Сварка дисков аргоном в СПб
Стоимость 1 см сварочного шва 100-150 ₽.
Конечная цена сварки аргоном литых дисков определяется администратором и зависит от сложности работ, израсходованного материала и затраченного времени.
Аргонно-дуговая сварка помогает решить большинство проблем, связанных с ремонтом кованных и литых дисков для автомобилей и мотоциклов, вышедших из строя вследствие механических повреждений, а также разнообразных деталей двигателя и навесного оборудования. Аргон в руках профессионала вернет диску первоначальные свойства, избавит от трещин и восстановит отколотые фрагменты корпуса, обеспечивая максимальную прочность. Всё что останется после сварки — это герметичный идеальный сварочный шов.
Выполненные опытными мастерами ремонт дисков и аргоновая сварка – это реальный путь к надежному решению проблемы восстановления дисков. Почему в данной ситуации требуется создание сварочного шва именно по подобной технологии? Основной материал литого диска – алюминий, модифицированный присадками, обеспечивающими жесткость. При контакте с кислородом, содержащимся в воздухе, происходит мгновенное окисление поверхностного слоя алюминия (и его сплавов). Классическая электродуговая сварка в таких условиях бессильна, а инертный газ (аргон) не допускает образования окисной пленки.
При контакте с кислородом, содержащимся в воздухе, происходит мгновенное окисление поверхностного слоя алюминия (и его сплавов). Классическая электродуговая сварка в таких условиях бессильна, а инертный газ (аргон) не допускает образования окисной пленки.
Как и в любом другом деле, во время сварки дисков существует масса нюансов, главный из которых квалификация и опыт сварщика. Здесь нужно, что называется, хорошо набить руку.
Сварка литых дисков аргоном требует не только индивидуального мастерства исполнителя, но и наличия достаточно мощного оборудования. Толщина диска на отдельных участках достигает 20 мм, поэтому сварочный аппарат должен генерировать ток в пределах 200-300 Ампер. Это гарантирует проварку шва на всю глубину и возможность его последующей зачистки.
Специалисты наших сервисов имеют соответствующую подготовку, подтвержденную многолетним опытом работы и массой положительных отзывов от наших клиентов.
Насколько надежна сварка аргоном?
Многие клиенты интересуются: насколько надежна сама сварка? Она настолько же надежна, как надежен сам металл (при правильной работе мастера). Швы и наложения представляют с деталью после сварки одно целое, а ведь «аргоном» можно варить и нержавейку, и сталь, и медь, и чугун, и серебро с золотом. После сварки диск не имеет никаких весовых и скоростных ограничений.
Швы и наложения представляют с деталью после сварки одно целое, а ведь «аргоном» можно варить и нержавейку, и сталь, и медь, и чугун, и серебро с золотом. После сварки диск не имеет никаких весовых и скоростных ограничений.
При столь высоком качестве цена на сварку аргоном вполне доступна и несопоставима со стоимостью новых дисков. Безупречный результат на долгие годы при небольших затратах – разумный и рациональный выбор!
Шинная мастерская «Tip Top» на Василеостровской дает 100% гарантию на сварку аргоном колесных дисков. Наши специалисты дадут грамотную консультацию и обеспечат неизменное качество на все виды работ. Мы ждем Вас!
Фото наших работ
Сварка литых дисков с помощью аргона
Автомобильные колеса, сделанные по литьевой технологии, с каждым годом создают все большую конкуренцию обычным штампованным конструкциям. Однако, несмотря на заявленную производителями надежность, сварка литых дисков является достаточно распространенным мероприятием на СТО, что обусловлено не столько недостатками самого изделия, сколько низким качеством отечественных дорог. Часто встречающиеся неровности и ухабы на дорожном полотне могут стать причиной появления трещин и сколов, которые, впрочем, вполне реально восстановить с помощью сварочного аппарата и правильно подобранных расходных материалов.
Часто встречающиеся неровности и ухабы на дорожном полотне могут стать причиной появления трещин и сколов, которые, впрочем, вполне реально восстановить с помощью сварочного аппарата и правильно подобранных расходных материалов.
Из какого металла отливаются автомобильные колеса
Главным преимуществом колес, изготовленных с помощью литья, является отличный внешний вид и разнообразие форм. В отличие от штампованных стальных конструкций, литые изделия не нужно закрывать колпаками, чтобы скрыть какие-то визуальные недостатки. Наличие таких колес подчеркивает статус автомобиля, поэтому ими комплектуются почти все элитные марки.
Чтобы кроме эстетичности данное изделие было еще и надежным, его производят из алюминиево-магниевого сплава. Изначально использовался чистый алюминий, однако конечная конструкция получалась не слишком прочной, что вызывало необходимость сварки литых дисков для их ремонта и восстановления, а иногда приводило и к их замене. Добавление магния сделало металл более стойким к механическим нагрузкам, хотя вероятность повреждения все равно присутствует, особенно если эксплуатировать автомобиль в условиях бездорожья.
Концентрация магния в сплаве колеблется в пределах 10%. При этом известные производители всегда указывают марку используемого металла на диске, что существенно упрощает его ремонт и восстановление. Дело в том что устранять трещины или сколы нужно с помощью электродов или присадки, изготовленных из точно такого же сплава. В противном случае прочность конструкции будет не слишком высокой, поэтому использовать ее в качестве основного колеса не получится.
Демонстрация техпроцесса
Как осуществляется сварка литых дисков
Для того чтобы устранить деформацию, которая образовалась в литой конструкции, очень важно правильно подготовить поверхность перед непосредственной сваркой. При контакте с воздухом на поверхности алюминия формируется оксидная пленка с очень высокой температурой плавления. Поэтому место соединения предварительно зачищают механическим способом или посредством применения химических средств. Делается это непосредственно перед сварочным процессом, поскольку оксидная пленка быстро восстанавливается.
Восстановление и ремонт — приварка фрагмента к диску
К подготовительным мероприятиям также относится обработка кромки, форма которой зависит от толщины металла:
- до 5 мм – соединение стык в стык;
- 5-20 мм – V-образная разделка с углом раскрытия 30-40°;
- свыше 20 мм – X-образная (двухсторонняя) разделка с углом 30°.
Для реализации сварочного процесса применяется аргон – инертный газ, который изолирует свариваемую поверхность от воздуха. Подача присадочной проволоки может осуществляться в автоматическом, полуавтоматическом или ручном режимах. Первые два варианта больше относятся к профессиональным мастерским, где рабочий персонал обладает соответствующими навыками для настройки оптимальной подачи проволоки с учетом характеристик свариваемого металла. Ручная аргоновая сварка обычно используется в домашних условиях, однако требует подготовки, чтобы конечный результат соответствовал ожиданиям. Подробнее об этой технологии и режимах использования сварочного оборудования можно прочитать здесь.
Применение газовой смеси вместо чистого аргона
Для алюминия и его сплавов рекомендуется использовать чистый Ar или его смесь с еще одним инертным газом – гелием. Добавление гелия позволяет улучшить качество шва и уменьшить расход электрода. Кроме того, гелий способствует повышению продуктивности дуги, вследствие чего нагрев получается более эффективным.
Для других металлов для более глубокого проплавления в аргон может добавляться активный газ (водород или кислород), который повышает мощность дуги, если того требует технология. Концентрация активного компонента подбирается с таким расчетом, чтобы он полностью сгорал в процессе работы и не оказывал какого-либо воздействия на обрабатываемую поверхность. Подобные смеси используются для сварки не только дисков, но и выхлопных систем автомобилей, о чем более детально написано в этой статье.
Использование правильных защитных газов в процессе восстановления литых автомобильных дисков, равно как и выбор присадочной проволоки, – это те моменты, которым сварщик должен уделять первоочередное внимание. По этой ссылке можно получить информацию о марках аргона, применяемого в сварном деле (и не только), его стоимости и процессе заправки.
Аргонная сварка литых дисков, радиатора
Мастер в процессе сварки детали аргономАргонная сварка – это сваривание деталей при помощи дугового сварочного аппарата, где сварочная зона защищается аргоном. Аргон вытесняет воздух, так как он гораздо тяжелее, тем самым изолируя зону сварки. Подача аргона осуществляется беспрерывно во время сварки из специального устройства. Процесс напоминает кислородную резку металла. Такой вид сварки позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания цветных металлов и ответственных конструктивных узлов.
Ремонту аргонной сваркой подлежат различные части автомобиля, от дисков до радиатора. Наш автосервис предоставляет профессиональную услугу сварки аргоном любой сложности для различных деталей автомобиля, таких как алюминеевые диски, радиаотры, детали кузова автомобиля.
Аргонная сварка литых дисков
Ремонт литого диска аргонной сваркой Даже при сильном повреждении колесного диска, его можно отремонтировать до первоначального состояния при помощи аргонной сварки. Таким образом исправить можно не только мелкие трещины, сколы, и другие незначительные физические повреждения, но и наплавить отсутствующую часть диска целиком.
Диск после сварки аргоном становится абсолютно таким же надежным, как был ранее, т.к. наложение и диск становятся одним целым. После ремонта на диск не накладывается никаких скоростых и весовых ограничений. По сути, вы получаете новый литой диск, без каких либо оговорок.
Сварка аргоном радиатора автомобиля
Известно, что алюминий, из которого делается автомобильный радиатор, не поддается сварке классическим методом изза своего свойства образовывать оксидную пленку. Зато сварка аргоном отлично справляется с этой задачей. Благодаря особой технологии и свойствам газа аргона, алюминий просто лишен возможности взаимодействия с кислородом, а значит, и образование пленки, не позволяющей проводить сварочные работы стандартным способом, не происходит.
Зато сварка аргоном отлично справляется с этой задачей. Благодаря особой технологии и свойствам газа аргона, алюминий просто лишен возможности взаимодействия с кислородом, а значит, и образование пленки, не позволяющей проводить сварочные работы стандартным способом, не происходит.
Ремонт и сварка дисков аргоном в СПб, цены на аргоновую сварку
Стоимость сварочного шва — 180 ₽ за 1 см*
* — конечная цена сварки аргоном за 1 см определяется такими факторами, как уровень сложности, количество затраченного времени и материалов.
Сколы и трещины на автомобильных дисках — явление не редкое. Любая яма или выбоина может стать причиной повреждения колесного диска. В таких случаях решить проблему может только сварка дисков аргоном.
Основываясь на своем богатом и продолжительном опыте работы, центр RUNFLAT предлагает услуги по ремонту литых дисков и профессиональной сварке.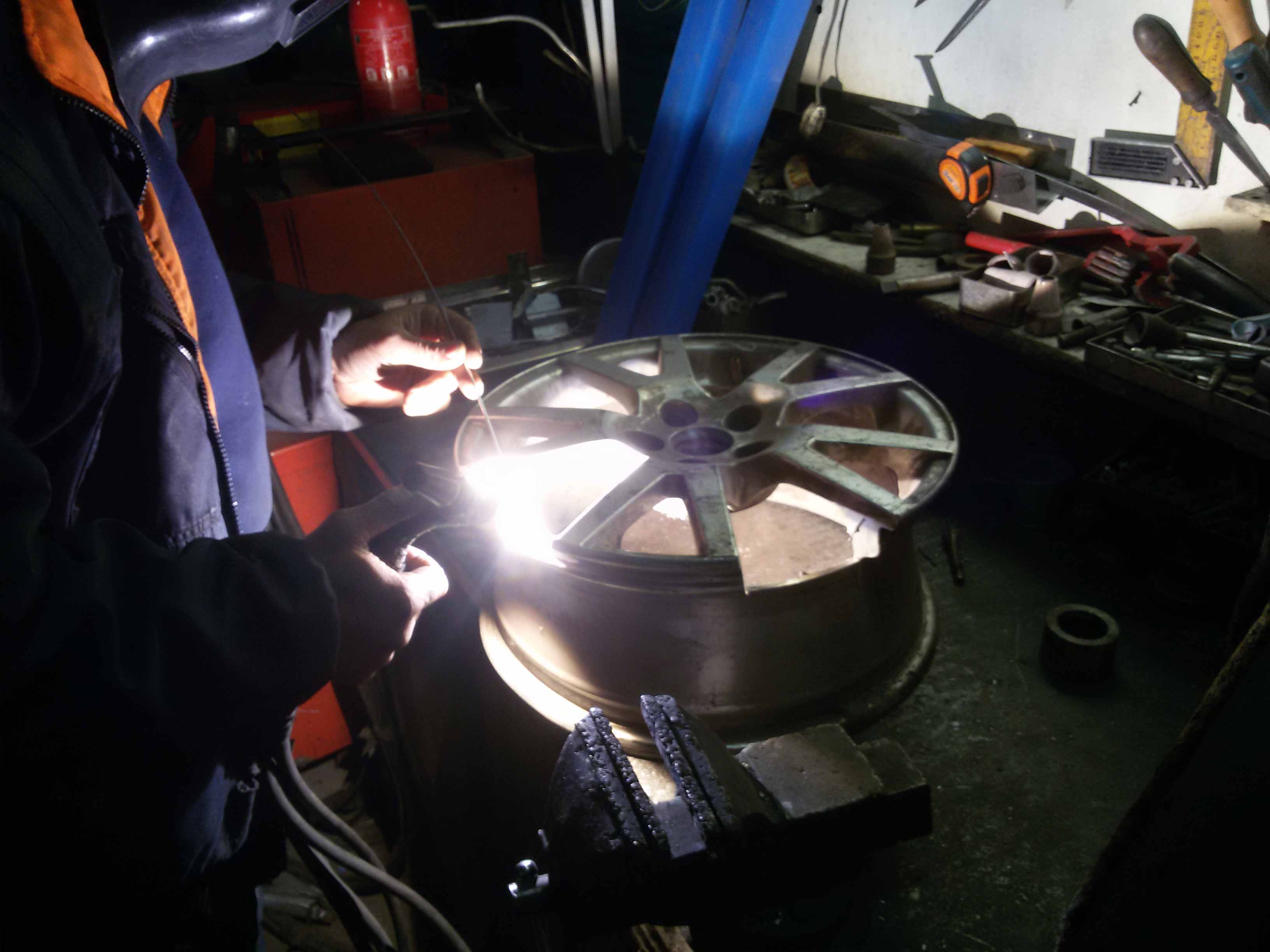
Аргонодуговая сварка (аналогичный термин — аргоновая сварка, аргонная сварка) — метод ремонта колесных дисков, позволяющий получить прочное и аккуратное сварное соединение. Сварка аргоном применяется при восстановлении и реставрации дисков для устранения небольших сколов, так и для заваривания трещин.
Использование именно данной технологии обусловлено спецификой основного материала литого диска – алюминия. Оксидная пленка на поверхности изделий из алюминия и алюмосодержащих сплавов, образующаяся при малейшем контакте с кислородом, не позволяет применять традиционную электродуговую сварку. Защита же участка сварки инертным газом (аргоном) не допускает окисления поверхностного слоя металла.
Применение аргоновой сварки
Применение аргонодуговой сварки – надежный и эффективный способ ремонта автомобильных и мотоциклетных литых и кованых дисков, алюминиевых узлов и агрегатов в случае получения ими каких-либо механических повреждений.
Специалисты нашей компании исполнят аргоновую сварку для целого ряда направлений:
- Сварка литых дисков|титановых дисков, а именно трещин, утерянных фрагментов вне зависимости от уровня сложности повреждения;
- Сварку наиболее часто получающих повреждения элементов, таких как алюминиевых кожух КПП, поддон картера и пр.;
- Восстановление компонентов трубопровода, входящего в систему кондиционирования;
- Сварка других деталей из алюминия либо нержавеющей стали.
Надежность сварки аргоном
Качество итогового результата при сварке аргоном литых дисков зависит от сочетания двух ключевых факторов: уровня мастерства исполнителя и использования современного и правильно подобранного оборудования (для проварки шва на всю толщину диска, достигающую местами 20 мм, требуется генерация тока мощностью до 300 А).
Лабораторные исследования и практические испытания подтверждают надежность аргонной сварки при соблюдении технических регламентов работ. Создаваемые швы или накладываемые фрагменты превращаются в единое целое с базовым материалом (алюминий, нержавейка, чугун, медь и пр.). Благодаря этому восстановленный диск полностью сохраняет свои исходные весовые и скоростные параметры.
Немаловажно, что при гарантии идеального качества цена сварки аргоном в разы ниже стоимости нового диска и доступна каждому автолюбителю. Эффективность подобного решения обуславливает востребованность данной услуги в мастерской «RLD-Runflat».
Гарантируем качество и восстановление исходных параметров изделия.
Мы дорожим безупречной репутацией. В нашем центре Вас ждут бесплатные консультации опытных мастеров, оперативное решение самых сложных проблем, разумные цены и долгосрочная гарантия на выполненные работы!
Ремонт и сварка аргоном литых дисков в ЮЗАО
Стоит приобретать такие услуги, как ремонт и сварка литых дисков в ЮЗАО у опытных профессионалов, так как в большей степени качество выполнения работ зависит от квалификации и навыков мастера.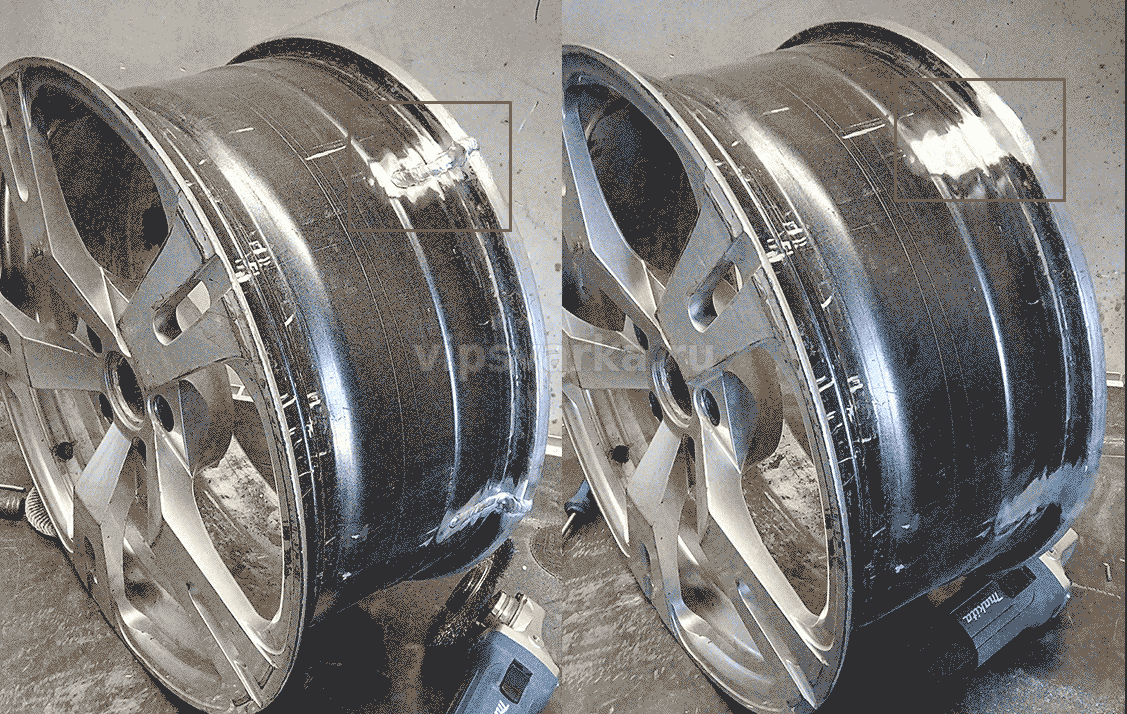 Заказать помощь компетентных специалистов можно на сайте Аргон-Димет Сервис. Можно обратиться к менеджерам по телефону, чтобы получить подробную консультацию и записаться на удобное время.
