Сварка легкого и прочного, но проблемотичного в обработке титана
Титан – проблематичный материал для сварочного процесса, но обладающий отличными конструктивными характеристиками. Именно поэтому сваривание этого легкого и прочного металла — весьма важная проблема и будет рассмотрена далее в этой статье.
О титане
Прочность, твердость, небольшой вес, стойкость к коррозии – все это о нем. Благодаря своим качествам этот материал применяется во многих областях: химическая промышленность (аппаратура), военная промышленность (как компонент брони), ракетостроение, авиация и т.д.
Для легкости и прочности, велосипедные рамы варят из титана
Процесс изготовления конструкций из данного металла так или иначе подразумевает обработку изделий сваркой. И тут промышленность сталкивается с некоторыми проблемами. Этот материал невозможно сваривать обычными методами.
Практически любой институт сварки задействован в разработке и совершенствовании специальных методов сварки титана и титановых сплавов.
Сварка титана
Скрепление титановых элементов методом сварки применяется практически везде и является обычным процессом для большинства производителей. Однако сваривание этого металла осложнено тем, что:
- Имеет очень низкую плотность и теплопроводность и достаточно высокую температуру плавления.
- Активный химический элемент, обычная сварка титана и титановых сплавов неприемлема, так как полученное соединение будет иметь очень низкое качество из-за полученных в процессе сварки загрязнений (карбиды, нитриды и т.д.).
- Он сам и большинство его разновидностей сплавов имеет свои особенности кристаллической решетки, и при сваривании их необходимо учитывать обязательно.
Технологические особенности
Исходя из вышеизложенного, становится ясно, что для получения качественного соединения необходимо обеспечить постоянную изоляцию сварного шва от веществ, которые способны загрязнить и испортить весь процесс.Компоненты воздуха – кислород, азот и водород способны реагировать с титаном, в результате продукт загрязняется и его качества ухудшаются.
 Компоненты воздуха – кислород, азот и водород способны реагировать с титаном, в результате продукт загрязняется и его качества ухудшаются.
Компоненты воздуха – кислород, азот и водород способны реагировать с титаном, в результате продукт загрязняется и его качества ухудшаются.Сварку необходимо вести как можно быстрее, так как при нагреве увеличиваются размеры зерна кристаллической решетки. Это ведет к повышению хрупкости данного металла.
Способы сварки
Мы рассмотрим основные способы сваривания этого материала, выявим их особенности, основные приемы и правила. И остановимся на каждом методе поподробнее.
Дуговая в инертной среде
Как говорилось выше, компоненты воздуха реагируют с изделием и загрязняют его. Эта проблема решается так: сварка титана ведется в инертной атмосфере — например, в боксе, заполненным инертным газом. Этот металл не реагирует с газом и не теряет своих качеств, а оператор наблюдает за процессом сварки через специальное окно. Работы большого масштабапроводятся так: весь процесс помещают в специальную камеру с газом, а сварщики работают в скафандрах.
Процесс сборки титановых изделий, под куполом
Другой способ подразумевает непрерывную подачу газа прямо в область соединения – горелка оснащена специальным соплом, через которое подается инертный газ. Также применяются специальные насадки («сапожки»), которые обеспечивают непрерывную защиту этого материала либо его сплавов без необходимости изоляции процесса от внешнего воздуха. Обратная сторона шва также защищается посредством специальных подкладок, через которые подается инертный газ. Как инертный газ применяют аргон, гелий и их смеси.
В качестве электродов применяются вольфрамовые стержни, либо стержни из других материалов – если процесс подразумевает присадку на сварную поверхность каких-либо других веществ.
Дуговая под флюсом
Этот способ является относительно новым. Суть метода заключается в том, что материал изолируется от внешней среды специальными флюсами. Как правило, флюс имеет форму пасты, например, флюсы серии АНТ-А (АНТ-5, АНТ-1, АНТ-7, АНТ-3)./806e871b3b31d0a.ru.s.siteapi.org/img/c7f6b8bce940a67e939f804bee3655bbea7f2f90.JPG) Метод сварки под флюсом позволяет получать лучшую кристаллическую решетку шва, чем при сварке в инертной атмосфере. При этом остальные показатели качества работы остаются прежними.
Метод сварки под флюсом позволяет получать лучшую кристаллическую решетку шва, чем при сварке в инертной атмосфере. При этом остальные показатели качества работы остаются прежними.
Электронно-лучевая
Электронно-лучевая сварка титана и его сплавов дает возможность наилучшим образом обеспечить защиту металла от нежелательных газов. Повышается скорость и понижается энергоемкость всего процесса, при этом характеристики кристаллической решетки находятся на высоком уровне.
Электрошлаковая
Эта технология сварки титана несколько отличается от остальных. При этом методе для соединения титана или его сплавов применяют пластинчатые электроды из такого же материала, из которого изготовлены свариваемые детали. Для улучшения процесса применяют фторидные флюсы серии АНТ: АНТ6, АНТ4, АНТ2. Для дополнительной изоляции шлаковая ванна защищается аргоном. Для того, чтобы лучше понять процесс электрошлаковой сварки титана и титановых сплавов, вы можете просмотреть видео по этой теме./806e871b3b31d0a.ru.s.siteapi.org/img/2dd8ee6cc5396e3664bf31adb90f6d664c65e5f6.JPG)
Холодная
Холодное сваривание подразумевает то, что титан или его сплавы свариваются за счет деформирования сдавливанием. Кристаллические решетки деталей сдвигаются, образуя одну общую кристаллическую решетку. Холодный метод обработки этого материала позволяет получать достаточно надежное соединение, не прибегая к сложным технологиям.
Не стоит путать этот метод с составами «холодная сварка». Они являются смесями на основе эпоксидных смол и с технологией сварки деформацией не имеют ничего общего. Холодное сваривание этого материала и его различных сплавов — именно процесс, описанный выше.
Заключение
Таким образом, мы ознакомились с наиболее распространенными методами сварки титана и титановых сплавов, выявили их основные принципы и особенности, узнали, почему этот металл требует особых методов сварки. Для того, чтобы более полно понять, как происходит сваривание титана и титановых сплавов, вы можете просмотреть тематическое видео – такие видео достаточно распространены в Интернете.
Сварка титана — описание технологии и пошаговая инструкция
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.
- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.

Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5. 1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону. Плюс в том, что термообработка частично повышает прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
 1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.Сам по себе титан (в чистом виде) практически не используется. Причина – недостаточная прочность. Поэтому говоря о его сварке, всегда подразумевается, что речь идет о каком-либо сплаве. То есть металл + легирующий элемент.
Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная изоляция от атмосферы. Причем не только рабочей зоны (сварочной ванны), но и тех участков, которые разогреваются до +625 (и более) ºС.
Сварка титана (сплавов) аргоном
Преимущества:
- Высокое качество сварного соединения.
- Работа на малых токах. Следовательно, можно сваривать детали небольшой толщины (тонкостенные), так как вероятность прожога практически исключена.
- Возможность наращивания объема детали на дефектных участках (например, в местах образования раковин).
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие.

Подготовка свариваемых образцов (кромок)
Механическая обработка и обезжиривание, при необходимости – травление кислотой. Задача – полное удаление пленки оксидов примерно на 20 мм от подлежащих соединению кромок. Специфика в том, что вся работа должна проводиться в защитных перчатках (рукавицах). Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Если механической очистки недостаточно, то прибегают к газокислородной (с помощью горелки).
Что можно использовать:
- Наждачная бумага.
- Шаберы.
- Щетки металлические с проволокой из «нержавейки» сечением 0,25 (±5) мм или иные подходящие приспособления (абразивные материалы).
- Раствор фтора, кислота соляная (подогретые до 60 – 65 ºС).

Критерии оценки качества подготовки
- Отсутствие на образце заусениц, трещин, вкраплений и так далее.
- Ровный серебристый оттенок титанового сплава.
Проволока
Она выбирается в соответствии с группой сплава, подлежащего сварке (см. выше). На бирке (или упаковке) обязательно есть необходимая информация, так как вся продукция маркируется.
Что учесть
Перед применением проволока зачищается (если необходимо, шкуркой не выше № 12) и обезжиривается. Ее можно готовить и заранее, но в этом случае она герметизируется (например, заворачивается в п/э) и помещается в плотно закрывающийся пенал (тубу). Но хранение в таких условиях – не более 5 суток.
Горелка
Для сварки титана любая не подходит. Используются модели с соплом из керамики и специальной (газовой) линзой.
Процесс сварки
Условия
- Электрод – вольфрамовый.
- Ток – постоянный, прямой полярности.
- Подача проволоки – непрерывная.

Сварку титана вручную возможна, если получается организовать местную защиту рабочей зоны. Вспоминаем – металл довольно быстро окисляется. Предохранение от этого лицевой стороны обеспечивается газовой струей (аргон + гелий). А как быть с тыльной? Наиболее распространенный вариант – накладки из меди или стали, которые плотно прижимаются к месту стыка свариваемых кромок. Но это применимо, если обрабатываются детали простой конфигурации.
Сложные в этом плане образцы, когда шов довольно часто меняет направление, свариваются в специальных камерах, в режиме полу- или полностью автоматическом. В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
Перед началом операции проверяется качество очистки кромок. Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Сварка ведется встык, присадка используется лишь для образцов с толщиной стенок более 1,5 мм. Сечение плавящейся проволоки, которая при этом применяется – от 1,2 до 1,8 мм. Защитная среда несколько иная – аргона меньше (порядка 20%), а гелия больше (соответственно, около 80%). Хотя эти данные – приблизительные. Этим обеспечивается снижение пористости и получение более широкого шва.
Результат работы визуально оценить несложно. Серебристый оттенок – шов хороший, желтоватый или с синевой – качество не на высоте.
Остается добавить, что при сварке титана, равно как и других металлов и сплавов, должны неукоснительно выполняться все требования по ТБ.
Автор надеется, что эта статья окажется полезной для читателя. Успехов в сварочном деле!
Аргонодуговая сварка (TIG)
Сеть профессиональных контактов специалистов сварки
«Аргонодуговая сварка (TIG) » в разделе «Технология» :
1. Видео сварка аргоном. Подборка видеороликов по сварке TIG.
Видео сварка аргоном. Подборка видеороликов по сварке TIG.
2. Контроль сварочных материалов, аргона, гелия, других защитн. газов (и баллонов) в том числе.
3. TIG сварка алюминия переменным током. Рассматривается особенность сварки переменным током: изменения тока, напряжения, процесс плавления.
4. Особенности сварки алюминия, в т.ч с применением сварки TIG. Схема аргонно-дуговой сварки Al.
5. Дефекты сварных соединений. Вольфрамовые включения в швaх.
6. Способы автоматической сварки алюминия. Проанализированы два промышленно применяемых способа автоматической сварки алюминия — TIG и под слоем флюса.
7. Маломощные сварочные дуги при сварке вольфрамовым электродом. Технология сварки тонколистовых изделий с вольфрамовым электродом маломощной дугой.
8. Защитные газы.
9. Сварка в среде защитных газов.
10. Ориентировочные режимы ручной аргонодуговой сварки титана.
11. Режимы автоматической аргонодуговой сварки титана.
12. Режимы автоматической сварки титана погруженной дугой.
Режимы автоматической сварки титана погруженной дугой.
13. Режимы автоматической сварки титана неплавящимся электродом в среде аргона (импульсной дугой )стыковых соединений без разделки кромок.
14. Механические свойства сварных соединений из титановых сплавов.
15. Химический состав инертных газов.
16. Дуговая сварка титана в защитных газах.
«Аргонодуговая сварка (TIG)» в разделе «Оборудование»:
1. Установка сварочного оборудования для TIG, MIG, РДС. Расположение, проверка топливных баков, заземления, кабелей и соединений.
2. Инверторный источник сварочного тока DC200АУ.3 (инструкция).
3. Инверторный источник ДС 200А.33 (инструкция).
«Аргонодуговая сварка (TIG)» в разделе «Сварочные материалы» :
1. Присадочные прутки OK Tigrod 1070 (OK Tigrod 18.01), OK Tigrod 4043 (OK Tigrod 18.04), OK Tigrod 1450 (OK Tigrod 18.11), OK Tigrod 5356 (OK Tigrod 18.15) для аргонодуговой сварки алюминия и его сплавов.
2. Присадочные прутки OK Tigrod 5183 (OK Tigrod 18.16), OK Tigrod 5556 (OK Tigrod 18.20), OK Tigrod 18.22 для аргонодуговой сварки алюминия и его сплавов.
3. Присадочные прутки OK Tigrod 13.09, OK Tigrod 13.12, OK Tigrod 13.13 для аргонодуговой сварки легированных, высокопрочных, теплоустойчивых сталей.
4.Присадочные прутки OK Tigrod 13.22, OK Tigrod 13.28, OK Tigrod 13.32, OK Tigrod 13.38 для аргонодуговой сварки легированных, высокопрочных, теплоустойчивых сталей.
5.Присадочные прутки OK Tigrod 19.12, OK Tigrod 19.30, OK Tigrod 19.40 для TIG сварки меди.
6. Присадочные прутки OK Tigrod 308L (OK Tigrod 16.10 ), OK Tigrod 308LSi (OK Tigrod 16.12) , OK Tigrod 347Si (OK Tigrod 16.11) для сварки нержавеющих и жаростойких сталей.
7. Присадочные прутки OK Tigrod 316LSi (OK Tigrod 16. 32), OK Tigrod 318Si (OK Tigrod 16. 31), OK Tigrod 309 LSi (OK Tigrod 16. 51) для сварки TIG нержавеющих и жаростойких сталей.
8. Присадочные прутки OK Tigrod 309L (OK Tigrod 16. 53), OK Tigrod 310 (OK Tigrod 16.70), OK Tigrod 385 (OK Tigrod 16.55) для TIG сварки нержавеющих, жаростойких сталей.
53), OK Tigrod 310 (OK Tigrod 16.70), OK Tigrod 385 (OK Tigrod 16.55) для TIG сварки нержавеющих, жаростойких сталей.
9. Присадочные прутки OK Tigrod 2209 (OK Tigrod 16.86), OK Tigrod 312 (OK Tigrod 16.75), OK Tigrod 16.95 (OK Tigrod 16.95), OK Tigrod 2509 (OK Tigrod 16.88) для TIG-сварки нержавеющих, жаростойких сталей.
10. Присадочные прутки OK Tigrod 19.82, OK Tigrod 19.85 и OK Tigrod 19.92 для аргонодуговой сварки чугуна и сплавов на основе никеля ESAB.
11. Присадочные прутки OK Tigrod 12.64, OK Tigrod 12.60 для аргонодуговой сварки углеродистых и низколегированных сталей.
12. Неплавящиеся электроды для дуговой сварки и резки.
13. ГОСТ — электроды — ГОСТы, регламентирующие сварочные электроды, в т.ч ГОСТ на вольфрамовые электроды для TIG-сварки.
Аргонодуговая сварка (TIG) в разделе «Нормативная база:
1. ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся Технические условия.
2. ГОСТ 23518-79 Дуговая сварка в защитных газах — Соединения сварные под острыми и тупыми углами.
3. ГОСТ Р ИСО 3581-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей Классификация.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Технология сварки титана и его сплавов
Содержание
- Особенности сварки титана и его сплавов
- Какие способы используют для сварки титана?
- Подготовка титана под сварку
- Ручная дуговая сварка титана и титановых сплавов
- Технология, техника и режимы сварки
- Режимы автоматической сварки титана в аргоне
- Режимы дуговой сварки титана под флюсом
- Режимы стыковой сварки титана
- Режимы точечной сварки титана
- Режимы шовной (роликовой) сварки титана
- Конденсаторная сварка титановых труб
Подготовка к полуавтоматической сварке
Раскрой на заготовки и подготовка кромок чаще всего проводятся механическими способами. Если изделия являются толстостенными, можно провести разделительную резку и подготовку кромок газотермическими методами, но затем надо обязательно обработать кромки механически на глубину как минимум 3-5 мм. Для зачистки кромок на ширину 15-20 мм используются металлические щетки, шаберы и прочие приспособления. Обязательным является последующее обезжиривание кромок. Если перед сваркой проводилась вальцовка, ковка, штамповка или другие виды термообработки, необходимо очистить поверхности гидропескоструйным или дробеструйным аппаратом (подробнее см. Очистка поверхности металла перед сваркой).
Если изделия являются толстостенными, можно провести разделительную резку и подготовку кромок газотермическими методами, но затем надо обязательно обработать кромки механически на глубину как минимум 3-5 мм. Для зачистки кромок на ширину 15-20 мм используются металлические щетки, шаберы и прочие приспособления. Обязательным является последующее обезжиривание кромок. Если перед сваркой проводилась вальцовка, ковка, штамповка или другие виды термообработки, необходимо очистить поверхности гидропескоструйным или дробеструйным аппаратом (подробнее см. Очистка поверхности металла перед сваркой).
После этого они подвергаются химической обработке:
- рыхлению оксидной пленки;
- травлению;
- осветлению.
Режимы химической обработки титана и его сплавов
| Раствор | Длительность обработки, мин | |
| Назначение | Состав (на 1 литр воды) | |
| Рыхление оксидной пленки | Нитрит натрия 150-200г; Углекислый натрий 500-700 г | 120 |
| Травление | Плавиковая кислота 220-300 мл; Азотная кислота 480-550 ил | 60-1200 |
| Осветление | Азотная кислота 600-750 мл; Плавиковая кислота 85-100 мл | 3-10 |
После того, как свариваемая поверхность химически обработана, свариваемые кромки на 20 мм промываются бензином и протираются ацетиленом или этиловым спиртом. Сварочная пленка на предварительном этапе подвергается вакуумному отжигу, а затем – обезжириванию Сварка проводится в специальных приспособлениях, либо на прихватках, выполненных ручной аргонодуговой сваркой W-электродом. Когда свариваемые поверхности уже готовы к работе, к ним нельзя прикасаться незащищенными руками.
Сварочная пленка на предварительном этапе подвергается вакуумному отжигу, а затем – обезжириванию Сварка проводится в специальных приспособлениях, либо на прихватках, выполненных ручной аргонодуговой сваркой W-электродом. Когда свариваемые поверхности уже готовы к работе, к ним нельзя прикасаться незащищенными руками.
Особенности сварки титана и сплавов на его основе
Сварка титана и титановых сплавов всё чаще применяется в промышленности из-за их физико-химических свойств. Температура плавления титана составляет, по разным данным, 1470-1825°C. Титан способен сохранять высокую прочность до температуры 500°C, а также высокую коррозионную стойкость во многих агрессивных средах.
Основное условие для качественной сварки титана — это необходимость надёжной защиты зоны сварки и обратной стороны шва от вредного воздействия атмосферного воздуха. При этом, защищать нужно не только сварочную ванну, но и те участки металла, температура нагрева которых превышает 400°C. Кроме этого, необходимо обеспечить минимальный по времени нагрев свариваемых кромок.
Дополнительными трудностями при сварке титана являются его склонность к увеличению размера зерна при высоких температурах (выше 880°C) и к образованию пор.
Титановые сплавы склонны к закалке, в зависимости от легирующего элемента. Такие элементы как Cr, Fe, Mn, W, Mo, V, входящие в состав сплава, снижают его пластичность. Так, при температуре 250°C начинается интенсивное поглощение водорода, при 400°C кислорода и при 600°C азота.
Прочность сварного соединения титана и титановых сплавов, в зависимости от марки сплава и способа сварки плавлением составляет 0,6-0,8 прочности основного металла. Сварные соединения из титановых сплавов марок ВТ5, ОТ4, ВТ4 и др. не последующей термической обработке не подвергают. В отдельных случаях допускается выполнять отжиг для снятия напряжений.
Выбор режимов полуавтоматической сварки титана
При полуавтоматической сварке титана используется постоянный ток обратной полярности. При выборе режимов учитывается толщина металла, склонность сплава к росту зерна и подверженность термическому циклу. Чтобы максимально уменьшить рост зерна, стоит выбирать режимы с повышенными скоростями и незначительной погонной энергией. Поскольку титан имеет высокое электрическое сопротивление, сварка проводится с небольшими вылетами электрода. Однако при работе с использованием невысоких токовых режимов есть риск непровара корня шва. Чтобы избежать этого, корень стоит выполнить ручной аргонодуговой сваркой W-электродом, а остальную разделку – сваркой плавящимся электродом. Основное положение – нижнее. Если используется сварка с глубоким проплавлением на повышенных токовых режимах, необходимо использовать гелиево-аргоновую газовую смесь (80% + 20%). Для увеличения пластичности, прочности и устойчивости к образованию трещин сварочные швы требуют дополнительной термической обработки, выбрав режим в зависимости от состава сплава.
Чтобы максимально уменьшить рост зерна, стоит выбирать режимы с повышенными скоростями и незначительной погонной энергией. Поскольку титан имеет высокое электрическое сопротивление, сварка проводится с небольшими вылетами электрода. Однако при работе с использованием невысоких токовых режимов есть риск непровара корня шва. Чтобы избежать этого, корень стоит выполнить ручной аргонодуговой сваркой W-электродом, а остальную разделку – сваркой плавящимся электродом. Основное положение – нижнее. Если используется сварка с глубоким проплавлением на повышенных токовых режимах, необходимо использовать гелиево-аргоновую газовую смесь (80% + 20%). Для увеличения пластичности, прочности и устойчивости к образованию трещин сварочные швы требуют дополнительной термической обработки, выбрав режим в зависимости от состава сплава.
Какие способы используют для сварки титана и его сплавов?
Титан и его сплавы свариваются плавлением только дуговой (ручной или автоматической) сваркой. Наибольшее распространение получила сварка в среде аргона или гелия под некислородным флюсом марки АН-11. Для изделий большой толщины применяют электрошлаковую сварку под флюсом марки АН-Т2. Кроме того, титан хорошо сваривается контактной сваркой в среде защитных газов или без неё. При сварке плавлением необходимо обеспечивать газовую защиту оборотной стороны шва в среде аргона. В связи с этим, рекомендуется применять сварку на подкладках или производить сварку встык.
Для изделий большой толщины применяют электрошлаковую сварку под флюсом марки АН-Т2. Кроме того, титан хорошо сваривается контактной сваркой в среде защитных газов или без неё. При сварке плавлением необходимо обеспечивать газовую защиту оборотной стороны шва в среде аргона. В связи с этим, рекомендуется применять сварку на подкладках или производить сварку встык.
Подготовка титана и его сплавов под сварку
Качество титанового сварного соединения во многом будет зависеть от технологической подготовки сварных кромок и сварной проволоки под сварку. У деталей из титана и титановых сплавов поверхность покрыта оксидно-нитридными плёнками, появляющимися после горячей обработки полуфабрикатов, из которых эти детали изготовлены.
Удалить эту плёнку можно при помощи механической обработки и следующего за ней травления в смеси 350мл соляной кислоты, 50г фторида натрия и 650мл воды. Время травления составляет 5-10мин, температура травления 60°C. Перед сваркой необходимо зачистить металлическими щётками сами сварные кромки, а также участки, на расстоянии 15-20мм от стыка до металлического блеска и обезжирить.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
· Первичная защита расплавленной сварочной ванны
· Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
· Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Ручная дуговая сварка титана и титановых сплавов
Технология, техника и режимы сварки
Ручную дуговую сварку титана вольфрамовым электродом выполняют постоянным током прямой полярности. При сварке используют специальные приспособления, с помощью которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые насадки с отверстиями, защитные козырьки и др.
