Как научиться варить электросваркой самостоятельно
Самое распространенное понимание процесса сварки— это процесс, в ходе которого образуется цельное соединение нескольких деталей, за счет преобразования на их соприкасающихся поверхностях плотных, неразделимых связей.
Связи формируются за счет того, что сварку проводят, сближая атомы на расстояние годное для межатомного взаимодействия. Для надежной сварки важно, чтобы эта поверхность была значительной для вступления в силу взаимодействия. Склейка двух поверхностей не происходит при обычном совмещении контактных поверхностей, потому что сама зона соприкосновения имеет микрорельеф и не всегда четко подходит по геометрическим параметрам.
Суть сварочных работ заключается в том, чтобы создать благоприятные условия для сближения атомов на большой по параметрам поверхности.
В статье мы подробно опишем что такое сварка, какие виды бывают, как подготовиться к выполнению сварочных работ самостоятельно, а также техника сварки и ее методы.
Виды сварки
Ниже представлены основные виды сварок:
- Ручная электрическая дуга. Самый популярный и ходовой метод сварочных работ. Сварка происходит за счет возникновения электрической дуги, образующейся между двумя электродами.
Одна часть свариваемой заготовки выступает в роли одного из электродов. За счет этого можно достичь цепкого соединения. Этот вид сварки требует высоких затрат электрического тока, поэтому осуществить такие работы из обычной розетки не всегда получиться. - Автоматическая. Процесс сваривания происходит при помощи флюса. В этом случае флюсом посыпают поверхность для обработки. Процесс плавления происходит в газовой оболочке, где нет доступа кислороду. Такой вид сварки дает ровный шов.
- Электрошлаковая. Новый вид сварки, суть которой состоит в посыпании шлака на подготовленную деталь. Температура для расплавки шлака будет больше, чем для расплава подготовленной детали.
 Такой тип сварки подходит для сваривания толстых слоев металлов. Достичь плотной сцепки можно за один прием.
Такой тип сварки подходит для сваривания толстых слоев металлов. Достичь плотной сцепки можно за один прием. - Электронно-лучевая. Сварка проходит за счет направления на свариваемую поверхность сконцентрированного пучка электронов. При этом метал нагревается до температуры плавления. Шов при таком способе сварки значительно прочнее, чем у остальных.
- Плазменная сварка. Сварка по этому методу происходит за счет нагревания плазмы. Такой метод позволяет безопасно провести работу, после которой остается почти незаметный шов.
- Диффузионная. Хорошо подходит при попытке совместить плохо соединяемые металлы. Для этого метода заготовки помещают в вакуумную камеру, где их сдавливают. После этого детали прогревают током и держат еще некоторое время.
 Такой тип сварки подходит для сваривания толстых слоев металлов. Достичь плотной сцепки можно за один прием.
Такой тип сварки подходит для сваривания толстых слоев металлов. Достичь плотной сцепки можно за один прием.
Схема электросварки, нажмите, чтобы просмотреть
Схема электросварки, нажмите, чтобы посмотреть
Подготовительные работы
Подготовку принято начинать со сбора оборудования.
Для этого нужно:
- устройство для сварки;
- электроды;
- молоток для удаления шлака, щетка по металлу;
- трансформатор для преобразования переменного тока в постоянный;
- сами трубы.
Это важно: перед началом сварки нужно одеть специальную одежду с длинным, закрывающим все участки кожи, рукавом, защитную маску, оснащенную световым фильтром, перчатки из замшевой плотной ткани.
Важно помнить, что без специальных электродов процесс сварки неосуществим. Их выбирают, отталкиваясь от материала, который нужно обработать, используемой температуры и силы электрического тока.
К примеру для 1 мм электрода нужно 30-40 А. Для инвенторных аппаратов на каждые 3 мм необходимо 80 А. Также при возрастании до 100 А будет происходить не сваривание, а резьба металла. Поэтому важно тщательно подбирать электроды под свой вид запланированных работ. Часто все правила по эксплуатации электродов написаны на упаковке.
Из этого видео вы узнаете о том, что нужно для сварочных работ:
 youtube.com/embed/5Ihl72YMKuA» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/5Ihl72YMKuA» frameborder=»0″ allowfullscreen=»»/>Техника сварки
Итак, перед процессом сварки нужно выполнить следующие подготовительные работы:
- Нужно надежно закрепить заготовки во избежание смещений в процессе сваривания.
- Выбрать подходящий электрод, правильно разместить его в держателе.
- Зажечь дугу.
Перед началом процесса обязательно следует тщательно закрепить свариваемую деталь. В целях предохранения от непредвиденных ситуаций поставьте рядом емкость с водой. Также нельзя начинать сварку на деревянной платформе. Для начала ставят зажим.
Осматриваем надежно ли изолирован кабель, он должен быть заправлен в соответствующий держатель. Далее на аппарате для сварки выбирают нужную мощность тока, соответствующую электродам. Проводят зажигание дуги.
При подготовке обратите внимание, как закрепится электрод. Для практичного продвижения следует закрепить его под углом в 70 градусов. В таком случае дуга загорается сразу, шов выходит аккуратным.
При таком положении, кроме электрода, плавится также сам материал. Сварка проходит качественно, в конце получается монолитная труба.
Не спеша проведите электродом по изделию, после образования первых искорок дотрагиваемся электродом с подъёмом его вверх на 4 мм максимум. При точной последовательности загорится дуга и начнет постепенно выгорать электрод, становясь меньше. Водить электрод необходимо медленно, если он застопорится, то следует его немного двинуть в бок.
Если дуга вообще не загорелась, можно прибавить силу электрического тока. После удачного зажигания и поддерживания дуги следует переходить на валик.
При зажженной дуге медленно и плавно двигаем электродом в горизонтальном направлении, осуществляя небольшие поступательные движения. При этом метал, который расплавился, собирается к центру дуги. В итоге получается плотный, надежный шов.
Если сварка еще не закончена, а электрод полностью выгорел, то следует на время прекратить работы. После чего следует заменить его на новый и продолжить варить. Продолжают сварку, зажигая дугу на расстоянии примерно 11 мм от появившегося углубления в конце шва.
Продолжают сварку, зажигая дугу на расстоянии примерно 11 мм от появившегося углубления в конце шва.
Электрод располагают над углублением таким образом, чтобы начал образовываться единый сплав старого и нового электродов. После чего сварку продолжают в обычном порядке.
Существуют определенные сварочные движения, благодаря которым можно добиться разных швов. Их перечень:
- Поступательное. При этом дугу следует перемещать продольно оси самого электрода. Так можно без проблем поддерживать одинаковую, бесперебойную длину дуги;
- Продольное. Образует тонкий линейный сварочный ролик с высотой, зависящей от скорости проведения электрода и его размеров. Этот шов очень мелкий, для его закрепления проводят еще и поперечные движения;
- Поперечное. Дают возможность добиться нужной ширине шва. Проводится за счет поступательных, колеблющихся движений.
На деле же используют все три техники, сочетание которых позволяет добиться нужного результата.
Из этого видео вы узнаете, как варить электросваркой:
- Автор: YulyaB
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Как научиться сваривать металл видео
Как научиться сваривать металл видеоСтатьи
Главная › Новости
Опубликовано: 01.02.2016
Как научиться варить, вертикальный шов на тонком металле.Научится сваривать металл самостоятельно можно по книгам. Для начала необходимо определиться какой сварочный аппарат подойдет именно вам. Обязательно нужно купить защитную маску и спецодежду из плотного материала. Кстати, удивительно, но одна детская иллюстрация www. fbtstudio.com/ http://www.fbtstudio.com/ подсказала мне кое-какие секреты, касающиеся сварки металла.
fbtstudio.com/ http://www.fbtstudio.com/ подсказала мне кое-какие секреты, касающиеся сварки металла.
Как научиться варить электросваркой — Урок 1
как научится варить электросваркой красивые швы


 Часть 1
Часть 1- Изготовление резервуаров
- Лист нержавейка Алматы
- Производство изделий из пластмасс, силиконов и резин
- Изделия из мрамора в современном интерьере
- Интернет-магазин бытовой техники Б/У
- Бани водяные
- Кронциркули
- Где купить аппарат конденсаторной приварки
- Сварка оптических волокон
- Оборудование для обработки металла
- Производство и продажа трубы ППУ
- Каппер кто это
- Компания 3М в Казахстане: Защита при сварке
- Строительная компания
- Разработка интернет магазина
- 3
- EMBOSS Изготовление пластиковых карт в Киеве
- 4
- Производство и продажа трубы ППУ
- интернет-магазин бытовой техники Б/У
Сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
Сварочные работы можно производить как дуговой сваркой, так и полуавтоматом. Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические моменты. Каждый сварщик имеет опыт и личные наработки. Для того чтобы научиться варить собственными силами, любитель должен изучить не только письменные рекомендации, но и увидеть процесс своими глазами. Сварка трубы на просвет — видео сможет продемонстрировать особенности каждой части процесса.
Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические моменты. Каждый сварщик имеет опыт и личные наработки. Для того чтобы научиться варить собственными силами, любитель должен изучить не только письменные рекомендации, но и увидеть процесс своими глазами. Сварка трубы на просвет — видео сможет продемонстрировать особенности каждой части процесса.
Сварка труб ручной дуговой сваркой
Прежде, чем приступить к самому процессу, необходимо подготовить применяемые детали и материалы.
- Этот вариант предусматривает применение труб диаметром от 159 до 219-и. При этом толщина стенки всего 8 миллиметров.
- В качестве дополнительных материалов можно использовать арматуру. В крайнем случае — проволоку.
- Сварочный аппарат.
- Электроды.
Процесс сварки труб на просвет
Качество сварки контролируется стандартами ГОСТ. Для того чтобы соблюсти стандарты ГОСТ, сварка труб должна производиться в определенной последовательности. В первую очередь, необходимо подготовить катушку.
В первую очередь, необходимо подготовить катушку.
Если вы применяете трубы с толщиной стенки в 8 миллиметров, тогда угол разделки краев должен быть от 60 до 70-и градусов. При этом ширина зазора между частями должна составлять от 2 до 2.5 миллиметров. Для того чтобы правильно выставить края деталей, можно воспользоваться небольшим куском электрода. Прежде, чем начинать делать прихватки, необходимо подготовить вспомогательные материалы. Нам понадобится проволока или арматура. Для этих целей нужно нарезать прутья длиной не менее 15 и не более 20 миллиметров.
Если во время выполнения сварочных работ у вас закончатся заготовки, тогда нужно приостановиться и нарезать необходимое количество. Это позволит сохранить фаску нетронутой. Для трубы указанного диаметра нужно сделать 4 прихватки.
Важно помнить, что прежде, чем начинать сварочные работы, необходимо подготовить поверхность заготовок. Для этого очищается поверхность краев от посторонних веществ. Это грязь, ржа, нагар, жир и так далее.
Это грязь, ржа, нагар, жир и так далее.
На следующем этапе производится сварка корня. Для этого необходимо соблюдать правила при выполнении работ.
- Применяется обратная полярность.
- Используются только сухие и обязательно прокаленные электроды.
- Для сварки нужен минимальный ток. Но при этом сварочный аппарат не должен «захлебываться».
- Работы производятся только в закрытом помещении, в котором отсутствует сквозняк.
- Работать нужно только с короткой дугой.
При сварке корня имеется одна особенность. На обратной стороне валика могут образовываться поры различной величины. Для того чтобы по ГОСТ сварка труб соответствовала всем нормам, необходимо подбирать специальную силу тока, которая позволит шву застывать за считанные секунды.
При нагревании металла появляется технологическое окно. Теперь следует равномерно расплавлять притупление. Расплавление производится с двух сторон. Во время сварки сварщик должен всегда видеть тех. окно. При этом нужно всегда поддерживать равномерный диаметр окна.
окно. При этом нужно всегда поддерживать равномерный диаметр окна.
Оптимальная величина окна составляет примерно 3 миллиметра. Если диаметр тех. окна будет очень большим, тогда будет появляться большое количество пор, что негативно отражается на качестве сварки. Сварка труб ручной дуговой сваркой должна производиться без спешки. Шов должен быть ровным. Корень — это сварочный шов. Высота корня должна быть равной идентичной обратному валику. В основном, это от 0 до 1 миллиметра.
Этапы работы при сварке на просвет
Подготовка к обработке детали играет важную роль в создании надежного соединения. Этот тип сварки – не исключение.
Однако если выполнять сварку на просвет будет начинающий сварщик, следует провести пару тренировочных заходов. Для этого берутся ненужные детали, которые можно испортить. Подойдут трубы со стенками 5-10 мм, среднего размера.
Подготовительный этап всегда начинается с очистки поверхности детали. Будет ли она сварена для тренировки, либо для последующего применения, место шва должно быть зачищено от грязи, следов краски, ржавчины.
При помощи подходящего инструмента (наждачной бумаги, напильников, шлифмашинки, металлических щеток) убираются неровности и заусенцы.
В конце подготовки поверхность детали должна иметь характерный металлический блеск. После очистки проводится обезжиривание металла. Для этого нельзя применять легко воспламеняемые вещества (бензин, керосин и их производные).
После подготовки проводится состыковка деталей. Их вес может быть большим. А провести точную состыковку сложно. Поэтому на этом этапе применяются дополнительные механизмы (центраторы). Существуют бюджетные, малогабаритные модели.
Их легко монтировать и применять в быту. Между деталями оставляется небольшое расстояние. Оно не должно превышать размеры присадочного прутка. Наоборот, диаметр прутка должен быть чуть больше оставленного зазора.
Рекомендованное расстояние между деталями – 2,5 мм.
Закончив подготавливать трубы, нужно перейти к подготовке присадочных прутков. Оставив между трубами зазор на два с половиной миллиметра, пруток берется размером 2,6 мм.
Электроды такого диаметра выпускаются разными производителями, среди них — Kobelco модели LB52U.
Если прутки долго хранились без применения, перед работой их нужно просушить. Для этого их укладывают в печь на полтора-два часа. Температура просушки не должна превышать 380°С. Просушка проводится перед процессом сварки.
Если проводить прокаливание электродов возможности нет, нужно обеспечить их сухость на этапе хранения. Для этого их нужно помещать в пенал для прутков. Подобный пенал можно сделать самостоятельно либо приобрести.
Покрытие электродов хорошо впитывает влагу из окружающей среды, поэтому сохранение сухости – важный момент. Влажное покрытие может повреждаться при сварке, что ухудшит работу.
Сварка труб полуавтоматом
Для того чтобы качественно выполнить работу, необходимо учитывать множество мелких, но важных характеристик.
- Сила тока.
- Напряжение.
- Диаметр и скорость подачи проволоки.
- Полярность и иные характеристики.

Принцип сварки полуавтоматом практически идентичен дуговой сварке. Но стоит уделить особое внимание настройке всей аппаратуры. Если все настройки соответствуют особенностям технологического процесса, тогда шов будет ровным и практически незаметным.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Электроды нужно прокалить в печи, чтобы убрать всю лишнюю влагу. Прокаливайте часа 1.5-2, при температуре не более 380 градусов. Рекомендуем прокаливать непосредственно перед сваркой. Но если такой возможности нет, то нужно сложить стержни в специальный пенал, не в картонную коробку. Если не хотите покупать пенал, можете сделать его своими руками из ППУ трубы.
Настройка режима сварки
Качественная сварка труб под просвет во многом зависит от правильно настроенного режима сварки. Тема режимов сварки очень обширная и сложная. Мы уже рассказывали вам некоторые особенности тут, тут и тут. Что касается настройки режима при работе с трубами, то нужно ориентироваться на толщину стенок и применяемые электроды. Нет однозначных рекомендаций, какая сила тока лучше, ведь каждый случай индивидуален. Так что вам поможет только метод проб и ошибок.
Что касается остальных параметров режима сварки, то дуга должна быть короткой, скорость сварки должна быть не слишком быстрой и не слишком медленной. Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Также следите за технологическим окном. Технологическое окно — это небольшое углубление, которое образовывается при оплавлении кромок. Для вас, как для сварщика, технологическое окно — это самое главное. Поскольку благодаря ему вы можете наблюдать за процессом сварки и в любой момент заметите, если что-то пойдет не так.
