использование в быту, техника безопасности
Существует большая разновидность оборудования, которое применяется в процессе сварки, но наиболее функциональными, практичными и удобными в использовании стали полуавтоматы для сварки. Их широко применяют в мелкосерийном производстве и в быту. С помощью сварочного полуавтомата можно осуществить качественную сварку нержавеющей, низкоуглеродистой и легированной стали.
- Критерии выбора оборудования
- Лучший полуавтомат
- Лучший производитель
- Использование полуавтомата в обиходе
- Техника безопасности при работе
Сварка работает по принципу:
- сварочный ток поступает на горелку;
- электродом выступает проволока нужного размера, которая поступает с заданной скоростью;
- посредством образующейся электрической дуги осуществляется процесс плавления;
- подающийся газ является защитой для сварной ванны.
Критерии выбора оборудования
Некоторые задумываются о приобретении сварочного аппарата для работы или использования в обиходе.
При выборе сварочного полуавтомата нужно как минимум знать несколько нюансов:
- Устройство полуавтомата.
- Металл, с которым придётся работать, и его толщину.
- Диаметр электрода, который сможет проварить металл только определённой толщины.
- Оптимальную мощность напряжения.
При покупке полуавтомата нужно обращать внимание на механические параметры:
- как подаётся проволока;
- как быстро и легко проволока перезаряжается;
- можно ли снять горелку;
- какова мощность мотора;
- можно ли работать в ручном режиме;
- может ли напряжение регулироваться автоматически.
Лучший полуавтомат
Определяясь, какой сварочный полуавтомат лучше, необходимо ознакомиться с тем разнообразием, которое существует на современном рынке.
- Одной из лучших моделей специалистами считается Сварог ПРО MIG 200. Это универсальный аппарат, который имеет хорошее качество и доступную стоимость. Для него подходит любой вид проволоки. Процесс перехода полярности осуществляется с помощью переключателя, у которого два положения. Для управления дугой используют особую схему, которая позволяет выбирать необходимый режим, не нарушая стабильности работы оборудования.
- Российский «Кедр» по праву занимает второе место в этом рейтинге. Уступает он в практичности при часто меняющейся в процессе работы настройке, так как оснащён программным управлением. Полярность можно поменять, заменив кабель на разъёмах.
- Если объем работы большой, то можно приобрести аппарат Aurora PRO 200. Его используют производители металлоконструкций и центры по оказанию сервисных услуг. Основное преимущество — это экономия расходных материалов, так как имеется поддержка катушек. Недостаток — это ограничение размера проволоки и габариты самого аппарата, которые больше, чем у других.

- Хорошей надёжностью отличается аппарат Fubag Irmig 200. Но он несколько ограничен в параметрах. Одним из недостатков является то, что приходится снимать крышку аппарата, чтобы переключить полярность.
- На пятом месте полуавтомат Aurora PRO Overman 200. Он может работать при относительно невысоком напряжении, с различным размером толщины заготовки и видом проволоки. Но в нём отсутствует разнообразие в работе, сварка может осуществляться исключительно проволокой.

Лучший производитель
Если на первый план ставить приемлемую стоимость, а на второй — качество, то одними из лидирующих производителей сварочной аппаратуры являются китайские компании AURORA Group of Companies и RILAND Industry. К бюджетным качественным аппаратам относится также оборудование китайской фирмы Elitech.
Хорошим качеством обладают модели американской фирмы «Миллер Электрик», итальянских компаний Awelko и Profhelper, не уступает и немецкое оборудование марки EWM. Такое оборудование имеет немалую стоимость, но понесённые расходы оправдываются многолетним использованием в работе.
Купить оборудование не составит труда — это можно сделать в любом магазине вашего города, где продаётся строительный инструмент, или на сайтах интернет-магазинов.
Использование полуавтомата в обиходе
Исходя из источника питания, автоматы классифицируются по следующим видам:
- выпрямительные;
- инверторные;
- трансформаторные.
Чтобы определиться, какой аппарат выбрать для использования в быту, нужно знать задачи, которые он должен будет решать. К категории бытового применения относятся аппараты до 200 А.
Если предполагается кратковременное использование оборудования, то стоит остановиться на инверторных полуавтоматах небольшой мощности. Они практичны в использовании, имеют бюджетную стоимость. Основной недостаток — это ограничение во времени использования, каждые пятнадцать минут аппарат нужно останавливать, чтобы он остыл.
Кузовные работы относятся к одному из видов сварочных работ, связанных с ремонтом автомобиля. Поэтому у любителей повозиться в гараже с любимой машиной возникает вопрос: «Какой полуавтомат выбрать для кузовных работ?» Так как современные машины делаются из достаточно тонкого металла, то для таких работ подойдут инверторы средней мощности. Их стоимость невысока, цена приемлема, есть комплект запасных элементов, используется сварочная проволока разного размера.
Поэтому у любителей повозиться в гараже с любимой машиной возникает вопрос: «Какой полуавтомат выбрать для кузовных работ?» Так как современные машины делаются из достаточно тонкого металла, то для таких работ подойдут инверторы средней мощности. Их стоимость невысока, цена приемлема, есть комплект запасных элементов, используется сварочная проволока разного размера.
Если остановиться на трансформаторных аппаратах, то их преимущество в простой регулировке. Их тяжело вывести из строя, но они чувствительны к изменениям напряжения в сети, что может отрицательно сказаться на качестве работы, а также у них большой вес и размеры. Одним из основных недостатков является большое потребление электроэнергии.
Сварочные выпрямители используются для сварки изделий из цветных металлов и сплавов, низкоуглеродистых и высоколегированных сталей. Их достоинство — это малый вес, экономичность, простота управления, компактность, качество работы.
Техника безопасности при работе
Так как в процессе сварки образуется яркий свет, необходимо защитить глаза и кожу от возможности получить травму. Для этого нужно использовать специальную сварочную маску, которую лучше купить с эффектом автозатемнения.
Во время работы появляются брызги от расплавленного металла, которые разлетаются в разные стороны, образуется ультрафиолетовое излучение. Поэтому необходимо защитить свою кожу от возможного губительного воздействия, надевая защитные перчатки и костюм. В составе материала, из которого изготовлены средства защиты, не должно быть быстро воспламеняющейся синтетики.
На ногах должна быть закрытая обувь, чтобы предотвратить попадание раскалённых брызг металла. Так как в процессе сварки выделяются вредные вещества, помещение, в котором ведутся работы, должно иметь хорошую вентиляцию, чтобы работникам не получить отравление.
Как правильно выбрать сварочный полуавтомат?
Автор На чтение 6 мин Просмотров 375 Опубликовано
Основное преимущество сварочного полуавтомата — это универсальность. Его можно использовать не только для сварки обычной углеродистой стали, но и для чугуна, нержавейки, алюминия и других цветных металлов. На современном рынке строительных электроинструментов представлено огромное количество данных агрегатов, которые отличаются между собой эксплуатационными характеристиками, функциональностью и ценой. Поэтому далее будет рассмотрено, как выбрать сварочный полуавтомат.
Схема устройства сварочного полуавтомата.Содержание
- Принцип работы сварочного полуавтомата
- Классификация сварочных полуавтоматов
- Как выбрать сварочный полуавтомат по характеристикам?
- Рекомендации по выбору сварочного автомата
Принцип работы сварочного полуавтомата
Метод полуавтоматической сварки в защитной газовой среде достаточно нов, но уже успел получить широкое распространение благодаря целому ряду преимуществ:
- точечная зона нагрева, благодаря чему соседние элементы конструкции практически не подвергаются тепловому воздействию при сварочных работах;
- снижается повреждение лакокрасочного покрытия в околосварочной области и отпадает необходимость тепловой изоляции данной зоны;
- быстрое плавление электрода, что позволяет быстро проводить сварку.

Данный тип сварки широко используется при строительных работах, кузовном ремонте на СТО, а также в других областях производства.
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.Применяя полуавтоматическую сварку, можно получить прочный и качественный шов даже при соединении металлических листов различной толщины.
С ее помощью можно выполнить одностороннюю сварку, когда доступ к другой детали затруднен. При этом качество соединительного шва не снижается даже при возникновении между листами воздушных зазоров.
Сварочный аппарат полуавтоматического типа выполняет свою работу с помощью проволоки в газовой среде. В процессе сварки в сварочную зону подается электродная проволока. Газ, поступающий в эту же зону, защищает металл от воздействия воздуха. Защитный газ может быть активным (углекислый газ) или инертным (гелий, аргон). Первый вид получил название MAG (Metal Active Gaz), а второй — MIG (Metal Inert Gaz).
Вернуться к оглавлению
Классификация сварочных полуавтоматов
Перед тем как выбрать сварочный аппарат, следует определиться с условиями его работы:
- для каких целей будет использоваться агрегат;
- какие требования будут предъявляться к качеству сварного шва;
- какой металл будет свариваться;
- интенсивность эксплуатации устройства и объем сварочных работ;
- основные характеристики питающей сети;
- какая требуется длина сварочных швов.
Первым делом нужно определиться с предназначением сварочной установки. Полуавтоматы подразделяются на бытовые, полупрофессиональные и профессиональные. Такое разделение в основном зависит от продолжительности бесперебойной работы устройства и рабочего тока. Сварочный аппарат для хозяйственных нужд может выдавать ток до 200 А, полупрофессиональный — до 300 А, профессиональный — более 300 А.
