Технические характеристики сварочных аппаратов ВД-161, ВД-201, ВД-253, ВД-315
Темы: Ручная дуговая сварка, Сварочное оборудование.
Ниже рассмотрены технические характеристики мощных, легких инверторных сварочных аппаратов для ручной дуговой сварки покрытыми электродами, для промышленного и бытового использования.
|
Модель сварочного аппарата |
ВД-161 |
ВД-201 |
ВД-253 |
ВД-315 |
|
Напряжение питания сети, В |
220 (-20%+15%) |
220 (-20%+15%) |
380 (-20%+15%) |
380 (-20%+15%) |
|
Количество фаз |
1 |
1 |
3 |
3 |
|
Частота, Гц |
50 |
50 |
50 |
50 |
|
Максимальный сварочный ток выпрямителя, А |
160 |
200 |
250 |
300 |
|
Потребляемая мощность, кВА |
от 0,6 до 4,2 |
от 0,6 до 4,9 |
от 0,7 до 8,3 |
от 0,7 до 11,4 |
|
КПД при максимальном токе, % |
Не менее 90% |
Не менее 90% |
Не менее 90% |
Не менее 90% |
|
Номинальный режим работы ПН, % |
80 |
80 |
80 |
80 |
|
Диапазон сварочного тока, A (min-max) |
30-160 |
30-200 |
40-250 |
40-300 |
|
Род сварочного тока |
постоянный |
постоянный |
постоянный |
постоянный |
|
Тип охлаждения |
Принудительное воздушное |
Принудительное воздушное |
Принудительное воздушное |
Принудительное воздушное |
|
Диаметр электродов, мм |
1,6-4 |
1,6-5 |
1,6-6 |
1,6-7 |
|
Габаритные размеры выпрямителя, мм |
135х200х355 |
170х220х400 |
170х220х400 |
170х220х400 |
|
Macca сварочного выпрямителя, кг |
6,3 |
9,5 |
10,5 |
11,5 |
- Блок снижения напряжения холостого хода >
Доступно о характеристиках сварочных аппаратов
Содержание:
- 1.
 Сила тока
Сила тока - 2. Продолжительность включения (ПВ)
- 3. Дополнительные показатели
 Сила тока
Сила токаВыбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество. Например, с аппаратом мощностью 160 Ампер, можно работать электродом диаметром до 4 мм, но при этом мощность дуги падает и возрастает вероятность непровара шва. В свою очередь, модель в 260 Ампер, может использовать электроды диаметром до 6,5 мм и потому с таким аппаратом с легкостью применяются 4-миллиметровые электроды без угрозы неполного формирования шва.
Кроме того, сварка разного металла электродом одного диаметра требует различной силы тока. Например, использование электрода диаметром 4 мм для сварки малоуглеродистой стали требует силы тока в 150 Ампер, а для соединения деталей из «нержавейки» — 170 Ампер.
Так же рекомендуется выбирать аппарат с запасом силы тока на 1/3 от предполагаемой величины использования для исключения его работы на максимальной мощности и продления срока амортизации.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Дополнительные показатели
- Напряжение питания – некоторые модели могут работать как от бытовой сети в 220 Вольт, так и от промышленной, с напряжением тока 380 Вольт. Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В). Модели, работающие на 380 Вольтах, выдают сильный сварочный ток, но имеют более значительный вес. Возможность работать с бытовой и промышленной сетью делает такие сварочные аппараты универсальными.
- Напряжение холостого хода – это величина, характеризующая минимальную силу тока на зажимах сварки без присутствия дуги. Чем выше этот показатель, тем легче проводить инициацию электрической дуги. Нормативными документами установлен верхний безопасный для здоровья порог в 100В при постоянном и 80В при переменном токе.
- Номинальное рабочее напряжение – обычно в 2-2,5 раза меньше напряжения холостого хода. Это показатель минимального напряжения, присутствующего в дуге. Низкое его значение полезно при сварке тонких металлических деталей.
- Вес и габариты – крайне не маловажные характеристики, если для работы нужна легкость и мобильность. Лидерами в этих показателях являются сварочные инверторы. В них компактность достигается за счет применения в их конструкции не силового, а высокочастотного генератора тока, который имеет небольшие размеры и малый вес.
- Диаметр электрода – указывает диапазон диаметров поперечного сечения электродов, доступных к использованию с данной моделью. Возможный диаметр зависит от силы тока сварочного аппарата.
- Коэффициент полезного действия (КПД) – характеризуется отношением полезной мощности сварочного аппарата к общей, им потребленной. Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% .
- AC/DC – эта аббревиатура характеризует возможность аппарата работать на постоянном и переменном токе. Существуют сварочные трансформаторы, работающие только на переменном токе и аппараты, использующие только постоянный ток, но наиболее часто представлено сочетание возможности применения и того, и другого.
Так же возможна смена полярностей. При положительном заряде клеммы на свариваемом металле будет полярность прямая, а при положительном заряде на электроде – обратная. Прямая полярность увеличивает температуру детали, обратная — электрода. Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств. - IP (Ingress Protection Rating) – аббревиатурное название квалификационной системы, характеризующей степень защиты электроаппаратов от проникновения твердых частиц (первая цифра от 0 до 6) и влаги (вторая цифра от 0 до 8). Чем выше данное значение, тем надежнее защита. Например, если у оборудования степень защиты IP 31, значит, исключается попадание внутрь корпуса твердых частиц диаметром до 2,5 мм и вертикально падающих капель воды.

 Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% .
Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% . Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств.
Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств.
Технические характеристики — Сварочный аппарат СВАРОГ REAL ARC 220 (Z243)
Напряжение сети, В
160,270
Max потребляемая мощность, кВА
8
Потребляемый ток, А
36
Диапазон сварочного тока, А
15,220
Диапазон сварочного тока MMA
15,220
Напряжение холостого хода, В
66
Рабочее напряжение
20. 6-27.2 В
6-27.2 В
Диаметр электрода/проволоки
1.5-5.0/-
ПВ на максимальном токе
60
Производительность, %
85
Коэффициент мощности
0. 7
7
Класс изоляции
F
Степень защиты
IP 21S
Габариты, мм
310x135x200
Родина бренда
Россия
Гарантия
5 лет
Основные правила обслуживания сварочного оборудования
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.
Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.
1 / 1
Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
-
проводить внешний визуальный осмотр аппарата;
-
проверять заземление источника питания;
-
замерять величины сопротивления изоляции;
-
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
-
контролировать исправность цепей защитного заземления;
-
производить испытания повышенным напряжением;
-
тщательно удалять пыль и грязь;
-
проверять надёжность винтовых соединений;
-
смазывать тугоплавкой смазкой все трущиеся части и др.

Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
-
оборудование начало перегреваться;
-
сварочная дуга отсутствует или её технические показатели нестабильны;
-
у электродов появился эффект «залипания»;
-
аппарат перестал включаться.

Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
-
Для автоматических аппаратов – ГОСТ 8213.
-
Полуавтоматические устройства – ГОСТ 18130.
-
Электрические генераторы – ГОСТ 304.
-
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.

Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Не допускайте, чтобы они разболтались.
Сварочный аппарат для дома и дачи – инструкция по выбору
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.
Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Предназначение сварочных аппаратов
Для выполнения сварки необходим особый инструмент – это сварочный аппарат. Одним из последних видов такого аппаратов является инвертор. По своим основным характеристикам он превосходит своих предшественников. Сварочные инверторы более функциональны, компактны и удобны в использование. Их предпочитают и профессионалы, и простые любители, пользующиеся сваркой в домашних условиях.
Сварочные инверторы более функциональны, компактны и удобны в использование. Их предпочитают и профессионалы, и простые любители, пользующиеся сваркой в домашних условиях.
В большинстве случаев сварку применяют для соединения металлических частей изделия. Также ею можно воспользоваться для такого материала как керамика, или для скрепления пластмасс. Тип аппарата будет зависеть от того, какой металл или неметалл вы будете сваривать и насколько прочным должен быть шов этого соединения.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Устройство и принцип работы сварочного аппарата
Основное действие, которое необходимо выполнить сварочному аппарату – это понизить напряжение, подающееся из сети до необходимого уровня. Для выполнения этого процесса поэтапно в устройстве выполняются следующие шаги:
- Изначально поступающий переменный ток из электросети выпрямляется;
- Далее выпрямленный, постоянный ток преобразуется в переменный с высокой частотой;
- Трансформатор понижает полученное высокочастотное напряжение до значений, применимых при сварке;
- С помощью выпрямителя получают постоянный пониженный ток.

Принцип работы аппарата будет зависеть от его устройства и наоборот, конструкции повлияет на то, как будет происходить процесс преобразования тока. Приведем в пример основные составляющие узлы инвертора:
- диод, принимающий входящий ток из сети;
- фильтр, который включает в себя конденсатор и дросселя. С помощью него осуществляется второй шаг — изменяется тип тока и его частота;
- трансформатор, увеличивает значения переменного тока;
- выпрямитель для завершающей стадии – получения постоянного тока;
- микропроцессор для управления и контроля всеми стадиями, происходящими в инверторе.
В конструкции некоторых сварочных аппаратов могут быть предусмотрены специальные датчики, которые следят за основными параметрами — значения напряжения и тока, также идет контроль изменения температуры. Если эти характеристики достигнут определенных максимальных значений, то сработает автоматическое отключение устройства.
Классификация
Область применения аппаратов определяется величиной тока сварки:
- До 150 А – бытовые электросварочные аппараты.
- До 250 А – полупрофессиональные.
- Более 250 А – профессиональные.

Для домашнего мастера электросварочный аппарат крайне необходим, поскольку постоянно возникает потребность в создании неразъемных соединений, когда нужно установить забор, отремонтировать размороженную водопроводную трубу, приварить петли к воротам или калитке, изготовить мангал и сделать многое другое. Услуги профессиональных сварщиков и купленные в магазине готовые изделия обходятся дорого. Целесообразно приобрести электросварочный аппарат и заготовки из металла, затраты на которые иногда сопоставимы с покупкой готовых изделий. Даже если они больше, особенно экономия почувствуется в дальнейшем, когда вся необходимая техника будет уже в наличии.
Самым простым сварочным прибором является мощный трансформатор, подключаемый непосредственно к сети. У него много недостатков: большой вес и габариты, существенное энергопотребление, сложность освоения процесса сварки. Но также есть и достоинства: неприхотливость, исключительная надежность, простота и дешевизна.
Неопытному сварщику трудно получить качественный шов из металла с применением трансформатора. Для правильной работы необходимо выработать специальные навыки. Работа на переменном токе создает трудности с удержанием стабильной сварочной дуги. Любителю сложно выбрать подходящий режим работы.
Какие бывают виды сварочных аппаратов
Класс устройства для сварки зависит от его цели использования и интенсивности выполняемых работ. В зависимости от области применения различают три основных класса аппаратов:
- Бытовые — эти агрегаты предназначены для домашнего использования, работ небольшого объема, с длительными перерывами между несколькими операциями. Такого типа аппараты подходят любителям и начинающим мастерам в сварке. Ток для сварки в пределах 120-200 Ампер.
- Профессиональные – обеспечиваю долгий беспрерывный режим работы в тяжелых условиях. Используется для качественной и надежной сварки. Чаще всего эксплуатируется работниками коммунальных служб для ремонта коммуникаций, труб и др. Сварочный ток в диапазоне от 200 до 300 А.
- Промышленные аппараты, применяются при больших масштабах работ и высоких требованиях к сварным швам. Благодаря своему устройству подходят для бесперебойного непрерывного использования. Значения сварочного тока составляют обычно 250-500 А.
 Сварочный ток в диапазоне от 200 до 300 А.
Сварочный ток в диапазоне от 200 до 300 А.Стоимость инверторов будет зависеть от их назначения и вида. Если вам необходимо выбрать сварочный аппарат для дачи, то, опираясь на приведенную выше классификацию, можно остановиться на первом или втором классе. Использовать для такой цели промышленный инвертор не стоит, он дорогой и громоздкий, в домашних условиях вы не сможете эксплуатировать его на всю мощность.
