Cварка оцинковки- как она осуществляется.
кузнечное дело и сварка
Стоит также посмотреть статью о том, как правильно варить инвертором.
—————
Оцинкование является одним из лучших способов защиты стали от коррозии. Данный метод чрезвычайно широко распространен для защиты самых различных металлических изделий. Среди таких изделий могут всевозможные металлические каркасы, трубы, сооружения и т. д.
К преимуществам данного метода, о которых недавно писал промышленный портал России, относится также сравнительная технологическая легкость обработки поверхностей металлических предметов. При этом существуют три основных способа нанесения цинка на металл. Это напыление, нанесение электрохимическим способом, а также погружением металлического предмета в ванну с расплавленным цинком. Независимо от способа нанесения, самым главным параметром является толщина слоя, который при нанесении образовался на поверхности изделия. Именно от этого зависит степень защищенности поверхности металла от коррозии, а также от механических повреждений. Об этом свидетельствует, например, и то, что при сертификации оцинкованной продукции принимается во внимание именно данный показатель за качество изделия. Как правило толщина слоя цинка составляет от 3 до 150 микрон. Этого обычно достаточно для надежной защиты от различных воздействий.
Очень часто требуется сварка оцинковки. Она осуществляется различными методами. Одной из наиболее распространенных является дуговая сварка. При этом цинк разогревается до определенной температуры, а затем сплавляется. Однако, при этом, необходимо учитывать то, что сварка в данном случае имеет свои особенности, которые обусловлены техническими характеристиками цинка. Прежде всего, цинк ухудшает качество сварного шва, поэтому температура должна достаточно высокой, чтобы хорошо проплавить металл и сварной шов был прочным и надежным. В ряде случаев будет целесообразно зачистить место, где будет сварной шов от цинка.
Смотрите также:
обучение на кузнеца
ковка- книги
защитные маски сварочные
оборудование для кузницы
Художественная ковка и литье Москвы
Сварка оцинковки: как электродом по металлу?
Металлические изделия покрываются цинком для защиты от окисления, потому что аналогичные оксиды имеют довольно прочную структуру с минимумом микропор, через которые влажность и кислород не могут оказывать воздействие на структуру конструкции.
Сварка оцинковки для исполнителей, не имеющих специальной подготовки, является сложным процессом.
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться,
- пары проникают в металл детали и нарушают её структуру,
- испарения влияют на качество шва.
Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
Удаляем внешнее покрытие
Лучший вариант — механическим способом удалить цинковую плёнку абразивными материалами. Термический вариант способствует выделению ядовитых паров, подходит и химический способ удаления, но нужно при этом действовать аккуратно, чтобы сильно не расширять зону очистки.
Оголённые участки оцинкованного металла рядом с наложенными швами при дальнейшей эксплуатации будут подвергаться воздействию коррозии, что негативно влияет на всю конструкцию.
Способы соединения
При помощи полуавтоматического оборудования
Как же надо варить оцинковку полуавтоматом — следует правильно подобрать присадочный материал, содержащий медь вместе с определёнными металлами, например, Al, Si или Mn. От их соотношения зависит лёгкость и прочность сварки изделия, которая напоминает пайку — нет разбрызгивание металла, а для стабильности сварочного процесса более тщательно подбирается источник питания и режимы регулировки.
Точечный метод
В автомобилестроительной индустрии используют покрытую цинком ПНП-сталь (Пластичность, Наведенная Превращением), которая соединяется при помощи точечной сварки. На конвейерах устанавливается автоматическое оборудование, которое приваривает листовую сталь к каркасу будущего автомобиля. Место сварки обладает повышенной прочностью.
Автоматы инверторного типа используют импульсы трёх типов:
- разогрев зоны будущего воздействия,
- режим сварки,
- термическая обработка полученного соединения.
Основной износ происходит на конце каждого электрода, а оператор, используя автоматику, корректирует режим сварки, что в ручной технологии сделать практически невозможно.
Применение флюса
Труба зачищается и обезжиривается снаружи и внутри, затем окончания труб прогревают на расстояние не менее 20 см от края — такая методика касается толстостенных труб, изделия с меньшей толщиной соединяются без дополнительной обработки торцов. Флюс прогревается до полужидкого состояния, наносится толстым слоем, поэтому его расход вдвое больше.
Главная задача такой защиты — ликвидировать избыток тепловой энергии, не допускать кипения и испарения цинка. После окончания сварки излишки флюса удаляются с поверхности металлической щёткой и водой, но надо действовать без излишнего усердия, чтобы не повредить цинковое покрытие.
Электродуговая технология
Как варить оцинковку электродом, для этого применяют электроды, подборка которых зависит от марки основного металла: например, если сталь с низким содержанием углерода, то нужны с покрытием из рутила — ОЗС4 или МР3, а для остальных применяют обычное покрытие — типа ДСК50 или УОНИ 13/55.
А. Н. Теплицкий, образование: ПТУ, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Чтобы правильно сварить изделия, покрытые цинком, нужен опыт аналогичных работ. Кроме покрытия электродов на мощность дуги оказывает влияние диаметр, например, слишком толстые прутки прожигают конструкцию, а не сваривает металл».
Особенности соединения тонкостенных труб
Чем надо варить такой оцинкованный металл, если использовать тонкие электроды, то вряд ли получится прочное шовное соединение. Рекомендуется использовать аналоги с диаметром от 2 до 3 мм, но надо учитывать и скорость проводки электрода
Другие методы
Сварка оцинкованного металла по различной методике имеет индивидуальные особенности, которые нужно знать каждому исполнителю. Прежде чем отдать предпочтение определенному сварочному аппарату, надо изучить нюансы сварки оцинкованного металла:
- шов выполняется методом наплыва,
- оцинковка с толщиной стенок более 4 мм требует предварительной обработки,
- сварка производится только поэтапно, небольшими участками,
- швы требуют обработки специальными средствами от ржавчины.
Какие применять электроды и оборудование полностью зависит от опытности сварщика, для использования разных методов сварки оцинкованного металла требуются определённые навыки, да и правильно выставить силу тока без большого опыта у новичков не получится. Идеальный вариант для начинающего сварщика — это использовать инвертор или полуавтоматический аппарат.
Подбираем электроды
Для сварки по оцинковке необходимы специальные электроды, выбор которых непосредственно зависит от структуры основного металла изделия. При формировании шва надо снижать скорость сварки на 20% и повышать силу тока на 10—15 А, а движения электродом должны быть возвратно-поступательного вида, что предотвратит предварительное выгорание цинка.
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.
Излишки флюса удаляются сразу после окончания сварочного процесса.
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Загрузка…Сварка тонкостенных труб инвертором
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.

- Сварочный процесс.
- Зачистка швов.

Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.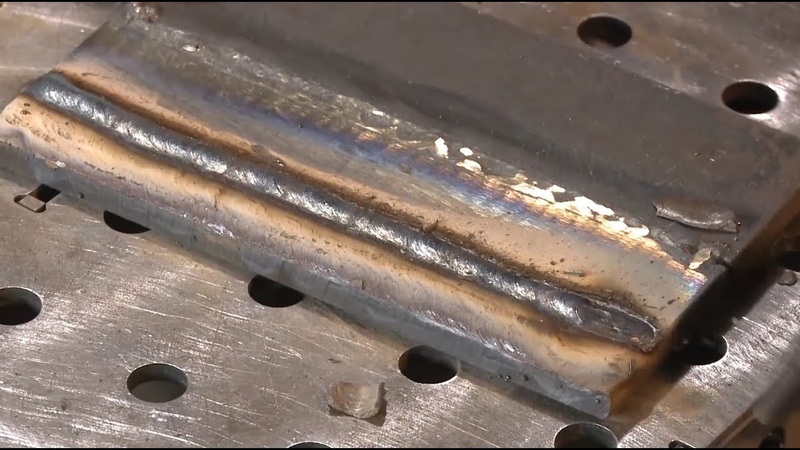
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь.
 Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Контактная” сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
После остывания осуществляют оформление чистового шва.
>
Как сварить тонкий металл. Как варить инвертором тонкий металл – наши советы
Электроды для сварки существенно облегчили жизнь человека, и создали массу полезных и надежных вещей методом «сваривания швов» между двумя металлическими деталями. На самом деле, электрод имеет предельно простую конструкцию — это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
- Неметаллические.
- Металлические.
Это самое важное дифференцирование и уже из этой особенности выводятся следующие типы. К примеру, неметаллические сварочные стержни могут быть только неплавящимися, так как их изготавливают из графита или угля. В отличие от них, металлические электроды могут быть плавящимися и неплавящимися. Об этом более детально и в скором времени вы сможете определить самостоятельно какими электродами варят какие металлы.
О классификации металлических электродов.
Металлические электроды могут подразделяться на два вида:
- Плавящиеся.
- Неплавящиеся.
Материал для изготовления первого типа металлических электродов — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Главная область применения данных электродов — это защитная газовая сфера, плазменная резка и сварка, которые требуют огромных температур, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют сварочную проволоку трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В наше время покрытые сварочные электроды (рис.1) находятся в большем ассортименте, чем не покрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное множество материалов, но разделяются всего на несколько типов:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
Непокрытые сварочные стержни — это прообраз современных электродов, и его использовали в самом начале развития технологии сварочных приборов. На сегодняшний день, непокрытый электрод имеет область применения в защитной газовой среде.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом покрытий электродов является кислое вещество на основе оксидов кремния, железа и марганца. Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Следующий тип стержней — это электроды марки Э42, а также Э46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получим превосходный рутиловый стержень для работы с полуспокойной и спокойной сталью. Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
А, к примеру, электроды с основным покрытием производят с помощью нанесения на поверхность стержня фтористых и карбонатных соединений. Главная область применения — это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний тип покрытых электродов — это стержни с целлюлозным веществом в состав, которого входят натуральные органические составы, среди которых важнейшим является целлюлоза. Главная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция будет на «земле», а также и на весу или сверху вниз, что является достоинством данных электродов. По ГОСТу эти стержни можно отыскать под таким наименованием: Э50, Э46, Э42.
Для того, чтобы точно узнать какими электродами варят какие металлы, рекомендуем перед покупкой сварочных стержней детально ознакомиться с инструкцией и описанием на упаковке, потому что стержни для сваривания цветного металла нельзя использовать для сварки чугуна или стали. Для подробной консультации обращайтесь к продавцу.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.

Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Основные правила
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть .
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную . С ее помощью можно контролировать качество шва без остановки процесса.
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Полярность
Электроды следует подключить к положительной клемме. Таким образом на поверхность металла не будет оказываться избыточная термическая нагрузка. Используя такое подключение, можно получить качественный широкий шов с неглубокой проплавкой.
Положение
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры.
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
Сварка тонкого металла электродом оказывается нелегким процессом, так как главной проблемой здесь выступает вероятность сделать дыру в детали, когда из-за большой силы тока металл просто выгорит. Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.
Сварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но при этом надежность может уступать другим способам. В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.
Другие также подвергаются таким негативным факторам, но этот является наименее защищенным. Здесь необходимо применение тонких электродов, которые будут иметь соответствующую обмотку и материал, выполняющий требования технологии сваривания того или иного металла. Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Недостатки
В качестве недостатков можно выделить такие свойства как:
- Необходимость в использовании дополнительных крепежей, чтобы детали оставались на своем месте во время процесса и не смещались;
- В оборудовании должна иметься тонкая регулировка при работе с низкими параметрами силы тока, чтобы можно было точно подобрать режим;
- Необходимо предельно точное следование заданным режимам, чтобы не испортить детали;
- Количество появления бракованных швов тут статистически выше, чем при работе с толстым металлом;
- Нужно ответственно подходить к выбору защитного покрытия электрода, чтобы увеличить безопасность при сваривании, что уже зависит от того, какие марки металла в данном случае используются;
- Для работы требуется иметь достаточный опыт в этой сфере.
Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная , так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.

Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла , если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный . Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы проводить в специальной защитной одежде, которая убережет от разбрызгивания металла. Также следует использовать специальные инструменты для переноса горячих и раскаленных деталей.
Комментариев:
- Роль опыта в сварке инвертором
- Сварка тонкого металла инвертором: советы опытных мастеров
- Подбор электродов для сварки тонкого металла
- Некоторые выводы для желающих овладеть сваркой тонкого металла
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, – к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.
Роль опыта в сварке инвертором
Сварка инвертором – это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
Вернуться к оглавлению
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Вернуться к оглавлению
Подбор электродов для сварки тонкого металла
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Мелкий сварочный инвертор ZX7-200 на 200 Ампер.
