Как определить напряжение дуги при сварке
Чем отличается сварочный аппарат от инвертора?
При необходимости самостоятельного проведения сварочных работ возникает вопрос: какого типа сварочный аппарат приобрести. Сварка — это создание неразъёмных соединений между свариваемыми частями на уровне атомов. Сварное соединение является одним из самых прочных и поэтому применяется довольно часто.
При электросварке нагрев и плавление металла происходит за счёт образования электрической дуги между торцевой частью электрода и свариваемой поверхностью. Источники образования и поддержания дуги делятся на несколько типов:
- Трансформаторные.
- Инверторные.
- Выпрямители.
- Сварочные агрегаты на основе двигателя внутреннего сгорания.
Рассмотрим два типа, нашедших наиболее широкое применение: сварочный аппарат на основе трансформатора и инверторный источник электрической дуги.
Трансформаторный сварочный аппарат
Это самый простой из сварочных аппаратов, использующий переменный ток сети. Работает за счёт трансформатора, который регулирует напряжение сети до сварочного. Трансформаторные или индукционные сварочные аппараты имеют деление по следующим признакам:
Работает за счёт трансформатора, который регулирует напряжение сети до сварочного. Трансформаторные или индукционные сварочные аппараты имеют деление по следующим признакам:
- Мощность (чем больше сила сварочного тока, тем более толстый металл возможно обрабатывать).
- Количество постов, то есть рабочих мест (сколько человек одновременно могут работать).
- Напряжение (однофазная или трёхфазная сеть).
Преимуществом его является более простая и надёжная конструкция, невысокая стоимость, высокая ремонтопригодность.
Трансформаторный сварочный аппарат
К недостаткам относят зависимость дуги от скачков напряжения сети, большой вес и габаритные размеры, сильный нагрев во время проведения работ.
Что такое инвертор?
Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты. Его работа осуществляется за счёт силовой электроники и небольшого трансформатора.
Инверторный сварочный аппарат
Достоинствами его признано низкое энергопотребление, компактность, небольшой вес и размеры, достаточно высокое качество шва.
К отрицательным сторонам инвертора можно отнести относительно высокую стоимость, боязнь влаги, пыли и низких температур (характерно для бюджетных моделей), чувствительность к скачкам напряжения, дорогостоящий ремонт.
Что общего у инвертора и трансформаторного сварочного аппарата
Сходство этих аппаратов в их назначении — образование и поддержание электрической дуги. Но есть ещё некоторые моменты, которые их объединяют:
- Рассматриваемые аппараты объединяет наличие трансформатора, но разного размера. За счёт предварительного получения тока высокой частоты, в инверторах нет необходимости в использовании больших трансформаторов. Для получения тока 160 А нужен трансформатор весом 0,25 кг. Для получения такого же тока в индуктивных аппаратов необходим трансформатор весом 18-20 кг.
- Возможность плавной регулировки тока.
 Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.
Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе. - Питание аппаратов осуществляется от бытовой (220В) или промышленной (380В) сети.
- У большинства сварочных аппаратов есть защита от короткого замыкания.
 Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.
Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.Чем отличаются инверторный и трансформаторный источник электрической дуги
- Габариты и вес сварочного аппарата трансформаторного типа больше, чем у инвертора. Промышленные образцы могут весить более ста килограммов.
- Принцип действия. В инверторе переменный ток сети преобразуется первичным выпрямителем в постоянный, затем снова в переменный ток высокой частоты и далее снова происходит изменение на постоянный на вторичном выпрямителе. У сварочных аппаратов трансформаторного типа сила тока изменяется за счёт изменения положения магнитопровода, то есть сердечника понижающего трансформатора или включения в цепь разного количества витков обмоток.
- Инвертор имеет более устойчивую дугу, благодаря стабильности сварочного тока, что влияет на качество шва.
- Разница в конструкции. Инвертор более сложный и может оснащаться следующими дополнительными функциями: HOT START – увеличение начального тока для улучшения поджига сварочной дуги. ARC FORCE — увеличение сварочного тока для ускорения процесса плавления и препятствия залипанию, то есть происходит форсирование дуги. ANTI-STICK – снижение тока при залипании электрода для увеличения времени на его отрыв и защиты от перегрузки.
- Процесс обучения работе на трансформаторе более сложный и трудоёмкий. Однако, освоив эти навыки, без труда можно работать на инверторе.
- Инвертор выдаёт постоянный ток, трансформатор работает на переменном с частотой бытовой электросети 50 Гц.
- Коэффициент мощности инвертора наибольший из всего сварочного оборудования, а КПД превышает трансформаторные аналоги на 20-30%.
- Широкий диапазон изменения тока сварки.
- Инвертор имеет такой показатель как коэффициент прерывистости работы (КП). Он определяет время непрерывной работы на максимальном сварочном токе. То есть, если КП равен 50%, то после 10 минут работы ему требуется 5 минут на охлаждение. К трансформаторному сварочному аппарату такие требования не предъявляются.
- Возможность использования электродов, предназначенных как для постоянного, так и для переменного тока.

 То есть, если КП равен 50%, то после 10 минут работы ему требуется 5 минут на охлаждение. К трансформаторному сварочному аппарату такие требования не предъявляются.
То есть, если КП равен 50%, то после 10 минут работы ему требуется 5 минут на охлаждение. К трансформаторному сварочному аппарату такие требования не предъявляются.На сегодняшний день на рынке довольно широкий выбор оборудования для сварки различных производителей. Выбор сварочного аппарата следует производить исходя из задач, которые с его помощью предстоит выполнять.
vchemraznica.ru
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
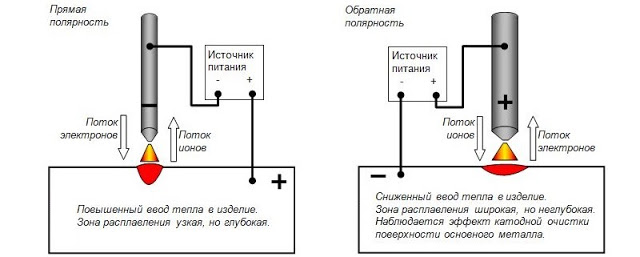
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током.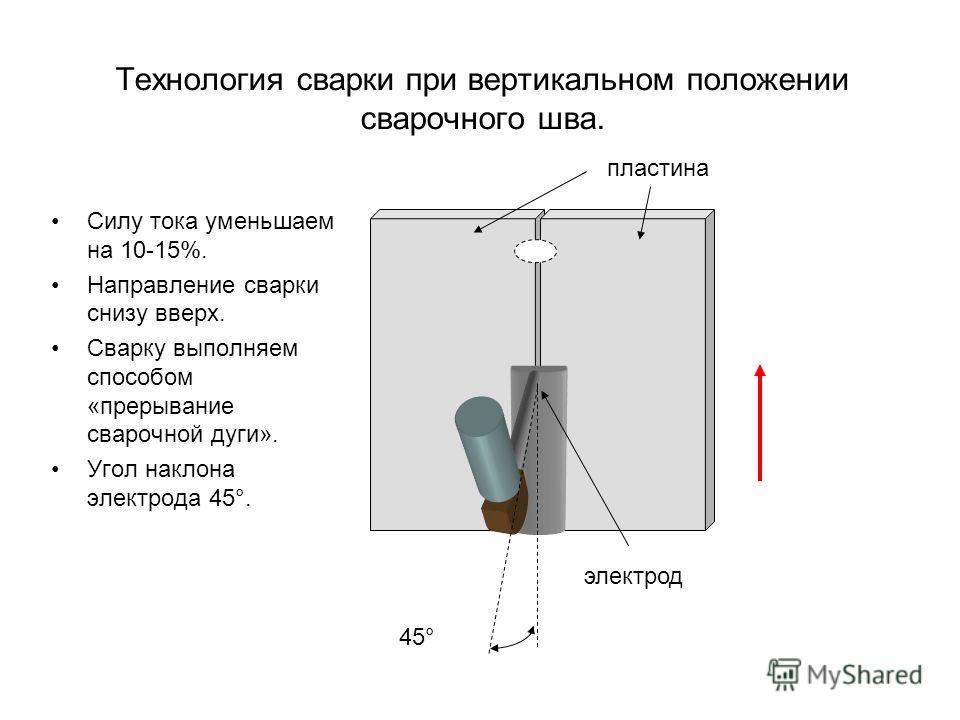 Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата. Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.
Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.

В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.
Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой. При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока. Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя. Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.
Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность. Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах. На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора. На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора. На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва. Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов. К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Она может работать практически в любых условиях и длительное время без перерывов. К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги. К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной. Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается. Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Похожие статьи
svaring.com
Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.

В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.
В чем разница переменного тока и постоянного?
Лишь немногие способны реально осознать, что переменный и постоянный ток чем-то отличаются. Не говоря уже о том, чтобы назвать конкретные различия. Цель данной статьи – объяснить основные характеристики этих физических величин в терминах, понятных людям без багажа технических знаний, а также предоставить некоторые базовые понятия, касающиеся данного вопроса.
Сложности визуализации
Большинству людей не составляет труда разобраться с такими понятиями, как «давление», «количество» и «поток», поскольку в своей повседневной жизни они постоянно сталкиваются с ними. Например, легко понять, что увеличение потока при поливе цветов увеличит количество воды, выходящей из поливочного шланга, в то время как увеличение давления воды заставит ее двигаться быстрее и с большей силой.
Электрические термины, такие как «напряжение» и «ток», обычно трудно понять, поскольку нельзя увидеть или почувствовать электричество, движущееся по кабелям и электрическим контурам. Даже начинающему электрику чрезвычайно сложно визуализировать происходящее на молекулярном уровне или даже четко понять, что собой представляет, например, электрон. Эта частица находятся вне пределов сенсорных возможностей человека, ее невозможно увидеть и к ней нельзя прикоснуться, за исключением случаев, когда определенное количество их не пройдет через тело человека. Только тогда пострадавший определенно ощутит их и испытывает то, что обычно называют электрическим шоком.
Тем не менее, открытые кабели и провода большинству людей кажутся совершенно безвредными только потому, что они не могут увидеть электронов, только и ждущих того, чтобы пойти по пути наименьшего сопротивления, которым обычно является земля.
Аналогия
Понятно, почему большинство людей не могут визуализировать то, что происходит внутри обычных проводников и кабелей.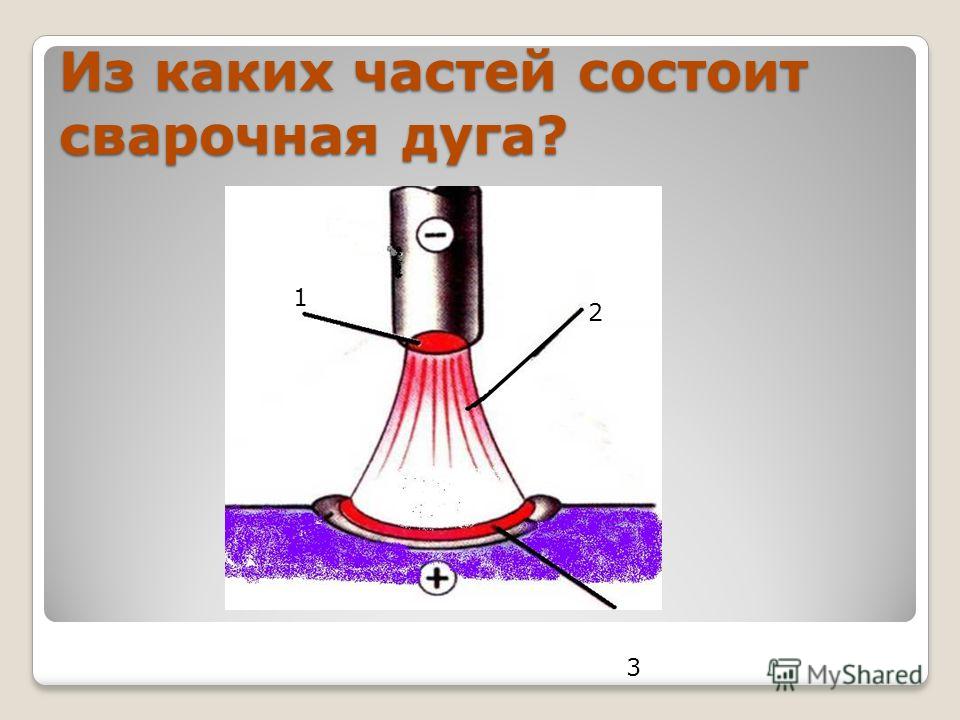 Попытка объяснить, что что-то движется через металл, идет вразрез со здравым смыслом. На самом базовом уровне электричество не так сильно отличается от воды, поэтому его основные понятия довольно легко освоить, если сравнить электрическую цепь с водопроводной системой. Основное различие между водой и электричеством заключается в том, что первая заполняет что-либо, если ей удастся вырваться из трубы, в то время как второе для передвижения электронов нуждается в проводнике. Визуализируя систему труб, большинству легче понять специальную терминологию.
Попытка объяснить, что что-то движется через металл, идет вразрез со здравым смыслом. На самом базовом уровне электричество не так сильно отличается от воды, поэтому его основные понятия довольно легко освоить, если сравнить электрическую цепь с водопроводной системой. Основное различие между водой и электричеством заключается в том, что первая заполняет что-либо, если ей удастся вырваться из трубы, в то время как второе для передвижения электронов нуждается в проводнике. Визуализируя систему труб, большинству легче понять специальную терминологию.
Напряжение как давление
Напряжение очень похоже на давление электронов и указывает, как быстро и с какой силой они движутся через проводник. Эти физические величины эквивалентны во многих отношениях, включая их отношение к прочности трубопровода-кабеля. Подобно тому, как слишком большое давление разрывает трубу, слишком высокое напряжение разрушает экранирование проводника или пробивает его.
Ток как поток
Ток представляет собой расход электронов, указывающий на то, какое их количество движется по кабелю. Чем он выше, тем больше электронов проходит через проводник. Подобно тому, как большое количество воды требует более толстых труб, большие токи требуют более толстых кабелей.
Чем он выше, тем больше электронов проходит через проводник. Подобно тому, как большое количество воды требует более толстых труб, большие токи требуют более толстых кабелей.
Использование модели водяного контура позволяет объяснить и множество других терминов. Например, силовые генераторы можно представить как водяные насосы, а электрическую нагрузку – как водяную мельницу, для вращения которой требуется поток и давление воды. Даже электронные диоды можно рассматривать как водяные клапаны, которые позволяют воде течь только в одну сторону.
Постоянный ток
Какая разница между постоянным и переменным током, становится ясно уже из названия. Первый представляет собой движение электронов в одном направлении. Очень просто визуализировать его с использованием модели водяного контура. Достаточно представить, что вода течет по трубе в одном направлении. Обычными устройствами, создающими постоянный ток, являются солнечные элементы, батареи и динамо-машины. Практически любое устройство можно спроектировать так, чтобы оно питалось от такого источника. Это почти исключительная прерогатива низковольтной и портативной электроники.
Это почти исключительная прерогатива низковольтной и портативной электроники.
Постоянный ток довольно прост, и подчиняется закону Ома: U = I × R. Мощность нагрузки измеряется в ваттах и равна: P = U × I.
Из-за простых уравнений и поведения постоянный ток относительно легко осмыслить. Первые системы передачи электроэнергии, разработанные Томасом Эдисоном еще в XIX веке, использовали только его. Однако вскоре разница в переменном токе и постоянном стала очевидной. Передача последнего на значительные расстояния сопровождалась большими потерями, поэтому через несколько десятилетий он был заменен более выгодной (тогда) системой, разработанной Николой Теслой.
Несмотря на то что коммерческие силовые сети всей планеты в настоящее время используют переменный ток, ирония заключается в том, что развитие технологии сделало передачу постоянного тока высокого напряжения на очень больших расстояниях и при экстремальных нагрузках более эффективной. Что, например, используется при соединении отдельных систем, таких как целые страны или даже континенты. В этом заключается еще одна разница в переменном токе и постоянном. Однако первый по-прежнему используется в низковольтных коммерческих сетях.
В этом заключается еще одна разница в переменном токе и постоянном. Однако первый по-прежнему используется в низковольтных коммерческих сетях.
Постоянный и переменный ток: разница в производстве и использовании
Если переменный ток намного проще производить с помощью генератора, используя кинетическую энергию, то батареи могут создавать только постоянный. Поэтому последний доминирует в схемах питания низковольтных устройств и электроники. Аккумуляторы могут заряжаться только от постоянного тока, поэтому переменный ток сети выпрямляется, когда аккумулятор является основной частью системы.