Ремонт сварочного инвертора своими руками
Оборудование сварщика не застраховано от сбоев. Отремонтировать электронную плату управления инвертора сможет далеко не каждый. Также перед тем, как приступать к ремонту, обязательно определить настоящую причину поломки. Бывает, что из строя выходят диодные мосты, транзисторы и другие микросхемы. Чтобы своими силами решить такую проблему, потребуются знания особенностей расположения элементов микросхемы.
Чтобы своими силами решить такую проблему, потребуются знания особенностей расположения элементов микросхемы.
Summary
Article Name
Сварочное оборудование — что это такое, виды оборудования для сварки, где применяется
Description
✅Виды сварочного оборудования ➜— ✅Сварочные выпрямители ➜— ✅Что выбрать: сварочный трансформатор или сварочный инвертор ➜— ✅Ремонт сварочного инвертора своими руками.
Author
Сарычев Александр Викторович — судебный строительно-технический эксперт, кандидат технических наук
Publisher Name
Википедия строительного инструмента
Publisher Logo
- Похожие записи
- Какие электроды лучше использовать для сварки
- Как выбрать сварочный полуавтомат: обзор всех параметров и видов оборудования
- Виды и типы сварочных аппаратов — Как выбрать сварочный аппарат для дома и дачи
« Предыдущая запись
На что следует обратить внимание при подборе сварочного аппарата
Сварочный аппарат может пригодиться вам для различных нужд дома или на дачном участке, например — приварить что-то в гараже или смастерить новые ворота. Освоить сварочный аппарат не составит большого труда. Основной совет при выборе такого типа оборудования – определиться с основной целью покупки. Будете ли вы работать им раз в месяц или каждый день, какой объем работы необходимо выполнять, и сваривать какой материал вы хотите –все это необходимо учесть, чтобы подобрать идеальное устройство по соотношению цены, качества и набора необходимых функций.
Освоить сварочный аппарат не составит большого труда. Основной совет при выборе такого типа оборудования – определиться с основной целью покупки. Будете ли вы работать им раз в месяц или каждый день, какой объем работы необходимо выполнять, и сваривать какой материал вы хотите –все это необходимо учесть, чтобы подобрать идеальное устройство по соотношению цены, качества и набора необходимых функций.
Типы сварочных аппаратов, применяемые для дома и дачи
Сейчас в промышленных и в домашних условиях зачастую работают на электрических сварочниках. Для бытового использования обычно выбирают модели, которые варят от сети в 220 В, имеются также домашние устройства, производящие электрическую дугу от 380 В. Одни из них работают на постоянном, а другие на переменном токе. Выделим основные виды аппаратов для домашнего использования:
- Сварочные трансформаторы. На выходе получают переменный ток. С одной стороны, такой аппарат недорогой и надежный, с несложной конструкцией, с другой — имеет ряд недостатков, из-за чего часто простаивает без дела. Нет возможности проводить точную регулировку выходного тока. При переменном токе постоянно меняется полярность, и дуга «двигается», за счет этого образуется большое количество искр, и без должного опыта мастера нет возможности получить ровный сварной шов. Со временем такой вид аппарата стал вытесняться с рынка более модернизированными моделями.
- Сварной выпрямитель. Основное различие от трансформатора – на выходе постоянный ток. Это достигнуто с помощью дополнительной детали – блока выпрямителя. Благодаря этому дуга более стабильна и лишена тех недостатков, которые есть у предыдущей модели. Хотя из-за большого веса и скачков напряжения при сварке выпрямитель все меньше используется в быту.
- Сварочные инверторы. Усовершенствованная модель, отлично подходит для использования на дачи или в гараже, не требует высокой квалификации сварщика. Такого типа аппараты появились в продаже сравнительно недавно, но благодаря большому спросу, они быстро стали развиваться, и за короткое время достаточно сильно эволюционировали, улучшив свои характеристики. Высокое качество, небольшая масса и приемлемая цена аппарата вот, что выгодно выделяет инверторы на рынке. Инструмент сделан таким образом, что получить хороший сварной шов будет легко и непрофессионалу. Стабильная электрическая дуга, которую свободно подается контролю, облегчает задачу неопытным сварщикам. Большой регулируемый диапазон напряжения позволяет работать с металлами различной толщины. Также очень важным является то, что при сварке инвертор не «садит» сеть.
- Автоматы или полуавтоматы для сварки. Этот тип будет относиться больше к профессиональным аппаратам, работа им проводится в среде защитных газов. Может понадобиться, если у вас возникнет необходимость сварки цветного металла, либо материала небольшой толщины. Чаще используется для ремонта кузовных машин. Блок автоматики регулирует процесс сварки, это облегчает работу с устройством. С помощью него вы без проблем получите идеальный ровный шов на тонких частях металла.
 Нет возможности проводить точную регулировку выходного тока. При переменном токе постоянно меняется полярность, и дуга «двигается», за счет этого образуется большое количество искр, и без должного опыта мастера нет возможности получить ровный сварной шов. Со временем такой вид аппарата стал вытесняться с рынка более модернизированными моделями.
Нет возможности проводить точную регулировку выходного тока. При переменном токе постоянно меняется полярность, и дуга «двигается», за счет этого образуется большое количество искр, и без должного опыта мастера нет возможности получить ровный сварной шов. Со временем такой вид аппарата стал вытесняться с рынка более модернизированными моделями. Высокое качество, небольшая масса и приемлемая цена аппарата вот, что выгодно выделяет инверторы на рынке. Инструмент сделан таким образом, что получить хороший сварной шов будет легко и непрофессионалу. Стабильная электрическая дуга, которую свободно подается контролю, облегчает задачу неопытным сварщикам. Большой регулируемый диапазон напряжения позволяет работать с металлами различной толщины. Также очень важным является то, что при сварке инвертор не «садит» сеть.
Высокое качество, небольшая масса и приемлемая цена аппарата вот, что выгодно выделяет инверторы на рынке. Инструмент сделан таким образом, что получить хороший сварной шов будет легко и непрофессионалу. Стабильная электрическая дуга, которую свободно подается контролю, облегчает задачу неопытным сварщикам. Большой регулируемый диапазон напряжения позволяет работать с металлами различной толщины. Также очень важным является то, что при сварке инвертор не «садит» сеть.В настоящее время большее распространение получили инверторы, они удобны в использование и выполняют все необходимые функции.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Основные характеристики, преимущества и недостатки сварочных инверторов
Если ваш выбор сварочного аппарата остановился на инверторе, то следует учитывать, что между собой модели могут различаться конструкцией и техническими параметрами. Чтобы понять, как выбрать инверторный сварочный аппарат, нужно рассмотреть его главные характеристики, на которые необходимо обратить особое внимание:
Чтобы понять, как выбрать инверторный сварочный аппарат, нужно рассмотреть его главные характеристики, на которые необходимо обратить особое внимание:
- Входное напряжение — нужно учитывать возможный диапазон потребляемой энергии;
- Мощность, предел этого параметра указывается в паспорте к прибору. Он показывает, при какой максимальной нагрузке аппарат будет работать стабильно и без отключений;
- Величина времени, при которой прибор может функционировать при самой большой силе тока;
- Тип сварки;
- Размер электродов – диаметр.
Большим плюсом будет являться также наличие дополнительных функций, таких как:
- Форсаж дуги – стабилизация, для улучшения качества сварного шва;
- Горячий старт – быстрое увеличение выходного тока в период начало работы, для упрощения зажигания дуги;
- Антиприлипание – при установлении короткого замыкания, происходит автоматическое отключение прибора;
- Напряжение разрыва – функция нужна для регулирования длины дуги, при необходимости создания вертикальных швов.

Также перед покупкой необходимо посмотреть, какая комплектация прибора может быть нужна именно для вашей работы, понять принцип действия и особенности управления устройством. Тщательный анализ поможет сделать правильный выбор. Плюсы использования инвертора для сварки:
- Малый вес — не более 12 кг, такой агрегат можно легко транспортировать;
- КПД аппарата достигает 90 %, он достаточно экономно расходует электроэнергию;
- Можно использовать для различных видов материала;
- Есть возможность применять любой вид электрода;
- Дополнительные функции существенно облегчают работу с ним, подходит даже новичкам в сварке;
- Приборы программируемые;
- Лучшее качество сварного шва.
Минусы сварочного инвертора:
- Большая стоимость прибора, если сравнивать с более простыми сварочными трансформаторами;
- Высокая цена поломки, ремонт может обойтись практически в половину стоимости самого устройства;
- Инвертор чувствителен к изменениям во внешней среде, на него влияет высокая влажность и низкая температура. Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.
 Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.
Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.Выбираем сварочный аппарат для бытовых условий эксплуатации
Для дома и дачи чаще всего подбирают агрегат, который сможет работать от обычной стандартной электросети в 220 вольт. Также необходимо узнать диапазон напряжения, при котором осуществляется сварки, лучшие условия будут то 180 до 240 В.
Далее при выборе лучше определиться, насколько мощный прибор вам нужен, от этого будет зависеть, какую силу тока получите на выходе. Для домашних условий сварки обычно хватает 200-250 ампер. Этого будет достаточно для тонких деталей толщиной до 0,06 см.
Продолжительность непрерывной работы будет определяться производительностью аппарата, которая выражается в процентах и указана в документах. Для домашних сварочных работ хватает около 20 минут, потом устройству необходимо остыть не менее чем полчаса.
От значения напряжения холостого хода зависит сложность зажигания дуги. Чем оно выше, тем легче начать работу. У инвертора, в отличие от трансформатора и выпрямителя, самое высокое холостое напряжение от 35 до 50 вольт.
Чем оно выше, тем легче начать работу. У инвертора, в отличие от трансформатора и выпрямителя, самое высокое холостое напряжение от 35 до 50 вольт.
На выбор также может повлиять компактность и портативность прибора, часто необходим такой вид агрегата, который было бы легко транспортировать из дома на дачу и наоборот. По этим параметрам отлично подходит инвертор.
Также перед покупкой стоит уточнить, при какой температуре можно эксплуатировать агрегат, есть ли необходимая защита от влаги и внешних загрязнений и можно ли использовать в качество питания генератор.
В настоящее время можно найти широкий ассортимент сварочных аппаратов различных классов и видов, как для любительской работы, так и для профессиональной.
Хорошими инвертором для начинающих сварщиков и для работы в быту являются приборы фирмы Интерскол. Производимые компанией сварочные аппараты обладают широким функционалом и отвечают самым высоким требования, они соединяют в себя отличное сочетание приемлемой цены и высокого качества.
Из чего состоит
В устройство инверторного сварочного аппарата кроме основных узлов входят блоки электроники, которые увеличивают функциональность агрегата. Главные элементы общей конструкции:
- выпрямители: сетевой, высокочастотный;
- конденсаторы фильтра;
- реле мягкого пуска;
- пусковой датчик;
- кулер;
- фильтр помеховый;
- трансформатор понижающий;
- блок управления;
- радиаторы.
Принцип действия работающих компонентов оборудования независимо от дополнительных электронных схем остается неизменным — преобразовывать входной ток в высокочастотный поток.
Основы работы сварочного инверторного агрегата
Может включаться в обыкновенную квартирную розетку или подключаться к автономным источникам питания. Работает инверторный сварочный аппарат от стандартной электросети с переменным напряжением в 220, 380 В.
Сетевой выпрямитель преобразует входящий переменный поток в постоянный. Это простая схема устройства силового блока. Затем электрическая энергия поступает в блок транзисторов, который выступает как основа агрегата, на выходе образуется переменный поток с увеличенной частотой до 50 кГц.
Затем электрическая энергия поступает в блок транзисторов, который выступает как основа агрегата, на выходе образуется переменный поток с увеличенной частотой до 50 кГц.
Следующий этап — проход энергии через преобразователь, где увеличивается показатель силы тока на 150–270 %. На электрод поступит уже ток высокой частоты напряжением 60–90 В при силе до 200 ампер.
