Аргонная сварка железа
Аргонодуговое сваривание имеет широкое применение, а также отличается широкими технологическими возможностями. Соединения, сваренные с его помощью, отличаются высокой прочностью. После использования аргонодугового сваривания длительность службы свариваемых деталей значительно увеличивается.
Аргоновое сваривание используется для многих видов металлов. С помощью данного вида сваривания сваривают нержавеющую сталь, чугун, цветные металлы, алюминий, титан, сталь и черные металлы.
Аргонно-дуговое сваривание является видом сваривания с использованием инертного газ аргона. Этот газ подается по специальным шлангам к горелке. Струя газа аргона оттесняет воздух и качественно предохраняет сварочный электрод и весь сварочный процесс от окисления и азотирования.
Это позволяет использовать аргон для сваривания изделий из металлов и сплавов Аргонно-дуговое сваривание различается на автоматическое и ручное.
Аргонно-дуговое сваривание различается на автоматическое и ручное.
При ручном сваривании струей горелки управляет специальный механизм. Присадочная проволока является электротехническим проводом нужной толщины. Когда горелка включается, то между кончиком неплавящегося вольфрамового электрода и свариваемой деталью возникает электрическая дуга. С помощью этой дуги плавится свариваемая деталь вместе с присадочной проволокой.
Перенос металла с помощью электрода может быть струйным и крупнокапельным. Крупнокапельный перенос металла характеризуется сильным разбрызгиванием расплавленного металла и нестабильностью сварочного процессора. Крупнокапельный перенос позволяет создать в дуге меньшее давление.
Это давление способствует образованию крупных капель расплавленного металла. Такая сварка является худшим вариантом, потому что в сравнении с полуавтоматическим свариванием в среде углекислого газа. Крупнокапельный перенос металла производится в широком диапазоне рабочего сварочного тока.
Крупнокапельный перенос металла производится в широком диапазоне рабочего сварочного тока.
Для присадочной проволоки диаметром 1,6 миллиметра рабочий ток для крупнокапельного переноса колеблется в пределах 120 – 240 Ампер. Если сила тока увеличивается более чем 260 Ампер, то перенос становится струйным. В результате этого уменьшается разбрызгивание металла, а сварочный процесс становится более устойчивым и стабильным.
Токи с таким значением достаточно редко используются для сваривания. Так происходит по технологическим причинам. Из-за этой особенности сваривания аргоновым сварочным аппаратом, иногда нужно использовать импульсивные источники питания дуги, которые позволяют обеспечить прекрасный переход к струйному переносу при меньших значениях силы сварочного рабочего тока.
Используя сварочное оборудование различных сварочных аппаратов, можно добиваться прекрасных результатов при сваривании различных металлов, в том числе и при сваривании стали аргоном в разных положениях при сваривании.
где сварить чёрный металл по низкой цене
Сварка стали аргоном – достаточно простой и эффективный метод соединения частей детали. Рекомендуется применять метод, когда другим способом соединить детали невозможно (трудносвариваемая легированная сталь, черный металл, подверженный браку). В каждом случае аргонодуговая сварка дает высокий результат.
Преимущества технологии
Сварка стали аргоном имеет особенные достоинства при соединении тонких деталей. Рассмотрим достоинства подробнее.
- Аргонодуговая сварка позволяет получить наиболее качественный шов. Причем его качество не зависит от сложности и положения.
- Таким методом легко можно сварить тонкие листы. Вероятность брака существенно уменьшается.
- В большинстве сфер использование деталей с таким сварочным швом допустимо.
- Длинная присадочная проволока позволяет изготовить шов любой длины.
- Черный металл можно подогревать используемой горелкой, дополнительное оборудование не потребуется.

- Подготовка черного металла упрощена.

Однако и недостатки имеются. Сварка стали аргоном стоит дороже, чем стандартная. Себестоимость примерно в 10 раз больше, чем у дуговой. Безопасность снижается из-за использования аргона. Есть вероятность закипания сварочной ванны и появления раскаленных металлических брызг. Расходные материалы нередко бывают недоступными в той или иной ситуации.
Технология простым языком
Изначально необходимо провести подготовку материала для сварки. Зачищаются края свариваемых частей, труб или других деталей, удаляются загрязнения. Затем на поверхность аккуратно выкладывается флюс. Оборудование настраивается, чтобы ток подходил по параметрам к свариваемому материалу. Только после этого можно приступать непосредственно к сварке.
Сварочный аппарат и инструмент требуется поднести к шву. Выпускается аргон, формируется ванна. Газ вытесняет воздух, защищая материалы от окисления. Через 15 секунд при непрерывном выпуске аргона бесконтактным методом зажигается дуга. Для этого можно использовать осциллятор. Шов ведется с использованием присадки до конца непрерывно, чтобы качество было наилучшим.
Для этого можно использовать осциллятор. Шов ведется с использованием присадки до конца непрерывно, чтобы качество было наилучшим.
Присадочная проволока подбирается в соответствии с составом и толщиной материала. Для тугоплавкой стали можно использовать проволоку диаметром на 0,5 мм больше.
После окончания сварочных работ необходимо проконтролировать качество результата. Проведите внешний осмотр шва. Явные дефекты видны невооруженным глазом. Для более подробного анализа применяется рентген и магнитографическое исследование. Скрытые трещины и раковины позволяет обнаружить ультразвук.
В заключение
Помните о мерах безопасности при проведении сварочных работ! Недопустимо осуществлять их в помещении с легковоспламеняющимися предметами и материалами. В помещение нужно ограничить доступ посторонних.
Загрузка…Сварка аргоном металла
Как сварить черный металл аргоном
В настоящее время одним из простых, но в тоже время качественных и надежных соединений является сварка аргоном черного металла. Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.
Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.
Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.

Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.
Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.
Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном
Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном
На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.

Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
- Время чтения: 6 минут Современные ворота гаража могут быть изготовлены из различных материалов. Кому-то нравятся ворота из профнастила, кто-то…
- Время чтения: 9 минут Сейчас в магазинах можно найти огромный выбор ворот в гараж и ворот для забора. Зачастую…
- Время чтения: 4 минуты Ранее мы уже рассказывали вам о популярных электродах марки МР-3. Они используются…
svarkaed.ru
Сварка черного металла аргоном
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.
Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.
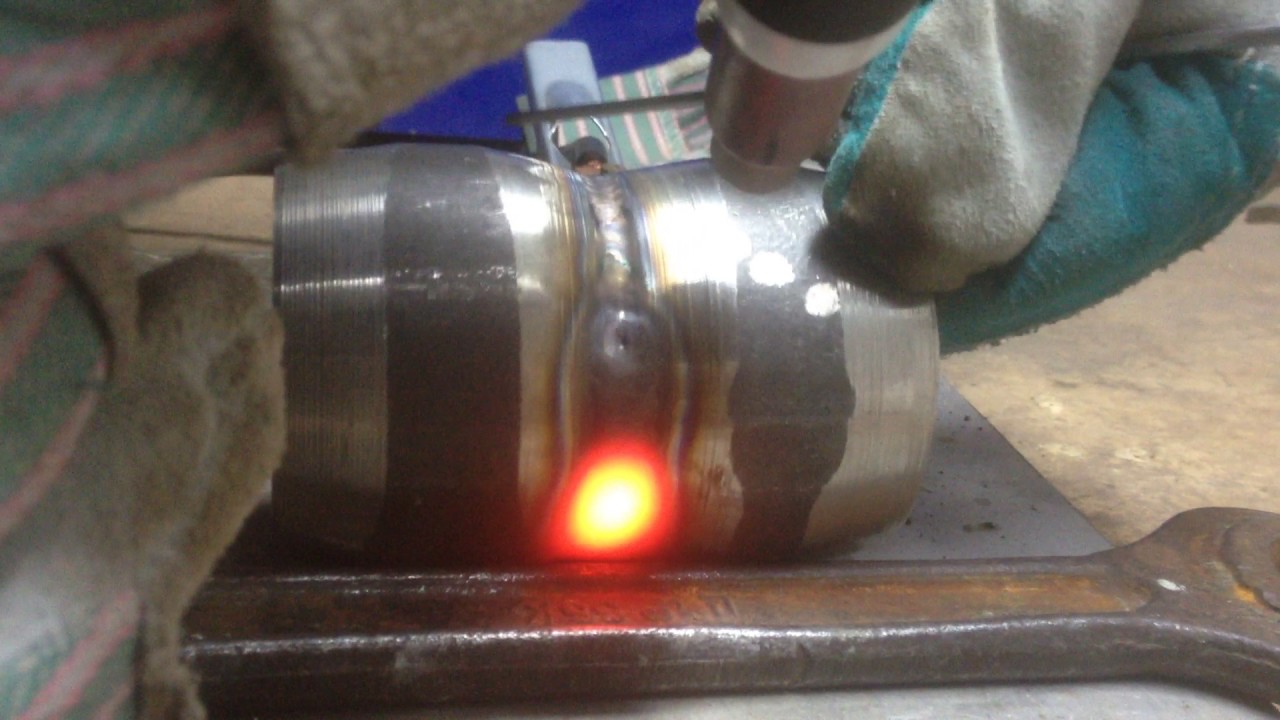
Сварка черного металла
Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.