Широко распространенным примером может служить любое транспортное средство – мотоцикл, автомобиль и грузовик. Генератор, устанавливаемый на них, создает переменный ток, который мгновенно преобразуется в постоянный с помощью выпрямителя, поскольку в системе электроснабжения присутствует аккумулятор, и большинству электроники для работы требуется постоянное напряжение. Солнечные элементы и топливные ячейки также производят только постоянный ток, который затем при необходимости можно преобразовать в переменный с помощью устройства, называемого инвертором.
Направление движения
Это еще один пример разницы постоянного тока и переменного тока. Как следует из названия, последний представляет собой поток электронов, который постоянно меняет свое направление. С конца XIX века почти во всех бытовых и промышленных электрических всего мира используется синусоидальный переменный ток, поскольку его легче получить и гораздо дешевле распределять, за исключением очень немногих случаев передачи на большие расстояния, когда потери мощности вынуждают использовать новейшие высоковольтные системы постоянного тока.
У переменного тока есть еще одно большое преимущество: он позволяет возвращать энергию из точки потребления обратно в сеть. Это очень выгодно в зданиях и сооружениях, которые производят больше энергии, чем потребляют, что вполне возможно при использовании альтернативных источников, таких как солнечные батареи и ветряные турбины. Тот факт, что переменный ток позволяет обеспечить двунаправленный поток энергии, является основной причиной популярности и доступности альтернативных источников питания.
Частота
Когда дело доходит до технического уровня, к сожалению, объяснить, как работает переменный ток, становится сложно, поскольку модель водяного контура к нему не совсем подходит. Однако можно визуализировать систему, в которой вода быстро меняет направление потока, хотя не понятно, как она при этом будет делать что-то полезное. Переменный ток и напряжение постоянно меняют свое направление. Скорость изменения зависит от частоты (измеряемой в герцах) и для бытовых электрических сетей обычно составляет 50 Гц. Это означает, что напряжение и ток меняют свое направление 50 раз в секунду. Вычислить активную составляющую в синусоидальных системах довольно просто. Достаточно разделить их пиковое значение на √2.
Когда переменный ток меняет направление 50 раз в секунду, это означает, что лампы накаливания включаются и выключаются 50 раз в секунду. Человеческий глаз не может это заметить, и мозг просто верит, что освещение работает постоянно. В этом заключается еще одна разница в переменном токе и постоянном.
Векторная математика
Ток и напряжение не только постоянно меняются – их фазы не совпадают (они несинхронизированные). Подавляющее большинство силовых нагрузок переменного тока вызывает разность фаз. Это означает, что даже для самых простых вычислений нужно применять векторную математику. При работе с векторами невозможно просто складывать, вычитать или выполнять любые другие операции скалярной математики. При постоянном токе, если по одному кабелю в некоторую точку поступает 5A, а по другому – 2A, то результат равен 7A. В случае переменного это не так, потому что итог будет зависеть от направления векторов.
Коэффициент мощности
Активная мощность нагрузки с питанием от сети переменного тока может быть рассчитана с помощью простой формулы P = U × I × cos (φ), где φ – угол между напряжением и током, cos (φ) также называется коэффициентом мощности. Это то, чем отличаются постоянный и переменный ток: у первого cos (φ) всегда равен 1. Активная мощность необходима (и оплачивается) бытовыми и промышленными потребителями, но она не равна комплексной, проходящей через проводники (кабели) к нагрузке, которая может быть рассчитана по формуле S = U × I и измеряется в вольт-амперах (ВА).
Разница между постоянным и переменным током в расчетах очевидна – они становятся более сложными. Даже для выполнения самых простых вычислений требуется, по крайней мере, посредственное знание векторной математики.
Сварочные аппараты
Разница между постоянным и переменным током проявляется и при сварке. Полярность дуги оказывает большое влияние на ее качество. Электрод-позитивная сварка проникает глубже, чем электрод-негативная, но последняя ускоряет наплавление металла. При постоянном токе полярность всегда постоянная. При переменном она меняется 100 раз в секунду (при 50 Гц). Сварка при постоянном предпочтительнее, так как она производится более ровно. Разница в сварке переменным и постоянным током заключается в том, что в первом случае движение электронов на долю секунды прерывается, что приводит к пульсации, неустойчивости и пропаданию дуги. Этот вид сварки используется редко, например, для устранения блуждания дуги в случае электродов большого диаметра.
fb.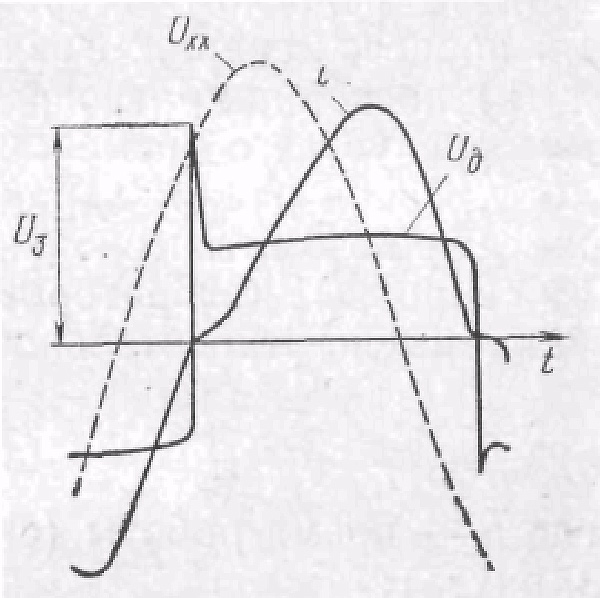 ru
ru
Как работает сварочный трансформатор
Первые трансформаторы появились в конце XIX века, когда электричество стало обычным явлением. В начале XX века было обнаружено, что при помощи трансформатора можно управлять процессом дуговой сварки, что и дало импульс к развитию трансформаторных сварочных аппаратов.
Самый простой, если можно так выразиться, прапрадед сварочных трансформаторов представляет собой две обмотки, заключенные в набранный из изолированных металлических пластин сердечник.
При приложении напряжения на первичную обмотку, по ней начинает протекать ток. Под действием электромагнитной индукции, возникающей в сердечнике трансформатора, электрический ток начинает течь и по виткам вторичной обмотки.
В сварочном трансформаторе число витков вторичной обмотки значительно меньше, чем первичной, а сама обмотка выполнена из проводника большого сечения. В итоге ток, протекающий по вторичной обмотке, имеет значительную величину, достаточную для того, чтобы зажечь и поддерживать горение электрической дуги.
К слову сказать, в 20–30 годы прошлого столетия трансформаторные сварочные аппараты стали обычным явлением на производстве, а к концу Второй мировой войны их использование переживало настоящий бум. С 30-х по 80-е годы XX века в основе всех сварочных аппаратов лежал трансформатор.
Технологии сварки с помощью трансформатора более 100 лет. Она довольно проста, но за это время отточена практически до совершенства.
Регулирование силы сварочного тока осуществляется по-разному:
- введением в цепь реостата;
- механическим изменением расстояния между первичной и вторичной обмотками;
- изменением зазора в магнитопроводе трансформатора.
Трансформатор VS инвертор. Плюсы и минусы
Каждая из технологий сварки имеет свои преимущества и недостатки. Рассмотрим подробно самые значимые.
Надежность
Тема, об которую до сих пор ломаются копья и которая разделила сварщиков на два противоборствующих лагеря. Аргументы «трансформаторщиков» — сварочные трансформаторы совершенствуются вот уже более ста лет. Схемотехника аппарата проста, но, тем не менее, доведена до совершенства. Чтобы «убить» такой аппарат — нужно сильно постараться. А вот инверторные модели этим похвастаться пока не могут. Они еще относительно молоды, им есть куда «расти».
Схемотехника аппарата проста, но, тем не менее, доведена до совершенства. Чтобы «убить» такой аппарат — нужно сильно постараться. А вот инверторные модели этим похвастаться пока не могут. Они еще относительно молоды, им есть куда «расти».
Современные реалии таковы, что последний аргумент разбивается в пух и прах появляющейся новой, более надежной элементной базой и постоянным совершенствованием схем инверторных полуавтоматов.
Многофункциональность
В этом аспекте инвертор на голову переигрывает трансформатор. В инверторном полуавтомате благодаря контроллеру можно настроить любую электрическую переменную. Причем ее значение будет отслеживаться и регулироваться постоянно в течение проведения сварочных работ. А это открывает широкое поле деятельности не только при сваривании черных, но и цветных металлов.
Габариты, вес
Из-за массивного железа, принимающего непосредственное участие в трансформации энергии, идущей на сварку, трансформаторные модели тяжелы и громоздки. Даже самый простой аппарат имеет вес, приближающийся к 20 кг.
На их фоне инверторные модели выгодно выделяются. При сопоставимой мощности — они легки и компактны.
Качество дуги и сварных швов
Качество сварного шва — визитная карточка каждого уважающего себя мастера. Чтобы получить хороший шов, помимо твердой руки, нужно иметь аппарат, который будет удерживать параметры тока на заданной величине. Не секрет, что самые простые трансформаторные модели сильно зависимы от изменения величин питающего напряжения. При его просадках — снижается сварочный ток, и мастеру приходится уменьшать зазор между деталями и электродом, чтобы «удержать» дугу. При резких скачках реакции может и не хватить — при резком возрастании тока зачастую можно получить прожиг заготовок насквозь, особенно при сваривании тонкостенного металла.
К тому же к сварочным трансформаторам, не оборудованным выпрямителем, нужно приноровиться. Дело в том, что сварка переменным током более сложна физически. Она приводит к так называемой «жесткой» дуге, шипению электрода и разбрызгиванию металла по заготовке.
Она приводит к так называемой «жесткой» дуге, шипению электрода и разбрызгиванию металла по заготовке.
На рисунке: слева — шов, выполненный трансформаторным аппаратом, справа — инвертором.
Работать на трансформаторном сварочном аппарате несколько сложнее. Зато освоив технику сварки, без труда можно «творить чудеса» на инверторе. Обратный переход без привыкания, наработки навыка и определенного «доучивания» невозможен!
Всепогодность
По этому признаку — однозначный фаворит трансформаторный полуавтомат. Дело в том, что напичканные электроникой инверторы боятся влаги и пыли, которые способны вывести из строя плату аппарата.
Сварка в запыленных помещениях, особенно с содержащейся в воздухе металлизированной пылью, не для инвертора!
Еще одно ограничение, накладываемое производителями на инверторные аппараты — использование оборудования для работы в мороз. Виной тому — возможный конденсат, который может образоваться на платах устройства.
Трансформаторным аппаратам все вышеперечисленное нипочем. Они будут работать и в жару и в холод, и даже при повышенной влажности. Единственное чего не стоит делать, так это проводить сварочные работы под дождем! Это опасно!
Свойства сварочной дуги в инертных газах – аргоне и гелии
В статье «Электрическая дуга» подробно рассказано, что такое сварочная дуга. В данной статье речь пойдет о свойствах сварочной дуги в среде инертного газа – аргоне или гелии.
Характеристики сварочной дуги различны в зависимости от выбранного защитного газа. Любой дуговой заряд поддерживается благодаря тому, что между электродами заключено ионизированное пространстве, в котором наблюдается движение ионов и электронов от одного электрода к другому.
В среде двухатомных газов электроны при своем движении теряют больше энергии, чем при движении в среде аргона или гелия, так как при этом происходит много неупругих столкновений. Это и ведет к большой потере энергии, ионизация молекул сопровождается их диссоциацией. Данный процесс одновременно обусловливает и меньшую подвижность свободных электронов. Подвижность их в среде инертного газа в несколько раз больше чем в среде активных газов, что увеличивает вероятность возбуждения и ионизации нейтральных частиц газа. При разряде в среде двухатомного газа в дуговом промежутке образуются отрицательные ионы, которые затрудняют движение электронов из-за увеличения электрического сопротивления, чего не наблюдается в среде инертных газов.
Отсутствие отрицательных ионов снижает коэффициент рекомбинации, что ведет к увеличению стабильности разряда. В аргоне и гелии меньше вероятность самопроизвольного прекращения разряда, чем в других газах, так как первые обладают меньшими потенциалами зажигания самостоятельного разряда. Катодное падение напряжения минимально, поэтому для поддержания разряда требуется минимальное напряжение. Нахождение атомов аргона и гелия в метастабильном состоянии облегчает ступенчатую ионизацию газов, а это ведет к тому, что потенциал горения дуги оказывается ниже ионизационного потенциала газов.
Обычно потенциал возбуждения и ионизации инертных газов выше соответствующих потенциалов паров металла, азота и кислорода, что затрудняет зажигание дуги переменного тока при ее питании от обычных трансформаторов. Во время сварки в среде гелия при одинаковой силе тока напряжение дуги на электродах, состоящих из W — Me (металл), Al — Al, Ti — Ti, значительно выше, чем дуги в аргоне. При сварке стали напряжение между железными электродами очень низкое, примерно 8 — 10 В.
Дуга в гелии имеет большую проплавляющую способность и менее концентрирована, она создает более равномерную форму проплавления, чем дуга в аргоне, а последняя обеспечивает большую глубину проплавления в центре. Перепад напряжения в столбе дуги в гелии больше, чем в аргоне, поэтому изменение длины дуги в гелии более заметно сказывается на напряжении и общей тепловой эффективности.
Изменение формы проплавления в зависимости от свойства инертного газа
В зависимости от того, какой инертный газ применяется, меняется поверхностное натяжение на границе металл — газовая фаза. Так, поверхностное натяжение жидких хромоникелевых сталей аустенитной структуры при сварке в гелии заметно меньше, чем в аргоне. Указанное обстоятельство сказывается на формировании поверхности усиления шва. В гелии наблюдается более плавный переход усиления к основному металлу, что иногда ведет к уменьшению концентрации напряжений в этом районе и улучшению работоспособности сварного соединения. Поэтому в ряде случаев становится целесообразным применение аргоно-гелиевых смесей в разных пропорциях смешения.
Так, поверхностное натяжение жидких хромоникелевых сталей аустенитной структуры при сварке в гелии заметно меньше, чем в аргоне. Указанное обстоятельство сказывается на формировании поверхности усиления шва. В гелии наблюдается более плавный переход усиления к основному металлу, что иногда ведет к уменьшению концентрации напряжений в этом районе и улучшению работоспособности сварного соединения. Поэтому в ряде случаев становится целесообразным применение аргоно-гелиевых смесей в разных пропорциях смешения.
Дуга, горящая между вольфрамовым электродом и металлом в среде аргона, имеет свои особенности. Статическая характеристика такой дуги в аргоне, как и дуги под слоем флюса, имеет положительный характер. Это объясняется охлаждающим действием газовой струи и высокой плотностью тока на вольфрамовых электродах, которая составляет 10-90 А/мм 2. На рисунке ниже приведены статические характеристики для вольфрамовой дуги, горящей в аргоне. Можно видеть, что при больших токах и малых дуговых промежутках напряжение на дуге Uд меньше потенциала ионизации Uп.
- для аргона Uп = 15,7 В
- для гелия Uп = 25,4 В
Минимальное напряжение на дуге приближается к потенциалу возбуждения аргона, метастабильное состояние которого, вероятно, в этом случае играет значительную роль. Градиент напряжения в гелии для больших дуговых промежутков больше, чем для малых промежутков. Обратное явление наблюдается в аргоне. Здесь расход газа и диаметр электрода мало отражаются на характере зависимости напряжения дуги от ее длины, а в гелии, наоборот, напряжение дуги можно изменять, меняя расход газа. Свойства дуги, горящей в аргоне между вольфрамовым электродом и металлом, могут меняться в зависимости от свойств металла и состава газовой смеси.
Статические характеристики вольфрамовой дуги в аргоне для различных длин дуг
Технологические свойства вольфрамовой дуги при сварке ухудшаются из-за выпрямления переменного тока (если он применяется) и появления в цепи составляющей постоянного тока.
Анализ этого явления, проведенный по осциллограммам, показывает, что степень выпрямления тока в дуге зависит от различия термических временных постоянных материала электродов (теплоемкости, умноженной на величину, обратную теплопроводности). Чем больше разность этих постоянных, тем больше степень выпрямления тока в дуге. При разных материалах электродов разность их температур во время горения дуги пропорциональна разности термических временных постоянных. Однако различие температур катода в разные полуциклы горения дуги ведет к появлению составляющей постоянного тока, и степень выпрямления оказывается пропорциональной разности термических временных постоянных материалов электродов. Наряду с различием теплофизических свойств электродов на выпрямляющее действие дуги в аргоне сказывается и изменение геометрической формы электродов. Наибольшее значение составляющей постоянного тока, обусловленное различием теплофизических свойств, наблюдается для дуги, возникающей при использовании электродов системы W — Al.
