полуавтоматом, ручной дуговой, формула расчета сварочного тока
Содержание:
- Как осуществляется расчет скорости сварки
- Влияние величины скорости на конфигурацию шва
- Ручная сварка
- Сварка полуавтоматом
- Преимущества правильного выбора
- Интересное видео
На качество получаемого при сварке шва оказывают влияние многие факторы. Одним из них является скорость сварки. Эта характеристика представляет собой скорость, с которой электрод перемещается вдоль свариваемого шва. Ее влияние сказывается в тех режимах, при которых применяются электроды, то есть при ручной сварке и полуавтоматической.
При выборе слишком большой скорости металл не успеет нагреться до нужной температуры и появится непровар. Это чревато хрупкостью шва и его недолговечностью. При слишком маленькой скорости сильное плавление металла приведет к образованию наплывов.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
αн — это коэффициент наплавки;
γ — плотность металла электрода в г/см3;
Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.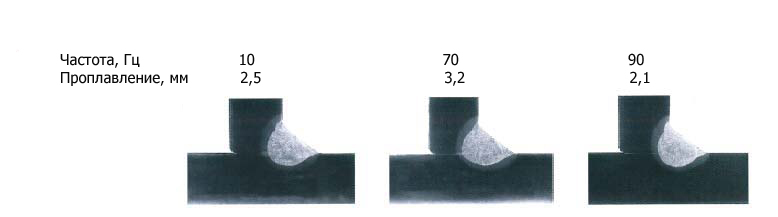
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
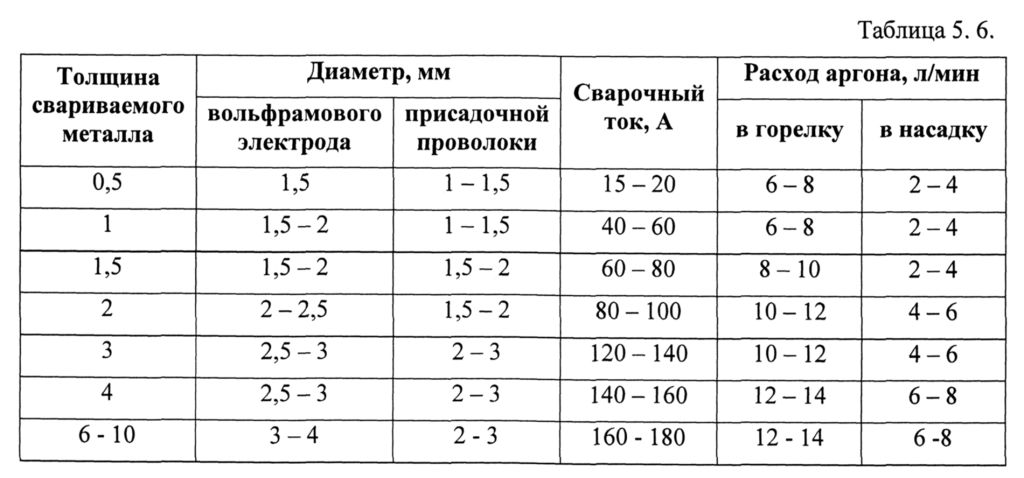
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.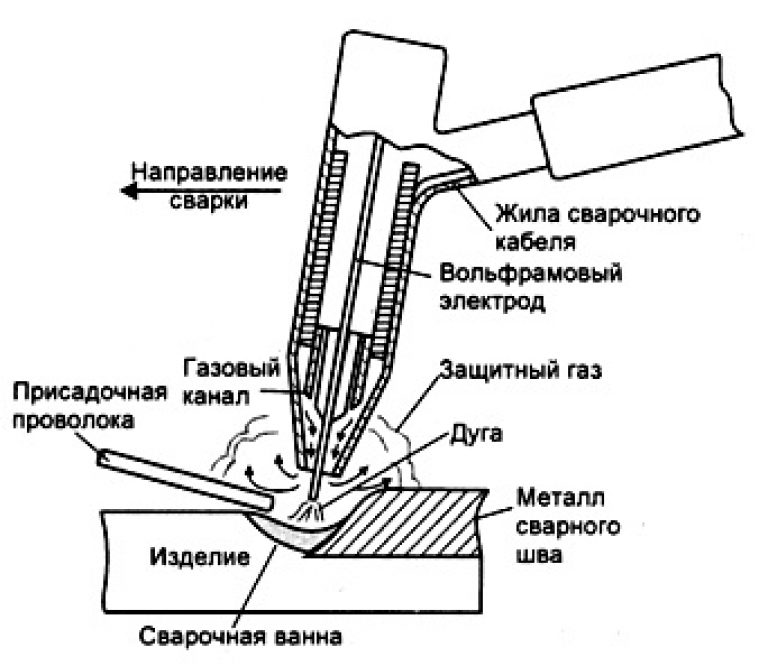
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.
Интересное видео
Скорость сварки полуавтоматом — flagman-ug.ru
Содержание
- Расчет скорости сварки полуавтоматом
- Общая информация
- Расчет скорости сварки
- Вместо заключения
- Формулы для расчета скорости сварки при помощи полуавтомата
- РАСЧЕТ СКОРОСТИ СВАРКИ
- Скорость сварки
- Как осуществляется расчет скорости сварки
- Влияние величины скорости на конфигурацию шва
- Ручная сварка
- Сварка полуавтоматом
- Преимущества правильного выбора
- Интересное видео
- Выбор параметров режима полуавтоматической сварки
- Род и полярность тока
- Диаметр сварочной проволоки
- Сила сварочного тока
- Напряжение на дуге
- Расход защитного газа
- Скорость подачи сварочной проволоки
- Скорость сварки
- Вылет и выпуск электродной проволоки
- Настройка параметров сварочного полуавтомата
- Возможности оборудования
- Рекомендации в инструкции
- Настройка тока и скорости подачи проволоки
- Регулировка параметров
- Типичные ошибки
Расчет скорости сварки полуавтоматом
Сварка полуавтоматом — один из самых востребованных типов сварки. С помощью полуавтомата можно варить даже разнородные металлы, не говоря уже о работе со сложными сплавами, вроде алюминия или меди. По этой причине на производствах любого масштаба всегда нужны сварщики, которые будут владеть навыками сварки полуавтоматом.
С помощью полуавтомата можно варить даже разнородные металлы, не говоря уже о работе со сложными сплавами, вроде алюминия или меди. По этой причине на производствах любого масштаба всегда нужны сварщики, которые будут владеть навыками сварки полуавтоматом.
Однако, помимо технологии мастер также должен знать, как рассчитать оптимальный режим сварки, в частности ее скорость. В этой статье мы кратко расскажем, как рассчитать не только скорость сварки, но и силу тока или напряжение дуги в зависимости от толщины металла и прочих показателей. Вы узнаете несколько полезных формул, а для новичков мы составили небольшую таблицу-подсказку.
Общая информация
Режим сварки — это совокупность параметров, настроив которые мы можем выполнить сварку. Проще говоря, это набор настроек, которые мы применяем в той или иной ситуации. Мы посвятили отдельную статью теме выбора режима сварки при работе с полуавтоматом. Обязательно прочтите ее. А мы расскажем об основах, и в частности о скорости сварки.
Основные параметры режима сварки, которые нужно уметь рассчитывать — это сварочный ток, напряжение дуги и скорость сварки. При этом скорость сварки невозможно рассчитать, не зная силу тока и напряжение сварочной дуги. Так что в рамках этой статьи мы научим вас определять все три параметра.
Почем эти параметры так важны? Все просто: от них напрямую зависит качество готового шва, его размеры и прочие характеристики. Если вы правильно подберете эти параметры, сможете существенно упростить свою работу. А швы получатся не только качественным, но и долговечными.
Ниже представлена таблица с рекомендуемыми показателями скорости сварки и не только. Такая таблица будет полезна для новичков, но опытные мастера должны сами рассчитывать все показатели или просто знать их наизусть. Так что пользуйтесь данной таблицей на начальном этапе, со временем начинайте сами рассчитывать все показатели.
Расчет скорости сварки
Прежде чем рассчитать скорость сварки при работе с полуавтоматом нам нужно посчитать силу сварочного тока и напряжение дуги. В качестве примера возьмем сталь, которую будем варить тавровым, односторонним швом без кромок или скосов.
В качестве примера возьмем сталь, которую будем варить тавровым, односторонним швом без кромок или скосов.
Чтобы определить силу тока нам понадобится формула. Обращаем ваше внимание, что сила тока должна определяться в зависимости от того, какой диаметр у электрода, также нужно знать плотность тока. Чтобы произвести расчет сварочного тока воспользуйтесь формулой ниже:
Здесь dэ2 — это диаметр электрода, в нашем случае 1.6 миллиметра. А j — это плотность тока, в нашем случае она равна 175 А/мм2.
Теперь, зная силу тока и диаметр электрода мы можем посчитать напряжение сварочной дуги. Воспользуйтесь формулой ниже:
И наконец подходим к расчету оптимальной скорости сварки. Ниже формулы:
αH рассчитывается с помощью отдельной формулы выше. ϒ — это плотность наплавленного металла, в нашем случае 7,8. А FН1пр — это площадь поперечного сечения наплавленного металла за один проход.
Вместо заключения
Правильно рассчитанный и подобранный режим сварки полуавтоматом сразу избавляет сварщика от множества проблем. Соединения получаются качественными и долговечными, предприятие получает прибыль, а сварщик — хорошую зарплату. Поэтому так важно уметь производить все расчеты самостоятельно, не полагаясь на готовые рекомендации. Ведь в каждой ситуации могут быть свои нюансы.
Соединения получаются качественными и долговечными, предприятие получает прибыль, а сварщик — хорошую зарплату. Поэтому так важно уметь производить все расчеты самостоятельно, не полагаясь на готовые рекомендации. Ведь в каждой ситуации могут быть свои нюансы.
Тем не менее, обязательно изучите ГОСТы или любые другие нормативные документы, поскольку в них зачастую четко расписывают, какой должна быть скорость сварки и не только. Знаете ли вы другие методы, с помощью которых можно точно рассчитать режим сварки? Поделитесь об этом в комментариях к этой статье.
Формулы для расчета скорости сварки при помощи полуавтомата
Сейчас существует большое количество типов сварки и сварочных аппаратов, поэтому всегда можно подобрать что-то под свои нужды. Но самым востребованным инструментом считается полуавтомат.
Из-за многих его преимуществ, таких как возможность сварить разные металлы между собой, а также он способен работать с тяжелыми сплавами. Поэтому большой спрос на специалистов, которые могут работать с этим инструментом.
Ещё, кроме того, чтобы уметь пользоваться аппаратом сварщик должен уметь проводить необходимые вычисления. Мы будем рассматривать именно процесс расчёта скорости сварки.
Также, очень коротко мы обрисуем как узнать силу тока зная толщину металла. Кроме этого, будет ещё некоторые формулы, которые точно могут вам пригодится. Как бонус – в этой статье есть полезная таблица. Далее – подробнее.
Есть такое понятие – режим сварки. Это определенное количество параметров, которые применяются во время сварки. Они зависят от того, в какой ситуации происходит сварка.
Есть несколько основных настроек, которые должен знать сварщик. Их необходимо уметь находить, что далее мы и будем делать. Эти три настройки – это скорость, которая находится при помощи следующих параметров: силы ток и напряжения дуги.
От того, правильные ли настройки зависит насколько качественным будет соединение. Также это влияет на то, какого размера будет шов и сколько времени он пробудет прочным.
Поэтому нужно правильно их рассчитывать, чтобы соединение смогло прослужить дольше.
Мы рассчитали таблицу показателей для разных ситуаций, которой можно пользоваться в начале работы. Профессионалы должны сами уметь считывать все эти характеристики, чтобы шов был качественным.
Поэтому вы можете пользоваться ею в начале своего пути, но постепенно привыкать делать вычисления самостоятельно. Для этого рекомендуем выучить нужные формулы.
РАСЧЕТ СКОРОСТИ СВАРКИ
Как уже упоминалось выше, чтобы рассчитать скорость, сначала необходимо найти силу тока и напряжение сварочной дуги. Как это делать будем рассматривать на конкретном примере. У нас это будет сталь, которая будет вариться односторонним тавровым швом.
Ниже наведена формула, по которой будем находить силу тока. Она зависит от значения диаметра электрода и плотности тока. В формуле соответствует диаметру электрода. Мы подставляем значение 1,6 мм. j соответствует плотности тока, которая у нас равна 175.
Мы нашли значения силы тока. Так как мы знаем значение диаметра электрода, то теперь можем найти чему равно напряжение дуги. Для этого нам нужна формула, которую вы видите ниже:
А теперь переходим к вычислению значения скорости, которая будет оптимальной. Эти расчеты происходят следующим образом:
рассчитывается за отдельной формулой, которая наведена ниже. Характеристики соответственно отвечают за значение плотности наплавленного металла и площади поперечного сечения наплавленного металла за один проход. Как вы видите из формулы они равны 7,8.
Для того, чтобы сварочное соединения служило долго и было качественным очень важно провести правильные расчёты. Это улучшит режим, а соответственно работу сварщика и работу предприятия.
Вычисления нужно делать самостоятельно, чтобы результаты были более точными, а продукт – лучше по качеству, потому что у многих ситуаций есть свои особенности.
Есть рекомендации новичкам, но они предназначены только для начального этапа становления сварщика.
Но в некоторых ситуациях лучше изучить нормативные документы, чтобы установить подходящие параметры, так как там обычно пишут какая скорость нужна и тд.
Скорость сварки
Содержание:
На качество получаемого при сварке шва оказывают влияние многие факторы. Одним из них является скорость сварки. Эта характеристика представляет собой скорость, с которой электрод перемещается вдоль свариваемого шва. Ее влияние сказывается в тех режимах, при которых применяются электроды, то есть при ручной сварке и полуавтоматической.