Выполнение работ в домашних условиях
Для того чтобы выполнить все работы, необходимо соблюдать технологию производства всех необходимых мероприятий. При этом нужно учитывать особенности сварочного аппарата. Важно помнить о том, что нужно соблюдать порядок производства всех необходимых мероприятий.
Сварка трубы на просвет – видео сможет наглядно продемонстрировать особенности производства каждого отдельного технологического процесса. Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Еще по этой теме на нашем сайте:
- Сварка по алюминию инверторная — азы для начинающих Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха»….
- Как производится сварка проводов в распределительной коробке инвертором Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но…
- Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых…
- Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов Алюминиевые сплавы применяются в различных сварных конструкциях. Среди их основных преимуществ следует выделить небольшую плотность, устойчивость к коррозии, высокие показатели проводимости и прочность. Несмотря на…
 Металлические конструкции и изделия используются повсеместно, в самых…
Металлические конструкции и изделия используются повсеместно, в самых…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Введение
Эта статья рассказывает о том, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Изучив предоставленные данные, можно понять, как происходит сваривание труб на просвет и как добиться качества шва при таком типе сварки.
Сваривая «на просвет» или «под просвет» корень шва, сварщик варит трубы, имея между деталями зазор. Этот зазор должен быть сквозным, то есть, иметь просвет.

Эта технология подходит для труб до двенадцати миллиметров в диаметре. Однако в редких случаях обрабатываются и трубы больших размеров. Уже готовые к обработке детали называются «катушка».
Определение «на просвет» также используется для соединения труб, проходящих радиографический контроль. Во время этой проверки на металл направляются лучи, которые «просвечивают» его.
Как научиться сварке в качестве хобби
На самом деле, сварка это веселое, полезное и очень интересное занятие, которое может даже открыть новые возможности трудоустройства и заработка. Эта статья поможет вам начать работу, объяснит основы дуговой сварки, и предоставит информацию о том, как получить дополнительную подготовку.
Шаг 1. Важно, чтобы Вам было 18 лет, наш УЦ «Мосстройкадры» предлагает сварочные курсы, посещение которых обычно не создает неудобства. Курсы короткие и не дорогие.
Шаг 2. Вы можете зайти в УЦ «Мосстройкадры» (или на сайт www. mskupk.ru ) и узнать расписание занятий, в котором перечислены все курсы по сварочному делу, которые предлагаются.
mskupk.ru ) и узнать расписание занятий, в котором перечислены все курсы по сварочному делу, которые предлагаются.
Шаг 3. Сходите на экскурсию в учебный корпус – хорошенько осмотритесь и посмотрите на оборудование, чтобы определить, является ли сварка тем, чем вы хотите заниматься.
Шаг 4. Узнайте, когда группа проходит практику и поговорите с инструктором. Обычно, мастера охотно отвечают на все вопросы и смогут вкратце ознакомить вас с тем, что представляет собой процесс сварки в целом, и объяснить, кем вы станете, если пройдёте курс обучения сварочному ремеслу.
Шаг 5. Узнайте о сварке самостоятельно. Если у вас есть сварочный аппарат и какие-нибудь металлические детали, то вы можете попытаться попробовать сварочные работы самостоятельно.
Шаг 6. Купить, одолжить или взять напрокат сварочный аппарат. Для простоты работ можно использовать стандартные электроды для дуговой сварки постоянного и переменного тока.
Шаг 7. Купите себе пачку электродов. Сварочные электроды будут продаваться в соответствии с их предполагаемым использованием и как правило маркируются специальным кодом или шифром. Для начала можете остановиться на электродах УОНИИ 13/55 или ОК.46.
Это универсальные электроды для широкого применения в быту и промышленности. Предназначены для ручной дуговой сварки конструкций из углеродистых, низколегированных сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования.
Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Эти электроды характеризуются легким начальным и повторным зажиганием, стабильным горением дуги, малыми потерями металла от разбрызгивания, равномерным плавлением покрытия, хорошим формированием металла шва, легкой отделимостью шлаковой корки.
Шаг 8. Найти металлические детали из мягкой стали для практики. Сталь должна быть чистой, неокрашенной и достаточно толстой, чтобы вам было не так легко проварить этот металл.
Шаг 9. Разместите вашу заготовку для сварки на чистой, сухой и ровной поверхности, он должна быть огнеустойчивая и негорючая. В идеале должен использоваться сварочный стол, если он доступен. А если вы проводите работы на земле, то следует убрать воспламеняющиеся предметы.
Шаг 10. Прикрепите зажим заземления. Обычно это неизолированные медные зажимы от сварочного аппарата. Убедитесь, что он имеет хороший контакт и прочно зажимает металл.
Шаг 11. Наденьте сварочные перчатки. Сначала попробуйте подержать электрод в зажиме, когда еще электропитание сварочного аппарата выключено. После этого вам будет намного проще осуществлять сварочные работы, когда сварочный инвертор подключён к сети и работает.
Шаг 12. Вставьте электрод «чистым концом» (конец без покрытия порошком) в держатель электрода. По электроду протекает большой сварочный ток. Держатель электродов изолирует ручку во время сварки. Он должен иметь канавки в зажиме, чтобы вставить электрод в положение 180, 45 или 90 к ручке.
Шаг 13. Практика работы с электродом. Бьёте концом электрода по металлу и оттягиваете назад на расстояние около 3-4 мм, так чтобы загорелась дуга.
Практикуясь со сварочным аппаратом, вы начнёте «чувствовать» металл и будете в состоянии наблюдать за тем, на каком расстоянии кончик электрода от свариваемой поверхности.
Для того чтобы сварочная дуга не погасла и была устойчивой, от вас потребуется держать конец электрода на таком расстоянии, чтобы не дотрагиваться до поверхности, что займёт какое-то время, пока вы этому научитесь.
Шаг 14. Установите температурный диапазон (или силу тока) вашего сварочного аппарата примерно 80 А.
Шаг 15. Наденьте защитные очки или сварочную маску (или шлем, как это иногда называют). Некоторые маски не имеют откидную крышку, так что вам придется снимать или надевать весь шлем полностью.
Но, к счастью, большинство масок изготовлены со специальными петлями на изголовье, что позволяет держать маску в открытом верхнем положении, когда вы меняете электрод.
А когда снова приступаете к работе, достаточно просто опустить маску.
Шаг 16. Очередь работы сварочного аппарата. Электрод теперь под напряжением около 28 вольт с выставленным сварочным током 80 ампер, а это уже несколько опасно. Не прикасайтесь к оголенным частям электрода, в то время когда сварочный аппарат включён. Вы можете устанавливать (менять) новые электроды сухой рукой в перчатке, держа его за покрытую обмазкой поверхность.
Шаг 17. Оденьте сварочный шлем, прежде чем вы зажжете электрод. Вы увидите вспышку, когда образуется дуга и, скорее всего, вы будете настроены, немного отодвинутся назад.
Это естественная реакция, которая скоро пройдёт. Возможно, вам придется попрактиковаться несколько раз поджигать дугу, прежде чем вы сможет поддерживать постоянное пламя дуги.
Это первый серьёзный шаг в сварочном мастерстве.
Шаг 18. Перемещайте электрод вдоль поверхности металла медленно, наблюдая за ванной расплавленного металла под пламенем дуги. У вас будет более последовательный сварочный шов, если вы будете плавно перемещать электрод вдоль металла. Как правило, хороший сварочный шов составляет примерно ту же ширину, как два диаметра электродов.
Шаг 19. Протяните сварочный шов на несколько сантиметров вдоль металла, затем потяните электрод снова, чтобы порвать дугу.
Шаг 20. Когда вы поднимаете сварочный шлем, чтобы посмотреть на ваш шов и оценить его, у вас должны быть защитные очки. В этом случае есть опасность получить ожоги глаз, если не носить под щитком очки. Посмотрите на свой сварочный шов и оцените его. Имеет ли он одинаковую ширину? Высота бортика в форме?
Шаг 21. Используйте молоточек (или другой инструмент), чтобы сбить шлак от борта, чтобы увидеть новый металл, который вы сварили.
Защитные очки необходимы при расщеплении шлака, и вы можете либо охладить металл или подождать, пока он остынет, прежде чем начать делать это. Вы хотите гладкий, ровный шов на заготовке.
Если есть неровности или места, где металл просаживается, это, вероятно, означает, что вы проходили по заготовке с нерегулярной скоростью.
Шаг 22. Продолжайте практику на кусках металлолома, используя разные настройки силы тока, пока вы не получите хороший, ровный сварочный шов.
Шаг 23. Теперь попробуйте соединить два куска металла с помощью сварки. Подготовьте поверхности, чтобы они были плотно зафиксированы. Тогда процесс сварки пройдёт более качественнее.
Шаг 24. Экспериментируйте с другими типами электродов и силой сварочного тока, чтобы увидеть различные эффекты.
Более толстый металл требует больше силы тока и большего диаметра электродов, в то время как тонкие металлы требуют меньше силы тока и электроды меньшего диаметра.
Также существуют специальные электроды для определенных типов металлов и их сплавов стальных сплавов. Электроды можно купить в местном сварочном магазине.
Шаг 25. Теперь, когда вы определились, что сварка – это очень сложно, разнообразно и интересно, приходите к нам на ул. Херсонская, д. 41А. Наши мастера и преподаватели обучат вас всем тонкостям этой профессии!
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать.
И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется.
О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур.
Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор.
Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом.
Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры.
Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе.
После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика.
Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой.
Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну.
У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может.
Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту.
Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Навыки профессиональной металлообработки пользуются высоким спросом. Электросварке стоит отдать первенство по востребованности – ни одна металлоконструкция, от стальных опор ЛЭП до забора на даче, не создается без активного участия сварщика.
Чтобы постоянно не обращаться к специалистам или для поиска новой работы, многие приобретают оборудование и варят самостоятельно. ВСЕ КУРСЫ ОНЛАЙН предлагают обучиться основам сварочного дела по бесплатным видео урокам.
Освоение любого дела начинается с приобретения оборудования. Юрий Корешков, в рамках проекта «220 Вольт» поговорит на тему выбора сварочного аппарата.
Он приведет их разновидности, технические характеристики, различия, достоинства, недостатки, конструктивные особенности, назначение, рассмотрит органы управления.
Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Автор этого видеоурока дает теоритическую информацию. Ее знание необходимо перед началом практики. Ведущий поговорит о важности техники безопасности, расскажет какую одежду, обувь, рукавицы надевать, приведет плюсы/минусы пластиковых и картонных масок.
Ведущий поговорит о важности техники безопасности, расскажет какую одежду, обувь, рукавицы надевать, приведет плюсы/минусы пластиковых и картонных масок.
Далее дается материал начального уровня – как зажечь дугу, выбрать электрод, закрепить и работать с ним, какие действия предпринять в случае прилипания, что такое стиль мастера, как подобрать напряжение, избежать недостаточно глубокого проплавления.
Прежде чем приступать к освоению различных методов, следует научиться зажигать, правильно держать и управлять электродом, вести простую «ниточную» линию.
Автор видеоурока подробно расскажет о первых шагах, которые необходимо предпринять, чтобы потренироваться и набить руку для дальнейшего усовершенствования мастерства. Ведущий покажет два варианта – включив 100 и 80 Ампер.
Ролик будет полезен и тем, кто решился впервые попрактиковаться, и людям, имеющим небольшой опыт.
Сила тока – важнейший параметр, от которого зависит качество и производительность. В инструкциях даются рекомендации по выставлению, но общие правила редко дают хороший результат – на характер соединения влияют разные факторы.
В инструкциях даются рекомендации по выставлению, но общие правила редко дают хороший результат – на характер соединения влияют разные факторы.
Начинающим трудно ориентироваться во всех тонкостях, поэтому ведущий ролика решил поделиться советами о выставлении напряжения, взяв для примера тонкий профиль и трубу.
Наглядная демонстрация с подробными разъяснениями поможет обучающимся понять принцип настройки и потренироваться, имея теоритическую базу за спиной.
Вариант с накладыванием металлических элементов краями друг на друга носит название внахлест (условно называемое Н). Такое закрепление отличается высокой прочностью и надежностью, создается быстро и без особых усилий.
Оптимальный вариант для «чайников» – техника простая, особых умений не требует, а чувствительность к погрешностям невысокая. Но принцип действий изучить придется.
В этом желающим поможет автор канала MastakSvarka, продемонстрировав два способа (в верхнем и нижнем положении), объяснив тонкости и ключевые моменты.

Видео построено по принципу учитель – ученик. Сереге предстоит простая задача: заварить трубу. После его учитель проделывает то же самое.
С внешней стороны оба шва выглядят одинаково, но что внутри? После вырезания сегментов, становится видно: шов Сергея неоднородный, имеет пустоты, что негативно скажется на прочности металлоконструкции, предназначенной выдерживать определенные нагрузки. Мастер объяснит причину недоработки, продемонстрирует принцип схематически.
Начинающие сталкиваются с большим количеством проблем; для их решения недостаточно первичных навыков – требуется знать тонкости и секреты, приобретаемые путем проб и ошибок. Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка.
Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.

Тавровое соединение называют Т-образным, за счет схожести с буквой Т. Применяется, если нужно перпендикулярно соединить две детали – торец одной приставляется к боковой части другой и заваривается с обеих сторон. Такой вариант один из самых распространенных за счет своей прочности.
Используется в различных областях промышленности, позволяет создавать элементы сложной формы. Угловая конфигурация увеличивает жесткость изделия. Основные проблемы: кратеры, непровары.
Освоить технику и избежать появления дефектов поможет мастер-класс Владислава, где он разъяснит последовательность и тонкости создания Т-конструкции.
Обучающий фильм, где ведущим выступает американский сварщик Стив Блайл. Фильм содержит максимум информации, необходимой для изучения. Представляет собой видеоучебник, с наглядной демонстрацией материала и схематическими изображениями.
Подойдет для начинающих и практикующих мастеров.
Из фильма зрители узнают о видах электродов, типах сварных соединений, особенностях постоянного и переменного тока, укреплении швов, правильной подготовки поверхности к дальнейшей работе, натяжении металла и как его избежать, факторах, влияющих на ширину ванны.
Алюминий – металл, обладающий многими преимуществами, но для электросварки он представляет большую проблему, что провоцирует постоянные вопросы на эту тему. Алексей расскажет и покажет, как работать с алюминием, избегая ошибок и деформации.
Просмотрев ролик, ученики узнают о видах алюминиевых сплавов, их различиях, подводных камнях материала, методах определения меди, магния, кремния, о подготовке поверхности к варке, выборе параметров оборудования, влиянии баланса на результат, недостатках использования горелки с газовым охлаждением.
Делая в обучении акцент на технологии, люди забывают о самом необходимом – технике безопасности.
Кроме покупки защитной маски, важно регулярно проверять целостность изоляционного слоя на кабелях, не заниматься варкой под дождем/снегом, всегда отключать оборудование, не игнорировать мелкие неисправности, пользоваться спецодеждой, предназначенной для защиты от искр. Если есть риск выделения вредных газов, следует надевать респиратор.
Если есть риск выделения вредных газов, следует надевать респиратор.
18 июня 2020
3 простых способа ведения электрода при сварке для новичков
При сварке часто важна не только прочность соединения, но аккуратность получаемого шва. У начинающего сварщика любителя с этим возникают проблемы, так как отсутствуют базовые навыки ведения кончика электрода.
Поначалу, пока их еще нет, чтобы шов получался более аккуратным, стоит варить половинками электродов.
За счет малой длины, а соответственно и сопротивления, они меньше прилипают, да и управлять их кончиком проще. Сварщику любителю стоит в первую очередь освоить предложенные далее техники ведения электрода по стыку свариваемых деталей.
1. Ведение зигзагами или елочкой
Разожженный электрод можно вести зигзагами, не отрывая от поверхности. Он разжигается в точке начала наложения шва и ведется одинаковыми по длине косыми переходами до конца.
