Инструкция по охране труда для газосварщика (газорезчика)
1. Общие положения
1.1. Инструкция по охране труда разработана в соответствии с требованиями Закона Украины «Об охране труда», НПАОП 0.00-4.15-98 «Положение о разработке инструкций по охране труда», НПАОП 0.00-4.12-05 «Типовое положение о порядке проведения обучения и проверки знаний по вопросам охраны труда» и устанавливает правила выполнения работ и поведения работника на территории предприятия, в производственных помещениях и на рабочем месте в соответствии с государственными, межотраслевыми и отраслевыми нормативными актами об охране труда.
1.2. Действие инструкции распространяется на все подразделения предприятия.
1.3. К выполнению газосварочных работ допускаются лица не моложе 18 лет, которые признаны пригодными для этой работы медицинской комиссией и прошли специальное обучение безопасным методам и приемам ведения работ, имеют квалификационное удостоверение.
1.4. Газосварщик, которого принимают на работу, должен пройти вводный инструктаж по охране труда, производственной санитарии, пожарной безопасности, приемам и способам оказания доврачебной помощи пострадавшим, должен быть ознакомлен под роспись с условиями работы, правилами и льготами за работу во вредных и опасных условиях работы.
1.5. До начала работы непосредственно на рабочем месте газосварщик должен пройти первичный инструктаж по безопасным приемам выполнения работ.
О проведении вводного инструктажа и инструктажа на рабочем месте делаются соответствующие записи в Журнале регистрации вводного инструктажа по вопросам охраны труда и Журнале регистрации инструктажей по вопросам охраны труда.
При этом обязательны подписи как того, кого инструктировали, так и того, кто инструктировал.
1.6. Газосварщик, который принимается на работу, после первичного инструктажа должен на протяжении 2-15 смен (в зависимости от стажа, опыта и характера работы) пройти стажировку под руководством опытного квалифицированного газосварщика, который назначается приказом (распоряжением) по предприятию.
1.7. Повторный инструктаж по правилам и приемам безопасного ведения работы газосварщик должен проходить:
– периодически, не реже одного раза в квартал;
– при неудовлетворительных знаниях по охране труда не позднее месячного срока;
– в связи с допущенным случаем травматизма или нарушением требований охраны труда, которые не привели к травме.
1.8. В процессе труда газосварщика могут иметь место следующие опасные и вредные производственные факторы:
— Промаэрозоли преимущественно фиброгенного и смешанного типа действия:
аэрозоли, образовывающиеся при сварке.
— Физические факторы.
— Неионизирующее излучение.
— Электромагнитные поля промышленной частоты.
— Тепловое излучение.
— Физические перегрузки и перенапряжения отдельных органов и систем и др. факторы трудового процесса.
— Период удержания груза, деталей одной рукой мужчины от 36001-70000 кгс.
1.9. Для защиты от воздействия опасных и вредных факторов необходимо применять соответствующие средства защиты и спецодежду согласно нормам указанным в коллективном договоре:
— куртка х/б на утепленной подкладке — 1 раз в 36 месяцев;
— брюки рабочие на утепленной подкладке — 1 раз в 36 месяцев;
— ботинки кожаные или сапоги кирзовые — 1 раз в 12 месяцев;
— рукавицы рабочие комбинированные — ежемесячно;
— костюм брезентовый — 1 раз в 12 месяцев.
1.10. Газосварщик должен работать в спецодежде, спецобуви и других средствах индивидуальной защиты, предусмотренных Типовыми отраслевыми нормами: костюме хлопчатобумажном с огнезащитной пропиткой или костюме для сварщика, рукавицах брезентовых, ботинках кожаных с защитными носками, защитными очками закрытого типа.
На внешних роботах зимой: куртке и брюках хлопчатобумажных на утепленной прокладке, валенках.
1.11. Газосварщик должен быть осторожным возле тросов, цепей, канатов.
1.12. Газосварщик не должен наступать на крышки люков и разные перекрытия ям, канав и котлованов, чтобы не упасть в них.
1.13. Газосварщик должен выполнять сварочные работы на высоте с лесов и других средств подъема только после проверки мастером их прочности и устойчивости, а также после принятия мер, предупреждающих возгорание настилов, падение расплавленного металла.
1.14. Освещенность места проведения сварочных работ должна быть не менее 50 лк.
1.15. Запрещается совместная укладка сварочных проводов и шлангов в общие каналы (короба).
 Расстояние между ними должно быть не менее 1 м.
Расстояние между ними должно быть не менее 1 м. 1.17. На каждом газосварочном аппарате должны быть четко обозначены регистрационный заводской номер, название предприятия, которое выпустило газосварочный аппарат, и дата ежегодных проверок.
1.18. Газосварщик имеет право работать только на газосварочном аппарате, закрепленном за ним.
Запрещается: передавать газосварочный аппарат, резаки, горелки, редукторы, шланги другим лицам.
1.19. Запрещается при обслуживании газосварочного аппарата пользоваться стальным инструментом.
Открывать барабаны с карбидом кальция газосварщик должен с помощью специальных инструментов и приспособлений, исключающих возможность образования искр (бронзовым зубилом или специальным ножом).
1.20. Раскрытые, но не полностью использованные барабаны с карбидом кальция необходимо закрывать крышками, которые обеспечивают герметичность.
1.21. Газовые баллоны должны иметь сигнальную окраску с наименованием газа, который их заполняет.
1.22. Для освещения рабочего места сварочных работ газосварщик должен пользоваться переносным светильником напряжением не выше 42 В, а внутри емкости, резервуара, влажных помещений – 12 В.
1.23. Электрическое освещение рабочих мест газосварщика должно быть взрывобезопасным.
2. Требования безопасности перед началом работы
2.1. Газосварщик должен перед началом работы надеть спецодежду, спецобувь и рукавицы, а перед началом сварки – защитные очки.
2.2. Рабочее место необходимо освободить от лишних предметов и легковоспламеняющихся материалов.
2.3. Перед началом работы в резервуарах, колодцах газосварщик должен убедиться в отсутствии в них вредных взрывоопасных газов и обеспечить соответствующую их обработку до начала сварочных работ.
К началу газосварочных работ в помещениях газосварщик должен проверить наличие и исправность вентиляции.
2.5. Перед началом газовой сварки газосварщик должен проверить:
– плотность и прочность присоединения газовых шлангов к горелке (резаку) и редукторам с помощью специальных хомутов;
– наличие воды в затворе (не ниже уровня контрольного крана) и плотность всех соединений в затворе, а также плотность присоединения шланга к затвору;
– исправность горелки (резака), редуктора и шлангов;
– исправность манометров на редукторах, наличие пломб.
3. Требования безопасности во время выполнения работы
3.1. При установлении переносного ацетиленового генератора необходимо следить за тем, чтобы он был установлен в вертикальном положении.
3.2. Газосварщику запрещается курить возле ацетиленового (газосварочного) аппарата или подходить к нему с огнем.
3.3. Водяные затворы ацетиленовых генераторов должны быть исправные, крепко закрепленные на корпусе генератора четко в вертикальном положении. Запрещается эксплуатировать генераторы без водных затворов.
Запрещается эксплуатировать генераторы без водных затворов.
3.4. Запрещается устанавливать ацетиленовые генераторы и баллоны с газом в проходах, проездах, на лестничных площадках, а также в местах сосредоточения людей и в неосвещенных местах.
3.5. В рабочих помещениях, где выполняются временные работы, допускается установление только одного переносного ацетиленового генератора производительностью не более 3 м3/ч, который обслуживается газосварщиком при соблюдении таких условий:
– количество горелок (резаков) на один аппарат не должно быть больше двух при условии установления постоянного водного затвора на каждом посту;
– суммарная мощность горелок (резаков) не должна превышать 2 000 л газа в час;
– помещение должно иметь объем не меньше 300 м3 и приточно-вытяжную вентиляцию;
– генератор должен быть установлен от места сварки (резки) металла, а также от источника открытого огня и нагретых изделий не менее, чем на 10 м;
– на месте установления ацетиленового генератора должны быть вывешены предупреждающие плакаты: “Огнеопасно” или “Не курить”.
3.6. Запрещается чистить, разбирать и собирать ацетиленовый генератор в общих помещениях мастерских. Эту работу газосварщик должен выполнять в специальных помещениях или на открытом воздухе.
3.7. Запрещается размещать переносные ацетиленовые генераторы и баллоны с газом в работающих котельных, кузницах и подобных помещениях, а также возле мест забора воздуха вентилятором или компрессором. В случае необходимости, сварку в таких помещениях можно выполнять, подводя ацетилен резиновым шлангом от генератора или баллона, установленного вне этого помещения.
3.8. Длина шлангов для газовой сварки не должна превышать 20 м. В монтажных условиях допускается увеличение длины шлангов до 40 м.
Запрещается применять шланги с дефектами, а также подматывать их изоляционной лентой или другими материалами. Минимальная длина стыковочных шлангов должна быть не менее 3 м.
Шланги на присоединенных ниппелях аппаратуры (горелки, резаки, редукторы и др.) необходимо закреплять надежно. На ниппеле водных затворов шланги необходимо надевать плотно, но не закреплять.
Шланги необходимо применять соответственно их назначению. Запрещается:
– сплющивать, скручивать и перегибать шланги при их укладке, а также пользоваться замасленными шлангами.
Шланги при газовой сварке необходимо подвешивать так, чтобы предотвратить возможные повреждения. Запрещается размещать их в проходах и проездах, а также ближе 1 м от огня и электропроводов.
3.9. При эксплуатации переносных генераторов на открытом воздухе или в неотапливаемых помещениях при температуре ниже 0°С необходимо принимать меры, предупреждающие их замерзание.
В случае замерзания воды в генераторе, водном затворе или шланге необходимо отогреть их в теплом помещении на расстоянии не менее 10 м от источников огня, искр и т.п. или горячей водой (паром).
3.10. После снятия колпака из газовых баллонов газосварщик должен проверить:
– исправность резьбового соединения штуцера и вентиля;
– наличие и исправность уплотнительной кожаной прокладки в гнезде присоединительного штуцера ацетиленового баллона.
Запрещается снимать колпаки с баллона с помощью зубила и молотка или других средств, которые могут вызвать искру. Если колпак не отвинчивается, газосварщик должен сообщить об этом мастеру, чтобы возвратить баллон заводу-изготовителю.
3.11. Запрещается:
– загрязнение кислородных баллонов маслом;
– касаться их загрязненными маслом руками, так как даже незначительное количество масла (жира) в соединении с кислородом может вызвать взрыв.
3.12. Газосварщик должен при присоединении редуктора к кислородному баллону осмотреть входной штуцер и накидную гайку редуктора, убедиться в исправности нарезки гайки, в отсутствии следов масла и жира, а также в наличии и исправности уплотнительной фибровой прокладки и фильтра на входном штуцере редуктора.
3.13. Для продувки штуцера баллона газосварщик должен плавно на короткое время открыть вентиль на четверть или половину оборота для удаления посторонних частиц. Открывая вентиль, необходимо стоять в стороне от струи газа.
3.
 14. Запрещается пользоваться редуктором с неисправной нарезкой в накидной гайке, неисправными манометрами, манометрами с просроченными сроками их испытания.
14. Запрещается пользоваться редуктором с неисправной нарезкой в накидной гайке, неисправными манометрами, манометрами с просроченными сроками их испытания. 3.15. Для открывания вентиля ацетиленового баллона и для укрепления на нем редуктора газосварщик должен иметь специальный торцовый ключ.
3.16. Запрещается загружать карбид кальция меньшей грануляции, чем указано в паспорте генератора. Перед загрузкой необходимо отсеять карбидную пыль.
Карбид кальция необходимо загружать только в корзину. Запрещается загружать карбид кальция непосредственно в реторту.
3.17. При питании газосварочных постов ацетиленом и кислородом от баллонов необходимо устанавливать баллоны вертикально в специальных стояках, крепко прикреплять их хомутами или цепями и оберегать от ударов и падения.
Баллоны необходимо устанавливать на расстоянии не менее 1 м от приборов отопления и 5 м от нагревательных печей и других источников тепла.
На участке и в мастерских, где ведется газопламенная обработка, запрещается иметь больше одного запасного наполненного баллона на каждом посту.

3.18. Расстояние между кислородным баллоном и газогенератором должно быть не менее 5 м.
3.19. Перед зажиганием горелки (резака) следует продуть шланги, чтобы удалить воздух рабочими газами: кислородные – кислородом, ацетиленовые – ацетиленом.
3.20. Обо всех подмеченных неисправностях на рабочем месте необходимо немедленно доложить мастеру и без его указания к работе не приступать.
3.21. При зажигании ручной горелки или резака сначала необходимо приоткрыть вентиль кислорода, потом открыть вентиль ацетилена и только после кратковременной продувки шлангов зажечь горючую смесь газов. При гашении – наоборот: сначала закрыть вентиль ацетилена, потом – вентиль кислорода.
3.22. Запрещается смазывать смазочным маслом редуктор, горелку, резак и браться за них руками в смазочном масле, а также хранить возле них загрязненные обтирочные материалы.
3.23. Запрещается расходовать ацетилен из генераторов до полного снижения и затухания пламени горелки (резака) во избежание подсоса воздуха и возникновения обратного удара.

3.24. При обратном ударе пламени надо немедленно закрыть вентили на горелке (резаке), на баллонах и водном затворе и охладить горелку.
При перегреве горелки (резака) необходимо прекратить работу, а горелку (резак) погасить и охладить до полного остывания. Для охлаждения горелки необходимо иметь сосуд с чистой холодной водой без следов масла.
Во время перерывов в работе для подвешивания погашенных горелок необходимо пользоваться стояком с крюком или вилкой.
3.25. При эксплуатации ацетиленовых аппаратов запрещается:
– загружать карбид кальция в мокрые ящики;
– повышать давление в ацетиленовом генераторе выше указанного в паспорте;
– отключать автоматический регулятор, если он есть;
– работать самодельными или неисправными загрузочными устройствами.
3.26. При работе генератора необходимо следить за тем, чтобы не было утечки газа из кранов, пробок и других соединений. Герметичность проверяется по шкале манометра, а места утечки газа определяют только с помощью мыльного раствора.
 Запрещается применять огонь для проверки герметичности.
Запрещается применять огонь для проверки герметичности. 3.27. Запрещается работать без защитных очков, хлопчатобумажных костюмов и брезентовых рукавиц, а также пользоваться одеждой и рукавицами, загрязненными смазочным маслом, бензином, керосином.
При выполнении работ в закрытых емкостях, резервуарах, “глухих” и влажных подвалах газосварщик должен работать в спецодежде и иметь предупредительный пояс с закрепленной на нем веревкой, второй конец которой длиной не меньше 2 м должен держать в руках второй рабочий, который находится вне емкости, резервуара.
3.28. Запрещается проводить газосварочные работы на приставных стремянках. При выполнении работ на высоте надо пользоваться стремянкой со специально огражденной площадкой, на которой газосварщик должен работать с предупредительным поясом.
Запрещается вести сварку на открытом воздухе в снеговую или дождевую погоду.
3.29. Запрещается работать от переносного генератора, расположенного на одной тележке с кислородным баллоном.

