Как научиться варить инвертором с нуля
Сварка – это способ соединения металлических заготовок путем их нагрева и сплавления кромок в единое целое. Нагрев осуществляется при помощи дуги – электрического разряда, возникающего между заготовкой и электродом.
Способы сварки
Выделяют несколько видов сварки:
- MMA (или ручная дуговая) – базовый способ, сварка плавящимся или неплавящимся электродом. Дуга возникает между кромками заготовок и электродом, способствуя образованию сварочной ванны расплавленного металла, который, затвердевая, образует шов. Требует высокого уровня навыков сварщика. Позволяет работать с относительно небольшим рядом материалов – в основном это чёрные металлы. Обеспечивает относительную мобильность и возможность работы в любой точке при наличии генератора, а также возможность работы в любом положении и в труднодоступных местах.
- TIG (или аргонодуговая) – осуществляется неплавящимся электродом (графитовым либо вольфрамовым) в среде защитных газов.

- MIG/MAG (или полуавтоматическая) – для сварки используется проволока, поступающая в рабочую зону при помощи подающего механизма. Этот способ работы отличается высокой производительностью, низкими требованиями к квалификации сварщика и возможностью сваривать даже тонкие заготовки. Сварка может осуществляться в среде защитных газов, под флюсом или при помощи порошковой проволоки, обеспечивающей защитную среду при нагреве.
- Газовая – сварка при помощи горючих газов и кислорода, где материал расплавляется при помощи горелки. Отличается низкой производительностью, но позволяет работать с тонкими деталями, цветными металлами, чугуном.
Подготовка к сварке инвертором
Инверторный сварочный аппарат (инвертор) – это устройство, которое работает от сети 220V или 380V, преобразуя переменный ток в колебания с высокой частотой и затем в постоянный ток.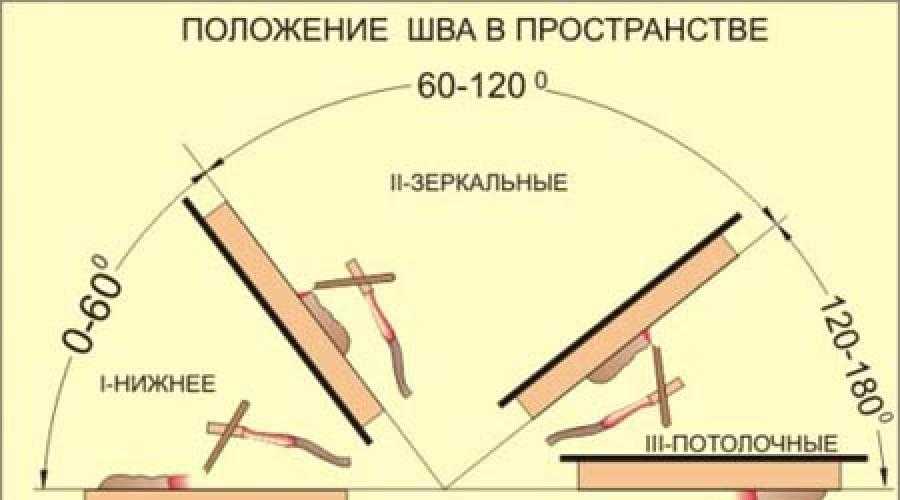 Аппараты имеют высокий КПД и относительно небольшой расход электроэнергии. Кроме того, они способны работать при пониженном напряжении – в среднем до 170V.
Аппараты имеют высокий КПД и относительно небольшой расход электроэнергии. Кроме того, они способны работать при пониженном напряжении – в среднем до 170V.
Сварка металла инвертором для начинающих – один из лучших способов познакомиться с основами работы. Аппарат позволяет легко разжечь и удержать дугу, что позволяет справиться с задачей даже новичку.
Перед началом работы с инвертором требуется определить следующие параметры:
- Полярность – может быть прямой, когда электрод подключается к клемме с «минусом», а металл к «плюсу», и обратной. Прямая используется при работе с заготовками толще 1,5-2 мм, обратная – для тонких деталей. Это объясняется тем, что тонкую заготовку легко прожечь, а при прямой полярности образуется глубокая зона расплавления.
- Скорость подачи – необходимо следить, чтобы в зону сварки поступало достаточно металла. Слишком быстрая подача приводит к тому, что металл не прогревается в нужной степени. Слишком медленная, напротив, ведёт к перегреву и прожиганию детали.
- Сила тока – напрямую влияет на глубину нагрева. Этот параметр зависит от диаметра электрода в пропорции приблизительно 30А на 1 мм.
 Слишком медленная, напротив, ведёт к перегреву и прожиганию детали.
Слишком медленная, напротив, ведёт к перегреву и прожиганию детали.Пошаговая инструкция по сварке инвертором
Сварка профильной трубы для начинающих инвертором включает следующие шаги:
- Убедиться в исправности оборудования. Требуется проверить состояние изоляционных оболочек, зажимов, панели управления сваркой, а также очистить прибор при необходимости.
- Обеспечить безопасность при работе. Необходимо использовать средства индивидуальной защиты: маска, перчатки, одежда и обувь из негорючего материала.
- Подключить инвертор к сети, убедиться, что он работает.
- Вставить электрод в держатель.
- Настроить силу тока и полярность.
- Очистить место сварки от следов краски, ржавчины и других загрязнений.
- Соединить свариваемые заготовки прихватками.
- Разжечь электрод на шероховатой поверхности и перенести его на место начала сварки. Для этого достаточно прикоснуться им к металлу.
- Начать формировать шов: при удерживании электрода на одном месте начинает образовываться сварочная ванна из расплавленного металла и жидкого шлака, обеспечивающего защиту от воздействия кислорода. Металл имеет белый цвет, а шлак — красный. Шлак требуется периодически отталкивать, чтобы обеспечить равномерное прогревание металла.
- Для формирования надёжного шва нужно двигать кончиком электрода по ширине шва, выписывая зигзаги, круги или другие фигуры. Это позволяет расширить шов и сделать соединение крепче.
- Важно следить, чтобы расстояние между кончиком электрода и деталью было постоянным (приблизительно 5 мм). Так как электрод плавится во время процесса, нужно постепенно придвигать держатель к сварочной ванне.
- Для завершения шва нужно создать «блок», отведя конец электрода вбок.

Особенности сварки тонкого металла
Тонкий металл легко прожечь и деформировать, поэтому при работе с ним требуется повышенная осторожность. Рекомендуется отработать швы на более толстых заготовках, прежде чем приступать к работе с тонкими. Для успешной сварки требуется соблюдать следующие правила:
Рекомендуется отработать швы на более толстых заготовках, прежде чем приступать к работе с тонкими. Для успешной сварки требуется соблюдать следующие правила:
- варить на обратной полярности;
- выставлять минимальную силу тока;
- варить следует «углом вперёд» – электрод отклоняется от вертикали на 30-60° в сторону уже образованного шва;
- при возможности лучше варить тонкие заготовки в нижнем положении;
- рекомендуется тщательно закрепить обрабатываемые детали, чтобы снизить вероятность деформации;
- края следует располагать как можно ближе друг к другу или внахлест, если конструкция заготовки это допускает;
- вести электрод нужно быстро и с минимальными колебательными движениями;
- желательно использовать подложку из графита/меди;
- максимально качественный шов на тонкой заготовке получается при «короткой дуге» – минимальным расстоянием между кончиком электрода и заготовкой.
Если металл прожигается даже при минимальной силе тока, можно использовать технику прерывистой дуги.
Частые ошибки новичков
Сварка инвертором для начинающих может осложниться из-за следующих распространённых ошибок:
- слишком высокая скорость ведения электрода – металл не успевает прогреваться, образуются «слабые» участки, шов выходит неровным;
- слишком низкая скорость ведения электрода – металл прожигается насквозь, в заготовке образуются дыры, нарушается целостность заготовки;
- слишком ровный и тонкий шов из-за отсутствия колебательных движений – металл не сваривается в достаточной степени;
- неправильно подобранная сила тока: при слишком малом токе происходит «залипание» электродов, при слишком высоком прожигается материал;
- слишком маленький зазор между деталями – приводит к деформации либо разрушению обрабатываемой заготовки из-за теплового расширения;
- слишком большой зазор между деталями – менее критическая ошибка, но приводит к слишком большому расходу присадочного материала.