При выборе слишком большой скорости металл не успеет нагреться до нужной температуры и появится непровар. Это чревато хрупкостью шва и его недолговечностью. При слишком маленькой скорости сильное плавление металла приведет к образованию наплывов. Поэтому важно выбирать оптимальное значение.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
αн — это коэффициент наплавки;
γ — плотность металла электрода в г/см3;
Fн — площадь металла в см 2 .
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.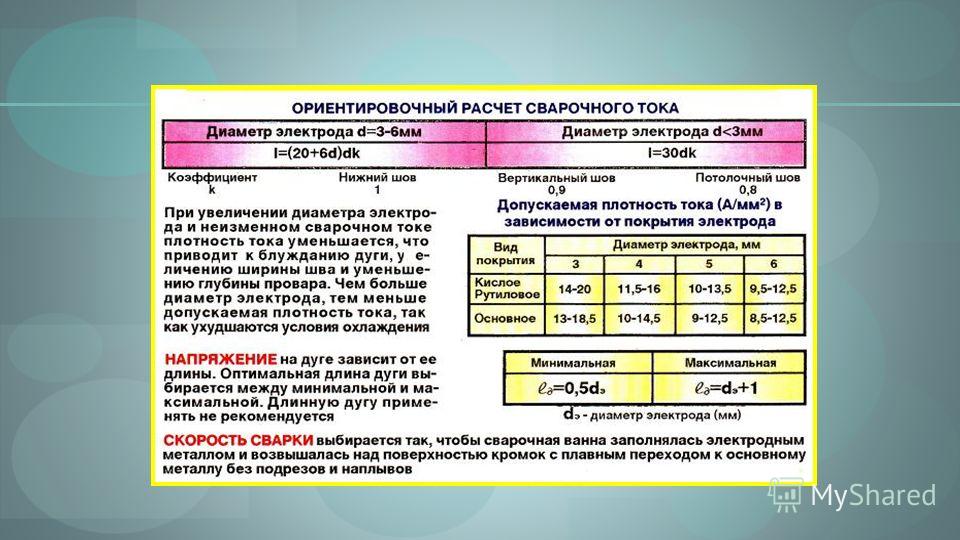
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.
Интересное видео
Выбор параметров режима полуавтоматической сварки
К числу параметров влияющих на процесс сварки и формирование сварочного шва при полуавтоматической сварки относят:
- род и полярность сварочного тока;
- диаметр сварочной проволоки;
- сила сварочного тока;
- напряжение на дуге;
- расход защитного газа;
- скорость подачи сварочной проволоки;
- скорость сварки;
- вылет и выпуск электрода.
[context]
Род и полярность тока
Полуавтоматическая сварка ведется на постоянном токе обратной полярности. Прямую полярность не смотря на большую скорость расплавления металла не используют.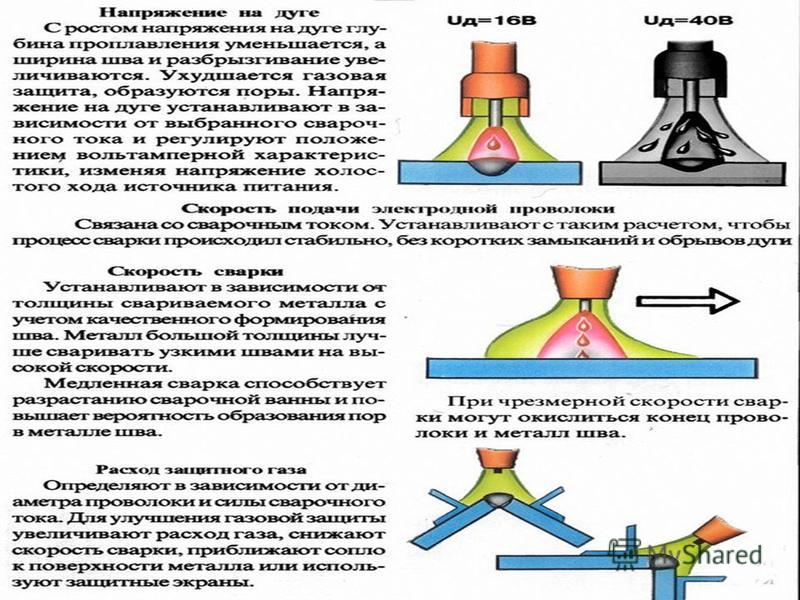 Это связано с менее стабильным горением дуги и более интенсивным разбрызгиванием. В редких случаях используют переменные источники питания.
Это связано с менее стабильным горением дуги и более интенсивным разбрызгиванием. В редких случаях используют переменные источники питания.
Рис. 1. Интенсивное разбрызгивание металла на прямой полярности
Диаметр сварочной проволоки
Для механизированной сварки производят проволоки диаметром от 0,5 до 3 мм. Необходимую толщину сварочной проволоки выбирают в зависимости от толщины сварных деталей и пространственного положения шва в пространстве. Сварка проволокой малого диаметра отличается более устойчивым горением дуги и большой глубиной проплавления металла. Разбрызгивания металла менее интенсивные. Повышается коэффициент наплавленного металла. С увеличением диаметра сварочной проволоки необходимо повышать силу сварочного тока и соответственно наоборот.
Сила сварочного тока
От силы сварочного тока при полуавтоматической сварке во многом зависит производительность процесса. Устанавливается ток в зависимости от используемого диаметра электродной проволоки и толщины конструкции. Чем больше значение силы тока, тем больше глубина проплавления шва.
Чем больше значение силы тока, тем больше глубина проплавления шва.
Сила тока при механизированных методах сварки связана со скоростью подачи проволоки и регулируется изменением скорости подачи.
Напряжение на дуге
При выборе напряжения на дуге руководствуются установленной силой тока. Регулировать напряжение дуги можно изменяя напряжение холостого хода источника питания.
Рис. 2. Напряжение на дуге
При сварке на высоком напряжении дуги возможно ухудшение газовой защиты и как следствие образование пор. Увеличение напряжения приводит к увеличению разбрызгивания и росту ширины шва. Глубина шва уменьшается, поэтому для механизированной сварки необходимо выбирать не высокие показатели напряжения на дуге.
Расход защитного газа
Расход газа во многом зависит от диаметра сварочной проволоки и тока. При сварке на открытых монтажных площадках или сквозняках необходимо увеличить расход защитного газа. Для улучшения газовой защиты также снижают скорость сварки или приближают сопло горелки к поверхности металла.
Для удержания защитного газа вблизи зоны сварки можно использовать защитные экраны.
Рис. 3. Защитные экраны
Скорость подачи сварочной проволоки
Скорость подачи проволоки регулируется вместе с током. Если при сварке наблюдаются короткие замыкания необходимо понизить скорость подачи, а при возникающих обрывах дуги скорость подачи повышают. Правильно выбранная скорость подачи проволоки отличается стабильным процессом горения дуги.
Скорость сварки
При полуавтоматической сварке скорость перемещения горелки устанавливает сварщик. Необходимо выбирать такую скорость при которой получается качественное формирование сварного шва. Толстостенные конструкции принято сваривать на высокой скорости формируя узкие швы. На высокой скорости сварки необходимо следить чтобы конец проволоки и металла шва не окислялся через выход из зоны защиты газа. На низкой скорости сварки ширина шва повышается из-за разрастания сварной ванны. Повышается способность образования пор.
Вылет и выпуск электродной проволоки
Вылет — расстояние между концом проволоки и токоподводящим наконечником.
Выпуск — расстояние между концом проволоки и соплом горелки.
Рис. 4. Вылет и выпуск электрода
Слишком высокий вылет ухудшает формирование шва и устойчивость горения сварочной дуги, интенсивнее разбрызгивается металл. При малом вылете возможно подгорание сопла и токоподводящего наконечника горелки.
При большом выпуске конца проволоки возможен выход из газовой защиты. Маленький выпуск затрудняет визуальное наблюдение за процессом сварки. Более сложно выполнять угловые швы.
Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
полуавтоматом, ручной дуговой, формула расчета сварочного тока
Сварка полуавтоматом — один из самых востребованных типов сварки. С помощью полуавтомата можно варить даже разнородные металлы, не говоря уже о работе со сложными сплавами, вроде алюминия или меди. По этой причине на производствах любого масштаба всегда нужны сварщики, которые будут владеть навыками сварки полуавтоматом.
С помощью полуавтомата можно варить даже разнородные металлы, не говоря уже о работе со сложными сплавами, вроде алюминия или меди. По этой причине на производствах любого масштаба всегда нужны сварщики, которые будут владеть навыками сварки полуавтоматом.
Однако, помимо технологии мастер также должен знать, как рассчитать оптимальный режим сварки, в частности ее скорость. В этой статье мы кратко расскажем, как рассчитать не только скорость сварки, но и силу тока или напряжение дуги в зависимости от толщины металла и прочих показателей. Вы узнаете несколько полезных формул, а для новичков мы составили небольшую таблицу-подсказку.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
αн — это коэффициент наплавки; γ — плотность металла электрода в г/см3; Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Зависимость положения при сварке от толщины покрытия электрода и от коэффициента наплавки.
Толщина покрытия электрода может быть средней, большой и повышенной.
- Если для сварки применяется электрод со средней толщиной покрытия, коэффициент наплавки которой составляет 8-9 г/А-ч, то сварку такими электродами можно производить абсолютно в любом пространственном положении.
- Электроды с покрытием большой толщины отличаются высокой производительностью – коэффициент наплавки у них составляет до 12г/А-ч. Они также могут, по большому счету, применяться в любом пространственном положении, но наибольшую эффективность они покажут при сварке в нижнем положении, а шов при этом должен иметь достаточно большую протяженность.
- Электроды с покрытием повышенной толщины относятся к классу высокопроизводительных – в них коэффициент наплавки достигает 18 г/ А-ч. Такой тип электродов может применяться исключительно при сварке в нижнем положении, а сварные швы при этом должны иметь большую протяженность – в этом случае использование электрода будет отличаться максимальной эффективностью.


Итак, знание коэффициента наплавки электрода довольно важно при проведении сварочных работ. Именно от коэффициента наплавки зависит и качество подготовки к проведению сварочных работ – а именно, подготовка нужного количества электродов, что обеспечивает непрерывность работ, и качество выполнения самого сварного соединения, так как на основе знания коэффициента наплавки сварщик может определить, в каком положении ему лучше всего производить работы и сколько времени для этого потребуется.
Проволока ESAB OK AristoRod 12.50. Фото 220Вольт
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
 youtube.com/embed/iOS7Xh9MWOI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/iOS7Xh9MWOI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Основы расчета
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
к основным процедурам следует отнести заготовку, предварительную обработку, сборку, непосредственно сварку и заключительную отделку, необходимую для получения полноценной продукции;- вспомогательные операции состоят из контроля состояния полученного изделия и доставка его на предназначенное место;
- на обслуживание сварки, организацию условий для правильного хранения материалов и устройств требуется дополнительное время.

Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки.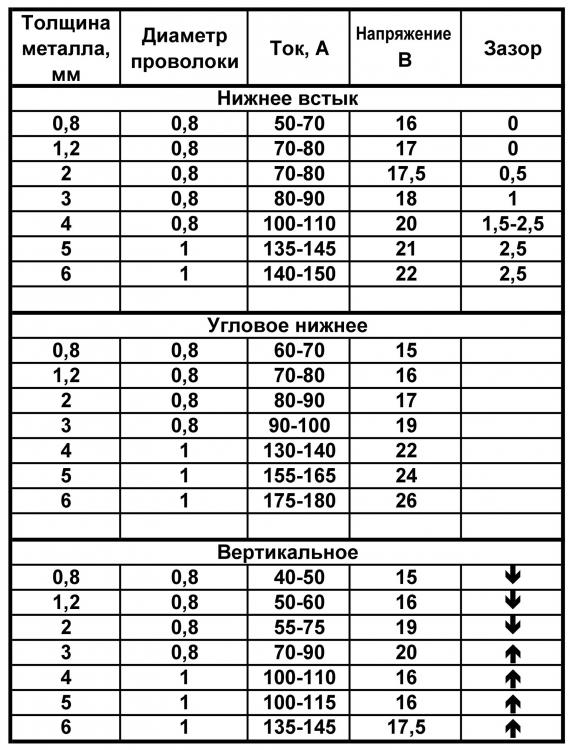 Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Катушки и катушкодержатели
Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.
 youtube.com/embed/0WJdawiAMMg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/0WJdawiAMMg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
источник
Как рассчитать скорость сварки полуавтоматом?
Главная / Техника сварки
Назад
Время на чтение: 6 мин
0
3729
В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
- Актуальность
- Основные параметры Сила, полярность и род сварочного тока
- Скорость подачи проволоки
- Скорость сварки
- Наклон электрода
Актуальность
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Табличные значения данных для сварочных работ
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
| 1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
| 3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
| 8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Скоростной режим подачи газа
Настройка подачи газа
Хотя этот параметр не является важным и существенным, тем не менее, вы должны контролировать требуемый расход газа по показателям редуктора, который установлен на газобаллоном оборудование. Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Сколько вольт нужно для сварки?
Теперь остаётся решить, как настроить сварочный полуавтомат Telwin Bimax, используя данные таблицы по вольтажу. Как видно чем толще металл для сварки и резки, тем выше вольтаж оборудования. Используя ведомые данные, можно настроить оборудование для эффективного расплавления и резки металла. Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Выбор напряжения полуавтомата
Для высоколегированных материалов и цветных металлов, можно найти данные в интернете. Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Режим скорости подачи проволоки
Скоростной режим подачи проволоки является вспомогательным решением вопроса, как настроить полуавтомат сварочный Сварог. В данном случае необходимо учитывать скорость подачи совместно с силой используемого тока. Оба ведомых параметра взаимосвязаны между собой. Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
Регулировка скорости подачи проволоки
Сегодня промышленность выпускает автоматические режимы скоростной подачи проволоки, но такие агрегаты, как правило, рассчитаны на профессиональную работу сварщика. Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Дополнительные параметры точной настройки
Кроме этого, есть варианты дополнительной настройки регулировки оборудования, которые предполагают реализацию таких вариантов:
- Индуктивность. Параметр позволяет настроить основную жёсткость дуги и добиться эффективного показателя качества шва. Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.
