Оборудование необходимое для аргонно дуговой сварки
- Виды оборудования, применяемого для сварочных работ
- Инверторные сварочные аппараты
- Горелка с неплавящимся электродом
- Горелка с плавящимся электродом
- Сваривание в среде аргона своими силами
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме.
 Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода. - Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока — постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.

Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.

Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для работы неплавящимся электродомГорелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.

Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.

- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Принцип работы аргонной сварки видео
Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.
Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Для такой сварки могут использоваться плавящиеся и неплавящиеся электроды. Последние, как правило, изготавливаются из вольфрама, обеспечивающего должную тугоплавкость и устойчивость электрода.
Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.
Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.
Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.
Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.
Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродомВ этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сваркиОсновными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.
1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.

Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.

 Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
Сварка аргоном: преимущества и особенности
Екатерина
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Содержание статьи
- Общая информация
- Оборудование
- Как варить в аргоне
- Настройка режима сварки
- Плюсы и минусы
- Вместо заключения
Общая информация
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно).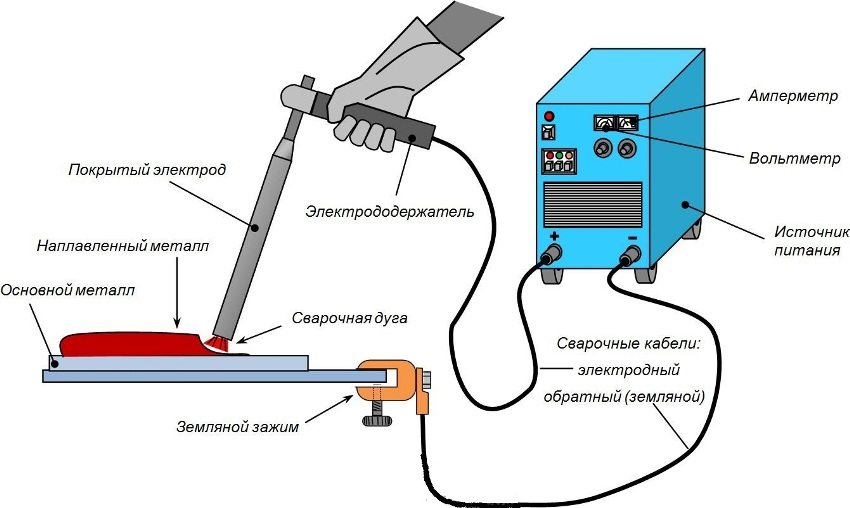 Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.
Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.
Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.
Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
Похожие публикации
Сварка tig для начинающих — выполнение и настройка своими руками
Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом. Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам. Ведь в основе ее технологии лежит процесс нагрева металла электродом, расплавления его и подачи в сварочную ванну присадочного материала, которым ванна и заполняется. При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Блоки (панели) управления установками для сварки ТИГ
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.
При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.
Необходимое оборудование и расходные материалы
Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Особенности сварки металлов неплавящимся электродом и аргоном
Для надежного соединения деталей и повышения прочности шва надо соблюдать следующие особенности:
- Электрод должен как можно глубже проникать между деталями, а дуга при этом — минимальной длины. Шов получится меньше по ширине, а качество соединения намного выше.
- Стержень из вольфрама двигается посредине зазора, т. к. сдвиг в любую сторону понижает качество шва.
- Запрещается резкая подача присадки, во избежание разбрызгивания и перерасхода металла.
- Проволока подается под постоянным углом и без колебаний.
- При завершении работы запрещается обрыв шва путем отведения электрода из зоны плавления, дуга гасится с помощью реостата.
- Газ подают за 20 секунд до начала, а выключают за 10 секунд до окончания процесса.
- Режим сварки зависит от толщины деталей, учитывается и диаметр неплавящегося электрода.
До проведения работ поверхности тщательно очищаются до характерного блеска, при необходимости дополнительно обрабатываются растворителем.
Какой газ применяется
В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
К зоне сварки газ подается из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall. ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т. к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы
Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Плюсы и минусы аргонодуговой сварки
Что касается преимуществ сварки неплавящимся электродом в защитных газах, то данная технология – оптимальный вариант, если соединяются между собой тонкие детали, а также заготовки из цветных металлов (алюминия, меди и так далее). Прекрасно показала себя сварка и при стыковке легированных материалов.
Сюда же можно добавить и практически ювелирно получаемый сварной шов, если правильно углубить в ванну неплавкий электрод и присадку. Очень тонкие заготовки можно варить и без присадочной проволоки. Все чаще аргонодуговую сварку используют для соединения труб, которая носит название орбитальная.
Если говорить о недостатках именно ручной аргонной сварки, то это низкая ее производительность. Есть возможность механизировать процесс, тем самым увеличить скорость сваривания. Но в таком режиме будет практически невозможно соединять разнориентированные и короткие стыки.
И все же сварка неплавящимися вольфрамовыми электродами становится все более популярной даже среди домашних мастеров. Ведь качество стыка двух заготовок, в независимости от соединяемых деталей (сталь, алюминий, титан, нержавейка и так далее), всегда будет на высоте.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Что такое аргонная сварка?
Электрическую дуговую сварку в 1881 году изобрел русский инженер Н. Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
Важно! Алюминий весьма капризный металл, особенно при сильном нагреве и взаимодействии с молекулами кислорода — в результате поверхность мгновенно оказывается скрытой за тонкой пленкой.
Аргон защищает нагреваемый металл от взаимодействия с кислородом, исключая его негативные воздействия на качество сварочных швов.
Аргоно-дуговую сварку используют для соединения таких металлов: титана с чугуном, сталь с медью и других, в том числе золото, серебро, соединение которых при помощи других видов сварки невозможно. Популярность такой сварки объясняется следующими преимуществами:
- Качество сварного шва.
- Большая долговечность.
- Доступность аппаратов в розничной торговле.
При использовании надежного оборудования швы получаются невидимыми по факту, что важно для ремонтируемого изделия, кроме этого, повышается прочность деталей.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Охрана здоровья и охрана труда применительно к процессу сварки TIG
Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Преимущества и недостатки
Многие начинающие сварщики часто задаются вопросом — что такое дуговая сварка неплавящимся электродом? Это удобная технология, которая позволяет сварить разные металлические заготовки. Она имеет простое проведение, не требует наличия специальных навыков и опыта.
Неплавящиеся электроды могут применяться при проведении сварки в домашних условиях, но их также часто применяют в промышленности для осуществления следующих условий:
- Они могут осуществить качественную сварку тонких металлических листов;
- Они отлично подходят для проведения сварочных работ со сталями всех классов, цветных металлов, а также их сплавов;
- Плавящиеся электроды позволяют получить высококачественные сварные швы при сваривании разных видов металлов.
Кроме этого стоит обратить внимание на то, что сварка неплавящимся электродом в среде аргона имеет некоторые преимущества и недостатки. К положительным особенностям данной технологии стоит отнести:
- Дуга обладает высокой устойчивостью, которая никак не зависит от показателей полярности тока;
- Она предоставляет возможность получить сварные швы с долей участия главного металла от 0 до 100 %;
- Имеется возможность регулирования химического состава и геометрии соединения во время изменения скорости подачи, угла наклона, профиля, марки присадочного материала.
Но не стоит забывать про негативные качества:
- Обладает низкими показателями эффективности используемой электроэнергии;
Требуется использование специальных устройств для обеспечения начального возбуждения дуги; Наблюдается высокая скорость охлаждения изготовленных швов.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Сфера применения
Технология используется:
- для неразрывного соединения тонких листов материала;
- стыковки крупногабаритных элементов из углеродистых, легированных сталей или цветных металлов;
- сварки стальных заготовок с деталями из цветных сплавов;
Неплавящиеся электроды используются для сварки стальных заготовок.
Неплавящиеся электроды используют для сварки металлических емкостей для авиационной, космической, пищевой или нефтеперерабатывающей промышленности. Технология позволяет сваривать конструкции из титана, никеля, бронзы с повышенным содержанием кремния.
Допускается применение методики при нанесении покрытия из одного материала на поверхность другого.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки – ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Влияние чистых газов на TIG, MAG
Интенсивность процесса, при рафинировании условий создания шва: глубины, формы, влияния дымообразования, скорость осаждения расплава, производительности регулирует искусственная защитная среда. Влияние на дугу двояко: воздействие носит и положительный, и отрицательный характер.
Аргон (Ar)
Инертность аргона нейтрализует вовлечение атмосферы в окислительные процессы. Подавляет химическую активность металлов. Низкая теплопроводность замедляет теплопередачу окружающей среде.
Формируется узкий столб дуги. Соответственно профиль проникновения V-образный: глубокий и зауженный. Тенденция к выпуклости шва и подрезам на пограничных линиях – последствия ограничения теплопередачи внешним граням. Расход аргона при сварке 7–8 л/мин.
Вес одноатомного Ar больше, чем у воздуха, это удерживает облако в зоне сварки. Полярность преимущественно прямая – на обратной полярности газ порождает поток токопроводящих электронов сродни плазме. В MAG чистый Ar способствует струйному переносу металла.
Гелий (He)
Лёгкий гелий – полная противоположность ленивому аргону. Профиль проникновения широк, вследствие большего тепловложения, температура дуги выше при снижении величины тока. Без высокочастотного возбуждения зажжение дуги затруднено. Успешно применяется в сварке разнородных металлов.
Атомный вес принуждает увеличивать выходное рабочее давление и расход He против Ar в 2,5 раза: до 25 л, кроме потолочных швов. Стоимость неочищенного гелия в 4 раза выше аргона, очищенного – в 8 раз. Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Сварка аргоном — техника соединения цветных металлов
Маркировка по AWS | EWZr-1 | EWYt-2 | EWTh-2 | EWU-1,5 | EWU-2 | EWP | EWCe-2 |
Маркировка | WZ-8 | WY-20 | WT-20 | WL-15 | WL-20 | WP | WC-20 |
Цвет электрода | Белый | Темно-синий | Красный | Золотой | Синий | Зелёный | Серый |
Редкоземельный элемент | Цирконий ZrO2 | Иттрий YtO2 | Торий ThO2 | Лантан La2O3 | Лантан La2O3 | Чистый | Церий CeO2 |
% редкоземельного элемента | 0,7-0,9 | 1,8-2,2 | 1,7-2. | 1,3-1,7 | 1,8-2.2 | Вольфрам | 1,8-2.2 |
Предназначение | никель алюминий магний бронза и их сплавы | Варят особенно ответственные металлоконструкции: нержавейка, углеродистая, низколегированная сталь. титановые, медные сплавы | тантал медь никель кремнистая бронза титан молибден ниобий нержавеющая сталь, все их сплавы | медь бронза алюминий все стальные сплавы при AC/DC | аналогично EWU-1,5 | алюминиевые магниевые сплавы | титановые сплавы тантал никелевые сплавы медь кремнистая бронза молибден сплавы ниобия |
Особенности сварки | особая стабильность сварочной дуги | высокая стабильность наибольшая устойчивость электрической дуги | радиоактивные, не подходят для постоянного использования | сварочная дуга зажигается легко, очень устойчива. минимальная склонность к прожогам | аналогично EWU-1,5 | хорошая устойчивость | улучшенное выбивание электронов + розжиг увеличенный допустимый ток |
сварочный ток | AC | постоянный ток прямой полярности | DC | переменный постоянный прямая полярность | переменный ток постоянной прямой полярности | AC | AC/DC |
Перед людьми всегда стоял вопрос создания качественного неразъемного соединения материалов — медный век, бронзовый, железный. Прошли сотни лет, прежде, чем человечество получило технологию — сварка аргоном и научилось варить цветные металлы. Простой ее не назовешь, есть много нюансов, которые должен знать каждый, кто хочет овладеть основными принципами этого навыка. В данной статье Вы почерпнете необходимые знания, благодаря чему, несомненно, добьетесь хороших результатов в сварочном искусстве!