При сварке используют специальные приспособления, с помощью которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые насадки с отверстиями, защитные козырьки и др.
Защиту корня шва можно обеспечить, если плотно поджать сварные кромки к медной или стальной подкладке. Можно, также, использовать подкладку с отверстиями, или изготовленную из пористого материала и подавать через неё защитный газ. При сварке труб из титана защитный газ пропускают внутрь трубы.
Если толщина свариваемого металла не превышает 3,0мм, то при их сборке допускается зазор от 0,5мм до 1,5мм. В этом случае сварку производят без использования присадочного материала. Если используют присадочный материал, по составу сходный со свариваемым металлом, то диаметр электрода принимается равным толщине основного металла.
Приблизительные режимы для ручной дуговой сварки титана и его сплавов вольфрамовым электродом диаметром 1,5-2мм и присадочной проволокой диаметром 2мм составляют: сила тока 90-100А для сварки металла, толщиной 2мм и 120-140А для металла толщиной 3-4мм. Сварку производят постоянным током прямой полярности, как уже говорилось выше.
Сварку производят постоянным током прямой полярности, как уже говорилось выше.
Ручную сварку титана проводят без колебательных движений, на короткой дуге. При этом наклон электрода должен быть в противоположную сторону от направления его движения, т.е. сварка выполняется «углом вперёд». Если используется присадочный материал, то рекомендуемый угол между электродом и присадочным прутком составляет 90°. Подача присадочной проволоки осуществляется без перерыва.
После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов выполняется вольфрамовым электродом. Выходные отверстия сварочной горелки должны быть не менее 12-15мм. При сварке неплавящимся электродом рекомендуются постоянный ток прямой полярности.
В связи с высокой активностью титана, зажигание и гашение горелки необходимо производить вне свариваемого изделия — на специальных планках. Также, как и при ручной сварки, после гашения дуги защитный газ необходимо подавать ещё в течение, примерно 1мин, чтобы предотвратить окислении шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах ниже:
Режимы автоматической аргонодуговой сварки титана
Толщина металла, мм
| Диаметр вольфрамового электрода, мм | Напряжение, В | Сила тока, А | Скорость сварки, м/ч | Расход аргона, л/мин | ||
| В горелке | В подкладке с обратной стороны шва | |||||
| 0,8 | 1,0-1,5 | 8-10 | 45-55 | 18-25 | 6-8 | 3-4 |
| 1,0 | 1,5 | 10-12 | 50-60 | 18-22 | 6-8 | 3-4 |
| 1,2 | 1,5 | 10-12 | 55-65 | 18-22 | 6-8 | 3-4 |
| 1,5 | 1,5 | 11-13 | 70-90 | 18-22 | 9 | 3-4 |
| 1,8 | 1,5 | 11-13 | 80-100 | 18-22 | 9 | 3-4 |
| 2,0 | 1,5-2,0 | 11-13 | 110-130 | 18-22 | 9 | 3-4 |
| 2,5 | 2,0-2,5 | 11-13 | 150-180 | 20-22 | 9-12 | 3-4 |
| 3,0 | 2,5-3,0 | 12-13 | 200-220 | 20-22 | 9-12 | 3-4 |
Режимы дуговой сварки титана под флюсом
| Толщина металла, мм | Тип соединения | Сила тока, А | Рабочее напряжение, В | Скорость сварки, м/ч |
| 3-5 | Стыковое | 250-320 | 24-38 | 50 |
| 3-5 | Угловое | 250-300 | 32-36 | 40-50 |
| 2-3 | Внахлёст | 250-300 | 30-35 | 40 |
Соединение в среде инертного газа
Сварка титана в среде аргона
Самый применяемый способ. Основан на использовании электродуговой сварки неплавящимся электродом (вольфрамовый сплав) в газовой среде из аргона (смеси аргона с гелием). Суть процесса — создание зоны расплава под местной защитой.
Основан на использовании электродуговой сварки неплавящимся электродом (вольфрамовый сплав) в газовой среде из аргона (смеси аргона с гелием). Суть процесса — создание зоны расплава под местной защитой.
Технология:
- Подготовленные (обезжиривание, очистка) детали устраиваются на медной подкладке. Вдоль зоны расположения шва в подкладочном металле выточена канавка, по которой подается аргон;
- Защитный газ подается из горелки. С целью расширения зоны защиты применяются специальные накладки. Дополнительный изолятор от воздействия окружающей среды — бескислородный флюс в виде пасты, который обеспечивает защиту с двух сторон шва;
- Сварка титана осуществляется на постоянном токе с обратной или прямой полярностью. Последний метод используется при обработке металла посредством полуавтомата;
- В точке соединения под воздействием высокой температуры (до 6000°C) образуется сварная ванна. Жидкий металл вытесняется силой давления газа и электродуги. Образовавшееся углубление способствует лучшим технологическим условиям стыковки. Появляется возможность качественнее проплавить титан, обеспечить более надежную защиту за счет нагнетания аргона в область расплавленного металла.
 Появляется возможность качественнее проплавить титан, обеспечить более надежную защиту за счет нагнетания аргона в область расплавленного металла.
Появляется возможность качественнее проплавить титан, обеспечить более надежную защиту за счет нагнетания аргона в область расплавленного металла.Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна, но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона. Источник переменного тока — трёхфазный трансформатор, должен обладать жёсткой характеристикой.
Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и расход аргона 8л/мин.
Такие режимы, при условии использования пластинчатого электрода размером 12х60мм, обеспечивает стабильный процесс и удовлетворительное качество сварного соединения, не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно, 80-85% от прочности основного металла) из-за применения пластинчатых электродов из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения, потому что прессованный металл сильно насыщен газами.
Контактная сварка титана
По опытным данным, впервые проверенным на практике Забурдиным М.К., Захаренко В.Ф. и др., оптимальная скорость оплавления, при сварке больших заготовок, составляет 2-2,5 мм/сек. Более высокая скорость оплавления приводит к снижению прочности, даже при защите аргоном.
Перед сваркой торцы лучше всего фрезеровать или зачищать наждачной бумагой. Из-за склонности титана к перегреву, величина осадки выбирается на 15-20% больше, чем для сварки углеродистых сталей.
Из-за склонности титана к перегреву, величина осадки выбирается на 15-20% больше, чем для сварки углеродистых сталей.
Режимы стыковой сварки титана
Ориентировочные режимы стыковой сварки титана при начальной скорости оплавления 0,5мм/сек представлены в таблице ниже:
| Площадь свариваемого сечения, мм | Давление осадки, МН/М2 | Вылет заготовки из электродов, мм | Припуск, мм на | Скорость оплавления, мм/сек | Сила тока оплавления, А | |
| оплавление | осадку | |||||
| 150 | 2,9 | менее 25 | 8 | 3 | 6 | 1,5-2,0 |
| 250 | 4,9-7,8 | 25-40 | 10 | 6 | 6 | 2,5-3,0 |
| 500 | 9,8-14,7 | 45 | 10 | 6 | 6 | 5,0-7,0 |
| 1000 | 20-24 | 50 | 12 | 10 | 5 | 5 |
| 1500 | 29-59 | 60 | 15 | 10 | 5 | 7,5 |
| 2000 | 39-98 | 65 | 18 | 12 | 5 | 10 |
| 2500 | 49-147 | 70 | 20 | 12 | 5 | 12,5 |
| 3000 | 98-196 | 100 | 22 | 14 | 4 | 15,0 |
| 4000 | 147-294 | 110 | 24 | 15 | 4 | 20,0 |
| 5000 | 196-392 | 130 | 26 | 15 | 3,5 | 25,0 |
| 6000 | 343-490 | 140 | 28 | 15 | 3,5 | 30,0 |
| 7000 | 294-490 | 150 | 30 | 15 | 3,0 | 35,0 |
| 8000 | 343-588 | 165 | 35 | 15 | 3,0 | 40,0 |
| 9000 | 441-882 | 180 | 40 | 15 | 2,5 | 45,0 |
| 10000 | 490-981 | 180-200 | 40 | 15 | 2,5 | 50,0 |
Режимы точечной сварки титана
Титановые листы или пластины, толщиной до 4,0мм могут быть успешно сварены точечной и шовной (роликовой) сваркой. Высота литого ядра равно 80-90% от суммарной толщины листов. Приблизительные режимы точечной сварки титана представлены в таблице:
Высота литого ядра равно 80-90% от суммарной толщины листов. Приблизительные режимы точечной сварки титана представлены в таблице:
| Толщина листов, мм | Диаметр контактной поверхности электрода, МН/м2 | Усилие на электродах, Н | Продолжительность прохождения тока, с | Время сжатия деталей, с | Сила тока, А |
| 0,8 | 4,0-4,5 | 1960-2450 | 0,1-0,15 | 0,1 | 7000 |
| 1,0 | 4,5-5,0 | 2450-2950 | 0,15-0,2 | 0,3 | 8000 |
| 1,2 | 5,0-5,5 | 3150-3440 | 0,2-0,25 | 0,3 | 8500 |
| 1,5 | 5,5-6,0 | 3935-4915 | 0,25-0,3 | 0,4 | 9000 |
| 2,0 | 6,0-7,0 | 4915-5895 | 0,25-0,3 | 0,4 | 10000 |
| 2,5 | 7,0-8,0 | 5895-6875 | 0,3-0,4 | 0,4 | 12000 |
Режимы шовной (роликовой) сварки титана
| Толщина листов, мм | Ширина шва, мм | Усилие на роликах, Н | Продолжительность сварки, с | Скорость сварки, м/мин | Сила тока, А | |
| импульс | пауза | |||||
| 0,8+0,8 | 3,5-4,0 | 2950 | 0,1-0,12 | 0,18-0,20 | 0,8-1,0 | 6000 |
| 1,0+1,0 | 4,5-5,5 | 3935 | 0,14-0,16 | 0,24-0,28 | 0,6-0,8 | 7500 |
| 1,5+1,5 | 5,5-6,5 | 4915 | 0,20-0,24 | 0,3-0. 4 4 | 0,5-0,6 | 10000 |
| 2,0+2,0 | 6,5-7,5 | 6385 | 0,24-0,28 | 0,4-0,5 | 0,4-0,5 | 12000 |
| 2,5+2,5 | 7,0-8,0 | 7855 | 0,28-0,32 | 0,6-0,8 | 0,3-0,4 | 15000 |
Глава 5. АРГОНОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
Если вы уже освоили электродуговую сварку постоянным током, то самое время переходить к следующему этапу. Теперь вы можете создать установку иного уровня – аргонодуговую сварку постоянного тока.Аргонодуговая сварка, или проще – аргоновая сварка, позволит вам достигать таких результатов, о которых, не имея ее, нельзя было и мечтать.
Зародившись во время второй мировой войны в авиационной промышленности, она смело шагнула во все отрасли промышленности, а в последнее время и в бытовую сферу.
Имея аргоновую сварку постоянного тока, вы можете варить практически все известные металлы и сплавы (кроме алюминия и его сплавов). Причем эту сварку можно осуществлять на уровне, достижимом только на хорошо оборудованных предприятиях. Для частного сварщика аргоновая сварка особенно
ценна тем, что можно получать сварные швы отличного качества даже у тех сплавов
и сталей, химический состав которых неизвестен.
Для частного сварщика аргоновая сварка особенно
ценна тем, что можно получать сварные швы отличного качества даже у тех сплавов
и сталей, химический состав которых неизвестен. К сожалению, выпускаемые промышленностью бытовые аппараты аргоновой сварки пока еще недешевы, поэтому автор предлагает построить такой аппарат самостоятельно. По своим эксплуатационным возможностям он ничуть не уступает промышленным аппаратам. А если вы уже построили сварочный выпрямитель, то на его базе создать аргоновую сварку будет совсем несложно.
Схема аргоновой сварки постоянного тока
Аргоновая сварка постоянного тока состоит из следующих частей: сварочный выпрямитель, баллон с аргоном, аргоновый редуктор, расходомер, газоэлектроподводящий шланг, специальная сварочная горелка, вольфрамовые электроды.
Сварочный выпрямитель можно использовать уже имеющийся (Рис.
4.1.). Требуется небольшая модернизация: к проволочному сопротивлению добавляется
спираль мощностью 3 кВт./806e871b3b31d0a.ru.s.siteapi.org/img/c6a4008eb17aef38475ba779d59c70051a54c0e5.JPG) Использование спирали позволяет уменьшить сварочный
ток до единиц и даже долей единиц Ампер. Это необходимо для сварки тонкого и
особо тонкого металла. Аргоновая дуга очень стабильна, что позволяет
использовать ее на таких малых токах.
Использование спирали позволяет уменьшить сварочный
ток до единиц и даже долей единиц Ампер. Это необходимо для сварки тонкого и
особо тонкого металла. Аргоновая дуга очень стабильна, что позволяет
использовать ее на таких малых токах.
Аргоновый баллон по конструкции ничем не отличается от кислородного. Если у вас не имеется специального баллона, в качестве аргонового вы можете приспособить кислородный, перекрасив его в серый цвет. Такие баллоны принимаются к заправке аргоном.
Аргоновый редуктор
Специальный аргоновый редуктор также не требуется, его вполне заменяет кислородный. Применяя поначалу кислородный редуктор, вы в дальнейшем придете к выводу о необходимости его модернизации. Применение только кислородного редуктора приводит к двум несущественным, но неприятным последствиям:
1) увеличенный расход аргона за счет «самотека» редуктора;
2) увеличенный расход аргона или недостаточная защита места
сварки за счет неправильно подобранной скорости истечения аргона.
Самотек редуктора особенно заметен в перерывах между сваркой. Когда вы перекроете подачу газа на аргоновой горелке, редуктор не может сразу полностью закрыться, и в газоэлектроподводящий шланг поступает избыточное давление. При открывании вентиля горелки в первое время обдув места сварки будет избыточен, что вызывает перерасход аргона. Это было бы не страшно, если бы аргон не стоил так дорого.
Устранение самотека можно осуществить двумя способами.
Способ первый: приобретите двухкамерный редуктор. Такой редуктор понижает давление в две ступени, и на выходе он гарантирует стабильное давление, независимо от расхода газа.
Способ второй: к уже имеющемуся кислородному редуктору добавьте редуктор для сжиженных газов. Такой редуктор питает обычную газовую плиту от пропанового баллона и имеется в широкой продаже. Лучше всего выбрать тот редуктор, что имеет вверху регулировочный винт.
Если такой редуктор не обеспечивает необходимого давления,
регулировочную пружину замените на более жесткую.
Расходомер
Для обеспечения необходимой скорости истечения защитного газа используется такое приспособление, как расходомер. В продаже имеются редукторы, где вместо манометра низкого давления стоит пластиковая трубка. Находящийся внутри трубки шарик поднимается под напором исходящего газа, и по высоте его подъема сварщик судит о величине расхода газа.
Если вы такого редуктора не приобрели, то можно на конце двухкамерного или пропанового редуктора поставить трубку расходомера. Этот вариант наиболее предпочтителен. Он гарантирует точный подбор расхода газа.
Расходомер представляет собой прозрачную трубку, внутри которой помещается поплавок. Под давлением исходящих снизу газов поплавок поднимается и фиксируется на определенном уровне. Расход газа определяется по нанесенной на трубку шкале. Если шкала отградуирована не на аргон, а на другой газ, то при расчете расхода аргона применяется поправочный коэффициент.
В случае, если вам не удалось приобрести расходомер, можно
воспользоваться народным средством: откройте вентиль и поднесите наконечник аргоновой
горелки к щеке. По обдуву щеки аргоном можно с достаточной точностью судить о
его расходе. Правда, здесь необходима тренировка.
По обдуву щеки аргоном можно с достаточной точностью судить о
его расходе. Правда, здесь необходима тренировка.
Вам придется работать с разными сплавами и разными толщинами металлов, а как раз от этого зависит скорость истечения аргона. Для каждого типа изделия вам придется находить оптимальное соотношение между двумя крайними величинами:
1) избыточная скорость истечения аргона и связанный с этим его перерасход;
2) недостаточная скорость истечения аргона — и повышенная пористость шва.Газоэлектроподводящий шланг
Такой шланг служит для подвода к горелке защитного газа и сварочного тока.
Конструктивно он состоит из резиновой оболочки, внутрь
которой вставлен многожильный гибкий медный провод. Длина шланга может быть два
или три метра. Если вы такой шланг будете заменять самодельным, то лучше его
разделить на два. Для подвода газа используйте обычный кислородный шланг, а ток
к горелке подводите с помощью сварочного кабеля. Такая конструкция, кстати,
уменьшает последствия «самотека» редуктора.
Такая конструкция, кстати,
уменьшает последствия «самотека» редуктора.
Аргоновая горелка
Принципиальная схема горелки изображена на Рис. 5. 8.
Вольфрамовый электрод 3 фиксируется цанговым зажимом 2. К зажиму подводится ток 5. Чтобы не было утечки газа, электрод сверху закрывается крышкой 4. В сторону сварки газ направляется соплом 1.
При приобретении горелки купите в комплекте с ней с десяток запасных керамических сопел 1. Они являются самыми теплонапряженными элементами горелки и могут разрушаться. Диаметры сопел подбирайте по таблице 5. 1
Расходным элементом горелки также является вольфрамовый электрод. Он изнашивается (хоть и медленно) как в процессе сварки, так и при перезаточке.
Вольфрамовые электроды
Для аргоновой сварки постоянным током применяются
вольфрамовые электроды, покрытые тонкой пленкой окислов лантана, иттрия и
тория. Это увеличивает стойкость электродов при сварке на больших токах.
Вольфрамовые электроды маркируются следующими буквами:
ЭВЛ — электрод вольфрамовый лантанированный;
ЭВИ — электрод вольфрамовый иттрированный;
ЭВТ — электрод вольфрамовый торированный.
Предельная сила тока для каждого диаметра электрода подбирается по таблице 5. 3.
Довольно сильное влияние на качество сварки оказывает заточка электрода. Заточка вольфрамовых электродов производится твердыми дисками с мелким зерном для избегания образования бороздок. Круг, на котором затачиваются вольфрамовые электроды, не должен применяться для других металлов.
Электроды затачиваются на конус длиной 2 – 3 диаметра электрода. Угол заточки 15 — 90°. При меньших углах снижается ресурс работы электрода, а при углах свыше 90° возможно неустойчивое горение дуги из-за блуждания катодного пятна на торцевой поверхности.
Изменение угла заточки приводит к изменению формы и размеров
столба дуги. При углах заточки 15 — 75° столб имеет коническую форму, при
больших углах форма столба дуги приближается к цилиндрической, а пятно нагрева
сокращается.
Чтобы избежать попадания вольфрама в шов, острый конец конуса притупляется. Диаметр притупления электрода и угол заточки влияют на проплавляющую способность дуги.
При уменьшении диаметра притупления повышается концентрация теплового потока, растет давление дуги и плотность тока, увеличивается глубина проплавления.Аргон
Защитный газ аргон относится к категории инертных. Это означает, что он не вступает в реакции с расплавленным металлом.
Для сварки постоянным током применяют аргон двух марок:
1) марка А – для сварки активных и редких металлов (титана, циркония, ниобия) и сплавов на их основе, а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления;
2) марка В – для сварки нержавеющих, хромоникелевых, жаропрочных сплавов, легированных сталей различных марок.
Практические работы
По принципу работы аргоновая сварка во многом напоминает
газовую. Здесь, как и при газовой сварке, металл нагревается посторонним источником,
а шов формируется за счет присадочной проволоки. Отличие одно: электрическая
дуга аргоновой сварки обеспечивает более концентрированный нагрев и до более
высокой температуры, чем это могла бы сделать газовая сварка.
Здесь, как и при газовой сварке, металл нагревается посторонним источником,
а шов формируется за счет присадочной проволоки. Отличие одно: электрическая
дуга аргоновой сварки обеспечивает более концентрированный нагрев и до более
высокой температуры, чем это могла бы сделать газовая сварка.
Перед началом работы заточенный электрод вставляется в горелку так, чтобы его конец выступал над обрезом сопла на 3 – 5 мм. В цанговом зажиме электрод фиксируется завинчиванием крышки.
Первые пробные швы можете выполнять на листе обычной углеродистой стали толщиной 2 мм.
В качестве присадочной проволоки лучше всего взять проволоку с раскислителями. Свариваемый металл чаще всего покрыт окислами, и эти окислы затем перейдут в шов, сделав его пористым. Проволока с раскислителями используется для полуавтоматической сварки в защитной среде углекислого газа и имеется в массовой продаже. Ее марка СВ – 08 ГС или СВ – 08 Г2С. Включите подачу газа и установите поток 0,3 м³/час.
При зажигании дуги и сварке электрод никогда не должен касаться поверхности металла. Рядом со сваркой положите угольный электрод, зажгите на нем дугу и перенесите к месту сварки.
Удерживая электрод на одном месте, расплавьте металл, отведите дугу в начало сварки, а с другой стороны погрузите присадочную проволоку в расплав. Затем подведите дугу к присадочной проволоке, расплавьте ее. Вновь отведите дугу и подайте присадочную проволоку.
Аргоновую горелку наклоняйте под углом 75° в сторону, противоположную направлению движения. Расплавленный шов и присадочную проволоку всегда держите в защитной среде аргона.
В процессе тренировки регулируйте сварочный ток так, чтобы производить плавление металла почти на всю его толщину.
Формирование шва происходит за счет присадочной проволоки так же, как это было при газовой сварке.
Если в процессе сварки вы коснулись концом электрода
металла, то немедленно удлините дугу до ее погасания. Дайте электроду полностью
остыть и перекройте подачу газа. Вытащите электрод из зажима и откусите
кусачками почерневший кончик. Сделайте перезаточку электрода.
Вытащите электрод из зажима и откусите
кусачками почерневший кончик. Сделайте перезаточку электрода.
Шов в месте касания удалите. Сварку продолжайте в этом же месте.
После сварки конец вольфрамового электрода должен оставаться серебристым. Следы загрязнений или шершавый на ощупь конец электрода — признаки недостаточной защиты газом. Проверьте плотность прилегания сопла и защитной крышки.
Появившийся на конце электрода шарик свидетельствует о чрезмерном токе для данного диаметра электрода. Уменьшите ток или вставьте электрод большего диаметра.
Синий или фиолетовый цвет кончика электрода свидетельствует о недостаточном времени обдува электрода аргоном при остывании. Удлините это время.
Сварка нержавеющей стали
Аргоновой сваркой целесообразно сваривать нержавеющую сталь толщиной менее 2 мм. Другие способы сварки тонкой нержавеющей стали такого качества обеспечить не могут.
Перед сваркой поверхность кромок зачистите до блеска стальной щеткой. Затем промойте ацетоном для удаления жира, следы которого вызывают
пористость шва и снижают устойчивость дуги.
Затем промойте ацетоном для удаления жира, следы которого вызывают
пористость шва и снижают устойчивость дуги. Сделайте прихватки на расстоянии 50 – 70 мм одна от другой.
При сварке нержавеющей стали обращайте внимание на повышенную деформацию такой стали по сравнению с углеродистой. Варите короткими швами вразброс, постепенно заполняя промежутки между швами.
