технологическая инструкция по сварке — это… Что такое технологическая инструкция по сварке?
- технологическая инструкция по сварке
3.49 технологическая инструкция по сварке (welding procedure specification): Документ, содержащий указания для оператора сварочного агрегата по получению производственных сварных швов, соответствующих требованиям настоящего стандарта. Включает все существенные и несущественные переменные процесса сварки трением, используемого для соединения деталей замка с телом бурильной трубы. Технологическая инструкция по сварке распространяется на все сварные швы, имеющие одинаковые заданные размеры и химический состав, сгруппированные в соответствии с документированной процедурой, что обеспечивает предсказуемые результаты обработки зоны сварного соединения для конкретной группы прочности.
3.18 Технологическая инструкция по сварке — документ, содержащий комплекс конкретных операций, марок сварочных материалов, оборудования для сборки и сварки стыков, позволяющий изготовить сварное соединение в соответствии с требованиями нормативной документации и настоящего РД.

3.27 технологическая инструкция по сварке: Нормативный документ, содержащий комплекс конкретных операций, марок сварочных материалов, оборудования для сборки и сварки кольцевых сварных соединений, определяющий технологию выполнения сварного соединения в соответствии с требованиями проектной и нормативной документации.
3.28
3.1.22 технологическая инструкция по сварке — документ, содержащий комплекс конкретных операций, марок сварочных материалов, оборудования для сборки и сварки стыков, позволяющий изготовить сварное соединение в соответствии с требованиями нормативной документации и настоящего стандарта.
1.2.16 Технологическая инструкция по сварке — документ, содержащий комплекс конкретных операций, марок сварочных материалов, оборудования для сборки и сварки стыков, позволяющий изготовить сварное соединение в соответствии с требованиями нормативной документации и настоящей Инструкции.

Словарь-справочник терминов нормативно-технической документации. academic.ru.
2015.
academic.ru.
2015.
- Технологическая инструкция по неразрушающему контролю
- технологическая информация
Полезное
Смотреть что такое «технологическая инструкция по сварке» в других словарях:
СТО Газпром 2-2.2-115-2007: Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно — Терминология СТО Газпром 2 2.2 115 2007: Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно: 3.1.1 автоматическая сварка: Сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной… … Словарь-справочник терминов нормативно-технической документации
технологическая — технологическая время, в течение которого мастика сохраняет способность к нанесению. Источник: Рекомендации: Методические рекомендации по … Словарь-справочник терминов нормативно-технической документации
технологическая карта — 3.
6 технологическая карта (manufacturing plan): Документ, определяющий последовательность действий, связанных с производством конкретной продукции, технологические операции, применяемое технологическое оборудование, включая установленные критерии … Словарь-справочник терминов нормативно-технической документацииРД 153-006-02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов
— Терминология РД 153 006 02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов: 1.2.3 Автоматическая сварка сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки … Словарь-справочник терминов нормативно-технической документацииОперационная технологическая карта — 3.19 Операционная технологическая карта документ, составленный в лаконичной, простой для пользователя табулированной форме на основе настоящего РД и типовых технологических карт.
Источник: РД 08.00 60.30.00 КТН 050 1 05: Сварка при строительстве… … Словарь-справочник терминов нормативно-технической документацииСТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия — Терминология ГОСТ Р 54383 2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа: 3.43 «слоновая кожа» (elephant hide): Несплошности наружной поверхности тела бурильной трубы, образующиеся в… … Словарь-справочник терминов нормативно-технической документации
РД 08.
— Терминология РД 08.00 60.30.00 КТН 050 1 05: Сварка при строительстве и капитальном ремонте магистральных нефтепроводов: 3.3 Автоматическая сварка сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки… … Словарь-справочник терминов нормативно-технической документации 00-60.30.00-КТН-050-1-05: Сварка при строительстве и капитальном ремонте магистральных нефтепроводовСП 86.13330.2014: Магистральные трубопроводы — Терминология СП 86.13330.2014: Магистральные трубопроводы: авторский надзор: Контроль лица, осуществившего подготовку проектной документации, за соблюдением в процессе строительства требований проектной документации. [Федеральный Закон от 30… … Словарь-справочник терминов нормативно-технической документации
документ — 23.01.05 документ* [document]: Текст, имеющий наименование, определенную структуру и обозначение, который может быть сохранен, отредактирован, найден и заменен как единое целое.
 6 технологическая карта (manufacturing plan): Документ, определяющий последовательность действий, связанных с производством конкретной продукции, технологические операции, применяемое технологическое оборудование, включая установленные критерии … Словарь-справочник терминов нормативно-технической документации
6 технологическая карта (manufacturing plan): Документ, определяющий последовательность действий, связанных с производством конкретной продукции, технологические операции, применяемое технологическое оборудование, включая установленные критерии … Словарь-справочник терминов нормативно-технической документации Источник: РД 08.00 60.30.00 КТН 050 1 05: Сварка при строительстве… … Словарь-справочник терминов нормативно-технической документации
Источник: РД 08.00 60.30.00 КТН 050 1 05: Сварка при строительстве… … Словарь-справочник терминов нормативно-технической документации 00-60.30.00-КТН-050-1-05: Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
00-60.30.00-КТН-050-1-05: Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
Какую информацию можно найти в инструкции для сварочного инвертора? | Часто задаваемые вопросы
Инструкция (техническое руководство по эксплуатации) предназначена для ознакомления потребителя с устройством и правилами технической эксплуатации изделия. Точное соблюдение требований, указанных в инструкции, будет способствовать продлению срока безаварийной эксплуатации инвертора. Производители сварочных инверторов КЕДР не допускают случаев поставки своей продукции без вложенной инструкции. Кроме того, инструкцию и другую документацию можно скачать на официальном сайте компании.
Инструкция начинается с ознакомления потребителя с сертификатами о соответствии европейским стандартам, что подтверждает качество и безопасность изделия. Далее следуют указания о мерах техники безопасности. Этот раздел необходимо читать особенно внимательно, так как от соблюдения этих мер может зависеть сохранение вашего здоровья.
Далее идут следующие разделы:
- комплект поставки;
- общее описание изделия;
- технические характеристики аппарата;
- правила эксплуатации инвертора.
Самым тщательным образом описаны приемы работы с инвертором, настройка параметров и особенности сварочного процесса.
Обслуживание инвертора
Для надежной работы любого технического устройства необходимо обеспечить его квалифицированное техническое обслуживание. В инструкции подробнейшим образом расписаны мероприятия планового и внепланового технического обслуживания. Рассмотрены вопросы транспортировки и хранения.
Большой раздел посвящен конкретной помощи наладчикам и сварщикам. Описаны основные неисправности и методы их устранения, приемы проведения диагностики для поиска более сложных отказов. Есть справочный раздел для сварщика и описание основных приемов работы с инвертором.
Каждый потребитель должен осознавать тот факт, что сварочный инвертор представляет собой сложное техническое устройство. Только точное знание и четкое исполнение всех пунктов инструкции гарантирует длительную и надежную работу сварочного инвертора.
Только точное знание и четкое исполнение всех пунктов инструкции гарантирует длительную и надежную работу сварочного инвертора.
Газ-Фасон / Инструкция по сварке фитингов
I. Технология сварки фитингов с з
акладными нагревателями ПЛАСТ-ФАСОН1. Введение
Фитинги с закладными нагревателями ПЛАСТ-ФАСОН выполнены из полиэтилена и могут свариваться с напорными трубами. Для воды – максимально допустимое рабочее давление 16 атмосфер, для газа -10 атмосфер.
Сварка фитингов должна происходить при температуре окружающей среды в пределах от -10.° С до +45°С.
Сварка с трубами из таких материалов, как РР, PCW недопустимая. В случае выполнения монтажных работ при сложных обстоятельствах или в сложных погодных условиях необходимо применять защитный навес.
Во время тумана монтаж запрещен.
Каждый фитинг ПЛАСТ-ФАСОН имеет этикетку с данными, необходимыми для выполнения сварки. Фитинги с закладными нагревателями приспособлены к току сварки 39,5В.
Фитинги с закладными нагревателями приспособлены к току сварки 39,5В.
Фитинги муфтового типа имеют два визуальных индикатора сварки и внутренние ограничители.
В связи с 50-летним сроком эксплуатации фитингов необходимо безоговорочно соблюдать приведенные ниже правила и соблюдать очередность монтажа.
2.1. Подготовка трубы к
электромуфтовой сварке.Обрезать трубу перпендикулярно ее оси.
