сварка графитированным электродом медных проводов

Выполнить соединение можно разными способами, но именно сварка является наиболее эффективным, быстрым и надежным из них.
Созданные таким образом швы характеризуются высокой прочностью, отменным показателями электропроводимости, отвечают нормам и требованиям безопасности, служат долгие годы. Для сварки проводов мастера используют графитовые электроды, обладающие неоспоримыми достоинствами.
Достоинства и недостатки графита
Графитированные способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.

Таблица режимов сварки графитовыми электродами.
С их помощью можно сварить медностержень или алюминиевые провода, но у графитовых сварочных электродов существует несколько недостатков, чего не стоит забывать:
- соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
- эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
- электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.

Сварка угольной дуги.
Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и , а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
На заметку! Практика показывает, что применение графитовых стержней для сварки медных проводов и для дуговой резки металла позволяет снизить количество брака и дефектов сварных швов. Главное, при работе графитом сварщику важно соблюдать технологию и придерживаться правил безопасности.
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность.
То есть, подавать минус нужно именно на электрод. - Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности.
Также швы могут иметь пустоты, что влияет на их долговечность.
По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.

Чертеж сварочных работ с применением угольного электрода.
Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги.
При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы. - Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка.
Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.
Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.

Схема сварки в среде защитного газа.
Точный ток сварки в любом варианте сварщику приходится определять опытным путем, в связи со следующими факторами:
- любая модель инвертора характеризуется определенными особенностями, поэтому крайне важно внимательно прочесть инструкцию к конкретному прибору;
- напряжение сети конкретного строения может не соответствовать 220 Вольтам;
- в медные жилы проводов входят разные по составу компоненты, если они изготовлены разными производителями;
- опыт мастера во многом определяет результаты сварной операции с использованием графитовых стержней.
Важно знать значения силы тока, при достижении которой можно производить эффективное соединение жил проводов с различным сечением при сварке графитовым электродом:
- при сваривании жил диаметром 1,5 мм2, инвертор настраивают на 70 ампер;
- три проводка с таким же сечением следует сваривать при токе 81-91 ампер;
- сила тока для соединения трех жил с диаметром 2,5 мм2 путем сварки должна достигать 81-101 ампер;
- четыре жилы 3 мм2 свариваются с силой тока в пределах 101-121 ампер.
Сварка алюминиевых проводов
Графитовым электродом осуществляют точечную сварку медных, а также алюминиевых проводов. Операции проводят под флюсом. Это специальный порошок внутри , который расплавляется и продуцирует защитный газ.

Схема аргоно-дуговой сварки алюминия.
Последний предостерегает сварные кромки от контакта с кислородом и окисления вследствие этого.
Актуальное значение силы тока выставляют с помощью регулятора. Ток выпрямляют посредством применения диодного моста и фильтра пульсаций.
Хотя отметим, что опытные мастера могут соединить провода сваркой даже при переменном токе и без регулировки путем выжидания нужного времени удержания дуги. Но выполнение сварочных работ переменным током дает менее качественный результат.
Как правильно сделать и сварить скрутку?
Важно не допустить плавления изоляционного материала провода, для чего потребуется присоединить радиатор из металла к месту выхода скрутки из изоляции. Чаще остальных подбирают медный вариант, потому что этот характеризуется высокой теплопроводностью.
Большая площадь контакта улучшает процесс теплообмена и отводит тепло от скрутки.

Оптимальная длина скрутки ‒ 5-6 см. При этом концы проводов отрезают на одинаковом расстоянии, дабы они попали в зону действия сварки.
В месте фиксации радиатора к проводам потребуется присоединить зажим массы агрегата, а после ‒ поднести графитовый электрод к обрезанным краям. Контакт для сварки должен быть максимально кратковременным.
Оптимальное время – 1 секунда, по истечении которой на конце скрутки сформируется участок расплавленной меди в виде шара. Таким же образом поддают сварке с помощью графитовых электродов остальные скрутки жил проводов.
Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода , но сварку крайне важно осуществлять с учетом норм безопасности.

Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
- ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
- операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
- место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
- после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
- чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
- скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т.п.
Подведем итоги
Графитированный электрод ‒ популярный расходный материал, применяемый для выполнения сварных соединений проводов из разных металлов: меди, алюминия, стали, чугуна и т.п.
Работать с графитовыми стержнями непросто, но при достаточном уровне мастерства сварные швы получаются долговечными, стойкими к коррозии, высоким температурам, иным негативным факторам извне.
Графитовый (угольный) электрод: виды, применение и строжка
Угольные (графитовые) электроды для сварки, резки и строжки. Работа на больших токах с удалением значительных слоев металла. Возможность сварки меди, латуни и бронзы. Соединение путем расплавления металла проводов, шин, контактов из меди и алюминия.
В 1882 году российский ученый Н. Н. Бенардос впервые в мире соединил металлические детали с помощью электродуговой сварки. В своей установке он использовал неплавящиеся угольные электроды и раздельную подачу присадочного материала и флюса. Основываясь на этом методе, Бенардос также разработал сварку в защитном газе и электродуговую резку. Через шесть лет была изобретена сварочная технология с использованием плавящихся электродов, которые со временем практически полностью вытеснили угольные. В настоящее время последние ограничены в своем применении тремя основными направлениями: удаление излишков металла, дуговая резка и сварка отдельных материалов.
На просторах российского интернета в статьях о сварочных технологиях нередко можно встретить такое название, как «графитовый электрод». Не вдаваясь в подробности причин этого явления, следует отметить, что ГОСТ не предусмотрено изготовление сварочных электродов из графита. Государственным стандартом регламентированы только графитовые спектральные электроды, применяемые для лабораторных исследований. Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Кроме того, металлургические предприятия, на которых применяют графитированные электроды для электродуговых печей, самостоятельно производят нестандартные сварочные электроды из обломков этих крупногабаритных изделий, которые, по сути, тоже можно назвать графитовыми.

Рисунок 1 — Графитовый электрод
Назначение угольных электродов
Угольные электроды, в основном, используются для заделки дефектов в поковках, литых заготовках и металлопрокате, снятия излишков металла с поверхности сварочных швов и массивных заготовок, а также при сварке отдельных видов металлов и их сплавов. Обычно их применяют при таких видах работ, как:
- устранение приливов, раковин и прочих дефектов;
- строжка корней сварочных швов;
- срезание прихваток и старой сварки;
- прожигание отверстий;
- срезание заклепок;
- сварка металлических заготовок с тонкими краями;
- сваривание цветных металлов;
- сварочное соединение жил и шин при электротехнических работах.
При срезании лишнего металла обычно применяют метод строжки — выдувание кипящего металла из сварочной ванны узконаправленным потоком сжатого воздуха (см. далее). Таким способом вычищаются каверны в литых заготовках и поковках, а также снимается дефектный слой металла со сварных швов.

Применение этих изделий для сварки цветных металлов, в основном, ограничено чугуном, медью и ее сплавами (см. таблицу).
| № | Материал детали | Материал присадочных прутков | Флюс | Доп. условия |
|---|---|---|---|---|
| 1 | Медь | Оловянно-фосфористая бронза, кремнистая латунь и медь (М1 или МСр1). | Бура с добавками древесного угля, гидрофосфата натрия и кремниевой кислоты. | — |
| 2 | Бронза | Тот же, что и основное изделие. | Для оловянистых бронз — бура, для алюминиевых бронз — хлориды и фториды. | Перед сваркой прогреть до 250÷350 °C. |
| 3 | Латунь | Тот же, что и основное изделие. | — | Погружение конца угольного стержня в расплавленный металл, чтобы дуга была полностью окружена парами цинка. |
| 4 | Чугун | Чугунные прутки марок А и Б. | На основе буры. | — |
Сварка угольными электродами листового проката обычно производится без использования присадочных прутков, путем расплавления металла кромок заготовки. При этом толщина свариваемых листов обычно составляет 1÷2 мм, а их края соединяются или встык с отбортовкой (подогнутыми кромками) или внахлест.
Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
Угольные электроды намного дешевле и прочнее графитовых. Но удельное сопротивление электротехнического угля в несколько раз выше, чем у графита. Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
|---|---|---|---|---|
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Виды угольных электродов
Нормативной базой для производства отечественных угольных электродов является ГОСТ 10720-75, содержащий описание трех типов таких изделий: ВДК, ВДП, СК, — которые могут выпускаться как омедненными, так и без покрытия. ВДК (воздушно-дуговые круглые) должны изготавливаться длиной 300 мм и четырех типоразмеров по диаметру. СК (сварочные круглые) — длиной 250 мм и шести типоразмеров по диаметру. ВДП (воздушно-дуговые плоские) — длиной 350 мм и двух сечений. По запросу заказчика разрешается изготавливать изделия СК с линейным размером до 700 мм.
Кроме отечественных электродов на российском рынке представлена продукция известных международных сварочных брендов и производителей из Восточной Азии. Шведский концерн ESAB предлагает свыше двадцати видов омедненных угольных электродов. Кроме изделий, используемых для сварки на постоянном токе прямой полярности, в номенклатуре ESAB присутствуют четыре типоразмера для сварки на переменном токе. А известный немецкий производитель сварочных принадлежностей ABICOR BINZEL, рекламируя свою продукцию, акцентирует внимание на том, что она изготовлена из «синтетического графита» (т. е. графитированного углерода). Вполне вероятно, что эти изделия спрессованы из порошка, полученного из остатков и лома металлургических графитированных электродов.