Бытовые полуавтоматы не рассчитаны на продолжительную непрерывную работу, поэтому для профессионального использования они не подходят.
Полупрофессиональные аппараты являются устройствами небольшой мощности, в которых применяются комплектующие детали высокого качества, обеспечивающие большой срок эксплуатации агрегата.
Полуавтомат используется для сварки деталей машины.Профессиональные сварочные аппараты в основном требуют наличия трехфазного питания напряжением 380 В. Они обладают продолжительным режимом работы на номинальном токе. Их конструкция позволяет использовать электродную проволоку диаметром от 0,8 до 1,6 мм. Высокое качество комплектующих и сборки обеспечивает большой ресурс работы устройства (до 7 лет). К этому классу стоит отнести такие модели, как ALF-400 Synergy, ALF-250, ПДГ-303 и др.
Кроме данной классификации, сварочные полуавтоматы также делятся на инверторные, трансформаторные и выпрямительные. Первый тип имеет преимущество перед остальными в удобстве работы и качестве сварного шва. Благодаря высокоточной регулировке рабочего тока у них стабильнее горит дуга, присутствует термостатическая защита от перегрузок, имеется система горячего старта и функция антиприлипания электрода. Инверторы намного легче обычных сварочных аппаратов и имеют меньшие габариты. Поэтому, если позволяет финансовое положение, предпочтение лучше отдать именно данному виду сварочных аппаратов.
Первый тип имеет преимущество перед остальными в удобстве работы и качестве сварного шва. Благодаря высокоточной регулировке рабочего тока у них стабильнее горит дуга, присутствует термостатическая защита от перегрузок, имеется система горячего старта и функция антиприлипания электрода. Инверторы намного легче обычных сварочных аппаратов и имеют меньшие габариты. Поэтому, если позволяет финансовое положение, предпочтение лучше отдать именно данному виду сварочных аппаратов.
Вернуться к оглавлению
Как выбрать сварочный полуавтомат по характеристикам?
К основным характеристикам полуавтоматов относятся:
Схема полуавтомата для сварки алюминия.- номинальный рабочий ток;
- напряжение питающей сети;
- продолжительность включения.
Номинальный сварочный ток является основным параметром любого сварочного аппарата. Он определяет такое значение рабочего тока, при котором устройство не будет нагреваться выше допустимых значений. Номинальный ток также определяет максимальную толщину свариваемого металла и диаметр электродной проволоки. Например, если необходимо сварить металл толщиной 5 мм, то достаточно будет приобрести аппарат со сварочным током 180-200 А. При этом следует применять проволоку диаметром 0,8-1,0 мм. При выборе сварочного аппарата рекомендуется иметь некоторый запас по току (около 50 А). Это позволит осуществлять сварочные работы на неноминальном значении тока, не боясь перегрева агрегата.
Например, если необходимо сварить металл толщиной 5 мм, то достаточно будет приобрести аппарат со сварочным током 180-200 А. При этом следует применять проволоку диаметром 0,8-1,0 мм. При выборе сварочного аппарата рекомендуется иметь некоторый запас по току (около 50 А). Это позволит осуществлять сварочные работы на неноминальном значении тока, не боясь перегрева агрегата.
Параметры питающей сети определяют тип сварочного аппарата не только по напряжению, но и по профессиональному предназначению. Если у вас однофазная сеть напряжением 220 В, то необходимо выбирать соответствующий сварочный агрегат. Если вы имеете возможность подключиться к трехфазной сети напряжением 380 В, то покупать можно как однофазные, так и трехфазные полуавтоматы. При этом выбор лучше сделать в пользу вторых, так как они равномерно загружают все фазы и не создают перекоса фаз. При этом процесс сварки такими аппаратами намного стабильнее, а в результате получается более качественный шов.
https://moyakovka. ru/youtu.be/NopfUuLBbRo
ru/youtu.be/NopfUuLBbRo
Разбивать работу сварочного аппарата принято циклами по 10 мин. Например, если в паспорте на установку указано, что продолжительность включения (ПВ) равна 50% 200 А, то это значит, что производить сварку можно 5 мин при силе тока в 200 А, а остальные 5 мин аппарат должен остывать. Для сварки в непрерывном режиме нет необходимости в 100% ПВ. Доказано, что из-за необходимости технологических остановок продолжительность полуавтоматической сварки не превышает 60%. Поэтому достаточно покупать сварочный автомат с ПВ 60%.
Вернуться к оглавлению
Рекомендации по выбору сварочного автомата
- Если при сварке нет необходимости в получении высококачественного сварного шва, а аппарат будет работать в 3 смены в жестких условиях, то желательно приобрести традиционный трансформаторный полуавтомат.
- Ремонт трансформаторных аппаратов в большинстве случаев дешевле, чем ремонт сварочных устройств инверторного типа.
- Инверторы очень боятся пыли, поэтому его нужно чистить чаще других аппаратов.
- Инверторные агрегаты не любят низких температур, поэтому эксплуатировать такие устройства не рекомендуется при отрицательных температурах.

Перед тем как приобрести сварочный полуавтомат, поинтересуйтесь у продавца, как быстро он подготавливается к работе, удобно ли размещены все органы управления, какую длину имеет подающий рукав и др. Ознакомьтесь с комплектацией оборудования и количеством запасных элементов.
https://moyakovka.ru/youtu.be/qRo-sczdXZs
Не стоит оставлять без внимания и фирму-изготовитель. Большую надежность имеют сварочные аппараты западного производства, хотя они и имеют более высокую стоимость по сравнению с китайскими аналогами. Выбирая китайские агрегаты, останавливать свой выбор рекомендуется на известных и проверенных марках, имеющих европейские сертификаты качества.
принцип работы, как выбрать и рейтинг лучших моделей © Геостарт
Простейший выход на сегодняшний день – это приобретение сварочного аппарата ММА, то есть установки для ручной дуговой сварки плавким электродом в обмазке. Такой путь проходят, наверное, все начинающие сварщики. Со временем нарабатывается опыт, и приходит понимание, что с использованием технологии ММА далеко не все операции выполнимы. И чтобы расширить свои возможности придется подыскать себе сварочный полуавтомат MIG-MAG.
Такой путь проходят, наверное, все начинающие сварщики. Со временем нарабатывается опыт, и приходит понимание, что с использованием технологии ММА далеко не все операции выполнимы. И чтобы расширить свои возможности придется подыскать себе сварочный полуавтомат MIG-MAG.
Вот об этом оборудовании и поговорим в настоящей публикации.
Что такое сварка MIG-MAGРучная дуговая сварка ММА, как уже отмечалось, не позволяет решать все задачи. В частности, большую сложность представляет сваривание деталей из тонкостенной стали, толщиной менее миллиметра. Производительность тоже не на высоте – волей-неволей приходится отвлекаться на смену электродов. А чтобы соблюдать равномерность и аккуратность швов, необходим и немалый навык, так как по мере выгорания плавкого электрода приходится приближать руку с держателем, чтобы обеспечить стабильную дугу нужной длины.
Обозначенные проблемы решены в технологии полуавтоматической сварки MIG – MAG. За этими звучными аббревиатурами кроется «Metаl Inert Gаs – Metаl Active Gаs». Даже не зная азов английского, несложно догадаться, что речь идет о сварке металла в защитной среде инертного (MIG) или активного (MAG) газа.
За этими звучными аббревиатурами кроется «Metаl Inert Gаs – Metаl Active Gаs». Даже не зная азов английского, несложно догадаться, что речь идет о сварке металла в защитной среде инертного (MIG) или активного (MAG) газа.
Но это даже, пожалуй, не главная «фишка» технологии. Основным достоинством является то, что и электродом, необходимым для создания сварочной дуги, и присадочным материалом становится специальная проволока, которая автоматически подается в рабочую область с установленной скоростью.
Сам аппарат представляет собой целую совокупность нескольких устройств и приборов. Пример конструкции сварочного полуавтомата показан на иллюстрации:
1 — главным элементом системы является источник сварочного тока. По аналогии с аппаратами для ручной дуговой сварки, он может быть трансформаторного, выпрямительного или инверторного типа. На корпусе источника расположены органы управления, контроля, реализации заложенных функций, разъемы для подключения кабелей и рукавов. В корпусе аппарата часто «прячутся» и другие модули полуавтомата, например, механизм протяжки проволоки.
2 – основной рабочий инструмент, которым оперирует сварщик – это сварочная горелка. На ней имеется пусковая клавиша, нажатием на которую одновременно запускается несколько функций – подача проволоки, через которую, кстати, коммутируется сварочный ток для розжига дуги, и подача инертного (активного) газа в сопло горелки. Некоторые аппараты оснащаются еще и жидкостным охлаждением – по контуру трубок циркулирует теплоноситель.
3 – рукав горелки, представляющий собой довольно сложную конструкцию. В нем находится канал подачи сварочной проволоки, силовой кабель сварочного тока, шланг, по которому нагнетается газ, провода управления, а для горелок с охлаждением — еще и трубки для циркуляции теплоносителя. При всем этом рукав должен оставаться довольно гибким, не стесняющим движений мастера. По сути, рукав с горелкой становятся единой конструкцией. Поэтому когда говорят о «длине сварочной горелки», то имеется в виду именно длина общего рукава, от горелки до разъема подключения к аппарату.