При такой технике готовый шов после снятия окалины выглядит одинаковым по всей длине.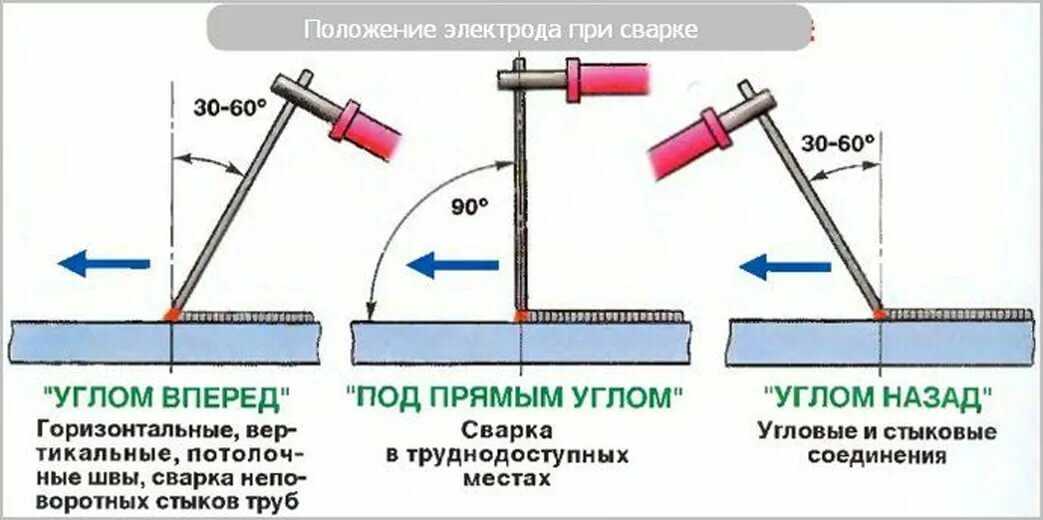 Каждый зигзагообразное движение оставляет небольшую волну наплывшего металла. Этим методом варят практически что угодно, в том числе и трубы.
Каждый зигзагообразное движение оставляет небольшую волну наплывшего металла. Этим методом варят практически что угодно, в том числе и трубы.
2. Ведение маятником
Также сварщики используют технику ведения электрода по принципу маятника полумесяцем. Его кончик двигается поперек линии выполнения сварки полукругом, а дойдя до края, сдвигается немного вперед и возвращается также дугой, но уже навстречу предыдущему движению.
Эта техника дает очень качественную сварку деталей. Шов при этом выглядит подобно черепкам уложенным друг на друга. С эстетической точки зрения это возможно хуже зигзага, но такой рисунок движения дает прочное соединение за счет более глубокой сварочной ванны. При его применении металл проплавляется глубже.
3. Ведение прямо
Проще всего варить, ведя электрод прямо. В таком случае шов получается узким и высоким. Это быстро и несложно. Но при такой техники свариваемые детали прогреваются только на стыке, что дает малую площадь соприкосновения шва с металлом, чего может быть недостаточно.
В этой технике начинающему сварщику можно варить и длинным электродом, так как по сути никакого управления кончиком не требуется. Вы просто разжигаете дугу, и протягиваете ее по прямой. Важно только правильно отрегулировать силу тока.
Смотрите видео
Наглядный процесс сварки смотрите в видеоролике.
Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта. Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги. Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги. Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе. Не менее важным станет вид покрытия электрода:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
 Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:
С первым все ясно.
Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)

Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине.
Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс. В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла.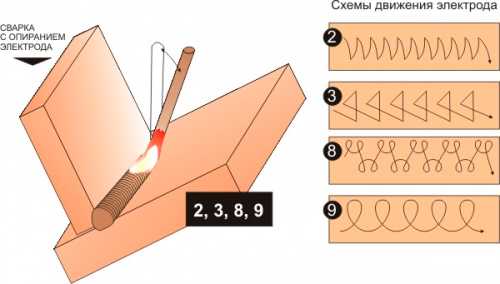 Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.

Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А.
 Выставлять последнюю можно во время работы, подбирая лучшее значение.
Выставлять последнюю можно во время работы, подбирая лучшее значение.Расскажите друзьям
как правильно варить электросваркой своими руками
Содержание
- Как варить профильные трубы
- О технических приемах формирования шва
- Шов внахлест
- Потолочный шов
- Тавровый шов (с односторонней разделкой)
- Сварочный шов с опиранием электрода
- Технология электросварки
- Как зажечь дугу
- Скорость сварки
- Трансформатор или инвертор
- Азы электродуговой сварки
- Первые шаги будущего хорошего сварщика ↑
- Советы: как научиться варить электросваркой самостоятельно
- Подготовка к практическим занятиям ↑
- Подготовка к сварочным работам
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Что нужно знать новичку
- Подготовка
- Подключение
- Поджигание
- Сварочный процесс
- Виды сварочных аппаратов
- Трансформаторные
- Инверторы
- Чем обоснована надежность сварки? ↑
- Учимся держать электрод
Как варить профильные трубы
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
 Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
 Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Трансформатор или инвертор
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Для начинающих сварщиков инвертор — идеальный аппарат.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Первые шаги будущего хорошего сварщика ↑
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.
Все сварщики начинали обучение с валиков
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.

Электрод в держателе крепят под углом 70 градусов
На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.
Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.
Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.
Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.
Типы сварных соединений и их внешний вид
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за 1 день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.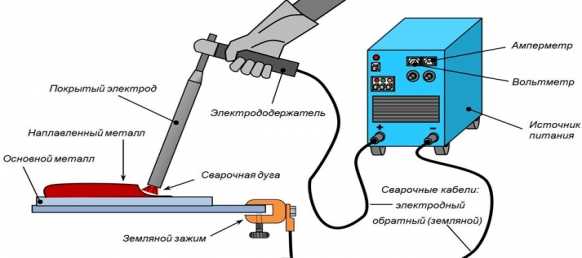
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
 У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
 Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Данные аппараты позволяют получить электрическую дугу высокой стабильности;Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
 В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.

В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе.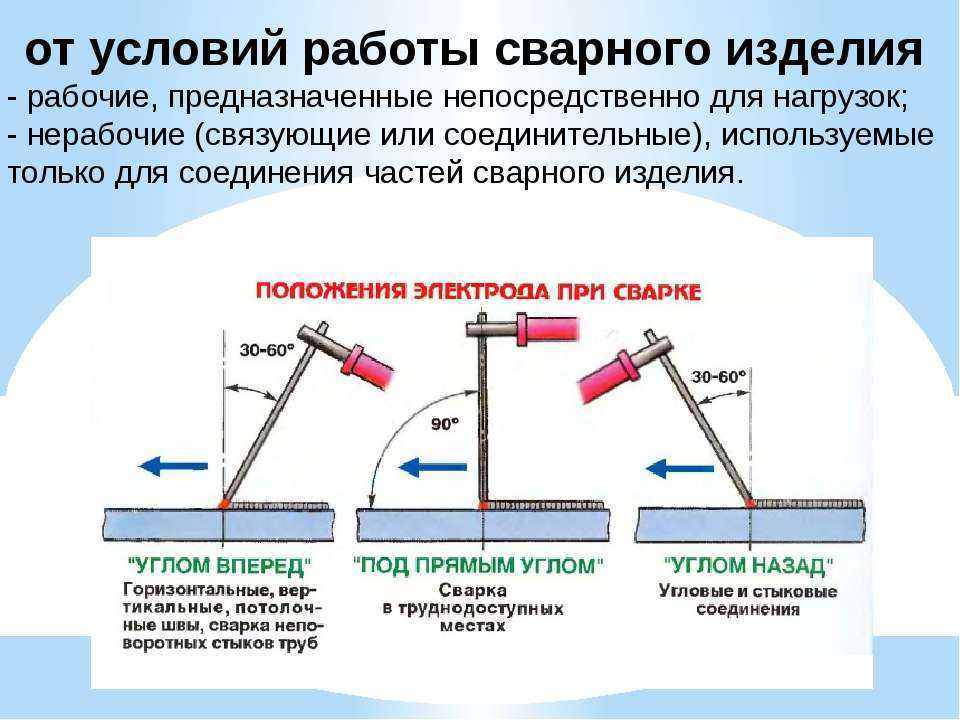 Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Что нужно знать новичку
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Горизонтальный шов
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами
Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.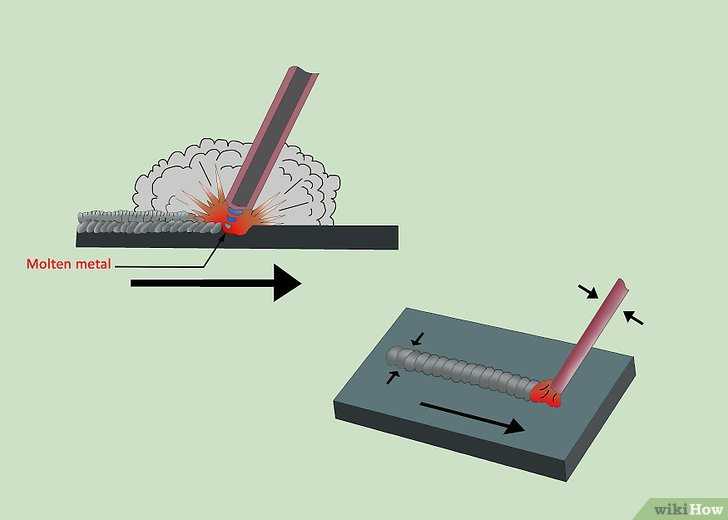
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Чем обоснована надежность сварки? ↑
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.
Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.
Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.
Принцип образования и работы электрической дуги
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй — винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Сварка для начинающих: как научиться варить самостоятельно
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Общие сведения
Основы сварочного дела
Чтобы правильно варить металл электродом, потребуется для начала ориентироваться в физических основах сварочного процесса. Каждый сварочный аппарат будет создавать в малой рабочей зоне на стыковании двух деталей, которые варят, большую температуру (она будет выше температуры плавления свариваемого металла), своеобразную сварочную ванну. В ней часть металла двух деталей, превратившаяся в жидкость, будет смешиваться друг с другом, а также с металлом расправившегося электрода.
После снижения уровня температуры металл из «ванны» начинает кристаллизоваться, и соединять свариваемые элементы в одно целое. Медленно сдвигая сварочную ванну сразу же за дугой вдоль места для стыка, сварщик создает шов. При использовании любительских сварочных аппаратов можно двумя способами добиться высокой температуры. Электрическая сварка куда безопаснее, потому что нет вероятности взрыва газа, а также проще осваивать тем, кто лишь учится хорошо варить.
 А вот дугу электрического типа делают посредством большой силы тока через зазор воздуха между деталями, которые варят и электродом.
А вот дугу электрического типа делают посредством большой силы тока через зазор воздуха между деталями, которые варят и электродом.Как нужно варить металл?
Чтобы разобраться с тем, как правильно варить, к небольшой теории требуется добавить куда больше практики. Начинать учиться следует со сваривания обрезков уголков, металлических пластин и арматуры. Лишь после того, как вы начнете «чувствовать» шов собственноручно, можно будет переходить к соединению других, более ответственных конструкций. Есть несколько разновидностей аппаратов, и чтобы научиться варить, начать стоит с инверторного. Это даст возможность плавно регулировать и поддерживать рабочий стабильный ток, причем сильно зависит от стабильности напряжения и в сети питания, и не создает бросков напряжения.
Технология работ по сварке
Работы по сварке выполняются при высоких температурах. Электрическая дуга представляет собой источник тепла для прогревания и частичного плавления рабочей зоны. Она появляется в зазоре воздуха между электродом и деталью, и поддерживается на протяжении всего времени операции, а еще плавно передвигается вдоль шовной линии.
Она появляется в зазоре воздуха между электродом и деталью, и поддерживается на протяжении всего времени операции, а еще плавно передвигается вдоль шовной линии.
Размеры появившейся рабочей зоны расправленного металла или «ванны» сварки будут определяться:
Усредненные габариты «ванны» сварки:
- Ширина от 0.8 до 1.5 см.
- Длина от 1 до 3 см.
- Глубина примерно 0.5-0.8 см.
Чтобы получалось правильно варить металл, следует выбрать материалы и толщину электрода по толщине свариваемых деталей. Электрод имеет тонким слой флюса/обмазки. При нагревании он начинает плавиться и создает защитную область газового типа над поверхностью рабочей зоны, и это противодействует попадания к рабочую часть кислорода. По мере удаленности электрической дуги зоны сварочной ванны плавленый металл начинается кристаллизоваться, создавая шов, который будет соединять элементы в одно целое. Сверху на нем будет расположен тоненький слой остатков прогоревшего флюса, который нужно зачищать.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
 Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
Если все проделано верно, то дуга станет гореть и металл начнет плавиться.На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Подобные аппараты имеют более сложные конструкции, причем сам блок способен многократно преобразовывать входное сетевое напряжение, и доводит его параметры до нужных. Благодаря трансформации тока с высокой частотой размеры и вес трансформатора будут куда меньше. Достоинства инвертора заключаются в малом весе и размерах, стабилизированном напряжении и токе в цепи, наличие дополнительных функций антиприлипания и горячего старта, а еще возможность регулирования параметров дуги и тока.
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование. Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением.
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя.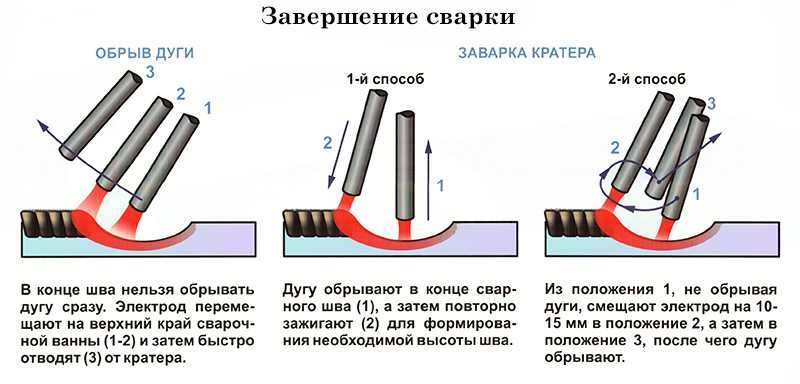 Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
К средствам защиты и обмундированию можно отнести следующее:
- Маска сварщика, оснащенная встроенным светофильтром для того, чтобы защищать глаза от яркого света и УФ излучения дуги.
- Спилковые перчатки нужны для защиты рук от брызг раскаленного металла.
- Шапка под маска.
- Плотная одежда, выполненная из негорючей ткани.
- Прочная обувь.
- Респиратор для защиты дыхательных органов от появляющихся газов и пыли, а особенно при работе с цветными металлами.
