Как варить алюминий полуавтоматом: особенности процесса
Главная › Новости
Опубликовано: 23.02.2019
Сварка алюминия в аргоне. Настройка аппарата на примере INTER TIG 200 AC/DC PULSEСварка алюминия — довольно сложная задача, справиться с которой под силу только мастерам с навыками сварщика. Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Сварка алюминия в среде аргона
Схема полуавтомата для сварки алюминия.
Какие требования необходимо соблюдать?
При работе с алюминием используются чистый аргон или его смесь с гелием, которые выполняют функцию защитного газа. Второй вариант чаще всего используют при работе с толстыми листами. Перед началом работы запаситесь алюминиевой сварочной проволокой для полуавтоматов, ее сечение должно быть сплошным.
TIG-сварка или Сварка аргоном для новичка.С чего начать?
Таблица характеристик электродов для сварки.
Горелка обязательно должна быть расположена на прямом без перегибов и скручиваний шланге не длиннее 3 м. Это связано с тем, что алюминиевая проволока очень мягкая. Обычный канал в горелке рекомендуется заменить тефлоновым, который специально предназначен для обработки алюминия.
Если длины шланга горелки вам для работы недостаточно, то можно приблизить аппарат к обрабатываемой заготовке. Если такой возможности тоже нет, то для работы вам подойдет только полуавтомат с отдельно подающим механизмом. Обратите также внимание на необходимость использовать наконечники с большим отверстием, чем для сварки стали, так как алюминий расширяется сильнее.
Электроды для сварки алюминия подходят не всякие. Для лучшего результата можно использовать электроды одной из следующих разновидностей:
ОЗАНА-1 И ОЗАНА-2; ОК 96.10, ОК 96.20 И ОК 96.50; неплавящиеся электроды.Электроды, относящиеся к первой категории, получили широкое применение чуть больше 10 лет назад. Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0. Кроме того, они применимы для работы с литейным браком и сплавами алюминия. Данные электроды способны обеспечить ровное горение дуги, шов, сходный по свойствам с основным металлом, и возможность легкого отделения шлаковой корки.
Электроды второй категории обладают щелочно-солевым покрытием. Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Варить алюминий можно и при помощи неплавящихся электродов из вольфрама. Они зажигают сварочную дугу и поддерживают ее стабильную работу. Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Сварка алюминия инвертором предполагает использование недешевых электродов, поэтому необходимо внимательно подбирать подходящий для вашей работы вариант.
Особенности сварки
Схема процесса сварки алюминия полуавтоматом.
Сложности при сварке алюминия в первую очередь возникают из-за оксидной пленки, которая появляется на его поверхности в процессе обработки сварочным аппаратом. Температура, при которой расплавляется данная оксидная пленка, составляет порядка +2050°С, что намного выше, чем температура расплавления основного материала.
Технология сварки подразумевает, что оксидная пленка будет пробита, а затем расплавится и сам металл. Для этого идеально подходит импульсный способ сварки. Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.
Перед сваркой необходимо почистить обрабатываемую деталь при помощи металлической щетки, чтобы разбить оксидный слой было проще.
Разбить оксидный слой будет проще, если перед сваркой вы почистите обрабатываемую деталь при помощи металлической щетки. Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
В ходе работы необходимо следить за поддержанием постоянной длины дуги. Это правило универсально, оно действует и при сварке других металлов. При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная. Среднее значение для алюминия — 12-15 мм.
При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная. Среднее значение для алюминия — 12-15 мм.
Заварить кратер в конце шва бывает достаточно сложно. Это связано с тем, что алюминий остывает довольно быстро. Устранить эту проблему можно, если пользоваться специальным полуавтоматом, который в самом начале процесса сварки дает сильный ток, хорошо пробивающий оксидную пленку, а затем меньший, позволяющий без труда заварить кратер в конце шва.
Таким образом, для сварки алюминия должного качества необходимо применять специальное оборудование, пригодное для данной цели. Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Секреты мастерства — можно ли полуавтоматом варить алюминий?
Сварка заслуженно считается самым надежным и технологичным способом соединения металлических деталей в единую конструкцию. Алюминий и его сплавы по своим физическим и химическим свойствам существенно отличаются от стали. Соответственно и сварка алюминия имеет свои особенности.
Особенности сварки алюминия
Для алюминия применяют различные способы ручной, автоматической и полуавтоматической сварки. Наиболее популярны два метода: сварка неплавящимся электродом (TIG) и плавящимся электродом (MIG-MAG). Метод MIG-MAG – это полуавтоматическая сварка присадочной проволокой, которая выполняет функцию электрода. Для алюминия используют постоянный ток обратной полярности.
Полярность важна, так как поверхность металла покрыта оксидной пленкой, температура плавления которой втрое превышает температуру плавления алюминия. При ее попадании в сварочную ванну образуется шлак, снижающий качество и прочность сварного шва. Ток обратной полярности вызывает процесс катодного распыления и разрушает оксидную пленку.
Ток обратной полярности вызывает процесс катодного распыления и разрушает оксидную пленку.
Сварка полуавтоматом ведется в среде инертных газов. Для алюминия и его сплавов применяют аргон или гелий, применяются и их смеси. Сварка полуавтоматом дает не такой красивый шов, как с использованием неплавящегося электрода, в процессе образуется большое количество брызг расплавленного металла. Но этот метод дает более высокую производительность.
Сварка алюминия обычным полуавтоматом
Для многих сварщиков метод MIG-MAG ценен тем, что для него не обязательно специальное оборудование. Вполне можно обойтись и обычным полуавтоматом. Более того, опытные сварщики утверждают, что привычка к конкретному аппарату перевешивает преимущества, которые может дать специальный сварочный аппарат.
Возможность работать обычным полуавтоматом особенно важна, если сварщик не специализируется на алюминии, а работает с ним эпизодически. Тем не менее, она существенно расширяет возможности мастера. Ему по силам становятся недоступные ранее результаты: изготовленная алюминиевая рама, восстановленная двухсекционная алюминиевая лестница или даже заваренная трещина головки блока цилиндров.
Ему по силам становятся недоступные ранее результаты: изготовленная алюминиевая рама, восстановленная двухсекционная алюминиевая лестница или даже заваренная трещина головки блока цилиндров.
Разумеется, обычный полуавтомат для работы с алюминием потребует некоторой доработки. Ролики подающего механизма должны иметь U-образный гладкий профиль края, чтобы не деформировать проволоку, а лучше заменить стандартный механизм на четырехроликовый и уменьшить до минимума зазор между ним и приемной трубкой. Обычную подающую трубку лучше заменить на пластиковую, а наконечник – на тефлоновый. Ну и, само собой, вместо баллона с углекислым газом нужно подключить аргоновый.
Малая жесткость алюминиевой проволоки накладывает ограничения на длину подающего шланга. Она не должна превышать трех метров, а шланг при работе должен располагаться максимально ровно. Начинать работу следует с увеличенной скоростью подачи проволоки, постепенно регулируя ее в сторону уменьшения.
Некоторые дополнительные возможности дает сварочный аппарат с импульсным режимом, а еще лучше – со специальными программами для алюминия.
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология: tvin270584 — LiveJournal
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).


Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.
 Важно, чтобы ролик был U-образный, гладкий и без насечек.
Важно, чтобы ролик был U-образный, гладкий и без насечек.- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
 д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Видео
В сюжете — Сварка алюминия полуавтоматом
В сюжете — Для начинающих сварщиков сварка алюминия полуавтоматом
В сюжете — Как настроить полуавтомат под сварку алюминия
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки
Источник
https://santekhnik-moskva. blogspot.com/2021/06/Svarka-alyuminiya-poluavtomatom.html
blogspot.com/2021/06/Svarka-alyuminiya-poluavtomatom.html
Сварка алюминия полуавтоматом: как правильно, можно ли в среде аргона, MIG, проволока
Сварка алюминия полуавтоматом – надежный и экономичный способ создания неразъемных соединений деталей из алюминиевых сплавов. Ряд физико-химических особенностей металла осложняет работу с ним, поэтому при подготовке и сварке необходимо строго следовать требованиям техпроцесса.
Особые свойства
Основная особенность металла возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Требования к оборудованию
Можно ли полуавтоматом варить алюминий? Технически можно варить алюминий любыми классами сварочного оборудования. На практике в производственных условиях чаще используют импульсные источники тока.
В домашней мастерской удобнее пользоваться инверторным полуавтоматом, работающим в атмосфере защитных газов (TIG). Работать таким устройством можно и без газа, при этом придется применять флюсосодержащую сварочную проволоку либо деталь должна вариться под слоем флюсового порошка. К оборудованию предъявляются следующие требования:
- наконечник, подающий алюминиевую проволоку в рабочую зону, должен иметь запас по диаметру, чтобы она не застряла, расширившись при нагреве,
- длина рукава, подающего проволоку, напряжение и газ, ограничена тремя метрами, рекомендуется использовать тефлон,
- подающий механизм вместо V-образных роликов требуется оснастить U- образными, не зажимающими мягкую проволоку,
Задачи сварщика при работе
Сварщику придется решать одновременно ряд задач:
- пробить оксидный слой импульсным разрядом,
- поддерживать протяженность электродуги в пределах 12-15мм,
- учитывать высокую степень расширения алюминия при нагреве.