4 – кабель подключения массы. Вот здесь – никаких особенностей, все так же, как в оборудовании ММА.
5 – бухты (катушки) сварочной проволоки необходимого диаметра. Вставляются в механизм подачи, который в данном примере расположен внутри корпуса источника тока. Но это не догма – механизм протяжки может располагаться сверху или сбоку корпуса снаружи, представлять собой отдельный блок, соединенный с аппаратом проводами управления. Кроме того, есть и такие разновидности, которые не толкают, а тянут проволоку, то есть размещены в самой горелке. С одной стороны – тянуть лучше, нежели толкать по узкому каналу на весьма значительное расстояние. Но с другой – такая конструкция делает горелку более громоздкой и тяжелой, неудобной в длительной работе.
6 – редуктор для подключения газового баллона и шланга, соединяющего баллон с патрубком подачи газа в рукав горелки. Сам по себе баллон приобретается отдельно, может иметь различную емкость (адекватную задачам), устанавливаться на общей тележке с аппаратом или отдельно, рядом с ним.
Как видите, система, по отношению к оборудованию для ручной дуговой сварки — более сложная и громоздкая. Но зато и преимущества – неоспоримые. Чтобы стало понятнее, давайте попробуем привести доводы как в пользу технологии MIG MAG, так и против нее, именно в сравнении с MMA.
Плюсы
- Создание газового защитного облака в области сварки принудительной подачей – куда более эффективное дело, нежели образования его при плавлении и испарении обмазки обычного плавкого электрода. Это влияет на качество создаваемых швов – они получаются чистыми, без шлаковых вкраплений. Прочностные характеристики накладываемого шва от этого также только выигрывают. Немаловажным критерием является и эстетичность полученного результата.
- Появляется возможность сварки на малых значениях тока. То есть можно работать с тонкими металлическими заготовками без сквозных прожигов. При ручной сварке такое искусство доступно только сварщикам высокой квалификации, да и то – до определенных пределов. Это качество полуавтоматов MIG-MAG делает их незаменимыми в автосервисах или в индивидуальных мастерских кузовного и другого ремонта.
- Значительно возрастает производительность выполняемых работ. Это связано с возможностью накладывать длинные швы без отрыва, чему способствует и автоматическая подача присадочной проволоки, и гораздо меньший нагрев (в сравнении горелки и держателя электродов).
- Несмотря на более сложное оборудование, сам процесс сварки, пожалуй, даже попроще, чем ММА. Тем более что современные аппараты-полуавтоматы позволяют сохранять оптимально выставленные настройки. То есть сварщику остается только подносить горелку к месту накладки шва – и управлять работой простым нажатием на клавишу, при этом не изменяя дистанции с заготовкой. Характерно, что качество шва очень мало зависит от его пространственного положения. Как правило, тот, кто имеет опыт «общения» с ручной дуговой сваркой без проблем осваивает MIG-MAG. Да и так научиться мало-мальски варить полуавтоматом, как кажется, все же проще, чем обычным электродом (IMHO).
 Это качество полуавтоматов MIG-MAG делает их незаменимыми в автосервисах или в индивидуальных мастерских кузовного и другого ремонта.
Это качество полуавтоматов MIG-MAG делает их незаменимыми в автосервисах или в индивидуальных мастерских кузовного и другого ремонта.
Минусы
- Резко возрастают требования к тщательной подготовке свариваемых поверхностей в области шва. При сварке ММА мощная дуга, создаваемая толстым (по сравнению с проволокой) электродом способна порой «пробить» слой ржавчины или даже остатков старой краски. Затем вся эта «гадость» всплывает в сварочной ванне и впоследствии удаляется при скалывании шлака. С полуавтоматической сваркой такой «номер» не пройдет – дуга может попросту не разжечься или начнет «рваться» на загрязнённых участках.
- Если с тонким металлом открываются широкие возможности, то с толстым – ровным счетом наоборот. Далеко не все задачи становятся доступны. Так, например, возникают проблемы при сваривании толстых заготовок – сложно создать достаточно глубокую сварочную ванну, то есть возможны непровары.
- Сложность оборудования – это его потенциальная уязвимость, снижение общей надежности комплекта. И это на фоне значительного повышения стоимости.
- Немаленькая стоимость и у расходников для полуавтоматической сварки. Это, кстати, не только проволока и заправка газового баллона. Сюда же можно отнести запчасти к газовой горелке, те, что находятся непосредственно в области сварки, и оттого довольно быстро изнашиваются. А сама горелка требует постоянного специфичного ухода.
- Наконец, привязанность даже самого компактного полуавтомата к газовому баллону существенно снижает мобильность мастера в процессе работы. Его возможности ограничиваются длиной рукава сварочной горелки. То есть, как с компактным ММА-инвертором, надеть на ремень через плечо и варить в нужном месте – не получится. При необходимости перейти на более удаленный участок придется производить «основательное перебазирование» всего сварочного поста.
 Это, кстати, не только проволока и заправка газового баллона. Сюда же можно отнести запчасти к газовой горелке, те, что находятся непосредственно в области сварки, и оттого довольно быстро изнашиваются. А сама горелка требует постоянного специфичного ухода.
Это, кстати, не только проволока и заправка газового баллона. Сюда же можно отнести запчасти к газовой горелке, те, что находятся непосредственно в области сварки, и оттого довольно быстро изнашиваются. А сама горелка требует постоянного специфичного ухода.Теперь поговорим об элементах системы MIG-MAG несколько подробнее.
Основные приборы и узлы сварочного полуавтоматаИсточник сварочного токаПо сути – основной прибор всего набора оборудования. Могут классифицироваться по разным критериям.
По аналогии с аппаратами ручной сварки, источник сварочного тока может иметь трансформаторный (на переменном токе или с выпрямителем) или инверторный принцип работы.
- Сварочные трансформаторы на первом месте по неприхотливости и ремонтопригодности. Минимум деталей, но зато массивные сердечник и обмотки первичной и вторичной катушек делают аппарат громоздким и массивным, не особо удобным для «живой работы» — больше подойдёт для стационарной установки сварочного поста.
Необходимо еще помнить и о том, что полуавтоматическая сварка с таким аппаратом будет вестись на переменном токе. Это неизбежно даст некоторую чешуйчатость шва, а в ходе работы часто наблюдается повышенная разбрызгиваемость металла, что тоже не особо хорошо.
Такое оборудование подойдет для стационарных постов для сварки деталей из низкоуглеродистых сталей. Возможна также сварка алюминия.
- Сварочные полуавтоматы-выпрямители – это тоже трансформаторное оборудование, но оснащенное еще и мощным диодным мостом для преобразования переменного тока в постоянный.

Этим повышается качество накладываемого шва, а в ходе сварки — меньше брызг. Но за все приходится платить – за счет установки выпрямительного узла повышаются и габариты, и массивность.
Тем не менее – такая техника считается надёжной, и в производственных условиях применяется довольно широко. Постоянный ток дает возможность сваривать чугун, нержавеющую сталь, качественными получаются соединения обычных черных сталей. Но вот для домашней мастерской лучше подыскать нечто более компактное, и с большим набором возможностей.
- Наиболее популярные сварочные полуавтоматы – инверторного типа. В них применен электронный принцип преобразования переменного тока в постоянный. Причем, практически без «пилы», и с возможностью очень точной регулировки силы тока, подаваемого на горелку.
Такие аппараты отличаются гораздо более компактными размерами, отсутствие тяжёлых трансформаторов в их схеме обуславливает невысокую массу оборудования. То есть переместить такой сварочный пост при необходимости – не в пример проще.
Такое оборудование позволяет работать с любыми поддающимися ручной сварке металлами. Стабильность выходных параметров гарантирует наложение очень качественных швов, при практически полном отсутствии разбрызгивания металла. После провара поверхности зачастую сразу готовы к окрашиванию – не требуют зачистки.
В недостатки такому оборудованию порой ставится его сложность, и оттого – уязвимость. Полноте, современные электронные схемы, выпускаемые ведущими производителями подобных товаров, выходят из строя нечасто. А по остальным компонентам системы (протяжка проволоки, подача газа, долговечность сварочной горелки) – никаких преимуществ ни у трансформаторов, ни у выпрямителей все равно нет. Так что этот недостаток (пожалуй, единственный, приписываемый инверторам) видится очень даже условным.
Правда, конечно, обращаться с таким оборудованием следует бережно, защищая и от влаги, и от излишней запыленности, так как ремонт при выходе из строя и впрямь может «влететь в копеечку».
Все сварочные полуавтоматы, можно условно разделить на три группы по основному предназначению и заложенному спектру возможностей.
- Профессиональные полуавтоматы MIG-MAG. Как правило, это габаритные установки, размещённые или стационарно, или на колесных тележках. Обычно на тележке предусматривается и крепление газового баллона – так сварочный пост обретает определённую мобильность в пределах цеха или мастерской.
Что привлекает в таком оборудовании, и что можно отнести к недостаткам?
Плюсы
- Высокая универсальность – широкий диапазон сварочных токов (доходящий порой до 500 А) и диаметров присадочной проволоки позволяет решать практически любые задачи. Так, можно сваривать заготовки толщиной 20 и даже более миллиметров.
