Пайка латунных труб
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях.
Основы пайки
Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления.
Нередко пайку путают со сваркой, но схож у этих методов соединения только результат работы. При сварке плавят основной материал, а при пайке — связующий металл (обрабатываемые детали сохраняют целостность). Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Пайка — распространённый способ создания неразъёмных соединений. Её активно используют для соединения медных труб в холодильной технике, теплообменниках и прочем оборудовании.
Особенности пайки латунных труб
Чаще всего паяльник используют при работе со сплавом меди и цинка — латунью. Она встречается в промышленности и домашнем хозяйстве, из неё делают радиаторы и трубы.
Для пайки латунных труб нужен подходящий флюс. Канифольно-спиртовые флюсы для этой цели не подходят, т.к. неспособны удалять оксидную плёнку с поверхности латуни. Хорошим выбором станут флюсы с содержанием буры или фторобората калия. Их содержание в растворе составляет примерно пять процентов.
Значение имеет и припой. Плавка латунных труб с высоким содержанием меди может выполняться с помощью серебреных и медно-фосфорных компонентов. Учитывайте, что при использовании таких припоев латуни интенсивно испаряются, поэтому паять нужно в условиях высокого нагрева.
В некоторых случаях используют латунь с меньшей температурой плавления, чем у сплава, из которого изготовлены трубы. Паяют латунные трубы и твёрдым припоем, например, медным L-CuP6.
Для пайки латуни с высоким содержанием меди используют припои ПСр72, Пср45, ПСр12, ВСр40. Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
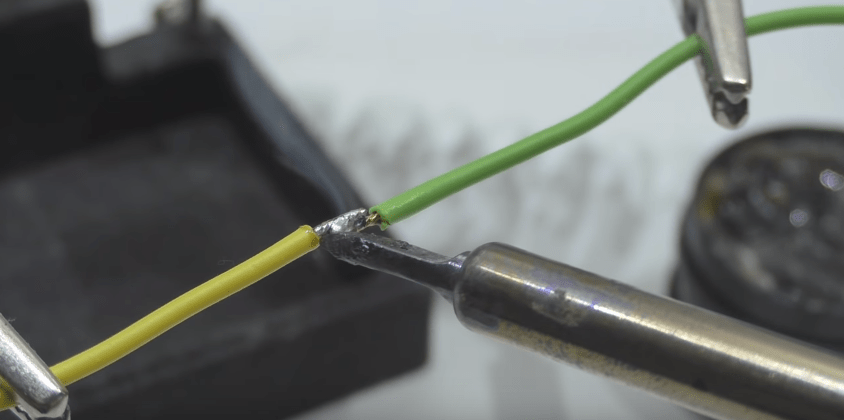
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.
Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
советы мастера Пайка латуни в домашних условиях пошаговая инструкция
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).


Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
 С, а поэтому не следует перегревать материал.
С, а поэтому не следует перегревать материал.Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.

Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем.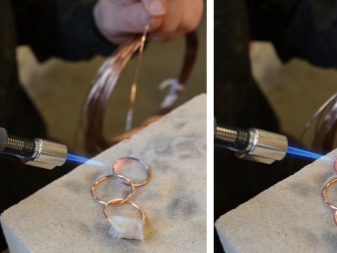 Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.

Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).

Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьиЧто нужно для пайки латунью. Пайка металлов латунью. Отличия высокотемпературной пайки от низкотемпературной
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.

При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.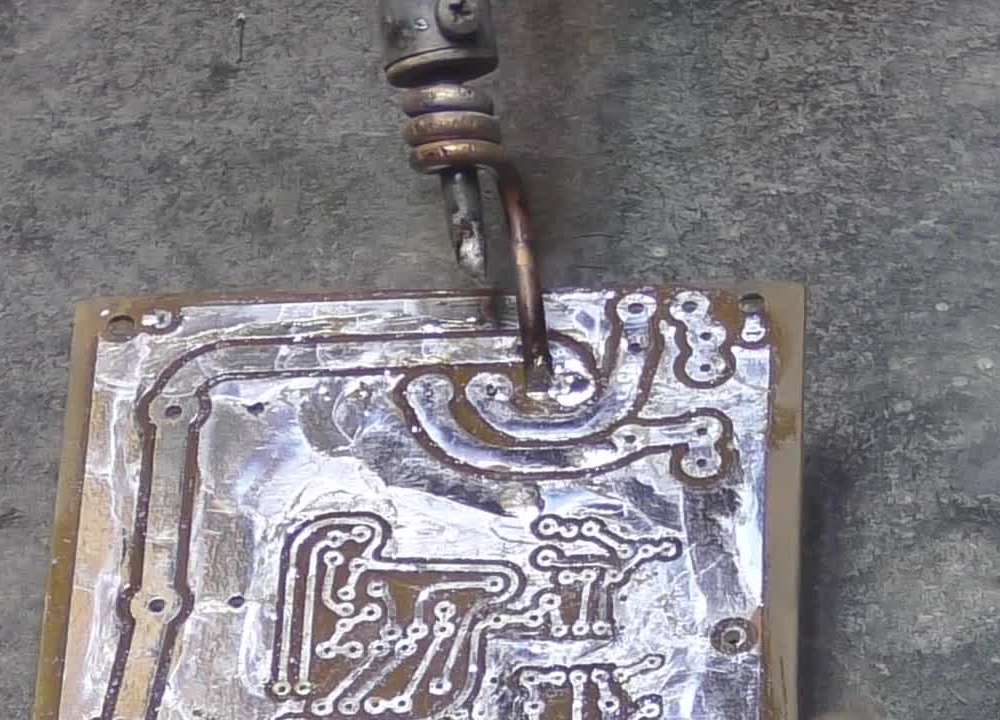
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
 Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав.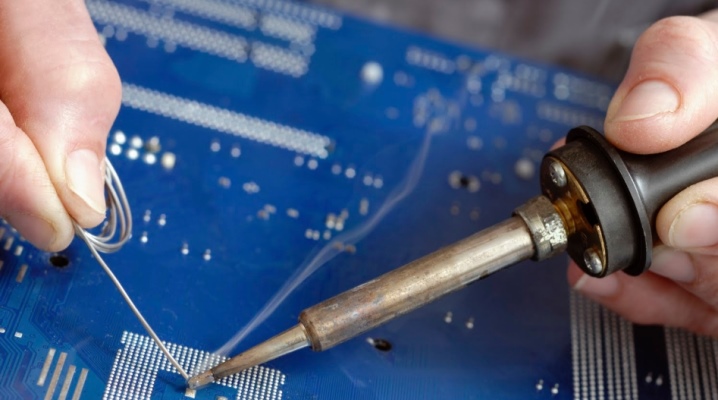 Латунь применяется в следующих областях:
Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни.
 В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры.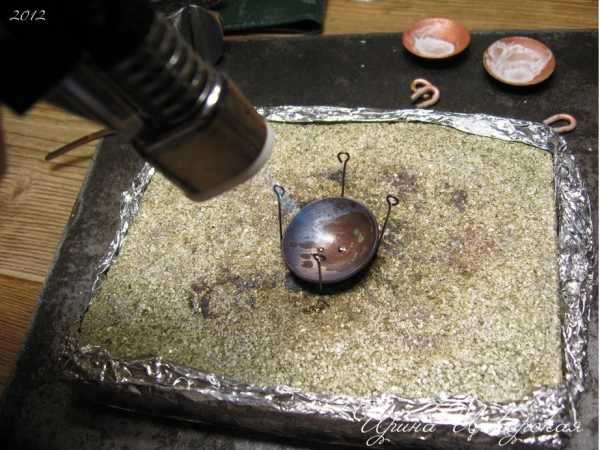 Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Технология пайки латуней
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu20 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм2, свинцом — 3,6 кгс/мм2, а соединений из латуни — 5,9 кгс/мм2 и 2,6 кгс/мм2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Краткое руководство по пайке латуни
Мне наконец удалось обновить свое руководство по пайке в разделе Methods , и теперь я добавил фотографии. Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы из 2008 г. и были взяты Астрид Бэрндал. В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме.Как вы увидите, «конструкционная» пайка включает в себя некоторые различия в методах; материалы разные, и нередко требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более сложные методы сборки 3D-конструкций.
и были взяты Астрид Бэрндал. В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме.Как вы увидите, «конструкционная» пайка включает в себя некоторые различия в методах; материалы разные, и нередко требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более сложные методы сборки 3D-конструкций.
Для чего нужна пайка?
Для моделей, которые слишком тонкие, чтобы их можно было изготовить в нужном масштабе из других материалов, таких как картон, дерево или пластик … например, металлические каркасы кроватей или перила.Иногда для гибкой металлической арматуры… например. для фигур или деревьев … с учетом осторожного изменения положения. Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Большая часть моей преподавательской работы сосредоточена на создании моделей в масштабе 1:25. Таким образом, круглый латунный стержень 0,8 мм — это удобная толщина для изображения тонких перил или специальных предметов, таких как латунный каркас кровати, показанный ниже.Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепловыделения для работы с более толстыми стержнями… до 2 мм, что составляет размер стандартных строительных лесов в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я сейчас обновляю информацию о пайке, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили … что латунь — единственный простой вариант или, по крайней мере, самый надежный один.Я все еще согласен с тем, что латунь может быть самой прочной и наименее сложной … за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … но теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки… хотя я знаю, что пробовал ее много лет назад, но без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , то есть сталь с цинковым покрытием. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что связь здесь может быть.
Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … но теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки… хотя я знаю, что пробовал ее много лет назад, но без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , то есть сталь с цинковым покрытием. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что связь здесь может быть.
На данный момент простой ответ заключается в том, что латунь гарантированно работает хорошо, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Как работает пайка
Металлические детали, которые необходимо соединить, нагревают кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них припой из мягкого металла. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на железном наконечнике и переходил в соединение, потому что это обеспечит очень слабое соединение.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен расплавить клей.
На фотографии выше я расположил кончик паяльника так, чтобы он касался обеих частей латунного стержня и как можно ближе к стыку. Как только эта область станет достаточно горячей, нужно просто коснуться конца проволоки припоя, и небольшая ее часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой правильно пропитал соединение.. то есть не только прикрывая верх, но и перебегая на другую сторону.
Как только эта область станет достаточно горячей, нужно просто коснуться конца проволоки припоя, и небольшая ее часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой правильно пропитал соединение.. то есть не только прикрывая верх, но и перебегая на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в приведенной выше схеме не хватает чего-то важного… нет никаких признаков применения флюса к стыку. Это была чисто демонстрационная установка, и паяльник даже не включался … Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Что для этого нужно?
См. В конце раздела рекомендации по конкретным производителям, поставщикам и ценообразование для следующего списка:
Паяльник мощностью не менее 30Вт.. На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как бит . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми «карандашными» битами. Как видно на некоторых старых фотографиях, стандартная насадка для карандашей будет работать, если утюг имеет достаточно большую мощность, чтобы выделять достаточно тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы справиться с металлом любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми «карандашными» битами. Как видно на некоторых старых фотографиях, стандартная насадка для карандашей будет работать, если утюг имеет достаточно большую мощность, чтобы выделять достаточно тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы справиться с металлом любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Все это значительно усложняет поиск подходящего паяльника и ценовых опций.. но, к сожалению, есть на что обратить внимание. Посмотрите на три вида утюгов, сравниваемых ниже:
Наверху моя старая модель Draper K40P .. 40W / 240V .., которая поставлялась с долотом и уже много лет работает очень надежно. Обратите внимание на головку винта на конце вала, что означает, что паяльную насадку можно легко удлинить или снять, просто ослабив ее. Бита, входящая в комплект Draper, примерно в два раза длиннее, чем то, что вы видите торчащим, а это означает, что по мере износа есть много возможностей для расширения.Под ним находится паяльная станция Parkside, недорогое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг работает достаточно хорошо с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании … но … паяльная насадка типа «вкручиваемая» и очень короткая … такая короткая, что невозможно прижать насадку. против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь … но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь … но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Тип, приведенный ниже, также может быть хорошим вариантом .. хотя угловые биты не очень распространены. Я нашел этот утюг «без марочного знака» в магазине £, и он очень хорошо работал в течение ряда лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Подводя итог . .. приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого механизма с винтовой фиксацией, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной биты, чтобы при необходимости ее можно было удлинить.
.. приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого механизма с винтовой фиксацией, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной биты, чтобы при необходимости ее можно было удлинить.
Подставка (иногда входит в комплект поставки утюга) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, часто поставляемые хрупкие «стойки» из листового металла никогда не справляются с последними! Похоже, было довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе без какого-либо натяжения шнура, если только у кого-то нет удобной розетки «кухонного стиля» на высоте столешницы.Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение, которое заключается в том, чтобы прикрепить к столу любую имеющуюся у вас «подставку». Здесь я сымпровизировал совершенно адекватную подставку из сварной проволочной сетки.
Здесь я сымпровизировал совершенно адекватную подставку из сварной проволочной сетки.
Или более элегантное решение — купить отдельный стенд. Этот ниже от Antex и стоит около 6 фунтов стерлингов … Подробнее о ценах позже. Эти стойки утяжелены и обычно имеют прикрепленную губку, которую необходимо смочить, если она используется для протирки утюга во время работы.
Припой Проволока из мягкого металлического сплава, плавящаяся при контакте с теплом с образованием «клея», обеспечивающего соединение. До недавнего времени стандартным типом сплава было 60% олова и 40% свинца, но сейчас доступно множество бессвинцовых сплавов. Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался стабильно лучших результатов, используя старомодный припой на основе олова / свинца и отдельный флюс.
Флюс Жидкость или паста, которая наносится на соединение непосредственно перед пайкой и которая помогает припою правильно сплавиться с металлом, предотвращая окисление поверхности металла. Флюс испаряется, как только металл нагревается.
Флюс испаряется, как только металл нагревается.
Металлическая мочалка или мелкая наждачная бумага / ткань для очистки металла перед пайкой. Будет легче протирать стержни тонкой стальной ватой, но наждачная бумага или «влажная / сухая» бумага также подойдут.
Влажная губка, стальная вата или металлические напильники для очистки паяльной насадки во время работы. Это нужно делать, когда утюг нагревается, но недостаточно просто сделать это один раз в начале сеанса. Горячее железо снова почернеет в течение минуты, поэтому для предотвращения накопления этого окисления очистку необходимо повторять, по крайней мере, каждый раз, когда снова поднимают утюг.Это не имеет отношения к чистоте! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Пенопласт Kapa-line или плотная карта, на которую крепится шаблонный чертеж
Предостережение : Рекомендуется использовать пенопласт Kapa-line (полиуретан), потому что это идеальный изолятор (не отводит тепло от металла), а пенополиуритан в некоторой степени сопротивляется нагреванию. Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие на пенопласте Kapa-line будет опаливаться, но опасность возгорания или возгорания пены невелика.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие на пенопласте Kapa-line будет опаливаться, но опасность возгорания или возгорания пены невелика.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылительная установка для крепления нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для фиксации вырезанного металла на шаблоне.Лента обычно выдерживает нагревание в достаточной степени, чтобы закрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или переделанные участки, эти крепления могут ослабнуть и, возможно, потребуется их замена. Понятно, что скотч — не вариант, потому что он тает!
Понятно, что скотч — не вариант, потому что он тает!
Скальпель (подходит для проточки тонкой латуни) или ножовка для более толстых стержней. У меня есть несколько старых лезвий скальпеля для этого, и я обнаружил, что легко надрезать / щелкнуть латунный стержень диаметром до 2 мм.
Также плоскогубцы, кусачки для проволоки и металлические напильники.. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный припой олово / свинец. Кроме того, флюс выгорает в процессе, и пары могут быть вредными, если они будут накапливаться или оставаться поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию, и, если его оставить, он продолжит разъедать металл.
Пошаговая инструкция
Нарисуйте форму для пайки на бумаге (я рекомендую сначала нарисовать 1:10, а затем уменьшить 40% на 1:25 при работе в таком маленьком масштабе).Скопируйте его и нанесите на пенопласт или плоскую карту. Это будет шаблон для пайки. Я разработал тот, что ниже, так, чтобы я мог использовать изогнутые части канцелярских скрепок.
Это будет шаблон для пайки. Я разработал тот, что ниже, так, чтобы я мог использовать изогнутые части канцелярских скрепок.
Тщательно очистите металл стальной мочалкой перед отрезанием небольших отрезков, даже если стержень новый. На латунный стержень наносят покрытие, которое предотвращает слишком быстрое потускнение, и это будет мешать адгезии припоя, если его оставить. Наиболее удобный метод — протирание тонкой стальной мочалкой, хотя подойдет и мокрый / сухой метод или наждачная бумага.
Отрежьте металлические детали по размеру и используйте тонкие полоски малярной ленты, чтобы закрепить их на шаблоне. Края металла должны плотно прилегать друг к другу, чтобы тепло передавалось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется большое количество деталей, которые должны быть точно одинаковой длины, потому что чаще всего они должны располагаться между двумя горизонтальными линиями. Лучший способ добиться этого — сделать «приспособление для резки» … L-образный кусок карты или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый.В противном случае протрите влажной губкой или стальной мочалкой или воспользуйтесь металлическим напильником. Некоторые производители моделей рекомендуют «залудить» железо на этом этапе (окунув самый конец бита во флюс, а затем нанеся на него немного припоя). Это может способствовать передаче тепла к металлу, если возникнут проблемы, но в этом нет необходимости.
Я использую небольшую старую кисть, чтобы нанести немного флюса (пасты или жидкости) на шов. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсоваться больше, флюс на них испарится при нагревании первого стыка.Это может не иметь значения … это просто вошло в привычку.
Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсоваться больше, флюс на них испарится при нагревании первого стыка.Это может не иметь значения … это просто вошло в привычку.
