описание, оборудование, преимущества и недостатки – Определенных деталей и элементов на Svarka.guru
Что представляет собой алюмотермитный метод?
Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
- Стыковой путь.
- Бесстыковой путь.
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Для создания надёжного шва, который выдержит большие нагрузки, используются специальные прессы. С их помощью проводиться процесс уплотнения соединительной смеси.
Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Что входит в состав смеси?
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Важно! Сварка рельс выполняется смесью алюминия и железа. Оба компонента входят в состав мелкими опилками. Чтобы ускорить процесс горения соединительного состава, алюминий добавляется в форме пудры.
Технология термитной сварки
Производственный процесс характерен тем, что для его протекания не требуется подключение к сети энергоснабжения или подачи специфических газовых составов. Для соединения металлов используются различные порошковые смеси: алюминиевые, железоокисные, магниевые. Их принято называть термитами, поскольку в процессе их горения образуется большое количество тепловой энергии.
Высокая температура воздействует на металлические заготовки, доводя их до полужидкого состояния. Благодаря изменению агрегатного состояния, металл заготовок смешивается с расплавом порошковых смесей, образуя цельную конструкцию. В уточнении нуждается способ поджога смеси. Для инициализации процесса температура должна достигнуть 1350 градусов Цельсия. Для этого можно использовать один из трех доступных способов. Первый – при помощи электрического разряда. В полевых условиях он недоступен, поэтому более приемлемым вариантом станет взрыв пиропатрона или поджог специального шнура.
Для инициализации процесса температура должна достигнуть 1350 градусов Цельсия. Для этого можно использовать один из трех доступных способов. Первый – при помощи электрического разряда. В полевых условиях он недоступен, поэтому более приемлемым вариантом станет взрыв пиропатрона или поджог специального шнура.
Температура горения металлического порошка доходит до 2400-2700 градусов Цельсия. Этого достаточно для плавления большей части металлов. Важно обратить внимание на то, что для поддержания процесса горения не требуется приток кислорода: его достаточно содержится в самой смеси. Поэтому термитное сваривание можно выполнять в инертной среде.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Сферы применения
Термитную сварку на сегодняшний день используют для сваривания чугуна, электрических и телефонных коммуникаций, труб, частей двигателя и так далее. Особо часто термит используют для сваривания железнодорожных рельсов. Соединения получаются достаточно надёжные. Место ремонта может быть на любом участке дороги, даже в несколько сот километров от населенного пункта.
Достоинства и недостатки
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
Недостатки:
- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
Если же рабочая смесь загорелась, потушить её не получится. Вода только разбрызгает горящую массу вокруг.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Плюсы и минусы
Этот метод применяется достаточно часто. Этому послужило то, что у него есть преимущества, которые по достоинству оценивают сварщики. Среди них выделяют такие:
- Быстрая скорость работы. Все этапы занимают не более получаса. При большом опыте за 60 минут можно обработать до десяти швов.
- Не используйте стационарную электрическую энергию. Это позволяет перемещать аппарат с места на место.
- Все части конструкции можно найти в одном месте. Они продаются в специализированных магазинах.
- Для получения ровного соединения не нужно иметь профессиональное образование. Нужно попробовать себя в сварочных работах несколько раз.

- Если не забывать о правилах работы и придерживаться всех технологий, можно получить прочный итоговый результат.
- Весь процесс не представляет опасности для работников, если применяется качественная техника и материалы.
- Сварочные работы можно проводить как дома, в цехах, так и на открытом поле.

Использование алюминотермитной сварки предполагает возникновение некоторых сложностей. Они могут быть такими:
- Порошок может легко поджечся, поэтому нужно вести себя с ним крайне осторожно.
- Подготовительные работы проводят тщательно и детально, чтобы не упустить важные нюансы.
- Техника, с которой вы будете работать, должна быть в рабочем состоянии. Проверьте ее исправность до начала сварки.
- Если в горячую посуду попадут капли жидкости, тогда вся смесь будет разбрызгана. Не допустите этого случая.
Последовательность работ
Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике. Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Подготовительный этап
В первую очередь требуется провести подготовку соединяемых деталей. Для этого рельсы разжимаются из креплений, нагреваются до определённой температуры, зачищаются от ржавчины. Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Выравнивание
Во время проведения алюмотермитной сварки, требуется придерживаться точной прямолинейности. Связанно это с тем, что рельсы будут подвергаться огромной нагрузке при хождении груженых составов. Прокладки на креплениях заменяются на клинья. Далее рабочие молотками подбивают рельсы до нужного положения. Прямолинейность проверяется металлической линейкой. Допустимы зазор – 1 мм.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва. Горелку устанавливают по центру соединения.
Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Шлифовка и контроль качества
Завершительным этапом работ является шлифовка шва. Перед эксплуатацией рельс, требуется сделать поверхность гладкой. Шов нагревается с помощью горелки в течении 10 минут. Горячие наплывы срезаются болгаркой. После остывания места соединения, выполняется шлифовка. Для этого применяются шлифовальные машины с абразивными кругами или лентами. Контроль качества представляет собой проверку на статичный изгиб.
Электроконтактный метод
Этот тип обработки рельсовых стыков известен еще со времен СССР, где часто применялся для изготовления рельсов. Пригоден он и для ремонта, кроме стрелочных участков.
Пригоден он и для ремонта, кроме стрелочных участков.
Суть контактной обработки состоит в сильном нагреве стыка током низкого напряжения, в процессе которого происходит расплавление свариваемых краев образовавшейся электрической дугой.
Для качественного сварного соединения путем электроконтактной обработки требуется большое количество времени и специальные автоматические сварочные комплексы (например, МС-5002, К-90). Такие агрегаты весьма громоздкие, но, несмотря на габариты, самостоятельно передвигаются по ремонтируемому участку, осуществляя сварку рельсов.
Из положительных моментов стоит отметить, что свариваемые поверхности практически не требуют предварительной подготовки. Все манипуляции по подготовке осуществляются вышеозначенными сварочными механизмами.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.
 Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Электродуговой вариант
В данный период электродуговая сварка рельсов наиболее распространена среди применяемых технологий. Причина в том, что этот тип обработки совмещает:
- простое и доступное оборудование;
- легкость выполнения;
- качественные швы.
Данные характеристики позволяют сваривать как стыки рельсовых плетей, так и поврежденные участки.

Перед началом работы необходима предварительная зачистка и шлифовка краев свариваемых изделий — это улучшит итоговое качество соединения. Обязательна укладка с зазором между деталями — это облегчит проваривание стыков.
Расстояние между торцами рельсов послойно проваривается (заполняется) металлом электродов, расплавляют который при помощи высокой температуры образующейся в момент работы дуги. Функционирует полуавтомат от источника постоянного или переменного тока.
«Ванный» способ
Известен своей эффективностью и «ванный» способ дуговой сварки. В этом случае на путь монтируется специальная «ванночка», а торцы рельсовых плетей обрезают перпендикулярно основной оси и укладывают в «ванну». Зазор между стыками рельсов не должен превышать 16 мм. Допустима неровность поверхности 3-5 мм, но не более. Проваривают пространство между стыками плавким электродом, по которому пропускается электрический ток мощностью 300-350 ампер.
Чтобы во время сварки расплавленный металл не вытек за пределы «ванночки» ставят специальные ограждения. По окончании процесса швы проверяют на качество и шлифуют по всему периметру.
По окончании процесса швы проверяют на качество и шлифуют по всему периметру.
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Сваршик 4 разряда Михаил Васильевич Чернов 37 лет, стаж работы 14 лет:«При соединение рельс, требуется крайне внимательно относиться к выбору оборудования и термита. Некачественная смесь может стать причиной нарушения целостности железнодорожного полотна и как следствие катастрофы. Желательно использовать технологию промежуточного литья, так как она считается наиболее надёжной, долговечной».
Желательно использовать технологию промежуточного литья, так как она считается наиболее надёжной, долговечной».
Проведение алюминотермитного сваривания рельс — технология, необходимое оборудование, нюансы
Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
Установки
Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.
Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
 При помощи линейки проверьте точность установки рельс.
При помощи линейки проверьте точность установки рельс. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.Сварка рельсов
При работах с крановыми установками и выполнении монтажа железнодорожного полотна возникает необходимость соединения и сварки рельсов. В данном случае используется специальная технология, которая обеспечивает особую прочность соединения и устойчивость к повышенным нагрузкам. Необходимо сказать, что такие работы относятся к отдельной категории сварочных работ, об особенности которых мы и расскажем в этой статье.
Сварка может выполняться следующими технологиями:
- Термитная.
- Электродуговая.
- Газопрессовая сварка.
Каждая из этих технологий имеет свои определенные недостатки и преимущества. Поговорим поподробнее о таких способах сварки.
На сегодняшний день данная технология получила наибольшее распространение, что объясняется простотой оборудования, легкостью самой работой и качеством выполненного соединения. При выполнении сварочных работ рельсы укладываются в нужном положении, после чего имеющееся между стыками послойно пространство заполняется сварочным материалом. Расплавление сварочного материала обеспечивается за счет высоких температур дугового разряда. При необходимости сварки торцов рельсов используется переменный ток от трансформатора. Также возможно использование мобильных сварочных аппаратов, работающих от постоянного тока.
При выполнении сварочных работ рельсы укладываются в нужном положении, после чего имеющееся между стыками послойно пространство заполняется сварочным материалом. Расплавление сварочного материала обеспечивается за счет высоких температур дугового разряда. При необходимости сварки торцов рельсов используется переменный ток от трансформатора. Также возможно использование мобильных сварочных аппаратов, работающих от постоянного тока.
При использовании электродуговой технологии возможно выполнение сварка рельсовых стыков ванным методом, при котором рельсы, обрезанные перпендикулярно своей оси, монтируются внутри ванны. В ванне проводится их качественное сваривание друг с другом. При данном методе сварки рельсы закрепляются с зазором не более 16 миллиметров. Возвышение профиля может колебаться в диапазоне 3-5 миллиметров.
При использовании ванного метода между торцов располагают электрод, по которому подается электрический ток мощностью порядка 350 Ампер. Электрод быстро заполняет зазор между соединяемыми рельсами, равномерно распределяя расплавленный материал по всему сечению.
Алюминотермитная сварка рельсов
Метод термитной сварки основывается на свойстве окиси алюминия и железа вступать друг с другом в реакцию при высоких температурах. Такую термитную сварку также называют алюминотермитной технологией. Для выполнения такой сварки используется устойчивая к высоким температурам форма, которая по своему внешнему виду идентична геометрии рельсов. Такая форма должна выдерживать температуру больше 2000 градусов, при которой возникает контакт алюминия и железа.
Открыта данная технология сварки еще в конце 19 века. Однако по причине ее технологической сложности распространение она получила лишь относительно недавно. Основные трудности при выполнении такой термитной сварки заключаются в том, что реакция окиси алюминия и железа возникает лишь при температурах в несколько тысяч градусов. Соответственно требовалось нагреть до таких экстремальных температур, как сами рельсы, так и использовать соответствующую форму, способную не расплавляться и сохранять свою геометрию.
Соответственно требовалось нагреть до таких экстремальных температур, как сами рельсы, так и использовать соответствующую форму, способную не расплавляться и сохранять свою геометрию.
Для соединения металлов необходимо поджечь термитную смесь, которая быстро выгорает с образованием высокой температуры. Такая термитная порция содержит не только окиси алюминия и железа, но и разнообразные легирующие добавки. Такие добавки необходимы для получения максимально прочного соединения с нужными параметрами устойчивости к механическим воздействиям. Во время такой температурной реакции происходит послойное разделение легкого шлака и жидкой стали. Шлак при этом оказывается сверху и в последующем с легкостью удаляется из соединения.
Термитный способ сварки рельсов позволяет соединять объемно-закаленные и поверхностно-закаленные материалы. Необходимо сказать, что при помощи подобной технологии обеспечивается прочное и долговечное соединение, поэтому термитный способ сварки нашел применение при изготовлении безстыковых высокоскоростных железнодорожных магистралей.
Газопрессовая технология
Эта оригинальная технология соединения рельсов подразумевает использование температуры ниже точки плавления, однако за счет воздействия высокого давления обеспечивается качественное соединение рельсов. Из преимуществ данной технологии сварки можно отметить следующее:
- Отличные показатели качества выполненного соединения.
- Однородная структура стыка железнодорожного покрытия.
- Высокая производительность.
- Минимальный расход наплавляемых материалов.
Такая газопрессовая сварка широко применяется при соединении тяжелых железнодорожных рельсов. При выполнении используется специальное оборудование, которое позволяет обеспечить максимально высокое давление соединяемых рельсов. Металлические изделия плотно прижимаются друг к другу, после чего при помощи специальной струбцины концы нагреваются, а за счет высокого давления рельсы соединяются друг с другом. В процессе такой работы необходимо обеспечить промывку свариваемых элементов треххлористым углеродом.
Показатели рабочей температуры при газопрессовой технологии составляют порядка 1200 градусов. Для такой работы используются многопламенные горелки и мощные гидравлические прессы. Для качественного разогрева места соединения используют многопламенные горелки, осуществляющие в области сварного стыка многочисленные колебания, что и позволяет качественно разогреть металл. Гидравлический пресс, используемый для соединения рельсов, обеспечивает давление в 13 тонн и более. Усадка рельсов при их соединении данной технологией составляет около 20 миллиметров.
Заключение
Существующие в настоящее время технологии позволяют получить долговечное, надежное и устойчивое к механическим нагрузкам соединение. Выбор той или иной технологии выполняется в зависимости от доступного оборудования и конкретных разновидностей соединяемых рельсов. Необходимо сказать, что качественный выбор такого используемого оборудования и следование всей технологии работ позволит вам гарантировать качественно выполненную сварку рельсов.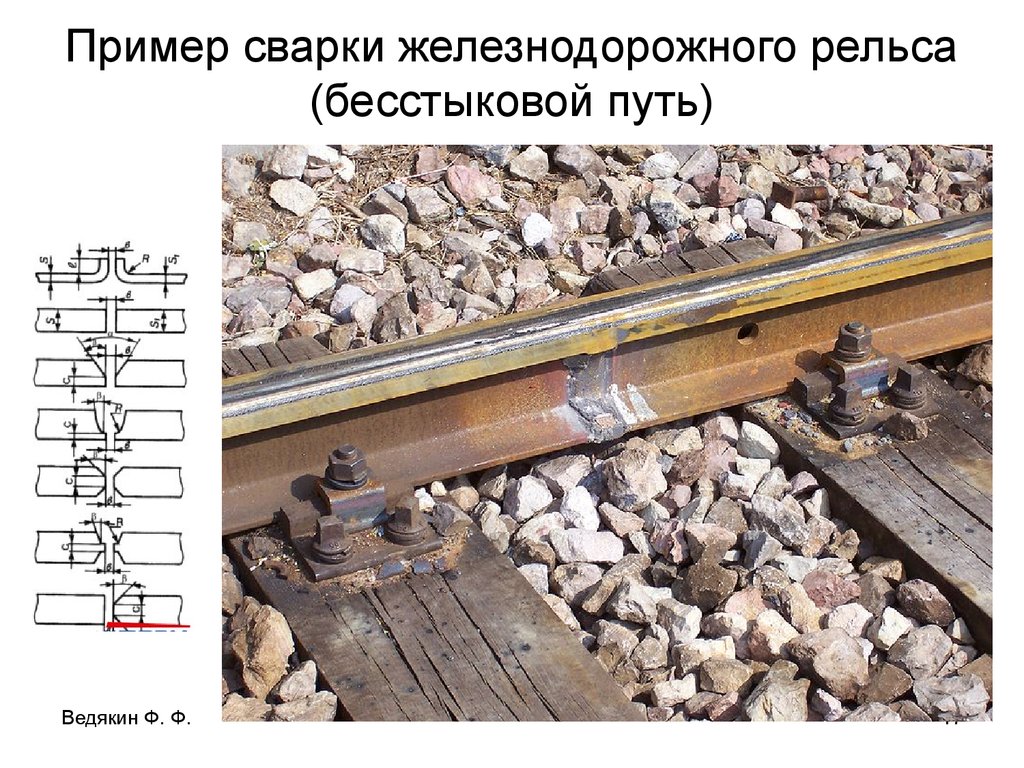
Алюминий термитная сварка рельс
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
Алюминотермитная сварка
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.

Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Электродуговой метод
Дуговая бесконтактная сварка относится к наиболее распространенным методикам, применяемым при сопряжении стыков рельсовых ниток.
Согласно этому подходу рельсы сначала укладывают с небольшим зазором, после чего их концы проваривают металлом электродов, расплавляемых посредством дугового разряда. Этот вид бесконтактной сварки не нуждается в приложении избыточного осадочного давления и реализуется с помощью переменного или постоянного токов, поступающих от передвижной сварочной станции.
Наиболее эффективным способом реализации дуговой сварки рельс является так называемый «ванный» метод, согласно которому заранее обрезанные поперёк продольной оси рельсы укладываются строго по линии путей с небольшим возвышением и с зазором приблизительно 14-16 миллиметров.
Между торцами уложенных таким образом рельсовых заготовок вводится рабочий электрод с последующим пропусканием через него тока порядка 300-350 ампер.
В результате такого воздействия расплавленная масса равномерно растекается по зазору и полностью заполняет его. Для предотвращения её стекания наружу зазор между рельсами закрывается специальными блокирующими ограждениями. По завершении сварки образовавшиеся швы шлифуются по всей площади стыка.
Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.
 Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
Несколько опытных сварщиков могут за 1 час создать 10-12 швов.Электроконтактный способ
Электроконтактный подход к соединению стыков рельсов основывается на их сильном нагреве и последующем расплаве посредством электрической дуги, которая формируется значительным по величине током низкого напряжения.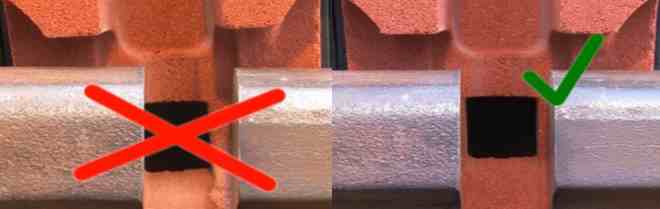
Для реализации метода используют специальные машинные комплексы, работающие в автоматическом режиме (МСГР-500, МС-5002 или К-190, например).
Подлежащие обработке рельсы перед началом сварки укладываются либо непосредственно на путях, либо же с небольшим смещением внутри ветки или снаружи колеи (на удалении порядка 260 сантиметров от её оси).
При этом сам сварочный механизм перемещается по восстанавливаемой нитке, то есть представляет собой самоходную рельсосварочную станцию.
В процессе её работы используются сменные контактные головки различного типа, обеспечивающие необходимые режимы сварки (непрерывное оплавление или прерывистый разогрев контактов).
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.
Установка
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.
Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.
Установки
Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.
Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
 Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Алюмотермия
Для сварки рельсов по методу алюмотермии используют порошок алюминия и оксид железа РедО . Составьте термохимическое уравнение, если при образопании 1 кг железа выдадилось 6340 кДж теплоты. [c.35]
Алюмотермией получают феррованадий, феррониобий и ферротантал. Чистый металлический ванадий может быть попучен методом восстановления У Об кальцием в стальной бомбе. Образующиеся частицы металлического ванадия после промывки сплавляются в слиток в вакуумной печи. Полученный таким образом металл содержит до 99,9% ванадия и обладает хорошей пластичностью. Ниобий и тантал можно получить термическим разложением пентаиодидов или пентахлоридов при 2000 С или восстановлением металлическим натрием или калием. [c.371]
Ниобий и тантал можно получить термическим разложением пентаиодидов или пентахлоридов при 2000 С или восстановлением металлическим натрием или калием. [c.371]
На этом свойстве А1 основан метод восстановления металлов (Сг, Мп, W, V и др.) из их оксидов — метод алюмотермии, открытый Н. Н. Бекетовым (1859). [c.277]
Относительно чистый хром получают методом алюмотермии [c.373]
Металлический алюминий служит в основном для производства сплавов. Сплавы алюминия менее устойчивы к коррозии из-за возникновения гальванических микроэлементов в местах включений примесей. Алюминий идет на производство кабелей, фольги, зеркал, серебристой краски. Способность алюминия восстанавливать металлы из оксидов при высоких температурах послужила основой метода алюмотермии, т. е. восстановления тугоплавких металлов, например хрома или марганца, из их оксидов [c.152]
По содержанию в земной коре хром относится к довольно распространенным элементам. Основной рудой хрома является Хромистый железняк РеО-СггОз. Элементарный хром можно получить методом алюмотермии из оксида хрома (III) [c.273]
Основной рудой хрома является Хромистый железняк РеО-СггОз. Элементарный хром можно получить методом алюмотермии из оксида хрома (III) [c.273]
Эксперимент 9.3. Проведение алюмотермии [c.145]
Алюмотермией называют реакции, протекающие между окислами металлов и алюминием, с образованием соответствующего свободного металла п окиси алюминия. Алюмотермией можно получить только те металлы, теплота образования окислов которых меньше теплоты образования окиси алюминия. Этим способом получают в промышленности такие металлы, как Сг, Мп, Т], [c.334]
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.
К недостаткам алюминотермической технологии относятся:
- легкая воспламеняемость термита требует осторожного обращения при хранении, транспортировке, применении;
- трудоемкость подготовительных мероприятий;
- невозможность применения технологии при температуре ниже +5⁰C;
- при попадании воды в зажженную смесь происходит активное разбрызгивание металла, поэтому в дождливую погоду нужно устанавливать навес.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.

Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.
Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Установка форм
Ориентируясь по измерителю, устанавливают зажимное устройство на нужном расстоянии от стыка. Накладывают форму, оставшиеся щели замазывают термостойкой пастой. Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.
Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.
Нагрев и сварка
Для предварительного подогрева места соединения на горелку подают пропан под давлением 1,5 Бар и кислород 0,5 Бар. Через 1,5 — 2 минуты горелку гасят, убирают. Если к качеству шва не предъявляются повышенные требования, эту процедуру можно пропустить. После поджигания термитной смеси специальным запалом, расплавленный металл начинает стекать внутрь формы. В это время (20 — 30 сек) нельзя изменять положение тигля. После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
Шлифовка и контроль качества
После окончания алюминотермитной сварки стык обрабатывают с боков и сверху, чтобы рельсовое полотно было гладким. Место соединения в течение 10 минут прогревают горелкой, после чего зубилом или болгаркой удаляют наплывы. Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Несмотря на высокие температуры, возникающие при выполнении алюминотермитного соединения рельсов, технология не считается опасной. Непосредственно сваркой должен заниматься опытный рабочий. Все члены бригады должны быть обеспечены спецодеждой из негорючей ткани, защитными очками, сигнальными жилетами.
Источник
8.ПЧ_12_Тех.процесс_по_сварке_АЛТС
ФИЛИАЛ ОАО «РЖД»
КРАСНОЯРСКАЯ
ЖЕЛЕЗНАЯ ДОРОГА
ДИРЕКЦИЯ
ИНФРАСТРУКТУРЫ
структурное подразделение
АБАКУМОВСКАЯ ДИСТАНЦИЯ ПУТИ
Утверждаю:
Главный инженер Абакумовской дистанции пути
Красноярской железной дороги
 Г.Абрамов
Г.Абрамов
« » 2011 год
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Окончательного восстановления рельсовой плети
бесстыкового пути со скреплением ЖБР, ЖБРШ, КБ алюминотермитной
сваркой рельсов методом промежуточного литья.
Абакумовка 2011г
Содержание
1.Область применения…………………………………………………….стр1
2.Условия производства работ……………………………………………стр1
3.Производственный состав исполнителей работ………………………стр1
4.Организация и технология выполнения работ………………………..стр1
5.Хранение материалов……………………………………………………стр8
6.Перечень необходимых технических средств………………………….стр9
7.Требования
безопасности………………………………………………. стр10
стр10
8. Ограждение места работ………………………………………………..стр12
1 Область применения
Настоящий технологический процесс разработан Абакумовской дистанцией пути и предназначен для сварки стыков алюминотермитным методом промежуточного литья рельсов при текущем содержании пути. При окончательном восстановлении плети или устранении нежелательных стыков в рельсоах как на пути так и на стрелочных переводах. На рельсах типа Р-65 как новых так и старогодных, на железобетонных шпалах или брусе.
2 Условия производства работ
Рельсы подлежащие сварке должны быть одной группы годности.
Участок пути однопутный или двухпутный, электрифицированный, оборудован автоблокировкой.
В стыках установлены двухгловые накладки, стянутые шестью болтами, с зазором 0-26мм.
Шпалы или брус железобетонный с шириной между осями 420-680мм.
Балласт щебеночный,
фракция 25-60мм.
Балластная призма высотой 50см, плече балластной призмы 45см, бровка зем полотна не менее50см.
Шпальные ящики заполнены балластом на 3см.ниже верхней плоскости шпалы.
Участок пути прямой, переходная кривая, круговая кривая радиусом не пенее 250м и возвышением наружного рельса не более 150мм.
Температура наружного воздуха не ниже -40С
Осадки в виде дождя и снега отсутствуют.
Между стыками рельсов не менее 3м, на одном 25м рельсе не более 4 стыков.
В зоне сварки не должно быть вдавленного клейма.
Стык на шпале варить запрещено.
3 Производственный состав исполнителей работ
Сварщики- 3чел
Монтер пути- 2чел
Оператор деф. РДМ33- 1чел
Сигналист- 2 чел
Руководитеь — 1чел
4 Организация и технология выполнения работ
Для производства
работ должна быть организована бригада,
состоящая из 3-х сварщиков – литейщиков
(как минимум 2-х ), имеющих свидетельство
на проведение указанных работ, и 2-х
монтеров пути не ниже 3-го разряда. Руководитель работ (инженерно- технический
работник) в должности не ниже дорожного
мастера отвечает за качество работ и
технику безопасности при выполнении
алюминотермитной сварки.
Руководитель работ (инженерно- технический
работник) в должности не ниже дорожного
мастера отвечает за качество работ и
технику безопасности при выполнении
алюминотермитной сварки.
Перед началом работы руководитель работ должен проверить комплектность оборудования, инструмента и наличие расходных материалов.
1
Подготовительные работы.
Руководитель работ проводит с персоналом бригады инструктаж по технике безопасности, пожарной безопасности и охране труда на рабочем месте.
Следит за перемещением бригады к месту работы и обратно, и обеспечивает сохранность оборудования и материалов.
Обеспечивает ограждение места работ соответствующими сигналами, согласно ЦП-485.
Подготовка тигля к работе
Осматривается
тигель для плавильного процесса,
требуется убедиться в отсутствии трещин,
сколов и других дефектов. Исправный
тигель вставляется в обечайку , уплотняются
места контакта с обечайкой формовочной
смесью и просушивается при температуре
не менее 25 – 30 0 С в течении
24 часов, установите тигель на вспомогательной
стойке.
Примечание: для сокращения времени просушки рекомендуется перед доставкой тигля на рабочее место просушить его при температуре 50 – 700 0С не менее 12 – 16 часов в сушильной камере или термостате.
Подготовка стыка
Производится демонтаж стыка:
— разболтите и снимите по две шпалы в каждую сторону от стыка;
— установите временную перемычку (шунт)
— разболтите и снимите накладки;
— удалите мазут и грязь со свариваемых поверхностей, на расстоянии 100 – 120 мм от торца свариваемого рельса;
-при необходимости сделайте регулировку междушпального ящика, для удобного монтажа литейной формы.
Подготовка к сварке
Формирование зазора.
Произведите формирование стыкового зазора между торцами рельсов 25 -26 мм
Произведите замер существующего зазора;
Выполните, при необходимости, обрезку рельса механическим способом до
величены стыкового зазора, при этом расстояние от торца рельса до края ближайшего
болтового отверстия
должно быть не менее 50 мм.
Произведите очистку торцов рельсов от ржавчины металлической щеткой.
Выправка рельсов в рабочее положение.
Выправьте рельсы в рабочее положение для производства алюминотермитной
сварки. С целью компенсации просадки сварного шва сделайте возвышение концов рельсов
с помощью клиньев по вертикальной оси стыка на высоту 2,0 + 0,5 мм.
2
Контроль установки концов рельсов перед сваркой выполняйте линейкой длиной 1м, штангенциркулем или щупом. (Рис. 4-1)
Подготовка тигля к сварке.
Тигель перед началом сварки дополнительно просушите кислородно – пропановым
пламенем с избытком кислорода. В процессе сушки перемещайте горелку кольцевыми
движениями по спирали до верхних краев тигля в течении 55 — 60 секунд.
Подготовка литейного компонента.
Приготовьте литейный компонент – одну порцию. Установите литниковый запор
в тигле. Для этого в реакционном тигле, расположенным на вспомогательной стойке, с
помощью фрезы
произведите очистку отверстия для
установки литника.
Литниковый запор установите в нижнем отверстии тигля таким образом, чтобы
верхние его кромки находились на 8 – 10 мм выше днища тигля (рис. 4-2).
Установите оправку на литниковый запор.
Место соприкосновения литникового запора с тиглем уплотните магнезитным
порошком.
Засыпьте в тигель приготовленную порцию литейного компонента,
соответствующую типу свариваемых рельсов.
Удалите оправку из тигля.
Процесс сварки методом промежуточного литья.
Установка технологического оборудования в зоне стыка.
Установите комбинированную стойку на головку рельса таким образом, чтобы
держатели частей литейной формы находились сбоку по оси свариваемого зазора (Рис. 4-3).
Установите механизм настройки горелки вместе с горелкой на комбинированную
стойку и отрегулируйте положение сопла относительно свариваемого зазора.
3
Установите на
свариваемом стыке литейную форму,
состоящую из двух полуформ.
Для этого две полуформы очистите от упаковки, проверьте визуально целостность их
функциональных частей и вложите их в металлические держатели, соблюдая соответствие правой и левой стороны.
На одной полуформе уберите ослабленную стенку литейного желоба для отвода шлака
Зафиксируйте полуформы относительно стыкового зазора так, чтобы центр зазора совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без
ступенек по всему периметру стыковки.
Проверьте возможность установки литникового мостика в соответствующий паз
литейной формы. Он должен свободно входить в паз и располагаться горизонтально.
При необходимости напильником обработайте боковые поверхности литникового
мостика (Рис 4-4).
Уплотните вручную место контакта литейной формы с рельсом формовочным
материалом.
На литейную форму со стороны желоба отвода шлаков установите ковш,
внутреннюю
поверхность которого обмажьте формовочной
смесью толщиной 5 мм. При
При
сварке в пути ковш установите с внутренней стороны колеи.
Произведите вручную обмазку с целью уплотнения места контакта ковша с литейной формой.
Установите подготовленный тигель с литейным компонентом, перенеся его со вспомогательной стойки на комбинированную стойку, и проверьте центровку литника
(рис.4-2) относительно вертикальной оси свариваемого зазора. При необходимости,
произвести регулировку для совмещения осей литника и зазора. Контроль осуществите
визуально.После этого поверните тигель на 90 градусов в сторону от зазора.
Подготовьте две лопатки с формовочной смесью для заделки свища в случае его
образования в процессе литья в литейной форме.
Подогрев концов рельсов.
Установите на
газовых редукторах давление пропана 1
– 1,2 атм и давление кислорода 4,5 – 5,0
атм. Зажгите газовую горелку, отрегулируйте
пламя до нормального горения и установите
газовую горелку на вспомогательную
стойку (Рис. 4-5). (Регулировку давления
на редукторах кислорода и пропана
производите при открытых вентилях на
горелке).
(Регулировку давления
на редукторах кислорода и пропана
производите при открытых вентилях на
горелке).
4
Переместите газовую горелку с нормально отрегулированным пламенем на
комбинированную стойку в зону сварки для нагрева концов рельсов (Рис. 4-6).
Продолжительность прогрева для рельса Р65 составляет 7 – 9 минут.
Температуру нагрева металла рельсов до 800 + 900оС контролируйте визуально по
цвету нагретого металла до светло – красного цвета или пирометром.
За одну минуту до конца подогрева концов рельсов нагрейте литниковый мостик формы (Рис. 4-4), удерживая его специальными щипцами.
Плавильный процесс.
Снимите газовую горелку с комбинированной стойки.
Установите нагретый литниковый мостик в литейную форму.
Поверните тигель с литейным компонентом и установите его таким образом, чтобы ось литника совпадала с осью зазора (Рис. 4-7).
Зажгите от пламени горелки термитную спичку, вставьте ее в литейный компонент,
находящийся
в тигле, и накройте тигель конической
крышкой с отверстием для выпуска газов.