Сварка листового черного металла аргоном
Преимущества
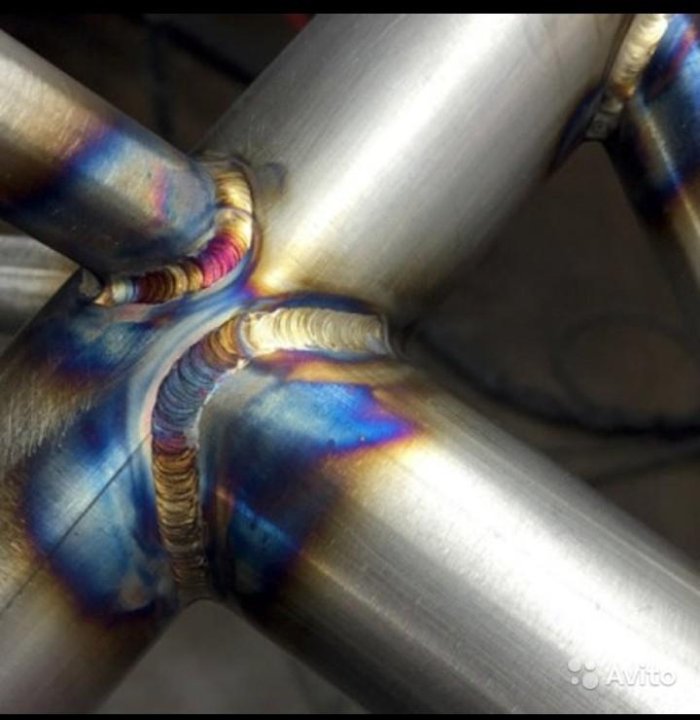
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;
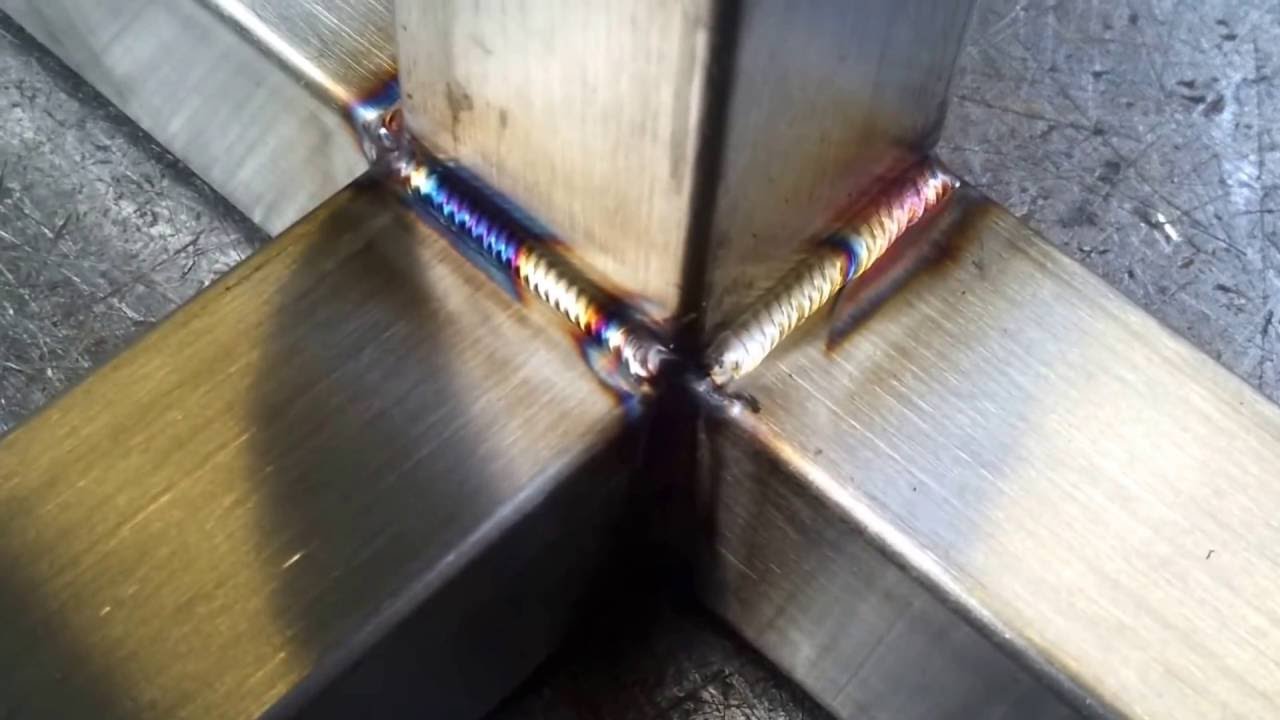
Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.

Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Читайте также: Сварка стали 40х
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов.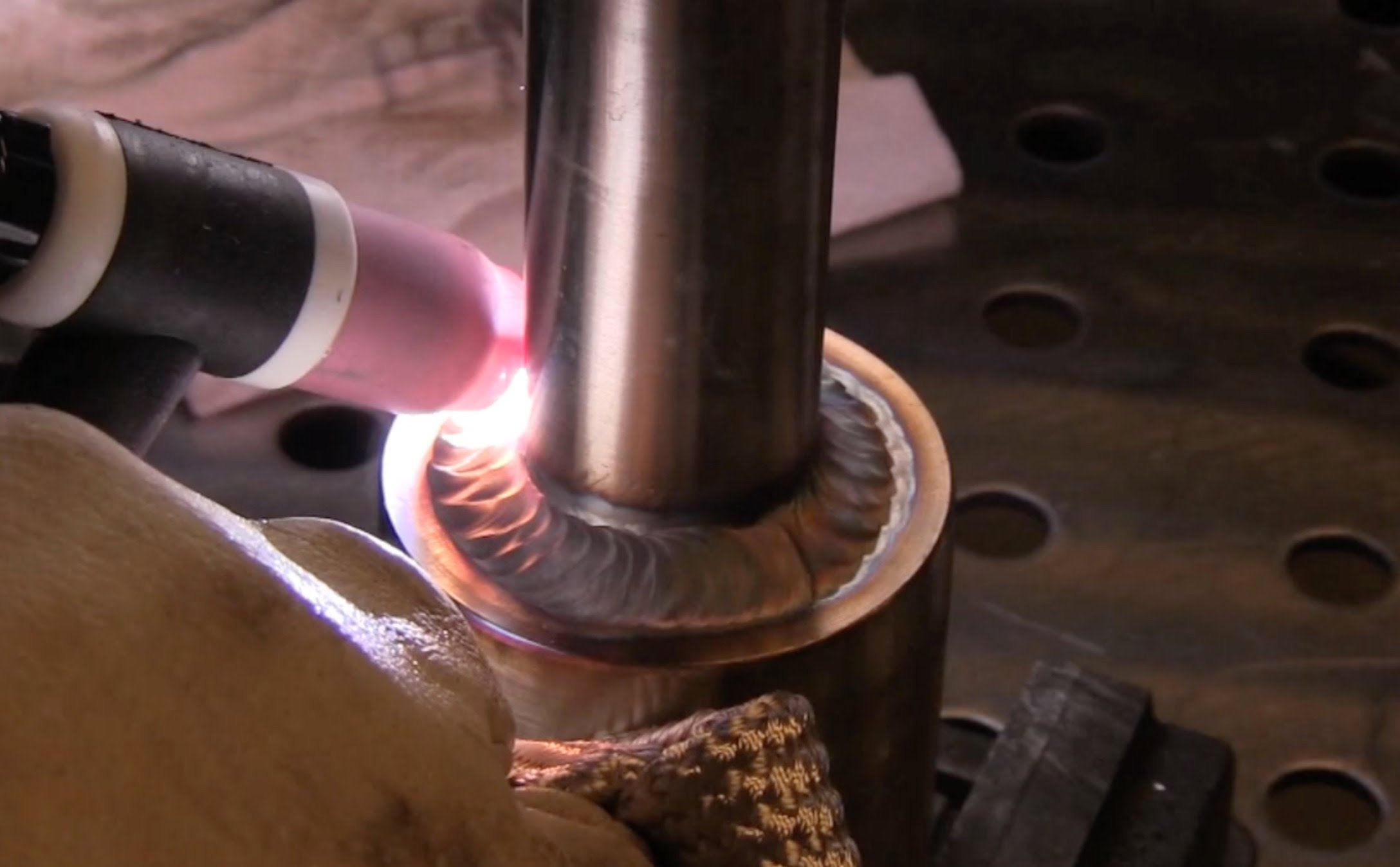 для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.
