инструкция, схема, характеристика и применение устройства
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Содержание статьиПоказать
- Разберем алгоритм сбора импульсной сварки
- Преобразователь
- Механизм управления
- Адаптер
- Аппарат в собранном виде
- Практика использования
- Приоритеты сварочного аппарата, изготовленного собственными силами
- Особенности
- Небольшое заключение
Разберем алгоритм сбора импульсной сварки
Преобразователь
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
Его соответственно обозначают, как силовой элемент сварочного агрегата.
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер
Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Аппарат в собранном виде
Достаточно посмотреть на рисунок расположен ниже, чтобы иметь простое представление о внешнем виде такого типа сварки.
К корпусу также присоединяется каркас с обдувом, адаптер управления (она является неотъемлемой частью корпуса), штекер для сварочного тока.
Электропредохранитель и сетевой адаптер также должны находиться на корпусе.
Практика использования
Аппараты, собранные так, как говорится в инструкции, работают продолжительное время. Сварочные стыки получаются достаточно прочными.
Сварочные стыки получаются достаточно прочными.
Самодельный импульсный сварочник, подойдет только для использования в хозяйстве, а вот для профессиональной работы он непригоден. Затратная часть при сборке такого сварочника не отставит равнодушным ни одного хозяина.
Напряжение, которое необходимо для работы такого устройства должно быть в пределах 220 В. Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Несмотря на это, дуга имеет стабильное и простое воспламенение. Наиболее подходящий тип электродов для самодельного сварочного устройства — это электроды, которые плавятся.
Такой тип сваривания достаточно прочный и имеет вполне устойчивое возгорание дуги.
Чтобы всё-таки собрать самодельный импульсный сварочный аппарат нужно выделить всего лишь немного свободного времени. И результат не останется неоправданным.
Это будет наиболее экономным вариантом, исходя из надобности выполнения сварочных работ. И это никак не влияет на качество выполненной работы.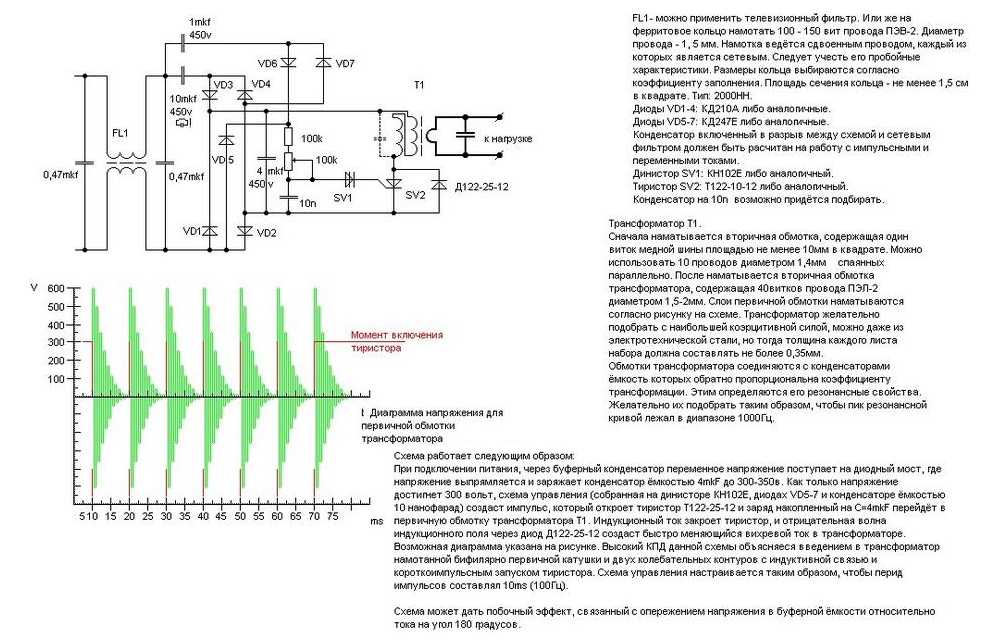
Приоритеты сварочного аппарата, изготовленного собственными силами
От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Например, вместо сварочных кабелей приспособить обычный кабель с сечением до 12 квадратных миллиметров. А провод от электробытовой техники применить для питания.
А провод от электробытовой техники применить для питания.
Особенности
Остановимся на преимуществах самодельных импульсивных сварочных аппаратов.
Для стабилизации воспламенения сварочной дуги лучше всего прибегать к работе с трансформатором, что обладает значительной степенью индуктивности.
Но при этом может произойти снижение силы тока, так как в основном используется переменный ток, и КПД очень незначительный.
Невзирая на это, если аппараты работают на постоянном токе, особый дроссель способствует регулированию самого тока. Из-за этого и сокращается восстановительный процесс дуги.
Само собой понятно, то что применяется постоянный ток. Но не нужно забывать отслеживать индуктивность дросселя. Если она будет превышать нормативные значения, то электрод может просто прилипнуть к поверхности, что подлежит свариванию.
Если поддерживать индуктивность дросселя на низком уровне, а частоту тока наоборот, то все-таки можно достигнуть возгорания дуги без промедления.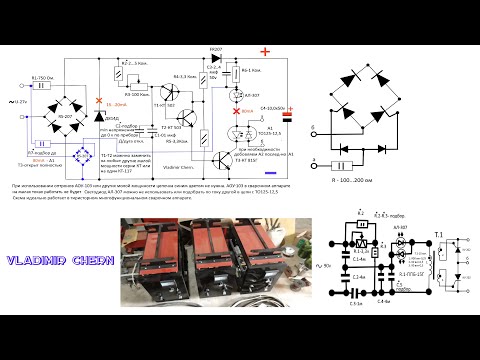
Небольшое заключение
Каждый кто имеет дачный участок или автомобильный гараж нуждается в устройстве для импульсной дуговой сварки. Безупречным будет сделать его собственными силами.
Такой сварочный аппарат, может быть у каждого, кто поставит перед собой такую цел. И даже не придется вызывать мастера, чтобы починить любую металлическую конструкцию.
Надежность самодельного импульсного аппарата невысокая, так как он состоит из самых обычных деталей. А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
устройство сварочного аппарата, применение и принцип действия
Современные образцы сварочного оборудования, посредством которых реализуется так называемая импульсная сварка, представлены на отечественном рынке изделиями инверторного типа. Эта разновидность сварочных аппаратов позиционируется как электронные преобразователи высокочастотного типа, способные работать с различными видами расходного материала.
Эта разновидность сварочных аппаратов позиционируется как электронные преобразователи высокочастотного типа, способные работать с различными видами расходного материала.
В импульсной сварке применяют как штучные покрытые электроды, так и сварочную проволоку или специальные присадки, используемые при сварке в полуавтоматическом режиме. В отличие от обычных понижающих трансформаторов импульсный сварочный аппарат характеризуется особым подходом к формированию рабочей дуги.
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.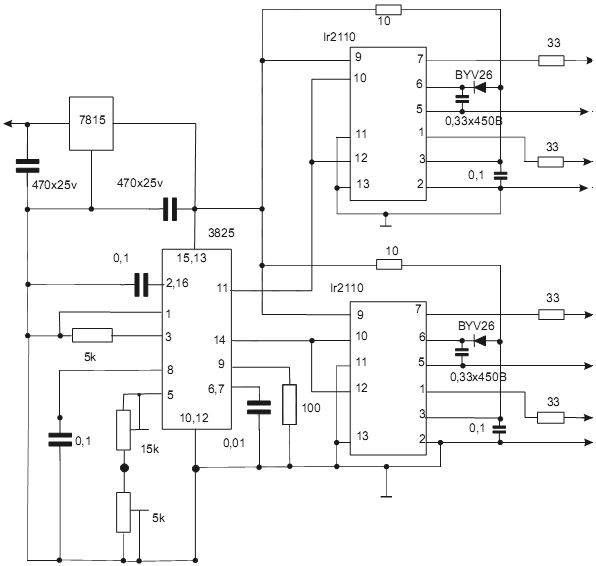
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Суть процесса
Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.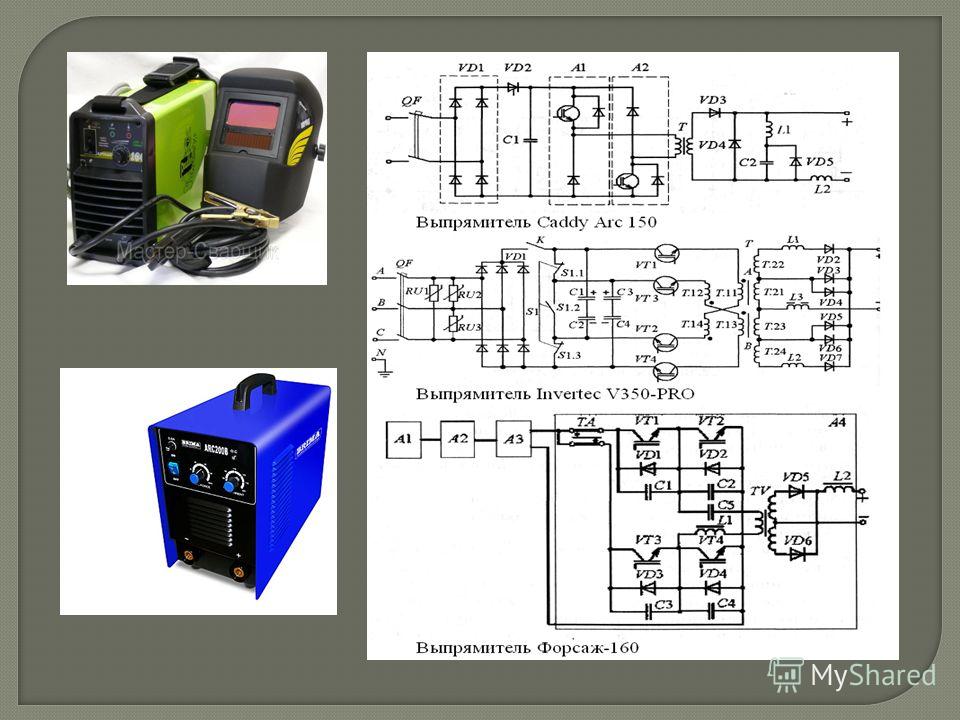
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Электрическая схема устройства импульсной сварки.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва.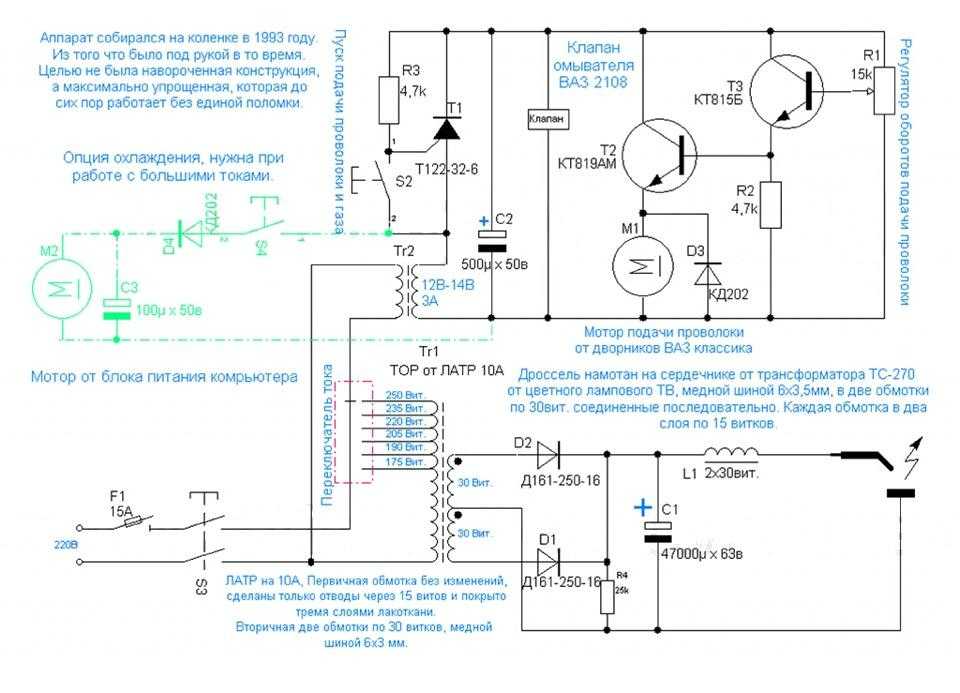 Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.
Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей;
- аккумуляторная в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети;
- инерционная с использованием кинетической энергии мощного маховика;
- электромагнитная с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.


Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл.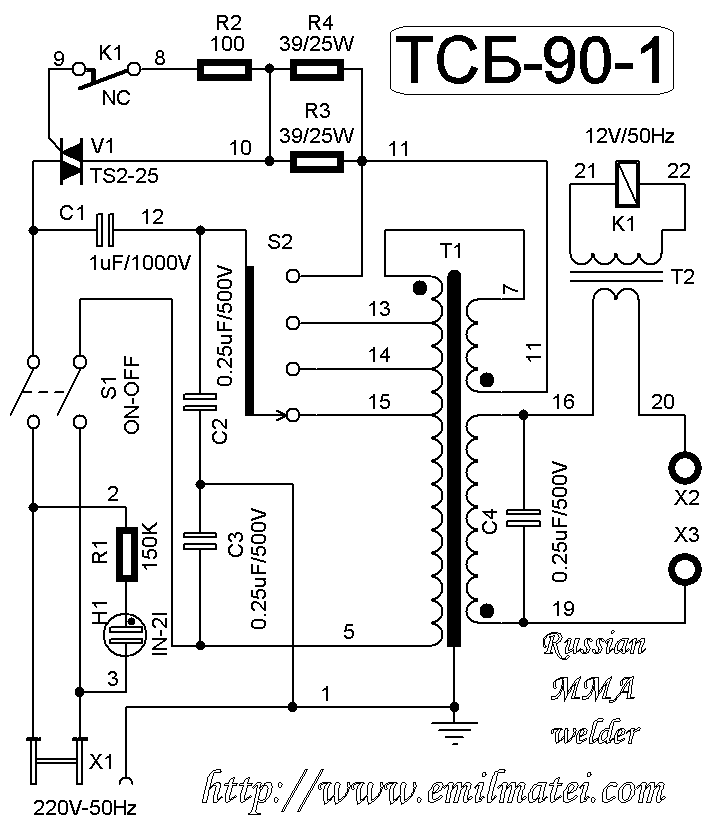 Регулируется в пределах от 5 до 95 %.
Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
Чертеж устройства импульсной сварки.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Преимущества и недостатки методики
Такой метод обработки материала, как MIG, имеет массу преимуществ сравнительно с другими технологиями:
- высокая скорость провара;
- возможность соединения тончайших алюминиевых заготовок;
- отличное качество сварного шва;
- возможность контроля и минимизации кристаллизации металла;
- минимальный риск деформации сварочного шва, выгорания материала;
- экономия проволоки и газа;
- экономия трат на расходные материалы;
- стабильность рабочих положений;
- точный контроль момента расплавления;
- исключение риска замыкания при запуске;
- исключение разбрызгивания окалины, образования дыма;
- низкое вложение тепла.
Технология MIG дх-808 отличается высокой производительностью, универсальностью, надежностью и безопасностью, благодаря чему прекрасно подходит как для сварщиков, как с большим опытом, так и с полным его отсутствием.
Однако имеются и определенные минусы, о которых нужно знать перед началом работы. К недостаткам МИГ-сварки можно отнести следующие моменты:
- перегревание преобразователя;
- возможность работы только на небольших площадях;
- отсутствие моделей для бытового использования;
- сложности в уходе;
- высокая стоимость.
Плюсы импульсной сварки существенно превышают ее недостатки, благодаря чему она и пользуется большим спросом.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Сварочный аппарат постоянного тока своими руками: моя схема
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товары
- Бесконтактный индикатор проводки с фонариком
- Термометр для бариста
- Wi-Fi модуль умного дома Sonoff
Полезные сервисы и программы
- Курсы по дизайну
- Онлайн изучение английского языка с репетитором или самостоятельно
Реклама
Карта сайта
- Категория: Авторские колонки
- 5 правил «зелёного» офиса
- 6 способов «оживления» разряженного аккумулятора
- Cварка, как занятие в отпуске для лечения
- Аренда склада
- Ваш первый офис: как спланировать ремонт
- Входные двери Страж – защита и эстетика
- Гидравлический подъемный стол
- Дом за городом
- Звуковое оборудование в прокат
- Как делать заливку полов
- Как правильно выбрать тарелку?
- Какой домкрат выбрать для автомобиля
- Логотип — важная часть бренда
- Мини-ТЭЦ — окончательное решение проблем с энергоснабжением
- Неожиданные задачи небольшого сварочного цеха
- Оборудование для складской деятельности
- Оборудование и спецтехника для складских помещений
- Организация системы вентиляции загородного дома
- Офисные светодиодные светильники
- Подъемное оборудование
- Полевые склады горючего ПСГ: где используются
- Портрет современного грузчика
- Почему больничный лист – недешевое удовольствие
- Преимущества многоуровневого механизированного паркинга
- Рождественские подарки, сделанные сварщиком (своими руками, а не купленные)
- Самые востребованные кондиционеры
- Советы по устранению неисправностей во время MIG-сварки плавящимся электродом в инертном газе
- Сравнение металлической и стеклопластиковой арматуры
- Такелажные работы — это наш профиль
- Технические характеристки станций управления насосами
- Что такое газгольдеры и зачем они нужны
- Категория: Аксессуары
- Батарейка с высоким запасом мощности SR920SW
- Выбираем сварочные очки «Хамелеон»
- Выбираем светофильтр для маски сварщика
- Выбираем щиток для сварки хамелеон
- Делаем конденсаторную сварку своими руками
- Зачем нужен фен для сварки?
- Какие бывают кабели для сварочного аппарата?
- Какие виды болтов представлены на отечественном рынке?
- Крепежная деталь — болт
- Обеспечение безопасной эксплуатации бытовой электросети
- Основные разновидности гаек и сфера их применения
- Плазморез из сварочного инвертора своими руками
- Самодельный держак для сварки
- Самодельный магнитный держатель для сварки
- Сантехнический болт
- Сварочные вращатели
- Сварочные приспособления своими руками
- Сварочный магнитный угольник
- Стекло для маски сварщика
- Что такое сварочная ванна?
- Категория: Аналитика
- Где заправить баллон углекислотой?
- Профессиональный электромонтаж
- Стремительный рост строительной деятельности в Азиатско-Тихоокеанском регионе открывает новые возможности для глобального рынка сварочных изделий
- Частники или фирма?
- Экономим топливо (в том числе с помощью топливной карты)
- Категория: Видео
- Выбираем маску для сварки
- Выбор сварочного аппарата
- Как выбрать сварочный аппарат для дачи?
- Как сваривать трубы?
- Обучающее видео по дуговой сварке
- Ручная дуговая сварка для начинающих
- Сварка электродом для чайников (Часть 1)
- Сварка электродом для чайников (Часть 2)
- Сварка электродом для чайников, часть 3
- Сравнительный тест инверторов Ресанта, Eland, Fubag, Aurora
- Тест сварочных аппаратов ММА на 160 А
- Электродуговая сварка: вертикальные швы
- Электродуговая сварка: горизонтальные швы
- Категория: Виды сварки
- Выполняем сварку порошковой проволокой
- Изучаем лазерную сварку
- Изучаем основные виды сварки
- Изучаем основы электродуговой сварки
- Изучаем разновидности электрошлаковой сварки
- Изучаем сварку давлением
- Изучаем термитную сварку
- Изучаем технологию газовой сварки
- Изучаем технологию орбитальной сварки
- Инверторный аппарат для полуавтоматической сварки
- Каковы основные способы сварки?
- Разбираемся в диффузионной сварке
- Разбираемся в импульсной сварке
- Разбираемся в стыковой сварке
- Разбираемся в электронно лучевой сварке
- Различие между сваркой МИГ и МАГ
- Сварка взрывом
- Сварка методом TIG
- Сварка трением — что это такое?
- Ультразвуковая сварка — технология и особенности
- Категория: Аргоном
- Выполняем сварку латуни аргоном
- Выполняем сварку литых дисков аргоном
- Изучаем технологию сварки аргоном
- Как варить чугун аргоном?
- Как правильно варить аргоном нержавеющую сталь?
- Как сделать аргонную сварку своими руками
- Категория: Контактная
- Как сделать контактную сварку своими руками?
- Контактно-точечная сварка
- Сварочные клещи для контактной сварки
- Устройство машины для стыковой сварки
- Категория: Ручная дуговая
- Выбираем режим для ручной дуговой сварки
- Как правильно варить дуговой сваркой начинающим?
- Как правильно варить ручной дуговой сваркой?
- Применение ручной сварки аргоном
- Ручной экструдер для сварки пластика
- Сварочный аппарат для ручной дуговой сварки
- Категория: Точечная
- Высверливаем точечную сварку
- Как самостоятельно сделать сварку из микроволновой печи?
- Собираем аппарат для точечной сварки своими руками
- Категория: Холодная
- Высокотемпературная холодная сварка по алюминию
- Изучаем как пользоваться холодной сваркой
- Как пользоваться холодной сваркой для металла?
- Сварка линолеума своими руками
- Холодная сварка — температура эксплуатации
- Холодная сварка для ремонта глушителя
- Холодная сварка и ее состав
- Категория: Вопрос-ответ
- Mobpodrab. ru — что это за сайт такой?
- Балансировка напряжения при импульсной MIG-сварке
- Борьба с линейной пористостью
- Как достичь хорошего контакта рабочего провода?
- Как и где применяются магазины сопротивления?
- Как правильно приварить и установить полотенцесушитель
- Как установить косвенный бойлер?
- Какая молярная масса у азота?
- Какая формула у углекислого газа?
- Какое существует сварочное оборудование для ВОЛС?
- Муфта выжимного сцепления: что нужно знать
- Преимущества посудомоечной машины
- Чем лавочка отличается от скамейки?
- Что такое инертный газ в сварке?
- Что такое опоры освещения и какими они бывают
- Mobpodrab.
- Категория: Выставки
- 6-9 октября 2015 — Выставка Weldex / Россварка
- Выставка Weldex в 2021 году / Россварка
- Машиностроение. Металлургия. Металлообработка — 2015 г.Ижевск
- Техническая ярмарка. Сварка. Оборудование. Инструмент — 2015
- ФОТООТЧЁТ. Международная выставка машиностроения и металлообработки Mashex Siberia (24-27 марта 2015)
- Категория: Интервью
- Блиц-интервью со сварщиком 5го разряда Худяковым В.В.
- Интервью с компанией «ИНЛАБ — Ультразвук»
- Интервью с компанией «Тиберис»
- Интервью с компанией СВАРБИ
- Интервью с представителем компании «Ресанта»
- Интервью со сварщиком 5-го разряда Карвайсом А.Ф.
- Интервью: завод сварочного оборудования «ФЕБ»
- Сварщик Роман Кужель: в финале чемпионата вручили мобильный телефон Нокиа и классную сварочную маску
- Категория: Информационные статьи
- «Подводные камни» при проведении монтажа полиэтиленовой трубы для воды
- 5 рекомендаций по выбору строительной компании
- Baseface.ru что это за сайт такой?
- Cпособы сварки полипропиленовых труб
- Аппарат для аргонодуговой сварки ESAB Caddy Tig 2200i AC/DC
- Базальтовые цилиндры в Новосибирске
- Блоки управления БУАВР: что это такое и для чего нужны
- Вентиль для газового баллона КВБ-53
- Вентиль для газовых баллонов ВБ-2
- Викитоп. ру что это за сайт такой?
- Все, что нужно знать о порошковой сварочной проволоке
- Выбираем сварочные инверторы производства России
- Выбираем электрод ЛБ-52У (Kobelco)
- Вытяжки для кухни
- Газовый отопительный напольный котел
- Горелка для полуавтоматической сварки
- Графитированные электроды
- Импульсный сварочный аппарат для сварки алюминия
- Как выбрать хороший пылесос: каким аспектам стоит уделить особое внимание?
- Как правильно выбрать сварочный аппарат для дома?
- Как правильно выбрать фильтры для воды
- Как правильно выжигать по дереву?
- Как предотвратить банкротство
- Как сохранить качество товара
- Как убрать ржавчину с кузова автомобиля.
- Как увеличить продажи сварочного оборудования?
- Какой сварочный инвертор лучше?
- Какую сварочную маску Хамелеон выбрать?
- Крепеж для профильной трубы
- Лучший сварочный полуавтомат инверторного типа
- Металлопрокат: арматура, уголок, швеллер
- Микрофибра для бетона от производителя «FiberMix»
- Нержавеющий круг
- Особенности сварки порошковой проволокой
- Особенности строительно-ремонтного бизнеса
- Перевозка сварочного оборудования: как лучше
- Плазменный сварочный аппарат
- Плита кухонная для заведения общепита: разновидности, особенности, как сделать выбор
- Правильная сварка чугуна
- Проектирование и строительство гостиничных комплексов
- Ремонт — что и как нужно делать, с чего начать, этапы и задачи
- С чего начать ремонт квартиры: советы
- Сварка алюминия в среде аргона
- Сварочные позиционеры
- Сварочный аппарат Русич 200А
- Сварочный аппарат УДГУ-351 AC/DC
- Сварочный инвертор FUBAG IN 163
- Сварочный инвертор FUBAG IR 200
- Сварочный инвертор Kemppi Minarc 150 VRD
- Сварочный инвертор KEMPPI Minarc evo 150
- Сварочный инвертор Telwin Force 165
- Сварочный инвертор Сварог ARC 205B (Z203)
- Сварочный карандаш
- Сварочный электрод ESAB OK 46. 00
- Сдобное тесто с использованием тестомеса
- Сертификация производства пакетов для мусора
- Советы по выбору сварочного полуавтомата (MIG-MAG)
- Солнечные батареи – как вариант отопления дома
- Стоимость сварочных работ (металлоконструкций, трубопроводов): расценки
- Строительные металлоконструкции: критерии правильного выбора
- Транзисторы в цепях
- Трехслойный картон (гофрокартон) — для чего его используют?
- Устройство дренажа на участке
- ЦСП: что это такое
- Чем лучше варить нержавеющую сталь в домашних условиях?
- Что надеть? Или почему футболки на девичник так популярны?
- Электроды для сварки алюминия и его сплавов, типы электродов
- Категория: Материалы и сплавы
- Изучаем особенности сварки алюминиевых сплавов
- Изучаем процесс сварки меди
- Как сварить алюминий в домашних условиях?
- Какие нужны расходные сварочные материалы?
- Категория: Металлы
- Выполняем сварку тонкого металла инвертором
- Газовая сварка и резка металлов
- Изучаем технологию сварки металла
- Изучаем технологию сварки титана
- Как можно научиться варить металл инвертором?
- Какая нужна подготовка металла к сварке?
- Металлопрокат для ограждающих конструкций
- Металлопрокатные изделия — виды, применение
- Резка металла
- Сварка нержавейки с черным металлом
- Строительство монолитных домов
- Категория: Стали
- Как приварить сталь к чугуну?