Заказать помощь компетентных специалистов можно на сайте Аргон-Димет Сервис. Можно обратиться к менеджерам по телефону, чтобы получить подробную консультацию и записаться на удобное время.
Стоимость услуг в Москве:
| Радиус колеса | Литые диски | Стальные диски |
| R-13 | 1000 | 600 |
| R-14 | 1200 | 700 |
| R-15 | 1300 | 800 |
| R-16 | 1600 | 900 |
| R-17 | 2000 | |
| R-18 | 2500 | |
| R-19 | 3000 | |
| R-20 | 3500 | |
| R-21 | 4000 | |
| R-22 | 4500 |
Прежде, чем приступить к работе, сотрудники произведут осмотр изделия, определят тип повреждений, подходящий метод реставрации. Восстановительные процедуры будут выполнены точно в установленные сроки.Данный метод характеризуется, как надежное средство в ремонте литья из металла.
- нет необходимости предварительно зачищать сварную зону;
- возможность обработки изделий из тонкостенного металла;
- в процессе ремонта и сварки аргоном литых дисков в ЮЗАО поверхность не покрывается оксидной пленкой;
- устранение дефектов в труднодоступных местах;
- использование присадочного материала, который соответствует составу детали.
С помощью современных технологий таких, как аргонная сварка литых дисков, можно отремонтировать детали с любыми видами повреждений.
Сварка литых дисков аргоном — цены в Минске на аргонную сварку
Сварочные работы при ремонте алюминиевых автомобильных деталей и запасных частей от мотоциклов из других сплавов проводят с помощью аргонно-дуговой сварки. В автосервисах в Минске восстанавливают различные элементы и узлы транспортных средств. Возможна сварка дисков, запчастей силового агрегата, кронштейнов, поддонов, других деталей из алюминия и прочих цветных металлов, из их сплавов.
Многие, кто видел процесс сварочных работ, примерно представляют: как он проходит. Если кому-то кажется, что это просто, они заблуждаются. Только опытные сварщики могут с ювелирной точностью выполнить все манипуляции.
К тому же, самостоятельные работы – это трата лишнего времени и немалых денежных вложений. При условии, что сварка дисков аргоном или любых других элементов в машине буде сделана абсолютно неправильно, придётся просто выбросить детали. Поэтому лучшее решение – доверить процесс профессиональным мастерам, в итоге цена выйдет значительно дешевле.
Этапы сварки дисков
- Очистка рабочей поверхности механическим и химическим путём. С детали нужно убрать все следы грязи, жира, старой краски и масел.
- Подача инертного газа.
- Подключение механизма подачи электричества.
Чем короче дуга, тем более идеально будет выглядеть сварка литых дисков в рабочей зоне. Важно использовать припой, идентичный по составу со свариваемым металлом. Для медных изделий покупают медную проволоку, для алюминиевых – алюминиевую и т. д.
Важно использовать припой, идентичный по составу со свариваемым металлом. Для медных изделий покупают медную проволоку, для алюминиевых – алюминиевую и т. д.
Преимущества сварки дисков аргоном
В автомобильных мастерских аргонная сварка дисков в Минске пользуется спросом, поскольку процесс имеет массу плюсов:
- Доступная цена в сочетании с прочностью шва. Дешевле сделать ремонт, чем купить новую запчасть.
- Возможность восстановить деталь в исходном состоянии.
- Быстрая скорость ремонтных работ.
- Универсальность применения: подходит для разных сплавов и металлов.
В профессиональной мастерской с применением аргонной сварки дисков можно восстановить изделие даже в самом сложном случае.
Стоимость аргонодуговой сварки дисков
| Наименование услуг | Цена |
|---|---|
| Сварка диска | от 30 руб |
Смотрите также:
аргонная сварка литых автомобильных дисков, их ремонт
Диски на основе сплавов алюминия стали практически абсолютными монополистами на авторынке. Длительный пробег по отечественным дорогам не проходит бесследно. Случаются трещины, сколы, а в крайних случаях, полное разрушение. Автовладелец становится перед необходимостью замены или ремонта. В таких случаях оправдано применение аргонодуговой сварки, при помощи которой конструкцию можно собрать буквально из фрагментов.
Длительный пробег по отечественным дорогам не проходит бесследно. Случаются трещины, сколы, а в крайних случаях, полное разрушение. Автовладелец становится перед необходимостью замены или ремонта. В таких случаях оправдано применение аргонодуговой сварки, при помощи которой конструкцию можно собрать буквально из фрагментов.
Ремонт и варка автодисков
Самой частой проблемой, с которой сталкиваются автомобилисты, становятся именно трещины. Возможны сколы, они требуют большего внимания к себе, т. к. фактически диск приходится собирать из двух частей, следя за тем, чтобы не нарушилась его геометрия.
Диски без дефектовПри ремонте трещин и сколов сначала производится подготовка:
- Удаляются загрязнения в области ремонта.
- Счищается краска на расстоянии 1 см от места повреждения.
- Осуществляется пропил по трещине — так называемое «раскрытие», которое способствует выравниванию металла в области дефекта и, как следствие, обеспечит более качественный результат.


К сведению!
Продольная трещина прорезается насквозь, поперечная только расширяется. Вырезание металла в этом месте лучше проводить с небольшим запасом, так как в глубине может быть небольшое скрытое продолжение трещины.
Еще одним вариантом будет просверлить в месте, где заканчивается трещина, и вести прорезание от внешнего края к месту просверливания.
Последовательность действий при ремонте и заваривании автомобильного диска следующая:
Ремонт диска- После снятия покрышки надо тщательно все осмотреть, наметить все сколы, трещины (некоторые могут быть совсем небольшими).
- Очистить покрытие до голого металла вокруг места предстоящей работы.
- При помощи болгарки или другого инструмента прорезать области трещин.
- Зачистить и обезжирить место будущего сварного шва.
- Провести сваривание с помощью присадочной проволоки и аргонодуговой сварки.
- После того как остынет сварной шов, произвести его шлифовку вровень с поверхностью.

Правильная сварка дисков аргоном
Сварка аргономМарка сплава диска и присадочной проволоки или стержня электрода должны быть одинаковыми. Снаружи производитель ставит клеймо, на котором указан состав материала. Чаще всего встречаются сплавы с кремнием либо магнием.
Важно!
Необходимо правильно подобрать диаметр присадочной проволоки, исходя из толщины свариваемого участка. Для сварки чаще всего используется присадка 4043, кремневая либо магниевая.
Перед непосредственно сваркой нужно подготовить, очистить и обезжирить (при помощи ацетона) свариваемые поверхности.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды, расплавляемые или неплавящиеся;
- присадочная проволока, если электрод используется плавящийся;
- защитное снаряжение для сварщика.
После заваривания трещины необходимо убрать излишки металла, чтобы не нарушалась балансировка диска.
Почему важно правильно заварить диск аргоном
Заваренная трещинаСварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Во время движения автомобиля диск на оси вращается с большой скоростью и нагрузки испытывает немалые. Важно качество проработки сварных швов и предварительная подготовка присадки перед сваркой.
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.
Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.
Сварка аргоном
Сварочный аппаратРемонт литых автомобильных дисков (когда производится сварка аргоном) имеет свои нюансы, обусловленные самой структурой алюминия. В силу его большой теплопроводности (в 5-6 раз больше обычной стали), необходимо большое внесение тепла в зону свариваемых поверхностей. Это достигается за счет мощности сварочной электрической дуги.
В силу его большой теплопроводности (в 5-6 раз больше обычной стали), необходимо большое внесение тепла в зону свариваемых поверхностей. Это достигается за счет мощности сварочной электрической дуги.
Чтобы качественно заварить легкосплавный диск, необходимо установить мощность аргонного сварочного аппарата в 150-170 ампер. Конкретное значение выставляется исходя из толщины металла.
Важно!
При проведении сварки не стоит крепить «массу» аргоно-дугового сварочного аппарата на внешнюю сторону колеса, касаясь лакокрасочного покрытия. Иногда это может привести к порче покрытия. Лучше для этого использовать неокрашенное место под крепежные болты.
Если аргоновое заваривание полости, оставшейся после пропила, выполняется, используя сплавный электрод, необходимо использование присадочной проволоки. Она подается в место дефекта, и, расплавляясь, заполняет полость, замещая собой утраченный металл. Горелка при этом ведется впереди присадочной проволоки. Лучшим вариантом является возможность проварить дефект с двух сторон. Но для этого сам диск должен обладать большой толщиной. Если металл слишком тонкий, есть риск перегреть, и это скажется на его эксплуатационных качествах.
Но для этого сам диск должен обладать большой толщиной. Если металл слишком тонкий, есть риск перегреть, и это скажется на его эксплуатационных качествах.
При проведении заваривания скола предварительно производится подгон «донорской» части к форме скола. В идеале, это должен быть отколовшийся фрагмент.
Важно!
Сплав, из которого изготовлена «донорская» часть и диск, должен быть одинакового состава. Условно, нельзя фрагмент из основы с кремнием приваривать к диску из сплава с магнием.
Проводится зачистка и обезжиривание обеих свариваемых поверхностей при помощи ацетона. После этого по всему периметру «донорской» части производится сваривание. Вначале подготовленный фрагмент в нескольких точках приваривается к диску. После этого его можно дополнительно выправить молотком, следя за тем, чтобы линия борта и заплатки легли в одной плоскости (это обеспечит правильное прилегание покрышки при последующем монтаже). И уже после окончательного выверения положения производится проваривание по всему периметру заплатки.
После того как остынет сварочная ванна, шов необходимо зашлифовать и покрасить диск в оригинальный цвет.
Заварить литой диск — процесс не очень легкий, подойти к делу стоит ответственно. Главное, взвешенно оценить степень повреждений и принять решение, стоит ли его «спасать».
Следует ли сваривать алюминиевый диск с трещинами?
Следует ли сваривать алюминиевое колесо с трещинами?
Мнения сильно расходятся, от «Абсолютно!» на «Неееет!» и почти все, что между ними.
Итак, вот мой окончательный ответ: Может быть.
Колеса из алюминиевого сплава имеют тенденцию треснуть при достаточно сильном ударе. Насколько твердо достаточно, зависит от нескольких факторов — насколько хрупким является сплав, при этом конструкция колеса и соотношение сторон шины являются наиболее важными. Обычно для этого нужна хорошая глубокая выбоина или приподнятая крышка люка. Трещины чрезвычайно опасны, и не только по той очевидной причине, что они могут выпустить воздух из вашей шины. Кроме того, они могут выпустить воздух из шины очень быстро и без предупреждения.
Мы постоянно видим людей, у которых в колесе была небольшая трещина, одна такая маленькая, что она была закрыта бортом шины, так что шина не протекала. Иногда нам приходилось убеждать этих людей в том, что с трещиной нужно бороться, даже если это не была непосредственная проблема.Проблема в том, что такая трещина будет расти, и обычно не требуется даже такого сильного удара, чтобы расширить ее, как от удара, который изначально вызвал трещину. Если трещина поворачивается в одну сторону или раскалывается в форме буквы «Y», есть вероятность, что вы можете катастрофически потерять главный кусок колеса.
При принятии решения о сварке колеса с трещиной необходимо учитывать несколько важных моментов:
- Местоположение трещины: Единственный тип трещины, сварка которого, по нашему мнению, минимально безопасна, — это трещина на задней или внутренней стороне колеса. Трещина на передней поверхности колеса нарушает конструктивную целостность колеса, как и трещина на одной из спиц. Трещину внутри ствола заваривать тоже нецелесообразно.
- Направление трещины: В большинстве случаев трещина на задней стороне колеса пересекает фланец и бортовую поверхность под прямым углом к направлению вращения колеса. Этот тип трещины можно сваривать, потому что она может раскрыться, чтобы принять сварной шов. Трещину, идущую параллельно направлению вращения, не следует сваривать, потому что это обычно приводит к тому, что колесо становится немного шире в области сварного шва, а это означает, что колесо, вероятно, никогда больше не будет двигаться прямо.
- Квалификация сварщика: Алюминиевый сплав необходимо сваривать методом TIG (сварка вольфрамовым электродом в среде инертного газа). Я видел много алюминиевых колес, сваренных методом MIG (металл в инертном газе), и это катастрофа. Борт намного тоньше и слабее, и в процессе процесса выжигается окружающий сплав, ослабляя внутреннюю область вокруг сварного шва. Колеса должны свариваться только опытным сварщиком, который разбирается в сварке TIG, а также знает, как обращаться с колесами.
 Трещина на передней поверхности колеса нарушает конструктивную целостность колеса, как и трещина на одной из спиц. Трещину внутри ствола заваривать тоже нецелесообразно.
Трещина на передней поверхности колеса нарушает конструктивную целостность колеса, как и трещина на одной из спиц. Трещину внутри ствола заваривать тоже нецелесообразно. Колеса должны свариваться только опытным сварщиком, который разбирается в сварке TIG, а также знает, как обращаться с колесами.
Колеса должны свариваться только опытным сварщиком, который разбирается в сварке TIG, а также знает, как обращаться с колесами.В идеале перед сваркой колесо следует выпрямить. Удар, который приведет к растрескиванию колеса, почти наверняка приведет к его изгибу, и попытка существенно выпрямить колесо после сварки дает хорошие шансы на разрыв сварного шва. В большинстве случаев электрический ток, используемый для сварки, также очень немного деформирует колесо, требуя минимальной корректировки даже после этого, но это намного легче сделать, если колесо будет прямым до того, как произойдет сварка.
После сварки колеса останется большой валик припоя.Этот борт должен быть полностью гладким, по крайней мере, в той области, где шина контактирует с колесом, иначе шина будет иметь несовершенный контакт и протечет. Некоторые мастерские стачивают валик и сглаживают его с обеих сторон, или даже сглаживают всю область токарным станком с числовым программным управлением, обычно при подготовке к перекраске или повторной обработке колеса. Некоторые магазины сглаживают внешнюю поверхность ствола, но оставляют бортик внутри, чтобы сварной шов оставался как можно более прочным.
Некоторые магазины сглаживают внешнюю поверхность ствола, но оставляют бортик внутри, чтобы сварной шов оставался как можно более прочным.
По сути, все это — очень веская причина, чтобы ваше колесо сваривали профессионалы, если вы вообще собираетесь это делать.Это подводит меня к последнему пункту, который необходимо рассмотреть — сварной шов никогда, никогда не будет столь же прочным, как исходный материал. В нашем магазине мы не раз видели сварку буквально гофрированных колесных дисков. Подавляющее большинство этих колес держалось нормально, но всегда были такие, которые получали хороший удар в одном и том же месте и лопнули сварной шов. Обычно мы могли просто переварить эти колеса. С другой стороны, были и такие, которые получили хороший удар в другом месте и сломались в совершенно другом месте на колесе.Здесь есть элемент случайности. Так что это может быть трудное решение, и я не могу сказать, что на него есть простые ответы. Лучшим вариантом всегда будет замена колеса, и в тех случаях, когда стоимость замены колеса примерно равна стоимости ремонта — скажем, с хорошим отремонтированным OEM-колесом — я всегда рекомендую замену. Но в случае колес, которые либо чрезвычайно дороги, либо их трудно заменить, сварка все же может быть приемлемым вариантом.
Но в случае колес, которые либо чрезвычайно дороги, либо их трудно заменить, сварка все же может быть приемлемым вариантом.
Сварка сплавов на основе магния
Магниевые сплавы, содержащие небольшое количество алюминия, марганца, цинка, цирконий и др.имеют прочность, сравнимую с низкоуглеродистой сталью. Они могут быть свернутый в пластину, профили и полосу. Магний можно лить, ковать, изготовлены и обработаны.В качестве конструкционного металла используется в самолетах. Он используется промышленность по перемещению материалов для деталей машин и ручного электроинструмента благодаря соотношению прочности и веса. Магний можно сваривать многими из процессы дуговой и контактной сварки, а также кислородно-топливным газом сварочный процесс, и его можно паять.
Магний, как и алюминий, производится с разной температурой. Эти
на основе термической обработки и деформационного упрочнения. Прочность сварного шва
опускается в основном металле, в упрочненном состоянии в результате
рекристаллизация и рост зерен в зоне термического влияния. Этот эффект
сводится к минимуму при газовой дуговой сварке из-за более высокой
используемая скорость. Это не фактор, влияющий на свариваемые основные металлы.
в мягком состоянии.
Этот эффект
сводится к минимуму при газовой дуговой сварке из-за более высокой
используемая скорость. Это не фактор, влияющий на свариваемые основные металлы.
в мягком состоянии.
Магний обладает свойствами, которые делают его сварку отличной от сварка сталей. Многие из них такие же, как и для алюминий. Эти:
- Покрытие поверхности оксидом магния.
- Высокая теплопроводность.
- Относительно высокий коэффициент теплового расширения.
- Относительно низкая температура плавления.
- Отсутствие изменения цвета при приближении температуры к температуре плавления.
Магний — очень активный металл, и скорость его окисления увеличивается по мере того, как
температура повышена. Температура плавления магния очень высока.
близок к алюминию, но температура плавления оксида очень
высокий. Ввиду этого необходимо удалить оксидное покрытие.
Магний обладает высокой теплопроводностью и высоким коэффициентом теплового расширения.Коэффициент теплопроводности не такой высокий, как у алюминия, но коэффициент теплового расширения очень близок то же. Отсутствие изменения цвета не так уж важно при в отношении процессов дуговой сварки.
Сварные швы, полученные между аналогичными сплавами, будут иметь полную прочность. основных металлов, однако, прочность зоны термического влияния может немного уменьшится. Во всех магниевых сплавах диапазон затвердевания увеличивается, а температура плавления и тепловое расширение уменьшаются как увеличивается содержание сплава.
В сплавах магний-алюминий-цинк (AZ31B, AZ61A, AZ63A, AZ80A, AZ81A, AZ91 и AZ92A), содержание алюминия примерно до 10% улучшает свариваемость за счет помогает улучшить структуру зерна, при этом содержание цинка более 1% увеличивает жаростойкость, что может вызвать растрескивание сварного шва.
Сплавы с высоким содержанием цинка (ZH62A, ZK51A, ZK60A и ZK61A) не рекомендуются. для дуговой сварки, потому что они очень подвержены растрескиванию и имеют
плохая свариваемость.Магний, содержащий небольшое количество тория,
обладает отличными сварочными качествами и не трескается.
Сварные детали из этих сплавов не требуют снятия напряжений.