- Внутренние и внешние края трубы зачистить (внутренние края не должны иметь заусениц, а внешние должны быть закруглёнными).
- Вложить трубу до положения, пока не почувствуется сопротивление внутренних ограничителей фитинга, и отметить на трубе фломастером глубину ее вложения.
- С помощью скребка удалить оксидный слой РЕ (например, от 0,1-0,2 мм). (Рекомендуется соскребывать большие поверхности, чтобы не было сомнения в выполнении этой операции. ) Вокруг фитинга должны быть видны следы удаления оксидного слоя.
- Очистить трубу снаружи предназначенным для этого средством, например, изопропиловым спиртом, с помощью поглощающего не крашеного и не ворсистого материала.
- Заново вложить трубу до положения, пока не почувствуется сопротивление внутренних ограничителей фитинга, и отметить на трубе фломастером глубину ее вложения.
- Деформированные грубые (овальные) трубы закруглить с помощью соответствующих обойм.
 ) Вокруг фитинга должны быть видны следы удаления оксидного слоя.
) Вокруг фитинга должны быть видны следы удаления оксидного слоя. Нетщательное удаление слоя окисла, и плохое промывание поверхности трубы могут быть причиной ДЕФЕКТНОГО СОЕДИНЕНИЯ.
2.2. Подготовка фитинга к
электромуфтовой сварке.- Вынуть фитинг из упаковки и промыть внутреннюю поверхность, например, спиртовыми салфетками или изопропиловым спиртом, с помощью поглощающего не крашеного и не ворсистого материала.
Плохое промывание поверхности фитинга может быть причиной ДЕФЕКТНОГО СОЕДИНЕНИЯ.
2.3 Монтаж .
- Вложить трубу по оси фитинга до положения, пока не почувствуется сопротивление ограничителей фитинга. (Если размеченная линия глубины вложения стерлась, необходимо разметить ее заново для контроля положения трубы в фитинге).
- Закрепить неподвижно элементы соединения в монтажном захвате с целью обеспечения стабильности соединения во время нагрева и охлаждения.
2.4.Выполнение
электромуфтовой сварки.Для электромуфтовой сварки должны применяться лишь следующие сварочные аппараты:
- Имеющие сертификат соответствия СЕ,
- Калиброванные не реже одного раза в год.
- Сварку необходимо производить в соответствии с инструкцией производителя сварочного аппарата.
Каждый фитинг ПЛАСТ-ФАСОН имеет этикетку, на которой указаны все необходимые параметры сварки (необходимо также обращать внимания на корректировку времени в зависимости от низких и высоких температур окружающей среды при ручном режиме сварки) и штрих-код, необходимый в случае режима автоматической сварки, где заложен коэффициент температурной компенсации.
Для фитингов диаметром от 75 мм и больше при сварке в ручном режиме время нагрева, указанное на этикетке, изменяется в соответствии с температурой окружающей среды:
- при температуре окружающей среды выше +30°С время нагрева необходимо уменьшить на 5 секунд;
- при температуре окружающей среды ниже +10°С время нагрева необходимо увеличить на 5 секунд;
- при температуре окружающей среды ниже +5°С время нагрева необходимо увеличить на 10 секунд;
- при температуре окружающей среды -10°С время нагрева необходимо увеличить на 20 секунд.
После сварки согласно инструкции по эксплуатации производителя сварочного аппарата, необходимо оставить соединение в монтажном положении на время охлаждения, указанное на этикетке.
2.5. Оценка качества сварки. Сварка выполнена правильно — видны визуальные индикаторы сварки и сварочный аппарат сообщил о правильности процесса, и не имела места ни одна из неправильных ситуаций.
Сварка выполнена неправильно — визуальные индикаторы сварки не выдвинулись или сварочный аппарат сообщил о неправильности процесса, или имела место одна из неправильных ситуаций, указанных ниже. В таком случае необходимо заменить дефектное соединение новым.
ДЕФЕКТЫ, КОТОРЫЕ МОГУТ ВОЗНИКНУТЬ ВО ВРЕМЯ СВАРКИ, ПРИ КОТОРЫХ НЕОБХОДИМОЙ ЯВЛЯЕТСЯ ЗАМЕНА ДЕФЕКТНОГО СОЕДИНЕНИЯ НОВЫМ
- Не перпендикулярное обрезание трубы. Не перпендикулярное обрезание трубы приводит к вытеканию жидкого полимера и перемещению проволоки нагревательного элемента, в результате чего может произойти короткое замыкание.
- Труба не вложена до ограничителей. Труба, не вложенная до ограничителей, приводит к вытеканию жидкого полимера и перемещению проволоки нагревательного элемента, в результате чего может произойти короткое замыкание.
- Дефектный, неравномерный монтаж соединения. Неровная установка трубы и фитинга приводит к образованию щелей и вытеканию полимера наружу и внутрь фитинга.
 Неровная установка трубы и фитинга приводит к образованию щелей и вытеканию полимера наружу и внутрь фитинга.
Неровная установка трубы и фитинга приводит к образованию щелей и вытеканию полимера наружу и внутрь фитинга.3. Правила сварки фитингов с закладными нагревателями
ПЛАСТ-ФАСОН седелочного типаФитинги седлового типа имеют один или два (в зависимости от количества зон сварки) визуальных индикаторов сварки.
3.1. Подготовка трубы к сварке.
- Приложить верхнюю часть фитинга к трубе и фломастером разметить на трубе поверхность, предназначенную для очистки.
- При сваривании фитингов седелочного типа без устройства фрезы, необходимо с помощью специального сверла сделать отверстие в трубе, и зачистить грубые края.
- С помощью скребка удалить оксидный слой РЕ от 0,1-0,2 мм. (Рекомендуется соскребывать большие поверхности, чтобы не было сомнения в выполнении этой операции.) Вокруг фитинга должны быть видны следы удаления оксидного слоя.
- Очистить трубу снаружи назначенным для этого средством, например, изопропиловым спиртом, с помощью поглощающего не крашеного и не ворсистого материала.
- Вторично приложить верхнюю часть фитинга к трубе и обозначить фломастером очищенную поверхность.
- Для фитингов седелочного типа с 2-мя зонам сварки: Трубу или главную часть с устройством фрезы, что сваривается, нагревательным элементом в ответной части фитинга седлового типа, подготавливают, так как описано в п.2.1

Нетщательное удаление оксидного слоя, и плохое промывание поверхности трубы могут быть причиной ДЕФЕКТНОГО СОЕДИНЕНИЯ.
3.2. Подготовка
фитинга седелочного типа к сварке- Вынуть фитинг из упаковки и промыть внутреннюю поверхность, например, изопропиловым спиртом, с помощью поглощающего не крашеного и не ворсистого материала.
Плохое промывание поверхности фитинга может быть причиной ДЕФЕКТНОГО СОЕДИНЕНИЯ
3.3. Монтаж
фитинга седелочного типа.- Отвинтить крепежные болты фитинга и раздвинуть нижнюю обойму.
- Наложить на очищенную поверхность трубы и равномерно привинтить все болты перекрестно при помощи плоского ключа.
- Шейки фитингов должны находиться в положении перпендикулярно оси трубы, а фитинг не должен сгибать трубу.
- Для фитингов седелочного типа с 2-мя зонам сварки: Трубу или главную часть с устройством фрезы, что сваривается нагревательным элементом в ответной части фитинга седлового типа, монтируют, так как описано в п.2.1
Нетщательное свинчивание верхней части фитинга к нижней обойме фитинга седлового типа может быть причиной ДЕФЕКТНОГО СОЕДИНЕНИЯ.
При осуществлении сварки СЕДЛОВЫХ ТРОЙНИКОВ С ФРЕЗОЙ перед выполнением сварки не разрешается изменять установленное производителем положение фрезы.
3.4.Выполнение сварки.
В случае сварки СЕДЕЛОК С УСТРОЙСТВОМ ФРЕЗЫ не разрешается превышать максимальное рабочее давление в трубе 3 бар (во время сварки, охлаждения и высверливания отверстия).
Для сварки должны применяться лишь следующие сварочные аппараты:
- Имеющие сертификат соответствия СЕ,
- Калиброванные не реже одного раза в год.
Сварку необходимо производить в соответствии с инструкцией производителя сварочного аппарата.