- Классификация свариваемости сталей
- Сварка легированных сталей
- Сварка стали
- Сварка стали 40Х технология
- Категория: Новости компаний
- Elitech: новые аппараты для сварки полипропиленовых труб
- ESAB отмечает 110 годовщину работы
- ESAB представила обновленный веб-сайт на глобальной платформе
- Lincoln Electric и университет Кейс Вестерн Резерв объединили усилия для исследований в области аддитивного производства
- Lincoln Electric представила сварочный аппарат с двигателем внутреннего сгорания — генератор Vantage 520 SD
- Lincoln Electric представляет Aspect 375, инверторный сварочный источник питания постоянного/переменного тока
- Lincoln Electric представляет SAE-300 MP с двигателем от сварочного аппарата
- Lincoln Electric представляет модернизированный штучный электрод Pipeliner LH-D
- Lincoln Electric приобретает PECo
- Miller Electric выпускает оборудование для кузовного ремонта алюминиевых деталей
- Miller представляет новую серию сварочных шлемов
- Miller провела выставку информационного управления сварочной продукцией
- Miller расширяет линейку средств защиты органов дыхания
- Встречаем сварочный полуавтомат FastMig X в черном
- Генеральная уборка от Кемппи продолжается
- Кемппи представила систему управления качеством KEMPPI ARCSYSTEM 3. 0
- Керамические наконечники для горелок MIG
- Мощный источник питания ESAB Warrior 400i MV CC/CV разработан для сварки с гибкими характеристиками напряжения
- Новая алюминиевая сварочная проволока от Lincoln Electric (Super Glaze HD)
- Новые сварочные очки и маска от Miller с низкопрофильным дизайном для сварки в труднодоступных местах
- Новый синергетический аппарат SPEEWAY 160 от AuroraPRO
- ОАО Межгосметиз-Мценск переходит на единый вариант упаковки сварочной проволоки малого диаметра
- Рязанский кислородный завод «Криоген» представит газы для сварки и резки металлов от производителя
- Самый маленький полуавтомат MIG-160GDM
- Сварочный шлем высокой четкости Аristo Tech HD
- Спецпредложение на ESAB WARRIOR 500i
- Категория: Новости отрасли
- Cварочный трактор Versotrac EWT 1000.
- Анализ показывает что производственному сектору не удаётся подготовить качественных руководителей
- Выставка Weldex в 2021 году / Россварка
- Лучшим сварщиком России стал газпромовец Максим Осипов
- Мировой рынок сварочных материалов, как ожидается, достигнет оборота в $23,78 млрд к 2020 году
- Сварка рельсов на комбинированном ходу при помощи универсального комбайна
- Сварочный процесс крупногабаритных деталей расширяет использование алюминия в автомобилях
- Категория: Обзоры продукции
- Инвертор AuroraPRO STICKMATE 160 — применяем в работе
- Какой сварочный инвертор лучше выбрать?
- Обзор сварочного аппарата EDON-LV 200
- Обзор сварочного аппарата Фрониус
- Паяльник для полипропиленовых труб как выбрать
- Рейтинг лучших бытовых сварочных аппаратов для дома и дачи 2019
- Сварочный инвертор РЕСАНТА САИ 220
- Специфический кабель ААБл
- Стопорные кольца для механизмов на производстве: что нужно знать
- ТОП-5 лучших аппаратов для плазменной резки
- ТОП-5 лучших сварочных инверторов
- ТОП-5 сварочных полуавтоматов средней ценовой категории
- Категория: Оборудование
- Агрегат сварочный АДД-4004
- Выбираем генератор для сварки
- Выбираем оборудования для газовой сварки
- Зачем нужен сварочный трактор?
- Изучаем сварочный преобразователь
- Изучаем устройство горелки для сварки
- Изучаем устройство сварочного автомата
- Как выбрать паяльник для пайки микросхем?
- Какое нужно оборудование для дуговой сварки?
- Какое нужно оборудование для сварки аргоном?
- Кислородный баллон для сварки
- Плазменная сварка своими руками
- Самодельная угловая струбцина для сварки
- Самодельный сварочный трансформатор
- Сварочные роботы
- Сварочный осциллятор своими руками
- Сварочный трансформатор ТДМ
- Устройство сварочного трансформатора
- Характеристики сварочных выпрямителей
- Категория: Маски
- Выбираем сварочную маску Корунд
- Как защитить глаза во время сварочных работ?
- Маска сварщика Ресанта
- Сварочная маска хамелеон Fubag
- Категория: Полуавтоматы
- Как варить алюминий полуавтоматом?
- Как варить полуавтоматом без газа
- Как настроить полуавтоматическую сварку
- Как правильно сварить полуавтоматом с углекислотой?
- Как сделать сварочный полуавтомат своими руками?
- Какой полуавтоматический сварочный аппарат выбрать?
- Проволока для сварки нержавейки полуавтоматом
- Расход газа при сварке полуавтоматом
- Режимы сварки полуавтоматом в среде защитных газов
- Технология сварки нержавейки полуавтоматом
- Категория: Электроды
- Выбираем правильные электроды для сварки
- Выбираем электроды для контактной сварки
- Выбираем электроды для сварки стали
- Выбираем электроды для сварки труб
- Выполняем сварку плавящимся электродом
- Выполняем сварку угольным электродом
- Выполняем сварку электродами УОНИ
- Держатель для сварочных электродов
- Изучаем марки электродов для ручной дуговой сварки
- Изучаем маркировку электродов для сварки
- Какие нужны электроды для сварки алюминия?
- Какие электроды выбрать для сварки инвертором?
- Какие электроды нужны для сварки чугуна?
- Какими электродами лучше варить металл?
- Неплавящиеся электроды для дуговой сварки
- Нормы расхода электродов при сварочных работах
- Почему прилипает электрод при сварке инвертором?
- Правила сварки металла электродом
- Применение электродов и особенности сварочных стержней
- Разбираемся в сварке вольфрамовым электродом в среде аргона
- Разновидности и маркировка сварочных электродов
- Сварка электродами элементов больших толщин
- Электроды для сварки медных проводов
- Электроды для сварки со складов интернет-магазина Хатка в Нижнем Новгороде
- Электроды э42а технические характеристики
- Категория: Обучение для начинающих
- Бизнес-идеи. Художественная сварка
- Выбираем глазные капли от зайчиков после сварки
- Выбираем сварочный аппарат для дома и дачи
- Выполняем сварку меди в домашних условиях
- Изучаем как работает сварочный инвертор
- Как можно научиться правильно варить сваркой?
- Как сварить душ для дачи своими руками.
- Какой сварочный инвертор лучше выбрать?
- Лечим ожог от сварки
- Поделки своими руками с помощью сварки
- Уроки сварки инвертором для начинающих
- Уроки электросварки инвертором для начинающих
- Учимся правильно варить инверторной сваркой
- Учимся правильно варить электросваркой
- Что можно сделать, если поймал зайчиков от сварки?
- Что сделать, если болят глаза от сварки?
- Бизнес-идеи.
- Категория: Пайка
- Для чего нужен флюс при пайке?
- Как выбрать паяльник для пайки пластика?
- Как провести пайку серебряным припоем?
- Пайка нержавеющей стали в домашних условиях
- Пайка проводов паяльником
- Паяльная паста для SMD
- При какой температуре паять полипропиленовые трубы
- Припой для пайки меди
- Самодельный паяльник своими руками в домашних условиях
- Сплав Розе что это такое -температура плавления сплава Розе
- Что такое бура для пайки, для чего нужна и где ее купить
- Категория: Производители
- Aurora
- BlueWeld
- BRIMA
- ESAB
- EWM
- FUBAG
- Kemppi
- Lincoln Electric
- РЕСАНТА
- СВАРОГ
- ФОРСАЖ
- Категория: Сварочные аппараты
- Аппарат для сварки скруток своими руками
- Выбираем инвертор для сварки медных проводов
- Выбираем сварочные инверторы производства России
- Выполняем ремонт сварочного инвертора своими силами
- Делаем сварочный аппарат своими руками
- Делаем сварочный инвертор из компьютерного блока питания
- Запчасти для инверторных сварочных аппаратов
- Изучаем виды сварочных аппаратов
- Изучаем принцип работы сварочного инвертора
- Изучаем прямую и обратную полярность при сварке
- Изучаем устройство сварочного инвертора
- Изучаем характеристики сварочных инверторов
- Как сделать сварочный аппарат своими руками?
- Полуавтоматические сварочные аппараты инверторного типа
- Сварочный инвертор для пониженного напряжения
- Сварочный инвертор от бензогенератора
- Сварочный инвертор переменного и постоянного тока
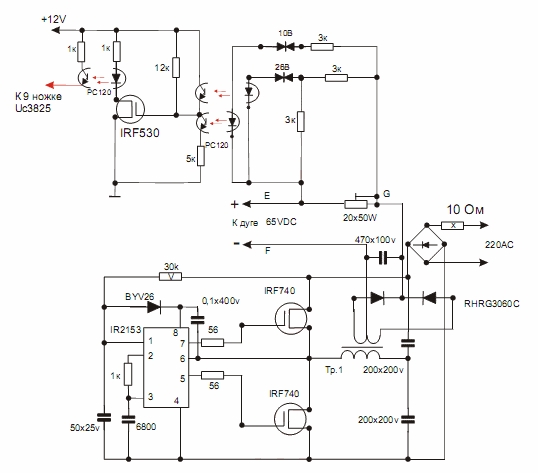
- Схема инверторного сварочного аппарата
- Категория: Брэнды
- Изучаем аппарат для сварки Tesla
- Изучаем сварочные инверторы Aurora
- Изучаем сварочные инверторы марки «Сварог»
- Изучаем сварочный аппарат «Днепр М»
- Изучаем сварочный аппарат «Торус»
- Изучаем сварочный аппарат Fubag IN 160
- Изучаем сварочный аппарат Ресанта САИ-190
- Изучаем сварочный аппарат ТДМ
- Изучаем сварочный инвертор Elitech АИС 200
- Изучаем сварочный инвертор марки «Линкольн»
- Изучаем сварочный инвертор марки Wester
- Изучаем сварочный инвертор Ресанта САИ 250
- Изучаем сварочный полуавтомат Ресанта САИПА-165
- Обзор сварочного аппарата Профи ARC 200
- Обзор сварочного инвертора Wert
- Обзор сварочного полуавтомата Аврора Оверман 180
- Обзор сварочных аппаратов «Неон»
- Обзор сварочных аппаратов EWM
- Обзор сварочных аппаратов Евролюкс
- Обзор сварочных аппаратов Кемпи
- Обзор сварочных аппаратов марки «Патон»
- Обзор сварочных инверторов «Телвин»
- Присматриваемся к полуавтомату марки «Сварог»
- Присматриваемся к сварочному аппарату марки Esab
- Присматриваемся к сварочному инвертору Ресанта 160
- Сварочные аппараты «Тесла»
- Сварочные аппараты Кедр
- Сварочный аппарат Sturm Stein
- Сварочный инвертор Foxweld Мастер 202
- Сварочный инвертор Днипро-М 250 — обзор
- Сварочный инвертор марки «Калибр»
- Сварочный инвертор марки «Кратон»
- Сварочный инвертор Сварог
- Сварочный инвертор Форсаж
- Категория: Модификации
- Выбираем для себя бытовой сварочный аппарат
- Выбираем немецкий сварочный инвертор
- Выбираем самый дешевый сварочный инвертор
- Выбираем сварочный аппарат для дома и дачи
- Делаем сварочный полуавтомат из инвертора
- Инверторный сварочный аппарат производства Италии
- Ищем маленький инверторный сварочный аппарат
- Мини сварочный аппарат
- Подбираем сварочный инвертор на 220В
- Присматриваемся к сварочному инвертору из Франции
- Самодельный сварочный аппарат: изучаем схемы сборки
- Сварочный инвертор производства Китая
- Категория: По видам сварки
- Выбираем лучшую профессиональную инверторную сварку
- Выбираем полуавтоматический сварочный аппарат
- Выбираем сварочный инвертор для сварки алюминия
- Делаем контактную сварку своими руками из сварочного аппарата
- Зачем нужен газосварочный аппарат?
- Импульсный сварочный инвертор
- Присматриваемся к универсальному сварочному аппарату
- Промышленные аппараты для сварки
- Сварочный аппарат для аргонодуговой сварки
- Сварочный аппарат для электромуфтовой сварки
- Сварочный инвертор MMA с возможностью TIG-сварки
- Категория: Справочные материалы
- 5 преимуществ плитки под мрамор
- Вышки-туры и безопасность при их использовании
- Датчик бесконтактного контроля вращения: что это
- Документация EWM
- Документация FUBAG
- Документация Kemppi
- Документация РЕСАНТА
- Документация СВАРОГ
- Паяный пластинчатый теплообменник: особенности и сфера использования
- Признаки, отличающие настоящий цемент от подделки
- Категория: Технологии
- Безопасность дома: что нужно предусмотреть и учесть?
- Гидравлический листогибочный пресс
- Гидравлический подъемный стол
- Грамотный выбор телевизора
- Для чего выполняется разделка кромок при сварке?
- Зонирование комнаты на спальню и гостиную
- Изучаем какие бывают сварные конструкции
- Изучаем методы сварки
- Изучаем режимы сварки
- Изучаем сварочную дугу
 ru — что это за сайт такой?
ru — что это за сайт такой?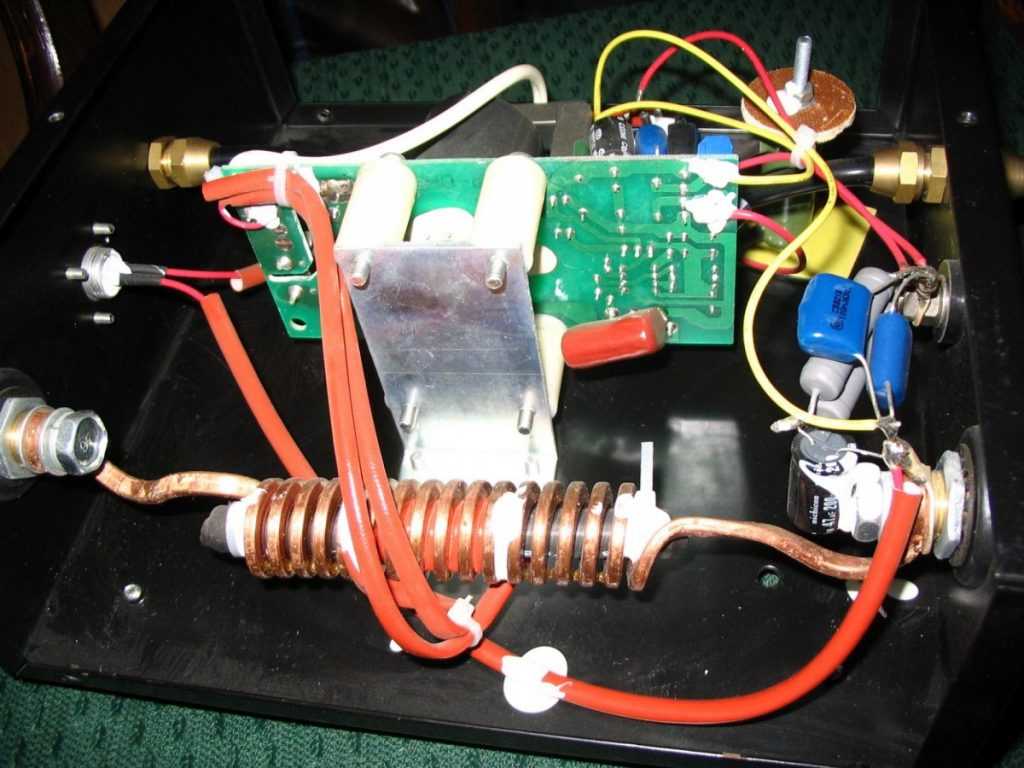 Международная выставка машиностроения и металлообработки Mashex Siberia (24-27 марта 2015)
Международная выставка машиностроения и металлообработки Mashex Siberia (24-27 марта 2015)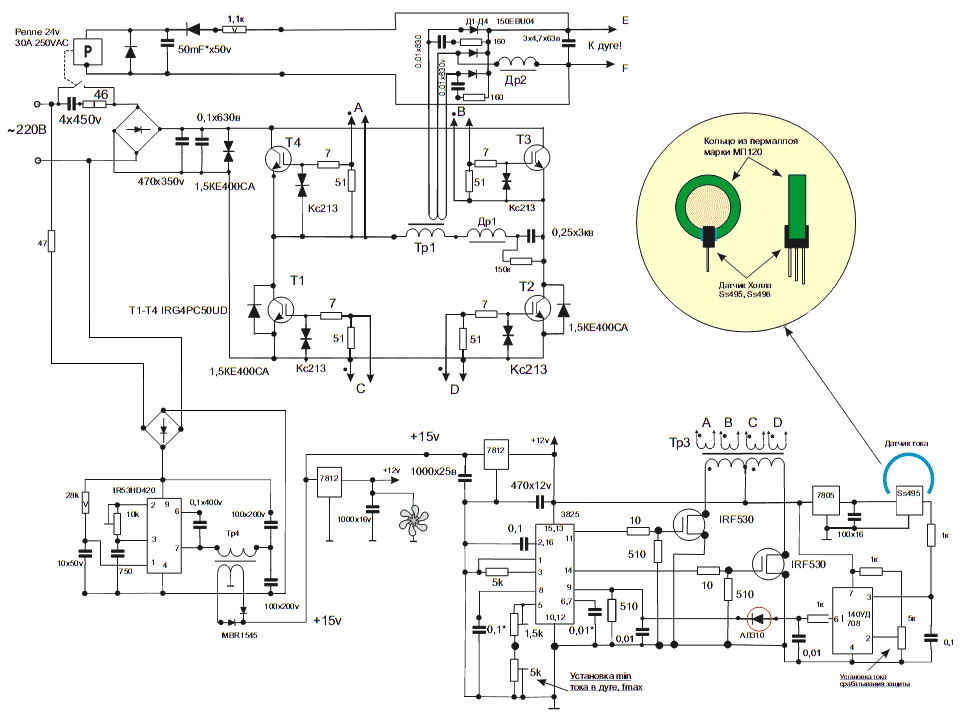 ру что это за сайт такой?
ру что это за сайт такой?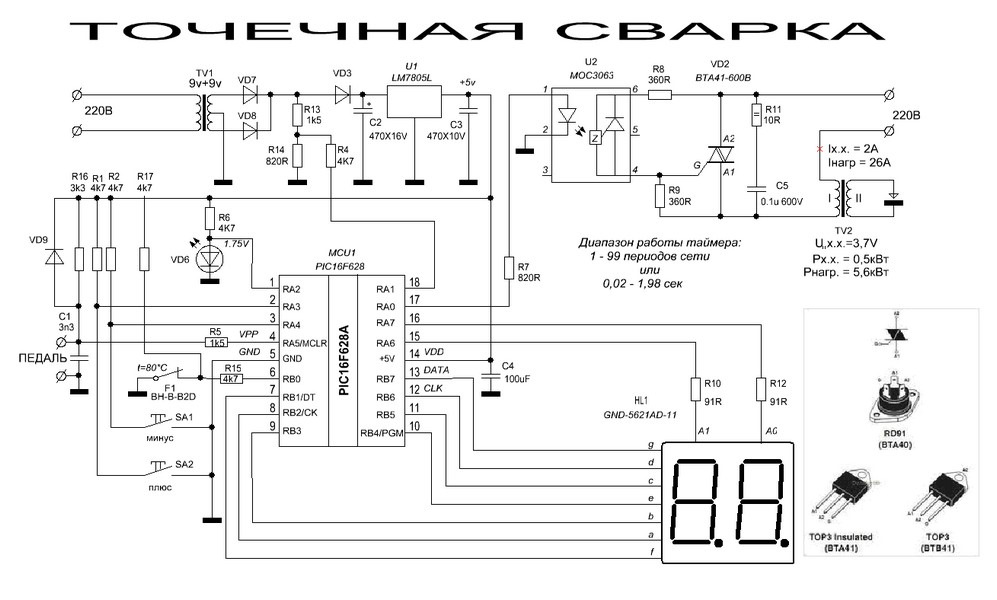 00
00 0
0 Художественная сварка
Художественная сваркаСергей Одинцов
Adblockdetector
Что такое импульсная сварка?
Импульсная сварка является одной из самых востребованных. Существует несколько типов сваривания, каждый из них пользуется успешностью и применяется в конкретном случае.
Существует несколько типов сваривания, каждый из них пользуется успешностью и применяется в конкретном случае.
Классификация основных видов сварки.
Различают контактную, ручную дуговую, лазерную, импульсную сварку. Последняя является одним из самых продвинутых и успешных методов, в процессе скрепления деталей используется специализированный агрегат.
Данный метод был разработан для замещения обычного дугового сваривания.
Параметры сварки
Процесс можно произвести своими руками, методика позволяет получить надежные, прочные соединения (они могут быть выполнены из цветных металлов и различных стальных деталей). Сварочная операция не займет много времени, в процессе применяется запас энергии в приемнике. Приемник требуется подключить к сети электропитания и зарядить до определенного уровня, линии электропередач при этом не перегружаются.
Принципиальная схема импульсного сварочного аппарата для точечной сварки.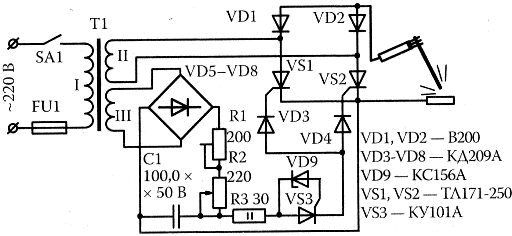
Сварочные аппараты не позволяют материалу разбрызгиваться. Благодаря новшествам импульсные аппараты дают возможность получать самодельные швы, которые образуются за счет расплавления отдельных компонентов с покрытием.
Дежурная и импульсная дуги должны быть выставлены в верном значении, благодаря этому сварка пройдет максимально правильно и безопасно, кратеров в местах стыка не будет. Сварка импульсная имеет свои технологические особенности, одна из основных – жесткость режима. Данный параметр указывает на продолжительность импульса. Если оператор изменит некоторые параметры сварочного процесса, он может поменять параметры сварки. Помимо этого, можно корректировать форму сварочной ванны. Имеется возможность контроля кристаллизации металла. Благодаря некоторым функциям можно нормализовать сварочный самодельный шов, отрегулировать пределы, в которых возможна деформация.
Импульсный сварочный аппарат часто необходим для скрепления металлических листов толщиной от 3 мм. Методика отлично подходит для создания швов в различных пространственных положениях. Технологии импульсной сварки используются при создании различных швов. Чтобы обеспечить источник питания во время сварки, необходимо использовать преобразователи тока. Аккумулятор-приемник подает импульсы в область сварочного соединения, импульсы при этом очень короткие, но мощные, в общих чертах процесс сваривания схож с привычными нам технологиями.
Технологии импульсной сварки используются при создании различных швов. Чтобы обеспечить источник питания во время сварки, необходимо использовать преобразователи тока. Аккумулятор-приемник подает импульсы в область сварочного соединения, импульсы при этом очень короткие, но мощные, в общих чертах процесс сваривания схож с привычными нам технологиями.
Читайте также:
Как производится ультразвуковая сварка.
Вернуться к оглавлению
Особенности и разновидности импульсного сваривания
Импульсная сварка на постоянном токе.
В общих чертах выделяют конденсаторную импульсную сварку, инерционную, электромагнитную и аккумуляторную. Устройства, предназначенные для конденсаторной импульсной сварки, имеют большой разброс относительно диапазона тока. В них есть агрегаты, которые поддерживают ток малой мощности, имеются также аппараты с очень высоким уровнем мощности. Сварочный агрегат – это устройство, благодаря которому происходит дозированное распределение энергии, она уходит на затрату сварочных импульсов. Данная разновидность импульсной сварки должна быть в очень жестком режиме, детали при этом хорошо нагреваются. Конденсаторная сварка подходит для скрепления деталей из алюминия.
Данная разновидность импульсной сварки должна быть в очень жестком режиме, детали при этом хорошо нагреваются. Конденсаторная сварка подходит для скрепления деталей из алюминия.
Как настроить импульсные параметры? В аккумуляторной сварке используются конструкции агрегатов, в которых есть щелочные аккумуляторы. Они имеют прочную, надежную систему и отличаются тем, что хорошо переносят замыкания, у аккумуляторов такого типа невысокое внутреннее сопротивление. Магнитно-импульсное оборудование необходимо для того, чтобы получить механическую энергию. Это происходит с участием магнитного поля, таким образом элементы скрепляются при помощи магнитных сил. В область соприкосновения подается высокое давление, в результате получается соединение для сваривания. Инверторные импульсные агрегаты используют массивный маховик, который имеет кинетическую энергию сращения, при выполнении сваривания частота оборотов уменьшается.
Вернуться к оглавлению
Этапы рабочего процесса
Сравнение традиционной сварки с инновационной импульсной технологией.
Перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
Благодаря современным аппаратам есть возможность сваривать детали в любом пространственном положении, при этом происходит рациональный расход проволоки. В результате получается максимально качественное соединение, прожогов при этом не возникает. Перед тем как приступить в процессу сваривания, рекомендуется рассмотреть схемы.
Как работает сварочный инвертор? Если процесс осуществляется с применением импульсной технологии, происходит перенос металла электрода в имеющуюся ванну, при этом можно воспользоваться опцией высокоскоростного регулирования током.
Процедура начинается с того, что одна капля металла образуется на конце электрода сварки, затем сила тока повышается и капля сбрасывается в ванну. Горячая фаза должна быть заменена на холодную, далее происходит еще несколько операций. Импульсный процесс является высокоэффективным и надежным. При варке на низком токе специализированная проволока должна быть тщательно нагрета. Когда нужно осуществить сбор капли, ток возрастает до максимального значения, затем снова снижается.
Импульсный процесс является высокоэффективным и надежным. При варке на низком токе специализированная проволока должна быть тщательно нагрета. Когда нужно осуществить сбор капли, ток возрастает до максимального значения, затем снова снижается.
Импульсный сварочный аппарат может использоваться в защитной газовой среде, его применяют для соединения деталей самой различной толщины. Агрегаты обеспечивают удобство при работе, на источнике имеется множество органов управления, благодаря которым можно осуществить тонкую настройку процесса. Устройства имеют очень удобное программное обеспечение, которое сэкономит усилия специалиста.
Вернуться к оглавлению
Основные преимущества технологии
В данном случае важно отметить отличное качество скрепляемых элементов. Стоит заметить, что импульсное оборудование стоит дорого, но его смело можно использовать в защитной газовой среде. Импульсное сваривание часто подходит для соединения стали и деталей из алюминия. При этом следует заметить, что работа выполняется с использованием минимума инструментов.
Процесс происходит без излишних брызг, и в этом заключается его главное достоинство. Расплавление проволоки происходит с определенными перерывами, поэтому производительность расплавления имеет верхнюю границу. Импульсная сварка является одним из самых продвинутых и перспективных методов, ее без проблем можно осуществить своими руками.