Некоторые магниевые сплавы подвержены коррозии под напряжением. Сварные детали, подвергнутые коррозионное воздействие в течение определенного периода времени может привести к трещинам, прилегающим к сварным швам, если остаточные напряжения не снимаются. Для сварных деталей, предназначенных для этого тип службы снятия напряжения требуется.
Процесс газовой дуговой сварки вольфрамом и дуговой сварки металлическим металлом два рекомендуемых процесса соединения магния.Газовая вольфрамовая дуга рекомендуется для более тонких материалов, а газовая дуга — для однако более толстые материалы имеют значительное перекрытие. Оборудование Применение этих процессов было описано ранее.
Присадочные металлы
Четыре наиболее часто используемых электродной проволоки для газовой дуговой сварки (GMAW) и присадочные металлы (при их использовании) для дуговой сварки вольфрамовым электродом (GTAW): ER AZ61A, ER AZ101A, ER AZ92A и ER EZ33A. Выбор электрода
проволока или присадочный металл регулируется составом основного металла.
Выбор электрода
проволока или присадочный металл регулируется составом основного металла.Электродные проволоки или присадочные металлы, имеющие состав, соответствующий ER AZ61A или ER AZ92A (Mg-Al-Zn) считаются подходящими для сварки сплавы AZ10A, AZ31B, AZ31C, AZCOML, AZ61A, AZ80A, ZE10A и ZK21A для сами или друг к другу. ER AZ61A обычно предпочтительнее для сварки. алюминийсодержащие кованые изделия из-за их способности сопротивляться растрескиванию чувствительность. Наплавочный металл ER AZ92A показывает меньшую чувствительность к трещинам для сварка литых магниево-алюминиево-цинковых и магниево-алюминиевых сплавов.
Для соединения любых электродов используются одинаковые электродные проволоки или присадочные металлы.
перечисленных выше сплавов на жаропрочные сплавы HK31A, HM21A и HM31A.
Однако, когда жаропрочные сплавы соединяются друг с другом, ER
Рекомендуется EZ33A. Соединения из деформируемых или литых сплавов, сваренные ER
Присадочный металл EZ33A демонстрирует хорошие механические свойства при высоких температурах.
Выбор электродной проволоки или присадочного металла для сварки деформируемых сплавов. для литья сплавов следует руководствоваться указанными выше рекомендациями, за исключением того, что ER AZ101A можно использовать вместо ER AZ61A или ER AZ92A.
Когда алюминийсодержащие литые сплавы соединяются с алюминийсодержащими сплавами. литые сплавы, электродная проволока ER AZ101A или ER AZ92A или присадочный металл. обычно рекомендуется. Однако для присоединения HK31A и HZ32A к себе или друг к другу, ER EZ33A является предпочтительным, для присоединения HK31A и HZ32A к используется любой из других литейных сплавов ER AZ101A. Штанга такая же состав в качестве основного металла следует использовать для большинства сварных швов.
Газовая вольфрамо-дуговая сварка
Следует соблюдать все меры предосторожности, указанные при сварке алюминия.Следует использовать короткую дугу и горелку с небольшим опережением. угол перемещения. Присадочный металл для холодной проволоки следует подавать как можно ближе по возможности горизонтально (на плоских работах). Присадочная проволока добавляется к
передний край сварочной ванны.
Присадочная проволока добавляется к
передний край сварочной ванны.Ток высокой частоты следует использовать для запуска постоянного тока и дуга с переменным током высокой частоты должна использоваться постоянно. Отводные выступы рекомендуются для сварки любых материалов, кроме более тонких. Рекомендуется равномерная скорость движения и сварные швы.
В качестве защитного газа обычно используется аргон. Однако смесь 75% гелия плюс 25% аргона используется для более толстых материалов. Для больших толщин Можно использовать 100% гелий, для этого требуется больше гелия, чем аргона. та же работа.
Газовая дуговая сварка магния и металла
Процесс газовой дуговой сварки используется для средних и более толстых разделы. Это значительно быстрее, чем дуговая сварка вольфрамовым электродом в газе. Специальный в механизмах подачи проволоки обычно требуются высокоскоростные передаточные числа, так как проволока магниевого электрода имеет чрезвычайно высокую скорость плавления. В
нормальный механизм подачи проволоки и источник питания, используемые для сварки алюминия, будут
подходит для сварки магнием.
В
нормальный механизм подачи проволоки и источник питания, используемые для сварки алюминия, будут
подходит для сварки магнием.При сварке магния можно получить различные типы переноса дуги. Это в первую очередь вопрос уровня тока или плотности тока и напряжения. параметр. Короткозамкнутый перенос и распылительный перенос должны быть используется на материале 3/16 дюйма и толще, а также на короткозамыкающей дуге. для более тонких металлов.
Прочие сварочные процессы
Процессы контактной сварки могут использоваться для сварки магния, включая точечную сварку, шовную сварку и сварку оплавлением.Магний может также соединяться пайкой. Большинство различных методов пайки могут использоваться. Во всех случаях требуется флюс для пайки, а остатки флюса должны полностью сниматься с готовой детали. Пайка не слишком популярны, так как прочность соединения относительно невысока. Магний может быть сварен с помощью шпилек, газовой сварки и плазменной сварки. Хорошо
разделенные кусочки магния, такие как стружка, начинка и т. д., должны
не находиться в зоне сварки, так как они могут гореть. Магниевые отливки,
или кованые материалы не создают угрозы безопасности, так как возможность
пожара, вызванного сваркой на этих участках, очень трудно.Производители
магния дают дополнительные данные для сварки магния.
д., должны
не находиться в зоне сварки, так как они могут гореть. Магниевые отливки,
или кованые материалы не создают угрозы безопасности, так как возможность
пожара, вызванного сваркой на этих участках, очень трудно.Производители
магния дают дополнительные данные для сварки магния.
Как паять алюминий — Weld Guru
Для профессионального ремонта алюминия не обязательно быть профессиональным сварщиком TIG.
На самом деле вы можете использовать алюминиевую пайку для ремонта трещин, отверстий, утечек, заклепок, сломанных ушек, резьбы или для изготовления алюминия, литого алюминия и чугуна быстро, легко и прочнее, чем новые.
Это совсем не сложно.
Многие алюминиевые сплавы можно паять.Алюминиевые припои используются для придания полностью алюминиевой конструкции отличной коррозионной стойкости, хорошей прочности и внешнего вида.
Температура плавления припоя относительно близка к температуре плавления соединяемого материала. Однако основной металл не следует плавить; в результате необходим строгий умеренный контроль. Температура пайки, необходимая для алюминиевых сборок, определяется температурами плавления основного металла и присадочного металла.
Однако основной металл не следует плавить; в результате необходим строгий умеренный контроль. Температура пайки, необходимая для алюминиевых сборок, определяется температурами плавления основного металла и присадочного металла.
Основы сварки алюминия пайкой
Процесс пайки относится к использованию тепла, выделяемого газом (800 градусов по Фаренгейту), и наполнителя, не содержащего железа, такого как алюминий, для соединения с различными металлами.Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
- Стоимость оборудования : Не требуется аргон, катушка с проволокой, перчатки, экран или электричество.
- Портативность : Легко хранится вместе с фонариком.
- Необходимые навыки : Простые инструкции, которые может использовать практически каждый. Не требуется флюс, химикаты или специальные чистящие средства. 100% гарантия.
- Опасно : Не используется электричество высокого напряжения.
- Маслянистый алюминий : Гелиодуговая дуга закипает алюминий, и любые загрязнения под поверхностью должны быть вынесены наверх и счищены.
- Тонкий алюминий : плавится на 500 градусов раньше алюминия.
- Различные сплавы : Работает с любыми сплавами алюминия или литым алюминием.
- Затраченное время : Выполняет многие ремонтные работы намного быстрее, чем обычные методы.
- Заполнение отверстий : Мгновенно заполняет отверстия любого размера для получения резьбы, намного более прочной, чем исходная резьба.
- Универсальность : один продукт заполняет трещины или отверстия, восстанавливает ушные раковины, герметизирует утечки или навсегда склеивает плоские детали.
Источники тепла включают пропан или газ MAPP, турбо-наконечник или кислородно-ацетиленовую горелку и специальные материалы.
Преимущества пайки перед сваркой
Многие новые и бывшие в употреблении детали, которые можно отремонтировать с помощью пайки алюминия и сделать их более прочными, чем исходная форма. Примеры включают:
- Головки алюминиевые
- Головки чугунные
- Линии кондиционирования
- ГРМ крышки коллекторов
- Топливные баки
- Колеса
- Алюминиевые лодки и т. Д.
Пайка — это группа сварочных процессов, в которых материалы соединяются путем нагрева до подходящей температуры и с использованием присадочного металла с температурой плавления выше 840 ° F (449 ° C), но ниже, чем у основного металла.
Наполнитель распределяется по плотно прилегающим поверхностям стыка за счет капиллярного действия. Ниже описаны различные процессы пайки.
Горелка для пайки (TB)
Пайка горелкой выполняется путем нагрева паяемых деталей газовой горелкой или горелками.
В зависимости от температуры и количества необходимого тепла топливный газ может сжигаться с воздухом, сжатым воздухом или кислородом.
Паяльный присадочный металл может быть предварительно нанесен на стык или подаваться из ручного присадочного металла.
Иногда необходимы очистка и флюсование.
Паяльная алюминиевая скульптураМеталлы для пайки алюминия припоем
Товарный припой для алюминиевых сплавов на основе алюминия. Эти присадочные материалы доступны в виде проволоки или регулировочной прокладки.
Удобным методом предварительного размещения присадочного металла является использование припоя (основной металл из алюминиевого сплава, покрытый с одной или обеих сторон).
Также используются термически обрабатываемые или стержневые сплавы, состоящие в основном из марганца или магния.
Третий метод нанесения припоя — это использование пасты из порошка флюса и присадочного металла. Обычные алюминиевые припои содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Флюс для пайки алюминия
Флюс для пайки алюминия требуется во всех операциях пайки алюминия.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка.
Для пайки в горелке и печи флюс смешивают с водой для получения пасты. Эта паста наносится кистью, распыляется, окунается или наносится на всю площадь соединения и припоя.
Паяльные флюсы для горелок и печей достаточно активны, могут сильно повредить тонкий алюминий, и их следует использовать с осторожностью.
При пайке погружением ванна состоит из расплавленного флюса. В этом случае можно использовать менее активные флюсы, а тонкие компоненты можно безопасно паять.
Практика техники пайки металлов
Необходимые материалы:
Инструкции по пайке алюминия:
- Для начала убедитесь, что у вас есть безопасные условия для пайки алюминия. Это включает в себя надлежащую вентиляцию и сварочный шлем.
- Затем купите небольшой кусок трубы из углеродистой стали.
- Поместите трубу между 2 огнеупорными кирпичами на расстоянии примерно 3/4 дюйма друг от друга.
- Возьмите кислородно-ацетиленовую горелку и установите нейтраль
- Начните с той стороны стальной трубы, которая наиболее удобна для вас (например, правши начинают с правой стороны). Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после нанесения начального количества расплавленного стержня на конец стальной трубы, используйте сам расплавленный металл, чтобы расплавить большую часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что вы можете получить некачественный сварной шов .

Если вы хотите охладить трубу и попробовать еще раз, возьмите инструмент и поместите в воду процесс, называемый закалкой сварного шва (вода ослабит сварной шов, но для практики это нормально).
Вот короткое 3-минутное видео:
Конструкция паяного соединения
Паяные соединения должны быть внахлестку, фланец, замковый шов или тройник. Узнайте больше об этих суставах здесь.
Узнайте больше об этих суставах здесь.
Стыковые или косые соединения обычно не рекомендуются.
Тройниковые соединенияобеспечивают превосходный капиллярный поток и образование усиливающих галтелей с обеих сторон соединения.
Для максимальной эффективности соединения внахлестку должны иметь перехлест, по крайней мере, в два раза превышающий толщину самого тонкого элемента соединения. Перекрытие более 1/4 дюйма (6,4 мм) может привести к образованию пустот или флюсовых включений. В этом случае выгодно использовать прямые канавки или накатки в направлении потока припоя присадочного металла.
Закрытые узлы должны обеспечивать легкий выход газов, а при пайке погружением легкий вход, а также отвод флюса.
Хорошая конструкция для длинных нахлестов требует, чтобы припой припоя тек только в одном направлении для максимальной прочности соединения. Конструкция соединения также должна позволять полное удаление флюса после пайки.
Приспособления для пайки
По возможности, детали должны быть сконструированы так, чтобы их можно было закрепить. При использовании креплений между сборкой и креплением может возникать дифференциальное расширение, вызывающее деформацию деталей.
При использовании креплений между сборкой и креплением может возникать дифференциальное расширение, вызывающее деформацию деталей.
или инконеля часто используются с креплениями для компенсации различий в расширении. Материал крепления может быть низкоуглеродистой или нержавеющей. Однако для повторяющихся операций пайки в печи и для пайки погружением, чтобы избежать загрязнения ванны флюса, предпочтительны приспособления из никеля, инконеля или стали с алюминиевым покрытием.
Предварительная очистка
Предварительная очистка необходима для создания прочных, герметичных паяных соединений. Очистка паром или растворителем обычно подходит для нетермообрабатываемых сплавов.Однако для термообрабатываемых сплавов необходима химическая очистка или ручная очистка проволочной щеткой или наждачной бумагой для удаления более толстой оксидной пленки.
Печь для пайки
Пайка в печи выполняется в печах с газовым, масляным или электрическим нагревом. Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Желательна непрерывная циркуляция атмосферы печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты горения в печи могут отрицательно сказаться на пайке и окончательной работоспособности паяных узлов в термообрабатываемых сплавах.
Горелка для пайки алюминия
Пайка горелкой отличается от пайки в печи тем, что тепло локализовано.
Деталь нагревают до тех пор, пока флюс и припой не плавятся и не смачивают поверхности основного металла.
Процесс напоминает газовую сварку, за исключением того, что припой более жидкий и течет за счет капиллярного действия.
Горелочная пайка часто используется для крепления фитингов к ранее сваренным или паяным в печи узлам, соединения обратных колен и в подобных случаях.
Пайка погружением
При пайке алюминия погружением большое количество расплавленного флюса удерживается в керамической ванне при температуре пайки погружением.
Чашки для пайки погружением нагреваются изнутри путем прямого нагрева сопротивлением.
Низковольтные и сильноточные трансформаторы подают переменный ток на электроды из чистого никеля, никелевого сплава или угольные электроды, погруженные в ванну. Такие горшки обычно облицовывают огнеупорным кирпичом с высоким содержанием глинозема и огнеупорным раствором.
ПРЕДУПРЕЖДЕНИЕ
Кислотные растворы, используемые для удаления флюсов для сварки и пайки алюминия после сварки или пайки, токсичны и вызывают сильную коррозию.При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью.
Никогда не лейте воду в кислоту при приготовлении растворов: вместо этого лейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
Очистка после пайки
Всегда необходимо очищать паяные узлы, так как припой на деталях ускоряет коррозию.
Наиболее удовлетворительный способ удаления большей части флюса — это погрузить горячие детали в кипящую воду как можно скорее после того, как припой затвердеет.
Образующийся пар удаляет большую часть остаточного флюса. Если деформация из-за закалки является проблемой, детали следует дать остыть на воздухе перед погружением в кипящую воду.
Оставшийся флюс можно удалить погружением в концентрированную азотную кислоту на 5-15 минут. Кислоту удаляют промыванием водой, предпочтительно в кипящей воде, чтобы ускорить высыхание.
Альтернативный метод очистки — окунуть детали на 5–10 минут в 10-процентный раствор азотной кислоты и 0,25-процентного раствора фтористоводородной кислоты при комнатной температуре. За этой процедурой следует ополаскивание горячей водой.
Для паяных сборок, состоящих из секций тоньше 0,010 дюйма (0,254 мм), а также деталей, для которых важна максимальная устойчивость к коррозии. Обычное лечение — это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они немедленно сушатся нагнетаемым горячим воздухом, чтобы предотвратить образование пятен.
Обычное лечение — это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они немедленно сушатся нагнетаемым горячим воздухом, чтобы предотвратить образование пятен.
Другие алюминиевые направляющие
Пайка алюминия
Газовая сварка алюминия
Алюминий для сварки TIG
Barzetti Welding, LLC | Сертифицированные специалисты по сварке и ремонту, округ Фэрфилд, CT
Barzetti Welding обеспечивает высокое качество изготовления и сертифицированную сварку
Barzetti Welding предоставляет профессиональные услуги по сварке высочайшего качества: MIG, TIG, палочка, пайка и пайка черных (сталь, чугун) и цветных (алюминиевые сплавы, нержавеющая сталь, латунь, бронза, магний, инконель) материалов.Мы тесно сотрудничаем с заказчиками в изготовлении металлических стеллажей для грузовиков, художественных изделий из металла, граблей для крыши / снега, а также в проектах для дома. Мы ремонтируем гнутые и треснувшие диски, детали автомобилей, мотоциклов, судов и лодок, а также проводим передвижные сварочные работы на месте и уроки сварки. Бесплатные оценки доступны для всех вакансий, доставленных в магазин или в пределах 20 миль от магазина.
Мы ремонтируем гнутые и треснувшие диски, детали автомобилей, мотоциклов, судов и лодок, а также проводим передвижные сварочные работы на месте и уроки сварки. Бесплатные оценки доступны для всех вакансий, доставленных в магазин или в пределах 20 миль от магазина.
Настоящие гуманитарии! В рекордно короткие сроки заварил перерыв на кресле-подъемнике для отца! Хорошие люди! — Ева Фергюсон,.
Мы являемся лидерами в области прецизионных технологий сварки TIG (вольфрамовый инертный газ) с момента основания в 1958 году.Вот уже 60 лет мы поставляем высококачественную продукцию для компьютерной, телекоммуникационной, медицинской и других отраслей, а также для домовладельцев. Наша сварка соответствует строгим военным или A.S.M.E. (Американское общество инженеров-механиков) спецификации для всех черных и цветных металлов, перечисленных выше. Мы гордимся тем, что помогаем сообществу своими сварочными способностями, и наша страсть проявляется в наших готовых продуктах.
Дейв и его команда лучшие. Каждый раз, когда я что-то бросаю, время оборота просто потрясающее.Качественная работа! — Раймонд Скальцо
Регистрация федерального подрядчика США
Статья в Newtown Bee предлагает качественные услуги по сварке, изготовлению и обучению сварке, предлагаемые Barzetti Welding.
Дэйв Барцетти получил воззвание на 60 лет (2018) в бизнесе от первого избранника Вефиля Мэтью Никербокера.
Часы работы магазина:
с понедельника по пятницу с 8:00 до 17:00, в субботу с 8:30 до 12:00
Загрузить изображение:
Отправьте изображение вашего проекта на [email protected]
Как избежать растрескивания в алюминиевых сплавах
Как избежать растрескивания в алюминиевых сплавах
Большинство сплавов на основе алюминия можно успешно сваривать дуговой сваркой без проблем, связанных с растрескиванием, однако использование наиболее подходящего присадочного сплава и проведение операции сварки с использованием надлежащим образом разработанной и испытанной процедуры сварки имеют большое значение для успеха. Чтобы оценить потенциальные проблемы, связанные с растрескиванием, необходимо понимать множество различных алюминиевых сплавов и их различные характеристики.Эти предварительные знания помогут избежать ситуаций взлома.