- High/Low. Переключатели подачи скоростного режима проволоки «быстро-медленно», в отличие от стандартного варианта скоростного режима подачи проволоки в барабане. Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.
 Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.
Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.Заключение
Полуавтомат стал незаменимым помощником, как в быту, так и в промышленном производстве. Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная.
 Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
РАСЧЕТ СКОРОСТИ СВАРКИ
Как уже упоминалось выше, чтобы рассчитать скорость, сначала необходимо найти силу тока и напряжение сварочной дуги. Как это делать будем рассматривать на конкретном примере. У нас это будет сталь, которая будет вариться односторонним тавровым швом.
Ниже наведена формула, по которой будем находить силу тока. Она зависит от значения диаметра электрода и плотности тока. В формуле соответствует диаметру электрода. Мы подставляем значение 1,6 мм. j соответствует плотности тока, которая у нас равна 175.
Мы нашли значения силы тока. Так как мы знаем значение диаметра электрода, то теперь можем найти чему равно напряжение дуги. Для этого нам нужна формула, которую вы видите ниже:
А теперь переходим к вычислению значения скорости, которая будет оптимальной. Эти расчеты происходят следующим образом:
Эти расчеты происходят следующим образом:
рассчитывается за отдельной формулой, которая наведена ниже. Характеристики соответственно отвечают за значение плотности наплавленного металла и площади поперечного сечения наплавленного металла за один проход. Как вы видите из формулы они равны 7,8.
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
формулы для расчета, подбор режима и материалов
Учитывая особенности конструкции, порой сложно разобраться, как правильно варить сварочным полуавтоматом. Это обусловлено тем, что механизмом предусмотрен узел автоматической подачи проволоки. Качество соединительного шва зависит от умения работать с таким оборудованием, что особенно важно во время сварки тонкого металла.
Это обусловлено тем, что механизмом предусмотрен узел автоматической подачи проволоки. Качество соединительного шва зависит от умения работать с таким оборудованием, что особенно важно во время сварки тонкого металла.
- Область применения и принцип работы
- Разбираем все плюсы и минусы
- Этапы самостоятельной настройки
- Сварочные работы и требования к ним
Актуальность
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.

Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Подробно о необходимости настройки механизма
Основной для пользователя вопрос, когда планируется приобрести сварочный полуавтомат: как им правильно пользоваться? Важно знать, что помимо корректной эксплуатации такого оборудования во время выполнения сварочных работ есть еще один нюанс – необходимость его правильной настройки. Если неправильно установить значения основных параметров, то худший сценарий в таком случае – возгорание аппарата. В лучшем случае следует ожидать поломки отдельных деталей или узлов.
Если неправильно установить значения основных параметров, то худший сценарий в таком случае – возгорание аппарата. В лучшем случае следует ожидать поломки отдельных деталей или узлов.
Смотрим видео, дельные советы по настройки:
В первую очередь до начала работы устройство необходимо заземлить. Затем настраиваются необходимые параметры: устанавливается сила тока, в соответствии с чем определяется напряжение дуги, а также достаточная для конкретного типа работ скорость подачи проволоки. Но как пользователю правильно настроить сварочный полуавтомат?
Все эти значения подбираются, исходя из того, какой материал предполагается варить, а также какой толщины детали будут обрабатываться. Для выбора режима сварки используется соответствующая литература.
Этапы настроек
Предварительная подготовка к работе сводится к следующим действиям:
- С учетом того, какой материал планируется варить, выставляется сила тока. А значение данного параметра вычисляется с использованием таблиц из сопроводительной документации агрегата или с помощью литературы о сварке.
- Устанавливается требуемая скорость подачи проволоки. Здесь имеются свои особенности. Например, если конструкцией предусмотрено ступенчатое регулирование данного параметра, то обычно для этого используются шестерни или коробка передач. Однако существенный минус такого варианта заключается в том, что не всегда легко подобрать наиболее подходящий режим работы. А при плавной регулировке проволоки не возникнет вопроса, как безошибочно настроить полуавтомат сварочный, так как в этом случае легче установить нужный уровень интенсивности продвижения проволоки.
- Обычно в таких агрегатах предусмотрены переключатели режимов, с их помощью можно настроить направление движения проволоки (вперед или назад).

По окончании всех настроек желательно проверить их корректность на черновом образце. Если качество сварного шва хорошее, то можно браться за основной материал.
Особенности сварочных работ
После подключения к сетевому напряжению включается агрегат нажатием на кнопку «ВКЛ». Но вводить устройство в работу следует только после того, как были надеты средства защиты (спецодежда и маска со светофильтром). Затем подается проволока к горелке. При этом необходимо оставить выступающий участок (порядка 3 мм). Остальное необходимо удалить.
Но вводить устройство в работу следует только после того, как были надеты средства защиты (спецодежда и маска со светофильтром). Затем подается проволока к горелке. При этом необходимо оставить выступающий участок (порядка 3 мм). Остальное необходимо удалить.
Смотрим видео, подробно обьясняем правило сварочных работ:
Работа с электродом определяется расположением механизма подачи проволоки относительно горелки. Существует несколько вариантов: толкающего, тянущего и совмещенного типа. После поджига электрической дуги горелка подносится к участку сварки. Случается, на конце электрода образуются комки. В этом случае рекомендуется ускорить процесс подачи проволоки.
Требования, предъявляемые к сварочным агрегатам
Вопрос, как работает инверторный сварочный полуавтомат, решается уже по факту его приобретения. Но перед этим на этапе выбора следует учесть ряд требований, которые предъявляются к такому оборудованию:
- Компактность и мобильность, чтобы дополнительно упростить работы оператору;
- Длительная эксплуатация без перегрева механизма и без ущерба для одного из основных узлов такого устройства – механизма подачи проволоки;
- Удобство работы с горелкой и ее быстрая замена;
- По возможности быстрая замена и сварочной проволоки;
- Беспроблемная настройка оборудования;
- Отсутствие рывков при подаче проволоки;
- Устойчивость к низким температурам.

Как видно, работа с полуавтоматом требует внимательности и «твердой руки». Однако немаловажным является и тот факт, что без соответствия параметров агрегата роду условиям работы будет проблематично добиться высокого качества сварного соединения. Поэтому рекомендуется перед началом работы изучить все особенности функционирования такого оборудования, чтобы иметь возможность безошибочно его настроить и применять по назначению в дальнейшем.
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Сварка полуавтоматом / Услуги / Авиком
Сварка полуавтоматом за счет своей универсальности широко применяется на производстве деталей из металла, а также отличается своей высокой производительностью и качеством сварного шва. Полуавтоматическая контактная сварка заключается в механизированной подаче электрода к дуге, передвижение дуги вдоль шва и подача флюса осуществляется в ручном режиме.
Особенности работы полуавтомата
В процессе сварки металла полуавтоматом важным элементом является горелка. Она создает свою определенную защитную среду из газов (CO2 + аргон), которые подаются через рукав совместно с проволокой. Именно использование этих защитных газов предотвращают разбрызгивание горячего металла и способствуют максимальной яркости горения электрической дуги. Качество сварного шва в большей степени зависит от мастерства и квалификации рабочего, которому в процессе сварки необходимо выполнять следующие требования:
- Подбор параметров тока (переменный или постоянный) и полярности (прямая или обратная).
- Подбор размера сварочной проволоки. Наиболее распространенной считается проволока диаметром 8 мм. Но она применяется для сварки деталей толщиной не более 5мм.
- Выбор скорости подачи сварочной проволоки. С увеличением скорости подачи проволоки увеличивается скорость сварки и толщина сварного шва.
- Корректировка наклона сопла и вылета.
- Выбор расхода газа. Как правило, эти значения стандартизованы и подбираются в зависимости от скорости процесса сварки.

ЗАКАЗАТЬ УСЛУГУ
или если у Вас возникли вопросы по сварке металла полуавтоматом
Позвоните по телефону:
+7 (8552) 75-02-29
или оставьте заявку.
Мы ответим на все Ваши вопросы!
Преимущества сварки полуавтоматом
- Высокая скорость и качество сварки за счет автоматической подачи проволоки
- Возможность сварки тонких заготовок толщиной от 0,5 мм
- Универсальность. С помощью полуавтомата поддаются сварке как заготовки из стали, в том числе и нержавейки, так цветные сплавы и чугун.
- Отсутствие шлака на сварном шве.
- Отсутствие дыма в процессе сварки.
Широкий спектр услуг по сварке полуавтоматом в городе Казань предоставляет компания «Авиком».
Высококвалифицированные специалисты нашей фирмы готовы предоставить услуги по:
- Сварке стальных деталей и заготовок
- Сварке нержавейки полуавтоматом
- Сварке алюминия полуавтоматом
Мы гарантируем высокое качество работы и кратчайшие сроки выполнения. Ценовая политика зависит от уровня сложности и объема работы. Свяжитесь с нами для уточнения цены и оформления заказа. Наши менеджеры готовы проконсультировать вас по любым интересующим вопросам.
Ценовая политика зависит от уровня сложности и объема работы. Свяжитесь с нами для уточнения цены и оформления заказа. Наши менеджеры готовы проконсультировать вас по любым интересующим вопросам.
Компания «Авиком» предлагает услуги по выполнению сварочных работ любой сложности в городе Набережные Челны. Одно из направлений нашей деятельности – сварка полуавтоматом. Процесс осуществляется с помощью специальной проволоки в защищенной газовой среде. Используется тепловая энергия дуги, которая является связующим звеном между электродом и свариваемой деталью. Особенность этого метода заключается в применении проволоки и защитного газа. Защита дуги необходима, так как нельзя допустить контакт между металлом и окружающей средой. Окислительные реакции, вызванные проникновением азота и кислорода, ухудшают качество сварочного шва. Поэтому применяют специальные баллоны с защитным газом.
Способы сварочных работ
Наша компания гарантирует высокое качество соединения, как черных, так и цветных металлов. Сварка металла полуавтоматом происходит при постоянном поступлении углекислого или инертного газа. Не допускается разрыв проволоки.
Сварка металла полуавтоматом происходит при постоянном поступлении углекислого или инертного газа. Не допускается разрыв проволоки.
Выполняем следующие виды работ:
- Стыковую сварку. Этот метод позволяет сделать замену детали. Не допускается зазор между элементами. Применяется при авторемонте. Хотя более предпочтительный вариант – контактная сварка.
- Внахлест. Может быть точечной и сплошной. Наименее трудоемкий вид.
- По соединительным отверстиям. На соединяемые элементы наносят разметку и делают отверстия. Затем заваривают подготовленные отверстия. Можно соединять элементы различных габаритов и форм.
ЗАКАЗАТЬ УСЛУГУ
или если у Вас возникли вопросы по сварке металла полуавтоматом
Позвоните по телефону:
+7 (8552) 75-02-29
или оставьте заявку.
Мы ответим на все Ваши вопросы!
Особенности сварки алюминия и нержавейки
Наши специалисты обладают опытом и знаниями, которые позволяют работать со сложными материалами. Сварка алюминия полуавтоматом является сложной. Это обусловлено тем, что на поверхности присутствует оксидная пленка, которая снижает качество шва и делает соединение ненадежным. Кроме того, алюминий характеризуется высоким показателем теплопроводности. Наши мастера выполняют предварительную подготовку деталей: удаляют тугоплавкую пленку, нагревают детали в печи или с помощью газовой горелки. Предварительный нагрев позволяет исключить деформацию деталей при сварочных работах. Сварка нержавейки полуавтоматом может быть выполнена только профессионалом высокого класса. Сложность обусловлена особенностями материала. Опытные сварщики нашей компании безошибочно подбирают режимы и соответствующие расходные материалы.
Сварка алюминия полуавтоматом является сложной. Это обусловлено тем, что на поверхности присутствует оксидная пленка, которая снижает качество шва и делает соединение ненадежным. Кроме того, алюминий характеризуется высоким показателем теплопроводности. Наши мастера выполняют предварительную подготовку деталей: удаляют тугоплавкую пленку, нагревают детали в печи или с помощью газовой горелки. Предварительный нагрев позволяет исключить деформацию деталей при сварочных работах. Сварка нержавейки полуавтоматом может быть выполнена только профессионалом высокого класса. Сложность обусловлена особенностями материала. Опытные сварщики нашей компании безошибочно подбирают режимы и соответствующие расходные материалы.
Если вы цените работу без дефектов за разумную цену обращайтесь к специалистам нашей компании. «Авиком» — надежный партнер, гарантирующий высококачественное производство деталей из металла.
Leister MINIFLOOR Полуавтоматический сварочный аппарат для полов
Полуавтоматический сварочный аппарат MINIFLOOR |
.jpg) youtube.com/embed/vWxerEwEBEE?wmode=opaque» frameborder=»0″ allowfullscreen=»»> youtube.com/embed/vWxerEwEBEE?wmode=opaque» frameborder=»0″ allowfullscreen=»»> |
Привод MINIFLOOR превращает ваш TRIAC в автоматический сварочный аппарат за считанные секунды. Идеально подходящий для коротких швов и небольших проектов, MINIFLOOR повышает качество сварки и почти удваивает скорость сварки по сравнению с ручной сваркой. Благодаря легкой конструкции MINIFLOOR можно без труда транспортировать.
- Скорость сварки около 2 м/мин. — двойная скорость ручной сварки!
- Подходит для сварки длиной от 1,20 м/4 фута.