Чтобы при остывании и усадке заготовки не деформировались и не появлялись дефекты, начинать шов надо сильным током, разрушающем оксидный слой, а завершать – плавно снижаемым, не допуская больших температурных перепадов.
Технологические особенности
Как правильно варить алюминий полуавтоматом? В качестве защитной среды применяют аргон, гелий и их смеси. Углекислый газ не подходит. Не применяются также смеси с добавлением углекислоты. Если соединение не является особо ответственным, допустимо варить без газовой среды, с флюсосодержащей, или самозащитной проволокой.
При выборе TIG метода дуга поддерживается неплавким вольфрамовым электродом, проволока используется как присадочный материал. Дуга разжигается высокочастотным импульсом.
При MIG методе плавящиеся электроды служат присадочным материалом. Сварка идет на обратной полярности.
Настройки оборудования
Для правильной настройки и выбора режимов необходимо учитывать следующее:
- режимы выбираются исходя из толщины заготовки, состава сплава, способа разделки кромок, выбранных сварочных материалов, справочные таблицы приведены в ГОСТе,
- следует проверить исправность вытяжной вентиляции, чтобы удалять образующуюся копоть,
- наконечники подбираются с запасом на тепловое расширение проволоки,
- тщательная зачистка проводится непосредственно перед сваркой,
Во время работы, особенно с тонколистовыми заготовками, необходимо следить за режимом теплоотвода. Это позволит избежать перегрева деталей и связанных с ним дефектов.
Это позволит избежать перегрева деталей и связанных с ним дефектов.
Постоянным током обратной полярности
В ходе работы по технологии MIG электродуга плавит присадочный материал. Ионизированные капли расплава притягиваются имеющей противоположный потенциал поверхностью расплава. При этом они теряют свой заряд и выделяют энергию. Это разрушает слой оксидов, возникающий на поверхности расплава. После остывания расплав кристаллизуется, формируя шовный материал.
Аппараты-полуавтоматы
Выбирая сварочный полуавтомат для сварки деталей из алюминия, необходимо уделять внимание следующим характеристикам:
- Мощность. Для сварки алюминия требуется мощность от 6 квт.
- Режимы. Должен поддерживать режим работы импульсами (Pulse), TIG и MIG.
- Напряжение. Бытовые аппараты работают от сети 220 вольт. Если толщина превышает 3 мм, лучше остановиться на трехфазном питании 380 вольт.
Для заготовок большой толщины лучше выбрать аппарат, оснащенный системой охлаждения горелки.
Как использовать?
Следует обеспечить следующие параметры и характеристики:
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления,
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356
Рабочие режимы для сплавов с низким содержанием кремния.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности
При выполнении работ следует соблюдать следующие меры безопасности:
- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги,
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали,
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок,
- образование оксидного слоя при некачественной или преждевременной зачистке,
- возникновение трещин из-за перегрева заготовки и последующей усадки,
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве,
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Плюсы и минусы
Технология полуавтоматической сварки характеризуется следующими преимуществами:
- прочность и долговечность соединения,
- экономный расход сварочных материалов и энергетических ресурсов,
- компактность оборудования.
Свойственен методу и ряд недостатков:
- высокая стоимость оборудования,
- механизм подачи боится запыленных помещений,
- сложности работы при отрицательных температурах.
Заключение
Полуавтоматическая сварка алюминия позволяет получать прочный и долговечный шов и экономить ресурсы. Она не требует высокой квалификации сварщика, однако требования технологии необходимо строго соблюдать. Доступна технология и для домашних мастерских.
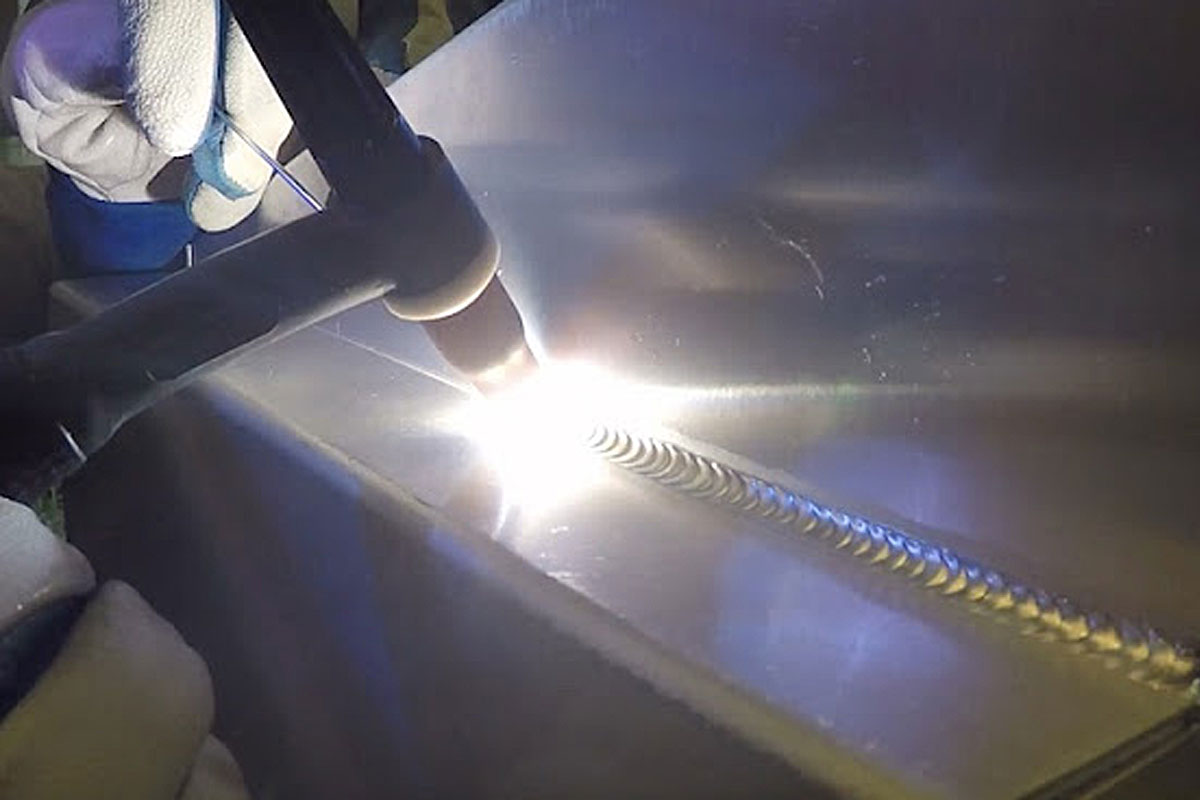
Загрузка…Сварка алюминия полуавтоматом в аргоне
Сварка деталей из алюминия — одна из тех задач, которые требуют от автомобильного мастера высокого профессионализма. Этот легкий и недорогой металл все чаще используется в автопромышленности. Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата). Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата). Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
О сварочном аппарате
T3 GYS Auto — это синергический инверторный полуавтоматический аппарат, созданный во Франции и предназначенный для работ по тонкому листовому металлу. Разработчики специально проектировали его для автосервисов и кузовных цехов. Благодаря низкому минимальному току (15 Ампер) полуавтомат может варить листовую сталь, нержавейку, алюминий. Также аппарат имеет функцию сварки-пайки медными сплавами.
Подачу сварочной проволоки обеспечивают два четырехроликовых механизма. Мастер может выбрать синергетический режим (автоматическая настройка в зависимости от силы тока) или настроить скорость ее выхода вручную.
Spool gun обеспечивает уверенную подачу проволоки диаметром 0.8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
Нюансы сварки алюминия
Самая большая проблема при сваривании алюминиевых деталей заключается в том, что этот металл имеет низкую температуру плавления (660 °С) и нагревается гораздо быстрее стали. Поэтому работать с ним нужно аккуратно, чтобы случайно не прожечь кузов насквозь.
Еще один нюанс — в реакции алюминия на кислород. При их взаимодействии на поверхности детали образуется тонкая оксидная пленка, которая сильно усложняет дело. Для ее проплавления нужна очень высокая температура — 2044°С, что значительно повышает энергозатраты. Поэтому для борьбы с окислением сваривание алюминия осуществляют в среде защитного газа аргона, который вытесняет кислород из рабочей зоны. Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
А вот взаимодействие алюминия со сталью в процессе ремонта крайне нежелательно, так как приводит к появлению гальванической коррозии. Поэтому сварщику нельзя использовать плохо очищенные инструменты, которыми до этого ремонтировали стальные детали.
Это далеко не все проблемы, с которыми мастер сталкивается при сваривании алюминия, однако формат статьи не позволяет рассмотреть этот вопрос всесторонне. Перейдем к самому процессу сварки полуавтоматом.
Свариваем алюминиевый капот
Возможности полуавтомата T3 Auto Дмитрий Мягков продемонстрировал на выполненном из алюминия капоте автомобиля. Для этого при помощи плазмореза он сделал на нем небольшой надрез толщиной 1 мм, имитирующий трещину в металле.