- Высокая мощность оборудования (доходит до 25 кВт) позволяет ему работать почти в непрерывном режиме в течение рабочей смены. Так, ПВ (продолжительность включения) обычно составляет не менее 60%, а у многих полуавтоматов при небольших сварочных токах (до 200 А) – доходит чуть ли не до 100%. Отсюда – высокая производительность.
- Широкий выбор настроек всех эксплуатационных параметров – для получения идеального сварного шва. Причем, однажды «найденные» оптимальные настройки для тех или иных операций можно сохранить в энергонезависимой памяти, чтобы при необходимости задействовать простым включением этого режима на модуле управления.
- Такому оборудованию обычно свойственен легкий розжиг дуги – из-за повышенного напряжения холостого хода (порядка 90 В).
- Как правило, подобные установки комплектуются длинными кабелями и рукавами.
Минусы
- Требуется только трехфазная сеть питания 380 В
- Массивность аппаратов, сложность их транспортировки даже в прелюдах мастерской, не говоря уже о выездных работах.
- Оборудование – очень дорогое. Кроме того, недешевым окажется и его обслуживание, а в случае необходимости – и ремонт. Одним словом, приобретение профессионального комплекта для домашней мастерской выглядит совершенно неоправданной потерей денег, так как заложенные в него возможности попросту останутся невостребованными.
- Сварочное оборудование MIG-MAG полупрофессионального класса —востребовано теми мастерами, у которых оно, как правило, не простаивает, чуть ли не ежедневно в работе, но используется все же не по принципу непрерывного цикла. Хороший вариант для небольшой авторемонтной службы, для мастерской художественной ковки или изготовления на заказ крупных металлических изделий.
Таким аппаратам свойственны показатели сварочного тока от примерно 180 до 250 А, что позволяет работать с металлом толщиной до 10 мм. Мощность — в пределах 6÷9 кВт. Продолжительность включения колеблется от 35 до 50%, выше на больших токах обычно не бывает. То есть при работе с максимальной загруженностью как минимум 5 минут из 10 должно отводиться на остывание оборудования.
Что можно сказать «pro & contra» об этой категории?
Плюсы
- Аппарат может ежедневно задействоваться по 4÷5часов, а это – очень даже немало!
- Многие из полупрофессиональных установок — это просто уменьшенные аналоги профессиональных полуавтоматов, с сохранением и качества изготовления, и всего богатства заложенных функциональных возможностей. Понятно, что с несколько «урезанными» показателями по сварочному току и по ПВ.
- Такая техника комплектуется довольно длинными кабелями и горелками, порядка 3÷4 метров, чего бывает достаточно даже для немаленькой домашней мастерской.
- Как правило, техника качественная, так как «впарить» за немалую сумму низкопробный товар – дело бесперспективное даже в очень обозримой перспективе. Подделки в этой категории – тоже очень нечастое явление.
Минусы
- Стоимость оборудования все же остается немалой, то есть для начинающего может стать неподъемной.
- Ремонтные работы и комплектующие тоже могут обходиться недешево.
- Многие полуавтоматы, являясь полупрофессиональными по току и ПВ (без обмана), обладают минимумом функций и настроек, что больше свойственно аппаратам бытового класса.
- Массивность (весят такие приборы до 20 кг) несколько ограничивает их мобильность. Хотя, при необходимости можно и изменить расположение поста, причем не только в пределах мастерской, но даже и на участке строительства.
- Полуавтоматы бытового класса – очень популярное в наше время оборудование, приобретаемое многими мастерами. Сразу бросающиеся в глаза особенности – компактность и незначительный вес (редко доходящий до 10 кг). Как правило, приор имеет ручку в верхней части корпуса, за которую его легко можно перенести в нужное место.
Сварочный ток в таком оборудовании редко превышает 160 А, мощность обычно выдерживается в пределах до 5 кВт. Такие параметры позволяют работать с металлическими заготовками толщиной до 5 мм, чего для домашних мастерских в подавляющем числе случаев – вполне достаточно.
Длительностью работы такая техника похвастать не может – обычно ПВ не более 30%. То есть даже в течение 10 минут трехминутный цикл сварки должен чередоваться семиминутным отдыхом. Для серьёзной производительной работы – не очень, но для домашней мастерской – вполне подойдет.
Плюсы
- Привлекательная стоимость – техника становится доступной большинству желающих научиться работать с ней.
- Быстрому освоению азов полуавтоматической сварки способствует простота управления и минимальное количество настроек – только сила тока и скорость подачи проволоки.
- Не требуется сколь-нибудь сложных операций по подготовке к работе – как правило, приборы рассчитаны только на один диаметр проволоки.
- Компактность и малая массивность предопределяют мобильность сварочного поста. Ничего не стоит переустановить полуавтомат на новом месте, ближе к участку проведения сварки.
Минусы
- Малые показатели сварочного тока и возможность использования только тонкой проволоки — иногда аппарат просто не в силах справиться с возникшей в ходе работы задачей.
- Невысокая продолжительность включения – та «ахиллесова пята», из-за которой в запале работы (мастер забывает о «хронометраже») выходит из строя большинство попавших в ремонт изделий такого класса.
- Очень часто — короткие кабели и рукав горелки. Особо славятся такой «жадностью» фирмы, выпускающие в Китае аппараты под российскими названиями. Так что на этот аспект следует обращать внимание заранее, при выборе модели.
- Такие полуавтоматы, как правило, поступают в продажу с весьма небогатой комплектацией. Впрочем, для любителей сварки – это дело наживное.
 Так что на этот аспект следует обращать внимание заранее, при выборе модели.
Так что на этот аспект следует обращать внимание заранее, при выборе модели.* * * * * * *
Кстати, многие из внимательных читателей наверняка уже обратили внимание на аббревиатуры ММА, встречающиеся на корпусах полуавтоматов. Дело в том, что очень часто такое оборудование имеет возможность работать и в режиме ручной дуговой сварки. На корпусах имеется дополнительный разъем для подключения кабеля с держателем электродов (он обычно тоже входит в комплект поставки). Предусмотрен переключатель режимов. Для выставления сварочного тока ММА может иметься отдельный регулятор.
Такие аппараты очень популярны, так как обладают отменной универсальностью. Кроме того, они даже несколько «нивелируют», например, недостатки бытовых полуавтоматов. То есть там, где невозможно проварить шов горелкой, можно пустить в ход держатель с электродом. А потом снова вернуться на MIG.
А потом снова вернуться на MIG.
Это – довольно сложная конструкция, которая обеспечивает одновременно сразу несколько важнейших функций — подачу сварочного тока, присадочной проволоки и защитного газа. А сам корпус горелки в руке мастера становится главным рабочим инструментом.
Подробно рассматривать устройство горелок не станем – этому можно было бы посвятить отдельную статью. Но общее представление иметь нужно:
Детали горелки, расположенные непосредственно в зоне высоких температур (сопла, муфты, токовые наконечники, держатели и т.п.) относятся к расходным элементам, и время от времени подлежат замене.
Длина горелки (имеется в виду, повторимся, с учётом рукава, до подключения к аппарату) может быть совсем небольшой (2 метра) и весьма внушительной – порой доходит до десятка метров. Но следует помнить, что чем длиннее рукав, тем труднее проталкивается по каналу проволока. Обычно для домашних условий как раз и хватает двух ÷ трех, максимум пяти метров.
Некоторые профессиональные полуавтоматы оснащены принудительной жидкостной системой охлаждения грелки. Бачок и насос, обеспечивающий циркуляцию теплоносителя (обычно – раствор этилена) размешены в корпусе полуавтомата, а в рукаве, помимо обычных для горелки коммуникаций, имеются еще и два гибких шланга. Естественно, суммарная тяжесть горелки с рукавом от этого возрастает, удобство работы – снижается. Но зато жидкостное охлаждение позволяет сделать процесс сварки чуть ли не непрерывным. Для промышленных предприятий – это бывает крайне важно. но для домашнего использования такой вариант не стоит и рассматривать.
Следующий вопрос, касающийся и самого полуавтомата, и горелки – это коммутация двух этих основных устройств системы. Здесь возможны варианты.
Наиболее передовым на сегодняшний день считается использование так называемых «евро-разъемов» KZ-2. Гнездо разъема располагается на корпусе полуавтомата, (возможны вариации, о чем будет сказано ниже), штекер – на рукаве грелки. При подключении одновременно строго соосно соединяется канал подачи проволоки, газовый канал (имеются специально продуманные уплотнения, не допускающие прорыва газа на разъеме), а также коммутируются провода передачи управляющих сигналов с клавиши горелки в блок управления полуавтомата. Для надежности соединения двух частей разъема – они фиксируются накидной резьбовой гайкой.
При подключении одновременно строго соосно соединяется канал подачи проволоки, газовый канал (имеются специально продуманные уплотнения, не допускающие прорыва газа на разъеме), а также коммутируются провода передачи управляющих сигналов с клавиши горелки в блок управления полуавтомата. Для надежности соединения двух частей разъема – они фиксируются накидной резьбовой гайкой.
Действительно, удобно. И лучше ориентироваться именно на такой вариант.