Качественный результат применения сварки аргоном достигается квалификацией специалиста — сварщика-аргонщика. Никакое качественное оборудование и дорогие расходные материалы не заменят опыт профессионала. Ведь он знает мельчайшие нюансы, перед ним открыт весь потенциал TIG технологии.
Современное оборудование для аргонодуговой сварки выглядит следующим образом: сварочный инвертор, блок жидкостного охлаждения, баллон с аргоном, редуктор для регулировки подачи газа, кабель массы с клеммой и горелка с водяным охлаждением. Осцилляторы, трансформаторы,балластные реостаты — как отдельные элементы остались в далеком прошлом. Расходниками являются элементы горелки: керамические сопла, цанги, держатель цанги и вольфрамовые электроды. Длинный колпачок горелки тоже является расходным материалом, так как в результате падения держака ломается именно он.
Производственная компания «Артстэл» занимается изготовлением металлоконструкций и металлообработкой — резка, сварка аргоном, сверловка, рубка алюминия и нержавеющих сталей. Большое значение мы уделяем качеству выпускаемой продукции, ведь все изделия являются индивидуальными, нестандартными.
В любой сфере деятельности, основным фундаментом долгосрочного и взаимовыгодного сотрудничества является открытое, честное ценообразование. Качественное исполнение заказов, изготовление изделий в короткие сроки, серьезное отношение к своей работе — залог продуктивных взаимоотношений на долгое время!
Основные рекомендации проведения сварочных работ:
- Начиная работу с металлическими поверхностями, обязательно очищаем их от загрязнений, окислов и других включений. Делается это потому, что во время сварки они будут мешать плавлению кромок. Скорее всего появятся дефекты сварного соединения — поры, непровары. Шов будет ненадежным и недолговечным, одним словом — брак. Чтобы избежать подобных последствий, необходимо обработать соединяемые заготовки механически. Для этого действия необходимо снять загрязненный слой напильником или углошлифовальной машиной. Для удаления масляных и жировых пятен рекомендуется обезжирить стыки растворителем.
- Под воздействием кислорода, расплавленный металл незамедлительно вступает с ним в реакцию и окисляется. Чтобы такого не происходило, сварку защищает аргоновый купол. Рекомендуется перед началом сварки продувать сварочную зону газом 1-3 секунды. А также после окончания 3-15 секунд, пока металл не остынет. Управление продувкой осуществляется устройством регулировки Вашего аппарата, благо она есть на всех современных аппаратах.
- Расход газа при аргоновой сварке составляет: для алюминиевых сплавов 7-15 литров в минуту, коррозиестойкая сталь 3-8 л/мин., титановым сплавам потребуется 6-7 л/мин.. Принцип действия — чем толще материал, тем больше расход аргона.
- Надежность и визуальная красота шва достигается соблюдением следующей техники сварки: кончик электрода располагается на минимальной дистанции от заготовки, т. е. электрическая дуга должна быть короткой. Соблюдая это условие, мы обеспечиваем нужный температурный режим, а так же необходимую величину провара.
- Направление горелки для сварки аргоном — электрод всегда смотрит только вперед. Во время процесса нельзя делать резких движений держателем. Присадочная проволока подается под углом 15-20 градусов относительно изделия, навстречу движения сварочной горелке.
- Никогда не отводите резко горелку от поверхности сварочного шва. Что будет, если Вы именно так и поступите? В зону неостывшего металла попадут атмосферные газы, аргоновая защита исчезнет — появятся поры, окислы, кратеры. Данное соединение будет потенциально опасным, так как со временем оно разрушится: пойдет трещинами и лопнет. Во время сварки старайтесь не выводить из-под аргонового купола кончик присадки, по крайней мере, пока он не остынет. Если этого не сделать, во время следующего введения такого кончика, в шов попадут окислы и он «поплывет». От чего визуально будет не очень ровным, потеряет свою эстетичность.
- Округлая или овальная форма сварочного шва сигнализирует о недостаточном проваре материала. При аргонодуговой сварке всегда следите за сварочной ванной. Она должна быть удлиненной, с небольшим валиком.
Аргон — недорогой инертный газ, индивидуальная атомная масса которого составляет 39,9(г/моль). Промышленный способ добычи — низкотемпературная ректификация воздуха. Весит в 1,38 раза больше воздуха. На рынке инертных газов поставляется двумя наименованиями: аргон газообразный высший сорт 99,993% и высокой чистоты 99,998%.
Гелий — доступный инертный газ, атомная масса 4(г/моль). Добывают методом фракционной конденсации. Гелий в 7,5 раз легче воздушной массы. Гелий хорошо ионизируется, его применяют при работе с металлами, создавая инертные среды. Незаменим при вертикальной и потолочной сварке.
Эти благородные газы — аргон и гелий не имеют вкуса, запаха, вредных примесей, бесцветны. Они не токсичны для людей, пожаро-взрывобезопасны. Поставляются в газовых баллонах объемом 5, 10, 40 литров.
В основном, сварка аргоном применяется в процессе обработки цветных металлов. Она хорошо справляется с титаном, медью, чугуном, дюралюмином, нержавеющей сталью, силумином, латунью, алюминием, другими металлами цветной группы.
Предприятия емкостного оборудования изготавливают баки, хранилища, емкости, резервуары, танки(tanks) для хранения жидких, твердых, сыпучих и газообразных продуктов. Материал изделий — нержавеющая сталь, алюминий. При создании прочных герметичных стыковых соединений применяется сварка аргоном. Особенно эффективно она показывает себя для обвязки трубопроводами цехов пищевой, химической, фармацевтической направленности, где требуется особая стерильность.
Авторемонтные мастерские: с помощью аргонной сварки происходит ремонт жизненно важных деталей автомобиля — варятся элементы механической и автоматической коробки передач, трубки кондиционера, крышки головки блока цилиндров, блока двигателя, поддона, радиатора.
Кузнечные мастерские: так как при изготовлении металлоконструкций не всегда можно подлезть ручным инструментом, для финишной зачистки шва — используется аргонодуговая сварка. Все потому, что она формирует тонкий, эстетичный сварной шов. Поэтому отпадает необходимость его дополнительной обработки. Продукция кузнечных мастерских: эсклюзивная мебель, кованные ворота и перила.
Эффективная сварка аргоном не представляется без использования качественных вольфрамовых электродов. При выборе этого важного элемента сварочной электрической цепи, следует ориентироваться на обрабатываемый материал. Ведь правильно подобранный электрод+оптимальный выбор режимов сварки, на выходе дадут качественный и надежный шов, который прослужит десятилетия!
Ниже представлена таблица электродов, марки которых обозначены американской и европейской аббревиатурой. С ее помощью можно легко подобрать нужный электрод для Вашей деятельности.
Сварку нержавейки аргоном производят источником постоянного тока. Для работы на низких токах, электрод затачивают под угол 10-20 градусов, средних — 20-30. На высоких токах значение угла заточки составит 60-120 градусов. Горелку ведут электродом вперед под углом 60-70 градусов, при этом подавая или прикапывая присадочный материал.
Во многих статьях настойчиво рекомендуют вести горелку равномерно и без колебаний. Мотивируя такой подход более ровным швом. На деле все обстоит не так. Для достижения красивого шва, рекомендуются незначительные колебательные движения. Техника ведения называется — бабочка или американка.
Сварка алюминия аргоном происходит на переменном токе, так как оксидная пленка на поверхности этого благородного цветного металла разбивается только им. Перед соединением заготовок необходимо провести тщательную зачистку кромок механическим(напильник, углошлифовальная машина) или химическим(растворители, кислоты) способом. Если не производить данную подготовку, то посторонние включения и окислы будут мешать сварочному процессу — шов будет пористым с непроварами, что приведет к низкой прочности конечного изделия. Начинающему специалисту поначалу будет сложно работать с данным материалом — являясь жидкотекучими, алюминиевые сплавы, при нагреве не меняют своего цвета. Данный факт сильно затрудняет процесс, но с появлением опыта все встает на свои места.
Профессионалы своей сферы интуитивно определяют силу тока под обрабатываемый материал. Ниже мы приводим таблицу, чтобы сварка аргоном не вызывала сложностей у новичков. Ведь знание и есть тот источник опыта, который позволит научиться универсальному способу сварки цветных металлов.
Рекомендации по выбору режимов
Преимущества и недостатки технологии
- Сварка аргоном обладает большим преимуществом — это возможность высококачественного соединения разнообразных цветных металлов. Оно достигается с помощью эффективной защиты в зоне огневых работ.
- При сварке на постоянном токе тепловложения в металлоконструкцию минимальны, это исключает возможность — что ее «поведет».
- Универсальность РАД(ручной аргонодуговой) сварки — можно подлезть в труднодоступные места.
- Основным недостатком технологии аргонной сварки — оператор должен обладать знаниями в области сварки и материаловедении, а так же обладать необходимым опытом.
В сфере сварочного производства технология аргонодуговой сварки занимает не последнее место и мы очень надеемся, что Вы с успехом сможете освоить это непростое ремесло!
| Толщина материала | Сварочный ток сила А | Диаметр вольфрама | Диаметр присадки | Аргон расход литров в минуту |
Алюминий | 2 | 70-80 | 2 | 2-2.4 | 5-6 |
| 3 | 100-140 | 3 | 2.4-3.2 | 7-8 |
| 4 | 160-190 | 4 | 3.2-4 | 7-8 |
Нержавеющая сталь | 1. | 47-70 | 2 | 1.2 | 5-6 |
| 2 | 70-90 | 2.4 | 2 | 5-7 |
| 3 | 100130 | 3 | 2.4 | 6-9 |
Аргонодуговая сварка для чайников. Как варить аргоном новичку
Автор Мастер М На чтение 12 мин Просмотров 25 Опубликовано
Содержание
- Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
- ГОСТы
- Виды аргоновой сварки
- Чтобы начать работать
- Среда защитного газа
- По заточке электродов
- Особенности аргонной сварки
- Как правильно варить аргоном
- Рекомендации по выбору оборудования
- Настройка аргонового аппарата
Используйте опыт тех, кто уже знает, как делать это хорошо и как делать это плохо.
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Разновидностью сварки является процедура, выполняемая с использованием защитного газа. Аргонодуговая сварка — это процесс сварки в защитном газе с медленной дугой.
Во многих случаях требуется сварка пластиковых материалов, которые невозможно соединить обычными методами сварки. Например, медь, алюминий и титан Газовая сварка может применяться для прочных нерастворимых структур в этих металлах.
Аргонодуговая сварка выполняется с использованием инертного газа — медленного. Поэтому этот процесс сварки так и называется.
Использование газов, например, в процессе медленного соединения компонентов, обусловлено необходимостью окисления при контакте с кислородом. Медленный на 38% тяжелее и плотнее воздуха покрывает свариваемую зону, препятствуя доступу кислорода к сварочной поверхности.
Воздействие кислорода может серьезно повлиять на качество сварного шва и вызвать воспламенение алюминия. По этой причине используется Slow.
Помимо Slow, другие газы используются для сварки дуги и создания изолирующей среды. Это солнечный, активный азот, водород и углекислый газ.
ГОСТы
При использовании данного метода необходимо соблюдать следующие правовые нормы и стандарты
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Виды аргоновой сварки
Существует несколько видов грубой сварки. Он может быть осуществлен следующими способами
Сортировка основана на степени автоматизации плюс тип используемого электрода.
Электродами могут быть как пожарные, так и не пожарные огнетушители. Примером современного электрода является высокоплавкая вольфрамовая проволока, которая используется для соединения компонентов, даже если они из одинакового материала. Графит используется не так часто.
Электроды выпускаются различных диаметров и материалов для сварки различных металлов.
Поэтому существуют различия между разными типами бросковой сварки, такими как
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Два наиболее распространенных метода сварки сегодня — это AAD и RAD.