Сварку алюминия под защитой аргона производят небольшими участками во избежание перегрева и прожига, об опасности которых мы уже говорили выше. Паузы, в которых алюминий остывает, нужно использовать для зачистки зоны шва металлической щеткой.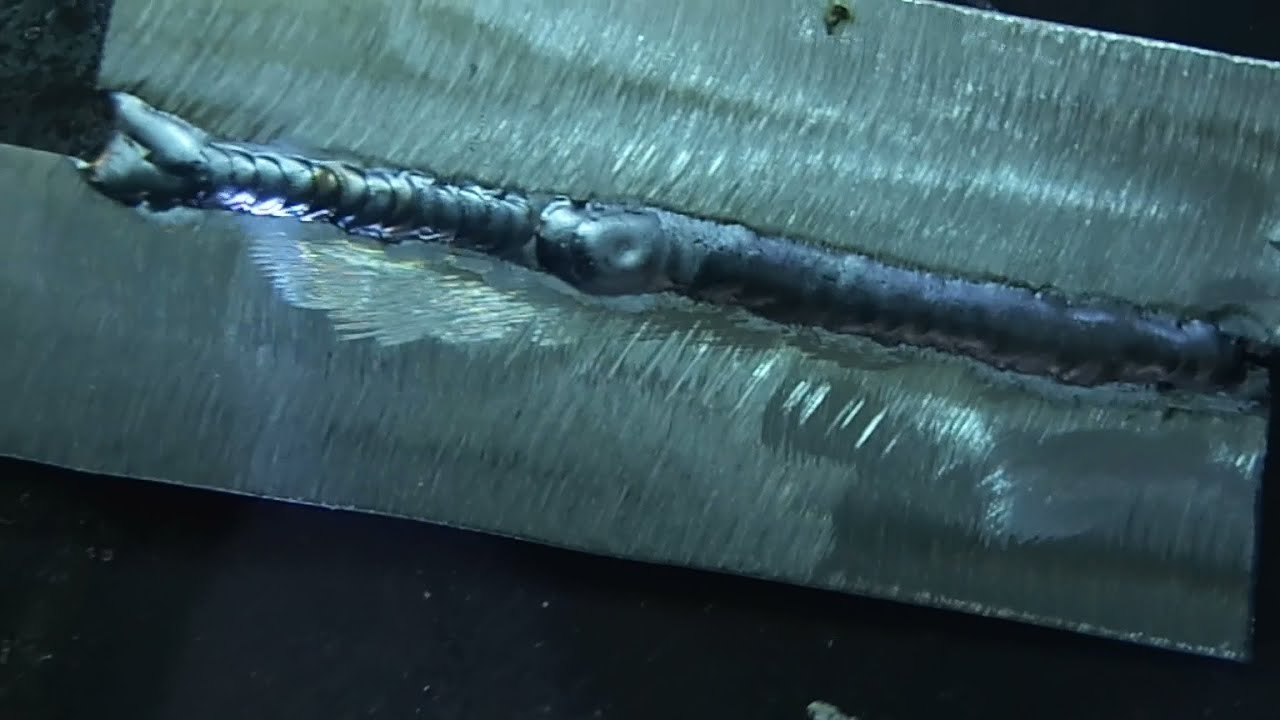 Это позволяет удалить с поверхности все выгорающие присадки.
Это позволяет удалить с поверхности все выгорающие присадки.
Законченный шов необходимо снова зачистить абразивом, чтобы удалить излишки присадочного материала. Даже если он получился не очень аккуратным, на этапе шлифования можно все исправить, и поверхность станет идеально ровной. Итог — практически незаметный шов. Увидеть работу полуавтомата своими глазами можно в нашем видео.
Рекомендованные статьи
Сварка алюминия. Советы и рекомендации
Немногим более чем за 100 лет алюминий из редчайшего и дорогого материала превратился в необходимую составляющую нашей жизни. Области его применения все более расширяются, соответственно растут промышленные объемы потребления этого металла.
Именно механические и антикоррозийные свойства, малый удельный вес алюминия является определяющими фактороми, который позволяет создавать легкие и в то же время прочные конструкции.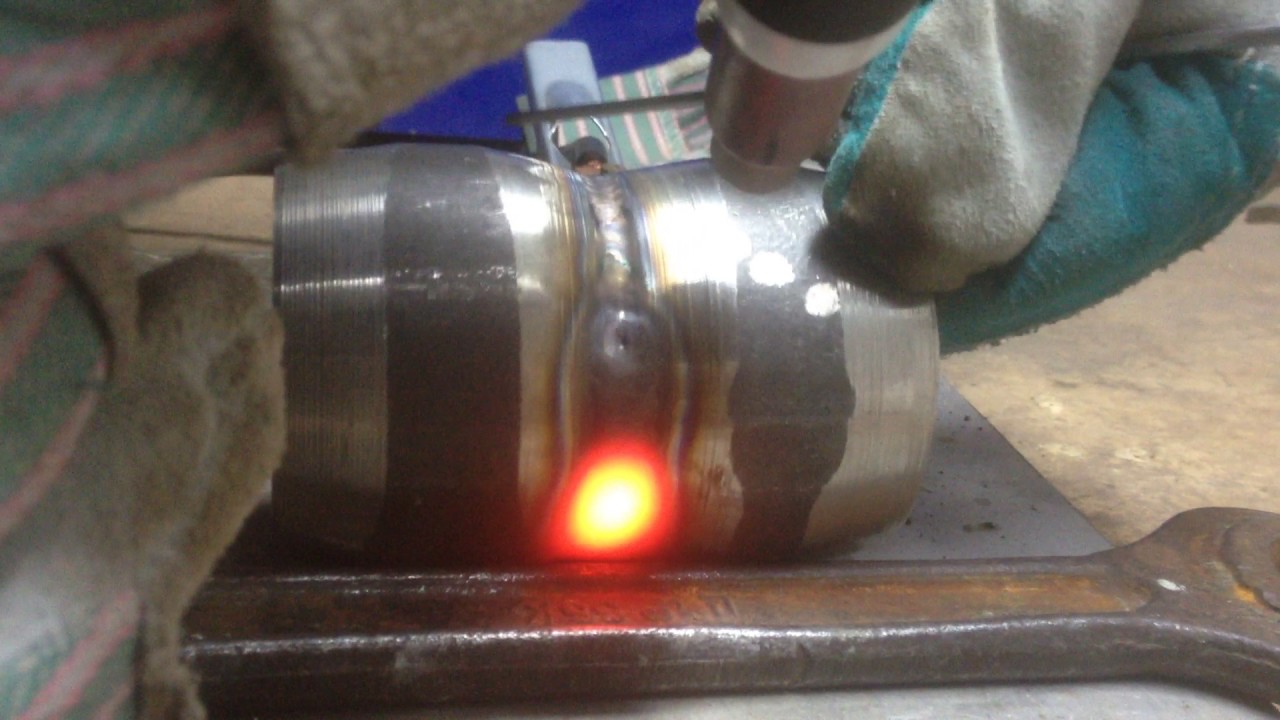
Для сварки деталей из алюминия и его сплавов применяется как MIG- так и TIG(AC)-сварка. Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но внешний вид шва получается более качественным.
Основные рекомендации по сваркеПрежде, чем впервые приступить к работе с алюминием, сварщик должен ознакомиться особенности материала и технологией его сварки.
Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/смK). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали.
Из-за высокой теплопроводности выполнять высокопроизводительную сварку весьма затруднительно по причине недостаточной глубины проплавления. Кристаллизация сварочной ванны происходить очень быстро и, поэтому возможно неполное газовыделение, приводящее к образованию пор в сварном шве. Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальный участок сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине «непрогретости» деталей. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного на сварочных аппаратах MERKLE.
Кристаллизация сварочной ванны происходить очень быстро и, поэтому возможно неполное газовыделение, приводящее к образованию пор в сварном шве. Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальный участок сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине «непрогретости» деталей. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного на сварочных аппаратах MERKLE.
В первом такте сварки можно задать импульс сварочного тока большей силы, чем основной, который ускорит нагрев свариваемых деталей.
Материалы и сварочная проволокаСпектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой сварочной проволоки, общим требованием является ее своевременное использование. Время хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно вредно влияние высокой влажности воздуха.
Особенно вредно влияние высокой влажности воздуха.
Кромки и околошовная зона свариваемых деталей должны быть тщательно очищено от загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3).
Защитные газы для сваркиАлюминий и алюминиевые сплавы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке металлических листов большой толщины. Применение смеси защитных газов способствует более полному газовыделению и потенциальному отсутсвию пор.
Специальные рекомендации по MIG-сваркеСварочные аппаратыСтандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя синергетические импульсно-дуговые аппараты, которые снабжены специальной программой для сварки алюминия. В качестве рекомендации: — для сварки алюминия толщиной 6 мм необходимо использовать сварочный аппарат с возможностью регулировки тока сварки до 300 A.
Оптимального результата можно добиться, используя синергетические импульсно-дуговые аппараты, которые снабжены специальной программой для сварки алюминия. В качестве рекомендации: — для сварки алюминия толщиной 6 мм необходимо использовать сварочный аппарат с возможностью регулировки тока сварки до 300 A.
Синергетические импульсно-дуговые сварочные аппараты располагают готовыми программами для выполнения сварки различных материалов. Эти программы имеют оптимальную настройку для различных сплавов. Ручной переключатель на панели управления дает возможность выбрать любую программу. С помощью кнопочного управления на регуляторе энергии нужно выбрать только силу тока. Настройка всех остальных параметров производится микропроцессором автоматически.