Uхх – напряжение холостого хода
Uд — напряжение на дуге
Iд – сила сварочного тока
Постоянная составляющая в сварочной цепи переменного тока для дуги системы W – Al в аргоне
В полупериодах, когда катодное пятно расположено на вольфрамовом электроде (прямая полярность), из-за мощной термоэлектронной эмиссии катода создаются благоприятные условия для возбуждения и горения дуги при низком напряжении. В полупериодах, когда катодное пятно находится на алюминии (обратная полярность), катод холодный и термоэлектронная эмиссия затруднена. В данном случае для возбуждения дуги требуются более высокие максимальные (пиковые) значения напряжения, а горение дуги будет происходить при большем значении напряжения, чем в предыдущий полупериод. При сварке на малых токах возбуждение дуги в полупериоды обратной полярности может не произойти вообще, и дуга станет «выпрямительным вентилем». Это ведет к резкому ухудшению стабильности ее горения.
Электрические свойства сварочной дуги и требования к источникам питания
Сварочная дуга — мощный электрический разряд в среде ионизированных газов и паров между электродами, находящимися под напряжением. На рис. 1 схематически изображена дуга, питаемая постоянным током, между катодом (электродом) 1 и анодом 5. Она имеет катодную 2 и анодную 4 области, столб 3. Протяженность катодной и анодной областей очень мала, большую часть дуга составляет столб.
Она имеет катодную 2 и анодную 4 области, столб 3. Протяженность катодной и анодной областей очень мала, большую часть дуга составляет столб.
Рис. 1. Сварочная дуга постоянного тока: 1 — катод; 3 — катодная область; 3 — столб дуги; 4- анодная область; 5 — анод
Напряжение дуги, т. е. разность потенциалов между катодом и анодом, зависит от длины дуги и силы тока, а также материалов и размеров электродов, состава и давления плазмы столба дуги. При неизменной силе тока напряжение дуги Uд зависит от ее длины lд:
Uд=a+blд,
где a — сумма падения напряжения в катодной и анодной областях дуги; b — напряженность столба дуги.
При выборе источника питания решающее значение имеет характер зависимости между напряжением и силой тока дуги.
Рис. 2. Статическая характеристика сварочной дуги: I — падающая; II — жесткая III — возрастающая
Источник питания сварочной дуги должен удовлетворять основным требованиям:
обеспечивать надежное возбуждение дуги,
поддерживать ее устойчивое горение, способствовать благоприятному переносу электродного металла и формированию сварного шва,
а также,обеспечивать возможность настройки требуемого режима сварки.
Электрические свойства источника питания при работе в статическом режиме выражаются его внешней характеристикой — зависимостью между напряжением на его зажимах (клеммах) и силой тока, протекающего через сварочную цепь при нагрузке. Внешняя вольт-амперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в) и возрастающей (г) (рис. 3). Важными параметрами источника питания являются его напряжение холостого хода U0, ток короткого замыкания Iк, номинальные напряжение Uн и ток Iн (рис. 4).
Рис. 3. Внешняя характеристика источника питания: а — крутопадающая; б — пологопадающая; в — жесткая; г — возрастающая
Рис. 4. Внешняя характеристика источника питания (1) и статическая характеристика дуги (2)
При касании электродом изделия происходит короткое замыкание сварочной цепи, ток которого расплавляет и испаряет металл контактных поверхностей. При последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40В. По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80В, постоянного топа — 90В (за исключением специализированных источников). При сварке неплавяшимся электродом для возбуждения дуги без касания на промежуток электрод-изделие подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
При последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40В. По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80В, постоянного топа — 90В (за исключением специализированных источников). При сварке неплавяшимся электродом для возбуждения дуги без касания на промежуток электрод-изделие подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
Устойчивое горение дуги обеспечивается правильным выбором внешней характеристики источника питания (см. рис. 4). Например, при падающей статической характеристике 2 дуги источник питания должен иметь еще более крутопадаюшую внешнюю характеристику 1. Как видно из рис. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из нихтолько точка А соответствует устойчивому горению дуги. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, в этот избыток приведет к увеличению силы тока, т. е. к возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается постоянный режим сварки и устойчивое горение дуги.
Как видно из рис. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из нихтолько точка А соответствует устойчивому горению дуги. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, в этот избыток приведет к увеличению силы тока, т. е. к возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается постоянный режим сварки и устойчивое горение дуги.
Точка В соответствует неустойчивому горению дуги, так как всякое случайное изменение силы тока развивается вплоть до обрыва дуги или до тех пор, пока сила тока не достигнет значения, соответствуюшего точке устойчивого горения дуги А. Следовательно, устойчивое горение дуги поддерживается только в той точке, где внешняя характеристика источника питания является более крутопадающей, чем статическая характеристика дуги.
При жесткой статической характеристике дуги внешняя характеристика источника питания может быть и круто-, и пологопадающей. При возрастающей статической характеристике дуги применяют источники с жесткими внешними характеристиками.
К источникам питания переменного тока предъявляют дополнительные требования, связанные с пониженной устойчивостью дуги переменного тока. При частоте 50 Гц напряжение источника в течение секунды 100 раз снижается до нуля, при этом дуга угасает. После каждого такого угасания дуга может возбудиться лишь при повышенном напряжении, называемом напряжением повторного возбуждения. Если напряжение источника недостаточно велико, повторного возбуждения может не произойти, и в горении дуги наступают значительные перерывы. Для надежного повторного возбуждения дуги переменного тока необходимо увеличивать силу тока и напряжение холостого хода источника, а также применять источники с большой индуктивностью.
При ручной сварке все возможные способы регулирования силы тока и напряжения дуги можно свести к двум; изменению напряжения холостого хода U0 и сопротивления Z источника. Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
При ручной сварке покрытыми электродами используют источники питания постоянного и переменного тока с крутопадающими внешними характеристиками (см. рис. 4). Благодаря повышенному напряжению холостого хода обеспечивается надежное первоначальное и повторное возбуждение дуги. При сочетании крутопадающей характеристики источника с жесткой характеристикой дуги выполняется условие устойчивости. Поскольку на рабочем участке (область точки А) характеристика источника близка к вертикальной, то при увеличении длины дуги и ее напряжения сила тока уменьшается незначительно. За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание электродного металла при капельном переносе мало.
За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание электродного металла при капельном переносе мало.
Рис. 5. Характеристики источника питания дуги при увеличенин напряжения холостого хода (а) и сопротивления источника питания (б)
При сварке под флюсом применяются автоматические системы с постоянной скоростью подачи проволоки, работающие по принципу саморегулирования дуги. Он заключается в том, что при большой силе тока и небольшом диаметре электрода в дуге самопроизвольно устанавливается такая сила тока, при которой скорость плавления проволоки равна скорости ее подачи. При внезапном удлинении дуги сила сварочного тока уменьшается, и снижается скорость плавления проволоки. В результате возникшее отклонение длины дуги уменьшается, а сила тока увеличивается до тех пор, пока не восстановятся исходные длина и сила тока дуги. Аналогичные процессы происходят при укорачивании дуги.
Аналогичные процессы происходят при укорачивании дуги.
Чем больше отклонение силы сварочного тока, тем легче саморегулирование дуги. При изменении длины дуги отклонение силы тока тем больше, чем меньше наклон внешней характеристики источника. Поэтому источник для сварки под флюсом должен иметь полого-падающую внешнюю характеристику (см. рис. 3). При этом обеспечиваются надежное первоначальное и повторное возбуждение и устойчивое горение дуги. Сила тока зависит от скорости подачи проволоки и поэтому настраивается механизмом ее подачи сварочного аппарата.
При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Постоянный ток необходим для улучшения условий возбуждения дуги. Жесткая характеристика обеспечивает устойчивость горения дуги и стабильность процесса сварки. Для уменьшения разбрызгивания электродного металла последовательно с источником включают дроссель со значительной индуктивностью, ограничивающей пиковое значение силы тока короткого замыкания. Величина напряжения дуги регулируется источником, а сила сварочного тока- полуавтоматом.
Величина напряжения дуги регулируется источником, а сила сварочного тока- полуавтоматом.
Источники питания сварочной дуги переменного тока (сварочные трансформаторы) | Строительный справочник | материалы — конструкции
Внешняя характеристика источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая |
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги. |
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В.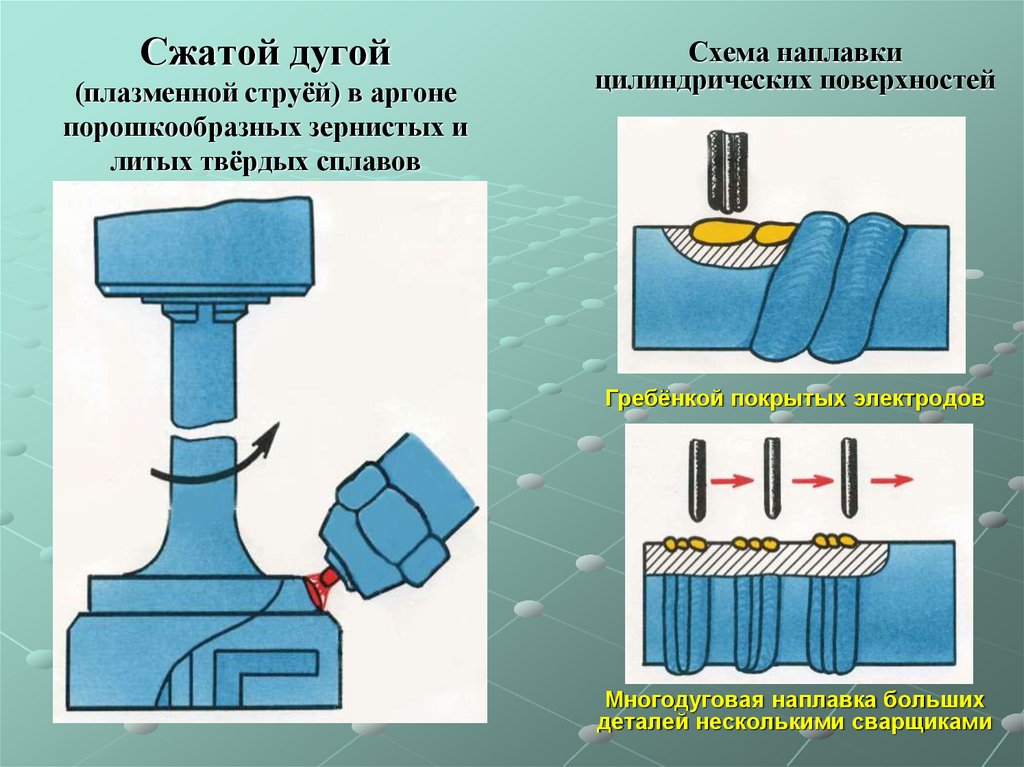 Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов.
Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции.
Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
Какое напряжение должно быть при сварке электродами
Какой ток у электродов для сварки?
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Источник: elektrod-3g.ru
Режимы ручной дуговой сварки
Совокупность факторов которые влияют на качество получаемого шва и обеспечивают стабильное протекание процесса сварки называют параметрами режима сварки.
При выполнении сварки ручным дуговым способом выделяют следующие параметры режима сварки:
- диаметр электрода;
- сила сварочного тока;
- тип и марка электрода;
- напряжение на дуге;
- род тока и полярность;
- скорость сварки;
- расположение шва в пространстве;
- подогрев и термическая обработка;
- температура окружающей среды.
Последние три параметра относят к дополнительным, остальные являются основными для данного вида сварки.
Диаметр электрода
Какой диаметр электрода выбрать зависит от толщины свариваемого металла, положения в котором будет выполняться сварка, типа соединения, размера детали и химического состава металла.
| Толщина металла, мм | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и больше |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
Во время сварки во всех положениях кроме нижнего жидкий металл скапывает вниз. Поэтому для сварки в вертикальном, горизонтальном и потолочном положении независимо от толщины металла нельзя использовать электроды диаметром свыше 4 мм. Электроды толстого диаметра формируют большую каплю жидкого металла с которой сила поверхностного натяжения не справляется.
Поэтому для сварки в вертикальном, горизонтальном и потолочном положении независимо от толщины металла нельзя использовать электроды диаметром свыше 4 мм. Электроды толстого диаметра формируют большую каплю жидкого металла с которой сила поверхностного натяжения не справляется.
Для корня шва при многослойной сварке используют электроды диаметром 3-4 мм, следующие слои можно выполнять электродами большего диаметра.
Силу тока устанавливают после выбора электрода в зависимости от его диаметра. Для расчета силы сварочного тока при сварке в нижнем положении существует формула:
где Iсв — сила тока, А; К — коэффициент пропорциональности (изменяет свое значение в зависимости от типа и диаметра электрода).
| Диаметр электрода, мм | 1-2 | 3-4 | 5-6 |
| Коэффициент пропорциональности (К), А/мм | 25-30 | 30-45 | 45-60 |
Можно использовать упрощенную формулу выбора сварочного тока для ручной дуговой сварки:
В целях избежания пропалов при сварке в нижнем положении металла толщиной менее 1,5 dел сварочный ток уменьшают на 10-15% от расчетного. Если толщина металла больше чем 3 dел ток устанавливают на 10-15% больше.
Если толщина металла больше чем 3 dел ток устанавливают на 10-15% больше.
При сварке швов в вертикальном положении ток уменьшают на 10-15%, а в потолочном на 15-20% от выбранного для сварки в нижнем положении.
Если сварочные работы выполняются качественными, сертифицированными электродами следует установить силу тока в соответствии с рекомендованной на упаковке с электродами. Расчеты выше можно использовать при отсутствии рекомендаций от производителя как альтернативный метод.
Когда сила тока выбрана сварщик должен наложить несколько валиков на отдельной пластине металла. При этом оценивается ширина шва и глубина провара. В случае необходимости силу тока дополнительно регулируют.
Слишком маленькие режимы тока приводят к нестабильному горения сварочной дуги. В сварном соединении появляются непровары, а продуктивность труда снижается.
Повышенные значения силы тока сопровождаются его перегревом, высокой скоростю сгорания, непроварами, интенсивным разбрызгиванием металла и ухудшением внешнего вида шва.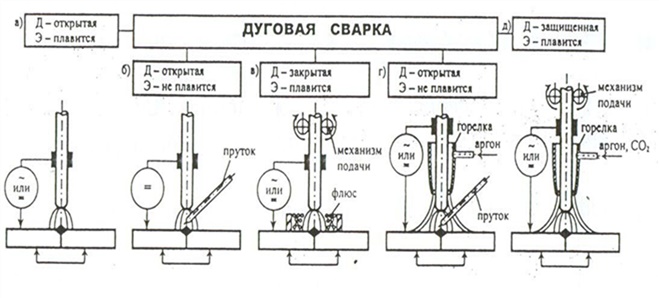
Сбалансировано подобранная сила тока отличается умеренной скоростью плавления электрода, стойким горением дуги с незначительным разбрызгиванием металла.
Тип и марка электрода
Прежде всего необходимо выбирать электроды обеспечивающие однородность химического состава основного металла и металлического стержня электрода. Также тип и марку выбирают в зависимости от пространственного положения шва, необходимой плотности шва, температуры окружающей среды, прочности изделия и условий эксплуатации конструкции. При помощи электрода можно придавать шву необходимые свойства.
Напряжение на дуге
Напряжение на дуге сварщик может регулировать изменяя длину сварочной дуги. В зависимости от длины дуги при ручной дуговой сварке напряжение находится в диапазоне 16-40 V.
Согласно технологии сварки напряжение стоит удерживать в значении 16-20 V. Для этого сварку принято выполнять короткой дугой размером 0,5 -1 толщины диаметра электрода. Это значение может меняться в зависимости от марки электрода и положения шва в пространстве.
Род и полярность тока
Сварку на переменном токе используют для соединения низкоуглеродистых и низколегированных сталей (типа 09ГС) в строительно-монтажных условиях электродами с рутиловым покрытием. Для сварки толстых конструкций из низкоуглеродистых сталей. При возникновении магнитного дутья во время сварки источниками постоянного тока.
Сварку на постоянном токе можно условно разделить на два процесса — ручная дуговая сварка на прямой и обратной полярности.
На прямой полярности
Прямую полярность используют для сварки чугуна и глубокого проплавления основного металла. Для сварки низко-, среднеуглеродистых и низколегированных сталей толщиной 5 мм и более с использованием электродов с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др.
На обратной полярности
Обратную полярность используют для сварки листового металла невысокой толщины и сварки с повышенной скоростью плавления электрода. Для сварки низкоуглеродистых сталей (типа 16Г2АФ), низко-, средне- и высоколегированных сталей и сплавов.
Скорость сварки
Скорость сварки выбирает сварщик в зависимости от свойств основного металла, характеристик электрода, положения шва и т. д.