После нанесения флюса коснитесь насадкой паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы более одной) металлических частей. Подождите несколько секунд … хороший начальный признак — если флюс сразу начнет дымиться, что означает, что латунь достаточно нагревается. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь припоя к стыку.Немного припоя должно быстро расплавиться и, будем надеяться, попадет в стык. Используйте как можно меньше … хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настроить угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что в каждом случае приводит к «успешной» пайке.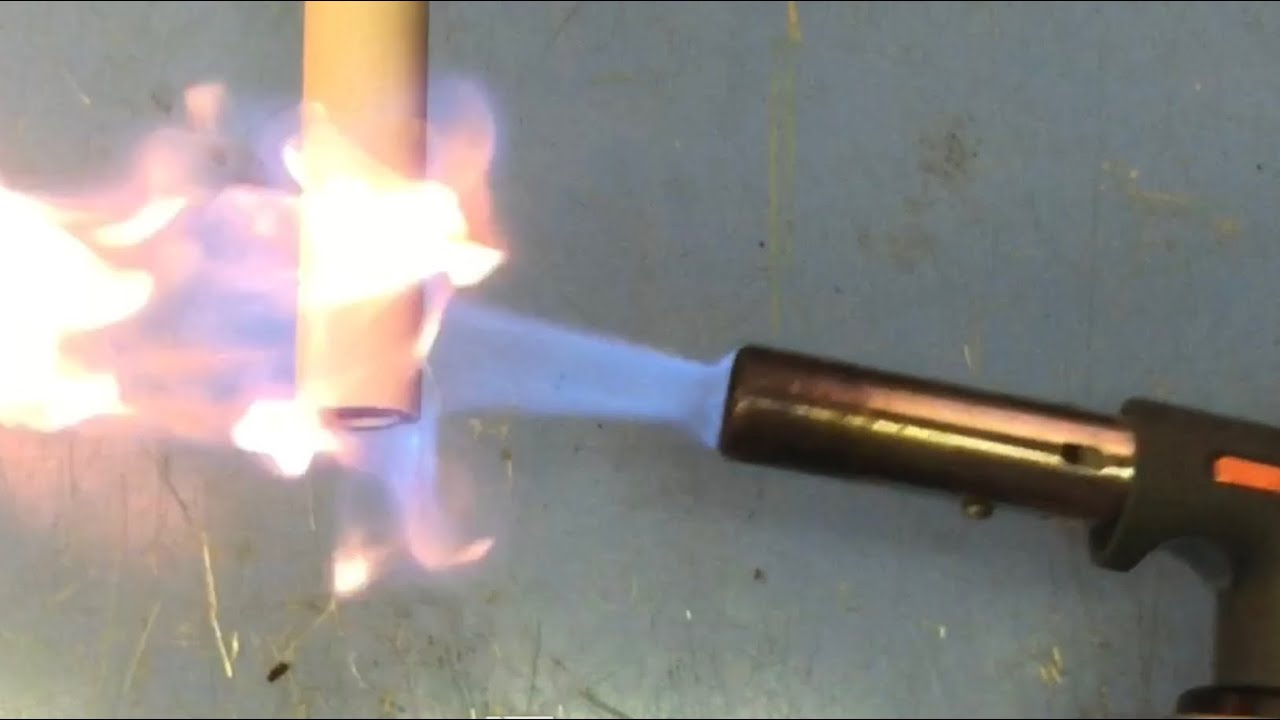 Это нужно попробовать, и если что-то сработает, выглядит правильно и кажется сильным … вы создадите «чувство» того, что вы сделали для этого, после некоторых проб и ошибок и большого количества повторений!
Это нужно попробовать, и если что-то сработает, выглядит правильно и кажется сильным … вы создадите «чувство» того, что вы сделали для этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работа может быть удалена с шаблона практически сразу.. такие мелкие детали очень быстро остынут. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством … или сухим методом с использованием металлической мочалки), чтобы удалить оставшийся флюс. Если оставить это, он будет продолжать разъедать металл.
Я был довольно доволен этим результатом … Мне удалось сохранить ровные части латунного стержня при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки металлической мочалкой.Часто бывает очень сложно сделать припой настолько минимальным, насколько хотелось бы, а некоторые стыки выглядели слишком «вздутыми». Припой настолько мягкий, что его можно сбрить кончиком лезвия скальпеля, или можно использовать надфили , подобные приведенному выше, чтобы удалить излишки. «Наборы» для пайки часто включают демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что на этом этапе я не хочу рисковать, чтобы латунные детали были выровнены!
«Наборы» для пайки часто включают демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что на этом этапе я не хочу рисковать, чтобы латунные детали были выровнены!
Почему работать с латунью проще всего?
Латунь — это сплав … в данном случае смесь меди и цинка. Цинк придает латуни более жесткую поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягкий, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из наиболее доступных металлов в большом количестве мелкозернистых форм.Медь мягче, и с ней легче работать, но стержни толщиной около 1 мм будут слишком легко деформироваться и будут иметь гораздо меньшую жесткость конструкции. Кроме того, медь является отличным проводником, а это означает, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области стыка.
Кроме того, медь является отличным проводником, а это означает, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области стыка.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и стык ..! Под ними находятся два небольших куска очень тонкого листа латуни толщиной 0,1 мм .., которые прикреплены пятнами плавления припоя.Справа находится простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Слева внизу изображена самая прочная форма соединения, при которой небольшая часть одной детали пересекает или «перекрывает» другую.
Поиск и устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает мелкими шариками, это может означать, что: .. это может быть припой неправильного типа; стык не флюсованный или его недостаточно; утюг может быть недостаточно горячим или достаточно прочным для работы; сверло может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близкого к обоим кускам металла…
Если все остальное не помогает, помогите тепловому потоку, либо «залуживая» утюг, как некоторые рекомендуют, либо касаясь наконечником утюга практически над стыком, расплавляя припой прямо на наконечнике, чтобы он упал на стык.
Альтернативный метод
Как я уже сказал, может быть очень трудно удерживать кусочки латуни именно там, где они должны быть, потому что малярная лента немного ослабляется при нагревании металла. Если припой плавится и быстро заполняет стык, это не проблема, но по различным перечисленным причинам это часто занимает больше времени. На фотографии ниже показан метод, которым я гораздо больше доволен и который дает гораздо лучшие результаты … но на него стоит потратить дополнительное время только в том случае, если настройка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал прочный «серый картон», переработанный картон той же толщины, что и 1-миллиметровый стержень, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно ложились в эти прорези. Я использовал эту приманку уже 4 раза и не понимаю, почему она не должна длиться дольше.
Избранные поставщики и цены
Латунный стержень всегда прямой длины, никогда не в рулоне.Дешевле на длину 1 м, чем на 300 мм. например Цены на 4D для длины 1 м (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативным источником являются расходные материалы для моделей EMA .. для длины 91 см 0,8 мм 0,67 фунтов стерлингов, 1,6 мм 1,27 фунтов стерлингов .. но выбор толщины очень ограничен.
ПрипойSilverline 60:40 Олово / свинец (4D £ 1,80 за 20 г, доступно 4,00 £ за 100 г) работает очень хорошо! Точка плавления 183-190 ° С.
Флюс
Флюс типа «смазка», который я всегда использую при обучении, всегда работал хорошо, но он у меня был так долго, что первоначальный контейнер начал распадаться.. так что я больше не знаю марку! Но я слышал, как хороша паста La-Co Regular Soldering Flux Paste, доступная от Screwfix по цене 5,39 фунтов стерлингов за 125 г . . для использования с медью, латунью, свинцом и цинком.
. для использования с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Другой признанной надежной пастой является флюкситовая паяльная паста, подходящая для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов требуются другие припои), и ее можно использовать как со свинцовыми припоями, так и с припоями без свинца.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Jewson’s. По какой-то причине у Maplin просто запасы консервных банок по 450 г, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D £ 20,99) Доступны отдельные биты за 3,80 £. Около 18 фунтов стерлингов на Amazon (с долотом).
От AllElectricRC http: // www.Allelectricrc.co.uk/ это будет стоить 13,59 фунтов стерлингов, но в комплект входит насадка для карандаша … все же стоит заказать дополнительную долото (у AllElectric их нет)
Draper 71417 40W-230V на Amazon £ 15,95 (на рисунке показана долото, я надеюсь, что это так)
B&Q предлагает паяльник мощностью 40 Вт за 12,85 фунтов стерлингов, который выглядит почти идентично старой модели Draper, которая у меня есть выше, и имеет «долото», как показано на фотографиях продукта. Этого должно быть хорошо, если он был собран с достаточной осторожностью.
Настольная подставкаSilverline, 4D, стоит 3,65 фунтов стерлингов (Antex показан на фото около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. Также
Дэвид Акку Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C + L Finescale. — перейдите в «Центр знаний», чтобы получить краткие сведения о материалах и методах, включая таблицу с указанием того, какой припой и флюс использовать для различных металлов
http: //www. finescale.org.uk/index.php?option=com_content&view=article&id=27&Itemid=2
finescale.org.uk/index.php?option=com_content&view=article&id=27&Itemid=2
4D Modelshop — базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-soldering.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm — это написано для конкретного использования в электронике, но большая часть советов применима.
Нравится:
Нравится Загрузка …
СвязанныеРабота с латунью, Часть 3 — Пайка латуни — Советы Dug 15
В предыдущих частях этой колонки мы рассмотрели некоторые методы резки латуни и методы гибки латуни для ваших проектов автоматов.В какой-то момент вы захотите соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы, позволяющие спаять латунные детали вместе.