Помимо этого, на рынке присутствуют прессованные электроды из электротехнического и графитированного углерода, которые изготавливаются на заказ производителями угольных и графитовых изделий по ТУ 1915-086–00200851.
Как правило, они представляют собой прямоугольные стержни толщиной 10, 20, 30 и более миллиметров и применяются для объемных работ на больших сварочных токах: разделке металлургического лома, устранении прибылей на отливках, сквозной резке толстого металла и пр.
Советы по сварке
При сварке медных проводников следует помнить, что в первую очередь нужно подготовить и очистить свариваемые поверхности, а затем надежно их зафиксировать. Сварка медных проводов и шин осуществляется только в положении сверху вниз, т. к. расплавленная медь обладает повышенной текучестью. При этом используется флюс «борный шлак». Еще одной особенностью данного типа электродов является то, что процесс плавления у них почти неразличим, т. к. практически сразу начинается испарение (электротехнический уголь плавится при температуре 3800 °C, а испаряется — при 4200 °C).
Рекомендуемый угол заточки торцов угольных стержней — 60÷70°, но для сварки цветных металлов их необходимо затачивать под углом 20÷40°. Листовую медь толщиной до 4 мм можно сваривать без использования присадочных прутков (но с обязательной отбортовкой кромок), а свыше 4 мм — встык с присадочным материалом и разделкой кромок под углом 45°. Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.

Рисунок 5 — Провода из латуни
Строжка угольным электродом
Строжка — это удаление узкого поверхностного слоя с использованием электродуговой сварки угольными электродами. Само слово ведет свое происхождение от глагола «строгать», т. к. этот процесс в чем-то аналогичен обработке пазов на строгальном станке. Технология строжки основана на разогреве металла электрической дугой до температуры кипения с последующим выдуванием его из сварочной ванны узконаправленным потоком воздуха. Строжка выполняется на глубины до десятков миллиметров, а ее производительность, зависящая от толщины угольного электрода и силы тока, измеряется в граммах удаленного металла на сантиметр канавки.
При выполнении строжки электрод под наклоном 30÷45° равномерно перемещают вперед, формируя канавку, которая на несколько миллиметров шире и глубже диаметра электрода. Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.

Рисунок 6 — Направление воздуха при сварке
Применение сварки угольными электродами для соединения электротехнических шин из меди и алюминия подробно регламентировано инструкцией «Росэлектромонтажа» И 1.08-08. Но там ничего не говорится о сварке проводов. Вместе с тем в интернете достаточно много фотографий, демонстрирующих использование такой сварки при монтаже электропроводки в обычных квартирах и офисных помещениях. Однако найти даже упоминание о нормативном документе, регламентирующем такую технологию, нам пока что не удалось. Если вам что-нибудь известно об этом, пожалуйста, напишите комментарий к этой статье.
Графитовые электроды для сварки
В рудно-термических и сталеплавильных печах дугового типа для выплавки ферро- и специальных сплавов, низкоуглеродистых и высоколегированных сталей используют графитовые электроды. Преимущественно, они представляют собой цилиндры, но есть изделия и других сечений. На торцах расположена резьба для соединения с ниппелем. Данные изделия превосходят по качеству угольные проводники электрического тока, поскольку материал проходит дополнительную термическую обработку – нагрев в +2500 градусов С. В результате электрическое сопротивление снижается до 6 раз, а плотность тока до 3 раз. Таким образом, графитированные электроды можно устанавливать меньшего диаметра.