3.30. Запрещается вести газосварку трубопроводов, сосудов и резервуаров, которые находятся под давлением, независимо от того, каким газом или жидкостью они заполнены.
3.31. Выполнять газосварку или резку любых частей электрооборудования можно только в том случае, если они сначала обесточены, и выполнены мероприятия, не допускающие их включение при сварке и резке.
При газовой сварке и резке около токопроводящих устройств места работы следует оградить щитами.
3.32. При газовой резке деталей, ферм, балок, станин, металлического лома необходимо принимать меры, предупреждающие падение отрезанных частей на работающих.
3.33. Запрещается оставлять без надзора переносной генератор во время работы.
При перерывах в работе пламя горелки необходимо погасить, а вентили на горелке – плотно закрыть. При продолжительных перерывах в работе (обеденный перерыв и т.п.), кроме вентилей на горелке и резаке, следует закрыть вентили на кислородных и ацетиленовых баллонах или на газоразборных постах, а винты редукторов вывернуть до освобождения пружины.
3.34. Перевозить кислородные и ацетиленовые баллоны необходимо только на рессорных транспортных средствах, а также на специальных ручных тележках.
В летнее время подготовленные к работе кислородные и ацетиленовые баллоны необходимо защищать от действия солнечных лучей и устанавливать на специальных подставках в стороне от проходов и других предметов.
3.35. Отбор газа из баллонов должен проводиться до достижения остаточного давления не ниже 0,05 МПа.
3.36. Деревянные перегородки, которые стоят на расстоянии ближе 5 м до газосварочных постов, должны быть оштукатурены, а дверь – оббиты асбестом.
3.37. Запрещается выходить с зажженной горелкой или резаком за границы рабочего места, а также подниматься с ними по трапам, подмосткам.
3.38. Место газосварки должно быть оборудовано средствами пожаротушения (углекислотными огнетушителями, ящиками с сухим песком).
3.39. Ацетиленовый генератор необходимо размещать на расстоянии не ближе 10 м от места газосварочных работ, а также от любого источника открытого огня.
4. Требования безопасности после окончания работы
4.1. До окончания работ газосварщик должен доработать карбид кальция в генераторе, погасить горелки, слить ил, корпус и реторты промыть водой; очистить генератор внутри волосяной щеткой или латунным скребком; закрыть вентиль на кислородном баллоне и снять с него редуктор.
4.2. Газосварщик должен сбросить в специально оборудованную иловую яму отработанный карбид кальция (ил).
Запрещается открывать реторту, в которой есть горячий карбид. Это можно делать только после полного остывания реторты.
Очищать реторту от ила необходимо латунным или алюминиевым скребком.
Запрещается после окончания работы оставлять генератор с неразгруженной ретортой.
4.3. По окончании работы газосварщик должен:
– при горении горелки или резака сначала закрыть вентиль ацетилена, а потом – вентиль кислорода;
– закрыть вентили на баллонах или газопроводах, выпустить газ из всех коммуникаций и освободить зажимные пружины редукторов;
– отвернуть шланги и редуктор, завернуть на баллоне колпак;
– на пустых баллонах сделать надпись: “Пустой”;
– если в баллонах остался газ, то навернуть на них предупредительные колпаки и отвезти в специальные шкафы вне помещения, поставив в соответствующее газу отделение.
4.4. Разрядить газогенератор, отключить вентиляцию.
4.5. Убрать горелку, резак, редуктор, шланги, инструмент и устройства в отведенное место.
4.6. Проветрить помещения.
4.7. Привести в порядок рабочее место, убрать обрезки с проходов, сложить детали в отведенное место.
4.8. При необходимости, показать сменщику свое рабочее место и сообщить мастеру об окончании газосварочных работ и обо всех неполадках во время работы.
4.9. Снять спецодежду, спецобувь, очистить их от пыли и другой грязи, положить в отведенное для хранения место и переодеться.
Потом вымыть лицо и руки теплой водой с мылом или принять душ.
5. Требования безопасности в аварийных ситуациях
5.1. При выявлении утечки газа из газовых баллонов, газосварщик должен немедленно прекратить работу, устранить исток газа, проветрить помещения и установить причину его возникновения.
Запрещается применять огонь для выявления утечки газа из газовых баллонов.
Проверять истечение газа разрешается мыльным раствором.
5.2. При загорании ацетилена, который выделяется из смоченного карбида кальция, во избежание взрыва ацетилено-воздушной смеси газосварщик должен гасить ацетилен углекислотным огнетушителем или сухим песком.
5.3. В случае загорания шланга газосварщик должен быстро перегнуть его возле места, которое горит, со стороны редуктора или газогенератора и закрыть вентиль баллона.
5.4. В случае если быстрая ликвидация пожара собственными силами невозможна, газосварщик должен немедленно вызвать пожарную команду.
5.5. При несчастном случае газосварщик должен оказать первую медицинскую помощь и, при необходимости, вызвать скорую медицинскую помощь, а также сообщить администрации о том, что произошло.
Всего комментариев: 0
Инструкция по технике безопасности при газопламенной обработке металлов ( для рабочих )
ИНСТРУКЦИЯ
по технике безопасности при газопламенной
обработке металлов (для рабочих)
1. 1. К выполнению газосварочных и газорезательных работ допускаются лица не моложе 18 лет, прошедшие медосмотр, специальное техническое обучение, прошедшие проверку знаний и получившие соответствующее удостоверение.
1. К выполнению газосварочных и газорезательных работ допускаются лица не моложе 18 лет, прошедшие медосмотр, специальное техническое обучение, прошедшие проверку знаний и получившие соответствующее удостоверение.
1.2. К верхолазным огневым работам на высоте более 5 м от поверхности грунта, перекрытия или рабочего настила с применением предохранительного пояса допускаются лица, имеющие квалификацию не ниже третьего разряда и стаж верхолазных работ не менее одного года, прошедшие медосмотр, обученные дополнительно по специальной программе правилам безопасной работы на высоте и получившие соответствующие удостоверения.
Женщины к названным работам, а также к работам в замкнутых пространствах (колодцы, тоннели, шурфы, трубопроводы диаметром 720 мм и более, закрытые емкости) не допускаются.
1.3. Огневые работы в колодцах, шурфах или закрытых емкостях следует выполнять применяя шланговые противогазы, при этом двое рабочих, находясь вне колодца, шурфа или емкости, должны страховать исполнителя огневых работ с помощью канатов, прикрепленных к их предохранительным поясам. Все участвующие в этих работах рабочие должны пройти практические занятия по оказанию помощи при работе в этих условиях.
Все участвующие в этих работах рабочие должны пройти практические занятия по оказанию помощи при работе в этих условиях.
1.4. Запрещается выполнять огневые работы с применением сжиженных газов в цокольных и подвальных помещениях, а также в колодцах, шахтах и других подземных сооружениях.
1.5. Не разрешается производить работы на высоте с приставных лестниц. Как исключение, допускается выполнять названные работы с использованием лестницы со специально огражденной площадкой и предохранительным поясом.
1.6. Работы по газопламенной обработке металлов в условиях повышенной опасности /тоннели, колодцы, шурфы, закрытые емкости и трубы диаметром 720 мм и более/ должны выполняться только при условии выдачи наряда-допуска, в котором подробно излагаются меры по обеспечению безопасности выполнения работ.
1.7. Выполнять можно только ту работу, которую поручил непосредственный руководитель работы (мастер, прораб) и при условии, что вы ознакомлены с безопасными методами ее выполнения. Запрещается выполнять распоряжения, если они противоречат правилам техники безопасности и охраны труда.
Запрещается выполнять распоряжения, если они противоречат правилам техники безопасности и охраны труда.
1.8. Газосварщик имеет право работать только на газогенераторе, выданном ему и числящимся за ним. Передавать газогенератор и его комплектующие (горелки, резаки, редуктора, шланги) другим лицам запрещается.
1.9. На каждом генераторе должны быть четко обозначены регистрационный заводской номер, наименование предприятия, выпустившего газогенератор и даты ежегодных проверок.
1.10. Работать на газогенераторе кустарного изготовления запрещается.
2.1. До начала выполнения огневых работ необходимо тщательно изучить требования безопасности, изложенные в соответствующей документации (проектах производства работ, технологических картах, нарядах-допусках), получить инструктаж по технике безопасности и получить необходимые средства индивидуальной защиты.
2.2. Рабочее место освободить от лишних, мешающих работе предметов и легковоспламеняющихся материалов, оградить — если оно на проезжей части или проходах, установить сигнальные указатели. Огневые работы можно выполнять не менее, чем в 10 м от газовых баллонов, генератора и открытого огня.
Огневые работы можно выполнять не менее, чем в 10 м от газовых баллонов, генератора и открытого огня.
2.3. Рабочие места должны быть оборудованы, кроме общего, местным освещением: стационарным на 36 В и переносным на 12 В.
2.4. Привести в порядок спецодежду (при этом хлопчатобумажный костюм с огнестойкой пропиткой и брезентовые рукавицы должны быть чистыми без масляных пятен). Куртку и брюки надо носить навыпуск, кожаные ботинки — плотно зашнуровать.
2.5. Не приступать к огневым работам сосудов, трубопроводов, находящихся под давлением.
2.6. Требовать, чтобы металл перед огневыми работами был очищен от краски, масла, грязи, ржавчины.
2.7. Перед работой на сосудах, бывших в употреблении, необходимо проверить, чем они были заполнены. Если это была горючая жидкость, нужно потребовать, чтобы сосуд был очищен, промыт водой и пропарен или промыт раствором каустической соды с последующей продувкой. Затем во всех случаях сосуд должен быть заполнен водой до максимально возможного уровня, а все верхние люки и вентили — открыты.
2.8. Применять рукава длиной не более 30м. Запрещается пользоваться грязными, замасленными или рваными рукавами, подматывать их изолентой или другими материалами. Дефектные места должны быть вырезаны, а остальные куски соединены двусторонними стальными ниппелями.
Соединение рукавов с помощью отрезков гладких труб не допускается.
Минимальная длина стыкуемых участков рукавов должна быть не менее 3м, а количество стыков на рукаве — не более двух.
2.9. Соблюдать расстояние между кислородным баллоном и газогенератором. Расстояние должно быть не менее 5м.
2.10. Проверить состояние баллонов. Баллоны должны быть исправными, чистыми, не имеющими вмятин, царапин, с ненарушенной окраской, не просроченным сроком испытания (срок 5 лет).
2.11. При обслуживании газогенератора, при вскрытии барабана с карбидом кальция пользоваться инструментом только из алюминия, латуни и других не искрящихся при ударе материалов.
2.12. При эксплуатации газогенератора на открытом воздухе или в неотапливаемых помещениях при температуре ниже 0 °С необходимо принять меры, предохраняющие генераторы от замерзания: закрыть генератор ватным чехлом, шланг и корпус вентиля на водяном затворе покрыть теплоизоляционным материалом, например шнуровым асбестом, в водяные затворы залить незамерзающую жидкость.
2.13. В случае замерзания воды в генераторе, водном затворе или шланге следует отогреть их в теплом помещении на расстоянии не менее 10 м от источников огня, искр и т.п. Допускается отогревать генератор горячей водой или паром. Запрещается для отогрева применять открытое пламя, электрические нагревательные приборы, а также скалывать лед с генератора и подносить сосуды, которые нагреты на открытом огне.
2.14. При присоединении редуктора к кислородному баллону необходимо осмотреть входной штуцер и накидную гайку редуктора, убедиться в исправности резьбы гайки, в отсутствии следов масла и жиров, а также в наличии исправности уплотняющей фибровой прокладки и фибра на входном штуцере редуктора.
2.15. В случае неисправности фибровую прокладку необходимо заменить новой.
2.16. При питании газосварочного поста ацетиленом и кислородом от баллонов, следует убедиться в том, что баллоны установлены в вертикальном положении в специальных стойках, прочно закреплены хомутами или цепями и созданы условия предохраняющие баллоны от ударов, падения и попадания на них масла (например, с мостового крана).
2.17. Не допускать соприкосновения баллонов и шлангов с токоведущими проводами. Особенно внимательным быть в условиях, где одновременно применяется электродуговая сварка, газосварка и резка.
2.18. Перед зажиганием горелки (резака) следует продуть шланги для удаления воздуха рабочими газами: кислородные — кислородом, ацетиленовые — ацетиленом.
2.19. Обо всех замеченных неисправностях на рабочем месте необходимо доложить администрации и без ее указания к работе не приступать.
3.1. Огневые работы на открытом воздухе в снежную и дождливую погоду не выполнять.
3.2. При выполнении газосварочных работ пользоваться очками закрытого типа с чистыми фильтрами марки С; при дроблении карбида кальция и его загрузки в генератор надевать респиратор и защитные очки.
3.3. Открывать вентили баллонов вручную, а ацетиленовых баллонов — специальным торцевым ключом. Во время работ ключ должен находиться на шпинделе вентиля баллона.
3.4. При зажигании горелки (резака) первым открывать вентиль кислорода на 1/4-1/2 оборота, затем на один оборот открывать вентиль ацетилена (газозаменителя) и зажечь смесь.
3.5. Во время работы пламя горелки должно быть направлено в сторону, противоположную источнику газоснабжения. При невозможности выполнить указанное требование источник газоснабжения должен быть огражден металлическими щитами и ширмами из несгораемых материалов.
3.6. Во время работы держать газовые рукава на плечах, подмышками или зажимать их ногами запрещается.
3.7. Не допускается перемещаться с зажженной горелкой за пределами рабочего места.
3.8. При перерывах в работе пламя горелки должно быть погашено, а вентили на горелке плотно закрыты.
3.9. Перед зажиганием керосинореза продуть резак кислородом, пустить горючее и зажечь. После подогрева испарителя открыть кислород и отрегулировать пламя. При тушении первым перекрыть вентиль горючего.
Во время зажигания резака он должен быть наклонен головкой вниз.
Пользуясь керосинорезом, нельзя допускать, чтобы давление в бочке с керосинорезом было ниже давления кислорода на входе в резак.
3. 10. Нельзя работать керосинорезом с перегретым (вишневого цвета) испарителем, подвешивать керосинорез при перерывах в работе головкой вверх (керосин может затечь в кислородный шланг).
10. Нельзя работать керосинорезом с перегретым (вишневого цвета) испарителем, подвешивать керосинорез при перерывах в работе головкой вверх (керосин может затечь в кислородный шланг).
3.11. Запрещается работать с загрязненными выходными каналами мундштуков во избежание возникновения хлопков и обратных ударов.
3.12. Не допускается использовать ацетилен из генератора до полного снижения давления и погашения пламени горелки во избежании подсоса воздуха и возникновения обратного удара.
3.13. При обратном ударе в кислородный шланг — немедленно перекрыть вентиль кислородного баллона, а при обратном ударе в шланг горючего газа сначала перекрыть кислородный вентиль на горелке, затем на водяном затворе или баллоне горючего газа и бачке.
3.14. В случае разрыва или воспламенения шланга горючего газа необходимо погасить пламя горелки и перекрыть подачу горючего. Допускается также перегнуть шланг выше горючего места по направлению к редуктору или генератору с последующим перекрытием вентиля редуктора или газо-обратного крана водяного затвора. При воспламенении кислородного шланга нужно в первую очередь перекрыть вентиль кислородного баллона. Недопустимо перегибать загоревшийся шланг.
При воспламенении кислородного шланга нужно в первую очередь перекрыть вентиль кислородного баллона. Недопустимо перегибать загоревшийся шланг.
3.15. После каждого обратного удара обязательно проверить рукава и продуть их инертным газом или заменить другими.
3.16. При прекращении работы на генераторах (окончании смены или временный перерыв в работе и пр.) нельзя оставлять генератор без надзора в заряженном состоянии.
4.1. Доработать до полного расхода карбида кальция в генераторе, закрыть вентиль кислородного баллона, ослабить нажимной винт редуктора и перекрыть ацетилен.
4.2. Вылить из генератора и шлангов воду, выпустить ацетилен, очистить шахтные ящики и реторты от ила, который надо вынести в металлическом ящике в специально предназначенное место.
4.3. Свое рабочее место сдать сменщику и предупредить мастера об окончании газосварочных работ, сообщить им о всех неисправностях, замечаниях во время работы.
Специалист по охране труда и технике безопасности
Специалист по охране труда и технике безопасности
- Подробности
- Создано 19.
 12.2014 12:16
12.2014 12:16 - Просмотров: 17553
 12.2014 12:16
12.2014 12:16
Тел: +7 939 754 04 86 (доб.) 211
E-mail: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Адрес: 446442, Самарская область, г. Кинель пгт. Усть-Кинельский, ул. Учебная, д. 4
Документы:
- И 06-01-14 Инструкция по охране труда для водителя мотоцикла, снегохода, квадроцикла
- И 06-02-14 Инструкция по пожарной безопасности на территории, в зданиях и сооружениях ФГБОУ ВО Самарский ГАУ
- И 06-03-14 Инструкция по охране труда для зоотехника-аналитика испытательной научно-исследовательской лаборатории
- И 06-04-14 Инструкция по охране труда для микробиолога испытательной научно-исследовательской лаборатории
- И 06-05-14 Инструкция по охране труда при работе на центрифуге
- И 06-06-14 Инструкция по охране труда при работе на электрической муфельной печи
- И 06-07-14 Инструкция по охране труда для заведующего испытательной научно-исследовательской лаборатории
- И 06-08-14 Инструкция по охране труда при работе в ИНИЛ с химическими реактивами
- И 06-09-14 Инструкция по охране труда при работе на дистилляторе
- И 06-10-14 Инструкция по охране труда при работе в ИНИЛ с лабораторной посудой
- И 06-11-14 Инструкция по охране труда при работе на отрезных станках
- И 06-12-14 Инструкция по охране труда при работе на резьботокарных станках
- И 06-13-14 Инструкция по оказанию доврачебной помощи пострадавшим на кафедре Химии и защиты растений
- И 06-14-14 Инструкция по охране труда при проведении лабораторных опытов и практических занятий по химии
- И 06-15-14 Инструкция по охране труда для студентов, проходящих практику
- И 06-16-14 Инструкция по охране труда для водителя автомобиля
- И 06-17-14 Инструкция по охране труда при работе на токарных станках
- И 06-18-14 Инструкция по охране труда при работе на фрезерных станках
- И 06-19-14 Инструкция по охране труда при работе на сверлильных станках
- И 06-20-14 Инструкция по охране труда при работе на шлифовальных станках
- И 06-21-14 Инструкция по охране труда при выполнении работ на тали электрической, электротельфере
- И 06-22-14 Инструкция по охране труда при работе с электрокранбалкой, управляемой с пола
- И 06-23-14 Инструкция по охране труда для лиц ответственных за содержание грузоподъемных кранов в исправном состоянии
- И 06-24-14 Инструкция по охране труда для слесарей по ремонту и обслуживанию грузоподъемных машин
- И 06-25-14 Инструкция по охране труда для электромонтеров по ремонту и обслуживанию электрооборудования грузоподъемных машин
- И 06-26-14 Инструкция по охране труда при холодной обработке металлов на металлорежущих станках (токарном, фрезерном, сверлильном)
- И 06-27-14 Инструкция по оказанию первой помощи при несчастных случаях на производстве
- И 06-28-14 Инструкция по охране труда при работе в кабинете информатики
- И 06-29-14 Инструкция по охране труда при работе на токарных полуавтоматах и автоматах
- И 06-30-14 Инструкция по охране труда для газосварочных работ
- И 06-31-14 Инструкция по охране труда для станочников деревообрабатывающих станков
- И 06-32-14 Инструкция по охране труда при работе с электроинструментом, ручными электрическими машинами и ручными электрическими светильниками
- И 06-33-14 Инструкция по охране труда при доении животных
- И 06-34-14 Инструкция по охране труда при проведении занятий по спортивным и подвижным играм
- И 06-35-14 Инструкция по охране труда при проведении занятий в тренажерном зале
- И 06-36-14 Инструкция по охране труда при работе в кабинете химии
- И 06-37-14 Инструкция по охране труда для электромонтеров при обслуживании ВЛ и ТП
- И 06-38-14 Инструкция по охране труда для слесаря-ремонтника
- И 06-39-14 Инструкция по охране труда для газорезчика
- И 06-40-14 Инструкция по охране труда для водителей грузовых автомобилей
- И 06-41-14 Инструкция по охране труда для бухгалтера-кассира
- И 06-42-14 Инструкция по охране труда при работе в учебных аудиториях
- И 06-43-14 Инструкция по охране труда при работе на высоте
- И 06-44-14 Инструкция по охране труда для газосварщика
- И 06-45-14 Инструкция по охране труда для электросварщика
- И 06-46-14 Инструкция по охране труда при верхолазных работах
- И 06-47-14 Инструкция по охране труда для кровельщиков по стальным кровлям
- И 06-48-14 Инструкция по охране труда и соблюдение санитарной безопасности при вскрытии трупов животных
- И 06-49-14 Инструкция по охране труда для пользователей персонального компьютера
- И 06-50-14 Инструкция по охране труда в аудиториях кафедры «Сельскохозяйственные машины и механизация животноводства»
- И 06-53-14 Инструкция по охране труда при проведении практических занятий на кафедре Электрификация и автоматизация АПК
- И 06-54-14 Инструкция по охране труда для штукатура
-
И 06-55-15 Инструкция по охране труда при проведении массовых мероприятий (вечеров, концертов, конкурсов и т. д.)
- И-06-56-15 Инструкция по охране труда для I группы по электробезопасности
- И 06-57-15 Инструкция по охране труда при работе с лошадьми
- И 06-58-15 Инструкция по охране труда при работе с собакой
- И 06-59-15 Инструкция по охране труда при работе с пчелами
- И 06-61-15 Инструкция по охране труда для заведующего складом
- И 06-62-15 Инструкция по охране труда при работе с триммером
- И 06-63-15 Инструкция по охране труда при проведении погрузочно-разгрузочных работ и размещении грузов
- И 06-64-15 Инструкция по охране труда для рабочих, выполняющих погрузочно-разгрузочные и складские работы с кислотами и щелочами
- И 06-65-15 Инструкция по охране труда для стропальщиков по безопасному производству работу грузоподъемными машинами
- И 06-67-15 Инструкция по охране труда для плотников
- И 06-68-15 Инструкция по охране труда для стекольщиков
- И 06-69-15 Инструкция по охране труда для маляров
- И 06-70-15 Инструкция по охране труда для кухонного работника
- И 06-71-15 Инструкция по охране труда для пекаря
- И 06-72-15 Инструкция по охране труда для повара
- И 06-73-15 Инструкция по охране труда для буфетчика
- И 06-74-15 Инструкция по охране труда для кассира
- И 06-75-15 Инструкция по охране труда для уборщиков помещений
- И 06-86-18 Инструкция по охране труда в аудиториях кафедры Тракторы и автомобили
- И 06-87-20 Инструкция по охране труда при работе с ванной ультразвуковой Сапфир
- И 06-88-20 Инструкция по охране труда с весами неавтоматического лействия Citizen CY-423
- И 06-89-20 Инструкция по охране труда при работе с анализатором грубых волокон АКВ-6
- И 06-90-20 Инструкция по охране труда при работе с анализатором содержания жира АСВ-6 (Аппарат экстракции по Сокслетту)
- И 06-91-20 Инструкция по охране труда при работе с термостатом суховоздушном ТВ-80
- И 06-92-20 Инструкция по охране труда при работе с установкой програмируемой дистилляции LOIP LK-500 (отгонка с водяным паром по Къельдалю)
- И 06-93-20 Инструкция по охране труда при работе на рефрактометре ИРФ-454Б2М
- И 06-94-20 Инструкция по охране труда при работе на спектрофотометре UNICO 2100
- И 06-95-20 Инструкция по охране труда при работе с сушильными шкафами LOIP LF-120-300
- И 06-96-20 Инструкция по охране труда при работе с лабораторной мельницей ЛМ 202
- И 06-97-20 Инструкция по охране труда при работе на многоместных магнитных мешалках с цифровым управлением
- И 06-98-20 Инструкция по охране труда при работе с весами лабораторными ВК-3000
- И 06-99-20 Инструкция по охране труда при работе с весами электронными ВСЛ-200-0,1А
- И 06-100-20 Инструкция по охране труда при работе с весами лабораторными ВМ-512
- И 06-101-20 Инструкция по охране труда при работе с электронными весами серии HIGHLAND
- И 06-102-20 Инструкция по охране труда при работе с банями водяными серии LOIP LB (баня водяная 6-ти местная с аналоговым терморегулятором)
- И 06-103-20 Инструкция по охране труда при работе с измерителем-регулятором температуры серии ПТ200-02
- И 06-104-20 Инструкция по охране труда при работе с комплексом по определению массовой доли азота и белка по Къельдалю КЕЛЬТРАН
- И 06-105-20 Инструкция по охране труда при работе с аналитическими электронными весами OHAUS РА-214
- И 06-106-20 Инструкция по охране труда при работе с IKA MINI G
- И 06-107-20 Инструкция по охране труда при работе с системой капиллярного электрофореза Капель-105М
- И 06-108-20 Инструкция по охране труда при работе на инфракрасном анализаторе ИнфраЛюм ФТ-12
- И 06-109-20 Инструкция по охране труда при работе на вискозиметрическом анализаторе молока Соматос-Мини
- И 06-110-20 Инструция по охране труда при работе на комплекте для автоматического потенциометрического титрования ТИТРАТОР Титрион-Милк
- И 06-111-20 Инструкция по охране труда на люминесцентно-фотометрическом анализаторе жидкости ФЛЮОРАТ-02-5м
- И 06-112-20 Инструкция по охране труда при работе на перемешивающем устройстве LOIP LS-120
- И 06-113-20 Инструкция по охране труда при работе на микроскопе биологическом МИКМЕД-6
- И 06-114-20 Инструкция по охране труда при работе на анализаторе качества молока Лактан 1-4 М исполнение 700
- И 06-115-20 Инструкция по охране труда пр работе с фотометром пламенным автоматическим ФПА-2-01
- И 06-116-20 Инструкция по охране труда при работе на анализаторе жидкости ЭКСПЕРТ-001
- И 06-117-20 Инструкция по охране труда при работе на анализаторе жидкости многопараметрическом Экотест-200-Т-01
- И 06-118-20 Инструкция по охране труда при работе на спектрофотометре ПЭ-5300 ВИ
- И 06-119-20 Инструкция по охране труда при работе на анализаторе качества молока Лактан исполнение 600 Ультрамакс
- И 06-120-20 Инструкция по охране труда при работе на анализаторе жидкости Анион-4102
- И 06-121-20 Инструкция по охране труда при работе на центрифуге лабораторной универсальной ЦЛУ-1 Орбита (молочная)
- И 06-122-20 Инструкция по охране труда при работе на центрифуге лабораторной ПЭ-6926
- И 06-126-21 Инструкция по охране труда для студентов факультета среднего профессионального образования
 д.)
д.)
Техника безопасности при выполнении газосварочных работ
Мы с вами приступаем к изучению
Профессионального модуля 05 «Газовая сварка (наплавка)». На учебную практику
отведено 108 часов. Обучение будет осуществляться в дистанционном режиме.
Занятия будут проходить по асинхронной методике дистанционного
обучения: общение между нами будет происходить оффлайн, то есть посредством отправки
электронных писем. Также по мере приобретения вами веб камер будем работать
иначе: участвовать в онлайн мероприятиях, проводить видеолекции, видеоконференции,
чат — занятия.
На учебную практику
отведено 108 часов. Обучение будет осуществляться в дистанционном режиме.
Занятия будут проходить по асинхронной методике дистанционного
обучения: общение между нами будет происходить оффлайн, то есть посредством отправки
электронных писем. Также по мере приобретения вами веб камер будем работать
иначе: участвовать в онлайн мероприятиях, проводить видеолекции, видеоконференции,
чат — занятия.
КГБПОУ «Зеленогорский техникум промышленных технологий и сервиса»
Профессия 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ.05 Газовая сварка (наплавка)
УП.05 Газовая сварка (наплавка)
21.04.2020 Тема: Техника безопасности при выполнении газосварочных работ.
22.04.2020 Тема: Организация рабочего места.
Занятие № 1 — 2.
Сегодня Вам предстоит познакомиться с требованиями
охраны труда при выполнении газосварочных работ. Задание делю на две части.
Задание делю на две части.
Первая часть
Задание
1. Изучите материал организация рабочего места и
безопасность труда при выполнении газосварочных работ.
Рекомендуемые ресурсы:
Профессия газосварщик http://tepka.ru/gazosvarka/index.html
Организация работ и техника безопасности газовой сварки http://metallicheckiy-portal.ru/articles/svarka/gazovaa_svarka
Безопасность при проведении газосварочных работ https://youtu.be/HZBHnkff2Jc
3 глава Основы охраны труда при газовой сварке http://tepka.ru/gazosvarka/index.html
Техника безопасности при
газовой сварке, требования к оборудованию, помещению, процессу
https://elsvarkin.ru/texnika-bezopasnosti/pri-gazovoj-svarke/
Задание 2. Изучите видео материал по теме занятия.
Вводный инструктаж по охране труда https://youtu.be/Zix3soEyGaI
Охрана труда https://youtu.be/twRubSZuCp4
Безопасность при проведении газосварочных работ https://youtu.be/HZBHnkff2Jc
Охрана труда https://youtu. be/xQ8XKTWc48Y
be/xQ8XKTWc48Y
Пожарная безопасность на предприятии https://youtu.be/kYHKHRV7Yvc
Инструктаж по охране труда Газосварщик https://youtu.be/wS3zianFm04
Вторая часть
Задание 1. Заполните таблицу
Средства индивидуальной защиты
| Т Б перед началом работ
| Т Бво время работ
| Т Б по окончанию работ
| Опасные факторы | Требования к помещению для газосварочных работ
| Схема сварочного поста |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
|
|
|
|
|
|
Задание 2. Дайте ответ на вопросы:
Дайте ответ на вопросы:
1.
Какую окраску или цветовые полосы должны иметь рукава кислородного баллона?2. Как правильно перемещать баллоны на небольшие расстояния (в пределах рабочего места)?
3. Кто должен производить разборку и ремонт вентилей баллонов в случае неисправностей?
4. Каким ключом должен пользоваться работник для открывания вентиля ацетиленового баллона и для управления редуктором?
5. Как должны соединяться при ремонте шланга отдельные его куски?
6. Какие требования предъявляются к закреплению газопроводящих шлангов на присоединительных ниппелях аппаратуры, горелок, резаков и редукторов?
7. На какое число оборотов должен открываться при работе клапан вентиля ацетиленового баллона?
8. Как часто шланги должны подвергаться осмотру и испытанию?
9. Чем следует тушить загоревшийся ацетилен?
10. В какой цвет
окрашивается корпус баллона для ацетилена? (Зарисовать подписать составляющие)
В какой цвет
окрашивается корпус баллона для ацетилена? (Зарисовать подписать составляющие)
11. В какой цвет окрашивается корпус баллона для горючих газов? (Зарисовать подписать составляющие)
12. Как часто проводится освидетельствование баллонов?
13. Укажите, какое давление должно быть в наполненном ацетиленом баллоне?
15. На каком расстоянии должны, находится токоведущие провода от ацетиленового генератора, баллонов?
16. Что относится к опасным и вредным производственным факторам в процессе сварки?
17. Какое напряжение применяется для светильников местного освещения в помещениях с повышенной опасностью?
18. Что необходимо предусмотреть (при необходимости) для обеспечения улавливания сварочных аэрозолей непосредственно у места их образования при проведении сварочных работ в закрытых помещениях?
19. Что такое техника
безопасности?
Что такое техника
безопасности?
Скачано с www.znanio.ru
Меры предосторожности при сварке | 2019-04-12
Сварка является наиболее распространенным методом соединения металлов в настоящее время в промышленности. При сварке два куска одинаковых металлов сплавляются вместе под воздействием тепла, давления или того и другого. После завершения сварное соединение становится таким же прочным, как и детали, из которых оно сформировано, или прочнее.
Опасности при сварке и иерархия средств контроля NIOSH
Удары, проникновение, вредная пыль, дым, пары, тепло и вредное световое излучение — все это потенциальные опасности, связанные со сваркой.Сварочный «дым» представляет собой смесь очень мелких частиц (дымов) и газов. В зависимости от того, что сваривается, многие вещества в дыме могут быть чрезвычайно токсичными. Интенсивный жар сварки и искры могут вызвать ожоги. Повреждение глаз произошло в результате контакта с горячим шлаком и металлической стружкой. Интенсивный свет, связанный со сваркой, может привести к повреждению глаз. Ультрафиолетовое излучение дуги может вызвать «вспышку сварщика», а также ожоги кожи. Существует также опасность поражения электрическим током. Если поблизости находятся горючие или легковоспламеняющиеся материалы, тепло и искры, возникающие при сварке, могут вызвать пожар или взрыв.Использование баллонов со сжатым газом также представляет особую опасность для сварщика.
Повреждение глаз произошло в результате контакта с горячим шлаком и металлической стружкой. Интенсивный свет, связанный со сваркой, может привести к повреждению глаз. Ультрафиолетовое излучение дуги может вызвать «вспышку сварщика», а также ожоги кожи. Существует также опасность поражения электрическим током. Если поблизости находятся горючие или легковоспламеняющиеся материалы, тепло и искры, возникающие при сварке, могут вызвать пожар или взрыв.Использование баллонов со сжатым газом также представляет особую опасность для сварщика.
Иерархия управления рисками NIOSH — широко распространенный метод, используемый многими для определения осуществимых и эффективных решений по контролю опасностей. Эту концепцию преподают менеджерам в промышленности, чтобы она стала стандартной практикой на рабочем месте. Следование иерархии обычно приводит к внедрению изначально безопасных систем, в которых риск заболевания или травмы существенно снижен. Он изображен в виде пирамиды с пятью уровнями:
Устранение: Устранение опасности или ее физическое устранение является наиболее эффективным способом контроля опасностей, например устранение сварки.
Замена: Включает замену того, что создает опасность (аналогично устранению), на что-то менее опасное, например, замену основного сварочного металла на что-то менее токсичное.
Технический контроль: Технический контроль не устраняет опасность, а скорее изолирует людей от опасности, например, местная вентиляция у источника опасности.
Административный контроль: Административный контроль меняет методы работы людей.Примеры включают процедурные изменения, обучение сотрудников и установку знаков и предупреждающих надписей.
Средства индивидуальной защиты (СИЗ): СИЗ — это последний контроль, который надевают, чтобы свести к минимуму воздействие различных опасностей. СИЗ считаются наименее эффективным средством контроля опасностей. Примерами, связанными со сваркой, являются респираторы и огнестойкая одежда.
Меры предосторожности при сварке
Управление по охране труда и промышленной безопасности США (OSHA) предоставляет основные меры противопожарной безопасности и защиты, которым необходимо следовать в соответствии со стандартом сварки, резки и пайки, приведенным в 29 Своде федеральных правил (CFR) 1910. 252(а). Основные моменты включают:
252(а). Основные моменты включают:
- Ответственное лицо должно осмотреть территорию и определить меры предосторожности, которые необходимо принять, предпочтительно в письменном разрешении на проведение огневых работ
- Огнетушители должны быть готовы к немедленному использованию
- Пожарное дежурство продолжительностью не менее 30 минут после сварки или резки требуется, если может возникнуть более чем незначительный пожар
- Все горючие материалы должны быть перемещены на 35 футов или должным образом защищены или экранированы
Запрещенные зоны для сварки включают
● Зоны, не разрешенные руководством
● Зоны, где спринклеры повреждены
● Зоны во взрывоопасных средах
● Зоны вблизи складов большого количества легковоспламеняющихся материалов
Виды сварки
9 : Два металла соединяются путем плавления или сплавления их соприкасающихся поверхностей. Это делается путем направления газового пламени на металлы до тех пор, пока не образуется расплавленная лужа. Энергия для газовой сварки поступает от сжигания топлива с кислородом или воздухом. Одними из самых популярных видов топлива являются ацетилен, газ MAPP и водород. Поскольку газовая сварка медленнее и ее легче контролировать, чем электродуговую сварку, она часто используется в таких приложениях, как общее техническое обслуживание, пайка и пайка.
Это делается путем направления газового пламени на металлы до тех пор, пока не образуется расплавленная лужа. Энергия для газовой сварки поступает от сжигания топлива с кислородом или воздухом. Одними из самых популярных видов топлива являются ацетилен, газ MAPP и водород. Поскольку газовая сварка медленнее и ее легче контролировать, чем электродуговую сварку, она часто используется в таких приложениях, как общее техническое обслуживание, пайка и пайка.
Дуговая сварка: Два металла соединяются путем создания электрической дуги между покрытым металлическим электродом и основными металлами.Тепло вырабатывается дугой, которая, в свою очередь, плавит металл и смешивает расплавленные отложения электрода с покрытием. Энергия дуги обеспечивается блоком питания постоянного или переменного тока. Электроды проводят ток для формирования дуги, производя газ, который защищает дугу от атмосферы, и добавляют металл для контроля формы сварного шва. Когда дуга зажигается с использованием электрода с покрытием, сильное тепло расплавляет верхнюю часть электрода. Капли металла с электрода попадают в струю дуги и осаждаются на основном металле.Оборудование, необходимое для электродуговой сварки, это источник питания, электрододержатель, зажим заземления, защитный экран и защитная одежда сварщика.
Капли металла с электрода попадают в струю дуги и осаждаются на основном металле.Оборудование, необходимое для электродуговой сварки, это источник питания, электрододержатель, зажим заземления, защитный экран и защитная одежда сварщика.
Кислородная и дуговая резка: Резка металла при сварке — это разделение или удаление металла пламенем или дугой. Наиболее распространенными процессами резки являются:
Кислородная резка: Металл нагревается газовым пламенем, а резка осуществляется струей кислорода
Дуговая резка : Интенсивный жар электрической дуги плавит металл
Средства индивидуальной защиты ( СИЗ)
Защита глаз и лица: 29 CFR 1910.252(b)(2) устанавливает требования к защите глаз. Шлем, щиток для рук, очки и защитные очки или их комбинация являются приемлемой защитой в различных областях применения. Все линзы и пластины фильтров должны пройти тест на передачу лучистой энергии, предписанный ANSI/ISEA Z87. 1-2015, Американским национальным стандартом для профессиональных и образовательных средств индивидуальной защиты глаз и лица. Согласно OSHA 29 CFR 1910.252 (b)(2)(ii)(B), «Шлемы и щитки для рук должны быть расположены так, чтобы защищать лицо, шею и уши от прямого теплового излучения дуги.«Сварочные маски с фильтрующими пластинами предназначены для защиты пользователей от лучей дуги, а также от сварочных искр и брызг, попадающих непосредственно на маску. Они не предназначены для защиты от шлаковой крошки, шлифовальных осколков, щетины проволочного круга и подобных опасностей, которые могут срикошетить под шлемом. Очки, защитные очки или другие подходящие средства защиты глаз также должны быть надеты для защиты от этих опасностей удара.
1-2015, Американским национальным стандартом для профессиональных и образовательных средств индивидуальной защиты глаз и лица. Согласно OSHA 29 CFR 1910.252 (b)(2)(ii)(B), «Шлемы и щитки для рук должны быть расположены так, чтобы защищать лицо, шею и уши от прямого теплового излучения дуги.«Сварочные маски с фильтрующими пластинами предназначены для защиты пользователей от лучей дуги, а также от сварочных искр и брызг, попадающих непосредственно на маску. Они не предназначены для защиты от шлаковой крошки, шлифовальных осколков, щетины проволочного круга и подобных опасностей, которые могут срикошетить под шлемом. Очки, защитные очки или другие подходящие средства защиты глаз также должны быть надеты для защиты от этих опасностей удара.
При дуговой резке и дуговой сварке открытой дугой OSHA требует, чтобы операторы использовали каски или щитки для рук с фильтрующими линзами и накладками.Находящийся поблизости персонал, наблюдающий за дугой, также должен быть защищен. Защитные очки с линзой Shade 2 рекомендуются для защиты зрителей общего назначения. Защитная одежда: 29 CFR 1910.252(b)(3) относится к оценке опасности средств индивидуальной защиты в 29 CFR 1910.132. Это требует от работодателя определения опасности и соответствующих СИЗ, необходимых для защиты работодателя от опасностей.
Защитная одежда: 29 CFR 1910.252(b)(3) относится к оценке опасности средств индивидуальной защиты в 29 CFR 1910.132. Это требует от работодателя определения опасности и соответствующих СИЗ, необходимых для защиты работодателя от опасностей.
Консенсусный стандарт ANSI Z49.1-2012 «Безопасность при сварке, резке и смежных процессах» содержит рекомендации по безопасной настройке и использованию сварочного и режущего оборудования, а также по безопасному выполнению операций сварки и резки.Параграф 4.3 содержит дополнительные указания по выбору одежды для выполнения сварочных работ. «Одежда должна быть выбрана так, чтобы свести к минимуму возможность воспламенения, возгорания, улавливания горячих искр или поражения электрическим током». Он также предлагает более конкретные рекомендации по выбору одежды, перчаток, леггинсов, накидок, рукавов, берушей и кепок.
Вентиляция
Глава 5 стандарта ANSI Z49.1-2012 содержит рекомендации по вентиляции для сварки.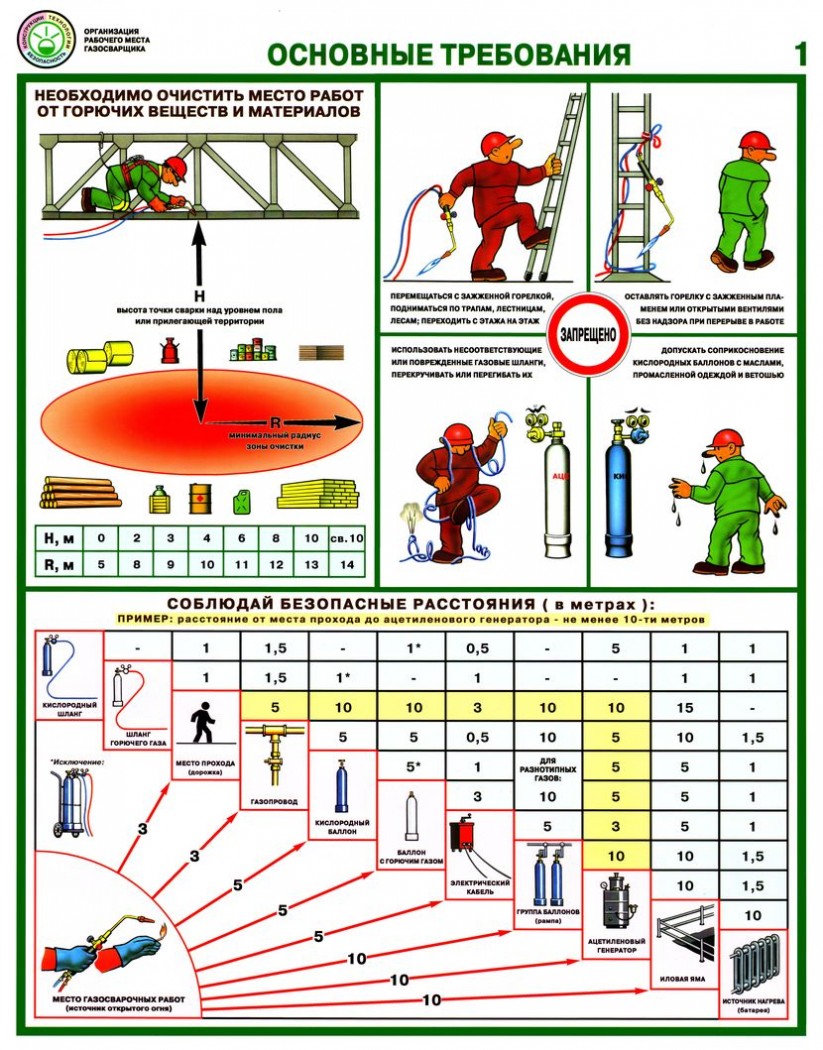 Под вентиляцией понимается замена воздуха в помещении так часто, как это необходимо, чтобы сварщики и другие рабочие не вдыхали высокие уровни загрязняющих веществ в воздухе.Надлежащая вентиляция зависит от следующих факторов:
Под вентиляцией понимается замена воздуха в помещении так часто, как это необходимо, чтобы сварщики и другие рабочие не вдыхали высокие уровни загрязняющих веществ в воздухе.Надлежащая вентиляция зависит от следующих факторов:
- Объем и конфигурация помещения, где проводятся сварочные работы
- Количество и тип операций, приводящих к образованию загрязняющих веществ
- Образующиеся концентрации конкретных токсичных или легковоспламеняющихся загрязняющих веществ
- Естественный расход воздуха при выполнении операций
- Расположение зон дыхания сварщиков и других рабочих по отношению к загрязняющим веществам или источникам
Пункт 5.4 выделяют два типа вентиляции: естественную или механическую. Естественная вентиляция считается достаточной, если приняты необходимые меры предосторожности для защиты зоны дыхания сварщика от загрязнителей воздуха, а пробы атмосферы показывают, что концентрация загрязнителей воздуха ниже допустимых пределов.
Если операции не соответствуют рекомендациям по естественной вентиляции, требуется механическая вентиляция. Варианты механической вентиляции обычно делятся на три основные категории:
- Местная вытяжка
- Местный принудительный воздух
- Механическое движение воздуха общего назначения
Местная вытяжка
Эта система состоит из стационарных или передвижных вытяжных колпаков, расположенных как можно ближе к рабочему месту, способных поддерживать скорость захвата 100 футов в минуту, чтобы удерживать загрязняющие вещества в воздухе ниже допустимых пределов.Работнику может потребоваться изменить положение колпака и кожуха, чтобы получить максимальную пользу от этого средства вентиляции. Вытяжки обычно удаляют пары и загрязненный воздух через воздуховоды и фильтрацию, прежде чем выбрасываются на улицу или рециркулируются в рабочую зону. Общая механическая вентиляция может быть необходима в дополнение к местной принудительной вентиляции, чтобы компенсировать потерю воздуха.
Местная принудительная подача воздуха
Эта система, обычно вентилятор, размещается таким образом, чтобы воздух перемещался горизонтально поперек лица сварщика.
Общая механическая вентиляция
Эта система, как правило, состоит из таких элементов, как крышные вытяжные вентиляторы, настенные вытяжные вентиляторы и аналогичные вентиляторы большой площади. Эта система сама по себе обычно не является удовлетворительным способом контроля загрязняющих веществ в зоне дыхания сварщика; однако его часто полезно использовать в дополнение к местной вентиляции.
Глава 5 также касается рециркуляции, материалов с низким допустимым пределом, замкнутых пространств, находящихся рядом людей, паяльных печей и загрязняющих веществ, содержащих:
- Соединения фтора
- Цинк и медь
- Чистящие составы
- Хлорированные углеводороды
- Асбест
Дымы и газы от сварки и резки нелегко классифицировать. Количество дыма и газов зависит от комбинации обрабатываемого металла, расходуемого материала, используемого в зависимости от типа выполняемой сварки, загрязняющих веществ в атмосфере и области, в которой происходит сварка. Как только все это станет известно Для проверки уровней концентрации токсичных паров и газов можно проводить личный отбор проб воздуха.
Количество дыма и газов зависит от комбинации обрабатываемого металла, расходуемого материала, используемого в зависимости от типа выполняемой сварки, загрязняющих веществ в атмосфере и области, в которой происходит сварка. Как только все это станет известно Для проверки уровней концентрации токсичных паров и газов можно проводить личный отбор проб воздуха.
Ссылка OSHA 29 CFR 1910 Subpart Q для руководства при выполнении следующих операций:
- 29 CFR 1910.252 Общие требования ко всем сварщикам
- 29 CFR 1910.253 Газокислородная сварка и резка
- 29 CFR 1910.254 Дуговая сварка и резка
- 29 CFR 1910.255 Сварка сопротивлением
Часто задаваемые вопросы
В. Что такое дымовой шлейф?
A. Шлейф дыма – это хорошо видимый столб дыма, который поднимается непосредственно от места сварки или резки. Сварщики и резчики должны принять меры предосторожности, чтобы не дышать непосредственно в этой области. Вентиляция может направить шлейф от зоны дыхания. (Удаление дыма наиболее эффективно, когда поток воздуха направлен на лицо сварщика, а не сзади.)
Вентиляция может направить шлейф от зоны дыхания. (Удаление дыма наиболее эффективно, когда поток воздуха направлен на лицо сварщика, а не сзади.)
В. Как узнать, какие опасные материалы присутствуют в основном металле, включая остаточные химические вещества на основном металле или расходные материалы, такие как газ или проволока, которые я могу использовать?
A. Ознакомьтесь с паспортом безопасности (SDS). Поставщики сварочных материалов должны предоставить паспорт безопасности или аналогичную документацию с указанием опасных материалов, если таковые имеются, которые используются в продуктах для сварки и резки.
В. Каковы требования к хранению баллонов с кислородом, ацетиленом и другими топливными газами?
A. Баллоны с кислородом следует хранить на расстоянии 20 футов или более от баллонов с топливным газом или отделять негорючим барьером высотой не менее пяти футов с получасовым рейтингом огнестойкости.
В. Что такое газ MAPP?
Что такое газ MAPP?
A. Газ МАПП представляет собой продукт, который был разработан в качестве топлива для сварки, пайки, резки, закалки пламенем и металлизации.Он обладает многими физическими свойствами ацетилена, но не обладает чувствительностью к ударам, поэтому его можно хранить и перевозить в более легких контейнерах. Газ MAPP является результатом перестройки молекулярной структуры ацетилена и пропана. Он также имеет очень отчетливый запах, поэтому любая утечка может быть легко обнаружена.
Ссылки
ANSI Z49.1-2012, Американский национальный институт стандартов: Безопасность при сварке, резке и родственных процессах
29 CFR, подраздел Q – Сварка, резка и пайка
(Rev.12/2018)
Источник: W.W. Grainger www.grainger.com
Ацетиленовая сварка, резка и нагрев
Приведены рекомендации по основным аспектам охраны здоровья и безопасности при сварке кислородом и ацетиленом, чтобы обеспечить безопасные методы сварки.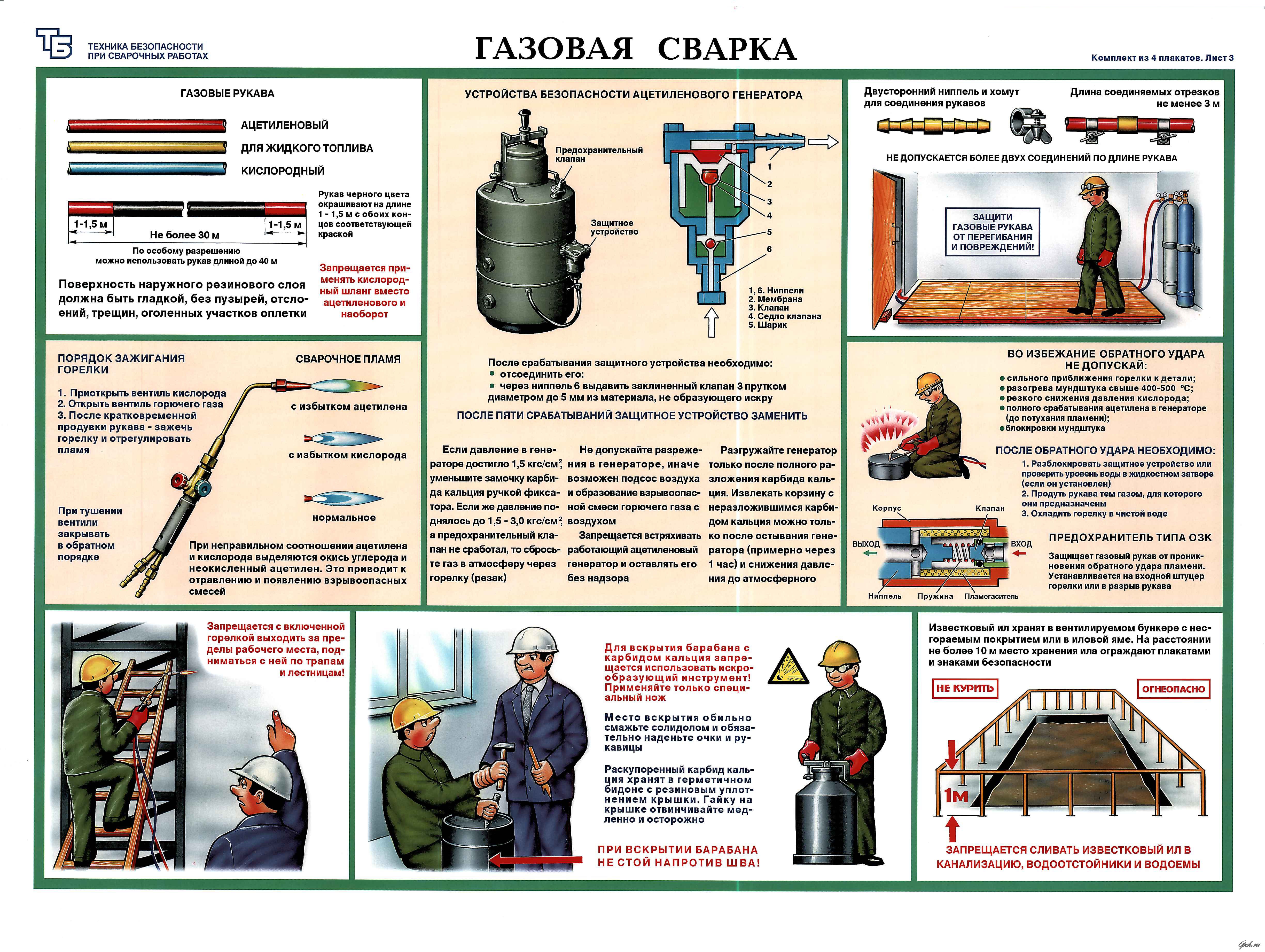
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Оксиацетиленовый процесс
В кислородно-ацетиленовом процессе образуется высокотемпературное пламя (более 3000°C) за счет сжигания чистого кислорода и ацетилена.Это единственная газовая смесь, достаточно горячая, чтобы расплавить сталь; другие газы (пропан, сжиженный нефтяной газ или водород) могут использоваться для обработки цветных металлов с более низкой температурой плавления, для пайки твердым припоем и серебряным припоем, а также в качестве газа для предварительного нагрева/прожига при резке.
Безопасное хранение
Газы обычно подаются под высоким давлением в стальных баллонах; в Великобритании цветовая кодировка баллонов находится в процессе согласования по всей Европе. Для ацетилена плечо баллона темно-бордовое, а для кислорода плечо белое, хотя черные кислородные баллоны еще какое-то время останутся в обращении. Баллон также должен иметь этикетку с указанием типа газа. Для предотвращения перестановки фитингов между баллонами, содержащими горючие и негорючие газы, кислородные баллоны имеют правую, а ацетиленовые — левую резьбу. Все цилиндры открываются поворотом ключа или ручки против часовой стрелки и закрываются поворотом их по часовой стрелке.
Баллон также должен иметь этикетку с указанием типа газа. Для предотвращения перестановки фитингов между баллонами, содержащими горючие и негорючие газы, кислородные баллоны имеют правую, а ацетиленовые — левую резьбу. Все цилиндры открываются поворотом ключа или ручки против часовой стрелки и закрываются поворотом их по часовой стрелке.
Кислород вызовет более сильное пламя, а смесь кислорода и горючего газа может вызвать взрыв. Поэтому важно, чтобы кислородные баллоны были отделены от баллонов с топливным газом и хранились в месте, свободном от горючих материалов.
Техника безопасности и предотвращение несчастных случаев
- Храните баллоны в хорошо проветриваемом помещении, предпочтительно на открытом воздухе
- Место хранения должно находиться вдали от источников тепла, искр и пожароопасности
- Баллоны должны храниться в вертикальном положении и надежно закреплены
- Баллоны с кислородом следует хранить на расстоянии не менее 3 м от баллонов с топливным газом или отделять их 30-минутным огнестойким барьером
- Зона магазина должна быть обозначена как «Не курить».

