 196, направленный назад, который взаимодействует с кольцевым коническим ободом 198. , имеющий обращенную назад коническую наклонную поверхность 200 и перпендикулярную часть 202 передней стенки.8. Небольшое уплотнительное кольцо 206 из упругого материала может быть дополнительно размещено напротив части 202 передней стенки для улучшения уплотнения. Коническая втулка 194 затем помещается поверх двухполосной ленты и продавливается в обратном направлении с помощью закручивающей втулки 208 с внутренней резьбой 210, которая входит в зацепление с резьбой 212. Это служит для сжатия конца шланга между внутренним конусом 196 и ободом 198. реверсирование затяжки позволит впоследствии снять шланг с соединительной трубки 124. Для облегчения затяжки внешняя поверхность закручивающей втулки 208 может быть снабжена накаткой.
Обращаясь теперь к фиг. 5 показан узел соединителя 18, соединенный с кабелем 20, в разобранном виде. Как показано на этом чертеже и на фиг. 3, узел 18 соединителя содержит задний блок 214 соединителя, приспособленный для соединения с силовым кабелем и газовым шлангом 130, шлангом 134 возврата электричества и воды и шлангом 138 подачи воды с помощью соединительных узлов и соединительных трубок. В частности, газовый шланг 130 соединяется с трубкой 216 газового соединителя с помощью соединительного узла 218 газового шланга. Соединительная трубка 220 подачи воды и воды соединяется со шлангом 134 подачи воды и воды с помощью узла 222 соединения подачи и возврата воды.0005
Как лучше всего видно на ФИГ. 13 и 14, задний соединительный блок 214 имеет выходное отверстие 201 на его выходном конце. С выпускным отверстием сообщается входное отверстие 203, которое приспособлено для размещения трубки газового соединителя (не показана). Отверстие 201 сообщается с впускной панелью 203 посредством канала 215. Пара ступенчатых отверстий 205, 207 для впуска воды приспособлена для размещения соединительной трубки для впуска воды (не показана). Аналогичным образом, пара ступенчатых выпускных отверстий 209, 211 приспособлена для размещения соединителя для выпуска воды (не показан). Поперечный канал 213 сообщается с выпускным отверстием 209.между выпускным отверстием 201 и входным отверстием 207.
Чтобы удерживать соединительную трубку в заднем соединительном блоке 214, предусмотрено множество отверстий с резьбой для установочных винтов 219, 221, 223 для установки такого же количества установочных винтов (не показаны). .
Обращаясь к РИС. 5, соединительная трубка 224 для впуска воды соединена со шлангом 226b для впуска воды посредством соединительного узла 226c для впуска воды. Во входной конец заднего соединительного блока 214 вставлена соединительная заглушка 228 и стопор 230 трубопровода.
Вода подается через впускной патрубок 232, прикрепленный к шлангу 226b с помощью удерживающей ленты 234 из источника водоснабжения (не показан). Аналогичным образом обратная вода проходит через шланг 138 и выпускной штуцер 236, закрепленный стопорной лентой 238, в слив израсходованной воды (не показан).
Различные компоненты, кроме впускного и выпускного патрубков, приспособлены для размещения внутри полого корпуса 30 соединителя. Корпус состоит из нижней части 240 и сопрягаемой верхней части 242. Когда верхняя и нижняя половины корпуса соединены вместе , они удерживаются на месте с помощью ободка 244 и колпачка 246 для снятия натяжения. Когда половинки корпуса соединены вместе, колпачок для снятия натяжения 246 можно относительно повернуть и выдвинуть так, чтобы его внутренняя резьба 248 совпадала с соответствующей внешней резьбой 250 на внешней стороне. корпуса 30 соединителя, как лучше всего показано на фиг. 3.
Обращая особое внимание на этот рисунок, провода 142, 144 электрического управления заканчиваются лепестковыми наконечниками, один из которых показан позицией 252, на корпусе 254 разъема. Корпус разъема 254 выступает через отверстие 256 на нижней стороне нижней части корпуса 240, поэтому что касается сопряжения с системой управления (не показана).