Отличительная особенность аргоновой сварки – возможность защиты обратной стороны шва. При сварке емкости сделайте от аргонового шланга отвод и направьте аргон внутрь емкости. Это вытеснит воздух с обратной стороны, где его воздействие способно приводить к окислению расплавленной стали. При защите обратной стороны учитывайте, что аргон тяжелее воздуха и всегда скапливается внизу.
При сварке нержавеющей трубы ее концы закройте с помощью картона и липкой ленты и заполните аргоном.
Сварку ведите справа налево. Поперечные движения прутком и
электродом делать нельзя, так как при этом в зону сварки может попасть воздух и
окислить металл шва.
Присадочная проволока также должна быть нержавеющей. Если таковой не сумели приобрести, используйте нержавеющие электроды диаметром 1,5 – 2 мм, освобожденные от обмазки.
Необходимые режимы тока подберите по таблице 5. 4.
Сварка меди и ее сплавов
Сплавы на основе меди делятся на латуни, бронзы и медно-никелевые. Наилучшей свариваемостью обладает чистая медь, сплавы же при сварке могут получаться пористыми. Это связано с выкипанием из расплава легкоплавких присадок (цинка, олова и других).
Перед сваркой основной металл и присадочную проволоку обезжирьте ацетоном и очистите до блеска металлической щеткой.
Режимы сварки подберите по таблице 5. 5.
В процессе сварки возможно попадание меди на вольфрамовый электрод, поэтому присадочную проволоку вводите не в столб дуги, а немного впереди. В качестве присадочной проволоки при сварке меди можете использовать проволоку из электротехнической меди, при сварке медных сплавов проволока должна быть идентична основному металлу.
Расстояние конца вольфрамового электрода от обреза сопла не должно превышать 3 – 5 мм, длину дуги поддерживайте 2 – 3 мм.
Если после сварки шов получился пористый (а это возможно при сварке медных сплавов), устраните пористость одним из следующих способов:
1) проковка шва молотком до усадки металла и ликвидации пор. Такой способ применяют там, где основной металл не прогибается под ударами молотка;
2) лужение поверхности шва оловянно-свинцовым припоем. Припой надежно закроет все поры.
Разумеется, устранять пористость необходимо только в случае повышенного требования к герметичности шва.
Сварка титана и его сплавов
Чистый титан из-за невысокой прочности не находит промышленного применения, в качестве конструктивных элементов используются сплавы титана.
Титан имеет высокую химическую активность по отношению к
кислороду. Она начинает проявляться при температуре 350°С и выше. Поэтому в процессе
сварки необходимо защищать не только сварочную ванну, но и околошовную зону,
нагревающуюся до температуры свыше 350°С.
Титановые заготовки лучше всего резать механическим способом, это предохраняет кромку реза от окисления.
Свариваемые кромки промывают ацетоном на ширину 30 мм в обе стороны, затем зачищают металлической щеткой.
В процессе сварки необходимо защищать обратную сторону свариваемого металла. Это лучше всего сделать с помощью сопла с насадкой. В сопло подается аргон со скоростью, указанной в таблице 5. 6.
Защита шва и околошовной зоны будет считаться качественной, если в зоне стыка отсутствуют следы окисления и металл имеет серебристый цвет. Допускается изменение окраски шва не темнее светло-соломенного цвета. После сварки такие участки должны быть зачищены до блеска.
В процессе сварки поперечные колебания электрода недопустимы, вылет электрода из сопла не должен превышать 5 – 7 мм.
После окончания сварки гасится дуга, а газ подается на шов и присадочную проволоку до остывания их до температуры 400°С.
В качестве присадочной проволоки используется проволока
марки ВТ.
Сварка никеля и его сплавов
Никель и его сплавы относятся к категории кислото- и жаростойких. В промышленности широко применяется технический никель и сплав, называемый монель-металл.
Сварка никеля затруднена из-за его большой чувствительности к растворенным газам.
Подготовительные операции перед сваркой проводят такие же, как и для титана. Также требуется защита обратной стороны шва.
Режимы сварки никеля приведены в таблице 5. 7.
При сварке особое значение имеет выбор присадочной проволоки. Специально разработанная проволока для сварки никеля НМцАТЗ-1-1,5-2,5-0,15 обеспечивает получение швов без пор и трещин.
Сварка свинца
Существуют несколько марок свинца, для изготовления сварных изделий применяют сплав свинца марки ССу.
Свинец всегда покрыт тугоплавкой окисью РвО, поэтому перед
сваркой кромки на ширину 30 – 40 мм очищаются до блеска металлической
щеткой. Такая же очистка требуется и для присадочной проволоки. Присадочную
проволоку выбирают в соответствии с маркой свинца.
Присадочную
проволоку выбирают в соответствии с маркой свинца.
В расплавленном виде свинец жидкотекуч, поэтому применяются специальные формирующие подкладки. Они могут быть изготовлены из меди, стали или асбеста.
Свинец сваривают всегда в нижнем положении.
Свинец легкоплавок, поэтому для его сварки не требуется значительных тепловложений. Ток подбирается исходя из необходимых условий плавления.
Сварка цинка
Цинковые сплавы обладают хорошей коррозионной стойкостью, удовлетворительными механическими и технологическими свойствами.
Сварку затрудняют низкая температура плавления и кипения цинка, а также легкая его окисляемость.
Пары цинка токсичны, поэтому при его сварке требуется дополнительная местная вентиляция. Поставьте настольный вентилятор так, чтобы он обдувал ваше лицо. Не направляйте струю вентилятора на горелку.
Режимы сварки цинка смотрите в таблице 5. 8.
Сварка неизвестного металла
В ремонтной практике достаточно много случаев сварки
металла, вид которого, а тем более химический состав, не удается определить.
Аргоновая сварка замечательна тем, что позволяет сваривать такой металл с довольно приличным качеством.
Аргон не вступает в реакцию с металлом, и это позволяет расплавлять металл, не опасаясь изменения химического состава.
Перед сваркой неизвестного металла нарежьте тонкие полоски, они будут присадкой. Если позволяет ситуация, полоски можно нарезать из самого свариваемого изделия; при невозможности этого полоски нарезаются из аналогичного изделия. Нарезайте отрезной машиной, это предохранит края от окисления.
Небольшое по размеру изделие перед сваркой прогревают пропановой горелкой, на массивном изделии вначале лучше сварить контрольный шов. Сразу после сварки отключите все источники шума и прослушайте остывание шва. Звонкие щелчки при остывании могут свидетельствовать о появлении околошовных трещин.
Наличие трещин дополнительно проверьте лупой с восьмикратным
увеличением. Если трещины имеются, удалите шов и в дальнейшем сварку производите
с использованием нагрева. Вам придется опытным путем подобрать степень нагрева.
Вам придется опытным путем подобрать степень нагрева.
Аргоновая сварка в СПБ – Цена на услуги сварки
Аргоновая сварка – это один из немногих методов, которые позволяют полностью устранить механические повреждения алюминиевых дисков и гарантировать длительное сохранение результатов ремонта. Аргон – это инертный газ, в атмосфере которого не происходит окисление металла, вследствие чего сварочный шов сливается в единое целое с материалом диска. После завершения работ поверхность диска тщательно шлифуется и полируется, что делает место сварки практически незаметным для невооруженного глаза. Механические свойства металла при этом сохраняются и полностью соответствуют неповрежденной части диска.
Процесс аргоновой сварки СПб включает в себя несколько этапов:
- визуальный осмотр повреждений, удаление следов ржавчины и грязи;
- механическая обработка места будущего сварного соединения;
- проведение сварочных работ с постоянной подачей защитного инертного газа — аргона;
- зачистка швов, удаление окалины, шлифовка и полировка металла.
Круглосуточный график работы позволяет сотрудникам наших мастерских обслуживать автомобили максимально оперативно, уделяя при этом особое внимание качеству работы. Мы в точности соблюдаем весь перечень технических требований, выдвигаемых к сварке алюминия, а также используем только проверенное опытом оборудование и высококачественные расходные материалы. Дополнительным преимуществом является тот факт, что на аргоновую сварку цена сохраняется максимально доступной, вне зависимости от объема и уровня сложности работ.
Наши цены на сварку в Санкт-Петербурге (СПБ)
Аргоновая сварка производится по адресам: ул. Софьи Ковалевской д. 22, Фермское ш.,д.20 корп. 3, ул. Васенко, д. 12 и ул. Карбышева д. 9
Стоимость услуг определяется рядом параметров, в перечень которых входит:
- общий объём работ
- толщина металла и характер механических повреждений
- технические характеристики обрабатываемого материала
- необходимость дополнительной обработки сварных соединений (шлифовки, полировки)
Ознакомиться с актуальной стоимостью работ вы можете непосредственно на нашем сайте, либо связавшись с нами по телефону, или проконсультироваться с оператором мастерской «Две атмосферы» в режиме он-лайн в чате. Специалисты проконсультируют вас, а также определят наиболее удобное время для записи.
Специалисты проконсультируют вас, а также определят наиболее удобное время для записи.
Преимущества сварки аргонодуговой в мастерской Две Атмосферы
Гарантированное качество обслуживания
Все действия наших сотрудников
записываются на видео
Круглосуточная работа
24 часа в сутки для вас открыты двери мастерских.
Высокотехнологичная сварка
аргоном.
Ремонтируем не только трещины на колесном диске,
но и любые алюминиевые элементы такие как поддоны картеров, баки
Технические особенности сварки аргоном
Современная технология с использованием аргона позволяет соединять между собой самые различные материалы, не поддающиеся обычной сварке – это алюминий, медь, нержавеющая сталь, латунь и титан. Сварочный шов при аргоновом методе получается более высокого качества. Это происходит потому, что расплавляются только кромки свариваемых деталей, образуя соединение, которое по своей прочности и структуре не отличается от исходных материалов. К перечню преимуществ данного метода можно отнести:
К перечню преимуществ данного метода можно отнести:
- возможность сварки широкого спектра металлов;
- исключается окисление зоны расплава;
- уменьшается пористость сварного шва;
- возможность сварки разнородных металлов.
В шиномонтажных мастерских сети «Две атмосферы» в СПБ все работы выполняются качественно, быстро и профессионально.
Сварка стали с титановыми сплавами
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Титан с железом образует систему ограниченной растворимости с эвтектоидным распадом β-фазы. Предел растворимости титана в железе снижается от 12 % при 1200 °С до 4 % при 300 °С. Растворимость железа в а-титане составляет 0,5 и 0,05—0,1 % соответственно при 615 и 20 °С. Титан и железо образуют химические соединения (TiFe, TiFe2, Ti2Fe) и эвтектики β-фаза + TiFe (1100 °С), TiFe + TiFe2 (1280 °С), TiFe2 + α-фаза (1298 °С), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интер-металлиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Растворимость железа в а-титане составляет 0,5 и 0,05—0,1 % соответственно при 615 и 20 °С. Титан и железо образуют химические соединения (TiFe, TiFe2, Ti2Fe) и эвтектики β-фаза + TiFe (1100 °С), TiFe + TiFe2 (1280 °С), TiFe2 + α-фаза (1298 °С), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интер-металлиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Титан и железо имеют существенное различие в кристаллическом строении и физических свойствах.
Сварка взрывом осуществляется с промежуточными прокладками и без прокладок. В последнем случае может иметь место появление интерметаллидов TiFe и TiFe2 в местах вкрапления литого металла и перемешивания. При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделение карбидов титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких материалов.
В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких материалов.
Диффузионной сваркой получают удовлетворительные механические характеристики, когда ширина слоя интерметаллидов не превышает 3—5 мкм, а в переходной зоне имеет место α-твердый раствор железа в титане. При испытаниях зона разрушения в переходе титан—железо (сталь). На прочность соединения влияет ширина зоны, обогащенной углеродом.
Механические характеристики стыковых соединений, выполненных диффузионной сваркой в вакууме, на материалах ВТ1-0 + 12Х18Н9Т и ОТ4 + 12Х18Н9Т (температура 750—840°С, время сварки 15 мин), оказываются ниже прочности основного материала. Применение прокладок из V и Cu при сварке ВТ6, ВТ5-1 со сталью 12Х18Н9Т позволило получить предел прочности вплоть до 530—570 МПа. В соединении не обнаруживается интерметаллидных фаз даже после длительного нагрева при высокой температуре (1000 °С в течение 10 ч). Слой Сu при сварке предотвращает образование карбидов ванадия, охрупчивающих соединения. В соединении V—Сu легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489—503 МПа при 450 °С, удельная вязкость 350 кДж/м2, угол загиба 50—60°.
В соединении V—Сu легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489—503 МПа при 450 °С, удельная вязкость 350 кДж/м2, угол загиба 50—60°.
Для получения стабильных результатов целесообразно в качестве прокладочного материала использовать тонкую многослойную ленту (V + Cu + Ni), полученную методом горячей прокатки в вакууме. С использованием такой ленты соединения ВТ5-1 и АТ3 с 12Х18Н10Т дают предел прочности при растяжении 500—590 МПа.
При сварке титана с низкоуглеродистыми сталями хорошие результаты дают прослойки из серебра.
Положительные результаты дает нагрев при диффузионной сварке в расплаве солей (70% ВаСl2+30 % NaCl). При этом обеспечивается быстрый и равномерный нагрев, хорошая защита металла в процессе сварки и охлаждения.
Контактная и ультразвуковая сварка листовых заготовок производится с применением промежуточных прокладок. При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты дает контактная сварка через прослойку ниобия, а ультразвуковая — через слой серебра.
При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты дает контактная сварка через прослойку ниобия, а ультразвуковая — через слой серебра.
Клинопрессовой сваркой в среде аргона титановых сплавов со сталью 12Х18Н9Т получают положительные результаты через прокладку Аl или через Сu. Нагрев при использовании алюминия 350 °С, при меди 850 °С. Толщина прослойки 0,1— 0,2 мм.
Из способов сварки плавлением наибольшее распространение получила электронно-лучевая и аргонодуговая сварка титана со сталью с применением вставок из ванадия и его сплавов.
Сварка титана | Наконечник Tig Welding
ТИТАНОВАЯ СВАРКА С ИСПОЛЬЗОВАНИЕМ МЕТОДОВ ХХ ВЕКА: Таким образом, если вы являетесь подрядчиком оборонной промышленности, ваш подход к сварке титана деталей размером> 3 мм, таких как этот сварной шов титановой трубы ВМС США, будет заключаться в ручной сварке с использованием сварки TIG на постоянном токе, что обеспечивает очень низкую скорость наплавки, обеспечивая скорость сварки «заполняющего прохода» трубы в диапазоне от 2 до 5 дюймов / мин. Эти трубы, канавки, многопроходные, низкие скорости сварки TIG на постоянном токе будут генерировать высокий нагрев сварного шва, и, следовательно, для минимизации эффектов теплового воздействия титанового сварного шва на сварной шов / деталь будет использоваться газовый хвостовой экран, а также температура между проходами.контролирует.
Эти трубы, канавки, многопроходные, низкие скорости сварки TIG на постоянном токе будут генерировать высокий нагрев сварного шва, и, следовательно, для минимизации эффектов теплового воздействия титанового сварного шва на сварной шов / деталь будет использоваться газовый хвостовой экран, а также температура между проходами.контролирует.
Когда сварка TIG выполняется на титане, и сварные швы очень чувствительны к окислению, готовый цвет сварного шва говорит сам за себя, а пористость сварного шва титана также является основной проблемой сварки. В отличие от обычной сварки TIG на постоянном токе, в зависимости от толщины детали, ручной или автоматической TIP TIG, скорость наплавки сварного шва на заполнении титановой трубы обычно на 200-400% выше, чем у TIG, что обеспечивает скорость прохода сварочного прохода обычно от 10 до 25 дюймов. / мин.Также обратите внимание на то, что для большинства титановых сварных швов на деталях размером более 1/8 межпроходная температура не требуется, и не требуется защитный экран от газа. Кроме того, поскольку сварной шов TIP TIG обеспечивает большую энергию сварки, чем любой другой сварной шов, а сварка TIP TIG слегка перемешивается, будет достигнута самая низкая пористость сварного шва, и доработка сварного шва для ВМФ может быть делом ПРОШЛОГО.
Кроме того, поскольку сварной шов TIP TIG обеспечивает большую энергию сварки, чем любой другой сварной шов, а сварка TIP TIG слегка перемешивается, будет достигнута самая низкая пористость сварного шва, и доработка сварного шва для ВМФ может быть делом ПРОШЛОГО.
ПРИЧИН, ПОЧЕМУ TIP TIG ОБЕСПЕЧИВАЕТ САМЫЙ НИЗКИЙ ТЕПЛОВОЙ ТЕПЛО И ОКИСЛЕНИЕ СВАРОЧНЫХ ДЕТАЛЕЙ. При скорости сварки TIG на постоянном токе около 3 дюймов / мин с одним началом и остановкой для новой длины проволоки время сварки титановой детали длиной 18 дюймов и толщиной 1/4 с помощью TIG составит около 6 минут.В отличие от этого, время сварки титановой детали с помощью TIP TIG со скоростью 24 дюйма / мин, как показано на видео, составило 44 секунды. Тепло сварного шва, выделяемое постоянным током. TIG прибл. 39600 Дж / дюйм. Тепло сварного шва, выделяемое постоянным током. TIP TIG, 5.550 Дж / дюйм.
Его более высокая скорость сварки теперь, после семи десятилетий, достижима с помощью сварки TIP TIG на постоянном токе, и, конечно же, полярность DCEN, которая всегда будет в большинстве применений> 2 мм, обеспечивает заметную разницу в энергии сварки между традиционными TIG на постоянном токе, REP Pulsed MIG .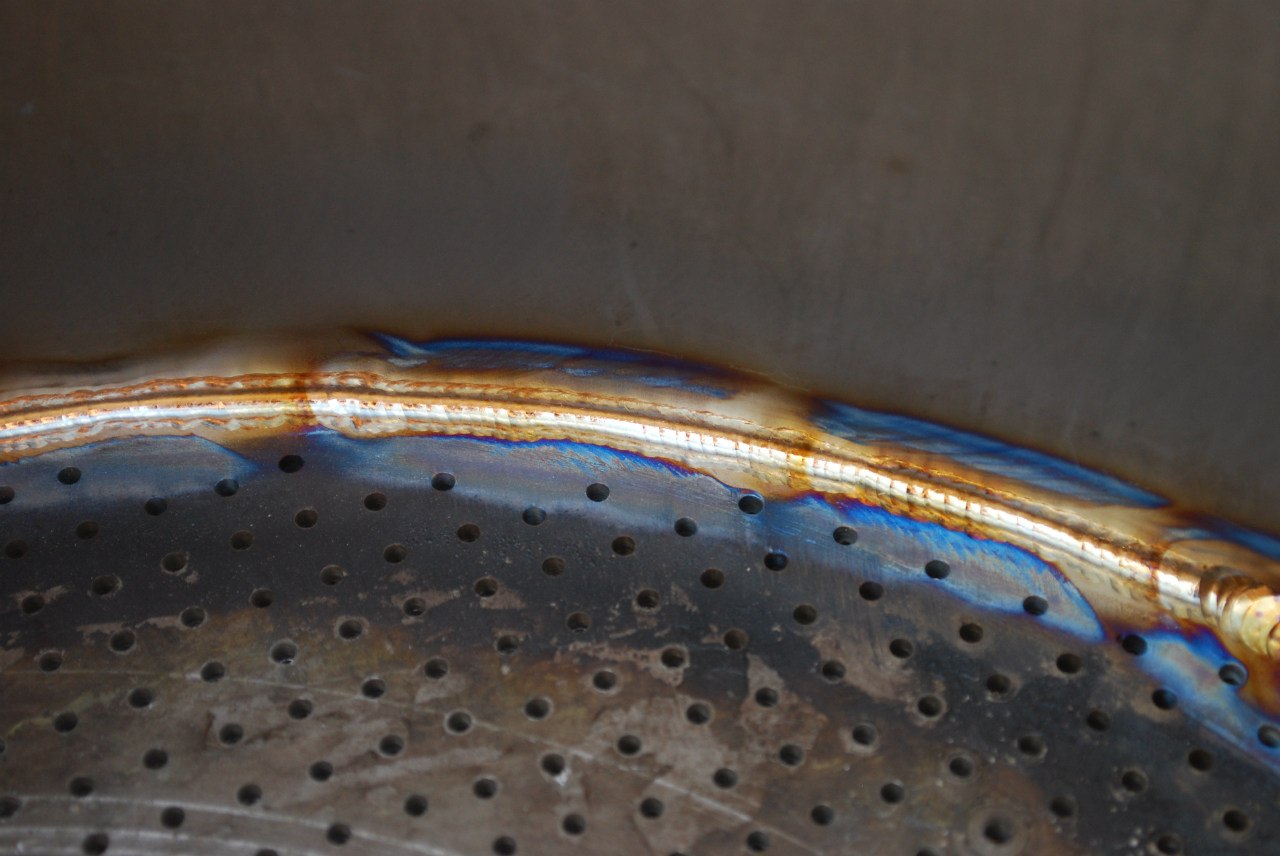 Поскольку импульсная сварка MIG использует обратную полярность, которая концентрирует тепло сварочного шва в плазме MIG, которая сильно влияет на высокую температуру сварного шва и частичную зону термического влияния HAZ. и, учитывая MIG, MIG обеспечивает более высокую частичную теплоту, а также требует химически активных газов, таких как CO2 или Oxy. которые влияют на окисление и пористость при любом применении. TIP TIG требует только аргона и никогда не требует гелия.Преимущества сварки TIP TIG, присущие этому титановому шву, также применимы к любым сплавам или стали, которые вы хотите сваривать с помощью TIP TIG.
Поскольку импульсная сварка MIG использует обратную полярность, которая концентрирует тепло сварочного шва в плазме MIG, которая сильно влияет на высокую температуру сварного шва и частичную зону термического влияния HAZ. и, учитывая MIG, MIG обеспечивает более высокую частичную теплоту, а также требует химически активных газов, таких как CO2 или Oxy. которые влияют на окисление и пористость при любом применении. TIP TIG требует только аргона и никогда не требует гелия.Преимущества сварки TIP TIG, присущие этому титановому шву, также применимы к любым сплавам или стали, которые вы хотите сваривать с помощью TIP TIG.
«СВАРОЧНИКИ ХОТИЛИ СВАРИТЬ ТИТАНОВЫЕ СОСУДЫ, НЕОБХОДИМЫЕ МИНИМАЛЬНЫЕ НАВЫКИ СВАРОЧНИКА». TIP TIG прост в использовании, как и MIG: с TIP TIG вы можете держать горелку одной или двумя руками, просто направляя и двигая, и не требуется педального управления. TIP TIG упрощает выполнение всех позиционных сварных швов от корневого прохода до любого позиционного сварного шва.
Не забывайте, что затраты на сварку, конечно, зависят от требуемых навыков сварщика: помимо достигнутой скорости наплавки и требуемой доработки сварного шва, на затраты на сварку также влияют необходимые навыки сварщика. Сварочные мастерские принимают к сведению, что все традиционные процессы дуговой сварки, такие как традиционный DCEN TIG, импульсная MIG, порошковая сварка или SMAW, требуют более высоких навыков сварщика во всех положениях, чем это требуется для TIP TIG. Кроме того, как мы все знаем, нанимая сварщиков TIG, требования к квалификации сварщика будут влиять на почасовые затраты на рабочую силу, а также различия в навыках ручного сварщика повлияют на дефекты сварных швов.