Также проблемой начинающего сварщика может стать неправильный подбор средств индивидуальной защиты, в частности маски со светофильтром. При слишком сильном затемнении снижается контроль над рабочим процессом, при недостаточном затемнении повышается вероятность повредить глаза. Оптимальным вариантом для новичка станет маска-хамелеон, в которой уровень затемнения зависит от уровня излучения.
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям.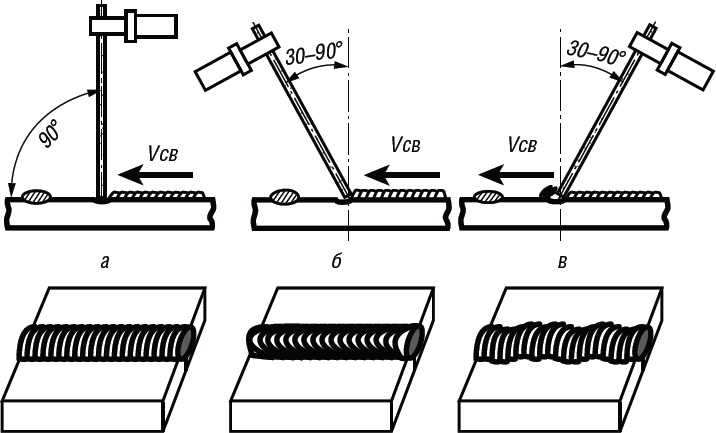 Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами.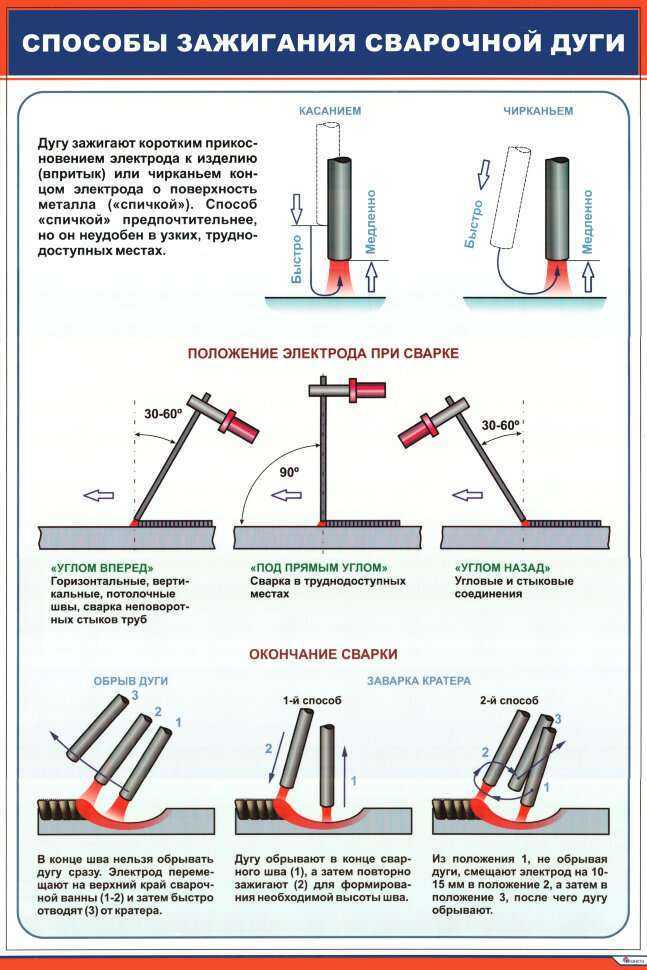 По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Как отличить шлак от металла и как его выгонять при сварке — Ручная дуговая сварка — ММA
#1 varvaran
Уважаемые! Объясните,как отличить шлак от металла и как выгонять шлак при сварке .
- Наверх
- Вставить ник
#2 BelaZZ
Отправлено 25 November 2012 00:06
Взять электроды с основным покрытием. На них отчётливо видно,где есть металл,а где шлак (он более тёмный).На рутиловых это различие не так заметно.»Выгонять шлак» можно наклоном электрода и (или) свариваемого изделия,по возможности,повышенным током,короткой дугой «отжимать» можно.Всё зависит от ситуации.
На них отчётливо видно,где есть металл,а где шлак (он более тёмный).На рутиловых это различие не так заметно.»Выгонять шлак» можно наклоном электрода и (или) свариваемого изделия,по возможности,повышенным током,короткой дугой «отжимать» можно.Всё зависит от ситуации.
- Наверх
- Вставить ник
#3 blazen79
Отправлено 25 November 2012 00:11
Посмотрите на стоп кадрах.
- Наверх
- Вставить ник
#4 Helper
Отправлено 25 November 2012 09:28
А Вы не акцентируйте свое внимание на различии металла и шлака.
- Наверх
- Вставить ник
#5 svarnjuk
Отправлено 25 November 2012 09:30
Лучше всего будет видно металл (на рутиловых электродах ано21 мр3) на вертикале.
- Наверх
- Вставить ник
#6 Лепило
Отправлено 25 November 2012 10:55
Тем больше наклон электрода при сварке тем дальше улетит шлак.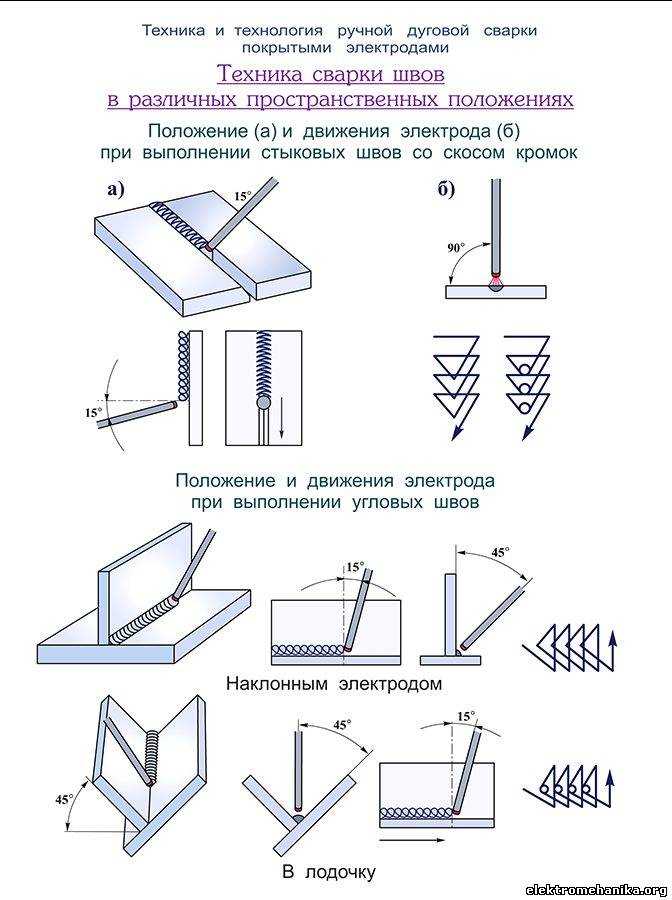 .. правда вместе с металлом тем лучше вы енто отличите.
.. правда вместе с металлом тем лучше вы енто отличите.
- Наверх
- Вставить ник
#7 АВН
Отправлено 25 November 2012 11:58
Никогда не старался что-то куда-то отжимать…Шлак легче металла шва,много хуже когда расплавленный металл набегает перед ванной — заметно снижается провар,но весьма возрастает вероятность появления дефектов в св.шве.