Особенности и порядок выполнения импульсной сварки своими руками
На сегодняшний день разработано и успешно введено в эксплуатацию множество способов сварки: контактная, ручная дуговая, импульсная и даже лазерная сварка, а также ряд узкоспециализированных методик. Импульсная сварка является одним из наиболее эффективных и современных методов. Предполагает использование специального импульсного сварочного агрегата. Такая сварка была разработана в качестве более универсальной и производительной альтернативы дуговой сварки, имеющей множество недостатков.
Электрическая схема бытового сварочного аппарата.
Основные параметры импульсной сварки
Рассматриваемая сварка своими руками позволяет получать высококачественные соединения преимущественно стальных изделий и деталей из цветных металлов.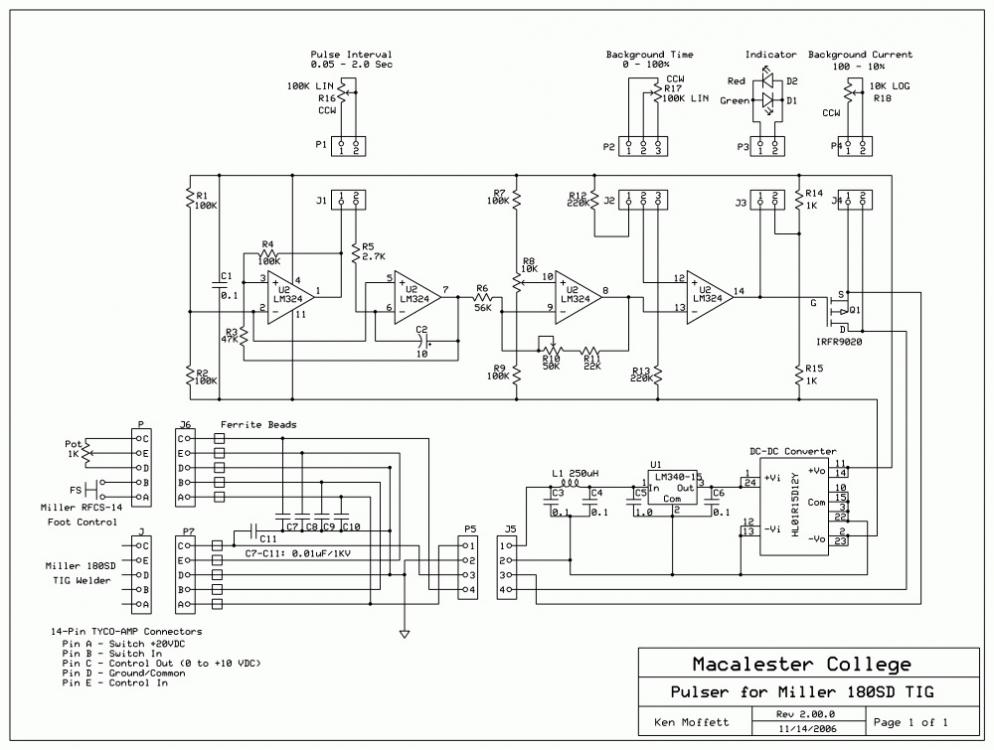 Метод основывается на выполнении кратковременной сварочной операции с применением запаса энергии в аккумуляторе либо приемнике. Данный приемник подключается к электросети и постоянно заряжается до определенного значения, не перегружая линии электропередач. При выполнении сварки приемник импульсом отдает накопленную энергию. Так что аккумулятор представляет собой своего рода сглаживающий фильтр, благодаря которому скорость и качество сварки существенно увеличивается. Импульсная сварка способствует существенному снижению количества разбрызгиваемого металла, стекающего с электродов.
Метод основывается на выполнении кратковременной сварочной операции с применением запаса энергии в аккумуляторе либо приемнике. Данный приемник подключается к электросети и постоянно заряжается до определенного значения, не перегружая линии электропередач. При выполнении сварки приемник импульсом отдает накопленную энергию. Так что аккумулятор представляет собой своего рода сглаживающий фильтр, благодаря которому скорость и качество сварки существенно увеличивается. Импульсная сварка способствует существенному снижению количества разбрызгиваемого металла, стекающего с электродов.
Электрическая схема синхронизации скорости подачи присадочной проволоки при импульсной сварке.
В случае если работа будет вестись с применением неплавящихся электродов, импульсная дуга будет контролировать формирование сварного соединения и обеспечивать максимально эффективное проплавление металла изделий. При работе же с плавящимся электродом за счет дуги будет контролироваться плавление и перенос электродного металла в шов с одновременным регулированием разбрызгивания сварочной капли.
Современные импульсные аппараты для сварки позволяют получать сплошные швы за счет расплавления отдельных точек с дальнейшим покрытием. В перерывах между подачами импульса агрегат обеспечивает поддержку маломощной дуги. Сила тока такой дуги составляет максимум 15% от значения импульсного тока. Это нужно для поддержания дуги в устойчивом состоянии.
Важно, чтобы импульсная и дежурная дуга были выставлены в правильном соотношении. Благодаря этому будет обеспечено исключение кратеров в местах сварки, снижена зона требуемого перекрытия точек соединения и в целом увеличена скорость работы.
Вернуться к оглавлению
Понятие «жесткости режима» сварки
Электрическая схема сварочного трансформатора.
«Жесткость режима» – это одна из важнейших технологических характеристик импульсной сварки. Данный параметр показывает отношение продолжительности пауза к продолжительности импульса.
Под жесткостью режима следует понимать проплавляющую способность дуги в специальных импульсных сварочных аппаратах.![]() Путем изменения основных параметров процесса сварки оператор может менять форму сварочной ванны и ее размеры, контролировать процесс кристаллизации металла, формировать сварочный шов, регулировать пределы деформации и т.д.
Путем изменения основных параметров процесса сварки оператор может менять форму сварочной ванны и ее размеры, контролировать процесс кристаллизации металла, формировать сварочный шов, регулировать пределы деформации и т.д.
Именно из-за возможности изменения жесткости режима в специальном сварочном оборудовании, проплавляющие свойства импульсной сварочной дуги являются самыми эффективными при необходимости соединения изделий из листового металла толщиной от 3 мм и меньше.
Принципиальная схема импульсного сварочного аппарата для точечной сварки.
Импульсная сварка отлично зарекомендовала себя как метод создания швов различных пространственных положений. Благодаря этим и другим характеристикам импульсные методики являются приоритетными при выполнении горизонтальных и вертикальных швов, потолочных швов, совмещении стыков на разного рода трубах и т.д.
В качестве источников питания в импульсной сварке преимущественно применяются преобразователи постоянного тока. Дополнительно в импульсных агрегатах применяются источники серии ТИР и ВСВУ.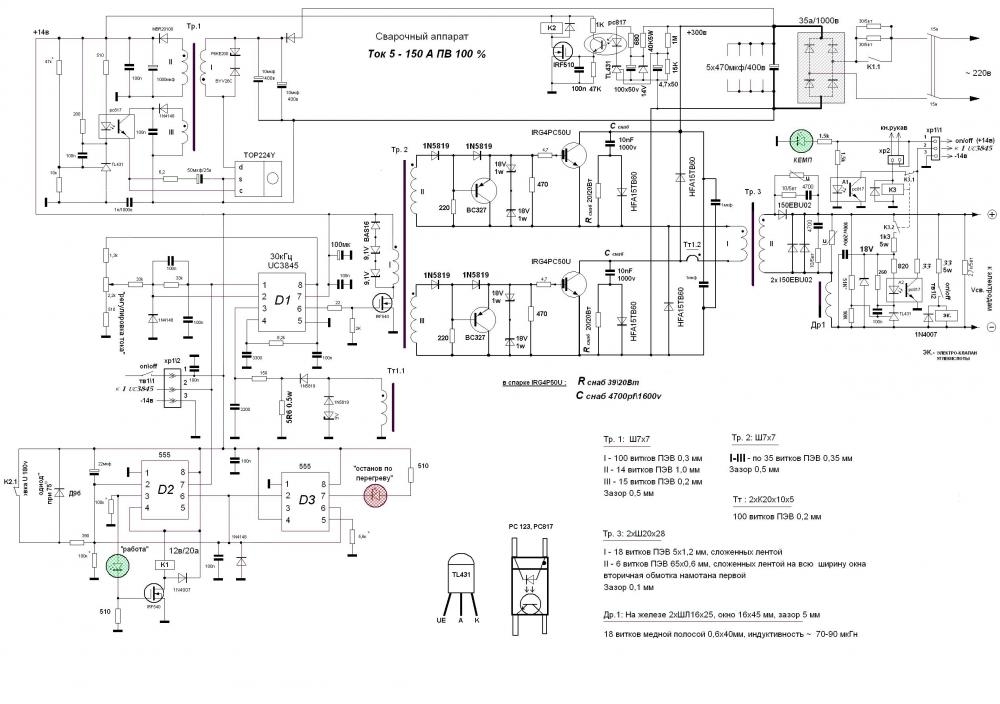
Ранее отмечалось, что аккумулятор-приемник способствует обеспечению равномерной нагрузки на фазы и при этом не создает слишком большую нагрузку на сеть. Такой аккумулятор подает в зону сварного соединения короткие и мощные импульсы. В остальном же процесс сварки выполняется практически так же, как и любая другая технология, знакомая всем сварщикам.
Вернуться к оглавлению
Разновидности импульсной сварки
Схема сварного шва, выполненного импульсной лазерной сваркой.
Существует несколько разновидностей импульсной сварки. Каждая из них имеет свои особенности и предназначение. В целом выделяют:
- Конденсаторную импульсную сварку.
- Инерционную импульсную сварку.
- Электромагнитную импульсную сварку.
- Аккумуляторную импульсную сварку.
Аппараты для конденсаторной импульсной сварки характеризуются большим разбросом по диапазону тока. В продаже доступны агрегаты, поддерживающую работу с токами малой мощности. Существуют и максимально мощные агрегаты, способные выдавать ток силой в 100 000 А и даже больше. Главная особенность конденсаторной импульсной сварки состоит в том, что сварочный агрегат позволяет достигать точного дозирования энергии, затрачиваемой на создание сварочного импульса.
Главная особенность конденсаторной импульсной сварки состоит в том, что сварочный агрегат позволяет достигать точного дозирования энергии, затрачиваемой на создание сварочного импульса.
Конденсаторная импульсная сварка выполняется в очень жестком режиме. Детали нагреваются путем подачи единоразового мощного энергетического выплеска. Лучше всего данная разновидность импульсной сварки подходит для соединения изделий из алюминия и нержавеющих сталей.
Варианты настройки параметров импульса.
Главной особенностью аккумуляторной сварки является то, что в конструкции используемых сварочных агрегатов присутствуют специфические щелочные аккумуляторы. Они имеют особую высокопрочную конструкцию и нормально переносят частые короткие замыкания. Такие аккумуляторы характеризуются низким внутренним сопротивлением. При коротком замыкании устройства дают ток, в сотни раз превышающий токи стандартной разрядки.
Магнитно-импульсное сварочное оборудование применяется для преобразования электрической энергии в механическую за счет наведения магнитного поля.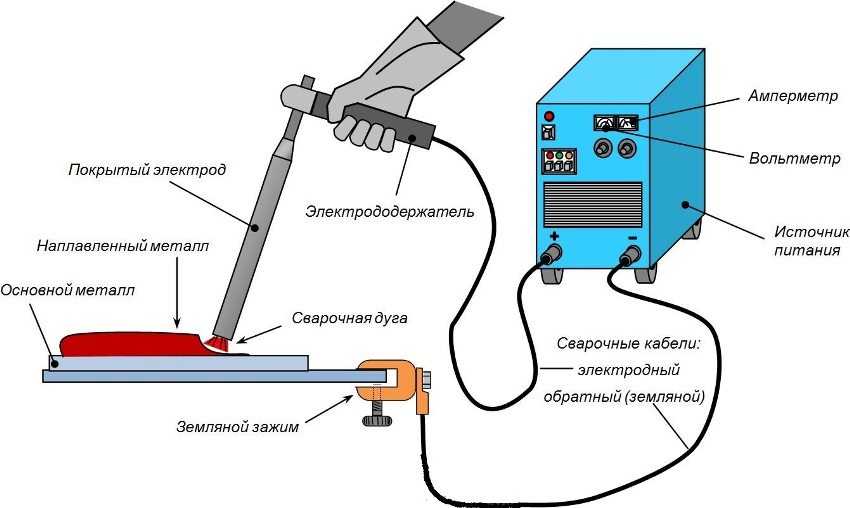 Части свариваемых изделий скрепляются под воздействием магнитных сил. В такого рода сварочном оборудовании детали соединяются путем соударения в месте контакта. Появляется высокое давление, и благодаря этому создается сварное соединение.
Части свариваемых изделий скрепляются под воздействием магнитных сил. В такого рода сварочном оборудовании детали соединяются путем соударения в месте контакта. Появляется высокое давление, и благодаря этому создается сварное соединение.
Принцип действия инверторных импульсных агрегатов основывается на использовании массивного маховика. Он посажен на один вал с ротором генератора. Для разгона используется электродвигатель. Маховик накапливает кинетическую энергию вращения, после чего при выполнении непосредственно сварки частота его оборотов существенно снижается. Благодаря этому происходит отдача накопленной энергии в виде импульса сварочного тока.
Вернуться к оглавлению
Основные этапы процесса импульсной сварки
Сравнение различных видов сварки.
В основе рассматриваемой технологии лежит импульсный перенос металла. Использование данной методики позволяет достигать максимально высоких параметров сварки. Метод сочетает в себе лучшие параметры прочих существующих методов переноса и практически полностью лишен недостатков других методов.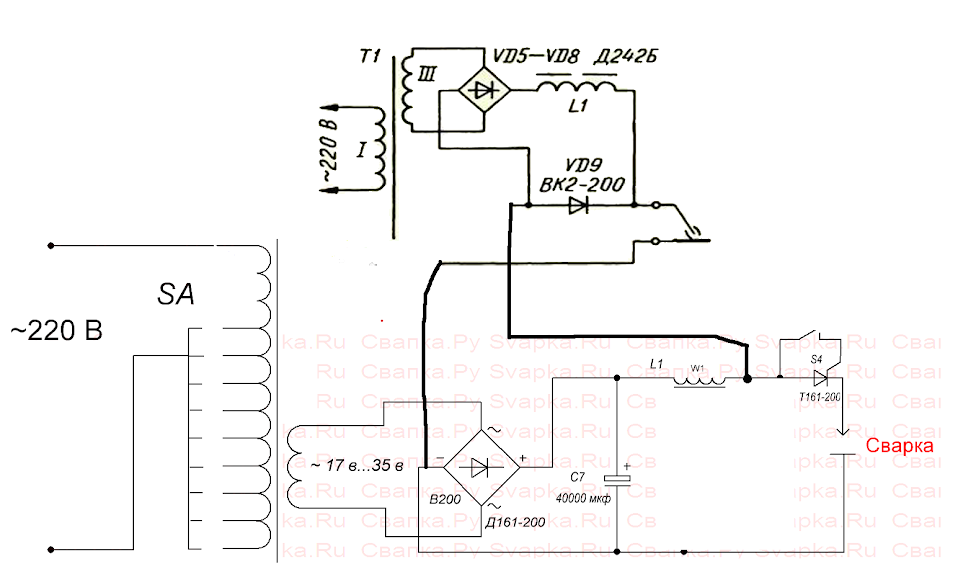 При использовании импульсной сварки отсутствуют брызги и не образуется несплавлений.
При использовании импульсной сварки отсутствуют брызги и не образуется несплавлений.
Импульсные аппараты позволяют варить в любых пространственных положениях. Обеспечивается максимально рациональный и эффективный расход проволоки. Метод характеризуется сравнительно низким тепловложением и позволяет варить изделия из множества различных металлов.
Именно за счет уменьшения тепловложения достигается максимально высокое качество соединения тонких материалов без риска коробления и прожогов.
Сварка может выполняться с более медленной подачей проволоки.
Принцип работы сварочного инвертора.
При соединении изделий по импульсной технологии осуществляется бесконтактный перенос металла электрода в сварочную ванну. Таким образом, непосредственный контакт электрода с ванной полностью исключается. Это становится возможным благодаря наличию функции высокоскоростного управления сварочным током.
Чтобы был понятен порядок проведения работы, нужно рассмотреть основные этапы выполняемого процесса. Все начинается с «горячей» фазы, во время которой происходит образование одной капли металла на конце сварочного электрода. После этого происходит повышение силы тока до того значения, которого будет достаточно для сброса данной капли в ванну благодаря эффекту обжатия.
Все начинается с «горячей» фазы, во время которой происходит образование одной капли металла на конце сварочного электрода. После этого происходит повышение силы тока до того значения, которого будет достаточно для сброса данной капли в ванну благодаря эффекту обжатия.
После сброса капли «горячая» фаза сменяется на «холодную». При импульсном процессе сварки происходит снижение тока до базового при отсутствии необходимости в мощности сварочной дуги. Таким образом, импульсный процесс не только очень эффективный, но и сравнительно холодный. При варке на низких токах проволока нагревается, а дуга поддерживается, но количества энергии не хватает для переноса металла. Продолжительность базового тока ограничивают так, чтобы не допустить начала переноса металла электрода большими каплями.
При сбросе капли металла ток поднимается до максимального значения, после чего уменьшается до базового уровня, благодаря чему общее тепловложение снижается. Перенос контролируется путем задания амплитуды и продолжительности пиковой характеристики сварочного тока.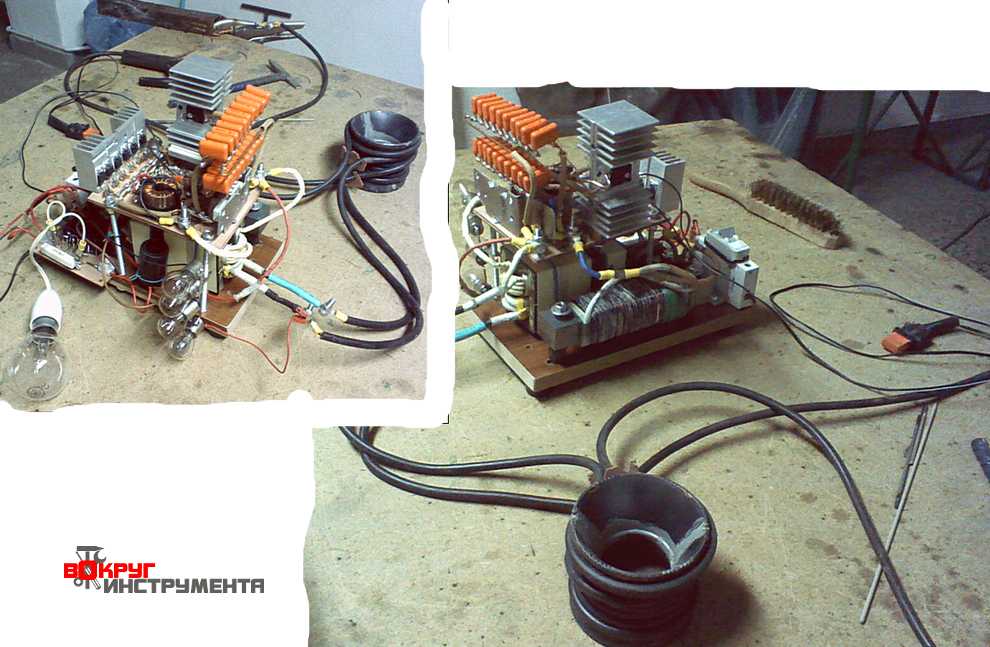
Импульсная сварка в защитной газовой среде является одной из самых эффективных технологий. Она подходит для соединения металлов самых разных типов и толщины. Современные импульсные агрегаты очень удобны в работе. Задача сварщика сводится к установке переключателя в соответствии с обрабатываемым материалом. За счет органов управления источника можно осуществлять тонкую подстройку процесса. Применяемое программное обеспечение способствует максимальной оптимизации эпюры сварочного тока и избавляет сварщика от необходимости полной самостоятельной настройки.
Среди основных преимуществ метода можно выделить:
- Высочайшее качество сварных соединений.
- Эффективный контроль дуги.
- Низкие затраты на обработку.
Таким образом, несмотря на довольно высокую стоимость импульсного оборудования, такая сварка является очень популярной и часто применяется в качестве альтернативы классическим методам сварки металлов в защитной газовой среде. Чаще всего методика применяется для соединения изделий из высококачественных сталей и алюминия.
Чаще всего методика применяется для соединения изделий из высококачественных сталей и алюминия.
Работа выполняется с использованием минимального набора инструментов:
- Аппарата для импульсной сварки.
- Проволоки и электродов.
- Защитной экипировки сварщика.
Вернуться к оглавлению
Ограничение мощности при импульсной сварке
Схема импульсного блока питания.
Импульсная сварка без брызг имеет множество преимуществ, но и она не лишена недостатков. Главным из них является наличие ограничения производительности расплавления металла. Следом уменьшается и рабочая скорость. Ввиду того что проволока плавится с перерывами, то есть покапельно, производительность расплавления при работе в традиционном режиме импульсно-дуговой сварки имеет верхнюю границу. После того как максимальный предел для проволоки конкретного диаметра будет преодолен, промежутка между импульсами станет недостаточно для распознавания нерегулируемого либо регулируемого отрыва капли.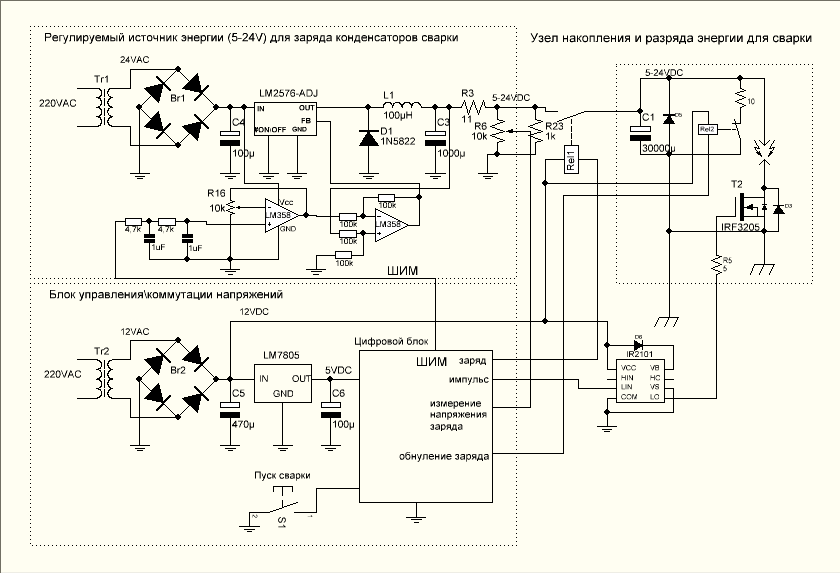
Отмечается ослабевание процесса, но в полностью дуговой он не переходит. Сварщики называют это «достижением предела проволокой». В зависимости от особенностей предстоящей задачи пользователю необходимо решить, рационально ли использовать сварку с минимальными брызгами с учетом скорости выполнения работы. Именно по этой причине многие предприятия до сих пор работают с классической сваркой в защитной газовой среде, в особенности при соединении углеродистых сталей.
Таким образом, импульсная сварка является одним из наиболее эффективных и перспективных методов. При желании она осваивается и прекрасно выполняется своими руками, ничего сложного в таком процессе нет.
Может ли импульс действительно решить все ваши проблемы со сваркой?
Конкуренция среди производителей сварочных аппаратов – замечательная вещь. Такие компании, как Miller, Fronius, OTC, Lincoln Electric и многие другие, постоянно совершенствуют свое оборудование, делая его более удобным для пользователя и более дешевым. Мы, как пользователи, выиграем от этого. Однако это привело к серьезной проблеме, огромной эпидемии. И это убеждение в том, что мы можем решить большинство проблем, связанных со сваркой, с помощью лучшего оборудования.
Мы, как пользователи, выиграем от этого. Однако это привело к серьезной проблеме, огромной эпидемии. И это убеждение в том, что мы можем решить большинство проблем, связанных со сваркой, с помощью лучшего оборудования.
Лучшее снаряжение — это неплохо. Мы любим новое оборудование так же, как и любой другой парень. Но прежде чем тратить с трудом заработанные деньги на новейший и лучший источник питания, задайте себе один вопрос: исчерпал ли я все свои возможности с имеющимся у меня оборудованием?
Чтобы ответить на этот вопрос, вы должны сначала понять, что вызывает проблемы со сваркой. Вы должны добраться до основной причины, чтобы вы могли предпринять корректирующие действия. Покупка оборудования для облегчения таких симптомов, как деформация или разбрызгивание, аналогична использованию антибиотиков широкого спектра действия для лечения неизвестной инфекции. Вы надеетесь, что это сработает, а может и нет. Сначала посмотрите, чтобы понять проблему. Вы будете удивлены, насколько это связано с процедурой, а не с оборудованием.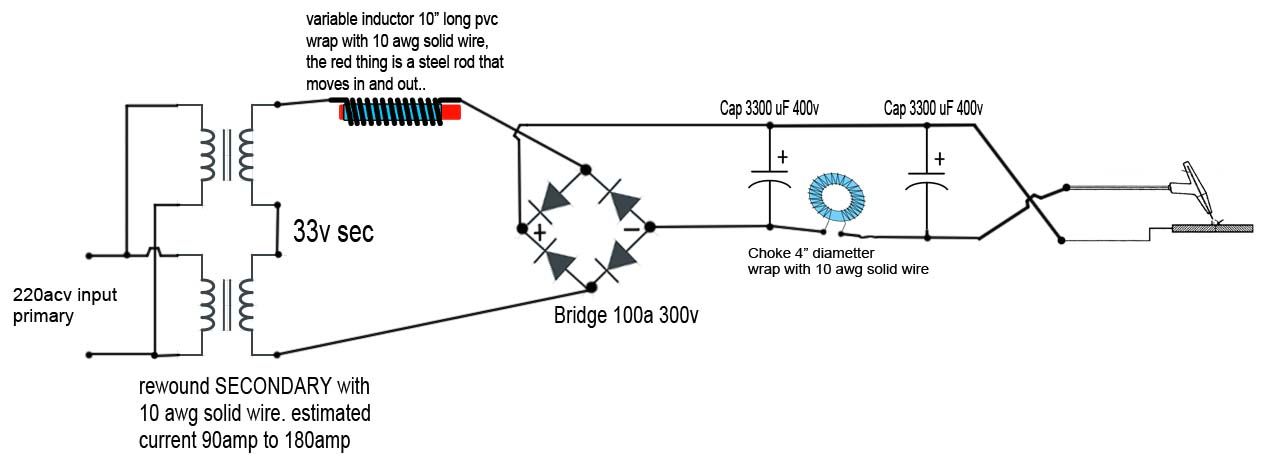
Мы работаем в сварочной отрасли почти 20 лет. Мы покупали, продавали, использовали, ремонтировали, торговали, любили, ненавидели и зависели от сварочного оборудования. По нашему опыту работы с оборудованием мы обнаружили, что большинство производителей продают импульсную сварку в качестве лекарства от следующего:
- Брызги
- Искажение
- Удар насквозь
- Плохая посадка
- Низкая скорость наплавки при сварке вертикально вверх
- Высокая тепловая мощность
- Отсутствие проникновения
- Низкий уровень навыков оператора
- и многие другие
Импульсная сварка, безусловно, может помочь со всем вышеперечисленным, но знаете ли вы, что большинство проблем, связанных с этим списком, можно решить по-другому? Мало того, это может сделать ваши сварочные операции намного более эффективными.