Работа со сжатыми газами
Баллоны снабжены регуляторами для снижения давления газа в баллоне до рабочего давления горелки. Регулятор имеет два манометра: манометр высокого давления для газа в цилиндре и манометр низкого давления для газа, подаваемого на горелку. Расход газа регулируется винтом регулировки давления, который устанавливает давление газа на выходе. Кодекс практики BCGA CP7 рекомендует ежегодно проверять датчики и заменять их каждые 5 лет.
Необходимо учитывать следующие факторы: газовая система соответствует номинальному давлению и шланги подсоединены без утечек. Перед ввинчиванием регулятора необходимо очистить резьбу клапана. Клапан ацетиленового баллона можно слегка приоткрыть, чтобы продуть резьбу, но резьбу кислородного баллона лучше всего чистить чистым сжатым воздухом (резьбу водородного баллона всегда следует продувать сжатым воздухом).
Поскольку кислород может бурно реагировать с маслами и смазками, смазочные масла или герметик для резьбы использовать нельзя.
Техника безопасности и предотвращение несчастных случаев
- Баллоны очень тяжелые и должны быть всегда надежно закреплены
- Клапаны баллонов или кожухи клапанов никогда нельзя ослаблять
- Проверить соответствие регулятора давлению в цилиндре
- При креплении регулятора к цилиндру стыки должны быть чистыми, герметик не должен использоваться
- Перед установкой регулятора необходимо выкрутить винт регулировки давления для предотвращения нерегулируемого поступления газа в систему при открытом клапане баллона
Использование сжатых газов
Газы смешиваются в ручной горелке или паяльной трубке в правильных пропорциях.Шланги между регулятором и горелкой должны иметь цветовую маркировку; в Великобритании красный для ацетилена и синий для кислорода. Шланги должны быть как можно короче, и пользователи должны периодически проверять, не находятся ли они рядом с горячими или острыми предметами, которые могут повредить стенку шланга. Баллоны с ацетиленом всегда должны использоваться в вертикальном положении.
Баллоны с ацетиленом всегда должны использоваться в вертикальном положении.
При подключении системы и, по крайней мере, в начале каждой смены шланги и горелку необходимо продуть, чтобы удалить любые горючие газовые смеси. Очень важно, чтобы поток кислорода не вступал в контакт с маслом, которое может самовозгораться.Продувку также нельзя проводить в закрытых помещениях.
Факел следует зажигать фрикционной зажигалкой или стационарным пилотным пламенем, чтобы не обжечь руки; нельзя использовать спички и нельзя повторно зажигать пламя от горячего металла, особенно при работе в замкнутом пространстве.
Цилиндры не должны нагреваться, например, если пламя горелки локально нагревает стенки цилиндра. Точно так же дуговая сварка слишком близко к цилиндру может привести к образованию дуги между цилиндром и заготовкой/электродом.
Несмотря на то, что излучается очень мало ультрафиолета, сварщик должен носить затемненные очки. Качество фильтра определяется интенсивностью пламени, которая зависит от толщины свариваемого металла; рекомендации для фильтров по расходу ацетилена приведены в таблице (BSEN 169:1992).
Марка фильтра, рекомендуемая в зависимости от расхода ацетилена:
| Рабочий | расход ацетилена в л/ч | |||
|---|---|---|---|---|
| до 70 | 70 — 200 | 200 — 800 | свыше 800 | |
| Сварка и пайка тяжелых металлов e.г. стали, меди и их сплавов | 4 | 5 | 6 | 7 |
| Сварка с эмиссионными флюсами (особенно легких сплавов) | 4а | 5а | 6а | 7а |
Техника безопасности и предотвращение несчастных случаев
- При очистке резьбы цилиндра, подсоединении регулятора и продувке шлангов защищайте лицо и глаза, надев соответствующий головной щиток
- Используйте подходящий сварочный щиток с соответствующим фильтром для защиты глаз
- Одежда из негорючего материала
- Убедитесь, что цилиндр не нагревается пламенем или блуждающими дугами от соседнего электрического оборудования
Обнаружение утечек
Соединения и шланги должны быть проверены на наличие утечек перед любой попыткой сварки. В то время как ацетилен можно определить по характерному запаху (обычно при содержании менее 2%), кислород не имеет запаха.
В то время как ацетилен можно определить по характерному запаху (обычно при содержании менее 2%), кислород не имеет запаха.
Обнаружение утечек лучше всего проводить с помощью слабого (обычно 0,5%) раствора моющего средства в воде или раствора для обнаружения утечек от одной из газоснабжающих компаний. Его наносят на швы с помощью кисти, и выходящий газ образует пузырьки. После устранения течи область следует очистить, чтобы удалить остатки раствора для обнаружения утечек. Утечки в шлангах можно устранить, но для замены необходимо использовать утвержденные шланги и муфты в соответствии со стандартами BSEN 560:1995 и BSEN 1256:1996.
Обратный огонь и воспоминание
Обратный огонь (одиночный треск или «хлопок») возникает, когда пламя воспламеняет газы внутри сопла и гаснет. Это может произойти, если резак находится слишком близко к заготовке.
Воспоминание (пронзительный шипящий звук), когда пламя горит внутри факела, более серьезное. Пламя может проходить обратно через смесительную камеру горелки в шланг. Наиболее вероятной причиной является неправильное давление газа, что приводит к слишком низкой скорости газа.В качестве альтернативы ситуация может быть создана за счет подачи газа с более высоким давлением (ацетилена) в поток газа с более низким давлением (кислород). Это может произойти, если кислородный баллон почти пуст, но другими потенциальными причинами могут быть протечки шлангов, ослабление соединений или неспособность должным образом продуть шланги.
Наиболее вероятной причиной является неправильное давление газа, что приводит к слишком низкой скорости газа.В качестве альтернативы ситуация может быть создана за счет подачи газа с более высоким давлением (ацетилена) в поток газа с более низким давлением (кислород). Это может произойти, если кислородный баллон почти пуст, но другими потенциальными причинами могут быть протечки шлангов, ослабление соединений или неспособность должным образом продуть шланги.
Обратные клапаны, установленные на шлангах, обнаруживают и останавливают обратный поток газа, предотвращая образование горючей смеси кислорода и ацетилена в шланге. Пламегаситель представляет собой автоматический пламегаситель, предназначенный не только для гашения пламени, но и для предотвращения попадания пламени в регулятор.
Процедура обратной реакции или воспоминаний
После непродолжительного обратного возгорания, при котором пламя погасло:
- закрыть регулирующие клапаны нагнетательных трубок (сначала топливный газ)
- проверить герметичность форсунки
- проверить давление на регуляторах
- повторно зажгите горелку в соответствии с рекомендуемой процедурой
Если пламя продолжает гореть:
- закрыть кислородный клапан на горелке (во избежание внутреннего возгорания)
- закрыть ацетиленовый клапан на горелке
- закрыть клапаны баллонов или запорные клапаны точек подачи газа как для кислорода, так и для ацетилена
- закрыть выпускные отверстия регулируемых регуляторов давления, выкрутив винты регулировки давления
- открыть оба клапана горелки, чтобы сбросить давление в оборудовании
- закрыть клапаны горелки
- проверить герметичность форсунок и давление на регуляторах
- повторно зажгите горелку в соответствии с рекомендуемой процедурой
В случае обратного возгорания в шланге и оборудовании или пожара в шланге, соединениях регулятора или точках выхода газа:
- перекрыть подачу кислорода и топливного газа на клапанах баллонов или в точках выхода газа (только если это можно сделать безопасно)
- если нет риска получения травм, тушите пожар с помощью противопожарного оборудования первой помощи
- , если пожар невозможно потушить сразу, звоните в аварийно-спасательную службу
- после того, как оборудование остынет, осмотрите оборудование и замените неисправные компоненты
После расследования обратного пламени и устранения неисправности фонарь можно снова зажечь. После вспышки, поскольку пламя распространилось на регулятор, важно не только осмотреть горелку, но и проверить шланги и компоненты и, при необходимости, заменить их. Пламегаситель также следует проверять в соответствии с инструкциями производителя, и в некоторых конструкциях может потребоваться его замена. Кодекс практики BCGA CP7 рекомендует заменять обратные клапаны и пламегасители каждые 5 лет.
После вспышки, поскольку пламя распространилось на регулятор, важно не только осмотреть горелку, но и проверить шланги и компоненты и, при необходимости, заменить их. Пламегаситель также следует проверять в соответствии с инструкциями производителя, и в некоторых конструкциях может потребоваться его замена. Кодекс практики BCGA CP7 рекомендует заменять обратные клапаны и пламегасители каждые 5 лет.
Информация была подготовлена в сотрудничестве с Роджером Сайксом, руководителем отдела здравоохранения и безопасности, Ньюкасл-апон-Тайн.
Эта статья о вакансиях была первоначально опубликована в журнале Connect в мае 1997 г. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
Применяется ли к вам раздел J «Сварка и резка»?
Если да, то вам необходимо соблюдать стандарт по вентиляции и защите при сварке, резке и нагреве, поскольку он устанавливает особые требования для дуговой сварки в среде инертного газа наряду с другими требованиями к вентиляции и защите для сварки, резки и нагрева операции. Примечание: Процесс дуговой сварки в среде инертного газа включает получение ультрафиолетового излучения с интенсивностью от 5 до 30 раз большей, чем при дуговой сварке в защитных газах.
Примечание: Процесс дуговой сварки в среде инертного газа включает получение ультрафиолетового излучения с интенсивностью от 5 до 30 раз большей, чем при дуговой сварке в защитных газах.
Ссылка на каждый из следующих пяти отдельных параграфов, относящихся к операциям дуговой сварки в среде инертного газа, в частности, параграф (d), и другие требования к вентиляции и защите:
Параграф (a) содержит общие требования к механической и местной вытяжной вентиляции, используемой для сварки, резки и нагрева, такие как безопасные пределы воздействия (ссылка на меры по охране труда и окружающей среды) и подача чистого и пригодного для дыхания воздуха.
Параграф (b) содержит специальные требования, касающиеся сварки, резки и нагрева в замкнутом пространстве. Он устанавливает требования к использованию общей механической или местной вытяжной вентиляции, предоставлению респираторов, соответствующих требованиям подраздела по средствам индивидуальной защиты и спасения жизни, поддержанию связи после выхода в космос, использованию спасательных тросов для люков или других небольших отверстий, а также проведению спасательных операций.
Параграф (c) содержит требования для случаев, когда в замкнутых пространствах используются токсические металлы, такие как цинксодержащие основные или присадочные металлы, металлы, покрытые цинкосодержащими материалами, свинец-основные металлы, кадмийсодержащие присадочные материалы, кадмий. — неблагородные металлы, содержащие или покрытые кадмием, хромсодержащие металлы или металлы, покрытые хромсодержащими материалами, металлы, покрытые ртутьсодержащими металлами, и бериллийсодержащие неблагородные или присадочные металлы.Включает в себя использование общемеханической или местной вытяжной вентиляции либо обеспечение работников респираторами, соответствующими требованиям подраздела о средствах индивидуальной защиты и спасения жизни.
Параграф (d) содержит особые требования, относящиеся к дуговой сварке в среде инертного газа, включая безопасное использование хлорированных растворителей, использование средств индивидуальной защиты (защита глаз, лица и рук), которые соответствуют требованиям подраздела средства индивидуальной защиты и спасения жизни, а также использование общей механической или местной вытяжной вентиляции при выполнении работ на нержавеющей стали.
Параграф (e) содержит дополнительные общие требования к сварке, резке и нагреву. В этом параграфе указывается, что сварка, резка и нагрев, не связанные с замкнутыми пространствами, металлами, имеющими токсичное значение, или дуговая сварка в инертном газе, как правило, могут выполняться без механической вентиляции или средств защиты органов дыхания, но в тех случаях, когда из-за необычных физических или атмосферных условиях, существует небезопасное скопление загрязняющих веществ, необходимо обеспечить подходящую механическую вентиляцию или средства защиты органов дыхания.Он также требует, чтобы работники были обеспечены подходящими средствами защиты глаз в соответствии с подразделом о средствах индивидуальной защиты и спасения жизни.
Библиотека NCDOL доступна для получения помощи в отношении доступа к согласованным стандартам (например, ANSI, ASME, NFPA, IEEE). Кроме того, дополнительную информацию можно найти на тематических страницах по технике безопасности и охране здоровья, посвященных сварке и резке, респираторной защите и средствам индивидуальной защиты.
Сварка, резка, пайка – Охрана окружающей среды и безопасность
Сварка, резка и пайка являются опасными видами деятельности, которые представляют собой сочетание риска для безопасности и здоровья миллионов рабочих в самых разных отраслях.По данным OSHA, риск смертельных травм составляет более 4 смертей на 1000 рабочих в течение всей трудовой жизни. Защита рабочих во время этих операций зависит от понимания сопутствующих опасностей и методов контроля.
Сварка соединяет куски металла с использованием тепла, давления или того и другого. Наиболее распространенные виды сварки включают дуговую сварку, MIG, TIG, плазменную дуговую сварку и сварку под флюсом. В других сварочных процессах могут использоваться кислородно-ацетиленовый газ, электрический ток, лазеры, электронные лучи, трение и химические реакции.
Пайка включала соединение кусков металла вместе с использованием металла или сплава, который имеет более низкую температуру плавления, чем соединяемые металлические детали. Материалы наполнителя могут содержать свинец или кадмий.
Материалы наполнителя могут содержать свинец или кадмий.
Резка заключается в нагреве металла рамкой и направлении потока кислорода по линии реза.
Существует ряд опасностей для здоровья, связанных со сваркой. Сварочный дым представляет собой смесь очень мелких частиц, называемых дымом и газами. Многие вещества, входящие в состав сварочного дыма, чрезвычайно токсичны.Сюда входят хром, никель, мышьяк, марганец, бериллий, кадмий, кремнезем, оксиды азота, кобальт, медь, свинец, озон, селен и цинк. Сварочные дымы и газы поступают из различных источников, включая:
- Свариваемые основные металлы;
- Используемый наполнитель;
- Покрытия и краски для свариваемых металлов;
- Химические реакции под действием ультрафиолетового излучения дуги и выделяемого тепла;
- Загрязняющие вещества, такие как очистители, обезжириватели, масла на металлах.
Воздействие сварки, пайки и резки на здоровье трудно перечислить. Пары могут содержать различное количество веществ, известных как вредные. Отдельные компоненты паров могут воздействовать почти на все тело. Воздействие на здоровье может быть краткосрочным или долгосрочным. Краткосрочные острые эффекты включают:
Отдельные компоненты паров могут воздействовать почти на все тело. Воздействие на здоровье может быть краткосрочным или долгосрочным. Краткосрочные острые эффекты включают:
- Воздействие паров металлов может вызвать лихорадку. Обычно это цинк, магний, медь и оксид меди. Это может произойти в результате сварки, пайки, резки или даже нагрева проволоки или других металлических форм.Симптомы лихорадки металлического дыма могут проявиться через 4-12 часов после воздействия. Эти симптомы могут включать озноб, жажду, лихорадку, мышечную боль, кашель, свистящее дыхание, утомляемость, тошноту и металлический привкус во рту.
- Пары и дым могут вызвать раздражение глаз, носа, грудной клетки и дыхательных путей. Это может вызвать кашель, свистящее дыхание, одышку, бронхит, отек легких и пневмонит. Желудочно-кишечные эффекты включают тошноту, рвоту, судороги, потерю аппетита и медленное пищеварение.
- Кадмий иногда является компонентом паров, и если его концентрация достаточна, это может привести к летальному исходу. УФ-излучение, возникающее при сварке, может реагировать с кислородом и азотом в воздухе с образованием озона и оксидов азота. Эти газы смертельны при высоких дозах и могут раздражать нос и горло и вызывать серьезное повреждение легких.
- УФ-излучение, возникающее при сварке, может реагировать с хлорированными углеводородными растворителями с образованием газообразного фосгена. Даже небольшое количество пропена может быть смертельным. Первые симптомы воздействия, такие как головокружение, озноб и кашель, могут проявиться через 5-6 часов. Сварку нельзя проводить вблизи растворителей или оборудования для обезжиривания.
 УФ-излучение, возникающее при сварке, может реагировать с кислородом и азотом в воздухе с образованием озона и оксидов азота. Эти газы смертельны при высоких дозах и могут раздражать нос и горло и вызывать серьезное повреждение легких.
УФ-излучение, возникающее при сварке, может реагировать с кислородом и азотом в воздухе с образованием озона и оксидов азота. Эти газы смертельны при высоких дозах и могут раздражать нос и горло и вызывать серьезное повреждение легких.Долгосрочные или хронические последствия для здоровья включают:
- Сварщики, паяльщики и резчики по металлу имеют повышенный риск рака легких, гортани и мочевыводящих путей. Металлический дым и пары могут содержать канцерогенные вещества, такие как кадмий, никель, бериллий, хром и мышьяк.
- В результате воздействия могут возникнуть хронические респираторные заболевания. К ним относятся бронхит, пневмония, эмфизема легких, пневмокониоз, снижение емкости легких, силикоз и силикоз.
- Другие проблемы со здоровьем, связанные с воздействием паров металлов, включая болезни сердца, гастрит, гастроэнтерит и язвы желудка и тонкого кишечника.
- Опасность для репродуктивной системы, связанная с воздействием. Среди сварщиков или их супругов отмечается рост выкидышей и поздних зачатий. Исследования показывают, что сварщики, работающие с нержавеющей сталью, имеют низкое качество спермы по сравнению с мужчинами, выполняющими другую работу.
 К ним относятся бронхит, пневмония, эмфизема легких, пневмокониоз, снижение емкости легких, силикоз и силикоз.
К ним относятся бронхит, пневмония, эмфизема легких, пневмокониоз, снижение емкости легких, силикоз и силикоз.Тепло, связанное со сваркой, пайкой и резкой, может представлять значительную опасность. Ожоги могут быть вызваны высокой температурой, горячим шлаком, металлической стружкой, искрами и горячими электродами.
- Воздействие тепла может вызвать тепловой стресс или инсульт.Симптомами являются усталость, головокружение, тошнота, боль в животе и раздражительность. Хорошая общая вентиляция, экранирование, защита от ржавчины и большое количество жидкости помогут предотвратить болезни, связанные с жарой.
- Невидимый ультрафиолетовый свет от сварки может вызвать вспышку у сварщиков даже после экспозиции менее одной минуты. Симптомы обычно проявляются через несколько часов после воздействия UX и включают в себя появление песка в глазах, помутнение зрения, боль, слезотечение, жжение и головную боль.
- Около половины сварщиков, получающих огнестрельные травмы, получают работники, не занимающиеся сваркой.Они могут отражаться от близлежащих материалов и ранить окружающих.
- Воздействие света ООН может вызвать ожоги, подобные солнечным ожогам, и повысить риск развития рака кожи.
- Интенсивный свет, связанный с дуговой сваркой, может повредить сетчатку глаза.
- Инфракрасное излучение может повредить угол и привести к образованию катаракты.