для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.
Проволока сварочная Св-08Г2С и электроды
В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Читайте также: Сварка чугуна аргоном
Технология сварки металла аргоном
Сначала происходит подготовка металла, где нужно зачистить края, которые будут непосредственно свариваться. Также желательно убрать масляную пленку, если она имеется на поверхности.
Также желательно убрать масляную пленку, если она имеется на поверхности.
Подготовка металла перед сваркой
Затем нужно выложить флюс на поверхность, если при прогреве металл будет терять какие-либо важные элементы состава, и выставить оборудование на заданные параметры работы. Затем можно приступать к сварке. Для этого требуется подвести источник энергии и присадочный материал к месту начала шва и зажечь дугу. После образования сварочной ванны следует вести ее далее до самого конца, постепенно подавая проволоку. Желательно не прерывать данный процесс, чтобы шов имел одинаковую консистенцию.
«Важно!
Шлак следует оббивать только после полного остывания, чтобы не навредить качеству шва.»
Контроль качества
Чтобы убедится, что процесс прошел нормально, следует проконтролировать результат. Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
svarkaipayka.ru
Аргоновая сварка металлов и сплавов
Оглянувшись, можно увидеть большое количество изделий, сделанных из нержавеющих сталей, меди и бронзы, алюминия и сплавов на их основе. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном – это лучший способ ремонта металлов и сплавов со своеобразными свойствами. Для работы понадобится баллон с газом, специальное оборудование, определенные технические навыки.
Основы процесса
Сварочные работы в аргоне это газовая сварка, совмещенная с дуговой. Сплавление проводится в поле электрической дуги в атмосфере инертного газа. Почему нельзя это делать как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва.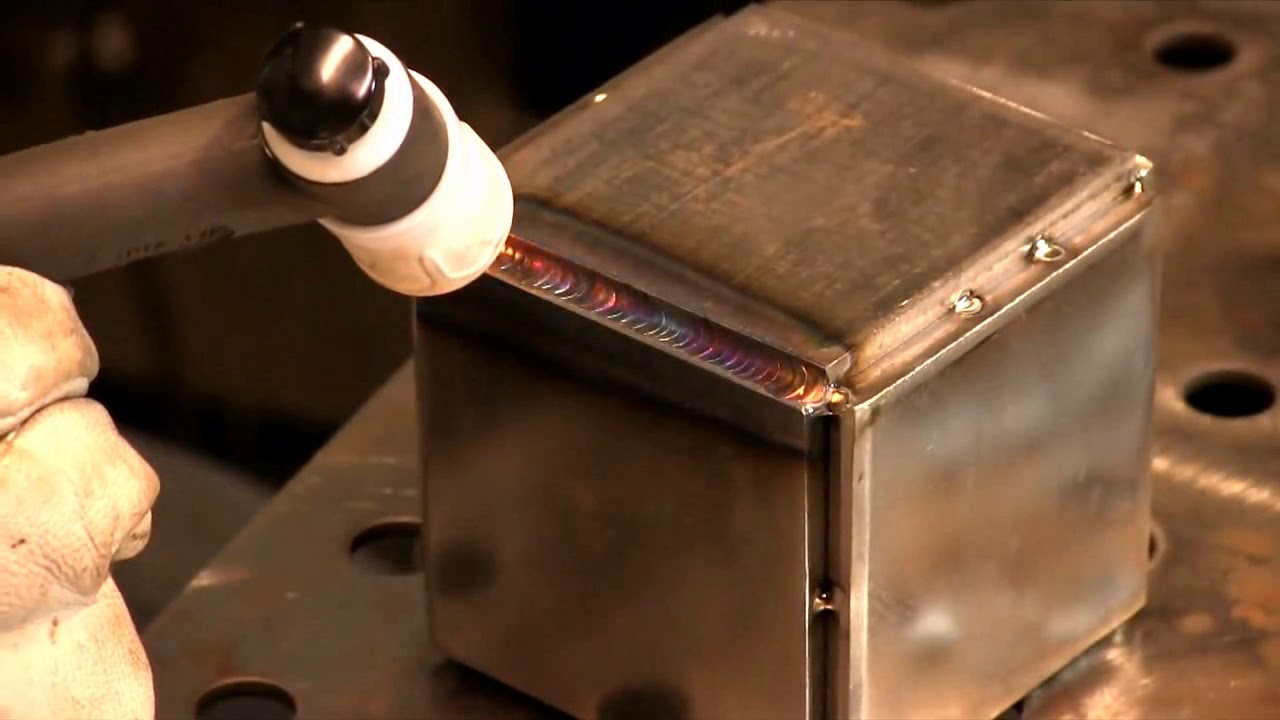 Получается, что варить в принципе можно, но соединение будет очень слабым.
Получается, что варить в принципе можно, но соединение будет очень слабым.
Во избежание негативных последствий была разработана технология аргоновой сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Для воздуха этот показатель принято считать равным 29 а.е.м. Следовательно, аргон существенно тяжелее воздуха. Как только начинается его нагнетание из баллона, сразу же воздушная смесь в рабочей зоне вытесняется вверх, как более легкая.
Воздух в сварочной ванне не может присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность, долговечность шва.
Для проведения работ в аргоне могут использоваться плавящиеся электроды или остающиеся неизменными. Не плавится при температуре дуги вольфрам. Тип и диаметры электродов выбирают по таблицам из справочников. Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
 youtube.com/embed/DnkTZeqnMF4″/>
youtube.com/embed/DnkTZeqnMF4″/>
Различные технологии
Чаще всего приходится работать со сталями, содержащими различное количество добавок, и алюминиевыми сплавами. Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
- сварка ММА выполняется по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе таким способом можно варить только углеродистую сталь. При постоянном токе – сталь как углеродистую, так и нержавеющую, а также алюминий и его сплавы;
- сварка TIG производится ручным способом в аргоне или другом инертном газе вольфрамовым электродом. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- сварка MIG – это полуавтоматическое сваривание плавящейся проволокой. В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
В русскоязычном информационном пространстве параллельно с международной терминологией часто применяют отечественную классификацию.
Это вполне оправданно и понятно. Технологические подходы во многих странах отличаются, что влечет за собой разницу в терминологии и аббревиатурах.
Отечественная терминология
В отечественно технической литературе может встречаться несколько другая терминология, касающаяся сварки в аргоне. Существуют также государственные стандарты, в которых описаны требования к характеристикам процесса.
Под сокращением РАД подразумевают ручную дуговую сварку в аргоне с использованием неплавящегося электрода.
Аббревиатура ААД обозначает автоматический вид аргонно дуговой сварки с применением неплавящегося электрода.
Под сокращением ААДП объединены все варианты автоматизированного сваривания с плавящимися электродами.
Специалисты легко ориентируются в терминологии. Начинающим мастерам придется изучить требуемый метод, запомнить его название, освоить технику выполнения.
Профессионалы при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Исполнение их обязательно, подлежит строгому контролю.
Исполнение их обязательно, подлежит строгому контролю.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
Присадки в последнем случае не нужны. Аргонодуговая сварка – это разновидность сварки в инертной среде, оговоренной в данном ГОСТе.
Требуемое оборудование
Для сварки аргоном понадобится комплект оборудования, отличающийся от стандартного, используемого при обычном сваривании в атмосфере воздуха. Нужно обеспечить поставку аргона, регулировать режим его подачи, иметь источник тока и устройства для розжига дуги. Ручная аргонодуговая сварка может проводиться при наличии следующего самого простого набора:
- горелки;
- специального сопла на горелку;
- трансформатора, поставляющий ток из сети;
- осциллятора для инициирования горения дуги;
- регулятора продолжительности подачи аргона в рабочую зону;
- баллона с газом, обязательно оснащенного редуктором;
- набора электродов;
- присадочной проволоки;
- защитной одежды и очков;
- некоторых дополнительных устройств.

Назначение всего необходимого понятно, не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги было достаточно прикоснуться к поверхности металла. В работе с аргоновой сваркой таким способом дугу разжечь невозможно. Для инициирования процесса нужен осциллятор.