- Длинный направляющий рычаг обеспечивает прямые сварные швы
- Требуется всего 51 мм зазора от стенки и 29,5 см высоты
- Легкий и удобный для перемещения
- Регулируемая задержка запуска
- Сборка входящего в комплект разматывателя без инструментов
- Симисторный источник питания, встроенный в приводной блок MINIFLOOR
- Обратная совместимость со старыми моделями TRIAC
- MINIFLOOR модифицирован компанией STANMECH для соответствия стандартам, необходимым для сертификации в соответствии с Канадским электротехническим кодексом
Зачем покупать у нас
MINIFLOOR доступен в Канаде только через STANMECH. Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Технические данные
Блок привода только | с TRIAC на | ||
70030 | |||
. | В | 120, 230 | 120, 230 |
Потребляемая мощность | Вт | 15 | 1600 |
Температура | °С | 20 — 620 | |
Диапазон расхода воздуха | % | 20 — 100 | |
Скорость привода | м/мин. | 0,5 — 5,0 | 0,5 — 5,0 |
Управление | Замкнутый контур | Замкнутый контур | |
Размеры | мм | 310 х 225 х 245 | 495 х 225 х 295 |
Вес | кг | 5,3 | 6,6 |
Сертификация |
| CE, QPS | СЕ, QPS |
Электрическая защита |
| Класс I | Класс I |
Номеры деталей
154.335: привод минифрового привода, 120 В / 15 Вт, с подключением
154,330: Minifloor Driv
руководство по эксплуатации
Технический паспорт продукта
Аксессуары
100,303: Ø5 мм, 37 мм, 15 ° угловая трубчатая сопло
105.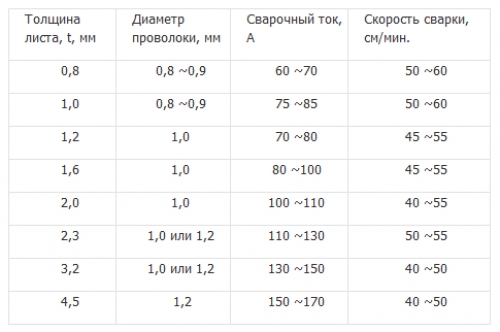 431: 3 мм, узкий воздушный, скользящий нопил Насадка для скоростной сварки
431: 3 мм, узкий воздушный, скользящий нопил Насадка для скоростной сварки
105.433: круглая, 5 мм, узкая щель, насадка для скоростной сварки
106.989: круглая, 3 мм, насадка для скоростной сварки
106.990: 4 mm round speed welding nozzle
106.991: 5 mm round speed welding nozzle
163.870: Additional weight
154.723: Rubber insert set Ø 64mm
154.266: Plastic tool case
156.531: Carrying strap
117.000: Обрезной нож
106.969: Полукруглый нож
122.541: Направляющая
137.855: Универсальный нож
116.798: Латунная проволочная щетка
6 мм 9 Направляющая 30030
154.425: Направляющий ролик 0,5 мм
Другие инструменты
Автоматический сварочный аппарат UNIFLOOR 500 | Станок для нарезки пазов GROOVER | TRIAC ST Ручной инструмент с горячим воздухом |
 ) и антистатических полов, а также натуральных покрытий из линолеума и резины. .
) и антистатических полов, а также натуральных покрытий из линолеума и резины. .Вернуться к: Напольное оборудование
Автоматизированные системы сварки труб | Нефтяное месторождение, трубопровод, атомная энергетика, производство труб Red-D-Arc Welderentals
03 22 августа 9:48 вечера · Оставить комментарий · Red-D-Arc
«Сварочные трубы» охватывает множество областей применения, от санитарных труб малого диаметра до сосудов высокого давления большого диаметра. Некоторые приложения более доступны для автоматизации, чем другие, но многие приложения, которые трудно автоматизировать, все же могут быть облегчены за счет некоторой механической интеграции в процесс сварки труб (механизация).
Зачем автоматизировать?
Но автоматизация усложняет процесс сварки. Успешная автоматизация требует дополнительного оборудования, крепления и контроля производственных процессов (например, геометрия детали и подгонка). Короче говоря, автоматизация не обходится без затрат — материальных и нематериальных.
Так зачем автоматизировать?
Автоматизация:
- Помогает повысить производительность. Машины могут обеспечить более высокий фактор оператора (больше времени, затрачиваемого на сварку, по сравнению с временем, затрачиваемым на сварку) и обрабатывать более высокие скорости наплавки, чем даже специализированный сварщик, использующий ручной полуавтоматический процесс сварки.
- Помогает улучшить качество. Механизация контролирует мелкую моторику, необходимую для производства высококачественных сварных швов. Это означает, что усталость не влияет на качество сварки. Это также означает, что новые операторы смогут производить высококачественные сварные швы с высокой производительностью.

Как общие, так и специализированные методы механизации и автоматизации могут решить проблемы отрасли сварки труб в отношении первоначальных затрат и управления процессом, которые могут быть предоставлены.
Сварочное выкатывание
Выкатывание трубы является одним из первых методов, обычно используемых для автоматизации процесса сварки, и это может значительно повысить производительность сварки. Типичные методы прокатки труб помещают трубу «в положение». Как и в случае сварки пластин, сварка в положении позволяет использовать высокопроизводительные параметры сварки, поскольку неблагоприятное влияние силы тяжести сведено к минимуму.
При оценке применения обратите внимание на соединения труба-фланец, труба-колено или прямые соединения труба-труба, которые могут быть выполнены в виде узлов. После того, как вы определите эти узлы, рассмотрите следующее оборудование:
- Подставки для труб: Эквивалент домкратов для сварки малых и средних труб. Большинство подставок для труб имеют высоту примерно по пояс и регулируются вверх и вниз. Стенд включает в себя набор роликов, расстояние между которыми можно регулировать для размещения труб разных размеров. Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
- Ролики для труб: Обычно используются для прокатки труб большого диаметра и более тяжелых труб. Подобно стойкам для труб, каток для одинарных труб оснащен набором колес с регулируемой колесной базой. Два или более трубных ролика, по крайней мере, один из которых приводится в действие, необходимы для опускания сборки низко к земле.
 Большинство подставок для труб имеют высоту примерно по пояс и регулируются вверх и вниз. Стенд включает в себя набор роликов, расстояние между которыми можно регулировать для размещения труб разных размеров. Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
Большинство подставок для труб имеют высоту примерно по пояс и регулируются вверх и вниз. Стенд включает в себя набор роликов, расстояние между которыми можно регулировать для размещения труб разных размеров. Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.Достижение переплетения
Осцилляция, также известная как переплетение, — это широко используемый метод сварки для получения более широкой ширины наплавленного валика для охвата соединения, наплавки дополнительного металла за один проход или сочетания того и другого. Тем не менее, правильное плетение требует навыков для поддержания хорошего контура и согласованности бусинок. Но даже опытные операторы могут испытывать усталость при попытке максимизировать производительность сварки. Поэтому для воссоздания техники профессионального сварщика требуется прецизионное устройство для реализации осцилляции.
Но даже опытные операторы могут испытывать усталость при попытке максимизировать производительность сварки. Поэтому для воссоздания техники профессионального сварщика требуется прецизионное устройство для реализации осцилляции.
Технологическая трубная ячейка представляет собой готовое решение для некоторых сварных соединений труб, которое реализует как рабочее движение, так и движение по дуге для облегчения сварки на месте, но с ручной сваркой. Рабочее движение обеспечивается поворотным сварочным столом. Движение дуги обеспечивает осциллятор, специально разработанный для сварки. Механизм осциллятора крепится к сварочному манипулятору таким образом, что горелка поддерживается, когда она перемещается из стороны в сторону по сварному соединению. Осциллятор, манипулятор и элементы управления источником питания установлены в одном месте на сварочном манипуляторе вдали от сварного шва, что позволяет оператору сварки выполнять множество регулировок во время и между проходами сварки, не покидая пост управления.
Мелочи: орбитальная сварка
Орбитальная сварка — это настоящая автоматизация сварки; нажатием переключателя оператор может сплавить два отрезка трубки малого диаметра до уровня качества, подходящего для применения под давлением и в санитарных условиях. Кроме того, автоматизация привлекательна тем, что снижает риск переделок при работе с трубой/трубой малого диаметра, поскольку сварка становится все более сложной по мере уменьшения диаметра трубы/трубы.
Один тип системы орбитальной сварки состоит из специализированного источника питания GTAW/TIG и нетрадиционной сварочной горелки, которая зажимает сварной шов. После зажима вокруг стыка сварочная головка внутри горелки совершает полный оборот вокруг сварного стыка, чтобы получить высококачественный автогенный шов в инертной атмосфере (обратите внимание, что в некоторых случаях может потребоваться внутренняя продувка защитным газом). некоторые приложения). Специализированный источник питания упрощает разработку высококачественной процедуры сварки, поскольку поставляется с предварительно загруженными параметрами (сила тока, скорость перемещения и т.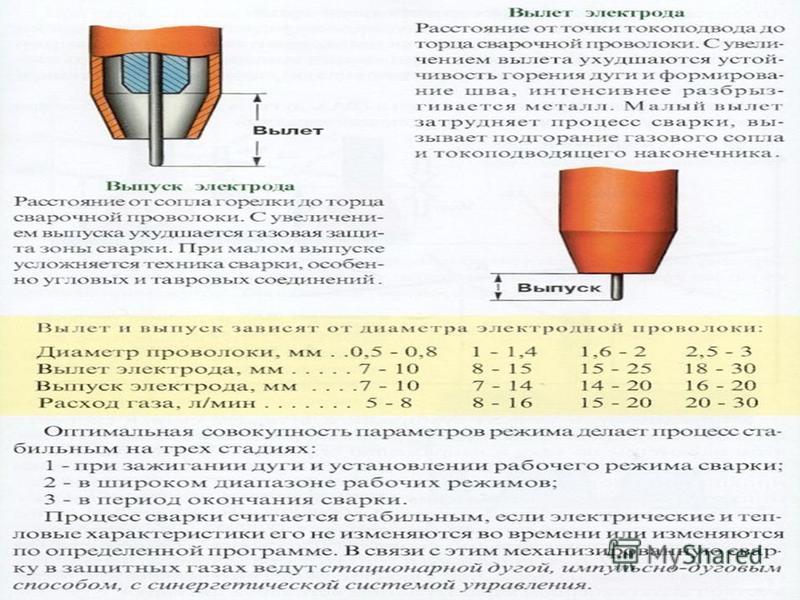 д.), которые можно выбирать в зависимости от диаметра и толщины свариваемого материала.
д.), которые можно выбирать в зависимости от диаметра и толщины свариваемого материала.
Большое дело: наплавка
Использование сварочных процессов не ограничивается простым соединением двух заготовок. Например, при наплавке часто используются обычные процессы дуговой сварки для нанесения нержавеющей стали или никелевого сплава на поверхность более дешевого основного материала для улучшения общих характеристик компонента в агрессивных и/или высокотемпературных средах.
Некоторые системы поддерживают GMAW, SAW или GTAW. Независимо от используемого процесса, операция наплавки требует выполнения множества проходов внахлест, иногда через несколько слоев сварного шва. Процессы и параметры с низким разбавлением идеально подходят для сведения к минимуму количества слоев сварки, которые могут потребоваться. Red-D-Arc поставляет различные системы наплавки «под ключ», в которых автоматизация сочетается с технологией TIG с горячей проволокой. Эти системы позволяют использовать высокие скорости перемещения оболочки, разумные скорости осаждения и низкое разбавление.
Заключение
Несмотря на то, что не все операции можно легко автоматизировать или механизировать, разнообразие доступного оборудования делает его пригодным для многих случаев применения в области сварки труб. Некоторые варианты обеспечивают большую гибкость в том, как они могут быть реализованы, например, стойки для труб и ролики, которые могут работать с широким диапазоном диаметров труб.
Другие системы, такие как Process Pipe Cell, поставляются под ключ. Хотя решения «под ключ» являются более сложными, они могут автоматизировать более значительную часть процесса сварки «из коробки». Свяжитесь с нами сегодня, чтобы поговорить с экспертами Red-D-Arc по автоматизации. Эта специализированная группа готова оценить потребности вашего применения в области сварки и помочь вам лучше понять потенциальные решения для вашего применения.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии — в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
www.red-d-arc.com/
03 22 августа 21:35 · Оставить комментарий · Red-D-Arc
Инструменты, повышающие эффективность сварки труб Открытие нового оборудования — отличный шаг к повышению эффективности работы. Однако первым шагом любого улучшения является изменение вашего представления о существующем процессе.
Что не работает в «старом способе» ведения дел? Как новое оборудование устраняет эти недостатки? В этой статье мы хотим поделиться не только инструментами, используемыми для повышения эффективности сварки труб, но и соображениями, которые необходимо учитывать в процессе сварки, прежде чем исследовать оборудование.
(подробнее…)
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии — в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
www.red-d-arc.com/
31 мая, 19 5:22 · Оставить комментарий · Колин Браун
На 19 часов быстрее, чем у конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли сваривать стыки. Наша команда увидела возможность создать решение, которое помогло бы нашему клиенту выполнить работу намного быстрее. Чтобы ускорить работу по обогреву в полевых условиях, мы собрали комплект, включающий систему индукционного нагрева Miller ProHeat 35, генератор мощностью 60 кВА и распределительный щит DP25.
Red-D-Arc предоставила надежное решение для индукционного нагрева RDA компании по строительству и обслуживанию трубопроводов в Хьюстоне, которой необходимо было поддерживать постоянную температуру для своих сварщиков при сварке соединений труб. Наш специалист по индукционному нагреву поставил нашему заказчику портативный комплект для индукционного нагрева, состоящий из генератора мощностью 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительного щита DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
Наш специалист по индукционному нагреву поставил нашему заказчику портативный комплект для индукционного нагрева, состоящий из генератора мощностью 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительного щита DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
С помощью этой установки мы смогли нагреть трубу до 250 градусов примерно за 5 минут. Наш клиент смог превзойти целевое время конкурентов более чем на 19 часов, и его попросили расценить другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и возможностью дополнительной работы, которую оно создало.