Скорость сварки должна быть такой чтобы жидкий металл сварочной ванны немного поднимался над поверхностью основного металла с плавным переходом к нему без подрезов и наплывов.
Для предотвращения перегрева металла высоколегированные стали сваривают с большей скоростью.
Расположение шва в пространстве
Расположение шва в пространстве влияет на выбор основных параметров режима ручной дуговой сварки. Ручную сварку используют для стыков во всех пространственных положениях, но наиболее удобным положением считается нижнее. Стоит учитывать положение шва в пространстве при расчете основных параметров и выборе электрода.
Предварительный подогрев и последующая термическая обработка
Предварительный подогрев основного металла и последующая обработка используются для сварки сталей склонных к образованию закалочных структур — средне- и высокоуглеродистые стали. Для сварки чугуна, цветных металлов и их сплавов. Температура и способ выполнения подогрева и обработки зависит от толщины основного металла, химического состава и размера конструкции.
Для сварки чугуна, цветных металлов и их сплавов. Температура и способ выполнения подогрева и обработки зависит от толщины основного металла, химического состава и размера конструкции.
Температура окружающей среды
Все стали можно разделить на четыре группы согласно степени их свариваемости. Стали II, III и IV группы нельзя сваривать при температуре ниже -5 °C.
Источник: osvarke.net
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.
Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода.
 Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
при диаметре 3-4 мм формула меняется на:
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Какое влияние имеет полярность
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.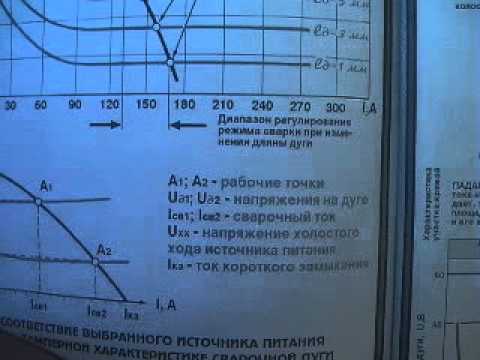
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Источник: svaring.com
Как настроить сварочный ток и выбрать диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла.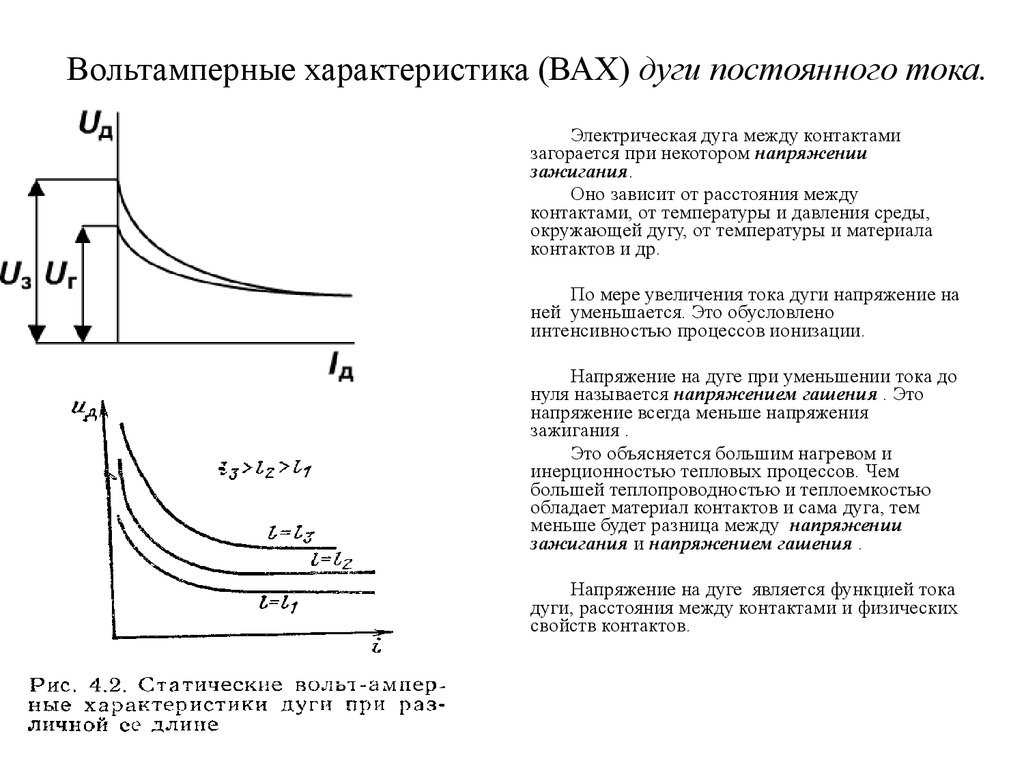 Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Источник: svarkaed.ru
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода.
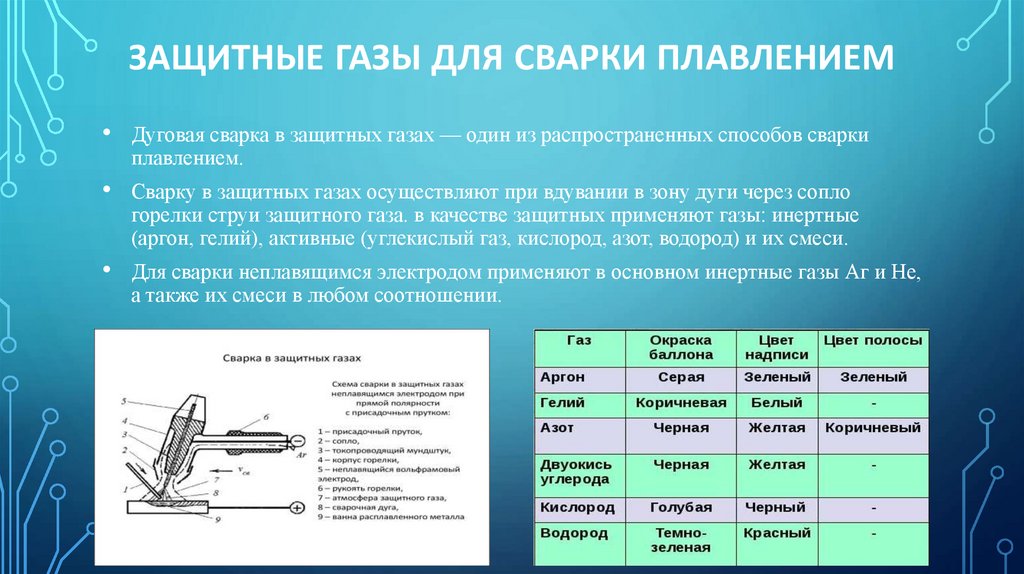 Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока.
Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока. Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
- Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
- Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
- Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
- Выбор диаметра электрода
- Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
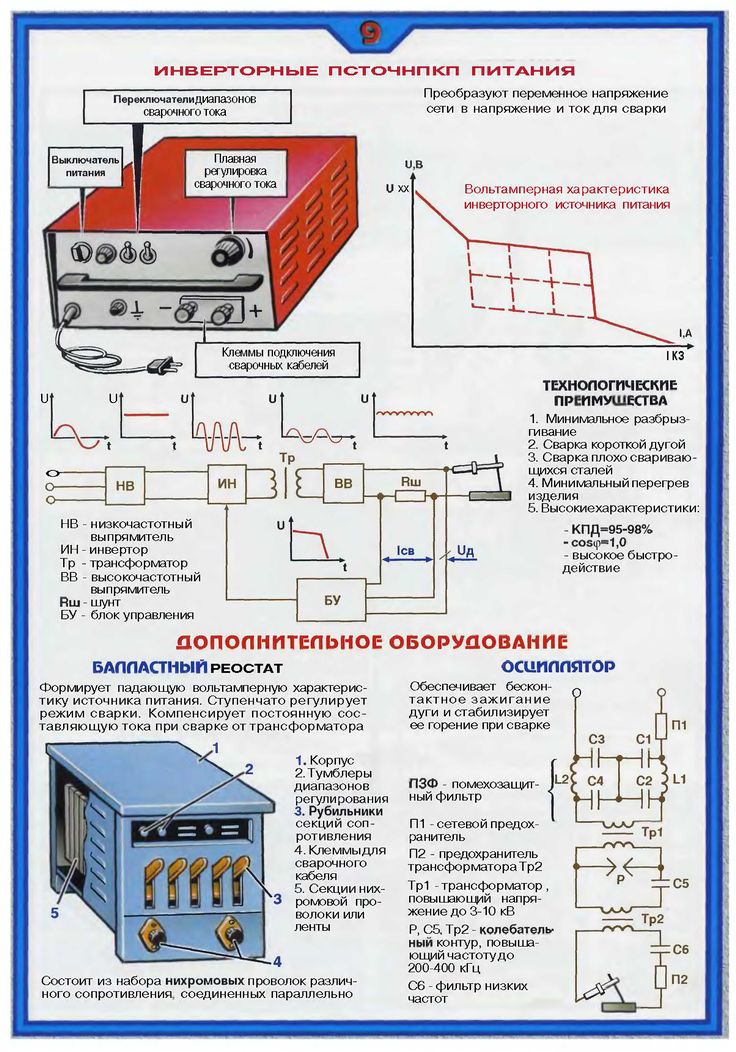
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
- Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
- Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
- Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
- Iсв = (20 + 6dэ )dэ
- где Iсв — сила тока в А, dэ — диаметр электрода в мм
- Для электродов диаметром менее 3 мм ток подбирают по формуле:
- Icв = 30dэ
- Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
- Кроме того, на силу тока оказывает влияние полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
 Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):Выбор режима дуговой сварки
- При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
 Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Источник: dpva.ru
Все, что вы хотели знать о сварочной дуге
Екатерина
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Содержание статьи
- Сварочная дуга: определение
- Суть и строение дуги
- Виды сварочной дуги
- При каких условиях горит дуга
- Особенности дуги
- Вместо заключения
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
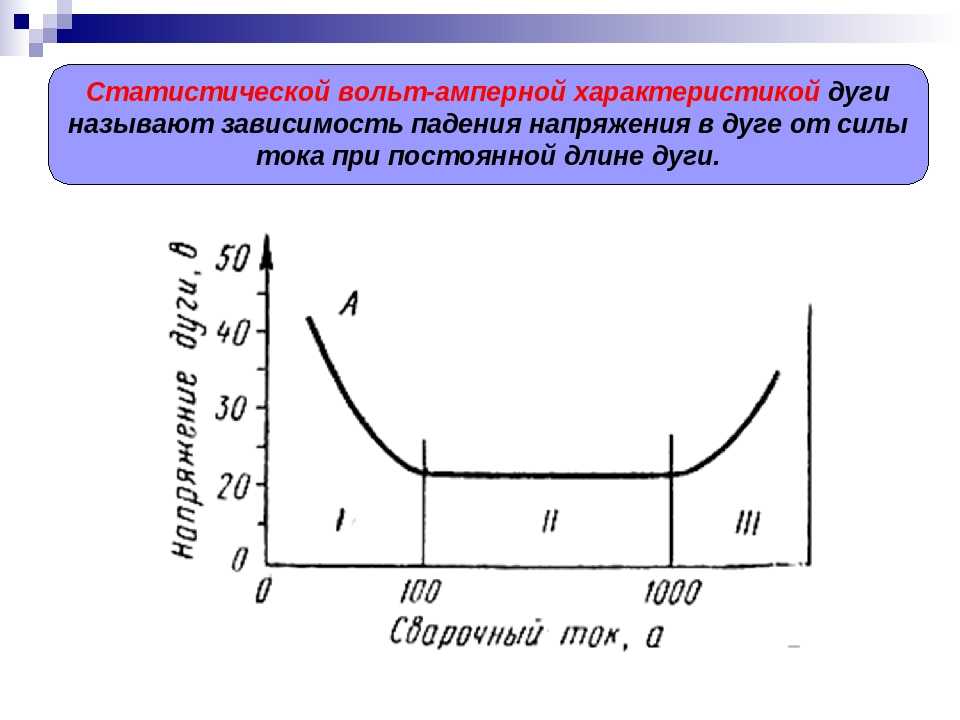
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты.
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.

Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
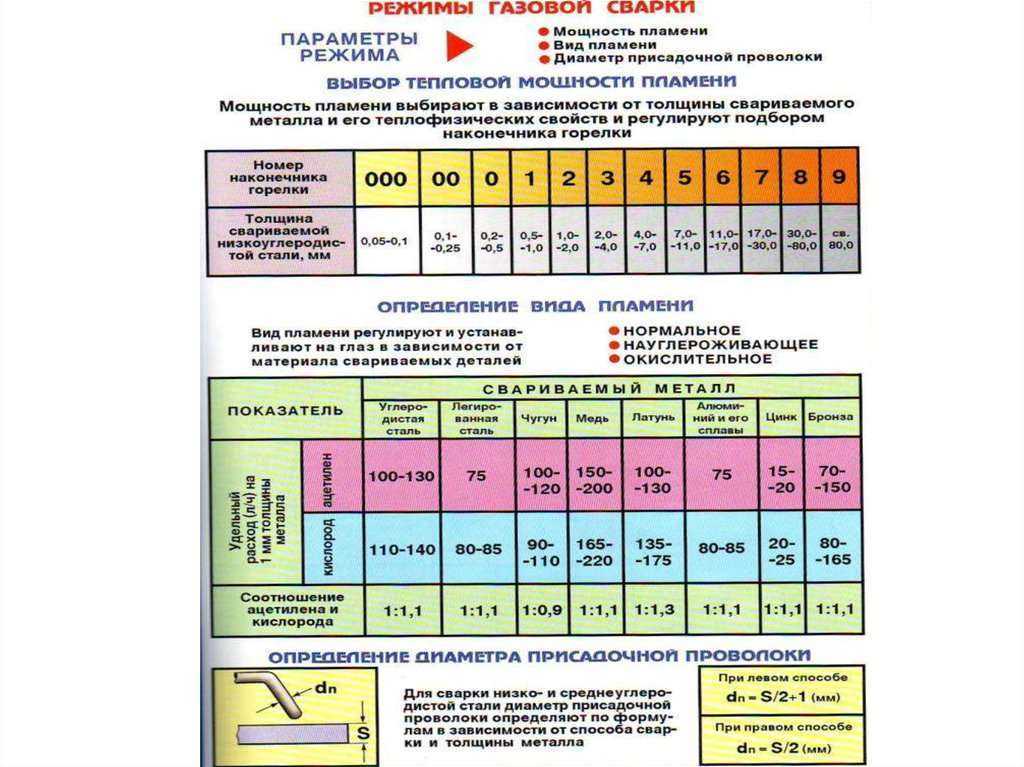 Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!
Желаем удачи!
Похожие публикации
Что такое напряжение восстановления, напряжение повторного зажигания, напряжение дуги и время устранения неисправности?
Автоматический выключатель является важным компонентом энергосистемы. Он используется для защиты каждого электрического компонента от неисправностей. Следовательно, используемый автоматический выключатель должен иметь возможность защищать систему от неисправностей, не повреждая себя. Используемый автоматический выключатель должен гасить дугу, возникающую между его контактами из-за тока короткого замыкания в момент разрыва цепи.
Дуга, возникающая в автоматическом выключателе, представляет собой тип электрического разряда, который обеспечивает путь для протекания тока, даже если контакты разъединены. Это приводит к повреждению оборудования, которое необходимо защитить.
Кроме того, если дуга не погаснет, это может привести к взрыву. Следовательно, автоматический выключатель должен гасить дугу, возникающую в момент прерывания тока короткого замыкания. Следующие термины используются при анализе автоматического выключателя,
Следовательно, автоматический выключатель должен гасить дугу, возникающую в момент прерывания тока короткого замыкания. Следующие термины используются при анализе автоматического выключателя,
Напряжение дуги:
Напряжение дуги – это напряжение, которое отвечает за поддержание дуги между контактами автоматического выключателя. В момент размыкания контактов выключателя между контактами возникает дуга из-за ионизации среды, окружающей контакты. Между контактами существует небольшая разность потенциалов, которая отвечает за поддержание дуги. Это напряжение называется напряжением дуги.
Напряжение повторного зажигания :
Всякий раз, когда прерывание дуги происходит в момент нулевого тока, напряжение на промежутке выключателя внезапно возрастает от нуля до очень высокого значения. Это высокое напряжение будет носить переходный характер.
Переходное напряжение, которое появляется на контактах выключателя сразу после гашения дуги или при нулевом токе во время дугового разряда, называется напряжением повторного пробоя.
Это напряжение названо так потому, что дуга может повторно зажечься только в период существования этого переходного напряжения. Если дуга не загорится повторно в течение этого переходного периода, она не зажжется и позже. Это напряжение повторного включения также известно как переходное восстанавливающееся напряжение.