В сварочных агрегатах необходимые характеристики для качественной сварки и розжига дуги достигаются через изменение напряжения.
Электронные приборы и датчики позволяют изменять параметры силы выходного тока вручную, определяя необходимое напряжение и силу для сварки.
Блок сварочного инвертора и выпрямители в схеме всегда устанавливаются на радиаторы. Электронный датчик температуры предохраняет блок от перегрева. При достижении температуры блоков 90 °С питание автоматически отключается.
Для установки в инверторные сварочные аппараты используют трансформаторы со следующими характеристиками:
- Первичная обмотка: до 100 витков ПЭВ толщиной 0,3 мм.
- Первая вторичная обмотка: 15 оборотов медной проволоки толщиной 1 мм.
- Вторая и третья вторичная обмотка: 20 витков медного провода диаметром 0,35 мм.
- Четыре слоя изоляции.

Устройство мягкого пуска представляет собой резистор высокой мощности. Он обеспечивает инвертору плавный запуск и стабилизирует мощный электрический импульс, который поступает на агрегат после включения.
Самые популярные виды
Все оборудование для сварки разделяется на две большие категории – для профессионального и бытового использования. Первые установки ориентированы на длительную безостановочную работу в условиях серийного производства, строительства и т. д. Они функционируют от сети 220В и 380В. Бытовые станции работают при напряжении 220В и применяются для частных целей. По принципу действия выделяют следующие категории аппаратов:
- трансформаторы;
- выпрямители;
- полуавтоматические;
- инверторные.
Трансформаторы
Представляют собой надежные сварочные агрегаты с простейшей конструкцией. Главным элементом системы выступает громоздкий понижающий трансформатор, выравнивающий напряжение в сети до параметров, необходимых для работы. Для изменения силы тока используются разные технологии, наиболее востребованная из которых – регулировка расстояния между первичной и вторичной обмотками.
Главным элементом системы выступает громоздкий понижающий трансформатор, выравнивающий напряжение в сети до параметров, необходимых для работы. Для изменения силы тока используются разные технологии, наиболее востребованная из которых – регулировка расстояния между первичной и вторичной обмотками.
Популярность трансформаторов переменного тока объяснима высоким КПД, доходящим до 90%. При этом определенное количество энергии затрачивается на нагревание самой установки. Чтобы охладить мощное устройство, к нему подключают вентиляторы, утяжеляющие общий вес конструкции. Чаще всего такие сварочные агрегаты АДД используют для нарезки, стыковочного или нахлестывающего соединения деталей из черных или цветных металлов.
Преимущества:
- Надежная и простая конструкция;
- Стабильное горение дуги;
- Возможность работы с разными металлами;
- Неприхотливость и долгий срок эксплуатации;
- Доступная стоимость (в 2 или 3 раза ниже инвертора).
Недостатки:
- Солидный вес и внушительные габариты;
- Повышенный расход электроэнергии;
- Необходимость постоянной поддержки дуги;
- Подходит только для профессиональных операторов.

Выпрямители
Поколение аппаратов для сварки, работающих по принципу преобразования переменного тока в постоянный. Сложная конструкция устройств дополнена блоком полупроводниковых кремниевых или селеновых вентилей, проводящих электроток в едином направлении. Такая особенность позволяет формировать стойкую и стабильную дугу без скачков и прерываний и, как следствие, ровные качественные швы.
Для улучшения характеристик выпрямители комплектуют дросселями для фильтрации и регулирования сварочного тока, а также измерительными, защитными и пускорегулирующими приборами. Чтобы обеспечить стабильность напряжения и температуры, в них также устанавливают ветровые реле, автоматику, плавкие предохранители, термостаты.
Преимущества:
- Для сварки цветных металлов, стали и чугуна;
- Минимальное разбрызгивание присадочных материалов;
- Компактная конструкция и небольшой вес;
- Устойчивая и стабильная дуга;
- Подходит для непрофессиональных операторов;
- Высокий КПД.

Недостатки:
- Не может подключаться к бытовой электросети;
- Сложная конструкция, требующая непрерывного охлаждения;
- Чувствительность к перепадам напряжения и замыканиям;
- Высокая стоимость, доступная не каждому.
Полуавтоматы
Сварочные агрегаты передвижного или стационарного типа, работающие на основе импульсивного или постоянного тока, с использованием защитных газов или флюсовой проволоки диаметром 0,6-0,8 мм. Отличаются сложным конструктивным исполнением, высокой продуктивностью и легким управлением. Компактные установки с небольшим весом востребованы для работ по сварке алюминия, стали и других металлов.
Процесс соединения деталей регулируется исходя из того, какая проволока или газ применяются для стыковки. Определяющими параметрами являются сила индуцируемого тока и скорость подачи присадочной проволоки. Чаще всего полуавтоматические агрегаты для сварки используются в автосервисе, поскольку гарантируют высокую прочность стыков и исключают образование флюсовой окалины.
Преимущества:
- Высокая производительность и качество создаваемых швов;
- Солидный выбор стыкуемых металлов;
- Возможность соединения тонколистового профиля;
- Широкий диапазон настроек и регулировки.
Недостатки:
- Затрудненность работы в условиях улицы из-за ветра;
- Стационарность – для подключения необходима трехфазная сеть;
- Сложная конструкция, дорогостоящие расходники и высокая стоимость.
Инверторы
Самый современный и технически продвинутый вид сварочных агрегатов, который появился сравнительно недавно и уже завоевал огромную популярность. Оборудование характеризуется повышенной частотой, позволяющей добиться высокой точности соединений, эргономичными габаритами и массой, которая в 3-6 раз меньше трансформаторных аналогов.
Высокотехнологичный сварочный аппарат класса инвертор легко выдерживает скачки напряжения до 270В. Большое количество схем управления, контроля и защиты обеспечивают высокий КПД, универсальность применения и электрическую безопасность. Установка формирует стабильно стойкую дугу с минимальным количеством брызг из металла и, как результат, ровные, аккуратные и точные швы высокого качества.
Установка формирует стабильно стойкую дугу с минимальным количеством брызг из металла и, как результат, ровные, аккуратные и точные швы высокого качества.
Преимущества:
- Высокая экономичность – до 95% энергии тратится непосредственно на сваривание;
- Широкий диапазон параметров тока, позволяющий использовать разные электроды;
- Максимальная стабильность процесса, гарантированная микропроцессорным управлением;
- Возможность продолжительной и беспрерывной работы.
Недостатки:
- Дорогая начальная стоимость, сервисное обслуживание и ремонт;
- Возможность хранения только в пространствах с низкой влажностью и определенным температурным режимом;
- Необходимость постоянного очищения или продувания воздухом, чтобы исключить замыкание по причине засорения пылью.
Характеристики сварочных трансформаторов
Трансформатор содержит первичную и вторичную понижающую обмотки. Первая подключается к сети, а вторая используется для сварки. Напряжение на ней составляет 30-60 В. Сварка 220 вольт подходит для бытового применения, а для промышленного часто используют модели с трехфазным питанием на 380 В. Подключение производится через автомат по отдельной линии.
Напряжение на ней составляет 30-60 В. Сварка 220 вольт подходит для бытового применения, а для промышленного часто используют модели с трехфазным питанием на 380 В. Подключение производится через автомат по отдельной линии.
Выбор агрегата производится по следующим характеристикам.
- Пределы регулирования тока сварки. Возможность изменения мощности означает, что можно подбирать удобные режимы работы и менять диаметр электродов. Чем выше максимальный ток, тем больший размер электрода можно применять.
- Диаметр электрода. Для бытового использования достаточно 3 мм, а для повышения производительности процесса сварки в цеху или мастерской он должен быть 4-8 мм (ток от 120 до 400 А). Если сила тока ниже, чем требуется, качество шва будет низкое.
- Напряжение сети. Для бытового использования выбираются трансформаторы на 220 В. Промышленные модели могут работать от трехфазной сети. Выпускаются устройства, которые можно подключать для обоих типов питания.
- Сварочный ток. От его максимальной величины зависит, какие электроды можно использовать, а также возможность резки металла. Параметр всегда указывается на маркировке. Для бытового использования выбираются модели трансформаторов с номинальным током 160-200 А.
- Номинальное рабочее напряжение. От величины напряжения на выходной обмотке зависит, какой толщины металл можно сваривать.
- Режим работы или продолжительность включения обозначает, какую часть времени трансформатор находится в режиме сварки. Мощные агрегаты могут быть включены в течение целой смены (100%), а для бытового применения достаточно 40%. Если выйти за установленные рамки, устройство перегревается и может быть повреждено.
- КПД трансформатора означает соотношение между выходной мощностью при сварке и потребляемой. Максимальный КПД составляет около 80%. Если он ниже, следует поискать другую модель.
- Напряжение холостого хода облегчает появление электрической дуги по мере его увеличения. Порог безопасности для оператора составляет 80 В при переменном токе и 100 В – при постоянном.
 От его максимальной величины зависит, какие электроды можно использовать, а также возможность резки металла. Параметр всегда указывается на маркировке. Для бытового использования выбираются модели трансформаторов с номинальным током 160-200 А.
От его максимальной величины зависит, какие электроды можно использовать, а также возможность резки металла. Параметр всегда указывается на маркировке. Для бытового использования выбираются модели трансформаторов с номинальным током 160-200 А.
Электросварочный аппарат трансформаторного типа
Профессиональный сварочный аппарат простого типа. Громоздок из-за объёма и веса понижающего трансформатора, меняющего напряжение до рабочего оптимума, необходимости принудительного охлаждения установки. Сила тока регулируется изменением расстояния между подвижной и стационарной обмотками либо балластным реостатом.
Выгоды использования:
- КПД трансформаторов в пределах 90%.
- Конструктивная простота, редкость отказов.
- Простота обслуживания, длительная эксплуатация.
- Относительная дешевизна в сравнении с другими.
Минусы:
- Потребность в сварщиках высокой квалификации.
- Стабильность дуги ниже в сравнении с инвертором.
- Габариты и масса.
Сварочные выпрямители
Устройства позволяют создать стабильную электрическую дугу в процессе работы. Дополнительно к трансформатору сварочный выпрямитель содержит на выходе кремниевые или селеновые блоки, обеспечивающие подачу на сварочные стержни постоянного тока.
Новичку значительно легче освоить сварку на постоянном токе. Кроме того, можно сваривать чугун, теплоустойчивые сплавы и цветные металлы.
Электросварочные аппараты имеют недостатки: высокую стоимость, чувствительность к короткому замыканию и скачкам сетевого напряжения, а также потерю мощности при работе. Несмотря на это, устройствами пользуются как любители, так и профессионалы.
Сварочный выпрямитель неприхотлив в обслуживании, но требует соблюдения следующих мер:
- проверка исправности и надежности соединения контактов;
- недопущение попадания влаги снаружи и внутри;
- продувка сжатым воздухом для удаления пыли.
характеристики сварочного аппарата по оптовой цене Local After-Sales Service
Магазин для характеристики сварочного аппарата. на Alibaba.com, чтобы заполнить производственный цех и сохранить высокую эффективность. Доступно множество различных типов для создания чего угодно, от помады до порошковой косметики. Покупка характеристики сварочного аппарата. а поддержание быстрого движения производственной линии с помощью автоматизации также поможет снизить затраты на рабочую силу. Быстро и дешево производите безопасные и красочные продукты, создавая при этом целый бренд. Некоторые устройства можно даже перепрофилировать для производства продуктов питания или лекарств.
Покупка характеристики сварочного аппарата. а поддержание быстрого движения производственной линии с помощью автоматизации также поможет снизить затраты на рабочую силу. Быстро и дешево производите безопасные и красочные продукты, создавая при этом целый бренд. Некоторые устройства можно даже перепрофилировать для производства продуктов питания или лекарств.Разное характеристики сварочного аппарата. можно найти, в том числе машины, которые могут заполнять тюбики для губной помады. Другие модели могут производить различные типы кремов или смешивать и вдавливать порошок в тени для век. Большинство проектов построено с использованием простых элементов управления, которые легко освоить работникам. Благодаря прочным деталям из нержавеющей стали каждая машина может работать долгое время без необходимости в чрезмерном ремонте и техническом обслуживании.