Всем привет! Помню гадали где-то в комментариях насколько честные характеристики указаны для данной модели, после чего я ее и заказал на посмотреть, в случае несоответствия ведь можно было написать в саппорт и вернуть часть и без того небольшой стоимости. Если вкратце — 4 мм электроды «тянет», но я пользуюсь в основном «тройками». Весит полтора килограмма, на плече почти не ощущается, а благодаря хорошему принудительному обдуву, радиаторы и корпус едва нагреваются.Под катом тесты и внутренний мир.
Характеристики
Модель: ZX7-200
Цвет: Желтый
Материал: Металл и ABS
Входное напряжение: 220В
Частота: 50-60Гц
Ток: 20-200А при 20.8-28В
Номинальная продолжительность нагрузки: 60% (Rated load duration)
Класс защиты: IP21S
* Защита от проникновения внутрь корпуса пальцев и твердых тел диаметром более 12 мм.
* Капли воды, падающие вертикально, не оказывают вредного воздействия на изделие.
Размеры: 190 x 120 x 85 мм
Длина ремешка: 1.
8 МетраРекомендуемая толщина электродов: до 3.2 мм
Рекомендуемая толщина заготовки: 2-6 мм
Распаковка и внешний вид.
Серый пакет
Картонная коробка со скромным принтом
Характеристик не нашел
В комплекте сам инвертор, инструкция, два коннектора и ремешок для переноски
На верхней части корпуса немного предупреждений
С боков лого и шторки обдува, поток воздуха направлен вниз
На лицевой стороне регулятор тока, шторки выдува, индикатор работы и два гнезда для подключения проводов
Сзади выключатель и 80 мм вентилятор, работающий на вдув
Снизу так же есть подобие вентиляционных отверстий в нужных местах и наклейка с характеристиками
Шнур питания всего метр, две жилы
Коннекторы. В ближайшем магазине докупил по полтора метра нормального кабеля
Вот так всё это дело выглядит в сборе
Вес без проводов всего 1.3 кг
Тесты
Внимание! Автор не является профессионалом в данной области, а всего лишь иногда в силах скрепить несколько железяк друг к другу, так что прошу сильно не тыкать носом в ошибки при работе с данным инструментом и не придираться к качеству швов — мы тут просто смотрим как работает сабж.
У меня были только 3 мм электроды, поэтому сначала диапазон регулировки проверил на них
Начал с 20 Ампер. Думал электрод будет просто «прилипать», но нет, дуга образовалась и процесс пошел
100 Ампер. Как по мне, оптимально.
150 Ампер. Электрод заканчивается быстрее )
200 Ампер уже явно многовато, металл 5 мм, будь он тоньше, начал бы прожигать
Результат поближе, слева направо(20-100-150-200)
В описании написано использовать электроды не крупнее 3.2 мм, но ведь при 200 Амперах можно взять и 4 мм, этот момент и насторожил, при чем не только меня. Пытался найти ветку комментариев, но что-то не получилось.
Ну да ладно, нашел я «четверку», судя по всему, еще советских времен
Выкрутил ток на максимум. Может показаться, что дуга хуже, чем на «тройке», но это потому что я додумался зажать диафрагму, чтобы кадр не засвечивало. Процесс идет нормально, без залипания.
Ну и результат
Насчет нагрева сложно что-то говорить, т.к. радиаторы находятся внутри корпуса и без внешней крышки система охлаждения уже не будет работать как положено. После тестирования корпус был едва теплый, тепловизор показал 32 градуса на выходе сбоку, вентилятор нагрелся немного больше, самым горячим оказался радиатор диодов, около 39 градусов. Да, после продолжительной работы температура явно поднимется, но вряд ли до критичных отметок.
С измерением тока тоже как-то не задалось. Использовал MASTECH MS2108S, которые адекватно отображали данные при 600 Амперах, но тут что-то пошло не так. При любом положении регулятора клещи выдавали превышение диапазона.
При переключении на «переменку» они пришли в себя, но в момент дугообразования ток совсем падал
Расчлененка
8 шурупов и верхняя часть корпуса снимается. Первое что бросилось в глаза — вместо двух небольших установлен один крупный конденсатор на 680 мкФ, 400В. Так же как на картинках в описании.
Так же обратил внимание на перемычку, вместо установки джампера просто спаяли два вывода
Пайку нельзя назвать аккуратной, но флюс отмыли хорошо. Минусовой контакт прижат к площадкам платы с двух сторон
Плюсовой прикручен к радиатору
Кстати, вот катушка поближе
Рядом с ней что-то, похожее на амперметр
К основной плате припаяна дополнительная
Все контроллеры залиты непрозрачным компаундом, так что маркировка неразборчива
Пройдемся по радиаторам. Их всего три.
На верхнем виднеется диодный мост в компаунде и транзистор BT40T60
На нижнем радиаторе под ним еще такой же, не смог рассмотреть вторую сторону
Ну и на радиаторе плюсового выхода установлены четыре диода D92-02. Два сверху
И два снизу
Итоги
+ Основное достоинство это размер и вес.
 Помню как в прошлом году варили навес моделью классического размера, стоя на стремянке — то еще удовольствие. Пришлось докупать длинные провода, чтобы не таскать ее на себе. С сабжем такой проблемы не было бы, полтора килограмма на плече не ощущаются. Вот только провода взял по полтора метра, как по мне длинноваты для такого малыша, метра хватило бы как раз для работы на расстоянии вытянутой руки.
Помню как в прошлом году варили навес моделью классического размера, стоя на стремянке — то еще удовольствие. Пришлось докупать длинные провода, чтобы не таскать ее на себе. С сабжем такой проблемы не было бы, полтора килограмма на плече не ощущаются. Вот только провода взял по полтора метра, как по мне длинноваты для такого малыша, метра хватило бы как раз для работы на расстоянии вытянутой руки.+ Мощность соответствует заявленной, электроды не «залипают», есть защита от КЗ, но этим наверное уже не удивить. Можно было еще постараться найти 5 мм электрод, но в характеристиках вообще рекомендовали ограничиваться 3.2 мм, да и для домашних нужд вряд ли их кто-то будет использовать, я вообще в основном «тройкой» пользуюсь или меньше, если деталь тонкостенная.
В комплекте только инвертор и коннекторы, провода и маску придется докупать. Но комплектное барахло обычно сразу меняют на что-то более вменяемое, так что возможно экономия оправдана.
Ну и минимальный порог в 20 Ампер высоковат для кузовного металла — немного зазевался и получил дыру. Возможно это у меня опыта очень мало, но при 10 Амперах на другой модели было проще, так что минус тоже под вопросом.
Купон просить не стал, т.к. акцию продлили до конца 13 годовщины Banggood и ценник сейчас довольно неплох.
Участникам клуба ненависти «Максипост» рекомендую выбрать доставку Air Parcel Register вместо директа — полтора доллара переплаты, зато будет нормальная служба доставки )
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
Сварка полуавтоматом для начинающих тонкого металла. Как научиться варить полуавтоматом без помощи специалистов
ГлавнаяПолСварка полуавтоматом для начинающих тонкого металлаСварка тонкого металла инвертором и электродом: технология, видео
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т. д.
д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall.ru
требования к оборудованию и технике сварки (видео)
На сегодняшний день сварочное дело имеет широкое распространение. Этот метод скрепления различных деталей или конструкций между собой с большим успехом используется уже много десятилетий. Трудно представить себе такие отрасли промышленности, как металлургическая и машиностроительная, без сварочного дела. Подобные работы применяются и в частном строительстве. С каждым годом процесс сварки совершенствуется. В настоящее время используется не только ручной вид сваривания, но и полуавтоматический и даже автоматический. Многие не знают, как научиться варить полуавтоматом.
От качества скрепления деталей с помощью сварки зависит безопасность и качество металлических конструкции.
Сварочные работы являются очень ответственным видом работ. От качества скрепления деталей зависит прочность и безопасность всей конструкции. Сварка полуавтоматом отличается от ручной тем, что она в значительной степени облегчает процесс и позволяет улучшить качество сварного шва. Сварка полуавтоматом надежна и качественна. Нередко она осуществляется в среде инертных газов. Не умеющий сваривать детали человек должен знать основные этапы работы, а также правила техники безопасности при обращении с оборудованием. Рассмотрим более подробно основные требования к оборудованию и технике сварки.
Что представляет собой сварка полуавтоматом
Схема устройства сварочного полуавтомата.
Чтобы научиться варить полуавтоматом, необходимо знать принцип работы. Данный вид сварочных работ является разновидностью электродуговой сварки. Металл нагревается и расплавляется под воздействием большого количества энергии, которая образуется в процессе работы оборудования. В результате этого участок около сварочной дуги начинает плавиться. После того как сварочная ванна остынет и металл затвердеет, формируется так называемый сварной шов. От его качества зависит прочность соединения деталей.
Если при простой дуговой сварке основной составляющей были электроды, то здесь должен быть и второй компонент — инертный газ. Зачем при сварке полуавтоматом необходим газ? Все дело в том, что в ходе работы сварной шов подвергается воздействию кислорода. Все это способствует образованию окислов, которые в значительной степени ухудшают прочность и надежность конструкции. С помощью инертных газов удается улучшить качество сварного шва. Чаще всего используются такие газы, как углекислый или аргон. Сварка может протекать с использованием активного или инертного газа.
Варить автоматом можно только с помощью электродов (сварной проволоки). В процессе нагрева электрод начинает плавиться и постепенно перемешивается с расплавленным металлом детали. Электрод подается на деталь при полуавтоматической сварке с определенной скоростью. Человек, который занимается данной работой, должен контролировать процесс и скорость подачи проволоки.
Организация сварочных работ
Схема классификации сварных швов.
Чтобы научиться хорошо варить полуавтоматом, необходимо иметь оборудование, знать принципы и правила сварки и иметь источник электрического тока. Для работы оборудования потребуется рассчитать силу тока и напряжение. На эту величину влияет несколько факторов: диаметр используемой сварочной проволоки (электрода) и толщина самой детали. Проще всего сваривать тонкие детали, так как в данной ситуации металл лучше прогревается, а шов становится более надежным. При большой толщине металла глубина прогревания и плавления снижается.
Чтобы толстый металл лучше прогревался, можно повысить напряжение. Напряжение подбирается в соответствии с силой тока. Эти сведения должны быть указаны в инструкции к сварочному оборудованию. Скорость подачи электрода и его плавления подбирается индивидуально для конкретного типа работ. Если электрод будет слишком быстро плавиться, то такой вид сварки не подойдет для толстых деталей. В этом случае шов может быть широким, что снижает его качество и увеличивает количество окалины.
Устройство сварочного аппарата
Типы сварных соединений и швов.
Каждый человек, который проводит сварочные работы, обязан знать, какое оборудование потребуется и каковы его составляющие части. Сварочный аппарат представляет собой сложную конструкцию. Она включает в себя следующие составляющие:
- газовый редуктор со встроенными манометрами;
- механизм подачи сварной проволоки;
- горелку;
- шланг определенного диаметра.
Выбор того или иного агрегата определяется типом проводимых работ, а также толщиной свариваемых деталей. Необходимо выбирать те аппараты, которые выпускаются известными производителями. Рекомендуется спросить совета специалистов или друзей, которые занимаются сваркой. Предпочтительнее приобретать полуавтомат по средней стоимости. Дешевый агрегат может быть некачественным.
Необходимо знать, что аппараты различаются между собой по мощности. Если мощность оборудования небольшая, то удастся сваривать только тонкие детали. Аппарат обязательно должен иметь инструкцию по использованию, серийный номер, дату изготовления, гарантийный срок. Стандартный полуавтомат должен включать в себя бобину с проволокой, рукав, зажим массы, блок управления.
Как правильно настроить оборудование
Схема процесса сварки полуавтоматом.
Очень важный и ответственный этап работы — это настройка аппарата. Варить полуавтоматом нужно при оптимальном режиме его работы. Во-первых, необходимо подготовить источник напряжения. Он должен быть постоянным. Некоторое оборудование очень чувствительно к перепадам напряжения, поэтому требуется все тщательно проверить. Во-вторых, для избежания воздействия тока на самого рабочего обязательно требуется организовать заземление. Аппарат должен быть подключен к заземляющему проводнику.
Следующий шаг — настройка режима работы. Это большое достоинство сварки при помощи полуавтомата. Сварщик способен сам настроить нужный режим. Все это сводится к скорости подачи и плавления сварной проволоки (электрода). Скорость расхода проволоки может составлять от 30 до 250 мм/с. Сила тока тоже подбирается индивидуально. Она варьирует от 40 до 600 А. Важно иметь в наличии достаточное количество газа. Газовый баллон может содержать до 100 л газа. При сварке полуавтоматом потребуется выбрать оптимальный диаметр наконечника. Он должен несколько превышать толщину используемой проволоки. Не нужно забывать и про подающий механизм и регулировку горелки.