Чтобы оценить потенциальные проблемы, связанные с растрескиванием, необходимо понимать множество различных алюминиевых сплавов и их различные характеристики.Эти предварительные знания помогут избежать ситуаций взлома.
Существует ряд механизмов растрескивания, связанных со сваркой металлических сплавов. Одним из самых известных является водородный крекинг, также называемый холодным крекингом. Водородное растрескивание часто является серьезной проблемой при сварке углеродистых сталей и высокопрочных низколегированных сталей. Однако при сварке алюминиевых сплавов водородное растрескивание возникнуть не может.
Горячее растрескивание является причиной почти всех трещин в сварных алюминиевых деталях.Горячее растрескивание — это механизм высокотемпературного растрескивания, который в основном зависит от того, как системы металлических сплавов затвердевают. Этот механизм растрескивания также известен как горячая непродолжительность, горячее растрескивание, растрескивание при затвердевании и ликвационное растрескивание.
Есть три области, которые могут существенно повлиять на вероятность возникновения горячих трещин в алюминиевой сварной конструкции. Они чувствительны к химическому составу основного сплава, выбору и использованию наиболее подходящего присадочного сплава и выбору наиболее подходящей конструкции соединения.
Кривые чувствительности к растрескиванию алюминия () — полезный инструмент для понимания того, почему алюминиевые сварные швы растрескиваются и как выбор присадочного сплава и конструкции соединения могут влиять на чувствительность к трещинам. На диаграмме показано влияние четырех различных добавок сплава — кремния (Si), меди (Cu), магния (Mg) и силицида магния (Mg2Si) — на чувствительность алюминия к растрескиванию. Кривые чувствительности к трещинам (рис. 1) показывают, что при добавлении небольших количеств легирующих элементов чувствительность к трещинам становится более высокой, достигает максимума, а затем падает до относительно низких уровней.Изучив кривые чувствительности к растрескиванию, легко понять, что большинство сплавов на основе алюминия, считающихся несвариваемыми в автогенном режиме (без добавления присадочного сплава), имеют химический состав на пиках чувствительности к растрескиванию или вблизи них. Кроме того, на рисунке показаны сплавы с низкими характеристиками растрескивания, химический состав которых находится далеко от пиков чувствительности к растрескиванию.
Кроме того, на рисунке показаны сплавы с низкими характеристиками растрескивания, химический состав которых находится далеко от пиков чувствительности к растрескиванию.
На основании этих фактов становится ясно, что чувствительность к растрескиванию сплава на основе алюминия в первую очередь зависит от его химического состава.Используя те же принципы, можно сделать вывод, что чувствительность к растрескиванию алюминиевого сварного шва, который обычно состоит как из основного сплава, так и из присадочного сплава, также зависит от его химического состава.
Зная важность химии для чувствительности алюминиевого сварного шва к растрескиванию, применяются два основных принципа, которые могут снизить вероятность возникновения горячих трещин. Во-первых, при сварке основных сплавов с низкой чувствительностью к растрескиванию всегда используйте припой с аналогичным химическим составом.Во-вторых, при сварке основных сплавов с высокой чувствительностью к растрескиванию используйте присадочный сплав с химическим составом, отличным от химического состава основного сплава, чтобы создать химический состав металла шва с низкой чувствительностью к растрескиванию. При рассмотрении сварки наиболее часто используемых алюминиевых сплавов серии 5xxx (Al-Mg) и серии 6xxx (Al-Mg-Si) эти принципы наглядно проиллюстрированы.
При рассмотрении сварки наиболее часто используемых алюминиевых сплавов серии 5xxx (Al-Mg) и серии 6xxx (Al-Mg-Si) эти принципы наглядно проиллюстрированы.
Большинство базовых сплавов 5xxx, которые содержат около 5% Mg, демонстрируют низкую чувствительность к образованию трещин.Часто свариваемые автогенно (без присадочного сплава), эти сплавы легко сваривать с присадочным сплавом, который имеет немного больше Mg, чем основной сплав. Это может обеспечить сварной шов с превосходной трещиностойкостью и температурой затвердевания немного ниже, чем у основного сплава. Эти сплавы не следует сваривать с присадочным сплавом серии 4ххх, поскольку в сварном шве может образоваться небольшое количество силицида магния, что приведет к образованию соединения с нежелательными механическими свойствами.
В эту группу входят базовые сплавы, такие как 5052, содержание Mg в которых очень близко к пику чувствительности к образованию трещин.В случае основного сплава 5052 с содержанием Mg около 2,5% определенно избегайте автогенной сварки. Сплавы на основе магния с содержанием магния менее 2,5%, такие как 5052, можно сваривать как с присадочными сплавами 4ххх, такими как 4043 или 4047, так и с припоями 5ххх, такими как 5356. При сварке основных сплавов с содержанием магния менее 2,5% необходимо изменить химический состав затвердевающего сварного шва по сравнению с высоким уровнем пика трещины основного сплава. Мы изменяем химический состав сварного шва, выбирая присадочный сплав с гораздо более высоким содержанием Mg, например 5356 (5.0% Mg) или с добавлением кремния в случае 4043.
Сплавы на основе магния с содержанием магния менее 2,5%, такие как 5052, можно сваривать как с присадочными сплавами 4ххх, такими как 4043 или 4047, так и с припоями 5ххх, такими как 5356. При сварке основных сплавов с содержанием магния менее 2,5% необходимо изменить химический состав затвердевающего сварного шва по сравнению с высоким уровнем пика трещины основного сплава. Мы изменяем химический состав сварного шва, выбирая присадочный сплав с гораздо более высоким содержанием Mg, например 5356 (5.0% Mg) или с добавлением кремния в случае 4043.
Сплавы на основе алюминия / магния / кремния (серия 6xxx) очень чувствительны к образованию трещин, поскольку большинство этих сплавов содержат примерно 1,0% силицида магния (Mg2Si), что близко к пику кривой чувствительности к трещинам при затвердевании. Содержание Mg2Si в этих материалах является основной причиной отсутствия присадочных сплавов серии 6xxx. Использование присадочного сплава серии 6xxx или автогенная сварка неизбежно вызовут проблемы с растрескиванием (). Во время дуговой сварки склонность этих сплавов к растрескиванию доводится до приемлемого уровня путем разбавления основного материала избыточным магнием (за счет использования присадочных сплавов Al-Mg серии 5xxx) или избыточного кремния (за счет использования сплавов Al- Сплавы наполнителя Si).
Во время дуговой сварки склонность этих сплавов к растрескиванию доводится до приемлемого уровня путем разбавления основного материала избыточным магнием (за счет использования присадочных сплавов Al-Mg серии 5xxx) или избыточного кремния (за счет использования сплавов Al- Сплавы наполнителя Si).
Особая уход необходима, когда TIG (GTAW) сварка на тонких участках этого типа материала. Часто можно производить сварные сварки, особенно на наружных угловых соединениях, не добавляя материал наполнителя путем плавления оба края базового материала вместе.Однако в большинстве случаев дуговой сварки с этим основным материалом требуется добавление присадочного материала для создания однородных сварных швов без трещин. Одним из возможных исключений может быть противодействие механизму растрескивания за счет поддержания сжимающей силы на деталях во время операции сварки. Это требует специальных методов изготовления и соображений. По этой причине метод используется редко.
Наиболее подходящий и успешный метод, используемый для предотвращения растрескивания основных материалов серии 6xxx, заключается в добавлении соответствующего присадочного сплава во время операции сварки.
Другие соображения при сварке этой группы сплавов (6xxx) — это влияние конструкции соединения на разбавление основного сплава и присадочного сплава, а также профиль сварного шва, связанный с склонностью к растрескиванию. Сварные швы с квадратной разделкой в этом материале чрезвычайно уязвимы для растрескивания, потому что очень мало присадочного сплава смешивается с основным материалом во время сварки. Часто необходимо оценить использование подготовки сварного шва с V-образной канавкой, которая добавит больше присадочного сплава в смесь металла шва и снизит чувствительность к образованию трещин.Кроме того, вогнутые угловые швы с уменьшенной толщиной горловины и вогнутые корневые проходы в стыковых швах могут иметь тенденцию к растрескиванию ().
Дополнительные соображения Кривые чувствительности к растрескиванию служат отличным ориентиром для определения вероятности образования горячих трещин, однако существуют и другие вопросы, которые необходимо учитывать для понимания растрескивания в алюминиевых сплавах. Одной из этих проблем является влияние легирующих элементов, отличных от основных легирующих элементов, учитываемых на кривых чувствительности к трещинам.Безусловно, некоторые сплавы на основе алюминия трудно поддаются сварке и могут привести к растрескиванию, особенно без полного понимания их свойств и/или при неправильном обращении. На самом деле, некоторые сплавы на основе алюминия непригодны для дуговой сварки, и по этой причине их обычно соединяют механически, с помощью заклепок или болтов. Эти алюминиевые сплавы трудно поддаются дуговой сварке без проблем во время и / или после сварки. Эти проблемы обычно связаны с растрескиванием, чаще всего с горячим растрескиванием, а иногда и с коррозионным растрескиванием под напряжением (SCC).
Одной из этих проблем является влияние легирующих элементов, отличных от основных легирующих элементов, учитываемых на кривых чувствительности к трещинам.Безусловно, некоторые сплавы на основе алюминия трудно поддаются сварке и могут привести к растрескиванию, особенно без полного понимания их свойств и/или при неправильном обращении. На самом деле, некоторые сплавы на основе алюминия непригодны для дуговой сварки, и по этой причине их обычно соединяют механически, с помощью заклепок или болтов. Эти алюминиевые сплавы трудно поддаются дуговой сварке без проблем во время и / или после сварки. Эти проблемы обычно связаны с растрескиванием, чаще всего с горячим растрескиванием, а иногда и с коррозионным растрескиванием под напряжением (SCC).
Алюминиевые сплавы, которые относятся к этой категории трудных для сварки, можно разделить на различные группы. Всегда помните о небольшом количестве алюминиевых сплавов, предназначенных для обработки, а не свариваемости. Такими сплавами являются 2011 и 6262, которые содержат 0,20-0,6 Bi, 0,20-0,6 Pb и 0,40-0,7 Bi, 0,40-0,7 Pb соответственно. Добавление элементов (висмута и свинца) к этим материалам обеспечивает отличное стружкообразование в этих сплавах, не подвергающихся механической обработке. Однако из-за их низких температур затвердевания они могут серьезно снизить возможность получения качественных сварных швов в этих материалах.В дополнение к сплавам для свободной механической обработки, упомянутым выше, многие другие алюминиевые сплавы могут быть весьма восприимчивыми к горячему растрескиванию при дуговой сварке. Эти сплавы обычно подвергаются термообработке и чаще всего встречаются в группах материалов серии 2xxx (Al-Cu) и серии 7xxx (Al-Zn).
Добавление элементов (висмута и свинца) к этим материалам обеспечивает отличное стружкообразование в этих сплавах, не подвергающихся механической обработке. Однако из-за их низких температур затвердевания они могут серьезно снизить возможность получения качественных сварных швов в этих материалах.В дополнение к сплавам для свободной механической обработки, упомянутым выше, многие другие алюминиевые сплавы могут быть весьма восприимчивыми к горячему растрескиванию при дуговой сварке. Эти сплавы обычно подвергаются термообработке и чаще всего встречаются в группах материалов серии 2xxx (Al-Cu) и серии 7xxx (Al-Zn).
Чтобы понять, почему некоторые из этих сплавов непригодны для дуговой сварки, необходимо рассмотреть причины, по которым некоторые алюминиевые сплавы могут быть более подвержены горячему растрескиванию.
Горячее растрескивание или растрескивание при затвердевании происходит в алюминиевых сварных швах, когда присутствуют высокие уровни термического напряжения и усадки при затвердевании, когда сварной шов подвергается различным степеням затвердевания. Сочетание механических, термических и металлургических факторов влияет на чувствительность любого алюминиевого сплава к образованию горячих трещин. Путем комбинирования различных легирующих элементов было разработано множество высокоэффективных термообрабатываемых алюминиевых сплавов для улучшения механических свойств материалов. В некоторых случаях комбинация требуемых легирующих элементов дает материалы с высокой чувствительностью к образованию горячих трещин.
Сочетание механических, термических и металлургических факторов влияет на чувствительность любого алюминиевого сплава к образованию горячих трещин. Путем комбинирования различных легирующих элементов было разработано множество высокоэффективных термообрабатываемых алюминиевых сплавов для улучшения механических свойств материалов. В некоторых случаях комбинация требуемых легирующих элементов дает материалы с высокой чувствительностью к образованию горячих трещин.
Возможно, наиболее важным фактором, влияющим на чувствительность алюминиевых сварных швов к горячим трещинам, является температурный диапазон когерентности дендритов, а также тип и количество жидкости, доступной во время процесса замораживания.Когерентность возникает, когда дендриты начинают сцепляться друг с другом, так что расплавленный материал начинает образовывать мягкую стадию.
Диапазон когерентности — это температура между образованием когерентных взаимосвязанных дендритов и температурой солидуса. Чем шире диапазон когерентности, тем более вероятно возникновение горячего растрескивания из-за накапливающейся деформации затвердевания между взаимосвязанными дендритами.
Чем шире диапазон когерентности, тем более вероятно возникновение горячего растрескивания из-за накапливающейся деформации затвердевания между взаимосвязанными дендритами.
Чувствительность к горячему растрескиванию увеличивается в сплавах Al-Cu при добавлении примерно 3% Cu; однако затем он снижается до относительно низкого уровня — 4.5% Cu и выше. Сплав 2219 с 6,3% Cu показывает хорошее сопротивление горячему растрескиванию из-за его относительно узкого диапазона когерентности. Сплав 2024 содержит около 4,5% меди, что вызывает ощущение относительно низкой чувствительности к образованию трещин. Однако сплав 2024 также содержит небольшое количество магния (Mg). Небольшое количество Mg в этом сплаве снижает температуру солидуса, но не влияет на температуру когерентности; следовательно, диапазон когерентности расширяется и увеличивается склонность к горячему растрескиванию.Проблема при сварке 2024 заключается в том, что высокая температура операции сварки позволит сегрегацию легирующих компонентов на границах зерен, а присутствие Mg, как указано выше, снизит температуру солидуса. Поскольку эти легирующие компоненты имеют более низкие фазы плавления, напряжение затвердевания может вызвать растрескивание на границах зерен и / или создать условия внутри материала, способствующие коррозионному растрескиванию под напряжением позже. Высокое тепловложение во время сварки, повторяющиеся проходы сварного шва и большие размеры сварных швов — все это может увеличить проблему сегрегации границ зерен (сегрегация — это зависимость температуры от времени) и последующей тенденции к растрескиванию.
Сплавы серии 7xxx с учетом свариваемости содержат две отдельные группы: типы Al-Zn-Mg и Al-Zn-Mg-Cu.
Сплавы Al-Zn-Mg, такие как 7005, лучше противостоят горячему растрескиванию и демонстрируют лучшие характеристики соединения, чем сплавы Al-Zn-Mg-Cu, такие как 7075. Содержание Mg в этой группе (Al-Zn-Mg) сплавов будет обычно повышается чувствительность к растрескиванию. Однако добавление Zr для уменьшения размера зерна эффективно снижает склонность к растрескиванию. Эта группа сплавов легко сваривается с присадочными сплавами с высоким содержанием магния, такими как 5356, что гарантирует, что сварной шов содержит достаточно магния для предотвращения растрескивания. Рекомендация присадочных сплавов на основе кремния, таких как 4043, для этих сплавов нежелательна, поскольку избыток Si, вводимый присадочным сплавом, может привести к образованию чрезмерного количества хрупких частиц Mg2Si в сварном шве.
Эта группа сплавов легко сваривается с присадочными сплавами с высоким содержанием магния, такими как 5356, что гарантирует, что сварной шов содержит достаточно магния для предотвращения растрескивания. Рекомендация присадочных сплавов на основе кремния, таких как 4043, для этих сплавов нежелательна, поскольку избыток Si, вводимый присадочным сплавом, может привести к образованию чрезмерного количества хрупких частиц Mg2Si в сварном шве.
Сплавы Al-Zn-Mg-Cu, такие как 7075, содержат небольшое количество меди. Небольшие количества Cu вместе с Mg расширяют диапазон когерентности и, следовательно, повышают чувствительность к трещинам.Подобная ситуация может возникнуть с этими материалами, как и со сплавами типа 2024. Напряжение затвердевания может вызвать растрескивание на границах зерен и / или создать условия в материале, способствующие коррозионному растрескиванию под напряжением позже.
Внимание: Проблема более высокой склонности к горячему растрескиванию из-за увеличения диапазона когерентности не ограничивается сваркой этих более восприимчивых основных сплавов, таких как 2024 и 7075. Чувствительность к трещинам может быть значительно увеличена при сварке несовместимых разнородных основных сплавов (которые обычно легко привариваются к себе) и / или за счет выбора несовместимого присадочного сплава.Например, путем соединения идеально свариваемого основного сплава серии 2xxx с идеально свариваемым основным сплавом серии 5xxx или использования присадочного сплава серии 5xxx для сварки основного сплава серии 2xxx или присадочного сплава серии 2xxx на базовом сплаве серии 5xxx, мы можем создать такой же сценарий. Если мы смешиваем во время сварки высокое содержание Cu и высокое содержание Mg, мы можем расширить диапазон когерентности и, следовательно, повысить чувствительность к образованию трещин.
Чувствительность к трещинам может быть значительно увеличена при сварке несовместимых разнородных основных сплавов (которые обычно легко привариваются к себе) и / или за счет выбора несовместимого присадочного сплава.Например, путем соединения идеально свариваемого основного сплава серии 2xxx с идеально свариваемым основным сплавом серии 5xxx или использования присадочного сплава серии 5xxx для сварки основного сплава серии 2xxx или присадочного сплава серии 2xxx на базовом сплаве серии 5xxx, мы можем создать такой же сценарий. Если мы смешиваем во время сварки высокое содержание Cu и высокое содержание Mg, мы можем расширить диапазон когерентности и, следовательно, повысить чувствительность к образованию трещин.
Избегайте горячего растрескивания алюминиевых сплавов, применяя один или несколько из следующих подходящих принципов:
- Избегайте чрезвычайно чувствительных к растрескиванию основных материалов, которые обычно считаются несвариваемыми.
- Используйте таблицу выбора подходящего присадочного сплава для выбора наиболее подходящего присадочного сплава для конкретного основного сплава, тем самым избегая критических диапазонов химического состава (диапазонов чувствительности к трещинам) в сварном шве.
- Выберите присадочный сплав с температурой затвердевания, близкой или ниже точки затвердевания основного материала.