Установите горелку на вспомогательную стойку.
Контролируйте визуально и по времени процесс плавления литейного компонента и выпуск расплавленного металла в литейную форму, который происходит через 20 – 28 секунд автоматически.
5
Контролируйте время кристаллизации металла литейного шва, которое в зависимости от массы порции литейного компонента, для рельсов Р 65 длится 3,0 – 3,5 минуты. После этого демонтируйте литейное оборудование.
Демонтаж литейного оборудования после затвердевания металла.
Снимите ковш со шлаком.
Запустите двигатель гидроагрегата и подключите обрезное приспособление.
Снимите тигель и перенесите его на вспомогательную стойку.
Снимите комбинированную стойку и держатели литейных полуформ.
Снимите металлические рамки, удерживающие литейные полуформы
Демонтаж верхней части литейной формы.
Произведите очистку
зубилом бокового и верхнего контуров
головки рельсов от формовочной смеси
и шлака.
Выполните отделение с помощью кузнечных клещей верхней части литейной формы.
Произведите очистку головки рельса от песка металлической щеткой.
Формирование головки рельса в зоне литейного шва.
Установите гидравлическое обрезное приспособление для удаления прибыльной части литейного шва (Рис. 4-8).
В течении 10 – 15 секунд произведите обрезку прибыльной части и снимите обрезное приспособление.
Уберите излишки шлака, обрезки металла и срубите с помощью молотка и зубила или гидравлических ножниц остатки литниковой системы, подрубите литники в горячем состоянии.
6
Установите на поверхности головки рельса гидравлический шлифовальный станок и выполните предварительное шлифование прибыльной части литейного шва до высоты приблизительно 1 мм над верхом головки рельса (Рис. 4-9).
Выдержка стыка до полного остывания.
Выдержите литейный
шов до полного остывания, когда температура
металла шва и рельса на расстоянии 2 м
от шва будут одинаковыми. Ориентировочное
время остывания 90 – 120 минут, в зависимости
от температуры окружающего воздуха.
Ориентировочное
время остывания 90 – 120 минут, в зависимости
от температуры окружающего воздуха.
Окончательное шлифование стыка и контроль качества.
Отбейте литники.
Произведите окончательную очистку литейного шва от остатков литейной формы и песка металлической щеткой.
Выполните окончательную шлифовку головки рельса в зоне стыка шлифовальным станком. Поверхность головки рельса после шлифовки не должна иметь дефектов «поджога»
Произведите крепление рельса к шпалам в зоне литейного шва.
Контроль качества алюминотермитной сварки на месте производства работ.
В процессе подготовки и проведения алюминотермитной сварки рельсов руководитель бригады должен выполнять пооперационный контроль за качеством всех операций.
После завершения технологического процесса алюминотермитной сварки проведите визуальный осмотр литейного шва в стыке. Убедитесь, что литейный шов снаружи не имеет пор и шлаковых включений, а также трещин.
Примечание: наличие
металлургических усадочных раковин,
полостей на устраненных излишках
литниковых стояков в их центральной
части не влияет на качество литейного
шва, так как эти дефекты возникли в
приварыше (обливе).
Выполните проверку геометрии рельса в зоне стыка. Визуально убедитесь, что седловина в литейном шве отсутствует.
Произведите с помощью линейки длиной 1,0 м, штангенциркуля или щупа проверку прямолинейности рельса в зоне стыка. Допускаемые отклонения прямолинейности соединенных концов рельсов после образивной обработки головки в вертикальной плоскости не более 0,5 мм, а в горизонтальной не более 0,3 мм на длине 0,5 м.
7
Схема контроля прямолинейности рельсов в зоне соединения приведена на рис. 4-10.
После завершения проверки геометрии рельса, выполните неразрушающий контроль качества литейного шва ультразвуковым дефектоскопом РДМ-33, по Технологической инструкции ТИ 0722- 2000, утвержденной ЦП МПС 28.12.2000 г.
При отсутствии
отклонений в нормируемых показателях
качества литейного шва, стык, выполненный
алюминотермитной сваркой методом
промежуточного литья, считается пригодным
для эксплуатации. Поставьте личное
клеймо сварщика — литейщика и сделайте
запись в журнале учета работ по
алюминотермитной сварке рельсов
(Приложение В)
Поставьте личное
клеймо сварщика — литейщика и сделайте
запись в журнале учета работ по
алюминотермитной сварке рельсов
(Приложение В)
При обнаружении дефекта в литейном шве, проанализируйте причины его возникновения, и устраните путем вырезки участка рельса в зоне соединения. Длина вырезанного участка должна быть такой, чтобы расстояние между местами сварки было не менее 3000 мм. На место удаленного рельса установите новый и выполните алюминотермитную сварку двух стыков.
Приведение сварного шва и участка рельса в рабочее состояние
Установите предохранительные накладки на рельс в зоне литейного стыка.
Демонтируйте приспособления, соберите инструмент, включая клинья для выправки рельсов.
Уберите остатки литейных материалов.
Технологическая карта с перечнем операций для проведения сварочных работ на стрелочном переводе, как наиболее сложной конструкции пути, приведена в приложении А.
5. Правила хранения расходных материалов, оборудования и инструмента
Хранение расходных
материалов.
Литейные компоненты, термитные спички, должны храниться в самостоятельных 1-ой или 2-ой степени огнестойкости бесчердачных одноэтажных зданиях с негорючими полами.
В исключительных ситуациях допускается хранение в отдельном отсеке общего склада 1 или 2 степени огнестойкости.
Литейные компоненты, ввиду высокой температуры горения, необходимо складировать на расстоянии не менее 0,5 м от несущих конструкций склада и не менее 3-х м от горючих материалов и веществ. Расстояние от светильников до хранящихся упаковок с литейным компонентом должно быть не менее 0,5 м.
Напротив дверных проемов складских помещений должны оставаться свободные проходы шириной, равной ширине дверей, но не менее 1 м. Через каждые 6 м в складах следует устраивать, как правило, продольные проходы шириной не менее 0,8 м.
Электрооборудование складов по окончании рабочего дня должно обесточиваться.
Аппараты,
предназначенные для отключения
электроснабжения склада, должны
располагаться вне складского помещения
на стене из негорючих материалов или
на отдельно стоящей опоре, заключены в
шкаф или нишу с приспособлением для
опломбирования и должны быть закрыты
на замок. Эксплуатация газовых плит,
электронагревательных приборов и
установка штепсельных розеток в помещении
склада не допускается.
Эксплуатация газовых плит,
электронагревательных приборов и
установка штепсельных розеток в помещении
склада не допускается.
8
В зависимости от площади склада и количества хранящегося литейного компонента в каждом конкретном случае определяется необходимое количество огнетушителей согласно ППБ-01-93.
При использовании ящиков с песком или глиноземом, они должны комплектоваться совковой лопатой по ГОСТ 3620-76, а их конструкция обеспечивать удобство извлечения тушащих средств и исключать попадание осадков.
Вспомогательные материалы: термитные спички, литейные формы и мостики, магнезитный порошок, формовочная смесь должны храниться в помещении при температуре воздуха не ниже +10оС и относительной влажности не выше 50 %. Допускается в весенне – летний период увеличение относительной влажности воздуха в помещении до 65 %.
Для контроля
температуры и влажности воздуха в
помещении должны быть установлены
термометр и прибор для измерения
влажности (психрометр или гигрометр).
6.Перечень специального оборудования
Наименование | Обозначение | Кол-во,шт. | Габаритные размеры ДхШхВ, мм | Назначение и краткая техническая характеристика | прим |
Агрегат гидравлический | АГ-1 | 1 | 1245х495х635 | для шлифовального, обрезного станков и гидравлических инструментов. | мощность, кВт-4,5 максимальное рабочее давление, МПа-20, масса, кг-75 |
Станок шлифовальный гидравлический | СШГ-1 | 1 | 1066х500х985 | Шлифование сварных швов рельсов | частота вращения рабочего вала, об/мин-3000 масса, кг -43 |
Станок обрезной гидравлический | СОГ-1 | 1 | 880х335х340 | Обрезка
прибыльной части литейного шва. | Усилие резания, кН-190. Масса, кг-75 |
Станок рельсорезный | СР-1 | 1 | 620х480х360 | Резка рельсов поперечная | обороты диска, об/мин 300-5000. масса, кг-35 |

Перечень материалов и оборудования:
— термитный компонент
— форма
— литниковый запор
— стойка комбинированная
— приемная чаша (ковш)
— рамка для сварочной формы
— тигель
— газовая горелка
— шланги, кислородный и пропановый
— редуктор кислородный
— редуктор пропановый
— баллон с кислородом
9
— баллон с пропаном
— набор ручных инструментов сварщика- литейщика
— рулетка
— рельсовый термометр
— домкрат гидравлический
— прибор для разгонки шпал
— временная перемычка (шунт)
— лопата
— ключ путевой
— ключ торцевой
— лом остроконечный
— запасные детали
ВСП (в зависимости от состояния
свариваемого стыка для замены дефектных).
7. Указания мер безопасности
При выполнении алюминотермитной сварки рельсов методом промежуточного литья должны строго выполняться правила техники безопасности, пожарной безопасности и охраны труда.
Для выполнения алюминотермитной сварки рельсов могут быть допущены работники, прошедшие специальный курс обучения и получившие свидетельство сварщика – литейщика и прошедшие проверку знаний на право производства работ.
Работники, допущенные к производству алюминотермитной сварки рельсов, перед проведением работ, должны пройти медицинский осмотр и получить разрешение врача.
При алюмотермитной сварке рельсов работники должны использовать личные защитные средства:
— спецодежду сварщика – литейщика;
— огнестойкие перчатки;
— защитную маску;
— сварочные очки;
— сапоги или ботинки;
— теплую спецодежду для работы в холодное время;
— сигнальные жилеты при выполнении работ в пути.
К выполнению
сварочных работ допускаются лица не
моложе 18 лет.
При работе с технологическим оборудованием: агрегатом гидравлическим, станком шлифовальным, станком обрезным, станком рельсорезным, горелкой газовой строго соблюдать инструкции по эксплуатации на это оборудование и соблюдать меры безопасности, указанные в этих инструкциях.
В процессе подготовки и выполнения алюминотермитной сварки рельсов запрещается:
— засыпать и поджигать порцию литейного компонента во влажный (непросушенный) тигель;
— поджигать литейный компонент, не установив тигель над литейной формой; 4
— автоматический выпуск расплавленного литейного компонента во влажную литейную форму
— после предварительного нагрева концов рельсов в литейной форме и воспламенения литейного компонента ставить влажный (непросушенный) мостик;
— носить термические спички в кармане рабочей одежды;
— термические спички хранить совместно с литейным компонентом в одном складе;
— устанавливать ковш с горячим шлаком на влажную землю и переносить ковш с горячим шлаком наклоненным;
— порции литейного компонента хранить совместно с другими легковоспламеняющимися веществами;
— высоконагретый или жидкий шлак, снятый с литейного шва, бросать в воду, снег или на влажные места;
— в случае пожара
на складе, где хранится литейный
компонент, применять воду и жидкостные
огнетушители.![]()
10
Перед воспламенением литейного компонента сварщик – литейщик должен предупредить остальных работников о воспламенении и иметь место для быстрого отхода от тигля, в котором происходит активная химическая реакция, на расстояние не менее 3-х метров.
Литейный компонент должен складироваться на рабочем месте на расстоянии не менее 6-ти метров от места сварки. Категорически воспрещается хранение литейного компонента совместно с легковоспламеняющимися и горючими жидкостями, горючими газами, окисляющими и кислородосодержащими веществами.
Рабочее место проведения алюминотермитной сварки перед проведением работ должно быть обеспеченно средствами пожаротушения: порошковым огнетушителем, лопатой, песком.
При работе с литейным компонентом необходимо строго соблюдать правила пожарной безопасности, принимая во внимание, что:
— температура при горении литейного компонента достигает 2300 – 2800 оС;
— линейная скорость горения составляет 5 мм/сек;
— горение литейного компонента сопровождается выбросом горячих частиц, способных зажечь легковоспламеняющиеся вещества;
— при разрушении уплотнительной обмазки или литейной формы возможно вытекание расплавленного металла вне зоны сварки;
— при увлажнении
литейного компонента в процессе реакции
возможна резкая интенсификация горения
за счет взаимодействия алюминия и воды
с выделением водорода.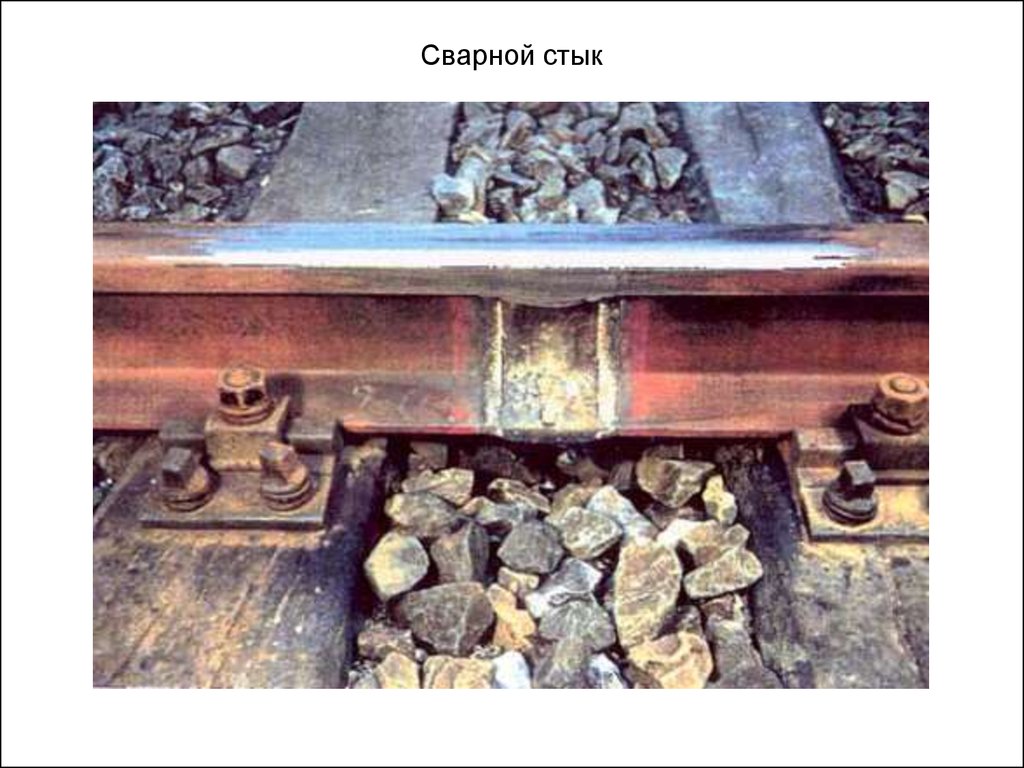
Запрещается тушить литейный компонент огнетушащими порошками общего назначения, водой и водо-пенными смесями. Для локализации горения литейного компонента должен быть применен огнетушащий порошок ПХК по ТУ 10968236-06-94.
При проведении работ по алюминотермитной сварке рабочее место должно быть очищено от горючих веществ в радиусе 5 м.
Газовые баллоны и подводящие шланги, а также конструкции и механизмы, находящиеся в зоне алюминотермитной сварки, должны быть защищены металлическим экраном или сеткой с ячейкой не более 1х1__
8.Ограждение места работ.
Руководитель работ заранее выдает предупреждение по Форме №2 и заказывает «окно» для производства работ по сварке стыков Алюминотермитным способом.
Проводит целевой инструктаж сигналистам и членам бригады в соответствии с ЦРБ 757
описание, оборудование, преимущества и недостатки – Определенных деталей и элементов на Svarka.guru
Что представляет собой алюмотермитный метод?
Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
- Стыковой путь.
- Бесстыковой путь.
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Для создания надёжного шва, который выдержит большие нагрузки, используются специальные прессы. С их помощью проводиться процесс уплотнения соединительной смеси.
С их помощью проводиться процесс уплотнения соединительной смеси.
Алюминотермитная сварка рельсов: описание, оборудование, преимущества и недостатки
Сварка рельсовых стыков представляется собой технологический процесс, который может выполняться разными методами. Классические способы соединения металлических деталей считаются не уместным, так как после выполнения работ получается ненадёжный шов для рельсового полотна. В этом случае наиболее эффективной является алюмотермитная сварка.