Но встречаются аппараты с совсем иным подключением. Рукав в них частенько просто «ныряет» через окошко в корпус полуавтомата, и уже там происходит раздельная коммутация газа, проволоки, управления и подачи сварочного тока. Работает это – ничуть не хуже, и если аппарат приобретается только для периодической работы бытового уровня – то вполне можно этим и ограничиться. Такие приборы, как правило, подешевле.
* * * * * * *
Каким бы ни было устройство горелки, принцип их работы одинаков. При нажатии на клавишу открывается газовый клапан, питание поступает на привод механизма подачи проволоки – она начинает протягиваться через свой канал и выходить через токовый наконечник в сопло. Когдп выход проволоки таков, что она касается свариваемой детали (к которой заранее была подключена масса), возбуждается электрическая дуга и начинается процесс сварки в облаке подаваемого газа. Скорость движения проволоки, также, как и сила сварочного тока, заранее выставляются сварщиком, и могут корректироваться по ходу работы.
Когдп выход проволоки таков, что она касается свариваемой детали (к которой заранее была подключена масса), возбуждается электрическая дуга и начинается процесс сварки в облаке подаваемого газа. Скорость движения проволоки, также, как и сила сварочного тока, заранее выставляются сварщиком, и могут корректироваться по ходу работы.
Клавиша на горелке отпущена – процесс прекратился, подача проволоки прервана, газовый клапан закрыт.
Механизм протяжки проволокиЕще один узел требующий внимания.
Механизмы могут различаться и типом размещения, и принципом действия.
Чаще всего встречаются механизмы толкающего действия. Они размещаются или в самом аппарате, или поблизости от него. Понятно, что механизм смазывает проволоку с катушки и проталкивает ее по каналу вплоть до выхода из горелки.
Такая схема очень неплохо себя показывает на горелках малой и средней длины (обычно – до 5 метров). Более длинный рукав может вызывать пробуксовку, остановку подачи, так как силы сопротивления из-за длинного канала и его изгибов превысят возможности механизма.
Как видно на иллюстрации, часто механизм расположен прямо в корпусе аппарата. Но нередко он выносится и наружу, может находиться на общей платформе, пристроенным сбоку или сверху. Или же вовсе представлять собой отдельный выносной модуль.
Что интересно – сам полуавтомат при таком варианте можно не переносить, если необходима смена позиции. Переставляется именно блок протяжки, связанный кабелем упралвения со сварочным аппаратом. А евро-разъем для подключения горелки размещен именно на этом блоке.
Другой вариант механизма – тянущий. Как, наверное, понятно, он размещается в горелке, то есть тянет проволоку «на себя» с компактной катушки (длина проволоки в которой позволяет выполнить намеченный ряд операций), и только последнем коротком участке – выталкивает ее в сопло. При необходимости – бобины легко и быстро меняются, так как нет необходимости протягивать проволоку через весь рукав. Но, естественно, это сказывается и на габаритах, и на массе горелки – работать с ней становится тяжелее, так как рука быстрее устает. Но в условиях производства иногда именно такой подход становится оптимальным.
Но в условиях производства иногда именно такой подход становится оптимальным.
Говорят, что встречаются полуавтоматы со смешанной подачей – то есть в них реализован и толкающий, и тянущий принцип. Возможно, это и так, но на практике автору статьи с таким оборудованием встречаться не приходилось.
По степени сложности механизмы протяжки (а почти наверняка начинающим придется «общаться» только с толкающими разновидностями) тоже отличаются. В профессиональных или полупрофессиональных аппаратах часто используется схема с четырьмя колесиками, с возможностью регулировки прижима и перестройки механизма ни другой диаметр проволоки. Это обеспечивает точность и равномерность скорости подачи, что сказывается на чистоте выполняемого шва.
В полуавтоматах бытового уровня обычно дело ограничивается двумя роликами. Конечно, хочется стремиться к лучшему, но для недорогих аппаратов, без возможности смены диаметра проволоки, да еще и при использовании короткой горелки (до 3 метров) и этого бывает вполне достаточно.
Любой полуавтомат оснащен функциями настройки силы сварочного тока и скорости протяжки проволоки. Во многих моделях реализована возможность смены диаметра сварочной проволоки. Бывают ли еще дополнительные возможности?
Да, конечно.
- Уже отмечалось, что отличным выбором станет полуавтомат, который можно в любой момент переключить для работы в ручном режиме с плавким электродом в обмазке. Такое приобретение сразу «убьёт двух зайцев»!
- На технике профессионального или полупрофессионального классов может быть отдельная регулировка напряжения холостого хода. От этого показателя во многом зависит удобство розжига сварочной дуги и ее стабильность.
- Если к качеству работы предъявляются повышенные требования, то имеет смысл выбирать полуавтомат, оснащенный дополнительной настройкой индуктивности.
Показатель индуктивности серьезно влияет на время отрыва раскаленной капли металла от проволоки и переноса его в сварочную ванну. Регулировкой можно добиться минимального разбрызгивания, значительно поднять качество корневого шва.
Регулировкой можно добиться минимального разбрызгивания, значительно поднять качество корневого шва.
Но эта функция важна только для профессиональных сварщиков. То есть если на вашем аппарате ее нет, а итоги работы не будут проверять въедливые социалисты ОТК со своими средствами неразрушающего контроля – можете особо не расстраиваться. Никто этого и не заметит…
- Индикация и память – важные компоненты современного оборудования. Конечно, это очень удобно, когда значения показываются на индикаторах в абсолютных величинах. И тем более, когда можно настроить эмпирическим путем оптимальные режимы и занести их в память.
Но опять же – подобные «навороты» всегда приходится дополнительно оплачивать. То есть имеет смысл заранее взвесить, нужны ли они в повседневной практике, тем более, если аппарат требуется для бытового применения. Поверьте, навыки настройки даже без цифровой индикации, и даже на условно градуированной шкале, приобретаются весьма быстро.
- А вот встроенные функции защиты лишними не будут никогда. Далеко не во всех моделях они есть, поэтому лучше осведомиться по этому поводу.
 Далеко не во всех моделях они есть, поэтому лучше осведомиться по этому поводу.
Далеко не во всех моделях они есть, поэтому лучше осведомиться по этому поводу.Особую важность всегда имеет защита от перегрева. И важно, чтобы это была не просто индикаторная лампочка (в запале работы на нее перестаёшь обращать внимание), а полноценное отключение питания, если температура в основном модуле достигла критической отметки.
* * * * * * *
Далее, чтобы, возможно, облегчить процесс выбора оборудования, читателю будет предложен рейтинг популярных моделей. Основными критериями попадания в этот ТОП-лист являлись отзывы потребителей, уже успевших испытать сварочный аппараты в действии.
Сразу скажем о некоторых ограничениях:
- Подбор «кандидатов» велся только среди полуавтоматов инверторного принципа действия.
- Отбор велся только: среди моделей бытового класса. Полуавтоматы более высокого «ранга» для новичка в этом деле – совершенно ненужное «баловство». А настоящие мастера в сварочном (без преувеличения) искусстве и сами прекрасно знают, как выбрать для себя оптимальный комплект.

ТОП-5 моделей сварочных полуавтоматов бытового класса
| Фото | Название | Рейтинг | Цена |
|---|---|---|---|
| #1 | «FUBAG IRMIG 160» | ⭐ 4.95 / 5 39 — голосов | Узнать цену |
| #2 | «AURORA OVERMAN 160» | ⭐ 4.85 / 5 20 — голосов | Узнать цену |
| #3 | «Ресанта САИПА — 135» | ⭐ 4.65 / 5 7 — голосов | Узнать цену |
| #4 | «Сварог REAL MIG 160» | ⭐ 4.55 / 5 13 — голосов | Узнать цену |
| #5 | «WERT MIG 200» | ⭐ 4. 5 / 5 5 / 520 — голосов | Узнать цену |
Какой сварочный полуавтомат вы порекомендуете другим пользователям?
Принять участие в опросе
5
Сварочный полуавтомат «WERT MIG 200»Надо сразу заметить, что хотя такой аппарат относят к разряду бытовых, некоторые его параметры вполне соответствуют и более высокому «званию». И наряду с доступной ценой, такое сочетание делает модель очень популярной среди российских потребителей.
Плюсы
- Прибор сочетает в себе и полуавтомат MIG-MAGЮ и инвертор ММА.
- Все необходимое для работы в обеих режимах входит в комплект (в том числе – даже бухта проволоки). То есть, по сути – после покупки можно сразу переходить к работе с минимальной комплектацией.
- Два размера проволоки (0,6 и 0,8 мм), электроды ММА до 5 мм – широкий диапазон возможностей.
- Высокое качество сварки.
- Высокий для этой категории оборудования ПВ – на максимальном токе достигает 60%.
- Имеется евро-разъем для горелки.
- Качественная сборка.
- Вполне приемлемый вес — 10 кг.
- Мощность не превышает 44 кВт, то есть такой полуавтомат может быть задействован и в полевых условиях для работы от генератора.

Минусы
- Градуировка шкал настройки тока и скорости подачи проволоки – очень условная, приходится привыкать.
- Не вполне продуманное открытие боковой стенки для установки катушки с проволокой.
- Входящие в комплект принадлежности вряд ли долго послужат.