Очень удобен в применении готовый аппарат TIG. При покупке нужно обратить внимание на его назначение. Для работы с алюминиевыми сплавами подойдет аппарат с переменным током. Он маркируется буквами АС.
Для стальных сплавов предназначен агрегат, поставляющий постоянный ток. На нем указана маркировка DC. Если планируется постоянный ремонт разных металлических деталей, рекомендуют приобрести универсальный аппарат. Он может работать в обоих режимах, легко совмещается с центральной сетью электроснабжения.
Приобретая готовый аппарат, вам дополнительно нужно будет купить только баллон с аргоном, расходомер, шланги для подсоединения баллона. Все остальные устройства вмонтированы в агрегат.
Все остальные устройства вмонтированы в агрегат.
Особенности процесса
Возможности сварки в среде аргона велики. Работа с каждым конкретным металлом имеет особенности, без учета которых хороший шов получить не удастся.
На поверхности алюминиевых изделий всегда присутствует оксидная пленка. На воздухе он окисляется очень быстро. Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
Оксид алюминия очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, применяя переменный ток или подключение с обратной полярностью.
В таком случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями равен 6 л/мин, с толстыми (больше 5 мм) – достигает 15 л/мин.
Сварка нержавейки в среде аргона может выполняться с присадкой из нержавеющих прутков или без них. Угол наклона электрода при варке без присадки составляет 90 °C.
Сваривание с прутом проводят наклоненным электродом. Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
По окончании сваривания подачу газа резко прекращать нельзя. Шов может растрескаться. Следует дождаться полного остывания рабочей зоны, потом выключить газ.
Отличие меди и титана
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.
svaring.com
Сварка черного металла аргоном: технологии, электроды и особенности
Оглавление:
Сварка аргоном черного металла относится к категории относительно невысокого уровня сложности работ. Для данного процесса свойственно присутствие качественности осуществления сварочной деятельности.
В большинстве случаев задействование сварки аргоном железа происходит для разрешения ситуаций сложного характера, когда имеет место осуществление работ с применением сложно свариваемых металлических элементов, для которых высок риск возникновения дефектов и брака.
Черный металл отмечается высоким уровнем сварки при наличии различного рода условий с получением положительного результата.
С целью проведения сварки черного металла используется специальный элемент в виде присадочной проволоки без покрытия защитного характера. Для того, чтобы создать защитную среду в области сварной ванны от действия таких факторов внешнего характера, как грязь, мусор, поступление кислорода из атмосферы, задействуется аргон.
Суть процесса сварки черного металла
Основополагающим нюансом, способным создать дискомфорт в ходе выполнения сварочных работ, является присутствие кипения в области сварной ванны. Данный процесс возникает в результате недостаточности нагрева обрабатываемого металла. С целью нивелирования вероятности возникновения подобного развития событий рекомендуется осуществлять верный выбор присадочного материала с одномоментным задействованием флюса, способствующего необходимому раскаливанию заготовки.
В течение сварки железа с особой тонкостью обрабатываемого металла посредством присутствия аргоновой составляющей достигается ускоренное проведение сварочных работ ввиду отсутствия вероятности прожигания используемой детали. Как результат, формируется сварочное соединение повышенного качества, что сказывается на прочности и долговечности изделия.
Как результат, формируется сварочное соединение повышенного качества, что сказывается на прочности и долговечности изделия.
Преимущества сварочного процесса
В ходе осуществления сварочных работ считается возможным выделение конкретных положительных аспектов, среди которых присутствуют такие моменты, как:
- несложность осуществления процесса сварки металла повышенной тонкости;
- снижение вероятности получения дефектов и брака в обрабатываемой детали;
- возможность задействования сварочных швов подобного характера повсеместно в многочисленных сферах;
- относительная легкость реализации сварочного процесса на практике;
- исключение возможности неудачи в момент зажигания дуги;
- создание непрерывных сварочных швов за счет задействования проволоки необходимой длины;
- возможность осуществления подогрева обрабатываемого металла посредством применения газа горелки;
- минимальная необходимость в осуществлении подготовительных работ по отношению к свариваемому металлу.
Недостатки процесса сварки
Как и для любого процесса и вида деятельности, для сварки железа аргоном присуще наличие недостатков. К числу подобных дискомфортных аспектов принято относить:
- присутствие повышенной стоимости осуществления процесса по сравнению с иными видами сварочных работ;
- высокая вероятность перехода категории выполняемой работы в группу рисковой деятельности ввиду присутствия и непосредственного использования газовой составляющей;
- присутствие ситуаций вскипания в области сварной ванны, что сопровождается явлениями разбрызгивания металлической составляющей в различные стороны от места проведения сварочных работы, что имеет результатом соединение низкого качества с одномоментным формированием условий, опасных для жизни;
- недостаточная представленность и доступность определенных приспособлений, необходимых для организации сварочного процесса.
Инструмент для сварочных работ
Степень получаемого качества в результате сварочных работ значительно зависит от применяемых материалов, а также инструмента, которым непосредственно будет осуществляться процесс. Для того, чтобы найти ответ на вопрос, как качественно варить железо сваркой, важно понимать значимость изучения технологии проведения работ, но и зависимость результата сварки от состава металла, задействованного в ходе сварочного процесса.
Для того, чтобы найти ответ на вопрос, как качественно варить железо сваркой, важно понимать значимость изучения технологии проведения работ, но и зависимость результата сварки от состава металла, задействованного в ходе сварочного процесса.
Временами довольно трудно определить точную структуру свариваемого материла, в результате чего допустимым принято считать применение распространенных марок составляющих элементов сварочного процесса.
Следует помнить, что основа успеха работ зависит от того, как специалист будет сваривать железо сварочным аппаратом с учетом соблюдения выставленных режимов, которые будут учитывать толщину используемого материала.
Технологический аспект сварочного процесса
Перед тем, как сварить тонкое железо электродом, важно провести подготовительные работы, а именно зачистить будущее соединительное место. Предполагается устранение масляной пленки за счет растворителя или иного вещества химической природы. Затем следует поместить флюс на поверхность обрабатываемого металла и выставить необходимые параметры.
В течение проведения сварочных работ следует соблюдать правила безопасности. В завершении процесса рекомендуется оценить качество проведенной сварки.
Интересное видео
osvarka.com
Valheim: Как сделать Black Metal
Black Metal — один из самых продвинутых материалов в настоящее время в Valheim, но большинство игроков понятия не имеют, как его сделать.
Опубликовано 10 февраля 2021 г.
Valheim предлагает широкий спектр ресурсов и материалов, но, пожалуй, самым востребованным является Black Metal.Оружие и инструменты Black Metal — одни из самых сильных во всей игре, и, естественно, игроки хотят, чтобы их руки были в руках каждого из них. Однако процесс фактического приобретения ресурса довольно трудоемкий и сложный.
Как и в большинстве других рецептов крафта в Вальхейме, вам нужно выполнить ряд заданий, чтобы получить возможность создавать черный металл. Это включает в себя избиение боссов, таких как первый Эйтктир, и поиск определенных ресурсов в процедурно генерируемом мире.
Это включает в себя избиение боссов, таких как первый Эйтктир, и поиск определенных ресурсов в процедурно генерируемом мире.
К счастью, мы точно знаем, что вам нужно сделать, чтобы наконец получить в свои руки Black Metal.
Создание Black Metal в Вальхайме
Создание Black Metal — длительный, но полезный процесс. (Изображение: Iron Gate)
Для начала вам понадобится тонна Black Metal Scraps.Этот материал можно найти, убив Фулинга, Фулинга Брута или Фулинга Шамана. Эти существа бросают материал после смерти, поэтому постарайтесь найти как можно больше.
Толпа Фулин обитает в биоме Равнин, который полон широко открытых полей и маленьких деревень. Фулинги довольно распространены в биоме, поэтому у вас не должно возникнуть проблем с поиском моба. Однако биом может быть смертельным, если вы наткнетесь на смертоносных комаров или большое количество фулинга, поэтому мы не рекомендуем носить их с собой в инвентаре или располагать базу поблизости.
После того, как у вас есть черный металлолом, следующим шагом будет создание доменной печи для плавления лома. Однако, чтобы получить доступ к Доменной печи, вам нужно победить четвертого босса Вальхейма, Модера. Этот босс, похожий на дракона, находится в биоме Горы и безумно силен.
Однако, чтобы получить доступ к Доменной печи, вам нужно победить четвертого босса Вальхейма, Модера. Этот босс, похожий на дракона, находится в биоме Горы и безумно силен.