Получить характеристики сварочного аппарата. на Alibaba.com и просмотрите множество поставщиков с отличными вариантами обслуживания клиентов. Выбирайте между различными требованиями к питанию, чтобы поддерживать потребление энергии в разумных пределах. Имея на выбор различный вес и дизайн, легко найти модель, которая без проблем впишется в предполагаемое помещение. Некоторые поставщики предлагают несколько машин в комплекте, что позволяет сразу же создать полноразмерную производственную линию.
Выбирайте между различными требованиями к питанию, чтобы поддерживать потребление энергии в разумных пределах. Имея на выбор различный вес и дизайн, легко найти модель, которая без проблем впишется в предполагаемое помещение. Некоторые поставщики предлагают несколько машин в комплекте, что позволяет сразу же создать полноразмерную производственную линию.
С отличным характеристики сварочного аппарата. указывает на Alibaba.com, компании могут придерживаться бюджета при создании всех видов качественной косметики и косметических товаров. Найдите разные модели, которые можно настроить для работы любого размера. Просмотрите характеристики сварочного аппарата. и найдите именно ту машину, которая нужна покупателям.
ПН и ПВ сварочных аппаратов
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
- Чередующийся;
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
В данном случае применяется понятие продолжительности нагрузки (ПН)
- Повторно-кратковременный
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 оС. Два этих параметра позволяют получить данные с едиными исходными условиями.
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%. По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40 оС. Если температуру в термокамере понизить до (20 -25) оС , то ПН вырастет в 2 раза и составит 80%. То есть инвертор с реальным ПН 40% при температуре 20оС сможет простоять под нагрузкой более 8 мин. И при этом не перегреться. Этим «финтом» , кстати, часто пользуются недобросовестные производители сварочного оборудования. Указывая ПН при 20 оС или для 5-минутного цикла испытания можно получить гораздо более красивые цифры никак не меняя при этом реальный режим работы инвертора. Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
На просторах интернета есть множество роликов, где их авторы пытаются продемонстрировать высокую продолжительность нагрузки сварочного оборудования. Аппараты нагружают максимальным током и на протяжении 10 – 20 мин. жгут четырехмиллиметровые электроды. Блогеры доказывают, что испытуемые аппараты вместо ПН 60% ( 6 мин непрерывной работы) могут работать 10 -15мин и более. Значит, по их мнению, аппарат, который они испытывают, обладает ПН100%. Это не так хотя бы потому, что испытания проводятся при комнатной температуре. А иногда и попросту в снегу.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%. Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
Источник: Aurora Online Channel
Сварочный аппарат, Производители сварочных аппаратов, Сварочный аппарат MIG
V-I Характеристики сварочного аппарата
Средства для различных сварочных установок с различными V-I характеристиками. Он показывает взаимосвязь между напряжением дуги и током дуги. Во время сварочной дуги длина между кончиком электрода и заготовкой определяет сопротивление дуги и, следовательно, падение потенциала на дуге.Другими словами, длина дуги определяет напряжение дуги больше, чем длина дуги выше напряжения дуги, и именно это напряжение позволяет протекать определенному току в соответствии с характеристиками сварочной установки (агрегата).
В основном существует три типа характеристик:
- Характеристики спада (или постоянный ток)
- Плоское (или постоянное напряжение)
- Тип повышения напряжения
Все наше внимание будет сосредоточено только на характеристиках падающего типа, поскольку он используется в основном в установках для дуговой сварки, как переменного, так и постоянного тока.
1. Падающий тип (постоянный ток): Падающая характеристика V-I используется на сварочных аппаратах постоянного тока. Когда дуга зажигается в аппарате для дуговой сварки (сварочном аппарате GMAW), электрод, по существу, находится в состоянии короткого замыкания, что немедленно потребовало бы внезапного тока, иначе машина спроектирована таким образом, чтобы предотвратить это. Машина постоянного тока разработана таким образом, чтобы свести к минимуму эти внезапные скачки напряжения.
Поскольку мы знаем, что установка для ручной дуговой сварки металла имеет падающие характеристики V-I.Падение означает, что напряжение на клеммах сварочного аппарата уменьшается по мере увеличения сварочного тока. В аппарате для дуговой сварки (сварка ММА) длина дуги (зазор между заготовкой и электродом), от более короткой дуги B до более длинной дуги A, имеет заметное изменение (K) в напряжении, но соответствующее изменение (c) в ток очень маленький.
Характеристика Drooping VI применима для сварочных аппаратов как переменного, так и постоянного тока, которые используются для сварочных аппаратов SMAW, сварочных аппаратов TIG, аппаратов для дуговой сварки под флюсом (сварочных аппаратов под флюсом), аппаратов для плазменной дуговой сварки и аппаратов для ручной дуговой сварки MMA. , напряжение во время сварки примерно 30-40 В.
, напряжение во время сварки примерно 30-40 В.
2 . Плоское или постоянное напряжение Характеристики типа используются с полуавтоматическим сварочным аппаратом MIG и другими автоматическими сварочными аппаратами.
3 . Характеристики типа нарастающего напряжения используются с полностью автоматическим сварочным аппаратом.
a) Напряжение холостого хода обычно составляет от 70 до 80 вольт.
b) Система для регулировки сварочного тока обычно находится в секции переменного тока аппарата перед выпрямителями. Регулирование тока основано на принципе переменной индуктивности или импеданса. Различные методы изменения импеданса для регулирования тока:
а) Подвижный шунт
b) Реактор с отводом
c) Подвижная катушка
d) Реактор насыщения
e) Подвижная активная зона реактора
В сварочной цепи поток тока регулируется индуктором на линии между электродом и трансформатором, ток можно изменять, изменяя индуктивность. Для управления током во время сварки необходимо средство изменения этой индуктивности.
Для управления током во время сварки необходимо средство изменения этой индуктивности.
а) Реактор отводного типа
b) Реактор с подвижной активной зоной
c) Реактор насыщающего типа
Резюме
Название статьи
Вольт-амперные характеристики сварочного аппарата
Автор
Рамакант Шарма
Описание
VI характеристики сварочного аппарата оказывает большое влияние на процесс сварки, так как в различных процессах сварки используются сварочные установки с разные ВИ характеристики.
Сварка: значение, характеристики и конструкция | Отрасли
В этой статье мы обсудим: 1. Значение сварки 2. Преимущества сварки перед другими соединениями 3. Сварочное излучение 4. Свариваемость металлов 5. Этапы выполнения сварки 6. Характеристики 7. Зона термического влияния (ЗТВ) в Сварка 8. Последние тенденции 9. Дизайн 10. Контроль качества 11. Проверка окончательных сварных швов и некоторые другие.
Комплектация:
- Значение сварки
- Преимущества сварки перед другими соединениями
- Сварочное излучение
- Свариваемость металлов
- Этапы выполнения сварки
- Характеристики процесса сварки
- Зона термического влияния (ЗТВ) при сварке
- Последние тенденции в области сварки
- Конструкция для сварки
- Контроль качества сварки
- Проверка окончательных сварных швов
- Сварка и области ее применения
- Компьютеризация технологии сварки
- Здоровье и безопасность при сварке
- Аттестация процедур сварки, производительности сварщиков и расходных материалов для сварки
1. Значение
Значение
Термин «сварка» используется для обозначения широкого спектра методов склеивания. В широком смысле процесс сварки можно разделить на сварку плавлением и сварку в твердой фазе.
Сварка плавлением — это процесс соединения двух металлических частей с применением тепла. Две соединяемые детали соединяются вместе, нагреваются, часто с добавлением присадочного металла, пока они не расплавятся и не затвердеют при охлаждении.
Тепло может выделяться несколькими способами, а именно.сжигание топливного газа с кислородом (кислородно-ацетиленовая газовая сварка), электрическая дуга, электрический нагрев сопротивлением, плазменная дуга, электронные лучи, лазерный луч и т. д. Наряду с применением тепла в некоторых случаях также применяется давление для лучшего действия. присоединения.
Для дополнительной прочности иногда также используется наполнитель. Это очень древнее искусство, и оно началось с соединения металлов путем нагревания их до очень высокой температуры (достаточной для образования сцепления) и последующего ковки.
Различные способы приложения давления для осуществления сварки: удар молотком и прокатка. При сварке без приложения давления металлы переводятся в жидкое состояние и соединяются каким-либо присадочным материалом.
Сварные швы в твердой фазе производятся путем тесного контакта чистых поверхностей компонентов для получения металлической связи с применением тепла или без него, но приложение давления необходимо для индукции пластического течения.
В настоящее время разработаны многие процессы сварки, и, вероятно, нет ни одной отрасли, которая не использует процесс сварки при изготовлении своей продукции в той или иной форме.Это самый быстрый и простой способ изготовления и сборки металлических деталей.
Исследования, проведенные в этой области, дали различные способы и методы сварки практически всех металлов. Были также найдены способы сварки разнородных металлов. Одна из прелестей сварки по сравнению с другими процессами соединения металлов заключается в том, что с помощью этого процесса мы можем получить более 100% прочности соединения, и это очень простой процесс.
Мы будем иметь дело со всеми различными процессами сварки, используемыми в наши дни, оборудованием, используемым для каждого процесса, способами подготовки соединения и различными необходимыми операциями.
В настоящее время сварка широко используется в следующих областях:
и. Автомобильная промышленность,
ii. Рамы авиационных машин,
iii. Строительные работы,
iv. Танки,
v. Ремонт машин,
VI. Судостроение, изготовление трубопроводов для тепловых электростанций и нефтеперерабатывающих заводов,
VII. Изготовление металлоконструкций.
В настоящее время существует большая конкуренция между процессами сварки и литья.
В настоящее время многие литые изделия изготавливаются путем сварки различных деталей. Преимущество такой конструкции в том, что изделия легче и прочнее. Газовая резка – еще одна область применения сварочного процесса, играющая очень важную роль в промышленности.
2. Преимущества сварки перед другими соединениями
:и. Здания, мосты и сооружения можно строить легче и, следовательно, выше за счет уменьшения веса.
ii. Они дешевы также из-за снижения веса и стоимости материалов. Дополнительную прочность соединения можно получить, используя элементы конструкции значительно меньшего размера. Соединения компактны и не требуют дополнительных пластин, как в случае заклепочных соединений.
iii. Сварные соединения обладают более высокой коррозионной стойкостью по сравнению с болтовыми и заклепочными соединениями.
iv. Сварные соединения герметичны для резервуаров и сосудов.
v. Сварные конструкции можно легко и экономично модифицировать.
VI. В сварных соединениях возможно множество различных типов соединений.
3. Сварочное излучение
: Сварка производит лучи с большей длиной волны по сравнению с рентгеновскими лучами или гамма-лучами. Их можно разделить на лучи видимого света, инфракрасные лучи и ультрафиолетовые лучи. Испускаемые видимые световые лучи могут вызвать напряжение глаз и общий дискомфорт.
Их можно разделить на лучи видимого света, инфракрасные лучи и ультрафиолетовые лучи. Испускаемые видимые световые лучи могут вызвать напряжение глаз и общий дискомфорт.
Ультрафиолетовые лучи невидимы и могут вызвать ожоги на незащищенной коже.Инфракрасные лучи имеют более длинную длину волны, и они производят тепло, когда они ударяются о поверхность и поглощаются ею. Длительное воздействие может вызвать ожоги кожи.
Защита сварщиков :
Сварщики должны защищать себя от искр, горячего металла, ультрафиолетовых, инфракрасных и видимых световых лучей, сварочного дыма и других опасностей. Сварщик должен носить куртку или рукава сварщика из кожи или джинсовой ткани, кожаные леггинсы, кожаные сварочные перчатки, плотно прилегающие к рукавам куртки, и сапоги с высоким голенищем.Одежда должна сидеть достаточно плотно, чтобы на открытые участки кожи не попадали искры или ультрафиолетовые лучи. Необходимо носить защитные очки или очки с защитными линзами и боковыми щитками.