Расход электродов из графита
Несмотря на то, что данный вид относится к неплавким, электрод из графита во время плавки расходуется. Но этот процесс происходит крайне медленно. Когда габариты электрода становятся меньше рекомендованных нормативами, с помощью ниппеля его наращивают. Расход изделий варьируется в широком диапазоне, при обычной работе печи – от 4 до 8 кг/на тонну. Для повышения экономичности процесса необходимо строго учитывать следующие параметры:
- качество электродов;
- конструкционные особенности печи;
- режим плавки и ее технологические особенности;
- состав атмосферы печи и температурный режим;
- качество стали или металлолома;
- используемый тип горелок и другое.
Расходуются графитированные электроды незначительно, потеря массы связана с испарением графита при высоких температурах.

Преимущества изделий для сварки из графита
Кроме экономии, за счет использования сварочных электродов из графита меньшего диаметра, в сравнении с угольными устройствами, данные изделия имеют другие достоинства:
- в процессе сварки можно не беспокоиться за целостность электрода из графита, он не растрескается;
- обладая меньшей прочностью, они более выносливы к термическим нагрузкам;
- высокая теплопроводность;
- сварка графитовым омедненным электродом дает наиболее качественные результаты;
- отличная упругость;
- графитовый электрод для дуговой сварки легко поддается обработке, в том числе нарезке, и устойчивы к процессам окисления;
- изделия стойки к химикатам, в том числе к хлорным соединениям.
Стандарты производства графитовых электродов для сварки
Графитовые электроды для сварки изготавливаются в соответствии с российскими стандартами ГОСТ4426-62. Изделия всегда производят в нескольких формах сечения – цилиндр, прямоугольник, квадрат, овал. Диаметр электрода может варьироваться от 7,5 д 55,5 см, а длина – от 100 до 170 см. На нарезанную заготовку обязательно наносится резьба для монтажа ниппеля. Преимущественно используется коническая, цилиндрическая или трапециальная резьба. Но помимо промышленного назначения изделие используется и для иных целей, в частности медных труб и проводов.
Процесс производства
Для изготовления данной продукции используют уголь, причем может быть использован не только природный материал, но и искусственный. В качестве связующих добавок используется деготь или смола. Для отдельных модификаций применяю добавки различных металлов. Процесс изготовления включает в себя следующие этапы:
- экструзия в процессе термической обработки;
- придание изделия формы, согласно виду;
- нанесение на нарезанные куски резьбовых соединений;
- покрытие изделий медным слоем либо методом напыления, либо электролитическим способом.
Графитовый электрод с медным покрытием