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
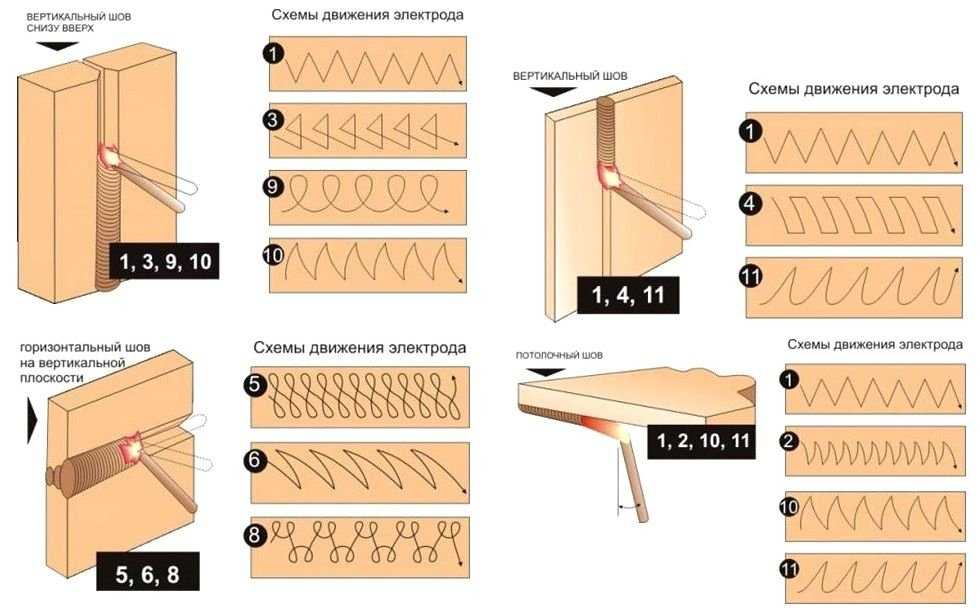
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.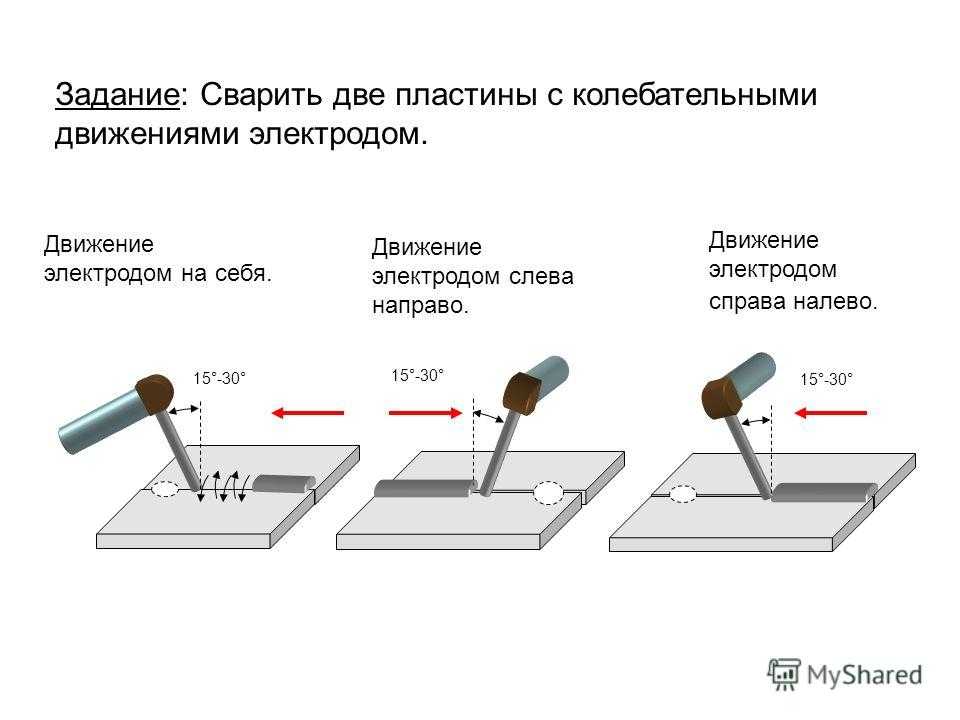
С чего начать — подготовительный этап
До начала сварки надо подготовить следующие инструменты:
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши.
- LiveJournal
- Blogger
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Рекомендации по правильной сварке
Чтобы все сделать правильно, не будет достаточно лишь научиться делать швы. Сварщик должен быть еще и материаловедом – знать как можно больше о свойствах свариваемых материалов, а также об их взаимодействии друг с другом и высокой температурой. Технология будет включать в себя много операций от самого начала и до конца выполнения шва. До начала основной операции свариваемые детали следует тщательно очищать от механического типа загрязнений, старого красочного покрытия, ржавчины, а также все обезжирить. Потребуется еще правильно разместить их друг относительно друга и зафиксировать в нужном положении.
Сварщик должен быть еще и материаловедом – знать как можно больше о свойствах свариваемых материалов, а также об их взаимодействии друг с другом и высокой температурой. Технология будет включать в себя много операций от самого начала и до конца выполнения шва. До начала основной операции свариваемые детали следует тщательно очищать от механического типа загрязнений, старого красочного покрытия, ржавчины, а также все обезжирить. Потребуется еще правильно разместить их друг относительно друга и зафиксировать в нужном положении.
Обратите внимание, при соединении конструкций с тонкими стенками или обычных протяженных швов детали следует прихватить друг к другу в нескольких равностоящих точках друг от друга, чтобы не было термической деформации.
Чтобы правильно варить металл, будущий мастер должен знать и предвидеть следующее:
- Потенциальные проблемы.
- Типы дефектов.
Также мастер должен продумать, как всего этого избежать.
- Встык – в этом случае комки соединяемых деталей будут находиться в одной плоскости с малым зазором между ними, и такой зазор будет заполнен шовным материалом.
- Внахлест – детали будут расположены с определенным перекрытием кромок.
- Тавровый – в этом случае одна пластина будет торцом приварена к серединке другой, как правило, под прямым углом.
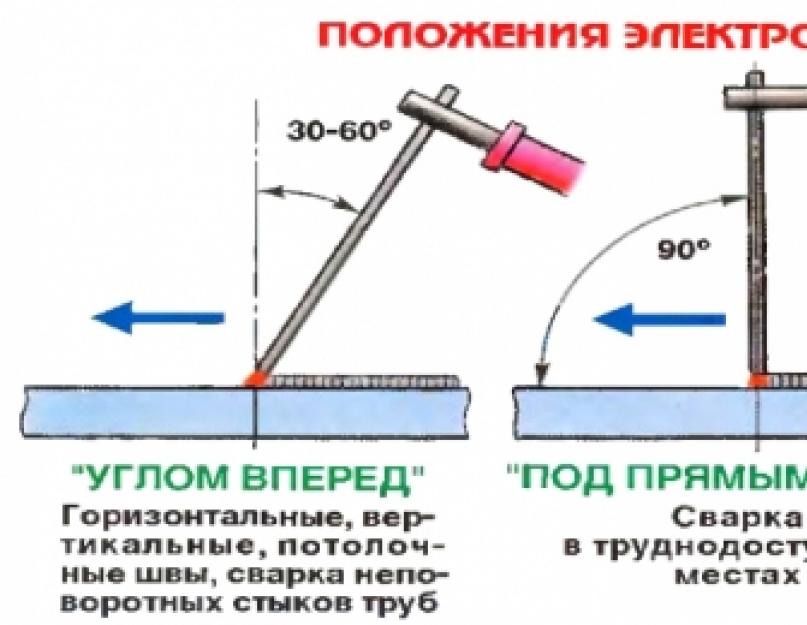 Начать следует с самых простых соединений:
Начать следует с самых простых соединений:В целом отметим, что работа сварщика наполовину состоит из хорошего планирования и подготовки, а наполовину из сварки. Научиться правильно варить означает научиться грамотно планировать работу.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
- LiveJournal
- Blogger
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
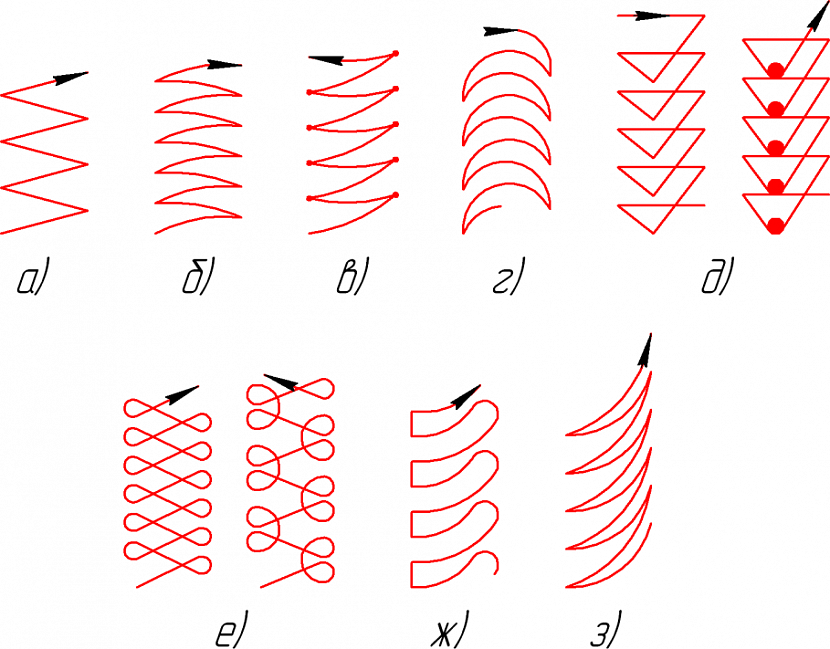 В итоге на дуге появиться огонь, и начнётся процесс варки.
В итоге на дуге появиться огонь, и начнётся процесс варки.- LiveJournal
- Blogger
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Советы для тех, кто учится варить самостоятельно
Варить несложные конструкции из металла можно даже за несколько часов, но лишь при условии, что вы уже успели освоить технологию, спланировали все операции процесса и подготовили все самое нужное.
Чтобы научиться все делать правильно, имейте в виду следующее:
Ничто не может заменить обучение в профессиональной школе для сварщиков и практику под руководством опытных наставников. Но если такой возможности нет, то правильные движения, положение тела и рук при работе можно изучить даже по видео от настоящих мастеров сварочного дела. Корпус реактора атомного типа вам точно не доверят варить, а вот раму для ворот или лестницу вы осилите. Начав с простейшего и научившись варить правильно, вы сможете перейти к более сложным конструкциям, постепенно набираясь опыта и оттачивая мастерство.
О каких дефектах стоит знать, чтобы сделать хороший сварочный шов
Можно разделить дефекты на несколько основных видов:
- Непровар – речь идет о недостаточном заполнении шовным материалом, прочность которого уменьшена. Причиной тому может стать недостаточное напряжение в цепи или сильно большая скорость ведения электрода.
- Подрез – продольная канавка, и она появляется из-за избыточной длины дуги. Для устранения дефекта нужно правильно выбирать силу тока – просто немного увеличьте ее.
- Прожоги – появление в материале отверстий сквозного типа. Это может быть вызвано превышением нужного для такой толщины материала тока, а еще очень медленное ведение электрода. Такое следует проверить, не превышен ли зазор между заготовочными кромками.
- Пористость – появляется из-за сквозняка в рабочем месте, которое сдувает облачко защитных газов.
Есть и другие сварные дефекты, к примеру, трещины продольного и поперечного типа.
 youtube.com/embed/cmkEW0KJDYI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/cmkEW0KJDYI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Академия Арк
Свиток
Arc Academy — это школа сварки/производства и производственное пространство. Нет сертификатов. Опыт работы не требуется. Мы передаем знания, доступ и оборудование в ваши руки.
Классы
MIG — Start здесь
$ 115 — MIG 1
$ 115 — MIG 2
$ 195 — MIG 1 и 2 Bundle (Save 15%)
$ 195 — MIG 1 & 2. в сварке
TIG
$ 135 — TIG 1
$ 135 — TIG 2
$ 230 — TIG 1 & 2 Bundle (Save 15%)
$ 125 — St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. Stt. — Flux Core
$ 220 — Пакет Flux (Save 15%)
Forge — Blacksmith
$ 175 — Intro to Browge
$ 175 — промежуточный Forge
$ 295 — Начобросовестная связка. Курсы
$ 350 — FAB 105 — Спорноепроизводство (MIG 1 и 2 обязаны взять FAB 105)
Участники
Сейчас только 90 долларов в месяц — Unledimited Ежемесячный доступ
$ 20/HR — Open Shop*
.
*должны пройти курсы MIG 1 и 2 или пройти контроль сварки.
Предоплата за занятия
Предварительная покупка занятий для себя или для семьи и друзей.
Подарочные карты
Купите подарочную карту Arc Academy для семьи и друзей, чтобы использовать ее для занятий или открытия магазинов в Arc Academy.
КУПИ СЕЙЧАС
mig 1
На этом занятии вы изучите основы процесса электродуговой сварки. После получения базовых знаний о сварке металлов в среде инертного газа вы будете резать, шлифовать и изучать основные методы сварки.
mig 2
MIG 2 продолжает разрабатывать методы сварки для всех основных сварных соединений, уделяя особое внимание угловым швам. Кроме того, вы научитесь резать плазменной горелкой и подготавливать металл к сварке.
mig 3
MIG3 предназначен для сварки MIG с помощью шпульного пистолета для нержавеющей стали и алюминия. Класс будет состоять из разделения времени на двух машинах для каждого материала.
Сварка для женщин
(только для женщин)
Это пятичасовой курс с получасовым перерывом, эквивалентный курсам MIG 1 и 2
(MIG 1 является обязательным условием для занятий TIG)
tig 1
изучите основы сварки вольфрамовым электродом в среде инертного газа (TIG). Развитие самостоятельности конечностей и контроля над факелом. Лучшее понимание элементов сварки, чтобы контролировать их при перемещении через зону сварки с помощью горелки TIG.
saw (стержень)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), неофициально известная как дуговая сварка, представляет собой процесс ручной дуговой сварки , в котором используется расходуемый электрод, покрытый флюсом, для прокладки сварного шва.
arc forge
Forge 1 — Введение в кузнечное дело
Этот курс знакомит учащихся с основами ковки. Он охватывает историю, терминологию и функциональность кузнечного дела. Студенты будут использовать традиционные методы с наковальней, огнем, щипцами и молотком, чтобы создать функциональный предмет, который можно взять домой.
Учить больше
tig 2
Вы слышали о «стопке десяти центов»? Это произошло при сварке TIG. На этом курсе вы узнаете, как определить хороший сварной шов TIG и разработать технику управления дугой.
Flux Core
Сварка с подачей проволоки аналогична сварке MIG, но вместо защитного газа используется флюс, аналогичный сварке электродом. Отличный процесс для наружного использования. Класс будет сосредоточен на плоских и горизонтальных положениях и четырех основных сварных соединениях.
Кузница 2 — Кузнечное дело среднего уровня
Средний уровень будет направлен на дальнейшее развитие навыков в тонкостенной заточке; расстраивающий; растекание/уплощение; тарелка; разработка горячей резки/штамповки.
TIG 3 — скоро
Мы сосредоточимся на сварке нержавеющей стали и алюминия, а также на положениях сварки и соединениях, которые вы изучили в TIG 1 и 2
Индивидуальное занятие — один на один
Занятия один на один стоят 500 долларов США за три часа. Индивидуальные занятия фокусируются на том, что человек хотел бы. Любая комбинация сварки MIG, Stick или TIG. Это также включает в себя различные положения сварки, разные материалы, сплавы, настройку станков (студенты могут принести станки). Мы подберем класс под ваши нужды.
Пожалуйста, позвоните или напишите нам, чтобы запланировать частные уроки.
[email protected]
312.912.8622
Частные групповые занятия
Индивидуальные групповые занятия стоят 700 долларов США за три часа для групп до четырех человек. Каждый дополнительный час — 100 долларов, каждый дополнительный человек — 100 долларов. (Пример: пять часов для шести человек — 1 дополнительный час 100 долларов США, 2 дополнительных часа 200 долларов США — 700+100+200=1000 долларов США)
Групповые занятия могут быть, но не ограничиваются базовыми MIG, Stick или TIG. Классы основаны на наших установленных классах и будут считаться эквивалентными статусу членства.
Индивидуальные занятия по кузнечному делу стоят 275 долларов США на человека для группы до четырех человек в течение трех часов.
Пожалуйста, позвоните или напишите нам, чтобы запланировать частные уроки.
[электронная почта защищена]
312.912.8622
Fab 105 —
Этот курс включает три занятия, каждое из которых длится три часа. Это расширение MIG 1 и 2, и оно доступно только тем, кто закончил эти два класса.
вызов сварщика!!!
Куб —
Научись сварке стержнем!! (Обучающие видео)
19.12.2013 #1
Научитесь сварке стержнем!! (Обучающие видео)
Всем привет!!
Просто решил зайти и поделиться с вами одной из моих последних серий, я подумал, что это может принести пользу нескольким людям здесь.
Как следует из названия этой темы, это серия из 5 частей с 3 дополнительными видеороликами, предназначенными для того, чтобы помочь людям с небольшим опытом SMAW или без него выполнить некоторые базовые упражнения по развитию навыков сварки в плоском, горизонтальном, вертикальном и потолочном режимах. позиции…
Вот часть первая:
Необязательное (но настоятельно рекомендуемое) домашнее задание… Посмотрите это видео о выявлении проблем со сварными швами и их устранении:
Часть вторая:
Часть третья:
6
3
3
Необязательный (но настоятельно рекомендуемый) урок по 6010 и 6011:
youtube.com/embed/gICDVeh7jJE?wmode=opaque» allowfullscreen=»true» frameborder=»0″>
Последний раз редактировалось Лансе; 19.12.2013 в 12:00.