Напряжение восстановления :
Определяется как напряжение, возникающее на контактах выключателя после окончательного гашения дуги и после затухания (или исчезновения) всех переходных процессов. Частота восстанавливающегося напряжения такая же, как и частота питания.
Рассмотрим автоматический выключатель, контакты которого размыкаются, а затем ток короткого замыкания падает до нуля. В момент нулевого тока в зазоре между контактами ионов нет. В этом случае диэлектрическая прочность среды (воздух или масло) между контактами будет высокой, что достаточно, чтобы избежать пробоя под действием напряжения повторного пробоя. В результате происходит окончательное гашение дуги и прерывание тока в цепи.
Как только ток прерывается после окончательного гашения дуги, на контактах выключателя появляется напряжение, которое имеет переходную часть. Поэтому напряжение, возникающее на контактах выключателя после того, как все переходные колебания затухают или исчезают, называется восстанавливающимся напряжением. Это напряжение имеет среднеквадратичное значение нормальной частоты, которое приблизительно равно напряжению системы.
Кривые напряжения дуги, напряжения восстановления и напряжения повторного зажигания показаны выше. Из формы сигнала видно, что напряжение повторного включения и напряжение восстановления представляют собой просто напряжение на контактах автоматического выключателя. Единственная разница между ними заключается в сроке их существования.
Время устранения неисправности:
Всякий раз, когда возникает неисправность (короткое замыкание), ток возрастает до очень высокого значения, а напряжение падает до низкого значения. Эти ненормальные условия обнаруживаются реле, подключенными к вторичным обмоткам трансформаторов тока и/или трансформаторов тока.
Когда соответствующие величины превышают заданные пределы, реле получает управляющую величину соответствующей величины. Подвижная система реле начинает движение, когда получает достаточный рабочий крутящий момент. Подвижная система окончательно замыкает цепь отключения автоматического выключателя.
На катушку отключения автоматического выключателя подается питание, и автоматический выключатель размыкает свои контакты. Очевидно, между контактами появится дуга. Напряжение на контактах выключателя (т. е. напряжение дуги) будет довольно небольшим и будет совпадать по фазе с током дуги. Дуга будет гаситься с использованием подходящих методов в момент нулевого тока.
- Время от возникновения неисправности до замыкания цепи отключения автоматического выключателя называется временем срабатывания реле.
- Время от замыкания контактов цепи отключения до размыкания контактов выключателя называется временем работы выключателя.
- Время от разъединения контактов автоматического выключателя до гашения дуги автоматического выключателя называется временем возникновения дуги.

Сумма времени срабатывания реле, времени работы выключателя и времени образования дуги называется временем устранения неисправности.
Время устранения неисправности = время срабатывания реле + время работы выключателя + время дугового разряда
Энергии | Бесплатный полнотекстовый | Напряжение дуги и характеристики тока при низковольтном постоянном токе
1. Введение
В связи с недавним увеличением нагрузок, использующих энергию постоянного тока (постоянного тока), таких как телевизоры, компьютеры, светодиодные лампы и т.п. и увеличение возобновляемых источников энергии в виде распределенной генерации, спрос на распределение постоянного тока увеличивается [1,2]. Быстрое развитие информационного общества привело к увеличению нагрузок постоянного тока, таких как цифровые устройства, связанные с информационными технологиями (ИТ). В электроизолированных районах, где люди не получают электроэнергию, наиболее эффективным способом обеспечения электроэнергией является возобновляемая энергетика с распределенной формой генерации. В этой ситуации можно уменьшить шаг преобразования мощности для питания нагрузки постоянного тока, изменив систему распределения электроэнергии с системы переменного тока (AC) на систему постоянного тока, что снижает стоимость установки и повышает энергоэффективность. Ожидается, что эти преимущества увеличат спрос на системы распределения постоянного тока в домах и зданиях.
В этой ситуации можно уменьшить шаг преобразования мощности для питания нагрузки постоянного тока, изменив систему распределения электроэнергии с системы переменного тока (AC) на систему постоянного тока, что снижает стоимость установки и повышает энергоэффективность. Ожидается, что эти преимущества увеличат спрос на системы распределения постоянного тока в домах и зданиях.
Однако для включения системы распределения постоянного тока важно решить проблему оплавления контактов, возгорания и т. д., вызванного дугой в штепсельной вилке [3] и автоматическом выключателе [4]. Однако знания о дуге в системе постоянного тока не были полностью изучены, и еще не было четкого определения дуги в системе питания постоянного тока.
В 1889 году Пашен экспериментом установил, что напряжение, при котором начинается газовый разряд, зависит от типа газа и пропорционально произведению давления газа на расстояние между электродами. Пашен экспериментировал с ситуацией, когда так называемая параллельная дуга генерировалась путем приложения постоянного напряжения к испытательной цепи, где расстояние между электродами фиксировано без начального тока. С помощью этого эксперимента можно обнаружить, что параллельная дуга возникает, когда расстояние между электродами уменьшается до определенного уровня во время приложения постоянного напряжения [5].
С помощью этого эксперимента можно обнаружить, что параллельная дуга возникает, когда расстояние между электродами уменьшается до определенного уровня во время приложения постоянного напряжения [5].
По сравнению с параллельной дугой, последовательная дуга возникает, когда контактные электроды разъединены при условии протекания начального тока. Последовательная дуга применялась в принципе дуговой лампы и дуговой сварки с 1800-х годов по настоящее время. С 1902 года предлагались различные модели серийной дуги. В этих моделях напряжение дуги определяется как функция тока дуги и расстояния между дугами [6,7,8,9,10]. Поскольку традиционные исследования последовательной дуги сосредоточены на применении дуговых ламп, исследовалась только характеристика квазистатической дуги, когда дуга постоянно поддерживается на фиксированном расстоянии зазора.
В последнее время исследовалась дуга последовательного отключения в автоматических выключателях, выключателях, розетках и вилках в качестве защитного устройства для распределения постоянного тока [11]. Дуга последовательного отключения, возникающая в защитных устройствах, может вызвать возгорание из-за образования высокотемпературной плазмы. Проблема в защитных устройствах должна быть правильно решена для установки их в электроустановках. Поэтому необходимо точно понимать возникновение, поддержание и гашение дуги последовательного отключения, возникающей в защитном устройстве при разъединении контактных электродов. До сих пор было проведено множество исследований разрывной дуги постоянного тока, возникающей на электродах при протекании токов нагрузки, без четкого выяснения зависимости между вольт-амперными характеристиками на электродах [12,13,14].
Дуга последовательного отключения, возникающая в защитных устройствах, может вызвать возгорание из-за образования высокотемпературной плазмы. Проблема в защитных устройствах должна быть правильно решена для установки их в электроустановках. Поэтому необходимо точно понимать возникновение, поддержание и гашение дуги последовательного отключения, возникающей в защитном устройстве при разъединении контактных электродов. До сих пор было проведено множество исследований разрывной дуги постоянного тока, возникающей на электродах при протекании токов нагрузки, без четкого выяснения зависимости между вольт-амперными характеристиками на электродах [12,13,14].
В этой статье была составлена низковольтная цепь постоянного тока и проведены эксперименты по отключению дуги, возникающей при разделении электродов при различных уровнях напряжения источника и условиях тока нагрузки.
2. Метод эксперимента с дугой постоянного тока
2.1. Экспериментальная установка
Как показано на рис. 1, коммутационное устройство разработано для экспериментов с возникновением дуги при размыкании электродов во время протекания тока нагрузки. Экспериментальное устройство было установлено на горизонтальном уровне, а материал для электродов — чистая бронза.
1, коммутационное устройство разработано для экспериментов с возникновением дуги при размыкании электродов во время протекания тока нагрузки. Экспериментальное устройство было установлено на горизонтальном уровне, а материал для электродов — чистая бронза.
В этом эксперименте максимальное расстояние между электродами составляло 20 мм, а скорость разделения электродов была установлена на уровне 150 мм/с. Напряжение источника питания варьировалось от 50 В до 400 В, а ток нагрузки варьировался от 0,5 А до 10 А для исследования разрыва дуги постоянным током при различных напряжениях и токах. Каждый эксперимент проводили 3 раза, чтобы уменьшить погрешность измерения. Напряжение и ток измеряли с помощью осциллографа во время разделения электродов. Условия эксперимента приведены в таблице 1.
2.2. Эксперимент с дугой постоянного тока
В этом исследовании дуговой эксперимент с цепью постоянного тока, как показано на рисунке 2, был проведен для исследования образования дуги во время разделения электрода в состоянии, в котором протекает начальный ток нагрузки.
На рис. 3 показано соотношение между временем разделения (t) и расстоянием между электродами (d) при скорости разделения 150 мм/с. На рис. 4 показано соотношение между временем разделения (t) и напряжением источника (V S ).
Когда электрод отделен в состоянии, в котором протекает начальный ток нагрузки, измеренные экспериментальные формы сигналов представлены на рис. 5 следующим образом. пороговое напряжение В th ; а мгновенно уменьшившийся ток во время зажигания дуги определяется как пороговый ток возникновения дуги I th .
На рис. 6 показано соотношение напряжения дуги между электродами (v дуга ) и время разделения (t). На рис. 7 показано соотношение тока дуги (i arc ) и времени разделения дуги (t).
v arc (t 0 ) – напряжение между электродами в момент начала разделения, равное нулю. v arc (t ext ) — напряжение между электродами в точке гашения дуги, равное напряжению источника (V s ). Напряжение между электродами быстро увеличивается между t 0 и t 1 и дуга возникает в момент t 1 . Напряжение между электродами при t 1 равно v arc (t 1 ) = V th . Дуга начинается с t 1 и продолжается до t доб , и напряжение между электродами постепенно увеличивается.
Напряжение между электродами быстро увеличивается между t 0 и t 1 и дуга возникает в момент t 1 . Напряжение между электродами при t 1 равно v arc (t 1 ) = V th . Дуга начинается с t 1 и продолжается до t доб , и напряжение между электродами постепенно увеличивается.
Кроме того, ток дуги i arc (t 0 ) равен току нагрузки I L в точке разделения электродов. i arc (t ext ) равен нулю в точке гашения дуги. Ток дуги быстро уменьшается между t 0 и t 1 , а ток дуги в момент t 1 равен i arc (t 1 ) = I Load − I th . Ток дуги непрерывно уменьшается от времени возникновения дуги (t 1 ) до времени гашения дуги (t доб ).
3. Экспериментальные результаты разрыва дуги постоянным током
3.
 1. Анализ порогового напряжения возникновения дуги (Vth)
1. Анализ порогового напряжения возникновения дуги (Vth)На нескольких уровнях напряжения источника в экспериментальной схеме на рисунке 2 (50 В, 100 В, 200 В, 300 В, 400 В) токи нагрузки по-разному изменялись и исследовались. После разделения электродов пороговое напряжение зажигания дуги (Vth) было подтверждено во время зажигания дуги (t1).
По экспериментальным результатам зажигания дуги отключения постоянного тока пороговое напряжение зажигания дуги (Vth) в точке возникновения дуги (t1) распределено в пределах 9,45–10,54 В, как показано на рисунке 8 и в таблице 2, независимо от величины источника напряжение и токи нагрузки. То есть можно подтвердить, что напряжение инициирования разрывной дуги при постоянном токе составляет около 10 В.
Можно подтвердить, что дуга загорается, когда напряжение между электродами (напряжение, формируемое на электродах автоматического выключателя или выключателя) составляет около 10 В.
3.2. Анализ порогового тока возникновения дуги (Ith)
На нескольких уровнях напряжения источника в экспериментальной схеме на рисунке 2 (50 В, 100 В, 200 В, 300 В, 400 В) токи нагрузки по-разному изменялись и исследовались. На основе экспериментальных результатов измеряют iarc(t0) и iarc(t1) и рассчитывают разницу. Пороговый ток инициирования дуги (Ith) был подтвержден во время инициирования дуги (t1).
На основе экспериментальных результатов измеряют iarc(t0) и iarc(t1) и рассчитывают разницу. Пороговый ток инициирования дуги (Ith) был подтвержден во время инициирования дуги (t1).
По результатам экспериментов с инициированием дуги было установлено, что пороговый ток инициирования дуги (Ith) обратно пропорционален напряжению источника (Vs) и пропорционален току нагрузки (IL), как показано на рис. 9.и Таблица 3.
3.3. Анализ взаимосвязи между напряжением дуги (varc(t)) и током дуги (iarc(t)) между электродами
Уравнение (1) получено на основе характеристик порогового тока возникновения дуги (Ith), обратно пропорционального напряжению источника (Vs) и пропорционально току нагрузки (IL).
Чтобы найти значение случайной константы K, используется следующее уравнение (2). Константа K составляла примерно 10 В, что равнялось пороговому напряжению зажигания дуги (Vth).
Результат уравнения (2) можно применить так же, как и уравнение (3), и подтверждается, что значение деления порогового напряжения инициирования дуги на пороговый ток инициирования дуги равно сопротивлению нагрузки (RL).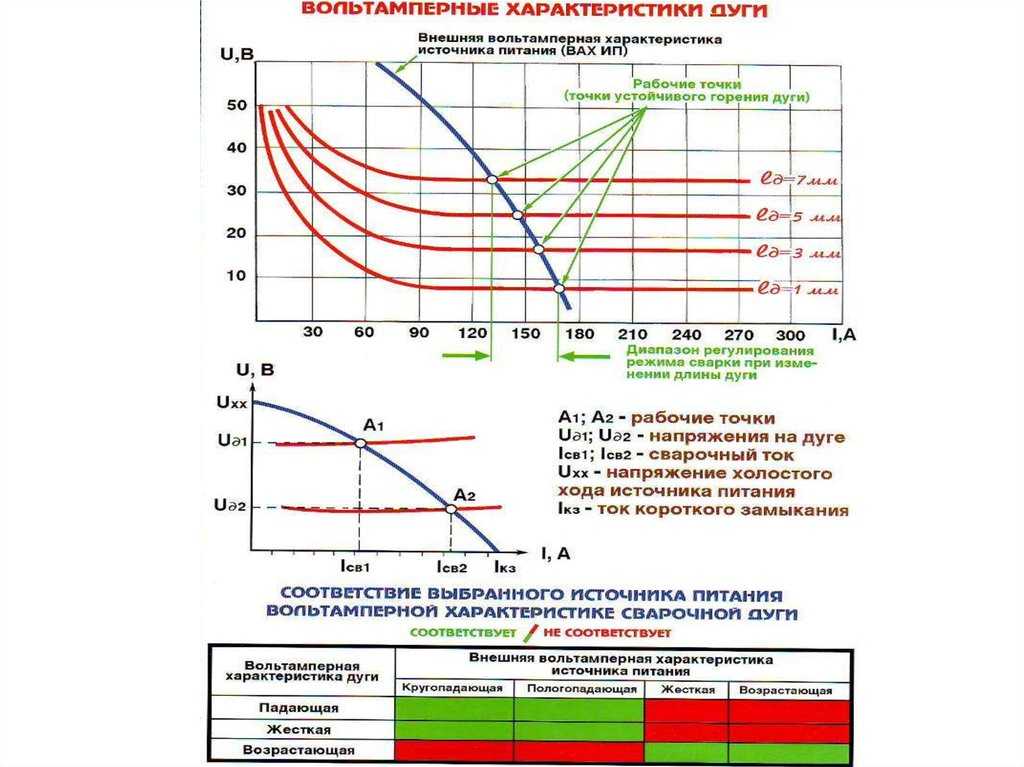
Поскольку Ith=iarc(t0)−iarc(t1) и Vth = varc(t1), уравнение (4) может быть следующим.
Было подтверждено, что уравнение (4) удовлетворяет любому случайному времени между t1 и текстом. В заключение уравнения (5–7) могут быть следующими.
varc(t) может рассматриваться здесь как произведение iarc(t) и rarc(t) при t (t1 ≤ t ≤ text), как указано в уравнении (8), и может быть проиллюстрировано как модель дуги постоянного тока в Рисунок 10.
Уравнения (7) и (8) можно обобщить в отношении rarc(t), как указано в уравнении (9).
rarc(t0)=0 и rarc(текст)=∞. Соотношение сопротивления дуги (rarc), напряжения источника (Vs), тока дуги (iarc), сопротивления нагрузки (RL) можно представить в виде графика на рисунке 11.
На рисунке 12 показано соотношение между rarc(t) и iarc( t) при условии напряжения источника Vs1
На рис. 13 представлен график экспериментальных результатов rarc и iarc в зависимости от изменения напряжения источника.
На рис. 14 представлен график соотношения между rac и iarc при условиях тока нагрузки IL1
На рис. 15 показан экспериментальный график rarc и iarc в зависимости от изменения напряжения источника.