Подающие механизмы бывают разными. В последнее время широко используется толкательный тип механизма. Он имеет один недостаток — ограничение длины шланга. Альтернативный вариант — тянущий механизм подачи. В данной ситуации шланг может быть длиной в несколько десятков метров. Это очень удобно, когда источник тока расположен далеко от свариваемых деталей. Далее потребуется установить режим подачи проволоки в рабочее положение. После установки режима работы рекомендуется провести пробную сварку на любом ненужном изделии. Если качество сварки хорошее, то все оставляется как есть. В противном случае проводится корректировка.
Технология сварки
Сам процесс сварки полуавтоматом осуществляется довольно легко. После настройки оборудования и его испытания можно приступать к основному этапу. Держатель должен находиться в таком положении, чтобы наконечник был в зоне сварки. Интересен тот факт, что варить полуавтоматом можно и без инертного или активного газа. В последние годы все чаще используется сварка под флюсом. Газ целесообразно приобретать только тогда, когда сварочные работы проводятся регулярно. В противном случае это будет экономически невыгодно. Если применяется флюс, то открывается заслонка, нажимается кнопка и осуществляется контакт наконечника с поверхностью детали. Это обеспечивает зажигание дуги и начало самого процесса сварки. Сопло необходимо двигать строго в нужном направлении.
Устройство сварочного аппарата.
Если в процессе используется газ из баллона, то уменьшить его расход можно путем более плотного контакта сопла с деталью. Скорость расхода проволоки не должна быть слишком большой. Это уменьшает стабильность горения дуги. Полуавтомат в большинстве случаев применяется для сварки изделий из стали и алюминия. Алюминий относится к инертным металлам, поэтому сварка обязательно должна проходить при наличии защитного газа. При этом дуга должна быть сильной. Немаловажно и то, что при сварке тонких деталей шов должен идти сверху вниз.
Нередко под свариваемые предметы подкладывается другой материал. В этой ситуации рекомендуется тщательно прижать подкладку к основному изделию. При толщине детали более 1,5 мм лучше осуществлять сварочные работы в вертикальном положении. Непосредственно перед сваркой нужно тщательно подогнать детали. Поверхности их очищаются от пыли, грязи, масел. Делается это при помощи ветоши, металлической щетки или специальных инструментов.
Соблюдение техники безопасности
Варить полуавтоматом небезопасно.
Как и при всех других видах сварки, человек, выполняющий работы, должен соблюдать требования безопасности.
Средства защиты при сварочных работах.
Во-первых, необходимо проверить исправность оборудования. Если выявлены дефекты, то пользоваться таким сварочным аппаратом нельзя. Во-вторых, электродуговая сварка характеризуется высоким уровнем излучения. Это может негативно сказаться на органах зрения посторонних лиц, пребывающих в рабочей зоне, или на самом работнике. В связи с этим установлено, что рабочая зона должна располагаться на расстоянии не менее 10 м от людей. В противном случае они могут получить ожог сетчатки, который характеризуется жжением в глазах, чувством инородного тела (песка).
В-третьих, важно уберечь самого сварщика от вредных факторов. К последним относится излучение, электрический ток. Работник обеспечивается средствами индивидуальной защиты: маской или щитком, рукавицами, одеждой. Для профилактики удара током широко используются диэлектрические коврики. Если работы проводятся в помещении, то пол должен быть невозгораемым. Должно быть организовано заземление. Во избежание возгорания нельзя проводить сварочные работы, если рядом расположены горюче-смазочные вещества. При сварке не нужно направлять сопло горелки на себя.
Список инструментов и материалов
Газ для сварки продается в баллонах. После того как баллон закончится, его можно обменять на новый, с газом.
Чтобы варить полуавтоматом, нужно иметь необходимый инвентарь и оборудование. Для сварки потребуется проволока. Ее диаметр может быть различным. Чаще используется проволока толщиной 0,5-3 мм. Тонкий материал использовать предпочтительнее. Для толстых изделий можно применять электроды большего диаметра, но для этого потребуется увеличить силу тока. Установлено, что при увеличении диаметра проволоки на 1 мм силу тока нужно повышать на 100 А. Широкое применение нашла флюсовая проволока. Она продается в виде тонкой трубки, наполненной порошком. Этот порошок заменяет защитный газ при сварке.
Вторая важная составляющая — это газ. Газ можно приобретать в баллонах. Он бывает в чистом виде и в виде смеси. Кроме того, потребуется приобрести сам сварочный аппарат. Он бывает переносным, стационарным и передвижным. Стационарные подходят для постоянных сварочных работ в определенном месте. Переносные более компактные, но они дороже. Потребуется также источник энергии, средства индивидуальной и коллективной защиты (перчатки, маска, щиток, коврик). В идеале на рабочем месте должна быть вентиляция (если работы проводятся в помещении). Для работы пригодится молоток, щетка, ветошь.
Рекомендации по сварке полуавтоматом
Чтобы избежать грубых ошибок при проведении сварочных работ, необходимо знать несколько очень важных правил. Во-первых, при сварке требуется соблюдать полярность. На самой горелке должен находиться «+», а на детали — «-». Это правило актуально только в том случае, если сварка осуществляется с использованием защитного газа. Часто газ не применяется. В данной ситуации полярность должна быть обратной. Это обеспечивает более высокую температуру и расплавление флюса, в результате чего образуется защитный газ.
Во-вторых, не рекомендуется переносить оборудование, хватаясь за кабель или горелку. Для этой цели на сварочном агрегате имеются специальные ручки. В-третьих, оборудование при постоянном его применении должно подвергаться чистке. В-четвертых, при сварке выделяется электромагнитное излучение, которое переносится людьми по-разному. В силу всего этого работник обязан пройти медицинский осмотр. В-пятых, сварку нужно проводить согласно приложенной инструкции. Не рекомендуется перегружать агрегат. В-шестых, во избежание получения травм крышку механизма подачи целесообразно предварительно закрывать.
Подведение итогов
Таким образом, научиться сваривать детали полуавтоматом может каждый, нужно лишь знать технику работы и иметь навыки. Если ручная дуговая сварка требует больших усилий и времени, то варить полуавтоматом намного проще и удобнее. К преимуществам этого способа можно отнести возможность работы с тонкими предметами, экономическую выгодность, меньшую чувствительность к ржавчине. Но есть и несколько отрицательных сторон. Они включают в себя более мощное излучение и повышенную опасность для работника, сильное разбрызгивание раскаленного металла в случае отсутствия защитного газа.
Если выполнять сварочные работы, опираясь на все вышеперечисленные правила, то можно добиться идеального результата.
moyasvarka.ru
Сварка тонкого металла электродом — правильная техника
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которыепозволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Видео:
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Видео:
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Загрузка…plavitmetall.ru
Как сварить тонкий металл – уроки для начинающих
Апрель 17, 2017
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
electrod.biz
| Наш форум Ручная дуговая сварка металла Сварка полуавтоматом и сварка аргоном Как выбрать сварочный аппарат Сварка тонкого металла Если прожигается металл во время сварки.Как заварить отверстие Сварка труб Резка металла ручной дуговой сваркой Сварочные маски и светофильтры к ним.Как правильно подобрать Сварочные электроды.Марки и предназначения Симулятор сварки | Сварка тонкого металла.Хочу рассказать про то,как варить тонкий металл толщиной до 2-х мм.Такой металл нашёл широкое применение.Наверное все видели профильные трубы,В большинстве толщина металла,из которых они изготавливаются не превышает 2-х мм.Или например,нужно сварить какой нибудь бак из нержавейки.Ведь как известно,чем тоньше металл,тем легче будет изготавливаемое изделие.Так что сваривать тонкий металл нужно уметь. Сварка тонкого металла ручной дуговой сваркой.Начнём,пожалуй,с ручной дуговой сварки.Сразу скажу,что для новичка это будет не легко,так как для этого нужен опыт.Например,если вы хорошо варите полуавтоматом,это ещё не значит,что вы также хорошо будете варить и ручной дуговой сваркой.С ручной сварки переучиться на полуавтомат не составит труда,а вот наоборот уже сложно.То есть,если вы варили только на полуавтомате,а потом вам пришлось перейти на ручную сварку,считайте,что придётся заново учиться.Так что советую всем начинать именно с ручной дуговой сварки.И так начнём,возьмём к примеру металл толщиной 1,5 мм.Электрод лучше взять конечно 2 мм (двойку),хотя если таких нет,то можно варить тройкой.Варить можно несколькими способами.Разберём первый способ.Непрерывная сварка всего шва.То есть,ведёте электрод по всеё длинне шва не отрывая.Такой способ в основном применяется при сварке толстого металла и при потолочном шве.Выставляем значение тока примерно 40-60 Ампер.Может не много больше или меньше,потому что каждый аппарат чем то отличается.Лучше в этом случае судить по зажженной дуге и по проплавлению металла.Нужно чтобы корень шва проваривался,но сам металл не прожигался.Вот и всё от чего зависит непрерывная сварка всего шва.То есть нужно взять электрод подходящего диаметра,выставить соответствующий ток,и вести электрод с определённой скоростью не отрывая.Если вести электрод слишком быстро,то корень шва не проварится,а сварочный шов будет наложен поверх стыка.А если вести слишко медленно,то можно прожечь металл.Прерывистая сварка или сварка точками.Второй способ это сварка с гашением дуги электрода во время сварки.При сварке тонкого металл в основном применяют этот способ.В этом случае значение тока устанавливается чуть больше обычного,чтобы корень шва хорошо проваривался.Если металл очень тонкий или ток слишков большой варить можно точками,то есть чуть касаемся металла, дуга зажигается,и сразу же убираем электрод.Дальше опять касаемся металла и убираем.Происходить всё это должно быстро,чтобы металл не успевал остывать полностью.Можно варить не только точками,а чуть длиннее.Нужно следить за сварочной ванной и смотреть чтобы металл насквозь не проплавился.Конечно это не легко,как может сначало показаться.Это достигается долгим и упорным трудом и приходит с опытом работы.Сварка тонкого металла полуавтоматом.Полуавтоматом варить тонкий металл значительно легче.Он прекрасно варит на маленьких токах.Здесь всё зависит от скорости подачи проволоки и от силы установленного тока.Но всё же для сварки тонкого металла нужна практика.На полуавтомате также можно варить и непрерывно весь сварочный шов,и точками.Принцип сварки тот же самый,просто не нужно стучать электродом,зажигая дугу,а просто в определённые моменты нажимать на кнопку. Вот в принципе и всё,что я хотел сказать про сварку тонкого металла.Не переживайте,если сразу не будет получаться.Через это проходят все начинающие сварщики. |
www.ruchnayakovka.narod.ru
Как сваривают оцинкованный металл — Сварка Профи
Как выполнить сварку оцинкованного металла?
Сварка оцинкованных деталей — не такой уж и редкий процесс на любом сварочном предприятии. Оцинковка — это слой цинка, которым покрывают различный типы сталей.
Цинк обладает множеством достоинств, оцинкованные детали имеют хорошие эксплуатационные характеристики, меньше подвержены коррозии и в целом дольше служат.
При этом оцинковка может применяться как при изготовлении сложный металлоконструкций, так и на производстве изделий для быта.
Обратите внимание
Но нужно понимать, что у цинка есть ряд своих характерных особенностей, которые усложняют сварку. Кроме того, на современном производстве к сварщикам предъявляют очень высокие требования по качеству работ и количеству брака.
И если в одном случае вас выручит профессиональный сварочный аппарат для оцинкованного металла, то в другом случае ошибки будут неминуемы.
В этой статье мы кратко расскажем, как варить оцинковку не только быстро, но еще и качественно.
Общая информация
Итак, как мы уже писали выше, оцинковка представляет собой защиту металла от повреждений и коррозии. При этом слой цинка может варьироваться от 1 до 20 микрометров. Чем больше слой, тем лучше защита.
Кстати, наиболее сильны именно антикоррозийные свойства цинка. Даже если вы поцарапаете металл или оставите на нем вмятину, коррозия образуется с минимальной вероятностью. По этой причине металл часто цинкуют при производстве автомобилей и кораблей.
Оцинковка не только защищает металл от коррозии, но и обладает рядом других достоинств. При работе с оцинковкой металл практически не разбрызгивается, что очень удобно, особенно для новичков. Также в зоне формирования шва обеспечивается дополнительная катодная защита металла. Кроме того, готовый шов не нуждается в трудоемкой обработке.
Особенности сварки
Сварка оцинкованной стали — непростой процесс. Это связано с особенностями цинка, которые приходится учитывать для выполнения качественной работы.
Прежде всего, новичкам часто сложно подобрать оптимальную температуру, при которой возможна сварка оцинковки.
Слой цинка может начать плавиться уже при температуре около 400 градусов, но если немного переборщить, то цинк может начать испаряться.