Каждый фитинг ПЛАСТ-ФАСОН имеет этикетку, на которой указаны все необходимые параметры сварки (необходимо также обращать внимания на корректировку времени в зависимости от низких и высоких температур окружающей среды при ручном режиме сварки) и штрих-код, необходимый в случае режима автоматической сварки, где заложен коэффициент температурной компенсации.
ВНИМАНИЕ!
Для фитингов седлового типа диаметром от 75 мм и больше при сварке в ручном режиме время нагрева, указанное на этикетке, изменяется в соответствии с температурой окружающей среды:
- при температуре окружающей среды выше +30°С время нагрева необходимо уменьшить на 5 секунд;
- при температуре окружающей среды ниже +10°С время нагрева необходимо увеличить на 5 секунд;
- при температуре окружающей среды ниже +5°С время нагрева необходимо увеличить на 10 секунд;
- при температуре окружающей среды -10°С время нагрева необходимо увеличить на 20 секунд.
После сварки согласно инструкции по эксплуатации производителя сварочного аппарата, необходимо оставить соединение в монтажном положении на время охлаждения, указанное на этикетке.
Несоблюдение времени охлаждения может быть причиной ДЕФЕКТНОГО СОЕДИНЕНИЯ.
3.5. Высверливание отверстия в полиэтиленовой трубе.
(относится к седелочному отводу с устройством фрезы)
Высверливание отверстия в трубе и подачу полного пробного и рабочего давления можно выполнять лишь по окончании времени охлаждения фитинга, указанного производителем.
- Отвинтить пробку.
- Вложить т-образный шестигранный ключ внутрь ножа фрезы до положения, пока не почувствуется сопротивление.
- Вращая ключом, вкрутить фрезу. (После выполнения выше приведенных операций отверстие в трубе будет заделано).
- Выкрутить фрезу при помощи ключа в крайнюю верхнюю точку.
- Проверить наличие и правильное расположение сальника, после чего закрутить крышку с помощью специального ключа до упора.
3.6. Оценка качества сварки.
- Сварка выполнена правильно — Появились визуальные индикаторы сварки и сварочный аппарат сообщил о правильности процесса.
- Сварка выполнена неправильно — Визуальные индикаторы сварки не выдвинулись или сварочный аппарат сообщил о неправильности процесса, или имела место одна из неправильных ситуаций, указанных ниже. В таком случае необходимо заменить дефектное соединение новым.

ДЕФЕКТЫ, КОТОРЫЕ МОГУТ ВОЗНИКНУТЬ ВО ВРЕМЯ СВАРКИ, ПРИ КОТОРЫХ НЕОБХОДИМОЙ ЯВЛЯЕТСЯ ЗАМЕНА ДЕФЕКТНОГО СОЕДИНЕНИЯ НОВЫМ:
- Перетянутые болты – Может привести к вытеканию жидкого полимера и перемещению проволоки нагревательного элемента, в результате чего может произойти короткое замыкание.
- Фитинг смещен относительно намеченной области – спираль размещена над высверленным отверстием, что приведет к вытеканию жидкого полимера и перемещению проволоки нагревательного элемента, в результате чего может произойти короткое замыкание.
Если у вас возникнут дополнительные вопросы, ви можете связатся с нами с помощью формы ниже, или по телефону
Инструкция по сварке фитингов FRIALEN ручным вводом
- Включить аппарат.
- Ввести в аппарат параметры напряжения сварки для данного фитинга. Напряжение представлено на штрих-коде цифрами № 13 и 14. В данном случае напряжение составляет 22 Вольт.
- Ввести в аппарат время сварки для данного фитинга. Время сварки представлено на штрих-коде цифрами № 19, 20, 21. В данном случае время сварки составляет 32 секунды при температуре окружающей среды +20 С.
- Если температура окружающей среды меньше +20 С, то нужно ввести другую температуру сварки, которая рассчитывается по формуле с учетом коэффициента, указанного на штрих-коде цифрой № 22:
- t сварки= t задан — (Т окруж.среды — 20) * Цифра № 22 / 10
- Например: t задан = 32 сек.; Т окруж среды = + 10° C. Получаем, t сварки= 32 — (10 — 20) * 0,7= 39 секунд — необходимое время сварки
- Если температура окружающей среды больше +20С, то нужно ввести другую температуру сварки, которая рассчитывается по формуле с учетом коэффициента, указанного на штрих-коде цифрой № 23:
- t сварки= t задан — (Т окруж. среды — 20) * Цифра № 23 / 10
- Например: t задан = 32 сек.; Т окруж среды = + 30° C. Получаем t сварки= 32 — (30 — 20) * 0,3= 29 секунд — необходимое время сварки.
- Цифры №9,10,11 обозначают диаметр в мм.
- Цифры №13,14 напряжение сварки, В.
- Цифры №15,16,17 сопротивление сварки, Ом.
- Цифры №19,20,21 нормальное время сварки в секундах, при 20º С.
- Цифры №22,23 температурная компенсация ± 0,1сек/1º С при 20º С.

 среды — 20) * Цифра № 23 / 10
среды — 20) * Цифра № 23 / 10
Примечание: цифра №22 обозначает увеличение времени сварки в десятых долях секунды, на 1 ºС при уменьшении нормальной температуры (t норм = 20 ºС).
цифра №23 обозначает уменьшение времени сварки на десятые доли секунды, на 1 ºС при увеличении нормальной температуры (t норм = 20 ºС).
05 декабря 2014
аргонодуговая, для начинающих пошаговая инструкция, ТИГ, TIG, ГОСТ 14806-80, технология, контактная его сплавов, расход, оборудование
Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Общие характеристики аргонодуговой сварки
Газ аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла (плавящегося электрода). При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например: для проволоки диаметром d = 1,6 мм сила тока сварки I= 120-240А. При силе тока сварки больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу при силе тока сварки ≈ 100А.
Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу при силе тока сварки ≈ 100А.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (как правило, для электрода используется вольфрам). Электрод расположен в горелке, через сопло которой вдувается защитный газ (как правило, аргон). Присадочный материал в электрическую цепь не включён и подаётся в зону дуги со стороны.
Электрод расположен в горелке, через сопло которой вдувается защитный газ (как правило, аргон). Присадочный материал в электрическую цепь не включён и подаётся в зону дуги со стороны.
Сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При способе сварки неплавящимся электродом зажигание дуги не может быть выполнено путём касания электродом изделия по двум причинам.
Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счёт искры между изделием и электродом достаточно сложно. При аргонодуговой сварке плавящимся электродом после того, как проволока коснётся изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу.
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонодуговой сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Поэтому при аргонодуговой сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор — устройство, предназначенное для бесконтактного возбуждения электрической дуги и стабилизации горения дуги при сварке малыми токами.
Для зажигания дуги осциллятор подаёт на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и обеспечивает подачу импульсов на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Деионизация — процесс исчезновения положительных и/или отрицательных ионов, а также электронов из занимаемого газом объёма. Является обратным процессу ионизации и обычно происходит после прекращения электрического разряда в газе.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны, что предотвращает пористость шва.
Типы
Электроды из вольфрама делятся на три типа: 1. Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи. 2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов. 3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи. 2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов. 3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом — это соединения из легированных сталей, цветных металлов, титановых и алюминиевых сплавов. При малых толщинах аргонодуговая сварка может выполняться без присадки. Данный способ сварки обеспечивает хорошее качество и формирование сварного шва, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонколистного металла при одностороннем доступе к поверхности изделия. Этот способ получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом случае аргонодуговую сварку иногда называют орбитальной.
Этот способ получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом случае аргонодуговую сварку иногда называют орбитальной.
Аргонодуговая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объём её применения относительно невелик.
Существует несколько разных типов швов, выполняемых при аргонодуговой сварке. К ним можно отнести: стыковой шов, шов внахлестку, угловой шов и т-образный шов.
Стыковой шов — может быть выполнен без помощи присадочного материала (прутка). Данным видом сварки соединяют металлические части по рубцам.
Шов внахлестку — верхний край приваривается к нижнему при двух наложенных друг на друга металлических частей.
Угловой шов — это сварка одного металлического изделия под прямым углом к другому изделию с целью сформировать угол.
Чтобы получить т-образный шов, необходим присадочный пруток (материал). Такой шов получается, если положить одно металлическое изделие перпендикулярно к другому, чтобы получилась т-образная конструкция. Такой вид шва может быть выполнен на любой стороне перпендикулярного рубца.
Такой вид шва может быть выполнен на любой стороне перпендикулярного рубца.