Аналогично узлу рукоятки резака соединительные трубки крепятся к заднему соединительному блоку 214 с помощью отдельных установочных винтов (не показаны). Задний блок соединителя имеет выступ 258, который упирается в заглушку 226 соединителя, в то время как оба они находятся в отверстии 258а на входном конце корпуса 30 соединителя.
Как также можно видеть, пара уплотнительных колец, находящихся в соответствующих канавках на внешней поверхности разъема 226, служит для герметизации заднего конца корпуса. Удлиненный стопор канала, имеющий катушку 264 проволоки для направления сварочной проволоки 266, устанавливается в отверстии 268, проходящем через заглушку 226 соединителя. Стопор канала удерживается на месте с помощью установочного винта 270, содержащегося в резьбовом отверстии 272. ограничитель кабелепровода удобно изготавливать из нейлона или другого упругого пластика.
Обратимся теперь к фиг. 15-18А показан альтернативный вариант осуществления робота. В отличие от сварочного пистолета, корпус 274 роботизированного соединительного блока имеет цилиндрическую внешнюю поверхность, которая может быть легко захвачена роботизированной рукой-манипулятором (не показана) роботизированной сварочной машины. Входной конец 276 корпуса 274 содержит множество отверстий для приема соединительной трубки 124 для газа, соединительной трубки 126 для впуска воды и соединительной трубки 128 для выпуска воды, как и в основном варианте осуществления. Таким образом, корпус робота взаимозаменяем с узлом кабеля и узлом разъема вышеописанного основного варианта осуществления.
Узел 278 проводящей трубки имеет закрытый проксимальный конец 280, удерживаемый в выпускном отверстии 282 на выпускном конце 284 корпуса 274. На дальнем конце 286 имеется узел 12 сопла, идентичный показанному на ФИГ. 6А основного варианта осуществления. Втулка 54 с внутренней резьбой разъемно крепит узел 12 сопла к узлу 278 направляющей трубки. Гайка 288, имеющая выступ 290 с наружной резьбой 292, может быть ввинчена в отверстие 294 с внутренней резьбой на выходном конце 284 корпуса 274. Гайка 288 полым, чтобы охватывать токопроводящую трубку 278 и опираться на кольцевой фланец 296, который показан на фиг. 18.
Как показано на ФИГ. 16 и 17, выступ в виде шпоночного паза 298 взаимодействует с установочным винтом 300, который выступает в отверстие 282. Таким образом, соединительная трубка в сборе 278 может быть правильно ориентирована внутри отверстия 282, так что различные каналы потока охлаждающей жидкости находятся в регистр.
Как и в первом варианте, газ и проволока подаются через входное отверстие 166′ и оттуда в канал 164′ силового кабеля, откуда они проходят через внутреннее отверстие 282 в узле проводника и питающей трубы 278. Внутреннее отверстие 282 проходит полностью через сборку 278 проводящей трубки. Как видно на фиг. 18 узел проводника и питающей трубки повернут на девяносто градусов для ясности. Входящая вода поступает во впускное отверстие 174′ для воды и оттуда проходит в ступенчатое впускное отверстие 176′ для воды. Затем вода проходит через поперечный проход 29.1, а оттуда в кольцевую канавку 293. Затем охлаждающая вода проходит в щель 302 на дальнем конце 280. Как показано на ФИГ. 18А, вода затем проходит через пару вытянутых каналов 304, образованных продольно к и через дистальный конец, где она достигает узла сопла 12. Затем вода возвращается через возвратные впускные каналы 306 в область другой радиально обращенной наружу прорези 308, которая расположена на 180°. градусов напротив первого слота. Проходы 304 и 306 образованы наружной трубой 52′, внутренней трубой 53′ и радиально выступающими на них ребрами 55′ и 57′. Как и в основном варианте осуществления, ребра 57′ не доходят на полное расстояние до дистального конца узла проводника и подводящей трубки, так что поток жидкости во впускных каналах 306 смешивается перед входом в сопло. Точно так же поток жидкости выходит через выпускные каналы 304 в точке их слияния на дистальном конце узла проводника и подводящей трубки 278. Затем вода выходит через второй поперечный канал 29.5, кольцевая канавка 297, из которой выходят отверстия 180′ и 182′ для выпуска воды.