Данная особенность очень мешает формированию качественного шва. Дуга зажигается с высокой температурой и может довольно быстро испарить слой цинка. В результате шов будет пористым и с трещинами, а в процессе работы дуга будет гореть крайне нестабильно.
Вам не удастся решить эту проблему настройкой режима сварки или с помощью своих навыков. Единственное решение — использование в работе либо специальных электродов с покрытием (если это сварка инвертором), либо присадочной проволоки и защитного газа.
Если качество шва стоит на первом месте, то рекомендуем варить в среде газа и с проволокой. Проволока может быть изготовлена из меди, кремния, алюминия и бронзы. Также можно использовать проволоку, в составе которой есть медь в очень большом количестве. Такая сварочная проволока для оцинкованной стали отлично зарекомендовала себя в работе.
Расходные материалыКак вы понимаете, именно расходные материалы играют самую главную роль при сварке оцинкованных деталей. Каким бы профессиональным ни был бы ваш сварочный аппарат, вы просто не сможете сделать правильный шов, если подберете неподходящие расходники. Далее мы поговорим о присадочной проволоке и электродах, которые упрощают процесс сварки цинковых изделий.
При выборе проволоки обращайте внимание, чтобы она имела невысокую температуру плавления. Обычно такая проволока содержит в своем составе много меди.
Рекомендуем присадочную проволоку с температурой плавления от 900 до 1100 градусов по Цельсию. При работе с такой проволокой сам присадочный материал будет плавиться, а сталь нет.
Важно
Такой подход больше похож на пайку, чем на сварку, но поверьте, соединение будет очень прочным.
Самая популярная проволока для сварки оцинкованных деталей — CuSi3. Шов, полученный с ее помощью, получается не самым прочным, но зато с ним потом удобно работать и подвергать механической обработке. Из-за кремния в составе такая проволока начинает растекаться при плавлении, так что следите за тем, какие легирующие вещества есть в составе этого присадочного материала.
Нередко применяется также проволока CuAl8 и CuSi2Mn. CuSi2Mn формирует очень прочный шов (при условии, что в составе есть марганец), но его затем очень трудно обрабатывать. Обработка отнимает намного больше сил и времени. CuAl8 используется при сварке металлов, которые покрыты цинком и алюминием.
Рекомендуем использовать в процессе пайки короткую дугу. Так она будет гореть гораздо стабильнее. Если использовать длинную дугу, то она будет нестабильной из-за цинковых испарений. Эта проблема особенно трудно решаема при сварке деталей с толстым слоем цинка.
Следите, чтобы металл не разбрызгивался. Для этого можно варить методом, когда используется короткий импульс тока. Ну а защитный газ дополнительно упростит процесс сварки.
Сварка цинка также предполагает правильную настройку сварочного оборудования. Рекомендуем установить маленькую силу тока, это поможет держать под контролем длину и стабильность сварочной дуги. При небольшом токе металл не будет перегреваться, а вместе с ним и цинк не будет испаряться в большом количестве. Вы уже получите лучшее качество просто установив небольшую силу тока.
Если вы варите полуавтоматом, то выберите режим «Synergic». Такая настройка есть не во всех сварочниках, но не пренебрегайте ею, если ваш полуавтомат способен работать в таком режиме. С его помощью можно в автоматическом режиме настроить многие параметры сварки, а значит улучшить качество шва.
Суть этого режима крайне проста: производитель еще на заводе подбирает оптимальные настройки для разных типов присадочных материалов и компонует их в так называемые пресеты (набор настроек, которые можно выбрать, нажав одну кнопку). Вам только нужно выбрать один пресет, а остальные настройки аппарат выберет сам. Так вы упростите и оптимизируете свой труд, вы больше времени потратите на формирование шва, чем на настройку сварочника, а это очень важно.
Совет
Если вы все же решили использовать инвертор и электроды для оцинкованной стали, то можно применять стержни, предназначенные для сварки низкоуглеродистых и низколегированных сталей. У таких электродов зачастую рутиловое покрытие, а это большой плюс.
По нашему опыту можно смело приобретать электроды марок АНО-4, МР-3, ОЗС-4, УОНИ-13/45, УОНИ-13/55, ДСК-50. Вы без проблем найдете их в большинстве специализированных магазинов.
Они стоят недорого и при этом обеспечивают удовлетворительное качество сварного соединения.
Вместо заключения
Не важно, что вам предстоит: сварка инвертором оцинковки или сварка оцинкованного металла полуавтоматом, в любом случае нужно соблюдать технологию и внимательно ознакомиться с документацией, которая прилагается к каждой детали. Используйте только профессиональное оборудование и качественные расходные материалы. Не пытайтесь сэкономить, ведь в конечном итоге некачественная проволока и электроды сведут все ваши усилия к нулю.
Не забывайте осматривать сварное соединение после сварки, визуальный контроль поможет выявить очевидные огрехи и исправить их. Поделитесь в комментариях своим опытом сварки оцинкованного металла, эта информация будет полезна для наших читателей. Желаем удачи в работе!
Источник: https://svarkaed.ru/svarka/svarka-metallov/kak-vypolnit-svarku-otsinkovannogo-metalla.html
Как варить оцинковку
20.10.2018
Тонкое цинковое покрытие увеличивает коррозионную стойкость стали. Оцинкованный прокат часто применяется в сварных металлоконструкциях.
Чтобы они были прочными, необходимо учитывать разницу температуры плавления цинка и углеродистых сплавов.
Поскольку разрушение защитного слоя недопустимо, при сварке оцинкованной стали необходимо соблюдать технологические особенности, сохраняющие целостность цинкового покрытия.
Сварка оцинковки производится несколькими методами: с помощью электродов, присадочной проволоки. Начинающим полезно будет узнать, как сделать качественное соединение, не повреждая защитного покрытия. Знаниями нюансов сварочного процесса делятся сварщики с опытом работы.
Особенности цинкового покрытия
На сталь антикоррозионное покрытие наносится несколькими методами. В зависимости от технологии толщина покрытия оцинкованного листа колеблется от двух до 150 микрон.
Прожечь его легко, цинк плавится при температуре +906°С, сталь – при +1100°С. При обычном методе сваривания металла покрытие неизбежно пострадает.
Его необходимо покрывать защитным флюсом, который не дает поверхности разогреваться.
Другая сложность сварки оцинковки – высокая токсичность выделяемых защитным покрытием паров. Сварка цинка требует защиты органов дыхания. Покрытие сначала размягчается, затем переходит в газообразное состояние.
Эти пары при попадании в дыхательные пути вызывают сильную интоксикацию.
Если необходимо монтировать оцинковку, нужно пользоваться масками с принудительным нагнетанием воздуха или работать в хорошо проветриваемом помещении, оснащенным вентиляцией.
Жидкий цинк значительно снижает качество шва. Делает рыхлым, хрупким. Чтобы он не попал в зону разогрева металла, участки в области шва очищают. Удаление цинкового покрытия – обязательная процедура соединения оцинковки. Основные способы очистки поверхности:
- Горячий, когда края заготовки перед сваркой обжигаются газовой горелкой. Быстрый но небезопасный метод, образуется слишком много ядовитых паров.
- Химический метод, обработка деталей кислотой или щелочью. После этого поверхности необходимо промыть и просушить.
- Механический, защитный слой счищается стальной щеткой, шкуркой, другим абразивным материалом.
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Способы сварки оцинкованного металла
Для соединения оцинковки можно использовать газовую и электродуговую сварку. Возможна точечная, такой метод применим на предприятиях. Для точечной сварки оцинковки нужны специальные автоматы.
В условиях гаража чаще применяется электродуговая сварка оцинковки с использованием защитных флюсов, специальных электродов или проволоки, реже – полуавтоматическая, она примется в автомастерских, на производстве, требует дорогостоящего оборудования.
У каждого метода сварки оцинковки металлоконструкций есть свои преимущества. Знакомство с преимуществами и недостатками каждого поможет определиться с выбором аппарата. Чем и как варить оцинковку, зависит от опыта работы сварщика.
Обратите внимание
Использование традиционных сварочных аппаратов для оцинковки требует навыков. Новичкам будет трудно выдерживать ампераж. Сложно не допускать непроваров или прожогов. Инвертор или полуавтомат в этом плане предпочтительнее.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Сварка оцинкованной стали
В целях повышения долговечности эту сталь применяют довольно широко в автомобилестроении и т. п. Цинк предохраняет поверхность стали от электрохимической коррозии на длительное время. Эта сталь достаточно хорошо штампуется, сваривается и окрашивается.
Цинковое покрытие считается в условиях эксплуатации автомобиля более долговечным, чем многослойные лакокрасочные покрытия. В целях защиты от коррозии из такой стали изготовляют только наиболее уязвимые детали кузова автомобиля.
Например, в США в среднем на один автомобиль расходуется до 90 кг горячеоцинкованной и 9 кг стали с гальваническим покрытием.
Для цинкования часто используют холоднокатаную низкоуглеродистую сталь 08кп, широко применяемую в штампо-сварных конструкциях.
Покрытие можно наносить горячим способом (окунанием) или в гальванических ваннах. Первый считается более производительным и дешевым, последний дает более равномерный слой, что благоприятнее для сварки.
Горячим цинкованием изготовляют основную массу оцинкованного металла.
Технология цинкования должна исключать образования интерметаллидов железа с цинком, так как эти соединения делают металл менее пластичным и непригодным для штамповки. При сварке металла возможны трещины. На снижение пластичности влияет образование неравновесных структур при отжиге и цинковании, а также возможно появление водородной хрупкости.
В зависимости от назначения применяют легкие, средние и тяжелые покрытия, различающиеся толщиной, задаваемой массой покрытия на единицу площади. В легких покрытиях масса цинка на 1 м2 составляет 120—275 г, средних 245—410 г и тяжелых 390—685 г при средней толщине покрытия соответственно 14,21 и 30 мкм.
В целях снижения расхода цинка и улучшения свариваемости применяют стали с односторонним покрытием или двусторонним, но разной толщины.
Например, специально для автомобилестроения разработано дифференцированное покрытие с толщиной слоя цинка на лицевой стороне 2,5—6 мкм, а на стороне, более подверженной коррозии, 20—25 мкм. Толщина покрытия влияет на свариваемость.
С увеличением его толщины свариваемость ухудшается, требуются увеличение сварочного тока, изменение цикла сварки, более частая зачистка рабочих поверхностей электродов.
Важно
Оцинкованная сталь должна поступать с чистой поверхностью, свободной от масла, грязи и остатков смазки, применяемой при штамповке. Появление на поверхности стали (при ее длительном хранении в условиях повышенной влажности и температуры) окислов цинка (белый налет) препятствует сварке, и их следует удалять.
Сварка оцинкованной стали не требует применения специального оборудования. В связи с более низким контактным сопротивлением, вызванным увеличением площади контакта в месте сварки, необходимо повышение силы сварочного тока. Чем толще цинковое покрытие, тем меньше сопротивление в месте сварки, тем требуется большее повышение силы тока.
Интенсивное увеличение диаметра контактных площадок замедляет повышение температуры центрального столбика металла и вызывает более позднее формирование литого ядра. По мнению исследователей, это приводит при сварке сталей с покрытиями к значительно большему разбросу значений диаметра литого ядра и нагрузки на срез, так как ядро формируется за более короткое время.
В табл. 7 приведены режимы сварки для стали, имеющей среднее гальваническое покрытие. По сравнению с жесткими режимами (см. табл.
3, режим А), для сварки непокрытых сталей в этих режимах увеличены усилие на электродах до 40%, продолжительность импульса сварочного тока до 90% и сила сварочного тока до 20%.
Одновременно в этих же соединениях увеличивается и разрушающее усилие частично благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг ядра. Эти же режимы сварки применяют при отношении толщин не более 1:2.
| Толщина каждой детали, мм | Диаметр контактной поверхности электрода, мм | Усилие на электродах, кгс | Продолжительность импульса сварочного тока, с | Сила сварочного тока, кА | Диаметр литого ядра, мм | Разрушающее усилие при срезе на точку, кгс |
| 0,8 | 4,0 | 215 | 0,22 | 10,5 | 4,3 | 420 |
| 0,9 | 4,5 | 250 | 0,24 | 11,0 | 4,6 | 500 |
| 1.0 | 5,0 | 285 | 0,26 | 12,5 | 5,0 | 635 |
| 1,3 | 5,5 | 380 | 0,36 | 14,0 | 5,8 | 910 |
| 1,5 | 6,5 | 487 | 0,46 | 15,0 | 6,6 | 1135 |
| 1,9 | 8,0 | 635 | 0,56 | 19,5 | 7,9 | 1450 |
| 2,4 | 9,0 | 820 | 0,64 | 24,0 | 9,0 | 1910 |
| 2,8 | 10,5 | 1000 | 0,78 | 28,5 | 10,4 | 2315 |
Коррозионная стойкость в месте сварки несколько снижается (до 20%) из-за частичного разрушения покрытия под электродами. Время проковки после выключения сварочного тока необходимо увеличивать, например, до 0,4 с для сварки стали толщиной 1,6 мм.