(далее…)
31 мая, 19 4:51 · Оставить комментарий · Colin Brown
Плазменные резаки способны резать металлы простых и сложных форм, включая создание отверстий, скошенных кромок, строжку и маркировку.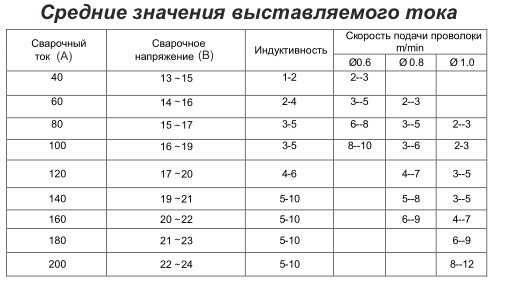 Плазменная резка является экономичной и практичной альтернативой газокислородной, лазерной и гидроабразивной резке и используется в промышленности, торговле и домашнем хозяйстве. Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Плазменная резка является экономичной и практичной альтернативой газокислородной, лазерной и гидроабразивной резке и используется в промышленности, торговле и домашнем хозяйстве. Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Когда газ нагревается до чрезвычайно высоких температур, электроны в молекулах газа отрываются от ядра, превращая газ в плазму. Плазменная резка осуществляется путем направления плазменной струи через металл.
Преимущества и недостатки плазменной резки по сравнению с другими процессами резки:
(далее…)
29 апреля, 19 4:48 · Оставить комментарий · Colin Brown
Предварительная и послесварочная термообработка имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства. Что еще хуже, неадекватная термическая обработка может привести к трещинам и разрушению сварных швов. В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
(далее…)
18 октября, 18 15:12 · Оставить комментарий · reddarc
Сварка труб малого диаметра может быть затруднена. Малые радиусы часто требуют от опытных сварщиков точных и изящных манипуляций с горелкой. Если сварщик недостаточно опытен, неправильные участки могут привести к ухудшению качества из-за силы тяжести, влияющей на сварочную ванну, и неэффективных углов горелки. Если сварка вне положения не может быть выполнена удовлетворительно, деталь должна быть повернута. Однако некоторые сборки нельзя поворачивать из-за ограничений по размеру или они могут вращаться не по центру. Если для деталей малого диаметра требуется механизированная сварка, не ищите ничего, кроме закрытых сварочных головок Axxair Orbital Fusion.
(далее…)
27 июня, 18 15:49 · Оставить комментарий · reddarc
Метод, который вы выберете для сварки трубы, будет зависеть от места, где происходит сварка, материалов и размера трубы.
Для сварки стальных труб на открытом воздухе (например, при прокладке труб в траншеях) наиболее распространена ручная дуговая сварка (РДС). Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.
Сварка труб меньшего размера
Для труб малого диаметра и короткой длины, которые могут свободно вращаться, труба вращается, а сварочная горелка удерживается неподвижно. Используемые процессы: MIG (GMAW) и TIG (GTAW). В случае сварки TIG необходим механизм подачи проволоки. Технологическая ячейка лучше всего подходит для этого типа сварки.
Сварка больших труб
При сварке больших размеров труб сварка обычно выполняется с использованием орбитального процесса. Обычно используется MIG, но также может использоваться TIG с автоматической подачей присадочной проволоки. Орбитальный процесс с использованием сварочных аппаратов с закрытой головкой также используется в тех случаях, когда трубы меньшего размера не могут вращаться.
В настоящее время используется ряд передовых методов наплавки сварных швов труб. К ним относятся точно контролируемая передача короткого замыкания для корневого прохода (Miller — регулируемое наплавление металла), оптимизированная импульсная сварка (Miller — Pro-Pulse) и управление высокочастотной волной (Lincoln — перенос поверхностного натяжения) для ускорения и улучшения качества сварки. сварка труб.
Red-D-Arc предлагает в аренду широкий ассортимент оборудования для сварки труб, включая следующее:
- Аппараты орбитальной сварки с закрытой головкой для труб малого диаметра
- Система для орбитальной сварки TIG для труб большего диаметра
- Система орбитальной сварки MIG
- Ячейка технологической трубы с колебательной сваркой открытой дугой
- Источники питания для сварки TIG и MIG, подходящие для моделей выше
- Пилы для резки и снятия фаски для труб диаметром до 12,75” (325 мм)
Ознакомьтесь со всем нашим ассортиментом оборудования для сварки труб, включая труборезы и станки для снятия фаски.
Подробнее об орбитальной сварке
04 апреля, 18 10:59 · Оставить комментарий · Джефф Кэмпбелл
Прекрасный день в Талсе
Прекрасный день в Талсе, Оклахома. – 4 апреля 2018 г.
Посетите стенд № 507 и ознакомьтесь с нашими системами орбитального TIG и индукционного нагрева. У нас есть прекрасно отремонтированный дизельный сварочный аппарат Red-D-Arc мощностью 300 ампер на продажу по специальной выставочной цене!
Не забудьте отсканировать значок для розыгрыша дронов PennWell!!
www.pipelineenergyexpo.com – 3-5 апреля 2018 г.
14 ноября, 17 14:46 · Оставить комментарий · reddarc
Гость Блогер Катажина К.
Катажина имеет степень магистра материаловедения и работала в нефтегазовой промышленности на должностях, связанных с гидравликой, сваркой и модернизацией нефтяных вышек.
Нержавеющая сталь широко используется в нефтехимической промышленности благодаря ее высокой стойкости к суровым условиям. При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки:
Во время проекта по ремонту нефтяной вышки, который включал сварку TIG дуплексной трубы из нержавеющей стали 2205, мы не смогли достичь требуемых свойств сварного шва. Несмотря на использование рекомендованного присадочного металла с более высоким содержанием никеля по сравнению с основным металлом и контроль межпроходной температуры, прочность сварного шва на растяжение все еще была слишком низкой. Чтобы достичь необходимого качества сварки, мы копнули глубже и нашли решение – (далее…)
18 октября, 17 16:39 · Оставить комментарий · Реддарк
«Подготовке следует уделять не меньше внимания, чем самой сварке»
Сварка труб используется во всем мире в различных отраслях промышленности. Трубы различных размеров и сортов материалов соединяются для производства компонентов различной формы и длины — от нескольких футов до многих миль. Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые объединяют сварщиков и инженеров-сварщиков в целях достижения высокого качества сварных швов труб.
Выбор подходящего оборудования для сварки труб
Выбор оборудования является главным требованием для получения качественных сварных швов труб. Наивысшими приоритетами при выборе сварочного оборудования для сварки трубопроводов являются надежность, согласованность, точность и контроль процесса. Также очень важно, чтобы оборудование было простым в использовании, а элементы управления были интуитивно понятными. В дополнение к производительности оборудования, рабочая среда также должна быть ключевым фактором при выборе оборудования. Существуют конфигурации для сварки труб, предназначенные для сварки в открытом море, сварки удаленных наземных трубопроводов, общего использования в производственных цехах, а также автоматизированные системы для сварки труб, настроенные по индивидуальному заказу. Правильный выбор может быть непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных опциях, возможностях и ограничениях каждой системы. При сварке марок CRA (Corrosion Resistant Alloy) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионную стойкость корневого шва. Важность этого не следует недооценивать.
(далее…)
23 июня, 17 15:22 · Оставить комментарий · Colin Brown
Red-D-Arc предлагает широкий ассортимент сварочного оборудования, разработанного специально для профессионалов в области сварки труб. Новейшее оборудование для сварки труб может повысить производительность и обеспечить высочайшее качество сварных швов. У нас есть обширный парк инновационных решений, таких как сварочная система Miller PipeWorx, аппарат для сварки труб с осциллирующей дугой Red-D-Arc, системы Bug-O, системы орбитальной сварки от Lincoln и Axxair, а также оборудование для подготовки концов труб от H&M и E. H. Часы.
Посетите новый раздел «Сварка труб» на веб-сайте reddarc.com, чтобы узнать больше.
Другие статьи по орбитальной сварке
13 февраля, 17 13:11 · Оставить комментарий · reddarc
Компания Red-D-Arc выпустила новый продукт, предназначенный для повышения производительности и эффективности сварки труб. Технологическая ячейка Red-D-Arc для труб с осциллирующей сварочной горелкой — это многофункциональная сварочная ячейка с двойным механизмом подачи проволоки.
Система проста в настройке и эксплуатации, снижает количество ошибок оператора сварки, сокращает время сварки и увеличивает скорость наплавки, производительность и время горения дуги.
С системой можно использовать различные источники сварочного тока и механизмы подачи проволоки, включая системы Miller RMD PipeWorx 400 и Lincoln STT S350, S500 и S700 Power Wave, при этом все функции сварки управляются через удаленный интерфейс.
Корневые проходы можно выполнять вручную сплошной проволокой с использованием технологии RMD или STT (вместо ручного GTAW или SMAW), за которыми следуют горячие проходы и сквозные проходы сплошной проволокой или флюсовой проволокой с помощью сварочного генератора помехового типа.
Выберите сварочный позиционер, сварочный патрон, набор токарных роликов или переднюю бабку в соответствии со своими потребностями. Все функции позиционирования, включая манипулятор сварочной головки, осциллятор, сварочный позиционер и поворотные ролики, управляются с помощью единого элемента управления.
Свяжитесь с экспертом Red-D-Arc по автоматизации сварки, чтобы узнать больше или запросить демонстрацию: 1-866-733-3272 | Связаться с отделом продаж
Другие сварочные поворотные столы, трубосварочные аппараты и позиционеры для сварки труб
12 августа, 16 9:16 · Оставить комментарий · реддарк
«Мы были рады возможности увидеть демонстрацию продукта для системы Red-D-Arc (Orbitalum). Машина оправдала возложенные на нее надежды, и техническая команда была бесценна»
— Роб Б. (покупатель)
Обновление : Red-D-Arc теперь предлагает оборудование для орбитальной сварки от Axxair.
Одному из наших клиентов, механическому цеху из Opelika, штат Алабама, требовалось решение для эффективной сварки труб и коленчатых секций из нержавеющей стали, способное выдержать гидростатические испытания давлением до 300 фунтов на квадратный дюйм. Потратив время на изучение их требований, специалисты филиала Red-D-Arc в Остелле, штат Джорджия, работали вместе с экспертами из Airgas, чтобы продемонстрировать, как закрытая система орбитальной сварки Orbitalum поможет решить их проблемы.
Специалист по сварке Red-D-Arc Грегори Беллами показал, как чрезвычайно узкая конструкция закрытой сварочной головки Orbiweld 76S идеально подходит для работы в условиях ограниченного пространства. Orbimat 76s был оснащен зажимными втулками (которые доступны для всех размеров труб), чтобы обеспечить точное соответствие и прочную фиксацию. Труба в этом приложении представляла собой трубу из нержавеющей стали диаметром 1,500 дюйма со стенкой 0,035 дюйма, диаметром трубы (прямая труба) и коленом из нержавеющей стали 180 градусов диаметром 1,500 дюйма. с .049″ стена. Когда сварка была завершена, сварные трубы прошли гидростатические испытания при давлении более 300 фунтов на квадратный дюйм.
Выражаем благодарность Грегори Беллами и Робу Сторчу из Red-D-Arc, а также Уэйну Бламиру и Биллу Хаттеру из Airgas за их поддержку в еще одной успешной демонстрации клиентов по орбитальной сварке труб.
Подробнее об орбитальной сварке
28 июля, 16 10:46 · Оставить комментарий · Джефф Кэмпбелл
Компании, занимающиеся сваркой труб, всегда ищут новые способы повышения производительности и заключения большего количества контрактов. В Red-D-Arc наша цель — предоставить наилучшие возможные решения для удовлетворения их потребностей. Недавно сотрудники нашего филиала Red-D-Arc в Лас-Вегасе продемонстрировали систему орбитальной сварки TIG Apex 2100. Демонстрация проводилась на 6,5-дюймовом отрезке трубы из углеродистой стали. Apex 2100 собирает данные о сварке в режиме реального времени и позволяет пользователю отслеживать, настраивать и контролировать параметры сварки на протяжении всего процесса. Компактный и легкий подвесной пульт позволяет удобно работать одной рукой, а простой интерфейс интуитивно понятен и прост в освоении операторами. Систему также легко обслуживать и обслуживать, что обеспечивает максимальное время безотказной работы и техническое обслуживание на месте.
Наши специалисты могут провести демонстрацию этого и многих других видов оборудования для автоматизации сварки. Свяжитесь с нами сегодня, чтобы узнать о преимуществах, которые орбитальная сварка и другие системы автоматизации сварки могут принести вашему бизнесу.
Подробнее об орбитальной сварке
26 мая, 16 16:27 · Оставить комментарий · Джефф Кэмпбелл
«широко используется на ядерных установках и в подводных операциях из-за их возможности установки и эксплуатации роботов…»
Эта универсальная серия труборезов способна резать трубы диаметром от 2 до 24 дюймов и твердые материалы, изготовленные из таких материалов, как ковкий чугун, сталь, нержавеющая сталь, сплавы, детали из конструкционной стали и рельсы. Они обеспечивают быструю и точную холодную резку с квадратной поверхностью под прямым углом и могут быть установлены в любом положении. Поскольку гильотинные труборезные пилы настолько универсальны, их используют водные и газовые компании, атомная энергетика, нефтехимические предприятия, нефтеперерабатывающие заводы, а также для регулярного технического обслуживания предприятий. Э.Х. Гильотинные пилы Wachs полностью портативны и имеют прочную конструкцию, способную работать в сложных условиях. Они компактны, просты в эксплуатации и требуют минимального обслуживания. Точное управление кончиками пальцев позволяет оператору регулировать скорость пильного диска для получения оптимальных результатов. Эти труборезные станки широко используются на ядерных объектах и в подводных операциях благодаря возможности роботизированной установки и эксплуатации. Время установки не более трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.
Заявка на патент США для АВТОМАТИЧЕСКИХ И ПОЛУАВТОМАТИЧЕСКИХ СВАРОЧНЫХ СИСТЕМ И МЕТОДОВ Заявка на патент (заявка № 201102
, выданная 1 декабря 2011 г.) Заявка № 61/348,427, озаглавленная «Упрощенное обучение традиционных и портативных роботов», поданная 26 мая 2010 г., которая включена в настоящий документ посредством ссылки.УРОВЕНЬ ТЕХНИКИ
Изобретение в целом относится к сварочным установкам и, в частности, к автоматическим и полуавтоматическим сварочным системам и способам.