Примечание. Каждый бизнес знает, что в 2019 году квалифицированный сварочный персонал на всю должность будет в дефиците. С TIP TIG вы не только обеспечиваете высочайшее качество сварки во всех положениях, но и в процессе, требующем минимальных навыков сварщика во всех положениях.
С TIP TIG, в отличие от TIG, размер и толщина сварного шва больше не имеют значения.
СЛЕДУЮЩЕЕ ПРИМЕНЕНИЕ ДЛЯ СВАРКИ ТИТАНА ДЛЯ АРМИИ БОЛЬШОГО МАСШТАБА НАКОНЕЧНИКА TIG, ОЧЕНЬ ДОРОГО И СДЕЛАНО НЕОБХОДИМО СЛОЖНЫМ КОМПЛЕКСОМ ДЛЯ АРМИИ США.БЫЛО БЫ ПРОСТОЕ ПРИМЕНЕНИЕ СВАРКИ, ЕСЛИ ВОЕННЫЕ И MFG. РУКОВОДСТВО ПО СВАРКЕ И ОТВЕТСТВЕННЫЕ ИНЖЕНЕРЫ ВЫБРАЛИ НАКОНЕЧНИК TIG, КОТОРЫЙ БЫЛ ДОСТУПЕН В ВРЕМЯ.
Для уменьшения веса армейские гаубицы изготавливали из титана.
Когда армия хотела сделать легкие гаубицы из титана, в то время была доступна TIP TIG , и я попытался проинформировать их соответствующий инженерный персонал о том, как этот процесс упростит их сложное дорогостоящее применение и сократит сотни миллионы долларов изготовителя сварного шва Howitzer.стоит, n o один слушал . И самая сложная вещь, которую можно создать с вооруженными лицами, принимающими решения по сварке, — это, по-видимому, внедрение прогрессивной смены сварных швов.
Сейчас 2020 год, и я сомневаюсь, что кто-либо из военнослужащих или любой военный персонал, участвующий в инженерных решениях по сварке, будет знать о процессе TIP TIG, и особенно о преимуществах сварки / деталей, которые он принесет при сварке любых сварных швов нормативного качества, сплавы, высокопрочные стали, отливки по выплавляемым моделям, броневые стали, а также многие области применения алюминия.
Почему титан? Армейские генералы хотели, чтобы гаубицы были легче, чтобы у них было меньше нагрузки на оборудование, поднимающее или транспортирующее их. .
В старые добрые времена мой отец ездил верхом на лошадях, которые тянули гаубицы, обратно в реальность. Подумайте о проблемах сварки и ремонта гаубиц, а затем подумайте о решениях, которые с 2009 года могли быть предоставлены с помощью TiP TiG
Визуальный осмотр цвета титановых сварных швов и деталей — отличный показатель результирующая целостность сварного шва / детали. Макро-исследование этого титанового сварного шва, показывающее окисление, обычно выявляет дефекты сварного шва, такие как пористость. Также часто встречается подрез и отсутствие сращения корня или боковой стенки.
Макро-исследование этого титанового сварного шва, показывающее окисление, обычно выявляет дефекты сварного шва, такие как пористость. Также часто встречается подрез и отсутствие сращения корня или боковой стенки.
Целью сварки титана всегда должно быть получение блестящего серебряного шва. Любое изменение цвета за пределами серебряного сварного шва указывает на то, что некоторая реакция со сварным швом и кислородом произошла либо во время самой сварки, либо во время периода охлаждения сварного шва.
Любое обесцвечивание титанового сварного шва должно быть причиной остановки операции сварки и устранения проблемы при сварке.Светло-соломенное обесцвечивание сварного шва можно удалить проволочной щеткой с чистой щеткой из нержавеющей стали, и сварку можно продолжить. Темно-синий оксид или белый порошкообразный оксид на сварном шве свидетельствует о серьезном недостатке продувки. Когда произойдет обесцвечивание, немедленно прекратите сварку и изучите причины окислительной реакции.
Для готового сварного шва обычно используется неразрушающий контроль проникающей жидкостью, рентгенография и / или ультразвук в соответствии с подходящими техническими условиями на сварку.В начале сварки рекомендуется оценить качество сварного шва путем механических испытаний. Это часто принимает форму испытаний сварного шва на изгиб, иногда сопровождаемых испытаниями на растяжение.
В 2019 ГОДУ ЭТО ПЛОХОЙ ДВИГАТЕЛЬ РЕАЛЬНОСТЬ ЗНАЧЕНИЯ ЗАЩИТЫ ПОДРЯДЧИКОВ И БОЛЬШИНСТВА КОМПАНИЙ, которые занимаются сваркой, по-прежнему продолжают сварку сплавов стали и КОД КАЧЕСТВА СПЛАВОВ, ИСПОЛЬЗУЯ ПРИЛОЖЕНИЯ ДЛЯ СВАРОЧНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ УНИВЕРСАЛЬНЫХ УСТРОЙСТВ, ПОКАЗЫВАЕМЫХ GTA ARODED WIRE TIG И ИМПУЛЬСНАЯ MIG: Обычно все позиционные, механизированные сварные швы TIG с горячей проволокой, титановые трубы, оставшиеся при конструкции авианосца, или ручные или автоматизированные титановые сварные швы, выполняемые традиционными TIG деталями> 3 мм, например, на вышеупомянутой армейской титановой гаубице, обычно используется холодная проволока или TIG с горячей проволокой, что обеспечивает очень низкую скорость наплавки, часто менее одного фунта / час. Ручная или механизированная сварка, типичная скорость сварки «заполняющего прохода» для автоматической трубы с низким наплавлением GTAW часто находится в диапазоне от 2 до 5 дюймов / мин. Многопроходная низкая скорость сварки труб TIG в канавках, конечно же, приведет к высокому нагреву сварного шва / детали. . Также не забываем, что многие механизированные сварочные швы часто требуют ручного ремонта сварных швов TIG. В случае титановых сварных швов персоналу, выполняющему ручную сварку TIG, придется иметь дело с громоздкими защитными экранами от газа, которые в течение десяти лет были ненужными при TIP TIG.
Ручная или механизированная сварка, типичная скорость сварки «заполняющего прохода» для автоматической трубы с низким наплавлением GTAW часто находится в диапазоне от 2 до 5 дюймов / мин. Многопроходная низкая скорость сварки труб TIG в канавках, конечно же, приведет к высокому нагреву сварного шва / детали. . Также не забываем, что многие механизированные сварочные швы часто требуют ручного ремонта сварных швов TIG. В случае титановых сварных швов персоналу, выполняющему ручную сварку TIG, придется иметь дело с громоздкими защитными экранами от газа, которые в течение десяти лет были ненужными при TIP TIG.
С TIP TIG, РАССМОТРИТЕ ПРАВИЛА НАГРЕВА СПЛАВА ИЛИ СТАЛИ: Для каждого сварочного цеха по всему миру, который хочет производить сварные швы стандартного качества, преимущества качества сварки TIP TIG / тепла сварного шва, применимые к упомянутым титановым сварным швам, конечно же, будут также применимы к любым сталям, легированным сталям, легированным сталям и многим алюминиевым приложениям. С помощью TIP TIG предварительный нагрев сварного шва часто исключается или уменьшается, температура между проходами устраняется и уменьшается, а последующий нагрев уменьшается или исключается.
С помощью TIP TIG предварительный нагрев сварного шва часто исключается или уменьшается, температура между проходами устраняется и уменьшается, а последующий нагрев уменьшается или исключается.
В отличие от многих импульсных сварочных швов MIG, если в сварочном цехе используется TIP TIG, можно ожидать прибл.снижение нагрева сварочного шва на 50–70%.
Примечание: преимущества теплопроводности сварного шва TIP TIP с отрицательным электродом постоянного тока с его более высоким потенциалом скорости сварки по сравнению с режимами сварки MIG с обратной полярностью или распылением плохо понимаются большинством персонала сварочной отрасли, который должен активно искать способы снижения сварка термообработанными приложениями. Примечание. На протяжении десятилетий реальность сварки многих сварных швов TIG на переменном и постоянном токе заключается в том, что вы обнаружите, что медленные сварочные швы TIG и гораздо более быстрые сварочные швы MIG с обратной полярностью часто генерируют одинаковые сварочные джоули в свариваемых деталях.
НАИЛУЧШЕЕ ВОЗМОЖНОЕ КАЧЕСТВО СВАРКИ ОБЕСПЕЧИВАЕТ ПРОЦЕСС, КОТОРЫЙ ОБЕСПЕЧИВАЕТ ВЫСОКУЮ ПОЛЯРНУЮ ЭНЕРГИЮ СВАРКИ В ИНЕРТНОЙ ПЛАЗМЕ СО СРЕДНИМИ СТЕПЕНЬЯМИ НАПЛАВЛЕНИЯ СВАРКИ.
НАКОНЕЦ ПОСЛЕ 75 ЛЕТ ТРАДИЦИОННОЙ СВАРКИ TIG ПОСТОЯННЫМ ТОКОМ, ТЕПЕРЬ МЫ МОЖЕМ ПОЛУЧИТЬ ПРЕИМУЩЕСТВА СВАРКИ ОТ ОТРИЦАТЕЛЬНЫХ ЭЛЕКТРОДОВ. Имейте в виду, что, хотя режимы переноса сварки MIG в импульсном режиме или распылением обеспечивают более высокую скорость сварки, чем TIP TIG, в этих процессах обратной полярности используется положительный электрод.Эта полярность концентрирует тепло сварочной плазмы MIG в верхней части плазмы MIG, вокруг кончика сварочной проволоки с непрерывной подачей. В то время как сварочные цеха осведомлены о полярности сварочного шва, требуемой для каждого используемого процесса, они также должны знать, что в течение почти 75 лет традиционный процесс TIG с отрицательным электродом постоянного тока, который направляет большую часть энергии плазмы дуги TIG на положительную часть сварного шва, имеет редко удается извлечь выгоду из полярности сварного шва DCEN, при которой детали, свариваемые TIG, становятся большим теплоотводом, обеспечивающим быструю теплопроводность сварного шва для тепла, выделяемого сваркой TIG на постоянном токе. Причина, по которой на большинстве сварных швов TIG выделяется большое количество тепла, проста: традиционная сварка TIG на постоянном токе для большинства деталей> 2 мм обычно приводит к очень низкой скорости наплавки и очень низкой скорости дугового шва.
Причина, по которой на большинстве сварных швов TIG выделяется большое количество тепла, проста: традиционная сварка TIG на постоянном токе для большинства деталей> 2 мм обычно приводит к очень низкой скорости наплавки и очень низкой скорости дугового шва.
В 2019 году он может спросить, почему так много мировых высоких технологий. Сварочные отделы компании используют сварочные процессы, процедуры и спецификации 20-го века для своих сварных швов 21-го века. Интересно, связано ли это с общим отсутствием владения процессом сварки у фронт-офиса, на которое я безрезультатно жаловался последние 30 с лишним лет?
ЭТО ЕЩЕ МИРОВОЙ СВАРОЧНЫЙ МАГАЗИН ANTHEM.
Посмотрим правде в глаза, кто не слышал следующие две фразы в своем сварочном цехе. «Зачем менять то, как мы всегда это делали». Или тот старый фаворит в сварочном цехе. «Не могли бы вы дать мне время поиграть с элементами управления сваркой?» Такое отношение к сварочному цеху на самом деле не является проблемой сварочного цеха, оно просто отражает общее отсутствие ответственности за сварочный процесс со стороны фронт-офиса.
2019: ПРИМЕЧАНИЕ ДЛЯ ЭТИХ СВАРОЧНЫХ МАГАЗИНОВ ВСЕГДА ИСПОЛЬЗУЮТСЯ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И КОДЫ СВАРКИ И МАТЕРИАЛОВ.В 1980-х и 1990-х годах было создано:
Типичное тепловложение в джоулях сварного шва, полученное при использовании традиционных процессов распылительно-импульсной сварки MIG и TIG, на протяжении многих десятилетий влияло на требуемый предварительный нагрев сварного шва, межпроходное расстояние между сварными швами и рекомендации по нагреву после сварки. Кроме того, спецификации присадочных металлов и достигаемые свойства сварного шва / детали основаны не только на химическом составе сварочной проволоки, но и на потенциале качества сварки присадочной проволоки и типичном тепловложении сварочного шва.При использовании вышеупомянутых устаревших методов сварки сварочные цеха получают типичные механические или коррозионные свойства дуговой сварки, которые мало изменились за последние десятилетия. Затем следует TIP TIG — процесс, который не только обеспечивает максимально возможное качество дуговой сварки, но и НАИМЕНЬШИЙ возможный нагрев сварных деталей.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный совершенствованию сварочной отрасли с помощью ручного и роботизированного управления процессом сварки и Best Weld Practices,Это 2022 год, за последние 60 лет, что я работаю в сварочной отрасли, я предоставлял ручные и автоматизированные улучшения сварочного процесса в сотнях компаний в 13 странах.Вот некоторые из факторов, которые я наблюдал в этих компаниях, которые оказали основное влияние на ежедневное качество и производительность сварки:
[a] Распространенное, глобальное отсутствие у фронт-офиса GMA — возможности управления и разработки процесса сварки FCA.
[b] Главный офис отдела сварки часто полагается на персонал отдела сбыта сварных швов для улучшения процесса GMA, в то время как большинство продавцов никогда не управляли сварочным цехом и имеют ограниченный опыт применения сварных швов.
[c] Отсутствие контроля сварочного процесса и передового опыта в сварочных технологиях часто проявляется в сварочных цехах. В конце концов, кто не был свидетелем того, как опытный сварщик экспериментирует с двумя простыми средствами управления сварочным оборудованием GMA при сварке GMA и порошковой сваркой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам. Также имейте в виду, что навыки сварщика или длительный опыт сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт специализируется на двух сварочных процессах GMA (MAG — MIG) и порошковой сварке в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80% производимых в мире дуговых сварных швов.
В этом разделе «Зачем менять то, как мы всегда делали это в отрасли?» И спустя десятилетия после внедрения MIG и порошковой порошковой проволоки в защитных газах, в большинстве сварочных цехов по всему миру вы найдете персонал, который занимается сваркой десятилетиями, но мало что знает о процесс сварки GMA или FCA, которым они зарабатывают на жизнь. Это не только влияет на качество и производительность ручной сварки, но и на производительность робота GMA.
Это не только влияет на качество и производительность ручной сварки, но и на производительность робота GMA.
ОТСУТСТВУЕТ СВЯЗЬ С ROBOT MIG WELDS. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять свои роботы. с системой управления процессом сварки роботов GMA и обучением передовой практике. Так что, конечно, большинство техников-роботов, превосходно владеющих программированием, поиграют с элементами управления сваркой GMA в своих подвесках для роботов.
1963 Я начал сварку MAG в компании Massey Ferguson, Великобритания. И за 60 лет, что я занимаюсь этим бизнесом, одна вещь не изменилась.
С ВНЕДРЕНИЯ MAG В 1950-х годах, АХИЛЛОВСКАЯ ПЯТА МИРОВОЙ СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ БЕЗ ФОКУСА КОНТРОЛЯ ПРОЦЕССА СВАРКИ MAG & FLUX CORED, ЭКСПЕРТИЗЫ.
В 1990-х годах, когда я был менеджером по сварке роботов ABB в Северной Америке, средняя ежедневная переделка сварных швов MAG роботом в США с большой тройкой США, японскими и немецкими компаниями, а также поставщиками первого уровня составляла в среднем 50%. Среднее время простоя робота MAG-сваркой из-за проблем со сваркой обычно составляло от 40 до 80 минут за смену.
Среднее время простоя робота MAG-сваркой из-за проблем со сваркой обычно составляло от 40 до 80 минут за смену.
ABB — одна из крупнейших в мире инженерных и робототехнических компаний. В ABB USA. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и ЛеТурно. У всех инженеров было что-то общее, ни один из них не был обучен умению, не читая инструкции по сварке, устанавливать два режима управления, оптимальный сварной шов MAG или порошковой сердцевиной, и, как многие сварщики, при получении нового приложения для сварки роботов, они бы часто «поиграйте» с элементами управления сваркой.
Роботизированные сварочные данные MIG для
крупнейших грузовиков в мире.
Руководство ABB и Caterpillar спросило меня, сколько времени мне потребуется, чтобы разработать все настройки сварного шва с несколькими роботами, необходимые для сварки гигантских самосвалов Caterpillar. Думаю, я их шокировал, когда быстро ответил: «Большинство всех этих роботизированных сварных швов следует выполнять с двумя простыми настройками сварки MIG.
Думаю, я их шокировал, когда быстро ответил: «Большинство всех этих роботизированных сварных швов следует выполнять с двумя простыми настройками сварки MIG.
ВОПРОС ПО СВАРКЕ РОБОТА.Какие две настройки сварки MIG-робота, по вашему мнению, могли бы сварить маленький грузовик, показанный выше. Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Находясь в ABB, я использовал свою программу управления технологическим процессом MIG для обучения инженеров ABB, а также для обучения поставщиков ABB Tier One и компаний, таких как Harley и Caterpillar. С 1990-х годов ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 глобальных компаний.
На этом сайте рассматриваются обширные проблемы роботизированной сварки.А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальное руководство, с которым я познакомился в Harley Davidson, никогда не понимало концепции вне руководства фронт-офиса или владения процессом сварки роботом MIG.
Когда в девяностых годах прошлого века компания Harley разработала байк Fat Boy, она в конце концов решила сварить рамы с помощью роботов ABB. Я установил исходные данные сварочной рамы MIG для робота, которые позволили бы получить сварные швы, которые выдержали бы любые тяжеловесы, и в Америке у нас их в изобилии.
В 2021 году, по мере того как мужской обхват в Америке продолжает расти, этот байк по-прежнему остается самым прочным, и неудивительно, что он является самым популярным продавцом для Harley.
Те из вас, кто работает в этой отрасли и не верит в важность владения процессом сварки и опыта в области управления, не должны иметь проблем со следующими вопросами по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Один из самых распространенных в мире сварных швов — это сварка распылением MIG.Каковы начальная точка подачи проволоки для струйного переноса MIG и значение силы тока для обычной стальной проволоки MIG 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона — 20% CO2?
Отсутствие опыта управления процессами MIG выделяется как больной вопрос на большинстве мировых автомобильных / грузовых заводов, которые используют сварочных роботов. Большинство заводов Tier One и Tier 2 будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака роботизированной сварки MIG, переделки сварного шва или потери производства роботизированной сварки
Большинство заводов Tier One и Tier 2 будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака роботизированной сварки MIG, переделки сварного шва или потери производства роботизированной сварки
ВОПРОС ПО ПРОЦЕССУ СВАРКИ РОБОТА.Ячейка робота использует проволоку 70s-6 и 80% Ar. / 20% Co2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда не возникает дуги. Объяснить, почему?
ЧТО ДАНА, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ТРАНСПОРТИРОВКЕ ГРУЗОВИКОВ, ДУМАЕТ О ПРОГРАММЕ УПРАВЛЕНИЯ ПРОЦЕССОМ МОЙ ROBOT MIG WELD.
Электронная почта от Dana Senior Weld Eng.
Эм, я хотел отправить обновленную информацию о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы знаете во время вашего первого визита на завод, наши сварочные линии для роботов MIG производили менее 40 рам грузовиков Ford F-150 в час, а 100% готовых рам роботов требовали обширной ручной доработки сварных швов. Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я работаю, приблизился к рекорду в 76 кадров в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. Мы внедрили ваши рекомендации «7-шаговое роботизированное управление сварочным процессом» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного инженера-сварщика. Райан Гуд. Дана Старший специалист по сварке
Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я работаю, приблизился к рекорду в 76 кадров в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. Мы внедрили ваши рекомендации «7-шаговое роботизированное управление сварочным процессом» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного инженера-сварщика. Райан Гуд. Дана Старший специалист по сварке
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и продукции для трансмиссий, мостов, приводных валов и трансмиссий.В DANA работает около 22 500 человек в 26 странах, а в 2010 году объем продаж составил 6,1 миллиарда долларов.
Примечание. Мой робот для управления процессом MIG доступен в разделе «Обучение процессу».
ВОПРОС ПО СВАРке РОБОТА. Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость движения сварочного шва робота без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение. Объяснить, почему.
Изд.задний. Обучение более 250 судовых сварщиков на судостроительной верфи Aker Kaverner Обучение управлению процессом порошковой сварки. Расположение Филадельфийская военно-морская верфь.
В бюджете компании Aker было меньше миллиона долларов на ремонт сварных швов для каждого корабля. Когда меня взяли на работу в качестве начальника отдела сварочных работ Yard Weld Mgr. они тратили более 10 миллионов долларов на каждую партию на ремонт сварных швов с флюсовой сердцевиной. Я использовал свой тренинг по контролю процесса порошкового напыления, формат обучения, который ранее никогда не применялся ни на одной мировой судостроительной верфи. После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
АВТО — АВТО — АВТОМОБИЛЬНЫЕ ЗАВОДЫ И СУДОСТРОЕНИЯ ИМЕЮТ ЧТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет высокий приоритет, но в обеих отраслях, как правило, на протяжении десятилетий нанимались менеджеры и инженеры, которым не хватало навыков, необходимых для владения сварочным процессом фронт-офиса. Если у фронт-офиса нет такого опыта, вы знаете, что их сварщики будут экспериментировать с данными сварки MIG вручную или с роботом.
СПАСИБО, БОГ, ПОСТАВЩИКИ АВТО И ГРУЗОВИКИ НЕ ТРЕБУЮТ NDT ДЛЯ ОЦЕНКИ КАЧЕСТВА ВНУТРЕННЕЙ СВАРКИ. ЕСЛИ ОНИ ДАЛИ, ОНИ НЕМЕДЛЕННО ВЫКЛЮЧАЛИСЯ.
ПРИМ. 10% СВАРНЫХ ШВОВ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЮТСЯ NDT, ЧТОБЫ ПРОВЕРИТЬ КАЧЕСТВО ВНУТРЕННЕЙ СВАРКИ. И ВСЕГДА ОЧЕНЬ ДЕНЬГИ ДЛЯ ДВОРОВ, КОГДА НЕОБХОДИМО УЗИРОВАНИЕ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
И ВСЕГДА ОЧЕНЬ ДЕНЬГИ ДЛЯ ДВОРОВ, КОГДА НЕОБХОДИМО УЗИРОВАНИЕ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, где качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки и бракованные сварные швы на протяжении десятилетий были нормой для обоих процессов MAG — Flux Cored.
ПОДХОД В ОБЕИХ РАСХОДАХ НА СВАРКУ MAG / FCA: В сотнях сварочных цехов по всему миру я посетил в качестве корпоративного специалиста Linde — AGA — Airgas — Carbonic Weld Training Mgr. Меня попросили решить более тысячи проблем клиентов по сварке. Я никогда не заходил в сварочную мастерскую в США или Канаде, где имелось бы представление об их реальных «затратах на сварку MIG / FCA». Обычно стоимость сварных швов в сварочном цехе фокусируется на цене их смесей сварочного газа или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цехе является горизонтальный угловой шов 1/4 (6 мм). Сварочный цех имеет источник питания на 350 ампер. Для сварных швов используется проволока 0,045, 70s-3. Газ — аргон — 20% СО2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на выяснение уходит больше двух минут, значит, не хватает опыта для контроля затрат на сварку.