- Наверх
- Вставить ник
#8 Elektro_D
Отправлено 25 November 2012 16:57
Varvaran, вари больше и со временем поймешь как отличать. Металл более вязкий, а шлак жидкий на поверхности, мне раньше и показывали как отличать, но я все равно никак не мог понять, щас научился и посмотри вот это видео, там все показывают и рассказывают:
Металл более вязкий, а шлак жидкий на поверхности, мне раньше и показывали как отличать, но я все равно никак не мог понять, щас научился и посмотри вот это видео, там все показывают и рассказывают:
http://www.youtube.com/watch?v=2537L5H7NiY&feature=BFa&list=PLe9OT5_hB-zsZ8OmnebxZ_VdMQFVpzMxN
- Наверх
- Вставить ник
#9 varvaran
Отправлено 25 November 2012 21:44
Лучше всего будет видно металл (на рутиловых электродах ано21 мр3) на вертикале.
Я варю уони 1355 д 5 ржавый, грязный металл на работе( жд рельсы). 2 месяца теории на курсах сварщика.Теперь практика,а варить ничерта не умею!
- Наверх
- Вставить ник
#10 АВН
Отправлено 25 November 2012 22:32
ничерта не умею!
Не переживайте так сильно,нас таких много тут. Электрод чуть углом назад если в нижнем положении.Металл станет плавиться и будет более красным,а шлак темным.По окончании сварки наоборот,металл быстрее потемнеет,а шлак ещё будет оранжевым.Со временем всё встанет на место и не будете задумываться об этом. http://websvarka.ru/…topic=1647&st=0
Электрод чуть углом назад если в нижнем положении.Металл станет плавиться и будет более красным,а шлак темным.По окончании сварки наоборот,металл быстрее потемнеет,а шлак ещё будет оранжевым.Со временем всё встанет на место и не будете задумываться об этом. http://websvarka.ru/…topic=1647&st=0
- Наверх
- Вставить ник
#11 svarnjuk
Отправлено 26 November 2012 07:21
Я варю уони 1355 д 5 ржавый, грязный металл на работе( жд рельсы). 2 месяца теории на курсах сварщика.Теперь практика,а варить ничерта не умею!
Стекло в мкске чистое ? Если да, то внимательно смотрите на место под электродом. Обычно сварочная ванна хорошо видна при сварке электродами уони.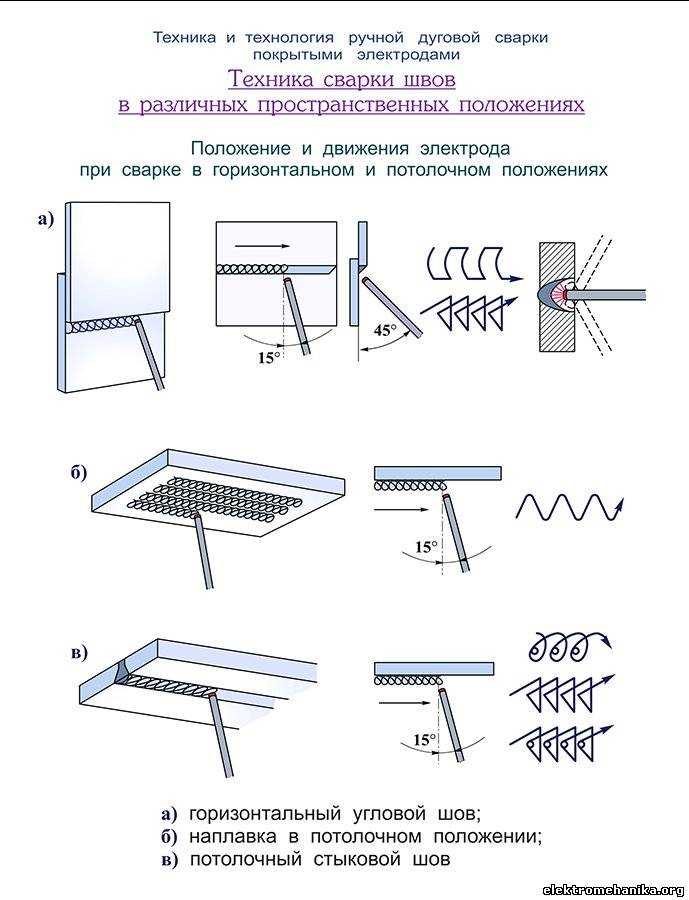 Она напоминает по цвету золотую лужицу, над которой постоянно летают языки пламени дуги, отгоняющие шлак. Эта лужица хорошо блестит, присмотритесь.
Она напоминает по цвету золотую лужицу, над которой постоянно летают языки пламени дуги, отгоняющие шлак. Эта лужица хорошо блестит, присмотритесь.
- Наверх
- Вставить ник
#12 schkaliki
Отправлено 27 November 2012 09:44
мне наставник когда-то говорил: — ,Не спеши! ‘. Самый простой способ понять что к чему- это взять любую железку и немного наклонить её от себя, градусов эдак на 15-20 и варить в горку. На уони сразу видно что и где. И смотри , что-бы козырек был внизу, ну и обламывай его почаще.
- Наверх
- Вставить ник
#13 varvaran
Отправлено 28 November 2012 20:22
Стекло в мкске чистое ? Если да, то внимательно смотрите на место под электродом.
 Обычно сварочная ванна хорошо видна при сварке электродами уони. Она напоминает по цвету золотую лужицу, над которой постоянно летают языки пламени дуги, отгоняющие шлак. Эта лужица хорошо блестит, присмотритесь.
Обычно сварочная ванна хорошо видна при сварке электродами уони. Она напоминает по цвету золотую лужицу, над которой постоянно летают языки пламени дуги, отгоняющие шлак. Эта лужица хорошо блестит, присмотритесь.Спасибо за советы! Купил мр-3 д-3.Начал различать металл от шлака.Учусь варить угловые соединения в нижнем положении.Проблема-иногда металл ложится не в центор угла ,а по краям.Не могу найти закономерность, почему иногда получается,а иногда нет.Через 1,5 месяца экзамен квалификационный по уговым соединением : нижнее положение,вертикаль и потолок. Дайте совет.
- Наверх
- Вставить ник
#14 svarnjuk
Отправлено 28 November 2012 20:34
Металл разбрасывает по краям или от недостаточной силы тока, или от не правильного положения электрода, относительно изделий.
Тут только один совет -> не бойтесь эксперементировать с силой тока, ведением и положением электрода. На практике заведите правило: 5-10 швов эксперементальных, каждый раз что-то новое (сила тока, угол наклона, колебательные движения). Так будет проще понять где ваш метод.
- Наверх
- Вставить ник
#15 varvaran
Отправлено 10 December 2012 21:33
Металл разбрасывает по краям или от недостаточной силы тока, или от не правильного положения электрода, относительно изделий.
Тут только один совет -> не бойтесь эксперементировать с силой тока, ведением и положением электрода. На практике заведите правило: 5-10 швов эксперементальных, каждый раз что-то новое (сила тока, угол наклона, колебательные движения).
 Так будет проще понять где ваш метод.
Так будет проще понять где ваш метод.Не мог ответить, т. к. накрылся монитор-купил новый. 5кг пачка мр-3 почти полностью ушла.Угловые соединения получаются лучше,но всё равно прогнать хороший шов без пропусков и иногда подрезов не получается.Сначала металл ложится нормально,а потом начинает за дугу наплывыть шлак и я дугу обрываю и опять начинаю варить ..См 5 варю без отрыва,а потом сварка с отрывом.Пробавал и наклонять электрод и менять силу тока .Аппарат ТД-500,ручка не вращается ,а ток-почти максимум.К массе сопротивление (по форме как большая пружина).И по веткам регулирую силу тока.Когда варишь угол нужно ли делать колебательные движения?Ответ дайте пожалуйста.
- Наверх
- Вставить ник
#16 АВН
Отправлено 10 December 2012 22:09
Влияют как поперечные колебательные движения,так и угол наклона электрода. Обычно стараюсь держать эл-д вертикально (для нижнего положения шва) и делать колебания чуть перекрывая кромки фасок.Для Вас наверное будет лучше варить чуть «углом назад»
Обычно стараюсь держать эл-д вертикально (для нижнего положения шва) и делать колебания чуть перекрывая кромки фасок.Для Вас наверное будет лучше варить чуть «углом назад»
P.s. Нажимая кнопку «Ответ» не нужно удалять скобки [ и буквы внутри них ] .