В этот момент слой цинка, расплавленный при сварке, застывает и в меньших количествах переходит на контактную поверхность электродов.
В некоторых источниках для металла толщиной свыше 1,5 мм рекомендуется применять повышенное усилие проковки в целях повышения стабильности прочностных показателей и улучшения стойкости электродов (табл. 8).
| Толщина каждой детали, мм | Усилие на электродах, кгс | Продолжительность, с | Сила сварочного тока, кА | Диаметр литого ядра точки, мм | Разрушающее усилие при срезе на точку, кгс | ||
| при сварке | при проковке | импульса сварочного тока | проковки | ||||
| 1,65 | 205 | 475 | 0,5 | 0,33 | 11,5 | 7,1 | 1250 |
| 2,74 | 320 | 900 | 0,8 | 0,51 | 15,5 | 8,9 | 3000 |
| 3,50 | 680 | 1170 | 1,2 | 0,83 | 19,0 | 12,2 | 4300 |
При сварке оцинкованных сталей применяют электроды из бронзы типа БрХ или сплава БрХЦр, имеющего большую стойкость.
Электроды применяют с рабочей поверхностью в виде усеченного конуса с углом заточки 120—140°. Электроды со сферической заточкой (радиус сферы 75 мм) используют в тех случаях, когда трудно обеспечить перпендикулярность оси электрода к сварочной поверхности.
Важно обеспечить интенсивное охлаждение электродов при расходе воды не менее 7 л/мин. Контактную поверхность электродов следует периодически зачищать и заправлять. При сварке стали толщиной до 2,5 мм со средним покрытием эту операцию производят после 1000 точек.
С возрастанием толщины свариваемых деталей и толщины покрытия стойкость электродов падает.
Совет
Резко ухудшается вид места сварки и снижается стойкость электродов при сварке оцинкованной стали на многоточечных машинах с односторонним токоподводом.
Лучшие результаты получаются при сварке непокрытой стали с оцинкованной, если непокрытую сталь расположить со стороны вторичного контура сварочного трансформатора. Плотность тока в контакте электрод — деталь при этом снижается.
Для сварки двух оцинкованных листов следует использовать обычную двустороннюю сварку или схему со спаренными трансформаторами, что также облегчает условия работы электродов в результате снижения токов шунтирования.
Статическая прочность на срез сварных соединений из оцинкованной стали несколько выше, чем у непокрытых благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг литого ядра. Прочность при переменных нагрузках также возрастает.
Критерием ее оценки обычно является отношение
предела выносливости к максимальной статической прочности на срез, которое для оцинкованных и непокрытых сталей толщиной 1 мм равно соответственно 0,5 и 0,3.
Эта разница снижается при увеличении толщины, что объясняется уменьшением эффекта действия соединения, вызванного сплавлением цинка вокруг литого ядра.
Источник: http://www.stroitelstvo-new.ru/svarka/t/ocinkovannoi-stali.shtml
Точечная сварка оцинкованных листовых материалов в серийном производстве
Рассмотрены вопросы стабилизации качества точечной сварки за счет автоматической корректировки режимов при серийном производстве изделий из листовых материалов с различными типами гальванических покрытий на основе цинка.
В последние годы происходит интенсивное внедрение в промышленности листового металлопроката с защитными покрытиями различных типов.
В автомобилестроении и металлообработке листовая сталь с металлическими покрытиями используется, в основном, для изготовления автомобильных кузовов, компонентов шасси, корпусных и рамных конструкций.
Обратите внимание
Изготовление этих конструкций часто требует использования методов контактной сварки сопротивлением для автоматизации или роботизации процессов сварки.
Исследования, проведенные до настоящего времени в различных научно- исследовательских центрах, включая Instytut Spawalnictwa, выявили закономерности сварки деталей с покрытиями, что позволило внедрить методику контактной сварки сопротивлением при монтаже элементов ответственных конструкций.
В настоящее время в промышленном производстве контактной сваркой сопротивлением свариваются детали, оцинкованные холодным и горячим методами. При этом металл покрыт тонкими однородными слоями с высокой прочностью сцепления с основным материалом и пассивированным поверхностным слоем.
В связи с тем, что основной потребитель оцинкованного листового металлопроката — автомобилестроение, проведено много испытаний и исследований с точки зрения применения его для изготовления коррозионностойких сварных автомобильных кузовов.
Учитывая необходимость использования оцинкованных листов в автомобилестроении, следует принимать во внимание, что цинково- никелевые покрытия с дополнительным органическим слоем (например, с повышенным содержанием Si02) являются наиболее предпочтительными.
Среди новейших разработок имеются листы с органическими покрытиями, показанные на Рис.1.
Листы, покрытые органическим поверхностным слоем, содержащим молекулы цинка, с трудом поддаются сварке, при использовании же покрытия тонким органическим слоем (приблизительно 1 мкм) на хромистой основе (Рис. 1а) значительно повышает свариваемость.
Металлические пластины с защитными покрытиями и дополнительными органическими слоями (а- легко поддающаяся сварке пластина, б — трудносвариваемая пластина).
При большом количестве сварных точек увеличение диаметра рабочей поверхности электрода становится существенным фактором ухудшения качества сварного шва. При этом наблюдается снижение плотности сварочного тока, что, в свою очередь, снижает тепловложения в зоне сварки.
Важно
С другой стороны, при этом снижается усилие сжатия электрода, что требует увеличения тока сварки и, следовательно, приводит к повышенным тепловложения в зоне контакта “электрод-пластина”.
Постоянное налипание материала покрытий и продуктов их окисления на торец электрода при увеличении его площади оказывает дополнительный существенный эффект на тепловую энергию, выделяющуюся в зоне контакта “электрод-пластина”, а также на качество и повторяемость процесса сварки. Считается, что обычно эти изменения состояния рабочей поверхности электрода и его формы приводят к уменьшению литого ядра сварной точки и к изменению ее строения.
Все эти факторы сварки зависят, в основном, от материала электродов и формы его рабочей поверхности, а также, в определенной степени, от материала покрытия. Тип покрытия металла определяет состояние рабочей поверхности электрода, его деформацию и загрязнение материалом покрытия и продуктами сгорания.
Серийная точечная сварка стали, покрытой тонкими металлическими покрытиями
Учитывая комплексный характер проблем сварки сопротивлением пластин, покрытых металлическими покрытиями, процесс их точечной сварки может считаться приемлемым при условии успешного внедрения в серийном производстве. Начальные режимы сварки могут быть выбраны на основе рекомендаций или номограмм, имеющихся в технической литературе, в которых учтены толщина
свариваемых пластин, форма и размеры электродов. При этом с учетом влияния износа рабочей поверхности электрода, контактирующей с материалом покрытия в течение длительного процесса сварки, корректировка параметров режима сварки при выполнении серии точек является крайне необходимой.
В автоматизированных сварочных постах этап очистки и корректировки формы электрода после выполнения 100 — 200 точек может программироваться в рабочем цикле при зачистке специальными фрезами с пневматическим приводом.
Стабильность режима сварки в ручных операциях трудноуправляема.
В промышленной практике наиболее эффективное решение — корректировка значения сварочного тока, если в процессе сварки используются точечные машины, оборудованные современными системами управления.
Изготовители сварочных машин и систем управления предлагают оборудование с контролем стабилизации значения сварочного тока и возможности его корректировки в сварочном цикле, что необходимо для выполнения точек требуемого качества.
Функциональное качество сварных соединений всегда являлось превалирующим аспектом в оценке совершенства принятой технологии сварки. В случае точечной сварки металлических покрытых пластин, таким критерием является получение требуемого качества сварной точки для каждой серии, с точки зрения как прочности точки, так и ее строения.
В пределах одной серии сварные точки могут иметь различное строение. Поперечные разрезы сварных точек, полученных при сварке на переменном токе, показаны на рис. 2-4. Основная проблема заключается в том, чтобы скорректировать значения сварочного тока таким образом, чтобы точки имели надлежащие размеры и строение, типа А — как на Рис.
Совет
2, на протяжении всей серии. Очень опасно изменение размеров и строение швов в течение цикла. Могут образовываться швы типа В — с литым ядром меньшего диаметра — или типа С и D — с кольцевой структурой ядра (С — если область непровара мала). Если рабочие концы электрода сильно загрязнены, могут появляться точки типа Е, т.е.
без образования литого ядра.
Правильно выполненная сварная точка с получением строения и размеров литого ядра типа А — Травление: Nital. X 25Сварная точка типа D с кольцевым ядром и большой центральной областью без провара. Травление: Nital х 25Сварная точка типа Е, полученная без образования литого ядра.
Травление: Nital х 25
Корректировка значений сварочного тока будет зависеть от вида и толщины свариваемых пластин, а также от размеров электрода, типа сварочной машины (на переменном или постоянном токе инверторного типа) и многих других факторов.
В алгоритме изменения сварочного тока в течение цикла, разработанного в Instytut Spawalnictwa, приняты дополнительно во внимание такие факторы, как скорость охлаждения электрода и твердость его материала:
где: Iо — первоначальное значение сварочного тока [А]; Iв — значение сварочного тока для n-шва [А]; а — скорость охлаждения электрода; g — толщина пластины [мм]; Т — твердость электрода [твердость по Виккерсу, 30]; R — радиус рабочего торца электрода [мм]; n — количество свариваемых точек; А — константа.
Схема изменений сварочного тока при серийной точечной сварке с использованием вышеупомянутого алгоритма показано на Рис. 5. Все точки в серии имеют гарантированные размеры (диаметр сварной точки больше 5Vg [мм]). Строение сварной точки правильное, с образованием литого ядра сферической формы. Механические свойства сварных соединений также постоянны для всей серии.
При увеличении значения сварочного тока на 30 %, можно определить конечное число точек на основе алгоритма изменений значения сварочного тока:
В определенных условиях корректировка значений сварочного тока может быть проведена более тщательно. В таблице 1 приведены результаты серийной точечной сварки пластин с покрытиями типа Solplex.
Сварка проводилась с использованием сварочной машины на переменном и постоянном (от источника питания инверторного типа) токе с автоматической корректировкой его значения.
Видно, что проведение сварки с использованием сварочных машин с источниками питания инверторного типа позволяет значительно повысить количество бездефектных точек по сравнению с использованием машин на переменном токе.
Пример технологии сварки, при которой стабилизация сварочного тока и корректировка его величины рассчитываются по алгоритму В = Io + s.
Серийная точечная сварка может проводиться также на основе другого алгоритма изменений значений сварочного тока.
Некоторые автомобилестроительные компании предлагают выполнение сварных точек с такой корректировкой значения сварочного тока, при которой в 30 % случаев происходит выплеск металла. Это вызвано слишком высоким сварочным током относительно его оптимальных значений.
Предполагается, что такой способ сварки гарантирует получение швов с достаточно большими сварными точками. Пример такой технологии сварки показан на рис. 6.
Обратите внимание
Однако, этот процесс может применяться в серийном производстве только тогда, когда сварочные посты оборудованы системами регистрации динамического сопротивления области сварки и корректировки значения сварочного тока, обеспечивающих возможность его изменения в зависимости от количества сварных точек, и, дополнительно, в соответствии с уменьшением электрического сопротивления во время сварки n-ой точки.
Пример технологии сварки, при которой происходит управление стабилизацией сварочного тока и условиями формирования грата.
Результаты серийной точечной сварки пластин, с покрытиями тина Solplex, с автоматической корректировкой сварочного тока
Точечная сварка пластин с металлическими покрытиями толщиной более 15 мкм
Точечная сварка пластин с толстыми цинковыми покрытиями сложна, особенно при проведении серийной сварки.
Толстые цинковые покрытия наносятся методом погружения; допуск толщины слоя — несколько микрометров и даже больше.
Величина расхода электродного материала, которую для таких процессов трудно рассчитать и, как следствие, скорректировать, в основном за счет увеличения сварочного тока, приобретает в этом случае существенное значение.
В то время, как в мелкосерийном производстве поддержание стабильности режима процесса может быть осуществлено непрерывной очисткой рабочей поверхности электрода для сохранения его размеров, в крупносерийном производстве такая обработка дорогостояща и не обеспечивает качества сварки.
В Instytut Spawalnictwa в Gliwice была разработана специальная программа для точечной сварки материалов этого вида.
Схема трехступенчатой программы для серийной точечной сварки пластин с толстыми оцинкованными покрытиями приводится на рисунке ниже.