Сварочный цех имеет источник питания на 350 ампер. Для сварных швов используется проволока 0,045, 70s-3. Газ — аргон — 20% СО2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на выяснение уходит больше двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНЯТЬ ПРОЦЕСС.В сварочных цехах редко можно увидеть стабильно достижимую максимальную скорость наплавки с использованием какой-либо MIG или порошковой проволоки. Скорость наплавки и время дуги увеличивают затраты на сварку. Если вас удивляет отсутствие опыта в области контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-нибудь, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой сваркой, кого-то, кто сможет ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон с 20% CO2 для сварки MIG и переключается на аргон с 10% CO2.Итак, вы говорите сварщикам, что они должны делать что и почему?
Ваш сварочный цех использует аргон с 20% CO2 для сварки MIG и переключается на аргон с 10% CO2.Итак, вы говорите сварщикам, что они должны делать что и почему?
ДЕСЯТИЛЕТИЯ ПРОЦЕССА СВАРКИ СОЗДАЛИ ВСТРЕЧАЮЩИЙСЯ ПРОЦЕСС СВАРКИ, ЗАНИМАЛИ КУЛЬТУРУ МАГАЗИНОВ.
Я надеялся, что за те 60 лет, что я работаю в этой отрасли, однажды я увижу признаки эволюции сварочного цеха. Вместо этого я ежегодно наблюдаю увеличивающуюся путаницу в сварочном процессе. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение количества ложных заявлений GMA — FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне время поиграть с элементами управления сваркой. Эти двое можно было бы переложить на музыку, и они стали бы частью глобального национального гимна сварочного цеха.
РОБОТНАЯ СВАРКА ВОПРОС: На этом автомобильном заводе средний размер углеродного сварного шва на свариваемых деталях аналогичен угловому шву 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов / мин. Используется смесь аргон — 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сварного шва и знать, сколько газа и проволоки использовать для проекта.
Скорость подачи проволоки 0,045 составляет 350 дюймов / мин. Используется смесь аргон — 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сварного шва и знать, сколько газа и проволоки использовать для проекта.
Поскольку в этом участвуют НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к производимым сварным швам.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту с United Technologies я участвовал в утверждении некоторых проектов сварных соединений, выполненных с помощью лазера и GTA, для Orion.
Когда я заключил контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, меня никогда не переставало удивлять то, что, хотя я общался с некоторыми из самых ярких инженеров мира, насколько мало интереса к вопросам сварки и как мало инженеры знали о процессах сварки, которые они просили использовать для создания сварных швов, которые будут удерживать вместе космический корабль НАСА Орион во время его полетов на Луну и Марс. Находясь в UT, у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической промышленности, и чтение процедур было похоже на возвращение в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX, и это фиаско с ракетной сваркой.
Находясь в UT, у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической промышленности, и чтение процедур было похоже на возвращение в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX, и это фиаско с ракетной сваркой.
Элон Маск, хотя BRILLIANT БЫЛ ТАКЖЕ СОГЛАСОВАН в его плохом инженерном подходе к сварным швам, производимым на обоих его автозаводах, а также на его производственных объектах в пространстве
Когда Тесла впервые начала заниматься сваркой электромобилей, у этой компании не хватало возможностей для управления электромобилями и инжинирингом. Управление простыми сварочными швами роботов было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали несоответствующий процесс сварки и столкнулись с проблемами, обеспечивающими стабильно оптимальное качество сварки.
Инженерам Илона не хватало навыков, необходимых для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти необходимые испытания НАСА на разрушающую сварку.
В 2019 году SPACEX боролась с качеством ракетной сварки нержавеющей стали, и дела шли плохо с точки зрения достижения доверия НАСА и дальнейшего финансирования НАСА.Кто-то в SpaceX, наконец, проснулся и решил, что для постоянного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения такого качества ракеты, это наконец дало НАСА уверенность в необходимости полагаться на SpaceX , — сказал он, «мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ОТПРАВЛЯЕТ, КОГДА ВЫСОКО ОБРАЗОВАННЫЕ И КВАЛИФИЦИРОВАННЫЕ МЕНЕДЖЕРЫ И ИНЖЕНЕРЫ SPACEX провели ДЕСЯТИЛЕТИЕ, ЧТОБЫ УЗНАТЬ, ЧТО РЕШЕНИЕМ ДЛЯ СВОИХ ДЕЖУРНЫХ ВОПРОСОВ СВАРКИ ЯВЛЯЕТСЯ ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA, КОТОРЫЙ Я ПРЕДСТАВИЛ ИЗ
.
Я мог бы добавить, что если бы мой партнер Том и я не рисковали капиталом в наших домах и месяцами обходились без заработной платы, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача).И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Lincoln, Miller, Hobart, ESAB или Fronius в 2019 году, процесс сварки, способный выполнять то же самое, что и полуавтоматический TIP TIG. Благодаря возвращению большой C я продал бизнес Тому и заработал достаточно, чтобы покрыть свой ежедневный бюджет на кофе, пока я не опустился на шесть футов ниже. Однако с миллиардами долларов налогоплательщиков, которые НАСА сейчас бросает в Илона, я подумал, что самое меньшее, что Илон может сделать, — это прислать мне благодарственную открытку Hallmark.
СООБЩЕНИЕ ВСЕМ МЕНЕДЖЕРАМ, ИНЖЕНЕРАМ И НАБЛЮДАТЕЛЯМ СВАРКИ.Тем из вас, у кого есть опыт работы с полуавтоматическими процессами GMA — FCA, не должно потребоваться более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если у вас есть на этом месте и на моем сайте tiptigwelding.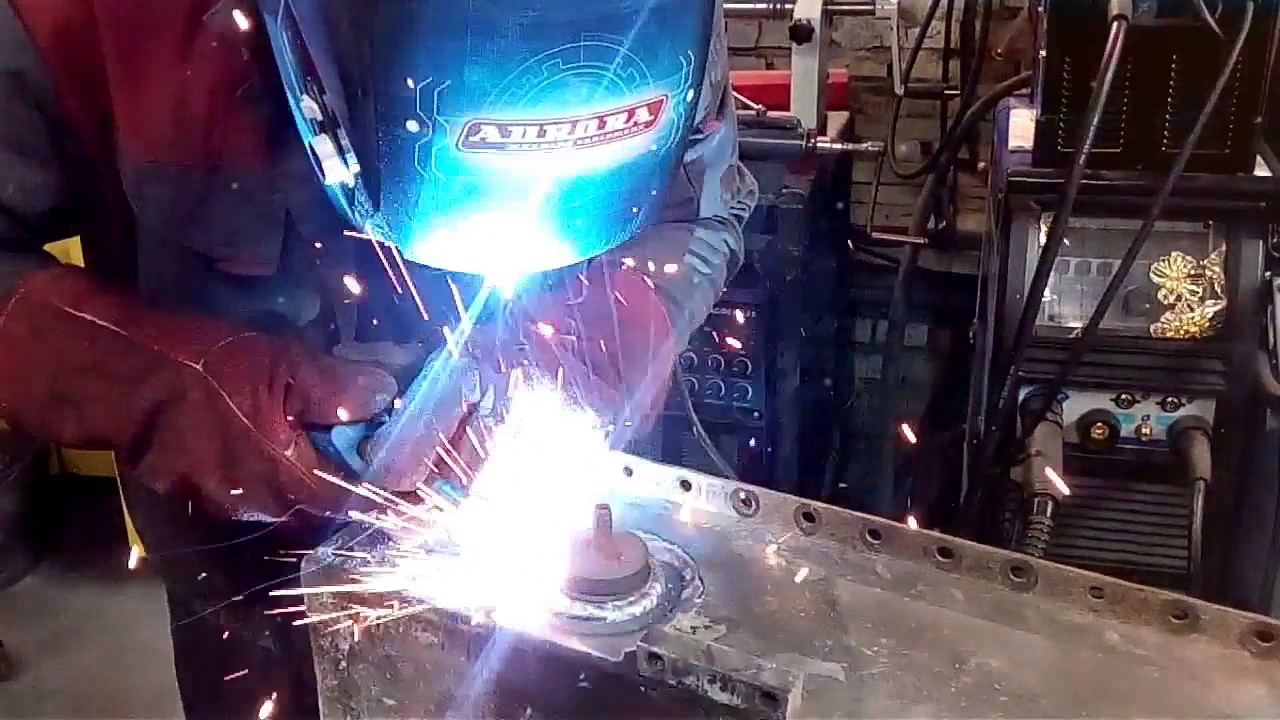 com вы найдете все необходимые доказательства процесса для принятия логичных решений о качестве / производительности сварки.
com вы найдете все необходимые доказательства процесса для принятия логичных решений о качестве / производительности сварки.
Одна вещь, которую Илон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в высокотехнологичных отраслях обычно связаны не с дизайном или наукой о приложениях, а с производителем.возможность.
Любой, кто имеет опыт управления процессом сварки, быстро распознает преимущества уникальной функции повышения производительности, связанной с качеством сварки, для качества кода и сплавов. К сожалению, это опыт, которого в SpaceX не хватало более десяти лет .
2021. SpaceX в конце концов проснулась, и теперь у SpaceX прибл. 70 аппаратов TIP TIG, которые позволяют им неизменно добиваться желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжить поиски ракет, которые однажды доставят несчастных людей на Луну и Марс.
На десятилетия, глобальный провал образования в области сварки.
ЗА ШЕСТЬ ДЕСЯТИЛЕТИЙ Я ПРОДАЖА В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ, Я СВИДЕТЕЛЬствовал ПОЛНЫЙ ОТКАЗ В ПРОГРАММАХ ОБРАЗОВАНИЯ СВАРКИ ГЛОБАЛЬНЫХ КОЛЛЕДЖЕЙ И УНИВЕРСИТЕТОВ.
Что касается курсов по сварке, то большинство общественных колледжей и профессиональных училищ застряли в 1960-х годах. Что касается обучения инженеров, то большинство глобальных университетов и колледжей, предлагающих программы обучения сварщикам, в течение шести десятилетий нанимали профессоров и преподавателей, которым не хватало «опыта в области управления процессом дуговой сварки».
Я предоставил технологические решения для сварки прибл. 1000 компаний в 13 странах мира. Читатель должен знать, что отсутствие опыта в области управления сварочным процессом было причиной того, что менеджеры и инженеры пригласили меня во все эти компании.
Что меня больше всего беспокоит в невежестве и апатии в процессе проектирования сварных швов, которые часто встречаются в аэрокосмических, оборонных, нефтяных и энергетических компаниях, так это то, что эти компании могут нанимать самых ярких инженеров из таких институтов, как MIT, OSU. и LeTourneau, но нанятые инженеры часто, кажется, не знают, что им нужно знать, чтобы контролировать обычные дуговые сварные швы с помощью простого оборудования, которое обычно имеет два основных элемента управления сваркой.Это должно было стать тревожным сигналом 50 лет назад, и ученым-ракетчикам не нужно в 2021 году понять, что многие (не все) образовательные учреждения не смогли удовлетворить растущие глобальные потребности сварочной отрасли.
и LeTourneau, но нанятые инженеры часто, кажется, не знают, что им нужно знать, чтобы контролировать обычные дуговые сварные швы с помощью простого оборудования, которое обычно имеет два основных элемента управления сваркой.Это должно было стать тревожным сигналом 50 лет назад, и ученым-ракетчикам не нужно в 2021 году понять, что многие (не все) образовательные учреждения не смогли удовлетворить растущие глобальные потребности сварочной отрасли.
КАКОВА ЛОГИКА ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА ИНСПЕКЦИИ СВАРОЧНОЙ СВАРКИ, КОТОРЫЙ НЕТ ЭКСПЕРТИЗЫ КОНТРОЛЯ СВАРОЧНОГО ПРОЦЕССА? В дополнение к вышеупомянутым проблемам, в последние несколько лет мы видим, что сварочная промышленность, которой часто не хватает опыта в области управления сварочными процессами, обращается к AWS. Персонал CWI присматривает за сварщиком.И это по иронии судьбы, поскольку большинство инспекторов по сварке, которые ежедневно критикуют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая могла бы предотвратить дефекты сварного шва. Для тех, кто готов оспорить эту точку зрения, попробуйте вопросы по процессу на этой странице.
Для тех, кто готов оспорить эту точку зрения, попробуйте вопросы по процессу на этой странице.
Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотите сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, «не влияющего на продажи», что мало кого беспокоит посещать.На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA. Назовите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана> 3 мм без использования защитного экрана от газа.
ДЛЯ ТЕХ, ЧТО НУЖДАЕТСЯ МОЯ ПРОГРАММА ОБУЧЕНИЯ ПО КОНТРОЛЮ ПРОЦЕССА TIP TIG, ПОСМОТРЕТЬ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ ПОСЕТИТЬ ДАННЫЕ TIG НА МОЙ ДРУГОЙ САЙТ, tiptigwelding. com
com
От деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, мы надеемся, что этот сайт демонстрирует важность контроля процесса сварки и важность осведомленности о сварочном процессе / применении.
В 2021 ГОДУ Я ПОШЕЛ НА РАБОТУ В CFS, КАК ИХ СТАРШИЙ СВАРОЧНЫЙ ENG. ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы считаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет иметь ок. 100 миллионов градусов, и сверхпроводящие магниты, находящиеся в нескольких от нас, составляют около минус 400 градусов.
Я горд за часть группы инженеров Commonwealth Fusion Systems, которая создает SPARC. Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с учетом криогенных, радиационных, магнитных свойств и деформаций.SPARC строится в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к появлению множества реакторов CFS, называемых ARC.
2022. Строительство и ремонт атомных электростанций, и эта отрасль промышленности 65 лет отношения с процессом сварки GTA.
Два ядерных реактора Vogtle, блоки 3–4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов после завершения строительства. Конечно, есть обычные задержки сверх бюджета из-за проблем со строительством, которые всегда связаны с проблемами сварки.Ручная газовая сварка GTA была основным процессом ручной дуговой сварки для этих заводов, так как это был предпочтительный процесс дуговой сварки с 1958 года, когда появились первые в США. построена коммерческая атомная электростанция. С 2008 года процесс GTA претерпел изменения, к сожалению, большинство персонала, принимающего решения о сварке в мировой атомной отрасли, не поняли этого сообщения.
- GTA всегда требовала высочайшего мастерства сварщика.
- GTA в результате очень низкой скорости сварки обеспечивает высокое погонное тепло, которое влияет на деформацию.
- GTA обычно дает менее 0,3 фунта / прибл.
- Скорость сварки GTA обычно составляет 1–5 дюймов / мин.
- GTA всегда производила самые высокие затраты на сварку.
Для будущей индустрии Fusion в США, возможно, мое самое большое достижение в области сварки за все время, возможно, в отрасли сварки, в которой на протяжении десятилетий нормой была фраза «Зачем менять то, как мы всегда это делали», Фактически, я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям в процессе сварки, которые будут иметь огромное влияние на количество требуемых сварщиков, требуемые сварочные навыки и, конечно же, на качество и стоимость сварных швов проектов.
Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь в молодых США. MA. Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много заводов по плавлению, чтобы способствовать сокращению выбросов углерода, и поставщики материалов для отрасли плавления должны будут подойти к пластине и предложить другой подход к желаемым сварным швам.
В 2008 году, благодаря австрийскому изобретателю Плашу, процесс GTA-сварки сталей и сварных швов легированных сталей, наконец, превратился в полуавтоматический процесс GTA, получивший название TIP TIG.
Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, которое подтвердило его пригодность для сварки частей корпуса. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что военно-морские силы США, Великобритании и Австралии проснутся и оценят стоимость сварных швов и преимущества качества.
ПРОИЗВОДСТВО ВЫСОКОЙ ЭНЕРГИИ СВАРКИ С САМОЙ НИЗКОЙ ПОДАЧЕЙ ТЕПЛА СВАРКИ УНИКАЛЬНО ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА TIP TIG с ручным управлением GTA.
Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термообработки, и сварка каждого стандартного качества становится более возможной, когда используемый процесс сварки обеспечивает максимально возможное качество сварки.
Вам не нужен инженер, чтобы понять, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальную комбинацию обеспечения максимальной энергии сварного шва и минимально возможного тепловложения сварочного шва, — это процесс, который следует исследовать специально для легированные стали и сварные швы всех норм качества.
Высокоэнергетический сварочный металл TIP TIG в инертной атмосфере обеспечивает бездефектную сварку. Благодаря увеличенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, самые низкие искажения, наименьшую ЗТВ и наилучшие механические, металлургические и коррозионные свойства. Поэтому возникает вопрос, чего не хватает инженерам Североамериканской атомной станции и подводным лодкам. Также что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — завод ITER Fusion во Франции.
Поэтому возникает вопрос, чего не хватает инженерам Североамериканской атомной станции и подводным лодкам. Также что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — завод ITER Fusion во Франции.
[1] TIP TIG обеспечивает максимально возможную энергию ручной дуговой сварки и текучесть сварного шва, что сводит к минимуму возможность отсутствия плавления.
[2] TIP TIG обеспечивает минимально возможное тепловложение сварных деталей. Подумайте о сниженных напряжениях и деформациях, а также о наименьшей ЗТВ и превосходных механических, металлургических и коррозионных преимуществах
В отличие от очень низкого уровня наплавки при ручной GTA-процессе, TIP TIG увеличивает скорость наплавки GTA на 200–250%. 300% и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в плазменную дугу TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимую при ручной GTA, а также значительно снижает навыки традиционного сварщика TIG во всех положениях, что также влияет на качество сварки.
В 2009 году Я СВАРИЛ БОЛЬШИЕ ТИТАНОВЫЕ СОСУДЫ ТИТАНА МАРКИРОВКИ 2 С НАКОНЕЧНИКОМ TIG, БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОВОГО ПРОКАТНОГО ЩИТКА. Это был первый случай в истории дуговой сварки на большом титановом корпусе диаметром тридцать футов, который был полностью сварен без использования защитного экрана от газа.Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не осведомлены о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы увидеть видео о титане и все другие преимущества сплава.
Благодаря процессу TIP TIG десятилетней давности кому-то нужно разбудить военно-морской флот, армию и авиацию, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением сварного шва будет иметь значение для любой высокопрочной стали, всех или всех сталей в их организации или альт-версии только для этого одного атрибута процесса.
ИСКАЖЕНИЕ — ИСКАЖЕНИЕ — ИСКАЖЕНИЕ ..
Многие компании сталкиваются с проблемой жестких допусков на размеры, особенно для дорогостоящих легированных сталей, — это деформация сварных швов. Поэтому любой инженер, не застрявший в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий минимально возможное искажение сварного шва.
Вы можете попробовать дублировать мою нетронутую сварку TIP TIG с помощью GTA или импульсной GMA, но вы зря потратите время.
КАК ВЫ ДУМАЕТЕ, ЧТО ЗАИНТЕРЕСОВАННАЯ СВАРНАЯ ПРОМЫШЛЕННОСТЬ СЕВЕРНОЙ АМЕРИКИ В СВАРОЧНОМ ПРОЦЕССЕ, КОТОРОЕ НЕ ЗАНИМАЕТСЯ ДИСТРИБЬЮТОР СВАРКИ США?
Я думал, что лучший подход к продаже TIP TG в североамериканской отрасли, где доминируют дистрибьюторы Lincoln Hobart и Miller, — это делать то, что я делал на протяжении десятилетий. Вместо того, чтобы проводить образовательные семинары по контролю сварочного процесса, я начал с презентации семинаров и рабочих групп TIP TIG. Моя первая мастерская в США в 2009 году, помимо американцев, состояла из участников из Китая, Австралии, Канады и Бразилии.
Моя первая мастерская в США в 2009 году, помимо американцев, состояла из участников из Китая, Австралии, Канады и Бразилии.
В 2009 году, когда американские инженеры по сварке сидели перед своими столешницами для ноутбуков и работали с GTA 1946 года, китайские инженеры сделали первый шаг. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ С ПРИМЕНЕНИЯМИ ДЛЯ ПОДВОДНЫХ ТРУБ И ИНКОНЕЛЯ, И ОНИ БЫЛИ ИСПЫТАЛИ FRONIUS, LIBURDI И ДРУГОЕ ОБОРУДОВАНИЕ, ВСЕ НЕУДАЧНЫЕ.
CNOOC Наложение внутреннего диаметра подводной трубы с помощью Inconel, затем сварка концов трубы за считанные минуты и отсутствие дефектов, которые можно было бы выявить с помощью рентгеновских лучей.
По иронии судьбы первым крупным заказчиком, купившим оборудование TIP TIG, а также полностью принявшим этот процесс, была китайская национальная нефтяная компания CNOOC. Эта компания направила группу своих инженеров на мой первый семинар TIP TIG, который проводился на военно-морской верфи Филадельфии в 2009 году. Конечно, ни один военно-морской флот со своей верфи не присутствовал.
Конечно, ни один военно-морской флот со своей верфи не присутствовал.
Через 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Phily. Workshop, Китай в секторах нефти, природного газа и энергетики сейчас является мировым лидером в использовании полуавтоматического процесса GTA TIP TIG.
С 2009 г. не существовало процесса, который на
мог бы выполнять полуавтоматическую GTA.
Благодаря тому, что китайская компания CNOOC заказала у нас оборудование, у нас с Томом теперь были средства, необходимые для установки TP TIG USA в США.
От трубы или пластины, от корня до заполнения, TIP TIG — самый простой процесс для использования в любом положении сварного шва. Не требуется сварочного дыма, брызг или очистки сварного шва. Те же две настройки сварки можно использовать для большинства сварных швов труб и пластин.Процессы GTAW — импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы стандартного качества.
ДЛЯ ТЕХ, КОТОРЫЕ ХОТЯТ ФАКТЫ О ПРОЦЕССЕ В ОТРАСЛИ, В КОТОРОЙ Мифы о процессах гораздо более многочисленны.
Я считаю, что создал самый информативный веб-сайт в мире, посвященный процессу TIP TIG. На этот сайт не влияют обычные продажи фекалий крупного рогатого скота. Сайт — tiptigwelding.com.
ДУМАЙТЕ О САМЫХ ШИРОКИХ ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССАХ ДУГОВОЙ СВАРКИ.
Причины успеха GMA и газозащитной порошковой флюсовой сварки заключаются в том, что они являются «полуавтоматическими», простыми в использовании процессами дуговой сварки, которые обеспечивают приличную скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматический» простой в использовании процесс TIP TIG, который обеспечивает на 200-300% больше сварного шва, чем GTA, какова будет реакция отрасли сварки?
ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ ВОПРОС GTA. Почему вы считаете, что в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечивает минимально возможное значение джоулей сварного шва и увеличение наплавки GTA на двести-триста процентов?