- Имеется регулятор индуктивности, но по практически общему мнению сварщиков – сделан он исключительно «для красоты». Никаких значимых изменений в качество шва им внести невозможно.
WERT MIG 200
4
«Сварог REAL MIG 160»Надежный и неприхотливый универсальный аппарат, позволяющий варить в режиме МIG в диапазоне от 30 до 160 А, в режиме ММА – до 140 А. Один из лидеров продаж, и это несмотря на то, что по цене – значительно дороже рассмотренного выше «конкурента».
Один из лидеров продаж, и это несмотря на то, что по цене – значительно дороже рассмотренного выше «конкурента».
Плюсы
- Прочный, устойчивый корпус с эластичными резиновыми накладками. Аппарат хорошо будет стоять даже на несколько наклонной плоскости.
- Качественная горелка с евро-разъемом.
- Заслуживающий всяческих похвал прочный и безотказный механизм протяжки проволоки.
- Удобная ручка для переноски.
- Интуитивно понятное управление и очень хорошо изложенная инструкция – мануал.
- Быстрый и удобный переход для сварки порошковой проволокой.
- Хорошая комплектация, в том числе – и для подключения газового баллона.
Минусы
- Отсутствие дисплея, а шкалы нанесены очень мелкими обозначениями. Буквально с метра – ничего не разобрать.
- Недостаточность места не дает установить катушки емкостью более 2 кг проволоки.
- Не слишком хорош при работе с тонкими металлическими листами — случаются прожиги.
- ПВ даже на «скромном» токе в 90 А – не более 40%.

Сварог REAL MIG 160
3
«Ресанта САИПА — 135»Сварочный полуавтомат, позволяющий работать с самыми тонкими металлическими заготовками. Регулировка сварочного тока – в пределах от 20 до 110 А. Очень популярен среди мастеров кузовного ремонта.
Плюсы
- Хорошо работает даже в не самых благоприятных условиях (запылённость, низкие температуры).
- Горелка оснащена устройством продува газа – очень полезная опция.
- Наличие возможности перехода на ММА.
- Встроенная система самотестирования аппарата.
- Цена ниже, чем у импортных аналогичных моделей, при примерном паритете качества.
Минусы
- В старой модификации – горелка без евро-разъема, и при этом – с очень коротким рукавом. При смене участка сварки нередко приходится переставлять аппарат.
- Без газа, с флюсовой проволокой – лучше не варить, хорошо не получится.
- Потолок сварочного тока в 110 ампер – явно маловат.
- Неинформативные регуляторы. Кроме того, они легко сбиваются случайным касанием.
- Качество сборки и комплектующих зачастую оставляют желать лучшего.
 Кроме того, они легко сбиваются случайным касанием.
Кроме того, они легко сбиваются случайным касанием. Ресанта САИПА 135
Отзывы о сварочном полуавтомате Ресанта САИПА 135
<!— Yandex.Market Widget —>
<!— End Yandex.Market Widget —>
2
«AURORA OVERMAN 160»Этот аппарат многие называют чуть ли не лучшим. Единственное – цена у него несколько выходит из «коридора», условно отведённого для техники начального класса. Но, поверьте, он того стоит.
Полуавтомат может работать в диапазоне токов от 40 до 160 А, с использованием проволоки 0,8 и 1 мм. При этом его ПВ стабильно будет не ниже 60%.
Плюсы
- Полуавтомат отлично зарекомендовал себя стабильной и длительной работой в самых неблагоприятных условиях, а для инверторной техники – это очень много значит.
- Прекрасные показатели качества сварных швов на любых режимах работы.
- Такой аппарат очень хорошо подойдёт и опытному сварщику, и начинающему, делающему только первые шаги. Настройки просты и понятны, и соответствуют выставленным значениям.
- Совершенная инверторная схема на базе фирменной японской элементарной базы.
- Не имитационная, а действительно работающая подстройка индуктивности.
- Аппарат способен устойчиво работать даже при «провалах» сетевого напряжения до 140 вольт.
- Отменное качество сборки, хорошо организованная сервисная сеть.
 Настройки просты и понятны, и соответствуют выставленным значениям.
Настройки просты и понятны, и соответствуют выставленным значениям.Минусы
- Вес аппарата выглядит несколько великоватым – 15 кг. Но со штатной трехметровой горелкой менять положение поста приходится не столь часто.
- Нет системы продувки газа.
- Высоковатая для этого класса цена.
AURORA OVERMAN 160
1
«FUBAG IRMIG 160»Достойное первое место заняла вот эта модель германского бренда, оригинальной немецкой или французской сборки (особой разницы нет).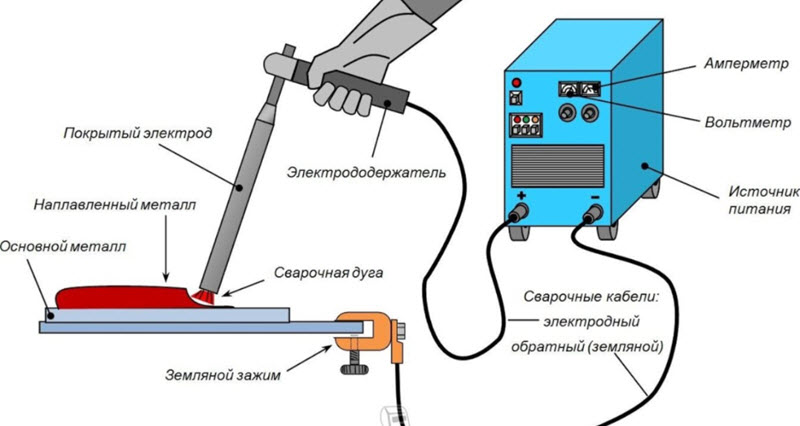
Помимо являющегося уже ориентиром для других производителей настоящего немецкого качества, полуавтомат привлекает и массой своих неоспоримых достоинств. Так, диапазон сварочного тока колеблется от 10 до 160 А – такой широтой мало кто может похвастать. На максимальной нагрузке ПВ – не менее 60%.
Плюсы
- Отменное качество и комплектующих, и сборки приборов.
- Неприхотливость, способность к длительной работе даже в крайне неблагоприятных условиях с непременным качеством создаваемых швов.
- Крайняя простота в настройках, которым легко учится любой начинающий.
- Наличие возможности перехода на ММА. А в модификации «FUBAG IRMIG 160 SYN» — еще и на технологию сварки TIG — несгораемым электродом в среде защитного газа, с ручной подачей присадки. То есть достигается практически полная универсальность оборудования.
- Вес – всего 11 кг.
- Фирменная трёхметровая горелка MIG c евро-разъемом.
- Очень плавная подача проволоки, обеспечивающая равномерность сварного шва.
- Вполне адекватная цена на такое качественное оборудование.

Минусы
- Отмечают, пожалуй, единственный недостаток – отсутствие цифровой индикации. Но для оборудования такого класса — это обычное дело.
FUBAG IRMIG 160
* * * * * * *
Надеемся, что ознакомление с этим типом сварочного оборудования стало для читателя полезным. А предложенный рейтинг полуавтоматов начального класса – поможет правильнее определиться с выбором, если аппарат приобретается впервые.
Онлайн -ориентация.
- OnlineLive
Введение
Weld 111B предоставляет учащимся уникальную возможность приобрести знания и навыки для безопасной эксплуатации передового сварочного оборудования, чтобы подготовиться к выходу на работу. Покрывается использование обычного оборудования для дуговой сварки с флюсовой проволокой и сварочного оборудования виртуальной реальности.
Покрывается использование обычного оборудования для дуговой сварки с флюсовой проволокой и сварочного оборудования виртуальной реальности.
Описание курса
Второй курс из трех частей, посвященный дальнейшему развитию теории и применения процессов полуавтоматической сварки. Особое внимание уделите процедурам безопасности, использованию оборудования для дуговой сварки с флюсовой проволокой (FCAW) и методам сварки, чтобы выполнить требования SENSE Entry-Level FCAW Американского общества сварщиков.
Что ожидать от этого курса
Weld 111A будет состоять из двух методов обучения: 1) Все лекции в классе, задания по чтению, видео, викторины и экзамены будут выполняться через онлайн-систему управления обучением под названием CANVAS; 2) Все лабораторные работы будут проводиться на территории кампуса Валенсии в комнате TWSH-125. На курсе НЕ будет занятий в классе.
Типы оценивания
Учащиеся должны оцениваться за онлайн-работу, такую как участие в дискуссионных форумах, викторины и экзамены через CANVAS. Студент будет оцениваться по лабораторной работе, которая включает в себя все задания по сварке в виртуальной реальности FCAW и выполненные лабораторные задания.
Студент будет оцениваться по лабораторной работе, которая включает в себя все задания по сварке в виртуальной реальности FCAW и выполненные лабораторные задания.
Информация об учебнике / ссылка на учебник ZTC
Modern Welding 2020 — Bundle (Text + Edu Hub)
Код ключа доступа для учащихся на 1 год ISBN # 978-1-63563-694-9
ИЛИ
2 года Код ключа доступа студента ISBN # 978-1-64564-035-6
Другая соответствующая информация о курсе
Другая соответствующая информация о курсе
Контрольный список
- Вам потребуется доступ к ПК, ноутбуку или планшету который имеет доступ к надежному высокоскоростному интернет-соединению.