Сварные соединения :
Тип соединения определяется относительным положением двух соединяемых деталей. Существует около пяти основных типов соединений, наиболее часто используемых в сварочных процессах. К ним относятся стыковые соединения, соединения внахлестку, Т-образные соединения, угловые соединения и краевые соединения.
Последние четыре типа также называются угловыми швами. Обычно подготовка кромок не требуется, поэтому их производство дешевле, чем сварка встык. На рис. 9.8 (а) показаны различные типы угловых швов, а на рис. 9.9 (б) показана терминология, используемая для угловых швов.
Угловые сварные швы не требуют подготовки кромок. Можно отметить, что одиночный угловой шов достаточно прочный, так как сплавление происходит по всей толщине листа.
Сварные детали:
Рис.9.9 (а) и 9.9 (б) показаны все части сварного шва и используемая терминология.
Символ сварки:
Согласно Американскому обществу сварщиков (AWS), стандартное обозначение сварки и важные особенности обозначения сварки показаны на рис. 9.10. Он указывает тип и спецификацию сварного шва.
9.10. Он указывает тип и спецификацию сварного шва.
Основные обозначения сварных швов для различных типов сварных швов:
Рис.9.11 (b) ниже показано, как использовать эти символы сварки.
4. Свариваемость металлов
:Термин «свариваемость» был определен Американским обществом сварщиков как «способность металла быть сваренным в условиях изготовления, приложенных к конкретной, соответствующим образом спроектированной конструкции, и удовлетворительно работать в предполагаемых условиях эксплуатации» .
Это означает, что если конкретный металл обладает хорошей свариваемостью, он должен легко поддаваться сварке, чтобы удовлетворительно работать в изготовленной конструкции, а также не должен требовать дорогостоящих или сложных и требовательных процедур для получения прочных соединений.
Существуют определенные сходства и различия между различными процессами сварки в зависимости от свариваемости металлов. Свариваемость любого металла может быть изменена физическими, химическими, термическими и металлургическими свойствами, т. Е. Использованием надлежащей технологии сварки, защитной атмосферы, флюса, присадочного материала и, в некоторых случаях, соответствующей термической обработкой металла до и после наплавки.
Свариваемость любого металла может быть изменена физическими, химическими, термическими и металлургическими свойствами, т. Е. Использованием надлежащей технологии сварки, защитной атмосферы, флюса, присадочного материала и, в некоторых случаях, соответствующей термической обработкой металла до и после наплавки.
Следующие металлы имеют хорошую свариваемость в порядке убывания:
а.Железо,
г. Углеродистая сталь,
г. Литая сталь,
г. Чугун,
e. Низколегированные стали и
ф. Нержавеющие стали.
5. Этапы выполнения сварки
:и. Идентификация сварных швов, тип соединения, расчет площади сварного шва по анализу напряжений, подготовка чертежа с указанием всех важных особенностей.
ii. Выбор подходящего процесса сварки в зависимости от наличия оборудования, квалификации персонала, металлургических требований и требований к качеству, наличия времени и общей экономии.
iii. Процедура сварки, т.е. последовательность сварки (резка, очистка пластин, подготовка кромок и т. д.), использование шаблонов и приспособлений, монтажная сборка, планирование процесса, методы испытаний и т. д.
iv. Выполнение сварочных работ с надлежащим контролем и контролем на всех этапах.
v. Удаление шлака, зачистка сварных швов.
VI. Снятие стресса правильным лечением.
VII. Контроль, предпочтительно неразрушающими методами на размерный, металлургический, дефектоскопию и т.д.
viii. Улучшения на будущее, основанные на отзывах существующих систем, чтобы избежать дефектов.
6. Характеристики процесса сварки
:а. Скорость осаждения:
Масса отложенного металла (кг) за определенный период времени (час).
б. Эффективность наплавки (также называемая эффективностью электрода при дуговой сварке):
Это отношение веса осаждения к весу плавления. Она составляет порядка 60—75 % при дуговой сварке в защитных газах, 85—90 % при дуговой сварке порошковой проволокой, 90—95 % при дуговой сварке металлическим электродом в среде защитного газа, 90—100 % при сварке вольфрамовым электродом в среде защитного газа и около 95 % при дуговой сварке. дуговая сварка под флюсом.
Она составляет порядка 60—75 % при дуговой сварке в защитных газах, 85—90 % при дуговой сварке порошковой проволокой, 90—95 % при дуговой сварке металлическим электродом в среде защитного газа, 90—100 % при сварке вольфрамовым электродом в среде защитного газа и около 95 % при дуговой сварке. дуговая сварка под флюсом.
в. Коэффициент эксплуатации:
Это отношение общего фактического времени сварки ко времени, которое оператор тратит на выполнение сварки. Для дуговой сварки металлическим электродом в защитных газах и сварки вольфрамовым электродом в среде защитного газа она составляет порядка 20—30 %, для дуговой сварки в среде защитного газа (ручной) — 50 %, для автоматической дуговой сварки металлическим электродом и сварки под флюсом — 100 %.
д. Проникновение:
Это важная характеристика сварки плавлением, представляющая собой отношение ширины сварного шва к его глубине. Он составляет порядка 1,25 для дуговой сварки в среде защитного газа, 2,5 для дуговой сварки в защитных газах, 5 для плазменной дуговой сварки и 15 для электронно-лучевой сварки.
Сварочный процесс с большей проникающей способностью требует узкой канавки, меньшей зоны термического влияния и деформации, а также меньшего расхода присадочного металла.
эл. Скорость сварки:
Скорость, с которой движется электрод или происходит осаждение.
ф. Потребление тепла:
Выражается как:
Он составляет порядка 0,1—0,6 для электронно-лучевой сварки и лазерной сварки, 0,3—1,5 для дуговой сварки вольфрамовым электродом в среде защитного газа, 0,5—3 для дуговой сварки в среде защитного газа и дуговой сварки в защитных газах, 1—10 для дуговой сварки под флюсом и 5—50 для электрошлаковой сварки.
г. Плотность мощности:
Тепловая интенсивность, выраженная в Вт/м 2 . Проплавление сварного шва пропорционально плотности мощности.
Порядка от 5 x 10 6 до 5 x 10 8 Вт/м 2 для дуговой сварки в защитных газах и дуговой сварки в среде защитного газа, 5 x 10 6 — 5 x 10 10 Вт/м 2 для плазменной сварки, от 10 10 до 10 12 Вт/м 2 для процессов электронно-лучевой и лазерной сварки.
7. Зона термического влияния (ЗТВ) при сварке:
ЗТВ стали представляет собой область, нагретую от температуры AC 1 до температуры чуть ниже температуры плавления. При сварке плавлением материал вблизи сварного шва испытывает большие термические колебания.
Некоторые металлургические изменения в ЗТВ имеют место. Это могут быть основные фазовые изменения матрицы или процесс осаждения. Даже в материалах, не демонстрирующих фазового перехода или осаждения во время сварки, может происходить рекристаллизация и рост зерен.
ЗТВ играет важную роль в определении холодного растрескивания сварного шва, ударной вязкости, водородного охрупчивания, коррозионного растрескивания под напряжением и т. д. в суровых условиях эксплуатации. Поэтому желательно детальное изучение ЗТВ.
Ширину ЗТВ можно оценить по пиковым температурам, полученным экспериментально в дискретных точках от осевой линии сварного шва. Изменение микроструктуры в разных зонах сварки можно проследить по фото-макро- и микрофотографиям.
Термические циклы, связанные с дуговой сваркой и сваркой под флюсом, создают зону термического влияния (ЗТВ). Наблюдались отдельные случаи растрескивания при повторном нагреве в этих зонах. Таким образом, считается, что они наносят ущерб целостности компонента.
Тем не менее, с улучшенными основными металлами и методами сварки (низкое тепловложение 20 кДж/см, малый угол атаки, большое перекрытие и использование технологии отпускных валиков на сварной башмаке) можно обеспечить преобладающую мелкозернистую микроструктуру в стыковом шве ЗТВ.Эта тонкая структура под жесткой закалкой термического цикла сварки и отпуском послесварочной термообработки (PWHT) достигает высокого уровня ударной вязкости.
8. Последние тенденции в области сварки:
Разрабатывается модель процесса дуговой сварки металлическим газом, которая будет связывать геометрию сварочной ванны с током, напряжением, скоростью подачи проволоки и скоростью сварки. Разрабатывается электронно-оптическая камера с лазерным усилением, обеспечивающая изображение сварочной ванны и электродной проволоки с почти полным подавлением света дуги.
Разрабатывается ультразвуковой преобразователь, который будет размещен рядом со сварочной горелкой для обеспечения прямых измерений плавления боковых стенок и проникновения в сварочную ванну. Он также будет обнаруживать пористость, несплавление и трещины в сварных швах по принципу «проход за проходом».
9. Конструкция для сварки:
Для получения наилучших результатов при проектировании сварки любого соединения необходимо учитывать следующие моменты.
1.Поверхности, которые должны быть соединены с помощью любого процесса сварки, должны быть достаточно чистыми, чтобы можно было соприкасаться с чистыми металлическими поверхностями.
2. Флюсы следует применять при сварке всех видов металлов, кроме низкоуглеродистой стали, чтобы образовавшийся при нагреве оксид растворялся и можно было получить прочные сварные соединения.
3. Выбор сварных соединений должен быть таким, чтобы удовлетворять требованиям конструкции, стоимости и практичности сварки.
Конечно, лучший сустав тот, который наименее дорог и удовлетворяет следующим требованиям:
(а) Интенсивность нагрузки и ее характеристики i.е. создается ли нагрузка растяжением, сжатием или их комбинацией, и в какой степени играют роль изгибающие, усталостные или ударные напряжения.
(b) Эффект коробления при охлаждении и простота сварки, оба из которых влияют на внешний вид соединения.
(c) Стоимость подготовки стыка и фактическая стоимость сварки.
(d) Требуемое мастерство и тип навыков.
4. При условии, что физические свойства металла сварного шва равны или превосходят свойства основного металла, что обычно верно, правильно выполненные сварные швы с разделкой кромок не должны быть усилены за пределы минимальной глубины горловины.
5. Объем сварки, указанный для сварной конструкции, должен быть минимальным, т. е. соответствовать допустимым напряжениям в составных частях, таких как основной металл, болты и другие крепежные детали.
6. Поскольку сварка в горизонтальном положении, как правило, выполняется быстрее и вызывает меньшую усталость, чем сварка в других положениях, во время сварки конструкция должна быть сконструирована или расположена соответствующим образом, если это практически возможно.
7. Все сварные швы должны быть легко доступны для облегчения изготовления, испытаний и ремонта с минимальным вмешательством.
10. Контроль качества сварки:
Для успешной сварки соединений большего внимания заслуживает контроль качества. Руководство по контролю качества, подробно описывающее каждый этап контроля качества до, во время и после изготовления изделия, должно быть подготовлено для обеспечения того, чтобы не было сокращений, а для получения качественных сварных швов использовались надлежащее оборудование и методы.