- Наверх
- Вставить ник
#17 svarnjuk
Отправлено 10 December 2012 23:48
Когда варишь угол нужно ли делать колебательные движения?
Если я правильно понял, речь идёт про нижнее угловое положение (оно же тавровое) и без зазора, то колебательные движения не нужны Ва пока. Рутиловые электроды (мр3, ано21 и т.д.) лучше прижимать в угол и не наплавлять много, но и не растягивать сварочную ванну. Т.е. Пусть электрод продвигается по мере плавления сам, Вам нужно только следить за углом наклона электрода и его лёгким прижимом в угол.
Т.е. Пусть электрод продвигается по мере плавления сам, Вам нужно только следить за углом наклона электрода и его лёгким прижимом в угол.
Если толщина металла позволяет, то побольше ампер, но без фанатизма (обычно чуть больше указанного максимума на пачке). Наклоняйте эбектро ближе к нижней пластине, чтоб дуга горела (была направлена) больше на вертикальную пластину. Так вы более равномерно распределите металл будущего шва. Дуга сама будет отжимать шлак (____/) и при короткой дуге (кончик электрода прижат к обеим пластинам) подрезов и зашлаковывания не будет.
Если всё пойдёт нормально, то дальше можно пробовать растягивать сварочную ванну, т.е. перемещать электрод чуть быстрее, чем если бы он сам перемещался при плавлении. Это пригодится при сваривании тонкого металла на чуть меньшем токе.
Примерные углы наклона: между электродом и нижней пластиной 30-35 градусов (от электродов зависит, бывает почти горизонтально). И по направлению к будущему шву не заламывайте, угол потупее, а то как раз пойдут подрезы и не сплавления + увеличится разбрызгивание, 60-70 градусов.
П.с. Всё это конечно очень примерно и трудно объяснить, когда у Вас получится — сами поймёте. Удачи)
- Наверх
- Вставить ник
#18 varvaran
Отправлено 11 December 2012 00:04
Если я правильно понял, речь идёт про нижнее угловое положение (оно же тавровое) и без зазора, то колебательные движения не нужны Ва пока. Рутиловые электроды (мр3, ано21 и т.д.) лучше прижимать в угол и не наплавлять много, но и не растягивать сварочную ванну. Т.е. Пусть электрод продвигается по мере плавления сам, Вам нужно только следить за углом наклона электрода и его лёгким прижимом в угол.
Если толщина металла позволяет, то побольше ампер, но без фанатизма (обычно чуть больше указанного максимума на пачке).
Если всё пойдёт нормально, то дальше можно пробовать растягивать сварочную ванну, т.е. перемещать электрод чуть быстрее, чем если бы он сам перемещался при плавлении. Это пригодится при сваривании тонкого металла на чуть меньшем токе.
Примерные углы наклона: между электродом и нижней пластиной 30-35 градусов (от электродов зависит, бывает почти горизонтально). И по направлению к будущему шву не заламывайте, угол потупее, а то как раз пойдут подрезы и не сплавления + увеличится разбрызгивание, 60-70 градусов.
П.с. Всё это конечно очень примерно и трудно объяснить, когда у Вас получится — сами поймёте. Удачи)
 Наклоняйте эбектро ближе к нижней пластине, чтоб дуга горела (была направлена) больше на вертикальную пластину. Так вы более равномерно распределите металл будущего шва. Дуга сама будет отжимать шлак (____/) и при короткой дуге (кончик электрода прижат к обеим пластинам) подрезов и зашлаковывания не будет.
Наклоняйте эбектро ближе к нижней пластине, чтоб дуга горела (была направлена) больше на вертикальную пластину. Так вы более равномерно распределите металл будущего шва. Дуга сама будет отжимать шлак (____/) и при короткой дуге (кончик электрода прижат к обеим пластинам) подрезов и зашлаковывания не будет.Спасибо!Ещё вопросик. а как варить угловое соединение потолок ,металл 3 мм.Пробавал на пластине на потолке нагонять валики-то пропуски,то-капает.
а как варить угловое соединение потолок ,металл 3 мм.Пробавал на пластине на потолке нагонять валики-то пропуски,то-капает.
- Наверх
- Вставить ник
#19 svarnjuk
Отправлено 11 December 2012 00:31
Переворачиваем и варим, только не изделие, а метод. В смысле техника примерно такая же: ток чуть больше (на потолок обязательно, чтоб электрод не залипал), упор в угол, положение электрода почти 90 (80-70) градусов относительно шва. Относительно верхней пластины те же 80-70 градусов. А дальше по месту смотрите куда наклонить больше, куда меньше.
Более толстый метал можно сваривать возвратно-поступательными движениями, но уже не прижимаем электрод в угол при возвтате (стараться держать небольшой зазор 1-2 мм). Протягивать электродом чуть вперёд (3-5 мм), затем возвращаемся назад (1-3 мм). И так до самого конца шва.
Протягивать электродом чуть вперёд (3-5 мм), затем возвращаемся назад (1-3 мм). И так до самого конца шва.
Шлак в потолке легче отгоняется дугой, потому что его (шлак) вниз тянет.
П.с. Пока учитесь -> обязательно очищайте метал от краски, ржавчины и прочей грязи -> быстрее научитесь.
- Наверх
- Вставить ник
#20 СварщикРучник
Отправлено 11 December 2012 13:56
Да все приходит не сразу а просто из опыта. Главное это варить и не бухать при этом (а то от пойла вчерашний опыт теряется!!!). Сам вспоминаю как постоянно пьяный на сварного учился — утром встаешь на работу и помнишь все смутно-смутно… так опыт тяжелее приходит, а Вам сейчас необходимо руку хоть чуточку набить. Так что мой совет — варить, варить, варить до изнеможения! Ну и в процессе сварки немного задумываться об этом процессе. Удачи!!!
Удачи!!!
Cum Deo!
- Наверх
- Вставить ник
Курсы сварки в Бруклине — www.michellegreenesculpture.com
- В студии открытые окна и высокие потолки с видом на набережную.
Безопасность всегда в приоритете.
Горелки, инструменты, защитные очки и сварочные маски дезинфицируются перед каждым занятием. Сварочное снаряжение и перчатки входят в комплект поставки. Все запланированные занятия рассчитаны на 2 учащихся. Уделяется индивидуальное внимание.
Что надеть на занятия
- Носите одежду, которую можно испачкать.
- Туфли или сапоги с закрытым носком и толстыми хлопковыми носками. Кожаные или замшевые туфли или сапоги предпочтительнее для сварки. Не носите обувь или кроссовки с тонким синтетическим покрытием сверху. Искры могут прожечь тонкий материал.
- Носите хлопковую рубашку с длинным рукавом и джинсы. Принесите хлопковую толстовку.
 Не носите обувь или кроссовки с тонким синтетическим покрытием сверху. Искры могут прожечь тонкий материал.
Не носите обувь или кроссовки с тонким синтетическим покрытием сверху. Искры могут прожечь тонкий материал.«ПОДАРИТЕ КАРТУ» / ПОДЕЛИТЕСЬ ОПЫТОМ, КОТОРОЕ ЗАПОМНИТСЯ.
Доступно для индивидуальных и групповых занятий.
Подарочные карты можно использовать в течение года с момента покупки. Каждую неделю добавляется новых разделов класса. Пусть они выберут класс, который соответствует их расписанию.
Для «Индивидуального» и «Weld Connect Bond» (2 человека регистрируются вместе) отправьте электронное письмо, чтобы предложить удобный для вас день и время.
Стоимость покупки подарочной карты сохраняется независимо от повышения цен на сайте.
Индивидуальное обучение 325 долларов США за двухчасовое занятие
Индивидуальные сеансы сварки предлагаются для всех методов сварки.
-* За сварку Tig взимается дополнительная плата в размере 40 долларов США наличными, оплачивается на сессии.