Давайте рассмотрим каждый из них. Импульсный режим может помочь, но примите во внимание наши рекомендации, если в настоящее время у вас есть стандартное сварочное оборудование
Брызги . Предполагается, что импульсный режим устраняет или, по крайней мере, уменьшает разбрызгивание, обеспечивая более плавную дугу и позволяя вам войти в режим распыления при более низком токе. Но так же, как и процесс CV, пульс необходимо правильно настроить. Если ваша текущая процедура производит брызги, отрегулируйте настройки соответствующим образом. В большинстве случаев чрезмерное разбрызгивание происходит из-за низкого напряжения, крутого угла хода, чрезмерного электрического вылета или неправильного защитного газа. Для получения более подробной информации о том, как устранить брызги обычными средствами, ознакомьтесь с 7 причинами появления брызг и способами их устранения.
Предполагается, что импульсный режим устраняет или, по крайней мере, уменьшает разбрызгивание, обеспечивая более плавную дугу и позволяя вам войти в режим распыления при более низком токе. Но так же, как и процесс CV, пульс необходимо правильно настроить. Если ваша текущая процедура производит брызги, отрегулируйте настройки соответствующим образом. В большинстве случаев чрезмерное разбрызгивание происходит из-за низкого напряжения, крутого угла хода, чрезмерного электрического вылета или неправильного защитного газа. Для получения более подробной информации о том, как устранить брызги обычными средствами, ознакомьтесь с 7 причинами появления брызг и способами их устранения.
Брызги обычно связаны с выбором параметров сварки или проблемами, связанными с техническим обслуживанием, такими как изношенные кабели или забитые сопла и диффузоры
Искажение ввод тепла. Это правда, и это может помочь. Но самым большим фактором, влияющим на деформацию, является размер сварного шва. Сначала посмотрите на размер сварного шва. Вы свариваете слишком большой? Что говорит печать? Можно ли уменьшить размер шва? Чем больше сварной шов, тем больше он будет сжиматься и тем больше будет тянуться.
Сначала посмотрите на размер сварного шва. Вы свариваете слишком большой? Что говорит печать? Можно ли уменьшить размер шва? Чем больше сварной шов, тем больше он будет сжиматься и тем больше будет тянуться.
Если размер вашего сварного шва уже настолько мал, насколько это возможно, вы можете уменьшить тепловложение (что и обещает сделать импульс), просто изменив процедуру сварки. Вместо того, чтобы уменьшать силу тока и двигаться медленнее, увеличьте силу тока (и, следовательно, скорость осаждения) и путешествуйте быстрее. Таким образом можно уменьшить поступление тепла. Это противоречит общепринятому мышлению, но взгляните на Как рассчитать тепловложение от сварки, чтобы увидеть, как рассчитывается тепловложение и как более высокие скорости перемещения могут снизить общее тепловложение, даже при более высокой силе тока и напряжении.
Прорыв насквозь — Прогорание соединения обычно происходит из-за неправильных настроек, обычно слишком высокая сила тока или неподходящая подгонка. Pulse пытается решить эту проблему, производя «более холодный» сварной шов. Вы можете добиться того же эффекта, уменьшив силу тока на CV. Если вы устраняете разрывы, то использование передачи короткого замыкания, безусловно, является жизнеспособным вариантом. В конце концов, это процесс, который уже год используется и сертифицирован для сварки корневого шва на трубе.
Pulse пытается решить эту проблему, производя «более холодный» сварной шов. Вы можете добиться того же эффекта, уменьшив силу тока на CV. Если вы устраняете разрывы, то использование передачи короткого замыкания, безусловно, является жизнеспособным вариантом. В конце концов, это процесс, который уже год используется и сертифицирован для сварки корневого шва на трубе.
Низкая скорость наплавки при сварке вертикально вверх или вверх – Pulse, безусловно, может помочь в этом. Если вы используете сплошную проволоку для сварки над головой или вертикально вверх, вы можете увеличить скорость наплавки на 1–2 фунта в час, используя импульс. Это связано с тем, что при пульсации лужа замерзает быстрее из-за времени, затрачиваемого на фоновый ток. Итак, какие у вас есть варианты, если вы ограничены обычным оборудованием? Перейти на дуговую сварку с флюсовой проволокой. Порошковая проволока может обеспечить чрезвычайно высокую скорость наплавки в нерабочем положении. Это связано с образованием шлака.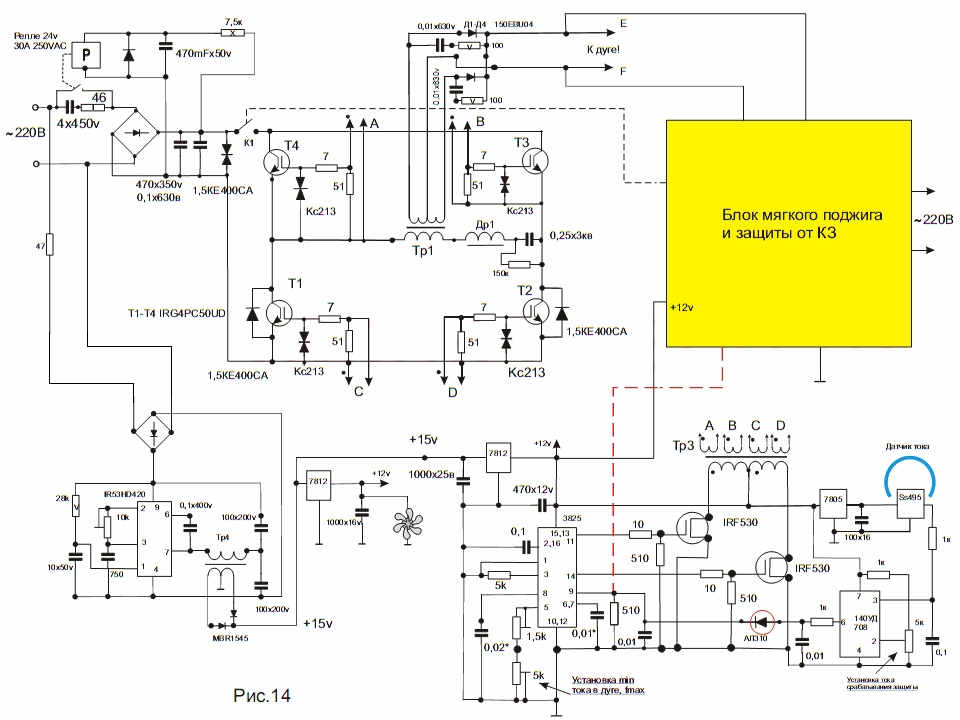 Этот шлак действует как полка и позволяет сварщику выполнять сварку на высоких скоростях подачи проволоки. Полка для шлака поддерживает расплавленную ванну и обеспечивает высокую скорость осаждения.
Этот шлак действует как полка и позволяет сварщику выполнять сварку на высоких скоростях подачи проволоки. Полка для шлака поддерживает расплавленную ванну и обеспечивает высокую скорость осаждения.
Потолочная сварка порошковой проволокой E71T-1 0,045″ со скоростью 425 дюймов в минуту. Это имеет скорость осаждения около 8,5 фунтов в час. Это намного выше, чем то, что достижимо с помощью сплошного провода с использованием импульсной формы волны.
Высокое тепловложение – Это было объяснено выше при обсуждении деформации. Подвод тепла можно свести к минимуму за счет сварки до нужного размера и/или за счет более быстрой сварки. Важно правильно подобрать параметры.
Отсутствие провара – При использовании импульса для решения этой проблемы мы обычно свариваем с переносом короткого замыкания. Короткое замыкание иногда может быть слишком холодным и производить холодный круг. Импульсный режим может помочь благодаря уменьшенной средней силе тока — пиковый ток обеспечивает более глубокое проникновение, а фоновый ток обеспечивает быстрое затвердевание и снижение тепловложения. Тем не менее, простая настройка процедуры сварки может привести к тому же результату. Увеличьте силу тока, и вы увеличите проникновение.
Тем не менее, простая настройка процедуры сварки может привести к тому же результату. Увеличьте силу тока, и вы увеличите проникновение.
Низкая квалификация оператора – Импульсная сварка может немного помочь, но она точно не заменит обучение сварщиков. Большинство опытных сварщиков сопротивляются использованию импульса. Почему? Потому что CV работает, и во многих случаях это лучший вариант.
Мы не пытаемся удержать вас от покупки оборудования для импульсной сварки. Однако это может не решить ваши проблемы со сваркой. Мы, конечно, не против пульса. Но наш опыт говорит нам, что проблемы, описанные выше, могут быть решены путем выбора лучшей процедуры и/или процесса вместо того, чтобы сразу же искать лучшее оборудование.
Опубликовано
Категория: Без категорий
Раскрытие информации Связь: Некоторые ссылки в посте выше являются «партнерскими ссылками».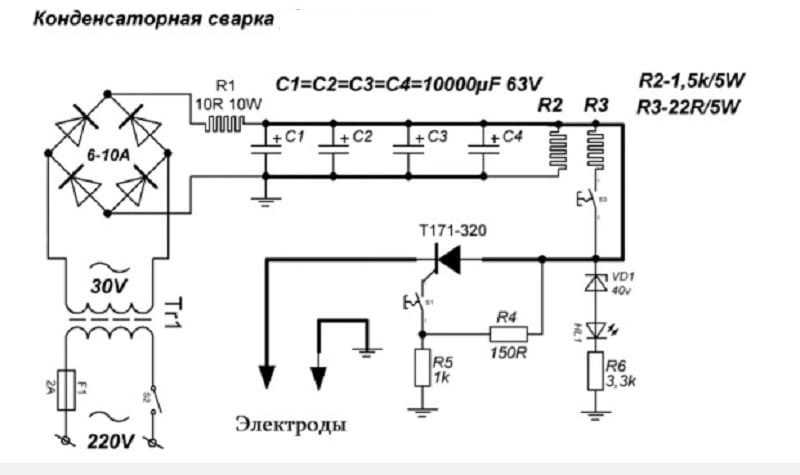 Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Экстремальные практические навыки – Как построить импульсный двигатель
«Хорошая легкая конструкция, которую может построить новичок , использует трубчатую стальную выхлопную трубу и воздухозаборник, приваренные к камере сгорания», – говорит Коттрилл. «Камера представляет собой длинный конус (стенка камеры) и тупой конус на переднем конце (который я называю куполом камеры). Оба сделаны из мягкой листовой стали, достаточно тонкой, чтобы ее можно было сформировать вручную с помощью простейших инструментов».
Начните с хорошо зарекомендовавшей себя конструкции, такой как импульсный реактивный двигатель Cottrill со сфокусированной волной.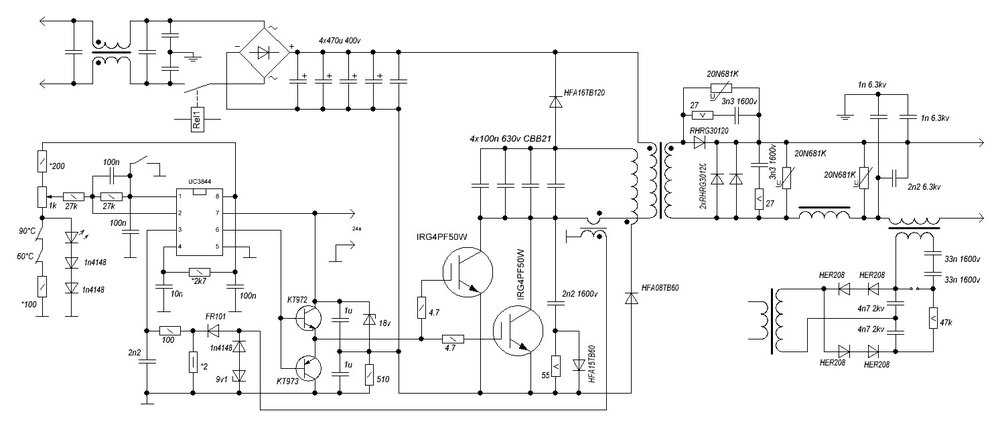 Это бесклапанный импульсный жиклер, устроенный таким образом, что камера сгорания представляет собой не что иное, как длинный конус, впадающий в выхлопную трубу. Давай сюда планы.
Это бесклапанный импульсный жиклер, устроенный таким образом, что камера сгорания представляет собой не что иное, как длинный конус, впадающий в выхлопную трубу. Давай сюда планы.
— свариваемая листовая сталь 22 калибра
— шестигранная метрическая гайка M10x1,0
— свеча зажигания NGK Model CM-6 трубки от Menard’s
Инструменты:— Предварительно разработанные шаблоны конусов (наклеены на папку «манила» и вырезаны)
— Маркировочная ручка PERMANENT с тонким острием
— Протирочный спирт
— Кожаные рабочие перчатки
— Средства защиты глаз
— Ручные ножницы по металлу — ИЛИ — Пневматические ручные ножницы — ИЛИ — Пневматический «выкусыватель»
— Оправка для стальной трубы
— Легкий молоток с шаровидным бойком или небольшой стальной молоток
— Мешок с песком
— Ручная электрическая дрель ИЛИ (гораздо лучше) небольшой сверлильный станок
— Маленький «полукруглый» напильник
— Сварочное оборудование и 1/16-дюймовый присадочный стержень из мягкой стали
— Стальная рулетка
— Ножовка
— Напильник «полукруглый» малый
— Брус из твердой древесины 2×4 с одним закругленным краем
— Сварочная установка и 1/16-дюймовый присадочный стержень из низкоуглеродистой стали
Разрежьте мягкую листовую сталь 22-го калибра по шаблону ножницами для самолетов, чтобы изготовить камеру сгорания, состоящую из двух частей. С помощью наковальни и молотка скатайте длинный открытый конус. Используйте молоток, чтобы сформировать тупой купол, чтобы закрыть конус. Сварите шов каждого конуса. Просверлите отверстие в наконечнике купола и приварите гайку крепления свечи зажигания.
С помощью наковальни и молотка скатайте длинный открытый конус. Используйте молоток, чтобы сформировать тупой купол, чтобы закрыть конус. Сварите шов каждого конуса. Просверлите отверстие в наконечнике купола и приварите гайку крепления свечи зажигания.
Вырежьте и напилите выхлопную и впускную трубы из отрезков тонкостенных труб. Используйте молоток со сферическим бойком, чтобы развальцевать оба конца. «Возьмите брусок твердой древесины и скруглите один край напильником или инструментом Surform», — говорит Коттрилл. «Радиус этого снаряда может быть довольно маленьким, 1/4 дюйма или даже меньше». Вставьте узкий конец конуса камеры в выхлоп.
Connect ItПриварите купол и выхлопную трубу к каждому концу конуса сгорания. Вырежьте отверстие на стороне конуса для порта, подходящего для впускной трубы.
Mount and Fire Установите буровую установку на крепление Буковски. Расположите пропановую горелку так, чтобы пламя проходило через отверстие выхлопной трубы. Зажгите его и продуйте.
Расположите пропановую горелку так, чтобы пламя проходило через отверстие выхлопной трубы. Зажгите его и продуйте.
Резка металла: «Работа с листовой сталью сама по себе может быть опасной», — говорит Коттрилл. «Не пытайтесь удерживать лист рукой во время сверления! Друг моего разума сильно порезал руку (включая повреждение нерва), когда сверло зацепило и закрутило кусок неподконтрольного ему металла. Самый безопасный способ сверлить листовой металл — на сверлильный станок на низкой скорости, при этом лист плотно прижат к столу сверлильного станка». Cottrill всегда сглаживает все края после резки. «Это занимает несколько минут, но после этого вы можете обращаться с осколками, не беспокоясь о травмах». При резке листового металла подметайте маленькие кусочки обрезков в форме полумесяца — они острые, как лезвия бритвы.
Запуск Pulse Jet: «Всегда дважды проверяйте надежность крепления двигателя, прежде чем пытаться его запустить», — говорит Коттрилл. «Прежде чем начать, убедитесь, что все ваши пропановые соединения затянуты. Убедитесь, что поблизости нет легковоспламеняющихся материалов, особенно позади вашего двигателя. Двигатели из простой стали могут время от времени выбрасывать искры во время работы — они вылетают, как маленькие раскаленные добела пули, — поэтому убедитесь, вы не собираетесь вызывать возгорание травы позади вашего двигателя».
«Прежде чем начать, убедитесь, что все ваши пропановые соединения затянуты. Убедитесь, что поблизости нет легковоспламеняющихся материалов, особенно позади вашего двигателя. Двигатели из простой стали могут время от времени выбрасывать искры во время работы — они вылетают, как маленькие раскаленные добела пули, — поэтому убедитесь, вы не собираетесь вызывать возгорание травы позади вашего двигателя».
Шум: «Импульсные струи могут навсегда повредить ваш слух, если вы находитесь в пределах нескольких футов от них», — говорит Коттрилл. Он носит пенопластовые заглушки и защитные наушники в качестве защиты слуха во время тестирования или запуска двигателя. В некоторых сообществах действуют строгие правила по шуму, и вы можете столкнуться с проблемами, если нарушите их со своим двигателем. Свяжитесь с местными властями, чтобы найти подходящее место или время суток, в котором не шумно.
Глоссарий: Крепление Bukowsky: Простая стойка, в которой используется хомут для крепления выхлопной трубы к заднему кронштейну, а свеча зажигания соединяется с передним кронштейном. Крепление предотвращает движение двигателя при воспламенении, а встроенный тепловой экран защищает оператора. Он был разработан в 2004 году старшеклассником Стивом Буковски для его первоначальной сборки прототипа бесклапанной импульсной струи с фокусированной волной.
Крепление предотвращает движение двигателя при воспламенении, а встроенный тепловой экран защищает оператора. Он был разработан в 2004 году старшеклассником Стивом Буковски для его первоначальной сборки прототипа бесклапанной импульсной струи с фокусированной волной.
Камера сгорания: Основное машинное отделение, в котором происходят взрывы. Это всегда место максимальных положительных и отрицательных колебаний давления в двигателе, в то время как в большей части камеры скорости газа будут оставаться относительно низкими. Обычно взрывные газы замещаются свежим воздухом и горючей смесью только в небольшой части камеры.
Дефлаграция: Это правильный технический термин для типа взрывов внутри пульсирующей струи. Термин «детонация» неверен для импульсных струй; это указывает на гораздо более сильное и быстрое взрывное действие. Термин «взрыв» приемлем для обычного обсуждения, хотя технически это слишком общий термин.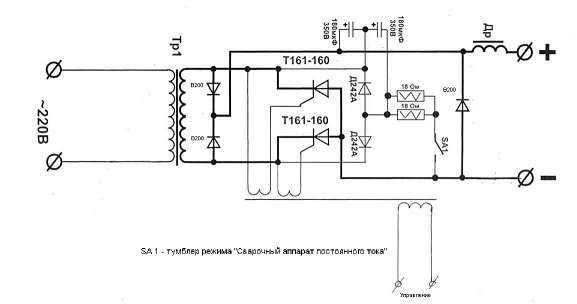
Flame-Out: Даже после того, как ваш двигатель хорошо заработает, можно открыть пропан настолько сильно, что двигатель не сможет дышать достаточным количеством воздуха, чтобы не отставать от него. Когда это происходит, двигатель «загорается» — он перестает реветь, и вместо впечатляющего голубого пламени, вылетающего из выхлопной трубы, у вас внезапно появляется большое вздымающееся желтое (возможно, закопченное) пламя, которое может фактически окутать весь двигатель. Если вы запускаете двигатель, и он внезапно перестает реветь, вы ДОЛЖНЫ немедленно перекрыть подачу пропана! И всегда держите под рукой огнетушитель типа A-B-C во время тестирования на случай, если что-то воспламенится.
Факел (на впуске или выхлопной трубе): Важным действием впуска и выхлопной трубы является получение наружного воздуха как можно быстрее, как только давление внутри двигателя начинает падать в каждом цикле. Это действие оптимизируется за счет плавного изгиба внешних краев воздуховодов наружу, подобно раструбу музыкального духового инструмента или валторны.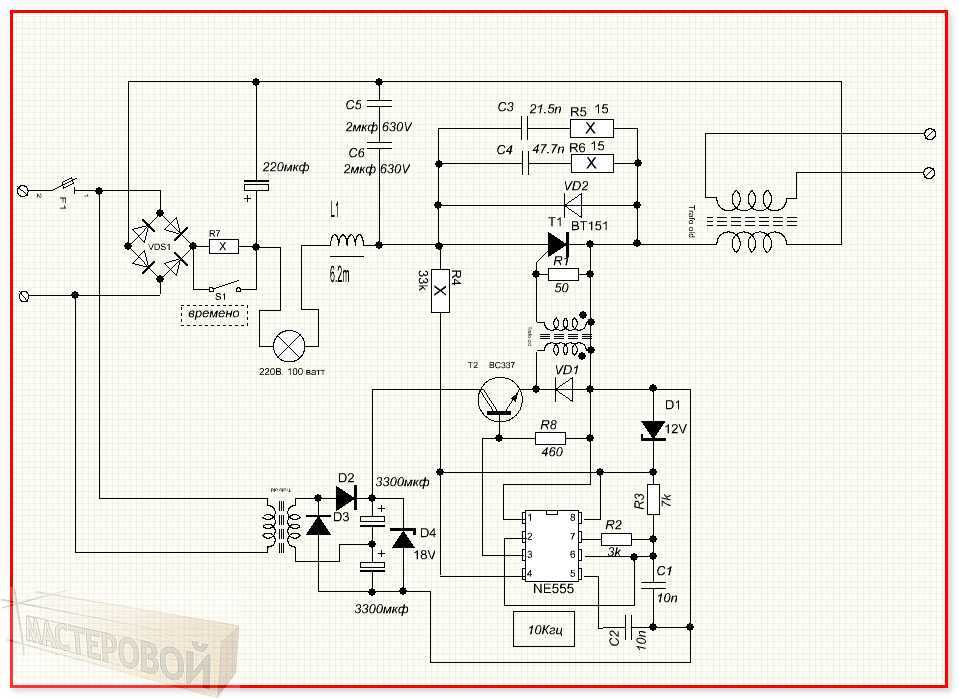 По сути, раструб значительно снижает сопротивление воздуха, которое было бы у простого обрезанного конца. Чтобы большинство бесклапанных двигателей хорошо настраивались, впускной патрубок должен быть достаточно большим. Расширители выхлопных труб могут быть небольшими и вообще не нужны на некоторых конструкциях двигателей.
По сути, раструб значительно снижает сопротивление воздуха, которое было бы у простого обрезанного конца. Чтобы большинство бесклапанных двигателей хорошо настраивались, впускной патрубок должен быть достаточно большим. Расширители выхлопных труб могут быть небольшими и вообще не нужны на некоторых конструкциях двигателей.
Впуск: Впускной канал (или впускная труба) имеет гораздо меньший объем, чем выхлопная труба. Его основная функция заключается в подаче нужного объема смеси свежего воздуха и топлива в камеру сгорания для создания следующего цикла взрыва. В отличие от выхлопной трубы, весь остаточный воздух выдувается из воздухозаборника после каждого взрыва, а за этим следует полная замена газов взрыва очередным зарядом свежего воздуха извне.
Выхлопная труба: Самый большой выпускной канал в двигателе, по которому относительно большая масса воздуха и продуктов сгорания отводится назад. После того, как волна давления от цикла взрыва выходит из выхлопной трубы, давление падает, и холодный воздух втягивается сзади, образуя следующую массу, которая будет выталкиваться наружу. Это холодное движение массы (из-за очередного взрыва) является основным источником реактивного импульса в двигателе.
Это холодное движение массы (из-за очередного взрыва) является основным источником реактивного импульса в двигателе.
Посмотрите, как Коттрилл и его коллеги тестируют Pulse Jet:
[youtube]http://www.youtube.com/v/aa4n8TBGrF4?fs=1&hl=en_US&rel=0[/youtube]
Portable Pulse?
Пол, Millermatic 350P, как и Lincoln PowerMIG 350MP, представляет собой источник питания и фидер, объединенные в одном шасси со встроенной тележкой на колесиках, как большинство из нас привыкло видеть в наши дни. Вы правы, серии XMT и Invision от Miller и серии Invertec от Lincoln — это ТОЛЬКО небольшие инверторные блоки питания. Они предназначены для работы с внешним механизмом подачи проволоки и горелкой (или катушечным пистолетом). В промышленной сварке MIG именно так изготавливается большинство машин, все отдельные узлы.MM350P и PM350MP являются полупромышленными машинами и являются пионерами в своем включении передового импульсного программирования с мощным источником питания и механизмом подачи промышленного класса (система с 4 ведущими роликами, о которой вы упоминали), все в одном доступном, простом в использовании пакете, который занимает мало места и потребляет гораздо меньше энергии, чем типичные большие, тяжелые и энергоемкие сварочные аппараты MIG, которые используются в большинстве производственных операций в течение многих лет.
Правда, хотя блоки питания XMT/Invision/Invertec намного меньше, легче и портативнее, чем 350P/350MP, стоит поставить блок питания на тележку с питателем и газовым баллоном, и в итоге они будут примерно такими же размеры и примерно одинаковая переносимость. Преимущество установки типа XMT для мобильной сварки заключается в том, что блоки можно хранить по отдельности. В большинстве грузовиков нет безопасного отсека, достаточно большого для хранения 350P, и одному парню было бы трудно достать его из отсека из-за его размера и веса. Отдельные единицы могут быть обработаны проще. Я не знаю, где я мог бы разместить 350P на своем грузовике, и я бы НЕ оставил его просто лежать в открытом кузове грузовика.
Существует большая разница в стоимости между полными системами. Millermatic 350P с двухтактной горелкой стоит около 5000 долларов. Импульсный источник питания XMT 350 МПа или Invision 350 МПа с двухтактным устройством подачи XR и горелкой стоит примерно на 4000 долларов БОЛЬШЕ, чем 350P, для выполнения той же задачи: импульсного напыления алюминия с двухтактной подачей проволоки.
Аппараты 350P и Invision MPa представляют собой аппараты для сварки в режиме MIG с постоянным/постоянным напряжением. XMT представляет собой DC/CC/CV, а также может выполнять сварку с постоянным током и TIG постоянным током, но не имеет высокочастотного пуска. Для сварки алюминия методом MIG в цехе, на мой взгляд, 350P с двухтактной горелкой — лучшее соотношение цены и качества. Для мобильной установки лучшим выбором будет XMT с фидером и горелкой, хотя и более дорогой.