Аргонодуговую сварку можно использовать для сварки многих металлов, но чаще всего она используется для сварки алюминия, особенно тонколистного. Алюминий можно сваривать и другими видами сварки, однако наиболее точную и чистую сварку сложных изделий (например, трубок автобусных кондиционеров) можно выполнить лишь аргонодуговой сваркой.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом. 1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием. 2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках. 3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Недостатки аргонодуговой сварки
Основными недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта, а применение автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Аргонодуговая сварка. Основные ГОСТы
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные
Соединения сварные
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся
ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ — Государственный стандарт — основная категория стандартов в СССР, сегодня межгосударственный стандарт в СНГ. Принимается Межгосударственным советом по стандартизации, метрологии и сертификации (МГС). ГОСТ в настоящее время является нормативным неправовым актом.
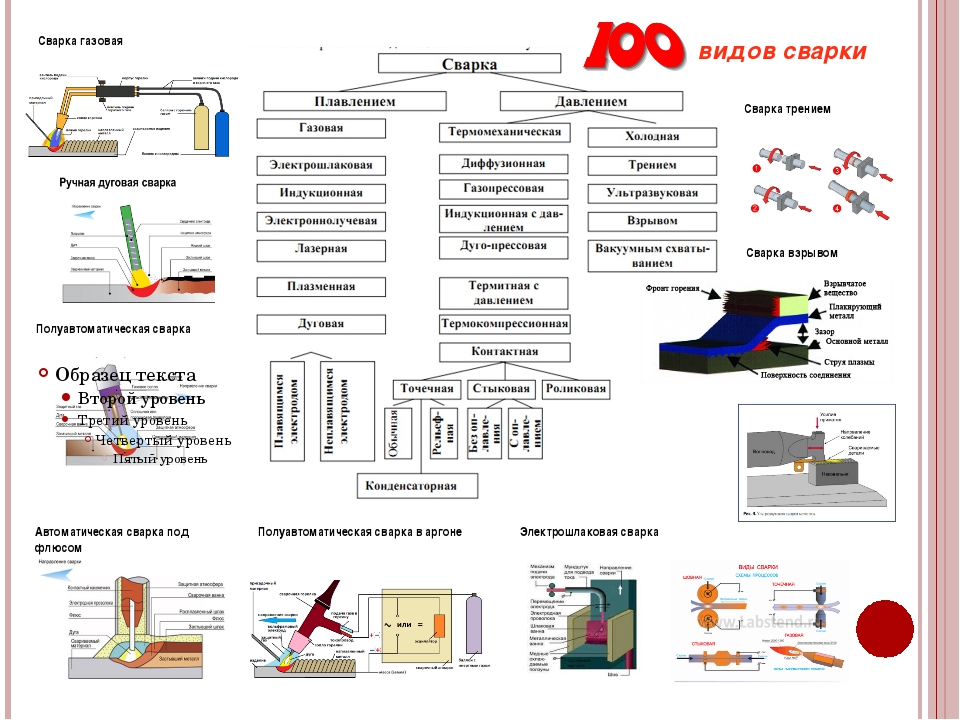
Способы
Помимо рассматриваемой технологии, существует несколько основных способов сварки алюминия:
- Газовая,
- Ручная дуговая,
- Полуавтоматическая,
Рассмотрим их подробнее:
- Газовая сварка подразумевает использование специальных прутков, в качестве присадочного материала. Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
- Ручную дуговую сварку покрытыми электродами выполняют относительно редко, поскольку даже использование надежного инверторного аппарата и качественных электродов не позволяют надеяться на соединения высокого качества, ввиду специфических качеств алюминия.
- Сварка в полуавтоматическом режиме – достойная альтернативна аргонодуговой сварке. Данный метод также предусматривает использование газа в качестве средства защиты горячего металла. Главное требование – правильный подбор присадочной проволоки. Ее состав должен соответствовать основной поверхности.
 Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.Сварку трением алюминия и его сплавов используют для работы с особо тонкими элементами, которые невозможно соединить классическими способами.
Газ аргон
Аргон относится к группе инертных газов. При обычных условиях представляет собой газ без выраженного цвета, вкуса и запаха.
При обычных условиях представляет собой газ без выраженного цвета, вкуса и запаха.
В 1785 году химически устойчивый новый газ в воздухе впервые заметил английский химик Г. Кавендиш, но выявить и описать его не смог. Через 100 лет Джон Уильям Страт натолкнулся на неизвестную примесь, которая делает воздух тяжелее. Не найдя объяснения такой аномалии, он обратился за помощью к коллегам. Через 2 года вместе с Уильямом Рамзаем они установили, что в азоте воздуха присутствует примесь неизвестного газа, который тяжелее азота.
Именно тогда — 13 августа 1894 года аргону дали греческое имя, означающее «ленивый». Парадоксальность газа была в том, что он не вступал в реакции с веществами, был абсолютно инертен. В его существовании усомнился и Д.И. Менделеев, потому что новый элемент не вписывался в созданную им систему (периодический закон химических элементов). Только через несколько лет, после открытия гелия аргон получил официальное признание. Инертным газам была отведена отдельная нулевая группа.
Как подготовить соединяемые детали?
Начинать работы следует с тщательной подготовки поверхности, которая включает в себя удаление оксидной пленки. Существует два принципиально разных подхода, которые будут рассмотрены ниже.
Механический метод
Исходя из названия, поверхность обрабатывается с помощью подручных средств:
- Щетки по металлу с низкой жесткостью,
- Наждачная бумага.
Допустимо выполнения работ как вручную, так и с помощью болгарки или другого инструмента.
Использование наждачной бумаги может привести к загрязнению поверхности, что негативно отразится на качестве шва. По этой причине абразив используют только в крайних случаях, при отсутствии других способов очистки.
Щетка по металлу должна быть новой. Если она использовалась для очистки других металлических поверхностей, мелкие частички могут попасть в шов при плавлении металла.
Жесткость должна быть низкой, поскольку цель обработки – удаление тонкого поверхностного слоя. Чрезмерное давление способно нарушить структуру металла.
Чрезмерное давление способно нарушить структуру металла.
Химический
Для травления поверхности можно приобрести состав в специализированном магазине или изготовить его самостоятельно. Он включает в себя следующие компоненты:
- литр воды,
- гидроксид натрия (50 мг),
- фторид натрия (45 мг).
Состав наносят на поверхность в течение одной минуты. Процедуру можно проводить за 3 дня до начала работ – за это время защитные свойства будут сохранены.
Опытные сварщики рекомендуют подготовить и прутки. Для этого их травят, промывают, сушат и подвергают кратковременной термообработке.
Свойства аргона
Одноатомность и химическая инертность аргона объясняются насыщенностью электронных оболочек. Из всех инертных газов он самый лёгкий. Хорошо растворяется в воде и многих органических жидкостях, адсорбируется на поверхностях твёрдых тел. Но при этом не диффундирует сквозь металлы и практически не растворим в них. Благодаря этому свойству он нашёл своё применение в аргонодуговой сварке.
Ещё одно своё свойство аргон проявляет под действием электрического тока — ярко светится. Поэтому этот газ, и его сине-голубое свечение широко используется в светотехнике.
Известно и о его влиянии на живые организмы. При вдыхании смеси из аргона, азота и кислорода в пропорции 69:11:20 под давлением 4 атм. проявляются явления наркоза. В жидком виде он вызывает обморожение кожных покровов, поражает слизистую оболочку глаз.
Хорошо благоприятствует росту растений, так как было экспериментально проверено, что многие растения прорастают в смеси аргона и воздуха.
Последовательность проведения сварочных работ
Сварка аргоном алюминия осуществляется в следующей последовательности:
- Подготовка сварочного аппарата, ванны для сварки, подбор электродов и дополнительных брусков, подбор необходимого флюса.
- Подготовка свариваемых деталей. Этот процесс производится в три этапа:
- непосредственная очистка и обезжиривание частей алюминиевых деталей, которые будут свариваться. Обезжиривание поверхности производится растворителями, например ацетоном или уайт-спиритом;
- при необходимости производят разделку кромок. Это делается для деталей, толщина которых превышает 4 мм. Если толщина деталей не превышает 2 мм, то специалисты советуют произвести, так называемую отбортовку;
- предварительное удаление оксидной плёнки. Эту операцию производят механическим воздействием на поверхность свариваемых деталей. Её производят либо с помощью наждачной бумаги или металлической щётки из нержавеющей стали (желательно, чтобы толщина проволоки у щётки не превышала 0,15 мм).