- Microsoft Word. Вы можете БЕСПЛАТНО загрузить Microsoft Office Suite как часть своей школьной учетной записи My Canyons (my.canyons.edu).
- Доступно для загрузки приложение Canvas для смартфонов! (Холст от Instructure).
Дополнительные ресурсы
Canvas
Доступ к этому курсу можно получить в первый день занятий через Canvas по адресу https://coc. instructure.com. Войдите в Canvas, используя единый вход CanyonsID:
instructure.com. Войдите в Canvas, используя единый вход CanyonsID:
- Имя пользователя CanyonsID — это адрес электронной почты вашего студента COC (пример: [email protected])
- Пароль CanyonsID — это ваш пароль электронной почты студента COC. Поддержка чата Canvas также доступна круглосуточно и без выходных по любым вопросам, связанным с Canvas.
Онлайн-обучение
Посетите веб-сайт онлайн-обучения, чтобы получить дополнительную информацию по различным темам, которые могут помочь вам стать успешным онлайн-студентом, например: контроль за экзаменом, стили обучения, навыки работы с компьютером и советы для успешной учебы. Если это ваш первый онлайн-курс, не стесняйтесь пройти нашу оценку готовности к онлайн-обучению, чтобы оценить свои навыки.
Учебный центр (TLC)
TLC предоставляет БЕСПЛАТНЫЕ онлайн-ресурсы для обучения студентов COC!
Academic Accomodation Center (AAC)
College of the Canyons AAC предоставляет образовательные услуги и доступ для отвечающих требованиям учащихся с документально подтвержденной инвалидностью, которые намерены продолжить обучение в COC.
Доступны различные программы и услуги, которые дают соответствующим требованиям учащимся с ограниченными возможностями возможность в полной мере участвовать во всех аспектах программ и мероприятий колледжа посредством соответствующих и разумных приспособлений. Для получения дополнительной информации об их услугах посетите веб-сайт Центра академического размещения.Онлайн-консультации
Консультационный отдел предлагает встречи онлайн. Записаться на прием можно на сайте онлайн-консультации. Консультанты могут помочь вам составить план достижения ваших образовательных целей, а также проконсультировать вас по выбору курса и регистрации.
Управление стрессом и психическим здоровьем
College of the Canyons заботится о вашем эмоциональном и физическом здоровье. Узнайте больше о широком спектре конфиденциальных услуг для студентов, включая бесплатные консультации и услуги по охране психического здоровья, доступные в течение этого времени, посетив веб-сайт Центра здоровья и благополучия студентов или позвонив им по телефону: 661-362-3259.
.Номер Национальной линии спасения для самоубийц: 1-800-273-8255 (РАЗГОВОР). Пожалуйста, звоните туда, если у вас или у кого-то из ваших знакомых есть мысли о самоубийстве или вы находитесь в тяжелом состоянии — это может спасти чью-то жизнь.
Вы также можете воспользоваться линией экстренного сообщения: просто отправьте «Courage» на номер 741741. Это бесплатно, доступно круглосуточно и конфиденциально.
Ресурсный центр для ветеранов
Ресурсный центр для ветеранов Колледжа Каньонов — это отдел в составе Отдела обслуживания студентов колледжа, созданный для оказания помощи ветеранам и их иждивенцам в подаче заявления в Колледж Каньонов, зачислении на курсы и получении образования по программе VA. или профессиональные льготы. Для получения дополнительной информации посетите веб-сайт Ресурсного центра для ветеранов, отправьте письмо по электронной почте ветераны@canyons.edu или позвоните по телефону (661) 362-3469..
Библиотека
Библиотека предоставляет интерактивную и личную исследовательскую помощь, доступ к полному спектру электронных ресурсов и физических материалов, которые поддерживают учебную программу, области индивидуального и группового обучения и многое другое!
Последнее обновление: 03.
02.2022 Под№: 1275Услуги по ручной и роботизированной сварке: 3 пути, по которым они расходятся во всем мире
Мы были свидетелями того, как со стационарного телефона на смартфон, с блокбастера на Netflix или с газеты на цифровое издание. постепенный переход в технологии от ручной сварки до услуг роботизированной сварки . Ручной метод жив и здоров — и в некоторых случаях все еще жизнеспособен. Но все больше производителей обращаются к робототехнике как к способу повысить окупаемость инвестиций (ROI) — и ваших тоже!
Мы расскажем вам все, что вам нужно знать, прежде чем обращаться к поставщику за услугами ручной или роботизированной сварки.
Определение услуг по ручной и роботизированной сварке
Автоматизация относится к механическому или электронному выполнению всех или некоторых этапов операции. От дуговой сварки до точечной сварки роботы, как правило, предпочтительнее, когда рассматриваемый сварной шов повторяется и является частью крупномасштабного проекта .
Вот спектр сварочных услуг:- Ручная сварка — это когда оператор вручную направляет электрод без автоматизации.
- Полуавтоматическая сварка обычно означает, что оператор вручную загружает детали в сварочное приспособление. Затем контроллер поддерживает процесс сварки, движение горелки и неподвижность деталей в соответствии с заданными параметрами. После завершения сварки оператор снимает готовую сборку.
- Полностью автоматическая сварка включает специальные машины, загружающие заготовку, индексирующие положение детали или горелки, сварку металла, контроль качества соединения и выгрузку готовой детали. Дополнительные проверки «детали на месте» и качества продукции также могут быть частью машины. В зависимости от процесса может потребоваться оператор станка.
Робототехника может повысить эффективность, согласованность и рентабельность вашего проекта. Ваше решение о том, чтобы поставщик автоматизировал ваши процессы, должно определяться несколькими факторами:
Чем отличается ручная и роботизированная сварка
Стоимость
В идеале объем вашего проекта должен быть достаточно большим, чтобы оправдать затраты, которые ваш поставщик навязывает вам.
Тем не менее, благодаря совершенствованию технологий, опытный производитель все еще может эффективно использовать автоматизацию с малыми объемами и большим количеством компонентов.Вот как робототехника повышает рентабельность инвестиций:
- Затраты : При роботизированной сварке вы платите за меньшую рабочую силу, чем при ручной сварке — некоторые владельцы роботов сообщают, что производительность деталей в 3–4 раза выше.
- Оборудование/материалы: Автоматизация требует больше затрат на настройку и оборудование, чем традиционная сварка. Если робот выходит из строя во время работы, ремонт может быть более дорогим, и поставщику может потребоваться больше времени, чтобы снова отправить вашу деталь на сборочную линию. Но если все пойдет хорошо, робототехника спасет вас в долгосрочной перспективе, создавая меньше отходов и предлагая более стабильные результаты.
- Коммунальные услуги: По нашим оценкам, роботизированная сварка позволяет сэкономить до 50 % газа и проволоки. Автоматизированные системы экономят энергию, работая стабильно, а не постоянно останавливаясь и работая.
Хотите узнать больше о стоимости сварки? Проверь это.
Время
У роботов нет выходных — попробуй, ручная сварка! Ваша часть может продолжаться по строке без перерыва . Технологические достижения продолжают делать замену деталей еще быстрее, еще больше ускоряя ваш процесс.
Услуги роботизированной сварки могут даже исключить вторичные процессы (например, шлифование), которые увеличивают время работы.
Увеличивая производительность, ваш поставщик будет быстрее отгружать ваши детали (что также означает, что вы быстрее заработаете деньги). Если вы требуете короткое время выполнения работ , вам лучше заплатить за роботизированную сварку.
Навыки
Вашему поставщику необходимо иметь под рукой несколько человек, которые знают, как управлять робототехникой, и они должны правильно программировать машины.
Найдите производителя, прошедшего обучение по программе и добившегося ощутимых успехов в использовании робототехники , а не производителя, которому пришлось бы начинать с нуля, добавляя возможности робототехники.Одним из недостатков робототехники является потребность в более точном расположении и ориентации деталей, а также в более сложных устройствах движения и управления дугой. Проще говоря, это означает, что ваш поставщик должен тщательно спланировать сварку, чтобы она работала.
Если все сделано правильно, вы получите выгоду от роботов, создающих точных сварных швов — каждый раз . Вот почему роботы идеально подходят для повторяющихся сварных швов, которые ручная сварка просто не может воспроизвести, независимо от того, насколько опытен инженер.
Что лучше для вашего проекта?
Ваш проект выиграет больше всего от полной автоматизации, если он соответствует одному из следующих критериев:
- Качество сварки имеет решающее значение
- Сварку можно повторять
- Ваши детали имеют значительную ценность перед сваркой
Если вашей компании требуется ограниченное количество продукции, требующей точных сварных швов, вы можете остановиться на полуавтоматической системе.
И если вы настаиваете на оплате человеческого труда и имеете в виду очень низкий объем, ручная сварка все еще остается вариантом. Но в целом вам лучше всего использовать услуги роботизированной сварки для завершения вашей цепочки поставок — это будет похоже на переход от коммутируемого доступа к широкополосному Интернету!Перевод в англо ⇔ немецком словаре LEO
Реклама
Похоже, вы используете блокировщик рекламы.
Хотите поддержать LEO?
Отключите блокировщик рекламы для LEO или сделайте пожертвование.
LEO Pur
Уважаемый пользователь,
Мы вложили много любви и сил в наш проект. Ваш вклад поддерживает нас в поддержании и развитии наших услуг.