Одним из недостатков станка 350P как производственного цеха является то, что он не предназначен для работы с внешними фидерами.
При использовании модели 350P вы можете только переключать катушки с проволокой во встроенном механизме подачи для смены металла или использовать катушкодержатель для сварки другого металла. Я бы хотел, чтобы Миллер изменил программу, чтобы можно было использовать внешние фидеры с 350P в импульсном режиме. Это действительно расширило бы универсальность 350P в магазине. К счастью, в нашем цехе мы свариваем алюминий только сварочными аппаратами 350P, так что это не проблема для нашей компании. Я хотел бы использовать устройство подачи XR и горелку с моим 350P дома, чтобы у меня был рулон алюминиевой проволоки в одном устройстве подачи и рулон стали в другом для импульсного распыления стали, 2 баллона с разными газами на тележке. , и просто поменяйте местами силовые кабели и включите соответствующую подачу газа, когда я хочу поменять металлы с этой машиной.
XMT должен быть хорошим выбором, если вам нужна компактная, мощная машина, которая также может работать с TIG сталью и не имеет значения, что у вас нет высокочастотного запуска. Тем не менее, XMT, полностью настроенный для двухтактных импульсных MIG и TIG, будет стоить больших денег. Примерно столько же стоит покупка Millermatic 350P и Maxstar 350 (постоянный ток/TIG с HF), что позволяет использовать каждую машину для каждого процесса отдельно. Для использования в магазине я предпочитаю отдельную машину для каждого использования. При использовании на грузовике чем больше вещей может сделать одна машина, тем лучше, потому что меньше оборудования остается на грузовике. Для использования в цеху хорошей комбинацией будет Millermatic 350P и Dynasty 200DX, добавляющая возможность сварки алюминия методом TIG.
Надеюсь, это поможет.
 В нашем производственном цеху мы модернизировали наши старые 500-фунтовые машины-монстры, которые высасывали так много сока, новыми машинами Millermatic 350P, которые намного меньше и проще в эксплуатации и потребляют вдвое меньше энергии для выполнения той же работы. После их использования в течение 3 лет мы все еще очень довольны новыми машинами. Мне нравится с ними сварка.
В нашем производственном цеху мы модернизировали наши старые 500-фунтовые машины-монстры, которые высасывали так много сока, новыми машинами Millermatic 350P, которые намного меньше и проще в эксплуатации и потребляют вдвое меньше энергии для выполнения той же работы. После их использования в течение 3 лет мы все еще очень довольны новыми машинами. Мне нравится с ними сварка.Последний раз редактировалось DesertRider33; 08.01.2008 в 03:24.
ММ350П/Питон/К300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Грузовая платформа LoadNGo
Bobcat250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Passport/Q300
Smith op
Кто-нибудь использует двойной импульс MIG?
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Кто-нибудь использует двухимпульсный MIG?
25-06-2022 #1
Кто-нибудь использует двухимпульсный МИГ?
На прошлой неделе я разговаривал с Everlast о новом TIG, который я хочу купить, и парень из отдела продаж/техника предложил мне вместо него рассмотреть (по цене аналогичный устройству, о котором я спрашивал) «двойной импульсный» MIG.
Название модели: POWER I-MIG 253DPI. Меня в первую очередь интересует сварка тонких алюминиевых труб (0,050–0,0625 дюйма). Парень из Everlast подумал, что мне больше понравится их новый MIG, который имеет функцию двойного импульса и может использоваться на тонкостенном алюминии. У меня еще нет опыта работы с TIG, но я всегда хотел его.Ответить с цитатой
25-06-2022 #2
Re: Кто-нибудь использует двухимпульсный МИГ?
Как у кого-то, у кого есть 2 сварочных аппарата Miller 350p для алюминия
, сварить тонкую алюминиевую трубку не так просто.
Лично я бы сделал это в tig вместо mig.Во всяком случае, продемонстрируйте устройство перед его покупкой.
Ответить с цитатой
25-06-2022 #3
Re: Кто-нибудь использует двухимпульсный МИГ?
Двойной пульс — это вообще трюк. Он ничего не добавляет к прочности сварного шва. Это действительно просто косметика.
Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 0 лайков, 1 дизлайка
25-06-2022 #4
Re: Кто-нибудь использует двухимпульсный МИГ?
Луи прав не только в том, что двойной импульс добавляет эстетики, но и в том, что он не слишком благоприятен для алюминия тоньше 0,080.
Одноимпульсный больше подходит для тонкого алюминия в MIG. Кроме того, двойной импульс на 253 dpi не является синергетическим и выполняется полностью вручную, когда оператор должен установить как пиковые/фоновые токи, так и правильные смещения напряжения для обоих этих токов, а также частоту импульсов.21:20-и далее в этом видео иллюстрирует это.
Как Зила говорит в видео, преимущества ручных настроек в том, что вы можете набрать , а недостаток в том, что вы должны набрать . Другого пути нет. Вы только посмотрите, сколько купонов он использовал, проводов, обгоревших советов, которые он пережил, лол.
TIG был бы лучше для тонкого алюминия без труда, но сварка MIG тонкого алюминия возможна с помощью более качественного аппарата, такого как HTP Pro Pulse. Они могут сваривать до 0,030 дюйма в синергетической одноимпульсной программе Precision Aluminium Welding.
Это специально разработанная программа, которая на самом деле работает только с тонким алюминием и только до 0,079 дюйма.» (другие программы заботятся о более толстых материалах).37:40 в этом видео показано это. Если бы у меня было больше алюминиевых проектов/работ, я бы, вероятно, использовал его больше, но для некоторых вещей здесь и там TIG удобнее.
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-06-2022 #5
Re: Кто-нибудь использует двухимпульсный МИГ?
человек на ютубере демонстрирует немецкое многофункциональное миг.
.. шоу с использованием одиночного импульса и двойного….около 9 минут видео
Ответить с цитатой
26-06-2022 #6
Re: Кто-нибудь использует двухимпульсный МИГ?
Первоначально Послано xmmancharl
человек ютубера демонстрирует немецкий многоцелевой миг.
Я ДУМАЮ, что эти машины немецкие только по названию. Я могу ошибаться. .. ]Отправлено с моего iPad с помощью Tapatalk
:
Ответить с цитатой
26-06-2022 #7
Re: Кто-нибудь использует двухимпульсный МИГ?
Исходное сообщение xmmancharl
человек на ютубере демонстрирует немецкий многоцелевой миг.
.. шоу с использованием одиночного импульса и двойного….примерно 9 минут видео
[/URL]
Ужасные результаты, потому что он, скорее всего, использовал 80/20. Думаю, с 90/10 или 92/8 он бы добился лучших результатов.Это одиночный импульс на стали, правильно выполненный с помощью HTP Pro Pulse 200
Вот как выглядит настоящий двойной импульс на стали постфактум. Копоть осталась, так что не чистил. Практически нулевое разбрызгивание.
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
26-06-2022 #8
Re: Кто-нибудь использует двухимпульсный МИГ?
Ух ты! Спасибо за все комментарии! Я подумал, что странно, что он предложил DP MIG вместо алюминия.
Возможно, он неправильно понял, над чем я работаю. Первоначально я смотрел на Everlast PowerTIG 250EX. Я нашел один подержанный, на котором я думал, что смогу сэкономить несколько долларов. Затем я кое-что прочитал о том, что у него есть вариант с кулером для воды, который я подумал, что это хорошее дополнение — возможно, позже, когда возникнет большая потребность. Я где-то читал, что вы не можете использовать более 125 ампер без кулера для воды. Я заметил, что новый блок поставляется только с факелом водяного охлаждения. Я не был уверен, сможете ли вы использовать эту горелку без кулера (доплата 400 долларов) или нет, поэтому я позвонил и поговорил с вами о машине. Именно тогда он вел меня к 253DPi.Проведя небольшое исследование, я наткнулся на некоторую информацию о том, что треугольная форма волны лучше подходит для тонкого алюминия, поэтому я начал рассматривать эти коробки. Everlast предлагает PowerTIG 255 EXT с тремя различными формами волны, включая треугольную. Кто-нибудь использует треугольную форму волны для тонкого алюминия? Похоже, что у этого устройства может быть такая же проблема с горелкой с водяным охлаждением и охладителем, чтобы сваривать с большим током.
Ответить с цитатой
26-06-2022 #9
Re: Кто-нибудь использует двухимпульсный МИГ?
ютубер демонстрирует немецкое многофункциональное миг… показывает, используя одиночный пульс и двойной….
около 9 минут видео
Думаю, Оскар любезен, приписывая проблемы газу. Я думаю, что человек, запускающий демонстрацию, понятия не имел, как правильно настроить машину. Это был путь к большому треску и брызгам для импульсной сварки MIG. Как справедливо отмечает Оскар, когда машина настроена правильно, разбрызгивания нет, и треска нет (или очень мало того и другого) 9.0002 Интересно то, что я не думаю, что импульсная сварка MIG была разработана для сварки более тонких материалов, я полагаю, что на самом деле она была разработана для того, чтобы иметь возможность распылять более тяжелые свариваемые детали вне заданного положения. Pulse MIG чертовски ГОРЯЧИЙ!! Как горячий двойной щит. Я могу сваривать 1/8 материала коротким замыканием весь день в обычных перчатках MIG (Tillman). Однако, используя импульсную сварку MIG на том же материале 1/8, тыльная сторона моей поддерживающей руки начинает обгорать примерно через 6 дюймов. Это безумие.Мультиматик Миллер 255
Ответить с цитатой
26-06-2022 #10
Re: Кто-нибудь использует двухимпульсный МИГ?
Приобретите себе сварочный аппарат TIG.
С ним можно сваривать очень точные деталиОтветить с цитатой
26-06-2022 #11
Re: Кто-нибудь использует двухимпульсный МИГ?
Ага. Это мой план. У меня возникли проблемы с поиском брендов, отличных от Everlast, рекламирующих несколько волновых форм. Есть идеи о других сварочных аппаратах с опцией треугольной волны менее чем за 2 тысячи долларов?
Ответить с цитатой
26-06-2022 #12
Re: Кто-нибудь использует двухимпульсный МИГ?
Меньше 2 тысяч долларов? Нет.
Но с учетом сказанного, при правильных настройках импульса и частоты вам действительно не нужна треугольная форма волны. Я не уверен, что взял бы Everlast, если бы они не раздавали их бесплатно. Я думаю, что Primeweld, скорее всего, сделает то, что вам нужно.Мультиматик Миллер 255
Ответить с цитатой
26-06-2022 №13
Re: Кто-нибудь использует двухимпульсный МИГ?
Ах.
Что вам не нравится в марке Everlast и что вам нравится в Primeweld?Ответить с цитатой
26-06-2022 №14
Re: Кто-нибудь использует двухимпульсный МИГ?
Первоначально Послано mattj88
Да. Это мой план. У меня возникли проблемы с поиском брендов, отличных от Everlast, рекламирующих несколько волновых форм.
Я хотел бы процитировать Кевина из другой темы, где они говорили об импульсной сварке TIG… Есть идеи о других сварочных аппаратах с опцией треугольной волны менее чем за 2 тысячи долларов?Автор: Кевин Морин
Обучение использованию импульсной сварки TIG — это своего рода Уловка-22. Вы недостаточно опытны, чтобы принимать правильные решения в большинстве регулировок, пока не станете достаточно квалифицированными/опытными, чтобы не нуждаться в помощи, которую предлагает Pulsed TIG!
cheers,
IMO, то же самое относится к использованию треугольной формы волны, едва начав с TIG. ИМХО, сначала изучите TIG и контролируйте множество переменных, которые просто Basic TIG бросят вам в лицо, , а затем узнайте о расширенных функциях, чтобы по-настоящему понять, как они могут вам помочь. Когда вы впервые запустите TIG, он, скорее всего, очень быстро вас унизит, и вы не будете знать, что к чему, просто потому, что вы только начинаете свое предприятие.
Kevin Morin
Kenai, AK Вы, вероятно, подумаете, что что-то не так с машиной, скоростью потока, силой тока, частотой, формой волны, балансом EN/EP и т. д., и т. д. просто пока не умею TIG (другими словами, чтобы увидеть большая картина как это все разыгрывается включая технику пользователя). Конечно, я могу ошибаться, и вы можете быть естественным, но, судя по тому, как люди пишут здесь на протяжении многих лет, когда они впервые запускают TIG, это довольно распространенный сценарий.1-е место на WeldingWeb с прокручивающимся знаком!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-06-2022 №15
Re: Кто-нибудь использует двухимпульсный МИГ?
Оскар на 100% прав с этим последним комментарием.
Если говорить по собственному опыту, то первые три месяца мне очень не понравились. Я начал с простого, только правильно подготовленная углеродистая сталь, качественный сварочный аппарат, качественные расходные материалы и качественная горелка. Слабым звеном был я сам. Пока я не нарастил необходимую мышечную память, я не видел фактического прогресса в течение примерно 90 дней.
Моя рекомендация? Приобретите приличный сварочный аппарат, а деньги потратьте на оптрел кристалл или панорамахх. Имхо, способность четко определять все крошечные переменные дает нам наилучшие шансы на успех. Пожалуйста, сделайте себе одолжение и послушайте это.Sanrex Sanstick 140s(wtl 140)
Primeweld 225x
Coolmate 3
Primeweld Cut50
Lincoln Idealarc 250 acdc
Miller Shopmate 300( best wire arc!co2!)
Miller 8vs
Miller s22p12
Everlast 210stl
Powcon 300smОтветить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-06-2022 №16
Re: Кто-нибудь использует двухимпульсный МИГ?
что касается двойного импульса MIG, я и некоторые другие используют его на алюминии вне позиции.
Нижняя половина фонового усилителя позволяет сварочной ванне немного быстрее замерзнуть и немного облегчает получение качественных сварных швов на подъемах и над головой. Это, конечно, не обязательно, но я им пользуюсь.Я абсолютно не хотел бы варить в MIG что-либо из алюминия толщиной менее 2 мм (80 тысяч), по крайней мере, вручную. Для этого вам нужна робототехника, чтобы не отставать от скорости движения. Это выполнимо, но это не красиво.
Золотое правило Мерфи: у кого есть золото, тот и устанавливает правила.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-06-2022 # 17
Re: Кто-нибудь использует двухимпульсный МИГ?
Первоначально Послано mattj88
Ах.
У меня было два сварочных аппарата Everlast. У первого появился сумасшедший недостаток после того, как я использовал его в течение нескольких недель. Потребовалось более 50 (да, 50) электронных писем и, вероятно, дюжина телефонных звонков, чтобы решить эту проблему. Люди, с которыми я впервые разговаривал, прислали мне дисплей (неправильный), еще один дисплей (правильный), плату (неправильную) и, наконец, еще одну плату (правильную), но это не решило проблему. Что вам не нравится в марке Everlast и что вам нравится в Primeweld?Наконец-то я поговорил с Олегом, владельцем Everlast. К тому времени он предложил замену устройства или кредит полной покупной цены на более дорогую машину. Я решил выбрать машину получше и купил PowerTIG 210EXT. Он отлично работает и имеет треугольную форму волны, усовершенствованную прямоугольную форму волны и мягкую прямоугольную форму волны … Я действительно не использую ничего, кроме усовершенствованной прямоугольной формы волны. Что бы я ни пытался, я получаю лучшие результаты по алюминию с моим старомодным Syncrowave 250DX… может быть, я провел часы с обеими включенными машинами рядом друг с другом, и я всегда получаю лучшие результаты с Синхр.
В целом, я бы сказал, что это хорошо сваривается, но компания не позволит мне снова что-либо купить у них.На обоих моих TIG установлены водоохладители, и я должен согласиться с тем, что 125А является своего рода практическим ограничением для горелок с воздушным охлаждением. Однажды я использовал горелку с воздушным охлаждением около 150 А, и задняя крышка расплавилась и отвалилась … до этого ручка была чертовски горячей. Горелки с водяным охлаждением почти не нагреваются и меньше по размеру, поэтому они лучше работают в ограниченном пространстве и их легче удерживать в устойчивом положении.
Если бы я покупал свою первую сварку TIG прямо сейчас, я бы купил Primeweld 225X, как и было предложено. Это импортная машина, но компания находится в США, и вы можете очень быстро дозвониться до человека. Они также получают очень высокие оценки за обслуживание клиентов, и я еще не видел ни одного отрицательного комментария о них. Чего нельзя сказать об Everlast, у которого в целом ужасная репутация в сфере обслуживания клиентов.
.. как показывает мой пример. Обратите внимание, форум Everlast является платным, и они удаляют комментарии и темы, критикующие их… Марк (Lugweld) скоро появится, чтобы попытаться заявить, что что-то изменилось, но критические отзывы продолжают поступать.У меня нет Primeweld, но я планирую купить один из их плазменных резаков в ближайшем будущем.
Посетите веб-сайт моих настольных тисков:
http://mivise.comMiller Syncrowave 250DX
Millermatic 350P с XR AlumaPro
Miller Regency 200 с фидером 22A и Spoolmatic 3
Хобарт Чемпион Элита
Everlast PowerTig 210EXTОтветить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-06-2022 # 18
Re: Кто-нибудь использует двухимпульсный МИГ?
Спасибо за все комментарии.
Я определенно не хочу иметь дело с вопросами гарантии. Мне также нравится устройство Primeweld, но мне бы очень хотелось иметь спусковой крючок горелки для труднодоступных мест. Планирую установить каркас безопасности. Есть ли устройство Primeweld, которое предлагает триггер горелки?Последний раз редактировалось mattj88; 27.06.2022 в 15:00.
Ответить с цитатой
27-06-2022 # 19
Re: Кто-нибудь использует двухимпульсный МИГ?
Первоначально Послано mattj88
Спасибо за все комментарии.
Купите себе кнопку TIG. Я определенно не хочу иметь дело с вопросами гарантии. Мне также нравится устройство Primeweld, но мне бы очень хотелось иметь спусковой крючок горелки для труднодоступных мест. Планирую установить каркас безопасности. Есть ли устройство Primeweld, которое предлагает триггер горелки?https://www.6061.com/tigbutton.htm
Сделано ребятами из TIG Control.
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-06-2022 #20
Re: Кто-нибудь использует двухимпульсный МИГ?
Спасибо! Похоже, коробка Primeweld тоже имеет функцию 2T/4T.
В спецификациях этого не сказано, но у устройства есть эта кнопка на передней панели!Первоначально Послано Оскаром
Получите себе кнопку TIG.
https://www.6061.com/tigbutton.htm
Сделано ребятами из TIG Control.
Ответить с цитатой
27-06-2022 # 21
Re: Кто-нибудь использует двухимпульсный МИГ?
Спасибо за все полезные комментарии.
Я только что купил Primeweld 225X. Очень взволнован, чтобы начать! Спасибо!!!Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
27-06-2022 # 22
Re: Кто-нибудь использует двухимпульсный МИГ?
Как сказал Мункул, двойной импульс очень хорошо работает без позиции. Многие думают, что это просто для красоты, но, когда они разговаривают напрямую с инженерами Panasonic, когда ищут новую машину, это гораздо больше.
Это похоже на лучший термоконтроль по сравнению с термоконтролем, который вы получаете с импульсной сваркой MIG. На практике это одна из тех вещей, где я никогда не захочу возвращаться в «темные века». Также, как уже говорили другие, я бы не стал использовать MIG на намного меньшем, чем 3 мм.Panasonic YD400-VP1 и мой приятель JP сжигают корпуса лодок. Эта машина почти работает сама.
Panasonic YC-300BP2
Panasonic YC-200BL3
Suzukid Arcle 180
Lincoln IdealARC R3R-400
Thermal Dynamics Cutmaster 52
Everlast R3R-400
. ..и прочий мусор в ассортиментеОтветить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
28.
06.2022
# 23Re: Кто-нибудь использует двухимпульсный МИГ?
Первоначально написал JDM Welder
Как сказал Мункул, двойной импульс очень хорошо работает вне позиции. Многие думают, что это просто для красоты, но, когда они разговаривают напрямую с инженерами Panasonic, когда ищут новую машину, это гораздо больше. Это похоже на лучший термоконтроль по сравнению с термоконтролем, который вы получаете с импульсной сваркой MIG. На практике это одна из тех вещей, где я никогда не захочу возвращаться в «темные века».
Также, как уже говорили другие, я бы не стал использовать MIG на намного меньшем, чем 3 мм.Panasonic YD400-VP1 и мой приятель JP сжигают корпуса лодок. Эта машина почти работает сама.
Вы знаете, что такое JDM Welder, вы абсолютно правы. Извини, Луи, мне придется отказаться от своего согласия с идеей о том, что двойной импульс используется только в косметических/эстетических целях. Я согласен с идеей, но пока только для мягкой стали .Не могу поверить, что я на самом деле забыл о нескольких чрезвычайно информативных научных документах, которые я недавно загрузил, о двухимпульсном МИГе:
Взгляд на двухимпульсную газовую дуговую сварку металлическим электродом, прикладные науки, сентябрь 2017 г.
Особенности двухимпульсной газовой дуговой сварки металлическим электродомВлияние двухимпульсной сварки MIG на образование пористости алюминия 5083 Угловой шов
Двухимпульсная сварка MIG с тройной проволокой алюминиевого сплава 6082-T6: характеристики процесса и характеристики соединенияКратко:
- DP-GMAW (двойной импульс) алюминия дает более мелкую структуру зерна, чем P-GMAW (одноимпульсный) и DC-GMAW (неимпульсный постоянный ток) за счет перемешивания сварочной ванны
- Это перемешивание/встряхивание с последующим повторным плавлением и повторным отверждением сохраняет размер зерна небольшим, что обеспечивает более желаемые механические свойства.
- Он также позволяет водороду мигрировать из сварочной ванны, тем самым помогая уменьшить пористость.
- Более мелкие и мелкие зерна, образующиеся в результате повторного плавления и повторного затвердевания, наряду с меньшей пористостью могут обеспечить более высокую текучесть и предел прочности при растяжении в сварном соединении (за счет снижения потери прочности/ с).
- Усталостная прочность соединения DP-GMAW также выше по сравнению с прямым соединением DC-GMAW.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
28.06.2022 # 24
Re: Кто-нибудь использует двухимпульсный МИГ?
Дэн! Эта машина просто зверь! Сладкая работа тоже!!
Я бы хотел попробовать эту штуку!!Первоначально написал JDM Welder
Как сказал Мункул, двойной импульс очень хорошо работает вне позиции.
Многие думают, что это просто для красоты, но, когда они разговаривают напрямую с инженерами Panasonic, когда ищут новую машину, это гораздо больше. Это похоже на лучший термоконтроль по сравнению с термоконтролем, который вы получаете с импульсной сваркой MIG. На практике это одна из тех вещей, где я никогда не захочу возвращаться в «темные века». Также, как уже говорили другие, я бы не стал использовать MIG на намного меньшем, чем 3 мм.Panasonic YD400-VP1 и мой приятель JP сжигают корпуса лодок. Эта машина почти работает сама.
Ответить с цитатой
28.06.2022 # 25
Re: Кто-нибудь использует двухимпульсный МИГ?
Спасибо за ссылки! Я прочитаю их!!
Первоначально Послано Оскаром
Вы знаете, что JDM Welder, вы абсолютно правы.
Извини, Луи, мне придется отказаться от своего согласия с идеей о том, что двойной импульс используется только в косметических/эстетических целях. Я согласен с идеей, но пока только для мягкой стали .Не могу поверить, что я на самом деле забыл о нескольких чрезвычайно информативных научных документах, которые я недавно загрузил, о двухимпульсном МИГе:
Взгляд на двухимпульсную газовую дуговую сварку, прикладные науки, сентябрь 2017 г.
Особенности двухимпульсной газовой дуговой сварки металлическим электродомВлияние двухимпульсной сварки MIG на формирование пористости алюминия 5083 Угловое соединение
Двухимпульсная тройная сварка Сварка MIG-проволокой алюминиевого сплава 6082-T6: характеристики процесса и характеристики соединенияКратко:
- DP-GMAW (двойной импульс) алюминия дает более мелкую структуру зерна, чем P-GMAW (одиночный импульс) и DC-GMAW (неимпульсный постоянный ток) посредством перемешивания/встряхивания сварочной ванны
- Это перемешивание/встряхивание с последующим повторным плавлением и повторным отверждением сохраняет размер зерна небольшим, что обеспечивает более желаемые механические свойства.
- Он также позволяет водороду мигрировать из сварочной ванны, тем самым помогая уменьшить пористость.
- Более мелкие и мелкие зерна, образующиеся в результате явления повторного плавления и повторного затвердевания, наряду с меньшей пористостью могут обеспечить более высокую текучесть и предел прочности при растяжении в сварном соединении (за счет снижения потери прочности /с).
- Усталостная прочность соединения DP-GMAW также выше по сравнению с прямым соединением DC-GMAW.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Лучший сварочный аппарат MIG для стали 1/2 дюйма (в 2022 г.)
Последнее обновление: Гаррета Стронга
Отказ от ответственности: Makemoneywelding. com поддерживает наших читателей отраслевыми знаниями
& исследовательская работа. Вы поддерживаете нас через наши тщательно отобранные продукты со ссылками, которые могут
заработать нам комиссию.
Сварка малоуглеродистой стали толщиной 1/2 дюйма за один проход требует выходной мощности не менее 250 ампер для постоянного и надлежащего провара шва. На рынке представлено множество сварочных аппаратов, удовлетворяющих этим требованиям по «мощности», но лишь немногие из них заслуживают вашего внимания.
В этой статье вы узнаете, какой сварочный аппарат MIG лучше всего подходит для стали диаметром 1/2 дюйма в зависимости от ваших потребностей. Кроме того, мы обсудим основные функции и функции сварочного аппарата MIG, на которые следует обратить внимание, в нашем руководстве по покупке для новичков.
Быстрое сравнение
| Товар | |||
|---|---|---|---|
| Изображение | Товар | Подробности | |
Лучший бюджетный сварочный аппарат MIG для стали диаметром 1/2 дюйма | Сварочный аппарат MIG Eastwood 250 А | Доступный, но качественный Двойной вход напряжения Легкий и портативный | Проверить цену через Иствуд |
Лучший недорогой сварочный аппарат MIG для магазина | Сварочный аппарат Hobart IronMan 240 MIG | Трансформаторный Превосходное качество дуги Сделано в США | Проверить цену через Northerntool |
Лучший портативный сварочный аппарат MIG для профессионалов | Everlast PowerMIG 275P | Уникальный подход Pulse MIG Портативный Многофункциональный | Проверить цену через Амазон |
Лучший сварочный аппарат MIG для требовательных пользователей | Линкольн Электрик Пауэр МиГ 260 | 7-дюймовый дисплей Дополнительные функции Трансформатор | Проверить цену через Амазон |
Лучший сварочный аппарат MIG для сварочного цеха | Сварочный аппарат Millermatic 252 MIG | 10-летняя Трансформаторная Высочайшее качество дуги и сборки | Проверить цену через Амазон |
Пять лучших сварочных аппаратов MIG для толстой стали толщиной 1/2 дюйма
Ниже мы собрали лучшие сварочные аппараты, чтобы удовлетворить различные потребности покупателей. Например, воину выходного дня, который делает все своими руками, не нужно тратить тысячи долларов на сверхмощное оборудование профессионального уровня.