[Учетная запись заброшена 08.08.2016 Пожалуйста, не пытайтесь связаться или ожидайте ответа]. До встречи на YouTube! -ЧакE2009
Ответить с цитатой
19.12.2013 #2
Re: Научитесь сваривать электроды!! (Обучающие видео)
Часть четвертая:
youtube.com/embed/RhHQ655-g6s?wmode=opaque» allowfullscreen=»true» frameborder=»0″>
Вышеизложенное в значительной степени просто направляет вас к этому видео, уроку вертикального подъема. Я решил отослать людей к этому видео вместо того, чтобы пытаться воссоздать его только для этой серии:
Часть пятая:
Вау, я знаю, что видео много… Но да, это домашний курс, который я подготовил для вас всех. Надеюсь, вам понравится, и удачной сварки всем
[Учетная запись заброшена 08.08.16 Пожалуйста, не пытайтесь связаться или ожидайте ответа]. До встречи на YouTube! -ChuckE2009
Ответить с цитатой
19.
12.2013
#3Re: Научитесь сваривать электроды!! (Обучающие видео)
Я только вчера наткнулся на ваши видео и подписался, вы делаете хорошую работу по большей части со своими видео. Я говорю по большей части, потому что мое единственное предложение состоит в том, чтобы не перематывать вперед, когда вы откручиваете бампер или шлифуете металл, просто вырежьте эту часть, лол.
Ответить с цитатой
19.
12.2013
#4Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано Antibling
Я только что наткнулся на ваши видео прошлой ночью и подписался, вы делаете хорошую работу по большей части с вашими видео. Я говорю по большей части, потому что мое единственное предложение состоит в том, чтобы не перематывать вперед, когда вы откручиваете бампер или шлифуете металл, просто вырежьте эту часть, лол.
Согласен, это сэкономит вам время на загрузку и сократит видео.Миллер Максстар 200 SD
Пайперлайнер #10, золотойОтветить с цитатой
19.
12.2013
#5Re: Научитесь сваривать электроды!! (Обучающие видео)
Спасибо за ответ!
Я принял это во внимание, однако большинство людей относятся к «перемотке вперед» положительно… И лично мне она нравится больше, чем:
>Сейчас займемся этим
>Вот, готово
>Сейчас мы это сделаем
>Вот, готовоИтак, по этим причинам я сейчас ничего не меняю. Но спасибо за просмотр
[Учетная запись заброшена 08.08.16 Пожалуйста, не пытайтесь связаться или ожидайте ответа]. До встречи на YouTube! -ChuckE2009
Ответить с цитатой
19.
12.2013
#6Re: Научитесь сваривать электроды!! (Обучающие видео)
Фантастика! Я много учусь.
Дэйв
ШотландияОтправлено с моего GT-I9300 через Tapatalk
Ответить с цитатой
12-19-2013 #7
Re: Научитесь сваривать электроды!! (Обучающие видео)
Я наткнулся на ваши видео около года назад.
Я люблю их, кажется, я всегда чему-то учусь каждый раз, когда смотрю их. Продолжайте в том же духе «ChuckE2009»!!!!Притчи 4:23
Моя компания занимается сваркой.
Ответить с цитатой
12-19-2013 #8
Re: Научитесь сваривать электроды!! (Обучающие видео)
Согласовано. Мне очень нравятся твои видео Ланс.
Я подписался несколько месяцев назад и с нетерпением жду каждого нового выпуска. Я вернулся и посмотрел большинство ваших проектов. Мне нравится, что видео сырые и неполированные. И я могу относиться к вашему стилю речи (как говорится, лол). Я думаю, что ваш магазин, вероятно, более репрезентативен для среднего пользователя, чем некоторые из реальных магазинов высокого класса, которые появляются в обучающих видео.Будущие видеоролики, которые я хотел бы увидеть, могут быть более подробными об использовании Flux-Core. Помимо старой надгробной плиты, которую наследуют многие люди, я думаю, что многие новички начинают с ядра Flux из-за низкой стоимости. Также, возможно, видео, показывающее три разных бусины-палочки, было запущено на dcen, dcep и AC. Вы заявили, что предпочитаете использовать dcep для большинства дуговых сварок, но я не нашел видео, показывающих бок о бок валики и/или различные уровни проплавления.
В целом, отличная работа, и мне нравится ваша серия.
Ответить с цитатой
19.
12.2013
#9Re: Научитесь сваривать электроды!! (Обучающие видео)
Мне нравится быстрая перемотка вперед. Телевизионная магия отстой. Мне нравится смотреть на работу… но это только я. Что касается канала
, то он мне очень нравится. Я получаю много идей от сборок, и одно видео, в частности, мне очень помогло. Видео с вертикальным Z-плетением было потрясающим. В школе меня учили только стрингерам, так что это был опыт обучения. это видео вместе с кучей помощи от некоторых ребят действительно заставило меня двигаться в правильном направлении в моем эксперименте «научиться сваривать трубы дома».Ответить с цитатой
19.
12.2013
#10Re: Научитесь сваривать электроды!! (Обучающие видео)
Люблю ваши видео, моя трехлетняя дочь тоже любит смотреть «Чаки». Я думал, ты развелся с Долголетием?
Ответить с цитатой
12-19-2013 #11
Re: Научитесь сваривать электроды!! (Обучающие видео)
Мне всегда было интересно, откуда взялся «ChuckE2009»?
Ответить с цитатой
19.
12.2013
#12Re: Научитесь сваривать электроды!! (Обучающие видео)
Лансе.
Спасибо за публикацию. Я просмотрел каждое видео, которое вы разместили на You Tube, многие из них по нескольку раз. Я многому научился. Я думаю, вы отлично справляетесь, хорошо объясняете, в чем заключается цель видео, и вы хороший учитель.
Я думаю, что если бы вы улучшили звук, например, улучшили микрофон, ваши видео в целом стали бы лучше. Если вы используете микрофоны на камере, вы не получите хорошего звука. Я знаю, «о, отлично, что-то еще купить», но просто предложение.
Так держать.
Ответить с цитатой
20-12-2013 №13
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано ballibeg
Фантастика! Я много учусь.
Дэйв
ШотландияОтправлено с моего GT-I9300 с помощью Tapatalk
Сладкий, я рад, что вам нравятся видеоАвтор: BuzzBox
Я наткнулся на ваши видео около года назад.
Ага, этот год был веселым. Многое произошло и многое изменилось… Спасибо за просмотр Я люблю их, кажется, я всегда чему-то учусь каждый раз, когда смотрю их. Продолжайте в том же духе «ChuckE2009»!!!!Первоначально написал jamesyarbrough
Мне нравится ускоренная перемотка вперед. Телевизионная магия отстой. Мне нравится чтобы увидеть работу … но это только я
Спасибо за отзыв! Рад, что видео помогло вам… Да, у 7018 «Z» переплетений довольно крутая кривая обучения, но это все еще выполнимо… посмотреть «Чаки».
Что касается канала, то он мне очень нравится. Я получаю много идей от сборок, и одно видео, в частности, мне очень помогло. Видео с вертикальным Z-плетением было потрясающим. В школе меня учили только стрингерам, так что это был опыт обучения. это видео вместе с кучей помощи от некоторых ребят действительно заставило меня двигаться в правильном направлении в моем эксперименте «научиться сваривать трубы дома». Я думал, ты развелся с Долголетием? Ха-ха, круто! Да, я стараюсь, чтобы мои видео были, так сказать, «семейными»… У нас с Longevity были взлеты и падения, но сейчас все идет хорошо, так как мы работаем вместе только на продуктивной, но ограниченной основе. Спасибо за просмотр!!Первоначально Послано musickbc
Мне всегда было интересно, откуда взялся «ChuckE2009»?
Общий вопрос, ха-ха… Мое настоящее имя Лансинг Чарльз Эдвардс. LansingE2009 не имеет такого же «звонка», поэтому я использовал свое второе имя, когда запустил свой канал.Спасибо за публикацию. Я просмотрел каждое видео, которое вы разместили на You Tube, многие из них по нескольку раз. Я многому научился. Я думаю, вы отлично справляетесь, хорошо объясняете, в чем заключается цель видео, и вы хороший учитель.
Я думаю, что если бы вы улучшили звук, например, улучшили микрофон, ваши видео в целом стали бы лучше. Если вы используете микрофоны на камере, вы не получите хорошего звука.
Я знаю, «о, отлично, что-то еще купить», но просто предложение.Так держать.
Спасибо, WenValley! Я ценю вашу поддержку и советы…Я понял, что, вероятно, мне следует сделать что-то со звуком во время съемки видео Hypertherm прошлой осенью… Но пока ничего не произошло. Это то, чем я займусь в наступающем году, я уверен. Спасибо за просмотр
[Учетная запись заброшена 08.08.16 Пожалуйста, не пытайтесь связаться или ожидайте ответа]. До встречи на YouTube! -ChuckE2009
Ответить с цитатой
20-12-2013 №14
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано blackwaterstout
Согласен.
Мне очень нравятся твои видео Ланс. Я подписался несколько месяцев назад и с нетерпением жду каждого нового выпуска. Я вернулся и посмотрел большинство ваших проектов. Мне нравится, что видео сырые и неполированные. И я могу относиться к вашему стилю речи (как говорится, лол). Я думаю, что ваш магазин, вероятно, более репрезентативен для среднего пользователя, чем некоторые из реальных магазинов высокого класса, которые появляются в обучающих видео.Будущие видеоролики, которые я хотел бы увидеть, могут быть более подробными об использовании Flux-Core. Помимо старой надгробной плиты, которую наследуют многие люди, я думаю, что многие новички начинают с ядра Flux из-за низкой стоимости. Также, возможно, видео, показывающее три разных бусины-палочки, было запущено на dcen, dcep и AC. Вы заявили, что предпочитаете использовать dcep для большинства дуговых сварок, но я не нашел видео, показывающих бок о бок валики и/или различные уровни проплавления.
В целом отличная работа, и мне нравится ваша серия.
Отлично, рад, что вам понравилась моя работа!! Я подумал о том, чтобы собрать несколько видеороликов о FCAW… Эта серия «Научитесь сварке электродами» получила отличный отклик, и, поскольку ее посмотрело так много людей и они получили от этого пользу, я решил сделать еще пару видео. эти сериалы». Следующим, вероятно, будет Mig, затем FCAW или TIG.Еще раз спасибо. До встречи на YouTube! -ChuckE2009
Ответить с цитатой
20-12-2013 №15
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано Lanse
Общий вопрос, ха-ха .
Спасибо за это. Не знаю, почему я всегда удивлялся. Я подумал, что это как-то связано с твоим именем, или прозвищем, или еще с чем-то. Продолжайте в том же духе над видео! Позвони мне, когда приедешь в Техас, и мы можем выпить пива или что-то в этом роде. .. Мое настоящее имя Лансинг Чарльз Эдвардс. LansingE2009 не имеет такого же «звонка», поэтому я использовал свое второе имя, когда запускал свой канал
БрайанОтветить с цитатой
20-12-2013 №16
Re: Научитесь сваривать электроды!! (Обучающие видео)
Lanse,
Я очень ценю ваши видео!
Прошлой весной я получил в наследство комплект кислородно-ацетиленовой горелки и сварочный аппарат, и ваши видео мне очень помогли. Хорошо сделано и легко следовать даже для новичка, как я. Я смотрел их не раз, и моя сварка становится довольно приличной.Я не возражаю против быстрой перемотки вперед. На самом деле я не понимал, что это ускоренная перемотка вперед, я просто подумал, что ты, должно быть, пьешь очень много кофеина.
Ответить с цитатой
21-12-2013 # 17
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано musickbc
Спасибо за это.
Не знаю, почему я всегда удивлялся. Я подумал, что это как-то связано с твоим именем, или прозвищем, или еще с чем-то. Продолжайте в том же духе над видео! Позвони мне, когда приедешь в Техас, и мы можем выпить пива или что-то в этом роде.
БрайанПравда? Дэнг, я был только в Остине и Хьюстоне на прошлой неделе Спасибо за предложение, рад, что вам нравятся видео!!
[Учетная запись заброшена 08.08.16 Пожалуйста, не пытайтесь связаться или ожидайте ответа]. До встречи на YouTube! -ChuckE2009
Ответить с цитатой
21-12-2013 # 18
Re: Научитесь сваривать электроды!! (Обучающие видео)
Эй, Ланс, как и все остальные, сказал спасибо за всю вашу работу и усилия, которые вы вложили в это.
То, что вы сделали на 6010, помогло мне с техникой кругов, я никогда не слышал об этом, пока не нашел это видео.Ranger 250 толстый материал
Hobart Handler 140 не толстый материал
установка панели и оксиОтветить с цитатой
21-12-2013 # 19
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано Lanse
Правда? Дэнг, я был только в Остине и Хьюстоне на прошлой неделе Спасибо за предложение, рад, что вам нравятся видео!!
Напиши мне в личку в следующий раз, когда будешь спать. Я недалеко от Остина. Много классных мест, где можно выпить пива. С Рождеством!
БрайанОтветить с цитатой
28.12.2013 #20
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально отправлено KineticWeldingServic
Эй, Ланс, как и все остальные, сказал спасибо за всю вашу работу и усилия, которые вы вложили в них.
Спасибо, чувак!! Мне нравится техника круга… Кто-то из IIRC предложил мне ее в Интернете, и я принял ее… То, что вы сделали на 6010, помогло мне с техникой кругов, я никогда не слышал об этом, пока не нашел это видео.Вот еще одно видео на эту тему:
[Аккаунт заброшен 08.08.16 Пожалуйста, не пытайтесь связаться или ожидайте ответа]. До встречи на YouTube! -ChuckE2009
Ответить с цитатой
28.12.2013 # 21
Re: Научитесь сваривать электроды!! (Обучающие видео)
На потолочном сварном шве у вас есть кратер в начале и беспорядок в конце.
Чтобы исправить это, начните сварку, зажгите дугу в дюйме от того места, где вы хотите начать, затем перенесите дугу туда, где будет начало, и нарастите металл. Проведите остальную часть валика как обычно, когда вы дойдете до упора, начните слегка двигаться вперед, подталкивая металл к краю, сделайте паузу для небольшого наращивания, затем начните возвращаться поверх сварного шва примерно на 1 дюйм. … это должно создать хорошую остановку без дыры, беспорядка или чего-то еще, и не оставит кратера или чего-то еще.Ответить с цитатой
28.12.2013 # 22
Re: Научитесь сваривать электроды!! (Обучающие видео)
Ты уже нашел настоящую работу? Знаешь, на самом деле сваркой зарабатываешь на жизнь, так что можешь платить за все эти причудливые занятия?
Отправлено с моего SCH-I545 с помощью Tapatalk
Tiger Sales: AHP Distributo r www.
tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
30-12-2013 # 23
Re: Научитесь сваривать электроды!! (Обучающие видео)
Первоначально Послано soutthpaw
Ты уже нашел настоящую работу? Знаешь, на самом деле сваркой зарабатываешь на жизнь, так что можешь платить за все эти причудливые занятия?
Отправлено с моего SCH-I545 с использованием Tapatalk
Ну да, теперь я снимаю видео на YouTube[Аккаунт заброшен 8 августа 2016 г.
Пожалуйста, не пытайтесь связаться или ожидать ответа]. До встречи на YouTube! -ЧакE2009Ответить с цитатой
30-12-2013 # 24
Re: Научитесь сваривать электроды!! (Обучающие видео)
Эй, Ланс…..
Я пропустил твой первоначальный пост, но я смотрел твои видео….. Я нахожу их забавными…….. он вырезает медленные вещи, но все же иллюстрирует работу, связанную с выполнением работы .
… Я также ценю честность в видео … когда вы облажались … вы называете это …. , Мне это нравится…. Я бы хотел, чтобы мои сотрудники поступали так же…Вы стали настолько популярны, что я заметил, что вы упоминаетесь (косвенно) в других видео на YouTube, которые мне нравятся…… Я смеюсь над этим….