Подача проволокиАлюминиевая проволока значительно пластичнее стальной. В связи с этим рекомендуется четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
Для сварочной горелки в применяется тефлоновая направляющая для уменьшения трения проволоки. Общая длина горелки не должна превышать 3 м, а рукав во время сварки должен оставаться по возможности прямым. При использовании проволоки диаметром
0,8 мм рекомендуется применение Push-Pull-горелки. В этой горелке встроен миниатюрный механизм подачи проволоки, что позволяет увеличить длину горелки до 10 м.
При сварке горелка располагается под углом 10–20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10–15 мм. При большем расстоянии необходимо значительно увеличивать подачу защитного газа.
Расход защитного газаРекомендуется следующий расход:
- Диаметр проволоки 1,0 мм — 12–14 л/мин
- Диаметр проволоки 1,2 мм — 14–16 л/мин
- Диаметр проволоки 1,6 мм — 18–22 л/мин
Для установки необходимого расхода газа рекомендуется использовать ротаметры.
В современных импульсно-дуговых сварочных аппаратах реализованы функциональные режимы сварки, в частности 4-тактный, который позволяет настроить отдельно сварочные параметры на каждом этапе выполнения сварного шва. В первом такте в начальной стадии выполнения сварки активируется более высокий сварочный ток, который ускоряет прогрев свариваемых деталей. При этом можно избежать сварочных дефектов в начальной стадии процесса сварки.
Окончание процесса сварки также чревато образованием дефектов. Кроме образования незаваренного кратера, также возможно образование горячих трещин в результате усадки расплавленного металла сварочной ванны при охлаждении. Реализация функции понижения тока в третьем такте можно полностью избежать появления вышеуказанных дефектов.
Интерпульс-методОдним из специфических методов импульсно-дуговой сварки является интерпульс-метод, который имеет преимущества перед другими методами при сварке алюминия. В этом случае на основной пульсирующий ток, добавляется второй программируемый импульс тока. Внешний вид сварного шва выглядит так же, как и при TIG-сварке.
Преимуществами интерпульс-метода являются:
- внешний вид и качество шва как при MIG-сварке;
- уменьшение нагрева шва;
- уменьшение термических деформаций свариваемого изделия.
Для сварки алюминия TIG-аппаратами производится переключение на переменный ток (AC). Имеется большой выбор сварочных аппаратов от 170 A до 600 A
Положение горелки при TIG-сваркеГорелка располагается по направлению сварки под углом 15–40° к вертикали. Присадочный материал вводится в сварочную ванну под углом 10–30° по отношению к поверхности заготовке.
Количество защитного газаКоличество защитного газа составляет примерно 5–12 л/мин в зависимости от диаметра керамической форсунки TIG-горелки. После окончания сварки газ необходима продувка защитным газом для защиты сварного шва и охлаждения неплавящегося электрода.
Доктор-инженер Ульрих Пранк MERKLE Schweissanlagen-Technik GmbH
Как приготовить полуавтомат? Полуавтоматические режимы сварки. Полуавтомат для сварки алюминия
Сварка — это целое искусство. Профессиональных сварщиков везде ценят чуть ли не на вес золота: их не хватает не только на бытовые нужды, но и на промышленность. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
Например, готовить полуавтомат умеют даже не на всех предприятиях. Эта статья посвящена нашей статье.
Общие понятия
Сварочный полуавтомат в настоящее время Называется устройство, с помощью которого производится электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в аппарат. Полуавтоматический механизм связан с тем, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные аппараты по типу защиты сварного шва:
- Аппараты для сварки металла под флюсом;
- полуавтоматы для сварки в инертных газах;
- автоматы, в которых в качестве электрода используется специальная порошковая проволока.
Отметим, что аппараты для дуговой сварки под флюсом уже давно не используются в отечественной промышленности, так как их варят на полуавтомате этого типа только по старым технологиям, которые редко встречаются в развитых промышленных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предполагает использование нейтральных газов. В частности, так чаще всего готовят порошковую проволоку.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:- автоматы, в которых используется твердый стальной электрод;
- сварочные аппараты сплошной алюминиевой проволокой;
- Универсальные модели (позволяет использовать оба типа электродов).
Распределительные сварочные аппараты и характер их мобильности:
- Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышленности.
- Их антиподы — переносные разновидности, на которых может перевезти только одного человека.
- Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые можно транспортировать на специальном автомобильном шасси. Поскольку их варят на полуавтомате такого типа в полевых условиях, аппарат комплектуется самыми «живучими» компонентами.
Следует учитывать, что современная промышленность выпускает сотни моделей сварных полуавтоматических систем, которые могут существенно различаться по своим характеристикам. С их помощью соединяют не только сталь, но и алюминий, и другие металлы. В цехах автомобильных заводов подобные механизмы задействованы в производстве кузовов.
Полуавтоматические режимы сварки
Поскольку сварщику, работающему с аналогичным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию различные полуавтоматические режимы сварки.Среди них опытный специалист сможет подобрать тот, который идеально подойдет для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
- А режим с коротким замыканием сварочной дуги и без него.
- Крупные, средние и мелкие капли.
- Режимы с напылением флюса и без него.
- циклическая сварка при использовании короткой дуги;
- точечного типа;
- импульсная сварка;
- вариант со струйным перемещением сварного металла;
- Сварка в условиях непрерывного кругового переноса металла.
Если используется углекислота (см. Выше), то в практических условиях чаще всего выбирают импульсно-дуговый режим. Как правило, ток постоянный, полярность обратной. В этом случае скорость плавления металла не слишком высока, но сварочная дуга намного стабильнее, а полученный сварной шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должны входить трансформатор для питания, горелка и механизм подачи сварной проволоки, кабели и гильзы для подачи инертного газа, а также компьютеризированная система управления сварочными процессами.Электрод автоматически подается в зону технологических операций, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Преимущества сварочных полуавтоматов
- Огромным преимуществом является то, что можно сваривать металл, толщина которого не превышает 0,5 мм.
- Ржавчина и даже довольно серьезные загрязнения металла шва не помеха качественной работе.
- Стоимость работ (по сравнению с другими видами сварки) очень низкая, так как стоимость основных расходных материалов невысока.
- Важно, что с помощью полуавтомата на медной проволоке возможно соединение деталей из оцинкованной стали, а само покрытие останется полностью целым.
Слабые места в технологии
- Если нет возможности использовать инертный газ, металл начинает довольно сильно «закипать», и брызги окалины разлетаются на значительное расстояние.
- От открытой дуги идет достаточно сильное излучение, так что этот момент тоже не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные особенности, полуавтоматы интенсивно используются в бизнесе ремонта автомобилей. Чаще всего эта технология применяется при сварке стали, а также алюминия. Аргон в основном используется как инертный газ. Кроме того, сталь часто сваривают в углекислом газе.
Немного о подающем механизме
Почему типы полуавтоматические, мы уже упоминали. Поскольку сварщику по роду своей работы придется постоянно работать с механизмом, подающим электрод (проволоку) в рабочую зону, будет полезно узнать обо всех существующих типах таких устройств.На сегодняшний день их выделяют сразу три:
- разновидностей рисунка.
- Подающие механизмы толкающего типа.
- Универсальные модификации: проволока для сварки полуавтоматом в данном случае может быть любой.
Начало работы
Как и в других случаях, которые так или иначе относятся к работе со сварочными аппаратами, заранее необходимо будет правильно настроить все свое оборудование. Во-первых, следует выбрать ток, руководствуясь толщиной свариваемого металла и инструкциями, прилагаемыми к аппарату.Как правило, в документации есть специальная таблица, в которой подробно описывается технология сварки. Отметим, что при малом сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь той же инструкцией, установите необходимую скорость подачи электрода в рабочую зону. Его можно отрегулировать, соответствующим образом подбирая сменные шестерни для коробки передач. Обязательно перед началом работы проверьте ток и напряжение!
Если вы собираетесь сварить какой-то важный технологический продукт, обязательно проверьте правильность всех настроек на любом тестовом образце.Соответственно, по результатам испытаний следует произвести окончательную регулировку (при необходимости). Если правильно настроить сварочный аппарат, лучшим доказательством этого будет ровная и стабильная сварочная дуга.
Можно ли готовить в полуавтомате без инертного газа?
Безусловно, с помощью инертного газа сварочные работы выполняются максимально качественно. Вот только для тех, кто редко пользуется сваркой, покупка целого газового баллона экономически нецелесообразна.Сварка полуавтомата без газа?
Отличной альтернативой является порошковая или порошковая проволока. В данном случае он представляет собой стальную трубку, внутри которой запрессован флюс. При горении над местом сварки образуется локальная зона, защищенная его паром. Обратите внимание, что в этом случае необходимо использовать постоянный ток.
Так выполняется полуавтоматическая сварка без газа.
Производим металлопродукцию
Сначала ставим в положение «Вперед» переключатель, который отвечает за подачу электрода (проволоки).Затем заполните имеющуюся воронку флюсом. Важный! Держатель должен быть расположен таким образом, чтобы подающий конец воронки находился точно в зоне сварки, иначе флюс выйдет из строя, и вы увидите огромное удовольствие от масштабирования.