Спасибо, что поддержали LEO, сделав пожертвование.
Пожертвовать банковским переводом
LEO GmbH
Mühlweg 2b
82054 SauerlachIBAN: DE41 7019 0000 0000 2930 32
БИК: GENODEF1M01Пожертвование через PayPal
Обратите внимание: взносы в LEO GmbH не облагаются налогом.
 «> Search in both directions.Search from English to German .Search from German на английский .
«> Search in both directions.Search from English to German .Search from German на английский .Форумы Тренер Грамматика
Введите текст перевода в текстовое поле и выделите одно или несколько слов с помощью мыши.
Поиск в текстеПоиск отдельного слова
Форумы
Нужна языковая консультация? Получите помощь от других пользователей на наших форумах.
©
Тренажер словарного запаса
Расширьте свой словарный запас с помощью нашего бесплатного тренажера словарного запаса.
©
Языковые курсы
Изучайте новый язык с LEO.
©
Грамматика
Используйте справочники LEO, чтобы расширить свои знания английской и немецкой грамматики с тысячами полезных примеров.
Adjectives::Nouns::Related::Adjectives / Adverbs
полуавтоматический AE / полуавтоматический BE прил. также [ТЕХ.] halbautomatisch or: halb automatisch semiautomatic AE / полуавтоматический BE прил. [ТЕХ.] halbselbsttätig semiautomatic AE / semi-automatic BE adj. [TECH.] teilautomatisch Полуавтоматический AE / полуавтоматический BE / полуавтоматический [TECH. ] teilselbsttätig Related search terms
Полуавтоматический ES ESECTIERT DERZEIT KEINE DISKUSSION ZU IHREM SUREGRIFF в UNSEREN FOREN
ДРУГИЕ ДЕЙСТВИЯ
7
.GERVEN
.GERVEN
.GERVEN
.GERVEN
.GERVEN
.GERVER
.GENGINE
.GERVER
.GENIGHEN
.GENG5.GENGINE
7.
SUCHWORT — Перевод в английском ⇔ немецком словаре LEO
LEO.org: Ваш онлайн-словарь для англо-немецкого перевода.
Предлагая форумы, словарный тренер и языковые курсы. Также доступно как приложение!Выучите перевод слова SUCHWORT в англо-немецком словаре LEO. С таблицами существительных/глаголов для разных падежей и времен ✓ Ссылки на звуковое произношение и соответствующие обсуждения на форуме ✓ Бесплатный словарный тренажер ✓
Реклама
Автомобильные роботы для сварки и производства: преимущества и области применения
Многие производители внедрили автоматизацию в свое время повседневных операций, и автомобильная промышленность ничем не отличается.
Фактически, автомобильные роботы помогают в производстве автомобилей с 1967 года. Компания General Motors (GM) внедрила первого промышленного робота UNIMATE, который выполнял точечную сварку.
Лишь в 1980-х годах роботизированная сварка начала набирать обороты, и другие автомобильные компании последовали примеру GM.
Преимущества автомобильных роботов
Безопасность
Сегодня около половины производственных роботов используются для сварки, многие из них используются в автомобильной промышленности.
Легко понять, почему.Эти сварщики повышают безопасность в мастерских, исключая человеческий фактор из опасных сварочных работ. Например, защита рабочих от паров, химикатов, сильной жары и шума, а также сварочного факела.
Они также снижают нагрузку на опорно-двигательный аппарат от скручиваний, подъемов и других повторяющихся движений. Кроме того, эти роботы также помогают в краш-тестах на безопасность, защищая не только рабочих, но и будущих потребителей.
Стоимость
Сварочные роботы не только повысили безопасность на заводах, но и сэкономили многим производителям автомобилей миллионы долларов. Это потому, что они удваивают или даже утраивают время производства за счет значительного сокращения трудозатрат. Роботы, в отличие от людей, не требуют перерывов и могут работать 24 часа в сутки, 7 дней в неделю, если того пожелают производители.
Кроме того, эти роботы не требуют оплаты или льгот, что еще больше экономит эти компании. Роботы также не роняют детали и не обращаются с ними так, чтобы это могло нанести им вред.
Таким образом, сокращение отходов, ранее вызванных человеческим фактором.Эти сбережения намного перевешивают затраты на техническое обслуживание и ремонт, которые могут потребоваться. Даже первоначальная стоимость покупки этих машин (от 30 000 до 250 000 долларов за машину) может быть омрачена окупаемостью инвестиций (ROI), которую они обеспечивают.
Эффективность
Еще одна причина, по которой производители автомобилей используют роботов-сварщиков, заключается в их способности постоянно удовлетворять ожидания отрасли без задержек и в рамках временных ограничений. Они производят точные, качественные сварные швы с меньшим количеством ошибок и, следовательно, несчастных случаев.
Роботы также могут выполнять множество работ, таких как сварка, покраска, отделка и многие другие. Их программирование позволяет им с легкостью выполнять сложные задачи.
Благодаря новым отраслевым стандартам, требующим облегчения автомобилей, эти машины могут производить более плотные сварные швы, которые могут выполняться только роботами.
Роботы-сварщики играют ключевую роль в автомобильной промышленности, поскольку они могут производить новые и усовершенствованные высококачественные автомобили.Поскольку спецификации, установленные в отрасли, становятся более точными, эти роботы могут выполнять их быстрее и эффективнее.
Применение автомобильных роботов
Существуют две основные категории сварочных роботов: полностью автоматические и полуавтоматические.
Полуавтоматическая сварка
Этот тип автомобильного робота-сварщика часто подходит для ограниченного количества продукции. Требуется, чтобы оператор вручную загружал детали в приспособление.
Контроллер сварки следит за тем, чтобы сварка, горелка и детали оставались с заданными параметрами. После завершения оператор снял готовую сборку.
Полностью автоматическая сварка
Полностью автоматическая роботизированная сварка идеально подходит для ответственных сварных швов, повторяющихся работ с идентичными деталями или если детали уже имеют значительную ценность.
При полностью автоматической сварке используются нестандартные машины, а иногда даже серия нестандартных машин. Они загружают детали, перемещают горелку, сваривают, следят за качеством указанного сварного шва, а затем выгружают готовую деталь.
В программу некоторых нестандартных машин даже добавлены проверки качества продукции. В зависимости от операции может потребоваться присутствие оператора.
Человеческий фактор
Это не означает, что человеческий фактор устарел в автомобильной промышленности. В то время как ручной сварщик может относительно легко переходить от одной детали к другой, машина ограничена одной конкретной запрограммированной задачей.
Производители должны иметь в штате технических специалистов для обслуживания, калибровки, исправления, а иногда и программирования этих дорогостоящих инвестиций, чтобы обеспечить их бесперебойную работу. Кроме того, доставка каждой машины может занять несколько месяцев, в зависимости от ее сложности.
 Доступны различные программы и услуги, которые дают соответствующим требованиям учащимся с ограниченными возможностями возможность в полной мере участвовать во всех аспектах программ и мероприятий колледжа посредством соответствующих и разумных приспособлений. Для получения дополнительной информации об их услугах посетите веб-сайт Центра академического размещения.
Доступны различные программы и услуги, которые дают соответствующим требованиям учащимся с ограниченными возможностями возможность в полной мере участвовать во всех аспектах программ и мероприятий колледжа посредством соответствующих и разумных приспособлений. Для получения дополнительной информации об их услугах посетите веб-сайт Центра академического размещения. .
. 02.2022 Под№: 1275
02.2022 Под№: 1275 Вот спектр сварочных услуг:
Вот спектр сварочных услуг: Тем не менее, благодаря совершенствованию технологий, опытный производитель все еще может эффективно использовать автоматизацию с малыми объемами и большим количеством компонентов.
Тем не менее, благодаря совершенствованию технологий, опытный производитель все еще может эффективно использовать автоматизацию с малыми объемами и большим количеством компонентов. Автоматизированные системы экономят энергию, работая стабильно, а не постоянно останавливаясь и работая.
Автоматизированные системы экономят энергию, работая стабильно, а не постоянно останавливаясь и работая. Найдите производителя, прошедшего обучение по программе и добившегося ощутимых успехов в использовании робототехники , а не производителя, которому пришлось бы начинать с нуля, добавляя возможности робототехники.
Найдите производителя, прошедшего обучение по программе и добившегося ощутимых успехов в использовании робототехники , а не производителя, которому пришлось бы начинать с нуля, добавляя возможности робототехники.
 также [ТЕХ.]
также [ТЕХ.]  [ТЕХ.]
[ТЕХ.]  [TECH.]
[TECH.]  ]
]  Предлагая форумы, словарный тренер и языковые курсы. Также доступно как приложение!
Предлагая форумы, словарный тренер и языковые курсы. Также доступно как приложение! Легко понять, почему.
Легко понять, почему. Таким образом, сокращение отходов, ранее вызванных человеческим фактором.
Таким образом, сокращение отходов, ранее вызванных человеческим фактором. Роботы-сварщики играют ключевую роль в автомобильной промышленности, поскольку они могут производить новые и усовершенствованные высококачественные автомобили.
Роботы-сварщики играют ключевую роль в автомобильной промышленности, поскольку они могут производить новые и усовершенствованные высококачественные автомобили.