По мере увеличения rarc и уменьшения iarc интервал между результатами увеличивается. Этот результат указывает на то, что по мере приближения к точке гашения дуги скорость увеличения rrc и скорость уменьшения iarc увеличиваются, поскольку частота дискретизации равна 1/6 250 с.
3.4. Анализ мощности между электродами в случайное время в пределах продолжительности дуги
На основании рисунка 10 и уравнения (9) можно определить мощность дуги parc(t) (t1 ≤ t ≤ текст), как в уравнении (10).
Уравнение (13) и рисунок 16 показывают, что мощность дуги максимальна при 1/2 значения тока нагрузки (IL). При этом максимальная мощность дуги Pmax становится 1/4 от мощности нагрузки до разъединения электродов.
На рис. 17 показан график применения экспериментального результата 200 В/5 А к уравнению (13). Этот результат показывает, что мощность дуги имеет максимальное значение при 2,5 А, где iarc=12IL.
На рис. 18 показаны результаты экспериментов по напряжению дуги, току дуги, сопротивлению дуги и мощности между электродами во время разделения электродов. Как показано на рисунках 16 и 17, мощность между электродами становится максимальной, когда ток дуги становится равным 12 IL. Как показано на Рисунке 18, varc и iarc быстро уменьшаются, а rarc быстро увеличиваются, когда мощность дуги максимальна, и установлено, что дуга быстро гаснет.
3.5. Пороговая точка гашения дуги
В предыдущем разделе 3. 4 показано, что увеличение rarc и уменьшение iarc ускоряются, а ширина вариации увеличивается в зависимости от момента времени, проходящего через Pmax. Соотношение между временем (tmax) достижения Pmax и временем гашения дуги (текст) анализируется, как показано в Таблице 4.
4 показано, что увеличение rarc и уменьшение iarc ускоряются, а ширина вариации увеличивается в зависимости от момента времени, проходящего через Pmax. Соотношение между временем (tmax) достижения Pmax и временем гашения дуги (текст) анализируется, как показано в Таблице 4.
В соответствии с экспериментальными условиями в Таблице 1, анализируется, что tmax/tn в среднем составляет 0,80. Установлено, что время гашения дуги составляет 20 % от общего времени дуги.
4. Выводы
В этой статье характеристики напряжения инициирования дуги и тока инициирования дуги были показаны посредством экспериментов по инициированию дуги. Электроды разделялись при различных напряжениях источника и токах нагрузки. После возникновения дуги измеряли напряжение между электродами и изменения тока, а также анализировали результаты экспериментов.
После разделения электродов напряжение между электродами мгновенно возросло и зажглась дуга. Здесь было подтверждено, что мгновенный повышенный уровень напряжения составил около 10 В независимо от напряжения источника и величины тока нагрузки. После отрыва электрода ток нагрузки мгновенно уменьшался. Это значение было обратно пропорционально напряжению питания (Vs) и пропорционально току нагрузки (IL). Применяя эти характеристики к экспериментальным значениям, подтверждается, что значение деления порогового напряжения инициирования дуги на пороговый ток инициирования дуги равно сопротивлению нагрузки (RL). На основании этого были проверены вольт-амперные характеристики и корреляция дуги срабатывания, а также построены уравнение вольт-амперный ток и модель сопротивления дуги постоянного тока для дуги срабатывания.
После отрыва электрода ток нагрузки мгновенно уменьшался. Это значение было обратно пропорционально напряжению питания (Vs) и пропорционально току нагрузки (IL). Применяя эти характеристики к экспериментальным значениям, подтверждается, что значение деления порогового напряжения инициирования дуги на пороговый ток инициирования дуги равно сопротивлению нагрузки (RL). На основании этого были проверены вольт-амперные характеристики и корреляция дуги срабатывания, а также построены уравнение вольт-амперный ток и модель сопротивления дуги постоянного тока для дуги срабатывания.
Были проанализированы характеристики varc, iarc и rarc дуги срабатывания в произвольной точке в течение времени продолжительности дуги. Было показано, что ширина изменения rarc и iarc увеличивается по мере приближения дуги к точке гашения, а Pmax составляла ¼ мощности нагрузки до отрыва электрода. Увеличение rarc и уменьшение iarc ускорялись в точке, достигающей Pmax, и дуга быстро гасла.
Вклад авторов
В.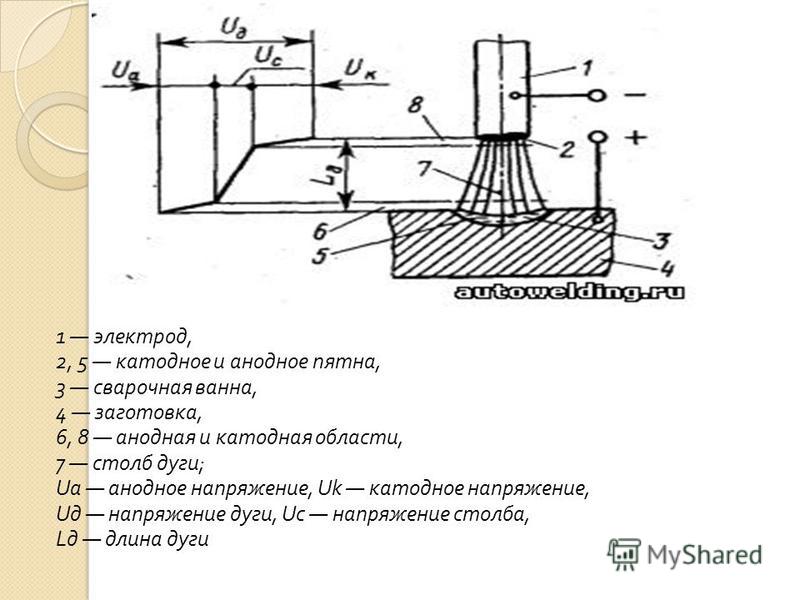 К. выполнил основные исследовательские задачи и написал полную рукопись. Ю.-Ж.К. проводил опыты. Х.К. планировал и оформлял работу.
К. выполнил основные исследовательские задачи и написал полную рукопись. Ю.-Ж.К. проводил опыты. Х.К. планировал и оформлял работу.
Финансирование
Эта работа была частично поддержана Программой фундаментальных научных исследований через Национальный исследовательский фонд Кореи (NRF), финансируемый Министерством образования. (Гранты № 2016R1D1A3B01008279).
Благодарности
Эта работа была частично поддержана Корейской электроэнергетической корпорацией (гранты № R17XA05-46).
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Номенклатура
| V S | Source voltage, | |
| I L | Load current, | |
| R L | Load resistance, | |
| t 0 | Separation start time электродов, | |
| T 1 | Время инициации дуги, | |
| T EXT | Время погашения дуг. 0087 1 и T EXT 0087 1 и T EXT | Продолжительность дуги, |
| D 0 | Расстояние. , | |
| D EXT | Расстояние между электродами в T EXT , | |
| V TH | ARC ThreshOL0087 th | Arc initiation threshold current, |
| V arc | Instantaneous arc voltage between electrodes, | |
| I arc | Instantaneous arc current, | |
| r arc | Мгновенное сопротивление дуги между электродами, | |
| p arc | Мгновенная мощность дуги между электродами, | |
| p max | Максимальная мощность дуги. |
Ссылки
- Ким Х. Системы распределения постоянного тока и технология отключения цепи. J. Корейский инст. Силовой электрон. 2010 , 15, 40–46. [Google Scholar]
- Бабасаки Т.; Танака, Т .; Нодзаки, Ю.; Аоки, Т .; Курокава, Ф. Разработка прототипа системы питания постоянным током высокого напряжения. В материалах INTELEC 2009–31-й Международной конференции по энергетике электросвязи, Инчхон, Корея, 18–22 октября 2009 г.. [Google Scholar]
- Юба Т.; Бэк, С .; Кирю, К .; Накамура, А .; Миядзава, Х .; Норитаке, М .; Хиросе, К. Разработка вилки и розетки для системы распределения постоянного тока на 400 вольт. В материалах 8-й Международной конференции по силовой электронике (ECCE Asia), Чеджу, Корея, 30 мая — 3 июня 2011 г. [Google Scholar]
- Lee, S.; Ким, Х. Разработка автоматического выключателя постоянного тока с использованием магнитного дугогасителя. Транс. Корейский инст. Силовой электрон. 2012 , 17, 21–26. [Академия Google] [CrossRef]
- Берзак Л.Ф.; Дорфман, С.Э.; Смит, С.П. Закон Пашена в воздухе и благородных газах. Доступно в Интернете: http://www-eng.lbl.gov/~shuman/XENON/REFERENCES&OTHER_MISC/paschen_report.pdf (по состоянию на 19 сентября 2018 г.).
- Айртон Х. Электрическая дуга; Электрик: Лондон, Великобритания, 1902 г. [Google Scholar]
- Nottingham, W.B. Новое уравнение для статической характеристики нормальной электрической дуги. Транс. Являюсь. Инст. Избрать. англ. 1923 , 42, 12–19. [Академия Google] [CrossRef]
- Ван, А.Р.; Уоррингтон, К. Реактивные реле, на которые незначительно влияет полное сопротивление дуги. Электрон. Мир 1931 , 98, 502–505. [Google Scholar]
- Стоукс, AD; Оппенландер В. Т. Электрические дуги на открытом воздухе. Дж. Физ. Д заявл. физ. 1991 , 24, 26–35. [Google Scholar] [CrossRef]
- Рау, С.Х.; Lee, WJ Модель дуги постоянного тока, основанная на трехмерном моделировании дуги постоянного тока. IEEE транс. инд. заявл. 2016 , 52, 5255–5261. [Google Scholar] [CrossRef]
- Kim, YJ; Ким, Х.С. Моделирование последовательной дуги выключателя постоянного тока. В материалах 6-й Международной конференции IEEE по исследованиям и приложениям в области возобновляемых источников энергии (ICRERA) 2017 г., Сан-Диего, Калифорния, США, 5–8 ноября 2017 г. [Google Scholar]
- Аммерман, РФ; Гаммон, Т .; Сен, П.К.; Нельсон, Дж. П. Модели дуги постоянного тока и расчеты падающей энергии. IEEE транс. инд. заявл. 2010 , 46, 1810–1819. [Google Scholar] [CrossRef]
- Сава, К.; Цуруока, М .; Ямасита, С. Основные характеристики дуги при прерывании постоянного тока низкого напряжения (<500 В). В материалах 27-й Международной конференции по электрическим контактам, Дрезден, Германия, 22–26 июня 2014 г. [Google Scholar]
- Uriarte, FM; Гаттоцци, А.Л.; Хербст, JD; Эстес, HB; Хотц, Т.Дж.; Квасински, А .; Хебнер, Р.Э. Модель дуги постоянного тока для серийных неисправностей в микросетях низкого напряжения. IEEE транс. Умная сеть 2012 , 3, 2063–2070. [Google Scholar] [CrossRef]
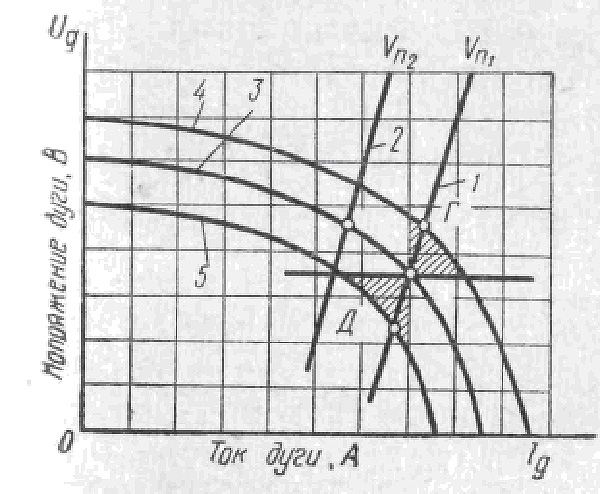 Транс. Корейский инст. Силовой электрон. 2012 , 17, 21–26. [Академия Google] [CrossRef]
Транс. Корейский инст. Силовой электрон. 2012 , 17, 21–26. [Академия Google] [CrossRef] [Google Scholar] [CrossRef]
[Google Scholar] [CrossRef] [Google Scholar]
[Google Scholar]Рисунок 1. Коммутационное устройство для эксперимента; ( a ) Состояние ВКЛ, ( b ) Состояние ВЫКЛ.
Рисунок 1. Коммутационное устройство для эксперимента; ( a ) Состояние ВКЛ, ( b ) Состояние ВЫКЛ.
Рисунок 2. Экспериментальная схема дуги постоянного тока (DC).
Рисунок 2. Экспериментальная схема дуги постоянного тока (DC).
Рис. 3. Расстояние между электродами.
Рисунок 3. Расстояние между электродами.
Рисунок 4. Исходное напряжение.
Рисунок 4. Исходное напряжение.
Рисунок 5. Экспериментальные формы волны.
Рисунок 5. Экспериментальные формы волны.
Рисунок 6. Напряжение дуги между электродами.
Рисунок 6. Напряжение дуги между электродами.
Рисунок 7. Ток дуги.
Рис. 7. Ток дуги.
Рисунок 8. Характеристики порогового напряжения возникновения дуги как напряжения источника и тока нагрузки.
Рисунок 8. Характеристики порогового напряжения возникновения дуги как напряжения источника и тока нагрузки.
Рисунок 9. Характеристики порогового тока возникновения дуги в зависимости от напряжения источника и тока нагрузки.
Рис. 9. Характеристики порогового тока возникновения дуги в зависимости от напряжения источника и тока нагрузки.
Рисунок 10. Цепь постоянного тока в течение дуги.
Рисунок 10. Цепь постоянного тока в течение дуги.
Рисунок 11. График связи между сопротивлением дуги, напряжением источника, током дуги и сопротивлением нагрузки.
Рисунок 11. График связи между сопротивлением дуги, напряжением источника, током дуги и сопротивлением нагрузки.
Рисунок 12. Связь между сопротивлением дуги и током дуги с параметром изменения напряжения источника.
Рисунок 12. Связь между сопротивлением дуги и током дуги с параметром изменения напряжения источника.
Рисунок 13. Экспериментальные результаты сопротивления дуги и тока дуги (изменение напряжения источника).
Рис. 13. Экспериментальные результаты сопротивления дуги и тока дуги (изменение напряжения источника).
Рисунок 14. Зависимость между сопротивлением дуги и током дуги с параметром изменения тока нагрузки.
Рисунок 14. Зависимость между сопротивлением дуги и током дуги с параметром изменения тока нагрузки.
Рисунок 15. Экспериментальные результаты сопротивления дуги и тока дуги (изменение тока нагрузки).
Рис. 15. Экспериментальные результаты сопротивления дуги и тока дуги (изменение тока нагрузки).
Рисунок 16. граф отношений parc, rarc, iarc.
Рис. 16. граф отношений parc, rarc, iarc.
Рис. 17. Мощность между электродами при 200 В/5 А.
Рис. 17. Мощность между электродами при 200 В/5 А.
Рисунок 18. График результатов экспериментов 200 В/5 А (мощность дуги, напряжение дуги, ток дуги, сопротивление дуги).
Рис. 18. График результатов экспериментов 200 В/5 А (мощность дуги, напряжение дуги, ток дуги, сопротивление дуги).
Таблица 1. Условия эксперимента.
Таблица 1. Условия эксперимента.
| No. | Experimental Conditions | |
|---|---|---|
| 1 | Circuit Condition: resistive load | |
| DC 50 V, 1/2 A | ||
DC 100 V, 0. 5/1/2 /3/4/5 А 5/1/2 /3/4/5 А | ||
| 200 В=, 0,5/1/1,5/2/2,5/5/10 А | ||
| 400 В=, 1/5/10 А | ||
| 2 | 2 | 2 Скорость разделения: 150 мм/с |
| 3 | Количество операций: 3 раза при каждом условии |
Таблица 2. Экспериментальные результаты порогового напряжения зажигания дуги.
Таблица 2. Экспериментальные результаты порогового напряжения зажигания дуги.
 5
5 80
80 40
40 05
05 05
05 03
03 0056
0056 0275
0275 0266
0266 4
4 0901
0901 0/).
0/). При соприкосновении с заготовкой вольфрам предварительно нагревается в течение регулируемого времени, зависящего от диаметра электрода и типа свариваемого материала. Это обеспечивает плавный, стабильный запуск дуги, сводя к минимуму включения вольфрама.