Плавящиеся электроды можно использовать только в автоматическом режиме. Для этого используются специальные агрегаты и приспособления. Это сварочные специальные камины, оснащенные электродвигателем, который перемещает проволоку от катушки. Плавящиеся электроды одновременно используются для зажигания и выступают в качестве сварочного материала. В процессе зажигания проволока плавится, обеспечивая массу для сварки.
Схема дуговой сварки по графику
Автоматическая дуговая сварка в основном используется только на различных промышленных предприятиях (особенно для производства металлоконструкций, для сварки в определенных условиях и условиях сборки меди), из-за высокой стоимости автоматов и сложности наладки. Гораздо проще сваривать некоторые аксессуары вручную, но при высокой производительности без оборудования не обойтись.
Низкие цены — основная причина, по которой они так широко используются в сварке, поскольку другие защитные газы могут быть дешевле.
Чтобы начать работать
Для медленной сварки требуется источник энергии, его компоненты, горелка tig, кабельная масса, редуктор давления, газовый баллон, заправочная планка, сварочная маска и перчатки.
Компоненты для сварки зависят от каждого вида работ.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
Единственный газ, используемый при дуговой сварке, — это инертный газ. Либо медленный, либо солнечный, но почти в 100% случаев используется медленный. Солнце очень редко используется в промышленных приложениях, иногда используется смесь медленного и солнечного. Часто возникает вопрос о том, можно ли использовать смесь этих двух веществ с углекислым газом. Ответ — нет, так как вольфрам реагирует на окислительную среду и начинает плавиться. Давление/расход газа, если редуктор давления оснащен ротаметром 5-8 л/мин. Если редуктор давления не оснащен круглым счетчиком, манометр должен показывать приблизительно 0,2 бар.
Очень важная часть сварочной операции. Вольфрамовый элемент был выбран не случайно, поскольку он наиболее устойчив при воспламенении лучины между электродом и деталью. Углерод, который не является металлом, имеет более высокую температуру плавления. Вольфрам выдерживает высокие температуры и не плавится. Существует множество степеней вольфрамовых электродов. Все они распознаются по цветовому коду. Существуют общие электроды для сварки на постоянном и переменном токе и электроды только для сварки на переменном или постоянном токе. Например, для сварки переменным током существуют специальные электроды, у которых верхняя нефункциональная часть окрашена в зеленый цвет. Это означает, что они изготовлены из чистого вольфрама. Они не используются при сварке на постоянном токе, поскольку их трудно затачивать. Существуют электроды с добавлением других компонентов, например, лантана или хрома. Добавленные ингредиенты сжимают электрод и сохраняют его форму во время работы. Они бывают голубыми, белыми, серыми, желтыми и золотыми. Ланканум добавляется в серый и синий электроды, но в разных пропорциях.
Электроды непрерывного тока имеют только красный цвет, поэтому их добавляют, чтобы они были как можно более стабильными. Помните, что торий радиоактивен, и при его окислении необходимо соблюдать правила безопасности. Необходимо организовать вытяжки, удаляющие радиоактивную пыль. В качестве альтернативы, если нет возможности организовать такую вытяжку, можно использовать специальный заточной станок.
Имеются электроды диаметром Ø1 мм, Ø1,6 мм, Ø2 мм, Ø3,2 мм и макс. Ø4 мм. Каждый из них работает с определенным потоком сварки.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
Существуют определенные требования к тому, как правильно выдерживать определенный угол и направление, но многие люди «на глаз» определяют, насколько острой должна быть игла. Это делается для того, чтобы лук был максимально сфокусирован на небольшой части озера сварного шва. Если его не заточить, носовая часть образует очень большой диаметр, и приток тепла будет недостаточным.
Для сварки переменным током электрод также необходимо уменьшить, но так, чтобы он больше нагревался, а кромки были слегка тупыми, так как наблюдается остаточное плавление. Это не проблема, поскольку процесс сварки не так сложен, как может показаться.
Аргонодуговая сварка (TIG) выполняется неплавящимся вольфрамовым электродом в среде инертного газа. Основой процедуры является наличие сильной электрической (носовой) связи между вольфрамом, деталью и зоной сварки.
Особенности аргонной сварки
Электродуговая сварка становится все более популярной, особенно в последние годы, среди опытных сварщиков и широкой публики, в основном благодаря своей доступности. Если существование оборудования для сварки аргоном было привилегией специализированных отраслей, то сегодня приобрести такой сварочный аппарат и баллон с аргоном в нем не так уж сложно. Однако легкая доступность оборудования создает небольшую проблему в этом вопросе. Как правильно сваривать аргоном.
Отметим, что основным критерием важности аргонной сварки является ее применение, или способность соединять различные металлы, в отличие от других видов сварки. Такие как:.
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
И это далеко не полный перечень материалов, но это практически невозможно при обычной электродуговой или ацетиленовой газовой сварке.
Еще одним ключевым преимуществом аргонодуговой сварки является качество сварного шва. Это практически невозможно при других видах сварки.
Как правильно варить аргоном
Новичкам и любителям следует сразу отметить, что аргонная сварка — очень сложный технический процесс и требует не только твердых знаний в области металлургии, но и специальных навыков и опыта сварки. Кроме того, учитывая значительную стоимость самого газа аргона, лучше всего начать обучение и попробовать на практике сварку различных компонентов, например, нержавеющей стали. Помимо просмотра видео по сварке аргоном в виде курсов для начинающих, вы можете начать сварку цветных металлов и их различных сплавов, просто приобретя достаточный опыт и теоретические знания.
Аргонная сварка — это своего рода симбиоз технологий дуговой и газопламенной сварки, но есть существенные технические различия. Например, газовая среда работает медленнее: газовая среда дороже.
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Технология аргоновой сварки имеет специфические особенности и требует обучения для применения на практике. Несколько основных советов, которые необходимо знать и применять при ручной сварке аргоном
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Рекомендации по выбору оборудования
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для сырой сварки MAG и TIG имеет несколько конструктивных отличий, которые определяются техническими характеристиками.
Поэтому аргонодуговая сварка MAG выполняется с использованием сварочной проволоки, которая автоматически подается механическим подающим механизмом, расположенным внутри сварочного аппарата. В этом случае сварочная проволока выглядит следующим образом.
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Оборудование для сварки сырой нефти TIG работает с нерасходуемыми электродами из тугоплавкого вольфрама. Здесь для поддержания дуги подается сварочный ток. Однако в этом случае сварка TIG может соединять детали только путем расплавления металла свариваемых деталей, если позволяет толщина. Если необходимо добавить присадочный материал, как при сварке MAG, используется специальная присадочная проволока, которая подается к месту сварки вручную.
Поэтому основное различие между сварочным оборудованием MAG и TIG заключается в оснащении основного рабочего органа (специальная горелка и соединительная муфта).
При сварке MAG аргон и сварочная проволока автоматически подаются в трубу, и сварочный ток проходит через трубу.
При сварке TIG изолированный шланг состоит не только из защитного газового шланга, но и из силовой сетки или силового кабеля, по которому сварочный ток подводится к горелке, имеющей корпус для крепления вольфрамового электрода.
Сегодня на рынке не только легко найти отличные и недорогие сварочные двигатели для технологии медленной магии или сварки tig, но и можно найти комбинации оборудования для работы с этими двумя технологиями по чуть более высоким ценам для завершения операции.
Например, за относительно невысокую цену вы можете приобрести инвертор искры для собственного использования. Например, ассортимент полуавтоматических сварочных аппаратов multialk предназначен для высококачественной и комфортной сварки по трем наиболее популярным технологиям MMA, MIG и TIG.
Если у вас есть уникальный опыт работы с сырой сваркой, пожалуйста, поделитесь им в контексте ваших комментариев.
Это очень сложная задача, но этот газ значительно облегчает ее. Как и у любого грубого метода сварки, здесь есть свои преимущества и недостатки. Кроме того, если требуются приемлемые результаты, необходимо строго следовать технологии.
Настройка аргонового аппарата
Сначала подача газа регулируется по манометру, расположенному ближе всего к шлангу, в диапазоне 6-12 литров в минуту. При работе в помещении цена корректируется в 1,5 раза меньше, чем на открытом воздухе. Чрезмерный поток создает турбулентный вихрь, который смешивает газ и воздух, тем самым снижая защиту зоны сварки.
В зависимости от толщины детали, текущее расположение машины для грубой сварки определяется таблицей.
Системы отделки сварных швов из нержавеющей сталиГАРАНТИРОВАННО работают на вас, или мы предложим полный возврат средств. Никаких вопросов не было задано.
СВЯЖИТЕСЬ С НАМИ
СВЯЖИТЕСЬ С НАМИ
Получите БЕСПЛАТНУЮ онлайн-демонстрацию машины с возможностью ПОПРОБОВАТЬ, прежде чем ПОКУПАТЬ (стоимостью 5000 долларов США)
ДОВЕРЕН
Предыдущий
Следующий
Текущие акции
ПРИШЛО ВАМ ПОПРОБОВАТЬ ОТЛИЧИЕ ЩЕТКИ TIG
Попрощайтесь с ужасными днями, потраченными на очистку сварных швов опасными химическими веществами, такими как паста для травления, в надежде, что вы соблюдаете все правила техники безопасности. Когда вы используете щетку TIG, вы избавляетесь от трудоемкой работы, которую мы привыкли ассоциировать с очисткой сварных швов из нержавеющей стали.
Запатентованная технология TIG Brush позволяет очищать сварные швы за считанные минуты и легко выполнять все требования безопасности. В конечном счете, мы хотим, чтобы вы тратили больше времени на производство и меньше времени на отделку.
ПРОВЕРЕННЫЙ ПРОЦЕСС, КОТОРЫЙ ДОВЕРЯЕТ ЛУЧШИМ
Эффективное решение для очистки сварных швов имеет важное значение для всех видов обработки нержавеющей стали в отраслях, связанных со строительством, ремонтом, техническим обслуживанием, изготовлением и производством. В прошлом задача очистки сварных швов по удалению сварочного окисления считалась опасной, трудоемкой и сложной.
С развитием технологий электролитическая очистка сварных швов включает в себя очистку и пассивацию поверхности металла с применением сильных электрических токов и электролитических жидкостей экономичным и быстрым способом. Этот процесс также намного безопаснее по сравнению с опасным процессом нанесения травильной пасты. С помощью системы очистки сварных швов из нержавеющей стали TIG Brush вы также можете исключить трудоемкие дополнительные этапы пассивации и повторной отделки поверхности.
УЗНАЙТЕ, КАК РАБОТАЕТ ДЛЯ ВАС ЩЕТКА TIG…
Подписаться
3 ПРОСТЫХ ШАГА С ПОМОЩЬЮ ЩЕТКИ TIG
Мы превратили процесс очистки сварного шва в 3 простых шага, которые работают для вас.
№Окуните щетку в одну из чистящих жидкостей, доступных в нашем ассортименте.
Прикоснитесь к сварному шву, медленно проведите круговыми движениями (повторно погрузите, если кисть высохнет) и промойте участок водой.
Распылите на сварной шов нейтрализующую жидкость, доступную в нашем ассортименте, и промойте участок водой.
ЭЛЕКТРИЧЕСКИЙ ОЧИСТИТЕЛЬ СВАРКИ МИРОВОГО КЛАССА
Эффективное решение для очистки сварных швов TIG Brush дает несколько преимуществ.
Гибкость и безопасность
Наша технология решения проблем представляет собой уникальное сочетание электричества, тепла и химии для достижения превосходных результатов при очистке сварных швов и чистовой обработке поверхности металла.
Машина для очистки сварных швов ускоряет процесс, гарантируя одновременную очистку и пассивацию поверхности, что устраняет необходимость выполнения нескольких этапов.
Коррозионная стойкость
Машина для очистки сварных швов из нержавеющей стали также обеспечивает образцовую коррозионную стойкость по сравнению с альтернативными методами очистки.
Почему стоит выбрать TIG Brush?