1. Сварочный аппарат MIG Eastwood 250 А
- Вход 120/240 В
- ПВ 60 % при выходном токе 250 А
- Весит всего 46 фунтов
- Держатель шпульного пистолета
- Инверторная технология IGBT
- Быстрая подача для простой ручной подачи проволоки
- 3 года гарантии
Pros
- Самый доступный высококачественный сварочный аппарат MIG 250A
- Стабильная, четкая дуга
- Новейшая инверторная технология
- Плавная регулировка настроек
- Сила звука на выходе при 120В
- Включает высококачественную горелку Trafimet MIG
- США Марка с хорошей репутацией
- Тросовый привод из литого алюминия
- Поддерживает провод 0,045 дюйма
- Выключатель в виде прерывателя
- Включает таблицу рекомендуемых настроек
Минусы
- Без цифрового дисплея
- Алюминиевый привод более низкого качества по сравнению с другими сварочными аппаратами в нашем обзоре
- Короткие провода
- Не поддерживает никаких полезных функций, таких как 2T/4T
- Нет опоры для катушек с проволокой диаметром более 10 дюймов.
Обзор
Аппарат Eastwood MIG 250A — лучший бюджетный аппарат для сварки стали толщиной 1/2 дюйма. Настроенный для легкого изготовления и любителей DIY, в дизайне отсутствуют некоторые высококлассные функции. Оптимизированные функции ограничивают его использование в профессиональной среде, но Иствуд создал этот сварочный аппарат для ежедневного использования в тяжелых условиях.
Если у вас есть сварочный цех, он, безусловно, справится с такой нагрузкой. Но в нем отсутствуют важные функции, такие как импульсная сварка MIG, поддержка двухтактного пистолета для современной сварки алюминия, 2T/4T и т. д. Любителям не нужны большинство этих функций, поэтому низкая цена, отличная сборка и качество дуги делают эту модель Eastwood сделка.
Сварочный аппарат так же прост в эксплуатации, как и Ironman 240 компании Hobart, и включает в себя все необходимое. Однако выводы у Eastwood 250A короче, чем у конкурирующих моделей. 3-летняя гарантия конкурирует с брендами высокого класса, но качество сборки уступает брендам высокого класса. Например, здесь нет цифрового дисплея, а система тросового привода использует базовую конструкцию из литого алюминия (вы можете прочитать мой полный обзор Eastwood MIG 250 здесь).
Выходная мощность Иствуда поддерживает сварку стали толщиной 1/2 дюйма, но другие сварочные аппараты в нашем обзоре имеют более высокую выходную силу тока, что позволяет им сваривать быстрее. Однако рабочий цикл Иствуда длиннее, чем у сварщиков Хобарта, Миллера и Линкольна, также включенных в этот список.
Последняя цена на Иствуд
2. Hobart IronMan 240 MIG Welder
- Исключительное качество сборки
- До 280 А и скорость подачи проволоки 700 дюймов в минуту
- ПВ 60 % при выходном токе 200 А
- Трансформатор для максимальной долговечности
- Держатель шпульного пистолета
- Встроенная ходовая часть
- Гарантия Hobart 5/3/1
Pros
- Лучший бюджетный профессиональный сварочный аппарат MIG для стали толщиной 1/2 дюйма
- Четкая, стабильная дуга Хобарта
- Бесступенчатая регулировка напряжения и скорости подачи проволоки
- Очень высокая скорость наплавки присадочного металла
- Превосходное, равномерное проникновение
- Минимальное разбрызгивание
- Реверсивные приводные ролики
- Исключительно угловая система привода проволоки из литого алюминия
- Простота использования
- Все включено
- 15-футовая горелка MIG
- Поддерживает катушки с проволокой весом до 45 фунтов
- Безупречная сварка алюминия
- Встроенная тележка для баллона с защитным газом
- Сделано в США
- Разработан как преемник широко популярного Ironman 230
Минусы
- Чрезвычайно тяжелый — 186 фунтов
- только вход 240 В
- Зажим заземления на 5 футов короче горелки MIG
- Нет дополнительных функций
- Отсутствует цифровой дисплей
- Произвольные числа для управления напряжением и скоростью подачи проволоки
- Недостаточно аксессуаров по этой цене
- Горелка MIG могла бы быть лучше
Обзор
Аппарат Hobart Ironman 240 — это базовый сварочный аппарат MIG с исключительным качеством дуги и сборки. Отсутствие дополнительных функций снижает цену, что делает его одним из самых доступных сварочных аппаратов MIG с высокой выходной силой тока для профессиональных сварочных мастерских.
Hobart производит свою продукцию в США в соответствии с высокими производственными стандартами. Соедините качество сборки с сердечником трансформатора, и вы получите сварочный аппарат, который доживет до ваших внуков. Однако эта долговечность достигается за счет портативности. Ironman весит 186 фунтов, и его трудно передвигать.
Но такой мощный сварочный аппарат, как Ironman 240, справляется со сталью толщиной 1/2 дюйма лучше, чем Eastwood 250A, и сваривает быстрее. Кроме того, высокая скорость наплавки, возможная при скорости подачи проволоки 700 дюймов в минуту («IPM»), позволяет быстро заполнять значительные зазоры, сохраняя при этом сварочную ванну влажной.
Кроме того, огромный рабочий цикл и максимальная мощность 280 А позволяют выполнять крупносерийное производство в любом сварочном цеху. Однако, поскольку Хобарт агрессивно оценивал Ironman 240, домашние любители также часто покупают эту машину, что увеличивает спрос на этот сварочный аппарат. Это приводит к тому, что он иногда распродается. Возможно, вам придется подождать, если вы хотите заказать один.
Помимо стали, этот агрегат Hobart отлично справляется с алюминием. Выходная мощность 280 А удерживает горячую лужу на толстых алюминиевых деталях, что может быть проблемой для Иствуда 250А. Но, прежде всего, известное качество дуги Хобарта обеспечивает безупречное соединение, значительно повышая качество сварного шва.
Последняя цена на Northerntool
3. Everlast PowerMIG 275P
- Поддерживает сварку MIG и Stick в синергетическом и ручном режимах.
- Опора Pulse MIG с переменным напряжением
- Нагружен функциями от управления индуктивностью до настроек до/после потока
- Двойные цифровые дисплеи с функциями памяти
- Промышленный рабочий цикл 50 % при 275 А
- Высокое качество сборки
- Стандартная и двухтактная опора пистолета
- на основе IGBT-инвертора и облегченный
- 5-летняя гарантия
Pros
- Импульсная сварка MIG позволяет выполнять быструю сварку в неустановленном положении, особенно при сварке стали и нержавеющей стали.
- Автоматическая и ручная сварка MIG
- Сварка до 5/8 дюйма за один проход
- Исключительное качество дуги
- Система подачи проволоки из литого алюминия с 4 роликами повышает устойчивость проволоки
- Опоры для сварки электродом, в том числе электродом Э6010
- Бесконечная возможность регулировки настроек
- Включает режимы точечного и стежкового режима.
- Synergic MIG работает с шпульным пистолетом
- Длинный провод горелки MIG
- Весит всего 65 фунтов
- Поддерживает большие 12-дюймовые катушки проволоки
Минусы
- Нет настроек горячего запуска MIG
- Импульсная сварка MIG НЕ синергетическая, только ручная.
- Нет функции 2T/4T, что очень жаль
- Только вход 220/240 В
- Пользовательский интерфейс пугает и требует времени, чтобы разобраться
Обзор
Everlast PowerMIG 275P немного дешевле, чем Ironman 240 от Hobart, и включает в себя множество функций, которых нет у Hobart. Тем не менее, это не известный, устоявшийся бренд. Так что, если вам нужна максимальная надежность, Hobart — лучший выбор.
При этом Everlast зарекомендовал себя как один из лидеров промышленного рынка, а PowerMIG 275P имеет большое преимущество перед Hobart, Lincoln и Miller. Он портативный и предназначен для высококачественной сварки, в отличие от Eastwood 250A.
Everlast наделил PowerMIG 275P многочисленными функциями. Профессионалы найдут, по крайней мере, несколько, которые изменят правила игры в их работе. Сразу приходит на ум уникальная импульсная сварка MIG от Everlast. Этот сварочный аппарат обеспечивает простую в использовании импульсную сварку путем изменения напряжения MIG вместо скорости подачи проволоки, в отличие от конкурирующих марок. Эта функция значительно улучшает контроль над параметрами сварки, такими как тепловложение, стабильность дуги, проплавление, теплопередача и профиль валика.
Everlast сваривает швы толщиной до 5/8 дюйма, превосходя Hobart, Miller и Eastwood. Однако пользовательский интерфейс не может сравниться с интерфейсом Lincoln, которым намного проще управлять. Кроме того, канатный привод Everlast имеет четыре ролика, и это хорошо. Но другие бренды в нашем списке, за исключением Eastwood, имеют более качественные приводные системы.
Купить на Amazon
4. Lincoln Electric Power MIG 260
- Огромный цифровой дисплей с интуитивно понятным меню
- Расширенные функции, такие как запуск, отжиг и точечный таймер
- Встроенная ходовая часть
- Трансформатор для длительного срока службы
- Отличное качество сборки
- Выходной ток до 300 А и рабочий цикл 40 % при 250 А
- Технология ArcFX визуализирует сварной шов в соответствии с настройками
- 3 года гарантии
Pros
- Самый простой в эксплуатации среди всех высококлассных сварочных аппаратов
- Исключительное качество дуги
- Включает множество полезных функций
- Поддерживает ручные и автоматические настройки MIG
- Объем памяти
- Двухтактная и стандартная подставка для пистолета
- Угловой привод из литого алюминия
- Встроенные колеса позволяют легко перемещать устройство
- Легче других трансформаторных сварочных аппаратов
- Две розетки 115 В спереди для ручных инструментов
- Специальное место для хранения расходных материалов
- Встроенные крючки, держатель горелки и откидной лоток для газового баллона
- Система с двумя вентиляторами для отвода тепла
Минусы
- Без поддержки импульсной сварки MIG
- Горелка MIG могла бы быть лучше по этой цене
- Короткие провода для профессиональной работы
- Комплексная шинная система для настройки входного напряжения
- Требуется минимальное входное напряжение 208 В
- Тяжелый вес 112 фунтов
Обзор
Lincoln Electric Power MIG 260 дороже, чем Hobart и Everlast в этом списке. Но у него гораздо больше возможностей, чем у Hobart, но меньше, чем у Everlast. Тем не менее, он удовлетворяет основные потребности требовательного сварочного цеха, предлагая первоклассную дугу и качество сборки.
Самое лучшее в сварочном аппарате Lincoln — его 7-дюймовый дисплей. Это самый большой из тех, что мы видели до сих пор, и он упрощает настройку благодаря хорошо организованному меню. Lincoln создал этот сварочный аппарат для повышения производительности. Интуитивно понятное меню и важные функции, такие как 2T/4T и поддержка двухтактного пистолета, ускоряют работу и позволяют выполнять сварку на профессиональном уровне.
Подход, ориентированный на производительность, проявляется и в мельчайших деталях. Включение двух розеток на 120 В на передней панели позволяет держать электроинструменты, такие как штампы или угловые шлифовальные машины, именно там, где они вам нужны, в зоне сварки. Наклоняемый лоток бензобака ускоряет процесс установки баллона, а несколько крючков на устройстве удобно удерживают кабели и другие аксессуары.
Подобно Миллеру и Хобарту, Lincoln Electric является синонимом сварочного производства. Power MIG 260 — отличный выбор для требовательных пользователей. Но если вы предпочитаете или нуждаетесь в мобильности, выбирайте Everlast. Если у вас ограниченный бюджет, то Hobart — хороший выбор, но ему не хватает некоторых дополнительных функций.
Купить на Amazon
5. Millermatic 252 MIG Welder
- Два цифровых дисплея
- Расширенные функции, такие как точечный, стежковый и контроль прожига
- Активный стабилизатор дуги обеспечивает постоянную, стабильную дугу
- Автоматическое обнаружение пистолета вызывает ранее использовавшиеся настройки
- На основе трансформатора для максимальной долговечности
- Встроенная ходовая часть
- Выходной ток до 300 А и рабочий цикл 40 % при 250 А
- 3 года гарантии
Pros
- Лучший трансформаторный сварочный аппарат Miller для сварки MIG
- Превосходное качество дуги
- Компенсация сетевого напряжения поддерживает постоянную мощность в случае колебаний входного напряжения
- Независимые настройки для MIG и шпульного пистолета
- Улучшенная угловая система привода проволоки из литого алюминия
- Подставка для пистолета Push-pull
- Встроенный лоток для газового баллона
- Скорость подачи проволоки 700 дюймов в минуту
- Держатель большой 12-дюймовой катушки проволоки
- Отсек для хранения расходных материалов
- Длинный провод горелки MIG
Минусы
- Модель 10-летней давности
- Слишком тяжелый для 205 фунтов
- Невозможность изменения индуктивности
- Нет выбора 2T/4T
- Зажим заземления короче кабеля горелки MIG
- Два дисплея не соответствуют цене по сегодняшним стандартам
- Изменение прожига и других настроек сложны и требуют выключения и включения машины
- Минимальное входное напряжение 208 В
Обзор
Сварочный аппарат Millermatic 252 MIG имеет несколько лучшее качество сборки, чем Lincoln и Hobart, что делает его лучшим выбором для работы в экстремально тяжелых условиях. Однако этот небольшой разрыв в качестве сборки уже не оправдывает его высокую цену. Это старая машина, в которой есть и положительная сторона. Он опробован и протестирован, и некоторые люди могут предпочесть его только по этой причине.
Но в нем используется сложный процесс настройки, который требует выключения сварочного аппарата, удерживания курка горелки MIG нажатым, включения сварочного аппарата и корректировки значений. Он далеко не так эффективен, как 7-дюймовый дисплей Lincoln, о котором мы уже говорили.
Мы предлагаем Lincoln для продвинутых пользователей, а Millermatic — только в том случае, если вам нужно лучшее качество сборки. Тем не менее, Millermatic по-прежнему является отличным выбором для сварки толстой стали. Он имеет немного лучшее качество дуги, большую мощность, чем Hobart, и такую же скорость укладки проволоки 700 дюймов в минуту.
Встроенная тележка поддерживает газовый баллон, но не имеет дополнительных крючков для горелки MIG и других инструментов, таких как блок Lincoln. Кроме того, два цифровых дисплея слишком просты для сварщика стоимостью более 4000 долларов. В настоящее время эти дисплеи используются недорогими инверторными сварочными аппаратами для любителей, поэтому Миллеру необходимо активизировать их.
Купить на Amazon
Автор: Гаррет Стронг
Я владелец MakeMoneyWelding.com. Сварка действительно затронула меня, и я страстно занимаюсь ею уже почти 9 лет. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
TransSteel 4000 PULSE
1. ПРИМЕНИМОСТЬ
1.1 Общее применение. Настоящие Общие положения и условия продажи и поставки («Общие условия») применяются ко всем предложениям и ценовым предложениям, представленным Продавцом, ко всем заказам на покупку, полученным Продавцом, и ко всем продажам товаров и услуг, проданных Продавцом, если иное специально не предусмотрено в документе, специально выпущенном Продавцом в качестве исключения. Любые услуги, предоставляемые Продавцом, независимо от того, являются ли они дополнительными и частью продажи товаров (как отдельные единицы или как часть установки), считаются вспомогательными по отношению к продаже товаров, и закон, принятый настоящие Общие условия применяются ко всем товарам и услугам, предоставляемым Продавцом (совместно именуемые «Товары»). Все ссылки на «Продавца» включают Продавца, указанного выше, и любое аффилированное лицо в Соединенных Штатах такой организации, которая получает заказ на покупку со ссылкой или иным образом подпадающим под действие настоящих Общих условий.
1.2 Формирование. Письменное предложение Продавца является предложением о продаже. Контракт должен быть заключен, и Покупатель считается принявшим положения настоящих Общих условий любым из следующих способов: (а) подписанием и возвратом Продавцу копии любого коммерческого предложения в течение срока, указанного в нем; (b) направление Продавцу письменного подтверждения или принятия предложения в течение предусмотренного в нем времени; (c) размещение заказа на покупку или предоставление инструкций Продавцу относительно производства, сборки или доставки Товаров (включая инструкции по сборке и хранению) после получения любого коммерческого предложения или настоящих Общих условий; (d) неспособность отменить ожидающий заказ на покупку, что не считается принятием предложения Продавцом в течение десяти дней после получения настоящих Общих условий; (e) прием поставки всех или любой части Товаров; (f) оплата всех или любой части Товаров; или (g) каким-либо другим образом указывающим на принятие Покупателем настоящих Общих условий. Все продажи Продавцом состоят в следующем порядке убывания приоритета только из настоящих Общих условий, условий в других документах, которые упоминаются в настоящем документе или прилагаются к нему, или в документе, предоставленном, подписанном или выпущенном Продавцом, который ссылается на сделку, и заказ на покупку Покупателя (за исключением стандартных условий покупки Покупателя и других условий, несовместимых с котировкой Продавца и настоящими Общими условиями) (все они составляют «Соглашение»).
1.3 Выбор закона и юрисдикции. СОГЛАШЕНИЕ РЕГУЛИРУЕТСЯ, ТОЛКОВАЕТСЯ И ИСПОЛНЯЕТСЯ В СООТВЕТСТВИИ С ЗАКОНАМИ ШТАТА ИНДИАНА, ВКЛЮЧАЯ ЕДИНЫЙ КОММЕРЧЕСКИЙ КОДЕКС, ДЕЙСТВУЮЩИЙ НА ПЕРВОНАЧАЛЬНУЮ ДАТУ СОГЛАШЕНИЯ («UCC»), ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ПРЕДУСМОТРЕННЫХ В НАСТОЯЩЕМ ДОКУМЕНТЕ. КОНВЕНЦИЯ ООН О МЕЖДУНАРОДНОЙ ПРОДАЖЕ ТОВАРОВ НЕ ПРИМЕНЯЕТСЯ. СУДЫ ИНДИАНЫ ИМЕЮТ ИСКЛЮЧИТЕЛЬНУЮ ЮРИСДИКЦИЮ В ОТНОШЕНИИ СТОРОН И ПРЕТЕНЗИЙ, ВОЗНИКАЮЩИХ В СООТВЕТСТВИИ С СОГЛАШЕНИЕМ ИЛИ В ОТНОШЕНИИ СОГЛАШЕНИЯ, ЕСЛИ ОТ ОТКАЗА НЕ ОТКАЗЫВАЕТСЯ В ПИСЬМЕННОМ ЗАЯВЛЕНИИ, ПОДПИСАННОМ ПРОДАВЦОМ, И В ОТНОШЕНИИ ЛЮБОГО АРБИТРАЖНОГО ПРАВА, КОТОРОЕ МОЖЕТ БЫТЬ ПРЕДУСМОТРЕНО СОГЛАШЕНИЕМ. Стороны оговариваются для удобства судов Индианы в целом и 7-го Окружного суда в частности в отношении всех судебных разбирательств и не должны подавать против них никаких возражений. Если у Покупателя нет зарегистрированного офиса или агента в Соединенных Штатах, Покупатель настоящим безоговорочно назначает государственного секретаря штата, закон которого применяется, и CT Corporation в ее офисе в Индиане в качестве неэксклюзивных агентов Покупателя для получения документов от имени Покупателя. в любом судебном разбирательстве, возникающем в соответствии с Соглашением или связанном с ним, для пересылки Покупателю по адресу, указанному в Соглашении.
2. ЦЕНЫ И ОПЛАТА
2.1 Цены и оплата. Цены, содержащиеся в опубликованных прайс-листах Продавца, если таковые имеются, могут быть изменены без предварительного уведомления. Цены, содержащиеся в отдельных письменных котировках, являются твердыми только в течение указанного в них периода и в ином случае в течение 60 дней с даты котировки, если Продавец не изменил их в письменной форме до принятия Покупателем. После любого периода твердой цены в предложении или другом сообщении цены могут быть изменены, и Покупатель должен запросить у Продавца их действительность и запросить письменное подтверждение или пересмотр. Все цены актуальны на основе данных о закупке Incoterms на условиях франко-завод. Цены указаны только для Продукта и не включают в себя фрахт, страховку, сборы, таможенные пошлины или федеральные, региональные или местные акцизы, добавленную стоимость, продажи, использование, обслуживание, занятие, валовой доход, имущество или любые другие налоги. все из которых должны быть оплачены Покупателем, даже если налог подлежит налогообложению против Продавца (за исключением налогов на чистый доход Продавца). Покупатель должен возместить Продавцу любые такие суммы, ответственность за которые несет Покупатель. Если в Соглашении не указано иное, все цены указаны в долларах США и должны быть оплачены в долларах США в месте, указанном в счете-фактуре Продавца. Покупатель оплачивает все государственные пошлины, взимаемые за установку и проверку Товаров. Покупатель оплачивает по получении всех счетов, выставленных Продавцом Покупателю за любые такие предметы, которые Продавец может оплатить, которые были обязательством оплатить Покупателя в соответствии с Соглашением.
2.2 Корректировка цен. За услуги, выполняемые по контрактам на работы и материалы (установка, ремонт, техническое обслуживание и другие подобные работы), Продавец взимает свои почасовые ставки и цены на материалы, действующие на момент завершения, плюс применимые надбавки за сверхурочную работу, работу в ночное время, в воскресенье и в общественном месте. праздник рабочий. Время в пути и время ожидания считаются рабочим временем. Командировочные расходы, а также суточные и ночные расходы оплачиваются отдельно.
2.3 Изменения в Товарах и Списке по запросу Покупателя. Продавец может в одностороннем порядке повысить цены, чтобы покрыть возросшие расходы (плюс разумные накладные расходы и прибыль) на дизайн, материалы или изготовление Товаров, а также скорректировать график поставки или любые другие действия Продавца, которые, по мнению Продавца, требуются в связи с изменениями, запрошенными Покупателем. Товар после даты любой котировки. Продавец не обязан вносить какие-либо такие изменения, которые могут существенно повлиять на работу Продавца, но должен получить за них компенсацию, если Продавец выполнит такие запрошенные изменения. Кроме того, если какая-либо задержка в доставке после даты доставки, запланированной на момент ввода заказа на поставку, запрашивается или иным образом вызвана Покупателем, Продавец должен скорректировать цену, как указано выше в этом подразделе.
2.4 Платежный спрос и ускорение. Если в любое время возникают разумные основания для неуверенности в отношении выполнения Покупателем своего платежа или других обязательств по настоящему Соглашению, Продавец может потребовать немедленной полной оплаты или документарного или резервного аккредитива, выданного или подтвержденного банком США, приемлемым для Продавца, или иное финансовое обеспечение или иная гарантия такого платежа или иного исполнения. Кроме того, все суммы, причитающиеся Покупателем Продавцу, должны быть ускорены и подлежат немедленной оплате, если Покупатель не производит какой-либо платеж и в соответствии с иными требованиями закона, если Покупатель продает или передает направление деятельности, для которого приобретаются Товары, или если Покупатель является участник слияния или иной реорганизации.
2.5 Экспортные пошлины. Все экспортные разрешения и лицензии, а также уплата всех экспортных пошлин и таможенных сборов являются обязанностью Продавца, если Продавец обязан по Соглашению доставить Товары в Соединенные Штаты. Все экспортные пошлины, сборы, разрешения, лицензии и т. д. в отношении Товаров, доставляемых за пределы США, несет Покупатель.
2.6 Условия оплаты. Покупатель оплачивает все поставки Товаров в течение 30 дней после поставки.
2.7 Рассрочка. Соглашение может потребовать или Продавец может выбрать доставку Товара в рассрочку. Каждая партия Товаров, которые должны быть доставлены, рассматривается как отдельная продажа. Счета-фактуры могут выставляться отдельно за каждую отгрузку (включая любую досрочную отгрузку), произведенную Продавцом. Покупатель должен своевременно уплатить цену за каждую доставленную партию. Любые Товары, указанные как заказанные в настоящее время или в будущем, считаются доставкой в рассрочку. Неуплата части в установленный срок является существенным упреждающим нарушением других частей со стороны Покупателя, за исключением случаев, когда неуплата является результатом добросовестного спора, и Покупатель вносит спорную сумму на условное депонирование независимой третьей стороне.
2.8 Провозная плата. Все суммы, не выплаченные Продавцу в установленный срок, облагаются текущим сбором в размере 1,0% в месяц сверх текущей месячной ставки LIBOR в той степени, в которой это разрешено законом, и в иных случаях по самой высокой письменной договорной ставке, разрешенной законом, плюс другие допустимые убытки. Покупатель возмещает Продавцу все расходы по взысканию, включая разумные гонорары адвокатов, сумм, не уплаченных в установленный срок.
2.9 Отказ покупателя от сотрудничества. Все суммы, причитающиеся при проверке, доставке, установке, приемке или другом событии, требующем действий или сотрудничества Покупателя, которые Покупатель не предоставил своевременно, подлежат уплате после такой неспособности, независимо от того, были ли Товары официально приняты Покупателем или Товары. были установлены.
2.10 Аккредитивы. Если иное не предусмотрено в Соглашении, если Соглашение разрешает или требует использования аккредитива, аккредитив должен быть документарным аккредитивом, который может быть переуступлен, безотзывный, подтвержденный банком Соединенных Штатов с платежным отделением в Индиане. приемлемым для Продавца, подлежат оплате в рассрочку и требуют оплаты Продавцу после предоставления счета-фактуры Продавца и коносамента или другого доказательства доставки, а также заявления Продавца о том, что платеж подлежит оплате. Любой такой аккредитив должен быть выдан и принят Продавцом до даты предполагаемого начала производства Товаров или приобретения производственного материала или компонента; в противном случае Продавец оставляет за собой право отложить производство и доставку без какой-либо ответственности перед Продавцом. Если требуемый аккредитив не будет получен в течение 30 дней до предполагаемого начала производства, Покупатель будет считаться неплатежеспособным.
2.11 Право на зачет. Продавец может зачесть или возместить любые суммы, причитающиеся Продавцу или аффилированному лицу Продавца Покупателю или аффилированному лицу Покупателя, против любых сумм, причитающихся Покупателем или аффилированным лицом Покупателя Продавцу или аффилированному лицу Продавца. Покупатель отказывается от любого права на компенсацию или возмещение и должен выплатить все суммы, причитающиеся Продавцу, в срок, независимо от каких-либо претензий Покупателя в отношении гарантий или других вопросов, возникающих в связи с договором, гражданским правонарушением, законом или иным образом. Выплата таких сумм Покупателем на основании письменного протеста не означает отказ Покупателя от своих претензий.
2.12 Распределение платежей. Продавец может распределять платежи Покупателя среди неоплаченных счетов по своему усмотрению.
2.13 Образцы. Образцы Товаров и отчеты об испытаниях образцов предоставляются Продавцом только с согласия Продавца и по ценам, установленным Продавцом или по письменному соглашению с Покупателем.