Доменную печь сложно создать в Вальхейме. (Изображение: Iron Gate)
Если вам удалось победить Модера, вы откроете рецепт изготовления доменной печи. Для создания станции требуется 5 ядер Surtling, 10 Iron, 20 Stone, 20 Fine Wood и Artisan Table.Четыре материала относительно легко достать, но Стол Ремесленника — это совсем другая история. Этот предмет также открывается после победы над Модером и создается с помощью Слезы дракона.
После того, как все это будет завершено и у вас будут подходящие материалы, постройте доменную печь, добавьте немного топлива и свои отходы черного металла. В результате получаются слитки из черного металла, которые используются для создания оружия и инструментов из черного металла, таких как Атгейр, Щит и Меч. Теперь вы полностью готовы противостоять истинным опасностям Вальхейма.
Вы только начали знакомство с Вальхаймом? Почему бы не ознакомиться с нашими руководствами по изготовлению и утюгу.
LOTOS MIG140 Сварочный аппарат MIG на 140 А, флюсовый сердечник и сварка в среде защитного газа алюминия с переключателем 2T / 4T, аргоновым регулятором, механизмом подачи металлической проволоки, коричневый / черный: Amazon.com: Tools & Home Улучшение
Я заказывал этот сварочный аппарат однажды раньше, но когда он прибыл, он не подавал проволоку, поэтому я отправил его обратно и стал ждать. Несколько месяцев спустя я увидел, что приводная система была полностью обновлена для алюминия, и решил попробовать еще раз, так как это было еще дешевле, чем у других сварщиков. Пришла в приличное время. Мне пришлось купить проволоку с флюсовым сердечником, поскольку она идет в твердом корпусе, но все работало прямо из коробки. НЕЛЬЗЯ сваривать сплошной проволокой без защитного газа, она не будет сваривать должным образом.
Через несколько дней после того, как я получил его, он перестал подавать проволоку. Вместо того, чтобы отправить его обратно, я решил посмотреть, что не так. Раздвинул ручку и обнаружил, что от спускового переключателя отсоединилась проволока. Возможно, это был слабый припой, а могло быть что-то, что я натворил.Я спаял их обратно, и с тех пор проблем больше не было.
Обеспечивает хорошие сварочные швы для сварочного аппарата 110 В с флюсовой проволокой. Я сваривал форней, хобартов и высокого качества Миллера. Этот агрегат сваривает так же хорошо, как и хобарты того же размера.
Если бы мне пришлось вернуться, я бы сделал это снова. Это дешевле, чем у других сварщиков, и сварка не хуже.
Редактировать: 1 год после предыдущей проверки. Сварщик по-прежнему работает безупречно. Я сварил все, от тонкой выхлопной трубы до толстых стальных труб.Он всегда отлично сваривает. Еще не пробовал с газом только флюс.
Видел отзыв, в котором сказано, что за возврат товара нужно заплатить. Я лично прошел через Amazon с моим возвратом, и мне ничего не стоило, и мне полностью вернули деньги.
Я лично прошел через Amazon с моим возвратом, и мне ничего не стоило, и мне полностью вернули деньги.
Все и все я еще скажу отличный сварщик. Даже если бы у меня действительно были какие-то проблемы, ни одна компания, с которой я когда-либо работал, не была идеальной каждый раз.
Редактировать: 2021 год — сварщик все еще работает безупречно. С момента покупки 6 лет назад не было никаких проблем (помимо первоначальной проблемы с пайкой).
Я перешел на газ, и этот сварщик стал еще лучше. Он сваривает так же хорошо или лучше, чем Lincoln, Forney или любой другой в своем классе.
Резиновая оболочка на моем сварочном кабеле начинает трескаться от возраста и использования, но все еще работает нормально.
(PDF) Растворимость аргона в жидкой стали
Растворимость аргона в жидкой стали
Р. БУМ, О. ДАНКЕРТ, А. ВАН ВИН и А.А. KAMPERMAN
Были проведены эксперименты по установлению растворимости аргона в жидкой стали без внедрения внедрения.
Растворимость ниже 0,1 частей на миллиард. Результаты соответствуют растворимости аргона
, описанной в литературе по жидкому железу. Полуэмпирические теории и расчеты, основанные на методе внедрения атома
, показывают высокие значения (0,370 кДж / моль) энтальпии растворения одиночных
атомов аргона в стали. Также исследуется кластеризация аргона. Кроме того, обсуждается снижение энтальпии и, следовательно, повышение растворимости на
за счет примесей и частиц оксида.
I. ВВЕДЕНИЕ II. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
A. Подготовка образца
A
RGON
представляет собой инертный газ, используемый для гомогенизации жидкой стали
и защиты легированной стали от воздуха. Аргон предотвращает засорение проб, используемых для измерения растворимости аргона в жидкой стали
в огнеупорных форсунках, удаляет включения из расплавов стали, произведенных на стали Hoogovens
путем флотации, и предотвращает повторное окисление жидкости Исследования и разработки. Сверхнизкоуглеродистая сталь выплавляется
Сверхнизкоуглеродистая сталь выплавляется
. Несмотря на полезные свойства инертного вещества в вакуумной индукционной печи и воздействия газа аргона
, аргон также считается основной причиной поверхностной атмосферы 0,9 310
5
Па в течение не менее 2 часов для достижения
Па.дефекта (известные как раковины или пузыри на трубах) в газовом / жидкостном равновесии. В качестве альтернативы, насыщение жидкостью
критических стальных изделий для автомобильной промышленности.Газы стали с аргоном также могут быть получены барботированием газа
, такого как азот и водород, проявляют определенную растворимость в расплавленной стали в течение определенного периода времени. В этом случае
в жидкой стали, которая больше, чем их соответствующий случай растворимости, однако, очень маленькие пузырьки с незначительной флотацией
в твердой стали. В результате могут образовываться пузырьки газа, которые потенциально могут быть рассеяны в стали, что может вызвать затвердевание
и захватываться твердой оболочкой, а в образцах могут быть захвачены более крупные частицы газа.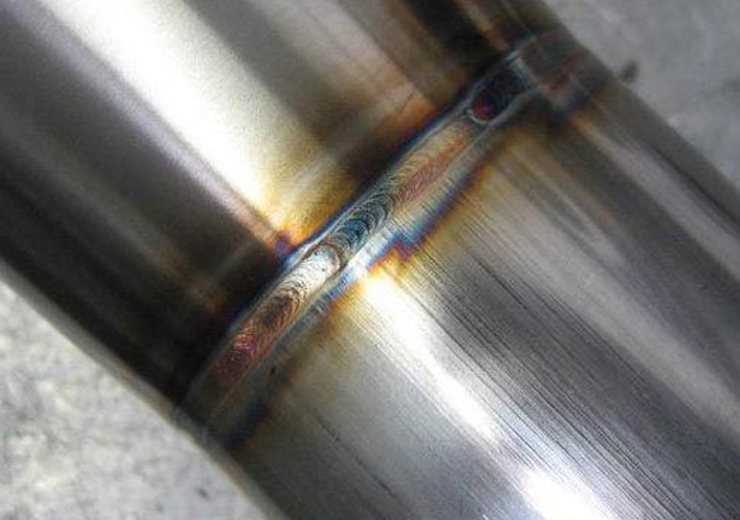 При этом
При этом
в сталеплавильном производстве, неявно предполагают, что эта растворимость инертного газа в жидкой стали. Чтобы исследовать влияние
,вообще не растворяется ни в жидкой, ни в твердой стали. марки стали на растворимость в аргоне, две плавки стали имеют
Верно ли это предположение? были сделаны, один с титаном, а другой с титаном /
В этой статье проводятся фундаментальные исследования растворимости добавок ниобиевого сплава.
Сообщается о поведении аргона в стали. С помощью вакуумной пипетки А (внутренний диаметр 6 мм) отбирают пробы.
Метод десорбции в сверхвысоком вакууме (СВВ) раствор из расплава стали. Преимущество использования этого типа
bility было экспериментально определено на Interfac- pipette — это быстрое заполнение и мгновенное затвердевание
ulty Reactor Institute (IRI) Делфтского университета стали, что позволяет получить образец, который считается to
Technology. Оборудование IRI может измерять репрезентативность состава расплава. В IRI около 15
Оборудование IRI может измерять репрезентативность состава расплава. В IRI около 15
очень низких концентраций газа в стали. Из образца вырезали экспериментальный материал на 25 мг, а затем
значенийсравнивали с расчетными значениями с использованием протравливания в течение 5 минут в 10 мас.% HCl кислоте для удаления термодинамики
и эмпирических значений примесей пласта с поверхности. Этап травления необходим
энергии границ раздела растворенное вещество / растворитель.Сравнение с
литературных значений для удаления аргона, возможно, захваченного во время резки, выполнено для системы аргон-железо, а также для образцов. Пробы промывают в деминерализованной воде
, как и в других системах благородный газ-металл. высушили и поместили в установку сверхвысокого вакуума.