Инновационный процесс электрохимической очистки TIG Brush, наконец, позволил производителям отказаться от использования травильной пасты и менее эффективных методов очистки сварных швов и быстро внедряется в качестве предпочтительной технологии очистки сварных швов из нержавеющей стали в отраслях промышленности, заботящихся о качестве и безопасности. глобус.
Наши услуги по электрополировке были разработаны для удовлетворения растущей потребности в безопасных и быстрых решениях для очистки нержавеющей стали. Электрохимическая очистка сварных швов состоит из легкого и компактного оборудования, достаточно прочного, чтобы избавиться от дефектов после сварки.
С подходящей машиной для пассивации сварных швов мы предлагаем быструю и безопасную альтернативу опасным методам, а наши клиенты являются доказательством качества нашей продукции.
Как я могу связаться с вами?
В TIG Brush мы гордимся нашим исключительным обслуживанием клиентов. Мы предлагаем широкий спектр услуг и продуктов, которые идеально подходят для различных отраслей промышленности, чтобы помочь вам увеличить производительность, снизить производственные затраты, сократить расходы на расходные материалы и многое другое. Если вы ищете превосходное решение для электрополировки нержавеющей стали, вы можете связаться с нами через нашу контактную страницу.
Имея дистрибьюторов по всему миру, наша команда специалистов по очистке сварных швов из нержавеющей стали может помочь вам выбрать лучший вариант и продукты для вашего бизнеса. Если вы находитесь в отдаленном районе, вы можете запланировать живую виртуальную демонстрацию TIG Brush с нашей командой.
Каковы ожидания?
Обширные лабораторные испытания подтвердили, что процесс очистки сварных швов Ensitech пассивирует нержавеющие стали в соответствии с международными стандартами ASTM. Сильное тепло, выделяющееся при сварке нержавеющей стали, вызывает окисление и истощение хрома в поверхностном слое сплава, а также неприглядный оттенок тепла вокруг зоны сварки. Независимые испытания, проведенные Gauge Industrial and Environmental с использованием сканирующего электронного микроскопа (СЭМ), показали, что очистка с помощью щетки TIG Brush и оригинальных жидкостей для щетки TIG удаляет все обнаруживаемые оксиды из зоны сварки и восстанавливает уровень хрома в поверхностном слое до более высокого уровня. чем на исходной несваренной поверхности.
Испытания показали, что очистка с помощью щетки TIG дает результаты, превосходящие результаты травильной пасты, а также безопасность технологии щетки TIG. Эти результаты также были подтверждены независимым отчетом о пассивации, проведенным Институтом сварки (TWI) в Кембридже. Ключевой вывод отчета: «Все изученные химические варианты щеток TIG улучшают коррозионную стойкость сварного образца, так что скорость коррозии снижается до уровня ниже, чем у несваренной стали».
Что такое жидкость для очистки сварных швов?
Жидкости для очистки сварных швов используются в процессе электрохимической очистки сварных швов с помощью щётки TIG. Жидкость разработана так, чтобы быть безопасной при комнатной температуре, но агрессивно удаляет тепловые пятна, возникающие на сварных швах из нержавеющей стали после сварки TIG и MIG.
Компания Ensitech производит ряд жидкостей для очистки сварных швов, отвечающих различным потребностям пользователей. Ассортимент жидкостей также включает предсварочные жидкости для удаления поверхностной коррозии или загрязнений перед сваркой.
Каждый раствор для очистки сварных швов имеет соответствующий нейтрализующий раствор, который завершает процесс очистки сварных швов и предотвращает образование белых остатков в дальнейшем.
Оптимальное сочетание жидкостей будет зависеть от типа очищаемого сварного шва, правил техники безопасности в отрасли и приоритета скорости очистки по сравнению со степенью отделки.
Безопасны ли растворы для очистки сварных швов?
Да, растворы для очистки сварных швов безопасны при условии, что они используются в соответствии с рекомендациями производителя и с соответствующими СИЗ.
Жидкости Ensitech для очистки сварных швов одобрены NSF, что означает, что они безопасны для использования даже в пищевой промышленности с жесткими требованиями. Самые быстродействующие жидкости для очистки сварных швов являются кислотными, но безопасны в использовании при соблюдении рекомендаций. Для тех, кто заботится о безопасности, есть жидкость с нейтральным pH, которая абсолютно безопасна и имеет низкий уровень риска. Широкий ассортимент жидкостей удовлетворяет различные потребности клиентов, что дает вам уверенность в том, что вы сможете выбрать лучшие жидкости для своего конкретного применения. Вы не должны испытывать никаких сомнений, используя линейку жидкостей Ensitech в процессе очистки сварных швов щеткой TIG.
В качестве меры предосторожности вы можете столкнуться с проблемами безопасности при использовании травильных паст для очистки сварных швов из нержавеющей стали, поскольку они обычно содержат фтористоводородную и/или азотную кислоту. Если вы используете травильную пасту для очистки сварных швов, подумайте о том, чтобы как можно скорее перейти на более безопасные, научно проверенные растворы Ensitech для электролитической очистки сварных швов.
Почему выбирают чистящие жидкости Ensitech?
Если вы гордитесь своей работой и вам нужна быстрая и безопасная очистка сварных швов из нержавеющей стали, вам следует выбрать чистящие жидкости Ensitech для вашей щетки TIG Brush.
Чистящие жидкости Ensitech были разработаны для облегчения всех аспектов очистки нержавеющей стали и подготовки поверхности. Будь то подготовка поверхности перед сваркой, очистка самого сварного шва или устранение отпечатков пальцев на поверхности, для этой работы всегда найдется жидкость Ensitech. Ensitech даже предлагает решения для печати и гравировки нержавеющей стали.
Все жидкости Ensitech для подготовки к сварке, очистки сварных швов и после очистки имеют сертификаты авторитетных стандартов NSF и испытательного фонда. Внешняя сертификация, проводимая независимой организацией, такой как NSF, — еще одна причина выбрать чистящие жидкости Ensitech для своей работы.
Все еще не уверены? Почему бы не прочитать отличные отзывы, которые мы получили от счастливых отраслевых экспертов, использующих жидкости Ensitech.
Как выбрать правильный раствор для очистки сварных швов?
Существует жидкость для очистки сварных швов Ensitech для всех этапов процесса очистки сварных швов.
Разделенные удобными подкатегориями, мы рекомендуем вам просмотреть все наши продукты на этой странице выше. Наши решения для очистки сварных швов делятся на следующие категории:
- Очистка перед сваркой
- Нейтрализация поверхности
- Очистка поверхности
- Отделка
- Печать и гравировка
Для получения дополнительной информации посетите наши ресурсы и информационную страницу, где вы можете скачать всю необходимую дополнительную литературу. , все представлено в виде удобных документов в формате PDF, разработанных, чтобы помочь вам, когда вам это нужно.
Выберите правильный раствор для очистки сварных швов для нужного этапа работы и получите конечный продукт, которым вы сможете гордиться.
Хотите получить дополнительную информацию о щетке TIG или чистящих жидкостях Ensitech?
Если вам нужна дополнительная информация о щетке TIG или любой из наших чистящих жидкостей Ensitech, щелкните ссылку на нашу страницу контактов и заполните форму. Мы готовы помочь вам выбрать подходящую жидкость для вашей работы и завершить сварку именно так, как вам нужно.
Оттуда вы также можете запросить информацию, получить ценовое предложение или даже запланировать живую интерактивную демонстрацию нашей опытной командой.
СВЯЗАТЬСЯ С НАМИ
Просто заполните свои данные, и команда TIG Brush сразу же свяжется с вами, чтобы ответить на ваш вопрос.
Офис в США
- Энсайтех Инк
- 340 Marshall Ave, Building # 104 Aurora IL 60506
- Посмотреть местоположение
Австралийский офис
- Энситек Пти Лтд
- Unit 1, 144 Old Bathurst Road, Emu Plains NSW 2750
- Посмотреть местоположение
- 8:30–16:30 (среднеевропейское время)
- +61 2 4735 7700
- info@ensitech. com.au
Этот сайт защищен reCAPTCHA и Google Политика конфиденциальности и Применяются Условия использования.
Свяжитесь с нами
Правильный выбор защитных газов для дуговой сварки
Правильный выбор защитных газов для дуговой сварки
Защитный газ является важным компонентом многих процессов дуговой сварки. На выбор предлагается множество защитных газов, что может сбить с толку новичка в сварке. При выборе подходящего газа необходимо учитывать такие факторы, как процесс сварки, тип материала, источник питания, режим передачи, проплавление и стоимость. Эта статья призвана расширить понимание защитного газа, а также помочь в выборе наилучшего.
Важность защиты
Защита является важным компонентом любого процесса дуговой сварки. Экранирование в виде флюса или газа предотвращает попадание вредных элементов, таких как кислород и водород, в сварочную ванну. Без защиты сварочная дуга становится совершенно неустойчивой, что приводит к скоплению металла, покрытого дырами и загрязнениями.
В то время как сварка в среде защитного газа удобна и проста, сварка в среде защитного газа предоставляет больше возможностей настройки, позволяя отдельно выбирать присадочный материал и защитный газ. Хорошо адаптированный процесс в среде защитного газа позволяет получать более чистые сварные швы, которые легче контролировать, а также потенциально повышать производительность.
Чтобы получить выгоду от сварки в среде защитных газов, необходимо тщательно рассмотреть каждую ситуацию, взвесив затраты и преимущества. Ниже приведены некоторые факторы, которые следует учитывать перед выбором защитного газа.
Факторы, которые следует учитывать при выборе защитного газа
Выбор защитного газа зависит от нескольких факторов. Важность каждого зависит от ситуации. Например, для сварки стали методом MIG (GMAW) можно выбрать один из нескольких типов защитного газа, но, когда наибольшей проблемой является стоимость, CO2 будет разумным выбором по сравнению с другими смесями аргона, даже если имеется повышенное количество брызг. Прежде чем выбрать защитный газ, необходимо учитывать следующие моменты:
Процесс сварки
Наиболее распространенные процессы дуговой сварки включают MIG (GMAW), TIG (GTAW), порошковую проволоку с самозащитой (FCAW-SS), порошковую проволоку с газовой защитой (FCAW-GS) и электродуговую сварку (SMAW). ). Сварка порошковой и порошковой проволокой — самозащитная сварка не требует защитного газа, поскольку флюс находится в контакте с электродом и во время сварки испаряется в защитный газ. Самозащитные процессы удобны, поскольку не требуют дополнительного газа, но удобство имеет свои недостатки. Самозащитные процессы производят менее стабильную дугу, что приводит к чрезмерному разбрызгиванию. Помимо разбрызгивания, необходимо затратить дополнительное время и усилия на удаление защитного слоя шлака с валика сварного шва.
Преимущества сварки в среде защитного газа заключаются в том, что дугу и, следовательно, сварочную ванну легче контролировать. Кроме того, меньше требуется очистки от брызг и не требуется удалять шлак (за исключением FCAW в среде защитного газа). При сварке MIG и порошковой проволокой в среде защитного газа используются смеси аргона, CO2 и гелия. TIG обычно использует 100% аргон, но также может использоваться с гелием, смесями аргона-гелия и смесями аргона-водорода.
Тип материала
Материал имеет решающее значение при выборе правильного защитного газа. В то время как защитный газ, как правило, полезен, сварка с использованием газа, несовместимого с материалом, приведет к некачественным сварным швам, изобилующим загрязнениями и дефектами. Хорошим примером этого является газообразный аргон-водород. Добавление водорода к аргону для сварки TIG нержавеющих сталей приводит к получению сварных швов с повышенным проплавлением. Используйте тот же газ для сварки алюминия TIG, и вы получите отверстия, разбросанные по сварному шву, известные как пористость. Одной из первых вещей, которую всегда следует проверять, является совместимость газа с материалом.