Металлисты имеют высокий уровень заболеваемости опорно-двигательным аппаратом, включая травмы спины, боли в плечах, тендинит, запястный канал, белые пальцы и проблемы с коленными суставами.Рабочие позы и поднятие тяжестей вносят значительный вклад в эти проблемы. Эти проблемы можно предотвратить, следуя новым методам работы.
Эти проблемы можно предотвратить, следуя новым методам работы.
- Не работайте в одном положении в течение длительного времени;
- Держите работу на удобной высоте;
- Удобное размещение инструментов и материалов;
- Минимизация вибрации
Существует ряд опасностей, связанных со сваркой, пайкой и резкой. Как правило, они связаны с опасностью поражения электрическим током, пожарами и взрывами, опасными механизмами и падениями.
Несмотря на то, что обычно при сварке используется низкое напряжение, существует вероятность поражения электрическим током. Вероятность удара током может быть увеличена в таких условиях, как влажное или тесное пространство. Несчастные случаи могут быть результатом даже небольшого удара. Для защиты от поражения электрическим током следует использовать сухие перчатки. Рабочий должен носить прочную резиновую обувь и использовать изолирующий слой для защиты на поверхностях, проводящих электричество. Используемая заготовка и все машины с электрическим приводом должны быть заземлены.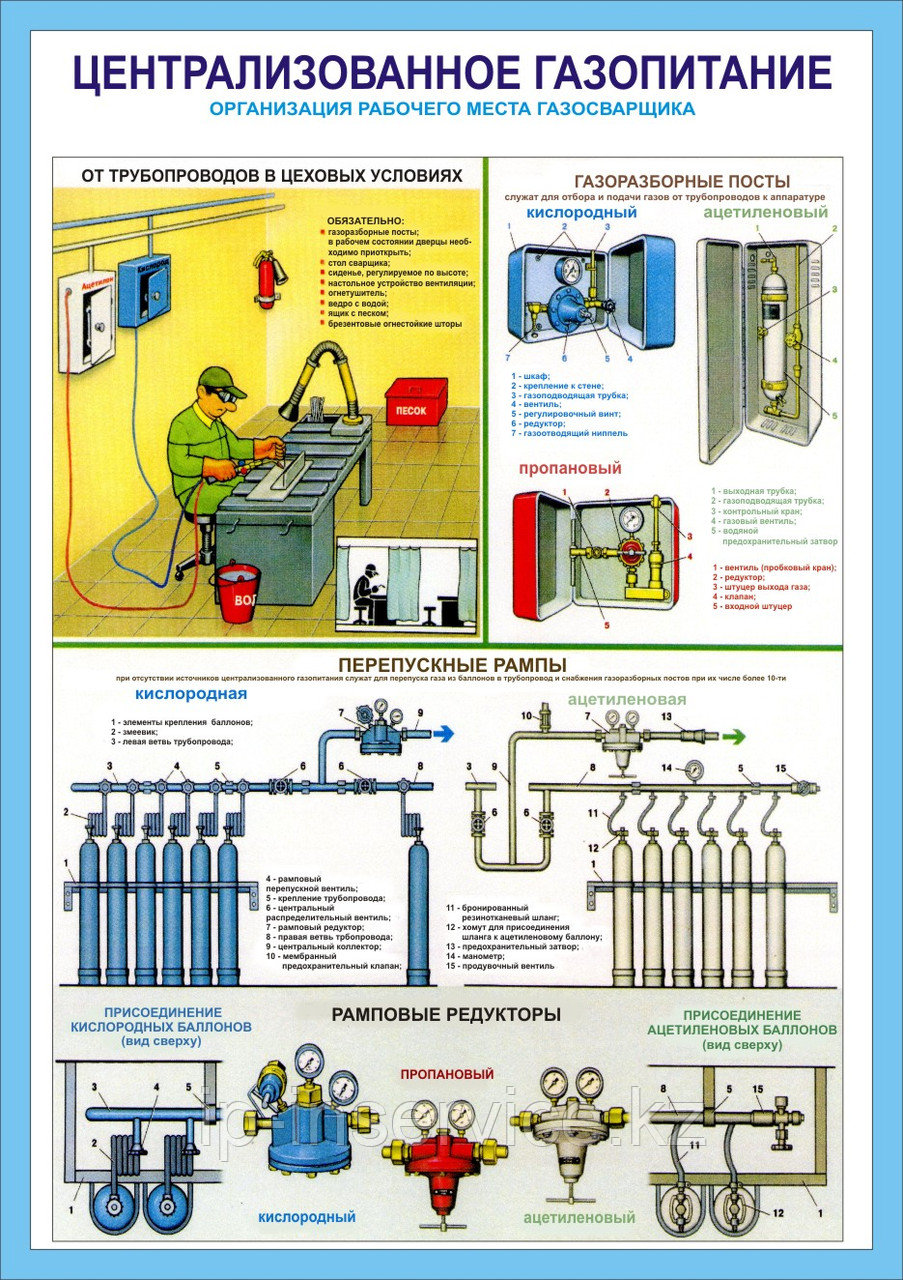 Электроды нельзя менять голыми руками, в мокрых перчатках, стоя на мокром полу или заземленной поверхности.
Электроды нельзя менять голыми руками, в мокрых перчатках, стоя на мокром полу или заземленной поверхности.
Сильное тепло и возникающие искры могут вызвать пожар, если поблизости находятся горючие или легковоспламеняющиеся материалы. Сварку, пайку или резку следует выполнять только в местах, свободных от горючих материалов, включая мусор, дерево, бумагу, текстиль, пластик, химикаты и легковоспламеняющиеся материалы. Контейнеры, в которых находились легковоспламеняющиеся или горючие материалы, нельзя сваривать, паять или резать, если они не были тщательно очищены или заполнены инертным газом.Это может привести к взрывам, пожарам или внезапному выбросу токсичных паров. Контейнеры с неизвестным содержимым считаются легковоспламеняющимися. Огнетушители должны находиться поблизости при сварке, пайке или резке.
Замкнутое пространство представляет собой зону с ограниченным доступом, которая обычно слабо вентилируется или не вентилируется. Опасные концентрации токсичных паров и газов могут накапливаться очень быстро. Может произойти удушье, потому что сварка, пайка и резка могут израсходовать или вытеснить кислород из воздуха. Работники, которые входят в замкнутое пространство или работают в нем, должны следовать Руководству по ограниченному пространству, которое можно получить в EHS или на веб-сайте EHS.
Может произойти удушье, потому что сварка, пайка и резка могут израсходовать или вытеснить кислород из воздуха. Работники, которые входят в замкнутое пространство или работают в нем, должны следовать Руководству по ограниченному пространству, которое можно получить в EHS или на веб-сайте EHS.
Первым шагом перед сваркой, пайкой или резкой является определение опасностей, связанных с частичной работой. Опасности будут зависеть от типа работы, используемых материалов и условий окружающей среды. После выявления опасности применяются соответствующие методы контроля.
Инженерный контроль и методы работы являются предпочтительным методом контроля воздействия на сотрудников и опасностей плавления. Среди технических средств контроля, которые следует изучить, следующие:
- Замена менее опасными материалами, если это возможно.
- Местная вытяжка и вентиляция удаляют пары и газы у источника. Это наиболее эффективный метод управления вентиляцией. Вытяжная вентиляция может быть обеспечена частичным ограждением, вытяжными колпаками или вытяжными воздуховодами.
- Общая вентиляция является минимальным требованием для операций сварки, пайки и резки. При этом используются вентиляционные отверстия на крыше, вентиляторы, открытые двери, окна и другие средства для увеличения общей скорости вентиляции.
- Экранирование должно использоваться для защиты окружающих от света, тепла и брызг горячего металла
- Сварочные кабины должны быть окрашены матовой краской, не отражающей ультрафиолетовый свет.