2.14 Удержания из сумм, причитающихся Продавцу. Если юридическое требование требует от Покупателя вычесть сумму в качестве налога у источника или другой государственной пошлины (как бы это ни было описано в таком законодательстве) из любого платежа по Соглашению, так что Продавец фактически не получит в установленный срок полную сумму, предусмотренную для в соответствии с Соглашением Покупатель должен предоставить Продавцу письменное уведомление за 60 дней о таком обязательстве, и в установленный срок:
(a) Покупатель должен вычесть сумму налога у источника;
(b) Покупатель должен уплатить сумму, равную этой сумме, вычтенной соответствующему органу в соответствии с применимым законодательством, и предоставить Продавцу оригинал квитанции или другое доказательство оплаты, необходимое Продавцу для получения возмещения;
(c) Покупатель уплачивает Продавцу сумму, равную разнице между платежом, подлежащим уплате в ином случае, и вычитаемой суммой;
(d) Покупатель также должен выплатить Продавцу вычтенную сумму; и
(e) Продавец, после получения возмещения удержанной суммы, если таковая имеется, возмещает Покупателю сумму, возмещенную после вычета расходов, понесенных при получении возмещения.
2.15 Отключение программного обеспечения для учетных записей, срок действия которых превышает 30 дней. Продавец может включить или добавить отключающую функцию в программном обеспечении Товаров, которая может быть активирована Продавцом или по прошествии времени, если какие-либо непогашенные суммы не были выплачены Продавцу в течение 30 дней с установленной даты. Код отключения будет деактивирован, а функциональность Товаров будет восстановлена после выплаты всех причитающихся сумм (включая проценты и другие платежи).
2.16 Удержание. Если временное удержание Покупателем какой-либо части цены разрешено в соответствии с Соглашением, она должна быть выплачена в зависимости от того, что произойдет раньше: письменная приемка Товара и 30 дней после существенного выполнения обязательств Продавца по Соглашению.
2.17 Совокупные права. Все средства правовой защиты Продавца по Соглашению являются кумулятивными и в той мере, в какой они конкретно не отменяются по Соглашению, в дополнение к тем, которые предусмотрены законом.
2.18 Платежеспособность Покупателя. Покупатель заявляет, что он платежеспособен и способен заплатить цену за Товары и что вся финансовая и коммерческая информация, предоставленная Продавцу, верна. Если Покупатель становится неплатежеспособным до поставки Товара, он должен уведомить об этом Продавца. Принятие поставки должно быть подтверждением при доставке платежеспособности Покупателя и того, что в такой информации не произошло существенного неблагоприятного изменения.
3. ВЫПОЛНЕНИЕ ДОСТАВКИ И НЕИСПРАВНОСТЬ
3.1 Даты отгрузки. Даты отгрузки являются приблизительными, основанными на текущих инженерно-технических и производственных мощностях и графиках Продавца и/или его поставщика, и могут быть пересмотрены Продавцом после получения или составления графика заказа Покупателя и/или разрешения на поставку. Все даты отгрузки являются приблизительными и должны рассчитываться с даты записи заказа на поставку и/или разрешения на доставку в книгах Продавца. Все даты отгрузки также зависят от незамедлительного получения Продавцом от Покупателя письменного заказа на поставку или официального принятия, аккредитива, депозита и других условий, указанных в Соглашении, а также всех чертежей, информации и разрешений, удобных или необходимых Продавцу для предоставления. Товар и/или предоставить какие-либо условия кредита.
3.2 Способ, стоимость и страхование перевозки. Продавец должен доставить Товары на условиях франко-завод Инкотермс в действующей версии с даты покупки, предложив Товары для передачи во владение перевозчику, и, если Покупатель не уведомил об ином в письменной форме, без какой-либо ответственности, заключает такой договор на их транспортировку в качестве Продавца. решает с учетом характера Товара и других обстоятельств. Продавец, как правило, следует инструкциям Покупателя по отгрузке, но может вносить в них разумные изменения без какой-либо ответственности и за счет Покупателя. По запросу Покупателя Продавец должен получить и отправить Покупателю по его разумному запросу документы, чтобы помочь Покупателю в получении страховки. Продавец не несет ответственности за предоплату транспортных или страховых расходов. Покупатель оплачивает все погрузочно-разгрузочные и другие расходы, связанные с транспортировкой. Покупатель несет ответственность за предъявление любых претензий к перевозчику, такелажникам и другим обработчикам Товаров после доставки Покупателю.
3.3 Риск утраты и право собственности. Соглашение заключается для контракта на отгрузку, и Товары должны быть доставлены на условиях самовывоза со склада Продавца или со склада поставщика Продавца, если Товары должны быть отправлены непосредственно от поставщика Продавца Покупателю. Предоплата Продавцом стоимости доставки не влияет на переход риска потери к Покупателю, несмотря на любое положение закона об обратном. Несмотря на переход риска потери, право собственности на Товар остается за Продавцом до полной оплаты Товара Покупателем и полного выполнения всех других обязательств, связанных с доставкой и установкой Товара.
3.4 Транспортировка и упаковка. Если иное не предусмотрено Соглашением, Продавец не несет ответственности за фрахт, транспортировку, страхование, отгрузку, хранение, погрузочно-разгрузочные работы, демередж или аналогичные расходы, возникающие в связи с выполнением Соглашения. Если такие сборы специально включены в цену или обязательства Продавца, любое увеличение тарифов на такие услуги, вступающее в силу после даты, когда цена будет объявлена Покупателю, будет добавлено к цене. Все Товары должны быть упакованы с одноразовыми крепежными элементами для отправки Продавцом для перевозки по дорогам и для размещения в морском контейнере, если перевозка по Соглашению включает перевозку морем, в соответствии со стандартной практикой Продавца. Покупатель несет ответственность, независимо от того, организует ли Продавец доставку, определить, подходят ли дополнительные процедуры упаковки и материалы для отгрузки Товаров, и сообщить Продавцу в письменной форме о требованиях Покупателя. Покупатель оплачивает Продавцу дополнительные процедуры и материалы. Покупатель должен оплатить Продавцу дополнительные расходы на обработку небольших, ускоренных или других поставок, выходящих за рамки обычной и обычной деятельности Продавца или нормального выполнения Соглашения.
4. ЗАДЕРЖКА ОТГРУЗКИ ИЛИ ЭКСПЛУАТАЦИИ ИСКЛЮЧАЕТСЯ
4.1 Срок поставки начинается с момента отправки Продавцом подтверждения заказа, а период выполнения работ по установке, техническому обслуживанию или ремонту начинается с момента доставки оборудования. Ни в коем случае период поставки или исполнения не начинается ранее, чем через 14 дней после того, как Покупатель предоставил Продавцу документы (например, технические чертежи, планы и т. д.), разрешения или утверждения, которые он должен обеспечить, или когда он сделал все платежи по требованию. Срок поставки или исполнения считается соблюденным, если Продавец уведомил Покупателя до этого срока о готовности Продавца к поставке или выполнению. В случаях, когда особое соглашение обязывает Продавца осуществить поставку, срок поставки считается соблюденным, если Товары были отгружены до этого срока.
4.2 Задержка доставки. Если отгрузка какого-либо Товара или иное исполнение Продавцом задерживается по просьбе или по вине Покупателя, Продавец может по своему усмотрению удерживать Товары в месте изготовления или в другом месте на риск и за счет Покупателя с момента Товар готов к отгрузке. В случае любой такой задержки в отгрузке полная и окончательная оплата Товаров должна быть произведена через 30 дней после уведомления Покупателя о том, что Товары готовы к отгрузке. Если Продавец не желает удовлетворить Покупателя, удерживая такие Товары, Покупатель должен немедленно принять отгрузку. Если Покупатель запрашивает временное хранение Товаров до окончательной доставки, Продавец попытается предоставить или организовать такое хранение, но разумная плата за хранение, рассчитанная Продавцом, плюс все расходы, понесенные на помещение, страхование и обработку, будут взиматься с Покупателя. Счета-фактуры за Товары, хранящиеся по запросу Покупателя, будут предоставляться в начале периода хранения и периодически после этого, а оплата будет производиться в течение 30 дней с даты выставления счета-фактуры заранее.
4.3 Распределение поставок. Всякий раз, когда поставка Продавцом Товаров, материалов или средств производства или источника поставки недостаточна для выполнения предполагаемого графика поставки или в случае какого-либо события, упомянутого в подразделах 4.1 и 4.1, Продавец по своему собственному усмотрению может распределить свои поставки между для собственного использования, Покупателю и другим клиентам. Подразделы 4.1 и 4.2 действуют даже в отношении событий, описанных в Подразделах 4.1 и 4.2, которые существуют на дату котировки или заключения контракта.
4.4 Форс-мажор. Все даты осмотра, доставки и другие даты работы Продавца являются приблизительными. Кроме того, Продавец не должен быть в состоянии неисполнения из-за его задержки или неспособности поставить или выполнить в соответствии с Соглашением, вытекающим, полностью или частично, из: (i) любых иностранных или внутренних эмбарго, захватов, стихийных бедствий, мятежей, войны или принятие или введение в действие любого закона, постановления, постановления, постановления или заказа на покупку; (ii) нехватка сырья или рабочей силы; (iii) отсутствие обычных транспортных средств, пожары, наводнения, взрывы, забастовки или другие рабочие мероприятия, или любые другие несчастные случаи, непредвиденные обстоятельства или события на заводе Продавца или его поставщика или в другом месте (независимо от того, находится ли он под контролем Продавца), которые прямо или косвенно вмешиваться или делать существенно более обременительными производство, доставку или другие действия Продавца; (iv) задержки со стороны Покупателя в проверке и приемке, в предоставлении запрошенных спецификаций, материалов, инструментов или информации, в осуществлении платежей или иным образом; или (v) невыполнение обязательств поставщиками Продавца. Если одна или несколько поставок по настоящему Соглашению задерживаются по причине любого одного или нескольких таких происшествий на срок 30 дней, Продавец может по своему усмотрению расторгнуть Соглашение в отношении недоставленных Товаров или отказаться от такой задержки и установить новый график доставки. .
5. ОБЩИЕ ЯВНЫЕ ГАРАНТИИ
5.1 Общие положения. Продавец гарантирует Покупателю только с учетом отказов и ограничений Соглашения, что Товары, произведенные Продавцом, не будут иметь дефектов материалов и изготовления на момент доставки, которые будут обнаружены и о которых будет сообщено Продавцу в течение 24 дней. месяцев с даты поставки. Однако с начала 13-го месяца этого периода гарантия Продавца ограничивается предоставлением бесплатно предметов, необходимых для устранения дефектов; с этого момента любые претензии по гарантии, выходящие за рамки вышеизложенного, недопустимы. Это ограничение срока также применяется к поставке объектов, считающихся недвижимыми, и к работе над объектами, которые являются или считаются недвижимыми. Гарантийный срок начинает течь с момента перехода риска. Покупатель всегда должен доказать, что дефекты, выявленные в течение гарантийного срока, уже существовали в момент перехода риска. Это не гарантия качества, а ограниченная гарантия состояния Товара при доставке. Продавец не дает гарантии на какую-либо часть Товаров, не спроектированных, не разработанных или не произведенных Продавцом (независимо от того, указано ли Покупателем или нет), но Продавец уступает Покупателю по запросу все переуступаемые гарантии поставщиков Продавца, относящиеся к таким Товарам. Поскольку Товары могут подвергаться различным видам использования, установки, технического обслуживания, чистки и другим факторам, гарантия распространяется только на указанные дефекты, а не на какие-либо другие дефекты или сбои, например, среди прочего, вызванные нормальный износ, нормальное техническое обслуживание и неизвестные причины. На скоропортящиеся и быстроизнашивающиеся товары гарантия от дефектов не распространяется. Покупатель должен обеспечить, чтобы все компьютерное оборудование и программное обеспечение, входящие в состав Товаров или используемые вместе с ними, имели надлежащую защиту от вирусов или другого вредоносного программного обеспечения после первоначальной установки. Гарантия продавца не распространяется на повреждения или загрязнения, вызванные таким вредоносным программным обеспечением. Невзирая ни на что об обратном, гарантия на прототип Товара не предоставляется.
5.2 Гарантия продавца. В тех случаях, когда Продавец дает гарантию, Продавец по своему усмотрению и в течение разумного периода продолжительностью не менее четырех недель либо заменяет сам дефектный товар, либо его дефектные компоненты на бездефектный товар или бездефектные компоненты. , или устранить дефект(ы), или предоставить Покупателю разумное снижение цены, или (если рассматриваемый дефект не является незначительным) расторгнуть договор. Гарантийный срок не продлевается при замене изделия или частей или компонентов, принадлежащих к изделию. Если же оставшаяся часть гарантийного срока, включая ту часть срока, в течение которой гарантия Продавца ограничивается бесплатным предоставлением необходимых материалов в соответствии с пунктом 5.1, составляет менее 12 месяцев, то гарантийный срок на замененный товаров, частей или компонентов продлевается до 12 месяцев. Обмениваемые таким образом предметы, детали или компоненты становятся собственностью Продавца. Продавец не возмещает расходы за любое фактическое или предпринятое устранение дефекта Покупателем или любой третьей стороной.
5.3 Соответствие. В гарантию Продавца на дефекты включена гарантия Продавца Покупателю только того, что Товары будут соответствовать описанию в Соглашении во всех существенных отношениях, с учетом ограничений, изложенных в настоящем документе, а также опубликованных и внутренних стандартов Продавца; тем не менее, Продавец сохраняет за собой право изменять размеры, состав, дизайн, характеристики, цвет и внешний вид Товара без какой-либо ответственности, если, по его мнению, изменение является несущественным. Продавец может по своему усмотрению также полагаться на любые общепринятые отраслевые стандарты и отклонения при внесении изменений и производстве.
5.4 Гарантийные обязательства. Гарантии Продавца в отношении несоответствий и дефектов продолжают действовать только до тех пор, пока Товары: (i) устанавливаются, обслуживаются и используются в соответствии с инструкциями, предоставляемыми Продавцом время от времени, если таковые имеются, и в остальном в соответствии с лучшие отраслевые практики; (ii) подвергались нормальному использованию в целях, для которых Товары были разработаны; (iii) не подвергались неправильному использованию, небрежности или несчастному случаю; (iv) не были изменены или отремонтированы лицами, кроме Продавца или уполномоченных Продавцом поставщиков гарантийных услуг, в каком-либо отношении, которое, по мнению Продавца, отрицательно влияет на состояние или работу Товаров; и (v) были полностью оплачены.
5.5 В той мере, в какой это необходимо и как можно разумно ожидать от Покупателя, предмет поставки или исполнения или его дефектная(ые) часть(и) должны быть отправлены или отправлены Продавцу немедленно по нашему запросу, на риск Покупателя и расходы, в противном случае любые гарантийные обязательства со стороны Продавца становятся недействительными.
5.6 Покупатель не имеет права удерживать платежи в связи с гарантийными претензиями или другими встречными претензиями, не признанными Продавцом.
5.7 Претензии Покупателя по гарантии исключаются в случаях, когда инструкции по установке, эксплуатации и эксплуатации, предоставленные Продавцом или запрошенные у Продавца Покупателем, не соблюдались, или когда пользователь не был (полностью) обязан их соблюдать такие инструкции; если монтажные работы не были выполнены должным образом и в соответствии с применимыми стандартами, и в частности, если они не были выполнены лицензированными подрядчиками; если какое-либо корректирующее обслуживание или другие работы были выполнены на предмете поставки или исполнения без согласия Продавца; если он эксплуатировался или использовался ненадлежащим образом, или эксплуатировался, несмотря на неисправность его защитных функций, или вывозился за пределы контрактной территории без нашего согласия, или использовался вопреки инструкциям Продавца или в целях, для которых он не предназначен; и, кроме того, если дефекты связаны с повреждением посторонними предметами, химическими воздействиями, перенапряжением, действиями третьих лиц или форс-мажорными обстоятельствами; то же самое относится к естественному износу.
5.8 Гарантия Продавца также исключается в случаях, когда Продавец заключил контракт на выполнение заказов на ремонт, изменение или модификацию бывших в употреблении предметов или на поставку таких предметов.
5.9 Наконец, все претензии по гарантии исключаются, если Покупатель устанавливает сторонние компоненты или запасные части в предметы поставки Продавца или услуги, предоставляемые Продавцом, которые не были явно рекомендованы Продавцом до этого.
5.10 В дополнение к правам Покупателя в соответствии с подразделом 5.2 в отношении поставки инверторов для фотоэлектрических систем действует гарантия в соответствии с условиями гарантии Продавца, доступными на сайте www.fronius.com/solar/garantie.
5.11 Записи. Покупатель должен создавать, поддерживать и предоставлять Продавцу постоянные записи об установке, обслуживании, использовании и распоряжении Товарами. Гарантия не применяется, если неисправность возникла в результате использования Товара в сочетании с аксессуарами, другими продуктами, вспомогательным или периферийным оборудованием, и Продавец определил, что Товар не имеет дефекта.
5.12 Переводы. Гарантии Продавца предоставляются только Покупателю и применяются только до тех пор, пока Товары остаются в стране назначения и в первоначальном помещении для установки, если иное не согласовано с Продавцом в письменной форме. Кроме того, гарантии аннулируются, если Товары перемещаются в новые места без письменного разрешения Продавца.
6. ПАТЕНТНЫЕ ГАРАНТИИ
6.1 Продавец должен защищать и освобождать Покупателя от любых претензий, в которых утверждается, что Товары или присущие им методы работы по своей сути нарушают какой-либо патент США, за исключением претензий, основанных на модификациях и использовании Покупателем Товар как этап общего процесса или как элемент общей комбинации. Обязательство Продавца не распространяется на претензии, основанные на Товарах или их частях, указанных, спроектированных или изготовленных Покупателем. Покупатель должен незамедлительно уведомить Продавца о любых утверждениях о нарушении патентных прав и предоставить Продавцу помощь и информацию, запрошенную Продавцом для своей защиты, или Продавец не несет дальнейших обязательств по защите или возмещению убытков. Продавец должен защищать с помощью своего адвоката или другого адвоката по своему выбору и имеет исключительное право без консультации с Покупателем предпринимать все действия, которые Продавец сочтет целесообразными для судебного преследования или урегулирования таких претензий. Исключительное обязательство Продавца по возмещению убытков в отношении Товаров, заявленных как нарушающие авторские права, ограничивается приобретением Лицензии, заменой Товаров Товарами, не нарушающими авторские права, модификацией Товаров таким образом, чтобы они не нарушали авторские права, или возвратом цена покупки и стоимость доставки в обмен на Товары, по выбору Продавца. В этом разделе указывается полное и исключительное обязательство Продавца в отношении нарушения патентных прав и исключительных средств правовой защиты, а Покупатель отказывается от всех других прав. Продавец отказывается от любых подразумеваемых гарантий ненарушения прав. Покупатель должен защищать и возмещать Продавцу все претензии о нарушении прав (включая прямые, сопутствующие и побудительные), основанные на Товарах или их частях, указанных, разработанных или изготовленных Покупателем.
7. СПЕЦИАЛЬНЫЕ ПОЛОЖЕНИЯ ДЛЯ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, ПОСТАВЛЯЕМОГО ВМЕСТЕ С ЗАКАЗАННЫМИ ТОВАРАМИ, ИЛИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, ПОСТАВЛЯЕМОГО ОТДЕЛЬНО
7.1 Для программного обеспечения, поставляемого вместе с другими предметами или для программного обеспечения, поставляемого отдельно от Товаров (далее «программное обеспечение»), настоящие Условия и Оплата применяются только в той мере, в какой они не отклоняться от следующих условий или от условий, согласованных отдельно с Покупателем в письменной форме.
7.2 Область применения. Все права на интеллектуальную собственность, такие как авторские права, права на товарные знаки, права на дизайн, патентные права, права на полезные модели и ноу-хау, а также, в частности, незащищенные изобретения, коммерческий опыт, коммерческую тайну и т. п., независимо от времени, когда они были раскрывается Покупателю, в любое время резервируется Продавцом или лицензиарами Продавца. Покупатель имеет право использовать программное обеспечение после оплаты оговоренной суммы исключительно в своих целях в соответствии с приобретенным количеством лицензий. По настоящему договору приобретается только разрешение на использование программного обеспечения. Распространение Покупателем исключается в соответствии с законом об авторском праве. При возможном участии Покупателя в производстве программного обеспечения не приобретаются никакие права, кроме указанных в настоящем Разделе. Покупатель может одновременно использовать программное обеспечение только на одном устройстве, которое он решает сам. Использование программного обеспечения представляет собой любое долгосрочное или даже любое временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью исполнения программного обеспечения и обработки данные, содержащиеся в нем, аппаратными средствами. Покупатель не имеет права копировать руководство пользователя. Покупателю разрешается делать копии программного обеспечения для целей архивирования и защиты данных при условии, что в программном обеспечении или любом сопроводительном материале (руководстве по эксплуатации, упаковке и т. д.) нет прямого запрета и что все уведомления об авторских правах и правах собственности передаются без изменений. в этих экземплярах. Не допускаются повторные переводы программного кода (декомпиляция) с нарушением правовых норм. Если программное обеспечение оснащено технической защитой от копирования, Покупателю в случае повреждения будет предоставлена замена копии после возврата носителя данных.
7.3 Дополнительные права. В случае наличия новой версии программного обеспечения Покупатель имеет право обменять поставленный пакет программного обеспечения на аналогичный пакет программного обеспечения новой версии по указанной нами цене обновления; под обменом понимается программный комплекс в целом, как он был приобретен Покупателем. При обмене разрешение Покупателя на использование обмениваемого пакета программ прекращается. В таком случае Покупатель обязан немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из него копии, частичные копии и резервные копии.
7.4 Гарантия
(a) Покупатель должен принять к сведению, что невозможно разработать программы таким образом, чтобы они были свободны от дефектов для всех условий применения.
(b) Продавец гарантирует, что поставленное программное обеспечение выполняет согласованные функции и обладает явно гарантированными свойствами. Требованием для любой гарантии является использование в соответствии с контрактом. Дефект, за который несет ответственность Продавец, считается существующим только в том случае, если программное обеспечение не работает в соответствии с самой последней версией соответствующего описания производительности и документации и если это может быть воспроизведено Покупателем. Для тщательного изучения возможных дефектов Покупатель обязан оказать поддержку Продавцу в устранении любых дефектов.
(c) Продавец также гарантирует, что оригинальное программное обеспечение надлежащим образом записано на проверенный носитель данных. Исключение составляют ранее установленное программное обеспечение и сторонние программные продукты.
(d) Дефекты программного обеспечения должны быть задокументированы пользователем, и Продавец должен быть уведомлен об этом в письменной форме с немедленным вступлением в силу.
(e) Гарантийный срок всегда составляет 12 месяцев; период начинается с отправки пакета программного обеспечения.
(f) Если пакет программного обеспечения непригоден для использования или имеет дефекты, Продавец обязуется заменить его в первую очередь на новый с тем же названием или на адекватное альтернативное решение. Если это также оказывается непригодным для использования или дефектным и если Продавец не в состоянии сделать его пригодным для использования с соответствующими усилиями в течение надлежащего времени, но по крайней мере в течение четырех недель, Покупатель может потребовать снижения цены или изменения. В случае изменения применяется соответственно. Затраты на устранение дефекта Покупателем или третьим лицом Продавцом не компенсируются.
(g) В дополнение к Подразделу (f) Продавец не предоставляет гарантии, в частности, не в случае, если поставляемое программное обеспечение не отвечает особым требованиям Покупателя или пользователя, а также не для измененных или пересмотренных версий программного обеспечения ( Подраздел 7. 2), если Покупатель не сможет доказать, что дефекты не связаны с изменениями или исправлениями. Покупатель сам несет полную ответственность за выбор, установку и использование программного обеспечения, а также за ожидаемые результаты.
(h) В случае необоснованного заявления о дефектах программного обеспечения Продавец имеет право взыскать с Покупателя любые понесенные расходы в соответствии с действующими расценками.
8. ОТКАЗ ОТ ПРЯМЫХ ГАРАНТИЙ И ОГРАНИЧЕНИЕ
8.1 Нет никаких явных гарантий, кроме тех, которые содержатся в Соглашении, и они не подлежат переуступке. Любые заявления в отношении производительности и других вопросов, за исключением случаев, специально содержащихся в Соглашении, даны только в иллюстративных целях и не являются гарантией. Независимо от того, будут ли Товары использоваться исключительно Покупателем, не должно быть никаких третьих лиц, получающих явные гарантии, содержащиеся в настоящем документе, если они специально не указаны и не указаны. Продавец не несет ответственности за какие-либо ошибки или упущения, а также за любые убытки или ущерб, возникшие в результате использования каталогов, брошюр, прайс-листов или другой информации, предоставленной Покупателю Продавцом, включая, помимо прочего, любые описания, спецификации доставки, иллюстрации, представления относительно качество или возможности, или любую другую информацию. Такая информация, предоставленная Продавцом, предназначена только для общего ознакомления и не является заявлением, гарантией или другим обязательством Продавца. Покупатель должен провести свои собственные испытания или включить в письменное Соглашение любые явные обязательства Продавца, которые Покупатель сочтет существенными. Продавец не гарантирует, что он или Товары соответствуют каким-либо организациям, организациям или отраслевым стандартам, руководящим принципам или процедурам, если иное не указано в Соглашении.