Но для того, чтобы работать с изделиями из меди используется другая модификация – графитовый омедненный электрод. Иначе их называют «карандаши». Производители изготавливают несколько видов графитовых омеднённых электродов:
- Круглый. Диаметр может варьировать от 0,32 до 1.9 см. Это изделие широкого применения.
- Бесконечный. Это экономичный вариант исполнения. В процессе работы отходы не остаются. Сечение – круглое. Используется с помощью специальной машинки. Диаметр варьируется от 0,8 до 2,5 см.
- Плоский. Сечение – квадрат или прямоугольник. Типовой диаметр от 0,8 до 2,5 см. На заказ можно приобрести изделия с другими параметрами.
- Полукруглый. Наиболее востребованный тип изделия, с одного конца сечение – круглое, в другого – плоское. Он оптимален для выполнения резательных операций. Диаметр изделия варьируется от 1,0 до 1,9 см. Маркировка выполняется тремя цифрами, среди которых: ширина, радиус и длина.
- Полый. Эти изделия используют для формирования канавок и строжки. Сечение варьируется от 0,5 до 1,3 см. Преимущественно это продукция зарубежных производителей, на российском рынке она представлена мало.
Ассортимент модификаций позволяет расширить применение изделий, например, вполне доступна сварка медных труб графитным электродом. Вопреки расхожему мнению изделия с медным покрытием имеют практически туже стоимость, что и без металлического слоя, поскольку себестоимость изделий увеличивается не более чем на 5%. В результате, учитывая наценки продавцов, цена получается тождественная, как у изделий с покрытием, так и без него.
Сварка медных проводов омедненным графитовым электродом
Отличной альтернативой спаиванию скруток с помощью припоя и флюса сварка медных проводов графитовым проводником. Такая процедура дает отличный результат:
- если для сварки проводов используется графический проводник, соединение получается максимально надежным;
- соединение свариваемого материала осуществляется не по всей поверхности, как в процессе пайки, а только с торца, что купирует риски перегрева электрических проводов при увеличении нагрузки;
- для работы с медными предметами проводником из графита достаточно 1-2 секунд для нагрева, то есть операция выполняется быстро.

На рисунке представлена схема работы, всю операцию по использованию изделия из графита для сварки меди смотрите на видео. В процессе необходимо контролировать силу тока и другие параметры. Если вас интересуют особенности сварки с помощью электрода из графита, смотрите видео внимательно, там вы увидите все тонкости и особенности операции.
Резюмируем
Выполнение сварочных работ с помощью проводников из графита – это всегда гарантировано высокое качество работы. Важно подобрать максимально оптимальный вид продукции, который даст лучшие результаты в каждом конкретном случае. Графитовые проводники оптимальны, как для металлургического производства, так и для сварки медных изделий, в том числе проволоки.
Поделись с друзьями
0
0
0
1
Пошаговая последовательность получения надежного и безопасного соединения медных проводов методом сварки
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 Примерная стоимость угольных электродов на Яндекс.маркет
Примерная стоимость угольных электродов на Яндекс.маркетСварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
 Примерная стоимость графитовых электродов на Яндекс.маркет
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
 Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
 При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
 Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
графитированные, омедненные, сварка проводов, из Китая – Расходники и комплектующие на Svarka.guru
Графитовые электроды люди применяют уже более ста двадцати пяти лет. Работать с ними начинал еще изобретатель электросварки Николай Бернадос. В наши дни большая часть сварочных работ выполняется металлическими электродами – стержневыми и проволочными. Графитовые сохраняются для специальных видов сварки.
Достоинства и недостатки

Графитовые электроды обладают следующими достоинствами:- простота изготовления и низкая себестоимость;
- способность проводить большой ток, не разрушаясь;
- высокая проводимость, малые потери тока;
- не окисляются даже при высоких температурах;
- простота применения, не требуется дорогостоящее оборудование;
- работает прямой и обратной полярностью;
- незаменим для ряда технологий сварки
Присущ электродам, сделанным из графита, и ряд недостатков.
- узкий диапазон применимости;
- непригодность для массовых сварочных операций;
- повышает процентную долю углерода в материале шва и в основной детали;
- невозможность сформировать стержень тоньше 6 миллиметров.
В специальных технологиях дуговой сварки преимущества значительно перевешивают недостатки, в таких случаях графитовые изделия незаменимы, для чего и нужны в современной сварке.
Физико-химический состав
Основной компонент графитного сварочного электрода- это кристаллический углерод. Стержень состоит из двух половин, правой и левой. Межу ними проложен диэлектрический слой, содержащий оксиды железа, креолитовых глин, меди, алюминиевого порошка и магния.
Основные слои выполнены либо из цельного коксующегося угля, либо из электродного прессованного графита. Графитовые сварочные материалы при нагреве свариваемых материалов повышают в них содержание углерода.
Отличия от угольного

Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации; нанести медное покрытие.Угольные изделия более прочны, однако электропроводность их ниже от 2 до 4 раз. Это вызывает большие потери тока и может привести к перегреву. Поэтому угольные электроды используют при меньшей плотности тока. Для угольных следует использовать специальный держатель, в то время как графитовые можно вставлять в обычный держак MMA.
Технические характеристики
Основными физико-механическими характеристиками изделий служат:
- диаметр;
- удельный вес;
- зольность;
- удельное сопротивление;
- коэффициент линейного расширения при нагреве от 20 до 500оС;
- предел прочности на изгиб;
- модуль упругости.
Кроме того, нормируются максимальный рабочий ток, размеры формируемой канавки и некоторые другие.
Стандарты производства
Требования к технологии производства и качеству сформулированы в ГОСТ 4426-62. В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
- квадратная;
- круглая;
- овальная;
- прямоугольная.
Регламентирован также ряд диметров: от 60 до 550 мм и длин от 1 до 1,7 м.
На стержне следует нарезать резьбу для крепления ниппельного окончания.
Резьба может выполняться со следующим профилем:
- конус;
- цилиндр;
- трапеция.
В стандарте описаны способы и методики контроля качества производителем, приемки и отгрузки продукции
Процесс производства
В качестве сырья для производства используют как природный уголь, добываемый из месторождений, так и искусственно полученный графит. Связующим веществом служат различные смолы. Производство разбивается на следующие технологические стадии:
- экструзия стрежневидных заготовок при большой температуре и давлении;
- окончательная формовка и охлаждение;
- нарезка резьбы;
- омеднение.

Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.
C медным покрытием
Графитовые омедненные электроды используются для сварки заготовок из медных сплавов. Они выпускаются в следующих версиях:
- круглый, с диаметром от 3 до 19 мм;
- плоский, с прямоугольным или квадратным сечением, шириной от 8 до 25 мм;
- полукруглый, широко применяемый тип, с одной стороны плоский, с другой — полукруг, ширина от 10 до 19 мм;
- полый, выпускается для специальных применений — выполнения канавок на изделиях, диаметр от 5 до 13 мм.
Широкий диапазон форм и размеров выпускаемых изделий позволяет подобрать для каждого приложения наиболее подходящий по своим параметрам и возможностям.
Популярные марки
Среди электродов отечественного производства наиболее популярными являются следующие:
- ЭГ— графитированный, производится из нефтяного кокса с добавлением каменноугольного пека. Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
- ЭГС— вместо нефтяного коса используется игольчатый. Такие изделия используют в электропечах на сталелитейных заводах и установках рафинирования металлов.
- ЭГП дополнительно пропитываются пеком. Применяется в установках электродуговой резки, в литейных производствах.
- ЭГСП— изделия на базе игольчатого кокса, с усиленной пропитки пеком. Используются для того, чтобы сваривать цветные металлы, а также в плавильных печах различного назначения.
Обозначение и маркировка
Обозначение изделия указывает на его тип, способ производства и назначение. Маркировка включает в себя первые буквы обозначений:
- П – с пропиткой пеком;
- С – специального назначения;
- Г – графитированный;
- Э – электрод.
Так, например, ЭГСП-1 означает: «графитированные электроды, специального назначения, пропитаны пеком».

Импортные производители, например, из Китая, используют собственные системы марок.
Выбор
Во время выбора электрода для сварных или разделочных работ следует учитывать мощность сварочного аппарата. Его предельный рабочий ток должен соответствовать диаметру выбранного изделия.
Следующий фактор, влияющий на выбор — состав. Добавки должны соответствовать материалу заготовки.
Для сварочных операций рекомендуется выбирать по возможности меньший по диаметру электрод.
Следует также обратить внимание на наличие ниппеля.
Основные режимы и нюансы сваривания
Наиболее важной характеристикой служит плотность рабочего тока.