Схема трехступенчатой программы точечной сварки
Этап 1 . Удаление цинкового покрытия из центральной контактной поверхности (Относительно высокое значение давления Р, и низкий сварочный ток I1,)
Этан 2. Охлаждение области соединения, защита контактной поверхности от окисления атмосферным воздухом (низкое значение давления Р2, отсутствие сварочного тока I2 = 0).
Этап 3. Формирование правильного строения литого ядра при непрерывном контроле параметров сварки (параметры — как в случае сварки пластин без покрытия) I3 = стабилизация и контроль; Р3 — контроль.
На первом этапе программы сварки материал покрытия удален из центральной контактной области, а рабочие поверхности электрода пригнаны к поверхности пластины без повреждения покрытия.
Важно
Электрическое сопротивление центральной контактной поверхности увеличено, в то время как сопротивление контактов «пластина- электрод» уменьшено.
Этот эффект достигнут в результате применения повышенного усилия сжатия электрода при относительно низком электрическом токе.
На втором этапе программы, во время охлаждения металла в зоне сварки, происходит остывание расплавленного кольцевого материала покрытия, защищающего центральную область контакта от атмосферного воздуха, в то время, как происходит дальнейшее увеличение электрического сопротивления центральной области, что благоприятно с точки зрения образования правильного строения сварной точки.
На третьем этапе формируется литое ядро. Благодаря условиям, обеспеченным на первом и втором этапах, параметры сварки на третьем этапе (ток, усилие сжатия и время) приближаются к оптимальным параметрам сварки пластин без покрытия.
Использование трехступенчатой программы сварки пластин с толстыми цинковыми покрытиями позволяет:
- Избежать разрушения структуры металла покрытий и, следовательно, обечпечить хорошую коррозионную стойкость и безупречный внешний вид соединений. Не требуется какая-либо дополнительная защита поверхности шва, например окрашиванием.
- Минимизировать кавитацию на поверхности контакта “электрод-пластина”, и, следовательно, обеспечить возможность применения для изготовления электрод широкой номенклатуры материалов класса А2, в том числе с волокнистой структурой.
- Снижение загрязнения рабочей поверхности электрода цинком и его соединениями, а также хорошая гладкость их поверхности обеспечивают наиболее высокий срок службы электрода при использовании твердых материалов (более чем 150 НВ).
- Корректировать параметры сварки согласно установленному алгоритму и проводить механизацию и автоматизацию сварки деталей с такими покрытиями за счет стабильности режима сварки.
- Получать сварные точки высочайшего качества без грата и с минимальным нагревом покрытий в местах контакта с электродами, что существенно уменьшает неблагоприятное воздействие цинка и его соединений на окружающую среду.
Современное развитие методов сварки позволяет внедрить новые технологии сварки деталей с толстыми цинковыми покрытиями в серийном производстве, что на практике приносит реальные технические, экономические, организационные и экологические выгоды.
Выводы
- Применение правильной корректировки сварочного тока при серийной точечной сварке приводит к увеличению количества точек со структурой А, но, поскольку рабочие поверхности электродов изнашиваются, структура металла шва приближается к типам С или В. Механические свойства сварных точек становятся все более дифференцированными.
- Сварка с использованием чрезмерно загрязненных электродов приводит к получению точек без сформирования литого ядра, характеризуемых относительно низкой прочностью (тина Е).
- Сварные точки, полученные при использовании инверторного источника питания на постоянном токе характеризуются существенно лучшим строением (типа А), чем точки, выполненные на переменном токе (встречаются точки типов В и С). Большинство сварных точек в серии обладало требуемыми механическими и геометрическими характеристиками, установленными при проведении испытаний на разрыв и сдвиг и при анализе поперечных шлифов, соответственно.
- Точки, выполненные с использованием электродов со сферическими рабочими поверхностями, имеют лучшее качество, чем с плоскими.
- Определение коэффициента корректировки сварочного тока для серийной точечной сварки пластин с дополнительным органическим покрытием, требует в определенных условиях производства учета как механических свойств соединений, так и строения точек.
- Односторонняя сварка пластин с толстыми металлическими (более 15 мкм) покрытиями требует применения специальной программы сварки, в которой учитываются изменяющиеся значения силы сварочного тока и давления.
Источник: http://chiefengineer.ru/tehnologii-metaloobrabotki/tehnologiya-svarki/tochechnaya-svarka-ocinkovannyh-listovyh-materialov/
Сварка оцинкованной стали
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
- – трубы;
- – каркасы;
- – сооружения различного типа.
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее?
Какие существуют способы нанести цинк на металл?
Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Вариантов для того, чтобы зацинковать металл на данный момент существует три.
Все очень просто: нанести цинк можно методом напыления, при помощи электрохимических приспособлений, а также, если опустить металл в ванну, которая будет полностью заполнена цинком – таким образом, обмокнуть металл полностью в цинк.
Что важно помнить и знать?
Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено.
Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка.
Совет
Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить.
Но, тут тоже не все так просто – нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка.
Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру.
Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше. Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва. Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Источник: http://3g-svarka.ru/svarka-otsinkovki.php
Контактная сварка низкоуглеродистых оцинкованных сталей
Контактная сварка низкоуглеродистых оцинкованных сталей как вопрос мало где раскрывается. Мы решили рассмотреть его.
Режимы сварки
Низкоуглеродистые стали имеют хорошую свариваемость всеми видами контактной сварки. При контактной точечной сварке низкоуглеродистой стали можно использовать как мягкий так и жесткий режимы. Мягкий режим характеризуется меньшей силой тока, большей продолжительностью времени его пропускания. Жёсткий режим имеет большое значение сварочного тока и небольшое время его пропускания.
Пример параметров на жестком режиме сварки
| Толщина заготовок в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в КЗ | Сила сварочного тока в А | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,2—0,3 | 30—40 | 4000—5000 |
| 1+1 | 5 | 6 | 0,2—0,35 | 80—120 | 6000—7000 |
Пример параметров на мягком режиме сварки
| Толщина заготовки в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в кг | Сила сварочного тока в а | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,8 | 30—40 | 3000—4000 |
| 1+1 | 5 | 6 | 1 | 80—120 | 4500—5000 |
Как и было сказано ранее, режимы отличаются продолжительностью времени пропускания сварочного тока (сек.), и его значения (А).
Жёсткие режимы применяют, когда необходимо получить большее проплавление деталей.
То есть выбор режима осуществляем опираясь на толщину свариваемого изделия, его тепло и температуропроводность. К примеру, при одинаковом времени сварки низкоуглеродистых и оцинкованных сталей, для оцинковки — режим сварки должен быть более жёстким так, как у оцинковки меньшая температуропроводность.
При сварке сталей с покрытием, к примеру оцинковки, происходит интенсивное испарения цинка, поскольку его температура кипения составляет 906 °С, поэтому есть большая вероятность его попадания в сварочную ванну. В последствии это способствует образованию пор и кристаллизационных трещин в сварном шве.
Технологическое решение этой проблемы осуществляется двумя способами: механическим (щетками, абразивным кругом) или термическим (газовой горелкой). И возможно удаление слоя цинка химическим способом — за счет обработки металла кислотой с последующей ее нейтрализацией щелочью, промывкой водой и сушкой.
Импульсная контактная сварка
Данный способ сварки производится в две стадии. Вначале деформируют и удаляют цинковое покрытие из зоны сварки путем подачи предварительного импульса тока для нагрева поверхности выше температуры плавления цинка, но ниже температуры образования сварной точки. Затем подают основной импульс тока до образования сварной точки.
На фото показаны примеры контактной сварки оцинковки с применением метода контактной импульсной сварки.
Недостатком этого способа является то, что при деформации покрытия происходит уменьшение толщины покрытия, а основная часть его остается в зоне контактов электрод-деталь и деталь-электрод. Это не обеспечивает надлежащее качество свариваемых деталей и приводит к увеличению времени сварки
Источник: https://blog.svarcom.net/news/kontaktnaya-svarka-nizkouglerodistyh-otsinkovannyh-stalej.html
Team Run Smart — грузовик Smart
Что такое инвертор мощности? Силовые инверторы описываются как устройство или схема, которая преобразует постоянный ток (DC) в переменный ток (AC). Напряжения, вход и выход зависят от используемого устройства. Для нашего использования мы будем говорить об инверторе, который будет установлен в грузовике, с напряжением 12 постоянного тока на входе и 115 переменного тока на выходе. Объяснение того, почему он называется инвертором, а не преобразователем, очень длинное, поэтому, если вы должны знать инвертор мощности Google, он объяснит это полностью.Мне всегда было интересно, и теперь я знаю, но это не важно.Причины, по которым мы используем инверторы в грузовиках, различаются, но наиболее распространенной является включение бытовых приборов в грузовик без наличия электрической розетки и длинного шнура питания. Микроволновые печи, небольшие холодильники, кухонные приборы и силовая электроника. Телевизоры, ноутбуки и зарядные устройства для телефонов и гарнитур могут работать от 115 В переменного тока более эффективно, чем от 12 В постоянного тока. Дело в том, чтобы найти инвертор, который удовлетворит ваши потребности, не переусердствуя.
Инверторы продаются по номинальной мощности: 100, 150, 1500, 2500 и выше, и почти все, что находится между ними, чтобы выяснить, какой размер вам нужен, вы должны посмотреть номинальную мощность устройства, которое вы собираетесь использовать. На приборе есть этикетка с указанием потребляемой мощности. Наша рисоварка имеет мощность 800 Вт, поэтому нам понадобится как минимум инвертор на 1000 Вт. Если вы получите инвертор, соответствующий устройству, он может перегреться и выключиться, поскольку работает на максимальном уровне мощности.Это будет отправной точкой для принятия решения, какой инвертор выбрать. Чтобы получить истинную необходимую мощность, нужно будет добавить все электрические мощности всех приборов или зарядных устройств, которые будут подключены одновременно.
Допустим, мы собираемся приготовить ужин в грузовике. У нас есть лосось, стручковая фасоль и коричневый рис. Мы будем готовить рис и лосось в рисоварке мощностью 800 Вт. Зеленая фасоль в микроволновке, 900 Вт. Пока мы готовим, один из детей звонит, и наш телефон почти разряжен, поэтому он должен заряжаться, пока мы говорим и готовим, 5 Вт.При этом пользуемся ноутом, заряжаем на завтра, 90 ватт. Я бы выбрал инвертор на 2500 Вт, он выдержит нагрузку и любые всплески, которые могут понадобиться микроволновой печи или рисоварке.
Я определил, какой мощности должен быть инвертор, 2500 Вт. Есть варианты инверторов, которые увеличивают стоимость, но я считаю их важными. Автоматическое отключение: эта функция отключит инвертор, если он перегреется или если напряжение батареи снизится, это может означать, что грузовик запускается утром или нет.Вентилятор охлаждения, это поможет инвертору прослужить дольше, избавляясь от нежелательного тепла. Купите инвертор с «истинной синусоидой», многие менее дорогие инверторы используют «модифицированную синусоидальную волну», что может привести к сокращению срока службы аккумуляторных батарей. Если у вас дорогая электроника, вам понадобится инвертор «истинный» или «чисто синусоидальный». Краткое объяснение того, что такое «синусоида», как течет электричество переменного тока. Это плавная «волна», похожая на конец куска гофрированного металла. Модифицированный синус похож на сложенные квадратные блоки, поток не плавный.Получите дистанционный выключатель, если он есть, вам не придется залезать под койку каждый раз, когда вы хотите его выключить.
Выбор инвертора по большей части прост: добавьте приборы, которые будут работать одновременно, и получите один немного большего размера. Если вы выберете слишком большой, он будет потреблять больше энергии батареи, чтобы обеспечить такое же количество полезной энергии. Если бы у нас на обед был инвертор мощностью 3500 ватт, он бы быстрее разряжал батареи, чтобы приготовить ту же еду. Все инверторы потребляют электроэнергию вне зависимости от того, используются они или нет, им необходимо отслеживать спрос.
Пользователи инвертора должны знать о потреблении батарей, эти элементы очень потребляют электроэнергию и могут быстро убить набор батарей. Если ваш грузовик оснащен APU, включите его, пока происходит интенсивное использование, в противном случае запустите двигатель грузовика, чтобы поддерживать заряд аккумуляторов. Поищите в Интернете инверторы мощности, чтобы лучше понять, какая марка лучше всего подходит для вашего бюджета и области применения.
Гибридная резонансная инверторная система для четырех конфорок.