Хорошая работа, молодой человек…. .. (Могу сказать так, так как к моменту вашего рождения я был за рулем и платил налоги)……..
Precision TIG 185 и MP 210
Бобкэт 225NT
Катмастер 42
Резервуары O/A…. 2 резервуара с аргоном…… 2 резервуара C25
Facebook…… F2 Металлургический завод
ETSY …… https://www.etsy.com/shop/F2MetalWorks
F2MetalWorks.com…… http://www.f2metalworks.com/Ответить с цитатой
30-12-2013 # 25
Re: Научитесь сваривать электроды!! (Обучающие видео)
[QUOTE=Fexal;34]Привет, Ланс.
….
Ты стал достаточно популярен, и я заметил, что ты упоминаешься (косвенно) в других видео на YouTube, которые мне нравятся….. Я смеюсь над этим. …
ЦИТАТА]Ответить с цитатой
Welding And Stuff Youtube Channel Videos Watch HD Mp4 Videos Download Free
Welding And Stuff Youtube Channel Videos Watch HD Mp4 Videos Download FreeСтатус, Шайари, Цитаты и Стильные имена
Подписаться на канал Youtube
Обзор канала YouTube о сварке и прочем
Разрушение поддельных интернет-сварок
TIG против MIG сварки листового металла — как и когда их использовать !! Капот родстера + капот (часть 3)
Объяснение 4 типов сварки: MIG, TIG, Stick и Flux Core
Замена сломанного глаза и ремонт треснувшего цилиндра для бульдозера D10 | Механическая обработка, сварка, фрезерование
Починить СЛОМАННЫЙ зуб на БОЛЬШОМ ковше экскаватора | Строжка и сварка
Ремонт штанги погрузчика CAT 988 и День новой машины | Механическая обработка и сварка
Ремонт сварных швов телескопического цилиндра с трещинами | Механическая обработка и сварка
Сварка TIG Советы и лайфхаки по технологии Walking The Cup на пластине из нержавеющей стали #Шорты
СВАРОЧНАЯ СВАРКА 101: Начало работы с SMAW
Первый урок сварки — научитесь выполнять прямой валик
Ремонт вилки бульдозера CAT D9 | Механическая обработка и сварка
Отремонтировать СЛОМАННЫЙ конец толкателя бульдозера D8 | Строжка и сварка
WeldingTipsandTricks YouTube Channel Preview
Сварка электродом: ошибка №1 новичка и как ее исправить
Что такое сварка TIG? (ГТАВ)
Основы сварки электродом для начинающих: как сварить электродом
Ремонт ПОВРЕЖДЕННОГО цилиндра карьерного самосвала | Часть 1 | Механическая обработка и сварка
Аппарат аргонно-дуговой сварки.
Помощь сварщика. Аксессуары для фиксатораУдовлетворение своими руками | Сварочный процесс
Изготовление поворотного заземляющего зажима для сварки | Магазинные инструменты
Основы сварки для начинающих
Научитесь сварке с помощью этого видео!!! (Как сварить Mig)
Линейное сверление и сварка отверстий D10 Dozer Equalizer Bar | Сэр Мекканика WS2
Sagawa1gou смешное видео 😂😂😂 | SAGAWA Best TikTok 2021 #шорты
Опасный мир подводной сварки
8 необходимых сварочных инструментов (все менее чем за 50 долларов США)
Основы безгазовой сварки с флюсом для начинающих
Самозванцы! Самозванец Джек замышляет уничтожить наш канал на YouTube!
ПЕРВЫЕ 3 урока сварки TIG.
Сварка конструкций с Джедом Шофилдом
12-часовой рабочий день в нашей мастерской! | Механическая обработка, сварка и линейное растачивание
3 идеи канала YouTube, которые станут вирусными в 2021–2022 годах #shorts #youtubeshorts #viralshorts
Тестирование 50-летнего сварщика и современного сварщика
Экстремальная жизнь за 10 рупий.
Вызов | Голодные птицыВидео по технике безопасности при сварке, 2010 – Понимание опасностей, связанных со сваркой.
Начните свой сварочный бизнес с этими инструментами!
Как создать канал на YouTube — Руководство для начинающих 2022
Мама, Вулфу скучает по тебе! Твоя мама против моей мамы | Детские истории о Wolfoo Family|Wolfoo Family Official
Основы дуговой сварки для начинающих|Тамильский|தமிழ்
Как снимать видео на YouTube на телефоне (учебник для начинающих)
TFS: Самый крутой трюк со сваркой и прихваткой, которому я научился
ЛУЧШИЙ СОВЕТ О СВАРКЕ НА A45 (Работы по сварке вверх и вниз по склону)
Обзор пасты для ремонта металла сварных швов, 2021 г. — работает ли она?
Ремонт СЛОМАННОГО чугунного корпуса трансмиссии | Сварка пламенем
Как БЫСТРО УДАЛИТЬ подписки на YouTube!
Лучший способ научиться сварке MIG в кратчайшие сроки
САМЫЕ СУМАСШЕДШИЕ АРТ-ВИДЕО ДРУЗЕЙ РАДУГИ! (РЕАКЦИЯ LANKYBOX!)
Легко научиться сварке TIG
загрузить Сварка и прочее Видео с канала Youtube неограниченное количество фильмов и видео Скачать здесь. Сварка и прочее Видео с канала Youtube Hd,3gp. mp4 320p и другие видео, которые вы можете легко скачать. tamilrockers and movierulz, tamilgun, filmywap и pagalworld видео и загрузка фильмов.
Привет, ребята, мы поделились здесь видео о сварке и прочем на канале Youtube в видео и Mp3-файле. Вы можете легко смотреть любые видео на Youtube здесь Simlphy Click And Search Meny More Videos. В этом сборнике мы делимся более чем 30+ видеороликами о сварке и прочем. Видео на канале Youtube. Итак, смотрите и наслаждайтесь потрясающими видео в форматах Mp4, 3gp, Hd, 4K, Mp3, 480p, 720p, 1080p, 320p и многих других форматах.
com/videos/1/3/4/1/5/1341505631959fad72bf.mp4 master nes ретро шутер вид мастер nes ретро шутер популярный сексуальный роман видео месум 32 детик аджмал раза кадри аджмал раза кадри кобра миссия другие Триша Сингх Мадху я рохит ки ранди ху мастер-стрелок бхармастара мви полный Акшара Сингх секс vava ena anbae, строки состояния приложения wts, кгс 2 решма секс телугу фильмы необрезанные сцены бхармастара кото орун часть 3 анандешвар пандей ххх видео секс аниме Горячий танец Chandrima Hungama от Power RMP нага арджуна южный хинди дублированный религиозные фильмы https://youtu.be/1ikj9mkx09i Янто Джонс рома диана варита де эмилиано https://www.youtube.com/watch?v=121c8guu3l4 анандешвар пандей сими малик вирусное видео красная земля 1:46 jaan bujh kar part 1 (voovi) дата выпуска веб-сериала актеры история … · surender talks १५ जुलै, २०२२ исла-де-лас-тентасионес 林软软舞蹈 Университет Чандра Вирлведио афера 1992 акчра сингх ваир ххх видео инста миллениор эпизод 126 Салонияпа адей мераф https://mdisk. me/convertor/357×640/1ckvq6 Симран Каур приянка пандит м м видеоСварка МИГ для начинающих | Видео с Шауно от 4WD 24/7
Дата: 13-09-2021
Академия Weldclass
Сварка MIG для начинающих. Учитесь вместе с Шауно, чтобы поднять свои навыки сварки с нуля до героя. Плюс пошаговая инструкция с фото.
Почему МИГ?
Из трех наиболее распространенных методов сварки (MIG, Stick/MMA и TIG), MIG-сварка является наиболее простым процессом для освоения. Выберите правильный провод, установите правильные настройки, и все, что вам действительно нужно сделать, это управлять горелкой! Это также наиболее эффективно, поскольку присадочный металл (проволока) автоматически подается в сварной шов, что позволяет оператору выполнять сварку быстрее и избежать необходимости «перезагружать».
Что означает MIG ?
MIG означает «металлический инертный газ», поскольку такие инертные газы, как аргон, используются для защиты сварного шва и предотвращения окисления. Это также иногда называют GMAW (дуговая сварка металлическим газом).
Хотя это и не совсем правильно с технической точки зрения, термин «MIG» также часто используется для описания сварки «безгазовой» порошковой проволокой (FCAW). В настоящее время это очень популярный процесс благодаря высококачественным безгазовым проволокам, таким как Platinum GL-11, которые просты в использовании и дают отличный результат. Руководство ниже также содержит несколько полезных советов, которые помогут вам научиться безгазовой сварке MIG.
Какие материалы можно сваривать с помощью MIG?
С помощью MIG можно сваривать; мягкая сталь, нержавеющая сталь и алюминий. Вы также можете сваривать бронзовой проволокой, процесс, известный как MIG-пайка.
Что регулируют циферблаты/ручки на сварочном аппарате MIG?
Все аппараты MIG будут иметь две основные регулировки;
1. Вольт , который в основном контролирует нагрев
2. И Скорость проволоки , который регулирует скорость выхода проволоки из пистолета, который также регулирует Ампер
Правильный баланс между этими двумя функциями имеет решающее значение для получения качественного сварного шва.
Почти все машины имеют отдельные циферблаты для этих двух параметров. Некоторые машины, такие как Weldclass 210MST итальянского производства, также имеют программы, которые позволяют оператору указывать тип/размер проволоки и толщину материала, после чего машина автоматически устанавливает напряжение и скорость проволоки.
Совет: Прежде чем приступить к работе, потренируйтесь на куске обрезков материала, чтобы найти правильные настройки и технику.
Как установить напряжение и скорость проволоки на сварочном аппарате MIG
Идеальные настройки зависят от типа материала/проволоки, толщины и иногда типа соединения, которое вы пытаетесь получить.
Ниже приведены некоторые распространенные проблемы при сварке MIG и способы их устранения с помощью настроек.
Совет: Большинство современных инверторных сварочных аппаратов имеют «шпаргалку» на внутренней стороне дверцы отсека механизма подачи проволоки с рекомендуемыми настройками. Это действительно хорошая отправная точка для начинающих сварщиков.
MIG Устранение неполадок №1: Чрезмерное разбрызгивание и подрез
Много брызг, сварной шов «подрезает» материал, а заготовка раскаляется докрасна в течение длительного времени после сварки.
Решение: Сварочный шов слишком горячий, поверните регулятор напряжения ВНИЗ.
MIG Устранение неполадок № 2: высокий и худой
Сварной шов высокий, узкий и, кажется, сидит поверх материала с плохим проплавлением.
Решение : Сварной шов слишком холодный, поверните регулятор напряжения ВВЕРХ.
MIG Устранение неполадок № 3: Плоский и широкий
Сварной шов плоский, широкий, сварочную ванну трудно контролировать
Решение Снизить скорость.
MIG Устранение неполадок № 4: Узкий и шаткий
Сварной шов очень узкий и непостоянный.
Решение : Слишком высокая скорость перемещения, уменьшите скорость перемещения резака.
Совет: Перед нажатием на курок горелки выполните «пробный прогон» в том месте, где вы хотите сварить. Это поставит ваши руки в удобное положение, чтобы иметь возможность получить более постоянную скорость движения.
Устранение неполадок MIG № 5: прорывы
Сварной шов вздут и/или проволока пробивает материал
Решение : Скорость движения слишком низкая, немного ускорьте движение руки.
Совет: Качественный сварочный аппарат может иметь большое значение. В наши дни произошли значительные изменения в технологии инверторной сварки, чтобы помочь начинающим сварщикам. Одним из ключевых изменений является введение функции автоматической сварки, когда вы просто выбираете толщину материала, и машина автоматически устанавливает параметры для вас!
Проблемы с подачей проволоки для сварки MIG
Чтобы обеспечить успешную подачу проволоки, необходимо учесть ряд факторов. Ознакомьтесь с нашим руководством по устранению неполадок с подачей проволоки, чтобы получить советы по этой теме.
Оптимальный угол горелки/распылителя MIG
Другой распространенной ошибкой является неправильный угол горелки.
При сварке газом (сплошная проволока) направьте горелку перпендикулярно сварному шву, затем отклоните ее на 10-15 градусов от предполагаемого направления движения и направьте/толкайте горелку в направлении движения.
При сварке безгазовой или порошковой проволокой наклоните горелку на 10-15 градусов в направлении движения и перетащите горелку.
Совет: Вот полезная поговорка, которая поможет вам вспомнить, толкать или тянуть фонарик; « Когда есть шлак, таскаешь ». Безгазовая/порошковая проволока образует шлак, а сплошная/газовая проволока – нет.
Установка правильной полярности на сварочном аппарате MIG
Мы все это делали… проклинали сварочный аппарат только для того, чтобы узнать, что полярность неправильная.
Есть быстрый лайфхак, чтобы убедиться, что вы правильно поняли полярность:
Чтобы узнать полярность вашего Torch , просто запомните;
С газом = положительный (сплошные провода)
Без газа = отрицательный (безгазовый провод)
После того, как вы правильно подключили полярность горелки, просто подключите заземляющий провод к оставшейся или противоположной розетке/клемме.
Совет: Для большинства машин провод полярности для резака будет расположен на передней альтернативный. Однако на некоторых других аппаратах кабель полярности горелки может находиться внутри отсека механизма подачи проволоки.
Земля и связь: очень важно!
Когда вы свариваете, вы замыкаете цепь, поэтому крайне важно, чтобы каждая часть этой цепи работала должным образом… в противном случае ваша способность производить качественный сварной шов будет поставлена под угрозу.
В случае сварки MIG схема включает; Горелка и кабель, полярность горелки, заземляющий провод и, конечно же, внутренние компоненты самого сварочного аппарата.
Если одна часть этой цепи неисправна или находится в плохом состоянии, это приведет к потере тока и ограничит производительность вашего сварочного аппарата — это все равно, что пытаться использовать садовый шланг с утечкой.
Вот некоторые распространенные проблемы, на которые следует обратить внимание;
- Кабельные разъемы с поворотным замком неплотно соединены
- Износ или повреждение зажима заземления (ослабленные компоненты, слабая пружина и т. д.)
- Плохое соединение между заземляющим кабелем и заземляющим зажимом (ослаблен кабельный наконечник, не все медные провода подсоединены, ослаблена гайка на клеммном болте и т. д.)
- Кабель заземления или кабеля горелки в плохом состоянии: изношенная изоляция, оголенные провода и т. д.
- Горелка неплотно ввинчена в переднюю часть машины (на машинах с соединением «Евро»)
Совет: Разъемы кабеля полярности резака часто могут ослабнуть без ведома оператора. Чтобы предотвратить это, отсоедините кабель и скрутите его в направлении, обеспечивающем плотное прилегание разъема, а затем снова подключите.
Вот отличное видео, в котором больше поясняется эта тема:
Посмотреть зажимы для заземления здесь
Другие советы и рекомендации по сварке MIG
20008 Подготовка
Подготовка, как всегда, имеет ключевое значение! К счастью, сварка МИГ довольно щадящая, но вы всегда добьетесь лучшего результата, удалив всю ржавчину, краску, окалину и т. д.
Чашечная щетка — отличный выбор для очистки металлов перед сваркой.
Алюминий MIG
Сварка алюминия — это совершенно другая игра, поэтому специально для этого мы разработали специальное руководство. Ознакомьтесь с разделом «Как настроить сварочный аппарат MIG для сварки алюминия».
Гель для погружения сопла
Гель для погружения сопла — отличный способ защитить сопло от сварочных брызг, а также продлить срок службы расходных материалов.
Безопасность
Безопасность всегда превыше всего! Существует целый ряд защитного снаряжения, которое не только поможет вам безопасно сваривать, но и поможет вам выполнять свою работу намного лучше.
1. Сварочная маска достойного качества необходима, несмотря на то, что она защищает ваши глаза. Хорошая маска с улучшенной технологией распознавания цвета, несомненно, улучшит вашу способность правильно видеть сварочную ванну и, в конечном счете, улучшит ваш опыт сварки.