Паяльные инструменты и материалы
Вот инструменты и материалы, которые я использовал для этой статьи:
- Припой марки Tix
- Флюс марки Tix
- Горелка для бутановой пайки
- Огненный кирпич
- Инструмент сторонний
- Пинцет
- Молот
- Напильник по металлу
- Детали из латуни
- Подушечки абразивные
- Спиртовой тампон
Типы припоя и флюса
Существует много типов припоя, и я призываю вас поэкспериментировать со всеми из них. На данный момент мы будем использовать мягкий припой под торговой маркой Tix. Этим продуктом пользуются многие любители и мастера по ремонту часов. Tix — это мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
На данный момент мы будем использовать мягкий припой под торговой маркой Tix. Этим продуктом пользуются многие любители и мастера по ремонту часов. Tix — это мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Принципы успешной пайки
Есть несколько общих принципов, которые применимы почти ко всем типам пайки. Следуйте этим правилам, и ваши шансы на успех значительно увеличатся.
Детали должны хорошо прилегать друг к другу
Припой действует как клей. В одиночку он не слишком силен, но он способен довольно хорошо удерживать две части вместе. Сделайте это, две соединяемые детали должны иметь как можно большую площадь поверхности. Не ожидайте, что припой окажется прочным, если он заполняет большие промежутки между деталями.
Детали должны быть чистыми.
Прочность соединения припоя будет зависеть от того, насколько чистые сопрягаемые поверхности.
Детали должны удерживаться на месте во время пайки
Во время процесса пайки детали должны оставаться неподвижными и прочно.
Нагревать должны детали, а не сам припой.
Это один из наиболее непонятых аспектов пайки. Вы не расплавляете сам припой. Вы нагреваете обе соединяемые детали, пока они не достигнут точки плавления припоя. Затем припой капиллярно течет к нагретой области и в швы.
Пайка — это в первую очередь подготовка
При пайке любого конкретного соединения около 98% вашего времени будет потрачено на подготовку к пайке, поэтому не торопитесь и не пренебрегайте ни одним аспектом задачи.
Пошаговая инструкция для пайки латуни
Шаг 0: Подготовьте рабочее место
Безопасное рабочее место очень важно. Уберите с места все легковоспламеняющиеся материалы. Работайте в хорошо вентилируемом помещении или используйте небольшой вентилятор, чтобы сдувать пары от пайки. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки.Я часто использую два кирпича, стоящие один за другим, один сидящий ровно. Это создает барьер для пламени и может служить отражателем, отражающим тепло от факела.
Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки.Я часто использую два кирпича, стоящие один за другим, один сидящий ровно. Это создает барьер для пламени и может служить отражателем, отражающим тепло от факела.
Шаг 1. Сформируйте детали, которые нужно соединить.
Сформируйте детали, чтобы они соответствовали друг другу. Это потребует времени, потраченного на режущие инструменты и файлы, чтобы убедиться, что детали очень хорошо подходят друг к другу. Поднесенный к источнику света, вы не должны видеть промежутков между предметами. Механическое соединение, используемое в сочетании с пайкой, всегда является хорошей идеей там, где требуется прочность.Можно ли сделать насечки на деталях, чтобы они подходили друг к другу? Рассмотрите различные способы добавления механического соединения к вашему суставу.
Шаг 2. Очистите поверхности
Используйте файл, наждачную бумагу, наждачную бумагу, губки Scotch-brite или стальную мочалку для очистки поверхностей, подлежащих пайке. Щетка для царапин из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что часть латуни покрыта прозрачным лаком, чтобы она оставалась яркой. Его необходимо удалить, чтобы припой пристал. После того, как детали будут очищены, их следует очистить спиртом, чтобы удалить все мелкие частицы или масла.Когда вы закончите с этим, удалите спирт из рабочей зоны и дайте деталям полностью высохнуть.
Щетка для царапин из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что часть латуни покрыта прозрачным лаком, чтобы она оставалась яркой. Его необходимо удалить, чтобы припой пристал. После того, как детали будут очищены, их следует очистить спиртом, чтобы удалить все мелкие частицы или масла.Когда вы закончите с этим, удалите спирт из рабочей зоны и дайте деталям полностью высохнуть.
Шаг 3. Расположите детали
Используйте зажимы или проволоку, чтобы скрепить детали. В мягкий огнеупорный кирпич можно вставить высокие Т-образные штифты, чтобы удерживать детали на месте. Тяжелые металлические предметы также можно использовать для удержания частей вместе. Имейте в виду, что эти предметы могут сильно нагреваться. Если их расположить слишком близко к стыку, они могут поглотить тепло, которое вы пытаетесь приложить к стыку.
Шаг 4: Нанесите флюс
Припой Tix имеет сопутствующий флюс, который представляет собой прозрачную жидкость. Флюс Tix поставляется во флаконе с кисточкой. Кисть имеет тенденцию распылять слишком много флюса в неправильных местах. Припой будет иметь сильную тенденцию течь везде, где был нанесен флюс. Если вам нужно аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы хотите. Когда небольшая капля наносится на стык, капиллярное действие должно втягивать жидкость между двумя частями.Иногда проще нанести флюс, прежде чем складывать части вместе. Tix также производит антифлюс, который можно красить везде, где вы действительно не хотите, чтобы припой уходил.
Флюс Tix поставляется во флаконе с кисточкой. Кисть имеет тенденцию распылять слишком много флюса в неправильных местах. Припой будет иметь сильную тенденцию течь везде, где был нанесен флюс. Если вам нужно аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы хотите. Когда небольшая капля наносится на стык, капиллярное действие должно втягивать жидкость между двумя частями.Иногда проще нанести флюс, прежде чем складывать части вместе. Tix также производит антифлюс, который можно красить везде, где вы действительно не хотите, чтобы припой уходил.
Шаг 5: Подготовка и нанесение припоя
По возможности, я люблю помещать кусочки припоя на детали. Количество и положение припоя легко контролировать, и во время работы ничего не трогают. Круглая проволока для припоя часто бывает слишком толстой и может скатиться с деталей. По этой причине я использую молоток, чтобы раздробить припойную проволоку. Вы удивитесь, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от приплюснутой части и с помощью пинцета поместите припой прямо на шов, который вы собираетесь склеить. Наконец, нанесите немного флюса на припой. Не наносите флюс ни на один из ваших хороших инструментов! Это едко.
Шаг 6: Нанесите тепло
Припой будет течь навстречу теплу, создаваемому горелкой. Используйте это в своих интересах. Если возможно, нагрейте детали со стороны, противоположной тому, куда вы поместили припой.Таким образом, припой втягивается в шов между двумя частями.
Включите фонарик и уменьшите пламя до минимума. Начните нагревать кусочки.
Нагревание обеих частей для достижения одинаковой температуры одновременно может быть сложной задачей, особенно если одна из них имеет большую массу, чем другая. Время, проведенное с горелкой, направленной на каждую деталь, должно быть пропорционально массе каждой детали. Если вы припаиваете толстую цельную деталь к тонкому листу или трубке, твердой детали потребуется больше тепла. Продолжайте движение пламени, уделяя больше времени большему куску, ненадолго переходя к меньшему и обратно.
Продолжайте движение пламени, уделяя больше времени большему куску, ненадолго переходя к меньшему и обратно.
В тот момент, когда детали достигают критической температуры, припой мгновенно «течет», распространяясь по шву и любым смежным областям, где может быть флюс. Текущий припой будет складываться в стык и мерцать. Немедленно уберите пламя. Дополнительный нагрев здесь не поможет.
Шаг 7: Дать остыть, промыть и очистить
Дать припою остыть в течение нескольких минут может показаться непростым делом.Я рассматриваю это как единое целое, потому что слишком много раз я перемещал детали до того, как затвердел припой. Как только он остынет, хорошо промойте деталь под проточной водой, чтобы удалить остатки флюса. Высушите деталь и удалите излишки припоя. Если бы вы были осторожны, много не должно было быть. Специально для этой цели я храню несколько старых файлов. Вы же не хотите испортить свои хорошие файлы, забивая их припоем.
Как и многие темы, затронутые в этой колонке, мы коснулись лишь поверхности. Подготовка и практика — ключи к хорошей пайке, так что… готовьтесь к практике!
Подготовка и практика — ключи к хорошей пайке, так что… готовьтесь к практике!
Советы, методы и приемы Dug по автоматам
Ежеквартальная колонка создателя автоматов и энтузиаста Дага Норта
Copyright 2015 Dug North
Предупреждение: Темы, затронутые в этой колонке, включают использование инструментов и материалов, которые могут привести к повреждению имущества и / или телесным повреждениям. Ваша безопасность важна, и это ваша исключительная ответственность.Всегда читайте и соблюдайте инструкции по технике безопасности, прилагаемые к используемым инструментам и материалам. Надевайте защитные очки, используйте защитные приспособления и другие средства защиты, соблюдайте меры предосторожности и здравый смысл. При необходимости обращайтесь за советом к опытным сторонним источникам.
Дополнительная литература
Простая пайка: руководство по изготовлению ювелирных изделий для новичков: Amazon UK — Amazon US
Пайка и пайка (серия семинаров): Amazon UK — Amazon US
Материалы
Латунный стержень: Amazon UK — Amazon US
Латунные трубки: Amazon UK — Amazon US
Латунный лист: Amazon UK — Amazon US
Инструменты
Паяльная горелка: Amazon UK — Amazon US
Припой Tix: Amazon US
Tix Flux: Amazon, США
Tix Anti-Flux: Amazon, США
Огненных кирпичей: Amazon US
Паяльное устройство для рук помощи: Amazon Uk — Amazon US
Надфили со швейцарским узором: Amazon UK — Amazon US
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом от горелки или паяльника. Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл плавит припой по мере его подачи в соединение.
Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл плавит припой по мере его подачи в соединение.
Последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений. Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь припоем к стыку.Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой. В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой. Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке.Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке.Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где есть значительная площадь для пайки (чем больше площадь контакта, тем прочнее будет соединение), лучше всего подойдет метод, который называется «пайка методом пота».» Этот метод предусматривает предварительное лужение стыкуемых поверхностей — сначала покрыть металлические поверхности флюсом, а затем тонким слоем припоя (как при лужении паяльника).
Затем плотно скрепите поверхности вместе и снова нагрейте, используя горелку или большой паяльник. Но сконцентрируйте большую часть тепла на самых крупных кусках металла. Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Аналогичная техника применяется при пайке медных труб. Здесь вы собираете трубу и фитинг после очистки внешней стороны трубы и внутренней части фитинга. Нанесите флюс на эти поверхности перед тем, как вставить трубу в фитинг, направьте пламя от пропановой горелки на самую громоздкую часть соединения (обычно угол колена или тройника). Позвольте теплу распространиться от этого на остальную часть стыка. Когда металл станет достаточно горячим, чтобы расплавить припой при контакте (без пламени), уберите пламя и подайте припой по всему периметру фитинга.
Вопросы о ремонте дома следует направлять Бернарду Гладстону, The New York Times, 229 West 43d Street, New York, N.Y. 10036. В этой колонке будут даны ответы на вопросы, представляющие общий интерес; На неопубликованные письма нельзя ответить индивидуально.
Как пользоваться паяльником
Руководство по основам пайки Weller
Пайка — полезный навык, независимо от того, планируете ли вы использовать его в профессиональном плане или в проектах DIY. Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших паяльных работ.
Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших паяльных работ.
Это руководство содержит краткий обзор того, как пользоваться паяльником. Он даст вам основы, которые применимы к большинству паяльных работ, а также советы для конкретных типов проектов.
Хотя вся пайка основана на одних и тех же принципах, методы и инструменты, которые вы используете, могут отличаться в зависимости от типа материалов, которые вы паяете, и желаемого результата.На этой странице мы рассмотрим пошаговую пайку проводки, печатных плат, витражей и украшений.
Вот ваше вводное руководство по использованию паяльника.
Основы
Основы пайки в основном одинаковы для разных типов проектов. Ниже вы найдете информацию об основах пайки, описание задействованного оборудования и базовое пошаговое руководство по использованию паяльника.
1. Что такое пайка?
Пайка — это метод соединения металлических деталей.Он включает плавление металла, известного как припой, в пространстве между двумя металлическими компонентами. Когда этот припой остывает и затвердевает, он образует прочное соединение между частями. Припой действует как своего рода металлический клей, соединяющий элементы вместе.
Когда этот припой остывает и затвердевает, он образует прочное соединение между частями. Припой действует как своего рода металлический клей, соединяющий элементы вместе.
Соединение электронных компонентов может быть наиболее распространенным применением паяльников. Вы также можете использовать их на трубопроводах для сантехники, компонентов двигателя, проектов декоративно-прикладного искусства и многого другого.
2. Какое оборудование вам нужно?
В этой статье рассказывается, как пользоваться паяльником, но сам по себе утюг — не единственное, что вам понадобится.Вот краткое изложение некоторых расходных материалов, которые могут вам понадобиться, включая паяльник, для паяльного проекта.
- Паяльник: Паяльник передает тепло, плавящее припой. Он состоит из наконечника, который вы прикладываете к металлическим частям, которые хотите спаять, и изолированной ручки, чтобы вы могли держать утюг. Есть несколько разновидностей паяльников. Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга.
- Припой: Припой — это вещество, которое плавится и образует связь между двумя припаянными компонентами. Это тонкая проволока, сделанная из одного из нескольких сплавов олова. Сплавы состоят либо из олова и свинца, либо из олова и меди. Все чаще бессвинцовые припои становятся все более популярными из этих двух вариантов. Эта тенденция является ответом на ужесточение правил техники безопасности, а также на пользу для окружающей среды и здоровья от поиска бессвинцовых альтернатив.Некоторые типы припоев также содержат флюс — вещество, которое удаляет оксидные слои на металлических деталях и способствует лучшему прилипанию припоя.
- Паяльная станция: Паяльная станция действует как управляющая станция для вашего паяльника, если у вас есть регулируемый утюг. На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
- Подставка для паяльника: Вы также можете использовать подставку для паяльника, которая обеспечивает безопасное и прочное место для хранения вашего паяльника, когда вы им не пользуетесь.В нем также может быть место для хранения принадлежностей для чистки утюга.
- Подушечка для чистки: Для правильной работы важно содержать утюг в чистоте во время его использования. Вы можете использовать чистящую салфетку, стальную или латунную вату или влажную губку.
- Защитные очки: Защитные очки защитят ваши глаза в случае несчастных случаев и предохранят глаза от раздражения паром.
- Оборудование для удаления дыма: Пары, образующиеся при пайке, могут быть токсичными.Устройства для удаления дыма вытягивают пары из воздуха, чтобы снизить риски для здоровья и безопасности.
 Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга.
Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга. На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
Подготовка к работе
Перед тем, как начать пользоваться паяльником, убедитесь, что вы приняли все необходимые меры безопасности и подготовили инструменты.
1. Меры безопасности
Здоровье и безопасность всегда должны быть приоритетом при пайке. При пайке используются очень высокие температуры и токсичные вещества. Хотя это связано с определенными рисками, если вы примете надлежащие меры предосторожности, пайка является относительно безопасным занятием.
Перед началом работы прочтите инструкции, а также предупреждения о здоровье и безопасности, прилагаемые ко всему вашему оборудованию, чтобы убедиться, что вы используете его правильно. При пайке надевайте защитные очки и держите все волосы, свободную одежду и украшения в безопасности, чтобы они не мешали вашим инструментам. Вы также можете надеть защитные перчатки.
Убедитесь, что вы работаете в хорошо вентилируемом помещении, или используйте устройство для удаления дыма. Пары флюса токсичны. Если используемый припой содержит свинец, вымойте руки после того, как закончите работу с ним.
Если используемый припой содержит свинец, вымойте руки после того, как закончите работу с ним.
2. Очистка и лужение
Для правильной работы жала паяльника его необходимо очистить и залудить. Любые загрязнения или окисление снизят эффективность теплопередачи, что усложнит вашу работу и снизит качество паяных соединений.
Перед тем, как приступить к пайке, очистите кончик утюга, потерев им чистящую салфетку. Если ваш наконечник сильно окислен, вам может потребоваться реактиватор для наконечника. После очистки или повторной активации он должен выглядеть блестящим, а не тусклым.
Лужение кончика утюга включает покрытие его слоем припоя. Такая практика защищает наконечник от окисления и улучшает его способность проводить тепло. Залуживайте жало непосредственно перед тем, как приступить к пайке.
В дополнение к чистке и лужению жала паяльника перед каждым сеансом пайки, вы также должны делать это после каждых двух или трех стыков, которые вы паяете, и в конце каждого проекта пайки. Это продлит срок службы жала паяльника и улучшит качество паяльных соединений.
Это продлит срок службы жала паяльника и улучшит качество паяльных соединений.
Соединительные детали
После того, как вы выполнили вышеуказанные шаги, вы готовы спаять компоненты вместе. Методы, которые вы будете использовать, будут отличаться от проекта к проекту, но основные пошаговые инструкции следующие:
- Сначала определите правильную температуру для вашего проекта. Выбор температуры зависит от материалов, которые вы соединяете, и от типа припоя. Как правило, лучшая температура для использования — это как можно более низкая, но при этом достаточно высокая для выполнения работы.Другими словами, если температура, необходимая для выполнения работы, составляет 370 градусов или выше, установите температуру ровно 370. Это поможет продлить срок службы ваших инструментов и избежать повреждения любых электронных компонентов.
- Как только утюг нагреется до нужной температуры, возьмите его за ручку в одну руку, а в другой возьмите кусок припоя. Поднесите горячий утюг к месту встречи двух металлических компонентов примерно на секунду, чтобы нагреть их. Вы хотите нагревать металлические части, а не сам припой.
- Затем коснитесь припоем нагретых компонентов. По мере того, как припой плавится, он будет стекать в зазоры, которые необходимо заполнить. Продолжайте подавать припой, пока не расплавится достаточное количество припоя. Хотя вам нужно достаточно, чтобы сформировать прочное соединение, вы также не хотите иметь слишком много припоя. Правильная сумма будет варьироваться от проекта к проекту. Обычно это занимает не более нескольких секунд.
- Дайте припою остыть. Вам не нужно предпринимать никаких действий, чтобы он остыл. Он сделает это самостоятельно и не займет больше нескольких секунд.
- Проверить качество пайки. Хорошее соединение будет гладким, однородным и блестящим. Убедитесь, что между компонентами нет проблемных зазоров или шариков излишка припоя.
 Вы хотите нагревать металлические части, а не сам припой.
Вы хотите нагревать металлические части, а не сам припой.Удаление припоя
Если вы сделали ошибку при пайке, не волнуйтесь. Вы можете относительно легко отменить и исправить любые проблемные области. Если проблема не в избытке припоя, возможно, вы сможете спаять первое соединение новым припоем.