Источник питания
Не все сварщики одинаковы. Одним из основных преимуществ более новой инверторной технологии является повышенная гибкость, позволяющая адаптировать дугу новыми и изобретательскими способами. Одним из примеров является функция автоматической настройки в линиях Millermatic и Multimatic компании Miller Electric. Каждая категория настроек включает рекомендуемую газовую смесь для использования. Это связано с тем, что инженеры по сварке Miller адаптируют каждую настройку в соответствии с указанным газом или газовой смесью. В результате получается точно настроенная дуга, которая хорошо сваривает без особых усилий. Важно понимать, как каждый сварочный аппарат предназначен для работы, особенно если в руководстве или на схеме дверцы рекомендованы газовые смеси.
Режим переноса
Режим переноса — это термин, используемый в процессах сварки проволокой для описания того, как присадочный металл осаждается в сварочной ванне. В режиме короткого замыкания конец проволоки плавится в шар, а затем высвобождается при контакте со сварочной ванной, вызывая «короткое замыкание». Во время распыления проволока никогда не касается ванны, вместо этого расплавленная проволока выбрасывается в ванну в виде крошечных капель. Перенос распылением может быть желательным, потому что он создает легко управляемую лужу с нулевым разбрызгиванием. Спрей не всегда лучший выбор, потому что он ограничен горизонтальными и плоскими положениями.
Перенос короткого замыкания используется для сварки материалов малой и средней толщины и может распыляться на более толстые материалы, в зависимости от защитного газа. Защитный газ, богатый аргоном, способен производить брызги. Те, которые не содержат аргон, такие как 100% CO2, не могут переноситься распылением, независимо от того, насколько высоко вы поднимаете напряжение. Для сварки более толстых материалов важно выбрать правильный защитный газ для желаемого режима переноса.
Проплавление
Проплавление при сварке показывает, насколько глубоко сварочная ванна входит в материал. Это важно для определения того, будет ли сварной шов держаться вместе или в конечном итоге выйдет из строя. Тип или смесь защитного газа напрямую влияет на проплавление сварного шва. Это связано с тем, что сам газ становится частью сварочной дуги. Плазма (в данном случае дуга) генерируется за счет ионизирующих газов. Каждый газ имеет свой уникальный набор свойств, которые придают дуге характерную форму и распределение тепла. Результатом являются разные профили проникновения для каждой уникальной комбинации.
Проникновение не обязательно должно быть круговым или равномерным. Некоторые профили кажутся «ущемленными» с более глубоким проникновением непосредственно в центр. Газы, богатые аргоном, приведут к этому сжатому, неровному профилю; в то время как газы с высоким содержанием CO2 или гелия будут иметь более равномерное проникновение. Проплавление наиболее важно в начальных (корневых) проходах и сварных швах, которые подвергаются большому напряжению. Для сварных швов, не подвергающихся тяжелым или многократным нагрузкам, проплавление вызывает гораздо меньшую озабоченность.
Стоимость
Стоимость является одним из решающих факторов при выборе защитного газа. Гелий дорог по сравнению с аргоном для TIG и при сварке проволокой алюминия и нержавеющей стали. 100% CO2 более экономичен для сварки стали проволокой, чем любая смесь аргона и CO2. Независимо от материала или процесса, всегда есть компромисс в пользу сварки с более дешевыми газами. CO2 имеет тенденцию производить больше брызг, для удаления которых требуется время, что приводит к дополнительным производственным затратам. Если брызги или дополнительное время не являются проблемой, предпочтительным вариантом обычно является CO2.
То же самое касается гелия и гелиевых смесей. Смеси на основе гелия для MIG на нержавеющей стали обеспечат более плавный перенос материала на тонкие материалы по сравнению со смесями без гелия. 98/2 — идеальный газ для распыления. Таким образом, те, кто сваривает исключительно более толстую нержавеющую сталь, могут извлечь выгоду из гелиевых смесей и сэкономить деньги, используя 98/2.
После выбора процесса и типа материала, затем взвешивания важности каждого фактора, пришло время сделать выбор защитный газ. В следующем разделе рассматриваются наиболее распространенные газы, используемые в сварочной промышленности, которые, как правило, должны быть под рукой у розничного продавца сварочного газа.
Наиболее распространенные комбинации защитного газа
Типы защитного газа
25% CO2, 75% аргон (C25)
Защитный газ C25 является идеальным газом для сварки MIG, поскольку он хорошо сбалансирован. Аргон обеспечивает инертную среду, а активный углекислый газ стабилизирует дугу. Добавление CO2 дает сварной шов с хорошо округленным профилем проплавления. Добавление CO2 помогает сжечь загрязняющие вещества, такие как масло и жир, с поверхности основного металла, которые в противном случае попали бы в сварочную ванну. Наконец, CO2 также помогает при отложении капель при коротком замыкании. CO2 создает среду, в которой капля легче отделяется, уменьшая вероятность шаровидного переноса.
10 % CO2, 90 % аргон (C10)
Газ C10 идеально подходит для тех, кто хочет добиться переноса распылением или импульсным распылением при более низких уровнях тока, чем C25. Общее эмпирическое правило заключается в том, что чем больше аргона в защитном газе, тем меньше энергии требуется для переноса распылением. Недостатком этого является то, что многие сварщики называют аргоном «тяжелым» газом, предпочитая формировать большие шары расплавленного металла перед выпуском, что затрудняет сварку более тонкого материала.
100% CO2 (C100)
CO2 является наиболее распространенным газом, используемым для сварки углеродистой стали, поскольку он стоит значительно дешевле, чем C25 или другие аргоновые смеси. Компромисс – потеря стабильности дуги. Использование только CO2 приводит к более неустойчивому, резкому виду и звучанию дуги, что приводит к увеличению разбрызгивания. Это может создать проблему в промышленных условиях, потому что требуется время, чтобы стереть все эти дополнительные брызги. Для тех, кому не нужно соблюдать стандарты сварки или не заботится об эстетике, CO2 является хорошей альтернативой. Имейте в виду, что 100% CO2 не может переноситься распылением.
100%-й аргон (аргон)
100%-й аргон используется только при сварке алюминия проволокой или любом другом процессе TIG, потому что алюминий по своей природе совсем другой металл. Алюминий может быстро окисляться во время сварки и чувствителен к влаге и загрязнениям. Инертные газы, такие как аргон и гелий, не вступают в реакцию, блокируя нежелательные элементы. аргон, CO2 или иногда O2 (кислород). Гелий инертен, как и аргон, что помогает предотвратить загрязнение. Гелий считается «более горячим» газом, что приводит к увеличению текучести сварочной ванны и способности перемещаться быстрее. С гелием также легче производить запуски. Нержавеющая сталь, как и алюминий, очень чувствительна, что ограничивает добавление CO2 или O2 небольшим процентом (около 2%).
98% аргон, 2% CO2 (98/2)
98/2 используется при сварке нержавеющей стали. Он более доступен, чем тримикс, потому что в нем нет гелия, что делает его более популярным выбором. Он также идеален для использования на более толстых материалах из-за высокой концентрации аргона, который, как и в C10, позволяет осуществлять перенос распылением при более низких уровнях тока по сравнению с его аналогом Trimix. Кроме того, как и у С10, недостатком сварки с 98/2 является сварка более тонких материалов в режиме переноса короткого замыкания из-за больших липких капель, которые свисают с конца проволоки.
Резюме: выбор подходящего газа для вашего применения
Выбор сварочного газа в значительной степени зависит от процесса сварки, типа основного материала и толщины материала (целевой режим переноса). В то время как TIG использует только инертный газ, такой как аргон и гелий, защитный газ MIG может содержать несколько различных комбинаций инертных и активных газов. Тяжелые аргоновые газы идеально подходят для сварки струйным переносом. Напротив, тяжелые гелиевые газы подходят для коротких замыканий в нержавеющей стали. Цена обычно может быть решающим фактором в окончательном выборе.
Защитные газы являются жизненно важным компонентом сварочных процессов, поскольку они стабилизируют дугу, защищают сварной шов от окисления и определяют геометрию проплавления. Они важны как для домашних, так и для коммерческих проектов, при этом домашнее использование больше ориентировано на экономичный выбор с более широким окном применения.
Даже со всеми этими новыми знаниями может быть сложно выбрать конкретный газ, который будет хорошо работать для вашего проекта и соответствовать вашим предпочтениям. Ниже приведена таблица, которая поможет вам выбрать газ, который работает, выделяя сильные и слабые стороны.
Часто задаваемые вопросы по сварке TIG | Блог Eastwood
Что такое сварка TIG?
TIG означает вольфрамовый инертный газ. В отличие от сварки MIG или ARC, при сварке TIG используется электрод, отдельный от присадочного материала. Этот электрод называется вольфрамовым, и разные его разновидности имеют разные сварочные характеристики. Инертным газом обычно является аргон, иногда гелий или их смесь.
Зачем мне сварка TIG?
Сварка ВИГ подходит для более широкого круга металлов, чем любой другой вид сварки. Он также производит одни из самых чистых и прочных сварных швов. TIG обычно не дает искр, брызг, шлака, дыма и паров; если это так, вы недостаточно очистили проект перед этим или свариваете металл низкого качества. Кроме того, легче проводить сварку TIG над головой или в тесных помещениях, не получая при этом искр и шлака.
Какой газ следует использовать?
Аргон можно использовать практически для всех видов сварки TIG. Гелий иногда используется, когда требуется большее проплавление или для более высокоскоростной сварки более горячей дугой.
Какие бывают цвета/типы вольфрама и зачем мне их использовать?
Зеленый — цвет, которым обозначают электроды из чистого вольфрама; у него самая низкая температура плавления. Все остальные цвета имеют более высокую температуру плавления, лучшие характеристики зажигания или поддержания дуги, меньшую вероятность загрязнения сварного шва и/или более длительный срок службы, но они также более дороги из-за редкости других элементов, добавляемых к ним в небольших количествах. Красный (торированный) характеризуется легким зажиганием дуги, большой долговечностью, хорошим уплотнением для стабильности дуги, низким риском загрязнения сварного шва и высокой токопроводящей способностью при более низких силах тока, но он слегка радиоактивный. Серые/оранжевые (Ceriated) отлично подходят для запуска дуги и сварки при более низкой силе тока на постоянном или переменном токе, но при более высоких настройках силы тока они начинают разрушаться (недавние изменения: электроды с прежней оранжевой маркировкой теперь обозначены серой полосой). Золотые (лантанированные) долговечны и стабильны, обладают хорошими свойствами зажигания дуги и подходят для сварки переменным и постоянным током с более высокой токопроводящей способностью для данного диаметра. Коричневые (оцинкованные) обеспечивают чрезвычайно стабильную дугу, благодаря этому они отлично подходят для сварки практически без загрязнения, но никогда не используются для сварки постоянным током.
Когда использовать переменный ток и когда постоянный ток?
Обычно сталь, нержавеющие и железные сплавы сваривают на постоянном токе и отрицательной полярности. Алюминий и магний сваривают переменным, а иногда и прямоугольным переменным током.
Почему я так быстро расходую вольфрам? – Вольфрам является расходным материалом, но если вы используете его слишком быстро, проверьте следующее: Недостаточный поток газа, Сварщик настроен на положительный электрод, Неправильный диаметр вольфрама для тока, Перегрев вольфрама, Газ не защищает после дуги или Использование неправильного газа .
Почему вольфрам загрязняет мои сварные швы?
Обычно это может быть одно из двух. Либо вольфрам плавится в сварочной ванне, потому что вы используете электрод слишком малого диаметра. Наконец, и это наиболее распространено, вы можете просто держать горелку слишком близко и погрузить электрод в лужу, которая также загрязняет вольфрам.
Почему на моем вольфраме появляется желтый порошок или дым?
Обычно это вызвано недостаточным количеством защитного газа и реакцией вольфрама на окружающую среду. Проверьте скорость потока (15-20 кубических футов в час), убедитесь, что баллон с газом не опускается, убедитесь, что поток после дуги достаточен, и убедитесь, что вы используете правильный защитный газ.
Можно ли сваривать TIG на 110 В?