В индивидуальном классе TIG вы будете сваривать сталь и алюминий.
Фокус сеанса можно настроить в соответствии с вашими целями и техническими предпочтениями.
К сеансу можно добавить дополнительные часы. Запросите дату и время по вашему выбору.
— Если вы едете издалека или хотите поработать над проектом, доступны семинары на полдня и полный день . Изучите более одной техники в один и тот же день.
— Если вы хотите провести сеанс с 3 человека (3-часовой сеанс) , отправьте мне электронное письмо.
*Приходите с семьей и друзьями. Отличный выбор для деловых партнеров.
Это незабываемый «Уникальный подарок»!
Сварка/Соединение/Склеивание — вместе. $500 Скидка для 2 человек на 2-часовой сеанс при совместной регистрации. ($250 на человека)
$500 Скидка для 2 человек на 2-часовой сеанс при совместной регистрации. ($250 на человека)
Ужины в ресторанах будут забыты. Этого не будет.
При покупке класса на 2 человек предоставляется скидка. Запишитесь на занятия с другом, семьей или на уникальное «Ночное свидание». Поделитесь этим уникальным опытом. Группа из 3 человек может принять участие в трехчасовом сеансе — напишите мне по электронной почте, чтобы узнать подробности.
Предлагаются классы сварки MIG или пайки кислородом-ацетиленом.
* Отправьте электронное письмо, чтобы запросить день и время, указанные ниже, ИЛИ Запросите дату и время по вашему выбору.
октября 15 3-5 суббота
октября 16 12-2 воскресенья
20 октября 6-8 четверг
23 октября 3-5 воскресенья
30-2-2 воскресенья
Запланированные сессии 260 долл. США на человека за 2-часовой сеанс
США на человека за 2-часовой сеанс
Стоимость всех занятий / «ограничено до 2 человек» — для целенаправленного занятия
*Новые занятия добавляются еженедельно.
Текущая запланированная сессия указана ниже:
Миг в маске / создайте маленькую скульптуру
Изучая эти навыки, вы создадите уникальную маленькую скульптуру, которую сможете забрать домой. Мы обсудим многочисленные преимущества сварки МиГ при открытии собственного цеха, создании мебели, предметов искусства, производства.
27 октября 6-8 Четверг
Вступление в газовую сварку. с латунным припоем. Изучая эти навыки, вы создадите уникальную маленькую скульптуру, которую сможете забрать домой. Мы обсудим многочисленные преимущества газовой сварки. Отличная техника соединения металлов. Текущая сессия заполнена.
Текущий сеанс заполнен. Пожалуйста, проверяйте наличие будущих занятий или отправьте запрос по электронной почте.
Рекомендуется сначала пройти курс Gas или Mig / Перед курсами b ниже.
Введение в сварку ARC / Stick / фокус на Technique
, если вы рассматриваете работу в сфере строительства / попробуйте этот класс. Для искусства и промышленности.
Дуговая сварка является самым «сильным» методом, недорогим, портативным и не требует резервного газа. Используется в строительстве, производстве мебели и т. д. / как для толстого, так и для тонкого металла.
В этом классе вы научитесь зажигать дугу, запускать бусину, настраивать машину. Мы обсудим многие преимущества дуговой сварки. Это не сертификационный курс.
14 окт 6–8 Пятница
Знакомство со сталью Tig0005 / основное внимание уделяется технике
В этом классе вы узнаете, как сваривать сталь TIG, настраивать машину, выбирать вольфрам, использовать ножную педаль. Мы обсудим многочисленные преимущества сварки TIG при создании собственного сварочного пространства для искусства, мебели или бизнеса. Сварка TIG — популярный метод, используемый в рамах велосипедов, мотоциклов, самолетов. Если все сделано правильно, это прекрасная вещь.
Мы обсудим многочисленные преимущества сварки TIG при создании собственного сварочного пространства для искусства, мебели или бизнеса. Сварка TIG — популярный метод, используемый в рамах велосипедов, мотоциклов, самолетов. Если все сделано правильно, это прекрасная вещь.
Текущий сеанс заполнен. Пожалуйста, проверяйте наличие будущих занятий или отправьте запрос по электронной почте.
Введение в газовую сварку и гибку стали
Кислородно-ацетиленовая сварка имеет много преимуществ. Он портативный и недорогой в настройке.
Сварка со стальным присадочным стержнем и гибочным стержнем будет в центре внимания этого класса. Рекомендуется сначала принять кислород-ацетилен, чтобы научиться пайке. Таким образом, вы сможете соединить большинство металлов с помощью горелки. Этот класс также подготовит вас к аргонодуговой сварке. Мы также скрутим и согнем кусок квадратного стержня. Затем мы приварим стержень к другому куску стали с помощью этой техники.
Затем мы приварим стержень к другому куску стали с помощью этой техники.
Текущая сессия заполнена. Пожалуйста, проверяйте наличие будущих занятий или отправьте запрос по электронной почте.
Продвинутые курсы сварки, предлагаемые по всем технологиям для 1 человека — Индивидуальные занятия.
Для всех занятий требуется предоплата.
Политика отмены: Отмена до 72 часов. перед занятием и запросить другое время.
Сварка | Сертификат | Пенсильванский технологический колледж
Об этой программе
От теории к практике вы будете использовать новейшие технологии и передовые отраслевые инструменты для выполнения дуговой сварки с флюсовой проволокой (FCAW), дуговой сварки в среде защитного газа (SMAW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) и сварки вольфрамовым электродом дуговая сварка (GTAW). Эта программа сертификации, ориентированная на навыки, ориентирована на специализированную подготовку к карьере, но при этом включает ограниченное количество курсов по общению и математике для поддержки карьерного роста.
Эта программа сертификации, ориентированная на навыки, ориентирована на специализированную подготовку к карьере, но при этом включает ограниченное количество курсов по общению и математике для поддержки карьерного роста.
Следующие шаги…
Вы на пути к тому, чтобы стать создателем завтрашнего дня.
4
Семестры
55 000+
Площадь объекта
Большой практический опыт
Карьера
- Строительная сварка
- Судостроение
- Промышленная и производственная сварка
Курсы
В Penn College мы считаем, что ваш образовательный опыт должен выходить за рамки специальных навыков. Готовность к реальному миру
означает использование более широкого подхода, который развивает коммуникативные навыки, вдохновляет на сотрудничество и поощряет
знакомство с искусством, историей и наукой.
Специализация требует глубоких знаний и высокого уровня владения языком. Студенты учатся и применять основные концепции, навыки и методы.
- Порошковая проволока I (WEL132)
- Экранированная металлическая дуга I (WEL114)
- Порошковая проволока II (WEL136)
- Экранированная металлическая дуга II (WEL116)
- Охрана труда и техника безопасности (SAF110)
- Газометаллическая дуга I (WEL120)
- Газовая вольфрамовая дуга I (WEL123)
- Газометаллическая дуга II (WEL124)
- Газовая вольфрамовая дуга II (WEL129)
- Чертеж и схема сварки (WEL102)
- Расширенные полуавтоматические процессы I (WEL211)
- Экранированная металлическая дуга III (WEL221)
- Расширенные полуавтоматические процессы II (WEL212)
- Экранированная металлическая дуга V (WEL223)
- Базовое программирование ЧПУ (WEL240)
- Неразрушающий контроль I (QAL241)
- Газовая вольфрамовая дуга III (WEL215)
- Защитная дуговая сварка металлом IV/трубная сварка (WEL225)
- Газовая вольфрамовая дуга IV (WEL220)
- Дуговая сварка металлическим электродом VI/сварка труб (WEL227)
- Роботизированная сварка (WEL249)
- Чертеж и схема сварки II (WEL252)
Взгляды — это точки зрения, предлагающие различные способы понимания, взаимодействия и
влияющие на мир. Учащиеся определяют, объясняют и используют подходы, используемые учеными и
профессионалов для изучения, анализа или понимания проблем и предложения решений.