При соприкосновении с заготовкой вольфрам предварительно нагревается в течение регулируемого времени, зависящего от диаметра электрода и типа свариваемого материала. Это обеспечивает плавный, стабильный запуск дуги, сводя к минимуму включения вольфрама.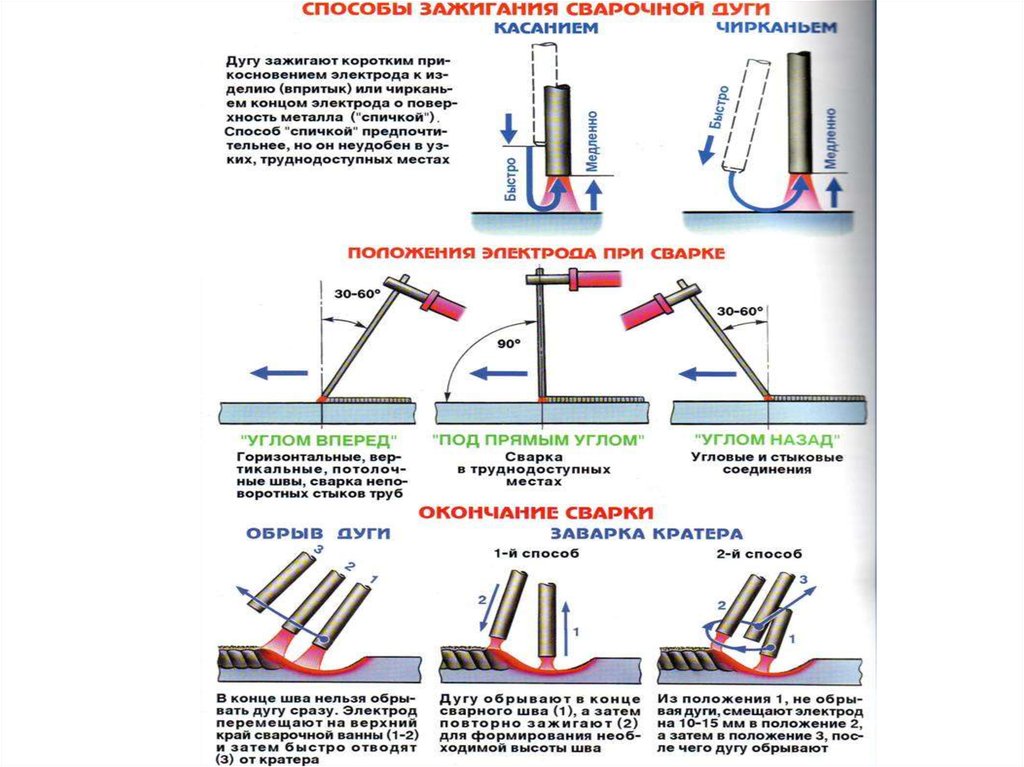 22 изображения в минуту
22 изображения в минуту
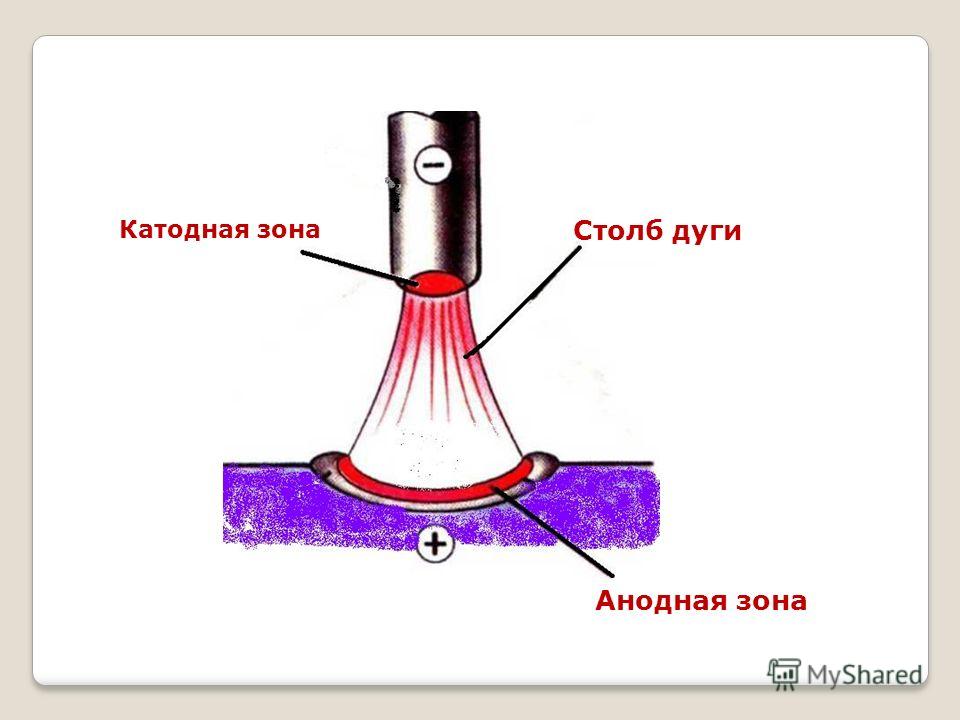 Узел компактного привода AVC предназначен для размещения внутри трубы и других небольших участков, таких как сварочная камера на трубном заводе. Наш компактный приводной узел AVC также способен поднимать 40 фунтов (18 кг), но с гораздо меньшим ходом в один дюйм (2,54 см), что делает его идеальным для ограниченного пространства.
Узел компактного привода AVC предназначен для размещения внутри трубы и других небольших участков, таких как сварочная камера на трубном заводе. Наш компактный приводной узел AVC также способен поднимать 40 фунтов (18 кг), но с гораздо меньшим ходом в один дюйм (2,54 см), что делает его идеальным для ограниченного пространства.
 Напряжение дуги и расстояние от резака до изделия пропорциональны, т. е. если расстояние от резака до изделия увеличивается, напряжение дуги также увеличивается. Контролируя напряжение дуги и сравнивая его с предустановленным требуемым напряжением сварки, система управления напряжением дуги AVC-5 может точно контролировать высоту горелки.
Напряжение дуги и расстояние от резака до изделия пропорциональны, т. е. если расстояние от резака до изделия увеличивается, напряжение дуги также увеличивается. Контролируя напряжение дуги и сравнивая его с предустановленным требуемым напряжением сварки, система управления напряжением дуги AVC-5 может точно контролировать высоту горелки. Эти системы состоят из высоковольтных систем постоянного тока. Реле постоянного тока, встроенные в эти системы для автоматических выключателей, должны поддерживать более высокие напряжения. Чтобы отключить высоковольтную дугу с помощью реле постоянного тока, нам нужна технология для управления дугой, возникающей при ее прерывании.
Эти системы состоят из высоковольтных систем постоянного тока. Реле постоянного тока, встроенные в эти системы для автоматических выключателей, должны поддерживать более высокие напряжения. Чтобы отключить высоковольтную дугу с помощью реле постоянного тока, нам нужна технология для управления дугой, возникающей при ее прерывании. Устройства управления энергией и схемы управления батареями, используемые для них, представляют собой системы высокого напряжения постоянного тока, а реле постоянного тока (далее реле) используются в качестве защитного оборудования для аварийного отключения во время возникновения неисправности в системе.
Устройства управления энергией и схемы управления батареями, используемые для них, представляют собой системы высокого напряжения постоянного тока, а реле постоянного тока (далее реле) используются в качестве защитного оборудования для аварийного отключения во время возникновения неисправности в системе.
 Кроме того, область применения уравнения (1) составляет до 110 В для напряжения нагрузки и до 50 А для тока нагрузки, и это относительное выражение может быть применено при продлении дуги только на расстояние контакта без использования внешнего магнитное поле в открытом космосе, как и в атмосфере (далее «открытое пространство»).
Кроме того, область применения уравнения (1) составляет до 110 В для напряжения нагрузки и до 50 А для тока нагрузки, и это относительное выражение может быть применено при продлении дуги только на расстояние контакта без использования внешнего магнитное поле в открытом космосе, как и в атмосфере (далее «открытое пространство»). в закрытом пространстве.
в закрытом пространстве. 1.
1.

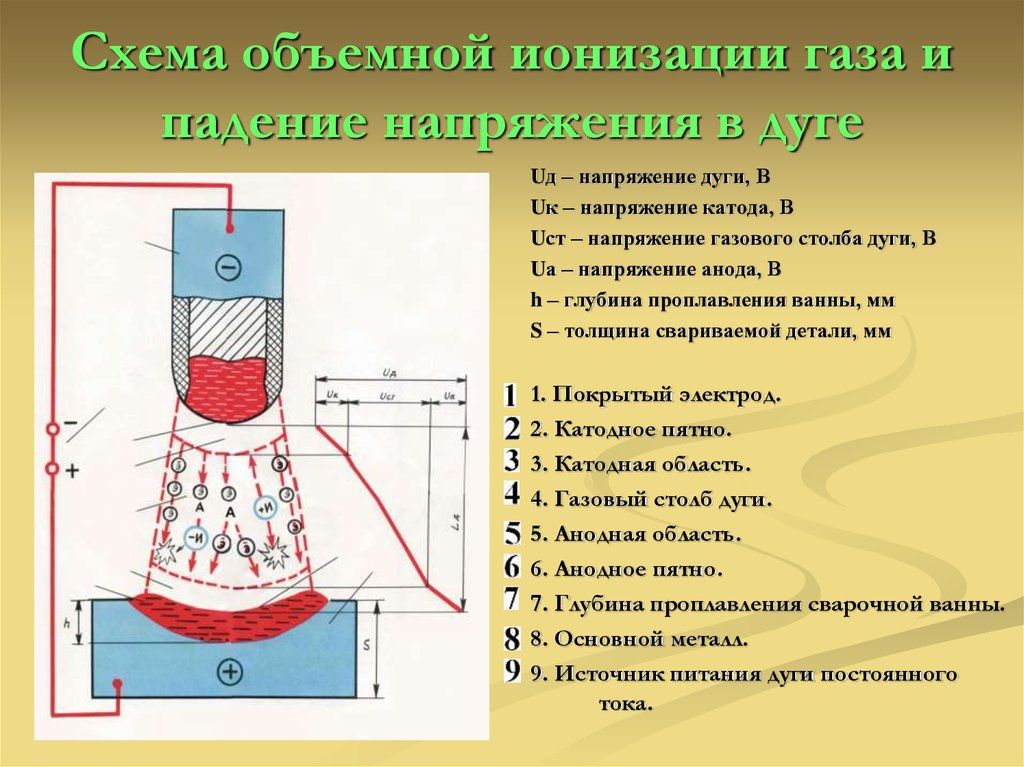 Кроме того, было подтверждено, что длина дуги, полученная из напряжения дуги, и длина дуги, полученная из напряжения нагрузки, были почти одинаковыми. Таким образом, проверка зависимости между длиной дуги и напряжением дуги во время переходного процесса вместо проверки напряжения на нагрузке позволила найти экспериментальное уравнение, касающееся тока нагрузки, длины дуги и напряжения на нагрузке. В следующем подразделе мы проверим расширяемость до области высокого напряжения, измерив длину дуги и напряжение дуги во время переходного процесса, и установим новое относительное выражение, соответствующее эффекту приложения внешнего магнитного поля и эффект дугового привода в замкнутом пространстве.
Кроме того, было подтверждено, что длина дуги, полученная из напряжения дуги, и длина дуги, полученная из напряжения нагрузки, были почти одинаковыми. Таким образом, проверка зависимости между длиной дуги и напряжением дуги во время переходного процесса вместо проверки напряжения на нагрузке позволила найти экспериментальное уравнение, касающееся тока нагрузки, длины дуги и напряжения на нагрузке. В следующем подразделе мы проверим расширяемость до области высокого напряжения, измерив длину дуги и напряжение дуги во время переходного процесса, и установим новое относительное выражение, соответствующее эффекту приложения внешнего магнитного поля и эффект дугового привода в замкнутом пространстве. 1, и измерялось явление дугового переходного процесса при отключении напряжения более 100 В путем изменения тока нагрузки. на двух уровнях, высоком и низком. Зависимости между длиной дуги и напряжением дуги, полученные по результатам эксперимента, показаны на рис. 6. Пунктиром на рис. 6 показаны расчетные значения уравнения (1).
1, и измерялось явление дугового переходного процесса при отключении напряжения более 100 В путем изменения тока нагрузки. на двух уровнях, высоком и низком. Зависимости между длиной дуги и напряжением дуги, полученные по результатам эксперимента, показаны на рис. 6. Пунктиром на рис. 6 показаны расчетные значения уравнения (1).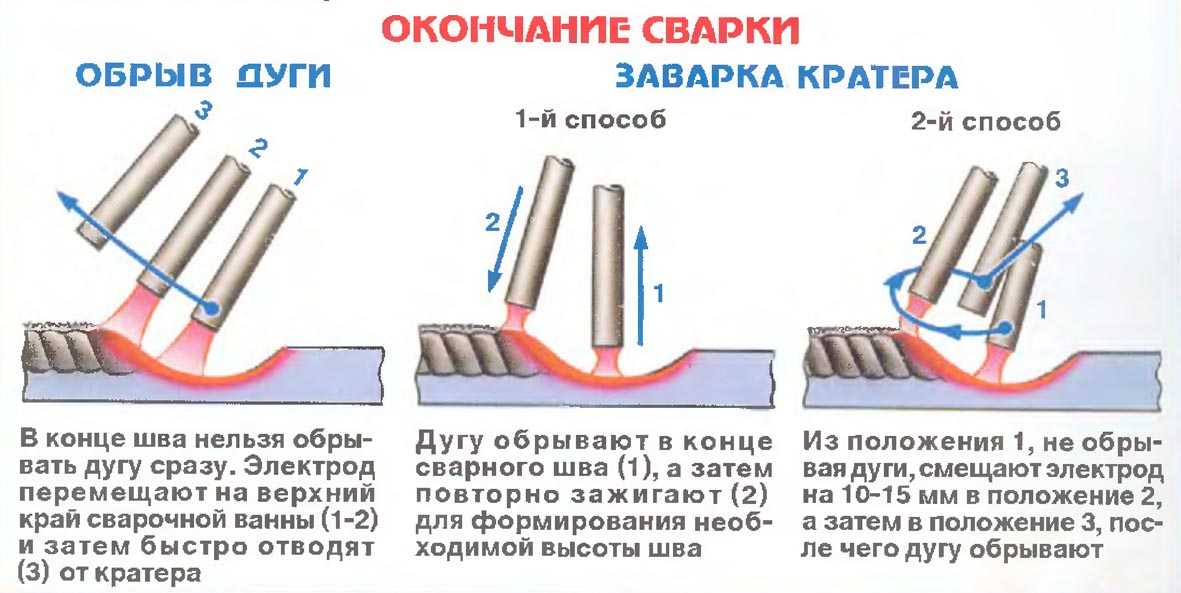 7, который представляет собой график, нормированный путем принятия минимального значения тока нагрузки в эксперименте равным 1 и предполагая, что каждое значение коэффициентов равно 1. Как показано на рис. 7, поскольку коэффициент α остается постоянным независимо от изменения тока нагрузки, а коэффициент β растет с увеличением тока нагрузки, их можно рассматривать как функцию тока нагрузки.
7, который представляет собой график, нормированный путем принятия минимального значения тока нагрузки в эксперименте равным 1 и предполагая, что каждое значение коэффициентов равно 1. Как показано на рис. 7, поскольку коэффициент α остается постоянным независимо от изменения тока нагрузки, а коэффициент β растет с увеличением тока нагрузки, их можно рассматривать как функцию тока нагрузки.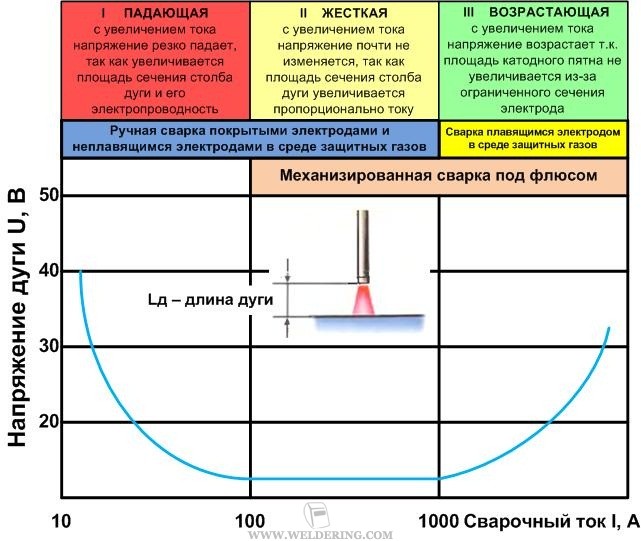 Начиная со следующего подраздела, мы будем исследовать эффект, когда внешнее магнитное поле воздействует на дугу, и влияние на каждый коэффициент, когда дуга находится в контакте со стенкой, используя уравнение (4) в качестве критерия для выполнить формулировку.