2. Сварочные перчатки – мы все сделали, «нет, она будет права, это всего лишь короткий сварной шов!» Поверьте мне, приличная пара сварочных перчаток позволит вам держать руки в более удобном и устойчивом положении.
3. Старая рубашка с длинными рукавами лучше, чем ничего, но чтобы не закуривать (что, как мне сказали, может быть неудобно), купите себе сварочную куртку приличного качества.
Надеюсь, эти простые советы помогут вам освоить технику сварки MIG. Однако, помимо всего прочего, лучший способ научиться сварке — это просто попробовать. Так что удачи в укладке бисера и всего самого наилучшего!
Комментарии
Дата: 28-02-2022
Джош РейнольдсПервая работа, которую я бы сделал, это сделать мини-курильщик из 2 газовых баллонов по 9 кг
.Дата: 07-10-2021
РасселСварщик, которого мы видели здесь, значительно облегчил бы работу по сварке «цыганского» прицепа для перевозки автомобилей.
Дата: 07-10-2021
Марк ЛейнОтличная образовательная ДЕМО. Я старый человек с палками, так что это было очень поучительно. В настоящее время передо мной стоит проект пикапа 57 Chev, похоже, MIG будет ответом на замену днища и небольших ржавых участков, которые будут следующими на список для нового сварочного аппарата Weldclass MIG.
Дата: 06-10-2021
Гвидо КраснодеревщикЯ бы сделал огромный птичий вольер, чтобы держать парочку попугаев
Дата: 06-10-2021
Гэри ХолландсМоя первая работа — каркас домика с орхидеями (пустышка для супруга), который должен помещаться в угол дома, в котором, к сожалению, не хватает прямых углов.
Требуются также скамейки с сеткой 4 мм.Дата: 06-10-2021
Джон УиверПервое, что я хотел бы сварить, это стол, на котором можно установить дровокол, чтобы мне не приходилось так сильно наклоняться.
Дата: 06-10-2021
Питер ЧалмерсЯ хотел бы построить пару пандусов высотой в метр для уборки под моим 4WD после того, как я был в кустах.
Дата: 05-10-2021
Экстин Ле Ру Домашний разнорабочийМой первый проект будет заключаться в том, чтобы приварить мой райд к деке газонокосилки, которая зашумела, и сварочный аппарат будет идеальным, так как дека имеет толщину всего около 1 мм, спасибо, Шон.
Дата: 05-10-2021
ДэвидПохоже, это действительно крутой сварщик. Я когда-либо использовал только сварочный аппарат (сварочный аппарат) и всегда думал о том, чтобы приобрести себе сварочный аппарат MIG, просто никогда не знал, что взять. В любом случае, следующим моим проектом будет изготовление нового прицепа для моей лодки из нержавеющего уголка 5 мм 50×50. Думаю, такой сварщик заставил бы меня выглядеть сварщиком лучше, чем я есть на самом деле. Ура
Дата: 05-10-2021
Мэтью РиниетсПервым проектом будет кортеновская подпорная стена и ступени.
Дата: 05-10-2021
Дональд ФертОтличная демонстрация.
Я сделаю для жены костровую яму с крышкой для барбекю, чтобы я мог приготовить рождественский обед, не выкуривая из дома… ей это понравится.
Обратите внимание: спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Как сварить МИГ + изображения/видео | Руководство по сварке MIG
РУКОВОДСТВО ПО МИГ-СВАРКЕ
Это бесплатное базовое руководство по сварке с использованием аппарата для сварки в среде инертного газа (МИГ). Сварка MIG — это процесс использования электричества для плавления и соединения кусков металла вместе. Сварка MIG обычно считается одним из самых простых способов сварки.
Сварка — это навык, который нужно развивать со временем, имея перед собой кусок металла подходящей защитой и сварочную горелку в руках.
ЧТО ТАКОЕ МИГ СВАРКА?
Сварка MIG была разработана в 1940-х годах, и 60 лет спустя общий принцип остался тем же. При сварке МИГ используется электрическая дуга для создания короткого замыкания между непрерывно питаемым анодом (+ сварочная горелка с подачей проволоки) и катодом ( — свариваемый металл)
Тепло, выделяемое при коротком замыкании, наряду с -реактивный (следовательно, инертный) газ локально расплавляет металл и позволяет им смешиваться друг с другом. Как только тепло удаляется, металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Несколько лет назад полное название сварки в среде инертного газа (МИГ) было изменено на Дуговая сварка металлическим газом (GMAW), но если вы назовете ее так, что большинство людей не поймет, о чем вы говорите, название сварка МИГ конечно застрял.
Сварка МИГ удобна тем, что ее можно использовать для сварки различных металлов: углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремниевой бронзы и других сплавов.
Вот некоторые преимущества сварки MIG:
Возможность сварки различных металлов различной толщины
Возможность сварки во всех положениях
Хороший сварной шов
Минимум брызг при сварке
Простота обучения
Вот некоторые недостатки сварки МИГ:
МИГ сварка может использоваться только для тонких и средних по толщине металлов
Использование инертного газа делает этот тип сварки менее портативным, чем дуговая сварка, которая не требует внешнего источника защитного газа. Обеспечивает менее контролируемый сварной шов по сравнению с TIG (сварка вольфрамовым электродом в среде инертного газа)
Видеообзоры нашего сварочного аппарата R-Tech I-Mig180 Mig
Видеообзоры нашего сварочного аппарата R-Tech Pro-Mig250 Mig
Как сваривать алюминий Mig с помощью шпульного пистолета на R-Tech 9 MIG0180
КАК РАБОТАЕТ АППАРАТ ДЛЯ СВАРКИ MIG?
Аппарат для сварки MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на картинку ниже.
Сварщик Внутри сварочного аппарата вы найдете катушку с проволокой для сварки MIG и ряд роликов, которые проталкивают проволоку к сварочной горелке. Внутри этой части сварочного аппарата мало что происходит, поэтому стоит потратить всего минуту и ознакомиться с различными частями. Если механизм подачи проволоки по какой-либо причине заедает, вам следует проверить эту часть аппарата. На более мощных сварочных аппаратах MIG блок подачи проволоки может быть отдельным, как показано на рисунках ниже. Сварочный аппарат с узлом внутренней подачи широко известен как компактный сварочный аппарат MIG.
Большая катушка с проволокой должна удерживаться натяжной гайкой. Гайка должна быть затянута достаточно, чтобы предотвратить раскручивание катушки, чтобы избежать перебега (гнездования птиц) при отпускании курка, но не настолько, чтобы ролики не могли вытянуть проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона, а затем подталкивают проволоку к горелке к наконечнику, готовому к сварке.
Газоснабжение Предположим, что вы используете защитный газ в сварочном аппарате MIG, после MIG будет баллон с газом. Это либо 100% аргон, либо смесь CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и вообще не очень красивыми. Откройте главный вентиль баллона и убедитесь, что в нем есть немного газа. Ваши манометры должны быть в диапазоне от 0 до 2500 фунтов на квадратный дюйм в баке, а регулятор должен быть установлен между 15 и 25 фунтами на квадратный дюйм в зависимости от того, как вы хотите настроить все и от типа сварочной горелки, которую вы используете. При сварке в местах с сквозняком может потребоваться большее давление газа, чтобы избежать образования пор в сварном шве.
Когда проволока проходит через ролики, она направляется по набору шлангов к сварочной горелке. Шланги несут заряженный электрод и газообразный аргон.
Сварочная горелка Сварочная горелка — это бизнес-конец вещей. Именно на него будет направлено большинство вашего внимания во время процесса сварки. Горелка MIG состоит из триггера, который управляет подачей проволоки и подачей электричества. Провод направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы соответствовать диаметру проволоки, с которой вы работаете. Скорее всего, эта часть сварочного аппарата уже будет у вас настроена. Снаружи наконечник горелки закрыт металлическим кожухом, который защищает электрод и направляет поток газа из наконечника горелки.
Зажим заземления Зажим заземления является катодом (-) в цепи и замыкает цепь между сварщиком, сварочной горелкой и объектом. Его следует прикрепить либо непосредственно к свариваемому металлу, либо к металлическому сварочному столу, как показано на рисунке ниже.
Заземляющий зажим должен иметь хороший контакт со свариваемой деталью, чтобы он работал, поэтому обязательно сошлифуйте всю ржавчину или краску, которые могут мешать его соединению с вашей работой.
Узел подачи проволоки сварочного аппарата MIG
1. Это держатель катушки, в который вставляется катушка проволоки, подающая сварочный аппарат. Проволока сходит с катушки (1), проталкивается через механизм подачи (2) и выходит к сварочной горелке.
2. Это ролики, которые стягивают проволоку с катушки и направляют ее к сварочной горелке
Сварочный аппарат MIG 4 Роликовый механизм подачи проволоки
Проволока подается через ролики 2. Регулировка натяжения
Заземляющий зажим для сварки MIG
Закрепите отрицательный провод от сварочного аппарата на объекте или, в данном случае, на сварочном столе пока вы соблюдаете несколько важных мер предосторожности. Поскольку при сварке MIG выделяется много тепла и много вредного света, вам необходимо предпринять несколько шагов, чтобы защитить себя.
Свет, создаваемый любой формой дуговой сварки, очень яркий. Он обожжет ваши глаза и вашу кожу, как солнце, если вы не защитите себя. Первое, что вам понадобится для сварки, это сварочная маска. Ниже на мне сварочная маска с автоматическим затемнением. Они действительно полезны, если вы собираетесь много заниматься сваркой, и сделать большие инвестиции, если вы думаете, что будете часто работать с металлом. Маски с ручным управлением требуют, чтобы вы дернули головой, опуская маску в нужное положение, или требуют использования свободной руки, чтобы потянуть маску вниз. Это позволяет использовать обе руки для сварки и не беспокоиться о маске. Подумайте также о защите других от света и используйте сварочный экран, если он доступен, чтобы сделать рамку вокруг себя. Свет имеет тенденцию привлекать зрителей, которым, возможно, также потребуется защититься от ожогов.
Наденьте перчатки и кожаную одежду, чтобы защитить себя от брызг расплавленного металла с обрабатываемой детали. Некоторым людям нравятся тонкие перчатки для сварки, чтобы у вас был большой контроль. Это особенно важно при сварке TIG, однако при сварке MIG вы можете носить любые перчатки для сварки MIG, в которых вы чувствуете себя комфортно. Кожа не только защитит вашу кожу от тепла, выделяемого при сварке, но также защитит вашу кожу от ультрафиолетового излучения, создаваемого при сварке. Если вы собираетесь заниматься сваркой дольше одной или двух минут, вам нужно будет прикрыться, потому что УФ-ожоги случаются быстро!
Если вы не собираетесь носить кожаные вещи, по крайней мере убедитесь, что вы носите одежду из хлопка. Пластиковые волокна, такие как полиэстер и вискоза, расплавятся при контакте с расплавленным металлом и обожгут вас. Хлопок продырявится, но, по крайней мере, не сгорит и не раскалит металл.
Не носите обувь с открытым носком или синтетическую обувь с сеткой на верхней части пальцев. Горячий металл часто падает прямо вниз, и я прожег много дырок в голенищах своих ботинок. Расплавленный металл + горячая пластиковая слизь от обуви = никакого удовольствия. Наденьте кожаную обувь или ботинки, если они у вас есть, или накройте обувь чем-то негорючим, чтобы предотвратить это.
Сваривать в хорошо проветриваемом помещении. При сварке выделяются опасные пары, которые не следует вдыхать, если можно этого избежать. Наденьте маску или респиратор, если вы собираетесь заниматься сваркой в течение длительного времени.
Важное предупреждение о безопасности — НЕ СВАРИТЬ ОЦИНКОВАННУЮ СТАЛЬ. Оцинкованная сталь содержит цинковое покрытие, которое при горении выделяет канцерогенные и ядовитые газы. Воздействие этого материала может привести к отравлению тяжелыми металлами (сварочный озноб) — гриппоподобные симптомы, которые могут сохраняться в течение нескольких дней, но также могут привести к необратимому повреждению
Огонь Огонь Огонь — Расплавленный металл может выплеснуться на несколько футов от сварного шва. Шлифовальные искры еще хуже. Любые опилки, бумага или полиэтиленовые пакеты в этом районе могут тлеть и загораться, поэтому держите место для сварки в чистоте. Ваше внимание будет сосредоточено на сварке, и может быть трудно увидеть, что происходит вокруг вас, если что-то загорится. Уменьшите вероятность этого, убрав все легковоспламеняющиеся предметы из зоны сварки.
Держите огнетушитель возле выхода из мастерской. CO2 является лучшим типом для сварки. Водяные огнетушители не лучшая идея в сварочном цеху, так как вы стоите рядом с большим количеством электричества.
Одежда и маска для сварки MIG
Перчатки, самозатемняющийся шлем и подходящая куртка из хлопка необходимы для обеспечения безопасности как на сварщике, так и на изделии, которое вы собираетесь сваривать.
Сварщик — Убедитесь, что клапан подачи защитного газа открыт и что через регулятор проходит около 14 л/мин. Сварочный аппарат должен быть включен, заземляющий зажим заземления прикреплен к сварочному столу или непосредственно к металлу, и у вас должно быть правильное сочетание мощности сварки и скорости подачи проволоки
Металл — Хотя вы можете просто взять сварочный аппарат MIG, нажать на спусковой крючок и прикоснуться им к заготовке для сварки, вы не получите отличного результата. Если вы хотите, чтобы сварной шов был прочным и чистым, 5 минут на очистку металла и шлифовку всех соединяемых краев действительно помогут вашему сварному шву.
На рисунке ниже угловая шлифовальная машина используется для снятия фаски с краев одной квадратной трубы, прежде чем она будет приварена к другой части квадратной трубы. Создавая два скоса на соединяемых кромках, мы получаем небольшую впадину для формирования сварочной ванны. Делать это для стыковых сварных швов (когда две детали сталкиваются вместе и соединяются) — хорошая идея.
Перед сваркой MIG скосите кромку металла. Необходимо надеть перчатки, так как это постановочное изображение слева. На правом рисунке показана аккуратная скошенная кромка, необходимая для работы перед сваркой.
НАКЛАДКА ШВА
После того, как ваш сварочный аппарат настроен и вы подготовили кусок металла, пришло время сосредоточиться на фактической сварке.
Если вы впервые занимаетесь сваркой, вы можете потренироваться, просто спустив валик, прежде чем сваривать два куска металла вместе. Сделать это можно, взяв кусок металлолома и сделав на его поверхности сварной шов по прямой линии.
Сделайте это пару раз перед тем, как приступить к сварке, чтобы вы могли почувствовать процесс и выяснить, какую скорость подачи проволоки и настройки мощности вы хотите использовать.
Каждый сварочный аппарат индивидуален, поэтому вам придется самостоятельно устанавливать эти настройки. Слишком маленькая мощность, и вы получите сварной шов с брызгами, который не проникнет через вашу заготовку. Слишком много энергии, и вы можете полностью расплавить металл.
На рисунках ниже показано, как несколько различных бусин укладываются на пластину диаметром 1/4 дюйма. У некоторых из них слишком много энергии, а некоторым нужно немного больше. Подробности смотрите в примечаниях к изображениям.
Основной процесс укладки бус не слишком сложен. Вы пытаетесь сделать небольшой зигзаг кончиком сварочного аппарата или маленькие концентрические круги, двигаясь от верхней части сварного шва вниз. Мне нравится думать об этом как о «сшивании», когда я использую кончик сварочной горелки, чтобы сплести два куска металла вместе.
Сначала начните укладывать бусины длиной около дюйма или двух. Если вы сделаете какой-либо один сварной шов слишком длинным, ваша заготовка нагреется в этой области и может деформироваться или повредиться, поэтому лучше всего сделать небольшую сварку в одном месте, перейти к другому, а затем вернуться, чтобы закончить то, что осталось. между.
Каковы правильные настройки?
Если в вашей работе появляются дыры, значит, ваша мощность слишком высока, и вы проплавляете сварные швы.