Что представляет собой алюмотермитный метод?
Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
- Стыковой путь.
- Бесстыковой путь.
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Для создания надёжного шва, который выдержит большие нагрузки, используются специальные прессы. С их помощью проводиться процесс уплотнения соединительной смеси.
С их помощью проводиться процесс уплотнения соединительной смеси.
Что входит в состав смеси?
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Важно! Сварка рельс выполняется смесью алюминия и железа. Оба компонента входят в состав мелкими опилками. Чтобы ускорить процесс горения соединительного состава, алюминий добавляется в форме пудры.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
Для этого требуется подготовить два компонента:
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Используемые материалы
Помимо оборудования необходимо подготовить расходные материалы. Это термитная смесь, обмазочный состав для заделывания трещин, щелей. Помимо них нужны две формы, аппликатор, сердечник, пробойник.
Последовательность работ
Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике. Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва. Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.
 Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Сваршик 4 разряда Михаил Васильевич Чернов 37 лет, стаж работы 14 лет:«При соединение рельс, требуется крайне внимательно относиться к выбору оборудования и термита. Некачественная смесь может стать причиной нарушения целостности железнодорожного полотна и как следствие катастрофы. Желательно использовать технологию промежуточного литья, так как она считается наиболее надёжной, долговечной».
Загрузка…
Источник: https://greendom74.ru/svarka/metod-promezhutochnogo-litya-dlya-alyuminotermitnoy-svarki-relsov
Стыковой путь
Чтобы сократить число рельсовых стыков в пути, десятилетиями стремились увеличить стандартную длину рельсов. Коренное решение проблемы рельсового стыка воплотилось в так называемом бесстыковом пути, благодаря которому число стыков сокращается в десятки, а при сварке рельсов на перегонах, станциях и в пределах стрелочных переводов, в тысячи раз.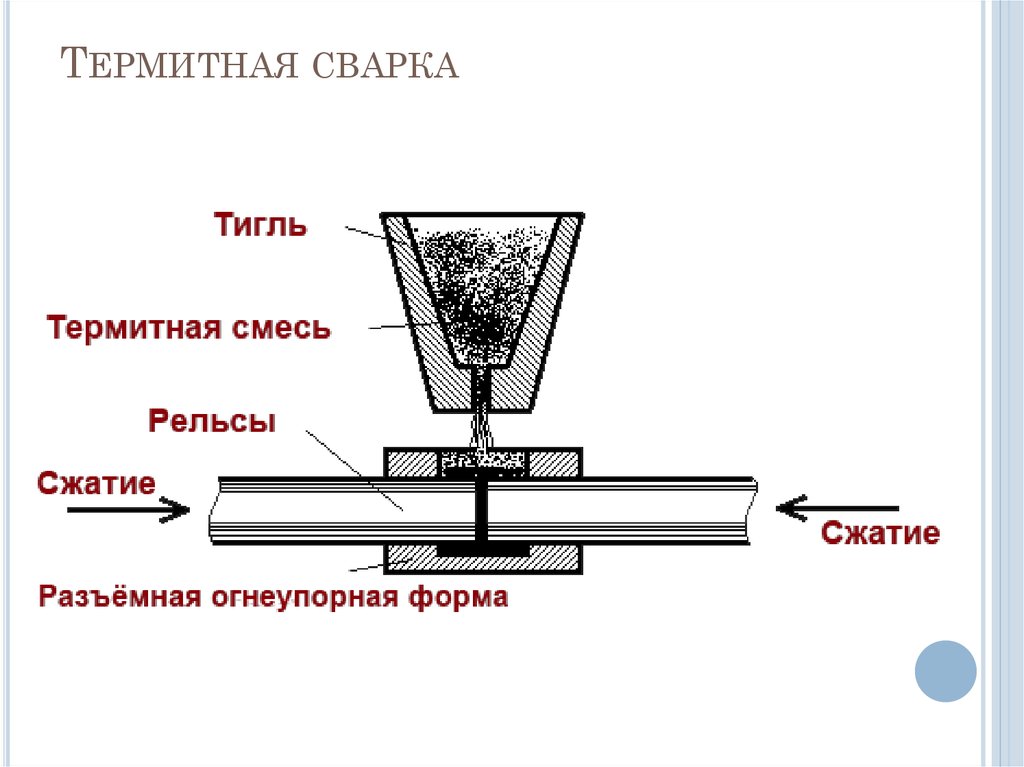
Бесстыковой путь
Бесстыковой путь является наиболее прогрессивным и совершенным типом железнодорожного пути.
Он позволяет:
- исключаются удары колес о рельсы при перекатывании через зазоры в стыках и, следовательно, значительно снижается износ рельсов и колес;
- экономить металл за счет уменьшения количества стыковых скреплений;
- снизить динамическое воздействие на путь, возникающее в стыках;
- уменьшить износ рельсов и ходовых частей подвижного состава;
- сократить выход из строя рельсов по стыковым дефектам;
- уменьшить сопротивление движению поездов;
- снизить расходы на содержание и ремонт пути и подвижного состава.
Что входит в состав смеси?
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Важно! Сварка рельс выполняется смесью алюминия и железа. Оба компонента входят в состав мелкими опилками. Чтобы ускорить процесс горения соединительного состава, алюминий добавляется в форме пудры.
Термитная обработка
Алюминотермитная технология проверена временем.. В основу применения термитной сварки рельс заложена восстанавливающая реакция, происходящая при контакте основания (алюминия) с ещё одой составляющей – окисью железа.
Возникающий в результате этого металл (восстановленное железо) при рабочих температурах порядка 2000 градусов заливается в специальную огнеустойчивую форму, совпадающую с геометрией свариваемых рельсов.
Указанная реакция сопровождается выделением значительного количества тепловой энергии.
Сваривать рельсы по термитному методу начали очень давно (с середины 19-го века), однако уже с тех пор этот вид сварки из-за применения алюминия стал называться алюминотермитным.
Важно отметить, что описываемая химическая реакция после поджога специального высокотемпературного горючего (термита) длится лишь несколько секунд.
Помимо двух рассмотренных составляющих (окиси железа и алюминия) в состав рабочей сварной смеси вводятся легирующие добавки и мелкие стальные частицы, слегка тормозящие или демпфирующие протекающий процесс. Добавки необходимы для того, чтобы сталь в зоне сварки приобрела требуемые качества и параметры, характерные для большинства рельсовых изделий.
При рассмотрении особенностей этого вида сварочного процесса следует отметить, что по завершении реакции общая химическая масса разделяется на две фракции: жидкий металл и лёгкий шлак, всплывающий в верхнюю часть формы.
Термитаня технология позволяет сочленять между собой следующие виды путевых изделий:
- поверхностно-закалённые рельсовые заготовки;
- объёмно-закалённые стыкующиеся части рельс,
- не прошедшие специальную термическую обработку рельсы в любых комбинациях.

Данный вид сварки обеспечивает выполнение требований основных стандартов, предъявляемых к высокоскоростным рельсовым магистралям, в части соблюдения нормативов сварочных технологий.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Достоинства и недостатки
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
Недостатки:
- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
Если же рабочая смесь загорелась, потушить её не получится. Вода только разбрызгает горящую массу вокруг.
Вода только разбрызгает горящую массу вокруг.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Область применения
Чаще всего к технологии термитной сварки на основе алюминиевой пудры прибегают в случаях наплавки на элементы конструкций, при необходимости соединения чугунных или других хрупких сплавов. Метод идеально подходит для ремонта ЖД путей: он недорогой, выполняется достаточно быстро и обеспечивает прочное соединение с длительным сроком службы. Все операции по свариванию железнодорожных рельсов проводятся в соответствии с требованиями ГОСТ Р 57181-2016.
Термитная технология востребована и в других областях производства. К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки.
Еще одна важная область, где применяется данная технология – энергоснабжение и передача данных. В линиях связи и транспортировки электричества нередко используются кабели большого диаметра. Для их ремонта и прокладки новых магистралей прибегают к термитной сварке. Расходный материал для таких случаев производится их магния.
Последовательность работ
Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике.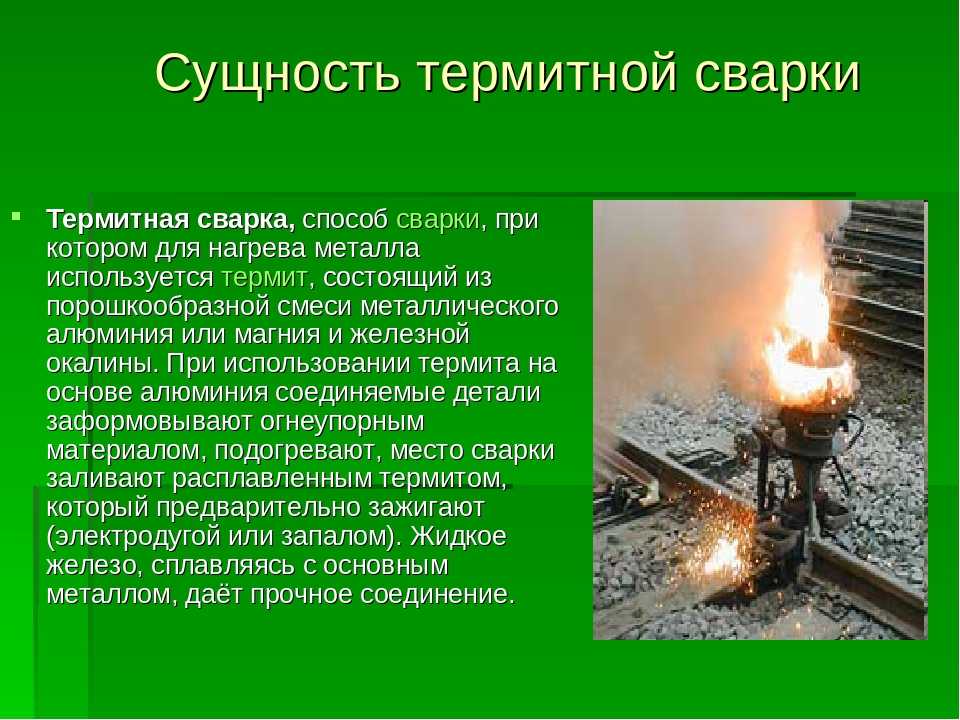 Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Подготовительный этап
В первую очередь требуется провести подготовку соединяемых деталей. Для этого рельсы разжимаются из креплений, нагреваются до определённой температуры, зачищаются от ржавчины. Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Выравнивание
Во время проведения алюмотермитной сварки, требуется придерживаться точной прямолинейности. Связанно это с тем, что рельсы будут подвергаться огромной нагрузке при хождении груженых составов. Прокладки на креплениях заменяются на клинья. Далее рабочие молотками подбивают рельсы до нужного положения. Прямолинейность проверяется металлической линейкой. Допустимы зазор – 1 мм.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва.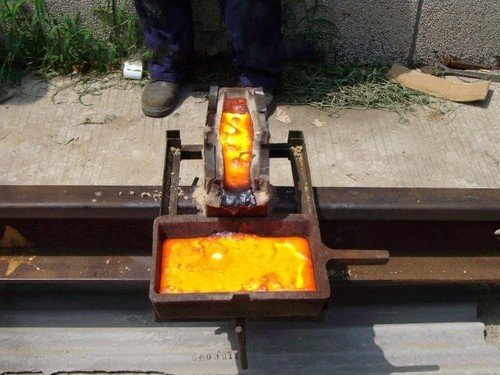 Горелку устанавливают по центру соединения.
Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Шлифовка и контроль качества
Завершительным этапом работ является шлифовка шва. Перед эксплуатацией рельс, требуется сделать поверхность гладкой. Шов нагревается с помощью горелки в течении 10 минут. Горячие наплывы срезаются болгаркой. После остывания места соединения, выполняется шлифовка. Для этого применяются шлифовальные машины с абразивными кругами или лентами. Контроль качества представляет собой проверку на статичный изгиб.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.
 Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.

Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Сваршик 4 разряда Михаил Васильевич Чернов 37 лет, стаж работы 14 лет:«При соединение рельс, требуется крайне внимательно относиться к выбору оборудования и термита. Некачественная смесь может стать причиной нарушения целостности железнодорожного полотна и как следствие катастрофы. Желательно использовать технологию промежуточного литья, так как она считается наиболее надёжной, долговечной».
Что такое алюминотермитная сварка
Порошок размещают в емкость из металла.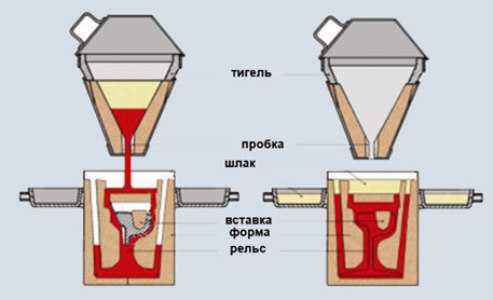 Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Мелкие части шва станут вязкими, стыки при этом будут надежными. На протяжении десятков лет определили, что алюминотермитная сварка не проседает. Этот метод считается одним из наиболее эффективных.
Порошок, который связывает полотна, на четверть состоит из алюминиевого песка. В основной его части находится оксид железа. Гранулы по размерам не более 0.5 мм. Она мелкорассеянная, при этом податлива к любым действиям.
Металл может восстанавливаться в окислах материала. Но это возможно только в тех случаях, когда в работу вступает высокая температура. Необходимо поджигать смесь методом запала. Это приводит к тому, что оксид железа становится чистым сплавом.
На местах применяют заливочную емкость. Она направляет сплав в места алюминотермитной сварки. Герметичность конструкции играет важную роль. Разные виды рельс предполагают использование особой формы.
После того, как работа завершена, вы обнаружили зазоры или трещины? Необходимо их заделать при помощи термоустойчивой обмазки. Из-за того, что она жидкая, смесь поможет затечь во все труднодоступные места. Как итог – получится много лишнего шлака.
способы и их основные особенности
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.
Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения сваривания полученный стык обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Похожие статьи
- Сварка труб под давлением — сложно ли это на практике?
- Особенности сварки термитным способом
- Алюминий и его сплавы: особенности материала и проведения сварки
- Сварка аргоном — эффективное соединение любых металлов
Термитная сварка
Все мы знаем, что железнодорожные пути бывают определенной длины, например, 12,5 м, 25 м, а также удлиненные версии от 50 до 100 м. Независимо от длины рельсов, они должны быть соединены встык, чтобы образовать непрерывную железную дорогу. Это может быть достигнуто рельсовыми соединениями (шатунами) или методами сварки. На данный момент мы ориентируемся на сварные рельсы.
Независимо от длины рельсов, они должны быть соединены встык, чтобы образовать непрерывную железную дорогу. Это может быть достигнуто рельсовыми соединениями (шатунами) или методами сварки. На данный момент мы ориентируемся на сварные рельсы.