Методы работы могут быть изменены для устранения или уменьшения опасностей. Среди измененных методов работы, которые следует учитывать, следующие:
- Не сваривайте и не разрезайте окрашенные порты. Перед работой удалить поверхностные покрытия.
- Используйте водяной стол под плазменно-дуговой резкой, чтобы снизить уровень дыма и шума.
- Максимально сведите к минимуму свет и дым, образующиеся при сварке.
- Расположитесь так, чтобы зона вашего дыхания не была в дыму.
- Перед началом работы удалите все поблизости легковоспламеняющиеся или горючие материалы.
- Убедитесь, что все оборудование правильно обслуживается.
- Держите рабочее место свободным от оборудования, расходных материалов и других предметов, которые могут привести к спотыканию или падению.
- При сварке используйте минимально возможную силу тока.
Средства индивидуальной защиты (СИЗ) могут использоваться вместе, но не вместо технических средств контроля и методов работы. Среди средств индивидуальной защиты, необходимых для сварки, пайки и резки, — средства защиты глаз и защитная одежда.
Необходимо носить защитные очки для защиты от яркого света, тепла, УФ-излучения и летящих искр.Шлемы, защитные очки и другие средства защиты глаз должны иметь линзы для защиты от сварки, резки или пайки.
Рабочие, выполняющие сварку, резку или пайку, должны носить защитную одежду. Одежда должна включать:
- Перчатки
- Кожаная обувь
- Кожаный фартук
- Огнестойкая одежда
Защитная одежда должна быть изготовлена из обработанной хлопчатобумажной ткани и одобрена для использования в этих областях. Рукава и воротник должны быть застегнуты.Брюки и рубашки не должны быть застегнуты манжетами.
Рукава и воротник должны быть застегнуты.Брюки и рубашки не должны быть застегнуты манжетами.
Могут потребоваться средства защиты слуха, а также респираторы в определенных ситуациях.
Выбросы при сварке могут быть очень опасными. В связи с этим NISOH рекомендует, чтобы рабочие, занимающиеся сваркой, резкой и пайкой на регулярной основе, проходили ежегодные медицинские осмотры. Проверка зрения должна быть частью ежегодного медосмотра.
20 практических советов по безопасной газовой сварке и резке на судах
На грузовом судне возник пожар в мачте, где хранились баллоны с кислородом и ацетиленом.Для выполнения огневых работ на барабане брашпиля бригада установила две газовые горелки тандемно.
Обе горелки были подключены параллельно от одной пары газовых баллонов путем временной установки «стандартных» тройников на клапаны регулятора.
В какой-то момент во время огневых работ было принято решение использовать одну газовую горелку для выполнения ремонтно-пайковых работ на другой горелке, пока она была подключена к газовым шлангам под давлением.
Воспламенение от нагретой горелки прошло через шланги до мачты, разорвав шланги на соединениях регулирующего клапана и вызвав пожар внутри.
К счастью, разрядники на регуляторах предотвратили сильный взрыв цилиндров.
Такие опасные происшествия могут произойти на любом типе судов, если не будут приняты надлежащие меры предосторожности при проведении газовой сварки/резки на борту судов.
Баллоны со сжатым газом используются в машинном отделении и на палубе корабля для различных ремонтных и производственных операций. Двумя наиболее часто используемыми типами газовых баллонов для этой цели являются кислород и ацетилен.
При выполнении газовой сварки или резки необходимо учитывать следующие практические советы для обеспечения безопасности и эффективности операций, а также во избежание несчастных случаев при выполнении операций на палубе:
1.Зафиксировать в вертикальном положении С баллонами со сжатым газом следует обращаться крайне осторожно, и их всегда следует закреплять в вертикальном положении, даже если они полны или пусты. Полные и пустые баллоны должны быть разделены и четко маркированы.
Полные и пустые баллоны должны быть разделены и четко маркированы.
По возможности никогда не храните баллоны с кислородом и ацетиленом вместе в одном месте. Храните их отдельно в хорошо проветриваемых помещениях. Убедитесь, что, когда они не используются, их колпачки всегда должны быть на них.
3. Не допускайте попадания смазки и маслаРегулирующие клапаны и фитинги не должны содержать масла и смазки. Никогда не работайте с клапанами и деталями цилиндров маслянистыми или жирными руками.
4. Убедитесь, что пламегасители установлены правильноУбедитесь, что на линиях ацетиленовых и кислородных баллонов установлены обратные клапаны и пламегасители. Один пламегаситель обычно устанавливается на стороне низкого давления регулятора рядом с цилиндром, а другой — рядом с горелкой.
5. Поддержание высокого давления кислорода При выполнении газовой сварки убедитесь, что давление кислорода всегда выше давления ацетилена, чтобы ацетилен не попал обратно в кислородную линию.
Ацетилен не следует использовать для сварки при давлении, превышающем 1 бар манометрического давления, поскольку он может взорваться даже в отсутствие воздуха при избыточном давлении.
7.Устранение причины обратного срабатыванияВ случае возникновения обратного пламени в первую очередь следует закрыть кислородный клапан, а затем немедленно закрыть ацетиленовый клапан. Запрещается выполнять какие-либо операции, пока не будет устранена причина обратного воспламенения.
8. Аккуратно обращайтесь с FlashbackВ случае воспламенения или взрыва газовых труб первое действие должно состоять в том, чтобы изолировать вентили обоих цилиндров. Дальнейшие действия должны быть предприняты в соответствии с процедурами противопожарной подготовки судна.
9. Убедитесь в правильности соединений Соединения между шлангом и паяльной трубкой, а также между шлангами должны быть надежно закреплены с помощью фитингов в соответствии с нормативным стандартом.
Необходимо регулярно следить за температурой ацетиленового баллона. Если температура поднимается, это следует рассматривать как ситуацию воспоминаний или взрыва для принятия мер.
11.Предотвращение взаимозаменяемости шланговСоединения шлангов коллектора, включая впускные и выпускные соединения, должны быть такими, чтобы шланг нельзя было поменять местами между топливными газами и кислородными коллекторами и коллекторами.
12 Замена старых и неисправных шланговЛюбой шланг, в котором произошел прорыв, должен быть заменен новым.
13. Правильно обращайтесь со шлангамиПри выполнении работ шланги должны быть правильно уложены и не должны соприкасаться с движущимися механизмами, острыми углами, высокотемпературными зонами и т. д.Убедитесь, что они не свисают, не завязаны и не опрокинуты.
14. Используйте только утвержденную жидкость для обнаружения утечек Только одобренная жидкость для обнаружения утечек должна использоваться для обнаружения утечек из шланга или регулятора. Если его нет в наличии, можно использовать мыло без моющих средств (цвет слоновой кости).
Если его нет в наличии, можно использовать мыло без моющих средств (цвет слоновой кости).
Никогда не используйте герметизирующую ленту из металлического соединительного материала, чтобы предотвратить утечку между металлическими газонепроницаемыми соединениями. С кислородным баллоном это может привести к возгоранию металла и кислорода.
16. Не допускайте чрезмерного тугого соединенияНикогда не пытайтесь перетянуть гайку соединения регулятора или штока клапана баллона, чтобы остановить утечку. Это может привести к повреждению.
17. Примите необходимые меры для технического обслуживания Для очистки засорения паяльной трубки следует использовать только специальные инструменты. Перед выполнением любого технического обслуживания завершите систему, которую необходимо изолировать. Никогда не пытайтесь ремонтировать кислородно-ацетиленовое оборудование под давлением и не вносите несанкционированные изменения в оборудование для проведения огневых работ.
Паяльную трубку следует зажигать только с помощью фрикционного воспламенителя или других стабильных генераторов пламени. Не используйте зажигалку в качестве внезапного пламени, иначе паяльная трубка может ударить по корпусу зажигалки и взорваться
19. Никогда не используйте кислородКислород ни в коем случае нельзя использовать для вентиляции, охлаждения или для сдувания пыли с поверхности одежды.
20. Выбросьте шланги, у которых был FlashbackЛюбой отрезок шланга, в котором произошел возврат вспышки, должен быть немедленно утилизирован.
И последнее, но не менее важное: перед выполнением любых огневых работ убедитесь, что контрольный список огневых работ и формы оценки рисков заполнены должным образом. Также не забывайте соблюдать все меры безопасности при выполнении подобных работ в закрытых помещениях.
Баллоны с газом под высоким давлением, содержащие легковоспламеняющиеся материалы, представляют серьезную угрозу для корабля и его экипажа. Поэтому при обращении с таким оборудованием необходимо соблюдать особую осторожность и внимание, принимая во внимание все меры безопасности и примечания производителей.
Поэтому при обращении с таким оборудованием необходимо соблюдать особую осторожность и внимание, принимая во внимание все меры безопасности и примечания производителей.
Знаете ли вы какие-либо другие важные пункты, которые необходимо добавить в этот список? Дайте знать в комментариях ниже.
Отказ от ответственности: Мнения авторов, выраженные в этой статье, не обязательно отражают взгляды Marine Insight. Данные и диаграммы, если они используются в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Автор и компания Marine Insight не претендуют на точность и не несут за это никакой ответственности.Взгляды представляют собой только мнения и не представляют собой каких-либо указаний или рекомендаций относительно какого-либо курса действий, которым должен следовать читатель.
Теги: общая безопасность
509 Превышен предел пропускной способности
509 Превышен предел пропускной способности Сервер временно не может обслуживать ваши запрос из-за того, что владелец сайта достиг своего ограничение пропускной способности. Пожалуйста, повторите попытку позже.
Пожалуйста, повторите попытку позже.Сварка | WorkSafe.qld.gov.au
Сварка представляет собой опасную деятельность, которая может подвергнуть рабочих многим опасностям. Узнайте, как управлять этими рисками.
Что такое сварка?
Сварка — это производственный процесс, при котором два материала, обычно металлы, соединяются с помощью нагрева, достаточного для плавления соединяемого материала. Иногда для сварки материалов можно использовать давление или комбинацию тепла и давления.Сварка применяется в промышленности при строительстве, техническом обслуживании и ремонте, а также при изготовлении оборудования, машин и инструментов.
Каковы риски сварки?
У вас должны быть средства контроля для устранения или управления рисками сварки, поскольку многие из них могут представлять непосредственную и опасную для жизни опасность для рабочих.
- Электрооборудование, находящееся в плохом состоянии, плохо обслуживаемое или имеющее поврежденную изоляцию, может подвергнуть рабочих риску поражения электрическим током.
- Плохое техническое обслуживание средств индивидуальной защиты (СИЗ) может привести к ожогам и повреждению зрения и слуха.
- Искры, чрезмерное тепло или излучение могут привести к ожогам, сварочным вспышкам или возгоранию.
- При нагревании металлов выше точки кипения также образуются сварочные дымы.
Рабочие могут вдыхать дымовые газы и пары от:
- свариваемого металла
- покрытий, таких как краска или цинк на свариваемом материале
- остатков нагревательных химикатов.
Контейнеры, в которых находились легковоспламеняющиеся или горючие вещества, при сварке пожаровзрывоопасны. Сварка этих контейнеров должна осуществляться под контролем лица с соответствующей квалификацией. Убедитесь, что вы проверили все контейнеры, прежде чем приступить к работе.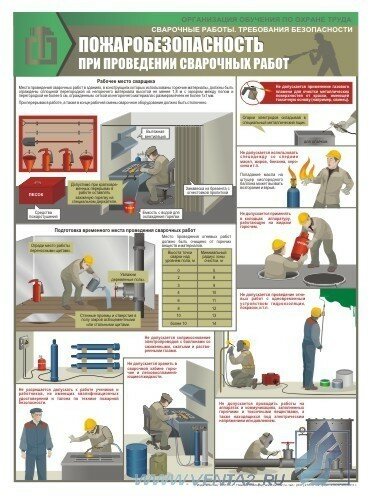
Емкости, которые содержали:
- легковоспламеняющиеся вещества , такие как неэтилированный бензин и ацетон, могут быть маркированы символом пламени
- горючие вещества , такие как дизельное топливо, смазки, смола, моторные масла, льняное масло или жир, не могут быть отмечены символом пламени, потому что они обычно не воспламеняются при нормальных температурах и давлениях.Однако, когда они подвергаются воздействию чрезвычайно высоких температур и давлений при сварке, они могут создавать достаточно паров, чтобы вызвать взрыв, особенно внутри герметичной бочки.
Проверка AS 1674.1 (1997) Безопасность при сварке и родственных процессах, Часть 1: Меры предосторожности при пожаре для руководства по управлению и контролю этих опасностей
Существует риск вдыхания токсичных газов, паров или поражения электрическим током при выполнении сварочных работ:
Сварка — это огневые работы, которые могут быть сопряжены с опасностью возгорания и взрыва.
Менее опытные сварщики или те, кто не знаком с инструментами, могут получить травму из-за неправильной работы.
Особые опасности при сварке и связанные с ними риски
Опасности, характерные для сварки, включают следующее.
Сварочные дымы представляют собой сложные смеси оксидов металлов, силикатов и фторидов, некоторые из которых могут вызывать рак и другие негативные последствия для здоровья.
Сварочный дым образуется, когда металл нагревается выше точки кипения. Когда металл остывает, он конденсируется в частицы настолько маленькие, что их можно легко вдохнуть в легкие.
Сварочный дым может содержать частицы электрода и свариваемого материала. Любые покрытия или остатки, оставшиеся на металлах, также могут разрушиться во время сварки и вызвать выделение токсичных паров.
Некоторые виды сварочного дыма легко увидеть, но многие из них слишком малы, чтобы их можно было увидеть невооруженным глазом.
Графика: Относительный размер частиц сварочного дыма
Воздействие сварочного дыма может зависеть от:
- типа сварочного процесса , например, строжка пламенем, сильноточный металлический экран в среде инертного газа сварка, в частности, нержавеющей стали, алюминия, меди, никеля и их сплавов, механизированная газопламенная резка, кислородно-дуговая резка и строжка, сварка порошковым электродом
- состав сварочной проволоки , например, кадмийсодержащий припой, хром, никель, ванадий, марганец и железо
- используемые присадочные металлы и основной металл , например, нержавеющая сталь, алюминий
- типы имеющихся покрытий , например, работа с металлическими покрытиями, такими как кадмирование или цинкование, свинец, твердые поверхности из хрома, марганца, кобальта и/или никеля, кадмирование, краски или растворители, некоторые пластиковые покрытия, цинк на оцинкованной стали
- местонахождение n работы , например, открытая площадка или закрытое помещение
- тип управления вентиляцией , например, принудительная разрежение или местная вытяжная вентиляция
- приемы работы сварщика , например удаление покрытий, очистка поверхностей, оставаться против ветра при сварке на открытом воздухе или на открытом воздухе.