Сварка — это процесс, который становится все более распространенным в различных отраслях и областях применения. Хотя многие из этих сварочных процессов были успешно автоматизированы, что уменьшило потребность в ручных сварщиках, по-прежнему существует большое количество приложений, в которых автоматизация не используется из-за таких факторов, как изменчивость встречающихся сварных соединений, необходимость адаптация при сварке и т.д. Например, в этих приложениях оператор сварки может столкнуться с трудностями при попытке научить роботизированное сварочное устройство реагировать на неровности в сварном соединении. В определенных сварочных условиях, таких как судостроение, такие факторы по-прежнему требуют использования ручных сварщиков, что ограничивает эффективность сварки в этих контекстах. Соответственно, существует потребность в усовершенствованных системах и способах сварки, которые устраняют такие недостатки и увеличивают количество и типы применений, в которых может использоваться автоматическая сварка.
КРАТКОЕ ОПИСАНИЕ
В примерном варианте осуществления способ управления автоматизированной системой сварки включает в себя получение набора данных, включающего один или несколько признаков свариваемого соединения. Способ также включает в себя получение процедуры сварки для свариваемого соединения, при этом процедура сварки для соединения определяется на основе образца виртуального сварного шва, выполненного оператором. Способ дополнительно включает в себя определение одного или нескольких желаемых изменений в процедуре сварки на основе полученных характеристик свариваемого соединения и создание обновленной процедуры сварки путем изменения одного или нескольких параметров полученной процедуры сварки в соответствии с одним или несколькими требуемыми параметрами. изменяется, когда один или несколько параметров включены в заранее определенный допустимый набор данных.
В другом варианте осуществления сварочная система включает в себя источник питания для сварки, включающий в себя схему преобразования мощности, предназначенную для приема первичной мощности и для преобразования первичной мощности в выходную мощность сварки. Система сварки также включает в себя схему управления, приспособленную для получения процедуры псевдосварки для сварного соединения и создания процедуры сварки для сварки сварного соединения на основе процедуры псевдосварки, информации, касающейся особенности сварного соединения, и разрешенного набора параметров. Сварочная система дополнительно включает в себя роботизированное сварочное устройство, приспособленное для получения мощности сварки от источника сварочного тока и управляющего сигнала от схемы управления, при этом управляющий сигнал кодирует параметры, позволяющие роботизированному сварочному устройству выполнять процедуру сварки сварного соединения.
В другом варианте осуществления роботизированное сварочное устройство выполнено с возможностью приема набора данных, включающего один или несколько признаков свариваемого соединения, определения процедуры сварки соединения, подлежащего сварке, на основе полученного набора данных, выполнения операции сварки. путем реализации процедуры сварки на сварном соединении, получить желаемое изменение процедуры сварки от оператора во время операции сварки и выполнить операцию сварки путем реализации изменения процедуры сварки на сварном соединении, когда изменение процедуры сварки находится в пределах предварительно определенного допустимого подмножества .
Эти и другие особенности, аспекты и преимущества настоящего изобретения станут более понятными после прочтения следующего подробного описания со ссылками на прилагаемые чертежи, на которых одинаковые символы обозначают одинаковые части на всех чертежах, где:
ИНЖИР. 1 представляет собой блок-схему, иллюстрирующую вариант осуществления сварочной системы, предназначенной для питания, управления и подачи питания для операции сварки в соответствии с аспектом настоящего раскрытия;
РИС. 2 иллюстрирует способ управления сварочной системой по фиг. 1 для выполнения операции сварки с использованием роботизированного сварочного устройства и/или оператора в соответствии с вариантом осуществления настоящего раскрытия;
РИС. Фиг.3 иллюстрирует график зависимости скорости движения при обучении от времени и график скорректированной скорости движения от времени в соответствии с вариантом осуществления настоящего раскрытия;
РИС. 4 представляет собой блок-схему, иллюстрирующую вариант осуществления способа управления сварочной системой по фиг. 1 для выполнения операции сварки; и
РИС. 5 представляет собой блок-схему, иллюстрирующую вариант осуществления способа управления роботизированным сварочным устройством по фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ
Как подробно описано ниже, предусмотрены системы и способы для управления и выполнения операции сварки с использованием роботизированного сварочного устройства и оператора сварки. Кроме того, также раскрыты способы и системы для обучения роботизированного сварочного устройства правильному выполнению требуемой процедуры сварки. Например, в некоторых вариантах осуществления оператор сварки может создать процедуру псевдосварки для данного сварного соединения, используя систему виртуальной реальности, в которую предварительно загружена информация о свариваемом соединении. Например, система виртуальной реальности может получать информацию о сварном соединении от подходящей системы оценки сварного шва, такой как система лазерного сканирования. В этих вариантах осуществления роботизированное сварочное устройство может быть обучено сварке данного сварного соединения на основе процедуры псевдосварки и одного или нескольких известных параметров данного сварного соединения. То есть схема управления для роботизированного сварочного устройства может получать входные данные, такие как характеристики сварного соединения (например, толщина соединения, профиль сварного шва, толщина материала и т. д.), и может изменять процедуру псевдосварки на основе этих входных данных в пределах допустимый набор параметров. Например, допустимый набор параметров, в пределах которого роботизированному сварочному устройству разрешено вносить изменения, может включать заранее определенные допуски для параметров процедуры сварки, таких как скорость перемещения или угол наклона горелки. Таким образом, описанные здесь роботизированные сварочные устройства могут изменять процедуру псевдосварки для исправления одной или нескольких ошибок оператора или неэффективности. Вышеуказанные признаки могут облегчить автоматическую или полуавтоматическую сварку сварных соединений, которая обычно требует ручной сварки, поскольку ввод данных оператором, специфичный для данного сварного соединения, включается в обучение роботизированного сварочного устройства. Кроме того, эти функции могут позволить разработать процедуру сварки сварного соединения с использованием входных данных как от ручного оператора, так и от роботизированного сварочного устройства, хотя один или оба из ручного оператора и роботизированного сварочного устройства могут выполнять шов на сварном соединении.
Кроме того, в некоторых вариантах осуществления автоматизированная и ручная сварочные системы, раскрытые в настоящем документе, могут работать совместно друг с другом во время операции сварки для разработки и выполнения процедуры сварки сварного соединения. То есть в некоторых вариантах осуществления оператор и роботизированное сварочное устройство могут работать в режиме сварки вместо режима обучения для разработки и реализации подходящей процедуры сварки во время операции сварки. В этих вариантах осуществления можно использовать различные режимы для эффективного завершения сварки сварного соединения. Например, в одном варианте осуществления роботизированное сварочное устройство может выполнять процедуру сварки без существенного участия оператора. Однако в других режимах роботизированное сварочное устройство может взаимодействовать с ручным оператором для выполнения процедуры сварки в полуавтоматическом или ручном режиме. Эти и другие особенности раскрытых сварочных систем, которые объединяют автоматические и ручные операции сварки, более подробно описаны ниже.
Кроме того, в некоторых вариантах осуществления одно или несколько устройств могут использоваться для контроля местоположения или скорости горелки во время сварки или операции обучения. Например, технология измерения угла может использоваться для излучения инфракрасного излучения для определения угла наклона горелки. В качестве дополнительного примера можно использовать глобальную систему позиционирования для отслеживания скорости перемещения и/или местоположения сварочного устройства. Кроме того, также могут использоваться дополнительные устройства, такие как отражающие поверхности, используемые в системе виртуальной реальности.
Кроме того, следует отметить, что в некоторых вариантах осуществления описанные здесь автоматические сварочные устройства могут быть заменены неопытным оператором-человеком, использующим одно или несколько устройств, облегчающих требуемую сварку сварного соединения. Например, в одном варианте осуществления неопытный сварщик может носить каску, перчатку или другое вспомогательное устройство, которое предоставляет неопытному сварщику параметры процедуры сварки. Таким образом, псевдосварку может выполнять опытный сварщик, но неопытный сварщик может выполнять сварку сварного соединения. То есть в некоторых вариантах осуществления оператор сварки может использовать систему дополненной реальности для облегчения операции сварки.
Обращаясь теперь к чертежам, на фиг. 1 представляет собой блок-схему, иллюстрирующую вариант осуществления сварочной системы 10 , которая объединяет ручное и автоматическое управление и операции для выполнения сварки сварного соединения. Как показано, сварочная система 10 включает в себя источник сварочного тока 12 , который получает множество входных сигналов и использует эти входные сигналы для питания, управления и подачи питания для операции сварки. С этой целью источник сварочного тока 12 соединен с роботизированным сварочным аппаратом 9.0027 14 с установленной на нем сварочной горелкой 16 . Роботизированное сварочное устройство 14 управляется и питается от источника сварочного тока 12 для выполнения операции сварки 18 на заготовке 20 . Понятно, что заготовка 20 может включать в себя одно или несколько свариваемых соединений.
Показанная система сварки 10 также включает систему оценки сварных соединений 22 и систему виртуальной реальности 24 , взаимодействующие с источником питания сварочного аппарата 12 , который может использоваться для управления сварочным процессом 18 . Система оценки сварных соединений 22 , система виртуальной реальности 24 и источник сварочного тока 12 включают в себя различные внутренние компоненты, взаимодействующие во время работы сварочной системы 10 . В показанном варианте система оценки сварных соединений 22 включает оптическую систему формирования изображения 26 . Система виртуальной реальности 24 включает в себя схему 28 управления и обработки, память 30 и интерфейс оператора 32 , способный принимать вводимые оператором данные 34 от оператора сварки.
Источник питания для сварки 12 включает в себя схему преобразования энергии 36 , способную получать первичную мощность от первичного источника, такого как источник переменного тока (AC) 38 . Источник питания 12 также включает в себя схему управления 40 , имеющую схему обработки 42 , память 44 и схему поддержки робота 46 . Как показано, схема обработки 42 взаимодействует с пользовательским интерфейсом 48 , который позволяет оператору выбирать настройки данных. Интерфейс оператора 48 может позволять выбирать настройки, такие как процесс сварки, тип используемой проволоки, настройки напряжения и тока и т. д. В частности, система предназначена для обеспечения возможности выбора сварочных процессов, таких как сварка металлов в среде инертного газа (MIG), сварка вольфрамовым электродом в среде инертного газа (TIG), сварка электродом или любой другой подходящий процесс сварки. В показанном варианте источник сварочного тока 12 также включает газовый клапан 50 , соединенный с первым газовым баллоном 52 через газопровод 54 и со вторым газовым баллоном 56 через второй газовый трубопровод 58 .
Во время работы схема управления 40 управляет генерацией выходной мощности сварки 60 , которая подается на роботизированное сварочное устройство 14 для выполнения желаемой операции сварки 18 . С этой целью схема обработки 42 схемы управления 40 соединен со схемой преобразования мощности 36 . Схема 36 преобразования мощности адаптирована для создания выходной мощности 60 сварки из первичной мощности, полученной от источника 38 переменного тока. Могут использоваться различные схемы преобразования мощности, включая прерыватели, повышающие схемы, понижающие схемы, инверторы, преобразователи и т.д. Конфигурация такой схемы может быть общеизвестной в технике. Схема преобразования энергии 36 обычно подключается к источнику электроэнергии, например, к источнику питания переменного тока 38 в проиллюстрированном варианте осуществления. Энергия, подаваемая на схему преобразования энергии 36 , может исходить из энергосистемы, хотя могут также использоваться и другие источники энергии, такие как энергия, вырабатываемая генератором с приводом от двигателя, батареями, топливными элементами или другими альтернативными источниками.
Схема обработки 42 координирует работу роботизированного сварочного аппарата 14 через управляющий сигнал 62 подается на устройство 14 . С этой целью схема 42 обработки принимает и обрабатывает различные входные данные для генерирования управляющего сигнала 62 . Например, схема 42 обработки взаимодействует со схемой 46 поддержки робота для получения информации о работе роботизированного сварочного устройства 14 . Далее схема обработки 42 получает данные от сварщика через пользовательский интерфейс 48 . Эти входные данные могут включать, помимо прочего, выбор процесса, команды переопределения, значения или диапазоны параметров процедуры сварки и т. д. Кроме того, схема обработки 42 управляет газовым клапаном 50 , чтобы обеспечить подачу требуемого газа 52 или 56 требуемого газа 64 в роботизированное сварочное устройство 14 , когда требуется газ.
В изображенном варианте осуществления система виртуальной реальности 24 работает для создания выходных данных 66 , которые подаются в схему 42 обработки сварочного источника питания 12 . Например, в одном варианте осуществления оператор может использовать систему виртуальной реальности 24 для выполнения виртуального сварного шва на смоделированном сварном соединении, и эта процедура псевдосварки, выполняемая оператором, может быть записана в память 30 и передана в схема обработки 42 в качестве вывода данных 66 . В этом варианте осуществления входные данные оператора 34 , которые могут быть характеристиками процедуры псевдосварки, такими как скорость перемещения, угол наклона горелки и т. д., передаются через интерфейс оператора 32 в схему управления 28 устройства. система виртуальной реальности 24 .
Чтобы предоставить оператору смоделированную среду сварки, которая имитирует среду фактического свариваемого соединения, схема управления 28 получает ввод 68 от системы оценки сварных соединений 22 . Система оценки сварных соединений 22 способна оценивать сварное соединение и/или его окружающую среду для сбора информации об особенностях сварного соединения. Характеристики сварного соединения могут включать толщину материала, толщину соединения и так далее. Например, показанная система оценки сварных соединений 22 включает в себя систему оптической визуализации 26 9.0029, способный оптически сканировать сварной шов. После сканирования полученные данные могут быть переведены в визуальное представление сварного соединения и связанного с ним крепления и переданы в схему управления и обработки 28 . Таким образом, может быть сгенерировано смоделированное сварное соединение, соответствующее фактическому сварному соединению, которое будет сварено в операции сварки 18 .