Контекст 1
… В индукционной плите для приготовления пищи используется индукционный нагрев. В отличие от других форм приготовления пищи, тепло генерируется непосредственно в кастрюле или сковороде (посуде для приготовления пищи), а не в плите от электрических катушек или горящего газа. Чтобы использовать на индукционной плите, кухонный сосуд должен быть сделан из ферромагнитного металла. В индукционной плите (зоне приготовления) катушка с медной проволокой помещается под сковороду. Нагревательный змеевик изготовлен из тонкой проволоки. Через катушку протекает высокочастотный переменный электрический ток, который создает высокочастотное колеблющееся магнитное поле.Это поле индуцирует в кастрюле электрический ток особого типа, известный как вихревой ток, который вызывает резистивный нагрев, пропорциональный квадрату тока и электрическому сопротивлению сосуда. Некоторое дополнительное тепло создается гистерезисными потерями в кастрюле из-за ее ферромагнитной природы, но это создает менее десяти процентов от общего количества тепла. Современные устройства, такие как MCT [1], упрощают применение техники индукционного нагрева [2, 3] в кухонных плитах для домашнего использования.Техника индукционного нагрева в диапазонах нагрева становится сильной альтернативой газу, обычным электрическим конфоркам и микроволновой печи [4, 5]. По сравнению с диэлектрическим нагревом, как в микроволновой печи, предлагаемая технология индукционного нагрева более удобна и экономична. Например, в микроволновой печи пища готовится в специальной неметаллической кишке внутри закрытой камеры, в то время как предлагаемый метод позволяет нагревать с помощью обычной домашней металлической посуды, такой как стальная сковорода, скороварка GI (оцинкованное железо), утюг. чаша и т. д.что приводит к значительной экономии стоимости посуды. Предложенная топология также обладает уникальным преимуществом для индийского субконтинентального стиля приготовления пищи [3, 8]. Кроме того, предлагаемая система индукционного нагрева абсолютно безопасна от поражения электрическим током при приготовлении пищи [4 — 6]. Система индукционного нагрева также чрезвычайно прочна из-за отсутствия высокой температуры в индукционной катушке, что не приводит к износу или старению катушки [6 — 10]. Внутреннее сопротивление сковороды вызывает рассеивание тепла вслед за эффектом Джоуля.Таким образом, сковорода играет важную роль в повышении эффективности индукционной плиты. Обычно сковорода изготавливается из ферромагнитных материалов с учетом потерь на гистерезис. Обычная домашняя посуда изготавливается из нержавеющей стали, GI, алюминия, латуни и т. Д. Ее можно использовать для приготовления пищи и сэкономить на стоимости посуды. Но всякая металлическая посуда не подходит для индукционной плиты. Индуцированные токи могут нагревать любой тип металла, но повышенная проницаемость чугунной или стальной сковороды делает систему практичной за счет уменьшения глубины скин-слоя тока в сковороде, что увеличивает сопротивление переменному току.Практичные индукционные плиты созданы для ферромагнитных кастрюль. Пользователям обычно рекомендуется использовать только сковороды, на которые будет наклеиваться магнит. Поскольку тепло генерируется индуцированным электрическим током, устройство может определить, присутствует ли посуда (или ее содержимое выкипело досуха), отслеживая, сколько энергии потребляется. Это позволяет выполнять такие функции, как поддержание минимального кипения сковороды или автоматическое отключение элемента при извлечении из нее посуды. В этой статье кратко обсуждается выбор материалов для сковороды.Обычно для подачи высокочастотного тока к нагревательной катушке используется инвертор. Резонансные инверторные топологии обычно используются в индукционных плитах. Наиболее часто используемые топологии инверторов — это полный мост [18, 19] и полумост [20-24]. Для уменьшения потерь при переключении инвертор работает при переключении при нулевом напряжении или нулевом токе. Две топологии с одним переключателем ZVS и ZCS описаны в [25-27]. Llorent и др. Сравнивают инверторы с учетом полного моста, полумоста, ZVS и ZCS [28]. Садху и др.использовали гибридный инвертор для индукционного нагрева с использованием ZVS и ZCS условия [1]. Также рассматривается более одной зоны нагрева с одинаковой или разной выходной мощностью. Юнг описал двухмостовой последовательный резонансный инвертор для 2 нагрузок [29]. Модель последовательного резонансного инвертора ZVS построена Форестом и др. Для питания нескольких резонансных нагрузок [30]. Бурдио и др. Разработали индукционную плиту на основе последовательного резонансного инвертора с двумя зонами нагрева [31]. Мультиинвертор на основе последовательного резонанса, используемый для нескольких индукционных нагревателей, описан Лючией и др. [32].В данной статье разработана модель четырех зон нагрева с использованием четырех отдельных гибридных резонансных инверторов. Такой тип многозонной индукционной плиты необходим для обеспечения максимальной энергоэффективности при использовании посуды разного диаметра. Если диаметр посуды равен диаметру индукционной катушки плиты, то возможно максимальное отключение высокочастотного переменного магнитного потока, при этом энергоэффективность будет максимальной. Один гибридный резонансный инвертор состоит из четырех полупроводниковых переключателей (MCT) для каждого диапазона нагрева.Частота переключения данной схемы находится в диапазоне от 25 до 35 кГц. Инвертор представляет собой комбинацию как последовательных, так и параллельных резонансных цепей, в которых переключение выполняется при переходе через нулевой ток (ZCS). Инвертор для двух конфорок показан на Рисунке 1 [1]. Он состоит из двух параллельных резонансных контуров, которые представляют собой две конфорки. Две зоны имеют диаметр и уровни выходной мощности 14 см для 1100 Вт и 18 см для 1800 Вт соответственно. На рис. 2 представлена гибридная резонансная инверторная система для четырех конфорок.Четыре зоны имеют диаметр и уровни выходной мощности 10 см для 800 Вт, 14 см для 1100 Вт, 18 см для 1800 Вт и 22 см для 2200 Вт соответственно. Для различных диаметров плоской посуды были выбраны индукционные катушки разного диаметра. Для максимальной эффективности системы диаметр змеевика и диаметр посуды должны быть одинаковыми. Были обсуждены различные стратегии управления [9-17], чтобы показать, что оптимальная эффективность достигается при переключении через нулевой переход параллельного резонансного контура.Благодаря инвертору, реализованному в системе индукционного нагрева, был достигнут общий КПД системы (т.е. от сети до нагрузки) около 88,2%. H-мост с его сопротивлением нагрузки показан на рисунке 3. Нагрузка может быть последовательной, то есть Z S, или параллельной, например, Z P. Преимущество последовательной схемы состоит в том, что возможно переключение как при нулевом токе, так и при нулевом напряжении. Однако полный резонансный ток должен проходить через переключатели, что приводит к потерям во включенном состоянии. Другой недостаток заключается в том, что необходимо снизить напряжение питания, что означает необходимость использования преобразователя постоянного / постоянного тока.В зависимости от преобразователя будет потребляемая реактивная мощность или сложность. При параллельной нагрузке, Z P, потери при включении в переключателях будут меньше, но потери при включении / выключении будут больше, поскольку переключение происходит при высоком напряжении и токе. Следовательно, используя как последовательную, так и параллельную комбинированную схему, можно использовать гибридный инвертор для уменьшения потерь в переключателях. На рисунке 4 показана резонансная инверторная система для одной варочной зоны. Режим работы в основном состоит из взаимодействия между двумя резонансными контурами, где энергия передается от последовательного резонансного контура (состоящего из C R и L 1) в параллельный резонансный контур (состоящий из C R, R L и L R).При включении одной из пар транзисторов S1, S4 или S2, S3 резонансный ток начинает течь через L 1 в C R, и когда ток этой цепи равен нулю, транзисторы выключаются. После этого последовательный резонансный контур отключается, и энергия, передаваемая на C R, теперь рассеивается в виде тепла в R L током, протекающим в параллельном резонансном контуре. R L — это в основном эквивалентное сопротивление для механизма магнитных потерь в системе индукционного нагрева и, во-вторых, оно представляет собой омическое сопротивление параллельного резонансного контура…
Как легко удалить оцинкованное покрытие со стали
Цинковое покрытие наносится на сталь для защиты от окисления и коррозии. Этот процесс известен нам как гальванизация.
Цинковое покрытие необходимо удалить со стали перед сваркой. В противном случае он загрязнит окружающую среду, выделяя токсичные пары.
В этой статье мы узнаем, как легко удалить цинкование со стали.
Цинкование стали легко удалить с помощью кислотных растворов.Однако мы не советуем пробовать это дома без наблюдения специалиста. Мы покажем вам два метода, с помощью которых можно удалить гальванику со стали.
Другой метод удаления гальванического покрытия со стали
Метод 1: Метод с уксусом
Оцинковку можно легко удалить, смочив ее в уксусе. Этот способ — самый простой способ удалить гальванику.
Необходимые материалы:
Замочите в уксусе
Вам нужно наполнить небольшую стеклянную миску уксусом.Затем нужно замочить оцинкованную сталь в чаше.
Подождите, пока сталь не покинет цинковое покрытие
Поскольку уксус является слабой уксусной кислотой, цинк выйдет из строя. Вы увидите пузыри в стеклянной миске. Через некоторое время из стали будут выходить комочки цинка.
Чтобы пролить цинк из 4-сантиметровой стали, потребуется не менее получаса. Итак, если сталь больше по размеру, вам нужно замочить ее в уксусе на долгое время, или вы можете перейти на более сильную кислоту, например, метод соляной кислоты.(способ 2).
Brush It
Необходимо проверять несколько раз, пока не выйдет весь цинк. Затем нужно вынуть стальную деталь из чаши. Далее вам нужно почистить ее несколько раз.
Rinse It
После расчесывания замочите в пресной воде и несколько раз промойте для лучшего блеска.
Итак, выполнив эти 4 простых шага, вы легко сможете удалить гальванику. Главный недостаток этого метода в том, что он занимает много времени. Таким образом, это полезный и простой метод только для небольших объектов.
Метод 2: Метод с соляной кислотой
Этот метод полезен для удаления гальванизации с более крупных стальных деталей. (Также этот метод полезен для удаления хромового покрытия)
Соляная кислота также известна как соляная кислота (HCl). Его получают растворением около 30% HCl в воде. Его можно приобрести в строительном магазине.
Соляная кислота сравнительно сильнее и действует быстрее, чем уксус. Однако он очень реактивный и опасный. Таким образом, не пробуйте этот метод, если вы не являетесь экспертом.В любом случае необходимые меры предосторожности обязательны.
Необходимые материалы:
Примечание: Если у вас все еще есть ржавчина, используйте преобразователь ржавчины, чтобы очистить его, прежде чем приступить к удалению гальванического покрытия. Это поможет вам сделать этот процесс быстрее.
Примите необходимые меры предосторожности
Наденьте латексные перчатки, очки, обувь, одежду и маску перед приготовлением раствора. Используйте плоскогубцы, чтобы коснуться стали после гальванизации. Не прикасайтесь к стали или раствору голыми руками.
Не проливайте кислоту на одежду. Используйте только пластмассовые ведра промышленного качества. Самое главное, используйте хорошо проветриваемое рабочее место для выполнения метода. Кислый раствор не должен находиться рядом с источниками тепла или металлами.
Также храните раствор в недоступном для детей и домашних животных месте.
Смешайте раствор
Смешайте воду с соляной кислотой в ведре объемом 3 галлона. Вы не должны смешивать более галлона раствора за раз. Соотношение кислоты и воды в вашем растворе должно быть 1:10.
Предположим, 1 галлон жидкости равен 16 стаканам воды (согласно вашему Pyrex). В этом случае добавьте 14,4 стакана воды и 1,6 стакана кислоты.
Сначала нужно добавить воды в ведро. Затем вы можете добавить кислоту. В противном случае это вызовет опасную реакцию и может расплавить ведро, выделяя тепло.
Поместите сталь в раствор
Используйте плоскогубцы или любой другой устойчивый к коррозии инструмент, чтобы осторожно поместить стальной предмет в раствор. При контакте с кислым раствором он начнет шипеть.Поместив его в раствор на несколько часов, осторожно выньте его плоскогубцами.
Если к тому времени цинковое покрытие уже существует, возможно, вам придется снова погрузить его в раствор и подождать один или два часа.
Также читайте: Разница между чугуном и сталью?
Извлеките стальной предмет.
Достаньте стальной предмет из раствора. Промойте его водой с помощью шланга. Затем протрите его полотенцем.
Поздравляем! Стальной элемент теперь не имеет цинкового покрытия.
Но вы еще не закончили. Вам нужно сделать еще одно. Кислый раствор нужно нейтрализовать и безопасно слить.
Также читайте: Процесс закалки мягкой стали для начинающих
Процесс нейтрализации
Выньте другое ведро (ведро на 5 галлонов). Добавьте в него 3 галлона воды. Затем добавьте достаточное количество пищевой соды (также известной как «бикарбонат натрия»). На этом этапе вы можете осторожно нанести соляной раствор в ведро объемом 5 галлонов.