Учащиеся определяют, объясняют и используют подходы, используемые учеными и
профессионалов для изучения, анализа или понимания проблем и предложения решений.
Основы практических, интеллектуальных и социальных навыков: общение, сотрудничество, критическое и этическое мышление, количественное мышление и технологическая грамотность которые имеют решающее значение для каждого учащегося на каждом этапе образования и на каждом этапе жизни.
- Информация, технологии и общество (CSC124)
- Техническая алгебра и тригонометрия I (MTh223)
- Связь (ENL010)
Посмотреть список целей и курсов
Помещения
Лаборатория сварки Расширенная
Получите практический опыт работы в одном из крупнейших учреждений высшего образования, используя стандартное для отрасли оборудование, которое вы увидите в реальном мире.
Расписание туров
Увидеть — значит поверить.
Думаешь, Пенсильванский колледж тебе подойдет? Запланируйте посещение и узнайте, что такое практическое обучение. Академические туры позволяют вам исследовать лаборатории и проникнуть в суть вашей будущей программы. Если вы хотите более глубоко погрузиться в интересующую вас академическую область, выберите индивидуальный тур по индивидуальному плану. Действуют комплексные протоколы безопасности COVID-19.
окт 28
День открытых дверей
Пятница, 28 октября 8:30 – 2 :30 вечера
ноябрь 5
День открытых дверей
Суббота, 5 ноября 8:30 – 2 :30 вечера
ноябрь 18
День открытых дверей
Пятница, 18 ноября 8:30 – 2 :30 вечера
Другие концерты в пути.
А теперь давайте подберем для вас экскурсию. Позвоните, пообщайтесь или напишите по электронной почте для вариантов.
Нужна другая дата?
Давайте сейчас подберем для вас тур. Позвоните, пообщайтесь или напишите по электронной почте для вариантов.
Контактный телефон
Приемная комиссия
- DJG, Rm. 1068
- +1.570.327.4761
- +1.800.367.9222
- [email protected]
Если вы не можете посетить ни одно из этих свиданий Обратитесь в приемную по телефону 570.320.2400
Отраслевые партнеры
Работайте с экспертами, чтобы стать экспертом
Прочные партнерские отношения Penn College влияют на каждый шаг вашего пути — от первого дня в классе и лабораториях до трудоустройства (часто до выпуска) и далее.
Избранное видео
Разнообразие в производстве
В этом видеоролике, созданном SkillsUSA, показана чемпионка штата по сварке из Пенсильванского колледжа, состоящая из трех студенток, которые помогают изменить устаревшие представления Америки о производстве.
Связанные программы
Следуй своей страсти
Студенческая жизнь
Возглавь и испытай свои навыки
Американское общество сварщиков (AWS)
Участие в AWS позволяет учащимся общаться, учиться и оттачивать необходимые навыки для успешной карьеры в сварочной отрасли.
SkillsUSA
Участие в SkillsUSA дает студентам возможность участвовать в более чем 80 национальных соревнованиях.
Студенческие организации в Penn College
Учеба в колледже — это больше, чем просто классная комната. Присоединяйтесь к одному из 65+ клубов и организаций или создайте свой собственный.
Новости
13.10.2022
Первая программа колледжа «PA Build My Future» после пандемии COVID-19 привлекает сотрудников завтрашнего дня
Два тележурналиста провели часть четверга в главном кампусе Penn College, беседуя с организаторами и посетителями …
29. 09.2022
09.2022
Благотворитель отрасли приветствует «новое поколение сварщиков»
«Пенсильванский колледж: формирование следующего поколения сварщиков», недавняя статья, подготовленная Miller Electric Manufacturing …
21.09.2022
Студент Пенсильванского колледжа, сварщик, получает стипендию
Студент Пенсильванского технологического колледжа стал одним из примерно 100 студентов по всей стране, получивших стипендию по специальности …
Посмотреть все
Обучение за рубежом
Получить международный опыт
7 7 Увидеть мир через Williamsport. Получите образование за границей и получите практический опыт изучения своей отрасли в глобальном масштабе.Узнать больше
Стажировка
Ваши практические знания
Стажировка является ключом к подготовке к карьере. Примените свои знания на рабочем месте и узнайте об отрасли из первых рук.
Подробнее
Студенческий опыт
Сообщество как класс
Студенты-сварщики Пенсильванского колледжа воплощают в жизнь уникальный проект реконструкции 6 на 9Металлическая скульптура «Древо жизни» на месте бывшей церкви.

Подробнее
Дополнительная информация
На эту специальность распространяются стандарты перевода, установленные Колледжем (см. http://www.pct.edu/catalog/TransferringCredits). Исключения должны быть одобрены деканом школы.
Просмотреть общую информацию о переводе
Альтернативный зачет относится к академическим зачетным единицам, полученным с помощью средств, отличных от традиционного завершения курса колледжа, включая: зачет на экзамене, артикуляцию, подтверждение компетентности, полученной в старшей школе, опыт работы/жизни и повышение квалификации.
Посетите страницу «Альтернативные варианты кредита» для ознакомления с требованиями и процедурами, а также для получения информации о кредите через Advanced Placement.
Penn College предлагает сертификационные испытания Американского общества сварщиков (AWS).
Инструменты
Учащиеся должны просмотреть раздел «Сварочные инструменты и расходные материалы», чтобы определить, какие инструменты и расходные материалы им понадобятся для приобретения. Факультет сварки понимает, что некоторым студентам может не понадобиться приобретать весь список материалов. Эти учащиеся могут обратиться в школьный офис за советом по приобретению расходных материалов. Магазин колледжа может предоставить полный комплект.
Факультет сварки понимает, что некоторым студентам может не понадобиться приобретать весь список материалов. Эти учащиеся могут обратиться в школьный офис за советом по приобретению расходных материалов. Магазин колледжа может предоставить полный комплект.
Средства индивидуальной защиты
- Кожаная рабочая обувь (защитный носок опционально)
- Защитные очки
- Сварочная маска с линзой №10
- Режущие очки с линзой №5
- Сварочная куртка
- Сварочные перчатки (SMAW и GTAW)
Средства индивидуальной защиты и инструменты можно приобрести в магазине College Store.
- Г-н Роберт Блаузер, ’96, ’00, Вице-президент по операциям , GSM Industrial
- Г-н Ричард А. Конрад, младший, ’02, Инженер по эксплуатации , Hobart/Miller Electric
- Г-н Эрик Ф. Гайер, ’17, Руководство по эксплуатации Ротация Будущий лидер , Aerojet Rocketdyne
- Г-н Уэйн А. Леоне, Обучение и тестирование сварщиков для Susq. Атомная электростанция , PP&L
- Г-н Майкл Себергандио, ’01, ’03, Инженер по качеству — сварка , Case New Holland
- Г-н Ричард Вагонер, Главный руководитель обучения в области строительства , UGI Utilities
- Г-н Дэйв Уотсон, Инженер по продажам , Lincoln Electric
 Атомная электростанция , PP&L
Атомная электростанция , PP&LБудущее нуждается в вас
Если вы вложите больше сегодня, сможете ли вы получить больше завтра? Если вы создаете свое будущее в Пенсильванском технологическом колледже, ответ — да.
С открытым и скользящим допуском подача заявки проста.
Испытайте все, что может предложить кампус, с вариантами посещения, разработанными специально для вас.
Получите дополнительную информацию о процессе поступления.