Таким образом, прежде чем роботизированное сварочное устройство 14 сможет выполнять операцию сварки 18 устройство 14 может быть обучено процедуре псевдосварки, разработанной оператором сварки. Кроме того, в некоторых вариантах осуществления после разработки процедуры псевдосварки схема обработки 42 и/или схема 46 поддержки робота могут изменять процедуру псевдосварки для разработки усовершенствованной процедуры сварки. То есть процедура псевдосварки может быть изменена в разрешенном или разрешенном окне для создания эффективной процедуры сварки. Таким образом, одна или несколько ошибок или дефектов оператора могут быть исправлены до того, как процедура сварки будет реализована в операции сварки 9. 0027 18 , как более подробно описано ниже.
Сварочная система 10 по фиг. 1 показаны конкретные внутренние компоненты различных систем, которые взаимодействуют для управления роботизированным сварочным устройством 14 для выполнения операции 18 сварки. Однако проиллюстрированные системы и их соответствующие компоненты являются просто примерами и не предназначены для ограничения или ограничения форм, которые могут принимать проиллюстрированные системы. Другие конфигурации системы и внутренние компоненты также входят в объем раскрытых сварочных систем. Например, в некоторых вариантах осуществления роботизированное сварочное устройство 14 , а устройство для ручной сварки может быть подключено к источнику сварочного тока 12 и использоваться для выполнения операции сварки. То есть, в некоторых вариантах осуществления роботизированное сварочное устройство 14 может выполнять части операции сварки, а ручное сварочное устройство может управляться оператором для выполнения оставшихся частей операции сварки. Кроме того, проиллюстрированные системы могут включать в себя дополнительные или меньшие электрические компоненты, чем проиллюстрированные.
РИС. 2 иллюстрирует способ 70 управления сварочной системой 10 по фиг. 1, или аналогичную автоматическую или полуавтоматическую сварочную систему в соответствии с вариантом осуществления настоящего изобретения. Способ 70 включает в себя получение информации об одном или нескольких признаках сварного соединения (блок 72 ). Например, этот этап 72 может включать сканирование сварного соединения для определения визуального представления сварного соединения и связанного с ним крепления. Например, этот шаг 72 может включать в себя загрузку трехмерных чертежей сварного соединения для определения таких параметров, как толщина соединения, толщина материала, подводимая энергия, межпроходная температура, профиль сварного шва и т. д., которые могут повлиять на процедуру сварки. Кроме того, в некоторых вариантах осуществления сканированные данные сварного соединения могут сравниваться с сохраненными данными, и если разница между сканированными данными и сохраненными данными превышает заданный порог, может выполняться псевдосварка. В проиллюстрированном варианте осуществления способ 70 дополнительно включает просмотр характеристик сварного соединения (блок 74 ) и, при желании, использование информации о характеристиках для определения соответствующей скорости подачи проволоки, количества проходов сварки, уровня напряжения, скорости перемещения и т. д. для заданный сварной шов.
После получения информации о сварном соединении оператору может быть предложено выполнить псевдосварку моделируемого сварного соединения (блок 76 ). То есть полученная информация может быть использована для создания виртуальной среды, моделирующей среду сварки, и оператор может выполнять виртуальную сварку в этой моделируемой среде. Виртуальная процедура сварки, выполняемая оператором сварки, может быть записана как процедура псевдосварки, поскольку оператор не выполняет виртуальную сварку фактического сварного соединения. Тем не менее, в конкретных вариантах осуществления эта процедура псевдосварки может использоваться для обучения роботизированного сварочного устройства до того, как роботизированное устройство столкнется с фактическим сварным соединением.
Кроме того, роботизированное сварочное устройство может использоваться для изменения одной или нескольких характеристик процедуры псевдосварки на основе заданного окна допустимости (блок 78 ). Например, роботизированное сварочное устройство может учитывать полученную информацию об особенностях и определять оптимальные уровни для таких параметров, как скорость подачи проволоки, скорость перемещения и напряжение. Эти определенные уровни могут сравниваться с уровнями, заданными оператором при псевдосварке, и уровни псевдосварки могут регулироваться роботизированным устройством для улучшения процедуры псевдосварки. Однако при желании роботизированное сварочное устройство может быть ограничено допустимым окном. То есть, если желаемые изменения, которые определяет роботизированное сварочное устройство, находятся за пределами заданного окна, эти изменения могут не быть реализованы или роботизированное сварочное устройство может запросить ввод данных от оператора до реализации желаемых изменений. Затем пользователь может отменить или принять эти изменения. Таким образом, процедура псевдосварки может быть изменена для получения процедуры сварки, которая должна быть реализована на сварном соединении. Наконец, определенная процедура сварки выполняется на сварном соединении роботизированным сварочным аппаратом и/или оператором сварки (блок 80 ), как более подробно описано ниже.
РИС. 3 показан график , 82, зависимости скорости перемещения от времени, включающий ось , 84, скорости перемещения и ось , 86, времени. График 82 включает в себя пример графика псевдосварки 88 , созданного, например, оператором, выполняющим виртуальную сварку сварного соединения за заданный интервал времени в моделируемой среде. Как показано, график псевдосварки 88 корректируется автоматизированной системой управления для создания скорректированного графика скорости перемещения 9.0027 90 . В проиллюстрированном варианте осуществления график 88 скорости перемещения псевдосварки существенно сглажен автоматическим устройством для повышения эффективности фактической процедуры сварки. Однако в других вариантах осуществления график может быть скорректирован множеством других подходящих способов. Например, роботизированное устройство может использовать синтетическое зрение (например, лазерный сканер, способный сканировать сварной шов) и/или отслеживание дугового шва для исправления псевдосварки. Однако, как показано, скорректированный график скорости движения 90 находится в пределах заданного допуска 92 , который определяет допустимое окно, в пределах которого скорость движения может регулироваться автоматически. В некоторых вариантах осуществления допустимое окно 92 может быть определено как процентная доля ниже или выше величины графика скорости перемещения псевдосварки.
Следует отметить, что в некоторых вариантах осуществления скорректированный участок сварки 90 , определенный автоматическим сварочным устройством, может быть дополнительно изменен вручную оператором, если это необходимо. Например, часть 91 скорректированного графика сварки 90 может быть изменен оператором, если требуется кривая, такая как часть 93 . То есть, когда выполнялась псевдосварка, оператор мог уменьшить скорость перемещения на этом участке графика, чтобы учесть особенность сварного соединения, которая была распознана оператором. Таким образом, кривая 93 может быть более желательной для включения в скорректированный сварной шов, чем кривая 91 , определенная автоматическим сварочным устройством. Соответственно, после определения скорректированного участка сварного шва 90 может быть изменен оператором.
Следует отметить, что проиллюстрированные графики являются просто примерами использования скорости перемещения во времени в качестве примера одного параметра процедуры псевдосварки, который может быть скорректирован автоматизированной системой. Однако другие функции или параметры могут быть скорректированы аналогичным образом на основе разрешенных окон, установленных для каждого соответствующего параметра. Кроме того, отдельные диапазоны допусков могут быть установлены независимо для различных переменных процедуры сварки. Например, в процедурах совместного отслеживания для скорости перемещения может быть установлен диапазон допусков, отличный от того, насколько далеко от оси допускается ручное или полуавтоматическое устройство, прежде чем будет включена автоматическая коррекция. Действительно, ввод данных оператором и ввод автоматизированной системы в отношении параметров процедуры сварки могут быть объединены любым желаемым образом для создания процедуры сварки, представляющей собой гибрид ручного и роботизированного ввода.
Кроме того, в дополнение к обучению роботизированного сварочного устройства с помощью объединенного подхода оператора и автоматизированного подхода сварное соединение может быть сварено роботизированным сварочным устройством, оператором или их комбинацией. Например, фиг. 4 иллюстрирует управляющую логику 94 , которая может быть использована для облегчения объединенного подхода к сварке сварного соединения роботом и оператором. Логика управления 94 используется, когда операция сварки инициирована (блок 96 ). Схема управления запрашивает, был ли выбран или определен автоматический режим (этап , 98, ). Например, в некоторых вариантах осуществления оператор может выбирать режим работы посредством выбора в пользовательском интерфейсе. Однако в других вариантах осуществления схема управления может определять, например, на основе предварительно загруженного визуального представления сварного соединения, какой режим является подходящим.
Если выбран автоматический режим, робот может выполнять операцию сварки в соответствии с процедурой сварки (блок 100 ). В конкретных вариантах осуществления процедура сварки может определяться путем объединения псевдосварки с автоматическим управлением или может полностью определяться роботом. Если автоматический режим не выбран, схема управления запрашивает, выбран ли полуавтоматический режим (блок 102 ). Если это так, то робот может начать выполнение сварки в соответствии с определенной процедурой сварки (блок 104 ), но схема управления отслеживает действия оператора во время операции сварки (блок 9).0027 106 ). Например, оператор может вводить данные с помощью джойстика для виртуальной сварки и/или управления сваркой, выполняемой автоматизированным устройством. Когда оператор обнаруживает ввод, робот может быть отключен и переопределен оператором (блок 108 ), и оператор может завершить часть сварки. Таким образом, оператор и робот могут координировать свои действия для завершения операции сварки. То есть робот может использоваться для выполнения рутинных сварочных задач, в то время как оператор может выполнять более сложные участки сварки.
Кроме того, если полуавтоматический режим не выбран, схема управления проверяет, выбран ли ручной режим (блок 110 ). Если да, то сварочная система включена для операторской сварки (блок 112 ), но операторская сварка может быть дополнена поддержкой робота (блок 114 ), по желанию оператора сварки. Следует отметить, что во время некоторых или всех описанных режимов ввод данных оператором может принимать форму фактической сварки в сварочной среде или виртуальной сварки в виртуальной среде. То есть в некоторых вариантах осуществления оператор может выполнять определенные части процедуры сварки в виртуальной среде, а робот может имитировать эти виртуальные сварные швы во время операции сварки в реальной среде сварки. Действительно, в соответствии с раскрытыми вариантами осуществления могут быть реализованы различные способы объединения ввода оператора и робота.
РИС. 5 иллюстрирует управляющую логику , 116, , связанную с контроллером роботизированного сварочного устройства в соответствии с раскрытым вариантом осуществления. Логика управления 116 включает в себя прием входных данных, касающихся характеристик сварного соединения (блок 118 ), и определение параметров, пригодных для использования при сварке сварного соединения, на основе этих характеристик (блок 120 ). В этом варианте контроллер робота также получает процедуру псевдосварки (блок 122 ), например, как установлено оператором через систему виртуальной реальности. Затем контроллер может сравнить процедуру псевдосварки с определенными подходящими параметрами, чтобы идентифицировать одно или несколько отличий. Если идентифицированные различия содержатся в допустимом окне, корректируется процедура псевдосварки (блок 124 ). Однако, если выявленные различия не попадают в заданный допустимый набор данных, оператор получает предупреждение (блок 126 ), и может потребоваться ввод данных оператором. Затем оператор может принять или отклонить изменения, предложенные автоматизированной системой. Как только процедура сварки определена таким образом, контроллер разрешает устройству выполнять сварку (блок 128 ).
Хотя здесь были проиллюстрированы и описаны только некоторые особенности изобретения, специалистам в данной области техники будет понятно множество модификаций и изменений. Таким образом, следует понимать, что прилагаемая формула изобретения предназначена для охвата всех таких модификаций и изменений, которые соответствуют истинной сущности изобретения.
Орбитальная сварка vs. Ручная сварка: сравнение преимуществ и недостатков
Сварка, с которой знакомо большинство людей, — это ручная дуговая сварка, при которой качество сварного шва полностью зависит от навыков и опыта человека, перемещающего металл. Ручная сварка подвержена несоответствиям из-за усталости, невнимательности и рассеянности, которые изменяют свойства сварного шва. Во многих приложениях эти несоответствия не настолько значительны, чтобы иметь значение. Но в трубах, которые подают топливо для ракетных двигателей, доставляют углеводороды на нефтеперерабатывающие заводы и снабжают силовые турбины паром высокого давления, несоответствия сварных швов могут привести к катастрофическим последствиям.
Орбитальная сварка специально разработана для устранения этих типов несоответствий из чувствительных сварных швов труб и насосно-компрессорных труб путем переключения скорости, степени заполнения и рисунка сварного шва на машину, которая не отвлекается и не устает. Поэтому неудивительно, что сравнение орбитальной сварки и ручной сварки показывает, что автоматическая орбитальная сварка надежно обеспечивает более стабильный и точный сварной шов. По мере того, как технические допуски для многих отраслей промышленности, использующих трубы и трубопроводы, становятся все более строгими, точность и сниженный процент отбраковки, обеспечиваемые орбитальной сваркой, делают ее более рентабельной, чем когда-либо.
Процессы ручной сварки существуют дольше, чем многие думают. Люди сваривали металл давлением — по сути, сбивали вместе два куска металла до тех пор, пока они не сплавлялись, — задолго до того, как появилась письменность. Однако сварка, распознаваемая современными глазами как таковая, появилась только в начале двадцатого века.
В настоящее время наиболее распространенными процессами ручной дуговой сварки являются:
- Дуговая сварка в среде защитного металла (SMAW): Чаще называемая сваркой стержнем, SMAW использует расходуемый электрод из сплава, покрытый флюсом (стержень). Когда зажигается дуга, стержень вплавляется в сварной шов, а флюс связывается с загрязнителями и всплывает на поверхность, образуя шлак, который удаляется с поверхности сварного шва.
- Дуговая сварка металлическим газом (GMAW) : Этот процесс сварки, также называемый инертным газом или MIG, использует непрерывно подаваемую проволоку в качестве электрода. Инертный защитный газ, обычно аргон, углекислый газ или их смесь, окружает расплавленный металл и предотвращает попадание загрязняющих веществ в сварной шов.
- Дуговая сварка с флюсовой сердцевиной (FCAW): FCAW — это еще один тип дуговой сварки, в котором в качестве электрода используется непрерывно подаваемая проволока. В этом методе обычно используется проволока с сердечником из флюса, который защищает и удаляет загрязнения из сварного шва вместо защитного газа. Однако существует процесс FCAW, в котором используется защитный газ, называемый Outershield. Для более ответственных сварных швов с использованием процесса FCAW будет использоваться решение Outershield для улучшения качества сварки при сохранении высокой скорости наплавки, связанной с FCAW.