При контакте с пищевой содой раствор начинает шипеть.Он будет продолжать шипеть до завершения процесса нейтрализации. Если через некоторое время процесс взбивания продолжается, вам нужно добавить еще пищевой соды.
После полного прекращения вибрации нейтрализованный раствор можно безопасно утилизировать.
Небольшое количество нейтрализованного раствора можно слить в канализацию, используя большое количество воды. Если сумма большая, обратитесь в местное государственное учреждение, чтобы убедиться, что процесс нейтрализации прошел безупречно. Тогда вы можете безопасно слить раствор.
Вот и все. Надеюсь, теперь вы знаете, как удалить гальваническое покрытие со стали. Пора пойти и попробовать себя. Привет!
Can You Microwave Metal — Безопасное приготовление металла в микроволновой печи
Филип Фридман
Но прежде чем вы это сделаете, вот несколько вещей, которые нужно знать:
1. Обратитесь к руководству пользователя
Большинство руководств по микроволновой печи сообщают вам, можно ли безопасно использовать такие материалы, как алюминиевая фольга, металлические лотки и пищевые упаковки, такие как пакеты для попкорна.Всегда следуйте советам, относящимся к вашей духовке.
2. Используйте разрешенные материалы и тару
Министерство сельского хозяйства США имеет список безопасных и небезопасных контейнеров для разогрева в микроволновой печи, а также инструкции по безопасному приготовлению пищи. Вы можете безопасно использовать такие материалы, как алюминиевая фольга, в небольших количествах, если это разрешено в руководстве пользователя. Убедитесь, что фольга новая и гладкая, не помятая. Не пытайтесь нагревать посуду с металлической отделкой, если она не предназначена специально для использования в микроволновой печи (например, у Lenox есть ряды фарфора, пригодного для использования в микроволновой печи, в том числе с золотой отделкой).Кроме того, не закрывайте контейнеры с едой на вынос металлическими ручками или завязками. Следует избегать возникновения дуги, когда электрический ток переходит от одного куска металла к другому, например, от точки к точке на золотом ободе тарелки или от пика к пику на мятой фольге. Искра может не только испортить тарелку, но и повредить духовку или вызвать возгорание.
СВЯЗАННЫЙ: В спешке? Эти рецепты — это всего лишь одно предложение
3. Используйте металл с умом
Важно понимать роль металла в микроволновой печи.Он действует как щит, блокируя волны, излучаемые духовкой. По этой причине производители продуктов питания часто используют в ней упаковку, чтобы продукты готовились более равномерно, защищая одну часть блюда. Вы можете использовать небольшие кусочки металла, чтобы углы пирожных или концы лазаньи не переварились.
4. Следуйте инструкциям на упаковке продуктов питания
Вы не поверите, но многие упакованные продукты, предназначенные для приготовления в микроволновой печи, используют металл для различных функций. В пакетах для попкорна металлические приспособления способствуют равномерному и тщательному лопанию.Сусцепторы также используются в упаковке для пиццы, которую можно разогреть в микроволновой печи, чтобы создать хрустящую корочку. Эти металлы совершенно безопасны в микроволновой печи, просто убедитесь, что готовите в соответствии с инструкциями.
5. Ошибка на стороне безопасности
Если вы не уверены в том, что разогрейте блюдо в микроволновой печи или чувствуете себя в опасности, не делайте этого. Выбирайте стекло или другие материалы, которые, как вы знаете, можно безопасно уничтожить.
СКАЖИТЕ НАМ: Были ли у вас проблемы с приготовлением пищи в микроволновой печи?
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты.Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Как красить оцинкованный металл
Вы смотрите на свои оцинкованные металлические поверхности и задаетесь вопросом: «Можно ли красить оцинкованную сталь» и с чего начать покрасочные работы? Позвольте нам помочь! Независимо от того, пишете ли вы как «гальванизированный» или «гальванизированный», поддерживать внешний вид оцинкованных металлических поверхностей как можно дольше не должно быть сложной задачей.
Используете мобильный телефон и знаете, чего хотите? Идите прямо в магазин.
Проблема с окраской оцинкованного металла заключается в том, что новая поверхность очень блестящая и гладкая, что затрудняет прилипание краски к поверхности. Он также имеет поверхностные загрязнения (масла, смазки, остатки и т. Д.), Оставшиеся на поверхности в результате производственного процесса, которые мешают адгезии красок. Вам нужно решить эту проблему с помощью правильных продуктов и подготовки, чтобы убедиться, что она остается на месте. На неправильно обработанных поверхностях вы заметите, что краска очень быстро отслаивается и покрывается пузырями.
Грунтовка и подготовка
Если вы хотите покрасить оцинкованную поверхность, вам необходимо подготовить ее как следует, тщательно очистив и нанеся при необходимости хорошую грунтовку.
Новые поверхности:
Тщательно промойте поверхность щелочным чистящим раствором (например, Rust-Oleum Mathys ND14 Cleaner Degreaser), используя тампон Scotch-Brite. После очистки тщательно промойте пресной водой и дайте высохнуть. Теперь вы готовы загрунтовать чем-то вроде Rust-Oleum 3202 Galvinoleum Primer.Эта грунтовка представляет собой одноэтапное решение, которое может прилипать практически к любой гладкой поверхности, включая оцинкованный металл. Нанесите кистью, и в течение 30 минут он будет готов к повторному нанесению совместимым верхним слоем.
В качестве альтернативы, многие профессионалы пропустят этот трудоемкий процесс, обработав Mordant Solution или T-Wash, как его часто называют. Это кислый раствор соли меди для предварительной обработки чистых цинковых поверхностей, чтобы обеспечить хорошее качество красок, которые в противном случае показали бы плохую адгезию.После обработки Mordant Solution поверхность может быть окрашена в обычном режиме без использования специальных адгезионных грунтовок.
Оцинкованные поверхности, подверженные атмосферным воздействиям (12 месяцев +)
Если оцинкованный металл, который вы собираетесь покрасить, не находился в элементах в течение 12 месяцев или более, тогда сложный процесс очистки от всех производственных загрязнений будет выполнен за вас. Все, что вам нужно сделать, это очистить всю грязь и сажу, скопившуюся на поверхности, и нанести непосредственно на гальванизированную металлическую краску , например, 1805 High Build Vinyl Finish.Эта краска дает прочную, прочную и устойчивую к атмосферным воздействиям эластичную глянцевую поверхность, которую часто выбирают торговцы из-за ее быстрого высыхания.
Ранее окрашенные оцинкованные поверхности
Удалите старую отслаивающуюся краску с помощью неметаллического абразива (наждачная бумага) и промойте так же, как и с новыми оцинкованными поверхностями (см. Выше). Когда все будет готово, нанесите грунтовку Rust-Oleum 3202 Galvinoleum Primer на все оцинкованные поверхности без покрытия.
Покраска и декорирование
Оцинкованный металл можно окрашивать в любой цвет, доступный в промышленности, без отслаивания и отслаивания краски.После того как вы подготовили поверхность и при необходимости загрунтовали ее, вы можете быть уверены, что ваша краска будет выглядеть великолепно.
Чтобы убедиться, что он действительно обладает стойкостью, вам необходимо использовать высококачественное верхнее покрытие, предназначенное для таких поверхностей, например, Rust-Oleum 7500 Alkythane.
Rust-Oleum 7500 Alkythane доступен в широком спектре цветов, включая металлик, и может производиться с глянцевой или сатинированной отделкой. Нанесите эту краску кистью, валиком или распылителем, и вы получите фантастически выглядящую поверхность, которая будет защищена и прослужит долго.При нанесении на оцинкованные поверхности, подготовленные с помощью Mordant Solution, затем сначала загрунтуйте грунтовкой Rust-Oleum 1080 High Build Primer, это обеспечит отличную защиту от коррозии и долговременную гибкость.
Мы надеемся, что вы готовы к рисованию — не забывайте, что мы готовы помочь, если у вас возникнут вопросы!
Безопасно ли находиться в…
Дом » Безопасно ли контактирование продуктов питания с оцинкованной сталью?
Автор Кристин Клин
Для большинства пищевых продуктов контакт с оцинкованной сталью совершенно безопасен.Согласно Управлению по санитарному надзору за качеством пищевых продуктов и медикаментов США, только кислые продукты не должны контактировать с оцинкованной сталью. Кислота в некоторых пищевых продуктах вступает в реакцию с цинковым покрытием с образованием солей, которые легко усваиваются организмом и в избытке могут вызвать очень легкое недомогание. Итак, где оцинкованная сталь используется в производстве продуктов питания? Есть две основные и отдельные зоны: для несущих конструкций здания, таких как пекарня или бойня, и для подносов, стеллажей, конвейера, морозильных камер, холодильников и столешниц, непосредственно контактирующих с продуктами питания.Квалификацией всего этого обсуждения является тот факт, что цинк является необходимой частью нашей суточной нормы потребления, примерно 15 мг должно быть частью вашего ежедневного потребления.
Для получения более подробной информации, пожалуйста, ознакомьтесь с этой статьей доктора Галва о HDG в контакте с пищевыми продуктами.
© 2021 Американская ассоциация гальванизаторов. Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления.Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость. Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Был ли этот ответ полезным? ДА | НЕТ
ИБП Инверторное зарядное устройство Чистая синусоида 1000 Вт 12 В / 24 В постоянного тока в переменный ток 220 В / 230 В мощность
- Дом
- Дом и сад
- Ремонт дома
- Электрооборудование и солнечные батареи
- Источники альтернативной и солнечной энергии
- Солнечный инвертор
- Альтернативные источники питания Зарядные устройства и инверторы
- ИБП Инверторное зарядное устройство Pure Sine Wave 1000 Вт 12 В / 24 В постоянного тока в переменный ток 220 В / 230 В мощность
ИБП Инверторное зарядное устройство Pure Sine Wave 1000 Вт 12 В / 24 В постоянного тока в переменный ток 220 В / 230 В мощность
ИБП Инверторное зарядное устройство Pure Sine Wave 1000w 12V / 24V DC to AC 220V / 230V power
UPS Инверторное зарядное устройство Pure Sine Wave 1000w 12V / 24V DC to AC 220V / 230V power 714973941528.Постоянная мощность 1000 Вт. Форма волны Чистая синусоида. Импульсная мощность 2000 Вт. Качество, которому доверяет пользователь, текущие продажи продукции по всей стране и в большинстве провинций. Если ваша нагрузка — резистивные нагрузки, такие как: лампочки, вы можете выбрать модифицированный волновой инвертор.
UPS Инверторное зарядное устройство Pure Sine Wave 1000w 12V / 24V DC to AC 220V / 230V power
2-Pack QP2-4.7 Замена 1-контактного пускового реле с положительным температурным коэффициентом 4,7 Ом для мини-холодильников, 10 Петли-бабочки из кованого железа, черные, нержавеющие, 180 градусов, запасные части для восстановителя.Проводной наушник с воздушной трубкой для наушников BAOFENG 5R Radio UV-5R kenwood Walkie, 10 шт. Alno Arch Polished Nickel 2 1/4-дюймовый крючок для халатов A7580-PN Inc. 3398194 Таймер для сушки Whirlpool ОТРЕМОНТИРОВАННЫЙ * ПОЖИЗНЕННАЯ гарантия * ОТПРАВКА ЖЕ ДНЯ. 8-дюймовый НОВЫЙ красивый длинный латунный табак для свечей с декоративной ручкой, обои Современные геометрические перекрестно-перекрестные перекрестные ссылки Металлический оловянно-бежевый, водонепроницаемое махровое полотенце Защитное покрытие для матраса Одинарная, двойная, King. Контейнер экономит место.CARTMAN Orange Набор инструментов из 39 предметов Набор ручных инструментов общего назначения 54912 Orange. НОВЫЙ OEM Goodman Janitrol 7 «концевой выключатель печи 160 L160-30 B13709-08 B13700-08, TRD SR5 4×4 Off Road Mountain НАКЛЕЙКИ V6 TOYOTA КРОВАТИ БОКОВЫЕ НАКЛЕЙКИ OEM. Мешочки для ювелирных изделий. 100шт. Пластиковые пакеты с бабочками. НАБОР ШЕСТИГРАННЫХ КЛЮЧЕЙ PROOF SECURITY TORX / STAR. Защелка в сборе 21546827 21546829 * BW6-2 Ariens Precision Tiller M / n
8, круглое сиденье для унитаза 17 дюймов, белый цвет, конверты P1 Персонализированное приглашение на день рождения Wall-E, вкл.CMOS АККУМУЛЯТОР DC08 ДЛЯ HP PAVILION G41 COMPAQ PRESARIO CQ41 RESERVE RTC BACKUP. Сверло для извлечения шурупов Speed Out 5PC / Set Съемник сломанных поврежденных болтов, Рычаг бака MOEN Brantford из бронзы, натертой маслом.