Ниже приведены реальные преимущества сварки TIP TIG, достигнутые при сварке стандартного качества.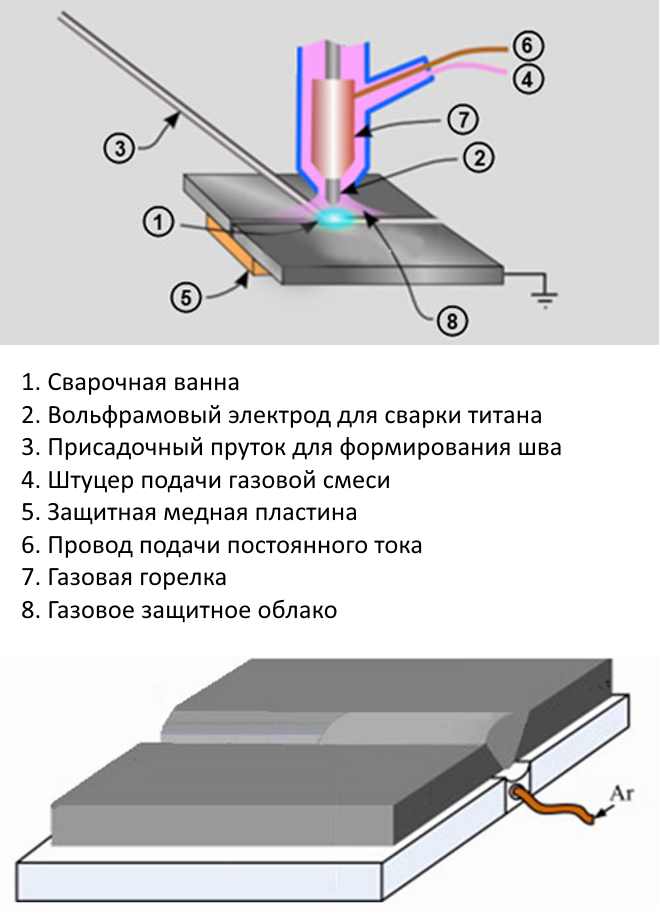
- TIP TIG позволяет в среднем на 300% больше наплавки, чем при ручной GTA-сварке.
- TIP TIG для сварки во всех положениях легче использовать, чем DC GTA, импульсная MIG и порошковая сварка, и в то же время обеспечивает превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает минимально возможное значение Джоулей сварного шва, обеспечивая превосходные механические / коррозионные свойства по сравнению с любым другим процессом дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс от корня до заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.

К сожалению, в 2021 году в Северной Америке оборонная, аэрокосмическая и энергетическая промышленность, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо, и Массачусетский технологический институт, которые должны лидировать в эволюции дуговой сварки, НЕУДАЧНО ОТКАЗАЛСЯ.
ЕСЛИ ВЫ ХОТИТЕ ДОКАЗАТЕЛЬСТВА GMA — FCA WELD PROCESS 2021 И ОТСУТСТВИЕ УПРАВЛЕНИЯ И НАИЛУЧШИХ МЕТОДОВ СВАРКИ, ВЫ НАЙДЕТЕ ЭТО НА ЛЮБОЙ ВМФ Северной Америки.
Любой персонал, который занимается проектами ВМФ, вероятно, будет знать, что высшее руководство ВМФ отчаянно хочет контролировать качество своих сварных швов, переделки и затраты на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки.
К сожалению, КОГДА ПРЕДЛАГАЕТСЯ ПРОГРЕССИВНОЕ ИЗМЕНЕНИЕ ПОЗ.СВАРКА, СТАРШИЕ СОТРУДНИКИ МОРСКОЙ ТЕХНИКИ ВСЕГДА ПЕРВЫЕ ПРОТИВИГАЮТ ИЗМЕНЕНИЯМ В СВАРОЧНОЙ ТЕХНИКЕ.
Судостроительные верфи, как правило, ежегодно расходуют миллионы сверх бюджета, что чаще всего является результатом плохого качества сварного шва с флюсовой сердцевиной, а также достигнутой низкой ежедневной производительности сварки. Реальность сварочных швов на этих верфях такова, что руководству и инженерам верфи на протяжении десятилетий просто не хватало опыта в области управления сварочным процессом, который позволил бы им иметь возможность владеть процессом сварки.
РАСХОДЫ НА СВАРКУ СУДОВОЙ ВЕРФИ. За 8 часов / смену сварщик судостроительной верфи, сваривающий порошковые сварочные швы в защитном газе, должен быть способен наплавлять минимум 23–24 фунта / смену. Однако благодаря слишком обычному апатичному руководству и инженерам, а также неадекватным программам обучения сварщиков верфи типичная судостроительная верфь в Северной Америке будет поставлять в среднем только 50-60% сварочного металла, который она должна наносить ежедневно.
ВОПРОС ПО ПРОЦЕССУ FLUX CORED.Если сварочный цех сваривает в основном углеродистые стали в положении плоского и горизонтального шва, а стали имеют толщину 3/8 и более, почему обычно используемая проволока E71T-1 — плохой выбор?
Для тех из вас, кто хочет контролировать сварные швы с порошковой сердцевиной в среде защитного газа и добиться минимального количества доработок сварного шва при неизменно максимальной производительности сварки, вы получите это с помощью средств управления технологическим процессом. Ресурс самообучения FCA находится в моем разделе производственного обучения.
В высококонкурентной глобальной сварочной отрасли, где компании могут покупать сварные детали из Китая, Южной Кореи или Восточной Европы, если компании в США не развиваются, и они продолжают прислушиваться к торговым представителям, продолжают путь недостатка владеть процессом сварки и противостоять прогрессивному процессу сварки, который может создать реальный мир, улучшить качество сварки, производительность и затраты, они также могут закрыть двери сварочного цеха .
Следующее является обычным явлением в 2021 году для отраслей, которые используют традиционную ручную импульсную сварку GMA, ручную GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки стандартного качества;
- Ежедневное качество сварки и производство сварных швов, производимое на большинстве (не на всех) заводах, в действительности мало изменится за шесть десятилетий.
- Отклонения от сварного шва и доработка сварного шва слишком часто являются ожидаемой нормой.
- Очистка сварочных брызг часто является нормой.
- Для кодовых сварных швов будет использоваться более одного процесса сварки, что потребует различных процедур аттестации сварных швов, разных процедур сварки, разного сварочного оборудования, различных сварочных материалов, методов и навыков.
Вопрос о сварке GMA.
Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045, аргоном 20 — CO2 и источником питания 350 ампер, какова будет средняя скорость наплавки GMA при продолжительности дуги 30 минут.
 Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045, аргоном 20 — CO2 и источником питания 350 ампер, какова будет средняя скорость наплавки GMA при продолжительности дуги 30 минут.
Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045, аргоном 20 — CO2 и источником питания 350 ампер, какова будет средняя скорость наплавки GMA при продолжительности дуги 30 минут. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАВЛЯТЬСЯ МНОГИМ.
Растущая армия персонала AWS CWI, инспектирующего сварные швы, заслужила бы большего уважения, если бы, прежде чем высказать свое мнение о сварных швах, которые они просматривают, им потребуется несколько часов, чтобы понять простые два управляющих процесса сварки GMA — FCA, которые они ежедневно критикуют. ?
ПРИМ. ТОЛЬКО 20 ЧАСОВ ДЛЯ ИЗУЧЕНИЯ GMA — FCA — TIP TIG — ADAVANCED TIG или ROBOT GMA ARC WELD УПРАВЛЯЮТ РЕСУРСАМИ, ДОСТУПНЫМИ НА ЭТОМ САЙТЕ.
Перед покупкой следующего источника питания MIG спросите себя, зачем вам нужны электронные звонки.
Факт сварки. В 2021 году используется источник питания CV MIG на 350–450 А компании N. American, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100-200% меньше, что я мог бы продемонстрировать за несколько минут, что с 3 настройками сварки я мог бы производить сварку MIG без брызг превосходного качества на любых сталях. и легированные стали.Этим же CV оборудуют. Тогда я мог бы выполнять сварные швы превосходного качества с порошковой сердцевиной. T
В 2021 году используется источник питания CV MIG на 350–450 А компании N. American, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100-200% меньше, что я мог бы продемонстрировать за несколько минут, что с 3 настройками сварки я мог бы производить сварку MIG без брызг превосходного качества на любых сталях. и легированные стали.Этим же CV оборудуют. Тогда я мог бы выполнять сварные швы превосходного качества с порошковой сердцевиной. T
ГАЗООБРАБОТАННЫЙ ПОТОК ВОПРОС.
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного сварочного шва с порошковой проволокой в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?
Слишком часто, когда на предприятии возникают проблемы с ручной сваркой или сваркой роботов, менеджеры предприятия или инженеры. затем можно обратиться к более дорогостоящим сварочным швам, таким как использование большего количества ручных сварочных аппаратов GTA — MIG или FCA. Возможно, они попросят своего торгового представителя принести новейшие электронные чудо-источники питания Lincoln, Miller или Panasonic. Или для линии роботов, поскольку роботы не реализуют свой обещанный потенциал, решением будет покупка дополнительных роботов. Или, возможно, как это часто бывает с автомобильной промышленностью Северной Америки, они передадут на аутсорсинг неисправные сварные детали южному штату или Мексике, где затраты на доработку сварных швов редко бывают значимыми.
Возможно, они попросят своего торгового представителя принести новейшие электронные чудо-источники питания Lincoln, Miller или Panasonic. Или для линии роботов, поскольку роботы не реализуют свой обещанный потенциал, решением будет покупка дополнительных роботов. Или, возможно, как это часто бывает с автомобильной промышленностью Северной Америки, они передадут на аутсорсинг неисправные сварные детали южному штату или Мексике, где затраты на доработку сварных швов редко бывают значимыми.
Печальная реальность сварки для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно достигать полного ручного или роботизированного сварочного шва GMA и потенциал производительности наиболее распространенных в мире процессов дуговой сварки, составляет прибл.За шесть десятилетий производство ручных сварных швов среднего качества и производительности GMA и создание ненужных дорогостоящих доработок стали ЕЖЕДНЕВНОЙ НОРМОЙ. А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботах GMA для управления процессами, которые доступны на этом объекте более 20 лет. (раздел технологического обучения).
КАК МЕНЕДЖЕРЫ ПРЕДОСТАВЛЯЮТ РЕШЕНИЯ И СВОИ ВОПРОСЫ СВАРОЧНОГО ЦЕХА, ЕСЛИ ОНИ НЕ УЗНАВАЮТ КОРНЕЧНУЮ ПРИЧИНУ СВОИХ ПРОБЛЕМ СО СВАРКОЙ?
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРОЧНИКА» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ.ПЕРВЫЙ И БЫВШИЙ — ЭКСПЕРТИЗА ПО УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ:
В должностных инструкциях редко можно встретить «должен иметь обширный опыт управления процессом сварки», и это определенно не то, что SpaceX или НАСА запросят при найме инженера по сварке.
При общем недостатке знаний руководителей и инженеров об опыте управления процессами, логично, что эти знания будут редко требоваться в любом описании сварочных работ, а средства управления процессами никогда не будут частью MFG.завод обсуждения.
ОБЯЗАТЕЛЬНО НАДЕЖДАЯ НА ПРОДАВЦОВ СВАРКИ, КОТОРЫЕ НАИБОЛЕЕ ВЕРОЯТНО НИКОГДА НЕ ИМЕЛИ СВАРОЧНЫЙ МАГАЗИН, НЕ ДОЛЖНЫ БЛАГОДАРИТЬСЯ НИ ОДНОГО ИНЖЕНЕРА, МЕНЕДЖЕРА ИЛИ НАЧАЛЬНИКА.
Насколько мне известно, сварочная отрасль — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования, которые консультируют по процессу сварки по вопросам сварки в цехе. Торговый представитель, как правило, будет человеком, который, вероятно, никогда не имел сварочного цеха.Эта чушь творится десятилетиями. Проблемы, как правило, связаны с сварочным оборудованием, в котором есть два элемента управления сваркой, которые не менялись с 1960-х годов.
Как корпоративное обучение или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я обучил более 4000 продаж сварочных швов. Представители, и я выяснил, какое обучение они получали, возможно, 5 из ста были достойны пройти через дверь сварочного цеха и дать совет по сварке,
Одна область, которая всегда выявляет отсутствие контроля за процессом сварки MIG и Преобладающий передовой опыт в области сварочных работ можно найти в роботизированных ячейках на большинстве мировых автомобильных и грузовых заводов.Взгляд на многие программы для подвесных сварных швов выявит часто плохие, постоянно меняющиеся данные программы сварки для простых сварных швов, для которых требуется не более двух настроек сварки.
В ABB МЕНЯ БЫЛО ТИПИЧНЫМ УСТАНОВЛЕНИЕ ОДНОЙ ИЛИ ДВУХ ОПТИМАЛЬНЫХ НАСТРОЕК ДЛЯ СВАРКИ РОБОТОВ GMA ДЛЯ ЛЮБОГО ПРИЛОЖЕНИЯ GM — FORD ИЛИ CHRYSLER. И КОГДА Я ПОСЕТИЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДИЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ ИЗМЕНЯЛИСЬ ОБЫЧНО от 10 до 30 РАЗ, и СВАРКИ РОБОТА БЫЛИ БЕСПЛАТНЫМИ.
Менеджеры и инженеры просыпаются.Персонал роботов, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенных инженеров и производителей. руководства, это показатель того, что руководство и инженеры компании просто не осведомлены об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. и руководители предприятий считали, что эксперименты с контролем сварных швов были нормой.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (процесс обучения).
ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ РУЧНОЙ ИЛИ РОБОТНОЙ СВАРКИ И ОТСУТСТВИЕ ЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ И ОТСУТСТВИЕ ЭКСПЕРТИЗЫ УПРАВЛЕНИЯ РАСХОДАМИ НА СВАРКУ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и специалисты по грузовым автомобилям , не понимают требований к опыту управления процессом сварки роботом для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом.
Если бы редкий образованный завод или технический менеджер настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для управления процессами, и, следовательно, был бы в состоянии оптимизировать свой ежедневный робот или ручное управление Качество или производительность сварки, тот же самый менеджер также был бы достаточно мудр, чтобы гарантировать, что этому человеку была предоставлена ответственность обучать всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.О, хорошо мечтай.
Вас не просят установить роботизированные сварочные швы MIG на самых знаковых автомобилях Америки, если у вас нет репутации за прошлые достижения в области сварки.
Лишь некоторые из продуктов Em. работал на
[] FORD F150 .. Я был единственным человеком, который устанавливал роботизированные сварочные швы, которые не требовали доработки сварных швов, что было потрясающе, если вы видели плохие сварные швы роботов.
[] ЖУК. Новые автокресла VW Beetle обеспечили наивысший рейтинг при столкновении с малолитражными автомобилями в США.Я установил эти роботизированные сварочные швы MIG в Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не работают. Мало того, что я добился отсутствия переделок, я увеличил производство роботов на 30%.
[] CORVETTE. Некоторые из худших сварных швов, произведенных в автомобильной промышленности в 80–90-х годах, были популярны в Америке. спорткар корвет. Этот автомобиль вручную сваривали порошковой проволокой, и сварные швы были позором. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил сотрудников GM переходу на MAG. После этого я порекомендовал GM перейти к роботам. Они сделали, и я установил сварочные швы робота Corvette MAG.
HARLEY. Эта независимая управляющая компания совершенно не понимает требований или ценности владения процессом сварки фронт-офисом. Поэтому неудивительно, что эта компания медленно перешла на роботизированную сварку MIG. Большинство сварных швов рамы велосипеда выполнялось вручную на производственных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Харлей разработал FATBOY, он быстро стал бестселлером. Я установил начальные роботизированные сварные швы для этого продукта, когда был менеджером по сварке. в ABB Robots.
GENIE. Кто не видел эти продукты на стройплощадках или на заводах, и для чего им нужны бездефектные роботы и ручное качество сварки. Я установил их роботизированные сварочные швы и предоставил учебные программы по управлению технологическим процессом.
CATERPILLAR. К кому еще эта компания обратилась бы, кроме ABB и меня, когда они хотели, чтобы робот MIG стал самым большим в мире трюком.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению сварочным процессом MIG, чтобы их мог представить любой, независимо от их опыта в области сварки.
Кстати, тем из вас, кто хочет постепенно менять сварные швы на своих предприятиях, я бы посоветовал вам начать с «Описание работы». Включите слова: «Должны быть необходимые ручные или роботизированные средства управления процессом сварки и наилучшая сварка. Практическая экспертиза ».
ЭТО БУДЕТ ШОРОМ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
СВАРОЧНАЯ КОМАНДА: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которая, по иронии судьбы, также будет испытывать недостаток в такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ.Слишком часто единственное, чего часто добиваются сварочные бригады, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессом обеспечивается моей MAG — порошковой сваркой и TIP TIG, ручным и роботизированным управлением процессом сварки и передовой практикой сварки, программами обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготавливаться в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
ВМЕСТО ЗАКУПКИ ДОЛГОСРОЧНОГО ОБОРУДОВАНИЯ CV MIG И ПРЕДОСТАВЛЕНИЯ СОТРУДНИКОВ ОБУЧЕНИЯ ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, МЕНЕДЖЕРЫ ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ PULSED MIG СВАРОЧНОГО ОБОРУДОВАНИЯ И СВАРОЧНОЙ СТАЛИ?
Разумеется, электроника в оборудовании для сварки MIG открыла интересные возможности режима переноса сварного шва, особенно в случае импульсной сварки MIG и сварки алюминия.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ:
Любой, кто когда-либо выполнял макросварку стальных или нержавеющих угловых швов на стали толщиной> 5 мм, будет осведомленные о режиме MIG Spray, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, увидит, что достигнутая сварка часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечивать такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса».
В 1970-е и 1980-е годы, используя дешевое оборудование для сварки непрерывным электродвигателем, я показывал сварочные цеха, как выполнять сварку короткого замыкания MIG без разбрызгивания.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимальное количество коротких замыканий в секунду
ДВА СПОСОБА ЗАПУСТИТЬ МАГАЗИН . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССАМИ СВАРКИ В ПЕРЕДНЕМ ОФИСЕ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ ПО СВАРОЧНЫМ ПРОДАЖАМ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 года за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте и более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОДКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Во многих случаях сварки сталей и сплавов в течение десятилетий обычная бесполезная электроника, используемая в импульсном оборудовании MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которые также использовались в качестве костыля. те, кому не хватало опыта в области контроля сварочного процесса.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс сварки с порошковой сердцевиной в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для приложений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыток сварочного дыма будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.Хотя с 1960-х годов процессы импульсной сварки MIG, TIG на постоянном токе и порошковой порошковой проволоки в среде защитного газа были ответственны за большинство ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 году немногие сварочные цеха знают, что за более чем десятилетний период был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит лучшие сварочные характеристики, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы нормального качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (наилучшая сварка с минимальной пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварных деталей с помощью простого в использовании процесса для сварки любых металлов, применений любого размера и сварных швов в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ И Я ПРИОБРЕЛИ СОВЕТУ TIP TIG В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРОЧНЫХ МАГАЗИНОВ В Н.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных с помощью TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество на всех позициях, корнях или заполнителях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих, качественных глобальных сварочных цехов.Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества.Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заливных проходов для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сварного шва со всеми металлами.(невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и доставленной энергией.
- Обязательно обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление и пористость сварного шва.
- Не должно образовывать брызг или шлака
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности.https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе.Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки для получения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения. А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение квалификации, что увеличивает затраты на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG компании N.Примерно в 2009 году в Америке и Австралии я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнение процессов, в первую очередь обладают средствами управления процессом сварки и передовой практикой сварки, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои учебные программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, которые я проработал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, что в целом отсутствует в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, обычно всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, выстилающие проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированных сварных швов.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
В 2020 году, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота будут строить суда стоимостью в несколько миллионов долларов и значительно превышают свои бюджеты на ремонт сварных швов, и все же на этих верфях;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО УБЕДИТЕСЬ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЮТСЯ ВОПРОСЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЮЩАЯ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, двумя режимами управления, сваркой MIG и сваркой порошковой проволокой, которые в большинстве своем используются ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами имеется мало свидетельств управления процессом сварки и эволюции передовых методов сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТА И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩИМИ ЭКСПЕРТИЗАМИ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ НА ПЕРЕДНЕМ ОФИСЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые процессы и приложения сварки разнообразны, процесс сварки требует значительных усилий, а также негативно сказывается на качестве дорогостоящей сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С помощью этих трех сварочных процессов читатель найдет наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ УЗНАЛИ О ДЕСЯТИЛЕТИЯХ НЕРАБОТКИ ОБОРУДОВАНИЯ ДЛЯ СВАРОЧНОГО ОБОРУДОВАНИЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ НА ОТСУТСТВИЕ ЭКСПЛУАТАЦИИ ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG.И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что было бы логичным, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И ЦЕХА СВАРКИ BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, БЫЛ УПРОЩЕН, УНИЧТОЖЕН И ОБЕСПЕЧИЛ ОБУЧЕНИЕ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении Управление процессом сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварным швам и инженерно-технический директор много знали о сварке штангой и ничего не знали о сварке с флюсовой сердцевиной и MIG Weld Process Controls, а также о передовых методах сварки.На этой верфи. В течение трех месяцев после моего обучения управлению технологическим процессом качество сварных швов и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА СВАРНЫЙ РЕМОНТ НА АМЕРИКАНСКОМ РЕМОНТЕ НА ПРОИЗВОДСТВО ВМФ СУДОВ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ ПОДОБНЫЕ СУДНА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ НЕДЕЛЯЮЩИХ, УПРАВЛЕНИЕ ВМФ США, УПРАВЛЯЮЩЕЕ ВМФ СЕНЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство взялось за решение дорогостоящих вопросов сварки, и редко было свидетельство понимания или важности использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим общим мнением и моим вниманием передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочитаете ниже, отсутствие ответственности за процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, который теперь имеет крупнейший в мире военно-морской флот, никогда не было такого большого спроса на военно-морские корабли и подводные лодки. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации и процедуры сварки.
ВЛАДЕНИЕ Процессом исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированный контроль процесса сварки и передовая практика сварки, учебные материалы или материалы для самообучения.
НЕАДЕКВАТИВНЫЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРОЧНИКАМ ЯВЛЯЮТСЯ НЕДОСТАТОЧНЫМИ НА В большинстве мировых верфей. Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не предоставляют адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса.Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
КАЧЕСТВО СВАРКИ — ОТВЕТСТВЕННОСТЬ ЗА СВАРКУ.
Платформа, подобная этой, использовалась для размещения на море. Все, что потребовалось, — это плохой сварной шов с флюсовой сердцевиной толщиной 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, платформа рухнула в океан, погибло 123 человека, что стоило миллиардов долларов.
Насколько сложно сварка титана Tig
Tig Welding Titanium — это просто и легко! Тигровая сварка титана сложна и требовательна! Вы видите, что я делал противоречивые заявления. Итак, что правда? Правильный ответ, я должен сказать, ДА! Давайте посмотрим, что я на самом деле имею в виду!
Это сложно, так как есть немало вещей, на которые следует обратить внимание, по сравнению со сваркой нержавеющей стали методом тигля. Стержень также имеет тенденцию становиться очень липким, когда выполняется клин, из-за чего он имеет тенденцию цепляться за периферию сварного шва.(Совет: стержень следует подавать в среднюю (центральную) самую горячую зону лужи).
Здесь три «c» также играют огромную роль в этом: то, что это ЧИСТО, ЧИСТО и ЧИСТЕ! Перед началом сварки титан должен быть полностью очищен от жира, покрытий, масла и других оксидов. Смазка или масло вызовут пористость, подобную той, которая видна на этом конкретном рентгеновском снимке титанового сварного шва. Однако эта пористость — наименьшая из проблем.