Сформулированы выводы о роли инертного аргона как активного газа
.
B. Экспериментальная установка
Устройство сверхвысокого вакуума, используемое для экспериментов по анализу газов
R. БУМ, директор по стратегии и компетенции R&D, работает с Corus
БУМ, директор по стратегии и компетенции R&D, работает с Corus
ments
[1]
показано на рисунке 1. Печь, в которую помещаются образцы
Research, Development & Technology (ранее Hoogovens Research и
). является частью более крупной десорбционной системы,
Development), NL1970 CA IJmuiden, Нидерланды; он держит Nether-
, который содержит квадрупольные масс-спектрометры для анализа
земель Институт исследований металлов Кафедра исследования первичных металлов, Делфт
Технологический университет 2628, NL А.Л. Делфт, Нидерланды.О.
выпуск газа, насосные системы и калибровка газа
ДАНКЕРТ, аспирант, работает в Межфакультетском реакторном институте, Делфт
. Чувствительность этой системы для обнаружения аргона
University of Technology, NL 2629 JB Delft, Нидерланды. A. Газ VAN
— это примерно 10
8
атомов аргона, что при температуре окружающей среды
ВИН, заведующий отделом дефектов материалов, имеет давление и температуру 3. 7
7
м
м
3
газа.
ReactorInstitute, Технологический университет Делфта; председатель в дефектах
Печь может быть изолирована от термодесорбции
inMaterials at theMaterialsScienceCentre, GroningenUniversity, NL 9747
AG Groningen, Нидерланды. А.А. КАМПЕРМАН, научный сотрудник, с системой
двумя клапанами. Это позволяет открыть часть печи
Corus Research, Development & Technology (ранее Hoogovens,
), не нарушая вакуума в основной системе.Образец
Исследования и разработки).
можно разместить в центре печи (A на рисунке 1).
Эта статья основана на презентации, сделанной в документе «Джеффри Белтон
после эвакуации с помощью отдельного турбомолекулярного симпозиума
Memorial Symposium», проведенного в январе 2000 года в Сиднее, Австралия, под номером
при совместном спонсорстве ISS и ТМС.
вакуумный насос, печь нагревается от внешнего источника тепла
МЕТАЛЛУРГИЧЕСКИЕ И МАТЕРИАЛЬНЫЕ ОПЕРАЦИИ B ОБЪЕМ 31B, ОКТЯБРЬ 2000—913
Что такое энергоэффективные окна из термопласта LOW-E Argon?
Энергоэффективное окно из термопласта с LOW ‑ E Argon означает, что в холодное время года окно позволяет солнечным лучам проникать в дом, пропуская тепло и свет. Кроме того, он ограничивает утечку тепла наружу. В более теплые летние месяцы окна ограничивают попадание сезонного тепла, а также тепла, производимого различными источниками (асфальтированная подъездная дорога, автомобили и т. Д.), Но при этом пропускают свет.
Кроме того, он ограничивает утечку тепла наружу. В более теплые летние месяцы окна ограничивают попадание сезонного тепла, а также тепла, производимого различными источниками (асфальтированная подъездная дорога, автомобили и т. Д.), Но при этом пропускают свет.
LOW ‑ E
LOW ‑ E — это практически невидимое покрытие из оксида металла, наносимое на оконное стекло в процессе производства, пока стекло еще горячее. Именно эта пленка взаимодействует с лучами солнца.
Аргон
Обычное окно из термопласта имеет простой воздух между двумя стеклами.Этот воздух обладает некоторыми изоляционными свойствами, но они очень слабые. Аргон является наиболее часто используемым газом при производстве окон, поскольку он является отличным теплоизолятором. Таким образом, снижается потребление электроэнергии, например, используемой для обогрева комнаты. Кроме того, аргон не имеет цвета, запаха, вкуса и не реагирует с другими телами. Фактически, этот инертный газ используется при консервировании фруктов и овощей, когда он добавляется в пакеты при упаковке, чтобы сыграть ключевую роль в консервации.
Объединение LOW ‑ E и аргона
В сочетании газ LOW ‑ E и аргон составляют грозную команду для борьбы как с холодной, так и с теплой погодой.Таким образом, энергоэффективные окна из аргона LOW ‑ E из термопаста являются продуктом, который эффективно контролирует колебания температуры.
Фактор термического сопротивления лучше?
Да, если сравнить его с окном с двойным стеклопакетом без LOW ‑ E Argon. Вы увеличиваете свою энергоэффективность, особенно если у вас есть гаражные ворота с множеством декоративных окон.
стеклопакет Performance
(окно с двойным стеклопакетом толщиной 3 мм с распоркой 12,7 мм) 2 прозрачных стекла с воздушным пространством
| Коэффициент R | 2.0 |
| Солнечное усиление | 0,75 |
| Проходящий свет | 81% |
| Коэффициент R | 3,6 |
| Солнечное усиление | 0. |
| Проходящий свет | 79% |
 68
68Характеристики стеклопакета
(окно с двойным стеклопакетом толщиной 3 мм с распоркой 12,7 мм)
| Коэффициент R | Коэффициент усиления солнечной энергии | Проходящий свет | |
| 2 прозрачных стекла с воздушным пространством | 2,0 | 0,75 | 81% |
| 1 прозрачная панель и 1 панель LOW ‑ E с аргоном | 3.6 | 0,68 | 79% |
Сделайте металлические предметы красивыми в дополненной реальности | автор Escape The Room — AR
Фотореалистичные материалы иногда являются ключом к созданию отличных впечатлений от дополненной реальности. Не во всех приложениях AR требуется, чтобы объекты выглядели как настоящие, некоторые из них очень мультяшные (например, Pokemon Go). Но если вы хотите создавать отличные металлические предметы в дополненной реальности, продолжайте читать!
Не во всех приложениях AR требуется, чтобы объекты выглядели как настоящие, некоторые из них очень мультяшные (например, Pokemon Go). Но если вы хотите создавать отличные металлические предметы в дополненной реальности, продолжайте читать!
В этом руководстве я использую Unity и подключаемый модуль Unity ARKit.
Для Escape The Room — AR ключевым моментом было наличие металлических материалов в игре.Металл соответствовал мировому художественному стилю, и мы хотели создать единое впечатление, поэтому очень важно было заставить эти металлические предметы хорошо выглядеть. Один из миров с металлом — это «космический» мир. В этом мире пользователь видит несколько объектов и должен решать головоломки в этих объектах, чтобы разблокировать последнюю головоломку и выиграть игру.
Это Blender Render одного из объектов:
Визуализация в Blender и перенос на Unity — две разные вещи, поэтому потребовались некоторые настройки, чтобы этот объект выглядел хорошо! Я использовал Megascans, чтобы получить эти PBR-материалы, и рекомендую этот сайт всем, кто ищет отличные PBR-материалы.
Это объект в AR, но почему он выглядит черным, а не металлическим ??? Unity работает немного иначе, чем Blender, и ключ ко всему этому — Reflection Probe.
Так выглядит мой шейдер.
Я использовал шейдер шероховатости, чтобы получить царапины, как на рендере выше. Теперь вам нужно добавить Reflection Probe к вашему GameObject.
Бинго!А результат?
Бум! Красиво и ярко!Отлично! Теперь вам может потребоваться немного настроить это, чтобы сделать вашу игру более эффективной.Если вы посмотрите на компонент Reflection Probe, у него есть опция для Refresh Mode. Вам следует прочитать документацию здесь для лучшего понимания, но вот несколько основных моментов.
- Если вы используете рендеринг в реальном времени, он обновит отражения, чтобы показать другие объекты в сцене. Это круто, но очень дорого для вашего оборудования, а с AR это никогда не будет идеально. Ваша сцена не знает, как выглядит ваш настоящий пол или столешница, она знает только то, как выглядят другие объекты Unity. Необязательно делать что-то хорошее.
- Вы можете подкрасить Skybox Color, чтобы изменить цвет отражения. Я установил свой голубоватый оттенок, чтобы он соответствовал стилю мира, вы должны подкрасить свой, чтобы он отражал художественный стиль вашего опыта AR.
 Необязательно делать что-то хорошее.
Необязательно делать что-то хорошее.Режим обновления моего объекта включен, поэтому он вызывается только один раз, но имеет некоторый контекст сцены вокруг него.
Valheim Smelting and Metal Guide
Хотите перейти от каменных инструментов и кожаных доспехов к Valheim ? Этот справочник Valheim Smelting and Mining расскажет вам все, что вам нужно знать, чтобы улучшить свое снаряжение и оружие!