- Дуговая сварка под флюсом (SAW): В этой более старой форме сварки в качестве электрода используется непрерывно подаваемая проволока, и сварной шов по существу покрывается флюсом, наносимым сварочной головкой по мере сварки. SAW перестал использоваться как ручной процесс и обычно используется как автоматизированный процесс.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): В этом процессе, также обычно называемом сваркой вольфрамовым электродом в среде инертного газа (TIG), используется неплавящийся вольфрамовый электрод. Электрод и создаваемый им шов защищены инертным газом, в то время как вольфрамовый электрод используется для создания узкой дуги, которую можно направить на заготовку с высокой степенью контроля. Сварка GTAW является наиболее точным и чистым процессом ручной дуговой сварки, но также и одним из самых сложных в освоении.
- Плазменно-дуговая сварка (PAW): Сварку PAW можно рассматривать как более сложный тип сварки GTAW, в котором также используется неплавящийся вольфрамовый электрод. Он использует два типа газа: один генерирует плазму, а другой защищает сварной шов. Сварка PAW обычно автоматизирована; ручной PAW является недавней разработкой.
Независимо от типа процесса сварки концепция каждого из этих типов остается одинаковой. Сварщик зажигает дугу, нагревает металл и направляет его в свариваемое соединение. Однако дьявол кроется в деталях, и сварщика, который думает, что обширный опыт работы с SMAW готовит его к GTAW, ждет грубое пробуждение. Свойства дуги, то, как наносится металл, а также то, как загрязняющие вещества удерживаются или удаляются в каждом процессе, сильно различаются. Эти различия помогают определить качество и точность окончательного сварного шва.
Орбитальная сварка vs. Ручная сварка: как орбитальная сварка упрощает выполнение высококачественных сварных швов В SMAW и FCAW флюс не только защищает сварной шов, но также может удалять некоторые проникающие загрязняющие вещества из сварного шва, что делает эти сварочные процессы щадящими. Их можно легко использовать в отдаленных местах с небольшим укрытием от окружающей среды. Защита сварного шва на основе флюса также дает сварщику больше возможностей для подхода к сварке. Угол подхода и скорость движения имеют меньшее значение, когда вы не можете потерять или обогнать защитный газ. Плата за этот прощающий характер заключается в том, что свойства полученного сварного шва могут быть непостоянными, когда сварщик меняет положение или скорость движения или теряет устойчивость, пытаясь добраться до недоступного соединения. Процесс SAW также может создавать проблемы с поддержанием правильного покрытия флюсом при сварке вне положения.
Сварные швы, полученные с помощью процессов сварки в среде защитного газа, более однородны, чем швы, основанные на использовании флюса. Сварщик должен придерживаться более жестких параметров, чтобы иметь возможность зажигать и поддерживать дугу. В результате получается более механически прочный сварной шов, который может быть выполнен только квалифицированным и опытным сварщиком. Самое большое преимущество орбитальной сварки по сравнению с ручной дуговой сваркой заключается в том, что эти навыки переносятся в автоматизированную систему, чтобы сделать высококачественную, стабильную сварку простой и легко воспроизводимой.
В таблице ниже сравниваются ручная и автоматизированная орбитальная сварка труб GTAW:
| Ручная сварка GTAW | Орбитальная сварка GTAW |
| Поддерживает сварку плавлением (автогенную). | |
| Присадочный материал представляет собой стержень, ритмично погружаемый сварщиком в сварочную ванну. | Присадочный материал непрерывно подается с катушки с проволокой с заданной скоростью. |
| Сварка обычно выполняется на четверть трубы за раз, поскольку сварщик меняет положение, чтобы иметь возможность охватить всю окружность трубы. | Сварка выполняется непрерывно с постоянной скоростью по мере того, как сварочная головка перемещается по трубе. |
| Переплетения и другие узоры зависят от выполнения сварщиком и могут быть нарушены из-за усталости и способности сварщика сохранять самообладание во время сварки. | Схемы сварки запрограммированы в источнике питания и выполняются машиной автоматически без проблем, связанных с усталостью или дискомфортом. |
| При последующих проходах для заполнения сварного шва может потребоваться использование системы подачи проволоки для своевременного заполнения шва. | Поскольку при орбитальной сварке GTAW уже используется непрерывная подача, последующие проходы могут продолжаться с использованием процесса GTAW. |
| Эффективность сварки ограничена наличием квалифицированных сварщиков. | Идентичные сварные швы могут выполняться одновременно с использованием нескольких орбитальных сварочных аппаратов. |
| Несоответствие сварных швов или профилей может быть компенсировано на лету благодаря возможностям сварщика. | Стабильное сварное соединение и подготовка, необходимые для получения стабильных результатов сварки, если только система не оснащена «умной» технологией, которая позволяет ей адаптироваться к отклонениям в соединении. |
Большинство процессов ручной дуговой сварки были воспроизведены в автоматизированной форме, чтобы обеспечить согласованный процесс сварки, на который можно положиться при соблюдении стандартов качества и сроков выполнения проекта. Менеджеры проектов, рассматривающие орбитальную сварку, должны ответить на два вопроса: нужны ли для работы такие уровни производительности и стабильности, которые может обеспечить только орбитальная сварка, и какой тип орбитальной сварки необходим.
Выбор процесса орбитальной сварки Пожалуй, лучший совет, который можно дать при сравнении орбитальной сварки и ручной сварки, заключается в том, что точная работа требует орбитальной сварки. И если проект настолько чувствителен к вариациям, что требует орбитальной сварки, то следует использовать наиболее точный и надежный тип орбитальной сварки. Для большинства применений это означает орбитальную сварку в среде защитного газа.
Никакой другой процесс сварки не сочетает в себе прочность, постоянство и точное управление дугой, как GTAW. Орбитальная GTAW позволяет использовать точную степень контроля и регулярное формирование валика этого процесса для сварки широкого спектра соединений и соединений. Если проект трубы или трубопровода требует точности, он требует орбитальной сварки GTAW.
Arc Machines, Inc. специализируется исключительно на оборудовании для орбитальной сварки GTAW, которое обеспечивает непревзойденный контроль над процессом сварки. По вопросам продукции обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами для организации встречи.
Товары — Can Man
- Форма запроса
- Преимущества L2
- Технические данные
Преимущества L2
Сварка вверх ногами
Система сварки вверх ногами позволяет оператору удобно сваривать очень тяжелые и большие трубы. С приводом проволоки с частотным регулированием скорость можно оптимизировать в зависимости от свариваемого изделия.
Долгий срок службы
Сама конструкция машины, а также ее механические компоненты прочны и изготовлены из высококачественных материалов. Долговечная верхняя и нижняя роликовая головка со сменным приварным кольцом обеспечивают почти нулевые затраты на быстроизнашивающиеся детали.
Технические данные
Метрическая система
Британская система измерения
| Диапазон диаметров | 100 — 1500 мм | 4 — 60″ |
|---|---|---|
| Диапазон высоты/длины | 100 — 1500 мм | 4 — 60″ |
| Толщина материала | 0,3–1,25 мм | 0,011 — 0,049″ |
| Лист внахлест | 6,0 мм | 0,023 дюйма |
| Производство | отд. на оператора и длину изделий | отд. на оператора и длину изделий |
| Скорость сварки | 4 — 8 м/мин | 13–26 фут/мин |
| Медная проволока диаметром | 1,8 мм | 0,07 дюйма |
| Электросеть | 3 x 400 В переменного тока при 50/60 Гц + N + Земля | 3 x 400 В переменного тока при 50/60 Гц + N + Земля |
| Предохранитель и питание | 3 x 100 А, 50 кВА | 3 x 100 А, 50 кВА |
| Давление воды | 5 бар (абс. ) | 72,5 psi (абсолютное) |
| Расход / Производительность насоса | мин. 15 л/мин | мин. 4 гал/мин |
| Мощность охлаждения | мин. 6 кВт | мин. 6 кВт |
| Температура охлаждающей воды | Максимум. 15 °C со сварочным роликом, наполненным ртутью Максимум. 20 °C с PowerROLL™ | Максимум. 59 °F с заполненным ртутью сварочным роликом с Максимум. 68 °F с PowerROLL™ |
| Давление и расход воздуха | 6 бар, 10 м³/ч | 87 фунтов на квадратный дюйм, 19ярд³/ч |
| Свариваемые материалы | Белая жесть, черная сталь, оцинкованная сталь, нержавеющая сталь | Белая жесть, черная сталь, оцинкованная сталь, нержавеющая сталь |
Роботизированная сварка GMAW и GTAW – Midwest Engineered Systems
ИННОВАЦИИ С ПОМОЩЬЮ АВТОМАТИЗАЦИИ
- Главная
- Возможности
- Сварка
- Роботизированная сварка GMAW и GTAW
О сварке MIG и TIG
Двумя наиболее распространенными типами газовой дуговой сварки являются дуговая сварка металлическим газом (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). В сварке MIG используется процесс, при котором непрерывный расходуемый проволочный электрод нагревается и подается в сварочную ванну. Как и при сварке TIG, инертный газ, такой как аргон, также используется в качестве защитного газа для защиты сварочной ванны от любых переносимых по воздуху загрязнений. Сварка MIG широко используется в большинстве отраслей промышленности. В сварке TIG используется неплавящийся вольфрамовый электрод для создания дуги с инертным защитным газом, таким как аргон или гелий, для защиты сварочной ванны от любых переносимых по воздуху загрязнений. Сварка TIG идеально подходит для высокоточной сварки и сварки листового металла.
Что такое сварка MIG (GMAW)?
Процесс дуговой сварки металлическим электродом в среде защитного газа (или MIG) является простым и быстрым. Он использует непрерывную подачу расходуемого проволочного электрода, который подается непосредственно в сварочную ванну для формирования сварочного валика. Сварка MIG обеспечивает быстрое выполнение высококачественных сварных швов с минимальным скоплением шлака в сварочной ванне или вообще без него. При сварке MIG используется защитный газ из инертной атмосферы аргона или гелия, чтобы обеспечить чистую сварочную ванну и минимальное разбрызгивание при сварке. Он также достаточно универсален, чтобы работать в полуавтоматическом и полностью автоматическом режимах при соединении различных металлов.
Автоматизированные сварочные системы GMAW могут работать с алюминием, нержавеющей сталью, обычной сталью и многими цветными материалами толщиной от 26 калибра, вплоть до крупных структурных элементов, предназначенных для тяжелых условий эксплуатации. Простота и адаптируемость процесса делают сварку MIG хорошим выбором для крупных автоматизированных промышленных операций, требующих высокой производительности. Поскольку MIG использует присадочный материал, его можно использовать для сварки двух разных материалов вместе, тогда как TIG просто сплавляет две заготовки вместе, поэтому требуется, чтобы две детали были из одного и того же материала.
Производственная линия, использующая систему дуговой сварки металлическим электродом в среде защитного газа, как правило, работает быстрее, чем линия, использующая сварку TIG, при этом обеспечивая высокое качество сварных швов. Кроме того, детали для сварочных систем MIG более доступны и намного дешевле, чем их аналоги TIG. Сварка MIG требует менее специальной подготовки и опыта работы.
Что такое сварка TIG (GTAW)?
Суть процесса сварки TIG заключается в создании небольшой интенсивной дуги между неплавящимся вольфрамовым электродом и рабочей поверхностью. Благодаря небольшой интенсивной дуге TIG является наиболее идеальным процессом сварки для высококачественных и высокоточных операций. В процессе сварки используется защитный газ, который состоит из инертной атмосферы аргона или гелия. Целью защитного газа является защита сварочной ванны от любых переносимых по воздуху загрязнений для создания максимально чистого сварного шва. Все эти операции должны должным образом управляться успешной роботизированной системой.
Этот тип сварки может выполняться в вертикальном или потолочном положении и требует менее сложного оборудования для работы, тогда как для сварки ВИГ не требуется катушка для подачи. Кроме того, в некоторых случаях сварка ВИГ может выполняться без присадочного металла. и может работать с более широким спектром различных металлов, чем сварка MIG.
Сварка ВИГ, как правило, является более медленным процессом, который в первую очередь ориентирован на мелкие детали и качество, а не на скорость. Этот аспект делает его очень совместимым с системами роботизированной сварки. Хорошо запрограммированная автоматизация может выполнять гораздо более точные и воспроизводимые операции, чем человек-оператор, особенно на более низких скоростях.
Все это в совокупности указывает на то, что сварка TIG является высокоточной операцией, требующей глубоких знаний и опыта для правильной автоматизации. Компания Midwest Engineered Systems уже много лет занимается проектированием, производством и установкой роботизированных сварочных систем TIG на заказ. Мы разработали автоматизированные сварочные системы для работы с широким спектром возможностей и процедур сварки. Чтобы обеспечить высочайшее качество результатов, MWES с самого начала проекта нанимает сертифицированных специалистов по роботизированной дуговой сварке, которые разрабатывают и гарантируют высочайшие производственные характеристики каждой системы.
Строим будущее производства,
вместеУчить больше
Где мы помогли
Наши
Недавние проектыСварочные детали для подъемника
Роботизированные сварочные модули были предоставлены нашему клиенту для обработки различных сварных деталей…
Сварочный робот с бортовым поворотом
6 Автоматизация сварочная ячейка, предоставленная MWES нашему заказчику, способна обрабатывать как Wacker…
Ячейка для сварки днища сосуда под давлением
Эта система предназначена для установки, прихватки и приварки кольцевых секций в секцию корпуса…
Линия для сварки барабана бетоносмесителя
Компания MWES предоставила этому производителю грузовиков оборудование для автоматизации роботизированной сварки. бустер…
3-осевой сварочный позиционер Skylift
Этот проект состоит из стандартного роботизированного сварочного позиционера MWES и концевого эффектора для нашего.