Существует четыре распространенных метода сварки рельсов. Это стыковая сварка оплавлением, сварка давлением газа, сварка замкнутой дугой и сварка горячим плавлением. Каковы различия между этими методами? Мы суммировали их применение в различных условиях строительства для вашего сравнения.
| Строительные условия | термитная сварка | сварка в закрытой дуге | стыковая сварка оплавлением | газовая сварка |
| Стационарное место | Да | № | Применимо | Применимо |
| Стационарное место | Не для массового использования | Для массового использования | Для массового использования | |
| На железнодорожном транспорте | Применимо | № | № | № |
| Конец рельса особой формы | Применимо | № | № | № |
| Во время коротких интервалов движения | Применимо | № | № | № |
| Без остановки (только трамвай) | Применимо | № | № | № |
В целом термическая сварка железных дорог считается наиболее эффективным методом сварки железнодорожных путей.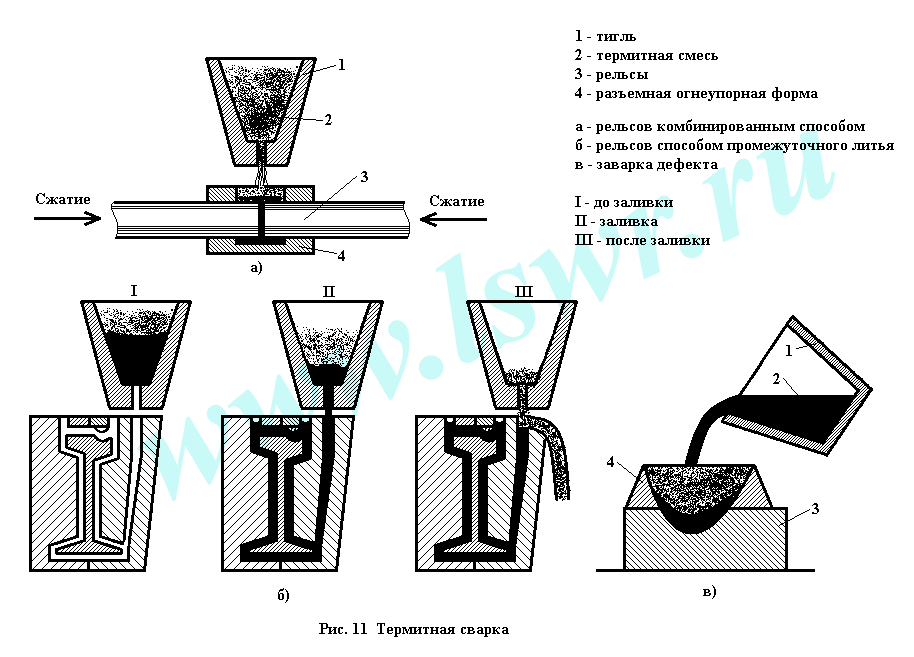 Благодаря своей высокой эффективности, надежному качеству и технологичности железнодорожная термическая сварка стала самым популярным методом в железнодорожном строительстве. Область применения горячей сварки очень широка. Он используется для сварки рельсов в железнодорожном строительстве. Бесшовные рельсы могут изготавливаться методом сварки горячим расплавом.
Благодаря своей высокой эффективности, надежному качеству и технологичности железнодорожная термическая сварка стала самым популярным методом в железнодорожном строительстве. Область применения горячей сварки очень широка. Он используется для сварки рельсов в железнодорожном строительстве. Бесшовные рельсы могут изготавливаться методом сварки горячим расплавом.
| Железнодорожная термитная сварка # Нажмите, чтобы перейти к |
| Мастерство |
| Шагов |
| 1. Подготовка к сборке |
| 2. Очистка торца рельса |
| 3. Выравнивание концов рельсов |
| 4. Зажим и склеивание формы |
| 5. Песчаная форма и подготовка сварочной части |
| 6. Предварительный нагрев |
| 7. Зажигание и заливка |
| 8. Извлечение из формы и резка |
9. Шлифовка Шлифовка |
| 10. Очистка после сварки |
| Необходимые материалы, оборудование и персонал для процесса термитной сварки |
| Исследование материалов для термитной сварки |
| Отличие CRS от других марок |
| Узнать больше |
Мастерство
Железнодорожная сварка расплавом — это метод сварки, в котором в качестве источника тепла используется тепло, выделяемое в результате химической реакции. Для сварки концы двух рельсов предварительно закрепляют в форме, а затем смесь порошков оксида алюминия и железа (называемую термитом) нагревают в тигле. В результате экзотермической реакции образуется жидкий металл (железо) и шлак, который впрыскивается в форму. Жидкий металл втекает в шов и образует металл шва, а шлак всплывает на поверхность. Для регулирования температуры расплава и химического состава металла шва в термит обычно добавляют соответствующие добавки и сплавы.
Ступени
1. Подготовка рейки
Проверьте конец рейки. Прежде всего, проверьте размер привариваемой концевой балки и убедитесь, что концевая балка не имеет повреждений, трещин и деформаций. Если есть повреждения или трещины, их необходимо удалить, а перекос выправить. При сварке старых рельсов при наличии низкого стыка или повреждения на конце головки рельса деталь необходимо отрезать. Рекомендуется проводить дефектоскопию в пределах 200 мм от поверхности сварки, если позволяют условия.
2. Очистка торца рельса
— Используйте проволочную щетку или проволочное колесо для очистки концов рельса. Зачистке торца и горизонтали рельса. Длина вертикальной очистки составляет не менее 200 мм, при этом удаляются поверхностные отложения, такие как ржавчина и масло.
— Если на привариваемом рельсе есть металлическая кромка, используйте шлифовальный круг для полировки не менее 50 мм от конца рельса на уровне поверхности рельса.
— Если есть гусеничное полотно, пандус от дна зазора будет иметь прорези не менее 100 мм, чтобы обеспечить место для установки песчаной формы.
—Поместите датчик температуры рельса сбоку от подсветки рельса. Если температура рельса ниже 15 ℃, рельс должен быть высушен и прогрет в пределах 1 м с обеих сторон рельса для удаления влаги с поверхности рельса.
3. Выравнивание концов рельса
— Свариваемый рельс имеет прокладку, а расстояние между опорными площадками в месте соединения максимально близко при условии простоты эксплуатации.
— Посмотрите на гладкость соединения с небольшого расстояния
—Отрегулируйте размер зазора рельса до 26~30 мм. Поместите стальную линейку сбоку от нижней части двух направляющих, убедитесь, что нижняя часть двух направляющих сначала выровнена. Затем приложите линейку длиной один метр к сторонам двух головок рельсов так, чтобы две секции стальных рельсов были плотно прикреплены к прямой линейке.
—Отрегулируйте величину развала. Поместите метровую линейку на верхнюю часть рельса, центральную линию и зазор сварки, высота каждого конца составляет 1,5–2 мм. Его необходимо измерять остроконечным щупом.
—Убедитесь, что регулировка зазора рельса, острой точки, горизонтального выравнивания и неравномерного наклона выполнена после завершения первой регулировки, пока в регулировке больше нет необходимости.
— Отметьте обе стороны привариваемого рельса в нижней части шпалы четвертого рельса и на нижней пластине рельса, чтобы убедиться, что размер сварного шва не сместился.
Необходимо обратить внимание на процесс сварки:
> Если конец рельса имеет низкий изгиб, глубина малого излома больше 2 мм, длина больше 20 мм, его необходимо отрезать перед сваркой.
>Если ширина головки рельса отличается, сначала следует выровнять талию рельса и низ рельса, а зазор следует заполнить бумажной картой.
>Если разница в высоте между двумя концами стыка рельса составляет менее 3 мм, рекомендуется выровнять головку рельса, а разница в высоте устранена в нижней части рельса; если разница в высоте между двумя концами рельсового стыка составляет 3~8 мм, рекомендуется, чтобы разница в высоте рельса составляла половину в нижней части, половину в головке рельса.
4. Зажим и склеивание формы
— Песчаная форма должна быть проверена перед установкой, так как она хрупкая, исключить наличие дефектов, сырости, трещин, убедиться, что вентиляционное отверстие, ворота и стояк свободны.
— Чтобы зафиксировать песчаную форму зажимом формы на торце свариваемого рельса, проверьте, выровнена ли нижняя пластина формы с центром зазора сварки, и убедитесь, что зажим формы зажат без отклонений.
—После того, как нижняя форма установлена, проверьте, нет ли каких-либо изменений прямолинейности рельса. Если есть какие-либо отклонения, пожалуйста, отрегулируйте заново.
— Оторвите картонную крышку на верхней части формы для песка, чтобы предотвратить попадание предметов в форму для песка.
— Герметизирующая паста должна быть загерметизирована дважды. Первый раз запаял в наружную канавку наглухо. Второй раз снова герметизируют в месте пересечения рельса и песчаной формы.
—Насыпьте необходимое количество сухого песка в лоток для шлака, поместите его в указанном месте и соедините лоток для шлака и песчаную форму с уплотняющим материалом.
Во время установки и герметизации песчаной формы обратите внимание на следующие 4 пункта:
>Не затягивайте песчаный зажим слишком туго, иначе форма легко треснет.
>Центр нижней пластины совмещен с центром сварного шва и не может быть смещен.
>Уплотнительный материал должен быть в соответствующем количестве. Если слишком много, не легко высохнуть в процессе предварительного нагрева, это приведет к дефектам сварки. Если его слишком мало, это легко приведет к утечке расплавленной стали.
>Когда положение сварки находится на кривой, поместите поддон для шлака внутри кривой, чтобы предотвратить перетекание шлака.
5. Песчаная форма и подготовка сварочной части
— Перед использованием проверьте тигель на наличие повреждений, плавающий песок внутри.
—Проверьте, не повреждена ли упаковка сварочной части и нет ли агломерации, подтвердите, соответствует ли сварная часть рельсу. Аккуратно поверните сварочную часть в тигель, сварочная часть станет конической в тигле, поместите высокотемпературный воспламенитель на верхнюю часть части и ждите сварки.
— Накройте тигель крышкой, чтобы предотвратить загрязнение.
—Следует отметить, что если во время приготовления в рельсе, шлаковом поддоне или тигле есть вода, ее необходимо сначала высушить перед использованием.
6. Предварительный нагрев
— Перед предварительным нагревом отрегулируйте расстояние 47~53 мм между нижней частью нагревательного сопла и верхней поверхностью рельса. При этом центральная линия основания устройства предварительного нагрева совмещена с центральной линией рельса, сопло предварительного нагрева расположено вертикально вниз в центре сварочного зазора.
— Откройте газовый баллон, отрегулируйте давление газа, зажгите устройство предварительного нагрева и отрегулируйте пламя, кислородный клапан открывается до конца, длина стержня пламени составляет 20~25 мм.
— Поместите устройство предварительного нагрева на кронштейн устройства предварительного нагрева, запишите время предварительного нагрева.
— Обратите внимание на положение устройства предварительного нагрева во время процесса предварительного нагрева, чтобы обеспечить беспрепятственное пламя по бокам песчаной формы и одинаковую высоту. В безветренную погоду высота пламени от стояков с обеих сторон составляет 45~55 мм.
— Регулируя соотношение смешивания кислорода и горючего газа в устройстве предварительного нагрева, Равномерный предварительный нагрев торца рельса, когда вся торцевая поверхность рельса ярко-красная при наблюдении невооруженным глазом, устройство предварительного нагрева вынимается и отопление прекращается. В зависимости от типа рельса и качества источника воздуха можно регулировать время предварительного нагрева. Обычно время предварительного нагрева рельса массой 60 кг/м составляет 5–6 мин, рельса массой 75 кг/м — 6–8 мин.
—После завершения предварительного нагрева газовый клапан попеременно закрывается для предотвращения закалки.
—Подготовьте заглушку во время процесса предварительного нагрева
Обратите внимание на следующие 2 момента во время процесса предварительного нагрева:
>Расстояние между газовым баллоном и кислородным баллоном должно быть не менее 5 м, а расстояние между газовым баллоном и пламя не менее 10м.
>Во время сварки запрещается штамповать воздушную трубу, чтобы обеспечить безопасную и плавную подачу газа. Проводной кабель, воздушная труба должны находиться вдали от пламени и рабочей зоны с высокой температурой.
7. Розжиг и заливка
—После завершения предварительного нагрева снимите устройство предварительного нагрева. Вставьте переходную заглушку.
— Поместите заполненный тигель в форму для песка, вставьте высокотемпературную спичку в сварочную часть под углом 45 градусов. Вставьте на глубину 1/3 (около 25 мм) и зажгите свариваемую часть.
—После того, как порция воспламенится, накройте тигель и возьмите пробку, стоящую в стороне и ожидающую заливки. Время от окончания предварительного нагрева до воспламенения порции не должно превышать 30 секунд.
—От появления пламени до усадки — время реакции, обычно от 8 до 15 секунд. Когда расплавленная сталь появляется на дне тигля, это время разливки после завершения реакции с образованием расплавленной стали, называемое временем покоя, обычно от 6 до 18 секунд.
— 1 минута, чтобы удалить тигель после окончания заливки, и шлак должен быть удален после того, как шлак затвердеет.
—Запишите время реакции и время успокоения после воспламенения.
В процессе заливки обратите внимание на следующие 4 момента:
>Перед воспламенением горючие материалы должны быть эвакуированы из рабочей зоны, свободному персоналу строго запрещается закрывать зону. Не используйте устройство предварительного нагрева для непосредственного воспламенения порции.
>Не двигайте рельсы во время сварки.
>Тигель и песчаная форма после заливки не должны непосредственно касаться руками во избежание ожогов.
>Во время совместного охлаждения однократный тигель, песчаная форма и реакционный шлак должны быть размещены за пределами рабочей зоны, чтобы предотвратить несчастные случаи во время рабочего процесса.
8. Извлечение из формы и обрезка
—6’30» после заливки снимите зажим для песка и уплотнительный материал с обеих сторон сварного шва. Поместите станок для резки рельсов на рельс после очистки, срежьте лишнее металл в 8’30 » после завершения заливки. Наконец, поместите лишний металл в заброшенный тигель. Большие стояки с обеих сторон раскачиваются разделительной втулкой стояков, а малые стояки согнуты так, чтобы они не воздействовали на горячие шлифование на следующем этапе
Поместите станок для резки рельсов на рельс после очистки, срежьте лишнее металл в 8’30 » после завершения заливки. Наконец, поместите лишний металл в заброшенный тигель. Большие стояки с обеих сторон раскачиваются разделительной втулкой стояков, а малые стояки согнуты так, чтобы они не воздействовали на горячие шлифование на следующем этапе
—Время извлечения из формы и резки можно регулировать в зависимости от фактической ситуации.
Обратите внимание на следующие 3 пункта при извлечении из формы и резке
>Раннее удаление повлияет на качество сварного соединения. Напротив, позднее извлечение из формы затруднит процесс резки.
>Если температура рельса ниже 15 ℃, нанесите теплозащитный экран на 10 минут.
> Через 15 минут после заливки устройство для выравнивания рельсов можно снять.
9. Шлифовка
—После того, как стрижка завершена, ее можно сразу же подвергнуть горячей полировке. Сила измельчения не может быть слишком большой. После завершения горячего шлифования значение дугообразования должно быть больше, чем указанное значение 1-1,5 мм, чтобы предотвратить низкие швы после охлаждения.
После завершения горячего шлифования значение дугообразования должно быть больше, чем указанное значение 1-1,5 мм, чтобы предотвратить низкие швы после охлаждения.
— Холодное шлифование начнется после того, как температура стыка остынет до температуры окружающей среды, во время процесса шлифования плоскостность следует проверять несколько раз, чтобы предотвратить превышение стандарта плоскостности головки рельса.
10. Очистка после сварки
— очистка отходов, стального лома, песчаной формы и т. д. после сварки, закопанных или вывезенных в указанное место при выходе. Категорически запрещается выбрасывать на стрелке или вдоль железной дороги, это легко приводит к несчастным случаям.
— Если температура рельса ниже 15 ℃, сварочная головка должна оставаться теплой в течение 10 минут после сварки.
—После окончания сварки, когда температура стыка выше 300 °C, категорически запрещается распускать поезд.