Инспектор по сварке должен позаботиться о следующих моментах:
и.Убедитесь, что вся работа выполняется в соответствии с применимыми нормами или стандартами и что не допускаются никакие отклонения.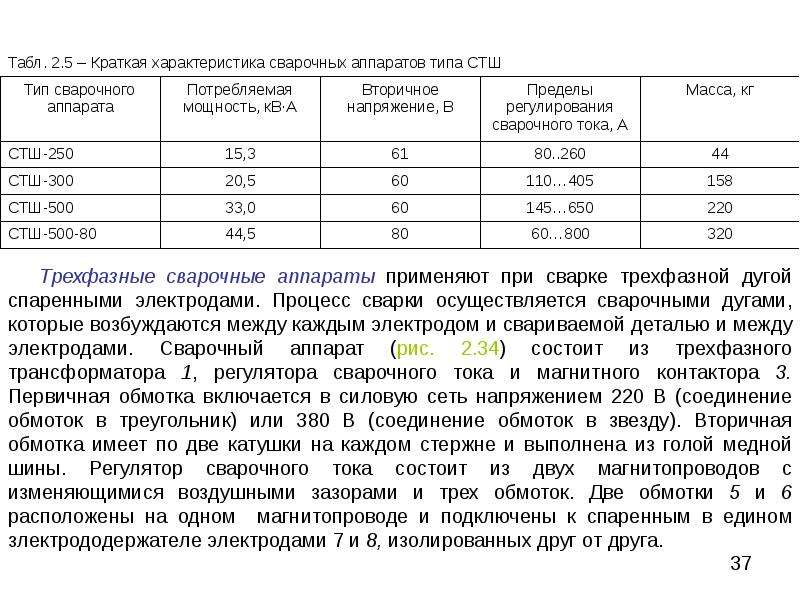
ii. Убедитесь, что основные металлы и присадочные металлы (электроды, проволока и т. д.) соответствуют техническим условиям и находятся в надлежащем состоянии.
iii. Убедитесь, что сварочные машины и оборудование находятся в подходящем состоянии для получения приемлемых сварных швов.
iv. Убедитесь, что сварщики имеют достаточный опыт и квалификацию для выполнения работы.
v. Убедитесь, что подготовка соединения и подгонка соответствуют указанным на чертежах и находятся в пределах допусков.
VI. Осмотрите, оцените и отметьте все сварные соединения с минимальным визуальным осмотром.
VII. Обзор и оценка разрушающих и неразрушающих испытаний.
viii. Убедитесь, что сварщики используют указанные методы для определенных приложений, позиций или электродов.
ix. Ведение необходимых записей и отчетов.
11. Проверка окончательных сварных швов:
Необходимо проверить следующие элементы:
а. Для угловых швов:
Для угловых швов:
и. Длина голени (разница длины голени на равнобедренных галтелях не должна превышать 3 мм).
ii. Выпуклость вершины шва (обычно допускается выпуклость заподлицо до 2,5 мм).
iii. Длина шва.
б. Для разделочных швов:
и. Провар в корне для полного сплавления (у корня не должно быть видно ни заводской, ни несплавленной кромки).
ii. Выпуклость вершины шва (обычно допускается 3 мм).Кроме того, как угловые швы, так и швы разделки должны быть проверены на наличие следующих дефектов сварки.
iii. Трещины — подрез — чрезмерное разбрызгивание — пористость — недолив.
Дефекты сварных швов оцениваются по следующим трем определяющим факторам: тип (шлаковые включения, трещины и т. д.), размер (небольшие шлаковые включения до 2 мм допускаются, но исключаются сверх этого) и расположение (несплошности на углах или концах сварных швов являются серьезными ).
12. Сварка и области ее применения:
Первоначально экономическое значение сварки осознавалось в основном для ремонта и утилизации всех видов изношенного и поврежденного металлического оборудования и деталей.
Экономия и улучшения, вызванные новейшими технологиями резки и сварки, сделали их выдающимся инструментом для производства, строительства и технического обслуживания.
Некоторые из его приложений перечислены ниже:
я. Замена литья:
Большое разнообразие деталей машин, которые изготавливались методом литья, в настоящее время проектируются и изготавливаются сварными. Основание, рамы и кронштейны машин изготовлены из стандартных стальных профилей и листов проката и соединены одним из способов сварки.
ii. Замена заклепок и болтов:
Сварка с каждым днем приобретает все большее значение в соединении металлов, так как она обеспечивает быстрое и надежное соединение, и в то же время соединяемая конструкция имеет меньший вес.
III. Сварка как единственный способ изготовления:
Сварка является единственным решением в тех случаях, когда оборудование должно быть изготовлено из стальных листов, толщина которых больше, чем у тех, которые соединяются с помощью заклепок и чеканки.
Практическое применение сварки в производстве, строительстве и техническом обслуживании:
Сварка успешно применяется в авиационной промышленности при строительстве и обслуживании авиационных двигателей и принадлежностей, корпусов котлов, сосудов и резервуаров под давлением, мостов, производстве кранов, строительных конструкций, режущих инструментов и штампов, землеройного оборудования, печей и котлов. .
13. Компьютеризация технологии сварки:
Прежде чем выбрать желаемый метод сварки и параметры сварки, инженер-сварщик должен выполнить много трудоемкой работы.Компьютерный подбор параметров сварки, несомненно, поможет ему улучшить качество, подобрать оптимальные параметры, снизить себестоимость, повысить достоверность расчета. Информация и истории болезни могут быть сохранены в более компактной форме и, таким образом, можно наилучшим образом использовать прошлый опыт.
Инженер-сварщик вначале рассчитывает объем шва, который необходимо заполнить наплавленным металлом, так как это регулирует затраты на сварку. Любая температура предварительного нагрева, которую следует использовать для предотвращения растрескивания металла сварного шва или ЗТВ, может быть рассчитана, если химический состав, геометрия соединения, водородный потенциал и т. д.известны.
Любая температура предварительного нагрева, которую следует использовать для предотвращения растрескивания металла сварного шва или ЗТВ, может быть рассчитана, если химический состав, геометрия соединения, водородный потенциал и т. д.известны.
При прочих равных условиях необходимость или отсутствие предварительного нагрева влияет на стоимость. Можно упомянуть, что программа для прогнозирования предварительного нагрева, необходимого для предотвращения растрескивания, вызванного водородом, очень важна. Водородное растрескивание является наиболее опасным дефектом, так как этот дефект возникает через несколько дней после сварки и поэтому может остаться незамеченным вскоре после сварки.
Также можно определить процедуру сварки с помощью компьютера, зная углеродный эквивалент свариваемого материала и допустимый уровень твердости в ЗТВ или металле шва.
Оценка расходных материалов, необходимых для данной конфигурации соединения, также важна. Количество закупаемых расходных материалов зависит от количества наплавляемого металла.
При расчете объема шва требуются данные о шве, такие как толщина материала, угол скоса, корневой зазор, вершина, радиус кривизны и т. д.
Входными данными, необходимыми для оценки расходных материалов, являются код материала, код процесса сварки, код типа соединения, толщина материала и длина соединения.Компьютер предоставляет такую информацию, как размер электродов, размер присадочной проволоки, количество проходов и общее количество расходных материалов.
Программа для расчета температуры предварительного нагрева написана в интерактивном режиме, чтобы компьютер мог направлять освежителя с помощью инструкций. Исходными данными для расчета температуры предварительного подогрева являются химический состав материала, водородный потенциал процесса, толщина отдельных швов и энергия дуги.
В качестве альтернативы, если предварительный нагрев может быть зафиксирован для заданной комбинированной толщины, программа может отображать пределы энергии дуги.Таким образом, на компьютере можно опробовать различные комбинации предварительного нагрева и энергии дуги, чтобы получить безопасную и экономичную процедуру сварки.
14. Охрана труда и техника безопасности при сварке:
Каждый сварщик должен знать об опасностях для здоровья, таких как пожары, взрывы, поражение электрическим током, ожоги, промывка сварочного аппарата, истощение кислорода, токсичные пары/газы/частицы/пары, радиация, спотыкания и падения, и принимать адекватные меры для защиты от них. опасности.
Воздействие сварочного дыма может вызвать раздражение глаз, грудной клетки, дыхательных путей, воспаление легких. Газы и частицы сварочного дыма могут быть токсичными или нетоксичными. В то время как частицы размером более 5 мкм фильтруются носом, а частицы размером менее 0,1 мкм выдыхаются, частицы размером от 0,1 до 5 мкм остаются в легких. Максимально допустимая концентрация (ПДК) в целом составляет 6 мг/м. Оборудование для удаления сварочного дыма помогает снизить концентрацию. Используйте паспорта безопасности материалов, чтобы определить опасные материалы, используемые при сварке. e.г. используйте серебряные припои, не содержащие кадмия, электроды, не содержащие асбеста.
используйте серебряные припои, не содержащие кадмия, электроды, не содержащие асбеста.
Ультрафиолетовое излучение, испускаемое сваркой, вступает в реакцию с кислородом и азотом в воздухе с образованием озона и оксидов азота. Даже концентрация 0,2 мг/м 3 вредна и вызывает раздражение носа и горла и серьезные легочные заболевания.
Опасность поражения электрическим током также существует при сварке, даже если источник сварки работает при низком напряжении. Чтобы изоляция электрододержателя и кабеля оставалась высокой, они должны быть сухими и в хорошем состоянии.Машины должны соответствовать стандартам безопасности. Все машины с движущимися частями должны быть ограждены для безопасности рабочих. Содержите зону сварки в чистоте от оборудования, кабелей, шлангов и т. д., чтобы предотвратить спотыкание и падение.
Интенсивный свет и излучение (видимое, УФ и ИК) могут повредить сетчатку/роговицу глаза. Используйте автозатемняющую каску, сварочную завесу и звукозащитную завесу для безопасности сварщиков и других лиц. Все сварочные процессы требуют защитных мер. Используйте вытяжной колпак над заготовкой, чтобы избежать воздействия паров и газов на рабочих.Используйте надлежащую вентиляцию и сварочную маску с избыточным давлением.
Все сварочные процессы требуют защитных мер. Используйте вытяжной колпак над заготовкой, чтобы избежать воздействия паров и газов на рабочих.Используйте надлежащую вентиляцию и сварочную маску с избыточным давлением.
Правила техники безопасности, которые необходимо соблюдать при сварке:
и. Используйте средства индивидуальной защиты для безопасности глаз, ушей, легких и всех частей тела. Никогда не используйте масло на сварочном оборудовании. Никогда не сваривайте и не разрезайте контейнеры с легковоспламеняющимися материалами. Никогда не сваривайте на окрашенных/покрытых деталях. Правильно закрепите цилиндр и правильно откройте клапаны.
ii. Тщательно установите рабочее давление и зажгите пламя одобренной зажигалкой.Управляйте обратным вспышкой и обратным огнём. Обращайтесь с горячими металлами плоскогубцами/щипцами. Проверяйте соединения на наличие утечек газов и никогда не курите вблизи баллонов. Никогда не покидайте рабочую зону, не закрыв вентили баллона.
iii. Обеспечьте достаточную вентиляцию для работы в закрытых помещениях. Газовые баллоны/источник сварочного тока должны находиться вне замкнутого пространства в безопасном месте.
iv. Используйте респиратор при сварке в замкнутом пространстве.
v. Используйте сварочные шторы и звукоизолирующие перегородки и защитные шторы.
VI. Сварочные кабины должны быть окрашены матовой краской, не отражающей УФ-свет.
VII. Удалите все легковоспламеняющиеся или горючие материалы перед тем, как зажечь дугу или зажечь пламя.
viii. Не работайте в одном положении в течение длительного времени и используйте подставку для ног, когда стоите в течение длительного времени.
15. Аттестация методов сварки, производительности сварщиков и сварочных материалов:
Аспект квалификации спецификации процедуры сварки (WPS), протокола аттестации процедуры сварки (PQR), квалификации работы сварщиков и аттестации расходных материалов для сварки очень важен для обеспечения требуемого качества сварки. Здесь нельзя идти на компромисс, поскольку последствия могут быть катастрофическими.
Здесь нельзя идти на компромисс, поскольку последствия могут быть катастрофическими.
Спецификация процедуры сварки (WPS) представляет собой письменную процедуру, подготовленную для предоставления указаний по выполнению производственных сварных швов в соответствии с национальными нормами, и ее цель состоит в том, чтобы определить, что сварное соединение, предлагаемое для строительства, способно обеспечить требуемые свойства для его предполагаемого применения. Конечно, сварщик должен быть квалифицированным рабочим, и при выборе не может быть никаких компромиссов. WPS включает как существенные, так и несущественные переменные с допустимыми диапазонами.
Квалификационная запись процедуры сварки (PQR) представляет собой запись данных о сварке, используемых для сварки контрольного образца, и включает в себя переменные, записанные во время сварки, а также результаты различных проведенных испытаний.