Серьезные проблемы, которые могут возникнуть из-за плафонов для сварки титаном и загрязнения.
При использовании гелевого стержня помимо титана (например, стержня из никелевого сплава или стержня из нержавеющей стали).Если вы свариваете титан в сочетании с чем-либо еще, кроме титана, вы можете быть уверены, что услышите звук ломающейся сварки, как стекло — вы действительно можете расколоть сварной шов, просто слегка постучав по нему шариковой ручкой … и у вас есть увидеть это, поверить, насколько он хрупкий !!
Когда вы не защищаете внешнюю часть сварного шва аргоном: в случае, если свариваемый материал оказывается очень тонким, что делает его очень горячим или проникающим насквозь, абсолютно необходимо надлежащим образом защитить обе стороны сварного шва, чтобы предотвратить сварку. от того, чтобы стать хрупким.
Неиспользование довольно большого сопла или чашки или отсутствие защиты от сварочного шва: Использование сопла обычного размера в качестве № 7 (диаметр 7/16 дюйма) не поможет успешно защитить нагретую часть, чтобы избежать образования осколков. Это происходит, когда титан становится очень горячим в отсутствие защитного газа.
Титан втягивает такие компоненты, как свежий воздух и азот, в таких диапазонах температур в зависимости от того, какие ссылки используются — 800 ° F может быть пределом для его поддержания при защите аргоном.Окрашивание титана само по себе не является проблемой; это считается скорее признаком некоторой проблемы, поскольку это хорошо известный факт, что она встречается в определенной последовательности — сено, коричневатый, фиолетовый, синий, светло-розовый, сероватый с хлопьями оксидов. Это аспект критериев проверки. Эти признаки отображают различные стадии обесцвечивания.
Некоторые требования к сварке ограничивают изменение цвета только цветом сена. Некоторые другие требования к сварке допускают небольшое изменение цвета в некоторых программах.Это идеально для того, чтобы сварной шов получился идеально чешуйчатым, так же как и первый сварной шов. Это должно быть целью. Светлое сено или даже коричневатое пятно уместно, если пятно на свариваемой стороне. Окрашивание трансмиссионного аспекта всего трансмиссионного сварного шва указывает на то, что реальный беспорядок был обнаружен из-за загрязнения из воздуха. Это причина использования мониторов продувки, чтобы можно было проверить чистоту продувки при сварке титана.
Наконечник для изготовления титановой крышки корпуса для ручного износа Сварочная камера… Не делайте этого! Приобретите взрывной шкаф, а затем переоборудовайте его в соответствии с вашими требованиями.
Спросите себя, а почему бы не собрать его самостоятельно? Когда вы купили бы металл, согнули и сварили его, купили бы защитные перчатки и вставили бы его в оргстекло, вы бы обнаружили, что уже потратили приличную сумму денег.
Затем вам понадобится устройство для осмотра коронки и некоторые другие варианты, такие как защита газового экстрактора / диффузора и язычок для заземления, и тогда вы все готовы продолжать сварку титановым электродом и проверить веб-страницу. Поскольку у вас есть только один шанс с титаном и вам часто приходится использовать нестандартные насадки / чашки или слишком большие самодельные, чтобы получить достаточную защиту, обязательно внимательно изучите все, чтобы убедиться, что защита работает идеально.Титановые диски, подобные изображенным здесь, действительно полезны как при сварке снаружи, так и в камере с использованием негабаритных чашек и защитных экранов.
На самом деле, это отличный способ убедиться, что ваш защитный газ выходит из стакана хорошего качества, независимо от того, какой тип стали сваривается. Вы просто повредите небольшую деталь на очень короткое время, а затем гасите дугу, не давая вспышке работать. Если помимо светлого цвета сена наблюдается обесцвечивание, возможно, у вас недостаточно аргона для защиты титана или чего-либо еще.Я бы посоветовал включить в вашу ключевую последовательность любую пробную золотую монету для анализа титанового шва.
Прочность, равная прочности сварного шва: передовые методы сварки титановых труб и труб
Сварка алюминия — это, безусловно, самый документированный процесс среди цветных металлов, но, возможно, именно титан производит наибольшее впечатление. Легче, чем черные стали, но значительно прочнее алюминия, титан обеспечивает наивысшее соотношение прочности и веса среди металлов, обычно используемых сегодня в производстве.Это заметно дороже, но затраты оправданы с учетом коррозионной стойкости, более длительного срока службы и более низких затрат на обслуживание / ремонт. Инженеры, придерживающиеся долгосрочных взглядов, знают, что продление срока службы компонента с лихвой окупает дополнительные расходы, если принять во внимание труд и материалы, которые потребовались бы для его ремонта / замены. Таким образом, титан широко используется в морской, авиационной, военной, химической, энергетической, ядерной, опреснительной и медицинской отраслях.
Кислород, азот, водород и посторонние примеси, однако, являются криптонитом по отношению к титану. Загрязнения и дефекты, возникающие в процессе сварки, подрывают прочность и коррозионную стойкость титана и требуют полного срезания или утилизации этого дорогостоящего материала. Таким образом, подготовка, чистота и защита во время процесса сварки имеют решающее значение. В этой статье мы рассмотрим ключевые факторы, связанные со сваркой титана, и то, как можно обеспечить оптимальную прочность и коррозионную стойкость титановой трубы и трубы 1 .
Обработка и подготовка титана: чистота превыше всего
Если вы откажетесь от этой статьи с одним сообщением, это то, что чистота — ключ к успеху. Настолько, что важно не трогать материал голыми руками. Масла для тела вместе с другими маслами, жиром и грязью загрязняют материал. Во время подготовки надевайте нитриловые перчатки (или другие перчатки без ворса). По возможности следует предоставить специальную рабочую станцию, которая сводит к минимуму риск перекрестного загрязнения другими металлами.Сюда входит пыль от алюминия, нержавеющей стали и других распространенных сплавов.
Не используйте методы резки, которые оставляют смазанную поверхность — по возможности используйте высокоскоростные дисковые пилы вместо ленточной пилы. Размазанная поверхность может стать причиной отсутствия плавления, поэтому перед сваркой ее следует обработать напильником, чтобы удалить весь размазанный металл.
Инструменты, которые вы используете для резки и шлифовки титана, должны быть предназначены для титана. Держитесь подальше от мягких шлифовальных инструментов, в которые могут быть встроены материалы — обычно используйте твердосплавный инструмент для удаления заусенцев или напильник.Не используйте шлифовальные круги или щетки из нержавеющей стали, которые вы также используете для обработки других сплавов. Это может привести к перекрестному заражению.
Рекомендуемая процедура очистки:
1. Надев нитриловые перчатки, нанесите промышленное чистящее средство, такое как ацетон или метилэтилкетон (МЭК), на безворсовую ткань и протрите внутренние края и внешнюю поверхность трубы, чтобы удалить любые загрязнения. Пусть это рассеется.
2. Как и алюминий, титан содержит оксиды, которые необходимо удалить перед сваркой.Отшлифуйте или подпилите внутреннюю и внешнюю поверхность трубы на 1 дюйм от стыка, а также кромку, которая будет стыковаться с другой частью. Измельчайте медленно, чтобы свести к минимуму тепловложение.
3. Не используйте в этой работе стальную мочалку или абразивные материалы, так как эти материалы могут загрязнить основной металл.
4. Еще раз протрите основной металл ацетоном или тканью из метилэтилкетона и дайте влаге рассеяться, прежде чем зажигать дугу. НЕ используйте чистящие средства на основе хлора.
5.Протрите присадочный металл ацетоном или метилэтилкетоном, чтобы не допустить попадания загрязнений через стержень наполнителя. Если между очисткой присадочного стержня и началом процесса сварки проходит время, поместите присадочный стержень в герметичный контейнер. Если присадочный стержень остался открытым, очистите его еще раз перед сваркой.
6. Обрежьте конец присадочного стержня непосредственно перед началом сварки, чтобы обнажить чистый титан для начала сварки.
Важное замечание по технике безопасности: пыль, образующаяся при шлифовании и приготовлении титана, может быть летучей.Титановый порошок регулярно используется в пиротехнике — поэтому важно правильно собирать и утилизировать пыль, образовавшуюся во время подготовки, чтобы свести к минимуму вероятность загрязнения и опасности возгорания на рабочем месте.
Подгонка суставов помогает минимизировать тепловыделение и воздействие
Как правило, мы рекомендуем, чтобы титановая труба или труба толщиной менее 5 миллиметров сваривалась автогенно (квадратное стыковое соединение — без добавления присадочного металла). Обычно мы не рекомендуем добавлять присадочный металл до тех пор, пока его толщина не превысит 5 миллиметров, хотя AWS D10.6 рекомендует использовать V-образную канавку для толщины более 2,4 мм и U-образную канавку для толщины более 9,5 мм. В конце концов, руководствуйтесь здравым смыслом и следуйте сертифицированным процедурам сварки. Преимущество автогенной сварки заключается в том, что вы минимизируете тепловыделение детали (меньше времени, затрачиваемого на порог выше 500-800 градусов по Фаренгейту, когда, как известно, вступают в реакцию кислород и титан), и сводите к минимуму риск попадания загрязняющих веществ в сварочную ванну через присадку. металл. Плотная посадка во всех конфигурациях стыков важна для снижения тепловложения и минимизации воздействия кислорода на поверхность.
Защитный газ и обратная продувка критичны для успеха
Титан больше всего реагирует с кислородом, когда он превышает определенный температурный порог. Традиционно считается, что этот порог находится в диапазоне от 500 до 800 градусов по Фаренгейту. Эта реакция приводит к охрупчиванию и потере коррозионной стойкости. Таким образом, очень важно защищать сварочную ванну защитным газом до тех пор, пока она не упадет ниже этих температур (и почему важно минимизировать тепловложение). Это включает в себя обязательную обратную продувку трубы или трубы с использованием любых имеющихся в продаже дамб и продувок.
Сварка титановых труб в основном выполняется на открытом воздухе. Камера с продувкой газа обеспечивает исключительную защиту, но она дорогая (с точки зрения затрат и защитного газа, необходимого для ее продувки), потенциально громоздка для сварки и не всегда вмещает большие заготовки. Это также требует больших затрат времени.
100-процентный аргон рекомендуется в качестве защитного и защитного газа для большинства сварочных работ с титановыми трубами и трубами. Обратите особое внимание на процедуры сварки, так как они могут определять уровни чистоты и точку росы этого аргона.Например, может потребоваться защитный газ с содержанием кислорода не более 20 частей на миллион (ppm) и / или точкой росы от -50 до -76 градусов по Фаренгейту. Для некоторых приложений может потребоваться чистота 99,999%.
Процедуры сварки могут требовать периодического использования смеси аргон / гелий 75/25 или 70/30 в качестве защитного газа, но это не является обычным явлением. Гелий, однако, может использоваться в качестве защитного газа, поскольку он обеспечивает такую же общую защиту, как и аргон. Аргон рекомендуется в качестве основного ингредиента защитного газа, поскольку он обеспечивает большую стабильность дуги, большую плотность, менее дорогостоящий и более доступный.
Два компонента, которые обычно нельзя использовать в других сварочных процессах TIG, которые имеют решающее значение для процесса защиты, — это газовая линза и задний экран. Газовая линза заменяет корпус стандартной цанги и улучшает поток и покрытие защитного газа вокруг вольфрама, дуги и сварочной ванны. Подвижные экраны можно приобрести или изготовить в соответствии с конкретными конфигурациями стыков и обеспечить непрерывный вторичный источник защитного газа для обеспечения защиты сварочной ванны и зоны термического влияния до тех пор, пока каждая из них не опустится ниже диапазона от 500 до 800 градусов.Для транспортировки всех защитных газов используйте чистый непористый пластиковый шланг, так как резина поглощает кислород, который может загрязнить сварной шов. Некоторые сварщики также используют чашки увеличенного размера, чтобы обеспечить дополнительное покрытие вокруг сварного шва, но это необходимо только в рамках практических мер.
Выбор оборудования
Сварка титановых труб и трубок относительно проста, так как рекомендуется выполнять сварку в режиме постоянного тока с отрицательным электродом (DCEN). Таким образом, будет достаточно источника сварочного тока на основе трансформатора или инвертора с возможностью работы на постоянном токе.Сварочные функции на переменном токе не требуются (если вы регулярно не используете источник питания для сварки других сплавов). Несколько ключевых моментов:
- Возможность зажигания высокочастотной дуги имеет решающее значение, поскольку вольфрам никогда не должен касаться основного материала.
- Импульсный режим чрезвычайно полезен для снижения тепловложения, повышения стабильности дуги и увеличения проплавления. Таким образом, инверторы с более высокими частотами импульсов могут обеспечить здесь преимущество.
- Выберите сварщика с малым током — источник питания с диапазоном от трех до 200 ампер обеспечивает отличный диапазон для большинства сварочных работ с титановыми трубами / трубами.
В этом случае подойдет горелка с воздушным или водяным охлаждением, в зависимости от таких факторов, как доступность соединения и сила тока при сварке. Горелки с водяным охлаждением меньше по размеру и предлагают больший комфорт и совместный доступ, но они стоят по более высокой цене вместе с необходимостью покупки или добавления охлаждающего устройства.Горелки с воздушным охлаждением немного больше, но стоят меньше и, вероятно, подходят для большинства сварочных работ с титаном.
Расходные материалы и другие компоненты
Согласно AWS D10.6, предпочтительны электроды из торированного и лантанового вольфрама, хотя мы также видели, что заказчики использовали двухпроцентный церированный вольфрам. Вольфрам следует отшлифовать до точки и иметь следующие размеры: 1/16 дюйма или меньше для <90 ампер; 3/32 дюйма на 90-200 ампер; и вольфрам толщиной 1/8 дюйма для сварки при токе более 200 ампер.
Присадочный металл обычно подбирается непосредственно к основному металлу, хотя в некоторых случаях используются вариации для достижения желаемых механических свойств, например, использование присадочного металла с более низкой прочностью для повышения пластичности. Выбор присадочного металла всегда должен определяться процессом сварки.
Сварка
Хотя ваш успех во многом будет зависеть от вашей подготовки, есть несколько важных моментов, о которых следует помнить при сварке титановой трубы и трубы:
- Не забудьте очистить присадочный металл и обрезать конец, чтобы обнажить чистый титан перед сваркой.
- Проверьте аппарат защитного газа на предмет утечек или дефектов, которые могут привести к попаданию кислорода или влаги в сварочную ванну.
- Подождите 2–5 секунд для предварительной продувки, чтобы обеспечить надлежащую защиту соединения.
- Используйте высокочастотный запуск дуги.
- Прихваточные швы должны выполняться в тех же условиях, что и окончательный шов — без исключений.
- Всегда держите присадочный металл в пределах оболочки защитного газа.Если вы прекратили сварку или присадочный металл загрязнился, закрепите его и начните заново.
- После завершения дайте защитному газу течь по сварному шву в течение 20–25 секунд, чтобы защитить шов, когда он остынет ниже порога загрязнения.
- Термическая обработка перед сваркой и после нее обычно не требуется в этих случаях, но следуйте инструкциям, подробно изложенным в процедурах сварки.
По завершении титан по цвету подскажет, является ли сварной шов приемлемым или нет.Обычно приемлемы цвета от серебристого до соломенного и коричневого. Поскольку вы переходите к синему, зеленому, серому и, в конечном итоге, к белому, эти сварные швы неприемлемы. Сделайте шаг назад и изучите каждый шаг вашего процесса, чтобы определить, где загрязнения попадают в сварной шов. Устранение этой переменной должно помочь вам получить нужные цвета.
При наличии загрязнения сварной шов придется полностью отрезать и начинать заново — для загрязненного титанового шва нет быстрого решения.
С этими советами и ресурсами вы должны быть на пути к успешной сварке титановых труб. Всегда консультируйтесь со своими процедурами сварки, чтобы помочь вам, а в случае сомнений — прочистить.
Консультированные ресурсы:
Американское общество сварки. AWS D10.6 / D10.6M: 2000 Рекомендуемые методы для газо-вольфрамовой дуговой сварки титановых трубопроводов и трубок Майами: Американское сварочное общество, 2000
http://www.weldcraft.com/2008/10/tig-welding-titanium-tubing/; Джек Фулсер, 2008
1 В этой статье обсуждаются общие передовые методы — всегда соблюдайте сертифицированные процедуры сварки.
TIG Сварка титана — блог Carmen Electrode ™
Газосберегающее устройство с большим соплом Arc-ZoneСнова и снова я слышу совет для женщин-сварщиков: важно быть лучшим сварщиком, которым вы можете быть, и всегда учиться. На самом деле это хороший совет, независимо от того, в какой отрасли вы работаете! Но мы знаем, что в отрасли, где доминируют мужчины, многие думают, что мы не можем этого сделать … мы должны постоянно доказывать себя.
В любом случае, один навык, который может быть ценным, — это сварка титана TIG.Титан — популярный металл, потому что он легкий, но при этом прочный и очень устойчивый к коррозии. Он популярен при сварке на море благодаря своим антикоррозийным свойствам и популярен в оборонной и авиакосмической промышленности из-за небольшого веса.
Для хорошей сварки титана вам нужно внимание к деталям, терпение и знания, и я хотел бы поделиться некоторыми ресурсами, чтобы вы начали.
Во-первых, посмотрите этот плейлист с видео о сварке, который наши друзья посетили в Arc-Zone.com собрано на YouTube:
На сайте Arc-Zone.com Джим Уотсон составил технический документ по TIG Welding Titanium, который вы можете скачать… вот некоторые основные моменты:
Качество TIG Сварка титана начинается с правильно подготовленных материалов. Вам необходимо не только удалить загрязнения с поверхности свариваемого материала, но и хранить детали в чистом и сухом месте, включая сварочную проволоку.
Ваши руки должны быть чистыми, и вам необходимо использовать перчатки без ворса при работе с материалами — избегайте резиновых перчаток, потому что они могут содержать хлор, который может загрязнить ваши материалы.
При подготовке металла используйте щетку из нержавеющей стали, которая используется только для титана, чтобы избежать перекрестного загрязнения в результате других сварочных работ.
Качество TIG-сварка титана начинается с надлежащих условий окружающей среды. Вы хотите производить сварку в зоне без сквозняков, которые могут втягивать кислород и другие загрязнения в зону сварки.
Качество Титановая сварка TIG начинается с качественного оборудования и принадлежностей для сварки TIG. Используйте широкую форсунку для сварки TIG с газовой линзой, чтобы обеспечить наилучшее газовое покрытие, защиту от следов, и убедитесь, что все фитинги и шланги подачи, изоляторы горелки и уплотнительные кольца были проверены на правильность посадки и герметичность.И покупайте газ у проверенного поставщика!
В дополнение к техническому документу по сварке TIG (.pdf) Arc-Zone предлагает обширную линейку оборудования для продувочного газа, от датчиков кислорода до высокотехнологичных принадлежностей для защитного газа и продувочных камер, чтобы вы могли сваривать титан как профессионал!
Arc-Zone также предлагает лучшие на рынке горелки для сварки TIG и лучший выбор принадлежностей для настройки горелки в соответствии с вашими сварочными задачами.
Сварочные защитные экраны
Жизнь упрощается для сварщиков, левшей или правшей
Argweld Weld Trailing Shields® разработаны для высококачественного газового покрытия титана, нержавеющей стали и других химически активных сплавов во время сварки с целью предотвращения окисления.
Разработанный для использования с самыми распространенными в отрасли сварочными горелками, наши NEW DESIGN Argweld Weld Trailing Shields® имеют новое уникальное приспособление для горелки, что означает, что сварщик может легко менять различные размеры экрана без необходимости замены сварочной горелки, а также позволяет или использование левой рукой. Посмотрите видео, демонстрирующее процесс быстрой установки держателя резака NEW . Сварщикам никогда не было так легко добиться ярких, чистых и высококачественных сварных швов с легкостью в использовании.
Они подходят для любой марки сварочной горелки TIG (GTAW) или плазменной (PAW) для ручной или автоматической сварки на плоском листе или пластине, а также на внешней или внутренней стороне труб.
Добавление недорогого Argweld Weld Trailing Shield® обеспечивает лучшее покрытие газом зоны термического влияния (HAZ), предотвращая окисление и обеспечивая более быструю сварку.
Наше имя и логотип нанесены на каждую новую защитную шайбу Argweld Weld Trailing Shield ®, поэтому вы можете быть уверены, что используемая вами защита является HFT-конструкцией, мы гарантируем качество и 100% мастерство изготовления.
HFT® владеет авторскими правами на Argweld Weld Trailing Shields ® и полными правами интеллектуальной собственности более 45 лет.
При использовании сварочного шва Argweld Weld Trailing Shields® сварные швы останутся яркими и блестящими и устранят обесцвечивание и окисление.
Argweld Weld Trailing Shields® сократит потребление газа, сэкономит на повторных работах и устранит ненужные материальные затраты из-за окисления.
Argweld Weld Trailing Shields® можно использовать для сварки нержавеющих сталей, дуплексных материалов, а также титана и любого другого свариваемого металла, где необходимо устранить изменение цвета или окисление.
Авторские права © Argweld Weld Trailing Shields ®
Свяжитесь с нами — см. Наши офисы по всему миру
ПодробнееНужны превосходные сварные швы?
Argweld Weld Trailing Shields® позволяет пользователю выполнять сварку быстрее, экономить деньги и получать яркие, блестящие сварные швы.
Argweld Weld Trailing Shield® подключается к источнику аргона, равномерно рассеивая газ без турбулентности через многослойную сетку из нержавеющей стали, встроенную в корпус экрана.Сменные боковые экраны из силиконовой резины с каждой стороны создают барьер, предотвращающий выход аргона вбок и его попадание на металл сварного шва. По мере продвижения сварочной горелки сварной шов остается под защитой от газа аргона до тех пор, пока свариваемый металл не остынет ниже температуры окисления.
Argweld Weld Trailing Shields® многоразового использования и выдерживает температуру до 230 ° C. Они предотвращают переделку, устраняют необходимость в дорогостоящей продувочной камере и обеспечивают более быструю сварку.
Подходит для сварки титановых, циркониевых, никелевых и кобальтовых сплавов, нержавеющих и дуплексных сталей и других химически активных металлов.
Argweld Weld Trailing Shields® сокращает необходимость повторных работ, снижает расход газа и снижает потери материалов за счет исключения брака сварных швов из-за окисления.
Доступны плоские модели для листовой или листовой обработки, а также профилированные модели для сварки внутренних и внешних труб, сосудов и резервуаров.
При использовании Argweld Weld Trailing Shields® сварные швы останутся яркими и блестящими без изменения цвета и окисления даже при сварке на более высоких скоростях.
Argweld Weld Trailing Shields® имеется на складе для большинства популярных размеров труб и сосудов.
Сегодня на рынке представлено много других торговых марок, похожих на нашу Argweld Weld Trailing Shields® , поэтому убедитесь, что на вашем щите нанесен логотип HFT®.
Свяжитесь с нами — см. Наши представительства по всему миру
Copyright © Argweld Weld Trailing Shields ®
Яркие, чистые, качественные сварные швы!