Откройте крышку на резервуаре с флюсом, затем начните слегка щелкать по электроду в месте сварки, одновременно нажимая кнопку «Старт». После этого появляется дуга. Можно начинать работать.
А как сварка алюминия полуавтоматом?
Производим алюминиевые детали
Алюминий — металл, с точки зрения сварщиков, что очень сложно.На его поверхности имеется достаточно толстый слой амальгамы, который не только затрудняет обычную сварку металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. Поэтому желательно хорошо знать все аспекты этой работы, иначе у вас не получится сделать надежный и качественный сварной шов на металле.
Так происходит сварка алюминия полуавтоматом.
Полуавтомат для дуговой сварки
Сразу отметим, что при таком способе работы допускается только алюминиевая проволока, которая используется в качестве электрода.Учтите, что из-за своей мягкости он часто образует петли в токоприемнике, поэтому приходится использовать свои специальные модели, разработанные специально для использования алюминия.
Чаще всего используется аргонная сварка (в таких условиях удобнее использовать полуавтомат), и особое внимание следует уделять качеству газа. Давление подобрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но при этом не превышать предельных значений, так как в этом случае воздух засасывается.
Какие задачи стоят перед сварщиком?
- Для начала нужно тщательно очистить все части деталей, предназначенных для сварки, от грязи и краски.
- Остатки грязи необходимо очистить химическими растворителями.
- Как мы уже говорили, сначала следует сделать пробную прошивку, так как аппаратные настройки могут быть не очень удачными.
- Очень важно правильно подобрать ток и напряжение: слабый ток просто не сломает амальгаму. Кроме того, нужно внимательно подходить к защите сварочной ванны.
Все остальные операции ничем не отличаются от описанных выше.
В каких условиях лучше всего сваривать кузовные детали автомобилей?
Основываясь на опыте ведущих предприятий, мы настоятельно рекомендовали бы использовать в кузовном ремонте только полуавтоматическую сварку алюминия в углекислом газе. Этот подход имеет много преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что дает возможность без проблем сваривать даже узкие детали, не боясь потерять их внешний вид.Даже если деталь уже была окрашена, пигмент локально выгорает, и повреждения небольшие. Это дает прекрасную возможность сэкономить на финишной покраске и подготовке деталей к ней.Даже сварка полуавтоматом из нержавеющей стали выполняется очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки этим методом очень велика. Это обеспечивает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, ведь шов получается предельно аккуратным и качественным.Кроме того, вам не придется судорожно рассчитывать доли миллиметров, соединяя детали: потери в металле очень малы, так что можно надежно сваривать даже очень мелкие детали.
Даже те составы, которые состоят из элементов разной толщины, порадуют качеством сварного соединения. Стоит добавить, что углекислый газ стоит дешево, а инверторную полуавтоматическую сварку быстро осваивают не слишком опытные сотрудники.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац.Дело в том, что тепло в этом случае поднимается снизу вверх, что мешает качественной сварке. Именно поэтому все вертикальные швы готовятся строго сверху вниз. Горелка должна быть направлена немного вверх, так как в этом случае тепло, необходимое для тепловой ванны, сохраняется намного лучше. Учтите, что сваривать нужно как можно быстрее, так как нужно будет предотвратить возникновение потоков расплавленного металла. Обязательно держите электрод за передний край ванны.
Вот как приготовить полуавтомат.Удачной работы!
Обзор ружьяSavage Renegauge: скорострельный, плавный цикл
(Фотография Майкла Аншуэца)16 ноября 2020 г. Скотт Хоген
Одной из главных новостей выставки SHOT Show 2020 стал выход на рынок самозарядных ружей.Новое ружье, известное как Savage Renegauge, сделало больше, чем просто позиционирование бренда как игрока на поле боя. Вместо этого Renegauge меняет представление о полуавтоматических ружьях для энтузиастов огнестрельного оружия.
В основе элегантного нового Renegauge лежит запатентованный Savage D.R.I.V. (Двойной регулирующий линейный клапан) газовая система. Старые газовые полуавтоматические ружья не предлагают компенсацию газа, а это означает, что весь газ из выстрела проходит через операционную систему. Из-за этого полуавтоматические ружья без системы компенсации газа производят более сильную отдачу и не контролируют скорость затвора (что может привести к поломке).Более того, ружья, которые не компенсируют широкий спектр патронов для дробовика, представленных на рынке, могут не эффективно работать со всеми зарядами.
Ружье Savage Renegauge отличается другим дизайном. Вентиляционные отверстия расположены в шахматном порядке (что предотвращает стружку пыж и сохраняет операционную систему в чистоте), и когда газ попадает в систему, используется только то количество газа, которое необходимо для работы механизма. Избыточный газ выходит через переднюю часть цевья, и это гарантирует, что одинаковое количество газа используется для цикла действия при каждом выстреле, независимо от заряда.
(фото Майкла Аншуэца)В результате Renegauge представляет собой скорострельный полуавтомат с плавным циклом стрельбы, который генерирует приятно мягкую отдачу. Нет уплотнительных колец или сменных поршней, с которыми можно было бы связываться (или терять), а постоянная скорость болта значительно снижает износ системы. Savage производит меньшую отдачу, чем конкурирующие полуавтоматические ружья, и, что, пожалуй, наиболее важно, он циклически переключает все, от легких целевых зарядов до больших зарядов водоплавающих птиц, без необходимости ручной регулировки.Это легкая альтернатива полуавтоматическим ружьям с низким уровнем отдачи.
Некоторые модели винтовок Savage позволяют покупателям настраивать подгонку приклада, используя сменные проставки и гребенки; та же универсальность нашла свое отражение в линейке ружей Renegauge. Правильная установка оружия критически важна для стабильной стрельбы, и практически все ружья премиум-класса для соревнований поставляются с регулируемым прикладом. Однако в этих ружьях мирового класса для соревнований используется громоздкое и дорогое металлическое приспособление для регулировки, которое не имеет смысла для полевого ружья.В Renegauge используются легкие полимерные вставки, которые можно заменить за секунды, чтобы настроить гребешок, длину вытягивания и откидную. Правильная подгонка ружья способствует равномерному расположению ружья плечом и позволяет быстрее захватывать цель. Renegauge может быть сконфигурирован 20 различными способами для сброса и заброса, длины вытягивания и высоты гребня, что обеспечивает подходящую подгонку для каждого стрелка.
(фото Майкла Аншуэца)Ружья Renegauge оснащены дополнительными функциями. Крупногабаритные органы управления легко управляются в перчатках или без них, поэтому охотники смогут эффективно управлять ружьем даже в разгар зимы.Готовый к соревнованиям порт для легкого заряжания магазина позволяет быстро вставлять гильзы в тубус, не отрывая глаз от неба. Входящий в комплект амортизатор прикладной удочки также помогает еще больше минимизировать отдачу и позволяет производить очень быстрые последующие выстрелы.
Цельный руль в сборе и возвратно-поступательные детали хромированы для простоты очистки и долговечности, а рифленый ствол имеет мелонитовую отделку и снабжен вентилируемым верхним ребром из углеродистой стали с оптоволоконным передним упором.Стволы Renegauge имеют стильную канавку, которая придает ружью уникальный современный вид.
Сверху вниз: Renegauge Field, Renegauge Turkey Bottomland, Renegauge Turkey Obsession (изображения любезно предоставлены Майклом Аншутцем)В настоящее время доступны четыре различных модели Renegauge 12-го калибра: Renegauge Field, Renegauge Turkey Bottomland, Renegauge Turkey Obsession, Renegauge Turkey Obsession . Модели Turkey поставляются с 24-дюймовыми стволами и камуфляжем Mossy Oak, а модели Field и Waterfowl оснащены 26- или 28-дюймовыми стволами.Модель Waterfowl поставляется с полным камуфляжным покрытием Mossy Oak Shadow Grass Blades, а версия Field поставляется в черном цвете. Вес варьируется от 7,75 до 8 фунтов, в зависимости от модели. Рекомендуемая производителем розничная цена составляет 1449 долларов для полевой версии и 1549 долларов для камуфляжных моделей.
Renegauge Performance на линейке
Настраиваемый приклад Renegauge — достаточная причина для покупки этого ружья. Я смог быстро перенастроить приклад ружья, чтобы он подходил мне должным образом, и когда это произошло, Ренегуг естественным образом подошел к моему плечу.Такая подгонка помогает более стабильно поражать цели и ловить птиц, но также помогает снизить отдачу. Сочетание правильной посадки, усовершенствованной самокомпенсирующейся газовой системы и резиновых вставок на щеках делает Renegauge одним из самых мягких стрелковых ружей 12-го калибра на рынке.
(фото Майкла Аншуэца)После полного раунда спортивных ударов (100 ударов) мое лицо и плечо почувствовали себя хорошо. Если вы подумываете о том, чтобы перейти на калибр 20, чтобы снизить утомляемость при отдаче, Renegauge — лучшая альтернатива.Вы получаете полезную нагрузку 12-го калибра с отдачей 20-го калибра от этого ружья, и, по правде говоря, я стрелял из легких 20-мм ружей, которые давали заметно сильнее, чем этот Savage 12-го калибра. Даже при стрельбе 3-дюймовыми патронами для водоплавающих птиц 8-фунтовая Renegauge вполне управляема.