При газовой сварке обычно образуется меньше дыма, чем при электрической сварке, за исключением процессов, связанных с тяжелой резкой и строжкой.
Примечание:Некоторые риски, связанные со сваркой, могут быть менее очевидными, а последствия для здоровья проявляются позже. Например, существуют как краткосрочные, так и долгосрочные последствия для легких, вызванные воздействием токсичных газов, паров и загрязняющих веществ в воздухе при сварке.
Последствия для здоровья
Острое или длительное воздействие сварочного дыма может вызвать:
- сидероз, вызванный оксидом железа
- профессиональную астму, вызванную сваркой нержавеющей стали, хрома, никеля медь, алюминий
- расстройства нервной системы, вызванные марганцем
- раздражение дыхательных путей, вызванное оксидами алюминия, кадмия, медью, молибденом, никелем, ванадием
- раздражение глаз, вызванное ванадием, никелем, молибденом, фторидами, медью
- поражение почек, вызванное оксид кадмия, фториды, свинец
- рак, вызванный оксидом кадмия, никелем, хромом (VI), бериллием
- дерматит, экзема, вызванные никелем, хромом (VI)
- поражение легких, вызванное оксидом кадмия, фторидами, ванадием
- проблемы с костями и суставами, вызванные фторидами
- отравление свинцом, вызванное батареями, материалами, загрязненными свинцом или окрашены красками на основе свинца.
История Фила — это рассказ из первых рук о том, как вдыхание сварочного дыма в течение длительного периода времени без надлежащего контроля привело к тому, что он страдал профессиональной астмой, необратимым респираторным заболеванием.
Газы иногда используются при сварке или резке.Газы или пары также могут образовываться, если перед началом сварки с металлов не удалены покрытия или химические остатки. Эти газы и пары могут быть опасны.
Газы, используемые в процессе сварки или резки:
- защитные газы — двуокись углерода, аргон, гелий
- топливные газы — ацетилен, пропан, бутан
- кислород, используемый с топливом и некоторыми смесями защитных газов.
Газы и пары, образующиеся в процессе сварки или резки:
- двуокись углерода от разложения флюсов
- окись углерода от разложения защитных газов на двуокись углерода при дуговой сварке
- озон от взаимодействия электрической дуги с кислородом воздуха
- оксиды азота при нагревании атмосферного кислорода и азота
- хлористый водород и фосген, полученные реакцией между ультрафиолетовым светом и парами хлорированных углеводородных обезжиривающих растворителей, например трихлорэтилена.