 Обезжиривание поверхности производится растворителями, например ацетоном или уайт-спиритом;
Обезжиривание поверхности производится растворителями, например ацетоном или уайт-спиритом;- Непосредственная сварка. Она осуществляется в соответствии с существующими инструкциям и рекомендациями и подробно описана в предыдущем пункте.
Кроме всех приведенных преимуществ, профессионалы отмечают, что с помощью технологии сварки алюминия аргоном можно производить разнородную сварку. Именно применение аргона и соответствующей горелки позволяет сваривать металлы с разными температурами плавления и коэффициентами расширения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Достоинства аргона
При применении аргонодуговой сварки получаемые результаты отвечают передовым условиям производства. Отсутствие основных недостатков, какие встречаются у других типов сварки, обусловили её широкое использование. Абсолютно незаменима аргонодуговая сварка в металлургии. Особенно востребована при ремонтных работах с автомобилями, так как качество отремонтированных деталей не хуже, чем новых, однако стоимость ремонта на порядок меньше, чем их полная замена. При очевидных достоинствах аргона нужно отметить высокую однородность получаемых швов и их устойчивость к коррозии, большой потенциал в работе с достаточно тонкостенными элементами, широту использования.
Однако следует отметить, что высокое качество сварки обусловлено не только качественными материалами, аргоном высокой чистоты, современным оборудованием и технологиями, но и опытом, мастерством, квалификацией специалистов (сварщиков).
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.
Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.

В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения. Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Использование аргона
Получают аргон при разделении воздуха на кислород и азот в виде побочного продукта. Как доступный дешёвый газ он нашёл широкое применение. Раньше в основном использовался в электровакуумной технике для ламп. В последние годы основная часть добываемого аргона идёт в металлургию и металлообработку, в частности, для аргонодуговой сварки.
Хранят и транспортируют газ в баллонах ёмкостью 40 л. Такие баллоны окрашиваются в серый или чёрный цвет с зелёной полосой. Для перевозки сжиженного аргона используют сосуды Дюара и специальные цистерны с вакуумной изоляцией.
Запасы этого газа неисчерпаемы. Его больше, чем всех элементов его группы. Нужно учитывать, что он устойчив к каким-либо воздействиям и возвращается в атмосферу в не измененном виде. Так как тенденция современной промышленности — активное использование сверхчистых материалов, то производство и потребление аргона будет только расти.
Плюсы и минусы
Аргонодуговая сварка обладает рядом преимуществ:
- Свариваемая заготовка не подвергается значительной термообработке, что положительно влияет на целостность структуры поверхности.
- Использование защитного газа надежного защищает расплавленный металл от взаимодействия с окружающей средой. Полученный будет иметь однородную структуру и высокие качественные характеристики.
- Использование вольфрамового электрода позволяет равномерно проплавить шов на всех уровнях.
Имеются и недостатки, которые также необходимо учитывать при выборе технологии:
- Присадочный материал подается руками, что снижает производительность, по сравнению с полуавтоматическим режимом.
- Предъявляются высокие требования к квалификации исполнителя.
- Технологическая сложность процесса. Даже незначительные изменения, например соотношения угла наклона горелки к прутку может негативно сказаться на результате.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Блоки (панели) управления установками для сварки ТИГ
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.
При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.
Руководство по сварке: бесплатные электронные книги и видео
Итак, вы ищете руководство или курс по сварке?
Что бы вы сказали, если бы мы сказали вам, что нашли сварку, которая предназначена для всех, кто хочет заниматься сваркой в своем собственном темпе, без необходимости изучать основы в дорогой сварочной школе или программе. Это также хорошее руководство по возвращению к основам для любого профессионала, желающего освежить свои навыки.
Курс учит всему, что нужно новичку, от покупки недорогого оборудования до укладки первой бусинки.Нам также нравится, что вы можете предварительно просмотреть несколько видеороликов, прежде чем принять решение о покупке. (см. видео ниже).
Начните сварку менее чем за 90 минут с помощью этого руководства по сварке
Изучив многие из имеющихся руководств по сварке, мы быстро пришли к выводу, что:
- имеется много руководств по сварке
- самые сложные, сделать сложно быстро и быстро наладить
- видео должно быть частью курса, чтобы вы могли видеть и слышать каждый шаг.

Так было до тех пор, пока мы не нашли Гарретта Стронга и курс, который он составил, под названием «90 Minute Mig Mastery».”
Что такое курс
Это именно то, что доктор прописал новичку или опытному сварщику, который хочет отточить свое мастерство.
Он предоставляет полный чертеж от A до A, который позволит вам выполнить сварку менее чем за 1 час.
Нам также нравится, что вы можете посмотреть несколько видеороликов бесплатно, чтобы вы могли попробовать их перед покупкой. В одном из предварительных видеороликов шаг за шагом объясняется, как выполнить сварку за один час.
Это самый простой способ сварки для новичков, которые хотят изготовить что угодно.Еще одним плюсом является то, что в курсе основное внимание уделяется сварке MIG, сварке с использованием обычной розетки и относительно недорогого оборудования, поэтому вы можете начать работу в собственном гараже.
Щелкните ссылку «Узнать больше» в правом верхнем углу видео, чтобы просмотреть больше видео и узнать больше о курсе. Мне лично нравится, что этот курс посвящен нескольким полезным стартовым проектам, таким как создание собственной ямы для барбекю, работа с автомобилем, украшения или как построить мотоцикл.
Мне лично нравится, что этот курс посвящен нескольким полезным стартовым проектам, таким как создание собственной ямы для барбекю, работа с автомобилем, украшения или как построить мотоцикл.
Как только вы научитесь делать несколько прочных сварных швов, вы сможете применить эти навыки практически ко всему.
Попробуйте эти бесплатные электронные книги
Мы также нашли несколько отличных (и бесплатных) электронных книг, которые охватывают некоторые основы. Кратко прочтите их, чтобы лучше понять, что вам нужно знать.
Все читатели Weld Guru имеют право на двух бесплатных электронных книг по сварке, когда они подпишутся на нашу бесплатную новостную рассылку по сварке.
Бесплатная электронная книга №1: «Mig Welding Mastery»
«Mig Welding Mastery» описывает, как начать сварку прямо из дома с очень небольшими деньгами или временем.Изучите основы из руководства по сварке.
Бесплатная электронная книга № 2: «Руководство покупателя сварочного аппарата Mig»
«Руководство покупателя сварочных аппаратов Mig» — это ваш путеводитель по выбору высокопроизводительного сварочного аппарата с малым накатом. Изучите основы, такие как минимальная необходимая мощность, возможности пистолета-катушки и некоторые рекомендуемые модели.
Изучите основы, такие как минимальная необходимая мощность, возможности пистолета-катушки и некоторые рекомендуемые модели.
Как получить бесплатные электронные книги
После того, как вы укажете ниже адрес электронной почты и подтвердите свой адрес электронной почты, вы попадете на страницу, где сможете скачать первые две книги.
Мы пишем третью книгу о «Трех наиболее распространенных ошибках сварщиков», которая будет отправлена вам по электронной почте, как только она будет готова.
Рекомендуемое руководство по сварке включает в себя справку по декоративной сваркеНе забывайте о своем решении попробовать сварку. Вы можете начать с недорогого сварочного аппарата и понимания некоторых основ. Начните с чего-нибудь простого, например, с чтения бесплатных электронных книг, предлагаемых на этой странице, или с просмотра видео. Шаг за шагом вы попадете туда, куда хотите.
Другие ресурсы
Американское общество сварщиков — отличное место, где можно купить книги и узнать больше о профессии. Это наш ресурс с вопросами по таким темам, как профессиональная сертификация или карьера сварщика.
Это наш ресурс с вопросами по таким темам, как профессиональная сертификация или карьера сварщика.
Обучающие стратегии для преподавателей сварки
Пошаговое руководство для преподавателей сварки и администраторов программ
Видеокурс «Обучающие стратегии для преподавателей сварки» идеально подходит для новичков или опытных инструкторов по сварке, которые хотят создать более прочную основу обучения, разработать более эффективную учебную программу и использовать передовой педагогический опыт в классе и в сварочной лаборатории.Курс также ориентирован на администраторов и лиц, принимающих решения, в любом учебном заведении, стремящемся создать успешную программу сварки (или другой квалифицированной профессии) или улучшить свою существующую программу.