Квалификация сварщиков гарантирует, что квалифицированные сварщики, использующие утвержденные процедуры сварки, способны разработать минимальные требования, указанные для приемлемой сварки.
Сварочные аппараты тестируются под полным наблюдением и контролем производителя.Квалификация сварщиков ограничена существенными переменными, данными для каждого процесса сварки, для каждого типа сварного шва и положения.
Квалификационные испытания предназначены для определения способности сварщиков выполнять качественные сварные швы.
Квалификация расходных материалов для сварки, таких как сварочные электроды и присадочные материалы, проводится в соответствии с ASME, раздел II, часть C.
Характеристики соединения бета-титановых проволок контактной сваркой
J Biomed Mater Res B Appl Биоматер .2008 г., май; 85 (2): 378–84. doi: 10.1002/jbm.b.30956.Принадлежности Расширять
Принадлежность
- 1 Кафедра ортодонтии, Школа стоматологии, Университет медицинских наук Хоккайдо, Исикари-Тобэцу, Хоккайдо, Япония. [email protected]

Элемент в буфере обмена
Масахиро Иидзима и соавт. J Biomed Mater Res B Appl Biomater. 2008 май.
Показать детали Показать вариантыПоказать варианты
Формат АннотацияPubMedPMID
J Biomed Mater Res B Appl Биоматер .2008 May;85(2):378-84. doi: 10.1002/jbm.b.30956.Affiliation
- 1 Department of Orthodontics, School of Dentistry, Health Sciences University of Hokkaido, Ishikari-Tobetsu, Hokkaido, Japan. [email protected]

Элемент в буфере обмена
Полнотекстовые ссылки Опции CiteDisplayПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Целью данного исследования было изучение влияния различных условий на контактную сварку бета-титановых ортодонтических проволок.Для соединения бета-титановых проволок (Resolve, GAC International) на машине для контактной сварки сопротивлением использовались три типа электродов с различными настройками мощности. Силы, вызвавшие нарушение связи для соединенных образцов, были получены при растягивающей нагрузке, и значения сравнивались с использованием однофакторного дисперсионного анализа и теста Тьюки (альфа = 0,05). Металлургические фазы в области стыка определяли методом микрорентгеноструктурного анализа. Средние растягивающие усилия для разрыва соединения варьировались от 5 до 20 кгс для восьми групп образцов и зависели от типа электрода и мощности.Все пики рентгеновской дифракции в области соединения относились к бета-титану. Превосходная прочность соединения была достигнута за счет использования широких электродов. Отсутствие фаз, отличных от бета-титана, в области соединения свидетельствует о том, что электрическая контактная сварка не может неблагоприятно влиять на клинически важные механические свойства. Наблюдения с помощью сканирующего микроскопа показали, что локальная остаточная деформация и образование нежелательной равноосной зернистой структуры происходили при использовании узких электродов.
Металлургические фазы в области стыка определяли методом микрорентгеноструктурного анализа. Средние растягивающие усилия для разрыва соединения варьировались от 5 до 20 кгс для восьми групп образцов и зависели от типа электрода и мощности.Все пики рентгеновской дифракции в области соединения относились к бета-титану. Превосходная прочность соединения была достигнута за счет использования широких электродов. Отсутствие фаз, отличных от бета-титана, в области соединения свидетельствует о том, что электрическая контактная сварка не может неблагоприятно влиять на клинически важные механические свойства. Наблюдения с помощью сканирующего микроскопа показали, что локальная остаточная деформация и образование нежелательной равноосной зернистой структуры происходили при использовании узких электродов.
Copyright 2007 Wiley Periodicals, Inc.
Похожие статьи
- Особенности соединения ортодонтических дуг с помощью лазерной сварки.
Иидзима М., Брантли В.А., Юаса Т., Мугурума Т., Кавасима И., Мизогучи И. Иидзима М. и др.J Biomed Mater Res B Appl Biomater. 2008 г., январь; 84 (1): 147–53. doi: 10.1002/jbm.b.30856. J Biomed Mater Res B Appl Biomater. 2008 г. PMID: 17514661
- Оптимальная сварка бета-титановых ортодонтических дуг.
Нельсон К.Р., Берстон С.Дж., Голдберг А.Дж. Нельсон К.Р. и соавт. Am J Orthod Dentofacial Orthop. 1987 г., сен; 92 (3): 213-9. doi: 10.1016/0889-5406(87)-8.Am J Orthod Dentofacial Orthop. 1987 г. PMID: 2888304
- Влияние конструкции соединения и типа сварки на прочность на изгиб и проплавление прутков из сплава Ti-6Al-4V.
Simamoto Júnior PC, Resende Novais V, Rodrigues Machado A, Soares CJ, Araújo Raposo LH.
Simamoto Júnior PC и др.
Джей Простет Дент. 2015 май; 113(5):467-74. doi: 10.1016/j.prosdent.2014.10.010. Epub 2015 4 марта.
Джей Простет Дент. 2015 г.
PMID: 25749091 - Деформация ортодонтических дуг с течением времени.
Вонг Э.К., Борланд Д.В., Уэст В.К. Вонг Э.К. и др. Aust Orthod J. 1994 Oct;13(3):152-8. Ауст Ортод Дж. 1994. PMID: 8975645 Обзор.
- [Стоматологическая сварка титана и его клиническое использование].
Li H, Xiao M, Zhao Y. Li H, et al. Sheng Wu Yi Xue Gong Cheng Xue Za Zhi. 1998 Sep;15(3):303-5, 310. Sheng Wu Yi Xue Gong Cheng Xue Za Zhi. 1998. PMID: 12553259 Review. Chinese.
 Simamoto Júnior PC и др.
Джей Простет Дент. 2015 май; 113(5):467-74. doi: 10.1016/j.prosdent.2014.10.010. Epub 2015 4 марта.
Джей Простет Дент. 2015 г.
PMID: 25749091
Simamoto Júnior PC и др.
Джей Простет Дент. 2015 май; 113(5):467-74. doi: 10.1016/j.prosdent.2014.10.010. Epub 2015 4 марта.
Джей Простет Дент. 2015 г.
PMID: 25749091Cited by
1 article- Joining characteristics of titanium-based orthodontic wires connected by laser and electrical welding methods.
Мацунага Дж., Ватанабэ И., Накао Н., Ватанабэ Э., Эльшахави В., Йошида Н. Мацунага Дж. и др. J Mater Sci Mater Med. 2015 янв; 26 (1): 5391. doi: 10.1007/s10856-015-5391-9. Epub 2015 17 января. J Mater Sci Mater Med. 2015 г. PMID: 25595723

Типы публикаций
- Поддержка исследований, за пределами США Правительство
Условия MeSH
- Стоматологическая пайка / инструменты*
- Стоматологическая пайка / методы*
- Спектрометрия, рентгеновское излучение
Укажите
КопироватьФормат: ААД APA ГНД NLM
[PDF] варианты дуги — Скачать PDF бесплатно
Скачать вариации арки. ..
..
Для преобразования переменного тока в электроэнергию. подача в постоянный ток питание при постоянном токе сварка желательна.
2.
Для снижения высокого напряжения питания до более безопасного и подходящего для сварочных целей
Рис. 1.30 3. Для обеспечения высокого тока, необходимого для дуговой сварки, без получения соответствующего высокого тока от питающей сети.4. Обеспечить подходящие соотношения напряжение/ток, необходимые для дуговой сварки, с минимальными затратами.
Существует два основных типа аппаратов для дуговой сварки: сварочные аппараты (i)
мотор-генераторная установка
(ii)
переменный ток трансформаторы с выпрямителями
(b)
перем. сварочные аппараты
V-I Характеристики дуговой сварки на постоянном токе Установлено, что в процессе сварки большие колебания тока и напряжения дуги возникают в результате механизма переноса металла и других факторов. Сварочный аппарат должен компенсировать такие изменения напряжения дуги, чтобы поддерживать ровный столб дуги. В современных устройствах постоянного тока используются три основные характеристики напряжения/тока. сварочные аппараты, которые помогают контролировать эти колебания тока:
Сварочный аппарат должен компенсировать такие изменения напряжения дуги, чтобы поддерживать ровный столб дуги. В современных устройствах постоянного тока используются три основные характеристики напряжения/тока. сварочные аппараты, которые помогают контролировать эти колебания тока:
1.
падающее напряжение дуги (DAV).
2.
постоянное напряжение дуги (CAV).
3.
Напряжение нарастающей дуги (RAV).
Рис. 1.31
Машины с характеристиками DAV имеют высокое напряжение холостого хода, которое падает до минимума при запуске столба дуги.Значение тока быстро возрастает, как показано на рис. 1.31 (а). Этот тип характеристики предпочтителен для ручной дуговой сварки защитным металлом. Характеристика CAV, показанная на рис. 1.31 (b), подходит для полуавтоматических или автоматических процессов сварки, поскольку напряжение остается постоянным независимо от величины потребляемого тока. Из-за своей характеристики нарастания напряжения RAV имеет преимущество перед CAV, поскольку он поддерживает постоянный дуговой промежуток, даже если короткое замыкание происходит из-за переноса металла дугой. Кроме того, он хорошо адаптирован к полностью автоматическому процессу. Сварочные аппараты постоянного тока могут управляться простым реостатом в цепи возбудителя или комбинацией регулятора возбудителя и ряда ответвлений возбуждения. Некоторые дуговые сварочные аппараты оснащены дистанционно управляемыми блоками тока, позволяющими оператору изменять требования к напряжению и силе тока, не покидая машины.
Кроме того, он хорошо адаптирован к полностью автоматическому процессу. Сварочные аппараты постоянного тока могут управляться простым реостатом в цепи возбудителя или комбинацией регулятора возбудителя и ряда ответвлений возбуждения. Некоторые дуговые сварочные аппараты оснащены дистанционно управляемыми блоками тока, позволяющими оператору изменять требования к напряжению и силе тока, не покидая машины.
Сварочные аппараты постоянного тока с мотор-генераторной установкой Такая сварочная установка представляет собой автономную однопостовую мотор-генераторную установку, состоящую из обмотки обратной последовательности d.c. генератор с приводом от постоянного тока. или переменного тока мотор (обычно 3-х фазный). Последовательная обмотка создает магнитное поле, противоположное полю шунтирующей обмотки. При разомкнутой цепи действует только шунтирующее поле, обеспечивающее максимальное напряжение для зажигания дуги. После возникновения дуги через последовательную обмотку протекает ток и создается поток, противодействующий потоку, создаваемому шунтирующей обмоткой. В связи с уменьшением полезного потока снижается напряжение генератора (ст. 1.33). С помощью шунтирующего регулятора значения напряжения и тока генератора можно отрегулировать до желаемого уровня.Дело
В связи с уменьшением полезного потока снижается напряжение генератора (ст. 1.33). С помощью шунтирующего регулятора значения напряжения и тока генератора можно отрегулировать до желаемого уровня.Дело
так устроено, что, несмотря на изменение напряжения дуги из-за изменения длины дуги, ток остается практически постоянным. На рис. 1.32 показана цепь постоянного тока. сварочный аппарат мотор-генераторного типа. Преимущества. Такой постоянный ток. сварочный аппарат имеет следующие преимущества: 1. Позволяет работать в портативном режиме. 2. Может использоваться как с прямой, так и с обратной полярностью. 3. Его можно использовать практически для всех черных и цветных металлов. 4. Он может использовать большое количество стержневых электродов.5. Может использоваться для всех положений сварки.
Рис. 1.32
Недостатки 1. Высокая начальная стоимость. 2. Стоимость его обслуживания выше. 3. Машинка довольно шумная в эксплуатации. 4. Он страдает от дугового удара
Сварочные аппараты переменного тока Как показано на рис. 1.34, он состоит из понижающего трансформатора с отводной вторичной обмоткой, последовательно соединенного с регулируемым реактором для получения падающих характеристик V/I. Вторичная обмотка используется для задания различных настроек напряжения/тока.