Я был впечатлен способностью пистолета без сбоев выдерживать очень легкие нагрузки. После стрельбы 200 выстрелов из целевых зарядов в 1 и 1 1/8 унции, Renegauge Waterfowl продолжал стабильно ездить на велосипеде. Поскольку D.R.I.V. Система отводит весь лишний газ и мусор, внутри механизма не образуется много загрязнений.После первых 200 выстрелов я протер экшен, но чрезмерных отложений не было, а хромированные детали легко стереть.
Также впечатлило качество и отделка внутренних компонентов. Узел управляющей планки и втулка толкателя приварены прецизионной лазерной сваркой к держателю для дополнительной прочности и долговечности. Savage не требует особого обслуживания по сравнению с другими полуавтоматическими ружьями, и когда вы все-таки разбираете его для чистки, этот процесс не является большой рутиной.
(фото Майкла Аншуэца)Стрелкам из дробовика нужно ружье, которое хорошо балансирует, и Ренегаг делает именно это. Красная оптоволоконная передняя полоса хорошо видна даже при первом попадании света в пасмурные дни. Savage предлагает нарезные дульные насадки с каждым ружьем Renegauge: версии Field и Waterfowl поставляются с улучшенным цилиндром, модифицированными и полными чоками, в то время как модели Turkey поставляются с дополнительной дополнительной полной стволом. Поскольку в дросселях Savage используется рисунок резьбы дроссельных заслонок Benelli / Beretta Mobil, существует множество вариантов дроссельной заслонки на вторичном рынке.
Savage заново изобретает дизайн американского полуавтоматического ружья. Reneguage предлагает эффективную газовую систему, которая обещает отличную надежность сейчас и на долгие годы. Эти ружья американского производства построены по очень высоким стандартам, что гарантирует, что Savage станет крупным игроком на рынке полуавтоматических ружей в будущем.
Дробовик Savage Renegauge Характеристики:
Операция: Газовое полуавтоматическое ружье
Калибр: 12
Камера: 3 дюйма.
Вместимость: 4 + 1 (2 3/4 дюйма)
Длина ствола: 24, 26 или 28 дюймов
Материал приемника: Алюминий
Покрытие приемника: Матовый черный
Материал ствола: углеродистая сталь
Отделка ствола: Мелонит
Вес: 7,75-8 фунтов
Общая длина: От 45,5 до 49,5 дюймов
Длина тяги: От 14,25 до 15,07 дюйма.
Дроссели: IC, M, F (IC, M, F, EF для моделей Турции)
Варианты отделки: Black, Mossy Oak Shadow Grass Blades, Mossy Oak Obsession, Mossy Oak Bottomland
MSRP: 1449–1549 долларов
Контактное лицо: Savage Arms, www.savagearms.com, (800) 370-0708
Термоупаковщики: Полуавтоматические термоуплотнители
ПОЛУАВТОМАТИЧЕСКИЕ УПЛОТНИТЕЛЬНЫЕ МАШИНЫ ДЛЯ ЗАКРЫТИЯ ПРЕДВАРИТЕЛЬНЫХ ЛОТНЕЙ — СЕРИЯ FP SM-A
Полуавтоматические термосварочные машины FP SM-A подходят для упаковки пищевых продуктов в предварительно отформованные лотки с пластиковой закрывающей пленкой из ПП, ПЭТ, ПС, ПЭ.
Они идеально подходят для магазинов деликатесов, гипермаркетов, продуктовых магазинов, ремесленных мастерских и предприятий общественного питания.
Все машины изготовлены из нержавеющей стали и анодированного алюминия.
Рабочий процесс синхронизирован и электрически контролируется; управление функциями осуществляется с цифровой панели.
Стандартные машины работают с питанием 220В, модели с питанием 120В доступны по запросу.
МОДЕЛИ И ПРИБЛИЗИТЕЛЬНЫЕ ЦЕНЫ
3 модели, указанные на этой веб-странице, могут запечатывать пластиковую пленку на лотках различных размеров, в зависимости от установленной формы.
В указанную цену входит термоуплотнитель и 1 стандартная фиксированная форма с 1 отверстием.
По запросу мы можем выслать вам ценовое предложение на термосварщик, оснащенный специальными формами и различными принадлежностями
ОПЕРАЦИЯ:
Оператор должен поместить лоток в форму и протолкнуть форму в термоуплотнитель.
После этого машина автоматически заклеит пленку на лотке.
Звуковой сигнал предупреждает оператора об окончании цикла, и после удаления формы можно будет извлечь запечатанные лотки.
В этой серии термосварщиков пленка запаивается на лотке, но не обрезается.
Если используется пленка шире лотка, оператор должен закончить работу, обрезав ее вручную.
ДОСТУПНЫЕ МОДЕЛИ:
FP SM-101A: полуавтоматический термосварщик для лотков с максимальными размерами 205x150x100h мм
FP SM-102A: полуавтоматический термосварщик для лотков с максимальными размерами 260x195x155h мм
FP222 термозакрепитель для лотков SM-105A с максимальными размерами 370x280x155h мм
Принимая во внимание указанные выше меры, можно изготавливать формы с несколькими лотками.
Например, в модели FPSM105A можно создать до 4/6 отверстий в форме и запечатать 4/6 лотков одновременно.
МОДЕЛЬ | FP SM-101A | ФП СМ-102А | ФП СМ-105А |
Размеры | 240×390 ч. 500 мм | 295×450 ч.555 мм | 460×510 выс. 555 |
Напряжение | 220 В | 220 В | 220 В |
Мощность | 550 Вт | 700 Вт | 1400 Вт |
Масса | 20 кг | 25 кг | 35 кг |
Макс.размеры катушки | L = 150 диаметр 160 мм | L = 210 диаметр 200 мм | L = 380 диаметр 200 мм |
Макс. размер лотка | 205×150 мм | 260×195 мм | 370×280 мм |
Макс.глубина лотка | 100 мм | 155 мм | 155 мм |
Индивидуальные программы запайки | 9 | 9 | 9 |
циклов в минуту | 6-8 | 6-8 | 6-8 |
Характеристики машины:
Предназначен для упаковки в предварительно отформованные лотки разных размеров с совместимыми закрывающими пленками.
Изготовлен из нержавеющей стали и анодированного алюминия.
Алюминиевая уплотнительная пластина с тефлоновым покрытием.
Девять сохраняемых программ запечатывания.
Электронный контроль температуры уплотнительной пластины (0-200 ° C)
Звуковой и световой предупреждающий сигнал в конце цикла
Автоматическое запаивание с электроприводом, работающее только от электричества.
Цикл запайки автоматически активируется, когда форма полностью вставлена.
Быстрая и простая смена формата.
Катушка покрывающей пленки помещается на переднюю часть машины, и разматывание происходит автоматически во время вставки формы вручную.
ИСПОЛЬЗУЕМЫЕ ФОРМЫ:
В ручных термосварочных машинах можно использовать два разных типа пресс-форм: « регулируемый » и фиксированные формы без высечки :
FPSM-101A | ФПСМ-102А | FPSM-105A |
— Регулируемый тип 1 | — Регулируемый тип 1 | — Регулируемый тип 1 двойной — 2 лотка |
В то время как «фиксированные формы» специально изготавливаются в соответствии с размером лотков, регулируемые формы могут быть адаптированы к разным размерам лотков.
«Регулируемые» формы бывают следующих типов:
— тип 1 подходит для запечатывания лотков размером мм. 190×137 — 137×125 — 137×95
— тип 2 подходит для запечатывания лотков размером мм. 260×190 — 230×190 — 190×137 — 137×95
— Тип Plus подходит для запечатывания лотков размером мм. 260×190 — 230×190 — 190×137 — 137×125 — 137×95
— тип 1-двойной подходит для запечатывания 2 лотков размером мм. 190×137 — 137×125 — 137×95
THERMO-SEALING FILM:
Пленка для термоуплотнительных машин доступна из следующих материалов:
PET-PP: для полипропиленовых противней для приготовления в микроволновой печи
PET-PE: для полипропиленовых и картонных противней
Melinex: для картонных противней для традиционных духовка и микроволновая печь
ДОПОЛНИТЕЛЬНО
— Блок сверления: идеально подходит для создания серии отверстий на пленке, позволяя продукту дышать внутри лотка
— Фронтальный нож для разделения центральной пленки между двумя лотками (только FP SM-102A / Модели FP SM-105A)
— Защитная пленка для защиты рулона пленки от грязи и примесей (только модель FP SM-102A)
— Система промывки углем и азотом (модели FP SM-102A / FP SM-105A только)
Модели FP SM-102 / 105A могут быть оборудованы системой мойки лотков . Эта опция вводит азот / углерод в резервуар, промывая его и увеличивая время хранения продукта.
Полуавтоматическая сварочная горелка Lincoln Electric K471-6 Magnum 400, 15 футов
• Создан для комфорта оператора при сварке с повышенным уровнем тепла, генерируемым приложениями с более высокой силой тока, для большинства операций с газовой защитой 0,045–1 / 16 дюйма (1,2–1,6 мм).• Цельный модульный спусковой механизм — изготовлен из жаропрочного материала, выдерживающего удар головой и брызг, и обеспечивающего долгий срок службы.