Содержание курса представлено в виде серии кратких интерактивных модулей, каждый с соответствующими проверками знаний, тематическими исследованиями и оценками. Он был разработан в сотрудничестве с Weld-Ed и предоставлен доктором В. Ричардом Поланиным, пожизненным преподавателем сварки и профессиональным отраслевым специалистом, а также нынешним вице-президентом AWS и новым президентом AWS (2021 г.).
Ричардом Поланиным, пожизненным преподавателем сварки и профессиональным отраслевым специалистом, а также нынешним вице-президентом AWS и новым президентом AWS (2021 г.).
Найдите минутку, чтобы щелкнуть вкладки ниже, чтобы получить полный список тем, затронутых в курсе, подробный обзор карьеры и образования доктора Поланина, а также информацию о ценах и закупках.
Кому следует пройти этот курс? • Любое лицо, работающее в качестве преподавателя, консультанта или администратора в сварочной программе или учебном заведении, специализирующееся на техническом образовании и / или квалифицированных профессиях.
• Любое лицо, стремящееся преподавать или работать в административном качестве в учебном заведении / программе, ориентированной на сварочные или другие технические навыки или профессии
Это студенческое объединение может включать в себя множество должностей, в том числе:
Сварщики
Инструкторы по сварке
Консультанты / научные консультанты
Администраторы (средняя школа, технический колледж или другое учебное заведение)
Перспективные или действующие сертифицированные инспекторы по сварке (CWI) или сертифицированные преподаватели по сварке (CWE)
Однако настоятельно рекомендуется иметь базовые знания стандартных условий сварки и основных принципов.Студентам, незнакомым со сварочными процессами и терминологией, рекомендуется пройти онлайн-курс AWS Welding Fundamentals перед началом этого.
Задачи Этот курс обучает студентов:- Различия между несколькими ключевыми теориями обучения
- Интегрируйте теории обучения в классе
- Применять методы управления классом для максимального вовлечения учащихся
- Внедрить методы оценки и оценки для улучшения понимания и удержания
- Удовлетворение потребностей программы посредством работы с населением и использования существующих партнерских отношений и ресурсов
РЕЗУЛЬТАТЫ ОБУЧЕНИЯ СТУДЕНТОВ
По завершении курса «Учебные стратегии для преподавателей сварки» студенты смогут:
1
Адвокат по сварке и техническое образование
2
Объясните историю обучения в связи со сваркой
3
Создание учебной программы с использованием передового опыта разработки учебных программ
4
Определение потребностей данной образовательной программы
5
Анализируйте ключевые теории обучения
6
Реализация различных теорий обучения в классе
7
Определите факторы, которые оптимизируют обучение для разных стилей обучения
8
Выбор методов обучения, наиболее подходящих для любой учебной программы
9
Различия в подходах к обучению по сравнению собучение
10
Изменение лабораторных занятий в зависимости от ресурсов и уровня учащегося
11
Использовать таксономию Блума для написания высокоуровневых задач когнитивного и психомоторного обучения
12
Различать методы оценки и оценки
13
Разработайте тестовые вопросы, используя пять принципов оценивания
14
Понимание стандартного нормального распределения и его использования при оценке
15
Объясните значение сертификации и квалификации
Сварочные технологии — MJC
ПРОГРАММА КУРС ПОСЛЕДОВАТЕЛЬНОСТЬ ПУТИ:
WELD 200 — ARC & GAS WELDING / 3 блока
Введение и базовые инструкции по теории и технике кислородно-ацетиленовой сварки
резка и дуговая сварка металла в защитных слоях. Безопасность и работа станка при сварке
Магазин будет представлен в виде лекций, а также «практических» лабораторных опытов. Поле
могут потребоваться поездки. Лекция / Лаборатория. Плата за материалы требуется. Перевод: CSU
(Только A-F)
Безопасность и работа станка при сварке
Магазин будет представлен в виде лекций, а также «практических» лабораторных опытов. Поле
могут потребоваться поездки. Лекция / Лаборатория. Плата за материалы требуется. Перевод: CSU
(Только A-F)
WELD 204 — GAS METAL ARC (MIG) И FLUX CORE ARC WELDING (FCAW) / 3 блока
Предварительное условие: WELD 200 Ранее обозначался как WELD 202.
Сварка нержавеющей стали, алюминия и черных металлов с использованием металлического инертного газа
(MIG) / процессы дуговой сварки сердечником (FCAW). Квалификационные процедуры для американца
Сертификат D1-1 Общества сварщиков (A.W.S.) для низкоуглеродистой стали и алюминия. Полевые поездки
может потребоваться. Лекция / Лаборатория. Плата за материалы требуется. Перевод: ЧГУ. (A-F
или P / NP)
Перевод: ЧГУ. (A-F
или P / NP)
WELD 206 — GAS TUNGSTEN ARC WELDING (TIG) / 3 единицы
Предварительное условие: WELD 200 Ранее обозначался как WELD 202.
Расширенные процедуры дуговой сварки нержавеющей стали, алюминия и черных металлов
с использованием процесса газовой вольфрамовой дуговой сварки (TIG). Американское общество механиков
Процедура аттестации инженеров (A.S.M.E.). Могут понадобиться деловые поездки.
Лекция / Лаборатория. Плата за материалы требуется. Перевод: ЧГУ. (A-F или P / NP)
WELD 300 — INTERMEDIATE WELDING / 3 единицы
Предварительное условие: WELD 200
Инструктаж среднего уровня по применению S. M.A.W. (Экранированная металлическая дуга
Сварка) и оборудование для газокислородной резки, процедуры испытаний и допуски для соответствия
A.W.S. (Американское сварочное общество) и A.S.M.E. (Американское общество инженеров-механиков)
коды. Курс обеспечивает дополнительные навыки, необходимые для подготовки к сертификационному курсу.
Требуются экскурсии. Лекция / Лаборатория. Плата за материалы требуется. (Только A-F)
M.A.W. (Экранированная металлическая дуга
Сварка) и оборудование для газокислородной резки, процедуры испытаний и допуски для соответствия
A.W.S. (Американское сварочное общество) и A.S.M.E. (Американское общество инженеров-механиков)
коды. Курс обеспечивает дополнительные навыки, необходимые для подготовки к сертификационному курсу.
Требуются экскурсии. Лекция / Лаборатория. Плата за материалы требуется. (Только A-F)
WELD 325 — ПРОЕКТИРОВАНИЕ И ПРОИЗВОДСТВО / 3 блока
Предпосылка: WELD 200 и 204.
Теория рисования, включающая в себя методы зарисовки идей в процессе разработки.
и макет окончательных чертежей. Ориентировочная стоимость, включая выбор подходящего
материалы и производственные процессы. Требуются проекты. Максимум два доработки. Могут понадобиться деловые поездки. Лекция / Лаборатория. (Только A-F)
Могут понадобиться деловые поездки. Лекция / Лаборатория. (Только A-F)
WELD 340 — PIPE WELDING / 3 блока
Предварительное условие: WELD 200 и 300.
Общие сведения о трубопроводной арматуре, процедурах сварки, применяемой компоновке и установке
техники. Требуются экскурсии. Максимум три доработки. Лекция / Лаборатория.
Плата за материалы требуется. (A-F или P / NP)
Преподаватели и сотрудники:
Профессор Эрик Тернер
(209) 575-6336
КУРСЫ: WELD 200, 204, 206
Инструктор Мануэль Кунья
(209) 575-6869
КУРСЫ: WELD 200, SM 331, SM 332
(209) 575-6336
КУРСЫ: WELD 200, WELD 204, WELD 206, WELD 300, WELD 325, WELD 340
Заслуженный профессор Сонни Гамм
(209) 575-6336
КУРСЫ: WELD 200, WELD 204, WELD 206, WELD 300
Протокол консультативного собрания:
Весна 2018
Весна 2017
Весна 2014
Инструктаж по сварке используется для обучения студентов в Нью-Брансуике
Инструктаж по сварке отправляется на дорогу в Нью-Брансуике в 53-футовом трейлере с восемью сварочными кабинами для учащихся средних школ провинции.
Первая мобильная сварочная программа в Нью-Брансуике и, возможно, во всей Атлантической Канаде, трейлер пойдет в средние школы без занятий по сварке.
«Речь идет о подготовке молодежи к навыкам, необходимым для успеха в Нью-Брансуике и Канаде, но также и о создании для них возможностей», — говорит Даррен Хэнскомб, специалист по обучению, квалифицированным профессиям, Департамента образования и раннего образования Нью-Брансуика. Детское развитие.