- Выберите наиболее подходящую подготовку кромок и корневой зазор, чтобы обеспечить достаточное добавление присадочного материала, что создает химический состав металла сварного шва, выходящий за пределы критического диапазона химического состава.
- Чтобы избежать проблем с растрескиванием, используйте хорошо зарекомендовавшие себя присадочные сплавы с добавлением измельчителей зерна, таких как титан или цирконий.
- Используйте максимально возможную скорость сварки. Чем быстрее проводится сварка, тем выше скорость охлаждения и тем меньше времени сварка находится в диапазоне температур горячего растрескивания.
- Старайтесь использовать последовательности и методы сварки и сборки, которые сводят к минимуму ограничения, снижают остаточное напряжение и обеспечивают получение сварных швов приемлемого профиля.
- Приложите сжимающую силу к сварному соединению во время сварки, чтобы противодействовать механизму растрескивания.

Рис. 1. На этом рисунке показано влияние четырех различных добавок сплава на трещиностойкость алюминия
.
Рис. 2 Вот два сварных шва GTAW (TIG), выполненных бок о бок на опорной плите 6061-T6.
- Верхний сварной шов был наплавлен без присадочного сплава, а затем подвергнут испытаниям на проникновение жидкости. Метод испытаний выявил множество тонких линейных признаков (трещин) на поверхности сварного шва.
- Нижний шов, выполненный также без присадочного сплава, использовал более высокий ток и меньшую скорость перемещения. Чрезмерное тепловложение во время сварки этого валика вызвало гораздо большее напряжение в сварном шве, что привело к гораздо более очевидной ситуации растрескивания. Как легко видеть, без испытания проникающей жидкостью большая продольная трещина образовалась по центру сварного шва.
 Как легко видеть, без испытания проникающей жидкостью большая продольная трещина образовалась по центру сварного шва.
Как легко видеть, без испытания проникающей жидкостью большая продольная трещина образовалась по центру сварного шва.Вывод: можно ожидать горячего растрескивания той или иной формы, если базовые сплавы серии 6ххх сваривать без добавления присадочного материала.
Рис. 3. На этом рисунке показаны два окончания угловых сварных швов в углу сварной конструкции. Трещины видны в обоих кратерах прекращения. Также по центру обоих сварных швов видны трещины. Причина этого горячего растрескивания — нежелательный профиль сварного шва из-за плохой техники сварки. Уменьшение толщины шва на конце и на участке углового шва позволило напряжениям, возникающим во время сварки, привести к разрушению сварного шва.
MIG, порошковая проволока, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный совершенствованию сварочной отрасли с помощью ручного и роботизированного контроля процесса сварки и передовой практики сварки, На дворе 2022 год, за последние 60 лет, что я работаю в сварочной отрасли, я предоставил ручное и автоматизированное улучшения сварочного процесса в сотнях компаний в 13 странах. Некоторые из факторов, которые я наблюдал в этих компаниях и которые оказывали основное влияние на ежедневное качество сварки и производительность, были;
Некоторые из факторов, которые я наблюдал в этих компаниях и которые оказывали основное влияние на ежедневное качество сварки и производительность, были;
[a] Распространенное глобальное отсутствие GMA – управление FCA и инженерные возможности владения процессом сварки.
[b] Главный офис отдела сварки часто полагается на персонал отдела сбыта сварных швов для улучшения процесса GMA, в то время как большинство продавцов никогда не управляли сварочным цехом и имеют ограниченный опыт применения сварных швов.
[c] В сварочных цехах часто наблюдается отсутствие контроля за процессом сварки и передового опыта в области сварки. В конце концов, кто не был свидетелем того, как опытный сварщик играл с двумя простыми органами управления сварочным оборудованием GMA при выполнении сварных швов GMA и порошковой проволокой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам. Также имейте в виду, что навыки сварщика или стаж работы сварщика не имеют ничего общего с опытом управления процессом сварки.
Также имейте в виду, что навыки сварщика или стаж работы сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт посвящен двум процессам сварки GMA (MAG – MIG) и сварке порошковой проволокой в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80% производимых в мире дуговых сварных швов.
В этом разделе «Зачем менять то, как мы всегда делали это в отрасли?» И спустя десятилетия после внедрения сварки MIG и порошковой порошковой проволоки в защитных газах, в большинстве сварочных цехов по всему миру вы найдете персонал, который десятилетиями занимается сваркой, но мало что знает об этом. процесс сварки GMA или FCA, которым они зарабатывают на жизнь.Это влияет не только на качество и производительность ручной сварки, но и на производительность робота GMA.
ОТСУТСТВУЕТ СВЯЗЬ С ROBOT MIG WELDS. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять свои роботы. с роботизированным управлением процессом сварки GMA и обучением передовому опыту. Поэтому, конечно, большинство техников-роботов, хотя и отлично разбираются в программировании, будут играть с элементами управления сваркой GMA в своих подвесных роботах.
Тем не менее, в 2022 году 99% этой отрасли не будут поставлять свои роботы. с роботизированным управлением процессом сварки GMA и обучением передовому опыту. Поэтому, конечно, большинство техников-роботов, хотя и отлично разбираются в программировании, будут играть с элементами управления сваркой GMA в своих подвесных роботах.
1963 Я начал сварку MAG в компании Massey Ferguson, Великобритания. И за 60 лет, что я занимаюсь этим бизнесом, одна вещь не изменилась.
С момента появления технологии MAG в 1950-х годах ахиллесовой пятой мировой сварочной промышленности было отсутствие фокуса на контроле процесса сварки MAG и порошковой проволокой.
В 1990-х годах, когда я был менеджером по роботизированной сварке ABB в Северной Америке, среднесуточная доработка сварки MAG роботом в США с компаниями большой тройки США, японскими и немецкими компаниями, а также с поставщиками первого уровня, составляла в среднем 50%.Среднее время простоя робота MAG-сваркой из-за проблем со сваркой обычно составляло от 40 до 80 минут за смену.
ABB — одна из крупнейших в мире инженерных и робототехнических компаний. В ABB USA. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и ЛеТурно. У всех инженеров было что-то общее, ни один из них не был обучен умению, не читая инструкции по сварке, устанавливать два режима управления, оптимальный сварной шов с MAG или порошковой сердцевиной, и, как многие сварщики, при получении нового приложения для сварки роботов, они бы часто «поиграйте» с элементами управления сваркой.
Параметры сварки MIG робота для
самых больших грузовиков в мире.
Руководство ABB и Caterpillar спросило меня, сколько времени мне потребуется, чтобы разработать все настройки сварных швов с несколькими роботами, необходимые для сварки гигантских самосвалов Caterpillar. Думаю, я их шокировал, когда быстро ответил: «Большинство всех этих роботизированных сварных швов следует выполнять с двумя простыми настройками сварки MIG.
ВОПРОС ПО СВАРКЕ РОБОТА.Какие две настройки сварки MIG-робота, по вашему мнению, могли бы сварить маленький грузовик, показанный выше. Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Находясь в ABB, я использовал свою программу управления процессом MIG для роботов для обучения инженеров ABB, а также для обучения поставщиков ABB Tier One и компаний, таких как Harley и Caterpillar. С 1990-х годов я ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 мировых компаний.
На этом сайте рассматриваются обширные проблемы роботизированной сварки.А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальные менеджеры, которых я встретил в Harley Davidson, никогда не понимали концепции управления процессом ручной сварки или сварки Robot Weld MIG.
Когда в девяностых годах прошлого века компания Harley разработала байк Fat Boy, она в конце концов решила сварить рамы с помощью роботов ABB. Я задал первоначальные данные рамы для сварки роботом MIG, которые будут производить сварные швы, способные выдержать любых райдеров с избыточным весом, и в Америке у нас их в избытке.
Я задал первоначальные данные рамы для сварки роботом MIG, которые будут производить сварные швы, способные выдержать любых райдеров с избыточным весом, и в Америке у нас их в избытке.
В 2021 году, по мере того как мужской обхват в Америке будет продолжать расширяться, этот байк по-прежнему будет самым прочным, и неудивительно, что он станет самым популярным продавцом для Harley.
Те из вас, кто работает в этой отрасли и не верит в важность владения и контроля над процессом сварки, не должны иметь проблем с ответами на следующие вопросы по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Одним из самых распространенных сварных швов в мире является сварка методом распыления MIG.Какова начальная точка подачи проволоки для переноса методом распыления MIG и силы тока для обычных стальных проволок MIG диаметром 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона и 20% CO2?
Недостаток опыта управления процессом сварки MIG является серьезной проблемой для большинства мировых заводов по производству автомобилей и грузовиков, использующих сварочных роботов. Большинство заводов первого и второго уровня будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака сварного шва роботом MIG, переделки сварного шва или потерянного производства роботизированного сварного шва.Роботизированная ячейка использует провод 70s-6 и 80% Ar. / 20% СО2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда дуга не загорается. Объяснить, почему?
Большинство заводов первого и второго уровня будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака сварного шва роботом MIG, переделки сварного шва или потерянного производства роботизированного сварного шва.Роботизированная ячейка использует провод 70s-6 и 80% Ar. / 20% СО2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда дуга не загорается. Объяснить, почему?
ЧТО ДАНА, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ТРАНСПОРТИРОВКЕ ГРУЗОВИКОВ, ДУМАЕТ О ПРОГРАММЕ УПРАВЛЕНИЯ ПРОЦЕССОМ MIG WELD для роботов.
E – Mail From Dana Senior Weld Eng.
Эм, я хотел разослать новости о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы узнали во время вашего первого визита на завод, наши роботизированные сварочные линии MIG производили менее 40 рам грузовиков Ford F-150 в час, и 100 % готовых рам роботов требовали обширной ручной сварки. Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я нахожусь, приблизился к рекордным 76 кадрам в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я нахожусь, приблизился к рекордным 76 кадрам в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и трансмиссии, осей, приводных валов и трансмиссии.В DANA работает около 22 500 человек в 26 странах, а объем продаж в 2010 году составил 6,1 миллиарда долларов.
Примечание. Мой робот для управления процессом MIG доступен в разделе «Обучение процессу».
ВОПРОС ПО СВАРке РОБОТА. Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость перемещения робота при сварке без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение? Объяснить, почему.
Изд.задний. Обучение более 250 судовых сварщиков на судостроительной верфи Aker Kaverner Обучение управлению процессом порошковой сварки. Расположение Филадельфийская военно-морская верфь.
Акер заложил в бюджет менее миллиона долларов на ремонт сварных швов на корабль. Когда меня наняли на должность начальника дворовой сварки. они тратили более 10 миллионов долларов на ремонт сварных швов с порошковой проволокой на каждое судно. Я использовал свой тренинг по управлению технологическим процессом с флюсовой сердцевиной, формат обучения, который ранее не применялся ни на одной мировой верфи. После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
АВТО — АВТО — АВТОМОБИЛЬНЫЕ ЗАВОДЫ И СУДОСТРОЕНИЯ ИМЕЮТ ЧТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет первостепенное значение, однако обе отрасли, как правило, десятилетиями нанимали менеджеров и инженеров, у которых не было навыков, необходимых для владения процессом сварки во фронт-офисе. Если у фронт-офиса нет такого опыта, вы знаете, что их сварщики будут экспериментировать с данными сварки MIG вручную или с роботом.
СЛАВА БОГУ, ПОСТАВЩИКИ АВТО И ГРУЗОВЫХ АВТОМОБИЛЕЙ НЕ ТРЕБУЮТ ПРОВЕДЕНИЯ НК, КОТОРЫЙ ОЦЕНИВАЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО СОЕДИНЕНИЯ. ЕСЛИ ОНИ СДЕЛАЛИ, ОНИ БЫ НЕМЕДЛЕННО ОСТАЛИСЬ ИЗ БИЗНЕСА.
ПРИБЛ. 10% СВАРНЫХ СОЕДИНЕНИЙ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЕТСЯ НК, КОТОРЫЙ ПРОВЕРЯЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО СОЕДИНЕНИЯ. И ВСЕГДА ОЧЕНЬ ДОРОГО СТОИЛО ВЕРФИКАМ, КОГДА ТРЕБУЕТСЯ УЗИ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
И ВСЕГДА ОЧЕНЬ ДОРОГО СТОИЛО ВЕРФИКАМ, КОГДА ТРЕБУЕТСЯ УЗИ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, в которых качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки сварных швов и брак на протяжении десятилетий были нормой как для процессов MAG, так и для процессов с флюсовой сердцевиной.
БЕЗУПРЕЧНЫЙ ПОДХОД К РАСХОДАМ НА СВАРКУ MAG / FCA: Я посетил сотни сварочных мастерских по всему миру в качестве корпоративного руководителя Linde – AGA – Airgas – Carbonic Weld Training Mgr. Меня попросили решить более тысячи проблем клиентов, связанных со сваркой. Я никогда не заходил в сварочную мастерскую в США или Канаде, где имелось бы представление об их реальных «затратах на сварку MIG / FCA». Обычно стоимость сварных швов в сварочном цехе фокусируется на цене их смесей сварочного газа или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цехе является горизонтальный угловой шов 1/4 (6 мм). Сварочный цех имеет источник питания на 350 ампер. Для сварки используется проволока 0,045, 70s-3. Газ аргон – 20% CO2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на это уходит более двух минут, значит, не хватает опыта для контроля затрат на сварку.
Сварочный цех имеет источник питания на 350 ампер. Для сварки используется проволока 0,045, 70s-3. Газ аргон – 20% CO2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на это уходит более двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНЯТЬ ПРОЦЕСС.В сварочных мастерских редко можно увидеть максимальные скорости наплавки, стабильно достигаемые с любой MIG или порошковой проволокой. Скорость наплавки и время дуги увеличивают затраты на сварку. Если вы удивлены отсутствием опыта контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-то, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой проволокой, кого-то, кто может ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон 20% CO2 для сварки MIG и делает переход на аргон – 10% CO2. Итак, вы говорите сварщикам, что они должны делать что и почему?
ДЕСЯТИЛЕТИЯ ВОПРОСОВ СВАРОЧНОГО ПРОЦЕССА СОЗДАЛИ ВСТРЕЧАЮЩИЙСЯ ПРОЦЕСС СВАРКИ, ЗАНИМАЛИ КУЛЬТУРУ МАГАЗИНОВ.
Я надеялся, что за те 60 лет, что я работаю в этой отрасли, однажды я увижу признаки эволюции сварочного цеха. Вместо этого ежегодно я наблюдаю увеличение путаницы в процессе сварки. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение количества ложных заявлений GMA — FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне время поиграть с элементами управления сваркой. Эти двое можно было бы положить на музыку и стать частью национального гимна сварщиков.
РОБОТНАЯ СВАРКА ВОПРОС: На этом автомобильном заводе средний размер углеродного сварного шва на свариваемых деталях аналогичен угловому шву 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов/мин. Аргон – используется смесь 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сварного шва и знать, сколько газа и проволоки использовать для проекта.
Скорость подачи проволоки 0,045 составляет 350 дюймов/мин. Аргон – используется смесь 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сварного шва и знать, сколько газа и проволоки использовать для проекта.
Поскольку в процесс вовлечены НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к производству сварных швов.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту я участвовал в утверждении некоторых конструкций сварных швов лазерной и газовой сварки для Orion в United Technologies.
Когда я заключал контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, меня никогда не переставало удивлять то, что, хотя я общался с некоторыми из самых ярких инженеров мира, насколько мало интереса к вопросам сварки и как мало инженеры знали о процессах сварки, которые они просили использовать для создания сварных швов, которые будут удерживать вместе космический корабль НАСА Орион во время его полетов на Луну и Марс. В то время как в UT у меня также имел возможность пересмотреть процедуры сварки NASA и Boeing, используемые по всей аэрокосмической промышленности, и прочтению процедур, почувствовавшие, как наступить в 20 век. Я не могу говорить об освоении космоса, не упомянув SpaceX и ее фиаско с ракетной сваркой.
В то время как в UT у меня также имел возможность пересмотреть процедуры сварки NASA и Boeing, используемые по всей аэрокосмической промышленности, и прочтению процедур, почувствовавшие, как наступить в 20 век. Я не могу говорить об освоении космоса, не упомянув SpaceX и ее фиаско с ракетной сваркой.
Elon Musk в то время как блестящий был также последовательным в своем плохом инженерном подходе к сварным швам, произведенным как на его автомобильных установках, так и на его сооружениях SpaceX
, когда Tesla, впервые начал сварочные электромобили, в частности, не хватает управленческих и инженерных способностей. Управление простыми сварочными швами роботов было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали несоответствующий процесс сварки и не смогли обеспечить стабильно оптимальное качество сварки.
Инженеры Илона не обладали способностями, необходимыми для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти необходимые испытания НАСА на разрушающие сварные швы.