—Правильно заполните протокол сварки.
| Товар | Данные | Примечание |
| Зазор | 26~30 мм | — |
| Острие | 1,5~2 мм | Нажмите на один конец и увеличьте высоту на другом конце на 3~4 мм. |
| Давление пропана | 0,08~0,10 МПа | — |
| Давление кислорода | 0,25~0,30 МПа | — |
| Длина пламени | 20~25 мм | Кислородный клапан должен быть открыт до конца. |
| Высота подогревателя | 47~53 мм | — |
| Время предварительного нагрева | Рельс 60 кг: 5~6 минут; | В зависимости от температуры можно отрегулировать соответствующим образом. |
| 75 кг рельс: 6~8 минут; | ||
| Время между предварительным прогревом и воспламенением | ≤30 секунд | — |
| Время удаления тигля | 1 минута после заливки | — |
| Время извлечения из формы | 6’30’’ после заливки | В зависимости от температуры можно отрегулировать соответствующим образом. |
| Время сдвига | 8’30’’ после заливки | В зависимости от температуры можно отрегулировать соответствующим образом. |
| Удаление оборудования для выравнивания рельсов | 15 минут после заливки | — |
| Сварочная головка Время изоляции | 10 минут | Выполните это действие, когда температура рельса ниже 15 градусов. |
Необходимые материалы, оборудование и персонал для процесса термитной сварки
| 1 | Сварочные материалы | Термитный порошок | 1 пакет |
| Песчаная форма | 1PR | ||
| Однозарядный тигель | 1 шт. | ||
| Песок для фиксации | 1 пакет | ||
| Инжектор для высоких температур | 1 шт. | ||
| 2 | Инструменты для выравнивания | Выравниватель рельсов | 1PR |
| Гаечный ключ | 2 шт. | ||
| 1-метровая линейка выравнивания | 1 шт. | ||
| Щуп | 1 шт. | ||
| Устройство проверки вертикальности (прямоугольная линейка или L-линейка) | 1 шт. | ||
| Стальной клин | > 10 шт. | ||
| 3 | Специальный блок предварительного нагрева | Пистолет для предварительного нагрева | 1 шт. |
| Газовая труба 15 м с соединением (синий оранжевый) | 1 ШТ. | ||
| Регулятор сжатого газа для пропана | 1 шт. | ||
| Регулятор сжатого газа для OXY | 1 шт. | ||
| Пробка для отпуска пропана | 1 шт. | ||
| Кислородная закалочная пробка | 1 шт. | ||
| секундомер | 1 шт. | ||
| кислород | 1 флакон | ||
| пропан | 1 флакон | ||
| 4 | Специальный материал | Шаблон боковой песчаной формы | 1PR |
| Шаблон нижней песчаной формы | 1 шт. | ||
| Зажим формы | 1 шт. | ||
| Лоток для шлака | 1 шт. | ||
| Крышка тигля | 1 шт. | ||
| 5 | Вспомогательные машины | Генератор | 1 КОМПЛЕКТ |
| Стальная проволока | 1 КОМПЛЕКТ | ||
| Гидравлические ножницы для рельсов | 1 КОМПЛЕКТ | ||
| Станок для резки рельсов | 1 КОМПЛЕКТ | ||
| Станок для шлифования профилей рельсов | 1 КОМПЛЕКТ | ||
| Угловая шлифовальная машина | 1 КОМПЛЕКТ | ||
| Прямошлифовальная машина | 1 КОМПЛЕКТ | ||
| 6 | Другие вспомогательные инструменты | Датчик температуры рельсов | 1 шт. |
| инфракрасный термометр | 1 КОМПЛЕКТ | ||
| Крышка изоляции сварного шва | 2 шт. | ||
| Солнцезащитные очки | 1PR | ||
| Отливка для разделения стояка | 1 шт. | ||
| 7 | потребность в персонале | Сварщик | Не менее 3 человек |
| Инспектор | 1 человек |
Исследование на термит -сварочных материалах
1. Резвеса на термит -сварке. жидкой стали увеличивается на 0,6 ℃ на каждый 1 ℃ повышения начальной температуры реагента.
Доля добавок: когда количество добавок увеличивается на 1%, температура расплавленной стали снижается на 25,7 ℃.
Влияние доли FeO: Температура расплавленной стали снижается, когда доля FeO в реагенте оксида железа увеличивается.
Метод контроля скорости термитной реакции
2.
 Дефект песчаной формы
Дефект песчаной формыИсследование песчаной формы
Регулировка конструкции ширины нижней плиты песчаной формы
3.Процесс предварительного нагрева
Регулировка размера зазора
Сварной шов составляет 20 мм и 22 мм, температура предварительного нагрева нижней части рельса низкая, высокотемпературная термитная горячая расплавленная сталь быстро охлаждается в нижней части рельса. А алюминиевая горячая расплавленная сталь в нижней части рельса не может расплавить основной материал рельса и затвердевает, образуя несварное соединение.
Когда сварной шов составляет 24–30 мм, торец свариваемого стального рельса можно нагреть до темно-красного цвета, отрегулировав время предварительного нагрева, что может соответствовать требованиям температуры предварительного нагрева при сварке.
Когда сварной шов рельса составляет 32~40 мм, из-за того, что в сварном шве много термитной расплавленной стали, во время затвердевания и усадки алюмитная расплавленная сталь в центре затвердевает слишком поздно, и эффективная подача подступенка не может быть обеспечена. . Кроме того, температура расплавленной стали высока, величина усадки при затвердевании велика, поэтому в центре сварного шва образуется микроскопическая усадка.
. Кроме того, температура расплавленной стали высока, величина усадки при затвердевании велика, поэтому в центре сварного шва образуется микроскопическая усадка.
Производство термитной части
Производство песчаной формы
Диапазон паза рельса для термитной сварки составляет 23~30 мм. Когда щель рельса превышает 30 мм, для сварки двух стыков необходимо использовать стальной рельс длиной 6 м или 12 м.
Технология алюминотермической сварки рельса с широкой прорезью может быть сварена напрямую, когда прорезь рельса находится в определенном диапазоне.
Отличие CRS от других марок
Технология термитной сварки рельсов имеет простое оборудование и гибкий режим работы. Он особенно подходит для сварки на месте для ремонта сломанного рельса и сварки бесшовных стрелочных переводов поперек секций. В настоящее время он широко используется в Китае и сварке железнодорожных путей за рубежом.
Китай начал исследования в области технологии алюминотермической сварки рельсов с 1952 года. Продукт для алюминотермической сварки рельсов ZTK-1, разработанный в 2006 году, прошел техническую проверку Бюро Министерства железнодорожного транспорта. В 2007 году было проведено исследование по улучшению характеристик стыков алюминотермической сварки рельсов. Производительность тестирования продукта достигла уровня аналогичных продуктов других брендов, некоторые характеристики были превышены. В настоящее время продукт используется на внутренних высокоскоростных линиях для тяжелых условий эксплуатации и при сварке в плато с альпийским климатом.
В 2010 году для несущей конструкции были построены крупномасштабные производственные цеха площадью 2500 м2 и производственное оборудование. Всего было введено в эксплуатацию 12 линий по производству песчаных форм, тигельного автоматизированного оборудования, а также установлена автоматизированная линия по производству термитной части, что значительно гарантировало стабильность термитной сварочной части.
1. Результат тестирования
| Элементы для испытаний | Германия | Франция | Китай |
| Ленточный тест | 1375кН | 1466кН | 1435кН |
| Испытание на усталость | квалифицированный | квалифицированный | квалифицированный |
| прочность на растяжение | 785 МПа | 805 МПа | 865 МПа |
| Микроструктура | Перлит | Перлит | Перлит |
2. Предварительный нагрев
| Описание | Германия | Франция | Китай |
| Размер зазора | 27~30 мм | 25~28 мм | 26~30 мм |
| Давление кислорода | 0,45 МПа | 0,49МПа | 0,30 МПа |
| Давление пропана | 0,12 МПа | 0,07 МПа | 0,10 МПа |
| Время предварительного нагрева | 3,5-4,5 мин | 5 мин | 5-6мин |
3.
 Обработка поверхности
Обработка поверхности | Время извлечения из формы | 4’30” | 5’ | 6’ |
| Время сдвига | 6’30” | 7’40” | 8’30” |
УЗНАТЬ БОЛЬШЕ
Сварка рельсов приносит больше, чем обжиг
Сварочная тележка из Голландии L.P.
Качество, надежность и безопасность — вот те вопросы, которые поставщики стремятся улучшить, когда речь идет о сварке рельсов.
Время пути всегда является проблемой, и железным дорогам нужны сварные швы, которые можно выполнить быстро без потери качества. Будь то услуга «под ключ» для повышения эффективности использования персонала, обеспечения надлежащей подготовки сотрудников, уменьшения мягких зон в зоне термического влияния или автоматизации процесса сварки, поставщики сосредоточены на предоставлении сварочных систем и услуг для удовлетворения потребностей железных дорог.
Мобильный флот
Chemetron, подразделение Progress Rail Services, пополнило свой мобильный сварочный парк тележкой со стрелой. Устройство имеет радиус действия 20 футов, что позволяет строить стрелочные переводы в полевых условиях с помощью стыковой сварки оплавлением. Устройство имеет hi-rail, что позволяет перемещаться между рабочими площадками по шоссе или железной дороге. Его также можно использовать для многих промышленных рельсовых сварок.
«Наши клиенты требуют безопасности, качества и надежности при все более коротких рабочих окнах. Мы внесли ряд усовершенствований в наши стационарные и мобильные операции, чтобы оправдать ожидания клиентов в отношении быстрых поворотов поездов на наших сварочных установках и отсутствия пропусков сварных швов в полевых условиях. Наше качество стыковой сварки оплавлением и надежность оборудования были превосходными», — сказал Марк Маклин, менеджер по продажам.
Он добавил: «Chemetron продолжает наращивать мощности, чтобы удовлетворить растущий спрос на стыковую электросварку оплавлением. Мы добавили несколько грузовиков к нашему парку передвижных сварочных аппаратов и добавили дополнительные смены/бригады на большинстве наших стационарных заводов, чтобы удовлетворить потребности наших клиентов».
Мы добавили несколько грузовиков к нашему парку передвижных сварочных аппаратов и добавили дополнительные смены/бригады на большинстве наших стационарных заводов, чтобы удовлетворить потребности наших клиентов».
Сварка под ключ
Holland L.P. работает с железными дорогами класса 1, предоставляя услуги по сварке «под ключ» для проектов по сварке внутри пути.
«Услуга под ключ решает вопросы логистики и потребности в дополнительном персонале на временной основе. Это позволяет железной дороге лучше использовать свой опытный персонал. Наш богатый опыт позволяет нам поддерживать нашу основную компетенцию с помощью людей и оборудования, связанных с внутрирельсовой сваркой», — сказал Ричард Моррис, директор по развитию нового бизнеса Welding Group.
Двухлетняя программа развития между Holland L.P. и Институтом сварки Эдисона завершилась в июне, когда Holland ввела в эксплуатацию новое сварочное оборудование для ремонта дефектов головки. Этот процесс устраняет дефект головки рельса путем вырезания канавки в головке рельса и стыковой сварки вставки из рельсовой стали в канавку. Моррис говорит, что процесс прошел всестороннее тестирование; включая образцы сварных швов в пути на TTCI, мощность которых на сегодняшний день превысила 250 мгт.
Моррис говорит, что процесс прошел всестороннее тестирование; включая образцы сварных швов в пути на TTCI, мощность которых на сегодняшний день превысила 250 мгт.
Сварочный аппарат для восстановления дефектов головки (HDR) — это процесс, который устраняет такие дефекты, как поперечные дефекты, трещины в деталях и небольшие дефекты поверхности. Этот процесс позволяет ремонтировать рельс без его разрыва или установки нового рельса.
«Одним из преимуществ этого процесса является то, что температура нейтрального рельса не нарушается. Кроме того, этот процесс требует значительно меньше рабочей силы, чем другие процессы стыковой сварки оплавлением. Процесс HDR обеспечивает качество стыковой сварки оплавлением по стоимости, сравнимой с другими методами, доступными в настоящее время для железных дорог», — сказал Моррис.
Моррис отмечает, что железнодорожная отрасль в целом отходит от производственных спецификаций и переходит к спецификациям производительности.
«Мы смогли использовать сварочные технологии из других отраслей для разработки программ сварки, таких как сварка с низким потреблением. Эта программа сварки полезна при ремонтных сварочных работах. Сварка с низким потреблением снижает объем требуемой рабочей силы и повышает производительность за счет минимизации количества рельсовых анкеров, которые необходимо удалить», — сказал Моррис.
Эта программа сварки полезна при ремонтных сварочных работах. Сварка с низким потреблением снижает объем требуемой рабочей силы и повышает производительность за счет минимизации количества рельсовых анкеров, которые необходимо удалить», — сказал Моррис.
Он также отмечает, что по мере того, как рельсовая сталь становится более прочной, необходимо продолжать совершенствовать процесс соединения. Одна область, по словам Морриса, нуждается в улучшении, — это зона термического влияния (ЗТВ) сварного шва, которая представляет собой нарушение непрерывности поверхности рельса и является ключевым моментом для улучшения качества сварки. Он отмечает, что Голландия работает над методами уменьшения мягких участков ЗТВ без значительного увеличения твердости сварного шва.
«Holland стремится постоянно развивать свой бизнес, разрабатывая продукты и услуги, которые приносят пользу железнодорожной отрасли. Голландия создала группу специально для разработки новых продуктов и услуг. Первый проект группы — сварочный аппарат для ремонта дефектов головки. Будущие проекты предусматривают ремонт в полевых условиях специальных путевых сооружений, сварку стрелочных переводов и систем распределения длинных рельсов», — сказал Моррис.
Будущие проекты предусматривают ремонт в полевых условиях специальных путевых сооружений, сварку стрелочных переводов и систем распределения длинных рельсов», — сказал Моррис.
Улучшенное обучение
Компания Lincoln Electric уделила больше внимания технической поддержке на местах, расширив текущий курс обучения сварщиков марганцевых крестовин, включив в него специалистов по ремонту дорожного оборудования, у которых есть сварочные аппараты с приводом от двигателя Lincoln Electric меньшего размера.
Брайан Мид, менеджер отдела технических услуг железных дорог по глобальным счетам, сказал, что в прошлом не было отдельной части программы обучения, которая включала бы механиков оборудования, которые устанавливали на свои грузовики новое сварочное оборудование компании и время от времени использовали его для ремонтной сварки. время, но не были штатными сварщиками.
«В отличие от бригад сварщиков марганцевых крестовин, которые ежедневно сваривают в основном одни и те же отливки, ремонтники могут столкнуться с различными типами основных металлов, которые нуждаются в ремонте сваркой. Линкольн расширил свое обучение, включив в него лучшее понимание оборудования и способов управления мощностью сварки, а также методы определения различных основных металлов и способы сварки деталей. Это позволит сварщикам ремонтировать детали оборудования, что поможет снизить потребность в покупке новых деталей», — сказал Мид.
Линкольн расширил свое обучение, включив в него лучшее понимание оборудования и способов управления мощностью сварки, а также методы определения различных основных металлов и способы сварки деталей. Это позволит сварщикам ремонтировать детали оборудования, что поможет снизить потребность в покупке новых деталей», — сказал Мид.
Meade также упоминает, что обучение сварщиков марганцевых крестовин является непрерывным процессом, и указывает на две основные причины: во-первых, Air Vantage 500 компании за последние несколько лет получил новые конструктивные особенности, и грузовики с новыми агрегатами распространяются на новые локации. Во-вторых, в компанию впервые приходят новые сварщики, которым необходимо пройти обучение работе со сварочным оборудованием, у которых нет опыта работы с ними.
«Мы считаем, что рынок железных дорог постоянно нуждается в технической поддержке и расширяется в области, где обучение не было в прошлом приоритетным направлением. Привлечение сварочных бригад на неполный рабочий день со штатными сварочными бригадами обеспечит немедленные решения для железных дорог. По мере того, как мы продвигаемся вперед, мы видим, что партнерские отношения расширяются, чтобы охватить новые области в инженерных отделах, при этом новые улучшения и изменения конструкции рассматриваются в качестве приоритета», — сказал Мид.
По мере того, как мы продвигаемся вперед, мы видим, что партнерские отношения расширяются, чтобы охватить новые области в инженерных отделах, при этом новые улучшения и изменения конструкции рассматриваются в качестве приоритета», — сказал Мид.
Легированные швы головок
«Запатентованная компанией Orgo-Thermit, Inc. технология сварки легированной головкой Thermit® позволяет осуществлять термитную сварку новых высокотвердых и высокопрочных рельсовых сталей, которые имеют твердость по Бринеллю свыше 380. В этих сварных швах специального назначения используется уникальная микро- процесс легирования, обеспечивающий превосходные свойства износа на поверхности качения рельса, сохраняя при этом более мягкие и пластичные свойства металла в основании рельса. Десять из этих сварных швов были установлены в феврале 2011 года на трассе TTCI FAST, где они продолжают проходить испытания под большой нагрузкой на ось. Компания заявляет, что на сегодняшний день все установленные сварные швы накопили более 234 мгт без каких-либо отказов в обслуживании», — сказал Дэйв Рэндольф, президент.
В 2011 году компания создала подразделение технических услуг, чтобы сосредоточиться на коротких и транзитных операциях. Рэндольф отмечает, что с момента создания подразделения технических услуг клиенты Orgo-Thermit пользуются его услугами по неразрушающему контролю на ультразвуковую твердость и твердость по Бринеллю, а также услугами компании по тестированию на медленные изгибы и анализу дефектов сварки.
«Мы наблюдаем повышенный интерес к нашей электронной системе зажигания Safe Start, которая не представляет опасности и не имеет ограничений на доставку. Мы работаем над улучшением этого более безопасного метода запуска термитных реакций с помощью дистанционного управления», — сказал Рэндольф. «Наши клиенты очень довольны тем, что все наши расходные материалы по-прежнему соответствуют требованиям Buy America, поскольку все производство осуществляется на нашем предприятии в Манчестере, штат Нью-Джерси».