Если проблема не в избытке припоя, возможно, вы сможете спаять первое соединение новым припоем.
Более тщательный метод исправления ошибки при пайке — это повторно нагреть нанесенный припой, а затем использовать такой инструмент, как «присоска для припоя», которая представляет собой небольшое устройство, похожее на шприц, которое использует вакуумное давление для удаления припоя.Вы также можете использовать фитиль для припоя, также называемый оплеткой для удаления припоя, которая впитывает расплавленный припой за счет капиллярного действия.
Уборка
По окончании пайки очистите и залудите жало паяльника. Дайте утюгу остыть и храните его в надежном месте. Чтобы еще больше предотвратить окисление, особенно если вы не собираетесь использовать утюг в течение длительного времени, поместите его в герметичную емкость.
Советы для конкретных паяльных проектов
Теперь, когда мы рассмотрели основы, давайте посмотрим, как выполнять некоторые конкретные типы пайки.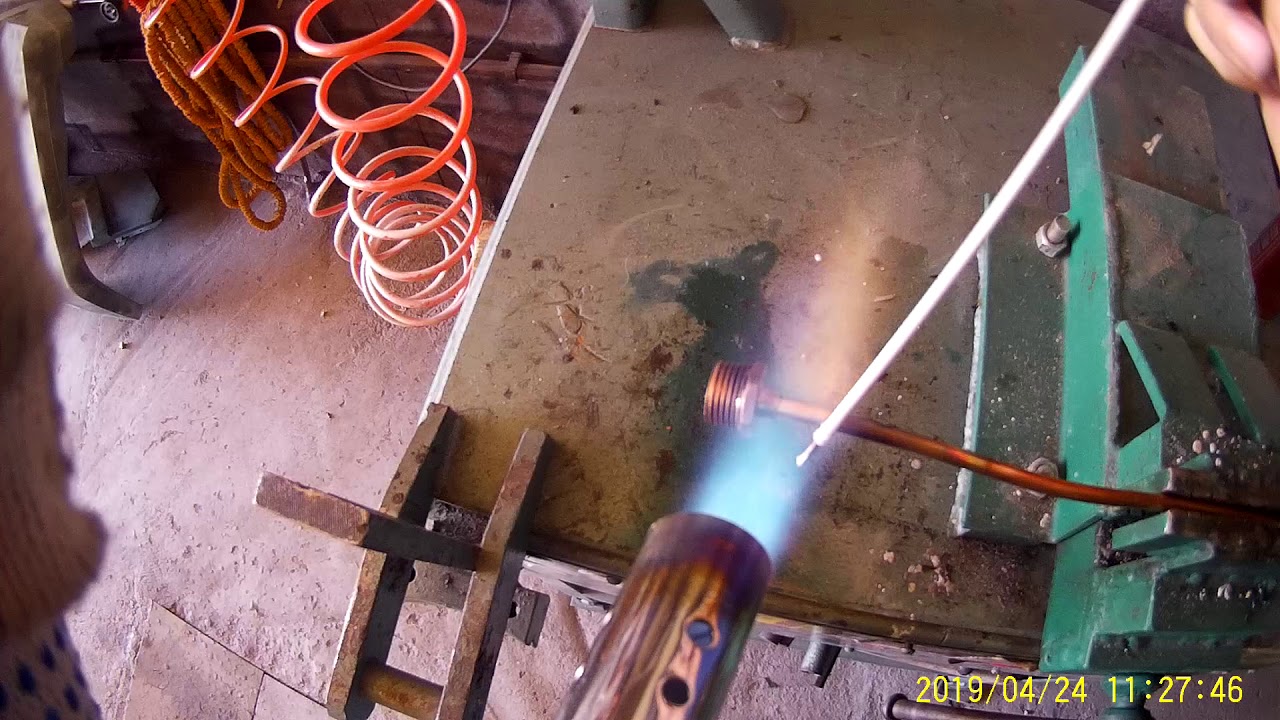
1. Как использовать паяльник для соединения проводов
Вы можете использовать паяльник, чтобы создать электрическое соединение между двумя проводами. Очень полезно иметь инструмент, например устройство, называемое третьей рукой помощи, для удержания кабелей. Третья рука помощи состоит из утяжеленного основания, металлических рычагов и зажимов типа «крокодил», которые удерживают провода на месте. Вы также можете использовать плоскогубцы для аналогичного эффекта.
- Сначала убедитесь, что с концов двух проводов снята изоляция, чтобы обнажить металлические нити.
- Затем скрутите нити каждой проволоки вместе, чтобы они действовали как единое целое.
- Затем залудите провода. Для этого прикоснитесь кончиком паяльника к каждому проводу, чтобы нагреть их. Затем наносите припой, пока провод не пропитается. На всех нитях должен быть припой, но не настолько, чтобы кабель стал слишком жестким. Это поможет более эффективно распределять тепло по нитям и упростит пайку.
- Соедините провода механическим способом, чтобы не только припой их скреплял.Для этого оберните первую проволоку вокруг второй, оставив достаточно места, чтобы намотать вторую проволоку вокруг первой. Витки кабеля должны лежать рядом друг с другом.
- Нагрейте механически соединенные провода с помощью паяльника и нанесите припой. Используйте достаточно припоя, чтобы заполнить все промежутки и сформировать надежное электрическое соединение.
- После соединения двух проводов наденьте термоусаживаемую трубку, чтобы изолировать провода и защитить их от любых внешних сил. Эта трубка сжимается под воздействием тепла, помогая ей плотно прилегать к проводам и создавая плотно прилегающее защитное покрытие.

2. Как паять печатные платы
Пайка деталей на печатных платах — еще одно частое применение паяльников.
- Начните с самых высоких компонентов и припаяйте соединительные провода в последнюю очередь. Для компонентов со сквозными отверстиями поместите их в соответствующие отверстия на печатной плате. Убедитесь, что они плотно прилегают к доске.
- Слегка согните вывод детали, чтобы он оставался на месте.
- Как только паяльник достиг желаемой температуры, прикоснитесь к контактной площадке, чтобы нагреть вывод компонента и контактную площадку.Убедитесь, что температура правильная. Слишком низкая температура может привести к образованию стыка, который не обеспечивает надлежащего электрического соединения. Слишком высокая температура может повредить компоненты и плату.
- Затем нанесите припой. Припой обтекает жидкую составляющую. Используйте достаточно, чтобы создать прочное соединение без зазоров, но не настолько, чтобы остался лишний припой.
- Вытяните утюг из компонента прямо вверх. Паяное соединение должно иметь форму конуса.
- Проверьте соединение, чтобы убедиться, что он блестящий, нет ли зазоров или слишком большого количества припоя
- Если паяное соединение в порядке, отрежьте лишний провод компонента над соединением.
 Убедитесь, что они плотно прилегают к доске.
Убедитесь, что они плотно прилегают к доске.3.
 Как паять витражи
Как паять витражиПрипой — это то, что скрепляет отдельные кусочки стекла в художественном произведении из цветного стекла. Вот как можно наносить припой на витражи.
- Перед пайкой убедитесь, что части витража хорошо прилегают друг к другу и что стекло чистое.
- Наклейте медную фольгу на края стекла, потому что припой не прилипает к стеклу. Эта фольга должна быть гладкой и ровной, чтобы припой тек равномерно. Промежутки между деталями не нужны, но небольшие зазоры можно заполнить припоем.
- Нанесите небольшое количество флюса, а затем припаяйте каждое соединение, чтобы они удерживались на месте.
- Затем нанесите слой флюса на все швы. Покрытие должно быть ровным и легким, но достаточно, чтобы покрыть всю фольгу.
- Начните пайку примерно в четверти дюйма от края вашей детали.Слегка коснитесь нагретым утюгом медной фольги и введите припой. Переместите утюг и припой по шву фольги. Если паяный шов кажется плоским, попробуйте действовать медленнее и использовать больше припоя. Если он пролился на стекло, попробуйте поскорее. Чтобы сделать это правильно, нужна практика.
- Когда закончите с первой стороной, осторожно переверните ее, удерживая за края ближе к середине детали. Нанесите небольшое количество флюса и припаяйте эту сторону.
- Чтобы обработать внешние края, залудите их, убедившись, что вся медная фольга покрыта припоем.В качестве альтернативы вы можете использовать U-образный канал — небольшую U-образную металлическую деталь — для более рамочного вида.
 Если он пролился на стекло, попробуйте поскорее. Чтобы сделать это правильно, нужна практика.
Если он пролился на стекло, попробуйте поскорее. Чтобы сделать это правильно, нужна практика.Некоторые другие подсказки включают использование припоя только с твердым сердечником, а не припоя с кислотным сердечником или канифолью, а также недопущение слишком длительного нагрева какой-либо одной области, так как это может привести к разрушению стекла.
4. Как паять украшения
Вы можете паять ювелирные изделия с помощью горелки с открытым пламенем, которая может обеспечивать более высокие температуры, но также можно делать это с помощью паяльника. Точные методы различаются в зависимости от типа изделия, которое вы хотите сделать, и больше возможностей для творчества при пайке ювелирных изделий. Поищите в Интернете инструкции о том, как создавать определенные изделия или экспериментировать и создавать свои собственные дизайны.