Да, конечно, вы сможете сваривать при более высоких токах при напряжении 220 В, но 110 В подойдет для небольших работ. Аппараты Eastwood TIG 200 AC/DC поставляются с вилками на 110 и 220 В.
В этих машинах есть все необходимое для начала работы, кроме бака и аргона? Да, вам нужно будет заполнить баллон аргоном, но в остальном все включено. Они даже поставляются с вольфрамовым электродом, чтобы вы могли начать.
Что такое пуск с нуля, пуск по дуге и высокочастотный пуск?
Начало с нуля очень похоже на то, как оно звучит: чтобы зажечь дугу, нужно поцарапать поверхность горячим электродом, замыкающим цепь. Это может привести к загрязнению как сварного шва, так и электрода. Современные машины на основе инвертора используют переменный ток высокой частоты только в начале, чтобы преодолеть сопротивление и заставить электричество проскочить через зазор между горелкой и рабочей поверхностью. Подъемная дуга — это метод, используемый, когда ВЧ создает помехи электронному оборудованию, такому как станки с ЧПУ. Электрически холодный электрод прикасается к поверхности, и через секунду, когда его поднимают, по нему течет ток, что значительно снижает вероятность загрязнения.
Что такое переменный ток прямоугольной формы?
В прежние времена переменный ток через трансформатор TIG-сварщика чередовался в виде стандартной плавной волны вверх и вниз. Это означало, что ток все время либо возрастал, либо падал, и большую часть времени фактически не соответствовал настройке на циферблате. С 70-х годов инверторные машины имеют возможность мгновенно переключаться с положительной на отрицательную полярность, практически без переходного периода между ними. Это отлично подходит для стабильности дуги, а также обеспечивает постоянную полную мощность.
Нужен ли мне блок переменного/постоянного тока или только постоянного тока?
Это действительно зависит от того, какой тип сварки вы планируете делать в будущем. Если вы планируете сваривать только мягкую и нержавеющую сталь, сварочного аппарата TIG на постоянном токе будет достаточно, но если вы планируете когда-либо в будущем заниматься алюминием, лучше перейти на аппарат, который будет работать как на переменном, так и на постоянном токе. Разница в стоимости часто минимальна, и это действительно удобно в тех случаях, когда вам может понадобиться сварка переменным током.
Что нужно для сварки нержавеющей стали методом TIG?
Сварка нержавеющей стали методом ВИГ очень похожа на сварку низкоуглеродистой стали, но для этого требуется нержавеющий присадочный стержень, который точно соответствует основному металлу, с которым вы свариваете. Чаще всего вы будете сваривать нержавеющую сталь 304, поэтому присадочной проволоки 308L будет достаточно. Обязательно обновите свой присадочный стержень, если вы свариваете нержавеющую сталь более высокого качества. Лучшее эмпирическое правило — всегда использовать присадочную проволоку более высокого качества, чем та, которую вы свариваете. Для сварки нержавеющей стали TIG может потребоваться «обратная продувка» и более высокая скорость потока для поддержания правильной температуры, газового покрытия и «окраски» сварного шва. Все это зависит от работы и требует некоторой практики и тестирования, чтобы найти то, что лучше всего подходит для вас.
Каковы правильные настройки для сварки нержавеющей стали?
Настройки вашего сварочного аппарата будут аналогичны настройкам для низкоуглеродистой стали, так как при любой сварке TIG окончательные настройки будут зависеть от ваших личных предпочтений. Многие предпочитают увеличивать поток защитного газа на 5-10 кубических футов в час для сварки нержавеющей стали, чтобы получить оптимальное покрытие. Использование комплекта газовых линз на вашем резаке также поможет и потребует меньшего расхода газа, так как покрытие газа лучше с комплектом линз.
Что нужно для сварки алюминия методом TIG?
Для сварки любого типа металла с помощью аппарата для сварки TIG требуется почти хирургически чистый сварной шов, но для алюминия это даже важнее, чем для низкоуглеродистой стали. Убедитесь, что вы сначала отшлифовали или проволочной щеткой удалили защитное покрытие или легкую коррозию с поверхности, пока она не станет тускло-серебристой. После удаления любого покрытия или коррозии протрите всю деталь, особенно сварной шов, не содержащим хлора обезжиривающим или чистящим средством, чтобы стереть жир или остатки с панели. Хотите верьте, хотите нет, даже жирные отпечатки пальцев могут привести к загрязнению сварного шва алюминия! В противном случае вам просто нужно максимально точно подобрать присадочный стержень к марке алюминия, который вы свариваете. Стержень из 4043 является хорошим универсальным алюминиевым наполнителем для большинства работ.
Какие настройки нужны для сварки алюминия?
Как и при сварке любого типа материала, это зависит от толщины металла, типа соединения, используемой машины и т. д. На TIG 200 эффект зазора будет переменной, которую вы будете использовать который не используется при сварке на стороне постоянного тока. Регулировка эффекта зазора в любом случае даст вам либо большее проникновение, либо больший очищающий эффект. Этот параметр зависит от чистоты металла и типа свариваемого алюминия. Например, старая литая алюминиевая деталь, такая как впускной коллектор, может быть изготовлена из алюминия более низкого качества, который загрязнен по своей природе и требует большей очистки, чтобы получить хороший чистый сварной шов, чем из свежего листа 4043. Хорошая настройка эффекта зазора для начала с от -2 до -3. Оттуда вы можете набрать свои настройки оттуда. Как всегда, проверьте на куске аналогичного металла или на незаметном участке детали, чтобы правильно настроить машину.
Можно ли сваривать чугун методом ВИГ? Как?
Чугун, безусловно, можно сваривать методом ВИГ. Процесс подготовки немного отличается, в нем нужно предварительно нагреть деталь и приварить ее, пока она горячая. Для этого нужно поместить деталь в магазинную печь (не используйте ту, что на вашей кухне!) или предварительно нагреть место сварки горелкой непосредственно перед тем, как оно станет вишнево-красным. В остальном процесс сварки в основном такой же, как и для любого другого материала.
Как правильно подготовить вольфрамовый наконечник?
Наконечник вольфрамового электрода необходимо отшлифовать до формы, похожей на графитовый карандаш. Это можно сделать разными способами, но самый простой – это ленточная шлифовальная машина или шлифовальный станок. Если возможно, выделите целую шлифовальную машину/шлифовальную машину или, по крайней мере, один круг или точку на вашей шлифовальной машине ТОЛЬКО для шлифования вольфрамовых электродов. Использование шлифовальной машины, которую вы используете для очистки ржавых или жирных болтов, приведет к попаданию загрязнения в вольфрам и вызовет призрачные загрязнения в ваших сварных швах. Держите электрод так, чтобы вы затачивали его ВМЕСТЕ с тем, как вращается круг на шлифовальном или шлифовальном станке. Если вы будете шлифовать поперек волокон, у вас будет нестабильная дуга, которая будет блуждать по всему металлу. Чтобы получить острую карандашную форму на электроде, вставьте электрод в электрическую дрель и вращайте его, пока вы затачиваете его на шлифовальном станке.
Как исправить загрязненный вольфрамовый наконечник?
При обучении сварке TIG вы действительно хорошо шлифуете вольфрамовые электроды. Это связано с тем, что вы потратите много времени, случайно погрузив электрод в сварочную ванну. Как только это произойдет, вам действительно нужно остановиться и заново заточить электрод. Загрязненный электрод будет иметь маленькие пятнышки, шарик на конце, где он был погружен в лужу, или даже может быть расплавлен обратно. Совет, чтобы сэкономить время, состоит в том, чтобы заточить обе стороны электрода, чтобы вы могли сэкономить на поездке к шлифовальному станку, просто переворачивая электрод, когда вы загрязняете одну сторону.
Какой должен быть расход защитного газа?
Покрытие защитным газом очень важно при сварке TIG, и вы должны убедиться, что у вас есть правильные настройки на вашем баллоне, чтобы у вас были чистые сварные швы И чтобы вы не продули баллон с аргоном за несколько часов! Хорошим исходным уровнем для начала настройки является 15-20 CFH, и вы можете настроить его, если это необходимо.
Что такое поток газа до/после?
Предварительная подача — это газ, который выходит из горелки за несколько долей секунды до того, как ваш аппарат зажжет дугу. Это удаляет любые загрязнения из горелки, а также обеспечивает защиту сварного шва, как только вы начинаете плавить металл. Хорошей практикой является всегда продувать горелку, один раз нажав на педаль перед первой сваркой в день, чтобы выдуть из горелки любые загрязнения. Постпоток используется для защиты сварного шва сразу после прекращения сварки, когда шов еще расплавлен и мягок. При сварке алюминия необходимо увеличить время продувки, так как он более уязвим в течение более длительного периода времени после прекращения сварки. Слишком слабая последующая обработка приведет к тому, что на конце вашей лужи на поверхности появятся очень маленькие трещины, которые со временем могут увеличиться (нехорошо!).
Сварка ВИГ: внешний вид имеет значение
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это процесс, наиболее часто используемый для соблюдения высоких эстетических стандартов и стандартов качества. Это самый сложный сварочный процесс, и для его освоения требуется значительная практика. Оценить качество сварного шва TIG часто так же просто, как оценить внешний вид валика. Помимо более сложных форм контроля, простой визуальный осмотр сварного шва может многое сказать о его качестве. Из-за своей простоты визуальный контроль сварки часто может быть самым простым в выполнении и, как правило, наименее дорогим в проведении. При правильном проведении этот тип контроля обычно является эффективным методом поддержания приемлемого качества сварки, предотвращения проблем со сваркой и обеспечения прочности и долговечности сварных швов.
Как визуально отличить хороший сварной шов от плохого и какие нужны корректировки, чтобы плохой сварной шов стал хорошим?
Во-первых, примите во внимание следующие основные принципы, необходимые для получения хорошего сварного шва при любом из сварочных процессов:
- Убедитесь, что основной материал и присадочный материал чистые и не содержат ржавчины, краски, масла или оксида. При необходимости перед началом сварки очистите материал шлифовальной машиной, проволочным кругом или проволочной щеткой.
- Определите правильный расходный материал в зависимости от типа и толщины материала. Выберите соответствующий электрод и размер электрода и правильно подготовьте точку электрода. Не забудьте также выбрать правильный защитный газ и полярность.
- Убедитесь, что ваше рабочее место хорошо освещено и проветривается.
- Убедитесь в надежности соединений заземления.
- Используйте таблицу параметров сварки, чтобы определить требуемое напряжение и силу тока в зависимости от свариваемого материала.
- Для GTAW важно, чтобы источник питания имел хороший контроль тока в нижнем диапазоне. Это необходимо для поддержания стабильной дуги и особенно важно при сварке тонколистовых материалов. Современная инверторная технология особенно полезна для GTAW по нескольким причинам. Стабильность дуги постоянно и точно контролируется. Инверторы также предлагают более продвинутые характеристики сварки. Кроме того, они намного меньше, легче и портативнее, чем трансформаторные сварочные аппараты.
Целью сварного шва является создание прочной связи с основным материалом с достаточным проникновением или плавлением. Красивый сварной шов чистый и имеет тот же цвет, что и основной металл, как внутри, так и снаружи. Ширина борта должна быть постоянной и иметь привлекательный профиль лицевой поверхности. Края наплавленного валика должны иметь плавный переход в основной металл без подрезов (дефект, проявляющийся в виде канавки в основном материале).
Поверхность профиля разделочного шва должна быть плоской или иметь минимальную выпуклость. Профиль скругления может быть вогнутым, плоским или минимально выпуклым. Угловой шов, созданный без присадочного материала, будет иметь вогнутую поверхность.
Вообще говоря, только потому, что сварной шов выглядит плохо, не означает, что так оно и есть. Допускаются небольшие участки пористости, а также небольшие подрезы. Обычно хорошо подходят неравномерно расположенные швы.
Плохой сварной шов, который имеет высокую вероятность отказа, будет иметь следующие контрольные характеристики.