Прежде чем мы начнем, вам нужно будет построить свою первую простую базу, победить первого босса игры Эйктирнира и создать свою самую первую кирку.Все это описано в Руководстве Valheim для начинающих и других руководствах, ссылки на которые приведены внизу этой страницы, так что давайте, прочтите их! Когда у вас будет кирка в руке, пора найти немного меди и приготовиться перейти к бронзовому веку!
Видите этот большой зеленый камень в Шварцвальде? Это месторождение меди. Да, огромная.
Да, огромная.Как получить медь Valheim
Получение меди в Valheim — довольно простой процесс, если вы победили первого босса.Вам придется отправиться в Шварцвальд; просто уходите от стартовой зоны, пока не заметите изменение названия зоны на карте.
Шварцвальд — гораздо более сложный регион. Грейдварфы сильнее врагов, с которыми вы сражались, а снаружи Погребальные камеры защищают еще более жесткие скелеты. Хорошая идея — построить небольшую базу возле Шварцвальда, чтобы вы могли вернуться туда, где вы умерли, намного быстрее.
К счастью, медь в Valheim найти очень легко — она будет частью массивной зеленой скалы, покрытой мхом.На камне также есть несколько прожилок. Наведите указатель мыши на него — если там написано «Медное месторождение», можно начинать добычу!
И последнее замечание о меди и рудах — они очень тяжелые. Вы сможете унести с собой только 20 или около того кусков меди, поэтому понемногу отнесите ее на свою основную базу, чтобы отложить на потом.
Как получить олово Valheim
Getting Copper позволит вам сделать несколько полезных предметов — вам также нужно будет найти олово.Олово можно объединить с медью, чтобы получить бронзу, и именно там вы получите свой первый настоящий набор металлических инструментов и доспехов.
Олово можно найти у воды в Шварцвальде; ищите вокруг камни серебристого цвета. Как и в случае с медью, помните, что вы можете нести не более 20 или около того оловянной руды за один раз, прежде чем у вас возникнет переизбыток!
Как получить Вальхаймскую бронзу
Для получения бронзы необходимо расплавить медь и олово, а затем объединить их в кузнице. Однако у вас еще нет кузницы — так что вам придется ее создать!
Как
Valheim Кузнечно-плавильный завод Система плавки Valheim очень похожа на то, как она работает в большинстве других игр — вам нужно будет положить руду в плавильную печь, чтобы получить слитки, а затем вы используете эти слитки для изготовления предметов. Вот весь процесс от начала до конца:
Вот весь процесс от начала до конца:
- Возьмите кирку.
- Шахтная руда.
- Соберите немного дерева.
- Положите дрова в печь для обжига угля, чтобы получить уголь.
- Поместите уголь и руду в плавильную печь, чтобы сделать слитки.
- Используйте слитки в кузнице, чтобы делать металлические предметы.
Звучит достаточно просто, правда? Что ж, это еще не все. Для начала вам понадобится 10 медных слитков, чтобы построить кузницу. На самом деле вам, вероятно, понадобится лот меди и олова, так что неплохо получить как можно больше обеих руд.
Однако более сложная часть — это строительство печи для обжига угля и кузницы. Для каждого из них требуется 5 предметов «Surtling Core» — и единственный способ получить их — это нырнуть в смертоносное подземелье.
В комнате с одним или несколькими ядрами Surtling также могут быть сокровища или другие секреты — не забудьте внимательно осмотреть комнату!Как получить Surtling Core в
Valheim The Surtling Core — важный элемент в Valheim для следующей эволюции строительства. Найти его будет непросто — вам предстоит сражаться с очень сильными врагами.
Найти его будет непросто — вам предстоит сражаться с очень сильными врагами.
Перед отъездом у вас должно быть следующее:
- Полный комплект кожаной брони
- Столько здоровья, которое вы можете получить от еды
- Крепкое холодное оружие
- Грубый лук и 50–100 стрел
- Факел
Возвращайтесь в Шварцвальд и бегайте, пока не встретите скелетов. Скелеты — хороший признак того, что вы, вероятно, находитесь рядом с Погребальной камерой; вы можете войти в это подземное сооружение, ища дверной проем, ведущий в землю.Войдите в дверной проем и будьте готовы к рукопашному бою.
ядра Surtling можно найти в одной конкретной комнате внутри Погребальной камеры. Самый безопасный и умный способ — победить всех скелетов по одному и уничтожить всех создателей скелетов, которых вы можете найти. Вы также можете столкнуться с призраками — в любом случае, вы хотите очистить все место от врагов, прежде чем пытаться что-либо ограбить. Вы, , действительно, не хотите оказаться в крошечной комнате из-за того, что вы попали в засаду.
Вы, , действительно, не хотите оказаться в крошечной комнате из-за того, что вы попали в засаду.
Всего вам понадобится 10 ядер Surtling, чтобы начать делать металлические предметы — 5 для угольной печи и 5 для плавильной печи.Ядра Surtling используются для многих предметов, так что вы, вероятно, захотите найти больше позже. В Погребальных камерах тоже есть изрядное количество сокровищ!
Какой бронзовый предмет сделать первым в
Valheim ?Теперь, когда вы построили угольную печь, плавильню и кузницу, вам нужно будет выбрать свой первый металлический предмет для изготовления. У вас, вероятно, сначала не будет достаточно металла, чтобы сделать все, что вы хотите (если вы не добыли лота ) — что вы должны выбрать?
Первым металлическим предметом, который вы сделаете, должен стать Бронзовый топор — никаких вопросов.Аргументация здесь проста: Бронзовый топор можно использовать, чтобы рубить березы, и это открывает лотов и новых рецептов крафта и строительства. Лучше всего то, что он служит оружием.
И это конец нашего Руководства по плавке и добыче Valheim ! Теперь вы знаете, как находить руду, плавить из нее слитки и делать лучшие металлические изделия для ранней игры.
Вы готовите на них? Рекомендации по посуде
Большинство из нас предпочитают есть продукты, не содержащие вредных химических веществ.Но как насчет токсинов, которые могут попасть в наш корм на этапе приготовления?
В зависимости от того, из чего сделаны наши кастрюли и сковороды, их возраста, состояния и того, как они используются, они могут добавлять вредные и нежелательные вещества в нашу кухню после того, как их положили в духовку или поставили на конфорку.
Что важно знать? Какую посуду следует искать, а чего следует избегать?
Посуда с антипригарным покрытием (с фторполимерным покрытием)
Трудно превзойти удобство и простоту посуды с антипригарным покрытием.Мало кто из поваров любит мыть посуду, покрытую пригоревшим или запекшимся мусором.
Потенциальный недостаток посуды с антипригарным покрытием зависит от того, что находится в поверхностном покрытии. Вот почему:
- Фторполимерные покрытия обычно наносят на посуду для придания ей антипригарной поверхности. Тефлон — самый известный из них. Основным химическим веществом в тефлоне является политетрафторэтилен (ПТФЭ).
- При нагревании до высоких температур ПТФЭ может начать разрушаться и выделять токсичные пары.Вдыхание этих паров может быть опасным как для людей, так и для домашних животных (особенно для птиц).
- До 2013 года тефлон производился с использованием перфтороктановой кислоты (ПФОК), химического вещества, которое было связано с рядом заболеваний и в настоящее время присутствует в крови большинства людей. Хотя несколько брендов посуды с антипригарным покрытием в настоящее время заявляют, что они не содержат ПФОК или тефлона, они могли быть изготовлены из других фторполимеров со схожими свойствами и, следовательно, с теми же проблемами, что и ПФОК.
- Хотя использование ПФОК и ПФОС в США в значительной степени прекращено.S., эти химические вещества являются лишь двумя из более чем 3000 поли- и перфторалкильных веществ (ПФАС), которые все еще используются во многих потребительских товарах, включая кухонную посуду.
- Некоторая посуда с антипригарным покрытием действительно может не содержать ПФАС, но об этом очень трудно узнать наверняка. Также может быть очень сложно выяснить, что действительно содержат покрытия.

Если вы твердо намерены придерживаться антипригарного покрытия, вы можете снизить риски, следуя нескольким рекомендациям:
- Утилизируйте старые или поврежденные сковороды .Избавьтесь от старых тефлоновых или аналогичных сковородок с антипригарным покрытием (особенно тех, что были произведены до 2013 года), а также от поцарапанной, отслаивающейся или отслаивающейся посуды.
- Готовьте только на слабом или среднем огне и хорошо проветривайте . Избегайте высоких настроек нагрева, использования «мощных» горелок и предварительного нагрева сковороды.