1.34, он состоит из понижающего трансформатора с отводной вторичной обмоткой, последовательно соединенного с регулируемым реактором для получения падающих характеристик V/I. Вторичная обмотка используется для задания различных настроек напряжения/тока.
Преимущества. Этот переменный ток сварочный аппарат, который может работать как от однофазной, так и от трехфазной сети, имеет следующие преимущества: (i) Низкая начальная стоимость (ii) Низкие затраты на эксплуатацию и техническое обслуживание (iii) Низкий износ (iv) Отсутствие дугового разряда Недостатки. (i) его полярность не может быть изменена (ii) он не подходит для сварки чугуна и цветных металлов. Рабочий цикл сварщика Рабочий цикл дугового сварщика основан на рабочем периоде 10 минут. Например, если сварочный аппарат работает в течение 2 минут в течение 10 минут, то его рабочий цикл в процентах составляет (2/10) × 100 = 20 процентов.И наоборот, 10-процентный рабочий цикл будет означать, что сварочный аппарат будет работать в течение 10 процентов от 10 минут, т. е. только в течение одной минуты в течение 10-минутного периода.
е. только в течение одной минуты в течение 10-минутного периода.
Рис.1.34
Обычно вместе с рабочим циклом указываются значения максимальной силы тока и напряжения. Желательно придерживаться этих значений. Предположим, сварочный аппарат имеет максимальную силу тока 300 А и напряжение 50 В при рабочем цикле 60 процентов. Если этот аппарат работает с более высокими настройками и в течение более 6 минут, его внутренняя изоляция ухудшится, что приведет к его преждевременному выходу из строя
Использование и характеристики машины для стыковой сварки полиэтилена
1.Значение машины для стыковой сварки полиэтилена
Машина для стыковой сварки полиэтилена представляет собой разновидность процесса сварки полиэтиленовой (полиэтиленовой) пленки. Он используется, когда полиэтиленовая лента изготавливается или термосваривается на упаковочной машине. Как правило, внешний источник тепла используется для локального нагрева пленки и расплавления ее для образования сварного шва. ПЭ — это разновидность пластика. Такие как ПВХ, ПУ, ППР и т. д. — все это пластиковые коды.
ПЭ — это разновидность пластика. Такие как ПВХ, ПУ, ППР и т. д. — все это пластиковые коды.
2. Классификация машин для стыковой сварки полиэтилена
В соответствии с различными методами сварки машины для стыковой сварки делятся на следующие типы: машины для стыковой сварки оплавлением, машины для стыковой сварки стали, машины для стыковой сварки медных стержней.Стыковая сварка оплавлением в основном использует тепло, выделяемое контактным сопротивлением заготовки, для нагрева заготовки, металлическая поверхность плавится, температурный градиент велик, а зона термического влияния относительно мала. Сварной шов должен образовывать общее кристаллическое зерно при условии пластической деформации ответного твердофазного металла заготовки. Структура и состав сварного шва стыковой сварки полиэтиленовых труб близки к основному металлу (или после термической обработки), и легче получить изопрочный пластиковый сварной шов.Процесс прошивки имеет функцию самозащиты, заключающуюся в отводе воздуха и уменьшении окисления металла. Осадка также может выделять оксиды вместе с жидким металлом из сварного шва. Меньше дефектов, таких как сварные включения и неполный провар. Процесс оплавления имеет сильную функцию самонастройки и предъявляет низкие требования к строгому соблюдению спецификаций, а качество сварки стабильно. Единичная площадь свариваемого сечения требует малой электрической мощности, а для сварки низкоуглеродистой стали требуется всего (0,1-0,3) кВА/мм2 электроэнергии.Производительность сварки высока, сварка соединения занимает от нескольких секунд до десятков секунд. Существует также ручной аппарат для стыковой сварки, но он менее удобен.
Осадка также может выделять оксиды вместе с жидким металлом из сварного шва. Меньше дефектов, таких как сварные включения и неполный провар. Процесс оплавления имеет сильную функцию самонастройки и предъявляет низкие требования к строгому соблюдению спецификаций, а качество сварки стабильно. Единичная площадь свариваемого сечения требует малой электрической мощности, а для сварки низкоуглеродистой стали требуется всего (0,1-0,3) кВА/мм2 электроэнергии.Производительность сварки высока, сварка соединения занимает от нескольких секунд до десятков секунд. Существует также ручной аппарат для стыковой сварки, но он менее удобен.
3. Использование и характеристики машины для стыковой сварки ПЭ
(1) Машина для стыковой сварки ПЭ подходит для соединения труб и труб из ПЭ, ПП, ПВДФ, труб и фитингов на строительной площадке, а также может использоваться в мастерская.
(2) Машина для стыковой сварки полиэтилена состоит из рамы, гидравлической станции, фрезы, нагревательной пластины, фрезы, опоры нагревательной пластины и дополнительных принадлежностей.
(3) Независимый контроль температуры нагревательной пластины, покрытие поверхности PTFE.
(4) Основная часть рамы изготовлена из алюминиевого сплава с наклоном 30°; структура проста, компактна и удобна в использовании. Также на выбор есть микросварочный аппарат.
(5) Низкое начальное давление делает сварку труб малого диаметра более надежной.
(6) Положение сварки можно изменить для облегчения сварки различных фитингов.
(7) Машина для стыковой сварки полиэтилена имеет независимый двухканальный таймер, который может записывать два периода времени поглощения тепла и охлаждения, а также подает сигнал тревоги по истечении таймера, что удобно для пользователей.
(8) Крупный циферблат, высокая точность ударопрочного давления, четкие показания на счетчике.
V-I Характеристики машин для дуговой сварки постоянным током, электротехника, использование энергии, конспекты лекций, pdf
V-I Характеристики машин для дуговой сварки постоянным током
Установлено, что в процессе сварки большие колебания тока и напряжения дуги возникают в результате механизма переноса металла и других факторов. Сварочный аппарат должен компенсировать такие изменения напряжения дуги, чтобы поддерживать ровный столб дуги. В современных устройствах постоянного тока используются три основные характеристики напряжения/тока. сварочные аппараты, которые помогают контролировать эти колебания тока:
Сварочный аппарат должен компенсировать такие изменения напряжения дуги, чтобы поддерживать ровный столб дуги. В современных устройствах постоянного тока используются три основные характеристики напряжения/тока. сварочные аппараты, которые помогают контролировать эти колебания тока:
1. падающее напряжение дуги (DAV).
2. постоянное напряжение дуги (CAV).
3. нарастающее напряжение дуги (RAV).
Рис.: 1
Машины с характеристиками DAV имеют высокое напряжение холостого хода, которое падает до минимума при запуске столба дуги.Значение тока быстро растет, как показано на рис. 1 (а). Этот тип характеристик предпочтителен для ручной дуговой сварки защитным металлом.
Характеристика CAV, показанная на рис. 1 (b), подходит для полуавтоматических или автоматических процессов сварки, поскольку напряжение остается постоянным независимо от величины потребляемого тока.
Из-за своей характеристики нарастания напряжения RAV имеет преимущество перед CAV, поскольку он поддерживает постоянный дуговой промежуток, даже если короткое замыкание происходит из-за переноса металла дугой.Кроме того, он хорошо адаптирован к полностью автоматическому процессу.
Сварочные аппараты постоянного тока могут управляться простым реостатом в цепи возбудителя или комбинацией регулятора возбудителя и ряда ответвлений возбуждения. Некоторые дуговые сварочные аппараты оснащены дистанционно управляемыми блоками тока, позволяющими оператору изменять требования к напряжению и силе тока, не покидая машины.
Beyond Welding Skills — УЗ сварка ламинированием
Ноу-хау технологии инверторной сварки Инверторный сварочный аппарат — это инновационный сварочный аппарат, разработанный по технологии на основе кремния.Одним из основных преимуществ является его небольшой и компактный размер. Кроме того, они рассчитаны на меньшее энергопотребление и могут работать от обычного бытового тока. Фактически, с помощью мощных полупроводников, таких как биполярный транзистор с изолированным затвором (IGBT), теперь можно разработать импульсный источник питания для работы с высокими нагрузками при дуговой сварке. Сначала они преобразуют сеть переменного тока в постоянный, а затем переключают постоянный ток в трансформатор, чтобы генерировать необходимое сварочное напряжение или ток, сохраняя при этом частоту коммутации на уровне 10 кГц или выше.
Кроме того, они рассчитаны на меньшее энергопотребление и могут работать от обычного бытового тока. Фактически, с помощью мощных полупроводников, таких как биполярный транзистор с изолированным затвором (IGBT), теперь можно разработать импульсный источник питания для работы с высокими нагрузками при дуговой сварке. Сначала они преобразуют сеть переменного тока в постоянный, а затем переключают постоянный ток в трансформатор, чтобы генерировать необходимое сварочное напряжение или ток, сохраняя при этом частоту коммутации на уровне 10 кГц или выше.
Несмотря на то, что высокая частота коммутации требует сложных элементов и схем, она уменьшает габариты трансформатора при быстром увеличении рабочей частоты. Кроме того, эта схема инвертора может обеспечивать такие функции, как управление мощностью и защита от перегрузки. Как правило, высокочастотные сварочные аппараты с инвертором экономичны и обеспечивают лучший контроль переменных функциональных параметров, чем неинверторные аппараты.
IGBT в инверторной машине обычно управляются микроконтроллером, чтобы гарантировать, что электрические характеристики сварочной мощности могут быть изменены в режиме реального времени с помощью программного обеспечения.Кроме того, это можно делать цикл за циклом, а не медленно. В таком случае программное обеспечение контроллера будет реализовывать такие функции, как пульсация сварочного тока и предлагать переменные коэффициенты и плотности тока для цикла сварки, позволяя ступенчато изменять частоты. Однако эти функции было бы дорого встроить в машину на основе трансформатора, но поскольку для нее требуется только пространство памяти программ в машине с программным управлением, новые функции могут быть добавлены к ней посредством обновления программного обеспечения.
О различных процессах сварки- Ручная металлическая дуга (ММА):
Этот процесс ручной дуговой сварки, также известный как дуговая сварка защищенным металлом или неофициально как сварка электродом, использует плавящийся электрод, покрытый флюсом для выполнения сварного шва.
- Металлический инертный газ (МИГ):
Называемая дуговой сваркой металлическим газом, это еще один процесс сварки, при котором электрическая дуга образуется между расходуемым проволочным электродом MIG и металлом заготовки, вызывая его нагрев, плавление и соединение.
- Вольфрамовый инертный газ (TIG):
В этом процессе сварки, также называемом дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW), для получения сварного шва используется неплавящийся вольфрамовый электрод.
- Плазменная резка:
Он включает в себя разрезание электропроводящих материалов ускоренной струей горячей плазмы. С помощью плазменного резака можно резать такие материалы, как сталь, алюминий, медь, нержавеющая сталь и медь. Точно так же вы можете резать и другие токопроводящие металлы.

- Общие сведения о настройке сварочного аппарата
Напряжение, настройки полярности и сила тока определяются типом и размером электрода. Что касается текущей настройки, то ее можно изменить. Тем не менее, рекомендуется использовать ток настолько, насколько вы можете выдержать, так как это позволит более плавно установить дугу, предотвратив при этом потенциальные дефекты сварного шва.
Что касается текущей настройки, то ее можно изменить. Тем не менее, рекомендуется использовать ток настолько, насколько вы можете выдержать, так как это позволит более плавно установить дугу, предотвратив при этом потенциальные дефекты сварного шва.
- Подготовка швов
Для этого всегда следуйте рекомендуемой процедуре, включая размер фаски, соответствующий размер зазора и надлежащий размер фаски, гарантируя, что они остаются одинаковыми в соединении.
- Скорость движения
Слишком медленное перемещение может привести к перегреву зоны сварки с чрезмерным подрезом, разбрызгиванием и прожогом. С другой стороны, слишком быстрое перемещение может привести к неполному проплавлению, непровару и холодному нахлесту из-за недостаточного подвода тепла.
- Длина дуги и угол наклона электрода
Для получения качественных сварных швов одинаково важны длина дуги и угол наклона электрода.