Точные методы различаются в зависимости от типа изделия, которое вы хотите сделать, и больше возможностей для творчества при пайке ювелирных изделий. Поищите в Интернете инструкции о том, как создавать определенные изделия или экспериментировать и создавать свои собственные дизайны.
Например, из серебряной, медной или другой проволоки можно сгибать кольца. Вы можете спаять два конца изогнутой проволоки, чтобы создать одно кольцо, или спаять несколько колец вместе, чтобы сделать ожерелье или браслет. Нагрейте провод в том месте, где вы хотите его соединить, а затем нанесите припой.
Некоторые полезные принадлежности для пайки ювелирных изделий включают в себя высококачественные кусачки и вспомогательный инструмент.
Изучите инструменты Weller для ваших нужд пайки
Какой бы тип пайки вы ни выполняли, правильные инструменты и методы имеют решающее значение. Weller предлагает одни из самых качественных, но доступных паяльных инструментов на рынке. WE 1010 идеально подходит для профессионалов начального уровня и любителей. Он обеспечивает максимальную мощность в своем классе, простые в использовании элементы управления и экономичную работу по доступной цене.Изучите наши паяльники, станции и аксессуары на нашем веб-сайте или у дистрибьютора Weller.
Он обеспечивает максимальную мощность в своем классе, простые в использовании элементы управления и экономичную работу по доступной цене.Изучите наши паяльники, станции и аксессуары на нашем веб-сайте или у дистрибьютора Weller.
Как паять: Полное руководство для начинающих
Изучение того, как паять с использованием правильных методов пайки, — это фундаментальный навык, которым должен овладеть каждый производитель. В этом уроке мы кратко изложим основы работы с паяльниками, паяльными станциями, типами припоя, демонтажными работами и безопасными наконечниками. Собираете ли вы робота или работаете с Arduino, умение паять вам пригодится.
БЕСПЛАТНАЯ электронная книга (PDF) — Узнайте, как паять (электронная книга на 17 страницах)
Если вам нужно разобрать любое электронное устройство, содержащее печатную плату, вы увидите, что компоненты прикреплены с помощью техники пайки. Пайка — это процесс соединения двух или более электронных частей вместе путем плавления припоя вокруг соединения. Припой — это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно перевернуть с помощью приспособления для удаления припоя, как описано ниже.
Припой — это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно перевернуть с помощью приспособления для удаления припоя, как описано ниже.
В обучении пайке хорошо то, что для начала вам не нужно много. Ниже мы расскажем об основных инструментах и материалах, которые вам понадобятся для большинства ваших паяльных работ.
Паяльник
Паяльник — это ручной инструмент, который подключается к стандартной розетке переменного тока на 120 В и нагревается, чтобы расплавить припой вокруг электрических соединений. Это один из самых важных инструментов, используемых при пайке, и он может быть в нескольких вариантах, например, в форме ручки или пистолета.Новичкам рекомендуется использовать паяльник в форме ручки мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные жала, которые можно использовать для различных паяльных работ. Будьте очень осторожны при использовании паяльника любого типа, потому что он может нагреваться до 896 ° F, что очень сильно.
Будьте очень осторожны при использовании паяльника любого типа, потому что он может нагреваться до 896 ° F, что очень сильно.
Паяльная станция
Паяльная станция — это более продвинутая версия базовой автономной паяльной ручки. Если вы собираетесь много заниматься пайкой, это будет здорово, поскольку они обеспечивают большую гибкость и контроль.Основное преимущество паяльной станции — это возможность точно регулировать температуру паяльника, что отлично подходит для множества проектов. Эти станции также могут создать более безопасное рабочее место, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки предупреждений и даже защиту паролем для безопасности.
Жала паяльника
В конце большинства паяльников находится сменная деталь, известная как паяльное жало. Есть много разновидностей этой насадки, они бывают самых разных форм и размеров.Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы будете использовать в проектах в области электроники, — это конический наконечник и наконечник стамески.
Наиболее распространенные наконечники, которые вы будете использовать в проектах в области электроники, — это конический наконечник и наконечник стамески.
Конический наконечник — Используется при пайке точной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не затрагивая при этом окружающую среду.
Долото-наконечник — Этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
Кредит изображения — Sparkfun.comЛатунь или обычная губка
Использование губки поможет сохранить чистоту жала паяльника, удалив образующееся окисление. Наконечники с окислением будут иметь тенденцию становиться черными и не принимать припой, как когда они были новыми. Вы можете использовать обычную влажную губку, но это сокращает срок службы насадки из-за расширения и сжатия. Кроме того, влажная губка временно снизит температуру наконечника при протирании. Лучшая альтернатива — использовать латунную губку, как показано слева.
Лучшая альтернатива — использовать латунную губку, как показано слева.
Подставка под паяльник
Подставка для паяльника очень проста, но очень полезна и удобна в использовании. Эта подставка помогает предотвратить контакт горячего утюга с легковоспламеняющимися материалами или случайное повреждение руки. Большинство паяльных станций поставляются со встроенным фильтром, а также включают губку или латунную губку для очистки жала.
Припой
Припой — это металлический сплав, который плавится для создания прочной связи между электрическими частями.Он выпускается как в свинцовом, так и в бессвинцовом вариантах с диаметрами 0,032 ″ и 0,062 ″, которые являются наиболее распространенными. Внутри сердечника припоя находится материал, известный как флюс, который помогает улучшить электрический контакт и его механическую прочность.
Для пайки электроники чаще всего используется припой на основе канифоли, не содержащей свинца. Этот тип припоя обычно состоит из сплава олова / меди. Вы также можете использовать этилированный припой на основе канифоли 60/40 (60% олова, 40% свинца), но он становится все менее популярным из-за проблем со здоровьем.Если вы все же используете свинцовый припой, убедитесь, что у вас есть надлежащая вентиляция и что вы мойте руки после использования.
Вы также можете использовать этилированный припой на основе канифоли 60/40 (60% олова, 40% свинца), но он становится все менее популярным из-за проблем со здоровьем.Если вы все же используете свинцовый припой, убедитесь, что у вас есть надлежащая вентиляция и что вы мойте руки после использования.
При покупке припоя НЕ используйте припой с кислотным сердечником, так как это может повредить ваши схемы и компоненты. Припой с кислотным сердечником продается в магазинах товаров для дома и в основном используется для сантехники и металлообработки.
Как упоминалось ранее, припой бывает нескольких диаметров. Припой более толстого диаметра (0,062 дюйма) хорош для более быстрой пайки более крупных соединений, но может затруднить пайку более мелких соединений.По этой причине всегда полезно иметь под рукой оба размера для разных проектов.
Рука помощи (Третья рука)
Рука помощи — это устройство, к которому прикреплены 2 или более зажима из кожи аллигатора, а иногда и увеличительное стекло / светильник. Эти зажимы помогут вам удерживать предметы, которые вы пытаетесь припаять, пока вы используете паяльник и припой. Очень полезный инструмент для вашего творчества.
Эти зажимы помогут вам удерживать предметы, которые вы пытаетесь припаять, пока вы используете паяльник и припой. Очень полезный инструмент для вашего творчества.
Теперь, когда вы знаете, какие инструменты и материалы требуются, пора кратко обсудить способы обеспечения безопасности при пайке.
Паяльники могут нагреваться до 800 градусов по Фаренгейту, поэтому очень важно всегда знать, где находится ваш паяльник. Мы всегда рекомендуем использовать подставку для паяльника, чтобы предотвратить случайные ожоги или повреждения.
Убедитесь, что вы выполняете пайку в хорошо вентилируемом месте. При нагревании припоя выделяются пары, вредные для ваших глаз и легких. Рекомендуется использовать вытяжной вентилятор, который представляет собой вентилятор с угольным фильтром, который поглощает вредный дым от припоя. Вы можете посетить такие сайты, как Integrated Air Systems для систем фильтрации воздуха.
Всегда рекомендуется надевать защитные очки на случай случайных брызг горячего припоя. Наконец, не забудьте мыть руки после пайки, особенно при использовании свинцового припоя.
Наконец, не забудьте мыть руки после пайки, особенно при использовании свинцового припоя.
Перед тем, как приступить к пайке, необходимо подготовить паяльник, залудив жало припоем. Этот процесс поможет улучшить передачу тепла от утюга к паяльному элементу. Лужение также поможет защитить наконечник и уменьшить износ.
Шаг 1: Начните с того, что убедитесь, что наконечник прикреплен к утюгу и плотно прикручен на место.
Шаг 2: Включите паяльник и дайте ему нагреться. Если у вас есть паяльная станция с регулируемым контролем температуры, установите ее на 400 ′ C / 752 ′ F.
Шаг 3: Протрите кончик паяльника влажной губкой, чтобы очистить его. Подождите несколько секунд, чтобы наконечник снова нагрелся, прежде чем переходить к шагу 4.
Шаг 4: Возьмите паяльник в одну руку, а другой припаяйте. Прикоснитесь припоем к наконечнику утюга и убедитесь, что припой равномерно обтекает наконечник.
Для продления срока службы наконечник утюга следует лужить до и после каждого сеанса пайки. В конце концов, каждый наконечник изнашивается, и его нужно будет заменить, если он станет шероховатым или изъеденным.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это на практике. В этом примере мы собираемся припаять светодиод к печатной плате.