Выгорание. Накопление тепла в сварном шве и основном материале вызывает прогорание или чрезмерное проплавление в конце сварного шва. Чтобы избежать выгорания, начните сначала с левой стороны заготовки, проварите около дюйма, а затем остановитесь. Начните снова с правой стороны и перекройте первый сварной шов.
Современное сварочное оборудование снижает вероятность выгорания. Технология импульсной сварки обеспечивает более контролируемое тепловложение и ширину валика, что помогает снизить вероятность прогорания. Эта технология особенно полезна при сварке сплавов на основе никеля, таких как INCONEL® и нержавеющая сталь, которые особенно чувствительны к подводу тепла.
Без присадочного металла. Даже при сварке тонкого материала обычно необходимо добавлять присадочный материал. Погружайте конец стержня в переднюю кромку сварочной ванны и выходит из нее примерно через каждые ¼ дюйма хода и внимательно следите за тем, чтобы кусочки присадочного металла не попали на старый, нерасплавленный основной металл. Никогда не тяните конец удилища слишком далеко от лужи.
Красивый сварной шов чистый и того же цвета, что и основной металл, как внутри, так и снаружи-. июльавгуст14PWT.
Хорошее эмпирическое правило – оставаться в зоне действия защитного газа. Это предотвращает образование оксида на стержне и сохраняет конец стержня горячим. Ненагретый стержень или слишком глубокое вдавливание стержня в лужу приведет к тому, что лужа остынет, что приведет к неравномерному валику. Добавление нужного количества наполнителя в нужное время позволит получить однородный валик правильных пропорций.
Неправильный размер присадочного металла. Диаметр присадочного металла должен быть примерно такой же толщины, как и основной материал. Если вы используете присадочный стержень большего размера, скорее всего, процесс не будет генерировать достаточно тепловой энергии для достаточно быстрого повышения его температуры, чтобы он мог плавно расплавиться в сварочной ванне. Стержень, который слишком мал для данного процесса, будет израсходован так быстро, что также будет невозможен равномерный сварной шов.
Кроме того, присадочный металлический стержень должен относиться к тому же семейству металлов, что и основной материал. Например, для базового материала из низкоуглеродистой стали требуется стержень из присадочного металла с низким содержанием углерода. Также важно учитывать служебное применение сварного шва, например, создание точки износа на коленчатом валу. Стержень относится к среднему углеродному семейству, поэтому стержень присадочного электрода должен быть соответствующим образом подобран.
Неправильный ток . Неправильная сила тока может быть установлена двумя путями: она может быть установлена слишком низкой (холодная) или слишком высокой (горячая). Слишком низкая сила тока приведет к получению высоких, узких и беспорядочных валиков, которые не сплавятся должным образом с основным металлом. Сварочную ванну будет трудно запускать и перемещать.
Слишком высокая сила тока приведет к образованию широкого плоского валика без отчетливого рисунка валика. Скорее всего, он будет перегрет до такой степени, что металл станет хрупким, что может привести к разрушению сварного шва.
Вольфрам Включение. Включение вольфрама возникает в результате погружения вольфрамового электрода в сварочную ванну или прикосновения стержня присадочного металла к вольфраму во время сварки.
Рассеянное вольфрамовое включение является результатом использования вольфрамового электрода, который слишком мал для величины пропускаемого тока, что приводит к выдуванию мелких кусочков вольфрама в сварочную ванну.
Пористость. Пористость возникает, когда грязь или масло на основном материале испаряются и образуют газовый карман в сварочной ванне. Не забудьте правильно очистить зону сварки. Кроме того, защитите поток защитного газа от ветра или сквозняка, которые могут сдуть защитный газ из сварочной ванны и вызвать пористость.
Защитный газ также должен быть правильно настроен. Часто сварщики используют большее давление защитного газа, чем необходимо, создавая турбулентность. Турбулентность втягивает внешнюю атмосферу в сварочную ванну, загрязняя расплавленный металл. Это создает пористость точно так же, как и слишком низкое давление защитного газа. Более того, слишком длинная дуга неэффективна и увеличивает разбрызгивание, поэтому важно, чтобы дуга была как можно короче.
Подрез. Подрез обычно является побочным эффектом слишком высокой силы тока или слишком большой длины дуги. Чрезмерная длина дуги и ток оставляют канавку в основном металле по обеим сторонам валика, что снижает прочность сварного шва. Подрез также может произойти, если скорость перемещения при сварке слишком высока.
Виден прогар на верхнем сварном шве
произошло из-за слишком большого количества тепла
образовалась на протяжении всей
шарик. Вы можете избежать этого, начав
шов сначала с левой стороны и
остановка примерно через дюйм. Запустить снова
ваш сварной шов с правой стороны и
перекройте первый сварной шов, как показано на
нижний шов.
Чтобы избежать подреза, уменьшите настройку силы тока и, при необходимости, уменьшите скорость движения. Для улучшения смачивающего действия расположите сварочную горелку или горелку под небольшим углом к направлению движения. Это поможет добиться более плавного перехода металла сварного шва к основному металлу.
Избыточная лицевая арматура. Использование большего количества металла сварного шва, чем требуется для заполнения сварного шва с разделкой кромок, приводит к избыточному армированию лицевой стороны. Переваривание не сделает сварной шов более прочным. Вместо этого большой сварной шов слишком большого размера растягивает или давит на края сварного шва во время охлаждения, что, в свою очередь, вызывает растрескивание. Добавляйте столько присадочного материала, сколько необходимо для получения плоской или слегка выпуклой поверхности сварного шва.
Как настроить сварочный аппарат MIG — настройки сварочного аппарата, газы и электроды
Как настроить сварочный аппарат MIG для сварки
Перед настройкой аппарата вам необходимо подготовить и изучить несколько вещей, прежде чем нажимать курок для зажигания дуги. Большая часть качества сварки зависит от настроек сварочного аппарата MIG или настройки машины и надлежащей подготовки. Перед настройкой машины вам необходимо получить ответы на:
- Какой металл я буду сваривать?
- Какой толщины металл я буду сваривать?
- Как подготовить соединение?
- Есть ли у меня нужный газ и электрод/присадочная проволока?
- Как настроить сварочный аппарат?
- Где я могу найти таблицу настроек сварочного аппарата MIG или к кому я могу обратиться за советом?
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Какой тип металла я буду сваривать?
Тип свариваемого металла оказывает большое влияние на настройку машины, электроды и используемые газы. Разные металлы имеют разную температуру плавления и по-разному удерживают это тепло. При настройке сварочного аппарата MIG вам необходимо точно знать, какой тип металла вы собираетесь сваривать. Не существует единой настройки, подходящей для каждого типа металла. Три наиболее часто свариваемых металла MIG:
- Углеродистая сталь/обычно обозначаемая как класс A 36
- Нержавеющая сталь/сплавы на основе никеля
- Алюминий/цветные металлы
Какой толщины металл я буду сваривать?
Толщина металла оказывает большое влияние на настройки станка. Когда дело доходит до других процессов, таких как сварка стержнем или сварка TIG, вы можете использовать почти одни и те же настройки для различной толщины металла. Например, вы можете сваривать лист толщиной ¼ дюйма с той же настройкой, которая используется для сварки листа толщиной 1 дюйм и т. д.
С другой стороны, сварка MIG так не работает! Параметры нагрева сильно различаются в зависимости от толщины металла. Самая большая опасность с точки зрения качества сварки связана с использованием слишком низкой температуры усадки. Например; в отрасли строительства атомных электростанций сварка MIG почти запрещена. Это произошло потому, что в прошлом было много сварщиков, которые не использовали достаточно тепла и в конечном итоге сварили соединения, которые вообще не проникали. Сварной шов выглядит хорошо, но несколько ударов молотком и соединение разваливается. Даже правильная точечная сварка была бы намного прочнее! Слишком холодная сварка MIG приведет к образованию сварного шва, но это только укладка на поверхность соединения. Охлаждать сварной шов так же полезно, как изолировать стык изолентой.
Как подготовить соединение?
Установка машины работает правильно только в том случае, если у вас правильно настроено соединение. В идеале вы хотите удалить всю ржавчину, краску, масла, грязь и прокатную окалину из зоны сварки. Это делается по трем причинам:
- Во-первых, чистое соединение дает чистый сварной шов.
- Во-вторых, настройки машины будут различаться между грязными и чистыми швами.
- Наконец, грязный стык будет разбрызгиваться, а слюна увеличивает вероятность получения ожогов или возникновения пожара.
Есть ли у меня нужный газ и электрод/присадочная проволока?
Важным моментом при настройке машины является выбор правильного газа и присадочной проволоки/электрода. Это область, которая варьируется в зависимости от всех вышеперечисленных факторов и многих других. Три наиболее часто используемых варианта или комбинации газа/электрода:
- Углеродистая сталь — электрод ER70s с газом C25 (75 % аргона и 25 % двуокиси углерода)
- Нержавеющая сталь — ER308L с газом C2 (98 % аргона и 2 % углекислого газа)
- Алюминий – ER4043 со 100 % аргоном
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Как настроить сварочный аппарат MIG?
Существует три параметра или элемента управления, которые настраивают сварочный аппарат, и вот эти три:
- Напряжение
- Скорость подачи проволоки
- Расход газа/тип газа или смесь
Эти три настройки регулируют температуру сварки и, в зависимости от используемых газов, тип переноса. Если вы не знакомы с типами переноса, пожалуйста, прочитайте Типы переноса MIG Welder, потому что они сильно влияют на ваши настройки и то, как вы будете сваривать.
MIG WelderБолее новые аппараты, такие как MillerMatic 211 ниже, больше не нуждаются в контроле скорости подачи проволоки и напряжения. Вы просто поворачиваете циферблат до толщины, которую хотите сварить, и настраиваете ее оттуда. Машина делает все, кроме регулировки подачи газа.
Сварочный аппарат MIG MillerMatic 211 для начинающихНастройки напряжения и тип полярности
В начале используется почти всегда тип напряжения постоянного/постоянного тока (+) положительный. Это означает, что ручка является положительной стороной цепи, или можно сказать, что электричество течет от металла к сварочной ручке. Этот параметр почти никогда не меняется, и если вам нужно его изменить, вам нужно открутить внутренние провода и перевернуть их.
Напряжение является основным параметром нагрева, который изменяется в зависимости от соединения, толщины металла, типа газа и положения сварного шва. Он выполняет большую часть регулирования и чаще всего используется для изменения настроек сварочного аппарата. Настройка напряжения зависит от размера используемого электрода, толщины металла и типа используемого газа. Поскольку сварочные аппараты MIG являются источниками питания с переменным напряжением или постоянным напряжением, при сварке напряжение не сильно колеблется.
Скорость подачи проволоки
Скорость подачи проволоки регулирует скорость подачи проволоки в сварной шов. Скорость подачи проволоки регулируется в дюймах в минуту или дюймах в минуту. Скорость подачи проволоки также служит для регулирования силы тока. При сварке Stick или TIG основной настройкой является сила тока, но это напряжение, которое колеблется в зависимости от длины дуги. При MIG настройка напряжения остается неизменной, а сила тока изменяется в зависимости от скорости подачи проволоки и вылета электрода. Представьте это; чем быстрее проволока подается в соединение, тем лучше контакт. Чем лучше контакт, тем больше сила тока проходит по проводу и тем выше нагрев.
Расход газа/тип газа или смесь
Наконец, тип газа и расход газа помогают регулировать тип передачи. Высокий процент аргона или гелия, добавленный в смесь, создает более горячую дугу. Основной целью настройки газа является обеспечение достаточного количества газа для защиты зоны сварки от воздуха. Расход газа регулируется в CFM или кубических футах в минуту. Это область, которая требует экспериментов. В условиях магазина может быть достаточно скорости 15 кубических футов в минуту, но в местах со сквозняками может потребоваться скорость 50 кубических футов в минуту. Еще одна вещь, на которую следует обратить внимание, это не устанавливать слишком высокий уровень газа. Слишком высокая скорость потока может вызвать турбулентность и всасывание воздуха, что приведет к загрязнению сварного шва. Выбор правильного расхода газа — это процесс проб и ошибок, который, в конечном счете, представляет собой поиск оптимального варианта всех настроек в текущих условиях сварки.