Зависимость предельной плотности тока от диаметра и марки.Превышение этого ключевого параметра приводит к перегреву изделия и к выходу его из строя, вместе с оборудованием.
Регулировка силы тока
В ходе электродуговой сварки проводов силу тока устанавливают в диапазоне 30-120А, исходя из толщины заготовок, их числа и диаметра электрода. Зависит сила тока также и от химического состава конкретных свариваемых образцов, температуры воздуха и ряда других условий.
Рекомендованные значения для типовых соединений медных проводов следующие:
- две жилы сечением по 1,5 мм2: 70 А
- три жилы по 1,5 мм2: 80-90А;
- три жилы по 2,5 мм2: 80-100А;
- четыре жилы по 2,5мм2: 100-120А.
Вначале лучше провести пробную сварку образца, по ее результатам уточнить значение тока.
Сварка алюминиевых проводов
Для сварки можно применять инвертор достаточной мощности, а можно собрать аппарат самостоятельно. Устройство для сварки алюминиевых проводом отличается чрезвычайной простотой конструкции, его может собрать своими руками домашний мастер, обладающий некоторыми знаниями в области электротехники.
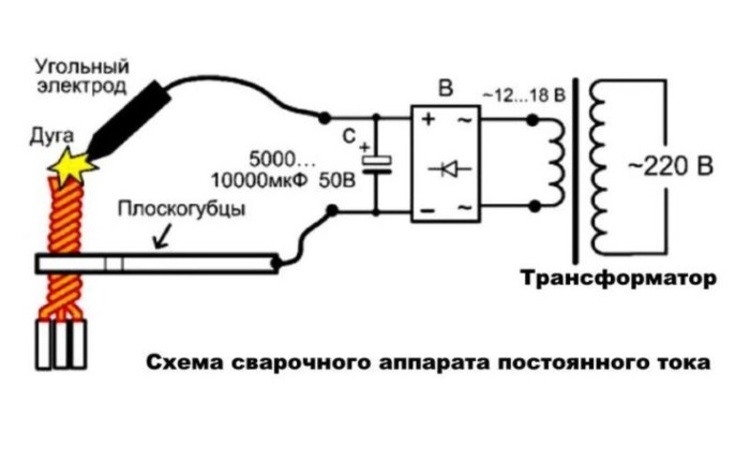
Схема устройства для сварки проводов.Для сборки потребуются:
- понижающий трансформатор с 220 на 12-10 вольт;
- диодный мост достаточной мощности;
- электролитический конденсатор большой емкости;
- пассатижи для массового зажима;
- электродный держатель;
- сварочные провода сечением от 10 мм2.