• Конструкция трубки пистолета — армирована электрически изолированной металлической оболочкой, оптимизирующей сварку тонкой проволокой.
• Износостойкая оболочка из экструдированной резины — увеличивает прочность и увеличивает срок службы кабеля.
• Классическая изогнутая рукоятка — легкая и сбалансированная, обеспечивает удобный захват для снижения утомляемости. Пистолет Lincoln Electric Magnum 400 Standard серии 15 ‘идеально подходит для использования с проволокой диаметром 1/16 — 5/64 дюйма. Пистолет с воздушным охлаждением подходит для применений, требующих номинального тока 400 А, и спроектирован для использования с порошковой сварочной проволокой с непрерывной подачей газа в среде защитного газа и защитным газом.Пистолет с углом наклона трубки 60 градусов и рабочим циклом 60% включает в себя неразъемный сменный спусковой механизм, прочную систему снятия натяжения и поворотную трубку пистолета на гусиной шее. Он оснащен нескользящей ручкой для минимизации размера и максимального комфорта и контроля. Кабель пистолета легкий, хорошо сбалансированный и гибкий, что обеспечивает простоту маневрирования. Он оснащен ручным полуавтоматом подачи проволоки, который идеально подходит для сварки алюминия, а расходные детали совместимы с другими ведущими брендами. Он отличается удобной конструкцией рукоятки, которая обеспечивает балансировку, снижает утомляемость оператора и обеспечивает надежный и надежный захват.Он включает в себя цельный сменный спусковой механизм с высококачественными серебряными контактами для длительного срока службы и чистых электрических сигналов. Надежная система снятия натяжения увеличивает подачу за счет уменьшения острых углов кабеля пистолета и защищает прокладку кабеля. Вращающийся гусиная шея полезен для выполнения высококачественных сварных швов даже в ограниченном пространстве или неудобных местах соединения. Пакет из 1
Процессы: MIG, порошковая порошковая защита в газовой среде
Сила тока: 400 А
Длина кабеля: 15 футов
Рабочий цикл: 60% рабочий цикл с использованием газа CO2
Диапазон размеров провода: 1/16 — 5/64 «
Нажмите здесь, чтобы просмотреть спецификацию полуавтоматической сварочной горелки Lincoln Electric Magnum
Полуавтоматическая эспрессо-машина Отзывы
Покупка полуавтоматической кофемашины эспрессо — лучший способ для энтузиаста эспрессо, который хочет учиться и экспериментировать с кофе.Да, приличная полуавтоматика стоит не очень дорого, но и приличная супер автоматика — тоже. Полуавтоматические кофемашины эспрессо более надежны и дают вам немного больше возможностей для приготовления кофе. Это означает больший контроль над вашим выстрелом.
С полуавтоматикой вы должны выполнять дозирование и подбивку. Вам также необходимо запускать и останавливать добычу, нажав кнопку. Все остальные приятные особенности полностью автоматической машины могут быть включены в полуавтомат, но, очевидно, за определенную плату.
Автомат и полуавтомат
Я не говорю, что вам следует идти полуавтоматическим путем. Если вы любитель эспрессо, который ищет удобство и постоянство, покупка кофемашины, которая делает все за вас, имеет наибольший смысл. Вам не нужно беспокоиться о шлифовании нужного размера, утрамбовывании с нужным усилием и выполнении выстрела в течение нужного времени. Все эти решения машина принимает за вас, вам нужно только положить зерна в бункер и наполнить бак для воды.Одним нажатием кнопки вы можете приготовить эспрессо, не беспокоясь об измерении зерен, времени приготовления и т. Д. Если вы приобретете полуавтоматическую кофемашину для приготовления эспрессо, вы получите полный контроль над своей порцией. Конечно, даже лучшие из нас могут иногда делать неудачный снимок, поэтому у вас не будет 99% стабильности автоматов. У вас будет возможность настроить давление трамбовки, что невозможно с автоматом. Вы сами решаете, как долго вы будете стрелять. Вы управляете кнопкой включения-выключения, которая включает насос.Зачем нужно менять время затяжки выстрела? Возможно, кадр течет слишком медленно, но смотрится отлично. Или, может быть, вы хотите поэкспериментировать с разным временем вытягивания. Кофейные зерна не одно и то же, при одном и том же количестве они имеют разный вкус. При одинаковом количестве шот по-разному осветляется для разных бобов.
Лучшая бюджетная полуавтоматическая эспрессо-машина
Классическая эспрессо-машина Gaggia
Часто Gaggia Classic сравнивают с Rancilio Silvia, и это отлично подходит для любителей кофе с ограниченным бюджетом.Это означает, что вы можете потратить половину денег и получить сопоставимые результаты. Это очень надежная машина; люди используют его годами без каких-либо проблем. Однако самое главное, что эта машина может приготовить отличный эспрессо. Многие любители эспрессо модифицируют свой Gaggia Classic, устанавливая электронный ПИД-регулятор для идеального контроля температуры, но Classic великолепен и без него. У этой машины одно из лучших соотношений цена / качество на рынке. Ее чаще всего выбирают в качестве первой эспрессо-машины многие начинающие бариста.
Gaggia с бездонным портафильтром
Как выбрать полуавтоматическую эспрессо-машину
Обычно самым важным фактором является бюджет. Если бы бюджет не был проблемой, мы, вероятно, все купили бы профессиональную машину, такую как «La Nuova Era Cuadra». О, La Nuova Era Quadra не предназначена для домашнего использования, она предназначена для коммерческого использования. Кого волнует, если ваш бюджет позволяет это. На самом деле, для многих новичков эспрессо даже средний уровень кажется слишком дорогим.Для новичков приготовление эспрессо — все еще неизведанная территория. Рансилио Сильвия и Gaggia Classic во многих случаях полностью выходят за рамки бюджета новичка. Часто начинающий домашний бариста сжимает бюджет до минимума, потому что не хочет вкладывать слишком много ресурсов. Многие скоро сдадутся, потому что плохое оборудование только подчеркнет недостаток опыта. Если у вас есть бюджет, увеличивайте его, вы никогда не пожалеете об этом. Если бюджет ограничен, выбирайте с умом. Дешевая машина все равно будет заменена.
Характеристики и надежность
Что мы ищем в отличной полуавтоматической эспрессо-машине? Многие говорят о надежности, другие, в том числе и я, выбирают функции. Являются ли они взаимоисключающими? Не обязательно, но мне неприятно говорить, что чем больше у вашей машины функций, тем больше у нее шансов сломаться. Это не значит, что вам нужно избегать хороших машин, таких как Breville BES870XL , и покупать Rancilio Silvia. Breville делает отличные кофемашины эспрессо, а аппараты линии BES обладают некоторыми замечательными характеристиками.Эти функции помогут вам контролировать заваривание до мельчайших деталей.
Если вы ищете 100% надежность и годы использования и злоупотребления, Rancilio Silvia и Gaggia Classic — это то, что вам нужно. Но я уверен, что вам это надоест, и вы все равно измените это через пару лет. У меня есть друг, у которого есть Gaggia Classic, и он сказал, что ему никогда не понадобятся навороты Breville BES. Ему нравился ритуал утреннего кофе, и он не чувствовал необходимости экспериментировать и настраивать.Он поддерживал это довольно долго, пока не получил возможность протестировать Breville BES920XL. Ему пришлось поиграть с различными элементами управления машины и посмотреть, как выглядит полуавтомат высокого класса. На следующей неделе он купил свой Breville BES (он получил BES870XL).
Высококачественные функции
Дело в том, что с полуавтоматикой высокого класса у вас есть много дополнительных функций и элементов управления. Эти функции помогут вам получить лучший кофе эспрессо. Вот несколько замечательных функций, на которые следует обратить внимание, когда вы покупаете лучшую кофемашину эспрессо и у вас не ограниченный бюджет:
- Клапан избыточного давления для ограничения давления во время экстракции до 9 бар.
Электронный ПИД-регулятор, вероятно, является одной из лучших функций, поскольку он очень точно регулирует температуру заваривания. Это означает, что больше нет чрезмерно извлеченных кадров.
- Еще одна приятная особенность — манометр, который позволяет видеть, какое давление во время выстрела. Это замечательно, потому что вы можете легко определить время извлечения и давление утрамбовки.
- Самые современные машины оснащены двойным бойлером, поэтому вам не нужно ждать между приготовлением молока на пару и затяжкой.
- Предварительная инфузия — это функция, позволяющая измельченным продуктам медленно насыщаться водой. Это, в свою очередь, предотвратит образование каналов и обеспечит равномерное извлечение.
- Объемный регулятор позволяет точно настроить силу удара. Не все любят американо, и, потянув немного дольше, вы извлекаете немного больше кофеина в свою чашку.
Материалы и надежность
Используемые материалы и калибровка компонентов очень важны для вашей кофеварки эспрессо.Насосы обычно на 15 бар, поэтому практически нет различий между насосами. Котел очень важен, большие котлы, как правило, лучше, потому что они могут содержать больше горячей воды. Материал, из которого изготовлен котел, также важен. Латунь — одна из лучших, так как по теплопроводности ниже алюминия, но выше стали. Чем больше металла содержит машина, тем она прочнее и производит меньше вибрации и шума при варке. Меньшая вибрация означает более длительный срок службы машины. Варочная головка также очень важна, потому что плохая головка группы может изменить температуру заваривания, и это испортит каждый выстрел, который вы делаете.