9. СРЕДСТВА ЗАЩИТЫ И ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ ПРОДАВЦА
9.1 Общие средства правовой защиты. Дефектные или несоответствующие Товары или их части, обнаруженные и зарегистрированные в течение срока явно выраженной гарантии, должны быть отремонтированы или заменены Продавцом без какой-либо дополнительной оплаты и отправлены Покупателю на условиях ФОБ на завод Продавца для повторной установки Покупателем за его счет при условии соблюдения положениями настоящего Соглашения в качестве исключительного средства правовой защиты Покупателя. Гарантийное обязательство Продавца ограничивается ремонтом или заменой на заводе Продавца любой части Товара, которую Покупатель должен вернуть Продавцу в течение гарантийного срока с предварительной оплатой транспортных расходов Покупателем, и которую Продавец при проверке определит как исправную. неисправны или не соответствуют явным гарантиям, содержащимся в настоящем документе. Товары не могут считаться дефектными или несоответствующими, если Продавец не может воспроизвести предполагаемый дефект. Вместо ремонта или замены, если Продавец выбирает, Продавец может после возврата таких Товаров и определения несоответствия или дефекта оставить Товары себе и возместить покупную цену в качестве исключительного средства правовой защиты Покупателя. Продавец может обеспечить такой ремонт самостоятельно или через своих сторонних подрядчиков. Средства правовой защиты Покупателя должны быть ограничены (даже в случае невыполнения Продавцом своих гарантийных обязательств или несоответствия предмета своему назначению) исключительно теми, которые предусмотрены в настоящем Разделе. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ПРОДАВЕЦ НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ, НЕЗАВИСИМО ОТ ВОЗНИКНОВЕНИЯ ОТВЕТСТВЕННОСТИ ПРОДАВЦА В СООТВЕТСТВИИ С ДОГОВОРОМ, ДЕЛИКТИЧЕСКИМ ПРАВОМ, ЗАКОНОМ О СТРОГОЙ ОТВЕТСТВЕННОСТИ ИЛИ ИНЫМ ОБРАЗОМ, ЗА ПРИМЕРНЫЕ, ШТРАФНЫЕ, ОСОБЫЕ, КОСВЕННЫЕ ИЛИ СЛУЧАЙНЫЕ УБЫТКИ, ВКЛЮЧАЯ, ПОМИМО ПРОЧЕГО: ИЛИ УБЫТКИ; ПОВЫШЕНИЕ ЗАТРАТ; ПОВРЕЖДЕНИЕ ОБОРУДОВАНИЯ, ИНСТРУМЕНТА, ПОМЕЩЕНИЙ ИЛИ НЕЗАВЕРШЕННЫХ РАБОТ; СТОИМОСТЬ КАПИТАЛА; СТОИМОСТЬ ПОКУПНОЙ ЭНЕРГИИ; ЗАМЕНЯЮЩЕЕ ИЛИ ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ, СРЕДСТВА ИЛИ УСЛУГИ; СТОИМОСТЬ ПРЕРЫВАНИЯ ПРОИЗВОДСТВА ИЛИ ЗАПУСКА; ИЛИ ПРЕТЕНЗИИ ТРЕТЬИХ ЛИЦ В ОТНОШЕНИИ ТАКИХ УЩЕРБОВ, БЫЛИ ЛИ УБЫТКИ ПРЕДСКАЗУЕМЫМИ ИЛИ НЕТ, ИЛИ ПРОДАВЕЦ БЫЛ УВЕДОМЛЕН О ВОЗМОЖНОСТИ ТАКИХ УЩЕРБОВ. Каждое положение Соглашения, предусматривающее ограничение ответственности, отказ от гарантий, исключение или ограничение возмещения убытков или средств правовой защиты, является отделимым и независимым друг от друга и должно применяться как таковое. Покупатель отказывается от любых оснований для иска или теорий ответственности, связанных с Соглашением или вытекающих из него, включая, помимо прочего, те, которые возникают по договору, гражданскому правонарушению, строгой ответственности, законодательным актам об ответственности за качество продукции или иным образом, за исключением случаев, специально предусмотренных UCC с изменениями. и ограничены здесь. Замена или ремонт Товара Продавцом не приводит к возникновению какой-либо новой или расширенной гарантии, и гарантийный срок, предусмотренный в настоящем документе, не может быть продлен на любой срок с даты получения дефектных или несоответствующих Товаров Продавцу. до даты доставки отремонтированных или замененных Товаров Покупателю или иным образом.
9.2 Обязанности покупателя. Покупатель должен связаться с Продавцом, чтобы запросить гарантийное покрытие, номер разрешения на возврат и другие инструкции, касающиеся возврата Товаров или их частей. По запросу Продавца Покупатель должен выдать Продавцу новый заказ на поставку или внести поправку в отношении запасных частей, при условии, что Продавец выдаст кредит-ноту, если претензия Покупателя на гарантийное покрытие будет одобрена. Покупатель должен предоставить с любой рекламацией в письменной форме полное описание несоответствия или дефекта. Покупатель должен выполнить инструкции Продавца по возврату (включая возврат Товара) в течение 30 дней, в противном случае претензия считается окончательно отклоненной. Покупатель несет ответственность за правильную маркировку, идентификацию и упаковку возвращенных Товаров. Товары, возвращенные без соблюдения вышеуказанных процедур, подлежат возврату отправителю за счет отправителя.
9.3 Единственное средство. В этом разделе изложены исключительная ответственность и полное обязательство Продавца, а также исключительное средство правовой защиты Покупателя в отношении любых исков, предъявленных Продавцу.
10. ОТКАЗ ОТ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ
10.1 ПРОДАВЕЦ ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ И СХОДНЫХ ОБЯЗАТЕЛЬСТВ (КРОМЕ ТОГО, ЧТО ТОВАР БУДЕТ НОВЫМ И ПРАВИЛЬНЫМ), ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, НЕНАРУШЕНИЕМ ПРАВ КОММЕРЧЕСКАЯ ПРИГОДНОСТЬ, НЕЗАВИСИМО ОТ ЗАКОНА, Обычая, ИСПОЛЬЗОВАНИЯ, ТОРГОВОЙ ПРАКТИКИ, ОБРАЩЕНИЯ ИЛИ ОБРАЩЕНИЯ. Нет никаких гарантий, выходящих за рамки явных гарантий, содержащихся в Соглашении. Покупатель подтверждает, что он не полагался на навыки или суждения Продавца при выборе или предоставлении Товаров для какой-либо конкретной цели, кроме конкретных явных гарантий в Соглашении. Любой дизайн, предоставленный Продавцом, основан на информации, предоставленной Покупателем. Продавец может полностью полагаться на информацию, предоставленную Покупателем, и не обязан проверять такую информацию или предпринимать какие-либо действия для получения пояснительной или дополнительной информации от Покупателя или третьих лиц. Утверждение Покупателем чертежей и/или прототипов означает согласие Покупателя и отказ от любой ответственности за неспособность рассмотреть или исправить информацию или утверждение, предоставленное Покупателем. Любые модификации чертежей, прототипов и других работ Продавца после одобрения Покупателем осуществляются за счет Покупателя по обычным расценкам Продавца на услуги и материалы. Продавец не гарантирует, что Товары будут соответствовать требованиям какого-либо кодекса безопасности или экологического кодекса или постановления любой федеральной, государственной, муниципальной или другой юрисдикции, помимо конкретных явных гарантий в Соглашении. Продавец не гарантирует, что Товары будут работать с какими-либо аксессуарами или в любой системе, не проданной по Соглашению, и гарантия Продавца ограничивается работой Товаров в автономном режиме, если иное не указано в письменных спецификациях Продавца. В некоторых странах, штатах или провинциях не допускается исключение или ограничение подразумеваемых гарантий или ограничение случайных или косвенных убытков для определенных продуктов, поставляемых потребителям, или ограничение ответственности за телесные повреждения, поэтому такие ограничения и исключения могут быть ограничены в их приложение конечному пользователю и другим. Если подразумеваемые гарантии не могут быть исключены полностью, они будут ограничены сроком действия применимой письменной гарантии. Гарантия предоставляет определенные юридические права, которые могут различаться в зависимости от местного законодательства.
11. КОМПЕНСАЦИЯ
11.1 Претензии третьих лиц. Покупатель возмещает ущерб и по требованию Продавца защищает Продавца от любых и всех претензий третьих лиц, убытков и расходов (включая разумные гонорары адвокатов) в соответствии с теориями деликта, ответственности за качество продукции, небрежности (обычной или грубой), гарантии, контракта, закона или иным образом. возникающие в результате использования, хранения, продажи, переработки или иного распоряжения Товарами, расходными материалами или материалами, используемыми в связи с Товарами, или частями, компонентами и системами, изготовленными с Товарами, если действие или бездействие Покупателя или его сотрудников, клиентов или агентов, или проектные спецификации Покупателя или заказчика, явились существенной или непосредственной причиной травм или повреждений, послуживших основанием для претензий к Продавцу. Покупатель должен защищать и освобождать Продавца от любой ответственности за претензии, ущерб, убытки и расходы, понесенные в результате рекомендаций, предоставленных Продавцом подрядчикам Покупателя и на которые они полагаются, в той мере, в какой ответственность превышает любую ответственность, ограниченную Соглашением. рекомендации были предоставлены Покупателю и на них он полагался.
1.2 Возмещение ущерба покупателю за небезопасное использование. Покупатель должен использовать и требовать от своих сотрудников и всех других пользователей Товаров использования всех защитных устройств и ограждений, поставляемых с Товарами или предназначенных для использования с Товарами, и соблюдать надлежащие процедуры безопасной эксплуатации в соответствии с общими отраслевыми стандартами и как указано. в руководствах и инструкциях, предоставленных Продавцом, а также в других случаях, предусмотренных Соглашением. Если Покупатель не выполняет обязательства, изложенные в настоящем подразделе, Покупатель должен возместить ущерб и защитить Продавца от ответственности и по запросу Продавца защитить Продавца от любой ответственности или обязательств, взятых на себя Продавцом перед лицами, пострадавшими прямо или косвенно в связи с эксплуатацией Товаров и все гарантии Продавца автоматически становятся недействительными. Покупатель должен незамедлительно и в любом случае в течение 30 дней уведомить Продавца о любом происшествии или неисправности, связанной с Товарами, которые приводят к травмам или повреждению имущества, и должен в полной мере сотрудничать с Продавцом в расследовании для определения причины такой аварии или неисправности, включая разрешение Доступ Продавца к Товарам и отчетам Покупателя о Товарах для проверки Продавцом. Если Покупатель не предоставит Продавцу такое уведомление и сотрудничество, Покупатель возместит Продавцу любые претензии, возникающие в связи с такой аварией или неисправностью, независимо от того, являются ли Товары несоответствующими или дефектными.
12. ОБЕСПЕЧИТЕЛЬНОЕ ПРАВО
12.1 В дополнение к любому обеспечительному праву, предоставленному UCC или другим законом, Покупатель настоящим предоставляет Продавцу обеспечительное право на все Товары и документы, связанные с ними, а также доходы и продукты от них для обеспечения всех обязательств Покупателя перед Продавца, независимо от того, возникают ли они в соответствии с Соглашением. Продавец может подать отчет о финансировании, и по требованию Продавца Покупатель должен подписать отчеты о финансировании и другие документы, которые подтверждают совершение и подтверждение обеспечительного права. Покупатель предоставляет Продавцу безотзывную доверенность на подписание от имени Покупателя финансового отчета или других подобных документов, если это необходимо или удобно для защиты интересов Продавца. Покупатель не имеет права менять имя Покупателя, юрисдикцию создания Покупателя или местонахождение любых Товаров по сравнению с исходным пунктом доставки или местом установки без предварительного письменного уведомления Продавца. Покупатель должен предоставить отказ от права удержания или субординацию от всех третьих лиц, которым могут быть доставлены Товары. Покупатель должен предоставить арендодателю отказ или субординацию любых прав удержания в помещении, в котором должны быть установлены Товары. В случае невыполнения обязательств со стороны Покупателя, Продавец может мирно войти в помещения Покупателя и других лиц и предпринять другие действия для изъятия или приведения в негодность всех Товаров, в отношении которых он имеет обеспечительный интерес, при условии, что Продавец немедленно уведомит Покупателя о том, что он привел Товары в негодность. . В случае неисполнения обязательств Покупателем, Покупатель настоящим безоговорочно назначает Продавца своим агентом для получения во владение Товаров и связанных с ними документов. Продавец может установить и активировать процедуры или устройства, чтобы сделать Товары или Программное обеспечение неработоспособными по умолчанию Покупателя. Товары являются и остаются исключительно личной собственностью, независимо от того, закреплены они или нет на постоянном фундаменте, прикреплены или прикреплены к зданию или сооружению. Право собственности не переходит к Покупателю до полной оплаты Товара. Покупатель должен хранить Товары, составляющие запасы, в отдельной зоне и не смешивать какие-либо Товары, которые не были полностью оплачены. Покупатель не имеет права продавать, обменивать, передавать, передавать, закладывать, закладывать, отдавать в залог или предоставлять обеспечительный интерес в любых Товарах, на которые распространяется Соглашение, до тех пор, пока Продавцу не будет произведена полная оплата, после чего право собственности переходит к Покупателю. Покупатель должен немедленно уведомить Продавца в письменной форме о любом повреждении, изменении местонахождения или конфискации любого Товара, цена которого не была уплачена Продавцу.
13. КОНФИДЕНЦИАЛЬНАЯ ИНФОРМАЦИЯ
13.1 Право покупателя на конфиденциальность. Покупатель признает, что любая информация, раскрытая Продавцу, не считалась и не будет считаться Покупателем конфиденциальной или коммерческой тайной, если только это не будет четко и ясно указано при раскрытии или в каком-либо другом письменном виде, переданном Продавцу во время или до момента раскрытия информации. .
13.2 Право продавца на конфиденциальность. Все предложения, планы и другая информация, предоставленная Продавцом в ходе торгов, переговоров и исполнения Соглашения, являются конфиденциальной и собственностью Продавца, независимо от того, отмечена она или нет пометкой «Конфиденциально», и не должны показываться или разглашаться любому другому участнику торгов, а также не должны быть показана или раскрыта любой другой третьей стороне или использована покупателем, за исключением случаев, когда это необходимо для выбора или использования Товаров, и уведомление о таком раскрытии было направлено Продавцу. Покупатель должен рассматривать как конфиденциальную любую котировку или другое деловое предложение от Продавца и все технологии, которые должны быть предоставлены Покупателю прямо или косвенно Продавцом и лицензиарами Продавца, включая, помимо прочего, чертежи, схемы, спецификации, спецификации, результаты испытаний результаты, анализ, рекомендации, модели и проекты, и Покупатель должен использовать такое предложение и технологию только для оценки своих деловых отношений с Продавцом и для того, чтобы Покупатель мог выполнять свои обязательства в соответствии с Соглашением. Покупатель не должен производить или продавать какой-либо продукт с использованием конфиденциальной информации, предоставленной Продавцом или полученной в результате обратного проектирования или декомпиляции Товаров Продавца. Покупатель не должен раскрывать, разрешать или давать указание какой-либо третьей стороне раскрывать любую конфиденциальную или частную информацию Продавца любой третьей стороне, которая не связана договором с Продавцом, по крайней мере, тем же обязательством конфиденциальности, что и Покупатель. Кроме того, доступ к такой технологии могут получить только те сотрудники и подрядчики Покупателя, которым необходима информация и которые связаны договором с теми же положениями о конфиденциальности, что и Покупатель. Покупатель должен хранить для проверки Продавцом письменные записи, которые должны включать имена и адреса таких сотрудников и подрядчиков, которым предоставлен такой доступ. Покупатель возместит Продавцу все расходы и убытки, связанные с ненадлежащим использованием или раскрытием информации Покупателем или его сотрудниками и подрядчиками. Деловые предложения и технологии Продавца могут быть защищены патентами, авторскими правами, товарными знаками и другими законами. Покупателю не предоставляется никакая лицензия или другое право на деловые предложения или технологии, за исключением случаев, специально оговоренных в Соглашении.
13.3 Патентоспособные функции. Любой дизайн, изобретение или другая информация, разработанная Продавцом при выполнении Соглашения, остается собственностью Продавца, независимо от того, взимает ли Продавец плату за дизайн, исследования, разработки, испытания или аналогичные услуги. Любые патентоспособные функции, разработанные Продавцом при выполнении Соглашения самостоятельно или в сотрудничестве с Покупателем, являются собственностью Продавца, и Продавец не обязан воздерживаться от использования в своей деятельности любой информации, производственных процессов или незапатентованных раскрытий, которые могут переходят к нему от Покупателя при исполнении Договора, за исключением случаев, предусмотренных в Подпункте 13.1.
13.4 Чертежи и расчеты. Продавец не обязан предоставлять подробные рабочие чертежи или рабочие чертежи, производственные чертежи, инженерные расчеты, компьютерные программы или другую информацию для любых Товаров или их частей.
13.5 Коммерческая тайна. Товары и связанное с ними Программное обеспечение содержат ценную коммерческую тайну Продавца, и Покупатель не имеет права переводить, реконструировать, декомпилировать или дизассемблировать или осуществлять любое другое несанкционированное использование такого Программного обеспечения и Товаров Продавца. Поскольку несанкционированное использование такого Программного обеспечения и Товаров Продавца значительно снизит ценность таких коммерческих секретов и нанесет непоправимый вред Продавцу, Продавец, в дополнение к любым другим средствам правовой защиты, которые он может иметь, имеет право на средства правовой защиты по праву справедливости для защиты таких коммерческих секретов, включая без ограничений временный и постоянный судебный запрет без предоставления дополнительных доказательств непоправимого вреда со стороны Продавца.
13.6 Ограничения на другие покупки Покупателем. Покупатель не должен приобретать у любого поставщика Продавца какие-либо Товары или их компоненты, которые были приобретены Покупателем у Продавца, в течение двух лет после последней покупки таких Товаров или компонентов у Продавца, если только Покупатель не направляет Продавцу письменное уведомление за семь дней до этого о своем намерении совершать такие покупки.
14. НАРУШЕНИЕ
14. 1 По умолчанию. Если Покупатель не выполняет свои обязательства, если Покупатель уведомляет Продавца о том, что он не выполнит свои обязательства, или если какие-либо действия инициированы Покупателем или против него с целью назначения доверительного управляющего или конкурсного управляющего или ввода охранного приказа для облегчения долга Покупателя Продавец может прекратить выполнение своих обязательств, вернуть Товары в пути или доставленные, отключить доставленные Товары и иным образом применить свои средства правовой защиты в случае неисполнения обязательств Покупателем.
14.2 Убытки продавца. Продавцу должны быть присуждены проценты, косвенные и случайные убытки и расходы (такие как, помимо прочего, фактические разумные гонорары адвокатов) в любом судебном разбирательстве по принудительному исполнению своих средств правовой защиты, в котором он получает возмещение или возмещение убытков или в котором он выигрывает в защите любого иска. Покупателем.
14.3 Безопасность. Продавец может потребовать, чтобы в течение 21 дня после требования Покупатель внес залог в отношении любой или всех сумм, подлежащих оплате, если у Продавца есть добросовестные сомнения в способности Покупателя произвести своевременную оплату. Если такое обеспечение не размещено, Продавец имеет право прекратить выполнение своих обязательств и применить свои средства правовой защиты в случае невыполнения обязательств Покупателем.
14.4 Совокупность прав и ограничений. Все права, предоставленные Продавцу, и все ограничения в пользу Продавца в Соглашении и по закону являются кумулятивными, при условии, что Продавец имеет право только на однократное полное возмещение.
14.5 Добросовестность. Продавец не несет ответственности за ущерб или иным образом за любые действия, предпринятые в результате добросовестного осуществления каких-либо своих прав в соответствии с Соглашением или законом.
14.6 Отказ. Неисполнение или задержка Продавцом исполнения любого положения не является отказом от невыполнения обязательств или самого положения.
14.7 Существенное соответствие. Продавец не несет ответственности за какой-либо ущерб в результате нарушения какого-либо положения Соглашения, которое он в основном соблюдал.
14.8 Валюта. Выбор валюты, выраженный в Соглашении, и место платежа являются существенными условиями и не имеют равнозначных условий. Любое денежное решение, вынесенное в соответствии с Соглашением, должно быть конвертировано в рамках любого принудительного действия в юрисдикции, в которой местная законная валюта отличается от той, которая указана в Соглашении, должно быть конвертировано в законную валюту исполняющей юрисдикции по текущему обменному курсу Нью-Йорка. как опубликовано в Wall Street Journal на дату вступления в силу первоначального судебного решения.
14.9 Отмена. Покупатель может отменить свой заказ на поставку Товаров до их завершения путем немедленной оплаты Продавцу стоимости производства и заранее оцененных убытков (включая рабочую силу, проектирование, материалы, время оборудования и накладные расходы), рассчитанных с использованием стандартных внутренних процедур расчета стоимости Продавца, плюс 15%. от продажной цены Товара. Стоимость производства включает все материалы или услуги, которые заказал Продавец и которые не могут быть отменены, а также все расходы, понесенные при отмене заказов на материалы и услуги, которые могут быть отменены. Продавец может бесплатно сохранить все материалы и частично готовые Товары по отмененным заказам на поставку. Стороны признают большую сложность доказательства убытков в связи с аннулированием таких продуктов, как Товары, и разумность этого положения о заранее оцененных убытках.
15. КОСВЕННЫЕ, СЛУЧАЙНЫЕ И ДРУГИЕ УБЫТКИ
15.1 Отказ от ответственности. ПОКУПАТЕЛЬ И ТРЕТЬИ ЛИЦА НЕ ИМЕЮТ ПРАВА НА КАКИЕ-ЛИБО ПОСЛЕДУЮЩИЕ, ШТРАФНЫЕ, ЛИКВИДИРОВАННЫЕ, ПРИМЕРНЫЕ ИЛИ СЛУЧАЙНЫЕ УБЫТКИ, КАК ОПРЕДЕЛЕНЫ В ПРИМЕНИМОМ ЗАКОНЕ, ИЛИ ИНЫМ ОБРАЗОМ, ЗА ИСКЛЮЧЕНИЕМ ЛЮБЫХ ОБЯЗАТЕЛЬСТВ ПО ВОЗМЕЩЕНИЮ ВОЗМЕЩЕНИЯ ТРЕТЬИМ ЛИЦАМ, СПЕЦИАЛЬНО ПРЕДУСМОТРЕННЫХ В НАСТОЯЩЕМ СОГЛАШЕНИИ. «ПОСЛЕДУЮЩИЕ УБЫТКИ» ВКЛЮЧАЮТ, ПОМИМО ПРОЧЕГО, ПОТЕРЮ ПРИБЫЛИ ИЛИ ДОХОДА, ПОТЕРЮ ИСПОЛЬЗОВАНИЯ ТОВАРОВ ПО КОНТРАКТУ, РАСХОДЫ НА ЗАМЕНУ ЭНЕРГИИ ИЛИ ТОВАРОВ ПО КОНТРАКТУ, ДОПОЛНИТЕЛЬНЫЕ РАСХОДЫ, ПОНЕСЕННЫЕ ПРИ ИСПОЛЬЗОВАНИИ ТОВАРОВ ИЛИ ОБОРУДОВАНИЯ ПО КОНТРАКТУ, ИЛИ ПРЕТЕНЗИИ ТРЕТЬИМ ЛИЦАМ, ДАЖЕ ЕСЛИ ПРОДАВЕЦ БЫЛ УВЕДОМЛЕН О ВОЗМОЖНОСТИ ТАКИХ УЩЕРБОВ ИЛИ ЕСЛИ ОНИ ВОЗМОЖНЫ ИНЫМ ОБРАЗОМ РАЗУМНО ПРЕДСКАЗАТЬСЯ. ДАННЫЙ ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ ПРИМЕНЯЕТСЯ К СЛУЧАЙНЫМ, КОСВЕННЫМ И ПРЕДВАРИТЕЛЬНЫМ УБЫТКАМ, ОСНОВАННЫМ НА ЛЮБОЙ ПРИЧИНЕ ИСКА, ЗАЯВЛЕННОГО ПРОТИВ ПРОДАВЦА, ВКЛЮЧАЯ ВОЗНИКШИЙ ИЗ ПРИНЦИПОВ ДОГОВОРА, ЛЮБОЕ НАРУШЕНИЕ ГАРАНТИИ, ЯВНОЕ ИЛИ ПОДРАЗУМЕВАЕМОЕ, ГАРАНТИЯ ИЛИ ОБОРУДОВАНИЕ , ДЕЛИКТ ИЛИ ЛЮБАЯ ДРУГАЯ ПРИЧИНА, СВЯЗАННАЯ С ВЫПОЛНЕНИЕМ ИЛИ НЕИСПОЛНЕНИЕМ ПРЕДЛОЖЕНИЯ ИЛИ ЗАКАЗА ПРОДАВЦОМ. Это ограничение должно применяться независимо от того, не выполнил ли Продавец свою гарантию или другие обязательства, или если ограниченная гарантия не достигла своей основной цели. Любая юридическая невозможность ограничить право Покупателя или третьей стороны на возмещение таких убытков не влияет на право Продавца на компенсацию по настоящему Соглашению, и ни при каких обстоятельствах Покупатель не может получить больше, чем покупная цена. 15.2 Общее ограничение. НЕЗАВИСИМО ОТ ОТКАЗА ОТ ОТВЕТСТВЕННОСТИ В ПОДРАЗДЕЛЕ 15.1 ВЫШЕ, НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ОТВЕТСТВЕННОСТЬ ПРОДАВЦА ЗА ПРЕТЕНЗИИ ЗА НЕДОСТАВКУ ИЛИ ДРУГОЕ НЕИСПОЛНЕНИЕ, НЕДОСТАТОЧНОЕ ИСПОЛНЕНИЕ, НЕСООТВЕТСТВУЮЩИЙ ТОВАР, ДЕФЕКТНЫЙ ТОВАР ИЛИ ИНЫМ ОБРАЗОМ ПРЕВЫШАЕТ СУММУ ДЛЯ ПОЛУЧЕНИЯ ИЛИ ПОЛУЧЕНИЯ ВЫПОЛНЕНИЕ ИЛИ ОТГРУЗКА, СОДЕРЖАЩИЕ НЕСООТВЕТСТВУЮЩИЕ ТОВАРЫ, ДЕФЕКТНЫЕ ТОВАРЫ ИЛИ ТАКОЕ ДРУГОЕ СОБЫТИЕ, ЯВЛЯЮЩЕЕСЯ ПРИЧИНОЙ ПРЕТЕНЗИИ, ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ПРЕДУСМОТРЕННЫХ НАСТОЯЩИМИ ОБЩИМИ УСЛОВИЯМИ.
16. РАСТОРЖЕНИЕ
16.1 Любая из сторон. Сторона может немедленно расторгнуть или аннулировать Соглашение, направив письменное уведомление другой стороне, если:
(a) Другая сторона нарушает какое-либо из своих существенных обязательств по Соглашению, и это нарушение не может быть устранено.
(b) Сторона становится неплатежеспособной; или
(c) Исполнение стороной своих обязательств по Соглашению становится незаконным.
16.2 Продавцом. Продавец может немедленно расторгнуть или аннулировать Соглашение, направив письменное уведомление Покупателю, если Покупатель не:
(a) Выплатить деньги, причитающиеся по Соглашению более чем за семь дней;
(b) Принять доставку в пункте доставки в течение семи дней с даты, когда Товары впервые станут доступны для доставки, как это было сообщено Покупателю Продавцом, если иное не согласовано в письменной форме; или
(c) Выполняет любое другое положение Соглашения или нарушает любое из своих существенных обязательств по Соглашению и не устраняет этот отказ или нарушение в течение срока, указанного в письменном уведомлении Покупателя с полным описанием нарушения. и требует его устранения. Любое нарушение, которое не описано таким образом, отменяется.
16.3 Совокупные средства правовой защиты. Права на расторжение или аннулирование по Соглашению дополняют любое право на иск или средство правовой защиты, которое стороны имеют в отношении любого нарушения условий Соглашения. Расторжение или аннулирование Соглашения не влияет на право сторон на действия или другие средства правовой защиты до расторжения в отношении любого предшествующего нарушения условий Соглашения, включая любое нарушение, которое является основанием для расторжения.
16.4 Сохранение прав. Все права и обязанности каждой стороны Соглашения, которые, как указано, остаются в силе после прекращения, отмены или истечения срока действия Соглашения, или которые по своему характеру или контексту должны оставаться в силе после прекращения, отмены или истечения срока действия Соглашения, остаются в силе после прекращения, отмены. , или истечение срока действия Соглашения.
17.