Шаг 1. Установите компонент — Начните с того, что вставьте выводы светодиода в отверстия на печатной плате.Переверните доску и загните выводы наружу под углом 45 футов. Это поможет компоненту лучше соединиться с медной площадкой и предотвратит ее выпадение во время пайки.
Шаг 2: Нагрейте стык — Включите паяльник и, если он имеет регулируемый контроль нагрева, установите его на 400 ° C. На этом этапе одновременно коснитесь кончиком утюга медной площадки и вывода резистора. Паяльник нужно подержать на месте 3-4 секунды, чтобы нагреть площадку и вывод.
Паяльник нужно подержать на месте 3-4 секунды, чтобы нагреть площадку и вывод.
Шаг 3. Нанесите припой на стык — Продолжайте удерживать паяльник на медной площадке и выводе и коснитесь припоем стыка. ВАЖНО — Не касайтесь припоем непосредственно кончика утюга. Вы хотите, чтобы соединение было достаточно горячим, чтобы расплавить припой при прикосновении. Если стык будет слишком холодным, соединение будет плохим.
Шаг 4: Отрежьте провода — Снимите паяльник и дайте припою остыть естественным образом.Не дуйте на припой, так как это приведет к плохому соединению. Когда он остынет, вы можете отрезать лишний провод от выводов.
Правильный припой должен быть гладким, блестящим и иметь форму вулкана или конуса. Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний вывод или соединение.
А теперь пора показать вам, как спаять провода вместе. Для этого рекомендуется использовать руки помощи или другие зажимные приспособления.
Для этого рекомендуется использовать руки помощи или другие зажимные приспособления.
Начните с удаления изоляции с концов обоих проводов, которые вы паяете вместе. Если проволока многожильная, скрутите жилы пальцами.
Убедитесь, что ваш паяльник полностью нагрет, и коснитесь наконечником одного из проводов. Подержать на проводе 3-4 секунды.
Удерживая утюг на месте, коснитесь припоем провода, пока он полностью не покроется. Повторите этот процесс с другим проводом.
Удерживая два луженых провода друг над другом, коснитесь паяльником обоих проводов.Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Снимите паяльник и подождите несколько секунд, чтобы паяное соединение остыло и затвердело. Используйте термоусадку, чтобы закрыть соединение.
Преимущество использования припоя заключается в том, что его можно легко удалить с помощью техники, известной как распайка. Это пригодится, если вам нужно удалить какой-либо компонент или внести исправления в электронную схему.
Для демонтажа стыка вам понадобится припой, также известный как оплетка для удаления припоя.
Шаг 1 — Поместите кусок распаянной оплетки поверх стыка / припоя, который вы хотите удалить.
Шаг 2 — Нагрейте паяльник и коснитесь концом оплетки. Это нагреет припой ниже, который затем впитается в распаянную оплетку. Теперь вы можете удалить оплетку, чтобы увидеть, что припой был извлечен и удален. Будьте осторожны, прикасаясь к оплетке во время ее нагрева, потому что она сильно нагревается.
Дополнительно — Если вы хотите удалить много припоя, вы можете использовать устройство, называемое присоской для припоя.Это ручной механический пылесос, который всасывает горячий припой одним нажатием кнопки.
Для использования нажмите на поршень на конце присоски для припоя. Нагрейте соединение с помощью паяльника и поместите кончик присоски для припоя на горячий припой. Нажмите кнопку фиксатора, чтобы всосать жидкий припой. Чтобы опорожнить присоску для припоя, нажмите на плунжер.
Чтобы опорожнить присоску для припоя, нажмите на плунжер.
БЕСПЛАТНАЯ электронная книга (PDF) — Узнайте, как паять (электронная книга на 17 страницах)
Что можно делать с паяльником?
Паяльник обычно используется для соединения электрических проводов или других компонентов вместе, но его также можно использовать для множества задач, ограниченных только вашим собственным воображением.
Если вы спрашиваете себя, что вы можете паять дальше, просмотрите эти идеи для вещей, которые вы можете сделать с помощью паяльника:
Ювелирные изделия
Ювелирные изделия часто изготавливаются из небольших металлических компонентов, и паяльник — идеальный инструмент. соединять их или манипулировать ими для создания вашего конечного продукта. В то время как традиционный припой в электромонтажных работах часто делается из олова и свинца, паяльники работают с любым металлом с низкой температурой плавления, включая медь, золото, латунь и серебро.
Скульптуры
Независимо от того, являетесь ли вы скульптором, который любит работать с традиционными материалами, или тем, кто любит смешивать и сочетать их, паяльник может помочь соединить компоненты вместе или изменить внешний вид металлической поверхности.
Металлические водостоки
Функциональная водосточная система отводит дождь от дома, снижая вероятность повреждения водой и наводнения. Любые щели или отверстия в водосточной системе снижают эффективность системы, поэтому очень важно, чтобы каждый сегмент водосточной системы был надежно соединен.Металлические желоба могут быть сделаны из железа, меди, цинка и алюминия, которые имеют относительно низкие температуры плавления. Таким образом, они хорошие кандидаты для работы с паяльником.
Витражные мозаики
Мозаики из цветного стекла или керамики часто обрамляют металлоконструкциями. Паяльник может помочь соединить кусочки меди или олова в металлический каркас, а также придать ему форму в соответствии с изгибами мозаики.
Если у вас есть проект, связанный с металлообработкой — даже если это всего лишь небольшой компонент для более крупного творения, — паяльник может помочь вам выполнить эту работу.Чтобы найти надежный и удобный паяльник, изучите множество вариантов. Наши высококачественные паяльники на бутане, такие как Econoiron и Ultratorch, являются отличным дополнением к любому набору инструментов.
5 Применение в домашних условиях для паяльника
Паяльники— отличный инструмент, который можно носить дома, даже если вы никогда не собираетесь выполнять электромонтажные работы. У паяльников есть много применений, которые могут быть полезны в доме — от простого ремонта небольших отверстий в металлических предметах до устранения определенных автомобильных проблем.
Паяльники знакомы большинству ювелиров, слесарей, кровельщиков и техников-электронщиков, поскольку они часто используют припой для соединения металлических частей. В зависимости от работы используются разные типы припоя. Ювелиры используют припой с высоким содержанием серебра, а электрики обычно используют металлы с высоким содержанием олова. Кровельщики и слесари обычно используют смесь свинца и олова в соотношении 50/50, чтобы прикрепить два куска металла.
Ювелиры используют припой с высоким содержанием серебра, а электрики обычно используют металлы с высоким содержанием олова. Кровельщики и слесари обычно используют смесь свинца и олова в соотношении 50/50, чтобы прикрепить два куска металла.
Более подробную информацию о традиционном использовании паяльников можно найти на сайте handtoolsforfun.com. Однако есть много неэлектрических применений для утюгов, которые могут быть весьма полезны дома и в гараже.
Ремонт кровлиПаяльники отлично подходят для ремонта кровли. В частности, они используются для сплавления оцинкованных металлов для высечки, а также для соединения участков металлических желобов между собой. Часто из-за ветреного характера ремонта крыши используются паяльники с газовым усилителем, но на самом деле подойдет любой утюг с широким наконечником.
Самое приятное то, что где бы припой ни был нанесен на крышу или водостоки, он станет водонепроницаемым, как только припой остынет. Это может быть особенно полезно, если ремонт необходимо произвести в сезон дождей.
Это может быть особенно полезно, если ремонт необходимо произвести в сезон дождей.
Отличный способ использовать паяльник — это создавать витражи или мозаику. Все, что требуется, — это большая плоская поверхность, на которой можно создать рисунок, и паяльник мощностью 100 Вт, чтобы соединить отдельные куски цветного стекла вместе.
Традиционно ремесленники использовали припой на основе свинца в витражах, но поскольку свинец оказался токсичным, художники перешли к использованию металлов, не содержащих свинца, в своих мозаиках и окнах. Само собой разумеется, что паяльники не только создают витражи, но и являются прекрасным инструментом для быстрого ремонта там, где кусок стекла мог расшататься.
Авторемонт В то время как большинство соединений металлов, выполняемых на автомобилях, выполняется с использованием ацетиленовых горелок и более традиционных методов сварки, паяльники могут быть полезны для небольших задач. Металл, используемый при пайке, слишком мягкий для длительного ремонта двигателя, на который может повлиять давление, создаваемое в двигателе.
Металл, используемый при пайке, слишком мягкий для длительного ремонта двигателя, на который может повлиять давление, создаваемое в двигателе.
Тем не менее, пайка металла — отличный способ заполнить любые неровности, подтянуть стыки и сгладить любые неровности. Конечно, эти инструменты можно использовать для ремонта электрических систем.
Ремонт сантехникиПаяльник может пригодиться при необходимости быстрого ремонта медных и других металлических труб.Сантехники будут использовать бессвинцовый припой, чтобы не подвергать жителей воздействию токсичных материалов.
Обычно водопроводчики используют фонарик для ремонта труб, но для труб, которые расположены в местах с небольшим пространством для маневрирования, паяльник или ручка являются правильным инструментом. Для этого типа ремонта используются паяльники и пистолеты Roofer, так как жало не нагревается до нажатия на спусковой крючок.
Итог Паяльник — это не просто инструмент для ремонта электрики.