Начиная со следующего подраздела, мы будем исследовать эффект, когда внешнее магнитное поле воздействует на дугу, и влияние на каждый коэффициент, когда дуга находится в контакте со стенкой, используя уравнение (4) в качестве критерия для выполнить формулировку. Кроме того, приложенное внешнее магнитное поле и ток нагрузки были постоянными. Было обнаружено, что добавление внешнего магнитного поля сокращало длину дуги при том же напряжении дуги по сравнению с условием без добавления магнитного поля, как показано на рис. 8.
Кроме того, приложенное внешнее магнитное поле и ток нагрузки были постоянными. Было обнаружено, что добавление внешнего магнитного поля сокращало длину дуги при том же напряжении дуги по сравнению с условием без добавления магнитного поля, как показано на рис. 8. плотность потока:
плотность потока:
 Соотношение между длиной дуги и напряжением дуги при добавлении внешнего магнитного поля и контакте дуги со стенкой можно рассчитать из уравнений (4), (10) и (11):
Соотношение между длиной дуги и напряжением дуги при добавлении внешнего магнитного поля и контакте дуги со стенкой можно рассчитать из уравнений (4), (10) и (11):

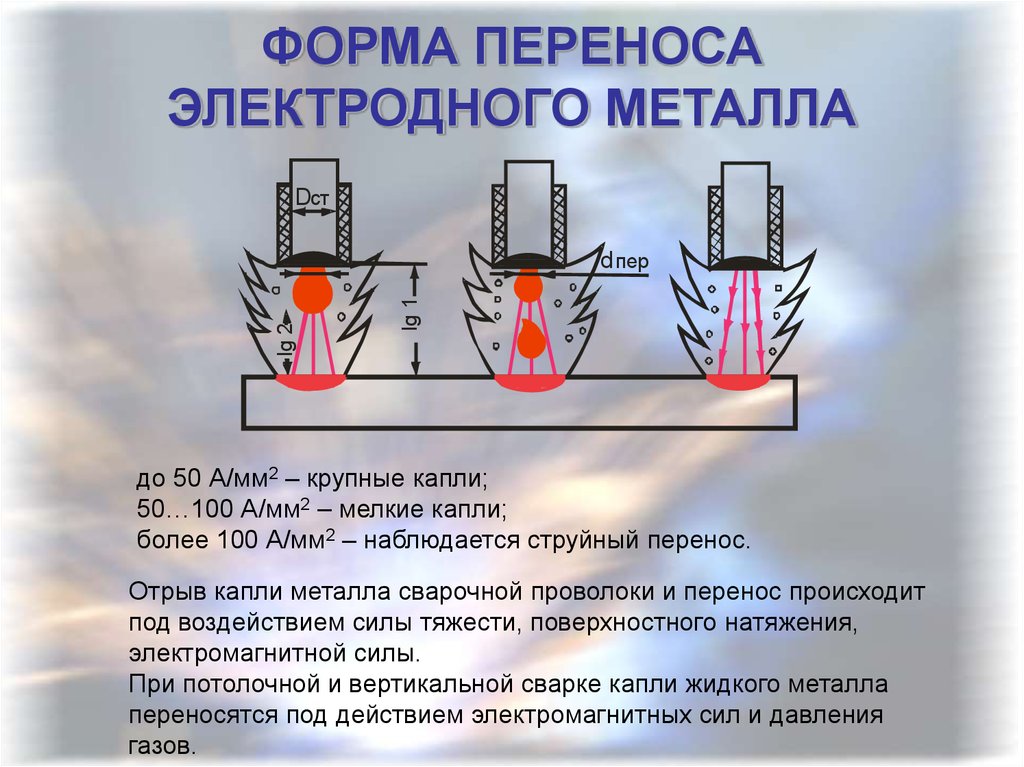 Таким образом, в этом исследовании была предпринята попытка установить взаимосвязь между длиной дуги и напряжением дуги при ① распространении уравнения эксперимента (1) на область высокого напряжения, ② рассмотрении эффекта при включении внешнего магнитного поля и ③ создании дуги. при соприкосновении со стеной в замкнутом пространстве направленного постоянного напряжения. Дополнительным параметром является расстояние между стенками при создании плотности магнитного потока для возбуждения дуги и обеспечения контакта дуги со смолой. Диапазон применения напряжения нагрузки до 200 В при отсутствии контакта дуги со стеной и до 800 В при контакте дуги со стеной. Использование уравнения, полученного на этот раз, позволило рассчитать длину дуги, необходимую для прерывания дуги в замкнутом пространстве, и реализовать расчет производительности прерывания при надлежащей длине дуги.
Таким образом, в этом исследовании была предпринята попытка установить взаимосвязь между длиной дуги и напряжением дуги при ① распространении уравнения эксперимента (1) на область высокого напряжения, ② рассмотрении эффекта при включении внешнего магнитного поля и ③ создании дуги. при соприкосновении со стеной в замкнутом пространстве направленного постоянного напряжения. Дополнительным параметром является расстояние между стенками при создании плотности магнитного потока для возбуждения дуги и обеспечения контакта дуги со смолой. Диапазон применения напряжения нагрузки до 200 В при отсутствии контакта дуги со стеной и до 800 В при контакте дуги со стеной. Использование уравнения, полученного на этот раз, позволило рассчитать длину дуги, необходимую для прерывания дуги в замкнутом пространстве, и реализовать расчет производительности прерывания при надлежащей длине дуги. Поскольку изменение характеристик гашения дуги в зависимости от материала стенки, с которой контактирует дуга, встречается в справочной литературе 4 , 5) , , далее мы продолжим формулировку зависимости между длина дуги и напряжение дуги при изменении материала стенки и будут приближаться таким образом, чтобы обеспечить возможность конструкции, включающей оптимизацию размера реле.
Поскольку изменение характеристик гашения дуги в зависимости от материала стенки, с которой контактирует дуга, встречается в справочной литературе 4 , 5) , , далее мы продолжим формулировку зависимости между длина дуги и напряжение дуги при изменении материала стенки и будут приближаться таким образом, чтобы обеспечить возможность конструкции, включающей оптимизацию размера реле.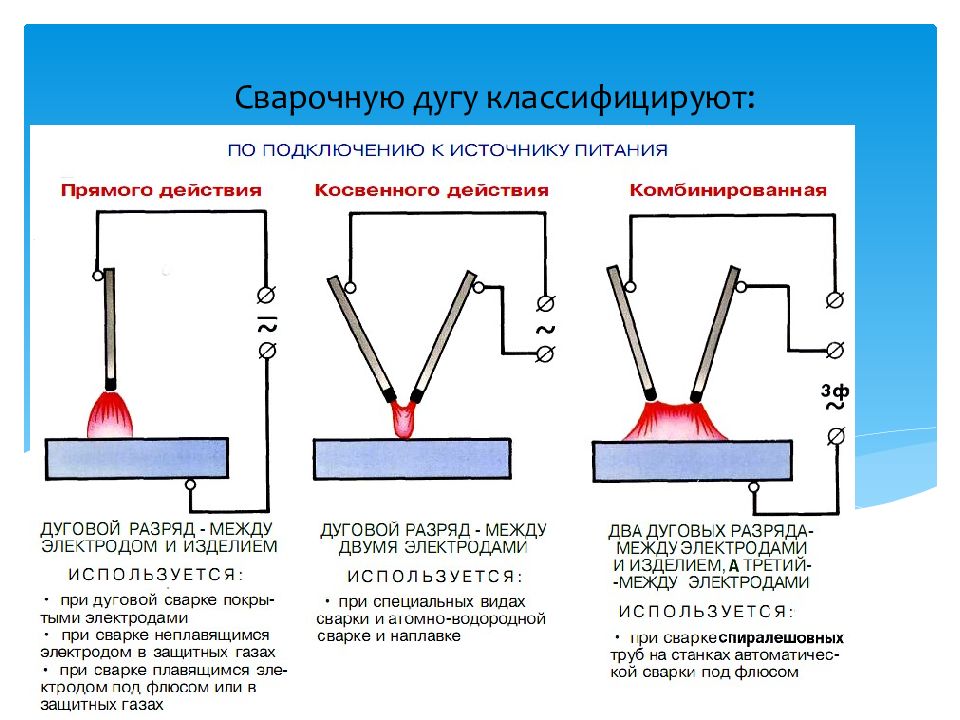 Moriguchi, H. Enomoto, R. Yamamoto, S. Fukuda, R. Ozaki и Y. Ikeda, «Технология уменьшения размеров главного реле сильного тока для электромобилей и гибридных электромобилей», (на японском языке), Panasonic Tech . J. , том. 61, нет. 1, стр. 72-76, май 2015 г.
Moriguchi, H. Enomoto, R. Yamamoto, S. Fukuda, R. Ozaki и Y. Ikeda, «Технология уменьшения размеров главного реле сильного тока для электромобилей и гибридных электромобилей», (на японском языке), Panasonic Tech . J. , том. 61, нет. 1, стр. 72-76, май 2015 г. Респ., , том. 2017. Т. 116. С. 59–63.
Респ., , том. 2017. Т. 116. С. 59–63.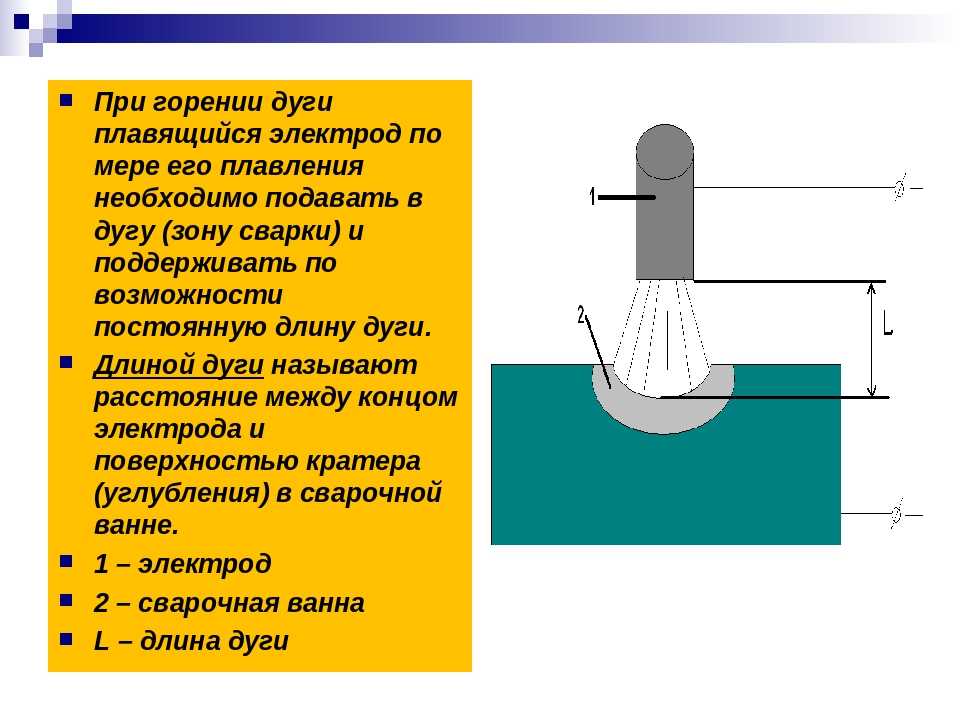 Однако дуговые печи обычно используют низкое напряжение, от 30 до 40 вольт, и большую силу тока, обычно пару сотен ампер. Образуются ли дуги и от больших токов, или они образуются от больших токов или что?
Однако дуговые печи обычно используют низкое напряжение, от 30 до 40 вольт, и большую силу тока, обычно пару сотен ампер. Образуются ли дуги и от больших токов, или они образуются от больших токов или что? При постоянном давлении,
напряжение, необходимое для возникновения дуги, уменьшилось по мере уменьшения размера зазора, но
только до точки. По мере дальнейшего уменьшения зазора требуемое напряжение
чтобы дуга начала подниматься и снова превысила свое первоначальное значение.
Для данного газа напряжение является функцией только произведения
давление и длина зазора.[2][3] Найденная им кривая зависимости напряжения от
произведение длины промежутка давления (справа) называется кривой Пашена. Он
нашел уравнение, соответствующее этим кривым, которое теперь называется уравнением Пашена.
закон.[3]
При постоянном давлении,
напряжение, необходимое для возникновения дуги, уменьшилось по мере уменьшения размера зазора, но
только до точки. По мере дальнейшего уменьшения зазора требуемое напряжение
чтобы дуга начала подниматься и снова превысила свое первоначальное значение.
Для данного газа напряжение является функцией только произведения
давление и длина зазора.[2][3] Найденная им кривая зависимости напряжения от
произведение длины промежутка давления (справа) называется кривой Пашена. Он
нашел уравнение, соответствующее этим кривым, которое теперь называется уравнением Пашена.
закон.[3]


 did: 749b549e-8ad7-074f-ba49-cba844cbfa9fuuid:5D20892493BFDB11914A8590D31508C8proof:pdfuuid:18c480e5-e627-4741-ac3d-74921a555d2exmp.did:1c2ab826-7cf0-a54a-a493-915ecea6ecbduuid:5D20892493BFDB11914A8590D31508C8proof:pdf
did: 749b549e-8ad7-074f-ba49-cba844cbfa9fuuid:5D20892493BFDB11914A8590D31508C8proof:pdfuuid:18c480e5-e627-4741-ac3d-74921a555d2exmp.did:1c2ab826-7cf0-a54a-a493-915ecea6ecbduuid:5D20892493BFDB11914A8590D31508C8proof:pdf png00
png00 0000000.0000000.0000000.000000
0000000.0000000.0000000.000000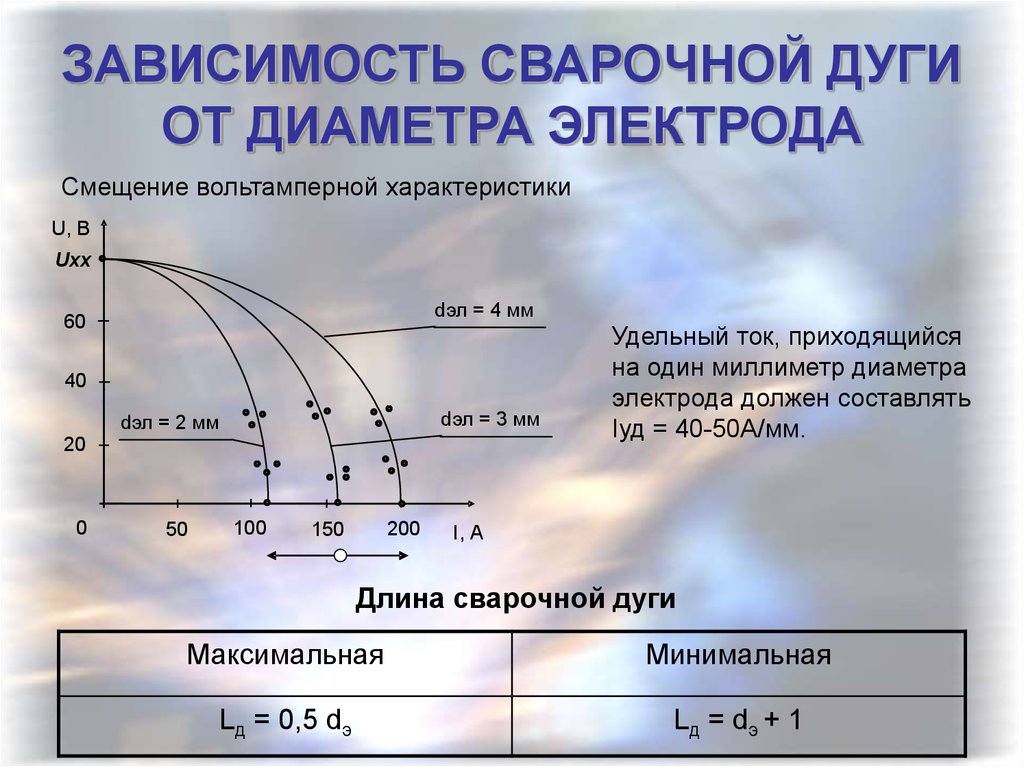 00000090,00000085,0000000,000000
00000090,00000085,0000000,000000 00000010.000000100.00000010.000000
00000010.000000100.00000010.000000 000000100.0000000.0000000.000000
000000100.0000000.0000000.000000 00000060.00000065.00000040.000000
00000060.00000065.00000040.000000 0000000.0000000.00000089.999400
0000000.0000000.00000089.999400 0000000.0000000.0000004.998800
0000000.0000000.0000004.998800