Обучение сварке | Columbia MD
WLD100C — Lower Division Certificate Program
CIP Code: 48.0508
SOC Code: 51-4121
Day and Evening Programs
| Total Semester Credit Hours | 27,5 |
|---|---|
| Учебные часы | 720 |
| Недели до завершения — День | Приблизительно 40 недель (включая праздники и запланированные перерывы) |
| Недели до завершения — вечер | Приблизительно 40 недель (включая праздники и запланированные перерывы) |
Цель программы
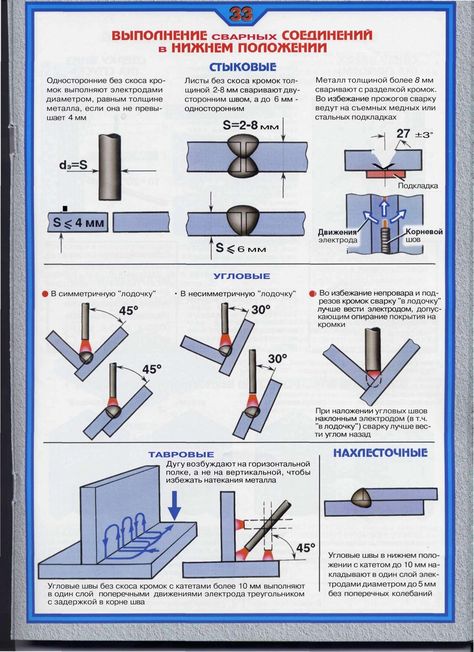
Программа «Сварка и технология производства металлов» готовит студентов к работе сварщиками начального уровня в качестве сварщиков конструкций. На начальных курсах студенты приобретают ключевые фундаментальные навыки и учатся применять эти навыки с использованием различных и более сложных процедур сварки. Процедуры сварки включают дуговую сварку металлическим электродом в среде защитного газа (SMAW), дуговую сварку металлическим электродом в среде защитного газа (GMAW/MIG), дуговую сварку с флюсовым сердечником (FCAW) и дуговую сварку вольфрамовым электродом в газовой среде (GTAW/TIG). Используя каждую из этих процедур, студенты учатся сваривать пластины в различных положениях, включая горизонтальное, вертикальное и потолочное. Студенты также изучают различные методы резки и подготовки металла к процедурам сварки.
На начальных курсах студенты приобретают ключевые фундаментальные навыки и учатся применять эти навыки с использованием различных и более сложных процедур сварки. Процедуры сварки включают дуговую сварку металлическим электродом в среде защитного газа (SMAW), дуговую сварку металлическим электродом в среде защитного газа (GMAW/MIG), дуговую сварку с флюсовым сердечником (FCAW) и дуговую сварку вольфрамовым электродом в газовой среде (GTAW/TIG). Используя каждую из этих процедур, студенты учатся сваривать пластины в различных положениях, включая горизонтальное, вертикальное и потолочное. Студенты также изучают различные методы резки и подготовки металла к процедурам сварки.
После успешного завершения всех компонентов этой программы выпускник должен обладать рабочими знаниями и навыками, чтобы получить квалификацию сварщика-конструктора, использующего любой из трех стандартных сварочных процессов в условиях строительства, производства или технического обслуживания предприятия. Студенты должны быть в состоянии успешно пройти предварительные квалификационные тесты для любых строительных конструкций или проектов, связанных с трубами.
Студенты должны будут выполнять внеклассные задания по каждому курсу.
Курсы
- Линкольн Тех
Часы лекций 60 Часы работы лаборатории/магазина 60 Часы стажировки 0 Всего часов 120 Всего кредитов 5,0 Предпосылки Никто Описание курса
В этом курсе студенты знакомятся с типами задач, которые обычно выполняют сварщики, и с тем, как их навыки и знания применяются как в строительной, так и в производственной отраслях.
Из-за его важности студенты также узнают, как применяются процедуры безопасности при сварке и резке. Они также пройдут десятичасовой инструктаж по технике безопасности, одобренный OSHA, в котором объясняются опасности на рабочем месте, предотвращение несчастных случаев и стандартные процедуры безопасности. Студенты научатся настраивать и безопасно использовать оборудование и процессы кислородной резки металла. Затем они научатся читать и интерпретировать символы сварки на строительных чертежах. Эти символы указывают учащемуся, как использовать правильную процедуру сварки в соответствии со спецификациями. Студенты изучат классификации и типы сварочных электродов, используемых при дуговой сварке. Кроме того, они узнают критерии, используемые для выбора подходящего электрода для конкретного применения. Учащиеся также должным образом настроят оборудование для дуговой сварки SMAW перед началом сварочных работ. Они узнают о различных типах сварочного оборудования и типах тока, используемых в их работе. В рамках изучения всего объема сварочных работ студенты познакомятся с различными нормами сварки и агентствами, которые регулируют эти нормы. Они увидят примеры дефектов сварки и узнают, что вызывает эти дефекты. Студенты также познакомятся с различными процедурами проверки сварных швов. Линкольн ТехЧасы лекций 50 Часы работы лаборатории/магазина 70 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки WLD111AN Описание курса
Этот курс является продолжением курса WLD111AN «Основы сварки и резки» и знакомит с новой технической информацией, а также продолжает развивать основные навыки дуговой сварки.
В продолжение о характеристиках металла студенты научатся правильно подготавливать металл к резке и сварке. Сюда входят операции по очистке и шлифовке. Они также изучат некоторые основные соединения, используемые при сварке металлов. Затем учащиеся будут использовать оборудование для плазменной дуговой резки, чтобы резать металл с большей скоростью и более чистым резом. При нагревании и охлаждении металла его характеристики и прочность могут значительно измениться. Учащиеся узнают, как образуется металл при его переходе из жидкого состояния в твердое, каковы его обозначения, конструктивные формы и прочностные характеристики различных видов металла, а также влияние тепла на прочностные свойства металла. Студентам будет предоставлена возможность продолжать развивать свои навыки в эксплуатации оборудования для электродуговой сварки и разработки методов контроля и применения дуговой сварки SMAW. Ожидается, что учащиеся успешно сварят плетение и валики внахлест, горизонтальные угловые швы (позиция 2F), вертикальные угловые швы (позиция 3F) и потолочные угловые швы (позиция 4F). В процессе они будут использовать калибры и измерительные устройства, чтобы убедиться, что металл правильно выровнен перед началом сварочных работ. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН Описание курса
На этом курсе слушатели сначала изучают новую технику резки, строжки и «промывки» стали с использованием оборудования для резки и строжки угольной дугой.
Затем студенты используют методы сварки, которые они разработали на первых двух курсах, и применяют их для сварки листового металла с открытыми канавками. Учащиеся научатся формировать канавки в металлической пластине и устанавливать пластину для сварки с использованием металлической подложки. Студенты научатся сваривать стальной лист с плоской V-образной канавкой (позиция 1G) и вертикальной V-образной канавкой (позиция 3G). Студенты также научатся сваривать стальной лист с V-образной канавкой в положениях 1G и 3G. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН Описание курса
Этот курс знакомит студентов с процессами дуговой сварки металлическим газом и дуговой сварки под флюсом, используемыми для сварки листов из углеродистой стали.
Студенты узнают сходства и различия этих двух процессов. Они научатся настраивать сварочный аппарат, расходомер газа и сварочную горелку. Затем учащиеся будут практиковаться в сварке листов в положениях углового сварного шва (1F, 2F, 3F и 4F) и в положениях V-образной канавки с открытым корнем (1G, 2G, 3G и 4G), используя оба процесса. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН Описание курса
Этот курс знакомит студентов с процессами дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW).
Студенты узнают о различных компонентах оборудования GTAW, различных типах используемых присадочных металлов и типах защитных газов, используемых в процессе сварки. Они научатся сваривать листовую сталь, алюминий и нержавеющую сталь в нескольких основных конструкциях соединений, включая сварку встык, тавровое соединение и сварку внахлестку. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН, ВЛД114АН, ВЛД115АН Описание курса
В этом курсе применяются методы сварки GMAW и GTAW для различных производственных процессов.
Студенты настраивают оборудование для сварки различных видов листового металла. Используя назначенный проект, учащиеся будут читать и интерпретировать чертежи, учиться компоновать, резать и/или правильно применять уменьшение изгиба в соответствии со спецификациями, а также сваривать соединения, используя схемы сварки и процедуры, изученные в WLD 114AN и WLD115AN. Применением листового металла может быть сталь, нержавеющая сталь и/или алюминий.