Наряду с новым обтекаемым дизайном, наши Argweld Weld Trailing Shields® оснащены НОВЫМ уникальным держателем горелки, что означает, что сварщик может менять местами экраны разных размеров, не меняя сварочную горелку.Сварщики также могут переключаться между работой правой и левой рукой.
Argweld Weld Trailing Shields® предназначены для использования с любыми марками сварочных горелок TIG (GTAW), MIG (GMAW) или плазменных (PAW), устанавливаемых вручную или на машине.
Эти Argweld Weld Trailing Shields® обеспечивают высококачественную газовую защиту при сварке следующих материалов:
• Сплавы титана, циркония и кобальта
• Дуплексные стали
• Нержавеющие стали
• Прочие химически активные металлы при сварке
Во время сварки Argweld Weld Trailing Shields® будет:
• Снижение расхода газа
• Снижение затрат на повторные работы
• Снижение затрат на бесполезные материалы и бракованные сварные швы из-за окисления
Каждый профилированный Argweld Приварные скользящие щиты ® изготавливаются для соответствия определенному диаметру трубы, трубки, резервуара или резервуара.
Их можно настроить как на внешнюю, так и на внутреннюю сварку.
Плоские защитные экраны Argweld ® для пластинчатых, листовых и прямоугольных резервуаров и других изделий доступны в следующих версиях:
• Малогабаритные облегченные версии для ручных сварочных горелок.
• Более крупные и немного более тяжелые версии для присоединения к автоматическим / механизированным сварочным горелкам.
Горелки, устанавливаемые как с ручным, так и с машинным креплением, обеспечивают более быструю сварку при сохранении идеальной газовой защиты.
Благодаря нашему названию и логотипу, нанесенным на каждую новую защиту Argweld Weld Trailing Shield®, вы можете быть уверены, что используемый вами щит выполнен в стиле HFT®, мы гарантируем качество и 100% мастерство. Они созданы, чтобы служить долго.
Каждая модель Argweld Weld Trailing Shield® обеспечивает идеальное газовое покрытие, плавное движение газа и отсутствие утечек. Каждая модель тщательно и индивидуально тестируется для обеспечения качества работы каждый раз. Сделано в Великобритании в соответствии с европейскими стандартами и процедурами контроля качества.
Авторские права © Argweld Weld Trailing Shields ®
Свяжитесь с нами — см. Наши офисы по всему миру
ПодробнееТехнические данные и спецификации
Argweld Weld Trailing Shields® доступны в «плоском формате» для сварки листового металла или в изогнутом формате для сварки круглых элементов, таких как трубы, трубы и сосуды.
Для ручной сварки существует одна версия «плоского формата».
Версии «изогнутого формата» подходят для труб, труб и сосудов любого радиуса диаметром до 2000 мм (80 дюймов).
Изогнутые версии имеют закругленную форму для сварки снаружи труб, труб и сосудов, а также для сварки внутри труб большого диаметра, труб и сосудов.
Для автоматических сварочных систем, в которых сварочная горелка перемещается с помощью механизма, Argweld Weld Trailing Shields® может быть длиннее и шире, чтобы обеспечить более высокие скорости сварки в автоматической системе. Они изготавливаются по спецификации (на заказ).
Нестандартные изогнутые версии также производятся по спецификации (изготавливаются на заказ), чтобы соответствовать соответствующему радиусу и форме для внутренней сварки.
Argweld Weld Trailing Shields® подходят для использования с ручными или автоматическими сварочными горелками TIG / GTAW, MIG / GMAW ** и Plasma / PAW всех марок.
При ручной сварке сварщик считает, что с этим легким и недорогим инструментом нетрудно провести его по свариваемой поверхности. Еще одним преимуществом является то, что сварочная горелка устанавливается под углом 90 ° к сварному шву.
Каждый Argweld Weld Trailing Shield® теперь имеет новую уникальную конструкцию зажима, что означает, что сварщики могут выбирать между использованием правой и левой рукой и могут легко менять различные размеры экрана, не меняя сварочную горелку.
Отдельные герметичные соединения газовых шлангов поставляются с Argweld Weld Trailing Shields® , одинарные для небольших размеров и двойные или тройные для больших размеров. (См. Индивидуальные спецификации размеров)
Внутренние поверхности сварочного шва Argweld Trailing Shields® изготовлены с несколькими слоями сетки с отверстиями разного размера, так что защитный газ для сварки широко, равномерно и медленно распределяется по свариваемой поверхности, чтобы избежать турбулентности и создания низкого давления. области давления, которые в противном случае позволили бы кислороду поступать извне.
Расходуемые уплотнения боковых стенок, изготовленные из гибкой силиконовой резины, устанавливаются на каждый Argweld Weld Trailing Shield® и могут быть легко заменены в случае сгорания или повреждения.
Силиконовый каучук устойчив к температурам до 200 ° C (392 ° F). Однако при медленной сварке на высоких токах он будет гореть и затвердевать, поэтому уплотнения боковых стенок следует рассматривать как расходные материалы.
Запасные уплотнения можно приобрести обрезанными по размеру для каждого сварного шва Argweld Trailing Shields® , или же запасной материал можно приобрести в виде непрерывной ленты по более низкой цене, чтобы пользователи могли отрезать свои собственные боковые уплотнения по длине при необходимости .
** Некоторые процессы сварки MIG / GMAW на больших токах могут быть слишком горячими для практического использования Argweld Weld Trailing Shields® .
Авторские права © Argweld Weld Trailing Shields ®
Свяжитесь с нами — см. Наши офисы по всему миру
ПодробнееArgweld® Weld Trailing Shield®
Посмотрите, что говорят наши пользователи ….
«Они идеальны. Мы сделали более 20 сварных швов, и они великолепны.Спасибо »
Джастин Кинг
«Я приобрел защитный экран HFT Argweld Weld Trailing Shield® для трубы Ø2» и могу подтвердить, что продукт действительно хорошо работает. Для этого конкретного случая нам потребовалось вручную выполнить сварку TIG сборки титановой трубы без риска попадания кислорода. Дизайн экрана дает нам идеальную форму, чтобы сварной шов производился в полном соответствии с требованиями наших клиентов.Качество и конструкция экрана также высокого качества.»
Стив Эгглтон
Пожалуйста, свяжитесь с нами по электронной почте для получения фактических имен пользователей и списков пользователей, которые можно получить отдельно.
Свяжитесь с нами — см. Наши офисы по всему миру
ПодробнееЧасто задаваемые вопросы
1.0 Каковы преимущества использования защитных экранов Argweld Weld Trailing Shields®?
Есть несколько причин, некоторые из которых:
А.Вероятность дефекта сварного шва резко снижается за счет широкого газового покрытия, удерживаемого над сварным швом в течение более длительного периода во время сварки, в то время как нагретый металл охлаждается ниже температуры окисления.
B. Сварные швы получаются светлыми и блестящими, что сводит к минимуму или исключает шлифовку и очистку после сварки.
C. Зоны термического влияния сварного шва остаются чистыми при использовании Argweld® Weld Trailing Shields® из-за очень широкого газового покрытия.
D. Сварщики могут сваривать быстрее из-за дополнительного времени, в течение которого сварной шов остается покрытым инертным газом при использовании защитных экранов Argweld Weld Trailing Shields®.
E. Значительное сокращение производственных затрат за счет уменьшения объема очистки шва после сварки и уменьшения количества дефектов при использовании защитных экранов Argweld Weld Trailing Shields®.
2.0 Могу ли я использовать защитные экраны Argweld Weld Trailing Shields® для нержавеющей стали, а также титана и циркония?
Да, защитные экраны Argweld Weld Trailing Shields® чрезвычайно ценны для всех видов нержавеющей стали, дуплексной стали и других легированных сталей, а также для титана, циркония и всех сплавов никеля и кобальта.
3.0 Могу ли я купить Argweld Weld Trailing Shield® длиннее или шире?
Да. Защитные экраны Argweld Weld Trailing Shield® предназначены для двух способов использования:
A. Для ручной сварки, когда они легкие и с которыми легко манипулировать сварщиком, если к сварочной горелке прикреплен Argweld Weld Trailing Shield®.
Б. Для сварочных автоматов.
Для автоматических сварочных аппаратов, где вес и размер менее важны, доступны защитные экраны Argweld Weld Trailing Shields® с более длинными и широкими размерами, чтобы обеспечить гораздо более высокие скорости сварки и более горячие сварные швы, где требуется больший газовый охват для получения чистого без дефектов. сварные швы.
4.0 Можно ли использовать Argweld Weld Trailing Shields® с любой сварочной горелкой?
Argweld Weld Trailing Shields® разработаны и поставляются с универсальным кольцевым зажимом с червячным приводом, который открывается и закрывается вокруг любого сопла защитного газа на любом ручном или механизированном резаке для сварки TIG (GTAW), MIG (GMAW) или плазменной резки (PAW).
5.0 Можно ли сваривать плоский лист и лист с помощью Argweld Weld Trailing Shields®?
Да, одним из продуктов Argweld® является плоская сварочная шайба Argweld Weld Trailing Shields®, которая доступна в качестве принадлежности для ручных сварочных горелок, а другая плоская версия — для сварочных горелок, устанавливаемых на машину.
6.0 Можно ли сваривать внешнюю поверхность труб и сосудов с помощью защитных экранов Argweld Weld Trailing Shields®?
Да, на складе имеются защитные экраны Argweld Weld Trailing Shield® для большинства популярных размеров труб и сосудов. Просто сообщите нам диаметр вашей трубы или емкости, и мы предоставим точное соответствие.
7.0 Можно ли сваривать внутренние поверхности труб и сосудов с помощью защитных экранов Argweld Weld Trailing Shields®?
Да, для тех, кто выполняет сварные швы на внутренней стороне труб и сосудов, мы производим защитные экраны Argweld®Weld Trailing Shield® с внутренним радиусом, соответствующим точному диаметру выполняемого сварного шва.
8.0 Из чего сделаны прокладки бокового экрана и какую температуру они выдерживают?
Прокладки бокового экрана изготовлены из силиконовой резины, устойчивой к температуре до 200 ° C (392 ° F). Это недорогие расходные материалы, которые после сгорания можно заменить.
9. Подходят ли защитные экраны Argweld Weld Trailing Shield® для правой или левой руки?
Каждая сварочная шайба Argweld Weld Trailing Shields® оснащена новым уникальным приспособлением для горелки, что означает, что сварщик не только может легко менять различные размеры экрана, не меняя сварочную горелку, но и уникальная конструкция зажима означает, что экраны могут использоваться как правильно, так и под рукой. .
Авторские права © Argweld Weld Trailing Shields ®
Свяжитесь с нами — см. Наши офисы по всему миру
ПодробнееИнформация о доставке, вес и размеры
Таможенный тариф:
Европейский таможенный тариф: 8205 5980
Международный таможенный тариф: 8205 5980 00
Таможенный тариф США: 8515 90 2000
Таможенный тариф Канады: 8515 90 2000
Коды и размеры продуктов:
Защитные экраны Argweld Weld Trailing Shield® от 1 до 8 дюймов (исключая 7 дюймов) доступны для немедленной доставки.
Большие партии производятся партиями и обычно всегда доступны на складе.
Размеры («) указывайте при заказе.
Защитные экраны Argweld®Weld Trailing Shield® размером более 8 дюймов (включая 7 дюймов) производятся по заказу и подлежат доставке в течение 5–10 рабочих дней.
Argweld Weld Trailing Shields®
| Деталь № | ОПИСАНИЕ ПРОДУКТА |
| ATS100 («) Укажите размер ATS200 («) ATS300 («) ATSF001 ATSF002 | Argweld Weld Trailing Shields® для ручной сварки СНАРУЖИ труб и резервуаров. Укажите требуемый диаметр, цену за штуку для всех диаметров. Argweld Weld Trailing Shields® для ручной сварки ВНУТРИ труб и сосудов. Argweld Weld Trailing Shield® для АВТОМАТИЧЕСКИХ сварочных аппаратов. ПЛОСКАЯ или ИЗГИБНАЯ в зависимости от номинального диаметра. Argweld Weld Trailing Shields® FLAT для ручных сварочных горелок. Argweld Weld Trailing Shields® FLAT SMALL для ручных сварочных горелок длиной 40-50 мм. |
Запасные части и принадлежности
| Деталь № | ОПИСАНИЕ ПРОДУКТА |
| Уплотнения из силиконовой резины, универсальные, жесткие или мягкие, по желанию. Цена по метрам. |
Авторские права © Argweld Weld Trailing Shields ®
Свяжитесь с нами — см. Наши офисы по всему миру
Подробнее
Copyright © Argweld Weld Trailing Shields ®
ПодробнееCopyright © Argweld Weld Trailing Shields ®
Подробнее Свидетельство о регистрации — все права защищены Huntingdon Fusion Techniques HFT®
Huntingdon Fusion Techniques HFT® была основана в 1975 году и на момент написания этой статьи исполнилось 45 лет.
ВСЕ Авторские права и Права интеллектуальной собственности являются исключительной собственностью Huntingdon Fusion Techniques HFT® для Argweld Weld Trailing Shields® с 1975 года.
Huntingdon Fusion Techniques HFT® придумал эту фразу и разработал название Weld Trailing Shields. Мы обладаем полной защитой и правом собственности на Copyright ©, включая, помимо прочего, относящиеся к ним термины, и как таковые зарегистрированы в Ведомстве интеллектуальной собственности.
Наряду со всеми другими нашими зарегистрированными товарными знаками, Huntingdon Fusion Techniques HFT® создала название «Weld Trailing Shield» для своих продуктов, которые непосредственно прикрепляются к сварочным горелкам, чтобы предотвратить контакт воздуха с расплавленной сварочной ванной до тех пор, пока она не затвердеет. Пример нашего уведомления о продлении показан ниже в Свидетельстве о регистрации от 2013 .
Соответственно, HFT имеет регистрационные свидетельства от властей Великобритании, ЕС и США для терминов « Argweld®» и «Argweld Weld Trailing Shields®» и . Все авторские права © принадлежат Huntingdon Fusion Techniques HFT® .
В случае, если какая-либо компания предоставит вам или попытается предоставить вам продукт для присоединения к сварочной горелке, чтобы защитить расплавленную сварочную ванну от воздействия воздуха, чтобы предотвратить окисление и обесцвечивание, убедитесь, что на ней есть HFT ® подлинный оригинальный брендинг на продукте, а также на упаковке.
Если продукт не был поставлен напрямую HFT или одним из наших «Уполномоченных дистрибьюторов», как указано на нашем веб-сайте, сообщите нам о таком происшествии, чтобы мы могли предпринять соответствующие юридические действия.
Copyright © Argweld® Weld Trailing Shields ®
Баллоны с аргоном и аргоном / CO2 для сварки
Защитный газ, который вы используете при сварке, оказывает большое влияние на качество конечного продукта. Несоответствие защитного газа может привести к разбрызгиванию, окислению и дефектам сварных швов.Кроме того, выбор подходящего защитного газа может занять много времени и сбить с толку из-за сложных предложений, включающих слишком много вариантов. Благодаря пяти готовым к сварке чистым газовым смесям аргона и аргона, превышающим требования допусков AWS A5.32 / ISO 14175, ARCAL упрощает выбор защитного газа и обеспечивает вас высококачественным газом, необходимым для получения более качественных сварных швов. В отличие от других защитных газов, ARCAL не тратит впустую газ, время и деньги, сводя к минимуму риски для безопасности. Защитные газы ARCAL также доступны в нескольких режимах подачи в соответствии с вашими потребностями.
Какие у вас проблемы?
Смотреть преимущества ARCAL в действии
Наша краткая линия ARCAL Reference состоит из пяти готовых к сварке смесей чистого аргона и сварочного газа аргона.ARCAL предлагает непревзойденную простоту, производительность, надежность и постоянство в каждом из наших пяти профессионально разработанных газов, основанных на исследованиях, полученных в результате более 400 сварочных испытаний, независимо от того, смешиваются ли ваши газы на месте или доставляются.
Смотреть преимущества ARCAL в действии
Справочная линия ARCAL
Нажмите на значки, чтобы узнать больше:
ARCAL Prime
Чистое решение
ARCAL Prime
Чистое решение
ARCAL Chrome
Великолепный выбор
ARCAL Chrome
Великолепный выбор
ARCAL Speed
Productivity Plus
ARCAL Speed
Productivity Plus
ARCAL Force
Мощные результаты
ARCAL Force
Мощные результаты
ARCAL Flux
Стабильные результаты
ARCAL Flux
Стабильные результаты
Идеальное решение для сварки TIG и MIG всех материалов
Состав и характеристики
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
I1-Ar (2011) - AWS A5.32 SG-A (1997R2007)
Преимущества ARCAL Prime
- Высококачественный сварной шов
- Универсальный корневой сварочный аппарат
- Все материалы, даже титан
- Превосходная прочность сварного шва
Процессы и материалы
- TIG (GTAW) / PAW
- Сталь
- Нержавеющая сталь
- Алюминий
- Никель
- Титан и др.
- MIG (GMAW) / GMAW-P (импульсный)
Отличный выбор для сварки MIG нержавеющей стали
Состав и характеристики
- 98/2 (Ar / CO 2 )
- Допуск на смешивание ± 0.5% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M12-ArC-2 (2011)
Преимущества ARCAL Chrome
- Качество сварки для всей нержавеющей стали
- Чистый вид, небольшое количество брызг
- Сварка во всех положениях
- Пайка MAG
Процессы и материалы
- MIG (GMAW) нержавеющая сталь
- Короткое замыкание
- Спрей
- Импульс
- MIG (GMAW) никель
Productivity plus для высокоскоростной сварки углеродистой стали
Состав и характеристики
- 92/8 (Ar / CO 2 )
- Допуск на смешивание 0.5% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M20-ArC-8 (2011) - AWS A5.32 SG-AC-8 (1997R2007)
Преимущества ARCAL Speed
- Высокая производительность и скорость
- С низким уровнем разбрызгивания и дыма
- Проволока сплошная и порошковая
- Импульсная сварка
Процессы и материалы
- Стальные приложения GMAW
- Стали углеродистые (нелегированные и низколегированные)
- Толщина материала от 1/8 дюйма до 1/4 дюйма или равная
Эффективные результаты при сварке MIG тяжелых конструкций:
Состав и характеристики
- 82/18 (Ar / CO 2 )
- Допуск на смешивание 0.9% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-18 (2011) - AWS A5.32 SG-AC-18 (1997R2007)
Преимущества ARCAL Force
- Высокий допуск
- Тяжелые, толстые материалы
- Допуск к поверхностному загрязнению
- Проволока сплошная и порошковая
Процессы и материалы
- Стальные приложения GMAW
- Короткое замыкание
- Спрей
- Импульс
- Толщина материала, равная или превышающая 3/16 дюйма
Стабильные результаты сварки FCAW, MCAW и MIG
Состав и характеристики
- 75/25 (Ar / CO 2 )
- Допуск смешивания
1.25% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-25 (2011) - AWS A5.32 SG-AC-25 (1997R2007)
Преимущества ARCAL Flux
- Стабильные результаты для порошковой проволоки
- Отлично подходит для сварки коротким замыканием
- Сварка открытой корневой трубы
Процессы и материалы
- FCAW
- Сталь (E71T-1)
- Нержавеющая сталь (E308LT-1)
- Сплошной провод MIG (GMAW)
- Сталь до 3/16 дюйма
ARCAL Prime
Чистое решение
ARCAL Prime
Чистое решение
Идеальное решение для сварки TIG и MIG всех материалов
Состав и характеристики
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
I1-Ar (2011) - AWS A5.32 SG-A (1997R2007)
Преимущества ARCAL Prime
- Высококачественный сварной шов
- Универсальный корневой сварочный аппарат
- Все материалы, даже титан
- Превосходная прочность сварного шва
Процессы и материалы
- TIG (GTAW) / PAW
- Сталь
- Нержавеющая сталь
- Алюминий
- Никель
- Титан и др.
- MIG (GMAW) / GMAW-P (импульсный)
ARCAL Chrome
Великолепный выбор
ARCAL Chrome
Великолепный выбор
Отличный выбор для сварки MIG нержавеющей стали
Состав и характеристики
- 98/2 (Ar / CO 2 )
- Допуск на смешивание ± 0.5% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M12-ArC-2 (2011)
Преимущества ARCAL Chrome
- Качество сварки для всей нержавеющей стали
- Чистый вид, небольшое количество брызг
- Сварка во всех положениях
- Пайка MAG
Процессы и материалы
- MIG (GMAW) нержавеющая сталь
- Короткое замыкание
- Спрей
- Импульс
- MIG (GMAW) никель
ARCAL Speed
Productivity Plus
ARCAL Speed
Productivity Plus
Productivity plus для высокоскоростной сварки углеродистой стали
Состав и характеристики
- 92/8 (Ar / CO 2 )
- Допуск на смешивание 0.5% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M20-ArC-8 (2011) - AWS A5.32 SG-AC-8 (1997R2007)
Преимущества ARCAL Speed
- Высокая производительность и скорость
- С низким уровнем разбрызгивания и дыма
- Проволока сплошная и порошковая
- Импульсная сварка
Процессы и материалы
- Стальные приложения GMAW
- Стали углеродистые (нелегированные и низколегированные)
- Толщина материала от 1/8 дюйма до 1/4 дюйма или равная
ARCAL Force
Мощные результаты
ARCAL Force
Мощные результаты
Эффективные результаты при сварке MIG тяжелых конструкций:
Состав и характеристики
- 82/18 (Ar / CO 2 )
- Допуск на смешивание 0.9% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-18 (2011) - AWS A5.32 SG-AC-18 (1997R2007)
Преимущества ARCAL Force
- Высокий допуск
- Тяжелые, толстые материалы
- Допуск к поверхностному загрязнению
- Проволока сплошная и порошковая
Процессы и материалы
- Стальные приложения GMAW
- Короткое замыкание
- Спрей
- Импульс
- Толщина материала, равная или превышающая 3/16 дюйма
ARCAL Flux
Согласованные результаты
ARCAL Flux
Стабильные результаты
Стабильные результаты сварки FCAW, MCAW и MIG
Состав и характеристики
- 75/25 (Ar / CO 2 )
- Допуск смешивания
1.25% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-25 (2011) - AWS A5.32 SG-AC-25 (1997R2007)
Преимущества ARCAL Flux
- Стабильные результаты для порошковой проволоки
- Отлично подходит для сварки коротким замыканием
- Сварка открытой корневой трубы
Процессы и материалы
- FCAW
- Сталь (E71T-1)
- Нержавеющая сталь (E308LT-1)
- Сплошной провод MIG (GMAW)
- Сталь до 3/16 дюйма
Для специальных применений — техническая линейка ARCAL
Если ваше приложение требует специальной смеси с жесткими характеристиками, наша линейка ARCAL Technical предлагает индивидуальные, согласованные и высокоэффективные сварочные газовые смеси.
При поддержке более 60 экспертов Advanced Fabrication мы поможем вам найти смесь, которая наилучшим образом соответствует вашим потребностям. Связаться с экспертомСвязаться с экспертом
ARCAL доступен в цилиндрах, оснащенных SMARTOP ™ или EXELTOP ™, в пакетах цилиндров или в жидкой форме. Мы поставляем ARCAL и другие защитные газы для сварки в различных режимах подачи, обеспечивающих качество, безопасность, постоянство и простоту использования при любых потребностях.
.