Он продолжил: «Наш выдающийся рост продаж демонстрирует, что рынок сварки рельсов очень силен. Мы сохраняем оптимизм в отношении будущего Orgo-Thermit и рынка железных дорог. Наша постоянная цель — продолжать работать над предоставлением инновационных решений нашим клиентам».
Мы сохраняем оптимизм в отношении будущего Orgo-Thermit и рынка железных дорог. Наша постоянная цель — продолжать работать над предоставлением инновационных решений нашим клиентам».
Роботизированная сварка
Plasser American Corp. указывает на свой многолетний опыт в производстве и эксплуатации машин для стыковой стыковой сварки рельсов, подъемных рельсов и контейнеров и отмечает, что новые стандарты сварки привели к увеличению требований к сварке.
«Обычные сварочные головки, используемые до сих пор, в основном основаны на российском патенте и не соответствуют или лишь частично соответствуют этим новым требованиям, — заявил Plasser American Corp. — Более строгие требования в сочетании с многолетним опытом Плассера привели к разработке собственного робота-автомата».
Компания заявляет, что ключевой особенностью этой новой сварочной головки являются ее рабочие параметры: ход 200 мм и усилие 150 тонн, которые позволяют выполнять замыкающие сварные швы без использования дополнительных съемников рельсов.
Сварочные швы, выполненные сварочным роботом Plasser APT 1500 R, выполняются в полностью автоматическом режиме. Сварочная головка автоматически выравнивает высоту и поверхность катания, а также венчает рельс. Устройство автоматического центрирования измеряет выравнивание рельсов с помощью датчиков расстояния, расположенных в сварочной головке. Измерения сохраняются для обеспечения качества», — сказал Плассер.
Еще одной особенностью сварочной головки, на которую компания указывает, является использование переменного тока со средней частотой 1000 Гц, что позволяет использовать очень маленькие трансформаторы в сварочной головке. Головка работает на постоянном токе, что, по словам Плассера, положительно влияет на качество сварки.
«Встроенные сварочные ножницы прикладывают нагрузку только в направлении сжатия с помощью отдельных гидроцилиндров. Бесконтактная система измерения температуры позволяет точно охлаждать рельсы из высоколегированных сплавов с помощью процесса последующего нагрева. Гидравлическая система позволяет очень быстро перемещать сварочную головку даже при сварке швов при полной нагрузке (сварка с низким потреблением энергии). Конструкция зажимных губок устраняет необходимость стачивать маркировку компании на шейке рельса, что сокращает время подготовки», — сказал Плассер.
Гидравлическая система позволяет очень быстро перемещать сварочную головку даже при сварке швов при полной нагрузке (сварка с низким потреблением энергии). Конструкция зажимных губок устраняет необходимость стачивать маркировку компании на шейке рельса, что сокращает время подготовки», — сказал Плассер.
«Благодаря процессу автоматической роботизированной сварки ошибки оператора могут быть исключены. Результатом является высокая надежность и задокументированные сварные швы неизменно высокого качества», — сказал Плассер.
Система алюминотермической сварки
Компания Railtech Буте говорит, что в прошлом году она продолжала продвигать свою новую систему зажигания Startwel®.
По данным компании, система зажигания Startwel позволяет сварщику легко поджечь сварочный заряд, чтобы инициировать процесс заливки системы алюминотермической сварки Railtech, заменив традиционную конструкцию «бенгальского огня».
«Эта новая система электрического зажигания более безопасна, чем современные традиционные воспламенители. Кроме того, Startwel классифицируется как безопасный для транспорта. Таким образом, нет ограничений на доставку (можно отправить в ночное время, если возникла чрезвычайная ситуация), и это обеспечивает более точное и стабильное время касания», — сказал Оливер Долдер, исполнительный вице-президент и главный операционный директор.
Кроме того, Startwel классифицируется как безопасный для транспорта. Таким образом, нет ограничений на доставку (можно отправить в ночное время, если возникла чрезвычайная ситуация), и это обеспечивает более точное и стабильное время касания», — сказал Оливер Долдер, исполнительный вице-президент и главный операционный директор.
Railtech Boutet также продвигает свои новые формы QP Hybrid в течение последних шести месяцев. Эти формы имеют покрытие из керамического войлока по сравнению с текущей конструкцией формы, что, по словам Долдера, практически исключает заусенцы вдоль стенки и основания рельса, что приводит к более чистому и качественному сварному шву.
«Отклики наших клиентов на этот продукт были исключительно положительными, и мы приветствовали улучшение алюминотермической сварки», — сказал Долдер.
Помимо продвижения форм Startwel и QP, Railtech Boutet продолжает исследования в области высокоуглеродистых и высокопрочных рельсов.
«[Компания] разрабатывает сварочный комплект, который ближе к металлургическим свойствам этих типов специальных рельсов, который подойдет нашим клиентам, которые в настоящее время используют эти типы рельсов на магистральных путях и / или на прямых и кривых», — сказал Дольдер.
Теги:
training.gov.au — TLIW3015A — Сварка рельса с использованием процесса алюминотермической сварки
Отображаемый контент был создан третьей стороной, хотя были предприняты все попытки сделать этот контент как можно более доступным, но это не может быть гарантировано. Если вы столкнулись с проблемами, связанными с содержимым этой страницы, рассмотрите возможность загрузки содержимого в исходной форме
История изменений
Неприменимо
Дескриптор устройства
Дескриптор устройства | Этот раздел включает в себя навыки и знания, необходимые для сварки рельсов с использованием процесса алюминотермической сварки в соответствии с требованиями техники безопасности и нормативными требованиями, а также процедурами на рабочем месте. Он включает в себя подготовку и планирование метода сварки, подготовку рельса к алюминотермической сварке, выполнение процесса сварки в соответствии с требованиями рабочего места, проверку соответствия сварного шва и оформление всей необходимой документации. |
 К данному устройству могут применяться требования лицензирования или сертификации.
К данному устройству могут применяться требования лицензирования или сертификации.Применение прибора
Приложение устройства | Лица, получившие квалификацию в этом подразделении, должны будут выполнять применимые законодательные требования безопасности на железнодорожном транспорте, включая акты и правила каждого штата и территории, а также любые национальные кодексы и/или правила соответствия. Работа выполняется под некоторым контролем, как правило, в коллективе. Он включает в себя применение обычных операционных принципов и процедур для сварки рельсов с использованием метода алюминотермической сварки в рамках деятельности на рабочем месте в различных операционных контекстах в австралийской железнодорожной системе. Операторы механизированного оборудования должны пройти обучение и, при необходимости, иметь соответствующую лицензию, разрешение или сертификат, а также быть признанными компетентными для класса используемого оборудования. |

Лицензионная/нормативная информация
См. дескриптор подразделения
Предварительные условия
Неприменимо
Информация о навыках трудоустройства
Навыки трудоустройства | Этот модуль содержит навыки трудоустройства. |
Элементы и критерии эффективности Предварительное содержание
Элементы описывают основные результаты единицы компетенции. | Критерии производительности описывают требуемую производительность, необходимую для демонстрации достижения элемента. Оценка эффективности должна соответствовать руководству по фактическим данным. |
Элементы и критерии эффективности
ЭЛЕМЕНТ | КРИТЕРИИ ЭФФЕКТИВНОСТИ |
1 Подготовить и спланировать метод сварки | 1. 1.2 Сварочное оборудование и расходные материалы подготовлены и проверены на исправность 1.3 Площадка очищена от препятствий и горючих материалов, чтобы свести к минимуму риск несчастных случаев и пожара 1.4 Противопожарное и другое оборудование для обеспечения безопасности организовано, проверено и размещено в соответствии с требуемыми правилами 1.5 Персонал проинструктирован о мерах предосторожности, характерных для алюминотермической сварки, которые необходимы для сведения к минимуму риска получения травм |
2 Подготовка рельса к сварке | 2.1 Местоположение сварного шва определяется и оценивается в соответствии со стандартами и процедурами 2.2 Путь подготовлен к сварке в соответствии со стандартами и процедурами рабочего места 2. |
3 Проведение процесса сварки | 3.1 Формы устанавливаются и фиксируются в соответствии со стандартом для предотвращения утечки расплавленной реакционной смеси 3.2 Рельсы предварительно нагреваются до стандарта для предотвращения потери тепла 3.3 Рельсы сваривают алюминотермическим способом по утвержденным методикам 3.4 Сварочное оборудование удаляется в соответствии с утвержденными процедурами 3.5 Излишки материала удаляются из сварного шва в соответствии с производственными процедурами 3.6 Профиль рельса восстанавливается до стандарта с помощью профилешлифовального станка в соответствии с производственными процедурами 3.7 Принимаются меры по восстановлению путей |
4 Проверить соответствие сварного шва | 4. 4.2 Зона чистового шлифованного шва проверяется на соответствие стандартам приемки профиля и геометрии рельса |
5 Полная документация | 5.1 Необходимая документация и/или записи заполнены в соответствии с требованиями рабочего места |
 1 Требования к работе определяются для определения объема работ и требуемых ресурсов
1 Требования к работе определяются для определения объема работ и требуемых ресурсов 3 Рельс подготовлен к сварке в соответствии со стандартами и процедурами на рабочем месте
3 Рельс подготовлен к сварке в соответствии со стандартами и процедурами на рабочем месте 1 Зона чистового шлифованного сварного шва визуально проверяется на чистоту поверхности и наличие дефектов
1 Зона чистового шлифованного сварного шва визуально проверяется на чистоту поверхности и наличие дефектовНеобходимые навыки и знания
НЕОБХОДИМЫЕ ЗНАНИЯ И НАВЫКИ |
Здесь описываются основные знания и навыки, а также их уровень, необходимый для данного подразделения. |
Требуемые знания: |
|
|
|
|
|
|
|
|
|
|
Требуемые навыки: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Справочник по доказательствам
РУКОВОДСТВО ПО ДОКАЗАТЕЛЬСТВАМ | |
Руководство по доказательствам содержит советы по оценке и должно быть прочитано в сочетании с критериями эффективности, требуемыми знаниями и навыками, заявлением о диапазоне и рекомендациями по оценке для этого пакета обучения. | |
Критические аспекты оценки и доказательства, необходимые для демонстрации компетентности в этом разделе |
|
Контекст и конкретные ресурсы для оценки |
|
Метод оценки |
|

Заявление об ассортименте
ЗАЯВЛЕНИЕ О ДИАПАЗОНЕ | |
Заявление о диапазоне относится к единице компетенции в целом. | |
Операции могут проводиться: |
|
Работы могут проводиться в: |
|
Работа может включать: |
|
Ресурсы могут включать: |
|
Сварочные процессы могут включать: |
|
Типы сварных швов могут включать: |
|
Расходные материалы могут включать: |
|
Угрозы безопасности могут включать: |
|
В зависимости от типа соответствующей организации и используемой местной терминологии, процедуры на рабочем месте могут включать: |
|
Связь может включать: |
|
Системы связи могут включать: |
|
В зависимости от условий работы средства безопасности и индивидуальной защиты могут включать: |
|
Информация может быть предоставлена: |
|
Информация/документы могут включать: |
|
Применимые процедуры и коды могут включать: |
|
 Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность.
Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность. д.)
д.)Единица Сектор(ы)
Неприменимо
Область компетенции
Поле компетенции | W — Эксплуатация оборудования и систем |
Усовершенствованная технология сварки обеспечивает эффективное восстановление
Срочный проект по обновлению путей в туннелях метро Тайн-энд-Уир на северо-востоке Англии стал демонстрацией для Pandrol и подрядчика GPX Engineering внедрения новой технологии сварки.
Сеть метро Тайн-энд-Уир на северо-востоке Англии, которой исполнилось 40 лет, претерпевает значительные изменения, затрагивающие как инфраструктуру, так и подвижной состав.
Сеть протяженностью 56 км, которая расходится от Ньюкасл-апон-Тайн, открывалась поэтапно в 1980–1991 годах. Ядро легкого метро было адаптировано из бывших пригородных железных дорог, которые были связаны между собой новой конструкцией, включая пару кросс-городских туннелей, станции глубокого уровня и мост через реку Тайн. Последующее расширение аэропорта также включало бывшую железнодорожную ветку.
Алюминотермическая сварка
© Pandrol
К этому в 2002 году было добавлено 18∙5-километровое расширение Южного Хилтона, по которому метро шло на юг до близлежащего города Сандерленд. Этот маршрут примечателен тем, что включает 14 км смешанных маршрутов, где легковые автомобили делят пути Network Rail с магистральными пассажирскими и грузовыми поездами.
В рамках поэтапной программы модернизации инфраструктуры, которая проводится с декабря 2019 года, местное транспортное управление Nexus провело обширную замену путей в туннелях в [Гейтсхеде]. Время владения было коротким, доступ к трассе был доступен только с 01:00 до 04:00 с воскресенья по четверг вечером. Работы потребовали выполнения 140 алюминотермических сварных швов в сжатые сроки.
Время владения было коротким, доступ к трассе был доступен только с 01:00 до 04:00 с воскресенья по четверг вечером. Работы потребовали выполнения 140 алюминотермических сварных швов в сжатые сроки.
Подрядчик GPX Engineering был назначен для предоставления услуг по сварке, включая инспекцию и сертификацию. Первоначально компания выбрала однократный тигельный процесс Pandrol PLA, но после того, как подрядчики выполнили первые несколько сварных швов на месте, Pandrol обратилась к GPX, чтобы предположить, что ее недавно разработанный усовершенствованный процесс сварки может помочь справиться со сложными временными ограничениями.
Pandrol Advanced объединяет ряд инноваций на каждом этапе процесса сварки, обеспечивая повышенную безопасность, эргономику и качество сварки, а также экономию времени.
Детально изучив процесс и проведя оценку риска, которая показала снижение уровня воздействия, GPX и Nexus согласились, что Pandrol Advanced следует использовать для оставшейся части работы [середина февраля 2020 г. ]. Небольшая группа сварщиков, работавших над проектом, прошла обучение у Pandrol в течение двух дней, а затем наблюдала на месте, пока они выполняли свои первые сварные швы.
]. Небольшая группа сварщиков, работавших над проектом, прошла обучение у Pandrol в течение двух дней, а затем наблюдала на месте, пока они выполняли свои первые сварные швы.
Обычная алюминотермическая сварка включает процесс, известный как замазка: приклеивание форм к концам рельса пастой или песком во избежание утечек металла. Усовершенствованная технология заменяет ее на AutoSeal, которая, по мнению Pandrol, является первой в мире самоуплотняющейся алюминотермической формой. AutoSeal поставляется со встроенным изоляционным стыком, который расширяется во время предварительного нагрева, создавая плотное уплотнение при установке на рельс.
Автоматическая герметизация формы обычно экономит не менее 5 минут на сварку. Он также более надежен, особенно в холодную погоду и в ограниченном пространстве, а улучшенный отвод влаги на этапе предварительного нагрева помогает снизить процент брака.
Среди преимуществ для окружающей среды отказ от цементирования снижает количество пластиковых отходов, а также требования к транспортировке материалов. Это положительно сказывается на здоровье персонала, так как сварщик проводит меньше времени на коленях и в других стрессовых положениях.
Это положительно сказывается на здоровье персонала, так как сварщик проводит меньше времени на коленях и в других стрессовых положениях.
Форма быстро завоевала популярность среди сварщиков в Ньюкасле.
Шейн Дженнингс, один из сварщиков GPX, объяснил:
«Это быстро, просто и экономит время, стоя на коленях на трассе. Сварной шов чистый, линии четкие, без дефектов. Формирование воротника всегда на высоте».
Тигель меньшего размера
В технологическом процессе Pandrol Advanced используется небольшой одноразовый тигель CJ1, который подходит для всех стандартных сварных швов с зазором и ремонтных швов с промывкой головок, и был развернут для 9В 2019 году компания Pandrol выполнила 8% сварки рельсов в Великобритании.
Тигель CJ1 поставляется с предустановленной электронной системой зажигания Startwel, что делает воспламенение заряда более безопасным и легким. Используя его как часть процесса Pandrol Advanced, Nexus сэкономил на отходах и затратах; альтернативный тигель CJ2, поставляемый для оригинального метода PLA, на 2 кг тяжелее, а его обычный блок воспламенения классифицируется как форма взрывчатого вещества.