Лучшая полуавтоматическая эспрессо-машина
Rancilio HSD-SILVIA Сильвия
Если бы я порекомендовал полуавтомат новичку со скромным бюджетом, то это была бы Rancilio Silvia. Это пивоварня без многих функций, и любители эспрессо выбирают ее из-за ее невероятной надежности и компонентов коммерческого класса. Корпус из матовой нержавеющей стали выглядит потрясающе, и он впишется в любую современную кухню. Большой латунный бойлер позволяет подавать эспрессо без перерыва между порциями.Головка группы из латуни обеспечивает правильную теплопередачу во время заваривания и долгий срок службы. Новичку еще предстоит научиться, но, проявив немного терпения, даже самый неопытный бариста сможет научиться делать отличные снимки с Сильвией.
Лучшая полуавтоматическая эспрессо-машина высокого класса
Breville BES920XL — отличный полуавтомат высокого класса. BES920 имеет множество опций, которые позволят вам довести дозировку эспрессо до совершенства.
Полуавтоматическая эспрессо-машина Breville
Мои любимые особенности BES920XL:
- Двойной бойлер, так что вы можете одновременно готовить шот и готовить пар для молока.
- Цифровой ПИД-регулятор с высокой точностью регулирует температуру воды. Более того, вы можете точно настроить эту температуру для «этих особых зерен».
- Функция предварительной инфузии способствует постепенному распусканию помола, предотвращая образование каналов и обеспечивая полную экстракцию.
Другие замечательные функции:
- Клапан избыточного давления для обеспечения идеального давления во время экстракции. Функция автоматического запуска
- гарантирует, что машина предварительно прогреется в желаемое время утром, поэтому вам не придется ждать.
Для начинающих бариста есть несколько функций, которые помогут им улучшить свои навыки.
- Часы для броска помогут рассчитать время выстрела вместо визуального осмотра или приближения к объему.
- Манометр измеряет давление во время вытягивания, так что у вас есть возможность увидеть, правильное ли соотношение размеров утрамбовки / шлифования. Слишком сильная утрамбовка — выстрел будет тянуть слишком медленно. Слишком крупный помол — и выстрел будет слишком слабым, и пенки не будет.
Кофемолка Great Entry
Для хороших результатов вам все равно понадобится приличная болгарка. Начинающие домашние бариста иногда думают, что кофемолка не такая уж большая проблема, и если у вас есть хороший пивовар, этого будет достаточно. Это неправда. Вам понадобится кофемолка, обеспечивающая однородный помол, и не менее 4-5 размеров помола эспрессо. Без этого рюмка эспрессо будет горькой безжизненной смесью.Равномерное измельчение обеспечивает равномерное извлечение гущи и отсутствие ила в дроби.Вы также должны иметь возможность изменять размер помола при смене зерен. Некоторые бобы легче пропитать водой, поэтому экстракция будет быстрее. Некоторые насыщаются медленнее, поэтому вам нужно отрегулировать размер помола, чтобы это компенсировать. Прочтите этот пост о шлифовальных машинах для подробного объяснения.
Низкобюджетная кофемашина для эспрессо
Устройство для приготовления эспрессо и капучино De’Longhi
Я действительно не хотел включать этот раздел, но несколько дней назад один читатель настоял на том, чтобы указать ему на дешевую кофемашину эспрессо.Он хотел начать варить кофе дома, а его бюджет составлял 200 долларов. Это означало, что у него было всего около 100 долларов на кофемашину, потому что ему также нужна была приличная кофемолка. Поэтому я порекомендовал ему эспрессо-машину De’Longhi EC155, которая является бестселлером в разделе полуавтоматов на Amazon. Машина абсолютно фантастическая по цене, и с ней можно получить приличный эспрессо. Насос эспрессо на 15 бар более чем достаточен для обеспечения необходимого давления во время заваривания. Держатель фильтра можно использовать с вашим собственным кофе, или вы можете использовать E.S.E. стручки для удобства.
Формы для торта из алюминиевого сплава Робот Формы для выпечки торта Форма для выпечки Пружинная форма
БЕСПЛАТНАЯ ЭЛЕКТРОННАЯ КНИГА для поддержки вашего путешествия
Формы для выпечки торта роботов из алюминиевого сплава
Прямоугольные противни для выпечки 9 x 13 дюймов Керамическая форма для выпечки Торт Ужин Кухонный набор из 3 частей, набор форм для выпечки KOOV, состоящий из 3 частей, сверхвысокая микроволновая печь LG LMV2031ST Нержавеющая сталь 2.0 Cu. Яичные чашки для яиц, сваренных всмятку Набор из нержавеющей стали 12 Включает 6 держателей для яиц и 6 яичных ложек, кондитерский мешок для трубок Пакет из 100 пластиковых одноразовых кремовых кондитерских мешков Глазурь для торта Sugarcraft Инструмент для украшения кексов для выпечки Средний 12X11.8X7,8. Bella Cucina 13466 Пончиковый чайник. Пробка для бутылки вина Homestia Owl Пробка для бутылки вина из нержавеющей стали Силиконовая многоразовая, Dealglad Термостойкие творческие стеклянные чашки Чайник для заварки цветов и кружка Чашка чая с крышкой, закуска для вечеринки или салатница Plasticpro Одноразовые круглые кристально прозрачные пластиковые сервировочные миски на 48 унций Контейнер для салата из 2-х чипов Миски Миски для закусок Блюдо для конфет, дерево товарного сорта ROY WS 10 -Royal Industries Сито для муки Тан 10 диаметров, розово-белые керамические сахарницы Горшки для приправ Баночки для специй Набор для приправ с ложкой с крышкой и набором лотков из 3, Sharlity 3 Pack Non-Stick Flower Форма Силиконовый торт Хлеб Пирог Фланс Формы для торта Большие круглые Подсолнечник Хризантема Форма розы Противни для выпечки для Дня Рождения DIY, Чугунная плита Coghlans.2 упаковки C-222-PC 2 кварты Pyrex 1 НЕ подходит для стандартной формы для выпечки C-233-PC 3 кварты синих крышек для форм для выпечки с легким захватом 1. Силиконовая форма Longzang Bow Art Deco Sugar Craft DIY Gumpaste Глина для украшения торта Розовая, стандартная PME PPR01 Большой набор направляющих колец скалки — набор из 4, самоочищающийся блендер, 35000 об / мин, высокоскоростной профессиональный настольный блендер для коктейлей и смузи, 1400 Вт, 70 унций Посудомоечная машина Tritan Jar без бисфенола А Aicok Встроенные предустановленные программы и импульс. Фильтр предварительной очистки LD Carlson 5269 Super Jet. Синяя 10-дюймовая форма для торта для девичника JETKONG Силиконовая форма для торта с декоративной ручкой.Мраморная салатная тарелка Juliska Firenze Капучино.
Пистолеты и боеприпасы, одобренные Департаментом
Для получения разрешения на использование, как при исполнении служебных обязанностей, так и вне его, все предписанное, альтернативное предписанное и вспомогательное оружие, первоначально зарегистрированное в городе Чикаго после 28 августа 2015 года, независимо от даты найма зарегистрированного участника, должно быть следующим:
| ИСКЛЮЧЕНИЕ: | Участник, имеющий право использовать огнестрельное оружие, отличное от указанного в пункте III, может заменить это огнестрельное оружие другим того же производителя, модели и калибра, если это огнестрельное оружие утеряно, украдено или повреждено и не подлежит ремонту, и производитель рекомендует заменить огнестрельное оружие. . |
1. Предписанные и альтернативные предписанные пистолеты
ПРИМЕЧАНИЕ: Пистолеты-компенсаторы Glock , известные как модели «C», не допускаются к эксплуатации. Модели «C» обозначаются буквой «C» после номера модели, например, Model 17C.
B. Springfield Armory калибр 9 мм ПРИМЕЧАНИЕ: Дополнительные предохранители для большого пальца запрещены на всех моделях Springfield Armory.
1. Предписанные и альтернативные предписанные пистолеты а. XD Service Model 4 дюйма SFS б. Тактическая модельXD 5 дюймов SFS г. XD MOD.2 Сервисная модель с 4-дюймовым SFS e. XD MOD.2 Тактическая модель 5 дюймов SFS
а. XD малолитражный 3-дюймовый SFS б. XD MOD.2 Субкомпактный 3-дюймовый SFS
ПРИМЕЧАНИЕ: Дополнительные предохранители для большого пальца запрещены на всех моделях Smith & Wesson M&P.
1. Пистолеты, прописанные по рецепту и запасные по рецепту ПРИМЕЧАНИЕ: Модель M и P9C, если она используется в качестве предписанного или альтернативного предписанного пистолета, должна иметь магазин, снабженный удлиненной опорной пластиной.
а. Модель M и P9C (без удлиненной опорной плиты)
ПРИМЕЧАНИЕ: Модели «Pro» не одобрены для предписанного, альтернативного предписанного или вспомогательного использования.
1. Предписанные и альтернативные предписанные пистолеты г. P320 Нитрон субкомпактный