В 2019 году компания SPACEX боролась с качеством сварки ракет из нержавеющей стали, и с точки зрения завоевания доверия НАСА и дальнейшего финансирования НАСА все выглядело плохо.Кто-то в SpaceX, наконец, проснулся и решил, что для стабильного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения такого качества ракеты, это, наконец, дало НАСА уверенность в необходимости полагаться на SpaceX. , — сказал он, — мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ОНО ПОЛУЧАЕТ, КОГДА ВЫСОКООБРАЗОВАННЫМ И КВАЛИФИЦИРОВАННЫМ МЕНЕДЖМЕНТАМ И ИНЖЕНЕРАМ SPACEX ПОНАДОБИЛОСЬ, ЧТО РЕШЕНИЕМ ИХ ДОРОГОСТОЯЩИХ ПРОБЛЕМ С СВАРКОЙ БЫЛО ПОЛУАВТОМАТИЗИРОВАННЫЙ ПРОЦЕСС GTA, КОТОРЫЙ Я ПОКАЗАЛ ИМ В 2009 ГОДУ. Я мог бы добавить, что если бы мой партнер Том и я не рисковали долей в наших домах и месяцами оставались без зарплаты, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача).И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Линкольн, Миллер, Хобарт, ESAB или Fronius в 2019 году, процесс сварки, способный на то, что может сделать полуавтоматический TIP TIG. Благодаря возвращению большого С, я продал бизнес Тому и заработал достаточно, чтобы покрыть мой ежедневный бюджет на кофе, пока я не окажусь на глубине шести футов. Однако с миллиардами долларов налогоплательщиков, которые НАСА теперь бросает Илону, я подумал, что самое меньшее, что Элон может сделать, это послать мне благодарственную открытку Hallmark. СООБЩЕНИЕ ВСЕМ МЕНЕДЖЕРАМ, ИНЖЕНЕРАМ И НАБЛЮДАТЕЛЯМ СВАРКИ.Тем из вас, кто имеет опыт сварки с полуавтоматическими процессами GMA – FCA, не потребуется более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если вы находитесь на этой площадке и на моем сайте tiptigwelding. Одна вещь, которую Илон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в высокотехнологичных отраслях обычно связаны не с дизайном или наукой для приложений, а с производством.возможность. Любой, кто имеет опыт управления процессом сварки, быстро распознает преимущества уникальной функции повышения производительности, связанной с качеством сварки, для качества кода и сплавов. К сожалению, SpaceX не хватало этого опыта более десяти лет . 2021. SpaceX в конце концов проснулась, и теперь у SpaceX прибл. 70 TIP TIG-аппараты, которые позволяют постоянно достигать желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжать свои поиски по созданию ракет, которые однажды доставят несчастных людей на Луну и Марс. В ТЕЧЕНИЕ ШЕСТИ ДЕСЯТИЛЕТИЙ РАБОТЫ В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ Я СТАЛ СВИДЕТЕЛЕМ ПОЛНОЙ НЕУДАЧИ В ВСЕМИРНЫХ ПРОГРАММАХ ОБУЧЕНИЯ В КОЛЛЕДЖАХ И УНИВЕРСИТЕТАХ ПО СВАРКЕ. Что касается курсов по сварке, то большинство местных колледжей и профессиональных училищ застряли в 1960-х годах. Когда дело доходит до обучения инженеров, большинство мировых университетов и колледжей, предлагающих программы на получение степени в области сварки, уже шесть десятилетий нанимают профессоров и преподавателей, которым не хватает «опыта управления процессом дуговой сварки». Я предоставил решения для сварки прибл. 1000 компаний в 13 странах. Читатель должен знать, что отсутствие опыта управления сварочным процессом было причиной того, что руководители и инженеры приглашали меня во все эти компании. Что меня больше всего беспокоит в невежестве и апатии в области технологии сварки, которые часто встречаются в аэрокосмических, оборонных, нефтяных и энергетических компаниях, так это в то время, когда эти компании имеют возможность нанимать самых ярких инженеров из таких учреждений, как MIT, OSU и LeTourneau, но нанятые инженеры часто, кажется, не знают, что они должны знать, чтобы контролировать там обычные дуговые сварки с помощью простого оборудования, которое обычно имеет два основных контроля сварки. КАКОВА ЛОГИЧНОСТЬ ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА, ПРОВЕРЯЮЩЕГО СВАРОЧНЫЕ РАБОТЫ, У КОТОРОГО НЕТ ОПЫТА КОНТРОЛЯ ПРОЦЕССА СВАРКИ? В дополнение к вышеперечисленным проблемам, в последние несколько лет мы видим, как сварочная отрасль, которой часто не хватает опыта управления процессом сварки, обращается к AWS. Персонал CWI присматривает за сварщиком.И это парадоксально, поскольку большинство инспекторов по сварке, которые ежедневно проверяют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая предотвратила бы дефекты сварки. Для тех, кто готов поспорить с этим, попробуйте задать вопросы на этой странице. Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотите сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, «не влияющего на продажи», что мало кого беспокоит посещать. ДЛЯ ТЕХ, КТО ХОЧЕТ МОЮ СОВЕТ ПРОГРАММУ ОБУЧЕНИЯ TIG ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, ПОСМОТРЕТЬ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ ПОСЕТИТЬ ДАННЫЕ TIG НА МОЙ ДРУГОЙ САЙТ, tiptigwelding.com От деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, мы надеемся, что этот сайт демонстрирует важность контроля процесса сварки и важность осведомленности о процессе сварки/применении. Я горжусь тем, что являюсь частью команды инженеров Commonwealth Fusion Systems, которые создают SPARC. Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с их криогенными, радиационными, магнитными и деформационными проблемами.SPARC будет построен в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к многочисленным реакторам CFS, называемым ARC. 2022. Два ядерных реактора Vogtle, блоки 3-4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов после завершения. Конечно, есть обычные задержки с превышением бюджета из-за проблем со строительством, которые всегда связаны со сваркой.Ручная ручная дуговая сварка была основным процессом ручной дуговой сварки для этих заводов, поскольку она была предпочтительным процессом дуговой сварки с 1958 года, когда были созданы первые США. построена промышленная атомная электростанция. С 2008 года процесс GTA развился, но, к сожалению, большинство персонала, принимающего решения по сварке в мировой ядерной отрасли, не поняли этого. Для будущей индустрии сварки в США, возможно, моего самого большого достижения в области сварки за все время, возможно, в отрасли сварки, в которой «Зачем менять способ, которым мы всегда это делали» на протяжении десятилетий был нормой, будет, будет, Дело в том, что я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям процесса сварки, которые окажут существенное влияние на количество требуемых сварщиков, требуемые навыки сварки и, конечно же, на качество сварки и стоимость проектов. Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь, молодые США. MA. Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много термоядерных заводов, чтобы помочь в сокращении выбросов углерода, и поставщики материалов для термоядерной промышленности должны будут подойти к пластине и предложить другой подход к желаемым сварным швам. В 2008 году, благодаря австрийскому изобретателю Плашу, процесс сварки методом GTA для сталей и легированных сталей наконец превратился в полуавтоматический процесс GTA под названием TIP TIG. Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, что дало ему право на сварку субкорпусов. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что ВМС США, Великобритании и Австралии проснутся и оценят преимущества сварки и качества. МАКСИМАЛЬНАЯ ЭНЕРГИЯ СВАРКИ И НАИМЕНЬШАЯ ТЕПЛОПОДАЧА ЯВЛЯЮТСЯ УНИКАЛЬНЫМИ ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА GTA С РУЧНОЙ TIP TIG. Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термической обработки, и каждый сварной шов кодового качества становится более возможным, когда используемый процесс сварки обеспечивает максимально возможное качество сварки. Вам не нужен инженер, чтобы понять, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальное сочетание обеспечения максимальной энергии сварки и минимально возможного тепловложения, — это процесс, который следует изучить специально для легированные стали и все сварные швы кодового качества. Высокоэнергетическая сварка TIP TIG в инертной атмосфере позволяет получать бездефектные сварные швы. Благодаря повышенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, наименьшую деформацию, наименьшую зону термического влияния и наилучшие механические, металлургические и коррозионные свойства. Так что нужно спросить, чего не хватает Североамериканскому атомному заводу и инженерам-подводникам. А что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — термоядерный завод ИТЭР во Франции. [1] СОВЕТ TIG обеспечивает максимально возможную энергию ручной дуговой сварки и плавность сварки, что сводит к минимуму возможность непровара. [2] СОВЕТ TIG обеспечивает минимально возможное тепловложение свариваемых деталей. Подумайте о снижении напряжений и искажений, а также о наименьшем ЗТВ и превосходных механических, металлургических и коррозионных преимуществах В отличие от очень низкого наплавления при ручном процессе GTA, TIP TIG увеличивает скорость наплавки GTA на 200 до 300 % и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в дуговую плазму TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимые при ручном GTA, а также значительно снижает традиционные навыки сварщика TIG во всех положениях, что также влияет на качество сварки. В 2009 ГОДУ Я СВАРИЛ БОЛЬШИЕ СОСУДЫ ПОД ДАВЛЕНИЕМ ИЗ ТИТАНА 2 СТЕРЖНЯ С НАКОНЕЧНИКОМ TIG БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОВОГО ЗАЩИТНОГО ЩИТА. Это был первый случай в истории дуговой сварки большого титанового сосуда диаметром тридцать футов, который был на 100 % сварен без газовой защиты. При использовании процесса TIP TIG, которому уже десять лет, кто-то должен разбудить военно-морской флот, армию и военно-воздушные силы, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением при сварке будет иметь любую высокопрочную, все или союзные стали в их организации или повышать только этот атрибут процесса. ИСКАЖЕНИЕ – ИСКАЖЕНИЕ – ИСКАЖЕНИЕ.. Вы можете попытаться воспроизвести мой нетронутый сварной шов TIP TIG с помощью GTA или импульсного GMA, но вы будете тратить свое время впустую. КАК ВЫ ДУМАЕТЕ, ЧТО МОЖЕТЕ ЗАИНТЕРЕСОВАТЬ СВАРОЧНУЮ ПРОМЫШЛЕННОСТЬ СЕВ. АМЕРИКИ В ПРОЦЕССЕ СВАРКИ, В КОТОРОМ НЕ БЫЛ ИНТЕРЕСОВАН ДИСТРИБЬЮТОР СВАРКИ В США? Я подумал, что лучший подход к продаже TIP TG в североамериканской отрасли, где доминируют дистрибьюторы Lincoln Hobart и Miller, — это делать то, что я делал десятилетиями. Вместо того, чтобы проводить образовательные семинары по управлению процессом сварки, я начал с проведения семинаров и мастер-классов TIP TIG. В моем первом воркшопе в США в 2009 году помимо американцев были участники из Китая, Австралии, Канады и Бразилии. CNOOC Наложение Подводная идентификация труб с помощью Inconel, затем сварка концов труб за считанные минуты, и никогда не будет дефектов, которые могли бы быть выявлены с помощью рентгеновских лучей. Спустя 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Филадельфии. work shop, Китай в нефтегазовом и энергетическом секторах в настоящее время лидирует в мире по использованию полуавтоматического процесса GTA TIP TIG. Благодаря тому, что китайская компания CNOOC заказала у нас оборудование, у нас с Томом теперь были средства, необходимые для того, чтобы TP TIG USA заземлилась в США. От трубы или плиты, от основания до заполнения, TIP TIG — это самый простой процесс для использования в любом положении сварки. Не требуется сварочного дыма, брызг или очистки сварных швов. Одни и те же две настройки сварки можно использовать для большинства сварных швов труб и листов.GTAW – процессы импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы кодового качества. ДЛЯ ТЕХ, КОМУ НУЖНЫ ФАКТЫ О ПРОЦЕССАХ В ПРОМЫШЛЕННОСТИ, В КОТОРОЙ МИФЫ О ПРОЦЕССАХ ГОРАЗДО БОЛЬШЕ. Я считаю, что создал самый информативный веб-сайт в мире на TIP TIG, процесс. ПОДУМАЙТЕ ОБ УСПЕХЕ САМЫХ ШИРОКО ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ. Причинами успеха сварки GMA и порошковой проволокой в среде защитного газа являются «полуавтоматические» и простые в использовании процессы дуговой сварки, обеспечивающие приемлемую скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматизированный» простой в использовании процесс TIP TIG, который обеспечивает на 200 0 300 % больше сварных швов, чем GTA, какова реакция отрасли сварки? ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ GTA ВОПРОС. Почему вы считаете, что, в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечит минимально возможные джоули сварки и увеличение наплавки GTA на двести-триста процентов? Ниже приведены реальные преимущества сварки TIP TIG, полученные для сварки кодового качества. К сожалению, в 2021 году Северная Америка, оборонная, аэрокосмическая и энергетическая отрасли, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо и Массачусетский технологический институт, которые должны лидировать в развитии дуговой сварки, ПОЛНАЯ НЕУДАЧА. ЕСЛИ ВАМ НУЖНЫ ДОКАЗАТЕЛЬСТВА 2021 ГОДА GMA – FCA В ПРОЦЕССЕ СВАРКИ, ОТСУТСТВИЯ КОНТРОЛЯ И НАИЛУЧШИХ ПРАКТИК СВАРКИ, ВЫ НАЙДЕТЕ ИХ НА ЛЮБОЙ АМЕРИКАНСКОЙ ВЕРФИИ ВМС. Любой персонал, который занимается проектами ВМФ, вероятно, знает, что высшее руководство ВМФ отчаянно хочет получить контроль над качеством сварки, доработками и затратами на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки. К СОЖАЛЕНИЮ, КОГДА ПРЕДЛАГАЕТСЯ ПОСЛЕДОВАТЕЛЬНОЕ ИЗМЕНЕНИЕ ССЫЛ.СВАРКА, ЭТО СТАРШИЕ ИНЖЕНЕРНЫЕ ОФИЦЕРЫ ВМФ, КОТОРЫЕ ВСЕГДА ПЕРВЫМИ ПРОТИВОДЕЙСТВУЮТ ИЗМЕНЕНИЯМ В ТЕХНИКЕ СВАРКИ. Судостроительные верфи, как правило, ежегодно тратят миллионы сверх бюджета, что чаще всего является результатом плохого качества сварки порошковой проволокой, а также из-за низкой ежедневной производительности сварки. Реальность сварки на этих верфях такова, что руководству и инженерам верфи в течение десятилетий просто не хватало опыта управления процессом сварки, который позволил бы им иметь возможность владеть процессом сварки. ВОПРОС ПО ПОЛУПРОВОДНОЙ ПРОВОДКЕ.Если в сварочном цеху в основном сваривают углеродистые стали в плоском и горизонтальном положениях шва, а стали толщиной 3/8 и более, почему обычно используемая проволока Э71Т-1 является плохим выбором? Для тех из вас, кто хочет контролировать сварку порошковой проволокой в среде защитного газа и добиваться минимальной доработки сварки при неизменно максимальной производительности сварки, вы получите это с помощью средств управления процессом. Ресурс для самообучения/обучения FCA находится в моем разделе технологического обучения. В высококонкурентной глобальной отрасли сварки, где компании могут закупать сварные детали в Китае, Южной Корее или Восточной Европе, если американские компании не развиваются и продолжают прислушиваться к торговым представителям, продолжают идти по пути отсутствия права собственности на процесс сварки и противодействовать прогрессивному процессу сварки, который может создать реальные условия для улучшения качества сварки, производительности и затрат, они также могут закрыть двери своих сварочных цехов . GMA Weld Вопрос. При сварке углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045 , аргоном 20–CO2 и источником питания 350 ампер средняя скорость наплавки GMA будет при времени горения дуги 30 минут. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАЖАТЬ МНОГИХ. Растущая армия специалистов по инспекции сварных швов AWS CWI заслужила бы больше уважения, если бы перед тем, как высказать свое мнение о сварных швах, которые они просматривают, они потратят несколько часов на то, чтобы понять простые два контрольных процесса сварки GMA – FCA, которые они ежедневно критикуют. ? НА ЭТО ЗАНИМАЕТСЯ ПРИБЛ. ТОЛЬКО 20 ЧАСОВ, ЧТОБЫ ИЗУЧИТЬ GMA – FCA – TIP TIG – ADVANCED TIG или ROBOT GMA ARC WELD PROCESS CONTROL RESOURCES, ДОСТУПНЫЕ НА ЭТОМ САЙТЕ. Прежде чем купить следующий источник питания MIG, спросите себя, зачем вам нужны электронные навороты. ГАЗОЗАЩИТНАЯ ФЛЮСНАЯ ПРОШИВКА ВОПРОС. Слишком часто, когда на заводе возникают проблемы с ручной или роботизированной сваркой, заводской или инженерный руководитель. затем может перейти к более дорогим разрешениям сварки, например, использовать больше ручных сварочных аппаратов GTA-MIG или FCA.Возможно, они попросят своего торгового представителя принести новейший электронный чудо-источник питания Lincoln, Miller или Panasonic. Или для линейки роботов, поскольку роботы не соответствуют своему обещанному потенциалу, решением будет покупка большего количества роботов. Печальная реальность сварки для лиц, принимающих решения в области сварки во всем мире, которым трудно постоянно добиваться полного качества ручной или роботизированной сварки GMA и потенциала производительности в наиболее распространенных в мире процессах дуговой сварки, такова, что в течение прибл.шестидесятилетий, посредственное качество и производительность ручной сварки GMA, а также создание ненужных дорогостоящих переделок сварных швов, стали ЕЖЕДНЕВНОЙ НОРМОЙ. А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботе GMA для управления технологическим процессом, который используется на этом предприятии уже более 20 лет. (раздел процесс обучения). КАК РУКОВОДИТЕЛИ БУДУТ РЕШАТЬ ПРОБЛЕМЫ СО СВАРОЧНЫМ ЦЕХОМ, ЕСЛИ ОНИ НЕ ПРИЗНАЮТ КОРЕННУЮ ПРИЧИНУ ПРОБЛЕМ СО СВАРКОЙ? БОЛЬШИНСТВО РУКОВОДИТЕЛЕЙ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРЩИКИ» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ. Вы редко встретите фразу «должен иметь обширный опыт управления процессом сварки» в любом описании вакансии, и это определенно не то, что SpaceX или NASA будут запрашивать при найме инженера по сварке. Учитывая, что обычное руководство и инженеры не осведомлены об опыте управления технологическим процессом, логично, что этот опыт будет редко требоваться в описании любого сварочного задания, а управление технологическим процессом никогда не будет частью производства.обсуждения растений. Насколько мне известно, сварочная отрасль является единственной технической отраслью, которая полагается на неопытных представителей по продажам или оборудованию для предоставления консультаций по сварочным процессам по вопросам сварки в цеху. Одна область, которая всегда выявляет отсутствие контроля процесса сварки MIG и передовой опыт сварки, который преобладает, можно найти в роботизированных модулях на большинстве мировых автомобильных и грузовых заводов.Взглянув на многие подвесные программы сварки, вы обнаружите, что данные программы сварки часто бывают плохими и постоянно изменяются для простых сварных швов, для которых требуется не более двух настроек сварки. ДЛЯ МЕНЯ В ABB БЫЛО ОБЫЧНО УСТАНОВИТЬ ОДНУ ИЛИ ДВЕ ОПТИМАЛЬНЫЕ НАСТРОЙКИ РОБОТА GMA ДЛЯ ЛЮБОГО ПРИМЕНЕНИЯ GM – FORD ИЛИ CHRYSLER. Менеджеры и инженеры просыпаются.Персонал робота, «играющий» с данными контроля сварки в роботизированной ячейке, не является признаком просвещенного проектирования и производства. руководства, это свидетельствует о том, что руководство и инженеры компании просто не осведомлены о том, какие знания в области управления процессом сварки необходимы техникам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки. На протяжении десятилетий большинство мировых производителей. а руководители предприятий считали нормой возиться с контролем сварки.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. , не понимают требований к опыту управления процессом сварки с помощью роботов для владения процессом сварки, маловероятно, что их роботы-техники или те, кто вносит изменения в сварку, будут иметь такой опыт.
 com вы найдете всю информацию о процессе, необходимую для принятия логически обоснованных решений о качестве/производительности сварки.
com вы найдете всю информацию о процессе, необходимую для принятия логически обоснованных решений о качестве/производительности сварки. 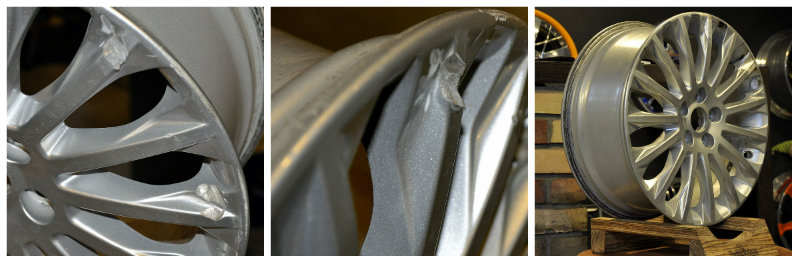
На десятилетия, глобальный провал образования в области сварки.
 Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности в сварке.
Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности в сварке.  На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA ВОПРОС. Назовите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана> 3 мм без использования защитного экрана от газа.
В 2021 ГОДУ Я ПРИШЕЛ НА РАБОТКУ В КФС, КАК ИХ СТАРШИЙ СВАРЩИК ИНЖ. ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.
ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы думаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет прибл. 100 миллионов градусов, а сверхпроводящие магниты, расположенные неподалеку, составляют около минус 400 градусов.  Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA.
Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA. 



 Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава.
Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава.
Многих компаний беспокоят жесткие допуски на размеры, особенно для дорогостоящих легированных сталей, – это искривление сварного шва. Поэтому любой инженер, который не застрял в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий наименьшую возможную деформацию сварного шва./32688c40fdb30ce.s.siteapi.org/img/0de13c46d9f170cb9e089244bad6111f4c52edf7.jpg)
В 2009 году, когда американские инженеры по сварке сидели перед своими столами для ноутбуков и работали с GTA 1946 года, китайские инженеры сделали первый шаг. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
По иронии судьбы первым крупным заказчиком, купившим оборудование TIP TIG, а также полностью принявшим этот процесс, была китайская национальная нефтяная компания CNOOC. Эта компания направила группу своих инженеров на мой первый семинар TIP TIG, который проводился на военно-морской верфи Филадельфии в 2009 году. Конечно, ни один военно-морской флот со своей верфи не присутствовал. 
С 2009 года не было ни одного процесса, который мог бы выполнять полуавтоматизированную GTA
. На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com.
На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com. 

СУДОВЕРФЬ ЗАТРАТЫ НА СВАРКУ. За 8 часов в смену сварщик верфи, выполняющий сварку порошковой проволокой во всех положениях в среде защитного газа, должен наплавлять не менее 23 – 24 фунтов в смену. Однако из-за слишком обычного апатичного руководства и инженеров верфи, а также из-за неадекватных программ обучения сварщиков верфи, типичная верфь в Северной Америке будет поставлять в среднем только от 50 до 60% металла сварного шва, который она должна наплавлять ежедневно.

В 2021 году для отраслей, использующих традиционные ручные импульсные GMA, ручные GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки кодового качества, характерно следующее: 
Факт сварки. В 2021 году с использованием североамериканского источника питания CV MIG мощностью 350–450 ампер, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100–200 % дешевле, который я мог бы продемонстрировать за несколько минут, который с 3 настройками сварки позволяет производить сварку MIG превосходного качества без разбрызгивания на любых сталях. и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного плавления с помощью порошковой проволоки в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?  Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение.
Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение.  ПЕРВАЯ И ГЛАВНАЯ ЭТО ОПЫТ КОНТРОЛЯ ПРОЦЕССА СВАРКИ:
ПЕРВАЯ И ГЛАВНАЯ ЭТО ОПЫТ КОНТРОЛЯ ПРОЦЕССА СВАРКИ:
КОНЕЧНО ПОЛАГАТЬСЯ НА ПРОДАВЦОВ СВАРКИ, КОТОРЫЕ, НАИБОЛЕЕ ВЕРОЯТНО, НИКОГДА НЕ УПРАВЛЯЛИ СВАРОЧНЫМИ ЦЕХАМИ, НЕ ЯВЛЯЕТСЯ ЧТО-ТО НИКАКИМ ИНЖЕНЕРОМ, МЕНЕДЖЕРАМИ ИЛИ РУКОВОДИТЕЛЯМИ.  Торговый представитель, как правило, это человек, который, вероятно, никогда не руководил сварочным цехом.Эта ерунда длится десятилетиями. Проблемы, как правило, связаны со сварочным оборудованием, имеющим два контроля сварки, которые не менялись с 1960-х годов. представителей, и я выяснил, что независимо от того, какое обучение они получили, возможно, 5 из 100 были достойны войти в дверь сварочного цеха и дать совет по сварке,
Торговый представитель, как правило, это человек, который, вероятно, никогда не руководил сварочным цехом.Эта ерунда длится десятилетиями. Проблемы, как правило, связаны со сварочным оборудованием, имеющим два контроля сварки, которые не менялись с 1960-х годов. представителей, и я выяснил, что независимо от того, какое обучение они получили, возможно, 5 из 100 были достойны войти в дверь сварочного цеха и дать совет по сварке,  И КОГДА Я ПОСЕЩАЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДЕЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ БЫЛИ ИЗМЕНЕНЫ ОБЫЧНО ОТ 10 ДО 30 РАЗ, И СВАРНЫЕ РАБОТЫ С РОБОТАМИ БЫЛИ БЕСПОРЯДКИМИ. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (обучение в процессе).
И КОГДА Я ПОСЕЩАЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДЕЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ БЫЛИ ИЗМЕНЕНЫ ОБЫЧНО ОТ 10 ДО 30 РАЗ, И СВАРНЫЕ РАБОТЫ С РОБОТАМИ БЫЛИ БЕСПОРЯДКИМИ. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (обучение в процессе).
ОТСУТСТВИЕ РУЧНОГО ИЛИ РОБОТАЦИОННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ И ОТСУТСТВИЕ КОНТРОЛЯ СТОИМОСТИ СВАРКИ ЭКСПЕРТ ПРОСТО ИСПРАВИТЬ:
Если бы редкий просвещенный менеджер завода или инженера-конструктора настаивал на том, чтобы по крайней мере один человек на его заводе имел контроль процесса сварки и передовые методы сварки, необходимые для владения процессами, и, следовательно, мог бы оптимизировать свой ежедневный робот или ручной качество сварки или производительность, тот же менеджер также был бы достаточно мудр, чтобы гарантировать, что на него была возложена ответственность за обучение всех тех, кто ежедневно принимает решения по сварке как в главном офисе, так и в сварочном цехе. О, мечтай дальше.
О, мечтай дальше.
Вас не попросят установить роботизированную сварку MIG на самых знаковых автомобилях Америки, если у вас нет репутации за прошлые достижения в области сварки.
Некоторые товары Em. работал на
[] FORD F150.. Я был единственным человеком, который установил роботизированные сварные швы, которые не требовали доработки, что было удивительно, если вы видели плохие сварные соединения роботов.
[] ЖУК. Новые автокресла VW Beetle получили самые высокие рейтинги аварийности, когда-либо достигнутые для небольших автомобилей в США.Я устанавливал эти роботизированные сварки MIG в компании Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не будут работать. Я не только добился нуля переделок, но и увеличил производство роботов на 30%
[] КОРВЕТ, Одни из худших сварных швов, произведенных в автомобильной промышленности в 80-90-е годы, были любимцами Америки. спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.
спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.
ХАРЛИ. Эта ручная управляющая компания не понимает ни требований, ни ценности владения сварочным процессом фронт-офиса. Поэтому неудивительно, что эта компания медленно переходила на роботизированную сварку MIG. Большинство сварных швов велосипедной рамы выполнялись вручную на сварочных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Harley разработал FATBOY, он быстро стал бестселлером. Я установил первоначальные сварные швы робота для этого продукта, когда был менеджером по сварке. в компании ABB Robots.
ДЖИНН. Кто не видел эти изделия на стройках или на заводах, и для чего им нужен бездефектный робот и качественная ручная сварка. Я устанавливал их роботизированные сварные швы и предоставлял программы обучения управлению технологическим процессом.
ГУСЕНИЦА. К кому еще могла обратиться эта компания, как не к АББ и ко мне, когда они хотели, чтобы робот MIG сварил самый большой в мире трюк.
Имейте в виду, что я потратил десятилетия на то, чтобы сжать и упростить мои обучающие материалы по управлению процессом сварки вручную и роботом MIG, чтобы их мог представить любой желающий, независимо от их опыта сварки.
Кстати, тем из вас, кто хочет вносить прогрессивные изменения в сварку на своих предприятиях, я бы посоветовал вам начать с «Описания работы», включив в него слова: «Должен иметь необходимые ручные или роботизированные средства управления процессом сварки и лучшую сварку». Практическая экспертиза».
МНОГИХ ЭТО ШОКИТ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ПРЕДПРИЯТИИ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРОЧНЫМИ ПРОЦЕССАМИ».
ГРУППА СВАРОЧНЫХ СОСТАВОВ. Еще одним уникальным признаком плохой международной практики сварочных цехов является то, что когда менеджеры, супервайзеры или инженеры не имеют контроля над процессом сварки и опыта передовой практики, они часто создают Группу сварщиков, команду, которой, по иронии судьбы, также не хватает такая же экспертиза. Реакция обычного менеджера на их бесконечные проблемы со сваркой заключается в том, чтобы ежедневно принимать кислотоуменьшающий ТУМ, чтобы контролировать свое сердцебиение, а затем созывать собрание КОМАНДЫ СВАРКИ.Слишком часто единственным достижением команды сварщиков будет потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная на заводе.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки, а также передовые методы самообучения или обучающие программы обычно требуют от 15 до 20 часов обучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений о сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений о сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ обеспечивается моим MAG – порошковой проволокой и TIP TIG, ручным и роботизированным управлением процессом сварки и лучшими практиками сварки, программами обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧНА. Вместо создания группы роботов-сварщиков более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной группы». Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Основная ответственность производственной группы будет заключаться в своевременной доставке продуктов для роботизированных ячеек и изготовлении деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Основная ответственность производственной группы будет заключаться в своевременной доставке продуктов для роботизированных ячеек и изготовлении деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я выпивал пинту Гиннесса каждый раз, когда слышу это в сварочном цеху, я бы сейчас был совладельцем пивоварни Гиннесс.
ВМЕСТО ПОКУПКИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ОБУЧЕНИЯ СОТРУДНИКОВ ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, МЕНЕДЖЕРЫ ЧАСТО ТРАТЯТ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ЛЕГИРОВАННЫХ СТАЛЕЙ, QIS .
Конечно, электроника в оборудовании для сварки MIG обеспечивает интересные возможности режима переноса сварки, особенно при импульсной сварке MIG и сварке алюминия.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном оборудовании MIG, используемом для сварки стали и сплавов, на самом деле была в основном бесполезной.
НЕМНОГИЕ СВАРОЧНЫЕ ЦЕНТРЫ ЗНАЮТ О НЕГАТИВНЫХ КАЧЕСТВЕ И СТОИМОСТИ СВАРНЫХ СВАРОК ИМПУЛЬСНОЙ МИГ-СВАРКИ:
Любой, кто когда-либо выполнял макрос сварки углового сварного шва стали или нержавеющей стали толщиной > 5 мм, будет осведомленный о режиме MIG Spray, который, к сожалению, имеет плохое отношение энергии сварки к массе сварного шва, увидит, что достигаемое сварное плавление часто плохое или незначительное.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить тот же потенциал наплавки, что и распыление, но, однако, проводит 50% своего времени при низком фоновом токе, то не должно быть сюрпризом обнаружить, что этот режим с более низким энергопотреблением будет в отличие от сварки распылением, не улучшает сплавление сварного шва и не уменьшает пористость сварного шва, но этот импульсный режим MIG подходит для сварки, требующей меньшей энергии сварки, сварки калибровочной стали, алюминия и плакированных сварных швов. Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Между прочим, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих учебных программ MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом».
Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Между прочим, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих учебных программ MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом».
В 1970-х и 1980-х годах, используя недорогое оборудование CV MIG, я показывал сварочным цехам, как выполнять сварку MIG коротким замыканием без разбрызгивания.
CV Источник питания, изготовленный в 1983 году. Стоимость 1300 долларов США, отсутствие разбрызгивания сварных швов с коротким замыканием. Кстати, какие параметры сварки MIG со стальной проволокой 035 и 80–20 CO2 вы бы выбрали, чтобы обеспечить сварку в оптимальной точке с максимально возможным количеством коротких замыканий в секунду
. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ FRON OFFICE. ДРУГОЙ С СОВЕТАМИ ТОРГОВОГО ПРЕДСТАВИТЕЛЯ СВАРКИ.
В 1960-х я запускал тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любой сварочной мастерской по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 года за 2500 долларов. Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварки без разбрызгивания любых деталей из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, знакомых с этим веб-сайтом 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ при сварке. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % дешевле.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более надежное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативный импульсный сварочный аппарат MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % дешевле.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более надежное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативный импульсный сварочный аппарат MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
НА ПОКУПКУ ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСИ И МЕТАЛЛИЧЕСКОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЮТ ПРОДАЖИ БЫЧЬИХ ФЕКАЛОВ: В то время как некоторые металлопорошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварки с металлической сердцевиной, которую я не смог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей для сварки в среде инертного газа, то, как ключевой автор спецификаций AWS MIG по защитным газам, я хотел бы проинформировать любую сварочную мастерскую, которая за последние четыре десятилетия приобрела трехкомпонентную газовую смесь для сварки сталей и легированных сталей, что в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных свойств сварного шва, чем преимуществ.Тем не менее, я признаю, что как порошковая проволока, так и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварки, чтобы получить газ в сварочных мастерских, у которых не было возможности владеть процессом сварки MIG.
На протяжении десятилетий при сварке многих сталей и сплавов обычная бесполезная электроника, используемая в импульсном оборудовании для сварки MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей для MIG и проволоки с металлическим сердечником, которые также использовались в качестве опоры тем, у кого не было опыта управления процессом сварки.
ГАЗОЗАЩИТНАЯ ФЛЮСНАЯ ПРОФИЛЬНАЯ ПРОФИЛЬ: В 2020 году большинство мировых сварочных мастерских также могут быть удивлены, узнав, что и GTAW, и процесс газозащитной порошковой проволокой – плохой выбор процесса сварки для многих сварных швов кодового качества. Для тех, кто использует в 2020 году порошковую проволоку в среде защитного газа во всех положениях для приложений, требующих рентгеновского или ультразвукового контроля, может возникнуть резонный вопрос: почему какой-либо сварочный цех выбирает такой процесс сварки, как порошковая проволока, при котором, независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы сплавления сварного шва с захваченным шлаком, чрезмерное разбрызгивание и избыток сварочного дыма будут нормой.
ЭТО 2020 ГОД И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ ЦЕХАМ, ЧТО В ПОСЛЕДНЕЕ ДЕСЯТИЛЕТИЕ ПРОЦЕСС GTAW СТАЛ УСТАРЕВШИМ: И если сварочный цех все еще использует семидесятилетний DC. Процесс TIG для сварки деталей, требующих большого количества сварных швов, что менеджер не разочаровал, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает сильное нагревание свариваемых деталей. Примечание. Для тех, кого интересуют хорошо задокументированные проблемы, возникающие при распространенных процессах MIG – Импульсная MIG – GTAW – Порошковая сварка, а также проблемы с их оборудованием и расходными материалами при использовании для ручной и роботизированной сварки, посетите разделы «Мои программы».В то время как импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х годов отвечают за большую часть ежедневно выполняемых дуговых сварок, соответствующих мировым нормам качества, в 2019 году немногие сварочные цеха знают, что уже более десяти лет был альтернативный, улучшенный, «ручной полуавтоматический и полностью автоматический» процесс сварки под названием TIP TIG.
СОВЕТ TIG — это процесс, который на первый взгляд некоторым сварщикам может показаться чем-то средним между процессами TIG и MIG.Однако это процесс, при котором, когда требуются сварные швы кодового качества, TIP TIG обеспечивает превосходные характеристики сварки, чем TIG – импульсная сварка MIG – сварка в среде защитного газа с порошковой проволокой и сварка TIG с горячей проволокой.
СОВЕТ TIG представляет собой как простой в использовании полуавтоматический, так и полностью автоматический процесс дуговой сварки. Когда требуются сварные швы с кодовым качеством, постоянно обеспечивая максимальную энергию сварки в инертной атмосфере (наилучшее плавление при наименьшей пористости) наряду с достижением самого низкого тепловложения свариваемой детали из-за полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW – Pulsed MIG – FCAW и TIG с горячей проволокой, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства деталей.
СОВЕТ TIP TIG обеспечивает высочайшую энергию сварки и плавность сварки с высочайшей чистотой сварки, а также обеспечивает самый низкий нагрев свариваемых деталей с помощью простого в использовании процесса для сварки любых металлов, приложений любого размера и сварки в любом положении.
. https://tiptigwelding.com КОГДА ТОМ, МОЙ БИЗНЕС-ПАРТНЕР, И Я КУПИЛИ TIP TIG В СЕВЕРНОЙ АМЕРИКЕ В 2009 Г.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.2020. Я предсказываю, что к 2025 году запатентованный процесс TIP TIG компании Plasch Austria, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, станет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов кодового качества.
Благодаря множеству преимуществ, связанных со сваркой, металлургией, механическими воздействиями, коррозией, а также безопасностью сварочного дыма, полученными с помощью TIP TIG, преимуществами, которые изложены на этой странице и особенно в моей всеобъемлющей программе «TIP TIG», которая предоставляет данные TIP TIG. это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе, импульсная сварка MIG, сварка MIG STT, сварка MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе, импульсная сварка MIG, сварка MIG STT, сварка MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
Примечание. Для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры по этому поводу, в конце концов, демонстрация TIP TIG в любой сварочной мастерской займет менее 60 минут, чтобы подтвердить TIP TIG. качество сварки и результаты затрат превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется экспертным знаниям о процессах, которых слишком часто не хватает в международных сварочных мастерских, а также сравнениям процессов сварки GTAW — импульсной сварки MIG — FCA и TIP TIG для распространенных приложений глобального качества сварки.Обратите внимание, что сравнение процессов сварки будет иметь большее значение, если те, кто заинтересован в сравнении, будут иметь средства управления процессом сварки и передовые методы сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных мастерских.
ТАК, ЧТО, ПО ВАШЕМУ ОЖИДАНИЮ, ДЕЛАЕТ ИДЕАЛЬНЫМ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил опытного сварщика, какие, по вашему мнению, ключевые атрибуты процесса сварки должны были бы сделать процесс сварки идеальным для большинства сварных швов кодового качества. Ниже будет мой список.
Ниже будет мой список.
- Должен быть простой в использовании, полуавтоматический и автоматический процесс сварки.
- Должен иметь возможность сварки как с открытым корневым, так и с заполняющим швом для любого применения и металлов, а также подходит для сварки любой толщины.
- Должен обеспечивать наивысшую энергию сварки (плавкость сварки) для достижения оптимального сплавления сварного шва со всеми металлами.(невозможно с MIG или FCAW.
- Должны обеспечивать умеренную скорость наплавки во всех положениях, что при производстве экономически эффективных сварных швов также обеспечивает важный баланс между количеством наплавленного материала и подводимой энергией сварки.
- Должен обеспечить инертную плазменную атмосферу, сводящую к минимуму окисление и пористость сварного шва
- Должен обеспечивать отсутствие брызг или шлака
- Должен обеспечивать автоматический контроль данных начала/остановки сварки.
- Должна обеспечиваться полярность EN, которая обеспечивает при достигнутых скоростях сварки наименьшую тепловложенную часть, обеспечивающую наименьшую зону термического влияния сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть прост в настройке.
- Не должно требоваться более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году существует только один сварочный процесс, способный обеспечить вышеуказанное, и это десятилетний процесс TIP TIG.https://tiptigwelding.com
ПОЖАЛУЙСТА, ПОМНИТЕ, ЧТО ВСЁ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАНИЕ И ПОДТВЕРЖДЕНИЕ МЕНЕЕ ЧЕМ ЗА ЧАС В ЛЮБОЙ СВАРОЧНОЙ ЦЕХ.