питаться такой агрегат может от электросети или от генератора. Питание от 24- вольтового аккумулятора вызывает неудобства: весит он много, а разряжается быстро.
Провод ниже скрутки охватывается пассатижами, а к концу скрутки подносят графитовый стержень. Разжигается электродуга, и скрутка быстро разогревается, позволяя сварить кончики проводов.
При работе таким аппаратом очень важно не передержать электрод до такой степени, чтобы провода начали оплавляться и стекать. Такой навык приходит с опытом. Опытные сварщики сваривают провода и с помощью переменного тока.
Как правильно сделать и сварить скрутку?
Операция разбивается на несколько этапов:
- зачистка изоляции и лака с проводов;
- скручивание соединяемых концов вместе;
- подрезание скрутки с целью выровнять концы и обеспечить длину соединения в 50 мм;
- установка на скрутку медного зажима-теплоотвода, подключенного к массе;
- поднесение к концу скрутки графитового электрода, разжигание дуги на время в 1-2 секунды;
- формирование на конце скрутки оплавленного шарика металла;
- гашение дуги.
После того, как сваренное соединение остынет, его следует заизолировать изолентой или термоусадочным колпачком.
Требования техники безопасности к эксплуатации
Несмотря на то, что напряжение невысокое и время проведения операции невелико, необходимо строго соблюдать все правила техники безопасности:
- применять персональные защитные средства: маску сварщика, огнестойкая спецодежда, спилковые краги;
- удалить от зоны работ все огнеопасные и легковоспламеняющиеся материалы на расстояние от 5 метров;
- перед началом работ осмотреть оборудование на отсутствие механических повреждений и нарушения изоляции;
- обесточить свариваемые провода.
Выполнение этих несложных требований безопасности к хранению и эксплуатации графитированных электродов позволит сохранить здоровье и жизнь людей и материальные ценности.
Графитовые электроды используются для специальных приложений. Они применяются в металлургии, электролизе, сварке цветных металлов. При подборе электрода нужно учитывать состав и толщину свариваемых заготовок, климатические параметры и возможности сварочного аппарата.
Электроды для сварки проводов: угольные и графитовые
Автор admin На чтение 3 мин. Просмотров 448 Опубликовано
 Среди нескольких способов соединения проводов наиболее прочным является их сваривание между собой. Когда заходит речь о сварке проводов, то подразумевается работа с медными проводами, так как алюминий сейчас стараются вообще не использовать.
Среди нескольких способов соединения проводов наиболее прочным является их сваривание между собой. Когда заходит речь о сварке проводов, то подразумевается работа с медными проводами, так как алюминий сейчас стараются вообще не использовать.
Для работы используют сварочные инверторы, которые являются универсальными аппаратами, позволяющими регулировать величину сварочного тока в зависимости от диаметра электрода и условий работы. Электроды для сварки проводов используют графитовые или угольные.
Сварка медных проводов электродом обеспечивает соединению следующие преимущества:
- Более прочный контакт между проводами.
- Сопротивление проводов, по которым будет протекать электроток, в месте сварки будет минимальным.
- Обеспечивается наилучший контакт между проводами.
- Безопасность соединения, исходящая из его надежности.
Электроды для сварки медных проводов
Почему для сварки подходят графитовые или угольные электроды? Дело в том, что температура их плавления составляет более 3800 градусов, тогда как у меди данный показатель равен 1080 градусов. Это дает возможность использовать такие электроды многократно.
Также можно отметить еще некоторые преимущества данного типа электродов:
 Их можно приобрести повсеместно, в любом строительном магазине.
Их можно приобрести повсеместно, в любом строительном магазине.- В процессе работы материал электрода, который не является металлом, не прилипает к металлическим проводам.
- Графит и уголь очень быстро нагреваются до температуры, при которой легко плавится медный провод.
- 5-10 А считаются достаточной силой тока для получения устойчивой электрической дуги.
 Их можно приобрести повсеместно, в любом строительном магазине.
Их можно приобрести повсеместно, в любом строительном магазине.При выполнении работы рекомендуется устанавливать сварочный ток таким, чтобы он соответствовал диаметру используемого электрода.
Графитовые электроды
Электроды из графита легко отличить от других видов электродов. Они имеют темно-серый окрас с металлическим отблеском. Изготавливаются электроды из кристаллического углерода, который обладает повышенной стойкостью к окислению.
Сварка медных проводов графитовым электродом является наиболее востребованной.
Графит обеспечивает создание устойчивого к коррозии и термостойкого соединения. Электроды являются очень экономичными и долговечными. Помимо этого, графитовые электроды не имеют склонности к образованию трещин в процессе использования.
Стоимость их невелика, что повышает их популярность у населения.
Угольные электроды
Электроды имеют черную поверхность и состоят из электротехнического угля. Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Сварка проводов угольным электродом имеет свои особенности:
- Полученные соединения обладают невысокой пластичностью и склонны к окислению, а само место сварки может иметь пустоты.
- «Массу» аппарата следует подключать к электроду. В противном случае электрод сильно греется, обладает большим расходом, а качество сварного соединения ухудшается.
- Работать угольными электродами следует только после значительной практики, так как работа в значительной степени отличается от сварки обычным электродом.
 Полученные соединения обладают невысокой пластичностью и склонны к окислению, а само место сварки может иметь пустоты.
Полученные соединения обладают невысокой пластичностью и склонны к окислению, а само место сварки может иметь пустоты.Технология сваривания проводов
Процесс сваривания медных проводов производится в следующей последовательности:
- Провода очищаются от изоляционного слоя на длину около 5 см.
- Оголенные жилы скручиваются плоскогубцами между собой.
- На скрутку, ближе к изоляции, устанавливается медный зажим. Он необходим для отвода тепла от медных проводов и сохранения целостности изоляции.
- Туда же, на скрутку (при использовании графитового электрода) цепляется «масса» сварочного инвертора.
- Сварочный инвертор подключается к сети.
- Держатель с электродом подносится к концу скрутки.
- Производится расплавление меди с образованием на конце скрутки небольшого медного шарика. Время проведения работы ограничено 2 секундами. Если продолжить сварку более длительное время, то это может привести к расплавлению изоляционного слоя проводов.
- После остывания место сварки изолируется.
Таким способом быстро и надежно соединяют медные провода. Полученные соединения во много раз превышают по своей надежности паяные или просто скрученные соединения.