Если ваши сварные швы формируются рывками, скорость подачи проволоки или мощность слишком малы. Горелка подает проволоку из наконечника, затем она вступает в контакт, а затем плавится и разбрызгивается, не образуя надлежащего сварного шва.
Вы поймете, когда у вас правильные настройки, потому что ваши сварные швы станут красивыми и гладкими. Вы также можете многое сказать о качестве сварного шва по тому, как он звучит. Вы хотите слышать непрерывное искрообразование. Некоторые сварщики говорят, что это звучит как жарение яиц!
Сварка МИГ Пробные сварные швы Изображение Примечания
1. Эти настройки довольно хороши.
2. Недостаточно мощности, недостаточно подачи проволоки.
3. Хорошая подача проволоки, недостаточно мощности.
4. Хорошая подача проволоки, недостаточно мощности.
5. Требуется некоторое время, чтобы освоиться, не бойтесь сделать несколько пробных сварных швов, чтобы почувствовать это.
Изображение Примечания 1. Это аналогичные настройки мощности и подачи, но протестированные на гораздо более тонком листе стальной пластины. Как видите, сварной шов проник очень глубоко и начинает деформировать деталь. Вы можете увидеть некоторые завитки по бокам пластины.
Изображение Примечания 1. Избыток энергии привел к прожогу металла фактический сварной шов. На этом фото я делаю простой стыковой сварной шов на квадратной заготовке. Мы уже отшлифовали края свариваемых поверхностей так, чтобы шов в месте их стыка образовывал небольшую букву «V».
По сути, мы просто берем сварочный аппарат и прошиваем верхнюю часть шва. Идеально сваривать снизу приклада вверх, продвигая сварной шов вперед кончиком горелки, однако это не всегда удобно и не всегда является хорошим способом начать обучение. Вначале совершенно нормально сваривать в любом удобном для вас направлении/положении.
После того, как мы закончили сварку трубы, у нас осталась большая выпуклость в месте входа наполнителя. Вы можете оставить ее, если хотите, или вы можете отшлифовать ее, в зависимости от того, для чего вы используете металл. После того, как мы отшлифовали его, мы обнаружили одну сторону, где сварной шов не проникал должным образом. (См. фото 3.) Это означает, что нам нужно больше мощности и больше проволоки, чтобы заполнить сварной шов. Мы вернулись и переделали шов так, чтобы он был правильно соединен.
Изображение Примечания 1. Это была наша первая попытка. Неплохой сварной шов, но мы, вероятно, могли бы использовать немного больше газа и чуть меньше энергии. Этот шов проник довольно глубоко.
Примечания к изображению 1. Эта сторона квадратного листа не была сварена с достаточной мощностью, потому что сварной шов не проварился насквозь. Обратите внимание на синий оттенок металла вокруг шва. Это означает, что мы слишком сильно давили угловой шлифовальной машиной, когда шлифовали сварной шов. Не забывайте держать диск в движении и не поддавайтесь желанию срезать углы во время шлифования. Иногда это медленный процесс, который требует терпения.
ЗАТОЧКА СВАРНОГО СОЕДИНЕНИЯ
Если ваш сварной шов не на куске металла, который будет виден, или если вас не волнует, как выглядит сварной шов, то сварка закончена. Однако, если сварной шов виден или вы свариваете что-то, что вы хотите, чтобы выглядело красиво, вам, скорее всего, потребуется отшлифовать сварной шов и сгладить его.
Установите шлифовальный круг на угловую шлифовальную машину и начните шлифовать сварной шов. Чем аккуратнее был ваш сварной шов, тем меньше вам придется шлифовать, и после того, как вы потратите целый день на шлифовку, вы поймете, почему в первую очередь стоит поддерживать чистоту сварных швов. Если вы использовали тонну проволоки и все испортили, это нормально, это просто означает, что вы можете какое-то время шлифовать. Однако, если у вас был аккуратный простой сварной шов, то его очистка не займет много времени.
Будьте осторожны, приближаясь к поверхности оригинала. Вы не хотите шлифовать свой новый хороший сварной шов или выдалбливать кусок металла. Перемещайте угловую шлифовальную машину, как шлифовальную машину, чтобы не нагреть ее и не стачивать металл слишком сильно. Если вы видите, что металл приобретает синий оттенок, вы либо слишком сильно нажимаете на шлифовальный станок, либо недостаточно перемещаете шлифовальный круг. Особенно легко это может произойти при шлифовке тонких листов металла.
Шлифовка сварных швов может занять некоторое время в зависимости от того, сколько вы сварили, и может быть утомительным процессом — делайте перерывы во время шлифовки и избегайте обезвоживания (шлифовальные цеха в магазинах или студиях, как правило, нагреваются, особенно если вы носите кожу) ). При шлифовании надевайте полнолицевую маску, маску или респиратор и средства защиты органов слуха. Убедитесь, что вся ваша одежда аккуратно заправлена и что с вашего тела ничего не свисает, что может попасть в мясорубку — она быстро вращается и может засосать вас!
Когда вы закончите, у вас должно получиться что-то похожее на фото справа
ОБЩИЕ ПРОБЛЕМЫ
Чтобы начать сварку надежно каждый раз, может потребоваться много практики, поэтому не Не беспокойтесь, если у вас возникнут проблемы при первой остановке. Вот некоторые распространенные проблемы:
Вокруг сварного шва нет или недостаточно защитного газа от горелки. Вы можете сказать, когда это произойдет, потому что сварной шов начнет разбрызгивать маленькие шарики металла и приобретет неприятные коричневые и зеленые цвета, вы также можете увидеть пузырьки воздуха поверх сварного шва (пористость). Увеличьте давление газа и посмотрите, поможет ли это.
Сварка непроварная. Это легко определить, так как ваш сварной шов будет слабым и не будет полностью соединять два куска металла. Попробуйте увеличить мощность и скорость провода.
Сварка прожигает материал насквозь. Это вызвано сваркой со слишком большой мощностью. Просто уменьшите мощность сварки, и она должна исчезнуть.
Слишком много металла в сварочной ванне или сварной шов неаккуратный, как каша. Это вызвано тем, что из горелки выходит слишком много проволоки, и это можно исправить, уменьшив скорость подачи проволоки.
Плохой провар, неустойчивый шов. Проверьте состояние зажима заземления и убедитесь, что место его прилегания к столу чистое и не имеет следов ржавчины/краски. Если на хомуте заземления есть признаки перегрева, установите новый хомут или весь провод в сборе.
Сварочная горелка шипит и не поддерживает постоянный сварной шов. Это может быть вызвано тем, что горелка находится слишком далеко от сварного шва.
Вы хотите держать наконечник горелки на расстоянии от 1/4 до 1/2 дюйма от сварного шва.
ПРИВАРКА ПРОВОЛОКИ К НАКОНЕЧНИКУ/ЗАМЕНА НАКОНЕЧНИКА
Иногда, если вы свариваете слишком близко к материалу или слишком сильно нагреваетесь, кончик проволоки может привариться к наконечнику сварочной горелки. Это выглядит как маленький кусочек металла на кончике вашего резака, и вы поймете, когда у вас возникнет эта проблема, потому что провод больше не выходит из резака. Исправить это довольно просто, если просто потянуть за каплю плоскогубцами. Смотрите фотографии ниже.
Если вы действительно обожгли кончик горелки и проплавили отверстие, закрытое металлом, то вам необходимо выключить сварочный аппарат и заменить наконечник. Следуйте серии фотографий ниже, чтобы увидеть, как это делается.
1. Наконечник оплавлен
2. Отвинтить колпачок сварочного щитка.
3. Открутите неисправный сварочный наконечник
4. Вставьте новый наконечник на место.
5. Навинтите новый наконечник на
6. Замените сварочный колпачок
Ниже перечислены некоторые функции усовершенствованных сварочных аппаратов MIG с пояснениями к ним.
Сила дуги
Управляет проплавлением сварного шва с помощью ручки управления на машине (на старых машинах это было известно как дроссель, у вас может быть 2-3 разъема для кабеля заземления)
Низкая настройка = меньшее проникновение и меньшее разбрызгивание, используется для более тонких материалов. Это очень помогает при сварке кузова автомобиля! Высокая настройка = высокое проникновение и большее количество брызг (более жесткий сварной шов), используется для более толстых материалов.
Точечная сварка
Позволяет установить время, в течение которого машина будет выполнять сварку при нажатии курка. Когда вы нажимаете курок, выполняется точечная сварка, затем машина останавливается, отпустите и снова нажмите курок, чтобы произвести еще один точечный сварной шов.
Stich Welding
Это похоже на точечную сварку, но с добавлением времени стежка, которое устанавливает интервал между точками. Таким образом, когда вы нажимаете курок, выполняется точечная сварка, как установлено ручкой управления точечной сваркой, а затем задержка устанавливается ручкой управления стежком, а затем производится еще одна точечная сварка, которая будет продолжаться до тех пор, пока не будет отпущена кнопка горелки.
Горелка Push Pull
Горелка MIG, используемая для сварки алюминия. Головка горелки имеет пару роликов, приводимых в движение двигателем, который тянет проволоку, а также систему роликов сварочного аппарата MIG, толкающую проволоку. Это обеспечивает правильную подачу проволоки из более мягкого сплава и предотвращает заедания и проблемы с подачей проволоки. Как правило, используется для сварки MIG производственных сплавов.
Плавный пуск
При нажатии курка проволока выходит из горелки медленно (медленнее установленной скорости подачи проволоки), когда проволока касается изделия, зажигается дуга. Аппарат распознает это и увеличивает подачу проволоки до установленной скорости. Это может предотвратить рывки горелки при начале сварки, а также улучшить начало сварки.
4-роликовый узел подачи проволоки
Небольшие и самодельные машины обычно поставляются с 2-роликовой системой подачи, состоящей из нижнего ролика с канавками и верхнего прижимного ролика, который является плоским и оказывает давление на проволоку в соответствии с натяжители для привода троса при вращении роликов.
Четырехроликовая система имеет два нижних ролика и два верхних ролика, которые обеспечивают более стабильную подачу проволоки и лучше подходят для подачи проволоки из более мягкого сплава, чем двухроликовая система. Некоторые сварочные аппараты MIG также имеют 4-роликовые системы с редуктором, которые помогают регулировать скорость подачи проволоки с высокой точностью, что обеспечивает исключительно гладкие сварные швы. На рисунках в начале этого руководства показана версия с 4-валковым редуктором.
Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки | OEC
О
#постоянная ссылка на раздел Обзор На этой странице представлены последние торговые данные Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки. В 2020 году Автоматическая электроплазменная сварка и другое оборудование для дуговой сварки заняли 1456-е место в мире по объемам продаж с общим объемом продаж 1,58 миллиарда долларов. В период с 2019 по 2020 год экспорт Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки Н/Д по Н/Д с 1,81 млрд долларов до 1,58 млрд долларов. Торговля Автоматы для электроплазменной сварки, другое оборудование для дуговой сварки представляют 0,0094% от общего объема мировой торговли.
Экспорт В 2020 году крупнейшими экспортерами Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки были Германия (261 млн долларов США), Китай (226 млн долларов США), Япония (211 млн долларов США), Австрия (121 млн долларов США) и США. Штаты (97,5 млн долларов).
Импорт В 2020 году крупнейшими импортерами Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки были США (194 млн долл. США), Китай (146 млн долл. США), Россия (101 млн долл. США), Германия (9 долл. США).5,4 млн) и Мексика (93,9 млн долларов).
Тарифы В 2018 году средний тариф на Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки составил 7,33%, что делает его 3099-м самым низким тарифом с использованием классификации продуктов HS6.
Странами с самыми высокими импортными тарифами на Автоматическая электроплазменная, прочее оборудование для дуговой сварки являются Иран (26%), Багамы (40,2%), Камбоджа (35%) и Бермудские острова (25%). Страны с самыми низкими тарифами — Ангола (0%), Кения (0%), Маврикий (0%), Руанда (0%) и Танзания (0%).
Рейтинг Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки занимает 545-е место в индексе сложности продукта (PCI).
Описание Дуговая сварка — это процесс, в котором используется электрический ток для создания тепла, плавящего свариваемый материал. Два электрода, которые проводят электрический ток, проходят по участкам, подлежащим сварке, и электрический ток отключается при образовании дуги. Тепло от дуги плавит две свариваемые детали. С помощью этого процесса сварное соединение получается прочным и имеет гладкую поверхность.
Последние тенденции
#permalink к разделуПоследние данные
#permalink к разделуПросмотр
Поток
Шкала о оси Y
. показывает последние тенденции в области автоматической электроплазменной и другого оборудования для дуговой сварки. Страны показаны на основе наличия данных.
Для получения полной информации о структуре торговли посетите обозреватель тенденций или продукт в профиле страны.
* С использованием обменных курсов на январь 2020 г., если торговые данные представлены в местной валюте.
Explore Latest Trends
Historical Data
#permalink to sectionExporters and Importers
#permalink to sectionTrade By Country
Yearcaret-down2020201920182017201620152014201320122011201020092008200720062005200420032002200120001999199819971996
Automatic electric plasma, other arc welding equipmen занимают 1456-е место в мире по объемам продаж.
В 2020 году крупнейшими экспортерами Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки были Германия (261 млн долларов), Китай (226 млн долларов), Япония (211 млн долларов), Австрия (121 млн долларов) и США ( 97,5 млн долларов).
В 2020 году крупнейшими импортерами Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки были США (194 млн долларов США), Китай (146 млн долларов США), Россия (101 млн долларов США), Германия (95,4 млн долларов США) и Мексика ( 93,9 млн долларов).
Explore Visualizations
Market Dynamics
#permalink to sectionTrade by country
Startingcaret-down20192018201720162015201420132012201120102009200820072006200520042003200220012000199919981997Endingcaret-down202020192018201720162015201420132012201120102009200820072006200520042003200220012000199919981997
Value
Between 2019 and 2020, the exports of Automatic electric plasma, other arc welding equipmen быстрее всего рос в Нидерландах (27,1 млн долларов), Южной Корее (19,1 млн долларов), Швеции (17,1 млн долларов), Китае (14,3 млн долларов) и Словакии (5,97 млн долларов).
В период с 2019 по 2020 год наиболее быстро растущими импортерами Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки были Россия (37,4 млн долларов США), Китайский Тайбэй (18,6 млн долларов США), Вьетнам (13,4 млн долларов США), Австралия (9,5 млн долларов США), и Сербия (8,35 млн долларов).
Изучение визуализаций
Концентрация рынка
#постоянная ссылка на разделСовокупная доля рынка
Стоимость
На этой диаграмме показано изменение рыночной концентрации экспорта Автоматическая электроплазменная, другое оборудование для дуговой сварки.
В 2020 году концентрация рынка, измеренная с помощью энтропии Шеннона, составила 4,19. Это означает, что большая часть экспорта Автоматическая электроплазменная сварка, прочее оборудование для дуговой сварки приходится на 18 стран.
Изучение визуализаций
Net Trade
#permalink to sectionYearcaret-down202020192018201720162015201420132012201120102009200820072006200520042003200220012000199919981997
This map shows which countries export or import more of Automatic electric plasma, other arc welding equipmen . Каждая страна окрашена в соответствии с разницей в экспорте и импорте Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки в течение 2020 года.1012 Автоматическая электроплазменная сварка, другое оборудование для дуговой сварки были представлены Японией (176 млн долларов), Германией (166 млн долларов), Китаем (80 млн долларов), Австрией (78,1 млн долларов) и Финляндией (58,5 млн долларов).
В 2020 году странами с наибольшей стоимостью импорта по сравнению с экспортом Автоматическая электроплазменная, прочее оборудование для дуговой сварки были США (96,8 млн долл. США), Россия (93,2 млн долл. США), Мексика (90,6 млн долл. США) , Китайский Тайбэй (30,5 млн долларов) и Австралия (30,1 млн долларов).
Сравнение стран
#permalink to sectionContinentscaret-downAllAfricaAntarcticaAsiaEuropeNorth AmericaOceaniaSouth America
Flow
Measure
Ranking
Эта визуализация показывает страны, которые имеют важное соотношение в своей торговле, связанной с 40 другим плазменным сварочным оборудованием 9064.