- Приобретайте качественную посуду у известных фирм . Ищите высококачественную продукцию, соответствующую стандартам США. Избегайте некачественных и легких товаров, произведенных в странах со слабым законодательством, поскольку они могут содержать вредные металлы или токсины.
- Ручная стирка с мягким моющим средством и неабразивным скрабом r. Никогда не мойте посуду с антипригарным покрытием в посудомоечной машине. Тепло и моющее средство могут испортить поверхность.
- Используйте деревянную посуду . Металлическая посуда может поцарапать поверхность.
- Храните их правильно. Кастрюли могут поцарапать их. Для хранения положите между ними салфетку или другую ткань.
 Избегайте высоких настроек нагрева, использования «мощных» горелок и предварительного нагрева сковороды.
Избегайте высоких настроек нагрева, использования «мощных» горелок и предварительного нагрева сковороды.Альтернативы посуде с антипригарным покрытием
Чугун . Чугун обычно недорогой, очень прочный и хорошо сохраняет тепло. Он также может выдерживать высокие температуры. При правильном приправе он сопротивляется прилипанию пищи. Недостатками являются его большой вес и склонность к ржавчине во влажном состоянии, чего можно избежать путем тщательного ухода. Он также может вступать в реакцию с кислыми продуктами, такими как помидоры, которые могут лишить кастрюлю приправы и вызвать попадание чрезмерного количества железа в пищу. Посетите сайт What’s Cooking America, чтобы узнать об использовании и очистке чугуна.
Он также может выдерживать высокие температуры. При правильном приправе он сопротивляется прилипанию пищи. Недостатками являются его большой вес и склонность к ржавчине во влажном состоянии, чего можно избежать путем тщательного ухода. Он также может вступать в реакцию с кислыми продуктами, такими как помидоры, которые могут лишить кастрюлю приправы и вызвать попадание чрезмерного количества железа в пищу. Посетите сайт What’s Cooking America, чтобы узнать об использовании и очистке чугуна.
Старинный чугун (произведенный до 1957 года) может быть легче, чем новый материал, и часто имеет более гладкую поверхность для приготовления пищи, что помогает уменьшить прилипание.Вы можете превратить поиск старинного чугуна в увлекательное приключение, заглянув на блошиные рынки, аукционы, своповые и «мусорные» мероприятия, комиссионные магазины, а также распродажи недвижимости и дворовых мест. Никогда не знаешь, что найдешь! Избегайте искривленных, потрескавшихся или чрезмерно растрескавшихся деталей.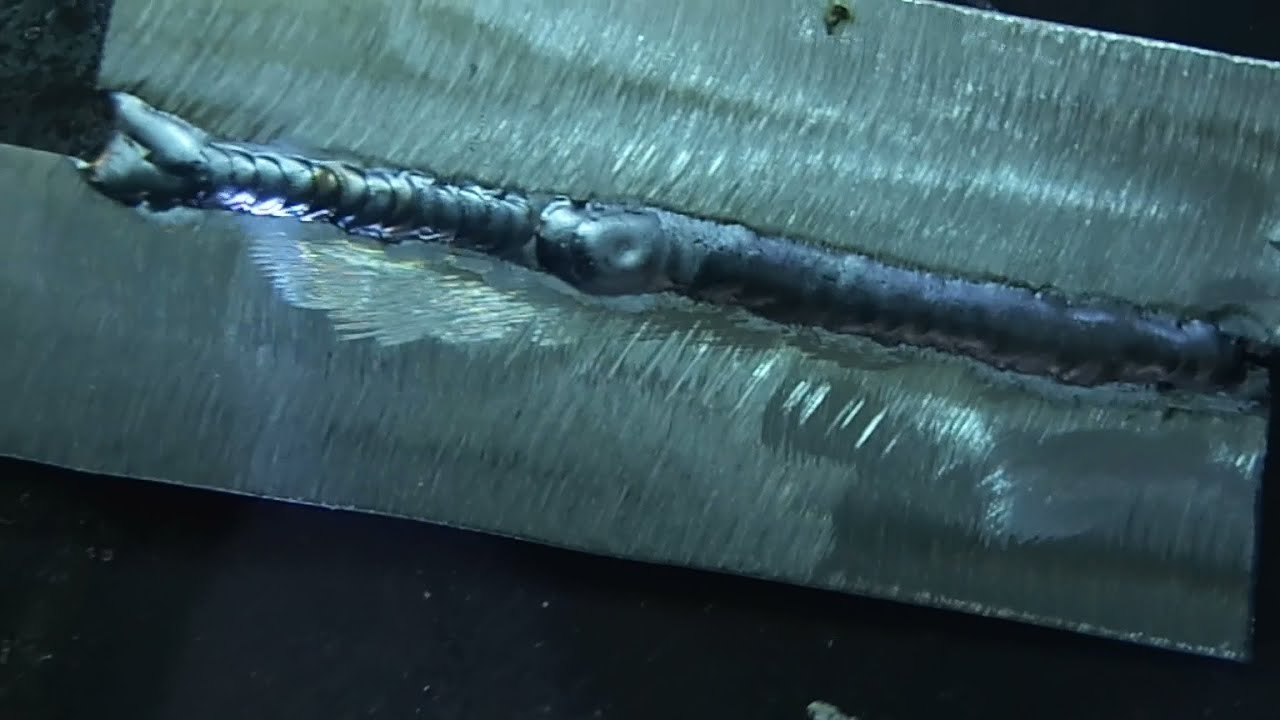 Дополнительные советы можно найти на сайте коллекционера чугуна.
Дополнительные советы можно найти на сайте коллекционера чугуна.
Эмалированный чугун . Популярной альтернативой обычной чугунной посуде (без покрытия) является эмалированная. Некоторые марки эмалированного чугуна имеют антипригарную поверхность, а посуда не реагирует, поэтому ее можно использовать с кислой пищей.Еще одно преимущество — он не ржавеет. Хотя цена может быть высокой, эмалированный чугун долговечен, поэтому может быть отличным вложением.
Предупреждение: некоторые эмалевые глазури для чугуна могут содержать большое количество свинца и кадмия. Как и в случае с другой посудой с покрытием или глазурью, стоит покупать ее у уважаемых компаний. Ищите продукты, которые соответствуют Постановлению 65 Калифорнии, самому строгому стандарту США в отношении содержания свинца и кадмия, или превосходят его.
Нержавеющая сталь . Подобно чугуну, нержавеющая сталь долговечна.Нержавеющая сталь определенно не является антипригарной поверхностью, поэтому использование масла или другого жира при приготовлении пищи имеет решающее значение. Некоторые исследования показали повышенный уровень никеля и хрома в кислой пище, длительное время готовящейся в нержавеющей стали.
Некоторые исследования показали повышенный уровень никеля и хрома в кислой пище, длительное время готовящейся в нержавеющей стали.
Сталь углеродистая . Как и чугун, углеродистая сталь требует, чтобы приправы были антипригарными. Он весит меньше, чем чугун, поэтому с ним легче обращаться. Он легко ржавеет, если не обращаться с ним должным образом, но в таком случае остается на всю жизнь.
Керамика и керамика .Настоящая керамическая посуда сделана из глины, кварца и песка и не содержит металла. Его обжигают в печах при высоких температурах и обычно покрывают безопасным для пищевых продуктов покрытием. Предупреждение: то же, что и эмалированный чугун. Покупайте продукты только у производителей, которые придерживаются строгих стандартов безопасности и токсичности. Было обнаружено, что некоторые продукты, произведенные за границей, содержат большое количество свинца.
Несколько слов о «зеленой» посуде
В последние годы на рынке появилось несколько линий посуды, которые позиционируют себя как «зеленая». В большинстве случаев это сковороды на металлической основе с керамическим покрытием. Утверждается, что антипригарное покрытие не содержит ПТФЭ и ПФОК. К сожалению, долговечность для этого типа продуктов — распространенная проблема. Даже при соблюдении рекомендаций производителя по уходу антипригарное покрытие может быстро стереться.
В большинстве случаев это сковороды на металлической основе с керамическим покрытием. Утверждается, что антипригарное покрытие не содержит ПТФЭ и ПФОК. К сожалению, долговечность для этого типа продуктов — распространенная проблема. Даже при соблюдении рекомендаций производителя по уходу антипригарное покрытие может быстро стереться.
Итог
- Выбирайте посуду, которая долговечна, безопасна в использовании и надежна.
- Выясните, какие типы посуды лучше всего подходят для разных видов готовки.
- Следуйте инструкциям по использованию и уходу за посудой.
- Наконец, практикуйте сокращение отходов и повторное использование — покупайте только ту посуду, которая вам действительно нужна, и отдавайте, утилизируйте или утилизируйте ту посуду, которая вам больше не нужна.
Ресурсы
.