 Из-за его важности студенты также узнают, как применяются процедуры безопасности при сварке и резке. Они также пройдут десятичасовой инструктаж по технике безопасности, одобренный OSHA, в котором объясняются опасности на рабочем месте, предотвращение несчастных случаев и стандартные процедуры безопасности. Студенты научатся настраивать и безопасно использовать оборудование и процессы кислородной резки металла. Затем они научатся читать и интерпретировать символы сварки на строительных чертежах. Эти символы указывают учащемуся, как использовать правильную процедуру сварки в соответствии со спецификациями. Студенты изучат классификации и типы сварочных электродов, используемых при дуговой сварке. Кроме того, они узнают критерии, используемые для выбора подходящего электрода для конкретного применения. Учащиеся также должным образом настроят оборудование для дуговой сварки SMAW перед началом сварочных работ. Они узнают о различных типах сварочного оборудования и типах тока, используемых в их работе.
Из-за его важности студенты также узнают, как применяются процедуры безопасности при сварке и резке. Они также пройдут десятичасовой инструктаж по технике безопасности, одобренный OSHA, в котором объясняются опасности на рабочем месте, предотвращение несчастных случаев и стандартные процедуры безопасности. Студенты научатся настраивать и безопасно использовать оборудование и процессы кислородной резки металла. Затем они научатся читать и интерпретировать символы сварки на строительных чертежах. Эти символы указывают учащемуся, как использовать правильную процедуру сварки в соответствии со спецификациями. Студенты изучат классификации и типы сварочных электродов, используемых при дуговой сварке. Кроме того, они узнают критерии, используемые для выбора подходящего электрода для конкретного применения. Учащиеся также должным образом настроят оборудование для дуговой сварки SMAW перед началом сварочных работ. Они узнают о различных типах сварочного оборудования и типах тока, используемых в их работе. В рамках изучения всего объема сварочных работ студенты познакомятся с различными нормами сварки и агентствами, которые регулируют эти нормы. Они увидят примеры дефектов сварки и узнают, что вызывает эти дефекты. Студенты также познакомятся с различными процедурами проверки сварных швов.
В рамках изучения всего объема сварочных работ студенты познакомятся с различными нормами сварки и агентствами, которые регулируют эти нормы. Они увидят примеры дефектов сварки и узнают, что вызывает эти дефекты. Студенты также познакомятся с различными процедурами проверки сварных швов. В продолжение о характеристиках металла студенты научатся правильно подготавливать металл к резке и сварке. Сюда входят операции по очистке и шлифовке. Они также изучат некоторые основные соединения, используемые при сварке металлов. Затем учащиеся будут использовать оборудование для плазменной дуговой резки, чтобы резать металл с большей скоростью и более чистым резом. При нагревании и охлаждении металла его характеристики и прочность могут значительно измениться. Учащиеся узнают, как образуется металл при его переходе из жидкого состояния в твердое, каковы его обозначения, конструктивные формы и прочностные характеристики различных видов металла, а также влияние тепла на прочностные свойства металла. Студентам будет предоставлена возможность продолжать развивать свои навыки в эксплуатации оборудования для электродуговой сварки и разработки методов контроля и применения дуговой сварки SMAW. Ожидается, что учащиеся успешно сварят плетение и валики внахлест, горизонтальные угловые швы (позиция 2F), вертикальные угловые швы (позиция 3F) и потолочные угловые швы (позиция 4F).
В продолжение о характеристиках металла студенты научатся правильно подготавливать металл к резке и сварке. Сюда входят операции по очистке и шлифовке. Они также изучат некоторые основные соединения, используемые при сварке металлов. Затем учащиеся будут использовать оборудование для плазменной дуговой резки, чтобы резать металл с большей скоростью и более чистым резом. При нагревании и охлаждении металла его характеристики и прочность могут значительно измениться. Учащиеся узнают, как образуется металл при его переходе из жидкого состояния в твердое, каковы его обозначения, конструктивные формы и прочностные характеристики различных видов металла, а также влияние тепла на прочностные свойства металла. Студентам будет предоставлена возможность продолжать развивать свои навыки в эксплуатации оборудования для электродуговой сварки и разработки методов контроля и применения дуговой сварки SMAW. Ожидается, что учащиеся успешно сварят плетение и валики внахлест, горизонтальные угловые швы (позиция 2F), вертикальные угловые швы (позиция 3F) и потолочные угловые швы (позиция 4F). В процессе они будут использовать калибры и измерительные устройства, чтобы убедиться, что металл правильно выровнен перед началом сварочных работ.
В процессе они будут использовать калибры и измерительные устройства, чтобы убедиться, что металл правильно выровнен перед началом сварочных работ. Затем студенты используют методы сварки, которые они разработали на первых двух курсах, и применяют их для сварки листового металла с открытыми канавками. Учащиеся научатся формировать канавки в металлической пластине и устанавливать пластину для сварки с использованием металлической подложки. Студенты научатся сваривать стальной лист с плоской V-образной канавкой (позиция 1G) и вертикальной V-образной канавкой (позиция 3G). Студенты также научатся сваривать стальной лист с V-образной канавкой в положениях 1G и 3G.
Затем студенты используют методы сварки, которые они разработали на первых двух курсах, и применяют их для сварки листового металла с открытыми канавками. Учащиеся научатся формировать канавки в металлической пластине и устанавливать пластину для сварки с использованием металлической подложки. Студенты научатся сваривать стальной лист с плоской V-образной канавкой (позиция 1G) и вертикальной V-образной канавкой (позиция 3G). Студенты также научатся сваривать стальной лист с V-образной канавкой в положениях 1G и 3G. Студенты узнают сходства и различия этих двух процессов. Они научатся настраивать сварочный аппарат, расходомер газа и сварочную горелку. Затем учащиеся будут практиковаться в сварке листов в положениях углового сварного шва (1F, 2F, 3F и 4F) и в положениях V-образной канавки с открытым корнем (1G, 2G, 3G и 4G), используя оба процесса.
Студенты узнают сходства и различия этих двух процессов. Они научатся настраивать сварочный аппарат, расходомер газа и сварочную горелку. Затем учащиеся будут практиковаться в сварке листов в положениях углового сварного шва (1F, 2F, 3F и 4F) и в положениях V-образной канавки с открытым корнем (1G, 2G, 3G и 4G), используя оба процесса. Студенты узнают о различных компонентах оборудования GTAW, различных типах используемых присадочных металлов и типах защитных газов, используемых в процессе сварки. Они научатся сваривать листовую сталь, алюминий и нержавеющую сталь в нескольких основных конструкциях соединений, включая сварку встык, тавровое соединение и сварку внахлестку.
Студенты узнают о различных компонентах оборудования GTAW, различных типах используемых присадочных металлов и типах защитных газов, используемых в процессе сварки. Они научатся сваривать листовую сталь, алюминий и нержавеющую сталь в нескольких основных конструкциях соединений, включая сварку встык, тавровое соединение и сварку внахлестку. Студенты настраивают оборудование для сварки различных видов листового металла. Используя назначенный проект, учащиеся будут читать и интерпретировать чертежи, учиться компоновать, резать и/или правильно применять уменьшение изгиба в соответствии со спецификациями, а также сваривать соединения, используя схемы сварки и процедуры, изученные в WLD 114AN и WLD115AN. Применением листового металла может быть сталь, нержавеющая сталь и/или алюминий.
Студенты настраивают оборудование для сварки различных видов листового металла. Используя назначенный проект, учащиеся будут читать и интерпретировать чертежи, учиться компоновать, резать и/или правильно применять уменьшение изгиба в соответствии со спецификациями, а также сваривать соединения, используя схемы сварки и процедуры, изученные в WLD 114AN и WLD115AN. Применением листового металла может быть сталь, нержавеющая сталь и/или алюминий.Примечания:
ПРИМЕЧАНИЕ. Номера и последовательности курсов приведены здесь только для справки. Фактическая последовательность проведения курсов, содержащихся в этой программе, может варьироваться в зависимости от потребностей планирования. Максимальные временные рамки (MTF) = 41,0 семестровых кредита.
*Способ доставки: Домашнее обучение, смешанное обучение или онлайн — это методы, которые мы можем использовать для предоставления контента в каждом курсе.