Указание напряжения, скорости подачи проволоки и расхода/типа газа вместе
Наконец, после того, как все эти настройки собраны вместе, мы получаем тип переноса, который мы хотели, и он имеет достаточно тепла, чтобы должным образом проникнуть в металл без возгорания. отверстие через сустав. Это результат проб и ошибок, когда эксперименты в конечном итоге настраивают машину именно так, чтобы производить сварку, которая нам нужна, которую мы хотим или надеемся сделать. Все это звучит прекрасно, если инженер-сварщик или специалист по сварке не сделал всю эту работу за вас. Если нет, то пора посмотреть следующий раздел; Сварочные схемы, настройки и руководства для сварки MIG.
Сварочные схемы MIG, руководства по настройке и точные ответы
Наконец, если вам нужны точные ответы и рекомендации, вы можете прочитать это! Производители большинства сварочных аппаратов включают либо схему сварки MIG внутри аппарата, либо руководство по настройкам своего аппарата. Я хочу отметить, что два одинаковых сварочных аппарата, произведенных одной и той же компанией в одно и то же время, никогда не работают одинаково. Это всего лишь рекомендации, и они меняются от машины к машине! Каждая машина калибруется по-разному, и все зависит от ее использования и от того, кто ее обслуживал.
Таблицы настроек сварочного аппарата MIG, руководства и таблицы для стали, нержавеющей стали и алюминия
Диаграмма настроек электрода и газа для сварки MIG Lincoln Для начала на рисунках выше и ниже приведены рекомендуемые производителем (Lincoln Welders and Miller Welding Equipment) напряжение, подача проволоки настройки скорости и рекомендации по газу. После этих картинок я добавил таблицу собственных настроек (работаю над ней), которые являются золотой серединой рекомендаций производителя. Просто помните, что это всего лишь рекомендации, и каждая машина работает по-своему. Это игра проб и ошибок, которая требует именно этого, проб и ошибок! Проверьте свои настройки на куске металлолома, толщина которого очень близка к металлу, который вы будете сваривать. Он также должен быть установлен в том положении, в котором вы будете выполнять сварку. Если вы потратите время на выполнение этих шагов, вам будет намного легче выполнять сварку!
Специальное примечание для студентов-сварщиков, изучающих настройку сварочного аппарата MIG
Вам необходимо научиться ПРАВИЛЬНО НАСТРОЙКЕ СВОЕЙ МАШИНЫ! Не ждите, что студент в соседней кабинке сделает вашу работу или кто-то, кто сварил на этом станке до вас! Легко прийти к правильно настроенной машине и взять на себя управление! Большинство рабочих мест не позволяют вам сделать это! Представьте это; вы едете 10 часов и тратите не менее 400 долларов на проверку сварки! Теперь у вас могут быть серьезные навыки, но…. Ой ой! Вы понятия не имеете, как настроить сварочный аппарат MIG! Вы не только провалите тест, но и потеряете деньги, потраченные на то, чтобы добраться до места работы. Компаниям нужны настоящие сварщики, понимающие свое дело! Вам нужно попрактиковаться в настройке множества различных сварочных аппаратов для разных видов сварки.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Руководство по сварке алюминия методом ВИГ – сварочные аппараты SPARC
Идеальная сварка ВИГ требует терпения и практики.
Алюминий часто является предпочтительным металлом для производства продукции. Он наиболее известен своим низким соотношением веса и размера и характеристиками при низких температурах. Это делает алюминий подходящим для использования в широком спектре отраслей промышленности и приложений. От компонентов лодок до трубопроводов HVAC и автомобильных приложений алюминий часто доминирует. В этом руководстве вы узнаете все тонкости сварки алюминия методом TIG.
Тем не менее, несмотря на эти огромные преимущества, сварка алюминия методом ВИГ сопряжена с трудностями. Работа с оксидными слоями и контроль тепловложения могут быть затруднены.
Когда речь идет о сварке алюминия, дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) уже давно является предпочтительным подходом. GTAW обеспечивает уникальное сочетание эстетики и целостности сварного шва.
В этом руководстве представлены основные сведения и рекомендации, необходимые для получения высококачественного результата при сварке алюминия методом TIG.
Следуйте этим советам, и вы в кратчайшие сроки сможете сваривать алюминий методом TIG, придавая ему привлекательный внешний вид «стопки десяти центов».
GTAW определенно не тот подход, который используют сварщики, если время важнее внешнего вида и качества. Из-за своего трудоемкого характера и продолжительного процесса GTAW обычно не используется в высокопроизводительных приложениях или на объектах. Тем не менее, он остается одним из лучших вариантов для сварки алюминия методом TIG.
Использование дуговой сварки вольфрамовым электродом позволяет сварщику точно контролировать выделение присадочного металла. Это контролируемое высвобождение позволяет сварщикам контролировать сварочную ванну и обеспечивает идеальный уровень провара перед добавлением присадочного металла.
СОВЕТ : Чем выше контроль, тем выше вероятность ошибки сварщика, что требует большего мастерства, чем для сварки GMAW.
Точная сварка GTAW требует больше практики, чем сварка GMAW.
GMAW имеет свои недостатки. Самое главное, GMAW известен как «холодный старт». Это означает, что немедленное нанесение присадочного металла прекращается нажатием на спусковой крючок пистолета. Эта практика часто приводит к более низкому качеству сплавления и уменьшению проникновения.
Правильная температура: критически важный аспект GTAW Для сварки алюминия методом TIG с использованием GTAW требуется только правильная температура, а алюминий не упрощает эту задачу. Из-за его относительной проводимости уровень тепла, достигаемый в сварочной ванне, может быстро рассеиваться по мере ее отрыва. Из-за этого сварочная ванна должна устанавливаться с избыточным количеством тепла. Одновременно его нужно контролировать, чтобы не допустить прожога или блуждающей лужи.
Помните, что тепло является результатом напряжения и силы тока. При сварке TIG чем выше напряжение дуги, тем больше мощность передается металлу.
СОВЕТ : Более длинная дуга действительно приведет к большему напряжению и, как следствие, к увеличению нагрева. Однако это также приводит к нагреву большей площади поверхности цели, что увеличивает шансы того, что ваша лужа уйдет от вас. Напротив, немного терпения с более короткой дугой позволит вам локализовать жар и предотвратить неконтролируемые лужи.
Используйте более короткую дугу для локализации тепла и предотвращения образования луж.
Правильная полярность имеет большое значение Те, у кого мало опыта сварки алюминия методом TIG, часто не понимают, что этот процесс приводит к образованию слоя оксида. Это важно по нескольким причинам. Во-первых, этот оксидный слой (оксид алюминия) имеет температуру плавления, примерно в три раза превышающую температуру плавления основного материала. Во-вторых, окисление алюминия обычно приводит к тусклому серебристому цвету, который труднее идентифицировать.
Перед сваркой алюминий необходимо проверить на предмет окисления или окисленных слоев. Если отмечено, этот оксидный слой следует удалить с помощью твердосплавного резака или проволочной щетки из нержавеющей стали.
СОВЕТ : Несмотря на шаги, предпринятые для надлежащей подготовки поверхности алюминия, окисленные слои часто быстро восстанавливаются. Эти слои мешают вашему обзору относительно сварочной ванны. Чтобы преодолеть эту проблему, используйте полярность переменного тока и GTAW при работе с алюминием. Эта стратегия приводит к тому, что текущий поток находится в состоянии постоянного чередования. Полярность переменного тока действует как очищающее средство для удаления любых образующихся оксидных слоев.
Каждая качественная сварка алюминия методом TIG требует корректировок для оптимального баланса. Сварка с полярностью переменного тока приводит как к циклу EP (положительный электрод), так и к циклу EN (отрицательный электрод).
EP идеально подходит для удаления или очистки любых оксидных образований. EN часть цикла обычно лучше всего подходит для сварки.
Большинство современных аппаратов для сварки TIG оснащены модулем контроля баланса. Это позволяет вам корректировать соотношение EN и EP по своему усмотрению.
СОВЕТ : Старое оборудование без такого контроля обычно устанавливается на заводе с реальным балансом 50:50. Современное оборудование, напротив, обычно поставляется с предустановленным балансом 75:25 (от EP к EN).
СОВЕТ : Появление черных пятен или хлопьев (известных как «перчинка») в сварочной ванне свидетельствует о плохой регулировке балансировки. Чтобы уменьшить этот эффект перчинки, отрегулируйте соотношение EN к EP так, чтобы было больше EP и меньше EN.
СОВЕТ : При работе со сварочным материалом, подвергшимся воздействию элементов, может потребоваться уменьшить EN. Это обеспечит лучшее очищающее действие. Однако имейте в виду, что это приведет к передаче большего количества тепла вольфраму. Это часто приводит к тому, что наконечник отклоняется назад, что влияет на размещение и направление дуги.
Настройка выходной частоты переменного тока
Выходная частота вашего устройства означает, сколько раз (в секунду) ваш источник питания меняет полярность. Современное оборудование обычно настроено на выходную частоту 120 Гц, в то время как старые источники питания часто стандартизированы на 60 Гц.
Чем выше выходная частота переменного тока, тем стабильнее будет ваша дуга. Это приводит к более узкому столбцу дуги и большему контролю. Это особенно важно при сварке TIG в ограниченном пространстве и/или там, где большое значение имеет точность. Чтобы добиться более плотного конуса и более точного размещения, отрегулируйте частоту переменного тока до 150-250 Гц. В качестве альтернативы, есть случаи, когда более широкий конус дуги может быть идеальным. Попытка сварки внешнего углового соединения является одним из таких случаев. Для этого просто уменьшите переменный ток до 80-90 герц.
СОВЕТ: При работе с более толстыми материалами (3/8 дюйма или больше) идеальной является более низкая частота переменного тока в диапазоне 80–120 Гц.
Более высокая частота переменного тока приведет к более узкому конусу и более точному размещению.
Использование соответствующей силы тока
При использовании GTAW всегда рекомендуется перед использованием установить максимальную силу тока на вашем оборудовании. Настройка силы тока обычно регулируется либо кончиком пальца, либо ножной педалью во время использования.
СОВЕТ: Хорошим запасным вариантом, если вы не уверены, является использование 1 ампер на каждую 1000-ю (0,001) толщины.
СОВЕТ: По мере того, как ваш целевой материал становится толще, вы можете отклоняться от правила 1 ампер на 0,001 дюйма толщины. Для более толстых материалов обычно требуется меньшая сила тока.
СОВЕТ: Другим фактором, который может повлиять на идеальную силу тока, является геометрия соединения. Например, Т-образное соединение обычно требует больше тепла из-за трехнаправленного потока тепла.
Независимая установка силы переменного тока
Эта функция, доступная в некоторых современных источниках питания, позволяет вам независимо регулировать силу переменного тока. Преимущество этой функции заключается в том, что она помогает вам достичь улучшенного проникновения, а также эффективности.
Если эта опция доступна, она позволяет вам изменять силу тока во время EN-сегмента цикла. Это приводит к повышенному проплавлению сварного шва.
СОВЕТ: Независимые настройки силы тока чаще встречаются в приложениях с более высокой силой тока.
Получение эффекта «стопки десятицентовиков» с помощью металлического наполнителя
При использовании GTAW со сварными швами алюминия добавление металлического наполнителя — это простой способ добиться часто желаемого вида «сложенных десятицентовиков» на ваших сварных швах.
Добавление «присадочного» металла приводит к охлаждающему эффекту на противоположной стороне сварочной ванны. Это придает желаемый эстетический вид готовому изделию. Используйте меньше наполнителя для более гладкого внешнего вида и больше для более выраженного «слоистого» вида.
Прекрасный пример внешнего вида «сложенных десятицентовиков».