СРЕДНЯЯ СКОРОСТЬ НАПЛАВКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШЕЕ СВАРНОЕ ПЛАВЕНИЕ ВО ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все положения, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, обеспечивающую высочайшую энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь при любом масштабе применения максимально возможное качество дуговой сварки.Когда вы объединяете актив качества сварки TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение свариваемых деталей, это обеспечивает сварочный цех, ручную и автоматическую сварку для устранения обычно ожидаемого доработка сварных швов в любом приложении. А также иметь возможность сваривать любой тип свариваемого металла, не беспокоясь о каких-либо металлургических проблемах сварки. Сварки TIP TIG, показанные на этой странице и в разделе TIP, не могут быть продублированы какой-либо обычной оптимальной сваркой TIG, импульсной сваркой MIG или сваркой с флюсовой проволокой.
Примечание. Да, при традиционном процессе TIG на постоянном токе сварщик всегда может обеспечить превосходное качество сварки, но при ручной TIG на постоянном токе сварщик не может достичь энергии сварки TIP TIG, однородности и непрерывности сварки TIP TIG, которые влияют на скорость сварки, скорости наплавки TIP TIG. и сниженные навыки , которые увеличивают затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей > 2 мм самый низкий нагрев свариваемых деталей, что влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG Н.США и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс изменит правила игры для сварочных мастерских, и его нужно будет сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сваркой кодового качества. При обсуждении сравнений процессов сварки было бы полезно, если бы те, кто занимается сравнением процессов, сначала имели средства управления процессом сварки и передовой опыт сварки, которые были необходимы для последовательного достижения качества процесса сварки и оптимизации производительности с процессами сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими учебными программами по оптимизации процесса сварки), однако суть заключается в следующем: не существует оптимальной сварки в импульсной сварке MIG – GTAW и порошковой проволокой в среде защитного газа, которая могла бы соответствовать качеству сварки, показанному в верхнем левом углу, и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе о процессах на этом сайте, просто не способны постоянно обеспечивать оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, что независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная сварка MIG и порошковая проволока в среде защитного газа, во многих случаях просто не способны стабильно обеспечивать бездефектные сварные швы.Неотъемлемые проблемы процесса сварки, влияющие на качество сварки, подробно обсуждаются в моем TIP TIG, а также в разделах программы сварки MIG и сварки с флюсовой проволокой.
Некоторые из вас, кто посещал мои семинары по управлению технологическим процессом или приобрел мои учебные программы по сварке, знают, что я специализируюсь на требованиях к управлению процессом сварки и передовой практике сварки в течение почти пяти десятилетий, что я работаю в этой сфере. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю, что такое качество каждого процесса дуговой сварки, производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать из-за процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных неправильных методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте в виду, что в совете по сварке, который я даю, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на ерунду. Я не торгую сварочной продукцией, и из моих уст вы никогда не услышите сварочного оборудования или смещения процесса. Однако на протяжении десятилетий я предлагаю то, чего обычно не хватает большинству сварочных цехов мировой сварочной промышленности, а именно обязательные программы самообучения/обучения по управлению сварочным процессом и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием процессов MIG – FCAW – Advanced TIG, а также TIP TIG.
Если человек хочет найти доказательства слишком часто плохого, застойного состояния мировой индустрии сварки, он может начать с двух разных отраслей, таких как судостроение и автомобилестроение. На большинстве судостроительных предприятий по всему миру из-за отсутствия управления сваркой и владения технологиями сварки, а также отсутствия опыта в управлении процессом сварки, как правило, всегда существует обширная, ненужная и дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей контейнеры, расположенные вдоль проходов роботов, обычно будут заполнены бракованными сварными швами и доработками из-за плохого качества сварки роботом MIG, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужных переделок с флюсовой сердцевиной и сварочных работ MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис ВМФ и верфи, отсутствие контроля процесса сварки и передовой опыт сварки.
В 2020 году, как и в течение десятилетий, мировые верфи ВМФ будут строить многомиллионные суда и резко превышать свои бюджеты на ремонт сварных швов, и все же на этих верфях;
- ТРЕБУЕМЫЕ ХАРАКТЕРИСТИКИ СВАРКИ ИСПОЛЬЗУЮТСЯ.
- ПРОЦЕССЫ СВАРКИ БЫЛИ УТВЕРЖДЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАНЫ.
- СВАРЩИКИ ПОДГОТОВЛЕНЫ.
- СВАРЩИКИ ПРОШЛИ КВАЛИФИКАЦИЯ.
- И ОТДЕЛ ОК ЕЖЕДНЕВНО СТРЕМЯТСЯ ОБЕСПЕЧИТЬ, ЧТОБЫ СТРОГАЯ ПРОВЕРКА СВАРНЫХ ПРОВОДОВ БЫЛА ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДА.
- МОЖЕТЕ ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НЕПРЕРЫВНЫЕ ПРОБЛЕМЫ СО СВАРКОЙ И ЧТО ТАКОЕ НЕДОСТАЮЩЕЕ ЗВЕНО?
___________
Для любого предприятия, которое применяет годовой бюджет на ожидаемый ремонт сварных швов, вы можете предположить, что руководство производства создало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. Вы также можете подумать чтобы ключевые лица, принимающие решения по сварке, стремились снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что ежегодные затраты на ремонт сварных швов редко снижаются, и в большинстве случаев снова из-за отсутствия управления и опыта владения инженерными процессами затраты на ремонт сварных швов, как правило, снова повторяются, как в фильме «День сурка», и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ С ПРОСТЫМ УПРАВЛЕНИЕМ СВАРКОЙ СОЗДАЮТ ТАК МНОГО ПРОБЛЕМ СО СВАРКОЙ: Логичный менеджер или инженер спросит, почему с простым в настройке процессом сварки с двумя элементами управления, MIG и сваркой с флюсовой сердцевиной, которые используются ежедневно для большинства большинство дуговых сварных швов, два процесса, которые почти не изменились за многие десятилетия, ответственные менеджеры и инженеры по-прежнему не справляются со своей задачей владения этими сварочными процессами и более эффективного управления их ежедневным качеством сварки и производительностью? Кроме того, почему после десятилетий опыта работы с этими двумя процессами сварки мало свидетельств управления процессом сварки и развития передовой практики сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любой, кто провел 30 минут на этом веб-сайте, не должен быть ученым-ракетчиком, чтобы понять, почему бесконечные проблемы со сваркой на верфях или автомобильных заводах продолжаются десятилетиями, или почему большинство аэрокосмическая, энергетическая, нефтяная и оборонная отрасли застряли в сварке 20-го века.Ниже приведены пять распространенных основных причин, по которым возникают многие глобальные проблемы со сваркой;
[1] МНОГИЕ РУКОВОДИТЕЛИ НЕ ЗНАЮТ, ЧТО РУЧНОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШАЯ ПРАКТИКА СВАРКИ ЯВЛЯЕТСЯ СУЩЕСТВУЮЩИМ ОПЫТОМ.
[2] НЕМНОГИЕ РАБОТНИКИ, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРОЧНЫМ СВАРКАМ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО РАССЧИТАТЬ СТОИМОСТЬ ОБЫЧНОЙ 1/4 6 мм МИГ ИЛИ УГЛОВОЙ СВАРКИ.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ СПОСОБАМ СВАРКИ.
[4] МЕНЕДЖЕР И РУКОВОДИТЕЛИ СЧИТАЮТ САМОСТОЯТЕЛЬНЫМ, ЧТО ИХ ПЕРСОНАЛ ПО СВАРКЕ ДОЛЖЕН ИГРАТЬ С УСТРОЙСТВАМИ КОНТРОЛЯ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И РУКОВОДИТЕЛИ НЕ ОСОЗНАЮТ СВОЕЙ ОТВЕТСТВЕННОСТИ ЗА ИЗУЧЕНИЕ ТРЕБОВАНИЙ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ.
Я приношу извинения за размер этого веб-сайта, однако он составляет 25% от того, что было когда-то, однако обсуждаемые сварочные процессы и области применения разнообразны, процессы сварки обширны, а последствия дорогостоящей дуговой сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой индустрии сварки, продолжаются в течение пяти десятилетий, что я работаю в этой отрасли.Какова бы ни была реальность сварки, управление процессом — передовые методы сварки должны представлять интерес для всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы с дуговой сваркой, которые меня просили решить в более чем 1000 сварочных мастерских в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Мое внимание всегда было сосредоточено на упрощении и сжатии темы управления процессом сварки и передовых методов сварки, а также на передаче этого всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои процессы сварки, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на приобретение мула. пить воду из корыта.
2109: Что касается отсутствия эволюции сварки, то всегда будет место для традиционного процесса TIG (слева), однако, как вы прочтете ниже, этот 75-летний процесс больше не должен быть оптимальной дуговой сваркой предпочтительный процесс для большинства сварных швов кодового качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в ближайшие десятилетия: импульсной сварке в среде инертного газа, сварке с флюсовой проволокой в среде защитного газа и наиболее важной из них будет TIP TIG. процесс. С этими тремя процессами сварки читатель найдет наиболее полные данные по управлению процессами ручной и роботизированной сварки в разделах программ на этом сайте, а также в моих книгах по сварке и учебных материалах. И хотя сайт устарел из-за своего возраста и непрекращающихся глобальных проблем со сварочным производством, я надеюсь, что некоторые читатели найдут информацию, которая поможет любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех процессов сварки наилучшие из возможных, стабильные, однородные сварные швы всегда, конечно, производятся с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.
ДЛЯ МЕНЯ В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ НЕБОЛЬШИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970–80-х годах, — это те же проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной сварки MIG и Подробные сведения об оборудовании для импульсной сварки MIG можно найти в разделе программ MIG.
РЕАЛЬНОСТЬ В СВАРОЧНОМ ПРОЦЕССЕ СОСТОЯЛА В ТОМ, ЧТО НЕМНОГИЕ СВАРОЧНЫЕ МАСТЕРСКИЕ ЗНАЛИ О ПЛОХОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ MIG СВАРКИ В ТЕЧЕНИЕ ДЕСЯТИЛЕТИЙ, ЧТО ЯВЛЯЕТСЯ ЕЩЕ ОДНИМ ПРИЗНАКОМ ОТСУТСТВИЯ ОПЫТА В ПРОЦЕССАХ СВАРКИ, КОТОРОЕ ПРЕИМУЩЕСТВУЕТ TINDHRUST.
Если бы читатель попросил своего опытного персонала сварочного цеха объяснить, зачем ему импульсное оборудование MIG для сварки стали, я могу заверить вас, что в их ответах, вероятно, будет много указаний на то, что они путают процесс сварки MIG.И если руководителей фронт-офиса, ответственных за сварку, спросят, почему им следует приобретать импульсную сварку MIG для сварки стали, они, скорее всего, назовут вам все причины, по которым их местный торговый представитель (который никогда не руководил сварочным цехом) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная сварка MIG не является обязательным требованием в сварочном цехе, который сваривает в основном сварные швы стали и легированной стали, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, покупка оборудования для импульсной сварки MIG должна сократиться особенно, когда требуются сварные швы из стали любого кодового качества.Если у вас, как и у меня, нет жизни, есть десятилетия проблем с ручной и роботизированной импульсной сваркой MIG, задокументированных в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка MIG CV, вы считаете логичным, что лица, ответственные за принятие решений по сварке MIG роботом, должны знать о процессе сварки и различия в режимах переноса сварки, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что руководители фронт-офиса, принимающие решения по сварке, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и передового опыта в области сварки, которые необходимы для обеспечения постоянного, оптимального качества и производительности сварки MIG с помощью роботов, конечно, всегда с минимальным временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖИ ГАЗОВ ДЛЯ СВАРКИ MIG И СВАРОЧНЫЙ МАГАЗИН BS:
В Северной Америке доступно более сорока газовых смесей MIG, и лишь немногие сварочные мастерские знают, что не более четырех газовых смесей MIG имеют когда-либо требовалась для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix являются просто результатом яркого воображения специалиста по маркетингу или продажам газа. Примечание. В качестве менеджера по маркетингу промышленных газов Airgas, AGA и Liquid Carbonic я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] СПЕЦИАЛИСТ ПО СВАРКЕ С ПРАВАМИ СОБСТВЕННИКА БУДЕТ УПРОЩАТЬ, уплотнять И ОБУЧАТЬ СОТРУДНИКОВ УПРАВЛЕНИЮ ПРОЦЕССОМ.
Независимо от того, какая сварочная проволока используется в источнике питания MIG, а также каков металл сварного шва и область применения, как показано в моем обучении/самообучении Управление процессом сварки MIG и газозащитной порошковой проволокой – лучшие практические программы сварки, читатель обнаружит, что существует «три» оптимальных настройки сварки. Существуют также лучшие методы сварки MIG и Flux Cord, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварки такова, что немногие из вашего персонала по сварке будут знать о настройках и методах, и, как это часто бывает во многих сварочных мастерских, при настройке сварки MIG или сварки с флюсовой проволокой, персонал по сварке часто «играет» с двумя элементами управления сваркой, которые имеют мало изменился за десятилетия.
Приблизительно в 2007 году, во время редкого для меня случая сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — лучшие методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли на должность менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерному обеспечению знал много о электродной сварке и ничего не знал о контроле процессов сварки с флюсовой проволокой и MIG и передовых методах сварки.На этой верфи. в течение трех месяцев моего обучения управлению технологическим процессом качество сварки и результаты производительности были ошеломляющими. Полученная информация о качестве сварки и стоимости приведена ниже, а полная информация доступна в моем разделе о порошковой проволоке.
С ЧРЕЗМЕРНЫМ ПЕРЕРАСХОДОМ СТОИМОСТИ НА РЕМОНТ СВАРКИ НА ПРОИЗВОДСТВЕ ВМС США, И НАБЛЮДАЯ, КАК БЫСТРО КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДНА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, ВМС США. УПРАВЛЕНИЯ СВАРКАМИ / ВЛАДЕНИЕ ПРОЦЕССОМ ПРОЕКТИРОВАНИЯ ЭКСПЕРТИЗА СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРОЕ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, у которых никогда не было сварочного цеха, начинают задаваться вопросом, почему на верфях, строящих их корабли, сверхбюджетные сварочные ремонты всегда измеряются миллионами, а десятилетия было мало свидетельств того, что руководство справилось с дорогостоящими проблемами сварки, и редко свидетельств понимания или важности использования контроля процесса сварки или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ПРОБЛЕМАХ, КОТОРЫЕ ДОРОГО СТОЯТ ПО СВАРКЕ, НО БОЛЬШИНСТВО ЕГО ВОЕННЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕЧАТЬ
передовой опыт и опыт управления процессом сварки, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, инженеры и менеджеры фронт-офиса не владеют процессом сварки в отделах верфей ВМФ, которые занимаются изготовлением и сваркой, заставляют его более чем беспокоиться о выполнении его годовых поставок кораблей и требований бюджета.См. ВМС ниже.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, у которого сейчас самый большой в мире флот, никогда не было большего спроса на военные корабли и подводные лодки. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации сварки и процедуры сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ исходит от My MIG – Пуховая проволока и TIP TIG Ручные и роботизированные средства управления процессом сварки, а также передовые методы сварки, учебные материалы или материалы для самообучения.
НЕСООТВЕТСТВУЮЩИЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРЩИКАМ НЕДОСТАТОЧНЫ НА БОЛЬШИНСТВЕ ЗАВОДОВ МИРА. Все, что требуется, это одна флюсовая проволока, отсутствие дефекта сварки в правильном месте применения. и при правильных обстоятельствах результатом может стать катастрофа для людей и средств. Однако ирония заключается в том, что на большинстве мировых судовых верфей и нефтяных платформ они обычно предоставляют неадекватные программы обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации процесса сварки.Я полагаю, что это понятно, так как немногие из менеджеров и инженеров верфей осознают важность контроля процесса сварки и лучших методов сварки, необходимых для обычных полуавтоматических процессов сварки.
КАЧЕСТВО СВАРКИ – ОТВЕТСТВЕННОСТЬ СВАРКИ.
Платформа, подобная этой, использовалась для предоставления жилья на море. Все, что потребовалось, это некачественный угловой сварной шов толщиной 1/4 (6 мм) с порошковой проволокой, чтобы повлиять на усталостное разрушение структурных компонентов, платформа рухнула в океан, унеся жизни 123 человек и потратив миллиарды долларов.
Как сварить алюминий | Сварка чугуна
Если вы только начинаете, первый вопрос, который вы себе зададите: что мне нужно, чтобы начать сварку? Несмотря на то, что существует ряд ресурсов, включая книги по сварке, в большинстве из них не рассказывается о правильных инструментах, необходимых для выполнения задачи.
Многие хотят, чтобы вы поверили, что вам нужен сварочный аппарат, если вы хотите научиться сваривать. Но сюрприз. На самом деле нет.Вопреки распространенному мнению, все, что вам нужно, чтобы начать сварку, — это источник тепла, такой как пропан, бутан, карта, кислородно-ацетиленовая горелка. Любой из них вместе с нашей высокопрочной наплавленной дорогой — это все, что вам нужно для выполнения этой задачи.
Хорошей новостью является то, что вам не нужно часами учиться сварке MIG и TIG. Благодаря нашим промышленным прочным пруткам второго поколения HTS-2000 и HTS-528, а также гибкости газовой сварки, вы можете научиться сваривать практически в кратчайшие сроки.
Да, вы правильно прочитали. Прежде чем вы это узнаете, вы будете сваривать заклепки, автомобильные баки, двигатели, грузовики, тракторы, самолеты, мотоциклы, лодки, колеса, навесы, водостоки, стремянки, алюминиевые кронштейны и автомобили. Все это с помощью источника тепла, нашего ассортимента высокотехнологичных продуктов для пайки и желания учиться.
Именно поэтому профессиональные ремонтники, владельцы ремонтных мастерских и сварщики во всем мире перешли на нашу систему сварки. Поэтому, если вы новичок в сварке, не начинайте работу с другой сварочной платформы только для того, чтобы позже перейти на нашу систему.Сделайте правильный старт с нашей передовой линейкой продуктов для пайки.
Во-первых, если вы просто хотите склеить два куска металла без деформации, растрескивания или увядания, мы рекомендуем наш прут для пайки алюминия HTS-2000. Он имеет более высокую прочность на растяжение и относительное удлинение, чем любой другой продукт, доступный на рынке. Более того, вам не понадобятся какие-либо другие специальные инструменты или щетки, так как ремонт в конечном итоге будет более прочным, чем основной металл. Стержень для пайки прорезает даже загрязнения, такие как коррозия, антифриз и масло.
Для чугуна лучше всего подойдет припой HTS-528. При этом плавление основного металла не потребуется, так как флюс встроен в наш стержень. Эта модель стержня также лучше всего подходит для приложений, требующих высокой температуры до 1400 градусов, таких как устранение трещин в блоках или чугунном выпускном коллекторе.
Нужна дополнительная информация о сварке? Посмотрите наше видео и узнайте, как можно использовать наши высокопрочные изделия из латуни.
.