Сьюзан Кроули, исполнительный директор CWB Welding Foundation, говорит, что в некоторых регионах Канады до 40 процентов сварщиков уйдут с поля в следующие 10-15 лет.
В то же время, многие средние школы давно исключили из своих учебных программ занятия по промышленным цехам, в результате чего учащиеся практически не имеют доступа к таким профессиям, как сварка.
Мобильная инициатива направлена на то, чтобы распространить стандартную учебную программу по сварке, определенную правительством провинции, в средние школы, в которых нет возможностей для обучения.
Он будет оборудован системой полного удаления дыма и кабинами для сварки во всех положениях, аналогичными установке в магазине средней школы, говорит Хэнскомб.
Инициатива представляет собой партнерство между правительством, CWB и частным сектором компаний Ocean Steel, Construction и Source Atlantic из Нью-Брансуика.
Кроули говорит, что существует «огромный разрыв» между молодыми канадцами, выходящими на поле, и теми сварщиками, которые уходят на пенсию.
Первое партнерство правительства, частного сектора и CWB в рамках инициативы мобильного обучения, о которой она знает в Канаде, по словам Кроули, мандат CWB заключается в «поддержке сварщиков будущего».”
Мобильный учебный центр будет предлагать два 90-часовых факультативных курса, охватывающих все аспекты дуговой сварки металла в защитных оболочках и газе, резки и формовки металла, а также введение в сварку TIG, говорит Хэнскомб, отмечая, что трейлер, как ожидается, направится к своему первому следующей осенью, когда она будет полностью оборудована.
Называя программу портативной сварки в Нью-Брансуике «захватывающей инициативой», Кроули надеется увидеть аналогичные стартапы в отдаленных районах северного Онтарио и регионах Западной Канады.
Модель, подобная модели Нью-Брансуика, проходит испытания в Тандер-Бей, — говорит она.
Кроули отмечает «значительный рост» программ сварки в средней школе в Нью-Брансуике и других атлантических провинциях за последние несколько лет, отчасти благодаря стимулам со стороны правительства и частного сектора.
Наряду с инструкциями по сварке трейлер из Нью-Брансуика будет использоваться для демонстраций, дней карьеры и соревнований по профессиональному мастерству.
Продолжительность трейлера в любой школе будет частично зависеть от наличия учителей.Некоторые студенты, окончившие два курса, продолжат работу в отрасли, другие — стажировку.
Лори Карл — представитель компаний Ocean Steel и Construction plus Source Atlantic, в обеих из которых работают сварщики.
Она говорит, что компании рассматривают мобильный трейлер как откровение для студентов, открывающих им глаза на их потенциал для карьеры сварщика после окончания средней школы.
«Многие дети идут по университетскому пути. Люди потеряли связь со всеми другими прекрасными возможностями колледжа … и работой своими руками.Теперь мы испытываем нехватку (квалифицированных специалистов) ».
Необычная программа — не единственная инициатива, в которой участвует CWB. «За последний год сварочный фонд построил 32 новых и реконструировал сварочное оборудование в средних школах Канады», — говорит Кроули.
CWB уже более 80 лет является центром начальной подготовки, обучения и сертификации в области сварки в Канаде.
В течение последних пяти лет он поддерживал программы по сварочным технологиям в средних школах, частично за счет потребностей в инфраструктуре и обучения учителей навыкам сварки.
Инструкция по сварке наковальнисоставляет список ожидания в связи с повышенным спросом> Spokane Journal of Business
Если бы сварочная отрасль когда-либо выставила звездную команду, Лонни Бенн, совладелец Anvil Welding Instruction из Спокана, мог бы заработать место в реестре как опытный игрок в коммунальном хозяйстве.
Бенн, призывник во время войны во Вьетнаме, провел время в Таиланде в качестве сварщика в ВВС. После армии он работал в Welding Apparatus Repair Inc., недалеко от поля Фелтс, в долине Спокан, магазин, который открыл его отец Уолдо. Позже Бенн устроился на работу разъездным представителем на заводе производителя сварочного оборудования.
Бенн работал еще на одном посту — инспектором по сварке в Южной Дакоте — когда его осенило. Он будет обучать ремеслу, которое знал большую часть своей жизни.
«Я понял, что дело не во мне; речь идет о привлечении людей к сварке, — говорит Бенн. «Я просто твердо решил пойти и открыть сварочную школу.”
Переход предполагает возрождение бизнеса в 2013 году с упором на обучение профессии.
Это было не первое изменение направления развития семейного бизнеса.
Компания «Ремонт сварочного аппарата» сменила направление деятельности и была переименована в компанию «Anvil Welding Supply» в 1978 году, когда Бенн и двое его братьев и сестер, Бекки и Рэнди, купили бизнес своего отца. Компания, прошедшая ребрендинг, специализировалась на оборудовании и расходных материалах, в основном удовлетворяя спрос на сжиженный газ.У предприятия были хорошие отношения с промышленными предприятиями, такими как Kaiser Aluminium Corp., Pacific Northwest Bell и Boeing Co. Но к середине 1990-х годов национальные компании захватили большую часть рынка сжиженного газа. В 1995 году компания Anvil была продана Air Liquide, и Бенн начал ездить по стране в качестве инспектора по сварке.
Компания, прошедшая ребрендинг, специализировалась на оборудовании и расходных материалах, в основном удовлетворяя спрос на сжиженный газ.У предприятия были хорошие отношения с промышленными предприятиями, такими как Kaiser Aluminium Corp., Pacific Northwest Bell и Boeing Co. Но к середине 1990-х годов национальные компании захватили большую часть рынка сжиженного газа. В 1995 году компания Anvil была продана Air Liquide, и Бенн начал ездить по стране в качестве инспектора по сварке.
«У нас была хорошая пробежка, но мы решили, что просто идем по воде», — говорит он.
Компания Anvil Welding Supply располагалась на Ист-Трент-авеню на бывшей торговой площадке John Deere, построенной в 1953 году.Когда семь лет назад Бенн и его жена Бренда решили открыть собственную сварочную школу, найти место оказалось проще простого. Семья все еще владела зданием.
Столкнувшись с проблемой открытия нового бизнеса, пара обратилась к Spokane Neighborhood Action Partners, местной некоммерческой организации, которая предлагает программы поддержки владельцев малого бизнеса и начинающих предпринимателей ссудами и консультациями. Ссуда от SNAP в размере 5000 долларов пошла на приобретение двух сварочных аппаратов, а Бенны воспользовались советами по логистике предпринимательства.1 февраля 2014 г. открылась инструкция по сварке наковальни.
Ссуда от SNAP в размере 5000 долларов пошла на приобретение двух сварочных аппаратов, а Бенны воспользовались советами по логистике предпринимательства.1 февраля 2014 г. открылась инструкция по сварке наковальни.
Прошло совсем немного времени, и идея школы сварщиков для мам и родителей прижилась. Хотя изначально они были ориентированы на любителей сварки, семья Беннов быстро превратилась в профессионально-техническое училище с государственной лицензией.
Бренда Бенн вспоминает: «Как только мы начали предлагать курсы повышения квалификации, у нас был лист ожидания».
Отказываясь раскрывать годовую выручку, она говорит, что она удвоилась во втором году работы компании и снова удвоилась в третьем.
Последние данные штата за 2015 год показывают, что компания направляет 70% своих выпускников на работу с оплатой на уровне прожиточного минимума, хотя, по ее словам, это число «теперь должно быть выше».
«Компании нуждаются в сварщиках», — говорит она. «Нам постоянно звонят работодатели с просьбой о помощи. Некоторые даже заходят в магазин ».
«Нам постоянно звонят работодатели с просьбой о помощи. Некоторые даже заходят в магазин ».
Джо Вогриг, инспектор по сварке в Northwest Steel Fabrication Inc. из Дир-Парка, говорит, что Anvil на протяжении многих лет была надежным источником квалифицированных сварщиков.
«Найти хороших сотрудников может быть непросто, — говорит Вогриг. «Нам повезло с наймом в Anvil. Лонни отлично их подготовил. Когда они приезжают сюда, у них уже есть хорошая база знаний ».
В настоящее время у Anvil есть двухмесячный лист ожидания. Несмотря на то, что он был закрыт почти на два месяца из-за государственных ограничений COVID-19, выручка на 10% превышает выручку 2019 года.
Лонни Бенн говорит: «Все профессиональные училища сейчас заняты.”