Газы и пары, образующиеся при термическом разрушении покрытий:
- цианистый водород, формальдегид, двуокись углерода, окись углерода, оксиды азота и пары изоцианатов при нагревании полиуретановых покрытий
- окись углерода и двуокись углерода при нагревании эпоксидных покрытий
- газообразный фосфин при нагреве покрытий фосфатными антикоррозионными красками во время сварки.
Последствия для здоровья
Последствия для здоровья при длительном воздействии сварочных газов и паров включают:
- асфиксию, вызванную окисью углерода, дефицит кислорода
- повреждение легких, вызванное озоном, оксидом азота , озон
- поражение почек, вызванное фосфином, фтористым водородом
- повреждение костей и печени, вызванное фтористым водородом
- потеря слуха, вызванная окисью углерода
- раздражение дыхательных путей и/или носа, вызванное фтористым водородом, оксидами азота, фосфином, альдегидами , изоцианаты, фосген
- раздражение глаз, вызванное фтористым водородом, оксидами азота, озоном, фосфином, альдегидами, изоцианатами, фосгеном
- сенсибилизация, вызванная изоцианатами
- полимерный дым, лихорадка, вызванная фторполимерами.

Некоторые виды деятельности вне работы, такие как курение сигарет, могут усугубить неблагоприятные последствия для здоровья или опасности для органов дыхания, связанные со сваркой.
См. ниже информацию о средствах контроля, необходимых для защиты от сварочных газов и органических паров.
Озон образуется в сварочной дуге при взаимодействии электрической дуги с атмосферным кислородом и может быть опасен при вдыхании.
Воздействие на здоровье
Воздействие озона на здоровье зависит от количества вдыхаемого вами воздуха и может включать:
- головные боли и сухость глаз
- раздражение верхних дыхательных путей, вызывающее кашель и стеснение в груди
- при очень высоких уровнях , поражение легких.
Электродуговая и лазерная сварка испускают ультрафиолетовое (УФ), видимое излучение и инфракрасное излучение.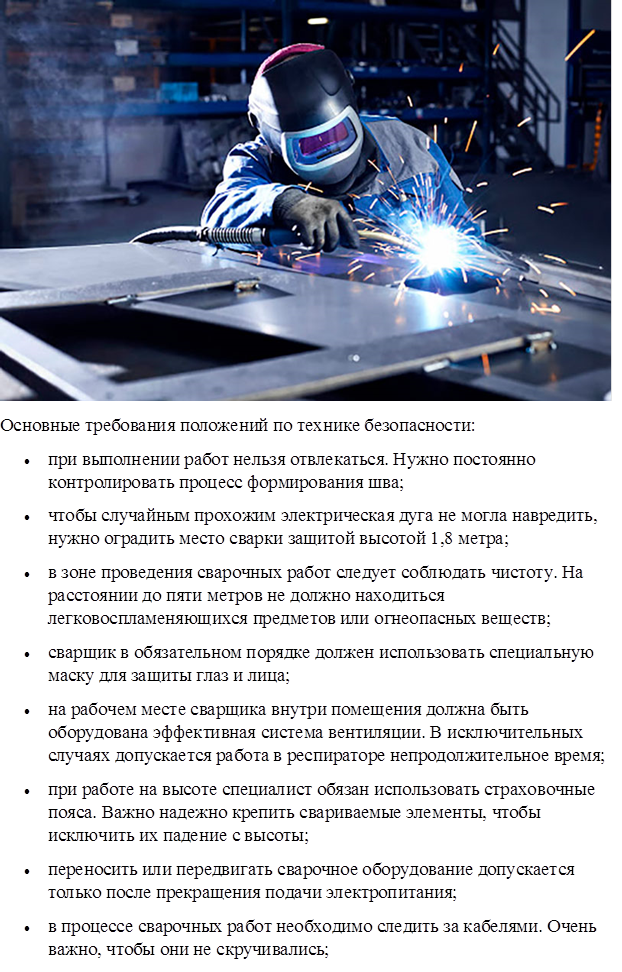 Газовая сварка излучает видимый свет и инфракрасное излучение. Излучение от сварки может привести к травмам как глаз, так и кожи.
Газовая сварка излучает видимый свет и инфракрасное излучение. Излучение от сварки может привести к травмам как глаз, так и кожи.
Некоторые сварочные электроды содержат низкоактивный радиоактивный материал, например электроды TIG с красным наконечником, 2% тория, содержат оксид тория. При шлифовке ториевых сварочных электродов следует использовать соответствующие СИЗ и системы сбора пыли, чтобы предотвратить вдыхание радиоактивной пыли.
Воздействие и тип излучения на организм зависят от:
- типа сварки (электродуговая, лазерная или газовая сварка)
- интенсивности излучения
- удаленности от сварочных работ
- как долго вы подвергаетесь воздействию радиации.
Рабочие, непосредственно участвующие в процессе сварки, подвергаются наибольшему риску, однако другие работники на рабочем месте или прохожие также могут подвергаться воздействию радиации.
Последствия для здоровья
Заболевания глаз могут возникать в результате воздействия всех форм сварочного излучения и могут включать:
- повреждение роговицы, вызванное УФ- и инфракрасным излучением
- катаракту, вызванную УФ- и инфракрасным излучением
- слепота, вызванная УФ- и инфракрасным излучением
- глазная дуга или вспышка сварщика, представляющая собой болезненное воспаление роговицы, которое обычно восстанавливается в течение одного-двух дней, вызванное УФ-излучением
- временная слепота и усталость глаз, вызванные видимым светом.