Множество кольцевых канавок 310 на противоположных сторонах и промежуточных пазов 302 и 308 содержат множество уплотнительных колец 312 из резины или другого упругого материала для уплотнения. Таким образом, жидкость не может напрямую проходить из прорези в прорезь по внешней поверхности узла 278 проводящей трубы. 19 показан альтернативный вариант сопла 50′, имеющего охлаждающую способность. Форсунка обычно имеет трубчатую полую конструкцию с внутренним цилиндрическим отверстием 315. Дистальный конец сопла имеет внешний конус 316 в форме усеченного конуса. Внутренняя резьба 318 на проксимальном конце сопла позволяет установить его на изоляторе сопла (не показан), и указанные резьбы доходят до расточенного отверстия 319..
Множество отверстий 322, расположенных на одинаковом расстоянии друг от друга, ведут к кольцевой охлаждающей камере 324, образованной между обычно трубчатым внешним корпусом 326 сопла и обычно трубчатым внутренним корпусом 328 сопла. Неглубокая окружная канавка 330 также образована так, чтобы охватывать отверстия 322. В Таким образом, стенки сопла 50′ могут охлаждаться за счет циркуляции воды в охлаждающей камере 324.
Хотя изобретение было описано в связи с его предпочтительным вариантом осуществления, следует понимать, что описание предназначено для иллюстрации, а не ограничивают объем изобретения, который определяется объемом прилагаемой формулы изобретения.
Как выбрать оборудование для сварки в среде защитного газа с углекислым газом
24 марта 2022
Говоря о сварке в среде защитного газа с углекислым газом, как много вы знаете? Когда работает сварочный аппарат с защитой от углекислого газа, соответствует ли выбранный вами источник сварочного тока требованиям? Являются ли приобретенные вами механизмы подачи проволоки и сварочные горелки универсальными и простыми в эксплуатации? А система подачи воздуха работает нормально? С этими вопросами давайте изучим классификацию, состав, источник сварочного тока, механизм подачи проволоки, сварочную горелку и систему подачи газа для сварки в среде углекислого газа с оборудования сварочной машины в среде углекислого газа и решим наши вопросы один за другим. .
Прежде всего, поговорим о классификации и составе сварочных аппаратов в среде углекислого газа. Во-первых, классификация. Сварочные аппараты с защитой от углекислого газа можно разделить на полуавтоматические сварочные аппараты и автоматические сварочные аппараты. В полуавтоматическом сварочном аппарате используется тонкая сварочная проволока (ф≤1,2 мм), которая подходит для сварки коротких и неровных швов; Автоматическая сварочная машина использует толстую сварочную проволоку (средняя ≥1,6 мм), которая подходит для сварки длинных, обычных и кольцевых швов. Обычно используются полуавтоматические сварочные аппараты в среде углекислого газа: C-350-1, NBC-500, YM-500KR1, YM-500CL4, DYNA AUTO XC-350, DYNA AUTO XC-500 и NBC-630. Во-вторых, состав. Сварочный аппарат с защитой от углекислого газа в основном состоит из источника сварочного тока, механизма подачи проволоки, сварочной горелки и шагающего механизма (автоматической сварки), системы управления, системы подачи газа и системы водяного охлаждения (см. рис. 2).