Пересмотренная методика также принесла ряд связанных с этим преимуществ эффективности. Изменения во внутренней конструкции пресс-формы привели к возникновению точки излома, так что через 20 минут сварщик мог просто ударить по вентиляционному стояку молотком, вместо того чтобы использовать угловую шлифовальную машину. Усовершенствованная процедура охлаждения также позволила сэкономить около 10 минут на сварной шов, а для удаления излишков сварного шва использовался полуавтоматический нож с эргономичными точками подъема.
Всем процессом можно управлять через приложение Pandrol Connect, установленное на мобильном устройстве, при этом сварщик вводит соответствующие данные до, во время и после сварки. Детали проверялись диспетчерами сварки и контролировались с центральной базы.
Все сварные швы на проекте Nexus были выполнены в отведенные для этого ночные смены, в срок и без дефектов. Изменение техники позволило сэкономить примерно 20 минут на сварку, а использование приложения улучшило прослеживаемость и сократило бумажную работу.
По словам Пола Маршалла, технического руководителя GPX Engineering, передовая технология была «быстрее и эффективнее, чем традиционные методы, а количество отказов было равно нулю».
Эта статья была первоначально опубликована Pandrol. Вы можете просмотреть тематическое исследование проекта на веб-сайте Pandrol.
Сварка – Goldschmidt
Сварка – GoldschmidtПерейти к содержимому
ПоискДля безопасных и качественных железных дорог
Во всем мире рельсы свариваются с использованием ноу-хау Goldschmidt. Кроме того, Goldschmidt предлагает ряд процессов по ремонту и техническому обслуживанию рельсов и стрелочных переводов: для увеличения срока службы и обеспечения бесшумного и безопасного движения поездов и трамваев всех типов и безвредности для окружающей среды.
СОВМЕСТНАЯ СВАРКА ПУТЕЙ И ПЕРЕКЛЮЧАТЕЛЕЙ
С помощью разработанных нами процессов сварки можно непрерывно сваривать практически все типы рельсов и стрелочных переводов по всему миру, различных профилей и марок. Это гарантирует безопасное соединение и в то же время повышает комфорт при движении и срок службы рельсов. Являясь комплексным поставщиком, мы разрабатываем, производим и поставляем все компоненты для различных сварочных процессов.
Это гарантирует безопасное соединение и в то же время повышает комфорт при движении и срок службы рельсов. Являясь комплексным поставщиком, мы разрабатываем, производим и поставляем все компоненты для различных сварочных процессов.
Термитная сварка
Сварка Thermit® была и остается самым гибким, самым надежным и самым экономичным процессом сварки бесстыковых рельсов, который значительно увеличивает срок службы рельсов и повышает безопасность на железнодорожном транспорте. Поэтому процесс также предопределен для высокоскоростных и тяжелонагруженных маршрутов.
Являясь изобретателем и лидером мирового рынка и технологий в области сварки Thermit®, компания Goldschmidt вот уже 125 лет устанавливает стандарты для непрерывно сваренных направляющих. Благодаря нашим процессам сварки Original Thermit® компания Goldschmidt обеспечивает превосходное соединение виньольных, желобчатых и крановых рельсов. Воспользуйтесь преимуществами услуг на месте строительства пути высококвалифицированными и эффективными бригадами сварщиков. Для внутреннего контроля качества мы используем наши цифровые системы Dari®, такие как приложение Q-Weld. Это также позволяет нам по запросу предоставлять нашим клиентам данные о качестве выполненных сварных швов.
Для внутреннего контроля качества мы используем наши цифровые системы Dari®, такие как приложение Q-Weld. Это также позволяет нам по запросу предоставлять нашим клиентам данные о качестве выполненных сварных швов.
ЭЛЕКТРИЧЕСКАЯ СВАРКА СОЕДИНЕНИЙ
Для сварки швов Goldschmidt также предлагает процесс E/111 с использованием стержневых электродов и E/114 с самозащитными электродами из порошковой проволоки. Эти процессы в основном используются для рельсов с желобками и рельсов с плоским дном от имени операторов муниципальных железных дорог или используются там, где сварка Thermit® невозможна из-за структурных или физических ограничений.
© Rasmus Kaessmann
© Agentur Format78 GmbH
© Rasmus Kaessmann
РЕМОНТНАЯ СВАРКА РЕЛЬСОВ И ПЕРЕКЛЮЧАТЕЛЕЙ
Колесные опоры в метро, трамваях, легкорельсовом транспорте и магистральных железных дорогах, особенно на кривых путях, подвергаются высоким нагрузкам. В результате компания Goldschmidt часто получает заказы на техническое обслуживание посредством сварки. Большую часть этих сварочных работ составляет восстановление переключателей и крестовин и устранение эксплуатационных повреждений.
В результате компания Goldschmidt часто получает заказы на техническое обслуживание посредством сварки. Большую часть этих сварочных работ составляет восстановление переключателей и крестовин и устранение эксплуатационных повреждений.
ДЛЯ ДЛИТЕЛЬНОЙ СЛУЖБЫ РЕЛЬСА
Мы используем мобильные рабочие единицы для необходимых сварочных работ. Это также позволяет работать в обычном режиме без существенных ограничений. Мы выполняем работы на ваших рельсовых системах с использованием следующих процессов сварки, которые мы постоянно оптимизируем:
• Дуговая сварка под флюсом
• Ручная дуговая сварка
• Сварка порошковой проволокой
• Ремонтный процесс сварки Thermit® Head Repair
В зависимости от ваших требований мы используем специальные машины для воссоздания исходного профиля или профиля, который вам нужен, на сварных рельсах после сварки.
© Мануэль Шредер © Agentur Format78 GmbH © Agentur Format78 GmbHОТПУСК СВАРКИ НОВЫХ РЕЛЬСОВ
Железнодорожные пути, подвергающиеся большим нагрузкам, быстро изнашиваются — наши рельсы, закаленные на заводе, идеально подготовлены и служат дольше. Goldschmidt использует свой многолетний опыт в обслуживании и новых рельсов.
Goldschmidt использует свой многолетний опыт в обслуживании и новых рельсов.
ДЛЯ ДЛИТЕЛЬНОЙ СЛУЖБЫ РЕЛЬСОВ
Мы закаляем новые рельсы из износостойких материалов, и вы получаете экономичный, удобный и долговечный продукт, подходящий для всех новых железнодорожных проектов и ремонтных работ. Уменьшенная шероховатость поверхности используемых материалов значительно снижает износ колесных шин более чем на 90 %. Мы предлагаем сварку поверхностей скольжения, например, на крутых изгибах в густонаселенных жилых районах, что значительно снижает уровень шума. Закалка новых рельсов производится в соответствии с вашими требованиями. Для этого мы предлагаем вам различные сварочные материалы собственной разработки для закалки рабочей поверхности – ET 2000®, а также для закалки рабочей кромки – ETEKA 5®.
Это окупается в долгосрочной перспективе за счет увеличения срока службы ваших рельсов, снижения затрат на техническое обслуживание и снижения уровня шума. И, наконец, что не менее важно, это приводит к повышению комфорта в путешествии и долгосрочной надежности железнодорожных перевозок.
И, наконец, что не менее важно, это приводит к повышению комфорта в путешествии и долгосрочной надежности железнодорожных перевозок.
© Агентур Формат 78 ГмбХ
© Агентур Формат 78 ГмбХ
© Агентур Формат 78 ГмбХ
© Агентур Формат 78 ГмбХ
© Агентур Формат 78 ГмбХ
Брошюра
Запрос
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
- Существенный
- Статистика
- Внешние носители
Принять все
Сохранять
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie Политика конфиденциальности Выходные данные
Настройка конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все Сохранять
Настройки конфиденциальности г. Основные (1)
Основные (1)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Провайдер | Владелец этого веб-сайта, Выходные данные |
| Назначение | Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Срок действия файла cookie | 1 год |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Принять | Матомо |
|---|---|
| Имя | Матомо |
| Провайдер | Гольдшмидт |
| Назначение | Cookie от Matomo, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Имя файла cookie | _уп_*.* |
| Срок действия файла cookie | 13 месяцев |
Внешние носители (1)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Принять | YouTube |
|---|---|
| Имя | YouTube |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Используется для разблокировки контента YouTube. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=en&gl=en |
| Хост(ы) | google.com |
| Имя файла cookie | НИД |
| Срок действия файла cookie | 6 месяцев |
на базе Borlabs Cookie
Политика конфиденциальности Выходные данные
Рельс 101 — Рельсовые соединения 2
В первой части этой статьи мы рассмотрели механическое соединение рельсов. В этой заключительной части мы рассмотрим их металлургическое соединение, или, проще говоря, сварку рельсов вместе.
Это часть серии статей, направленных на демистификацию некоторых аспектов нашей железнодорожной отрасли, перечисленных с тегом #Rail101. Подпишитесь на него, чтобы узнать о других похожих статьях, или, что еще лучше, если вы работаете в этой отрасли, поделитесь своими собственными, чтобы обучать и, надеюсь, вдохновлять других.
Сварка бывает разных видов, и я попытаюсь коснуться наиболее распространенных способов соединения рельсов. Если я что-то пропустил, пожалуйста, прокомментируйте ниже, чтобы я мог добавить их тоже.
The techniques covered are:
- Aluminothermic
- Flashbutt (depot, Mobile)
- Gas Pressure
- Induction
- Puddle (Shielded Metal Arc)
Aluminothermic
This form of welding is widespread throughout the world and составляет большинство сварных швов, встречающихся, например, на железнодорожных путях в Великобритании. Он относительно портативный, с двумя мужчинами и небольшим фургоном, как правило, все, что нужно для создания сварных швов на стройплощадке. Он также известен во всем мире под некоторыми другими названиями, такими как экзотермическая сварка, экзотермическая сварка, термитная сварка и термитная сварка.
Некоторые люди могут возразить, что алюминотермическая сварка на самом деле вовсе не сварка, а скорее точное литье. В процессе образуется расплавленный металл, который заливают в форму, окружающую зазор между двумя рельсами, чтобы прочно соединить их. Зазор обычно составляет ~ 25 мм / 1 дюйм, хотя возможны и более широкие зазоры. Расплавленный металл образуется в результате экзотермической реакции термитной части расплава металла, и поэтому не требует внешнего источника тепла, что делает этот процесс очень портативным, поскольку не требуются внешние источники питания. Более подробную информацию о процессе можно найти здесь.
Концы рельсов предварительно нагревают перед сваркой по металлургическим причинам с использованием различных видов топлива (пропан, ацетилен и бензин), чтобы обеспечить достаточную температуру для надежной сварки. После того, как сварной шов выполнен, лишний материал удаляется гидравлическими ножницами перед окончательной шлифовкой профиля, чтобы обеспечить гладкую поверхность для движения поезда. 2-минутная анимация процесса показана ниже:
Если вы хотите посмотреть на это вживую, вот 4-х минутное видео
Процесс в значительной степени зависит от оператора, поэтому для поддержания стандартов на приемлемом уровне требуется хорошее обучение и аудит. После сварки часто требуется осмотр для подтверждения качества сварки.
Стыковая сварка
Эта форма сварки не требует присадочного материала для соединения рельсов, она нагревает концы рельсов до точки плавления и сжимает их вместе. Нагрев осуществляется путем пропускания больших электрических токов (до 100 000 ампер) через концы рельса с помощью тщательно контролируемой программы нагрева, прежде чем гидравлические цилиндры сожмут два конца рельса вместе. Гидравлические ножницы обычно используются для удаления лишнего материала с рельса, сжатого в результате операции ковки, до окончательного шлифования профиля. Заглавное изображение для этой статьи представляет собой формирование стыкового шва оплавлением — обычно это происходит за щитами, так что это действительно пик за кулисами.
Процесс, как правило, в высокой степени автоматизирован с использованием надежных систем контроля качества для проверки качества сварки.
Вот двухминутный видеоролик, показывающий процесс с использованием мобильного аппарата для стыковой сварки оплавлением. Аналогичный процесс используется на складских сварочных предприятиях, однако они также обычно имеют дополнительный гидравлический пресс и измерительное оборудование для обеспечения более строгих стандартов геометрии сварного шва.
Стыковые сварные швы оплавлением обычно считаются сварными швами самого высокого качества, доступными для рельсов, и, следовательно, имеют чрезвычайно низкий процент отказов. Принятие во всем мире является довольно универсальным. Высокая стоимость оборудования часто ограничивает его использование в крупномасштабных проектах обновления. Оборудование для стыковой сварки оплавлением может представлять собой крупногабаритные депо или передвижные сварочные головки все меньшего размера, перевозимые грузовиком/поездом/экскаватором.
Давление газа
Подобно стыковой сварке оплавлением, эти сварные швы не содержат присадочного материала, и процесс работает аналогичным образом, при этом концы рельсов нагреваются почти до точки плавления, а затем соединяются ковкой. Самая большая разница в том, как направляются рельсы. При сварке под давлением используется кислородно-пропановый газ для обеспечения нагрева концов рельсов. Поскольку этот процесс, как правило, медленнее, чем стыковая сварка оплавлением, длина рельса, затронутая процессом нагрева (известная как зона термического влияния / HAZ), обычно больше, чем стыковая сварка оплавлением. Как правило, большая зона HAZ нежелательна. К сожалению, мне не удалось найти действительно хороший видео-пример этого процесса — если вы знаете, где я могу его найти, дайте мне знать ниже в комментариях, и я добавлю его. Вот лучшее, что я могу найти. — действие начинается на 1 минуте в.
Распространение этого процесса обычно сосредоточено на Дальнем Востоке. Работа машин в значительной степени зависит от настроек оператора, поэтому вариабельность производительности, вероятно, выше, чем у автоматической машины для стыковой сварки оплавлением.
Сравнение сварки рельсов
Ниже приведено сравнение микроструктуры этих трех типов сварки. Это продольный срез посередине сварного шва/рельса, который был протравлен, чтобы показать разницу в наличии зоны термического влияния.
Слева — сварка давлением газа (без обрезки), Сварка встык по центру, Справа — алюминотермическая сварка. Обратите внимание на различия в ширине сварного шва / ширине ЗТВ
Индукционная сварка
Этот тип сварки, вероятно, является самым новым типом в железнодорожной промышленности, и в настоящее время эксплуатируется мало коммерческих машин, если они вообще есть. В этой форме сварки используется электрическая индукция для нагрева концов рельсов перед их склейкой. Этот тип сварки обычно используется без присадочного материала, но, что интересно, он может использовать вставки материала, если требуется соединить разнородные металлы/сплавы или избежать расхода металла в процессе сварки для контроля напряжений в рельсах. Двухминутный рекламный ролик ниже представляет собой прототип машины, разрабатываемый для Network Rail.
Сварка в ванне (дуговая)
Сварка в ванне использует дуговую сварку в защитном металле (SMAW), которая также известна как ручная дуговая сварка металлическим электродом (MMAW) или «сварка стержнем» для соединения концов рельсов. Сварщик использует электрическую дугу, генерируемую между расходуемым электродом (стержнем) и рельсом, чтобы вырабатывать тепло для расплавления электрода и рельса с образованием лужи жидкой стали. Электрод покрыт флюсом, который при нагревании электрической дугой выделяет газы, защищающие жидкий металл от окисления, а также образует шлак, удерживающий примеси в расплавленном металле. Из-за крайней зависимости от навыков оператора в сочетании с низкой скоростью производства этот процесс обычно ограничивается сваркой крановых рельсов. Однако процесс ручной дуговой сварки металлическим электродом часто используется для ремонта рельсов в эксплуатации из-за простоты применения на месте.
В приведенном ниже 2-минутном видеоролике показана сварка в ванне крановых рельсов.
Другие методы сварки
Другие методы, такие как лазерная и электронно-лучевая сварка и даже сварка трением, также были опробованы для рельсов, однако, насколько я знаю, они еще не вошли в коммерческую арену. Знаете ли вы еще какие-нибудь типы, которые я пропустил? Дайте мне знать ниже
Почти готово
В Великобритании, где я нахожусь, у нас есть специальный орган для продвижения, развития и улучшения сварки рельсов — вы можете узнать больше о нем и его членах здесь — http://www. iorw.org/ Если вы знаете о других по всему миру, пожалуйста, добавьте их в комментарии, чтобы помочь другим по всему миру.
Иногда меня спрашивают, какой тип сварки лучше, и мой ответ однозначен — Стыковая сварка оплавлением. Часто говорят, что «даже плохой стыковой шов оплавлением так же хорош, как и алюминотермический шов», и это справедливо.