Повреждение кожи может возникнуть в результате воздействия УФ-излучения и включает:
- ожоги незащищенной кожи
- рак кожи, вызванный длительным воздействием УФ-излучения.
Ниже приведены рекомендации по средствам контроля, которые могут защитить рабочих от УФ и инфракрасного излучения.
Новая классификация сварочного дыма и УФ-излучения
Сварочный дым и УФ-излучение, испускаемые во время сварки, отнесены к категории канцерогенов группы 1 (канцерогенные для человека) согласно Международному агентству по изучению рака (IARC) в 2019 году.Вы можете прочитать больше о новой классификации IARC.
Как управлять рисками?
Рабочие и руководство могут работать вместе, чтобы снизить риски опасностей на работе. Безопасное рабочее место выгодно всем. Получите дополнительную информацию о том, как создать безопасную работу.
Свод правил сварочных процессов 2021 (PDF, 0,96 МБ) содержит требования для конкретных ситуаций, когда выполняется сварка, например, для работы в ограниченном пространстве (PDF, 1,45 МБ)
Для рабочих
Как рабочий, вы должны разумную заботу о собственном здоровье и безопасности и убедитесь, что ваша работа не влияет на здоровье и безопасность других людей. Вы должны соблюдать любые разумные инструкции, данные в отношении мер контроля рисков и действий в чрезвычайных ситуациях. Вы также должны убедиться, что вы работаете в соответствии с любым обучением или информацией, которая была вам предоставлена.
Вы должны соблюдать любые разумные инструкции, данные в отношении мер контроля рисков и действий в чрезвычайных ситуациях. Вы также должны убедиться, что вы работаете в соответствии с любым обучением или информацией, которая была вам предоставлена.
Сварку должны выполнять только компетентные и квалифицированные рабочие. Вы должны знать, как правильно выполнять работу и как предотвратить причинение вреда себе и другим.
Для предприятий
Если вы являетесь работодателем или лицом, ведущим бизнес или предприятие (PCBU), вы обязаны управлять рисками, как указано в Закона об охране труда и технике безопасности от 2011 года (Закон WHS).Воспользуйтесь практическими советами, содержащимися в своде правил «Как управлять рисками для здоровья и безопасности на рабочем месте 2021» (PDF, 0,65 МБ).
Выполнение описанного ниже четырехэтапного процесса управления рисками поможет вам выполнить свои обязанности.
Четыре шага по управлению рисками
Первым шагом в управлении сварочными рисками является выявление всех опасностей, которые могут причинить вред.
Вы можете определить потенциальные опасности следующим образом:
- провести осмотр рабочего места, чтобы наблюдать за выполняемой работой и поговорить с рабочими о том, как они выполняют работу
- проверить материалы и оборудование, которые будут использоваться во время сварки процесс
- чтение этикеток продуктов, паспортов безопасности (SDS) и инструкций производителя
- общение с производителями, поставщиками, отраслевыми ассоциациями и специалистами по охране труда и технике безопасности
- рассмотрение отчетов об инцидентах.
Оценка риска может помочь:
- определить, какие работники подвергаются риску воздействия
- определить, какие источники и процессы вызывают этот риск
- определить, должны ли и какие меры контроля должны быть реализованы
- проверить эффективность существующего контроля меры.

При оценке рисков, связанных со сваркой, учитывайте:
- свойства свариваемых материалов
- поверхностное покрытие свариваемых изделий
- химические вещества, которые содержатся в свариваемом изделии
- состояние сварочного оборудования
- условия, при которых проводится сварка
- окружающая среда внутри и вокруг свариваемого изделия
- навыки, компетентность и опыт сварщика.
Вам следует ознакомиться с Кодексом правил сварочных процессов 2021 г. (PDF, 0,96 МБ) для получения рекомендаций по оценке рисков для конкретных опасностей, связанных со сваркой.
Свод правил сварочных процессов 2021 (PDF, 0,96 МБ) рекомендует меры контроля, которые могут быть приняты на вашем рабочем месте. Меры контроля могут включать:
- изоляцию источников топлива от источников воспламенения
- вентиляцию, включая естественную вентиляцию, принудительную вентиляцию с разрежением и местную вытяжную вентиляцию
- установку негорючих экранов и перегородок
- использование знаков для предупреждения и предотвращения проникновения посторонних на работу зона
- предоставление средств индивидуальной защиты, таких как защитные шторы для очков, лицевых щитков, перчаток и другой защитной одежды для защиты открытых участков кожи сварочный шлем.
- обеспечение того, чтобы работники пили прохладную воду и делали регулярные запланированные перерывы на отдых.

Вы должны предоставить работникам, выполняющим сварочные работы, информацию и обучение по:
- правильному использованию, хранению и уходу за средствами индивидуальной защиты (СИЗ)
- по безопасной работе в опасных условиях, таких как замкнутые пространства, атмосферах и опасных зонах
- как безопасно контролировать любую опасность пожара, взрыва или токсичных газов при сварке контейнеров, содержащих химические вещества
- первая помощь и аварийные процедуры
- как получить доступ к паспортам безопасности (SDS) для опасных химических веществ
- характер и причины любого мониторинга состояния здоровья, если это необходимо.
См. ниже специальные средства контроля рисков.
Конкретные средства контроля рисков
Некоторые средства контроля более эффективны, чем другие. Свод правил по сварочным процессам 2021 описывает конкретные способы контроля рисков в соответствии с иерархией средств контроля рисков.
Свод правил по сварочным процессам 2021 описывает конкретные способы контроля рисков в соответствии с иерархией средств контроля рисков.
Устранение риска
Устранение риска — самый эффективный способ обеспечить безопасность ваших работников.
Вы можете устранить риски, связанные со сваркой, разрабатывая конструкции, включающие в себя сборные компоненты или экструдированные формы, которые не требуют сварки.
Вы можете снизить риски следующим образом:
- удалив покрытия или краску с поверхностей перед началом сварки, однако
- не шлифуйте покрытия, поскольку шлифовальная пыль может быть токсичной
- используйте методы вакуумного удаления влажной суспензии или средства для удаления покрытий
- перед началом сварки убедитесь, что все остатки химикатов удалены.
- используйте очистители на водной основе или растворители с высокой температурой воспламенения вместо хлорсодержащих растворителей для очистки металлов перед сваркой.

Выберите метод сварки и расходные материалы, которые производят меньше дыма и/или УФ-излучения.
Подробнее о количестве сварочного дыма, образующегося при различных видах сварки, можно прочитать на сайте Ракового совета.
Использование автоматизированных сварочных систем и технологических ограждений для удаления рабочего и/или предоставления оператору возможности оставаться в стороне от сварочного шлейфа и воздействия радиации.
Фотография: автоматизированная сварочная система
Используйте приспособления для поворота свариваемого материала, чтобы рабочим не приходилось стоять прямо над сварочным шлейфом.
Контролируйте воздействие
Если вы не можете устранить опасность и связанные с ней риски, вы должны минимизировать риски, используя следующие средства контроля.
Вентиляция может снизить воздействие паров и других загрязняющих веществ в воздухе. Лучшей практикой является сочетание местной вытяжной и принудительной вентиляции. Системы местной вытяжной вентиляции (LEV) удаляют газы, пары, пыль и пары у источника, прежде чем они смогут смешаться с комнатным воздухом.
Лучшей практикой является сочетание местной вытяжной и принудительной вентиляции. Системы местной вытяжной вентиляции (LEV) удаляют газы, пары, пыль и пары у источника, прежде чем они смогут смешаться с комнатным воздухом.
Естественную вентиляцию, например открытые окна или двери, следует использовать только для общего комфорта. Естественная вентиляция не обеспечивает надежного растворения или рассеивания переносимых по воздуху загрязняющих веществ в рабочей зоне.
Ниже приведены примеры систем местной вытяжной вентиляции, пригодных для проведения сварочных работ.
Столы и скамейки с боковой или нисходящей тягой или частично или полностью закрытые кабины
Они отводят сварочный дым и газы от места их вдыхания рабочим. Они должны иметь достаточную скорость воздуха, чтобы сварочные дымы и газы не попадали в зону дыхания рабочего. Убедитесь, что рабочие детали не закрывают слишком большую часть воздуховода, иначе эффект вытяжки будет потерян.
Переносные вытяжки
Переносные вытяжки, прикрепленные к гибким воздуховодам, расположенным как можно ближе к рабочему месту, будут отводить сварочный дым и газы от зоны дыхания рабочего. Оптимальное расположение колпака – примерно 1 диаметр воздуховода от дуги. Они должны иметь минимальную скорость воздуха 0,5 м/с поперек сварочной дуги.
Оптимальное расположение колпака – примерно 1 диаметр воздуховода от дуги. Они должны иметь минимальную скорость воздуха 0,5 м/с поперек сварочной дуги.
Фотография: Рабочий, использующий переносную вытяжку для удаления сварочного дыма из зоны дыхания
Убедитесь, что сварочный дым не попадает в зону дыхания сварщика, правильно расположив вытяжки LEV.
Системы вытяжки с горелкой
Системы вытяжки с горелкой удаляют пары и газы очень близко к источнику.Они могут быть очень эффективными на плоских и вертикальных поверхностях, в углах и вокруг фланцев. Около 90 % сварочного дыма улавливается при использовании систем вытяжки на горелке.
Посмотрите видео об эффективности вытяжки без горелки.
ЗАМЕТКА:Использование вентиляторов или оставление дверей и окон открытыми не так эффективно, как использование LEV для борьбы с дымом.
Предотвратите вдыхание сварочного дыма и газов другими рабочими путем отделения сварки от других видов деятельности на рабочем месте. Используйте негорючие сварочные экраны и перегородки для защиты других рабочих от радиационной опасности.
Используйте негорючие сварочные экраны и перегородки для защиты других рабочих от радиационной опасности.
- Организуйте работу так, чтобы горячие газы и пары не попадали в лицо рабочему.
- Убедитесь, что вы используете сварные швы надлежащего размера, так как «переварка» увеличит количество дыма.
- Используйте самое низкое возможное напряжение для любого сварочного процесса.
- Используйте предупреждающие знаки во время сварки.
- Не допускайте входа в рабочую зону без средств защиты, таких как СИЗ, если выполняются сварочные работы.
Обучить рабочих, выполняющих сварку:
- опасности сварки
- риски, связанные с воздействием сварочного дыма, газов, озона и ультрафиолетового излучения воздействие радиации
- как использовать, носить и хранить любые СИЗ или СИЗ
- как безопасно работать в опасных условиях, таких как замкнутые пространства
- первая помощь и аварийные процедуры
- как получить доступ к паспортам безопасности (SDS) для опасных химических веществ
- характер и причины любого мониторинга состояния здоровья, если он требуется.

Средства индивидуальной защиты
Вы не должны полагаться только на средства индивидуальной защиты (СИЗ) или средства защиты органов дыхания (СИЗ) для защиты работников от риска вдыхания и радиации.
ЗАМЕТКА:Сварочная маска сама по себе не является эффективной защитой от дыма, газов и паров и может привести к попаданию загрязняющих веществ внутрь маски.
СИЗ для защиты рабочих от УФ-излучения и ожогов включает:
- огнестойкую/огнестойкую одежду и фартуки, такие как сыромятные куртки оператора, хлопчатобумажные тепловые жилеты и сварочные перчатки/рукавицы с длинными манжетами
- рабочий материал из плотной ткани длинные брюки и длинные рубашки с рукавами, застегнутые на шее и манжетах, будут препятствовать попаданию УФ-излучения на кожу.
- огнеупорные тюбетейки или балаклавы для защиты кожи головы и головы
- изолированные перчатки
- каски, ручные щитки и защитные очки с защитными светофильтрами, подходящими для типа выполняемой сварки. Плотно прилегающая светонепроницаемая каска сварщика обеспечивает защиту лица от УФ-излучения.
- сапоги с высоким голенищем на резиновой подошве, предназначенные для сварочных работ, полностью шнурованные и огнестойкие протекторы ботинок или гетры, закрепленные вокруг штанин и голенищ ботинок, чтобы предотвратить попадание искр в верх ботинок и предотвратить ожоги.
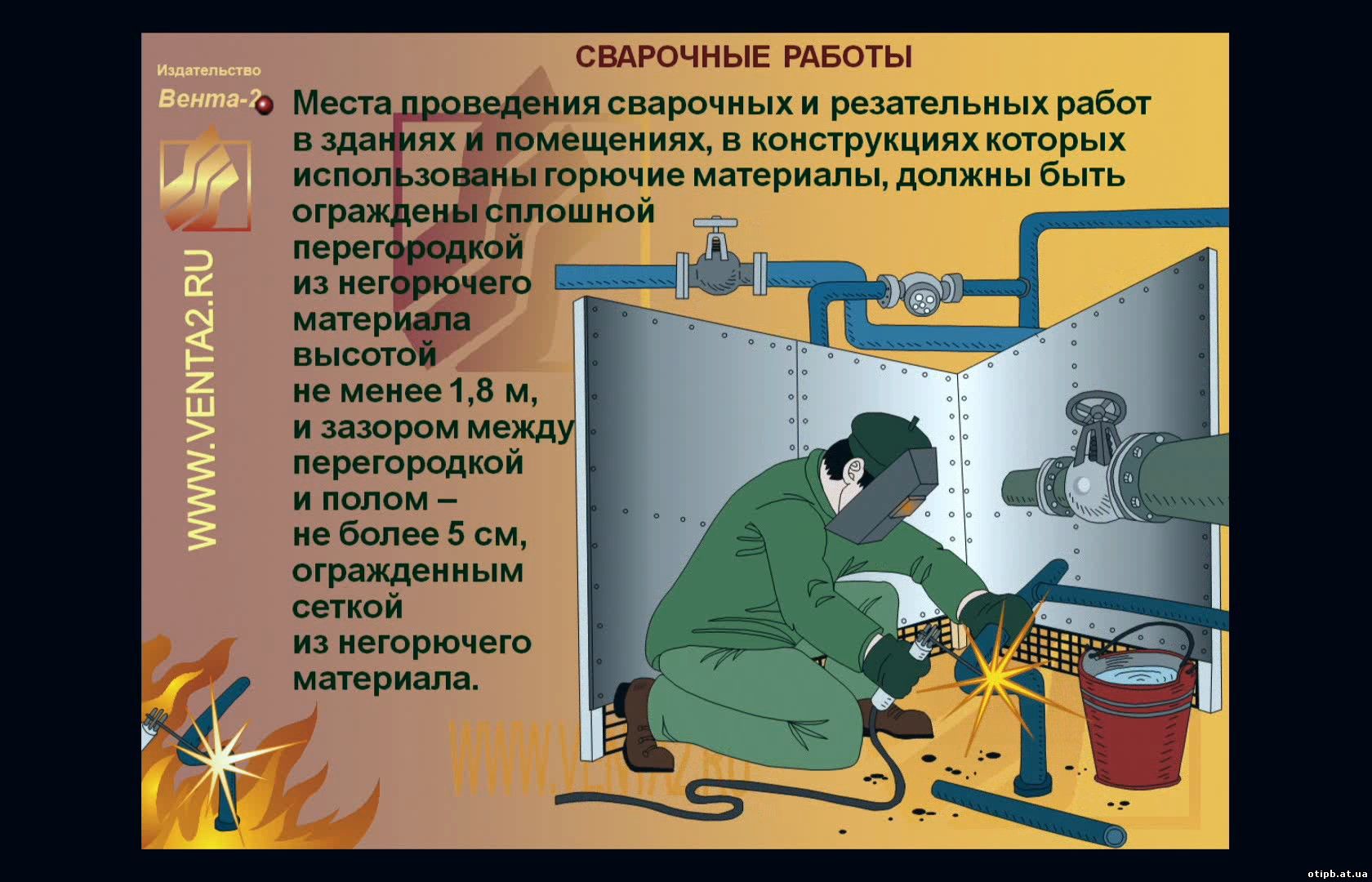
Сварочные работы требуют специальных СИЗ для предотвращения вдыхания дымов, газов и паров.
Там, где имеется безопасный уровень кислорода:
- используйте респиратор с фильтром не ниже P2 для защиты от паров
- используйте фильтр органических паров, такой как активированный уголь или уголь, если присутствуют озон или органические пары.

Приводные воздухоочистительные респираторы (PARP) подают отфильтрованный воздух в зону дыхания рабочих и могут быть встроены в сварочные маски.Поскольку отфильтрованный воздух постоянно поступает в головной убор под давлением, утечка загрязняющих веществ в шлем значительно снижается.
Фотография: Сварщик в сварочном шлеме с подачей воздуха тип или степень атмосферного загрязнения остаются неизвестными. Вам также может понадобиться респиратор с подачей воздуха для защиты от некоторых газов и паров, которые невозможно эффективно отфильтровать, таких как аргон или окись углерода, при работе в замкнутом пространстве. Узнайте больше о выборе и использовании RPE. Комитет был создан для обеспечения постоянного консультативного форума для пострадавших работников и семей, пострадавших от смерти, болезни или серьезного происшествия на рабочем месте.