Далее поговорим об источнике сварочного тока для сварки в среде углекислого газа. При сварке в среде углекислого газа обычно используется источник питания постоянного тока, напряжение холостого хода составляет 55–85 В, сварочный ток составляет 50–500 А, а продолжительность нагрузки источника питания составляет 50–60%. При сварке в среде углекислого газа используется метод подключения источника питания постоянного тока с обратной полярностью. Внешние характеристики источника сварочного тока: при диаметре сварочной проволоки менее 1,6 мм широко используется источник питания с плоской характеристикой. Это связано с тем, что более удобно регулировать параметры сварки источника питания с плоской характеристикой с помощью системы подачи проволоки с постоянной скоростью, автоматическая регулировка системы сильна, а зажигание дуги также более удобно; когда диаметр сварочной проволоки > 2,0 мм, обычно используется источник питания с нисходящей характеристикой, соответствующий трансмиссии с регулируемой скоростью. проводная система. Во-первых, это требования к внешним характеристикам блока питания. Поскольку напряжение холостого хода источника питания с абсолютно плоскими внешними характеристиками слишком низкое, оно не способствует зажиганию дуги. Поэтому в настоящее время при сварке нитью в среде углекислого газа используется идеальный L-образный источник питания с внешними характеристиками, то есть высокое напряжение холостого хода удобно для зажигания дуги. Зажигание дуги и соответствующим образом ограниченный ток короткого замыкания. Когда он находится в области нормальных параметров сварки, он имеет плоские и твердые характеристики. Во-вторых, требования к динамическим характеристикам источника питания. В соответствии с характеристиками перехода короткого замыкания на падение, источник питания должен иметь подходящую скорость роста тока короткого замыкания. Обычно при сварке нитью в среде углекислого газа скорость нарастания тока короткого замыкания составляет 70–150 кА в секунду. В пределах этого диапазона скорость нарастания тока короткого замыкания, как правило, можно регулировать путем последовательного включения индуктора в петлю постоянного тока, а значение индуктивности определяют в соответствии с потребностями процесса сварки. В-третьих, требования к регулировочным характеристикам источника сварочного тока. Чтобы получить требуемые различные значения сварочного тока, внешние характеристики источника питания должны иметь бесчисленные наборы внешних характеристических кривых, которые можно равномерно изменять, чтобы они пересекались со статической характеристикой дуги в требуемой рабочей точке для получения ряд устойчивых рабочих точек.
Далее поговорим о механизме подачи проволоки, сварочной горелке и системе подачи газа для сварки в среде углекислого газа. Во-первых, механизм подачи проволоки. Он в основном состоит из шланга, ролика подачи проволоки, механизма замедления и дистанционного управления. Существует три типа методов подачи проволоки: тянущий тип, тип данных и тип push-pull. Обычно используется проталкивающая подача проволоки. Хотя подача проволоки тянущего типа может работать в большом диапазоне, сварочная горелка тяжелая, ее неудобно подключать, и она подходит только для нитей ниже ф0,8 мм; и двухтактная подача проволоки также имеет проблему сложной конструкции сварочного пистолета. . Во-вторых, сварочный пистолет. Сварочные горелки для сварки в среде углекислого газа можно разделить на полуавтоматические сварочные горелки и автоматические сварочные горелки в зависимости от режима работы; сварочные горелки с воздушным и водяным охлаждением по способу охлаждения; сварочные горелки типа «гусиная шея» и «пистолет» в зависимости от конструкции. Сварочная горелка состоит из контактного наконечника, сопла, пружинной трубки, токопроводящего стержня, переключателя, рукоятки, курка, воздухозаборной трубы и газового клапана. Полуавтоматические сварочные пистолеты обычно имеют гусиную шею и пистолеты. Как показано на рис. 4, наиболее широко используются горелки на гибком штативе. Они подходят для тонкой сварочной проволоки, универсальны и удобны в использовании. Основная конструкция автоматической сварочной горелки такая же, как и у полуавтоматической сварочной горелки, но ее пропускная способность по току больше, а рабочее время больше, и обычно используется водяное охлаждение. В-третьих, система подачи воздуха. Система газоснабжения состоит из газовых баллонов, декомпрессионных расходомеров (с подогревателями), электромагнитных газовых клапанов и кожаных трубок. Поскольку газообразный диоксид углерода поглощает много тепла при переходе из жидкого состояния в газообразное, легко вызвать локальное сильное охлаждение. Кроме того, когда объем газа увеличивается после прохождения через редуктор, температура газа также падает, поэтому на редукторе давления легко может появиться изморозь, замерзнуть, вызвать блокировку газового контура и повлиять на плавный ход сварки.