Список курсов в Anvil включает обучение дуговой сварке конструкционной стали, труб и вольфрама в среде защитного газа, известной как TIG. Пятинедельный курс металлоконструкций стоит 2700 долларов, а 10-недельная программа — 5000 долларов. Восемь недель обучения сварке труб стоят 5000 долларов, в то время как обучение TIG составляет 1400 долларов за две недели или 2800 долларов за четыре недели.
Восемь недель обучения сварке труб стоят 5000 долларов, в то время как обучение TIG составляет 1400 долларов за две недели или 2800 долларов за четыре недели.
Anvil предлагает комплект за 300 долларов со всем, что может понадобиться начинающим сварщикам для работы, включая перчатки, ручные инструменты, прочную куртку, кожаный фартук, рулетку, молоток и шлем с капюшоном с автоматическим затемнением.
Лонни Бенн говорит, что построил школу по образцу своего опыта в Spokane Community College более 50 лет назад.
«Тогда это была торговая школа на Грин-стрит, — говорит он. «Мы просто сваривали каждый день. У меня это сработало. Здесь мы обучаем людей профессиональному сварочному делу и соблюдению правил. Мы учим так, как я учился ».
Он известен тем, что подает щедрую помощь ученикам, многие из которых никогда раньше не занимались сваркой.Сын Лонни и Бренды, Адам, также работает инструктором, и в компании есть еще один сотрудник.
«Вы помогаете людям, которым просто нужно немного надежды», — говорит Лонни Бенн. «Просто показывая им и поддерживая их, это помогает. Хорошая атмосфера. Я просто стараюсь быть хорошим тренером ».
«Просто показывая им и поддерживая их, это помогает. Хорошая атмосфера. Я просто стараюсь быть хорошим тренером ».
Средний размер класса 17. В здании площадью 2400 квадратных футов есть классная комната в спартанском стиле с рабочим полом, оборудованным 17 сварочными аппаратами.
Бренда Бенн говорит, что Anvil набирает студентов из всех слоев общества.
«Почти все, кого мы видим, переживают какой-то переходный период», — говорит она. «У нас были люди от 40 до 50 из таких областей, как бухгалтерский учет и закупки, которые хотели работать руками, а не сидеть за столом».
Постоянные рекомендации приходят из таких мест, как WorkSource Spokane, Next Generation Zone и Career Path Services. Законопроект об охране труда после 9/11 также дал толчок ветеранам, стремящимся изучить торговлю. Выпускники наковальни иногда заходят в школу после того, как сделали карьеру, и поделятся историями о работе и достижениях.
«Это лучшая часть школы», — говорит Бренда Бенн.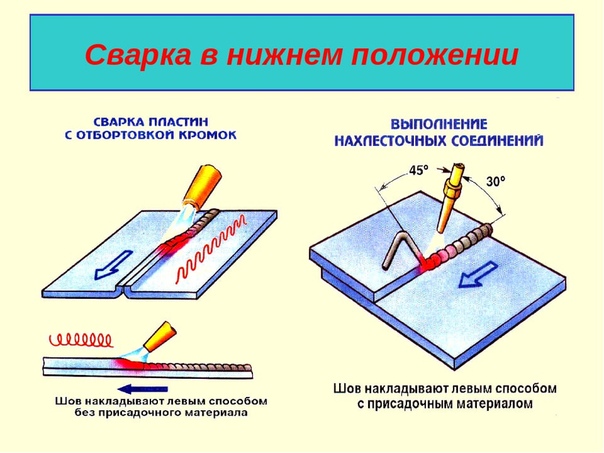 «Когда они возвращаются и говорят:« Я получил эту работу, и я помогал строить это или производить этот продукт ».
«Когда они возвращаются и говорят:« Я получил эту работу, и я помогал строить это или производить этот продукт ».
Частная инструкция по сварке | Hazard Factory
Jodi может работать с клиентами, получившими индивидуальное обучение. Джоди доступен с 13:00 до 16:00 по понедельникам и пятницам. Другие инструкторы могут быть доступны в другое время.
Частное обучение позволяет нам гарантировать, что обучение ориентировано на ваши конкретные вопросы и цели.Например, за четыре часа мы могли бы познакомить вас с MIG, TIG и сваркой Stick, чтобы вы поняли использование каждого из них, или мы могли бы организовать сеанс, демонстрирующий традиционные способы резки и формовки в среде металлообработки, плазменную, кислородную -топливо, абразивные материалы, пилы, ножницы и станки. Мы можем работать с вами для достижения ваших конкретных целей.
Мы также можем проконтролировать вашу работу над проектом в частном порядке.
Мы можем преподавать любой из предлагаемых нами предметов в индивидуальном порядке. К ним относятся MIG (GMAW и FCAW), TIG (GTAW) Stick (дуга или SMAW) Газокислородная резка и сварка, пайка, литье металла, изготовление, шлифование, сварка алюминия MIG, сварка алюминия TIG, основы обработки на стане. токарные станки, плазменная резка и плазменная резка с чпу и другие предметы для сварки и металлообработки.
К ним относятся MIG (GMAW и FCAW), TIG (GTAW) Stick (дуга или SMAW) Газокислородная резка и сварка, пайка, литье металла, изготовление, шлифование, сварка алюминия MIG, сварка алюминия TIG, основы обработки на стане. токарные станки, плазменная резка и плазменная резка с чпу и другие предметы для сварки и металлообработки.
Частное обучение включает в себя металлолом, все необходимое оборудование и расходные материалы.
Мы берем 70 долларов за час индивидуального обучения продолжительностью не менее 4 часов
Мы можем разместить дополнительных клиентов в частном обучении за дополнительную плату в размере 40 долларов США на человека в час
Пример: частное занятие, посвященное промышленной сварке MIG и настройке аппаратов для переноса дуги со струйным переносом, будет стоить 280 долларов.
Пример: частное занятие по сварке MIG и ARC для 2 человек в течение 4 часов будет стоить 440 долларов.
Пример: частное занятие по сварке алюминия MIG и TIG будет стоить 280 долларов
Пример: Частное занятие по сварке стали и алюминия методом TIG для 4 человек будет стоить 760 долларов США
Пример: Частное занятие по обучению плазменной резке с ЧПУ и кислородно-топливной резке для трех человек будет стоить 600,00 долларов США
Пример: Четыре часа помощи, инструктируя и работая над каким-то безумным предметом или мебелью, или, может быть, с художественной машиной, или постапокалиптическим картофельным пистолетом, или ядерным реактором, или чем-то еще для одного человека. 280 долларов.
280 долларов.
Общая идея заключается в том, что частное обучение позволяет нам научить вас именно тому, чему вы хотите научиться, и удобно запланировать вместе с вами.
ЧТО ПРИНЯТЬ:
Принесите полную бутылку воды, закуски (если хотите) и обед для более длительных занятий.
Предоставляем все необходимое для сварки оборудование, включая перчатки и сварочный шлем.
Одевайтесь так, как если бы вы были на улице. Наденьте брюки с длинными рукавами и брюки, которые не прочь испачкать.
Одежда должна состоять из натуральных волокон (хлопок, шерсть и т. Д.).Синтетические материалы (нейлон) могут опасно плавиться.
Просим вас носить подходящую обувь с верхом из цельного хлопка или кожи. Рабочие ботинки предпочтительны, но подойдут и кроссовки без верха из нейлона / синтетики.
Инструкция по сварке — CSWIP
Документы схемы
Аттестация инструкторов по сварке и инструкторов-специалистов по сварке
CSWIP-WInst-1-91, 11-е издание, декабрь 2020 г.
Правила CSWIP
Все заявители CSWIP и держатели сертификатов обязаны соблюдать правила CSWIP.
Подробнее …Регистрация
Регистрация — это эксклюзивная возможность для обладателей сертификата CSWIP Welding Instructor получить профессиональное признание в качестве технического специалиста (EngTech) в Техническом совете и в качестве технического специалиста (TechWeldI), члена Института сварки.
Подробнее …Продление и повторная сертификация
Подробную информацию о том, как продлить и / или повторно сертифицировать ваш CSWIP сертификат инструктора по сварке или специалиста по сварке , можно найти на нашей специальной странице для продления.
Утвержденные учебные органы
Если вы хотите найти поставщика услуг обучения, предлагающего эти курсы в вашем районе, просмотрите наш список утвержденных поставщиков обучения и свяжитесь с ними для получения более подробной информации.
Подробнее …Сертифицированные организации по обучению сварщиков
Инструкторы по сварке CSWIP и инструкторы по сварке специалистов CSWIP часто работают в сертифицированных CSWTO провайдерах обучения.
Подробнее… .